
UNIVERSIDADE DE SÃO PAULO ESCOLA DE ENGENHARIA DE LORENA - Sistema de...
50
UNIVERSIDADE DE SÃO PAULO ESCOLA DE ENGENHARIA DE LORENA ANNE CAROLINE DA GRAÇA OLIVEIRA APLICAÇÃO DE TÉCNICAS LEAN MANUFACTURING EM UM PROCESSO DE INJEÇÃO DE PLÁSTICO DE ENGENHARIA Lorena - SP 2015
-
Upload
nguyenkiet -
Category
Documents
-
view
213 -
download
0
Transcript of UNIVERSIDADE DE SÃO PAULO ESCOLA DE ENGENHARIA DE LORENA - Sistema de...

UNIVERSIDADE DE SÃO PAULO ESCOLA DE ENGENHARIA DE LORENA
ANNE CAROLINE DA GRAÇA OLIVEIRA
APLICAÇÃO DE TÉCNICAS LEAN MANUFACTURING EM UM PROCESSO
DE INJEÇÃO DE PLÁSTICO DE ENGENHARIA
Lorena - SP 2015

ANNE CAROLINE DA GRAÇA OLIVEIRA
APLICAÇÃO DE TÉCNICAS LEAN MANUFACTURING EM UM PROCESSO
DE INJEÇÃO DE PLÁSTICO DE ENGENHARIA
Monografia apresentada como requisito parcial para a conclusão de Graduação do Curso de Engenharia Industrial Química. Orientador: Prof. Dr. Lucrécio Fábio dos Santos
Lorena - SP 2015
AUTORIZO A REPRODUÇÃO E DIVULGAÇÃO TOTAL OU PARCIAL DESTE TRABALHO, POR QUALQUER MEIOCONVENCIONAL OU ELETRÔNICO, PARA FINS DE ESTUDO E PESQUISA, DESDE QUE CITADA A FONTE
Ficha catalográfica elaborada pelo Sistema Automatizadoda Escola de Engenharia de Lorena,
com os dados fornecidos pelo(a) autor(a)
Oliveira, Anne Caroline da Graça Aplicação de técnicas Lean Manufacturing em umprocesso de injeção de plástico de engenharia / AnneCaroline da Graça Oliveira; orientador Lucrécio Fábiodos Santos. - Lorena, 2015. 50 p.
Monografia apresentada como requisito parcialpara a conclusão de Graduação do Curso de EngenhariaIndustrial Química - Escola de Engenharia de Lorenada Universidade de São Paulo. 2015Orientador: Lucrécio Fábio dos Santos
1. Lean manufacturing. 2. Produtividade. 3.Injeção . 4. Plástico. 5. Fluxo direto. I. Título. II.Santos, Lucrécio Fábio dos , orient.

AGRADECIMENTOS
Em primeiro lugar, agradeço a Deus por me permitir cursar esta faculdade, por
me capacitar para que eu cumprisse com esta última etapa e pelas oportunidades que
surgiram e ainda surgirão em meu caminho profissional.
Agradeço aos meus pais por terem me tornado quem eu sou e por todos os
valores que me ensinaram.
Agradeço às minhas irmãs e toda minha família por terem me dado suporte e
força para seguir em frente com os estudos e por entenderem minha ausência em muitos
momentos.
Agradeço ao meu melhor amigo e hoje esposo, por ter tido a paciência e
compreensão para dividir comigo todas as dificuldades e alegrias encontradas no
caminho.
Aos amigos que sempre estiveram por perto mesmo quando não podíamos nos
ver por conta dos estudos e por aqueles que dividiram comigo as angústias e alegrias
encontradas na vida acadêmica.
E em especial, quero agradecer ao professor Lucrécio Fábio dos Santos pela
dedicação e contribuição para a realização deste trabalho.

RESUMO
OLIVEIRA, A. C. G. Aplicação de técnicas Lean Manufacturing em um processo de injeção de plástico de engenharia. 2015. 50 f. Monografia (Trabalho de Graduação em Engenharia Industrial Química) – Escola de Engenharia de Lorena, Universidade de São Paulo, Lorena, 2015.
O mercado automotivo é um setor muito dinâmico quando se trata de mudanças e melhorias, fato que obriga as empresas do ramo a tornarem-se cada vez mais competitivas e eficientes. Desse modo, busca-se constantemente a melhoria contínua, a inovação, a qualidade e o aumento da produtividade com o objetivo de produzir mais, utilizando cada vez menos recursos, diminuindo assim, os custos com a produção e os desperdícios, tanto de tempo quanto de matéria prima. A empresa automotiva, na qual este trabalho foi realizado, localiza-se no Vale do Paraíba e atua no ramo de injeção plástica para produção de para-choques para diversas montadoras. Com o processo operando no modo antigo, o índice de rejeição das peças produzidas era em torno de 35%, o que elevava muito os custos de produção e diminuía o faturamento da empresa. A realização deste trabalho teve como objetivo avaliar o processo produtivo antigo e analisar a implementação das esteiras de fluxo direto e a aplicação de técnicas da filosofia Lean Manufacturing para garantir a redução dos custos de produção. Após a implementação das esteiras e aplicação das técnicas propostas, obteve-se uma redução do índice de rejeitos em torno de 57%.
Palavras-chave: Lean Manufacturing. Produtividade. Injeção. Plástico.

ABSTRACT
OLIVEIRA, A. C. G. Application of Lean Manufacturing in a process of engineering plastic injection. 2015. 50 p. Monograph (Graduate Work in Industrial Chemical Engineering) – Engineering College of Lorena, University of São Paulo, Lorena, 2015.
The automotive industry is a very dynamic sector as far as changes and improvements are concerned, which forces the companies in this line of business to become more and more competitive and efficient. Consequently, there is a constant search for continuous improvement, innovation, quality, and the increase of productivity using fewer resources, thus reducing production costs and waste of both time and raw material. The automotive company in which this work was carried out is located in Vale do Paraíba and operates in the area of plastic injection to produce bumpers for several automakers. Using the old process, there was a rate of rejection of produced parts of about 35%, which greatly increased the costs of production and reduced profitability. This project aimed to evaluate the old production process and analyze the implementation of conveyor belts of direct flow, as well as to apply techniques of the Lean Manufacturing
philosophy to ensure the reduction of production costs. After the implementation of the conveyor belts and the proposed techniques, a reduction of around 57% in the rejection rate was achieved.
Key words: Lean Manufacturing. Productivity. Injection. Plastic.
LISTA DE FIGURAS
Figura 1 – Polimerização do propileno ....................................................................................... 14
Figura 2 – Componentes da máquina injetora ............................................................................. 16
Figura 3 – Estrutura do Sistema Toyota de Produção ................................................................. 19
Figura 4 – Guarda-chuva Kaizen ................................................................................................. 21
Figura 5 – Ciclo PDCA ............................................................................................................... 22
Figura 6 – Esteira de fluxo direto ................................................................................................ 28
Figura 7 – Altura das esteiras de fluxo direto ............................................................................. 28
Figura 8 – Túnel de enclausuramento da esteira de fluxo direto ................................................. 29
Figura 9 – Esteiras de fluxo direto no setor de injeção ............................................................... 29
Figura 10 – Esteiras de fluxo direto na carga da linha de pintura ............................................... 30
Figura 11 – Rack utilizado para armazenar peças injetadas ........................................................ 31
Figura 12 – Instrução de trabalho disponibilizada na área produtiva .......................................... 37
Figura 13 – Instrução de trabalho: Uso de EPI’s no setor de Injeção ......................................... 38
Figura 14 – Instrução de trabalho: Uso de EPI’s no setor da Pintura.......................................... 38
Figura 15 – Instrução de trabalho: Limpeza das peças na carga da linha de Pintura .................. 39
Figura 16 – Lista de presença utilizada nos treinamentos ........................................................... 40

LISTA DE TABELAS
Tabela 1 – Classificação de polímeros ........................................................................................ 13
Tabela 2 – Modelo 1 - Defeito grão sobressalente devido à poeira ............................................ 41
Tabela 3 – Modelo 2 - Defeito grão sobressalente devido à poeira ............................................ 41
Tabela 4 – Modelo 1 - Defeito marca na peça devido à batida antes da pintura ......................... 42
Tabela 5 – Modelo 2 - Defeito marca na peça devido à batida antes da pintura ......................... 42
Tabela 6 – Resumo geral - Defeito grão sobressalente e marca na peça devido à batida ........... 43
SUMÁRIO
1 INTRODUÇÃO ..........................................................................................................10
2 OBJETIVOS ...............................................................................................................11
2.1 Objetivo Geral ...........................................................................................................11
2.2 Objetivos Específicos ................................................................................................11
3 REVISÃO BIBLIOGRÁFICA ..................................................................................12
3.1 Materiais de Engenharia ............................................................................................12
3.2 Classificação de Materiais .........................................................................................12
3.3 Definição de Polímero ...............................................................................................13
3.3.1 Seleção de materiais e aplicações ...........................................................................14
3.4 Injeção Plástica ..........................................................................................................15
3.4.1 Elementos do sistema de injeção ............................................................................16
3.4.2 Etapas do ciclo de injeção ......................................................................................17
3.4.3 Tipos de defeitos.....................................................................................................17
3.4.4 Tipos de moldes ......................................................................................................18
3.5 Lean Manufacturing ..................................................................................................18
3.5.1 História do Sistema Toyota de Produção ...............................................................18
3.5.2 Casa de Produção Lean ..........................................................................................19
3.5.3 Princípios do Lean Manufacturing .........................................................................20
3.5.4 Os oito desperdícios ...............................................................................................20
3.5.5 Ferramentas do Lean Manufacturing .....................................................................21
4 MÉTODOS ..................................................................................................................25
4.1 Planejamento do caso ................................................................................................25
4.2 Descrição da empresa ............................................................................................................ 26
4.3 Processo produtivo ....................................................................................................26
4.4 Melhoria no processo produtivo ................................................................................27
4.5 Aplicação do Lean Manufacturing ............................................................................32
5 COLETA DOS DADOS .............................................................................................33
6 RESULTADOS E DISCUSSÃO ...............................................................................34
7 CONCLUSÃO.............................................................................................................45
8 SUGESTÕES PARA TRABALHOS FUTUROS ....................................................46
REFERÊNCIAS BIBLIOGRÁFICAS ........................................................................47
10
1 INTRODUÇÃO
A indústria automobilística veio ao longo dos anos substituindo os materiais
tradicionais por plástico, devido à questões econômicas e tecnológicas pelas quais se
estava passando. A escassez de combustível e recursos naturais devido as crises do
petróleo levaram à necessidade de serem produzidos carros mais econômicos e
eficientes (HEMAIS, 2003).
Atualmente, os veículos já possuem em sua estrutura maior quantidade de partes
feitas em plástico do que em aço, o plástico possibilita que se obtenha determinados
tipos de design que não poderiam ser obtidos com o aço. O polímero, ou seja, o plástico
pode ser encontrado nos para-choques, painéis, grades, nos acabamentos das laterais,
nos tapetes e em outros lugares (AUTOMOTIVE PLASTICS, 2015). Por exemplo
pode-se citar o polipropileno, que é um polímero termoplástico utilizado para produção
de para-choques.
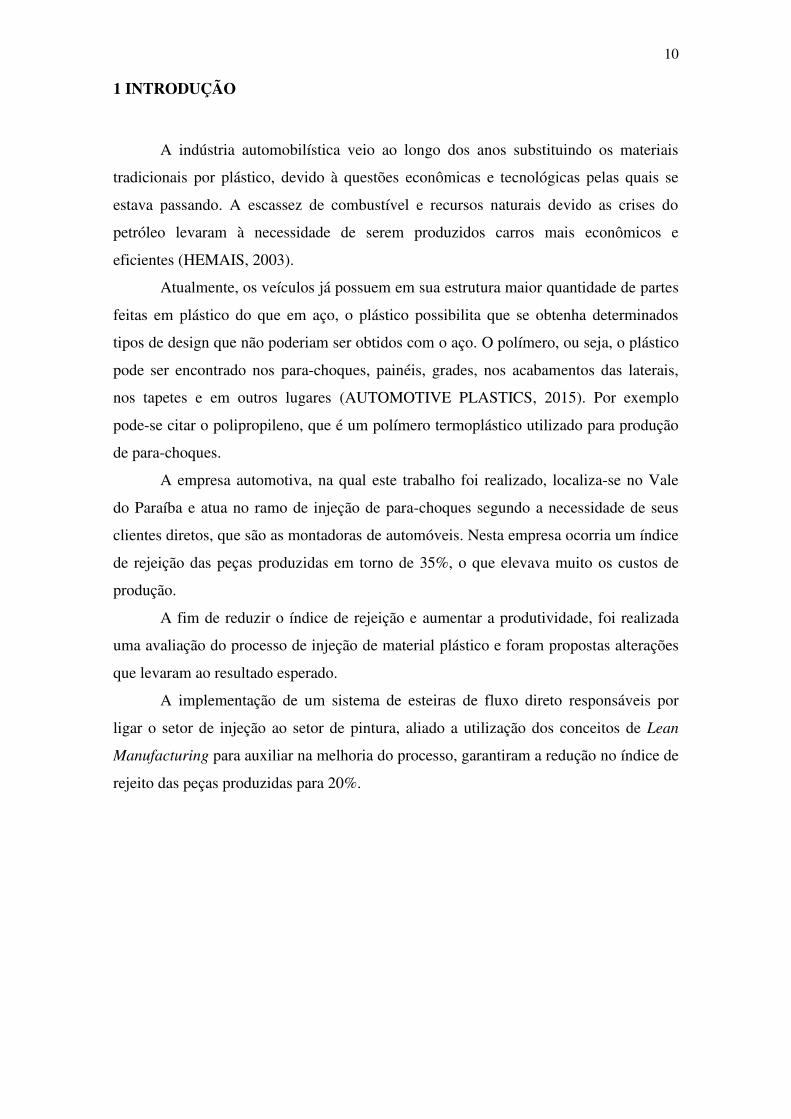
A empresa automotiva, na qual este trabalho foi realizado, localiza-se no Vale
do Paraíba e atua no ramo de injeção de para-choques segundo a necessidade de seus
clientes diretos, que são as montadoras de automóveis. Nesta empresa ocorria um índice
de rejeição das peças produzidas em torno de 35%, o que elevava muito os custos de
produção.
A fim de reduzir o índice de rejeição e aumentar a produtividade, foi realizada
uma avaliação do processo de injeção de material plástico e foram propostas alterações
que levaram ao resultado esperado.
A implementação de um sistema de esteiras de fluxo direto responsáveis por
ligar o setor de injeção ao setor de pintura, aliado a utilização dos conceitos de Lean
Manufacturing para auxiliar na melhoria do processo, garantiram a redução no índice de
rejeito das peças produzidas para 20%.
11
2 OBJETIVOS
2.1 Objetivo Geral
Avaliar a redução do índice de defeitos e o aumento da produtividade de um
processo de injeção de para-choques por meio da aplicação de técnicas Lean
Manufacturing.
Para atingir este objetivo foram propostos os seguintes objetivos específicos:
2.2 Objetivos Específicos
Estudar e avaliar o processo produtivo da produção de para-choques;
Avaliar a aplicação de técnicas Lean Manufacturing no processo de injeção de
para-choques;
Treinar os colaboradores na nova metodologia de trabalho para aumentar a
produtividade.
12
3 REVISÃO BIBLIOGRÁFICA 3.1 Materiais de Engenharia
Materiais são substâncias que possuem propriedades específicas que permitem a
sua utilização em diversas aplicações, como por exemplo em estruturas e produtos. Os
materiais de engenharia são classificados de acordo com a estrutura atômica e ligações
químicas e se dividem em matérias metálicos, cerâmicos, poliméricos e compósitos
(PADILHA, 1997).
3.2 Classificação de Materiais Materiais Metálicos
Os materiais dessa classe são utilizados em aplicações estruturais e são densos,
rígidos, resistentes, dúcteis, resistentes a fratura, bons condutores de eletricidade e de
calor e não são transparentes (CALLISTER; WILLIAM, 2008).
Materiais Cerâmicos
Os materiais cerâmicos são combinações de compostos metálicos e não
metálicos, consistem em óxidos, nitretos e carbetos, se combinam através de ligações
iônicas e covalentes (PADILHA, 1997). São rígidos, frágeis, suscetíveis a fratura,
isolantes, resistentes a altas temperaturas, transparentes, translúcidos ou opacos. Como
exemplo, pode-se citar as argilas e vidros (CALLISTER; WILLIAM, 2008).
Materiais Poliméricos
São materiais compostos por carbono, hidrogênios e outros elementos não
metálicos, que possuem estruturas moleculares grandes. São inertes, não reativos em
diversos ambientes, possuem baixa condutividade elétrica e são não magnéticos
(CALLISTER; WILLIAM, 2008). Se combinam através de ligações químicas
covalentes e pode-se citar como exemplo desta classe, plásticos e borracha (PADILHA,
1997).
Materiais Compósitos
Os materiais compósitos são compostos formados por dois ou mais materiais
individuais (metálicos, cerâmicos e poliméricos), suas características são definidas pela
combinação das propriedades e melhores características de seus constituintes
(CALLISTER; WILLIAM, 2008). Constituem essa classe as fibras de vidro, o cimento
e a madeira (PADILHA, 1997).

13
3.3 Definição de Polímero
Do grego, polímero = poli (muito) + mero (unidade que se repete). Os meros se
ligam através de ligações primárias e estáveis, para formarem um polímero
(MANRICH, 2005).
Segundo Mano e Mendes (1999), os meros ou monômeros são compostos que se
repetem ao longo da cadeia e formam polímeros.
Para Canevarolo Júnior (2006), polímero é formado por ligações covalentes de
repetidas unidades de meros.
Os polímeros são formados por átomos de carbono, hidrogênio, nitrogênio,
oxigênio, flúor e elementos não metálicos (PADILHA, 1997).
Segundo Mano e Mendes (1999), os materiais polímeros são classificados
conforme mostrado na Tabela 1.
Tabela 1 – Classificação de polímeros
Critério Classe do polímero
Origem do polímero Natural / Sintético
Número de monômeros Homopolímero / Copolímero
Método de preparação do polímero Polímero de adição / Polímero de condensação / Modificação de outro polímero
Estrutura química da cadeia polimérica Poli-hidrocarboneto / Poliamida / Poliéster / etc
Encadeamento da cadeia polimérica Sequência cabeça-cauda / Sequência cabeça-cabeça, cauda-cauda
Configuração dos átomos da cadeia polimérica
Sequência cis / Sequência trans
Taticidade da cadeia polimérica Isotático / Sindiotático / Atático
Fusibilidade e/ou solubilidade do polímero Termoplástico / Termorrígido
Comportamento mecânico do polímero Borracha ou elastômero / Plástico / Fibra
Adaptado: MANO; MENDES, p 14, 1999
Polímeros termoplásticos ao passarem por processo de aquecimento são
fundidos e podem ser conformados e moldados e ao sofrerem resfriamento se
solidificam (MANO; MENDES, 1999). A estrutura química do polímero não é alterada
com a troca de estado, permitindo que este possa ser aquecido e solidificado novamente
(NIELSEN, 1977). Pode-se citar como exemplo: polipropileno, polietileno, policloreto
de vinil, entre outros (CANEVAROLO JÚNIOR, 2006).

14
Polímeros termorrígidos podem receber também a denominação de
termoendurecidos, termofixos ou termoestáveis, estes sofrem aquecimento, amolecem e
podem ser moldados (MANO; MENDES, 1999). Ligações cruzadas são formadas entre
as cadeias, o que garante que ocorra a solidificação da peça. Esta classe de polímeros
não permite a reciclagem, então, mesmo que seja submetido a novos processos de
aquecimento, não acontecerá o amolecimento do material. Alguns exemplos: epóxi
(araldite), resina de fenol-formaldeído (baquelite), entre outros (CANEVAROLO
JÚNIOR, 2006).
3.3.1 Seleção de materiais e aplicações
Diversos termoplásticos podem ser processados por injeção e apresentam
características próprias. Conforme as propriedades desejadas para o produto final, faz-se
a escolha do material plástico a ser utilizado. Algumas das exigências para a obtenção
do produto se referem às propriedades mecânicas, elétricas, químicas e óticas,
estabilidade às intempéries e dimensional, comportamento eletrostático, transparência,
brilho e preço (WEN; CÔRTES, 1990).
Polipropileno (PP)
É um polímero termoplástico e semi-cristalino que pode ter suas propriedades
alteradas por fatores como tenacidade, grau de cristalinidade e massa molar (ARAÚJO,
2010). Apresenta resistência à flexão e fadiga, resistência química, propriedades
mecânicas e elétricas (WIEBECK; HARADA, 2005).
O PP é sintetizado através da polimerização por adição e utiliza como
monômero o propileno (MANO; MENDES, 1999). Na Figura 1, pode-se observar a
reação de polimerização do propileno, com a obtenção do polipropileno (ARAÚJO,
2010).
Figura 1 – Polimerização do propileno
Fonte: ARAÚJO, p 25, 2010
Durante essa reação, os grupos laterais podem se arranjar de modo isotático, em
que os grupos laterais ficam dispostos do mesmo lado do plano, modo sindiotático, no
15
qual os grupos laterais se dispõem de modo alternado em relação ao plano, e modo
atático, em que não existe regularidade de alternância dos grupos laterais na cadeia
principal (WEN; CÔRTES, 1990). O PP isotático possui alta cristalinidade o que o
torna muito utilizado comercialmente, devido a características como baixa densidade,
baixo custo de processamento, possibilidade de uso nos processos de moldagem e
possibilidade de sofrer pigmentação, é empregado na indústria automobilística (MANO;
MENDES, 1999).
Algumas de suas aplicações são em para-choques de automóveis, pequenas
partes de automóveis (grades, painéis, apliques, para-lamas, entre outras), carcaça de
eletrodomésticos, indústria alimentícia (recipientes para uso em micro-ondas), tubos
para canetas esferográficas, brinquedos e indústria hospitalar (MANO; MENDES,
1999) (WEN; CÔRTES, 1990).
3.4 Injeção Plástica
A moldagem plástica por injeção é o mais comum dos processos empregados na
fabricação de termoplásticos (HARADA, 2008), isso devido à alta taxa de
produtividade que esta classe de polímeros possui e pelo fato de conseguir obter peças
com geometria complexa (OLIVEIRA et al., 2004).
Consiste em fundir os grânulos de polímero no cilindro da máquina injetora e em
estado líquido injetar o material nas cavidades do molde através de rosca sem fim
(GALDAMEZ; CARPINETTI, 2004). Materiais como polipropileno, ABS, nylon,
poliestireno, policarbonato, acrílico, polietileno, podem ser utilizados (WEN; CÔRTES,
1990).
Esta técnica é utilizada para confeccionar peças maciças, permite a fabricação de
diversos produtos comerciais em larga escala, incluindo peças automotivas, gabinetes
eletrônicos e equipamentos médicos (SHACKELFORD, 2005).
A geometria da cavidade do molde é responsável por conferir o formato da peça
no processo de moldagem por injeção (HARADA, 2008).
Segundo Wen e Côrtes (1990), estas são algumas características da moldagem
por injeção:
Baixo custo de produção por produto;
Alta taxa de produção;
Processo pode ser automatizado;
Os produtos podem ter diversas formas, tamanhos e cores;
16
Possibilidade de reprocessamento das possíveis perdas de produtos, galhos ou
rejeitos.
3.4.1 Elementos do sistema de injeção
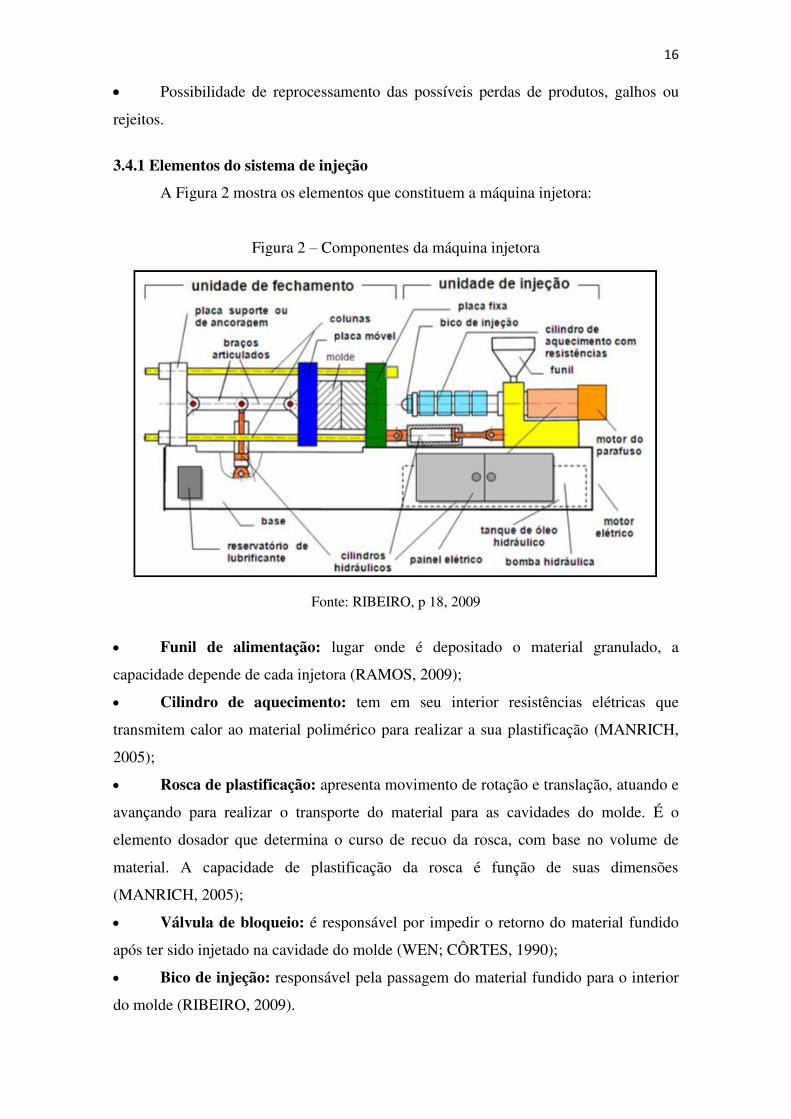
A Figura 2 mostra os elementos que constituem a máquina injetora:
Figura 2 – Componentes da máquina injetora
Fonte: RIBEIRO, p 18, 2009
Funil de alimentação: lugar onde é depositado o material granulado, a
capacidade depende de cada injetora (RAMOS, 2009);
Cilindro de aquecimento: tem em seu interior resistências elétricas que
transmitem calor ao material polimérico para realizar a sua plastificação (MANRICH,
2005);
Rosca de plastificação: apresenta movimento de rotação e translação, atuando e
avançando para realizar o transporte do material para as cavidades do molde. É o
elemento dosador que determina o curso de recuo da rosca, com base no volume de
material. A capacidade de plastificação da rosca é função de suas dimensões
(MANRICH, 2005);
Válvula de bloqueio: é responsável por impedir o retorno do material fundido
após ter sido injetado na cavidade do molde (WEN; CÔRTES, 1990);
Bico de injeção: responsável pela passagem do material fundido para o interior
do molde (RIBEIRO, 2009).
17
3.4.2 Etapas do ciclo de injeção
Segundo Araújo (2010), o ciclo de injeção é composto pelas etapas: fechamento,
injeção (preenchimento), recalque (manutenção), controle do colchão, plastificação,
resfriamento, abertura e extração, as quais requerem total atenção daquele que opera o
equipamento principalmente no que tange a troca de produto.
A cada troca de produto é necessário a regulagem dos parâmetros da máquina
injetora, para que estes estejam de acordo com as especificações técnicas e para que seja
alcançada a produtividade desejada (TINO, 2005). Alguns dos parâmetros de controle
são definidos por Galdamez e Carpinetti (2004) e Manrich (2005), como segue:
Tempo de ciclo: tempo para realizar o ciclo completo de injeção do material;
Tempo de recalque: tempo para atuação da pressão de recalque sobre o
material injetado;
Tempo de injeção: tempo para realizar a injeção e o recalque da peça injetada;
Tempo de resfriamento: tempo no qual a máquina fica parada e no qual há a
circulação da água pelo molde;
Velocidade de injeção: velocidade que o material é injetado no molde;
Temperatura de injeção: é a temperatura para a realização do processo, para
cada material existe uma temperatura de injeção;
Temperatura do molde: controlada pela quantidade de água que circula pelos
canais do molde;
Força de fechamento: força que mantem o molde fechado durante o tempo
necessário do ciclo de injeção;
Pressão de injeção: é a pressão exercida sobre o material fundido no momento
do preenchimento da cavidade do molde. A pressão tem que ser suficiente para se obter
um rápido preenchimento, evitando defeitos no produto;
Pressão de fechamento: pressão utilizada para fechar o molde;
Pressão de recalque: atua no tempo de recalque, garante que todas as cavidades
do molde sejam inteiramente preenchidas.
3.4.3 Tipos de defeitos
A moldagem por injeção pode não ser satisfatória e apresentar problemas, sendo
estes alguns dos tipos de defeitos encontrados: injeção incompleta, marcas de fluxo,
rebarbas, batida das peças, refluxo, grão sobressalente devido à presença de poeira e
superfície defeituosa (WEN; CÔRTES, 1990).
18
3.4.4 Tipos de moldes
A aparência e as propriedades do produto final dependem de um bom projeto de
molde, e para tanto, algumas características são essenciais como, por exemplo, o
tamanho e formato da peça desejada, o tamanho e capacidade da máquina injetora a ser
utilizada e o número de cavidades do molde. Existem moldes de duas placas, de três
placas, com partes móveis, com inserção metálica e com válvulas (WEN; CÔRTES,
1990).
3.5 Lean Manufacturing
Lean Manufacturing, Sistema Toyota de Produção (STP) ou Produção Enxuta é
uma filosofia de gestão que procura identificar e eliminar os desperdícios existentes nas
etapas de um processo produtivo que não agregam valor ao produto final (LIKER;
MEIER, 2007).
O Sistema Toyota de Produção desencadeou uma transformação mundial nas
indústrias, quanto à filosofia e métodos de produção (LIKER, 2005).
Lean Manufacturing tornou-se o sistema de produção mais competitivo e com
elevados índices de qualidade (WOMACK; JONES; ROOS, 2004).
A produção enxuta conhecida também como Lean Production pode ser
implementada em qualquer disciplina de acordo com as necessidades do cliente e
eliminação dos desperdícios de estoques e de produção (MENEZES, 2012).
Segundo Liker (2005, p. 29), o fundador do Sistema Toyota de Produção,
Taiichi Ohno disse:
[...] o que estamos fazendo é observar a linha de tempo desde o momento em que o cliente nos faz um pedido até o ponto em que recebemos o pagamento. E estamos reduzindo essa linha de tempo, removendo as perdas que não agregam valor.
3.5.1 História do Sistema Toyota de Produção
O Sistema Toyota de Produção teve origem no Japão após a Segunda Guerra
Mundial, na Toyota Motor Company com Sakichi Toyoda, e segundo Womack, Jones e
Roos (2004), havia no momento escassez de dinheiro e de recursos.
Seu surgimento se deve à necessidade de melhorar o sistema produtivo e os
produtos. A produção da indústria automotiva era em massa, baseada numa linha de
montagem contínua, com a fabricação de um grande número de automóveis a baixo
custo e com elevada produtividade (CRUZ, 2013).
A produção em massa da Ford apresentava resultados satisfatórios para
demandas em altas escalas, mas se revelava inviável quando se tratava de demandas de
19
baixas escalas (MENEZES, 2012). De acordo com essa realidade, os modelos T da Ford
eram produzidos somente na cor preta (LIKER, 2005).
A implementação da produção em massa na empresa Toyota não seria eficaz,
então, o Japão a fim de melhorar seus processos, passou a buscar um sistema produtivo
que produzisse com maior flexibilidade e velocidade para suprir às necessidades do
mercado (MENEZES, 2012). Eijii Toyoda estudou o modelo de produção
implementado nos Estados Unidos e verificou que existiam algumas imperfeições
(CRUZ, 2013). Dessa forma, Taiichi Ohno começou a criar o Sistema Toyota de
Produção, com o objetivo de alcançar o mesmo nível de produtividade da Ford (LIKER,
2005).
3.5.2 Casa de Produção Lean
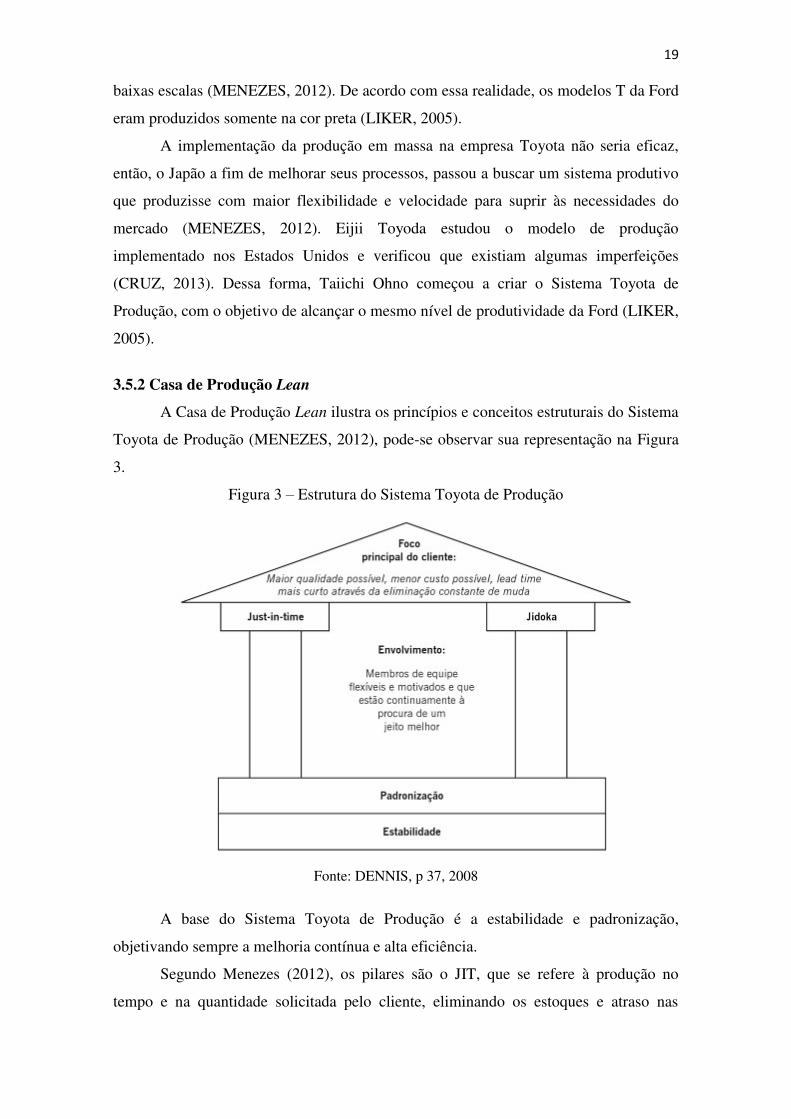
A Casa de Produção Lean ilustra os princípios e conceitos estruturais do Sistema
Toyota de Produção (MENEZES, 2012), pode-se observar sua representação na Figura
3.
Figura 3 – Estrutura do Sistema Toyota de Produção
Fonte: DENNIS, p 37, 2008
A base do Sistema Toyota de Produção é a estabilidade e padronização,
objetivando sempre a melhoria contínua e alta eficiência.
Segundo Menezes (2012), os pilares são o JIT, que se refere à produção no
tempo e na quantidade solicitada pelo cliente, eliminando os estoques e atraso nas
20
entregas, e o Jidoka (autonomação) que se refere a produção sem erros (poka-yoke) com
base nas condições criadas para adquirir a excelência nos processos.
O telhado é a meta que busca a satisfação do cliente, oferecendo alta qualidade,
baixo custo e baixo tempo de processamento. O centro da casa é o coração, envolve o
interesse e empenho dos colaboradores em buscar constantemente a melhoria contínua
(DENNIS, 2008).
3.5.3 Princípios do Lean Manufacturing
Segundo Liker (2005, p. 55-58), existem 14 princípios que auxiliam a
implementação das ferramentas do sistema, objetivando a redução dos desperdícios e a
melhoria dos resultados.
Princípio 1: Basear as decisões administrativas em uma filosofia de longo prazo, mesmo que em detrimento de metas financeiras de curto prazo; Princípio 2: Criar um fluxo de processo contínuo e sincronizado para trazer os problemas à tona; Princípio 3: Usar sistemas puxados para evitar a superprodução; Princípio 4: Nivelar a carga de trabalho; Princípio 5: Construir uma cultura de parar e resolver os problemas, para obter a qualidade desejada logo na primeira tentativa; Princípio 6: Tarefas padronizadas são a base para a melhoria contínua e a capacitação dos funcionários; Princípio 7: Usar controle visual para que nenhum problema fique oculto; Princípio 8: Usar somente tecnologia confiável e plenamente testada que atenda os funcionários e processos; Princípio 9: Desenvolver líderes que compreendam completamente o trabalho, que vivam a filosofia e a ensinem aos outros; Princípio 10: Desenvolver pessoas e equipes excepcionais que sigam a filosofia da empresa; Princípio 11: Respeitar sua rede de parceiros e de fornecedores desafiando-os e ajudando-os a melhorar; Princípio 12: Ver por si mesmo para compreender completamente a situação; Princípio 13: Tomar decisões lentamente por consenso, considerando completamente todas as opções; implementá-las com rapidez; Princípio 14: Tornar-se uma organização de aprendizagem através da reflexão incansável e da melhoria contínua.
3.5.4 Os oito desperdícios
Os oito desperdícios são citados por vários autores, dentre eles Liker (2005),
Cruz (2013), Lima (2012) e Liker e Meier (2007), os quais são descritos abaixo:
Superprodução: produção além da demanda do cliente;
Espera: tempo em que o trabalhador fica parado, dentre as possíveis causas de
espera pode-se citar a falta de matéria-prima, o processamento das máquinas e
necessidade de manutenção dos equipamentos;
Movimento desnecessário: movimentos realizados pelos operadores, não
agregam valor ao processo produtivo;
Transportes: movimentação de matéria-prima e produtos mais que o necessário;
21
Superprocessamento ou processamento incorreto: operações desnecessárias que
podem causar movimentação excessiva e defeitos;
Excesso de estoque: necessidade de grandes áreas de armazenamento e alto
custo para manter o estoque e fazer o transporte da matéria-prima e produto final.
Resulta em problemas como por exemplo, retrabalho e defeitos;
Defeitos: produção de peças que necessitam de conserto, resultando em perda de
tempo e esforço;
E o oitavo desperdício é segundo Liker (2005), citado abaixo:
Desperdício da criatividade dos funcionários: por não envolver os funcionários
nas tomadas de decisões e resoluções de problemas.
3.5.5 Ferramentas do Lean Manufacturing
Kaizen
Kaizen significa melhoria contínua de uma atividade e tem como objetivo a
eliminação de desperdícios, agregando mais valor ao produto final (OHNO, 1997).
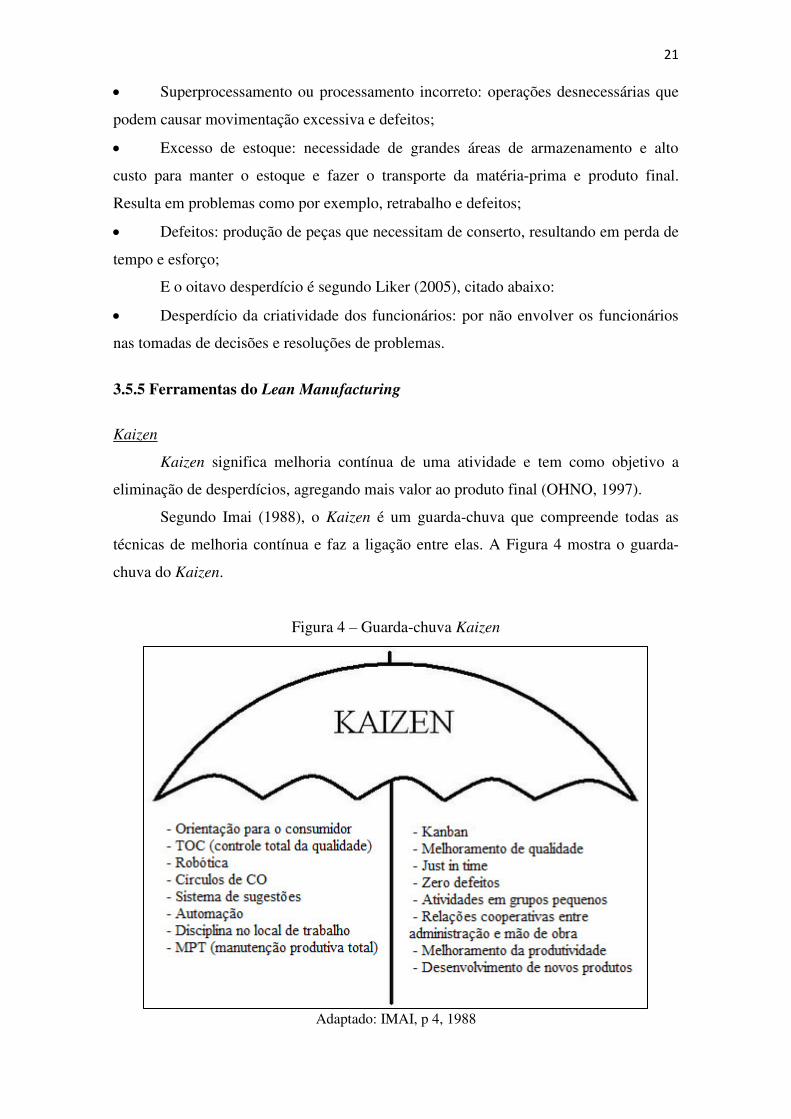
Segundo Imai (1988), o Kaizen é um guarda-chuva que compreende todas as
técnicas de melhoria contínua e faz a ligação entre elas. A Figura 4 mostra o guarda-
chuva do Kaizen.
Figura 4 – Guarda-chuva Kaizen
Adaptado: IMAI, p 4, 1988

22
5S
5S é também chamado de House Keeping e se trata de um método japonês que
objetiva manter o ambiente de trabalho organizado (DAMIAO, et al., 2013).
De acordo com Dennis (2008), os cinco princípios da ferramenta 5S são:
1) Seiri: separar, é a organização do local de trabalho e eliminação de objetos não
necessários;
2) Seiton: classificar, determinação de local específico para material, faz uso de gestão
visual e cores;
3) Seiso: limpar, é a limpeza, organização e inspeção do posto de trabalho;
4) Seiketsu: normalizar, é a padronização através de gestão visual da utilização do
ambiente de trabalho e equipamentos;
5) Shitsuke: disciplina, tem a função de garantir que todos os outros S sejam
cumpridos.
Ciclo PDCA
O ciclo PDCA ou ciclo Deming, se trata de uma ferramenta de análise de
melhoria contínua para resolução de problemas
Esta ferramenta cria um ambiente onde são discutidas as maneiras de realizar
uma ação ou operação da forma mais adequada (LACERDA, 2013; PAOLI; JUNIOR;
LUCATO, 2013). A Figura 5 mostra a divisão do ciclo PDCA:
Figura 5 – Ciclo PDCA
Fonte: CAMPOS, p 30, 1992

23
Segundo Campos (1992): P = Plan: é a fase para definição das metas e plano de ação para a eliminação
dos problemas;
D = Do: é a etapa destinada a realização das ações definidas anteriormente;
C = Check: é a verificação dos resultados obtidos com as metas desejadas;
A = Act: nesta fase são tomadas ações corretivas, preventivas e com enfoque na
melhoria do processo.
Gestão visual
Segundo Cruz (2013), a gestão visual transforma o ambiente de trabalho em um
local mais simples e mais intuitivo, reduzindo ou eliminando desperdícios. E, de acordo
com Fujimoto (1999), ela é utilizada para identificar a ordem de realização das tarefas e
equipamentos a serem utilizados.
Poka-yoke
São dispositivos que eliminam a ocorrência de erros no processo produtivo, este
sistema evita que os defeitos cheguem ao cliente final (SHINGO, 1986).
Total Quality Management (TQM)
Esta ferramenta tem o objetivo de garantir que todos os colaboradores estejam
comprometidos em alcançar o máximo de qualidade nos seus produtos, buscando a
satisfação do cliente. Para promover a gestão da qualidade utiliza-se por exemplo, o
diagrama de causa-efeito (Ishikawa), o benchmarking e a análise de Pareto (CRUZ,
2013).
Just-in-time (JIT)
Com o JIT diminui-se o inventário, produz somente o suficiente para suprir a
demanda instantânea visando a qualidade e eliminando os desperdícios. Os cartões
Kanban tem a função de determinar a quantidade de produto a ser produzida para
reabastecimento e a ser retirada do estoque (SILVA, et al., 2011).
Os cinco porquês
Esta ferramenta tem o objetivo de encontrar a causa do problema. A técnica dos
cinco porquês consiste em perguntar “por que” até encontrar a raiz do problema
(MENEZES, 2012).

24
Manufatura de Fluxo Contínuo (MFC)
É a busca de um fluxo contínuo para o material, de modo que sejam
minimizados as perdas de tempo e formação de estoque (SILVA, et al., 2011).
25
4 MÉTODOS
Para realização desta monografia foi escolhida como metodologia de pesquisa o
estudo de caso. A característica do método em questão é a abordagem qualitativa, sendo
utilizado a coleta de dados referentes à área em que o estudo foi aplicado.
Segundo Araújo (2008), o estudo de caso se trata de uma análise para
compreender ou descrever fatos, nos quais existem muitos outros fatores envolvidos.
O método de estudo de caso segue uma abordagem específica feita com base na
pesquisa de campo.
A estruturação do estudo de caso se baseia nas fases:
Definição do referencial teórico a ser estudado: nesta etapa foram expostos os
conceitos necessários para entendimento do tema escolhido. A revisão bibliográfica
serviu como base para realização deste trabalho. Assim que foi definido o caso a ser
estudado, foi determinado o método para coleta e análise dos dados.
Coleta de dados: foram coletados dados provenientes da área onde o estudo foi
aplicado e os mesmos foram dispostos em forma de tabelas. Assim que foram coletados
dados suficientes para conduzir o estudo, passou-se a nova etapa.
Análise dos dados: nesta etapa foram feitas conclusões sobre os dados obtidos
com base nos referenciais teóricos.
Relatório: após a realização de todas as etapas anteriores, foi feita uma
monografia contendo todas as observações descritas anteriormente.
4.1 Planejamento do caso
O estudo de caso foi feito em empresa do setor automotivo, para reunir
informações sobre a quantidade de peças perdidas do modelo 1 e 2, devido à dois tipos
de defeitos recorrentes no processo. Os produtos selecionados para este estudo foram
escolhidos com base nos seguintes critérios:
Quantidade de peças produzidas para fornecimento;
Expressividade nos lucros da empresa;
Índice de rejeitos.
Foram escolhidos dois produtos que demandam maior capacidade e maior custo
de produção. O fornecimento destes dois produtos representam significativa
participação nos lucros da empresa, o que torna suas perdas expressivas e impactantes.
26
Em um primeiro momento foi feita uma análise do processo produtivo atual em
comparação ao processo anteriormente utilizado, o que permitiu verificar as diferenças
nos apontamentos referentes aos rejeitos destes dois produtos.
Alinhado as modificações no processo produtivo, foram analisadas as aplicações
de algumas das ferramentas do Lean Manufacturing e como estas contribuíram para
organização na área produtiva e execução das tarefas, para a diminuição do número de
rejeitos e consequente aumento no lucro da empresa.
Toda modificação requer treinamento e conscientização, desse modo, após as
implementações das melhorias de processo, foram realizados treinamentos aos
colaboradores para que sua postura fosse mais adequada no cumprimento de suas tarefas
diárias.
4.2 Descrição da empresa
A empresa, onde o estudo foi realizado, faz parte de um grupo multinacional e é
líder no mercado de injeção plástica para produção de peças automotivas. A sede
brasileira, fica situada no Vale do Paraíba e possui cerca de 400 funcionários,
distribuídos em turnos de operação. Apresenta, em média, um volume de produção
anual girando em torno de 230.000 peças. A capacidade instalada permite produção de
aproximadamente 4.000 peças por dia e os produtos são destinados ao consumo dos
mercados do Brasil e Argentina.
A produção diária no Brasil varia em uma faixa de 1.000 a 1.500 peças, para
atender a demanda de quatro montadoras. O processo de transformação do material
plástico no produto final se inicia no setor de injeção, passando posteriormente ao setor
de pintura e na sequência ao setor de montagem. As linhas de montagem são adaptadas
às necessidades de cada cliente, sendo que para alguns dos clientes determinadas etapas
do processo de montagem do para-choque são feitas em células produtivas instaladas na
própria montadora. A administração dos pedidos recebidos e controle da entrega dos
produtos é feita internamente, três dos clientes trabalham no sistema Just-in-time (JIT) e
a entrega de seus produtos é feita por empresa terceirizada, para o outro cliente, a coleta
dos produtos é feita através do sistema Milk run, onde os caminhões do próprio cliente
tem um horário determinado para retirar os seus produtos.
4.3 Processo produtivo
Com a busca diária por melhoria contínua surgiu a necessidade de diminuir a
quantidade de rejeitos de dois dos principais modelos de para-choques produzidos pela
27
empresa, aumentando assim os lucros e a competitividade da mesma no ramo de
atuação.
O polímero polipropileno é enviado através de tubulação para o funil de
alimentação da máquina injetora e ao passar pela rosca de plastificação, é plastificado e
transportado para as cavidades do molde. Após ser realizado o ciclo de injeção obtém-se
o produto, no qual o operador realiza inspeção para verificar a qualidade da injeção, se a
peça apresentar algum tipo de defeito ela deverá ser segregada em um rack especial, no
entanto, se a peça estiver livre de defeitos, ela é armazenada para posterior envio para a
linha de pintura.
Antes das peças passarem pelo processo de pintura, os operadores fazem nova
inspeção, sendo os resultados encontrados carregados no sistema computacional
utilizado, se as peças estiverem atendendo aos requisitos de qualidade, elas serão
carregadas na carga da linha de pintura e serão entregues para suprir às necessidades do
cliente, se não estiverem adequadas a comercialização, elas serão segregadas.
Com base nos dados obtidos para a injeção e pintura das peças, foi detectado que
os dois maiores índices de rejeitos ocorridos nos dois modelos de para-choques
estudados foram devido aos grãos de poeira sobressalentes e impactos que causam
defeitos nas peça antes que estas sejam submetidas ao processo de pintura.
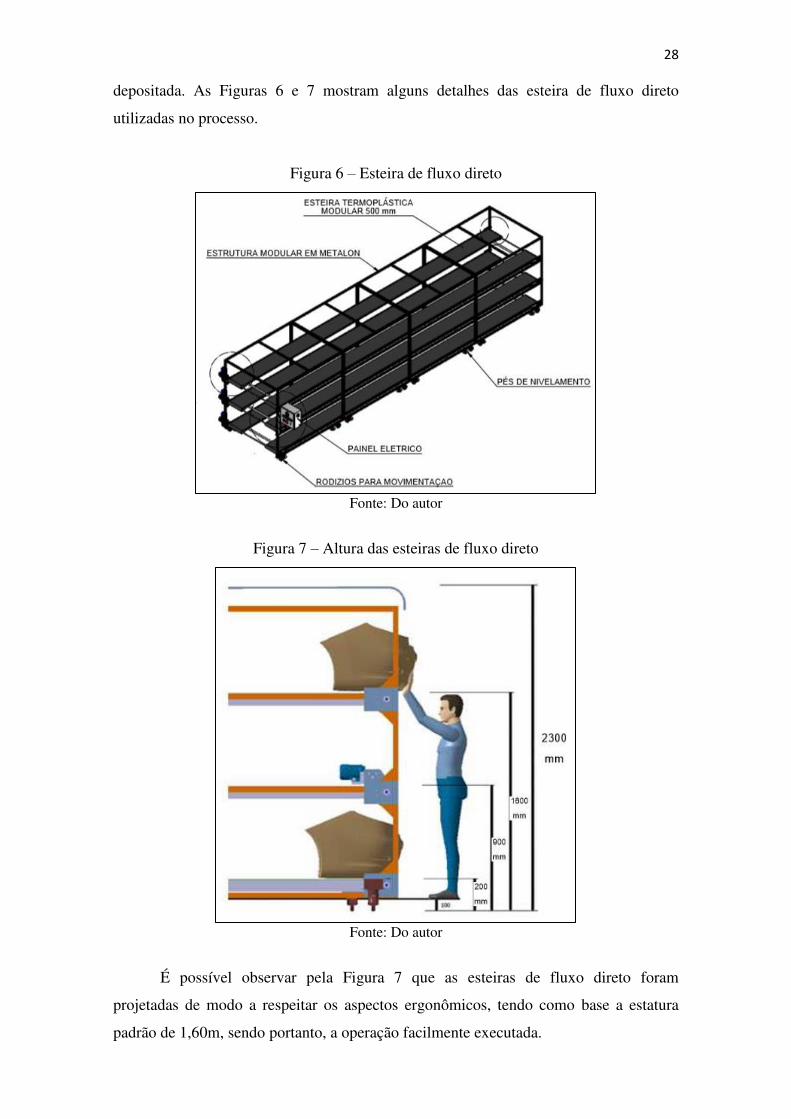
4.4 Melhoria no processo produtivo
Visando a melhoria do processo, foi implementado um sistema chamado de
fluxo direto, que consistiu na instalação de três esteiras automáticas com três níveis de
altura cada uma, responsáveis pela interligação dos setores de injeção e pintura.
As esteiras apresentam comprimento de 10m e em cada nível existem correias de
0,5m, nas quais os para-choques ficam apoiados. Sua estrutura é de Metalon e apresenta
motor independente e de acionamento individual para cada nível da esteira.
O painel da elétrico apresenta displays que indicam informações sobre o seu
funcionamento, e apresentam botões para controle manual das esteiras, permitindo partir
a movimentação no momento desejado e parar o processo em um momento de
emergência.
A movimentação da esteira ocorre em um único sentido de fluxo, indo do setor
da injeção para o setor de pintura, e a cada peça depositada em um de seus níveis, as
correias se movem e avançam um passo, levando a peça para mais próximo do setor de
pintura e liberando um espaço vazio na esteira para que a próxima peça possa ser
28
depositada. As Figuras 6 e 7 mostram alguns detalhes das esteira de fluxo direto
utilizadas no processo.
Figura 6 – Esteira de fluxo direto
Fonte: Do autor
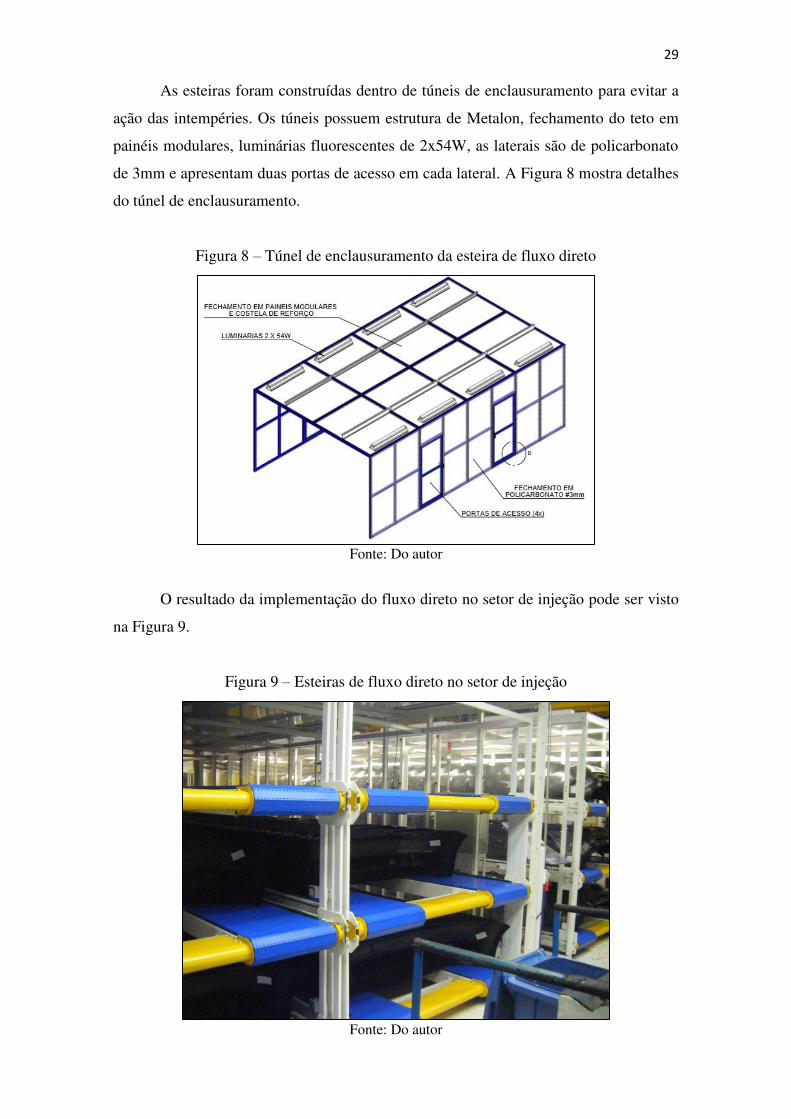
Figura 7 – Altura das esteiras de fluxo direto
Fonte: Do autor
É possível observar pela Figura 7 que as esteiras de fluxo direto foram
projetadas de modo a respeitar os aspectos ergonômicos, tendo como base a estatura
padrão de 1,60m, sendo portanto, a operação facilmente executada.
29
As esteiras foram construídas dentro de túneis de enclausuramento para evitar a
ação das intempéries. Os túneis possuem estrutura de Metalon, fechamento do teto em
painéis modulares, luminárias fluorescentes de 2x54W, as laterais são de policarbonato
de 3mm e apresentam duas portas de acesso em cada lateral. A Figura 8 mostra detalhes
do túnel de enclausuramento.
Figura 8 – Túnel de enclausuramento da esteira de fluxo direto
Fonte: Do autor
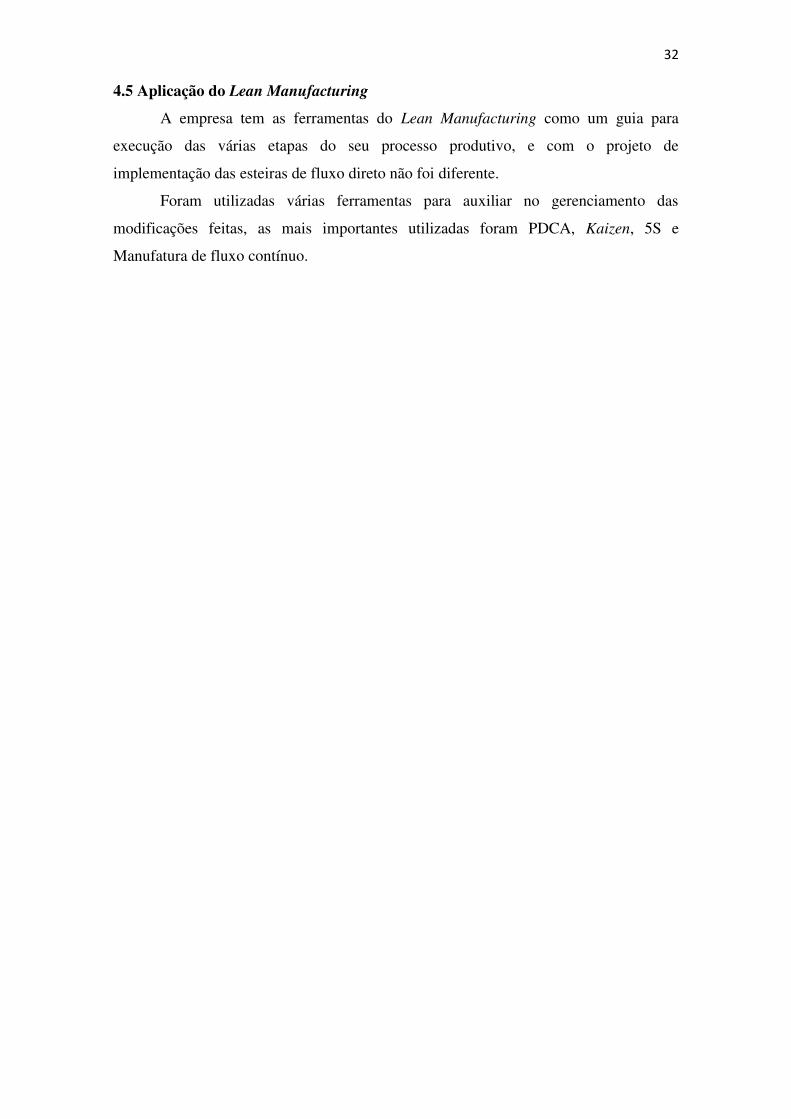
O resultado da implementação do fluxo direto no setor de injeção pode ser visto
na Figura 9.
Figura 9 – Esteiras de fluxo direto no setor de injeção
Fonte: Do autor

30
Cada esteira apresenta capacidade para armazenar de 120 a 180 peças
considerando os seus três níveis, o modelo e tamanho do para-choque em questão. A
Figura 10 mostra as esteiras implementadas no setor da pintura.
Figura 10 – Esteiras de fluxo direto na carga da linha de pintura
Fonte: Do autor
Antes da implementação das esteiras de fluxo direto, as peças injetadas após
serem inspecionadas eram armazenadas em racks, cuja capacidade era para 20 a 30
peças, dependendo do modelo e tamanho da peça em produção, assim que a capacidade
de armazenamento era alcançada, o operador precisava levar esse rack cheio até o
estoque e trazer outro vazio para o setor de injeção para dar prosseguimento a operação.
Ao efetuar este procedimento, adquirimos algumas consequências para nosso
resultado produtivo como a diminuição do tempo destinado a execução da tarefa
principal do setor e interferências na saúde no trabalho.
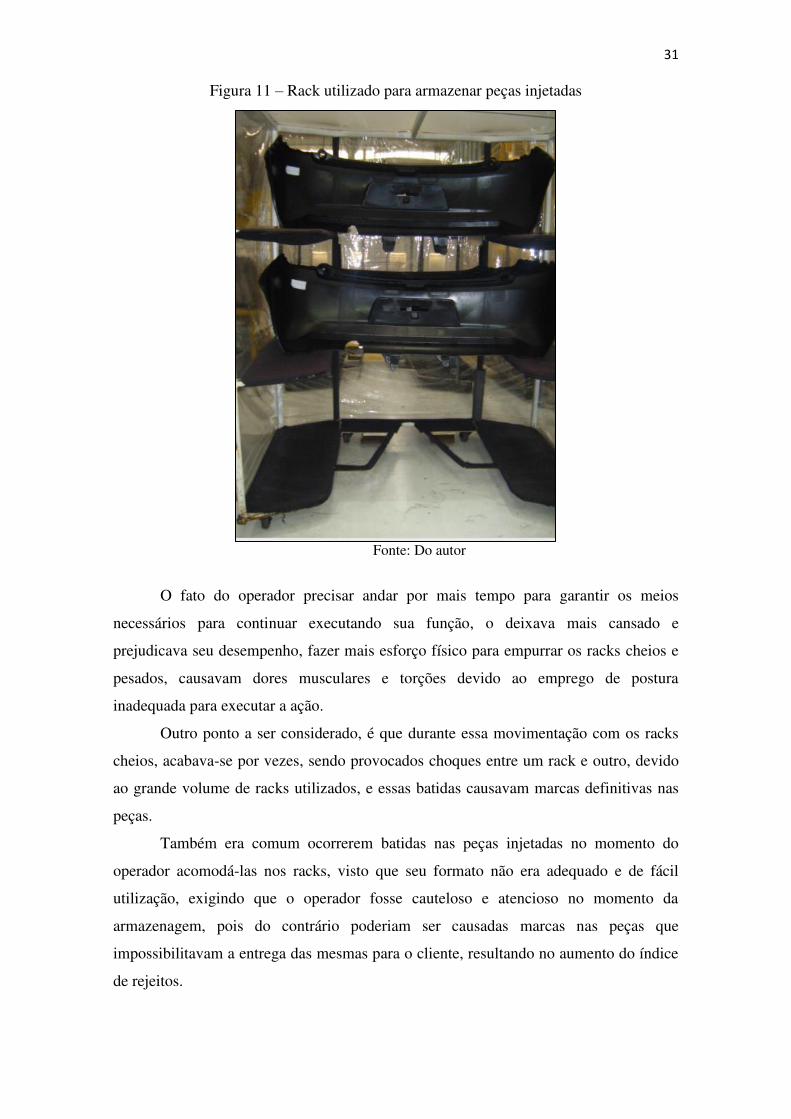
Outro aspecto quanto a utilização dos antigos racks utilizados é que muitos deles
eram danificados devido ao excessivo uso e apresentavam-se inadequados para
utilização no processo, mas devido à demanda exigida, estes racks eram utilizados e
acabavam danificando a superfície das peças pois já se apresentavam deformados e
degradados.
A Figura 11 mostra o rack utilizado no processo anteriormente.
31
Figura 11 – Rack utilizado para armazenar peças injetadas
Fonte: Do autor
O fato do operador precisar andar por mais tempo para garantir os meios
necessários para continuar executando sua função, o deixava mais cansado e
prejudicava seu desempenho, fazer mais esforço físico para empurrar os racks cheios e
pesados, causavam dores musculares e torções devido ao emprego de postura
inadequada para executar a ação.
Outro ponto a ser considerado, é que durante essa movimentação com os racks
cheios, acabava-se por vezes, sendo provocados choques entre um rack e outro, devido
ao grande volume de racks utilizados, e essas batidas causavam marcas definitivas nas
peças.
Também era comum ocorrerem batidas nas peças injetadas no momento do
operador acomodá-las nos racks, visto que seu formato não era adequado e de fácil
utilização, exigindo que o operador fosse cauteloso e atencioso no momento da
armazenagem, pois do contrário poderiam ser causadas marcas nas peças que
impossibilitavam a entrega das mesmas para o cliente, resultando no aumento do índice
de rejeitos.
32
4.5 Aplicação do Lean Manufacturing
A empresa tem as ferramentas do Lean Manufacturing como um guia para
execução das várias etapas do seu processo produtivo, e com o projeto de
implementação das esteiras de fluxo direto não foi diferente.
Foram utilizadas várias ferramentas para auxiliar no gerenciamento das
modificações feitas, as mais importantes utilizadas foram PDCA, Kaizen, 5S e
Manufatura de fluxo contínuo.
33
5 COLETA DOS DADOS
Foram coletados dados da produção referentes aos dois modelos objetos de
estudo, quanto ao índice de rejeitos em relação à grão sobressalente na peça causado
devido à poeira e marcas ocorridas devido à batidas na peça antes da pintura, tanto para
situação em que não havia sido implementado as esteiras de fluxo direto e como para
situação após a sua implementação.
Conforme mencionado anteriormente, após a execução de cada etapa do
processo, os operadores declaram em um sistema computacional todos os resultados
obtidos após cada inspeção realizada no para-choque. Desse modo, os dados utilizados
para realização deste estudo foram extraídos desse banco de dados do sistema.
A instalação e implementação das esteiras de fluxo direto ocorreram no mês de
dezembro do ano de 2014, no período de parada de produção devido às férias coletivas,
com início da operação nos parâmetros do processo novo em janeiro de 2015.
Para efeito de comparação e tendo em vista a quantidade de peças solicitadas
pelo cliente, os dados utilizados neste estudo se referem ao período de janeiro a julho de
2014, antes da implementação das esteiras de fluxo direto, e janeiro a julho do ano de
2015, após a implementação.
34
6 RESULTADOS E DISCUSSÃO
Para análise dos dados coletados foram consideradas as mesmas quantidades de
pedidos do cliente para os modelos 1 e 2, dentro de cada mês, referentes ao período
antes e após a implementação das esteiras de fluxo direto.
6.1 Antes da implementação das esteiras de fluxo direto
Setor de Injeção
No período anterior a instalação das esteiras de fluxo direto, assim que a peça
era injetada, o operador do setor de injeção fazia a inspeção na mesma para detectar
possíveis defeitos, segregava as peças ruins em racks especiais e armazenava as peças
boas em outro rack. Após cada inspeção, o operador alimentava o sistema
computacional com o resultado obtido, de forma a relatar a situação da produção.
Como o rack não possuía grande capacidade de armazenamento, logo era
necessário trocar o rack cheio pelo rack vazio, então o operador do setor de injeção
tinha que parar sua inspeção das peças injetadas, empurrar o rack cheio até o estoque e
trazer o rack vazio para dar prosseguimento a operação. Com isto, o operador perdia
muito tempo andando e isso afetava diretamente a qualidade do seu trabalho, pois este
ficava cansado de andar, perdia o foco nas inspeções e fazia o armazenamento
inadequado da peça.
O estoque de racks de peças injetadas era muito grande, e ocupava grande área
que poderia estar sendo utilizada para melhoria do processo produtivo. Com o excesso
de racks, ficava difícil controlar e garantir que as peças injetadas em datas mais antigas
fossem utilizadas pela pintura primeiro do que as peças injetadas em datas mais
recentes. Fato que implicava no problema de acúmulo de poeira na superfície das peças.
Era necessária a movimentação excessiva de racks para a realização do processo
como um todo, e frequentemente ocorriam batidas entre um rack e outro, e algumas
dessas batidas acabavam danificando as peças e causando o defeito batida antes da
pintura.
Outro ponto, é que os racks não eram adequados para fazer o armazenamento
das peças por muito tempo, uma vez que devido à sua forma, era fácil o acúmulo de
poeira nas peças injetadas, e se essas peças não fossem corretamente limpadas antes do
processo de pintura, seriam a causa do defeito com aparência de grão sobressalente na
peça.
35
Setor de Pintura
No setor da pintura, o operador precisava ir até o estoque pegar os rack de peças
injetadas e carregar as gancheiras (estrutura em que os produtos ficam apoiados) na
carga da linha de pintura. O operador ao carregar as peças nessas gancheiras, fazia uma
inspeção para detectar possíveis defeitos e relatava o resultado obtido no sistema
computacional utilizado na produção. Também era necessário que fosse feita a limpeza
adequada das peças com a utilização de pano resinado, para remover as partículas de
poeira e em seguida as peças seguiam para dar início ao processo de pintura.
Com a necessidade de movimentação de rack, por vezes aconteciam os choques
entre os racks, resultando no problema de marcas na peça. Este tipo de defeito também
ocorria devido à falta de cuidado do operador em retirar as peças do rack batendo-as nas
laterais e até mesmo devido à armazenagem incorreta das peças. Quando o defeito de
marca na peça era notado antes da pintura, as peças eram segregadas em um rack
especial, no entanto, quando o produto não era devidamente inspecionado, ocorria desse
defeito somente ser percebido após a pintura da peça com defeito, gerando prejuízo e
perda de tempo de processo.
Devido à forma de armazenagem utilizada, as peças possuíam grande acúmulo
de poeira e apesar de serem limpas com pano resinado na carga da linha de pintura,
muitas peças não ficavam totalmente livres do acúmulo dos grãos de poeira, o que não
era percebido. Então essas peças eram pintadas, sendo revelado na inspeção após a
pintura, a presença de uma superfície sobressalente na região do grão, o que foge dos
critérios de aceitação do cliente, gera prejuízo e desperdícios.
6.2 Após a implementação das esteiras de fluxo direto
Após a implementação das esteiras de fluxo direto percebeu-se uma melhoria
nos índices encontrados para os dois tipos de rejeitos estudados. Com a maior
capacidade de armazenamento das esteiras, diminui-se significativamente o espaço
físico destinado aos estoques de peças injetadas, o que influencia diretamente na
diminuição do índice de rejeitos causados por batida nas peças antes da pintura, uma
vez que diminuiu-se a movimentação de racks e consequentemente, o tempo que o
operador perdia ao ter que caminhar até o estoque de racks. A diminuição do tamanho
do estoque é extremamente importante, pois o estoque excessivo indica investimento
parado e não revela bons resultados ao faturamento da empresa.

36
O formato das esteiras de fluxo direto propiciou melhor acomodação das peças,
o que auxiliava na realização das operações de carregamento e descarregamento e
evitava que as peças fossem acidentalmente chocadas com partes da estrutura.
Outro ponto importante a ressaltar é que as esteiras de fluxo direto diminuíram
os índices de rejeitos causados por poeira, pois foram projetadas de forma a proteger a
superfície das peças, evitando o acúmulo destas partículas.
A utilização das esteiras também melhorou as questões de saúde no trabalho,
pois foram confeccionadas de acordo com os critérios ergonômicos e, propiciaram a
melhoria no desempenho dos operadores com relação ao tempo produtivo e qualidade
do trabalho executado.
É extremamente importante ressaltar, que toda a implementação desse projeto
foi baseada em algumas das técnicas do Lean Manufacturing, pois elas nortearam a
execução e organização das atividades.
O PDCA foi utilizado na fase de implementação do projeto, para definição das
metas, plano de ação a ser seguido, verificação e acompanhamento da execução das
ações. Com a utilização desta ferramenta, foi possível o conhecimento do responsável
pela execução da ação e o prazo pretendido para realização, sendo as etapas de
execução acompanhadas e verificadas depois de terminadas, voltando assim, o foco para
as ações destinadas a melhoria contínua do processo. Sem o auxílio desta ferramenta,
seria muito difícil gerenciar a implementação de um projeto tão complexo.
Com a aplicação do 5S, as áreas produtivas passaram a ser mais organizadas,
mais limpas e melhor identificadas, o que garantiu maior produtividade dos operadores
e a melhoria do fluxo de operação.
A ferramenta Kaizen, foi a impulsionadora da mudança feita no processo, pois a
busca pela melhoria contínua aliada a necessidade de diminuir ou mesmo eliminar os
rejeitos, tornou necessária a aquisição de novas tecnologias e inovações para aumentar a
competividade da empresa e fazer com que o produto enviado ao cliente apresentasse
uma qualidade ainda maior. A diminuição do tempo que os operadores perdiam
andando para manusear os racks, a diminuição da necessidade do operador fazer esforço
físico desnecessário e a melhor qualidade no armazenamento das peças e envio das
mesmas para a próxima etapa do processo são frutos da constante necessidade de
melhorar.
O princípio de funcionamento das esteiras de fluxo direto se baseava na
ferramenta Manufatura de fluxo contínuo, pois tinha como objetivo a minimização das
perdas de tempo dos operadores ao ficarem manuseando os racks e a formação dos

37
estoques, visto que as peças injetadas eram enviadas diretamente à carga da linha de
pintura.
As ferramentas do Lean Manufacturing continuam sendo aplicadas mesmo após
a implementação das esteiras, pois elas auxiliam e mantem a organização na execução
das tarefas.
Foram feitos treinamentos com os operadores para conscientizar e instruir
quanto a nova metodologia de trabalho, e para auxiliar foram disponibilizados nos
postos de trabalho documentos com instruções para execução das tarefas, conforme
mostrado na Figura 12.
Figura 12 – Instrução de trabalho disponibilizada na área produtiva
Fonte: Do autor
Além dos novos treinamentos para instrução quanto a carga e descarga das peças
nas esteiras de fluxo direto, foram feitas reciclagens de treinamentos anteriormente
aplicados, para conscientizar ainda mais quanto as boas práticas para garantir a
segurança e excelência no trabalho. Participaram dos treinamentos 20 operadores do
setor de injeção e 36 operadores do setor de pintura.
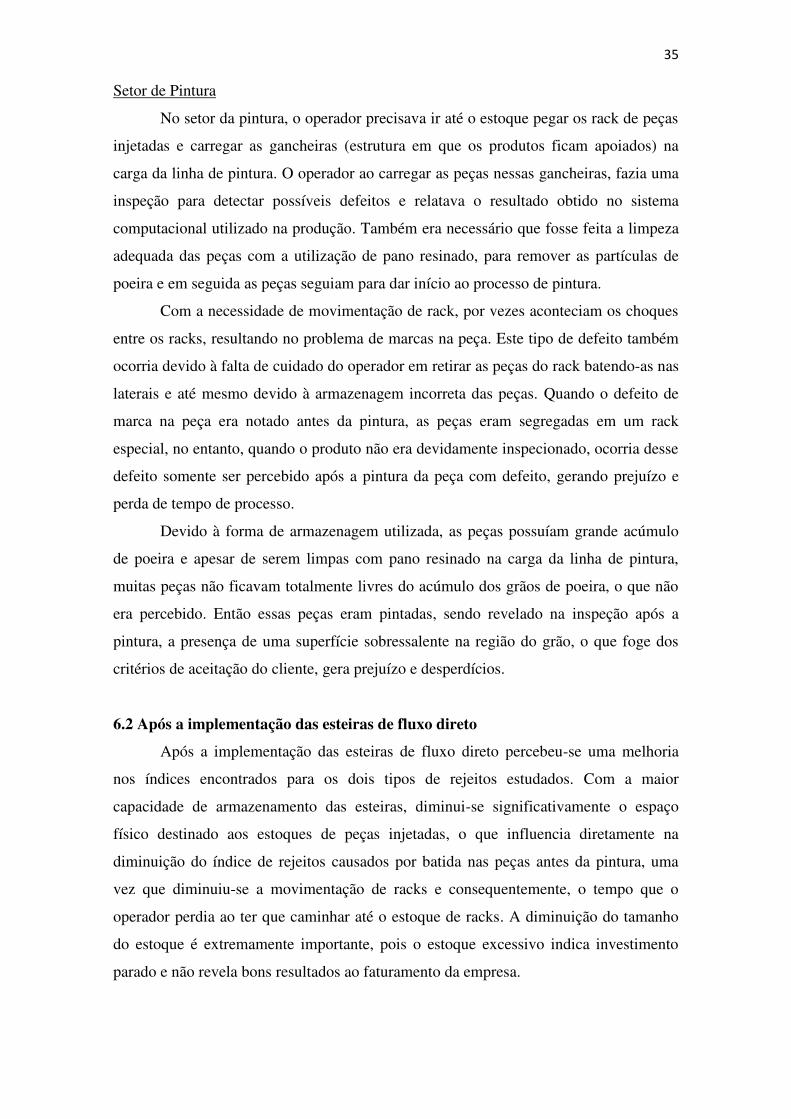
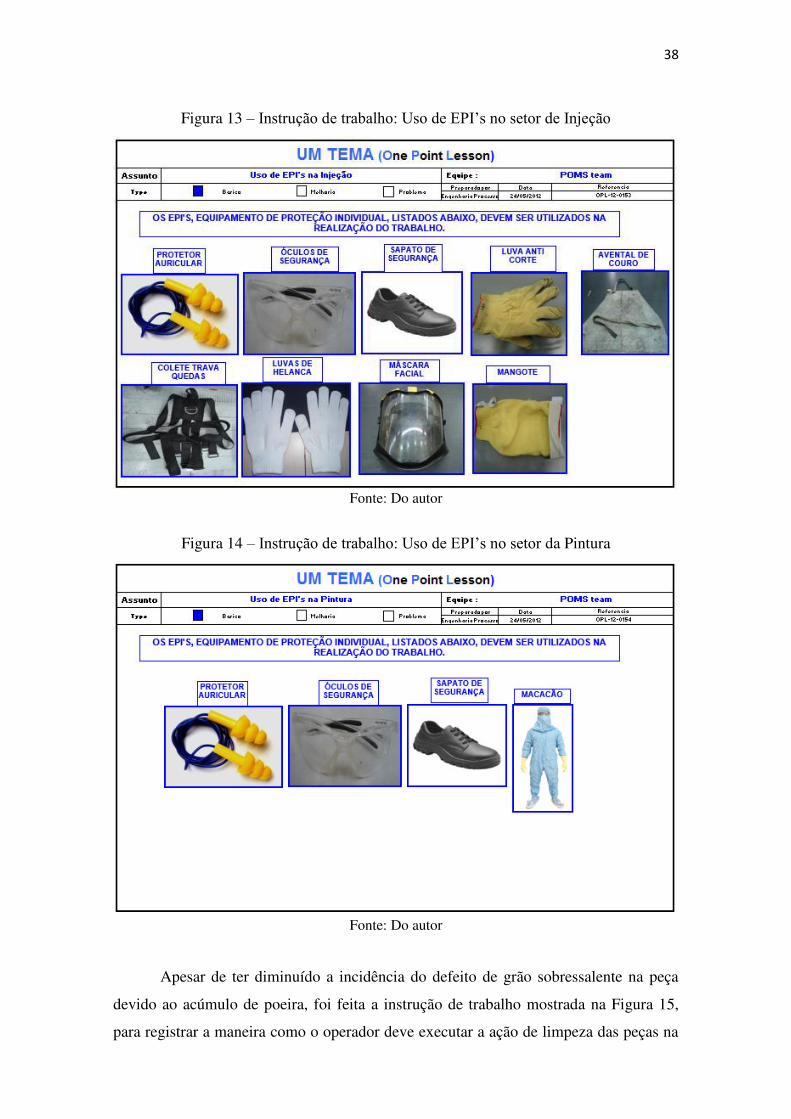
Alguns dos treinamentos de reciclagem foram com relação ao uso adequado dos
equipamentos de proteção individuais (EPI’s) na execução das tarefas, conforme as
Figuras 13 e 14.
INSTRUÇÃO DE
TRABALHO
38
Figura 13 – Instrução de trabalho: Uso de EPI’s no setor de Injeção
Fonte: Do autor
Figura 14 – Instrução de trabalho: Uso de EPI’s no setor da Pintura
Fonte: Do autor
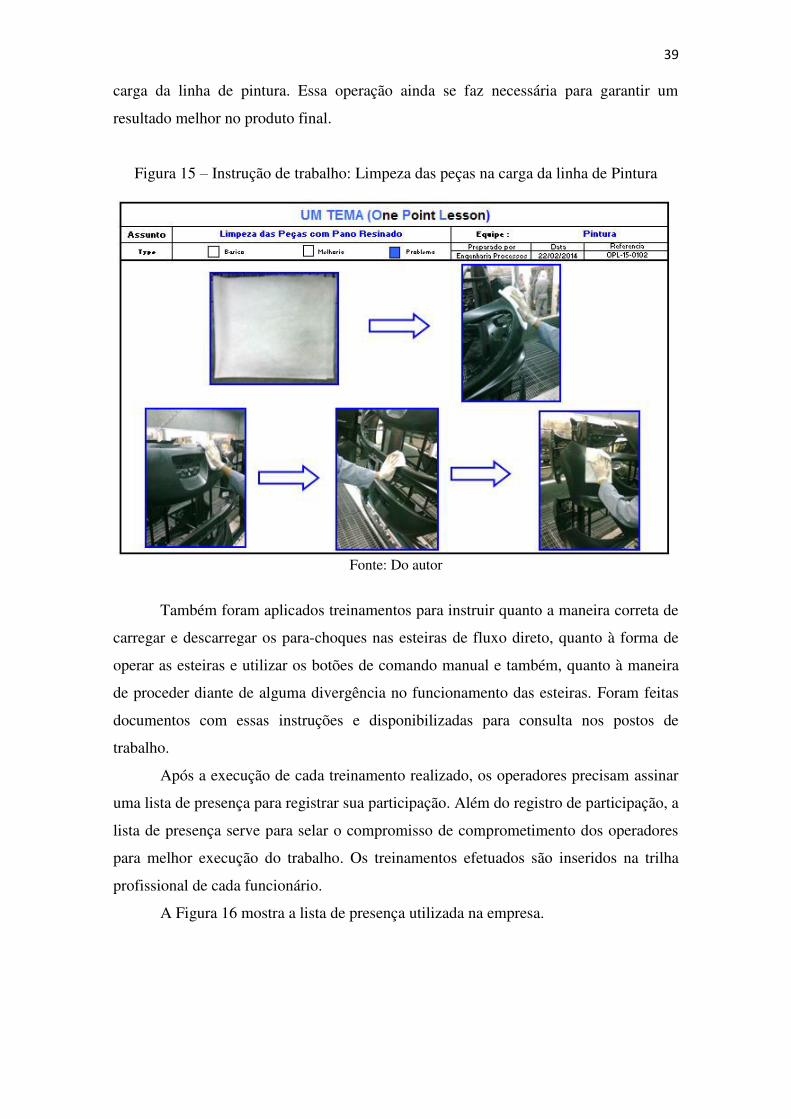
Apesar de ter diminuído a incidência do defeito de grão sobressalente na peça
devido ao acúmulo de poeira, foi feita a instrução de trabalho mostrada na Figura 15,
para registrar a maneira como o operador deve executar a ação de limpeza das peças na
39
carga da linha de pintura. Essa operação ainda se faz necessária para garantir um
resultado melhor no produto final.
Figura 15 – Instrução de trabalho: Limpeza das peças na carga da linha de Pintura
Fonte: Do autor
Também foram aplicados treinamentos para instruir quanto a maneira correta de
carregar e descarregar os para-choques nas esteiras de fluxo direto, quanto à forma de
operar as esteiras e utilizar os botões de comando manual e também, quanto à maneira
de proceder diante de alguma divergência no funcionamento das esteiras. Foram feitas
documentos com essas instruções e disponibilizadas para consulta nos postos de
trabalho.
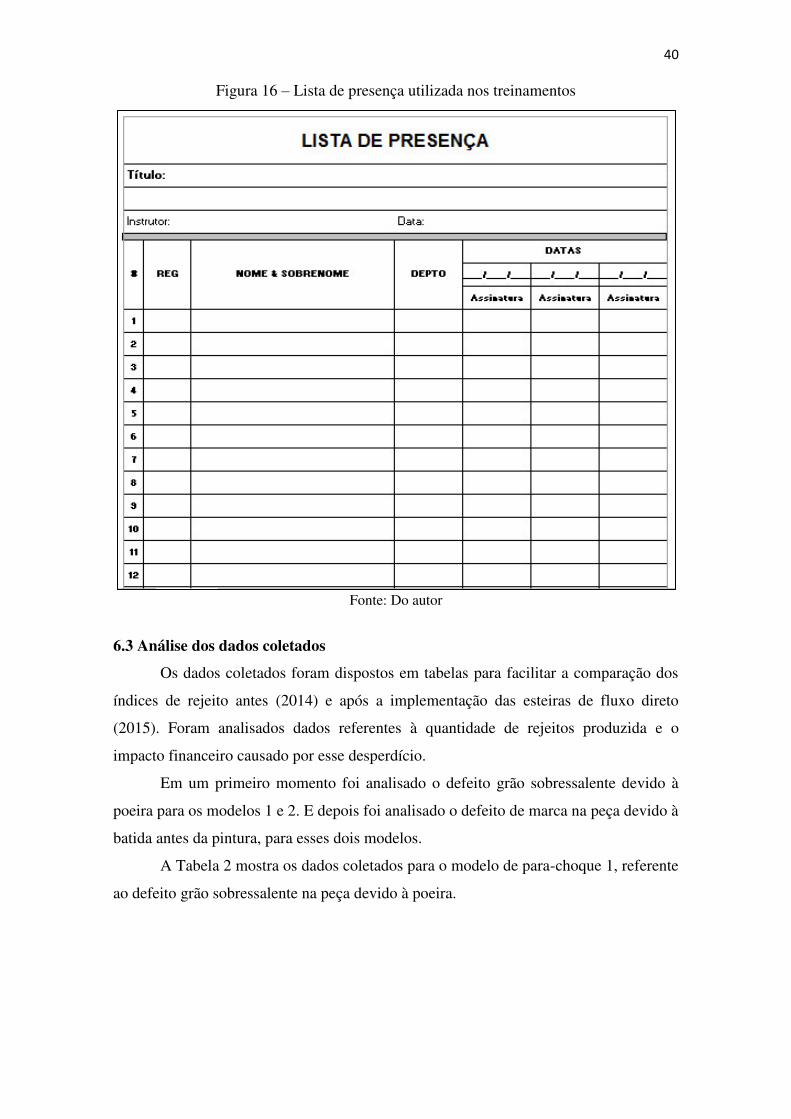
Após a execução de cada treinamento realizado, os operadores precisam assinar
uma lista de presença para registrar sua participação. Além do registro de participação, a
lista de presença serve para selar o compromisso de comprometimento dos operadores
para melhor execução do trabalho. Os treinamentos efetuados são inseridos na trilha
profissional de cada funcionário.
A Figura 16 mostra a lista de presença utilizada na empresa.
40
Figura 16 – Lista de presença utilizada nos treinamentos
Fonte: Do autor
6.3 Análise dos dados coletados
Os dados coletados foram dispostos em tabelas para facilitar a comparação dos
índices de rejeito antes (2014) e após a implementação das esteiras de fluxo direto
(2015). Foram analisados dados referentes à quantidade de rejeitos produzida e o
impacto financeiro causado por esse desperdício.
Em um primeiro momento foi analisado o defeito grão sobressalente devido à
poeira para os modelos 1 e 2. E depois foi analisado o defeito de marca na peça devido à
batida antes da pintura, para esses dois modelos.
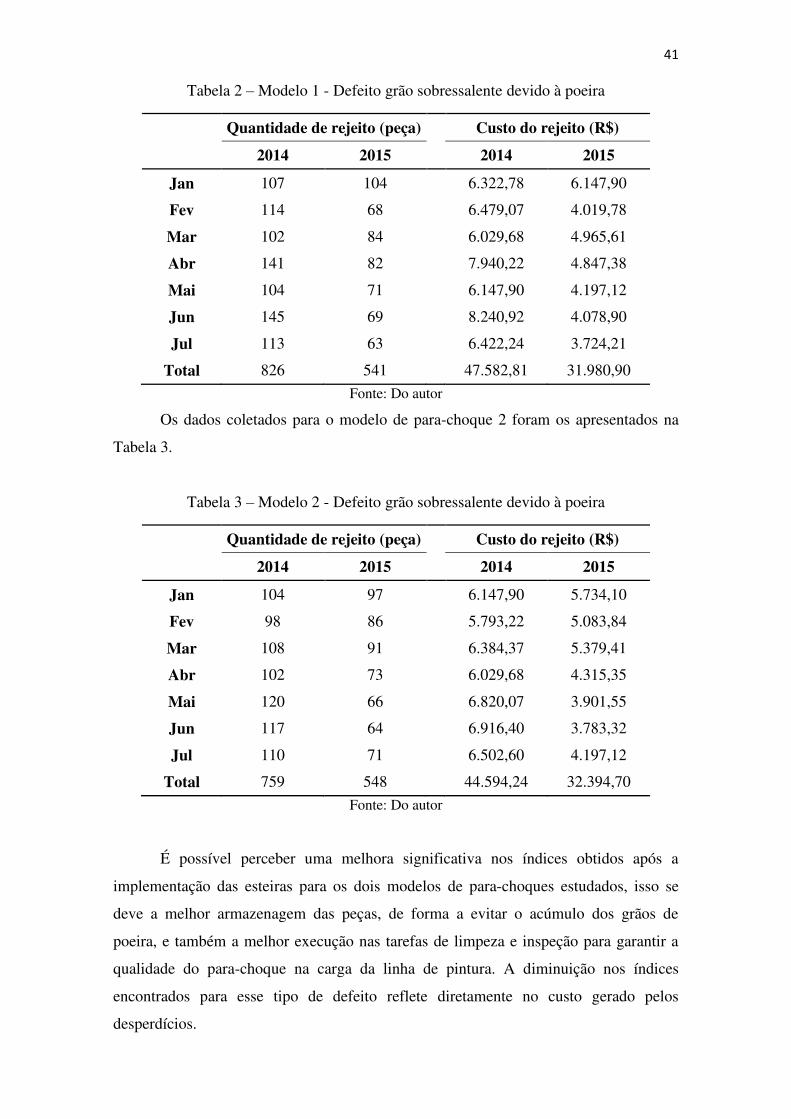
A Tabela 2 mostra os dados coletados para o modelo de para-choque 1, referente
ao defeito grão sobressalente na peça devido à poeira.
41
Tabela 2 – Modelo 1 - Defeito grão sobressalente devido à poeira
Quantidade de rejeito (peça) Custo do rejeito (R$)
2014 2015 2014 2015
Jan 107 104
6.322,78 6.147,90
Fev 114 68
6.479,07 4.019,78
Mar 102 84
6.029,68 4.965,61
Abr 141 82
7.940,22 4.847,38
Mai 104 71
6.147,90 4.197,12
Jun 145 69
8.240,92 4.078,90
Jul 113 63
6.422,24 3.724,21
Total 826 541 47.582,81 31.980,90
Fonte: Do autor
Os dados coletados para o modelo de para-choque 2 foram os apresentados na
Tabela 3.
Tabela 3 – Modelo 2 - Defeito grão sobressalente devido à poeira
Quantidade de rejeito (peça) Custo do rejeito (R$)
2014 2015 2014 2015
Jan 104 97
6.147,90 5.734,10
Fev 98 86
5.793,22 5.083,84
Mar 108 91
6.384,37 5.379,41
Abr 102 73
6.029,68 4.315,35
Mai 120 66
6.820,07 3.901,55
Jun 117 64
6.916,40 3.783,32
Jul 110 71
6.502,60 4.197,12
Total 759 548 44.594,24 32.394,70
Fonte: Do autor
É possível perceber uma melhora significativa nos índices obtidos após a
implementação das esteiras para os dois modelos de para-choques estudados, isso se
deve a melhor armazenagem das peças, de forma a evitar o acúmulo dos grãos de
poeira, e também a melhor execução nas tarefas de limpeza e inspeção para garantir a
qualidade do para-choque na carga da linha de pintura. A diminuição nos índices
encontrados para esse tipo de defeito reflete diretamente no custo gerado pelos
desperdícios.
42
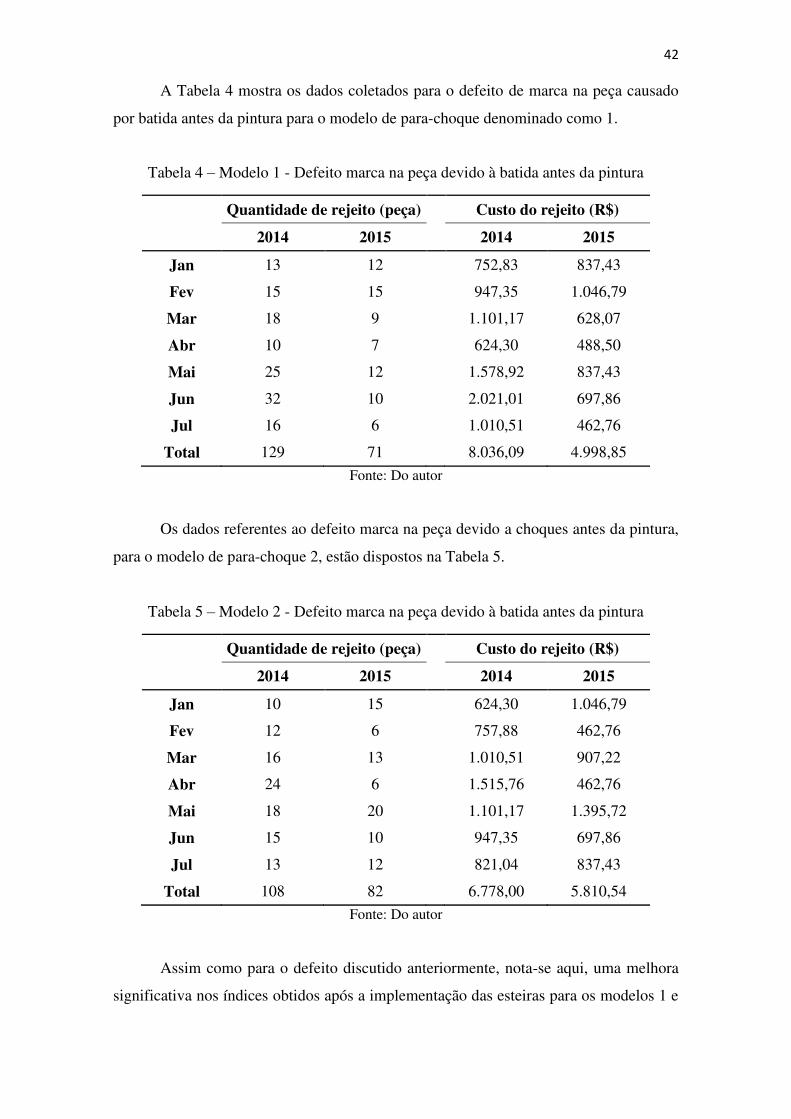
A Tabela 4 mostra os dados coletados para o defeito de marca na peça causado
por batida antes da pintura para o modelo de para-choque denominado como 1.
Tabela 4 – Modelo 1 - Defeito marca na peça devido à batida antes da pintura
Quantidade de rejeito (peça) Custo do rejeito (R$)
2014 2015 2014 2015
Jan 13 12
752,83 837,43
Fev 15 15
947,35 1.046,79
Mar 18 9
1.101,17 628,07
Abr 10 7
624,30 488,50
Mai 25 12
1.578,92 837,43
Jun 32 10
2.021,01 697,86
Jul 16 6
1.010,51 462,76
Total 129 71 8.036,09 4.998,85
Fonte: Do autor
Os dados referentes ao defeito marca na peça devido a choques antes da pintura,
para o modelo de para-choque 2, estão dispostos na Tabela 5.
Tabela 5 – Modelo 2 - Defeito marca na peça devido à batida antes da pintura
Quantidade de rejeito (peça) Custo do rejeito (R$)
2014 2015 2014 2015
Jan 10 15
624,30 1.046,79
Fev 12 6
757,88 462,76
Mar 16 13
1.010,51 907,22
Abr 24 6
1.515,76 462,76
Mai 18 20
1.101,17 1.395,72
Jun 15 10
947,35 697,86
Jul 13 12
821,04 837,43
Total 108 82 6.778,00 5.810,54
Fonte: Do autor
Assim como para o defeito discutido anteriormente, nota-se aqui, uma melhora
significativa nos índices obtidos após a implementação das esteiras para os modelos 1 e

43
2, e isso se deve à melhoria na armazenagem das peças, diminuição do estoque e do
resultado de treinamentos mais eficazes com os operadores.
Seria mais coerente se com o passar dos meses no período após a implementação
das esteiras, o índice de defeitos encontrados fosse diminuindo, no entanto, observa-se
nas tabelas dos dois modelos e para os dois tipos de defeitos, que em alguns meses essa
quantidade de perdas aumenta em relação ao mês anterior. No caso do defeito de grão
sobressalente devido à poeira, isto pode ser explicado pela forma de atuação do
operador nas operações de limpeza das peças e inspeção de qualidade. Para o defeito de
marca na peça devido a choques antes da pintura, isto pode ser explicado pelo
desempenho do operador ao executar as funções de carregamento e descarregamento
das peças nas esteiras de fluxo direto e também devido à inspeção inadequada das
peças. Diante dessas situações, o processo tem sido monitorado constantemente a fim de
efetuar o controle de qualquer tipo de variação que possa vir a ocorrer no decorrer das
operações executadas.
Outro ponto interessante a ser observado é que tanto para o defeito de grão
sobressalente como para o defeito de marca devido à batida na peça, as quantidades de
peças produzidas com defeitos e o custo dessa produção são um pouco diferentes para
os modelos estudados, sendo que o modelo 2 apresenta os maiores índices, e isto pode
ser explicado pelo fato deste para-choque possuir dimensões um pouco maiores que o
para-choque de modelo 1, fato que pode ter dificultado na execução das operações de
carga e descarga dos para-choques nas esteiras de fluxo direto e pelo fato de possuir
maior área para ser limpa.
De modo a facilitar a visualização dos resultados obtidos, foi feito um resumo
dos dados expostos anteriormente. A Tabela 6 mostra a quantidade total obtidas de
rejeitos e seu custo respectivo.
Tabela 6 – Resumo geral - Defeito grão sobressalente e marca na peça devido à batida
Tipo de defeito Quantidade de rejeito (peça) Custo do rejeito (R$)
2014 2015 Diferença 2014 2015 Economia
Grão sobressalente devido à poeira
1585 1089 496
92.177,05 64.375,61 27.801,45
Marca na peça devido à batida antes da pintura
237 153 84 14.814,09 10.809,39 4.004,70
Fonte: Do autor
44
Observa-se que para os dois tipos de defeitos analisados e para os dois modelos
de para-choques, houve uma diminuição nos índices de peças rejeitadas e como
consequência, obteve-se a economia com os custos de produção, o que diminuiu a
margem de desperdício da empresa e aumentou a de lucro.
Com base em todos os dados da produção, sabe-se que o índice de rejeição das
peças era de 35% no processo antigo. Após a implementação das esteiras de fluxo
direto, esse índice diminuiu para 20%, um resultado extremamente positivo, e fez com
que a empresa atingisse as metas do grupo. No entanto, a empresa continua a buscar
soluções para garantir a melhoria contínua do processo e para que o índice de rejeitos
possa ser reduzido ainda mais em um futuro próximo, para desta forma, se tornar cada
vez mais competitiva no mercado.
45
7 CONCLUSÃO
A implementação das esteiras de fluxo direto trouxe o benefício de proteger as
peças injetadas contra o acúmulo de grãos de poeira, minimizando as perdas causadas
por esse tipo de defeito, e também o benefício de manter as peças armazenadas sem
movimentação excessiva, o que garantiu a diminuição de ocorrência de defeitos
causados por batidas na peça antes da pintura.
Foi constatado que o índice de rejeição das peças era de 35% no processo
produtivo antigo. Após a implementação das esteiras de fluxo direto e das técnicas Lean
Manufacturing, esse índice diminuiu para 20%, o que corresponde a uma redução em
torno de 57% no índice de perdas, um resultado extremamente positivo e importante
para a empresa, pois tem impacto direto nos seus ganhos.
Aliado à instalação das esteiras, tem-se o uso das ferramentas do Lean
Manufacturing, que foram responsáveis por nortear todo o processo de implementação
da nova metodologia de trabalho. As ferramentas PDCA, 5S, Kaizen e Manufatura de
fluxo contínuo, além de terem sido um guia, trouxeram mais organização para o meio
operacional e isso reflete diretamente na qualidade do trabalho alcançada. Na nova
metodologia de trabalho, as ferramentas do Lean Manufacturing continuam a ser
utilizadas, focando sempre na busca pela melhoria contínua.
Os treinamentos efetuados com os colaboradores foram essenciais e de extrema
importância para que o objetivo final fosse alcançado, pois instauraram o espírito de
comprometimento e responsabilidade em toda a equipe, e trouxeram motivação para que
fossem atingidos os resultados necessários.
46
8 SUGESTÕES PARA TRABALHOS FUTUROS
Com a utilização das ferramentas do Lean Manufacturing para auxiliar na
implementação do projeto das esteiras de fluxo direto, alcançou-se um resultado
extremamente satisfatório, garantindo a melhoria do processo como um todo e
aumentando a margem de lucro da empresa.
No entanto, muitas melhorias ainda precisam ser feitas no processo para que o
nível de excelência desejado possa ser atingido. Alguns dos possíveis pontos a serem
melhor avaliados são:
Fluxo logístico dos componentes, onde seja possível saber em quais produtos
cada componente é utilizado e em qual quantidade, para que possa ser feito um controle
de estoque seguro e adequado às necessidades da produção. Atualmente, tem-se
algumas dificuldades no controle do inventário de tais componentes;
Linha de montagem dos para-choques, onde sejam aplicados com maior
eficiência os conceitos das ferramentas 5S e Kaizen, a fim de garantir a qualidade
exigida pelos clientes no momento da entrega de seus pedidos, e eliminar os tempos
perdidos durante a execução das tarefas, o que pode garantir um ganho de processo.

47
REFERÊNCIAS BIBLIOGRÁFICAS
ARAÚJO, Cidália et al. Estudo de Caso. Métodos de Investigação em Educação. Instituto de Educação e Psicologia, Universidade do Minho, 2008. Disponível em < http://grupo4te.com.sapo.pt/estudo_caso.pdf>. Acesso em: 12 de nov. 2015.
ARAÚJO, Jorge Francisco de. Estudo de propriedades mecânicas do polipropileno moldado por injeção em insertos de resinas. 2010. 88 p. Dissertação (Mestrado em Engenharia) – Universidade Tecnológica Federal do Paraná, Manaus, 2010. AUTOMOTIVE PLASTICS. Plastic Car Bumpers & Fascia Systems. Disponível em <http://www.plastics-car.com/Todays-Automobiles/Auto-Body-Exterior>. Acesso em: 12 de nov. 2015.
CALLISTER, JR.; WILLIAM, D. Ciência e engenharia de materiais: uma Introdução. 7ª ed. Tradução de Sérgio Murilo Stamile Soares. Rio de Janeiro: Livros Técnicos e Científicos S.A., 2008. 705 p. CAMPOS, Vicente Falconi. TOC: Controle da qualidade total (no estilo japonês). 6ª ed. Belo Horizonte, MG: Fundação Christiano Ottoni, Escola de Engenharia da UFMG, 1992. 227 p. CANEVAROLO JÚNIOR, Sebastião Vicente. Ciência dos Polímeros: um texto básico para tecnólogos e engenheiros. São Paulo: Artliber, 2006. 280 p. CRUZ, Nuno Miguel Pereira da. Implementação de ferramentas Lean
Manufacturing no processo de injeção de plásticos. 2013. 64 p. Tese (Mestrado em Engenharia e Gestão Industrial) – Universidade do Minho, Escola de Engenharia, 2013. DAMIAO, M. B. C.; DENIPOTE, V. C.; RABECHINI, M. M.; ALBERTOS, T. S. - FEI. Lean Manufacturing: uma discussão sobre sua adaptação em empresas dos ramos automobilístico e alimentício. 2013. 10 p. XXXIII Encontro nacional de engenharia de produção. Salvador, 2013. DENNIS, Pascal. Produção Lean simplificada: um guia para entender o sistema de produção mais poderoso do mundo. 2ª ed. Porto Alegre: Bookman, 2008. 191 p. FUJIMOTO, Takahiro. The evolution of a manufacturing system at Toyota. New York: Oxford University Press, 1999. 380 p.
48
GALDAMEZ, E. V. C.; CARPINETTI, L. C. R. Aplicação das técnicas de planejamento e análise de experimentos no processo de injeção plástica. 2004. 14 p. Departamento de Engenharia de Produção, Escola de Engenharia de São Carlos, USP, São Paulo, v.11, n.1, p.121-134, jan.-abr. 2004. HARADA, J. Moldes para Injeção de Termoplásticos: projetos e princípios básicos. São Paulo: Artliber, 2008. 308 p. HEMAIS, Carlos A. Polímeros e a Indústria Automobilística. 2003. 8 p. Grupo de Gestão Tecnológica, IMA, UFRJ, v.13, n.2, p.107-114. 2003. IMAI, Masaaki. Kaizen: a estratégia para o sucesso competitivo. São Paulo: Instituto IMAM, 1988. 235 p. LACERDA, António Pedro Gomes. Metodologias Lean num processo produtivo de peças para automóveis. 2013. 92 p. Relatório de Projeto (Mestrado em Engenharia e Gestão Industrial) - Universidade de Aveiro, 2013. LIKER, Jeffrey K. O modelo Toyota: 14 princípios de gestão do maior fabricante do mundo. São Paulo: Bookman, 2005. 316 p. LIKER, Jeffrey K.; MEIER, David. O modelo Toyota: manual de aplicação. São Paulo: Bookman, 2007. 432 p. LIMA, Lea Cármen Nogueira. Melhoria de “performance” em linhas de montagem e secções de fabrico com metodologias Lean/Kaizen. 2012. 63 p. Dissertação (Mestrado em Engenharia Industrial e Gestão) - Faculdade de Engenharia da Universidade do Porto, 2012. MANO, E. B.; MENDES, L. C. Introdução a polímeros. 2ª ed. São Paulo: Edgard Blucher, 1999. 191 p. MANRICH, Silvio. Processamento de termoplásticos: rosca única, extrusão & matrizes, injeção & moldes. São Paulo: Artliber, 2005. 431 p. MENEZES, Rogério Santos de. Aplicação de ferramentas do Sistema Toyota de Produção para melhoria do desempenho num sistema de produção de peças em plástico. 2012. 108 p. Tese (Mestrado em Engenharia Industrial) – Universidade do Minho, Escola de Engenharia, 2012.
49
NIELSEN, Andreas. Plásticos termofixos (duroplásticos). Tradução de Cláudio R. Püschel. São Paulo: Edgard Blücher, 1977. 83 p. OHNO, Taiichi. Sistema Toyota de produção: além da produção em larga escala. Porto Alegre: Bookman, 1997. 147 p. OLIVEIRA, R. V. B.; PINHEIRO, E. A.; SOLDI, V.; PIRES, A. T. N. - Departamento de Química, UFSC; FREDEL, M. C. - Departamento de Engenharia Mecânica, UFSC. Moldagem por injeção de pós cerâmicos: remoção da parafina e do polipropileno utilizados como veículo orgânico, 2004. 6 p. PADILHA, Angelo Fernando. Materiais de engenharia: microestrutura e propriedades. São Paulo: Hemus, 1997. 349 p. PAOLI, F. M. de; JUNIOR, M. V.; LUCATO, W. C. UNINOVE. Conceitos de manufatura enxuta aplicados a um processo de usinagem de grande porte: um estudo de caso. 2013. 17 p. XXXIII Encontro nacional de engenharia de produção. Salvador, 2013. RAMOS, Fábio Alexandre. Influência da manutenção em uma fábrica de transformação de plásticos. 2009. 57 p. Monografia (Tecnólogo em Produção com ênfase em Plástico) – Centro Tecnológico da Zona Leste, Faculdade de Tecnologia da Zona Leste, São Paulo, 2009. RIBEIRO, Leandro dos Santos. Evolução tecnológica e automação das máquinas injetoras. 2009. 77 p. Monografia (Tecnólogo em Produção com ênfase em Plástico) – Centro Tecnológico da Zona Leste, Faculdade de Tecnologia da Zona Leste, São Paulo, 2009. SHACKELFORD, James F. Introduction to material science for engineers. 6th. Prentice Hall, 2005. 878 p. SHINGO, S. Zero quality control: Source inspection and poka-yoke system. Portland: Productivity Press, 1986. 303 p. SILVA, I. B.; MIYAKE, D. I.; BATOCCHIO, A.; AGOSTINH, O. L. Integrando a promoção das metodologias Lean Manufacturing e Six Sigma na busca de produtividade e qualidade numa empresa fabricante de autopeças. 2011. 18 p. Gest. Prod., São Carlos, v. 18, n. 4, p. 687-704, 2011. TINO, Vicente Fernandes. Utilização de análise de componentes principais na regulagem de máquinas de injeção plástica. 2005. 79 p. Tese (Pós-graduação de
50
Engenharia) – Universidade Federal do Rio de Janeiro - COPPE/UFRJ, Rio de Janeiro, 2005. WEN, J. C. H.; CÔRTES, B. P. Moldagem por injeção. 1ª ed. Polialden Petroquímica S.A., 1990. 98 p. WIEBECK, H.; HARADA, J. Plásticos de engenharia - Tecnologia e aplicações. São Paulo: Artliber, 2005. 349 p. WOMACK, J. P.; JONES, D. T.; ROOS, D. A máquina que mudou o mundo. Rio de Janeiro: Campus, 2004. 343 p.


















