
GESTÃO DE MANUTENÇÃO EM MANUFATURA: APLICAÇÃO … · Trabalho de Conclusão de Curso...
105
JOSÉ ROBERTO FILHO GESTÃO DE MANUTENÇÃO EM MANUFATURA: APLICAÇÃO DA TEORIA DA DECISÃO BASEADA EM CONCEITOS DE CONFIABILIDADE Trabalho de Conclusão de Curso apresentado à Escola Politécnica da Universidade de São Paulo para obtenção do Título de Mestre Profissional em Engenharia Automotiva. São Paulo 2008
Transcript of GESTÃO DE MANUTENÇÃO EM MANUFATURA: APLICAÇÃO … · Trabalho de Conclusão de Curso...

JOSÉ ROBERTO FILHO
GESTÃO DE MANUTENÇÃO EM MANUFATURA:APLICAÇÃO DA TEORIA DA DECISÃO BASEADA
EM CONCEITOS DE CONFIABILIDADE
Trabalho de Conclusão de Curso apresentado à Escola Politécnica da Universidade de São Paulo para obtenção do Título de Mestre Profissional em Engenharia Automotiva.
São Paulo2008

JOSÉ ROBERTO FILHO
GESTÃO DE MANUTENÇÃO EM MANUFATURA:APLICAÇÃO DA TEORIA DA DECISÃO BASEADA
EM CONCEITOS DE CONFIABILIDADE
Trabalho de Conclusão de Curso apresentado à Escola Politécnica da Universidade de São Paulo para obtenção do Título de Mestre Profissional em Engenharia Automotiva.
Área de Concentração:Engenharia Automotiva
Orientador:Prof. Dr. Gilberto Francisco Martha de Souza
São Paulo2008

Dedicatória
À minha mulher e companheira Mara, pelo grande incentivo na busca de aperfeiçoamento e pela valiosa ajuda;
aos meus pais, José e Ada, pelo esforço pessoal no processo de educação e formação
e aos meus filhos, Enrico e Lorena, como um
exemplo de persistência.
Agradecimentos
Ao meu orientador Prof. Dr. Gilberto Francisco Martha de Souza, pela dedicação, paciência e ajuda com as diversas sugestões apresentadas;
aos amigos Roberto Camanho e Fernando Arduino pela importante ajuda no detalhamento da utilização do método AHP (Analytic Hierarchy Process);
e a todos os meus familiares, pela compreensão pelos prolongados momentos de ausência.

RESUMO
A competitividade crescente e uma conseqüente redução do tempo útil para a tomada de decisões têm impulsionado a valorização de sistemáticas que contribuam para a redução da subjetividade e apóiem de maneira mais profissional as decisões nas organizações.
Métodos quantitativos consagrados como: Tempo de Recuperação (payback), Valor Atual Líquido, Taxa Interna de Retorno e Índice de Valor Atual têm sido larga-mente usados e são consagrados como apoio às decisões, porém mostram-se pouco eficazes ao lidarem com condições de incertezas.
Em ambientes em que subjetividade e incerteza são predominantes, em que as decisões são tomadas cada vez mais por consenso e em que a coleta de dados consistentes, resultados de medições pelo menos de médio prazo são escassos, os chamados instrumentos de Tomada de Decisões Multicritério que levam em conta aspectos subjetivos, passam a ter maior relevância e têm sido objeto de muitos es-tudos e aprimoramentos. A natureza da subjetividade associada a estudos avançados do processo de decisão em seres humanos tem permitido avanços sistemáticos dos métodos de tomada de decisão existentes e um número crescente de sistemáticas alternativas. Considerando esse arcabouço teórico e prático de procedimentos para tomada de decisões, é surpreendente a ausência quase absoluta desses métodos no dia a dia da maioria das empresas, o que torna o processo decisório uma tarefa des-necessariamente arriscada e conseqüentemente com maiores chances de insucesso.
Essa realidade decisória associada à necessidade crescente de otimização do ciclo de vida útil de ativos de manufatura formam as pré condições de demanda que se pretendem atenuadas com este trabalho.
Desta forma, aspectos relevantes de Manutenção de Ativos de Manufatura se-rão estudados e sua importância valorizada para a otimização do resultado do pro-cesso de tomada de decisão. Engenharia de Confiabilidade e respectivos instrumen-tos de análise de campo serão usados para a quantificação mais precisa dos custos associados com as tarefas de manutenção adotadas.
Simplificadamente, deseja-se é avaliar os Métodos de To mada de decisão Mul-ticritério consolidados no mercado, escolher entre eles aquele que melhor se ajusta ao estilo e método possível de ser adotado pelas empresas, particularmente, por de-ver de ofício, as do setor automotivo, escolher critérios decisórios que representem da melhor maneira os vários aspectos relacionados com os paradigmas organizacio-
nais das empresas do setor e construir um roteiro decisório simplificado que possa ajudar a ambos, fornecedores e clientes do setor automotivo a minimizar riscos e custos de ambos nas empreitadas de aquisição ou recuperação de ativos para manu-fatura, levando-se em conta aspectos de custos e estratégias de manutenção ao nível de componentes dos sistemas novos, recuperados ou antigos.
Palavras-chave: Método de tomada de decisão multicritério. Engenharia de manu-
tenção. Confiabilidade.

ABSTRACT
The growing competitiveness and therefore the reduction of the available
decision making time has enhanced the techniques that contribute to the reduction of the subjectivity and support, in a more professional way, the decision making process within the organizations.
Quantitative methods such as: Payback, Net actual value, Return over the investment and Actual value index have been widely used as decision making process support, however they are not so effective to handle with uncertainties.
In environments whose ingredient of subjectivity and even uncertainty is pre-dominant, in which decisions are taken more and more by consensus and even that the consistent data collection, at least as result of medium term historical sear-ching are often conquered, the so called Multi Criteria Decision Making Processes, where subjectivity is taken into account, have been pointed out to a more relevant level, therefore efforts for improvements and new researches have been made. The subjectivity associated with advanced researches of the decision making process in human beings have led to more systematic and alternative decision-making proces-ses. Even though, is surprisingly the fact that those systems are seldom used in the decision making processes within the organizations, bringing to this process unne-cessary uncertainties and risk of failures.
The reality of the decision processes associated with the optimization of the Life Cycle Costs of manufacturing assets have shaped the recognized necessities which this work has intended to contribute. Relevant aspects of the maintenance activity of manufacturing assets will be worked on as well, and its relevance inside the decision for the organizations will be identified. Reliability Engineering and re-lated field tools for field analysis will be used to quantify more precisely the costs associated with the adopted maintenance tasks.
In simpler words, our wish is evaluate the subjective and Multi Criteria De-cision Making Process available, choose among them the most appropriated to be used, particularly in the automakers industry, decide about aims criteria and sub-criteria closer with the organizational paradigms of the carmakers sector and at least kick off to shape a framework that can support both suppliers and customers in the automotive sector in the decision making process to revamp or replace ma-nufacturing assets, taking in consideration not only maintenance strategies at the components and subsystems levels, but also their associated costs for the new, old and refurbished systems.

Key-Words: MultiCriteria Decision Making Process. Maintenance Engineering.
Reliability.
SUMÁRIO
LISTA DE ILUSTRAÇÕES ................................................................ 10
LISTA DE TABELAS ........................................................................ 11
CAPÍTULO 1 – INTRODUÇÃO .......................................................... 13
CAPÍTULO 2 – REFERENCIAL TEóRICO ........................................... 21
2.1 MÉTODOS DE TOMADA DE DECISÕES .......................................... 212.1.1 Análise dos métodos disponíveis ................................................... 212.1.2 Escolha do método ................................................................... 272.1.3 Sugestões do autor para critérios e subcritérios ................................ 28
2.2 MANUTENÇÃO E CONFIABILIDADE DE EQUIPAMENTOS E SISTEMAS ... 402.2.1 Considerações iniciais ............................................................... 402.2.2 Cálculo da Confiabilidade do Sistema .............................................. 43
CAPÍTULO 3 – DESCRIÇÃO DAS INSTALAÇÕES A SEREM ESTUDADAS .................................................................... 54
3.1 JUSTIFICATIvAS PARA ESCOLHA DA ÁREA ................................... 54
3.2 DETALHAMENTO DA INSTALAÇÃO .............................................. 56
CAPÍTULO 4 – APRESENTAÇÃO DOS RESULTADOS ............................ 61
4.1 RESUMO DE ENTREvISTAS E INTERAÇÕES DE CAMPO ................... 61
4.2 RESULTADOS ......................................................................... 62
4.3 ANÁLISE DOS RESULTADOS E TESTES DE SENSIBILIDADE ................ 93
CAPÍTULO 5 – CONCLUSÕES E SUGESTÕES PARA TRABALHOS FUTUROS ................................................................. 99
CAPÍTULO 6 – REFERÊNCIAS BIBLIOGRÁFICAS ................................ 102
ANEXO A – Definição das principais palavras e expressões usadas neste trabalho ............................................... 104
10
LISTA DE ILUSTRAÇÕES
Figura 1 – Árvore de decisão de benefícios do AHP .................................... 28
Figura 2 – Árvore de decisão de custos do AHP ......................................... 29
Figura 3 – Histórico de emissão de particulados ....................................... 34
Figura 4 – Árvore de decisão mista custo e benefício do AHP ........................ 37
Figura 5 – Seis padrões de falhas segundo Moubray (1991) ........................... 42
Figura 6 – Grupo de trabalho típico de uma implantação de RCM .................. 47
Figura 7 – Diagrama de decisão ........................................................... 49
Figura 8 – Layout típico de estação de carroceria ..................................... 57
Figura 9 – Layout típico de estação de carroceria (detalhe) ......................... 58
Figura 10 – Fluxograma da instalação isolada ........................................... 58
Figura 11 – Árvore revisada de benefícios do AHP ...................................... 63
Figura 12 – Árvore revisada de custos do AHP ........................................... 64
11
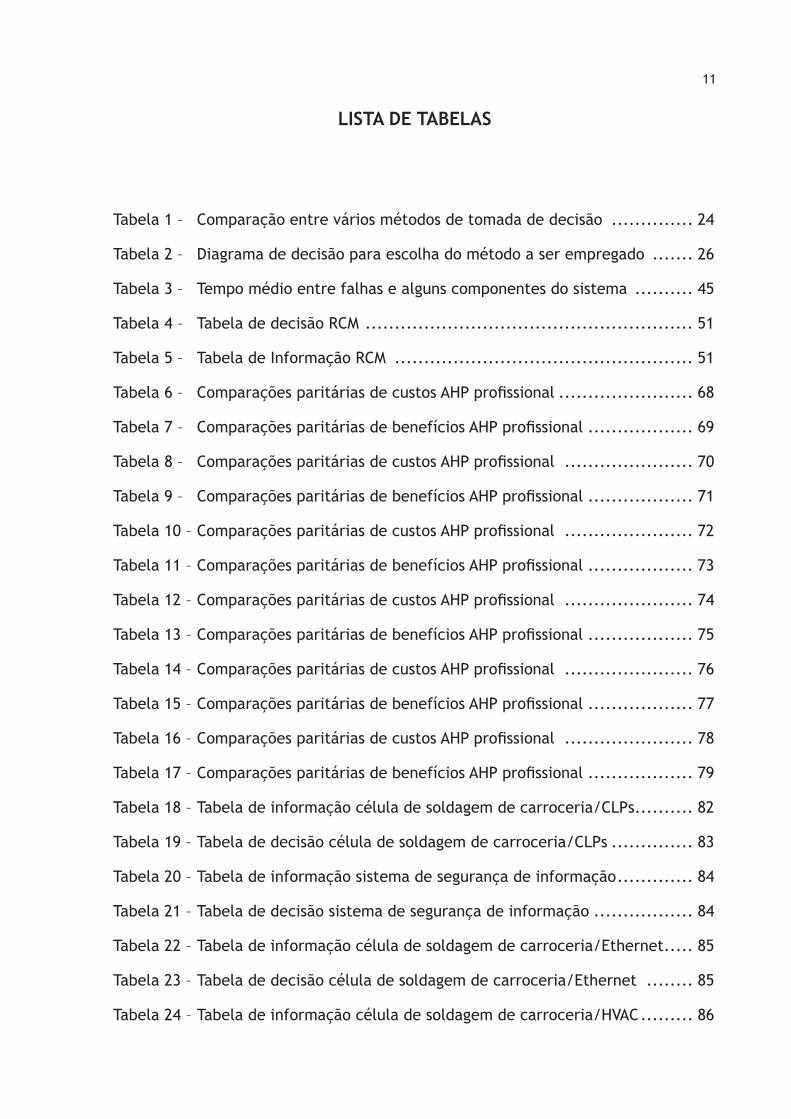
LISTA DE TABELAS
Tabela 1 – Comparação entre vários métodos de tomada de decisão .............. 24
Tabela 2 – Diagrama de decisão para escolha do método a ser empregado ....... 26
Tabela 3 – Tempo médio entre falhas e alguns componentes do sistema .......... 45
Tabela 4 – Tabela de decisão RCM ........................................................ 51
Tabela 5 – Tabela de Informação RCM ................................................... 51
Tabela 6 – Comparações paritárias de custos AHP profissional ....................... 68
Tabela 7 – Comparações paritárias de benefícios AHP profissional .................. 69
Tabela 8 – Comparações paritárias de custos AHP profissional ...................... 70
Tabela 9 – Comparações paritárias de benefícios AHP profissional .................. 71
Tabela 10 – Comparações paritárias de custos AHP profissional ...................... 72
Tabela 11 – Comparações paritárias de benefícios AHP profissional .................. 73
Tabela 12 – Comparações paritárias de custos AHP profissional ...................... 74
Tabela 13 – Comparações paritárias de benefícios AHP profissional .................. 75
Tabela 14 – Comparações paritárias de custos AHP profissional ...................... 76
Tabela 15 – Comparações paritárias de benefícios AHP profissional .................. 77
Tabela 16 – Comparações paritárias de custos AHP profissional ...................... 78
Tabela 17 – Comparações paritárias de benefícios AHP profissional .................. 79
Tabela 18 – Tabela de informação célula de soldagem de carroceria/CLPs .......... 82
Tabela 19 – Tabela de decisão célula de soldagem de carroceria/CLPs .............. 83
Tabela 20 – Tabela de informação sistema de segurança de informação ............. 84
Tabela 21 – Tabela de decisão sistema de segurança de informação ................. 84
Tabela 22 – Tabela de informação célula de soldagem de carroceria/Ethernet ..... 85
Tabela 23 – Tabela de decisão célula de soldagem de carroceria/Ethernet ........ 85
Tabela 24 – Tabela de informação célula de soldagem de carroceria/HVAC ......... 86
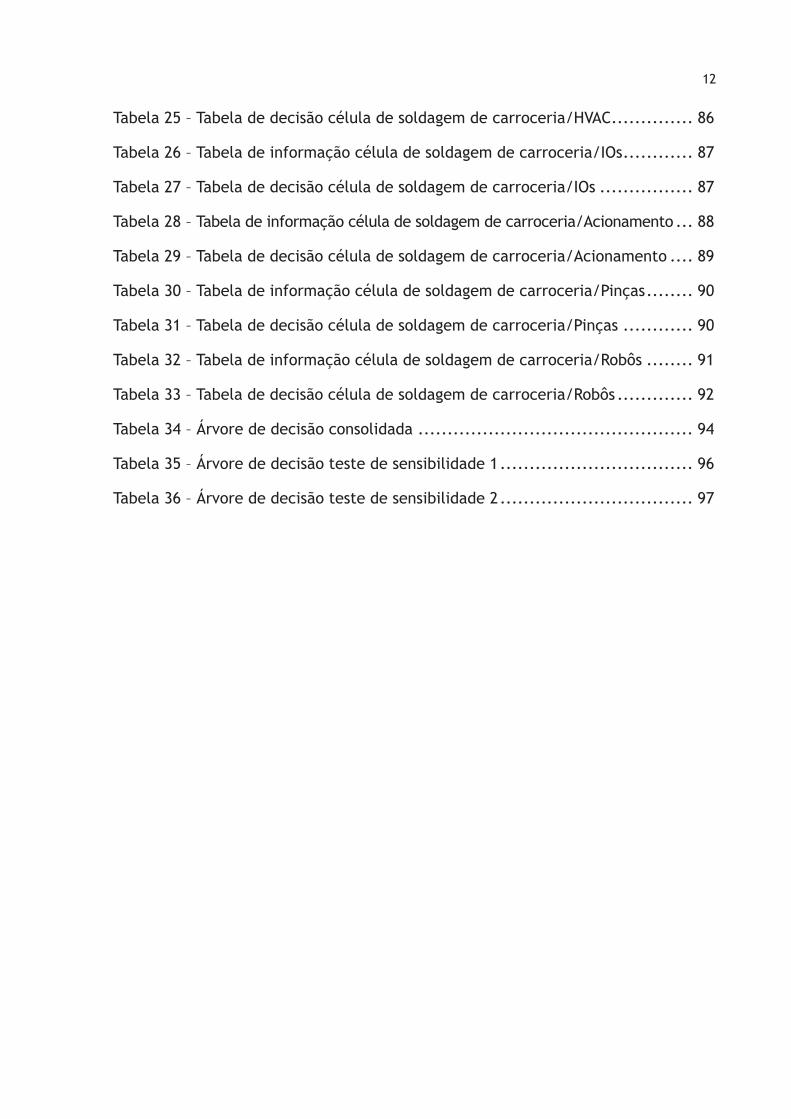
12
Tabela 25 – Tabela de decisão célula de soldagem de carroceria/HVAC .............. 86
Tabela 26 – Tabela de informação célula de soldagem de carroceria/IOs ............ 87
Tabela 27 – Tabela de decisão célula de soldagem de carroceria/IOs ................ 87
Tabela 28 – Tabela de informação célula de soldagem de carroceria/Acionamento ... 88
Tabela 29 – Tabela de decisão célula de soldagem de carroceria/Acionamento .... 89
Tabela 30 – Tabela de informação célula de soldagem de carroceria/Pinças ........ 90
Tabela 31 – Tabela de decisão célula de soldagem de carroceria/Pinças ............ 90
Tabela 32 – Tabela de informação célula de soldagem de carroceria/Robôs ........ 91
Tabela 33 – Tabela de decisão célula de soldagem de carroceria/Robôs ............. 92
Tabela 34 – Árvore de decisão consolidada ............................................... 94
Tabela 35 – Árvore de decisão teste de sensibilidade 1 ................................. 96
Tabela 36 – Árvore de decisão teste de sensibilidade 2 ................................. 97
13
CAPÍTULO 1 INTRODUÇÃO
A busca incessante por competitividade, que garanta sobrevivência, tem mo-vimentado a indústria mundial no ambiente de negócios globalizado em que vivemos. A atual escala internacional de mercados e sua acessibilidade é desafio constante para os executivos de conglomerados internacionais cada vez maiores, cujos interes-ses esbarram em políticas de estados e influenciam decisões geopolíticas de peso.
Inserida nesse cenário, a centenária indústria automotiva, que suscitou o cres-cimento e o vigor das economias americana e européia durante boa parte do século XX, que influenciou de maneira decisiva políticas de desenvolvimento dos países asi-áticos no período do pós-guerra, em particular Japão e Coréia, e que mais recente-mente está fomentando o crescimento de dois dígitos do PIB chinês nos últimos cinco anos, enfrenta em escala global o seu mais importante desafio de lucratividade.
As duas maiores montadoras americanas GM e Ford têm tido enormes dificul-dades em manter lucratividade em seus mercados de origem. Notícias freqüentes de perdas trimestrais acumuladas nos últimos dois anos têm sido a tônica na imprensa especializada, ao mesmo tempo em que estratégias de internacionalização para a Ásia passam a ser alavanca comum na busca de compensação das perdas que se acumulam. Quadro similar ao americano ocorre na Europa, onde gigantes como a Daimler AG, corporação que recentemente desfez-se da Chrysler por valores muito inferiores aos de aquisição, numa tentativa de diminuir perdas no mercado america-no que sangravam a corporação como um todo, enfrenta também um enxugamento sem precedentes em seus quadros executivos.
Se há uma palavra que possa resumir o pensamento foco dessa nova era, essa palavra é lean, que significa Manufatura Enxuta, Administração, Criação e Design enxutos. Toda a orientação da indústria automotiva atual se dá com base nesse con-ceito simples, porém ao mesmo tempo contundente e profundamente abrangente. Tema exaustivamente abordado por quase todos os estudos de competitividade que se produziram nos últimos anos, será eventualmente citado e referenciado outras vezes no transcorrer desse trabalho, porém não será foco do mesmo.
Nesse ambiente, oferecer mobilidade para as pessoas tem sido uma aventura de riscos comerciais cada vez maiores, comparáveis até aos da indústria cinemato-gráfica.
Grandes diretores e produtoras cinematográficas são hoje figuras comparáveis
14
a projetistas, designers e coordenadores de programas (responsáveis pela gestação, maturação e lançamento de um novo veículo no mercado) ancorados por Sociedades de Investimentos que envolvem um número crescente de organizações de negócios, parceiras não apenas em recursos financeiros, mas principalmente nos riscos associa-dos aos lançamentos dos novos veículos. Novos e importantes desafios estão também relacionados com os tempos infinitamente menores necessários para o lançamento de um novo produto no mercado.
Recordes seguidos de time to market (tempo necessário para o desenvolvi-mento, projeto e lançamento de um produto no mercado) têm sido superados. O exemplo do lançamento do primeiro veículo híbrido no mercado americano, o Prius pela Toyota, em apenas dois anos, tempo entre a revelação pública do protótipo na exposição da Toyota em outubro de 1995 e o lançamento de mercado em outubro de 1997 (LIkER, 2005, p. 77) é mais um desafio a ser perseguido por montadoras no mundo todo.
Além dos obstáculos apresentados, os fabricantes de veículos, pressionados pelos custos da produção enxuta, são instados a produzir com investimentos em ativos de manufatura constantemente menores. Essas pressões por otimizações em investimentos, construíram o arcabouço necessário para a consolidação de modelos de gestão alternativos, cuja característica determinante é o compartilhamento da propriedade dos ativos físicos por um número maior de empresas, parceiras em no-vos investimentos e nos riscos associados à definição e viabilização de estratégias de lançamento e manufatura de veículos. Condomínios ou Consórcios de Empresas passaram então a ser alternativas importantes para a consolidação dessas estraté-gias em complexos empresariais que compartilham fontes de insumos de utilidades fabris, tais como: água, energia elétrica, vapor, ar comprimido, estações de trata-mento e descarte de efluentes e até mesmo edifícios, fazendo com que interesses mútuos de sucesso fortaleçam as relações de parcerias entre empresas da cadeia de valor automotiva.
Outro componente importante no contexto da produção de veículos no mun-do nos últimos anos é sua grande capacidade ociosa. Segundo dados da ANFAVEA1 a porcentagem de ocupação da indústria automotiva mundial de apenas 76% em 2005 (59,5 milhões de veículos produzidos para 78,6 milhões de capacidade de produção) deverá elevar-se para 79% apenas em 2009. Isso revela um ambiente em que deverão existir investimentos em aumento de capacidade, entretanto com grande concentra-ção em estratégias de otimização do uso dos ativos existentes de manufatura para a consecução de fabricação de “plataformas” ou “famílias” de veículos. Exceções são
1 BRASIL. Associação Nacional dos Fabricantes de Veículos Automotivos do Brasil (ANFAVEA). Anuário Automotivo, 2005
15
feitas aos chamados países emergentes do grupo BRIC: Brasil, Rússia, Índia e China, onde se concentram atualmente os maiores investimentos em aumento de capacida-de produtiva.
Resumidamente: ciclos de vida de mercado muito menores, grande capacida-de produtiva ociosa, principalmente nos países ocidentais, plataformas comuns para a produção de “famílias” de veículos que otimizam grandemente os investimentos em ativos, além de produção enxuta com níveis de produtividade crescentes. Tudo nos remete a um questionamento intenso quanto à eficácia dos investimentos em ativos físicos de manufatura, pois espera-se uma necessidade de ativação menor, que passa a ser feita por um número maior de membros da cadeia de manufatura, de prazos mais curtos, já que os veículos têm ciclos de vida também menores, e ainda produzidos num ambiente de produtividade crescente.
É nesse macro ambiente que a análise da eficácia de investimentos em ativos de manufatura ganha grande importância.
Portanto, decidir-se sobre as vantagens e desvantagens de manter ativos de produção, renovando-os, adquirir ativos produtivos novos, substituindo completa-mente os primeiros, ou mesmo simplesmente não investir, passa a ter importância crescente. Na maioria das organizações, essa decisão tem sido fundamentada sobre critérios predominantemente subjetivos e desta forma sujeitos a um série infindável de questionamentos, que na maioria das vezes repousam sem resposta.
Tamio Shimizu procura em seu livro Decisão nas Organizações (2006, p. 147) entender um pouco mais as dificuldades a serem superadas nas empresas para que decisões mais inteligentes ocorram:
A perseguição à inteligência nas organizações é evasiva e difícil devido a três problemas elementares: ignorância, já que nem tudo é conhecido..., confli-to, pois as organizações procuram inteligência em nome de múltiplos atores entrelaçados (nested) sobre múltiplos períodos de tempo... e ambigüidade, já que preferências são externadas de modo ambíguo e medidas de modo grosseiro.
Reconhecer essa carência e explorar as diversas formas de eliminar a subje-tividade das decisões, construindo cenários passados comuns e prevendo cenários futuros prováveis, usando ainda modelos matemáticos probabilísticos de teorias já consagradas e procurando construir melhores pré condições para as “decisões or-ganizacionais” é ainda um terreno vasto a ser percorrido. A proposta é começar a trilhar esse caminho com o presente trabalho, contribuindo para a minimização da incerteza nesse tipo de decisão.
Paralelamente às dificuldades na tomada de decisões, há fundamentos impor-tantes de engenharia de confiabilidade e custos de manutenção de ativos que não
16
são plenamente conhecidos e que poderiam contribuir muito para a otimização do processo de decisão pela manutenção de um ativo ou por sua substituição total ou parcial.
Paradoxalmente, foi durante os últimos vinte anos que a Manutenção, como disciplina de gestão industrial mais se desenvolveu, exigindo grande esforço de ges-tores e engenheiros para atualização e emprego de novas e mais eficazes técnicas.
Vários motivos contribuíram para esse desenvolvimento:
• A grande complexidade e variedade de ativos que se incorporaram aos am-bientes produtivos;
• O senso comum de que somente uma organização eficaz e competente de ações pode limitar a possibilidade de ocorrência de falhas que venham causar risco à segurança operacional e ao meio ambiente de sistemas crescentemen-te complexos, desde um alto forno até uma aeronave, esta última onde dispo-nibilidade máxima é pré-requisito inegociável;
• O forte desenvolvimento de sistemas eletrônicos complexos, fato que além de chamar atenção para alterações de padrões de falhas de unidades inteiras de manufatura, contribuiu para um desenvolvimento de equipamentos de detec-ção de condições de estado mais seguros e confiáveis.
Essa realidade tem colocado o profissional de manutenção às voltas com de-mandas de sentidos notadamente contrários. De um lado técnicas apuradas estão à sua disposição para desenvolver e melhorar procedimentos de manutenção na busca de disponibilidade máxima. De outro lado, gestores cobram investimentos mínimos possíveis para ativos em linhas mais produtivas e cuja ocupação, para adequado apro-veitamento do ativo físico, é um compromisso crescente de todos que estão direta ou indiretamente envolvidos com a manufatura. Tudo isso, em um ambiente em que a prática de tomada de decisões na maioria das empresas se assemelha em maior ou menor grau ao modelo da “Lata de Lixo” proposto por Cohen (1972), em que os pro-blemas são jogados em uma enorme lata de lixo. Os problemas bem estruturados ou de prioridade maior são resolvidos e retirados da lata. Os demais são retirados após um exame superficial, ou são retirados da lata porque estão ocupando espaço ou “cheirando mal”. Muitos problemas ignorados permanecem no fundo da lata do lixo, o que exige o esvaziamento periódico do conteúdo da lata. Segundo esse conceito, há três tipos de decisões: decisão pela resolução completa do problema, decisão por vista grossa (oversight) ou decisão por decurso de prazo, abandono ou omissão. Esse ambiente de anarquia organizacional ocorre, segundo Shimizu (2000), em função de:
• Falta de clareza para definir e selecionar um problema, e um número elevado de problemas, importantes ou não, apresentados pelos participantes da de-
17
cisão é jogado dentro de um mecanismo de decisão como se fosse a lata de lixo;
• Dificuldade em descrever, aplicar e avaliar o uso de tecnologias ou experiên-cias anteriores, isto é, existem dúvidas para avaliar a utilidade de uma tecno-logia ou a experiência anterior para a solução de um problema;
• Existência de múltiplas restrições ou condições impostas ao problema e que dispersam a atenção do tomador de decisão;
• Participação irregular, esporádica ou inadequada de pessoas ou grupos de pes-soas, de modo que o nível de energia dispensada para resolver o problema é irregular.
Pretende-se com este trabalho mitigar a influência dos tópicos relacionados acima, diminuindo a incerteza na tomada da decisão, através da construção de um método que seja simples e cujo conhecimento possa ser compartilhado pelos grupos decisórios. Para o presente trabalho, esses grupos transitam por funções nas áreas de administração de fábrica e manutenção.
O primeiro item anterior, que destaca a falta de clareza na identificação do que é prioritário, terá suas conseqüências minimizadas através do adequado enten-dimento pelos diversos atores do processo (manutenção e manufatura) de como cada tarefa de manutenção influencia na perda de produção. Nesse momento, prioridades podem ser definidas e entendidas por todos. A partir de então, definir tarefas concre-tas para minimizar as influências das perdas reais e potenciais será o próximo passo. Esta tarefa é a base fundamental das técnicas de Engenharia de Confiabilidade de Sistemas e será melhor detalhada na seqüência.
O segundo item evidencia talvez a principal dificuldade com o mecanismo de tomada de decisões. Refere-se à inexistência, na maioria das empresas, de um mé-todo de consenso, que possa ser repetido e conseqüentemente, gradativamente con-solidado ao longo do tempo. Método que pode também oferecer a possibilidade de estocagem de conhecimento organizacional histórico, ponto de partida para decisões que se seguirão. Talvez a principal tarefa deste trabalho será construir esse método alternativo, procurando-se uma associação entre as particularidades das tarefas de manutenção com as metodologias existentes de tomada de decisão.
Para trabalhar-se o terceiro item mencionado por Shimizu (idem), que cita restrições que desviam o foco do tomador de decisão, a própria existência de um método é iniciativa prioritária e já foi citada no parágrafo anterior. As dispersões que são usuais num ambiente de fábrica são mitigadas pela definição preliminar e de con-senso de quais são os critérios que valerão para as tomadas de decisão, construindo-

18
se um mecanismo que possa valer para hoje, para o futuro, e que portanto tenha ne-cessariamente que ter desdobramentos da estratégia organizacional em seu bojo.
A participação irregular das pessoas nas tomadas de decisões, realidade co-mum na grande maioria das empresas e último item citado anteriormente, será tra-balhada, no chão de fábrica e no ambiente de manutenção, por equipes multidisci-plinares de ambas as áreas (equipes envolvidas no processo decisório são descritas e justificadas na seqüência do presente trabalho). Além disso, justificar-se-á também a manutenção de um grupo com especialidades convenientemente escolhidas, que passará a ter o benefício da repetibilidade do método. Em especial nos aspectos re-lacionados com a manutenção, condição fundamental para contribuir com a melhoria de desempenho de decisões futuras.
É para preencher, pelo menos em parte, as quatro principais carências descri-tas anteriormente, que o presente trabalho se justifica.
Resumidamente, objetiva-se através da escolha de um método de tomada de decisões conhecido e já sedimentado por diversas aplicações práticas e à luz da iden-tificação das políticas de manutenção e respectivos custos para ativos físicos novos ou recuperados, contribuir para identificar, sob a ótica da manutenção, a alternativa mais recomendável a ser adotada pela empresa, ou seja, aquela que oferece o maior benefício percebido com o menor investimento.
Como metodologia para busca desse objetivo, são inicialmente estudados qualitativamente diversos modelos de análise e tomada de decisões no capítulo 2.
Para o estudo de caso, pretende-se aplicar o método que, em função do diag-nóstico passado de autores conhecidos e das características desejadas, apresente a melhor pontuação numa tabela de decisão que adotada, que será melhor detalhada na seqüência.
Em seguida, um equipamento ou sistema será escolhido para a simulação da tomada de decisão por sua recuperação ou substituição total. O porquê da escolha e o detalhamento da instalação serão explorados no capítulo 3.
Com base em entrevistas e levantamentos de dados de campo com a popula-ção usuária do sistema, serão revisitadas todas as políticas de manutenção adotadas até então ao nível dos componentes, através da aplicação de uma metodologia prá-tica de análise de confiabilidade na manutenção. Um resumo das entrevistas e dos resultados será apresentado no capítulo 4.
Considerando esse último desejo, ou seja, que a decisão leve em conta as políticas de manutenção e suas eventuais diferenças em custos para equipamen-
19
tos novos ou recuperados, um grupo de trabalho será formado com profissionais da própria manutenção, da produção e outros que estejam diretamente envolvidos no contexto da operação do equipamento escolhido. O objetivo do grupo é uma revisão total das políticas de manutenção adotadas até aquele momento e oportunamente uma validação ou revisão dessas políticas, levando-se em conta o desejo de melhoria geral da confiabilidade do conjunto.
Na seqüência, as políticas de manutenção para os diversos cenários da esco-lha, terão seus custos calculados.
A partir de então, pode-se inserir no método de tomada de decisões inicial-mente escolhido, as respectivas contribuições quantitativas desses custos para os diversos cenários.
Resumidamente, as ações a serem adotadas como metodologia para o traba-lho, são as seguintes:
Escolha de um método de tomada de decisões multicritério e consenso da •
população usuária de quais são os aspectos relevantes que influenciarão a de-cisão e como cada um desses aspectos deverá contribuir na decisão final.
Identificação e detalhamento do sistema a ser analisado;•
Análise de confiabilidade do sistema e quantificação de custos de todas as •
políticas de manutenção adotadas até aquele momento, bem como definição daquelas que forem adotadas em consenso para as alternativas deinvestimen-tos possíveis;
Construção, em mídia eletrônica, e sob a forma de planilha, de uma ferramen-•
ta de imputação de dados genéricos, qualitativos e quantitativos (custos) cuja aplicação será feita para o caso específico a ser escolhido e poderá valer para outros casos;
• Análise (preliminar e posterior ao estudo e à aplicação das sugestões feitas) da confiabilidade de uma instalação de soldagem de carrocerias veiculares de uma empresa multinacional que se instalou no Brasil no início do processo de manufatura automotiva que ocorreu no final da década de 1950.
Sem dúvida, haverá limitações claras que devem ser imediatamente identifi-cadas para que expectativas não aderentes possam ser rapidamente eliminadas.
A primeira e certamente a mais importante é quanto a possibilidade de ex-tensão da sistemática discutida e aplicada no presente trabalho para as demais áre-as das indústrias de manufatura e processos. A segunda importante limitação está relacionada com o fato de que a aplicação prática desses conceitos, por limitação
20
de tempo e até mesmo de disponibilidade das indústrias estudadas, será feita em apenas um caso prático.
Objetivando-se atenuar a primeira limitação, procura-se não só estudar di-ferentes métodos de análise e tomada de decisões, mas também e principalmente tomar-se a decisão pela escolha de um deles pela sua comprovada eficácia e re-petibilidade em diversos ramos de atividade, tanto nas ciências humanas como na engenharia.
A segunda limitação, que diz respeito a carência de outros exemplos de apli-cação, foi atenuada pelo autor com um cuidado maior na escolha da diversidade e quantidade dos profissionais consultados. Evidentemente, não se pode negar que a carência de repetibilidade somente poderá ser definitivamente atenuada com o tem-po, fundamental para a consolidação, aceitação, repetição e aprimoramento do que foi realizado por outros profissionais interessados no assunto.
Nas conclusões deste trabalho, à luz dos resultados efetivamente alcança-dos, são analisadas outras limitações encontradas e sugeridas atenuações para os profissionais que, interessados no tema, tenham objetivos de desenvolvê-lo com os necessários aprimoramentos que surgirem.
21
CAPÍTULO 2 REFERENCIAL TEóRICO
2. MÉTODOS DE TOMADA DE DECISÕES
2.1.1 Análise dos métodos disponíveis
Como já exposto anteriormente, a carência de sistemáticas consistentes para tomada de decisões nas organizações ainda é prevalência. Apesar disso, diversos mé-todos estão disponíveis e poderiam ser usados em aplicações em que há interesses e fatores de influência diversos. São os chamados Métodos de Tomada de Decisões Multicritério. Segundo Morita (2000, p. 392-399), há pelo menos 10 métodos (Delphi, Q-Sort, Soda, Tows, ISM, UT, Electre, AHP, ANP e Macbeth) com características pró-prias que podem ser utilizados. Morita (idem) classifica os modelos ou métodos em duas categorias:
a) métodos ou modelos usados para formular e estruturar as alternativas de de-cisão; e
b) métodos que selecionam a melhor decisão.
Vale destacar que apenas essa divisão já traz a tona o principal obstáculo da tomada de decisão que é a correta escolha e formulação do problema, pois a formu-lação incorreta pode até isolar algo que não se deseja. Entre os métodos mais conhe-cidos para formular e estruturar um problema, Morita (idem) descreve brevemente os seguintes: Q-sort, ISM, Dematel, Delphi, Soda, TOC e NGT.
A técnica Q-sort é um processo em que os participantes estruturam seu ponto de vista sobre determinado problema por meio da ordenação de um conjunto de declarações. Cada participante recebe um conjunto de cartões contendo declarações sobre o problema. Pede-se a eles que ordenem esses cartões ao longo de uma escala. As vantagens desse método de classificação sobre os meios tradicionais de atribuição de notas às questões são: o redu-zido tempo necessário para responder ao questionário, a facilidade na troca de posições entre as questões, a possibilidade de repetir a classificação bas-tando reagrupar os cartões (MORITA ibid., p. 393).
Ainda na década de 1970, começaram a surgir os métodos de comparação por pares de elementos.

22
Os primeiros métodos de comparação por pares surgidos foram o ISM (Inter-pretive Structural Modeling) e um que surgiu na sua esteira, o chamado Dematel (Decision Making Trial and Evaluation Laboratory). No primeiro caso, um software acumula decisões sim e não de existência de relacionamento entre pares e constrói um mapa de relacionamentos. O Dematel já começa a quantificar a relação entre os pares, permitindo o afinamento das comparações através de um gráfico orientado.
O método Delphi procura, através de questionários interativos com grupos de até dez profissionais especializados no tema, ajudá-los a gerar, esclarecer, estruturar e contribuir com idéias para pavimentar o caminho da definição do problema. Sua principal limitação é o tempo de aplicação, já que a interatividade dos questionários pode demandar bastante tempo para ser realizada. Além disso ressalta-se a neces-sidade de treina mento do consultor especializado na sua aplicação, para que o mo-mento adequado para interromper o processo possa ser encontrado, ou seja, quando a convergência dos resultados já foi satisfatoriamente alcançada.
Outros três métodos de estruturação, identificação e resolução de problemas menos usados são: Soda (Strategic Options Development and Analysis), o TOC (The-ory of Constraints) e o NGT (Nominal Group Technique), Shimizu (2000).
Os métodos da segunda categoria citada por Morita (idem), ou seja, os que selecionam a melhor decisão, são os seguintes:
UT (Utility Theory), ELECTRE (Elimination et Choix Traduisant la Realité), AHP (Analytic Hierachy Process), Macbeth (Measuring Attractiveness by a Categorical Based Evaluation Technique), Tows (Treats, Opportunities, We-aknesses and Strengths). Na teoria da decisão, a maioria dos métodos de to-mada de decisão está formulada levando em conta a existência de múltiplos critérios, múltiplos objetivos, ou ainda múltiplos atributos.
Esta característica multicritério, que traz no seu bojo a necessidade de tratar um elevado processamento de informações, só foi possível com o desenvolvimento de softwares, ocorrido em especial nas duas últimas décadas.
A Teoria da Utilidade (TU) permite ao decisor procurar a decisão que permita um maior nível de satisfação ou utilidade. A utilidade ou satisfação é representada por uma função que depende de múltiplos critérios, chamada função utilidade. Ape-sar de já consolidada há cerca de 30 anos, as polêmicas em torno de sua aplicabili-dade não permitiram que a repetibilidade pudesse dar mais consistência e confiança aos que dela quisessem fazer uso.
O ELECTRE é um algoritmo que reduz o número de alternativas de acordo com o critério de dominância de uma em relação à outra.
O AHP é o método que combina múltiplos critérios com múltiplos objetivos.
23
Desenvolvido por Saaty, T. L. durante a década de 1970, o AHP começa com a defi-nição de um objetivo global ou final desejado. Na seqüência, critérios são definidos numa estrutura de árvore, em que o objetivo global é a raiz. À medida que nos afastamos da raiz, os fatores se tornam mais específicos, sendo que os extremos, ou folhas, representam os fatores ou critérios de avaliação.
O Macbeth é similar ao AHP, fornecendo um indicador de inconsistência do conjunto de critérios formulados, facilitando sua revisão pela Programação Linear, porém o processo de estruturação do problema requer um volume de informações maior que o AHP, tornando sua aplicação mais demorada e de processamento mais complexo.
Neste ponto, é interessante discorrer um pouco mais sobre os chamados Sis-temas Especialistas, também conhecidos pela expressão em inglês Smart Systems (SS).
Como este trabalho tem como fundamento importante a engenharia de manu-tenção e os sistemas especialistas são talvez o resultado mais refinado do que poderí-amos chamar da otimização de procedimentos de manutenção resultados da prática diária de gestores e manutentores, poder-se-ia perguntar se os SS não poderiam ser uma alternativa adequada para no mínimo compor o processo de decisão. Sistemas especialistas são basicamente mecanismos de busca rápida da melhor decisão por um procedimento real para um nova tarefa, resultado da otimi zação prática de ati-vidades anteriores que retroalimentam o sistema e vão cons truindo a “melhor alter-nativa de solução até aquele momento realizada”. Esse conhecimento acumulado, se estocado sistematicamente através de frases chaves associadas a procedimentos padrões, conduz o usuário à adoção da melhor prática até então encontrada para a solução de um problema.
Entretanto, o grande obstáculo a ser superado para o uso desses sistemas, tem sido a enorme dificuldade que se tem com a retroalimentação sistemática das informações por todos que dele fazem uso e a dificuldade da percepção do usuário com relação ao benefício. Evidentemente, quando a reação em cadeia é quebrada, o resultado que se tem é pobre e pouco confiável.
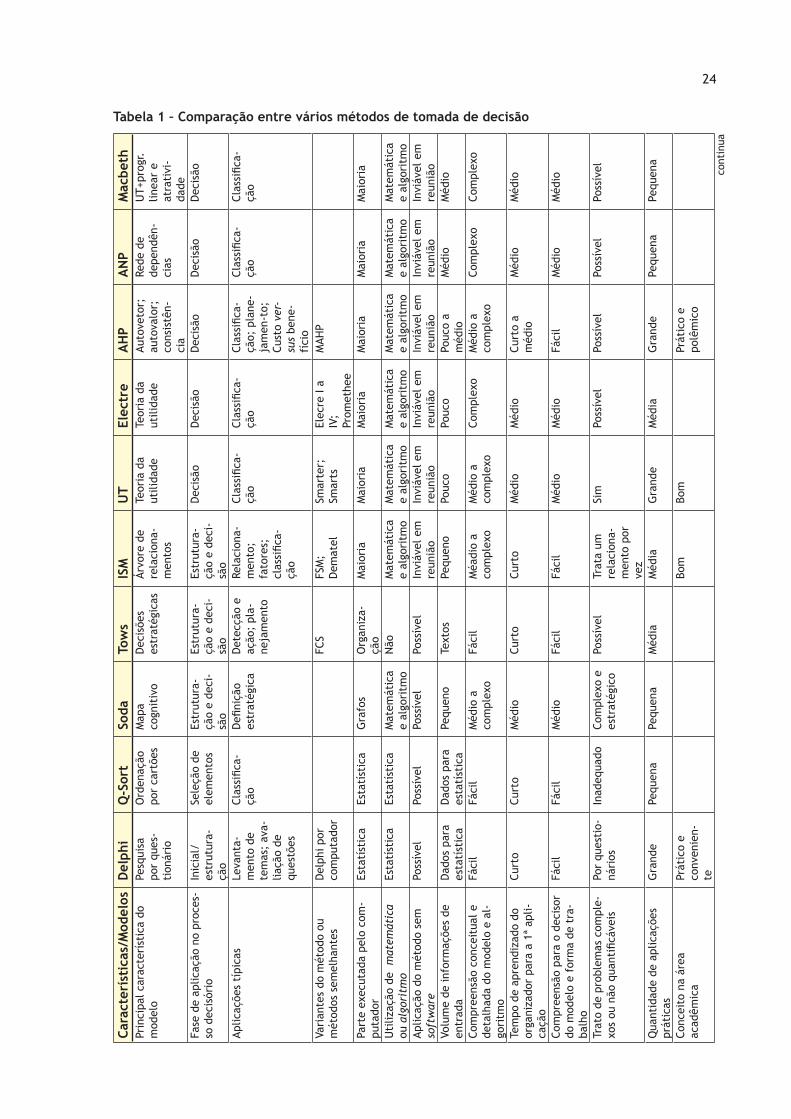
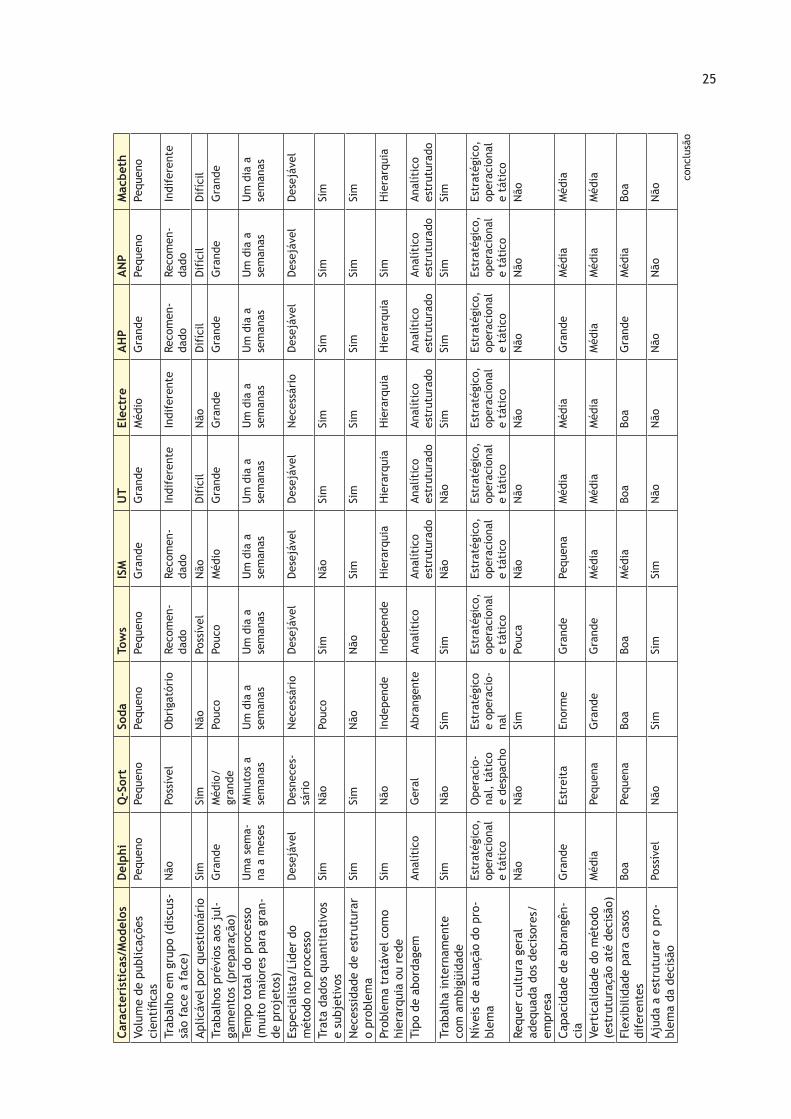
Morita (ibid., p. 398) conclui a análise comparativa de aplicação dos diversos métodos de decisão relacionados com a tabela 1 reproduzida na seqüência:
24
Tabela 1 – Comparação entre vários métodos de tomada de decisão Ca
ract
erís
tica
s/M
odel
osD
elph
iQ
-Sor
tSo
daTo
ws
ISM
UT
Elec
tre
AH
PA
NP
Mac
beth
Prin
cipa
l car
acte
ríst
ica
do
mod
elo
Pesq
uisa
po
r qu
es-
tion
ário
Ord
enaç
ão
por
cart
ões
Map
a
cogn
itiv
oD
ecis
ões
estr
atég
icas
Ár
vore
de
rela
cion
a-m
ento
s
Teor
ia d
a ut
ilida
deTe
oria
da
utili
dade
Auto
veto
r;
auto
valo
r;
cons
istê
n-ci
a
Rede
de
depe
ndên
-ci
as
UT+
prog
r.
linea
r e
atra
tivi
-da
deFa
se d
e ap
licaç
ão n
o pr
oces
-so
dec
isór
ioIn
icia
l/es
trut
ura-
ção
Sele
ção
de
elem
ento
sEs
trut
ura-
ção
e de
ci-
são
Estr
utur
a-çã
o e
deci
-sã
o
Estr
utur
a-çã
o e
deci
-sã
o
Dec
isão
Dec
isão
Dec
isão
Dec
isão
Dec
isão
Aplic
açõe
s tí
pica
sLe
vant
a-m
ento
de
tem
as;
ava-
liaçã
o de
qu
estõ
es
Clas
sific
a-çã
oD
efini
ção
estr
atég
ica
Det
ecçã
o e
ação
; pl
a-ne
jam
ento
Rela
cion
a-m
ento
; fa
tore
s;
clas
sific
a-çã
o
Clas
sific
a-çã
oCl
assi
fica-
ção
Clas
sific
a-çã
o; p
lane
-ja
men
-to;
Cust
o ve
r-su
s be
ne-
fíci
o
Clas
sific
a-çã
oCl
assi
fica-
ção
Vari
ante
s do
mét
odo
ou
mét
odos
sem
elha
ntes
Del
phi p
or
com
puta
dor
FCS
FSM
;D
emat
elSm
arte
r;Sm
arts
Elec
re I
a IV
;Pr
omet
hee
MAH
P
Part
e ex
ecut
ada
pelo
com
-pu
tado
rEs
tatí
stic
aEs
tatí
stic
aG
rafo
s O
rgan
iza-
ção
Mai
oria
Mai
oria
Mai
oria
Mai
oria
Mai
oria
Mai
oria
Uti
lizaç
ão d
e m
atem
átic
a ou
alg
orit
mo
Esta
tíst
ica
Esta
tíst
ica
Mat
emát
ica
e al
gori
tmo
Não
Mat
emát
ica
e al
gori
tmo
Mat
emát
ica
e al
gori
tmo
Mat
emát
ica
e al
gori
tmo
Mat
emát
ica
e al
gori
tmo
Mat
emát
ica
e al
gori
tmo
Mat
emát
ica
e al
gori
tmo
Aplic
ação
do
mét
odo
sem
so
ftw
are
Poss
ível
Poss
ível
Poss
ível
Poss
ível
Invi
ável
em
re
uniã
oIn
viáv
el e
m
reun
ião
Invi
ável
em
re
uniã
oIn
viáv
el e
m
reun
ião
Invi
ável
em
re
uniã
oIn
viáv
el e
m
reun
ião
Volu
me
de in
form
açõe
s de
en
trad
aD
ados
par
a es
tatí
stic
aD
ados
par
a es
tatí
stic
aPe
quen
oTe
xtos
Pequ
eno
Pouc
oPo
uco
Pouc
o a
m
édio
Méd
ioM
édio
Com
pree
nsão
con
ceit
ual e
de
talh
ada
do m
odel
o e
al-
gori
tmo
Fáci
lFá
cil
Méd
io a
co
mpl
exo
Fáci
lM
éadi
o a
com
plex
oM
édio
a
com
plex
oCo
mpl
exo
Méd
io a
co
mpl
exo
Com
plex
oCo
mpl
exo
Tem
po d
e ap
rend
izad
o do
or
gani
zado
r pa
ra a
1ª
apli-
caçã
o
Curt
oCu
rto
Méd
ioCu
rto
Curt
oM
édio
Méd
ioCu
rto
a m
édio
Méd
ioM
édio
Com
pree
nsão
par
a o
deci
sor
do m
odel
o e
form
a de
tra
-ba
lho
Fáci
lFá
cil
Méd
ioFá
cil
Fáci
lM
édio
Méd
ioFá
cil
Méd
ioM
édio
Trat
o de
pro
blem
as c
ompl
e-xo
s ou
não
qua
ntifi
cáve
isPo
r qu
esti
o-ná
rios
Inad
equa
doCo
mpl
exo
e es
trat
égic
oPo
ssív
elTr
ata
um
rela
cion
a-m
ento
por
ve
z
Sim
Poss
ível
Poss
ível
Poss
ível
Poss
ível
Qua
ntid
ade
de a
plic
açõe
s pr
átic
asG
rand
ePe
quen
aPe
quen
aM
édia
Méd
iaG
rand
eM
édia
Gra
nde
Pequ
ena
Pequ
ena
Conc
eito
na
área
ac
adêm
ica
Prát
ico
e co
nven
ien-
te
Bom
Bom
Prát
ico
e po
lêm
ico
cont
inua
25
Cara
cter
ísti
cas/
Mod
elos
Del
phi
Q-S
ort
Soda
Tow
sIS
MU
TEl
ectr
eA
HP
AN
PM
acbe
thVo
lum
e de
pub
licaç
ões
cien
tífic
asPe
quen
oPe
quen
oPe
quen
oPe
quen
oG
rand
eG
rand
eM
édio
Gra
nde
Pequ
eno
Pequ
eno
Trab
alho
em
gru
po (
disc
us-
são
face
a f
ace)
Não
Po
ssív
elO
brig
atór
ioRe
com
en-
dado
Re
com
en-
dado
Indi
fere
nte
Indi
fere
nte
Reco
men
-da
doRe
com
en-
dado
Indi
fere
nte
Aplic
ável
por
que
stio
nári
oSi
mSi
mN
ãoPo
ssív
elN
ãoD
ifíc
ilN
ãoD
ifíc
ilD
ifíc
ilD
ifíc
ilTr
abal
hos
prév
ios
aos
jul-
gam
ento
s (p
repa
raçã
o)G
rand
eM
édio
/gr
ande
Pouc
oPo
uco
Méd
ioG
rand
eG
rand
eG
rand
e G
rand
eG
rand
e
Tem
po t
otal
do
proc
esso
(m
uito
mai
ores
par
a gr
an-
de p
roje
tos)
Um
a se
ma-
na a
mes
esM
inut
os a
se
man
asU
m d
ia a
se
man
asU
m d
ia a
se
man
asU
m d
ia a
se
man
asU
m d
ia a
se
man
asU
m d
ia a
se
man
asU
m d
ia a
se
man
asU
m d
ia a
se
man
asU
m d
ia a
se
man
as
Espe
cial
ista
/Líd
er d
o
mét
odo
no p
roce
sso
Des
ejáv
elD
esne
ces-
sári
oN
eces
sári
oD
esej
ável
Des
ejáv
elD
esej
ável
Nec
essá
rio
Des
ejáv
elD
esej
ável
Des
ejáv
el
Trat
a da
dos
quan
tita
tivo
s
e su
bjet
ivos
Sim
Não
Pouc
oSi
mN
ãoSi
mSi
mSi
mSi
mSi
m
Nec
essi
dade
de
estr
utur
ar
o pr
oble
ma
Sim
Sim
Não
Não
Sim
Sim
Sim
Sim
Sim
Sim
Prob
lem
a tr
atáv
el c
omo
hier
arqu
ia o
u re
deSi
mN
ãoIn
depe
nde
Inde
pend
eH
iera
rqui
aH
iera
rqui
aH
iera
rqui
aH
iera
rqui
aSi
mH
iera
rqui
a
Tipo
de
abor
dage
mAn
alít
ico
Ger
alAb
rang
ente
Anal
ític
oAn
alít
ico
estr
utur
ado
Anal
ític
o es
trut
urad
oAn
alít
ico
estr
utur
ado
Anal
ític
o es
trut
urad
oAn
alít
ico
estr
utur
ado
Anal
ític
o es
trut
urad
oTr
abal
ha in
tern
amen
te
com
am
bigü
idad
eSi
mN
ãoSi
mSi
mN
ãoN
ãoSi
mSi
mSi
mSi
m
Nív
eis
de a
tuaç
ão d
o pr
o-bl
ema
Estr
atég
ico,
op
erac
iona
l e
táti
co
Ope
raci
o-na
l, t
átic
o e
desp
acho
Estr
atég
ico
e op
erac
io-
nal
Estr
atég
ico,
op
erac
iona
l e
táti
co
Estr
atég
ico,
op
erac
iona
l e
táti
co
Estr
atég
ico,
op
erac
iona
l e
táti
co
Estr
atég
ico,
op
erac
iona
l e
táti
co
Estr
atég
ico,
op
erac
iona
l e
táti
co
Estr
atég
ico,
op
erac
iona
l e
táti
co
Estr
atég
ico,
op
erac
iona
l e
táti
coRe
quer
cul
tura
ger
al
adeq
uada
dos
dec
isor
es/
empr
esa
Não
Não
Sim
Pouc
aN
ãoN
ãoN
ãoN
ãoN
ãoN
ão
Capa
cida
de d
e ab
rang
ên-
cia
Gra
nde
Estr
eita
Enor
me
Gra
nde
Pequ
ena
Méd
iaM
édia
Gra
nde
Méd
iaM
édia
Vert
ical
idad
e do
mét
odo
(est
rutu
raçã
o at
é de
cisã
o)M
édia
Pequ
ena
Gra
nde
Gra
nde
Méd
iaM
édia
Méd
iaM
édia
Méd
iaM
édia
Flex
ibili
dade
par
a ca
sos
dife
rent
esBo
aPe
quen
aBo
aBo
aM
édia
Boa
Boa
Gra
nde
Méd
iaBo
a
Ajud
a a
estr
utur
ar o
pro
-bl
ema
da d
ecis
ãoPo
ssív
elN
ãoSi
mSi
mSi
mN
ãoN
ãoN
ãoN
ãoN
ão
conc
lusã
o
26
Esse guia prático, quando utilizado à luz das características da aplicação que se pretende realizar, pode ser de grande valia para a seleção do melhor método. Ao identificarem-se as características mais importantes por uma tabela de decisões, mensura-se a aderência de cada método a essas características.
Nesse momento, torna-se importante justificarem-se os pesos relativos dos critérios e os motivos pelos quais eles foram adotados.
Os seis critérios ou “características procuradas” foram escolhidos pelo autor e validados qualitativamente pelas entrevistas de campo. Poderiam ser utilizados “todos” os critérios relacionados anteriormente por Shimizu (2000), porém a decisão compartilhada com os entrevistados para a escolha do método, além de tornar-se menos objetiva e mais difícil, tenderia a criar uma barreira natural de complexidade nessa primeira fase, o que poderia dificultar a predisposição para o necessário espí-rito de contribuição e envolvimento tanto para o uso efetivo do método escolhido, como também e principalmente para a parte mais importante, que é a contribuição com as definições das tarefas de manutenção ao nível de componentes dos siste-mas.
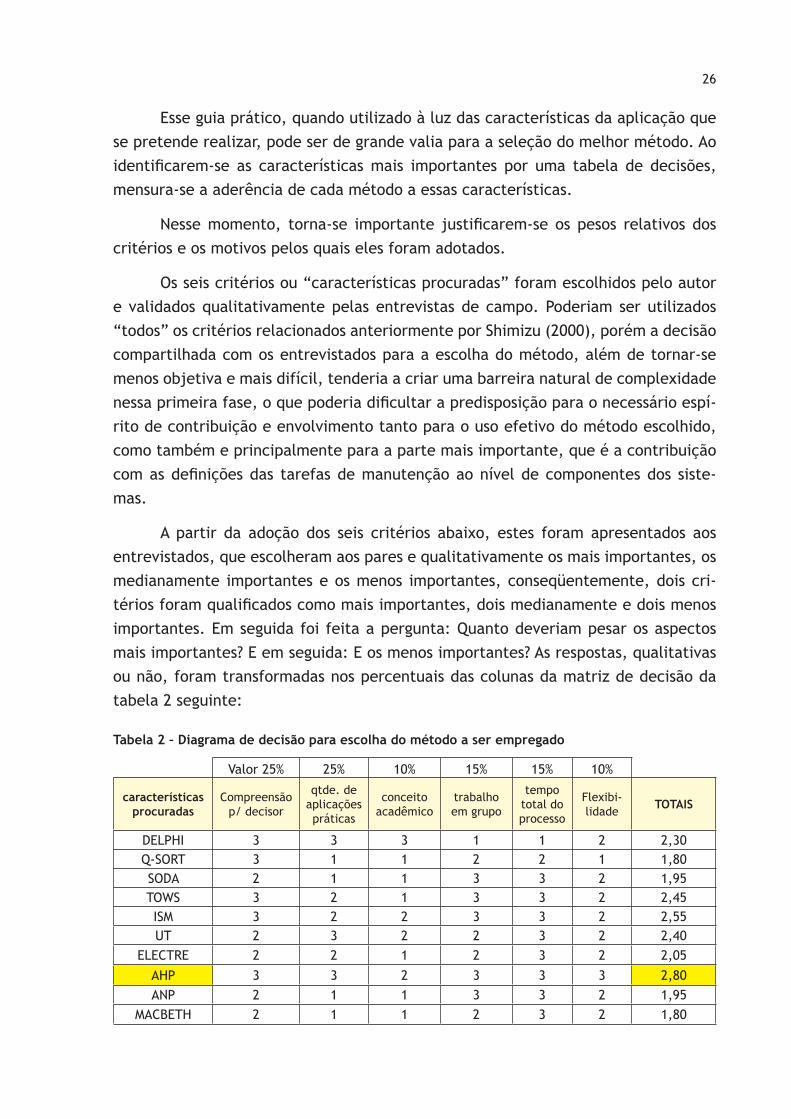
A partir da adoção dos seis critérios abaixo, estes foram apresentados aos entrevistados, que escolheram aos pares e qualitativamente os mais importantes, os medianamente importantes e os menos importantes, conseqüentemente, dois cri-térios foram qualificados como mais importantes, dois medianamente e dois menos importantes. Em seguida foi feita a pergunta: Quanto deveriam pesar os aspectos mais importantes? E em seguida: E os menos importantes? As respostas, qualitativas ou não, foram transformadas nos percentuais das colunas da matriz de decisão da tabela 2 seguinte:
Tabela 2 – Diagrama de decisão para escolha do método a ser empregado
Valor 25% 25% 10% 15% 15% 10%
característicasprocuradas
Compreensãop/ decisor
qtde. deaplicaçõespráticas
conceitoacadêmico
trabalhoem grupo
tempototal doprocesso
Flexibi- lidade TOTAIS
DELPHI 3 3 3 1 1 2 2,30Q-SORT 3 1 1 2 2 1 1,80SODA 2 1 1 3 3 2 1,95TOWS 3 2 1 3 3 2 2,45ISM 3 2 2 3 3 2 2,55UT 2 3 2 2 3 2 2,40
ELECTRE 2 2 1 2 3 2 2,05
AHP 3 3 2 3 3 3 2,80ANP 2 1 1 3 3 2 1,95
MACBETH 2 1 1 2 3 2 1,80
27
2.1.2 Escolha do método
Considerando-se as características procuradas e as apresentadas por cada um dos modelos, o AHP, pela matriz de decisão adotada, mostra a melhor aderência com o que se deseja para este trabalho.
O AHP (Analytic Hierarchy Process), ou Processo de Hierarquia Analítica, é um método de apoio à decisão usando múltiplos critérios ou múltiplos objetivos, criado por Thomas Lorie Saaty na década de 1970 nos Estados Unidos. Por se tratar também de um método recomendado quando se deseja uma avaliação de custos e benefícios reforça-se a escolha pela utilização desse método para o objetivo proposto.
A estruturação de um problema AHP começa com a definição de um objetivo global (ou final) desejado. A partir do objetivo principal, os critérios serão definidos numa estru tura de árvore, sendo o objetivo global a raiz. À medida que se afasta da raiz, temos fatores mais específicos, e os extremos (“as folhas”) representam os fatores críticos ou critérios de avaliação. Para cada grupo de critérios semelhantes que possuem o mesmo “pai”, uma matriz de comparações paritárias (MCP), contendo os níveis de preferência obtidos por compa ração de um fator com outro, deve ser preenchida. O princípio básico do AHP é a geração do vetor de prioridades pelo cálculo do maior autovetor de cada MCP, e que formam os coeficientes do polinômio característico da MCP do problema inteiro. Como o cálculo manual pode ser difícil, utiliza-se uma das formas aproximadas dadas por Saaty (MORITA, 2000, p. 396).
O AHP é atualmente um dos métodos mais comentados e aplicados na prática das decisões multicritério envolvendo complexidade e subjetividade. Neste ponto, vale a pena lembrar que o processo decisório envolve, quase sempre, a escolha da me-lhor decisão levando em conta múltiplos critérios, fatores ou objetivos. Como os obje-tivos individuais em geral são conflitantes, torna-se necessário encontrar uma solução de consenso baseada no princípio de Pareto. A maioria dos métodos conhecidos de to-mada de decisão foi formulada levando-se em conta a existência de múltiplos critérios (múltiplos objetivos). Uma das dificuldades apontadas no AHP, um dos métodos de de-cisão multicritério mais usados atualmente, é a quantidade de comparações paritárias necessárias, que cresce muito rapidamente com o tamanho da matriz, que depende da complexidade da árvore de decisão. O efeito da reversão de ordem de prioridade que ocorre com a alteração das alternativas dominantes em função da inclusão ou exclusão de alternativas irrelevantes é outro problema apontado pelos críticos do AHP. A rever-são de ordem é atribuída pelos pesquisadores como o “efeito colateral” do cálculo que normaliza o vetor de prioridades. Em resposta a esse problema, Saaty criou o “modelo ideal” de cálculo, que é indicado para quando se deseja apenas a melhor alternativa, que é o nosso caso, ou quando existem alternativas com redundâncias.
28
2.1.3 Sugestões do autor para critérios e subcritérios
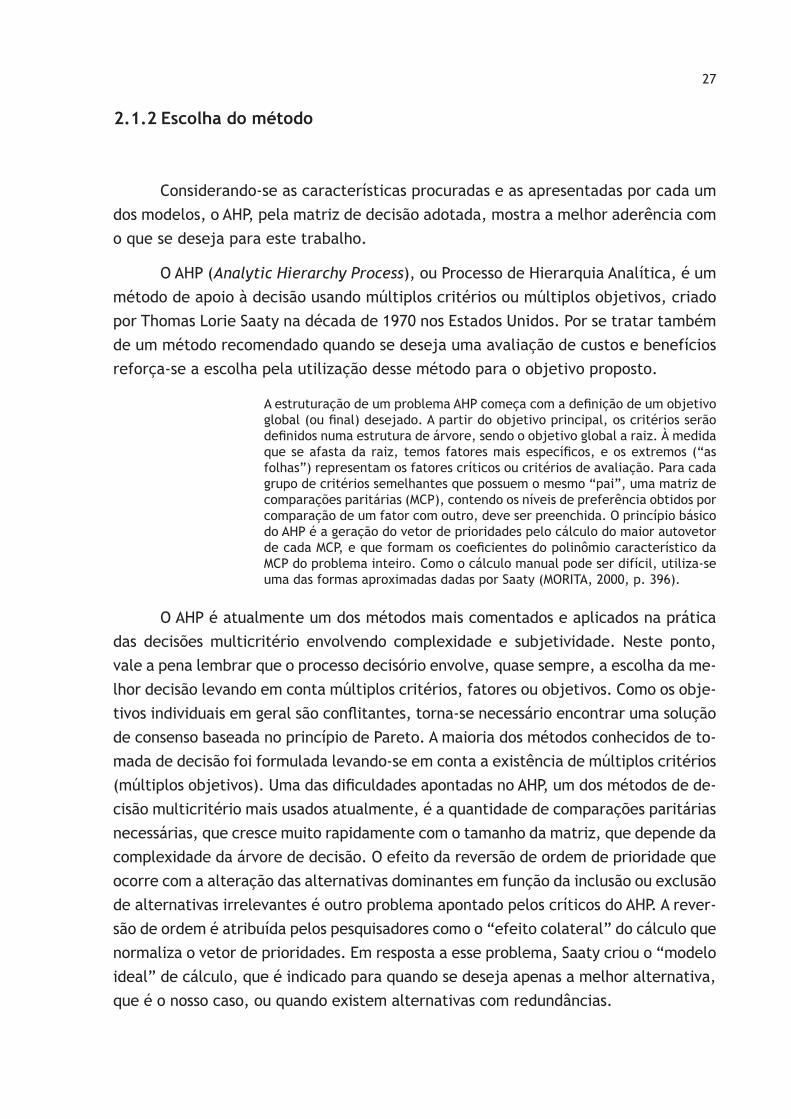
Considerando a decisão pretendida por este estudo, que é a análise de custos e benefícios de um investimento para aquisição de novos equipamentos de manufa-tura, sua recuperação parcial ou uma terceira alternativa que seria a ausência de qualquer inves ti mento, as árvores de decisão sugeridas seguem na seqüência, mos-tradas nas figuras 1 e 2.
Figura 1 – Árvore de decisão de benefícios do AHP
Benefícios com investimento em manufatura produtiva
OBJETIvOS
CRITÉRIOS
SUB- CRITÉRIOS
ALTERNATIvAS
Benefíciossociais / ser humano
Benefícioseconômicos
Benefíciosao meio ambiente
Substituir ativos existentesNão investir Rejuvenescimento
ou retrofitting
Incr
emen
to d
e fa
tura
men
to
Aum
ento
de
confi
abili
dade
Prol
onga
men
to d
e vi
da ú
til d
os a
tivo
s
Mel
hori
a da
qua
lidad
e de
vid
a da
s po
pula
ções
ati
ngid
as
Aum
ento
de
segu
ranç
a de
ope
raçã
o e
confi
abili
dade
Redu
ção
de e
mis
sões
fut
uras
Redu
ções
do
pass
ivo
ambi
enta
l
Mai
or a
diçã
o de
val
or a
os p
rodu
tos

29
As figuras 1 e 2 indicam a estruturação em forma de árvore dos fatores inter-venientes à tomada de decisão. Nas partes mais baixas das figuras são mostradas as alternativas no sentido ascendente, subcritérios e critérios relacionados até serem atingidos os objetivos pretendidos.
Considerando que a decisão a ser adotada deverá ser tomada levando-se em conta não apenas os benefícios, mas também os custos dela decorrentes, a árvore da figura 2 se faz igualmente necessária.
Figura 2 – Árvore de decisão de custos do AHP
Essas duas figuras servirão como fundamento para a construção das tabelas de comparações paritárias que serão entregues para o grupo de decisão. Cada retângulo das figuras 1 e 2 e em cada um dos níveis delimitados pelas linhas tracejadas da figu-ra 2, será comparado em nível de importância com o retângulo adjacente. As escalas de comparação e a forma de compilação dos resultados obtidos (um algarismo como resultado de cada comparação paritária realizada) será mostrada em detalhes na seqüência do presente trabalho.
Custos com investimento em manufatura produtiva
Capi
tal
Cust
os d
e pr
oduç
ão
Inte
rrup
ção
na p
rodu
ção
Perd
as d
e po
stos
de
trab
alho
Des
cart
e de
ati
vos
físi
cos
Form
ação
de
pass
ivo
ambi
enta
l
Cust
os d
e m
anut
ençã
o
OBJETIvOS
CRITÉRIOS
SUB- CRITÉRIOS
ALTERNATIvAS
Custoseconômicos
Custossociais
Custosao meio ambiente
Não investir Substituir ativos existentes
Rejuvenescimento ou retrofitting
30
Resumidamente, o que se pretende ao fim da aplicação do método é chegar à alternativa que numericamente venha a trazer o maior benefício ao menor custo possível.
Depois de definir o problema e estabelecer sua hierarquia, o próximo passo para a aplicação do método é determinar o peso relativo de cada um dos atributos de comparação. Temos que determinar exatamente quão importante são os atribu-tos comparados de forma paritária uns com os outros. Por exemplo, no nosso caso os custos de capital podem ser muito mais importantes do que os custos de operação e manutenção, assim como os benefícios com incremento de faturamento podem ser muito mais importantes do que os benefícios com melhoria de qualidade de vida das populações atingidas e vice-versa.
O AHP usa a técnica de comparação em pares. Para iniciar a utilização dessa técnica, deve-se começar pela classificação de atributos do nível mais alto que, no caso em estudo, são os custos e benefícios econômicos, sociais ou ao meio ambiente,
e a partir daí poderão ser construídas tabelas indicadas na seqüência deste texto.
Primeiramente os primeiros atributos de benefícios:
BENEFÍCIOS econômicos sociais meio ambiente
econômicos
sociais
meio ambiente
E, igualmente, os custos de cada atributo:
CUSTOS econômicos sociais meio ambiente
econômicos
Sociais
meio ambiente
Pelo fato de ter-se apenas 3 atributos de nível mais alto, as “matrizes” iniciais são 3 x 3. Se existissem 4 atributos, seriam matrizes 4 x 4 e assim sucessivamente.
Para ser estabelecida uma comparação relativa numericamente objetiva entre os pares de atributos, Saaty se utiliza, justificando-se, de uma escala de compara-ções relativas de 1 a 9. Evidentemente, pode-se imaginar que quanto maior a escala de comparações, melhor a precisão que conseguiríamos, porém Saaty (1980) justifica com os seguintes argumentos uma escala finita de 1 a 9:

31
Notamos que nossa habilidade para fazer distinções qualitativas é bem re-presentada por cinco atributos: igual, fraco, forte, muito forte, e absolu-to. Podemos também estabelecer compromissos entre atributos adjacentes quando uma maior precisão é requerida. Desta forma se necessitarmos con-siderar uma avaliação mais precisa entre os cinco atributos acima, podemos acrescentar mais 4 atributos, validando a escala de nove atributos na práti-ca do dia a dia.
Para reforçar a justificativa dada acima, um método prático freqüentemen-te usado para avaliar alternativas subjetivas é embasado pelas chamadas re giões de tricotomia, dadas por: rejeição, indiferença e aceitação. Se fizer-mos uma clas sificação mais fina desses três atributos, subdividindo-os ainda em: baixo, médio ou alto chegamos também em 9 nessa escala de tricotomia (tradução do autor, p. 55-57).
Dessa forma o quadro seguinte mostra detalhadamente a escala de compara-ções de 1 a 9 que será utilizada neste estudo:
1. Igualmente preferíveis 6. Fortemente para muito fortemente preferível
2. Igualmente p/ moderadamente 7. Muito fortemente preferível
3. Moderadamente preferível 8. Muito para extremamente preferível
4. Moderadamente p/ fortemente preferível 9. Extremamente preferível
5. Fortemente Preferível
Antes da aplicação desse método de decisão para todos os níveis de atribu-tos relacionados pelas árvores de custos e benefícios mostradas anteriormente, é importante destacar e justificar de que maneira a metodologia de decisão pelo AHP escolhida poderá ser influenciada por aspectos de manutenção e confiabilidade até agora não explorados.
Ao analisarem-se as árvores (de custos e benefícios) construídas é fácil notar que há atributos subjetivos e objetivos que são adjacentes. Objetivos como exemplo o “incremento de faturamento” e subjetivos como “melhoria da qualidade de vida das populações atingidas”.
Avançando na análise dos atributos de segundo nível, podem-se destacar os critérios objetivos para a árvore de benefícios:
Incremento de Faturamento•
Maior adição de Valor aos Produtos produzidos •
Reduções de Emissões futuras •
Reduções de Passivo Ambiental •
32
Da mesma maneira, para a árvore de custos, os critérios objetivos podem ser:
Capital•
Produção •
Interrupção da Produção (nesse caso para a execução das obras) •
Perdas de postos de trabalho •
Descarte de Ativos Físicos •
Quando analisados individualmente, percebe-se que, para a maioria deles, apenas um esforço de cálculo maior já será suficiente para a representação de núme-ros objetivos de sua importância relativa. Como exemplo, não é difícil concluir que um novo investimento em manufatura vá trazer incrementos de faturamento. Men-surá-los, à luz das informações e compromissos assumidos por fabricantes de equipa-mentos e sistemas, não é tarefa difícil, até porque os com promissos contratuais com esses mesmos fabricantes, os chamados OEMs (do inglês Original Equipment Manu-facturer, ou fabricante de equi pamento original) impõem pesadas multas, quando esses compromissos de volumes não são cumpridos. Por exemplo, quando se decide pela substituição de uma instalação para produzir um novo modelo de veículo, sabe-se exatamente qual a quantidade de veículos a ser produzida e quanto isso deverá representar em termos de aumento de faturamento.
Da mesma forma, quando se decide pela aquisição de um equipamento para a produção de um bem que, pelas suas carac terísticas, seja mais “desejado” pelo mercado, por ter um “valor” superior, apesar de mais complexo pode-se saber de antemão qual é esse “valor” e a partir daí transformá-lo em critério objetivo de mensuração pelo aumento de vendas esperado. kotler (1998, p. 51) define valor entregue ao consumidor como a diferença entre o valor total esperado e o custo total do consumidor. VALOR TOTAL PARA O CONSUMIDOR é o conjunto de benefícios esperados por determinado produto ou serviço. CUSTO TOTAL DO CONSUMIDOR é o conjunto de custos esperados na avaliação, obtenção e uso do produto ou serviço. Podemos explicar melhor com um exemplo. Suponhamos que o comprador de uma grande construtora deseja adquirir um trator. Comprará da empresa “A” ou em-presa “B”. Os vendedores de ambas as empresas descrevem cuidadosamente suas respectivas ofertas ao comprador. O comprador tem uma aplicação específica para o trator em mente: deseja usá-lo no trabalho de construção residencial. Gostaria que o trator atendesse a determinados níveis de confiabilidade, durabilidade e desem-penho. Avalia os dois tratores e decide que a empresa “A” tem um produto de maior valor em termos de confiabilidade, durabilidade e desempenho. Também percebe dife renças nos serviços oferecidos pelos fornecedores como entrega, treinamento e
33
manutenção e decide que a empresa “A” oferece melhor serviço. Também nota que os funcionários da empresa “A” são mais bem preparados e atenciosos. Finalmente, atribui maior valor à imagem corporativa da empresa “A”. Soma todos os valores dessas quatro fontes (produtos, serviços, funcionários e imagem) e percebe que a empresa “A” oferece maior valor total para consumidor. Ele compra o trator da empresa “A”? Não necessariamente. Examina também o custo total do consumidor relacionar-se com a empresa “A” versus empresa “B”. O custo total do consumidor é maior que o custo monetário. Como Adam Smith observou há dois séculos: “o preço real de algo envolve o esforço em sua aquisição”. Além do custo monetário, inclui também os custos de tempo e energia física e psíquica do comprador. O comprador avalia esses custos juntamente com o custo monetário para compor um quadro do custo total do consumidor. Após calcular os custos, o comprador considera se o custo total do consumidor é muito alto em relação valor total oferecido pela empresa “A”. Caso afirmativo, ele pode comprar o trator da empresa “B”. Portanto, está claro que o comprador comprará do fornecedor que entregar o maior valor ao consumidor. No segmento automotivo, objeto do nosso estudo, em que as ofertas e a competitivida-de de produtos de diversos fabricantes aumentaram de forma significativa nos últi-mos anos (prevê-se que a Toyota deva produzir 18 veículos numa mesma plataforma em 2010), uma medida objetiva de valor é a diferença que o consumidor não só está disposto a pagar, mas comprovadamente paga por um produto “similar” de um con-corrente. Essa “medida” multiplicada pela quantidade que se espera produzir com o investimento, vinda principalmente das parcelas de participação de mercado dá a objetividade desejada à expressão de valor.
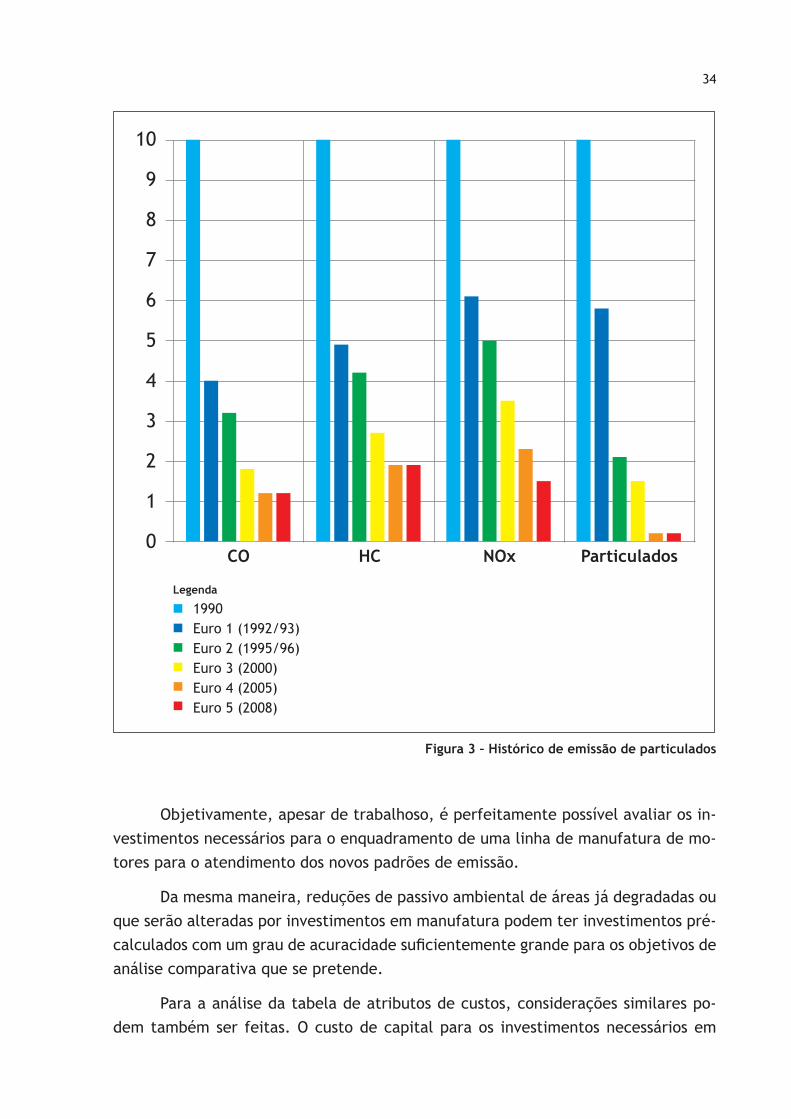
No que diz respeito aos danos causados ao meio ambiente e respectiva forma-ção dos chamados passivos ambientais, a possibilidade de mensuração e objetivação em números concretos, apesar de difícil também é possível. O exemplo que podemos destacar na indústria automotiva dos últimos anos tem sido a corrida para a produção de motores que atendam as faixas de emissões de derivados de carbono. Tanto as cé-lulas de testes, quanto as de manufatura de motores, principalmente de caminhões e ônibus, deveriam estar totalmente enquadradas no padrão de emissão Euro 5 em 2008. Evidentemente há diferenças locais, considerados os níveis de maturidade de cada mercado, porém a tendência é de que até 2015 todos os mercados, emergentes ou não estejam totalmente enquadrados nesses padrões de emissão. Na figura 3 o eixo das ordenadas (adimensional) dá apenas uma idéia de emissão relativa entre o primeiro período (até 1990) e o último dado do gráfico, o padrão Euro 52.
2 Informações do laboratório de análise de emissões de uma grande montadora brasileira.
34
Figura 3 – Histórico de emissão de particulados
Objetivamente, apesar de trabalhoso, é perfeitamente possível avaliar os in-vestimentos necessários para o enquadramento de uma linha de manufatura de mo-tores para o atendimento dos novos padrões de emissão.
Da mesma maneira, reduções de passivo ambiental de áreas já degradadas ou que serão alteradas por investimentos em manufatura podem ter investimentos pré-calculados com um grau de acuracidade suficien temente grande para os objetivos de análise comparativa que se pretende.
Para a análise da tabela de atributos de custos, considerações similares po-dem também ser feitas. O custo de capital para os investimentos necessários em
10
9
8
7
6
5
4
3
2
1
0CO HC NOx Particulados
Legenda
1990Euro 1 (1992/93)Euro 2 (1995/96)Euro 3 (2000)Euro 4 (2005)Euro 5 (2008)

35
maquinário é facilmente obtido das áreas financeiras das empresas, que por sua vez mantêm estreitas relações com os agentes de financiamentos (bancos). Desta forma, esse é um custo facilmente obtido.
Os custos diretos de produção são conseguidos pela somatória dos custos de matéria prima e ferramental necessários para a consecução das operações relacio-nadas com a fabricação e seu cálculo também é feito de forma relativamente fácil pelos funcionários envolvidos com o controle de custos.
As interrupções de produção necessárias para o trabalho de implantação do projeto farão necessariamente parte de um detalhado cronograma de implantação, desta forma os tempos necessários de interrupção das atividades de manufatura e as perdas relativas de faturamento daí decorrentes são conseguidas também sem grande esforço.
Outro item importante a ser considerado nos cálculos de custos, notadamente quando falamos de equipamentos ou linhas automa tizadas, em que significativos in-crementos de produtividade das linhas de manufatura são conseguidos pela inserção de dispositivos auto máticos ou robotizados, que reduzem ou até eliminam a fun-ção humana, está relacionado com a perda de postos de trabalho. Evi dentemente, análises de custo e benefício sob a ótica de empresários e sindicatos, têm sentidos notadamente contrários, ou seja, o que é benefício para os primeiros (redução de custos de mão de obra) é fortemente uma perda para os sindicalistas, com reduções de postos de trabalho e de sua desejada influência política. Mesmo assim, a mensu-ração objetiva do que se “ganha” ou “perde” com os postos de trabalho eliminados é igualmente mensurável.
Ativos físicos de manufatura não utilizados podem ser rea proveitados total, parcialmente, ou mesmo sucateados completamente. Desta forma, uma medição precisa dos custos decorrentes da melhor decisão também pode ser feita com rela-tiva facilidade.
Feitas estas considerações iniciais, não é difícil concluir que os atributos, cuja avaliação objetiva é mais difícil e por conta disso causa polêmica entre as equipes de manufatura e de utilidades, são os relacionados com a Manutenção e a Confiabilida-de dos equipamentos, o que com certeza é determinante para o prolongamento da vida útil dos ativos físicos. Avaliar esses “custos” é uma tarefa por vezes difícil e na maioria das vezes com resultados pouco confiáveis. Mesmo numa análise subjetiva, possível pelo método AHP, as considerações de preferência paritária entre os itens considerados poderiam ficar muito distantes da realidade existente da instalação, diminuindo ou até mesmo comprometendo a qualidade da decisão adotada.
36
Por conta dessa carência e com o objetivo de propiciar um entendimento melhor para os envolvidos com a manufatura e mesmo para os responsáveis pela manutenção, do que representam os custos de manutenção, em contraponto com a melhoria de disponibilidade de equipamentos, e no longo prazo com o aumento da vida útil dos equipamentos analisados é que procurar-se-á na seqüência deste traba-lho, uma análise da relação de dependência desses três aspectos:
Custos diretos de manutenção (materiais e mão de obra) •
Disponibilidade de equipamentos •
Prolongamento da vida útil de equipamentos e sistemas•
Importante relembrar que esses três itens serão sempre considerados sob a ótica dos três possíveis cenários apresentados anteriormente nas árvores de custos e benefícios do AHP, ou seja: aquisição de equipamento novo, reforma ou recuperação de equi pamentos ou simplesmente nenhum investimento imediato.
Considerando o objetivo inicial que é de oferecer um método que possa con-tribuir para avaliar a melhor alternativa de investimento em um sistema de manufa-tura, é evidente que haverá sempre benefícios e custos em qualquer decisão.
Desta forma, é razoável se pensar, considerando que ter-se-á finalmente, após aplicação do AHP, apenas um algarismo que repre sentará essa melhor alternativa, como resultado das comparações paritárias, que sejam incluídos na mesma árvore de decisão, tanto custos como benefícios, juntando critérios e subcritérios de ambas as árvores citadas anteriormente em camadas comuns.
Esse raciocínio permite construir o fluxograma mostrado pela figura 4:

37
Figura 4 – Árvore de decisão mista custo e benefício do AHP
Um adequado nivelamento do entendimento de cada um dos subcritérios é fundamental para a aplicação do caso prático que se pretende realizar, além de sub-sidiar possíveis aplicações futuras:
1) Aumento de faturamento: cada alternativa contribuirá diferen temente com incrementos de faturamento para o negócio da empresa.
2) Aumento de confiabilidade: inegável que a confiabilidade de sistemas será grandemente afetada com uma ou outra alter nativa de projeto.
3) Melhoria de disponibilidade: a conseqüência da melhoria da confiabilidade é o natural incremento de disponibilidade operacional.
4) Adição de valor ao produto: um equipamento novo, que consiga processar um material alternativo esperado incorporado, mesmo a um produto consolida-do, pode significar valor adicionado e conse qüentemente, melhores preços de mercado.
Priorizar investimentos com Ativos de Manufatura
Benefícios com Investimentos em Manufatura Produtiva
Custos com Investimentos em Manufatura Produtiva
Projeto de Substituição
Projeto de retrofitting n
Aum
ento
de
fatu
ram
ento
Aum
ento
de
confi
abili
dade
Adiç
ão d
e Va
lor
ao P
rodu
to
Mel
hori
a de
dis
poni
bilid
ade
Aum
ento
de
Vida
Úti
l de
ativ
os
Aum
ento
de
Segu
ranç
a de
Ope
raçã
o
Redu
ção
de E
mis
sões
Redu
ção
de P
assi
vo A
mbi
enta
l
Inve
stim
ento
s de
Cap
ital
Cust
os d
e M
anut
ençã
o
Cust
os d
e Pr
oduç
ão
Inte
rrup
ção
da P
rodu
ção
Perd
as d
e Po
stos
de
Trab
alho
Des
cart
e de
Ati
vos
Físi
cos
Form
ação
de
Pass
ivo
Ambi
enta
l
Não investirProjeto de retrofitting 1
Projeto de retrofitting 2
Mel
hori
a Q
ualid
ade
de V
ida
Stak
ehol
ders
OBJETIvOS
CRITÉRIOS
SUB- CRITÉRIOS
ALTERNATIvAS
38
5) Aumento de vida útil: incrementos de vida útil são conseguidos com renova-ções ou retrofittings de partes, peças, conjuntos ou subconjuntos de sistemas de manufatura. Estratégias de manutenção adequadas e continuamente revi-sadas com as ferramentas de confiabilidade que serão discutidas na seqüência deste trabalho também oferecem prolongamento da vida útil de equipamen-tos e sistemas.
6) Melhoria da Qualidade de vida dos stakeholders: exemplo clássico é a criação de empregos por uma ampliação fabril ou por um novo equipamento que subs-titua o antigo e que ao mesmo tempo exija contratação de mão de obra adi-cional para sua operação. A recíproca também é verdadeira, ou seja, a perda, às vezes significativa, de postos de trabalho com sistemas de automação de unidades de manufatura.
7) Aumento de segurança de operação: adequação/aquisição de equipamentos com sistemas de segurança incorporados como barreiras ou cortinas de luz, ou que venham para atender normas reguladoras que visam melhoria de padrões de segurança. O exemplo mais recente no mercado brasileiro é a NR10 (norma reguladora 10 do Ministério do Trabalho e Previdência Social), que veio modi-ficar grandemente critérios de segurança em instalações elétricas industriais.
8) Redução de emissões: exemplo dos motores “Euro 5” suscitaram investimen-tos importantes tanto em celas de testes de laboratório como em linhas de manufatura, conforme citado anteriormente.
9) Redução de passivo ambiental: exemplo clássico desse tipo de investimento tem sido a substituição de transformadores elétricos de potência imersos em óleo Askarel, por transformadores a seco ou imersos em óleo parafínico mi-neral/sintético siliconado. Essas iniciativas foram motivadas em função do reconhecido poder cancerígeno do óleo Askarel.
10) Investimento de capital: inversão necessária para a aquisição do equipamen-to, sistema ou instalação.
11) Custos de produção: de mão de obra, materiais de consumo ou permanentes necessários para a consecução das novas atividades de manufatura após as modificações propostas.
12) Custos de manutenção: necessários para a preservação da condição operacio-nal do equipamento ou sistema.
13) Interrupção da produção: refere-se às paradas necessárias para integrar a nova instalação ao conjunto da linha de manufatura e atingir as novas condições de operação projetadas.
39
14) Perdas de postos de trabalho: contraponto do item 6. Refere-se à diminuição de postos de trabalho necessários para a produção de um mesmo número de itens, conseqüência principalmente de projetos de automação de linhas de manufatura. No segmento automobilístico, as atividades de soldagem de car-roceria foram as que mais foram afetadas nos últimos 30 anos com a robotiza-ção. Hoje, consegue-se produzir em média nas melhores plantas automotivas, 25 veículos por colaborador/ano, produtividade que é cerca de 10 vezes maior do que no início da linha de montagem de Henry Ford na Rouge Plant (primeira unidade de manufatura da empresa Ford Motor Co.) na Detroit do início de século XX.
15) Descarte de ativos físicos: preocupação mais recente com aspectos de preser-vação da vida no planeta, o descarte de instalações antigas deve ser sempre mitigado. Em países da Europa, como Alemanha e Suíça, os custos para o des-carte de partes e peças de instalações já atinge, para alguns itens de 15% a 25% dos custos totais de aquisição, o que reforça a necessidade de estratégias de prolongamento de vida útil de instalações.
16) Formação de passivo ambiental: como conseqüência do item anterior, tudo que não for possível descartar adequadamente será integralizado como Passi-vo Ambiental da empresa, com custos diretos e indiretos, inclusive de perda
de imagem corporativa e de marca, cada dia menos desprezíveis.
O uso do método AHP permitirá transformar a subjetividade da análise de cada um dos projetos alternativos em análise objetiva que será obtida pela conquista de um algarismo resultado da comparação entre as alternativas propostas.
Porém, considerando-se as dificuldades inerentes, mesmo em uma avaliação subjetiva, impostas aos itens relacionados direta ou indiretamente com a disciplina da engenharia da manutenção, como Confiabilidade, Disponibilidade e Custos de Manutenção (subcritérios 2, 3, 5 e 12 definidos anteriormente) objetiva-se, antes da aplicação pura e simples do AHP contribuir, através da Análise da Disciplina da Confiabilidade, com subsídios mais pragmáticos para que a decisão não se baseie exclusivamente nas ponderações paritárias explicadas anteriormente.
Feitas essas observações, pode-se prosseguir com uma análise de como a En-genharia de Manutenção e a Confiabilidade poderão, juntamente com o AHP, mitigar as chances de decisões equivocadas quanto a novos investimentos em equipamentos de manufatura.
40
2.2 MANUTENÇÃO E CONFIABILIDADE EM EQUIPAMENTOS E SISTEMAS
2.2.1 Considerações iniciais
Pode-se considerar que a manutenção, no contexto essencialmente de orga-nização voltada para a manufatura, teria começado a se justificar economicamente com o advento da Revolução Industrial e da máquina a vapor na segunda metade do século XVIII na Inglaterra.
Até então, sem dúvida a produção predominantemente artesanal ou de bens para consumo próprio não justificava grandes preocupações com conceitos de otimi-zação de recursos. Desta forma, pouco se pode resgatar antes dessa fase na literatu-ra especializada sobre o assunto.
Porém, é curioso observar que mesmo após esse período, e durante mais de um século, quase nenhum avanço em técnicas de manutenção voltadas para a manu-fatura foram observados.
Essa carência pode ser justificada por dois principais motivos que, de certa forma, estão interligados. O primeiro é resultado do perfil do profissional típico des-sa fase, que além de responsável pela execução das tarefas de manufatura reunia também responsabilidade e conhecimento técnico para as necessárias atividades re-ativas de manutenção. O segundo, intimamente interligado com o primeiro, é sem dúvida o advento da linha de montagem para produção em massa de bens do início do século XX. Essa foi a principal responsável por consolidar o perfil do profissional envolvido com produção da fábrica, já que a divisão do trabalho e a especialidade, abriram espaço e necessidade para a materialização de um tipo alternativo e neces-sário de profissional mais especializado em manutenção, o que passou a demandar conhecimento e organizações técnico/administrativas específicas.
Mesmo com o início da especialização, que ocorreu como conseqüência desse período de divisão de trabalho e linha de produção em massa “fordista”, as fases de pré e entre guerras foram de avanços singelos em técnicas de manutenção.
Ainda após a segunda grande guerra, e até meados dos anos 1950, a política do “quebra conserta” ainda imperava, segundo Moubray (1991).
Para efeito essencialmente didático, Moubray (idem) isola um período poste-rior, até meados dos anos 1970, em que preocupações maiores com custos, disponi-
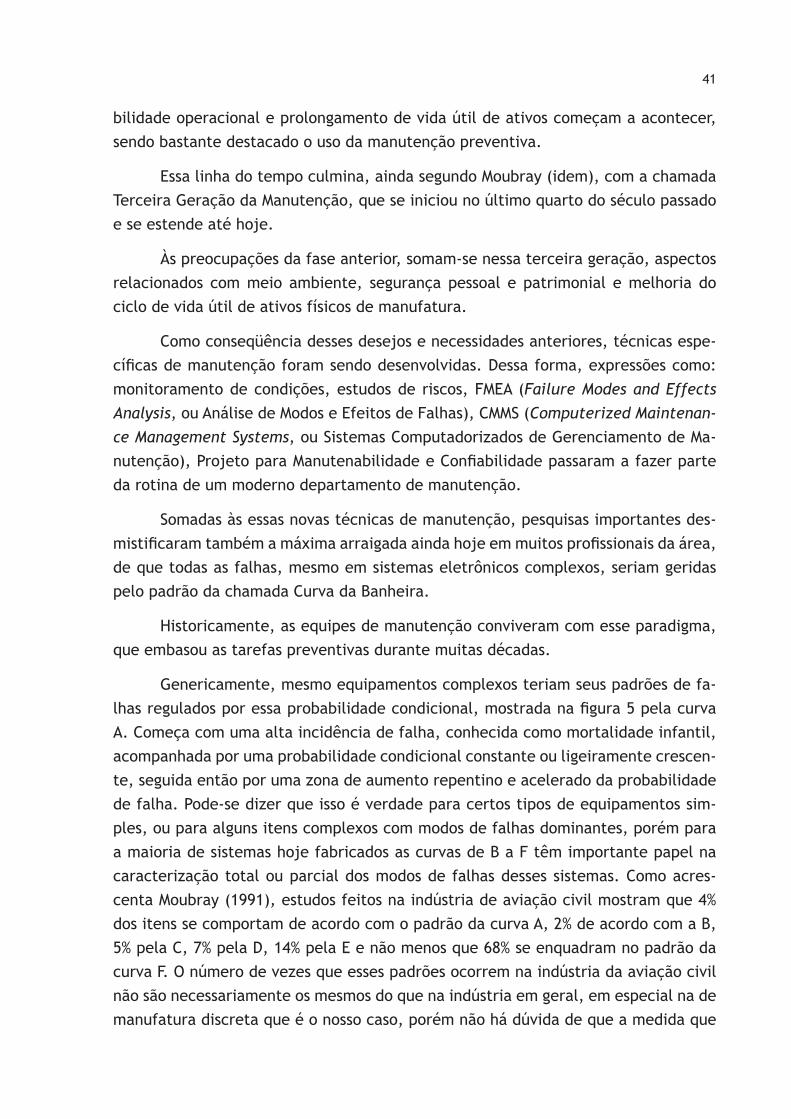
41
bilidade operacional e prolongamento de vida útil de ativos começam a acontecer, sendo bastante destacado o uso da manutenção preventiva.
Essa linha do tempo culmina, ainda segundo Moubray (idem), com a chamada Terceira Geração da Manutenção, que se iniciou no último quarto do século passado e se estende até hoje.
Às preocupações da fase anterior, somam-se nessa terceira geração, aspectos relacionados com meio ambiente, segurança pessoal e patrimonial e melhoria do ciclo de vida útil de ativos físicos de manufatura.
Como conseqüência desses desejos e necessidades anteriores, técnicas espe-cíficas de manutenção foram sendo desenvolvidas. Dessa forma, expressões como: monitoramento de condições, estudos de riscos, FMEA (Failure Modes and Effects Analysis, ou Análise de Modos e Efeitos de Falhas), CMMS (Computerized Maintenan-ce Management Systems, ou Sistemas Computadorizados de Gerenciamento de Ma-nutenção), Projeto para Manutenabilidade e Confiabilidade passaram a fazer parte da rotina de um moderno departamento de manutenção.
Somadas às essas novas técnicas de manutenção, pesquisas importantes des-mistificaram também a máxima arraigada ainda hoje em muitos profissionais da área, de que todas as falhas, mesmo em sistemas eletrônicos complexos, seriam geridas pelo padrão da chamada Curva da Banheira.
Historicamente, as equipes de manutenção conviveram com esse paradigma, que embasou as tarefas preventivas durante muitas décadas.
Genericamente, mesmo equipamentos complexos teriam seus padrões de fa-lhas regulados por essa probabilidade condicional, mostrada na figura 5 pela curva A. Começa com uma alta incidência de falha, conhecida como mortalidade infantil, acompanhada por uma probabilidade condicional constante ou ligeiramente crescen-te, seguida então por uma zona de aumento repentino e acelerado da probabilidade de falha. Pode-se dizer que isso é verdade para certos tipos de equipamentos sim-ples, ou para alguns itens complexos com modos de falhas dominantes, porém para a maioria de sistemas hoje fabricados as curvas de B a F têm importante papel na caracterização total ou parcial dos modos de falhas desses sistemas. Como acres-centa Moubray (1991), estudos feitos na indústria de aviação civil mostram que 4% dos itens se comportam de acordo com o padrão da curva A, 2% de acordo com a B, 5% pela C, 7% pela D, 14% pela E e não menos que 68% se enquadram no padrão da curva F. O número de vezes que esses padrões ocorrem na indústria da aviação civil não são necessariamente os mesmos do que na indústria em geral, em especial na de manufatura discreta que é o nosso caso, porém não há dúvida de que a medida que

42
os equipamentos se tornam mais complexos, a incidência dos padrões das curvas E e F, segundo Moubray (1991), aumenta. Esses achados contradizem a crença de que exista sempre uma correlação direta entre confiabilidade e idade operacional dos equipamentos. Essa crença remete-nos a idéia de que quanto mais freqüentemente haja interferências de manutenção em um equipamento, menos provável é a ocor-rência de uma falha. Hoje em dia isso é raramente verdade. A menos que haja um modo de falha por idade que seja dominante, ações de manutenção baseadas em limites de idade podem pouco realizar para reduzir a taxa de degradação da confia-bilidade de sistemas complexos.
Figura 5 – Seis padrões de falhas, segundo Moubray (1991)
Pelo contrário, paradas ou manutenções preventivas programadas podem na verdade aumentar as taxas de falhas por introduzir a descrita mortalidade infantil em sistemas predominantemente estáveis.
O conhecimento desses fatos tem conduzido as organizações a simplesmente abandonarem as atividades de manutenções preventivas somente baseadas em inter-valos de tempo fixos e feitas concomitantemente em grandes paradas.
Do ponto de vista da análise de investimentos que se pretende realizar é importante salientar que esses fatos desmistificam a idéia de que ao adquirir-se um equipamento novo resolvem-se ou mitigam-se todos os problemas que eventu-
43
almente estejam ocorrendo de falhas no equipamento atual. Vale dizer que muito provavelmente, se as condições gerais do equipamento atual forem cuidadosamente analisadas e um programa meticuloso de manutenções for empreendido, consideran-do as especificidades de cada subconjunto ou componente, e de tal maneira que as condições de ocorrência de falhas sejam analisadas e consideradas neste estudo, a recuperação e manutenção da esperada disponibilidade operacional poderá ocorrer tanto no equipamento novo como no atual.
Desta maneira, busca-se estabelecer uma sistemática que possa criar con-dições de reunir de forma organizada e eficaz os envolvidos no processo de manu-tenção dos equipamentos, municiando-os das informações necessárias para que um plano de manutenção obtido em consenso venha a atender os requisitos desejados de disponibilidade operacional. E tudo isso, levando-se em conta os aspectos de falha relatados anteriormente, a disposição organizacional para investimentos em recupe-ração ou substituição dos ativos e as ferramentas conceituais necessárias para um exato entendimento de todos do que é possível ser realizado na prática.
Nas análises feitas da literatura especializada para gerar e custear um plano de manutenção de equipamentos foi importante o entendimento de vários conceitos e definições.
No anexo A, conforme Souza (2002) e Moubray (1991), encontram-se as prin-cipais expressões e palavras usadas no ambiente de manutenção necessárias para o entendimento do que será discutido na seqüência.
2.2.2 Cálculo da Confiabilidade do Sistema
Neste ponto, é importante analisar as possibilidades práticas existentes para o cálculo da Confiabilidade de Sistemas. Pela definição de Souza (2002), sistema é um agrupamento de partes operando interligadas de forma conjunta. Portanto, trata-se da representação mais próxima daquilo que ocorre efetivamente na prática nas ins-talações existentes nas linhas de manufatura automotiva. Vários conjuntos, subcon-juntos e componentes devem desempenhar suas funções individualmente para que o desempenho da instalação, ou do sistema como um todo, possa ser atingido.
Portanto, seria natural imaginar-se que, calculada a confiabilidade do siste-ma, mesmo complexo, obter-se-ia uma medida exata de sua capacidade de cumprir a função para a qual foi projetado. Essa medida objetiva, quando utilizada nas com-parações paritárias do método AHP descrito anteriormente, ofereceria uma medida
44
numérica de apoio à decisão pelo uso de um novo sistema, quando comparado com o anterior. Considerando-se ainda que, para a maioria dos sistemas sugeridos para este trabalho, formada de componentes eletrônicos, em que os modos de falhas são caracterizados predominan temente como dito anteriormente, pela curva F da figura 5 (que pode ser representada por uma função exponencial), poder-se-ia obje-tivamente calcular a Confiabilidade de toda a instalação. Considerando-se que, por Lewis (1987, p. 45), a função densidade de probabilidade é relacionada diretamente com a taxa de falha e MTBF (Mean Time Between Failure).
Porém, há algumas dificuldades a serem destacadas. As principais são:
1) A co-existência de componentes mecânicos, que isoladamente têm padrões de falhas que se aproximam das curvas A e B da figura 5, oferecendo a dificuldade natural de obtenção dos valores de confiabilidade, já que as funções densi-dades de probabilidade de falhas e conseqüentemente os cálculos de confia-bilidade têm tratamentos matemáticos mais complexos, pois serão regidos preferencialmente por distribuições de Weibull. Essas dificuldades, somadas ao fato de estar-se buscando construir um mecanismo de facilitação para os tomadores de decisão nas empresas, poderia se tornar um obstáculo conside-rável para a garantia da repetibilidade do procedimento ora proposto, a não ser quando realizado por especialistas, o que muito distanciaria o processo da realidade prática do dia a dia das empresas.
2) Além disso, há alguns subsídios vindos dos fabricantes de componentes, siste-mas e subsistemas, resultados de ensaios de campo para detecção de falhas, que têm merecido atenção desproporcional a efetiva contribuição que podem oferecer como ajuda no processo de decisão de políticas de manutenção. O mais conhecido é o MTBF (em português tempo médio entre falhas). Apesar de ser importante para o cálculo de confiabilidade de sistemas eletrônicos, como dito anteriormente, ele tem pouca relação com a freqüência das tarefas de manutenção baseada em condições, e virtualmente também nada a ver com a freqüência de tarefas de recuperação e descarte de componentes ou subcon-juntos. Entretanto, deve-se reconhecer uso importante do MTBF na área de projetos, para justificativas de custos de uma nova proposta de modificação; na área de compras para a avaliação de confiabilidade de dois componentes, diferentes candidatos à mesma aplicação e na área de gerenciamento de in-formação para avaliar a efetividade de um programa de manutenção quando realizamos o rastreamento do tempo entre falhas não previstas do ativo de manufatura. Outro aspecto novo e até curioso nas pesquisas realizadas com MTBF para este trabalho, foi a inconsistência encontrada nos dados dos fa-bricantes, o que torna sua utilização prática difícil e pouco confiável. Um

45
exemplo desses dados é mostrado na tabela 3, vinda de um centro de desen-volvimento de produto de um grande fabricante de produtos eletrônicos e cujos componentes fazem parte do sistema estudado neste trabalho. A coluna “número de ordem” da tabela designa um item de um sistema único nomina-do (terceira coluna). Por exemplo, atestam-se as inconsistências quando são observados intervalos informados pelas quatro últimas linhas com MTBFs de centenas de anos. Poucos esclarecimentos foram obtidos com os centros de desenvolvimento e manufatura desse componentes localizados fora do Brasil, em países como Alemanha e Estados Unidos. A decisão pela utilização de me-canismos de campo para análises e sugestões de melhoria de confiabilidade foi, após essa fase, muito reforçada.
Tabela 3 – Tempo médio entre falhas e alguns componentes do sistema
Número de Ordem Descrição/tipo Sistema MTBF (ano)
6DD1600-0AF0 PM16 SIMADYN D 17,3
6DD1600-0AH0 PM4 SIMADYN D 18,3
6DD1600-0AJ0 PM5 SIMADYN D 18,3
6DD1600-0Ak0 PM6 SIMADYN D 15,4
6DD1600-0BA1 CPU551 SIMATIC TDC 21,1
6DD1601-0AE0 PG16 SIMADYN D 13,8
6DD1601-0AH0 ITDC SIMADYN D 36
6DD1602-0AE0 PS16 SIMADYN D 12,1
6DD1606-0AD0 T400 SIMADYN D 15,7
6DD1606-0AD01 T400 SIMADYN D 16,1
6DD1606-1AC0 PT20 SIMADYN D 8,4
6DD1606-3AC0 IT41 SIMADYN D 26,4
6DD1606-4AB0 IT42 SIMADYN D 12,9
6DD1607-0AA0 FM458 SIMADYN D 14,0
6DD1607-0AA1 FM458-1 SIMADYN D 8,4
6DD1607-0CA1 EXM438-1 SIMADYN D 11,0
6DD1607-0CA1 EXM 438-1 SIMADYN D 12,7
6DD1607-0EA0 EXM 448 SIMADYN D 20,4
6DD1607-0EA0 EXM 448 SIMADYN D 20,9
6DD1607-0EA1 EXM448-1 SIMADYN D 18,1
6DD1607-0EA1 EXM 448-1 SIMADYN D 18,9
6DD1610-0AF1 MS31 SIMADYN D 25,6
6DD1610-0AG1 MS41 SIMADYN D 25,8
6DD1610-0AH0 MS5 SIMADYN D 37,3
6DD1610-0AH3 MC521 SIMADYN D 358,0
6DD1610-0AH4 MC500 SIMADYN D 248,0
6DD1610-0AH5 MS55 SIMADYN D 33,6
6DD1610-0Ak0 MS51 SIMADYN D 813

46
Consideradas não só as dificuldades, mas a baixa confiança para o cálculo objetivo da Confiabilidade de Sistemas complexos como relatado anteriormente, a literatura e a prática têm se concentrado na elaboração de políticas de manuten-ção obtidas do consenso prático dos envolvidos com os equipamentos. Dessa forma, trabalhando em times de trabalho, todos aprendem a identificar funções, modos e efeitos das falhas e estabelecem de comum acordo políticas adequadas de manu-tenção. A organização prática e conceitual para essas seções interativas de campo necessárias para a execução de um plano de manutenção elaborado levando-se em conta as contribuições individuais foi explorada técnica e comercialmente por Mou-bray (1991).
Dessa forma, diversas aplicações práticas por vários segmentos de mercado, compõem os fundamentos da chamada técnica de “Manutenção Centrada em Con-fiabilidade”, que basicamente tem como objetivo responder às seguintes questões fundamentais:
Quais são as funções e os padrões de desempenho associados a um ativo físico •
em seu contexto operacional presente?
De que maneira ele falha no cumprimento de suas funções?•
Quais são as causas de suas falhas funcionais?•
O que acontece quando cada falha funcional ocorre?•
De que maneira cada falha pode impactar?•
O que pode ser feito para prevenir cada falha?•
O que pode ser feito se uma possível atividade de manutenção não pode ser •
encontrada?
A prática tem mostrado que o pessoal envolvido somente com a tarefa de manutenção não é capaz de responder objetivamente a essas questões de maneira completa. Isso se deve principalmente ao fato de que o conhe cimento do contexto operacional do equipamento é compartilhado entre manutenção e produção, prin-cipalmente no que diz respeito às funções, desempenho desejado, efeitos e con-seqüências das falhas. Por essa razão, uma revisão dos requisitos de manutenção de qualquer ativo físico deve ser feita preferencialmente por pequenos times que incluem no mínimo uma pessoa da função manutenção e outra das funções de ope-ração. Moubray (1991) sugere a formação de um time de projeto com as funções e especialidades indicadas na figura 6 (tradução do autor, 1991, p. 234):
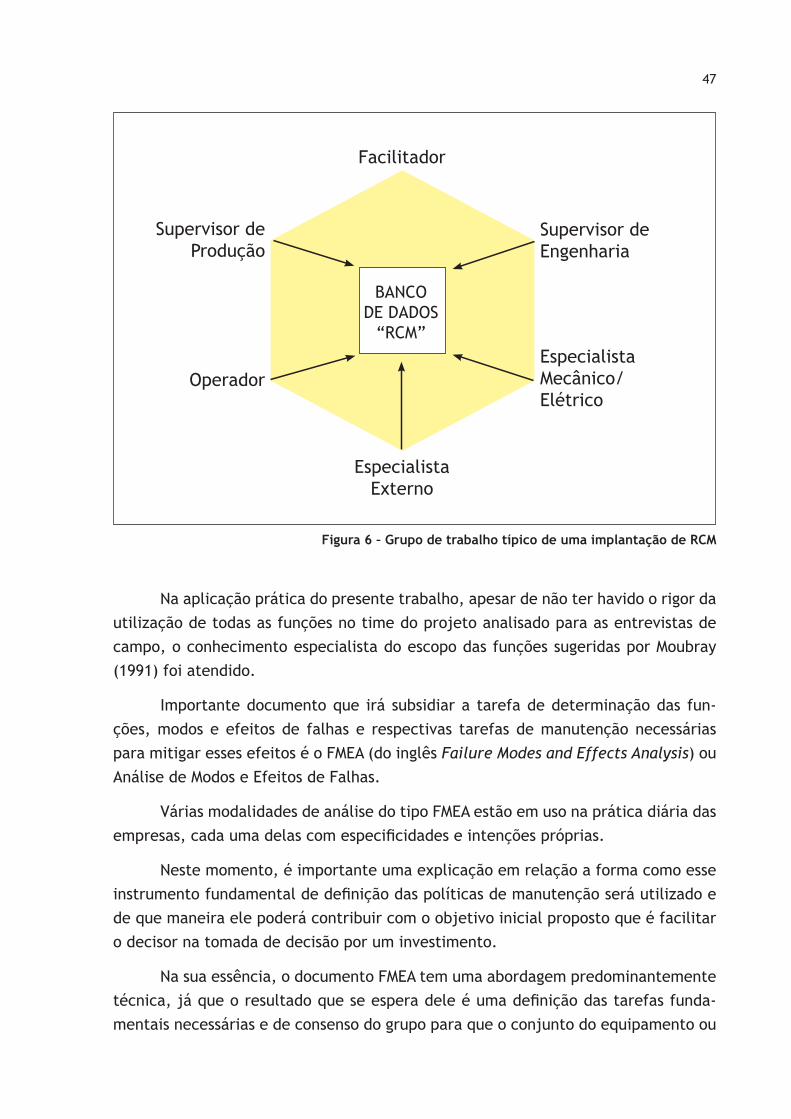
47
Figura 6 – Grupo de trabalho típico de uma implantação de RCM
Na aplicação prática do presente trabalho, apesar de não ter havido o rigor da utilização de todas as funções no time do projeto analisado para as entrevistas de campo, o conhecimento especialista do escopo das funções sugeridas por Moubray (1991) foi atendido.
Importante documento que irá subsidiar a tarefa de determinação das fun-ções, modos e efeitos de falhas e respectivas tarefas de manutenção necessárias para mitigar esses efeitos é o FMEA (do inglês Failure Modes and Effects Analysis) ou Análise de Modos e Efeitos de Falhas.
Várias modalidades de análise do tipo FMEA estão em uso na prática diária das empresas, cada uma delas com especificidades e intenções próprias.
Neste momento, é importante uma explicação em relação a forma como esse instrumento fundamental de definição das políticas de manutenção será utilizado e de que maneira ele poderá contribuir com o objetivo inicial proposto que é facilitar o decisor na tomada de decisão por um investimento.
Na sua essência, o documento FMEA tem uma abordagem predominantemente técnica, já que o resultado que se espera dele é uma definição das tarefas funda-mentais necessárias e de consenso do grupo para que o conjunto do equipamento ou
Facilitador
EspecialistaExterno
Supervisor de Engenharia
Especialista Mecânico/Elétrico
Supervisor de Produção
Operador
BANCO DE DADOS
“RCM”
48
sistema tenha sua disponibilidade operacional otimizada, sem que necessariamente haja uma preocupação explícita com custos.
Porém, para eliminar quaisquer dúvidas com relação aos investimentos neces-sários para recuperação ou substituição do equipamento ou sistema é fundamental que na análise FMEA sejam incluídas previsões de custos para a realização das tare-fas de manutenção necessárias no equipamento para reconduzi-lo à sua condição de operação. O que é fortemente dependente do histórico das práticas de manutenção adotadas até aquele momento.
Em outras palavras, saber qual o investimento necessário para reconduzir o equipamento à sua condição de operação e compará-lo com os custos de manutenção a partir desse momento tanto para o equipamento antigo recuperado quanto para o novo é uma nova resposta que se procura com a análise FMEA.
Desta maneira, para que a proposta deste trabalho possa ser alcançada, é preciso incorporar às análises FMEAs tradicionais, cálculos de custos das tarefas de manutenção propostas que normalmente não são considerados na literatura de ma-nutenção consultada.
A partir de meados dos anos 1970, período em que se reconhece uma mudança conceitual importante na manutenção e quando se inicia a chamada terceira geração (Souza, 2002), várias versões de FMEAs e respectivos diagramas de decisão foram sugeridos.
Talvez a pioneira da primeira década da Terceira Geração tenha sido a versão de Nowlan e Heap (1978), que foi aprimorada por Moubray (1991) em questões rela-cionadas com o meio ambiente, à característica das tarefas de prevenção de falhas precederem às de busca de falhas e à incorporação das atividades de lubrificação, que eram tratadas em documento separado.
Isto posto, decidiu-se adotar a citada última versão do documento, com as melhorias citadas, apresentadas pelo diagrama de decisão da figura 7:
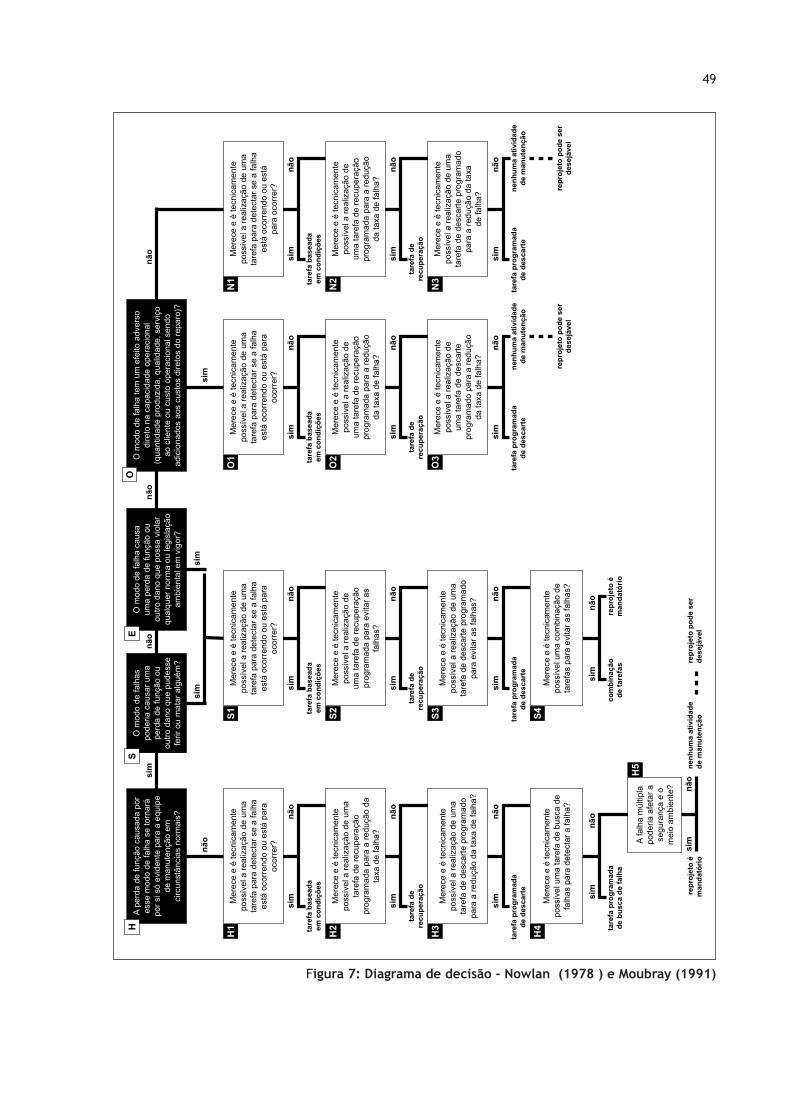
49
Figura 7: Diagrama de decisão - Nowlan (1978 ) e Moubray (1991)
A p
erda
de
funç
ão c
ausa
da p
or
esse
mod
o de
falh
a se
torn
ará
por
si s
ó ev
iden
te p
ara
a eq
uipe
de
man
uten
ção
em
circ
unst
ânci
as n
orm
ais?
sim
não
tare
fa b
asea
da
em c
on
diç
ões
sim
não
tare
fa d
e
recu
per
ação
sim
não
tare
fa p
rog
ram
ada
de
des
cart
e
H5
sim
não
tare
fa p
rog
ram
ada
de
bu
sca
de
falh
a
sim
não
rep
roje
to é
m
and
ató
rio
nen
hu
ma
ativ
idad
e d
e m
anu
ten
ção
rep
roje
to p
od
e se
r d
esej
ável
H1
Mer
ece
e é
tecn
icam
ente
po
ssív
el a
rea
lizaç
ão d
e um
a ta
refa
par
a de
tect
ar s
e a
falh
a es
tá o
corr
endo
ou
está
par
a oc
orre
r?
H2
Mer
ece
e é
tecn
icam
ente
po
ssív
el a
rea
lizaç
ão d
e um
a ta
refa
de
recu
pera
ção
pr
ogra
mad
a pa
ra a
red
ução
da
taxa
de
falh
a?
H3
Mer
ece
e é
tecn
icam
ente
po
ssív
el a
rea
lizaç
ão d
e um
a ta
refa
de
desc
arte
pro
gram
ado
para
a r
eduç
ão d
a ta
xa d
e fa
lha?
H4
Mer
ece
e é
tecn
icam
ente
po
ssív
el u
ma
tare
fa d
e bu
sca
de
falh
as p
ara
dete
ctar
a fa
lha?
A fa
lha
múl
tipla
po
deria
afe
tar
a se
gura
nça
e o
mei
o am
bien
te?
O m
odo
de fa
lhas
po
deria
cau
sar
uma
perd
a de
funç
ão o
u ou
tro
dano
que
pud
esse
fe
rir o
u m
atar
alg
uém
?
sim
não
tare
fa b
asea
da
em c
on
diç
ões
sim
não
tare
fa d
e
recu
per
ação
sim
não
tare
fa p
rog
ram
ada
de
des
cart
e
sim
não
com
bin
ação
d
e ta
refa
s
S1
Mer
ece
e é
tecn
icam
ente
po
ssív
el a
rea
lizaç
ão d
e um
a ta
refa
par
a de
tect
ar s
e a
falh
a es
tá o
corr
endo
ou
está
par
a oc
orre
r?
S2
Mer
ece
e é
tecn
icam
ente
po
ssív
el a
rea
lizaç
ão d
e um
a ta
refa
de
recu
pera
ção
prog
ram
ada
para
evi
tar
as
falh
as?
S3
Mer
ece
e é
tecn
icam
ente
po
ssív
el a
rea
lizaç
ão d
e um
a ta
refa
de
desc
arte
pro
gram
ado
para
evi
tar
as fa
lhas
?
S4
Mer
ece
e é
tecn
icam
ente
po
ssív
el u
ma
com
bina
ção
de
tare
fas
para
evi
tar
as fa
lhas
?
rep
roje
to é
m
and
ató
rio
O m
odo
de fa
lha
caus
a um
a pe
rda
de fu
nção
ou
outr
o da
no q
ue p
ossa
vio
lar
qual
quer
nor
ma
ou le
gisl
ação
am
bien
tal e
m v
igor
?
sim
sim
O m
odo
de fa
lha
tem
um
efe
ito a
dver
so
dire
to n
a ca
paci
dade
ope
raci
onal
(q
uant
idad
e pr
oduz
ida,
qua
lidad
e, s
ervi
ço
ao c
lient
e ou
cus
to o
pera
cion
al s
endo
ad
icio
nado
s ao
s cu
stos
dire
tos
do r
epar
o)?
sim
não
tare
fa b
asea
da
em c
on
diç
ões
sim
não
tare
fa d
e
recu
per
ação
sim
não
tare
fa p
rog
ram
ada
de
des
cart
e
O1
Mer
ece
e é
tecn
icam
ente
po
ssív
el a
rea
lizaç
ão d
e um
a ta
refa
par
a de
tect
ar s
e a
falh
a es
tá o
corr
endo
ou
está
par
a oc
orre
r?
O2
Mer
ece
e é
tecn
icam
ente
po
ssív
el a
rea
lizaç
ão d
e um
a ta
refa
de
recu
pera
ção
prog
ram
ada
para
a r
eduç
ão
da ta
xa d
e fa
lha?
O3
Mer
ece
e é
tecn
icam
ente
po
ssív
el a
rea
lizaç
ão d
e
uma
tare
fa d
e de
scar
te
prog
ram
ado
para
a r
eduç
ão
da ta
xa d
e fa
lha?
nen
hu
ma
ativ
idad
e d
e m
anu
ten
ção
rep
roje
to p
od
e se
r d
esej
ável
sim
não
tare
fa b
asea
da
em c
on
diç
ões
sim
não
tare
fa d
e
recu
per
ação
sim
não
tare
fa p
rog
ram
ada
de
des
cart
e
N1
Mer
ece
e é
tecn
icam
ente
po
ssív
el a
rea
lizaç
ão d
e um
a ta
refa
par
a de
tect
ar s
e a
falh
a es
tá o
corr
endo
ou
está
pa
ra o
corr
er?
N2
Mer
ece
e é
tecn
icam
ente
po
ssív
el a
rea
lizaç
ão d
e um
a ta
refa
de
recu
pera
ção
prog
ram
ada
para
a r
eduç
ão
da ta
xa d
e fa
lha?
N3
Mer
ece
e é
tecn
icam
ente
po
ssív
el a
rea
lizaç
ão d
e um
a ta
refa
de
desc
arte
pro
gram
ado
para
a r
eduç
ão d
a ta
xa
de fa
lha?
não
sim
sim
não
não
não
HS
EO
nen
hu
ma
ativ
idad
e d
e m
anu
ten
ção
rep
roje
to p
od
e se
r d
esej
ável
50
Feitas essas considerações preliminares quanto à utilização do diagrama da figura 7, as tabelas de decisão associadas, que ajudam na definição pela utilização de uma ou outra atividade de manutenção, de acordo com o que for decidido pelo diagrama mostrado, são elencadas e no nosso caso, também custeadas.
Assim, as tabelas básicas de campo usadas preliminarmente ao AHP, serão as mesmas propostas por Moubray (1991), porém com a inserção das colunas relativas aos custos associados com cada uma das tarefas escolhidas.
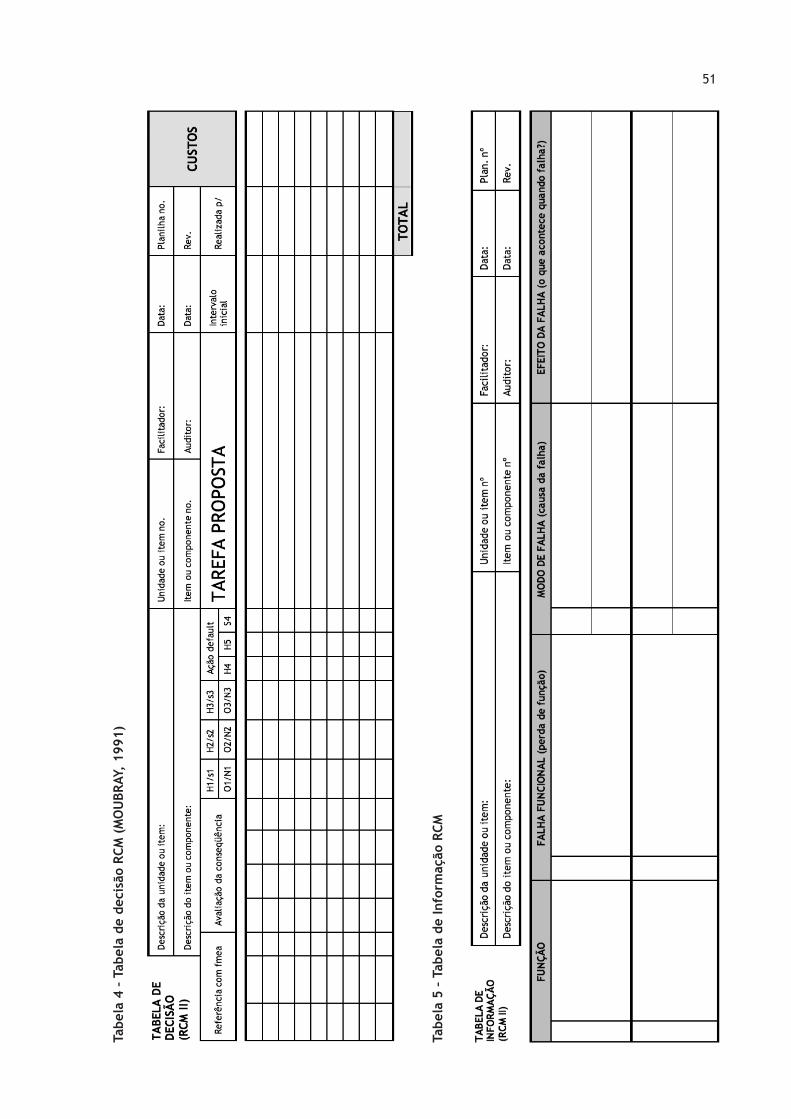
51
Tabe
la 4
– T
abel
a de
dec
isão
RCM
(M
OU
BRAy
, 19
91)
Tabe
la 5
– T
abel
a de
Info
rmaç
ão R
CM

52
Nesse ponto é imprescindível descrever, à luz da literatura e material cien-tífico existentes, as contribuições históricas e em curso que tangenciam o objetivo proposto pelo presente trabalho, conforme descrito anteriormente.
Sendo assim, detalham-se um pouco melhor esses achados, que se preocupa-ram em estabelecer uma correlação entre os custos de políticas de manutenção de uma instalação obtidas pela análise FMEA e a técnica de confiabilidade descrita, e como esse conhecimento pode contribuir para otimizar um processo de decisão pela substituição ou melhoria do ativo, fundamentado no AHP.
Mirghani (2003a) discorre sobre custos diretos de manutenção, subdividindo-os em materiais, mão de obra e atividades de suporte, porém não estabelece uma correlação direta entre esses custos e a influência que exercem no processo de to-mada de decisão por melhorias na instalação existente. Propõe ainda melhorias na organização do trabalho e sugere mecanismos de otimização de mão de obra para redução de custos diretos de manutenção.
El-Haram (2002) descreve uma aplicação de Reliability Centred Maintenan-ce para otimização de custos de manutenção, porém não avança em considerações quanto à influência que os custos com as tarefas de manutenção propostas poderiam exercer na decisão por novos investimentos para recuperação desses ativos. Redu-ções de custos com manutenção de 18,5% foram obtidas, segundo o autor, com a aplicação dos conceitos RCM.
Lashkari (2007), ao assumir que a ocorrência de falha em uma célula de ma-nufatura é regida por uma distribuição de Weibull, propõe um modelo que determina um intervalo ideal entre ações de Manutenção Preventiva, buscando-se a minimiza-ção dos custos pela otimização do intervalo. Independentemente de possíveis ques-tionamentos quanto à validade de tal modelo, o aspecto relevante para o presente trabalho é que o autor não envereda pelo terreno da tomada da decisão por investi-mentos, condicionada a gastos em manutenção com ativos novos ou recuperados.
Cardoso (2002) utiliza o AHP como uma contribuição para a adoção da melhor política de manutenção entre várias opções existentes. Interessante observar que, na ausência de melhores informações quanto aos custos de materiais diretos, sobres-salentes e mão de obra, que formarão, em última essência, os custos totais para a atividade de manutenção proposta, essa pode ser uma boa opção para obtenção de consenso do grupo para adoção da melhor política.
Porém, as influências que essas políticas poderiam ter na decisão por investi-mentos de recuperação ou substituição dos ativos não são consideradas no trabalho.
53
Portanto, a despeito de vasta literatura sobre aplicação de conceitos de con-fiabilidade na manutenção e do uso já em larga escala de métodos para a tomada de decisões, poucos achados na literatura técnica disponível foram encontrados que se utilizem de ambas as ferramentas concomitantemente e que explorem uma maneira prática de interligá-las como alavanca importante de facilitação e otimização do processo de tomada de decisões no ambiente de manufatura.
Entretanto, limitação que será explorada em mais detalhes na conclusão do presente trabalho, a principal carência ainda é de não oferecer um mecanismo con-tínuo de otimização de freqüência das políticas de manutenção que forem determi-nadas em consenso pelo time de projeto tanto para os equipamentos antigos como para recuperados ou novos.
54
CAPÍTULO 3 DESCRIÇÃO DAS INSTALAÇÕES A SEREM ESTUDADAS
3.1. JUSTIFICATIvAS PARA ESCOLHA DA ÁREA
Ao longo da história de mais de um século daquela que podemos chamar de
moderna indústria automotiva, muitas mudanças ocorreram na organização da ma-nufatura. A principal, e exaustivamente discutida em diversos compêndios que tra-tam do assunto, foi a idealização da chamada “linha de montagem”.
Originalmente pensado por Henry Ford, o conceito simples de fazer com que os veículos e não os operários se movimentassem por diversos postos de trabalho enquanto várias operações de soldagem e montagem fossem sendo realizadas, sim-plesmente revolucionou a moderna indústria em todo o mundo.
A produtividade crescente conquistada pela Ford Motor Co. (seguida pela Ge-neral Motors), no início do século XX, com a aplicação desse conceito, ajudou a pavimentar um mercado sedento pela aquisição da “máquina que mudou o mundo”, permitindo um rápido crescimento de negócios em diversos mercados.
Esse movimento de caráter mundial criou as bases para a construção da mais vasta e intrincada cadeia de suprimentos de qualquer indústria do mundo moderno.
Países europeus que já participavam da vanguarda tecnológica mundial, como Alemanha, França, Itália e Inglaterra se consolidaram como importantes economias in-dustriais, lastreadas fundamentalmente por negócios vinculados a cadeia automotiva.
Como conseqüência natural dessa iniciativa, e no bojo das teorias de especia-lização fundamentadas por Taylor alguns anos antes, poder-se-ia dizer que a pedra fundamental da especialização da manufatura estava lançada.
Como conseqüência natural da especialização da massa operária das fábricas, a própria edificação passou a ser pensada para abrigar funções especialistas.
Desta maneira, as atividades de prensagem de chapas, soldagem de chapas, pintura, montagem de componentes e subconjuntos, testes finais, inspeção e despa-cho passaram a ser realizadas em prédios próprios, com características construtivas e layout específicos.
Sendo assim, a típica fábrica de automóveis americana, compartimentada nas
55
especialidades descritas, batizou cada prédio, na seqüência anteriormente apresen-tada de: Stamping/Press shop (prédio de estampagem ou prensagem), Body shop (prédio do “corpo do veículo” ou como conhecido em português: carroceria, também chamada no Brasil de Armação), Paint Shop (Pintura), Assembly Shop (Montagem) e finalmente End of line testing (testes de fim de linha) e Inspeção.
Nesse instante é Importante destacar, para contribuir para o entendimento da importância de cada uma dessas áreas no contexto dos investimentos do setor automotivo, que essa divisão que já existia há cerca de 110 anos, persiste até os dias atuais, e atualmente está inserida num ambiente em que famílias de produtos com-partilham as mesmas linhas de manufatura e exigem portanto instalações muito mais flexíveis para permitir que vários modelos de veículos de uma mesma família possam ser “montados”. Espera-se que a Toyota em 2010 tenha em seu portfolio, numa mes-ma família de veículos, ou na mesma “plataforma”, 18 diferentes modelos.
Considerados esses aspectos de divisão física da fábrica e de especialização da mão de obra, outro ponto relevante na contextualização do ambiente automotivo que se pretende estudar é a automação industrial.
Nenhum outro prédio de manufatura automotiva sofreu tanto impacto do avanço da automação de processos como a área de Carrocerias. As atividades de soldagem de chapas, feitas manualmente no passado são hoje quase que inteira-mente realizadas por robôs, salvo em condições especiais em que as quantidades de veículos a serem produzidas ainda não permitiram que o ponto de equilíbrio de investimentos fosse atingido.
Essa vantagem aparente é penalizada por investimentos significativos para equipamentos de tecnologia mais avançada e o que é mais grave, oferece dificul-dades adicionais para a necessária flexibilização que permitiria a fabricação de um número maior de veículos sob a mesma plataforma.
Para se ter uma idéia, aproximadamente 55% do investimento total em manu-fatura feito quando da mudança para uma nova plataforma de veículos é usado ape-nas para a adequação da área de Carrocerias. Nesse número estão desconsiderados todos os recursos investidos para desenvolvimento e lançamento do veículo e ainda para os itens nele embarcados, como: motores, transmissões, suspensões, pneus etc. Consideramos apenas os investimentos necessários a serem feitos na fábrica e pela montadora.
Sendo assim, no mundo da manufatura automotiva, investimentos na área de Carrocerias são analisados cuidadosamente e se possível, adiados ou reduzidos.

56
3.2. DETALHAMENTO DAS INSTALAÇÕES
Partes e peças soldadas normalmente na área de Carrocerias são: a estrutura
principal do veículo ou corpo, os quadros, as laterais, e as partes frontal e traseira.
Estudos importantes de desempenho de automóveis estão em andamento na busca de otimizações de consumo e combustíveis alternativos. Esse fato implica ini-ciativas de busca de diferentes materiais para a composição das partes mais pesadas. Desta forma ligas de alumínio ou mesmo de magnésio e o chamado high-strength formed steel ou aço de elevada resistência, que são materiais que permitem signifi-cativa redução de peso dos veículos, têm sido mais aplicados, o que exige ainda mais tecnologia e desenvolvimento das soluções de soldagem.
Na área de tecnologias de soldagem, muitas já são utilizadas há vários anos e combinam soldagem térmica, mecânica e de processos combinados, tais como: bainha, rebitagem por auto penetração, colagem, soldagem MIG/MAG, soldagem a quente por laser.
Já é possível contar, para sistemas de soldagem de baixos volumes, com ins-talações mais flexíveis, que permitem tempos de preparação (set up) pequenos e montagem de até 8 veículos diferentes.
Considerando que disponibilidade de máquina é uma das prioridades máximas em uma área de Carrocerias, pois a maioria das linhas trabalha mais de 20 horas por dia com quase nenhuma reserva, cada minuto de perda de produção tem conseqüên-cias financeiras importantes. Desta forma, as demandas por tecnologias de controle são igualmente altas, exigindo suprimento de energia de alta confiabilidade, entrega e disponibilização de matéria prima, componentes e sistemas just in sequence (ex-pressão conhecida do inglês, que significa a entrega de componentes para a produção e montagem exatamente no momento em que são demandados, ou seja, sem que haja a formação de estoques intermediários) e alta confiabilidade de componentes e sistemas de automação.
Para operarem a plena capacidade, instalações de carroceria precisam de componentes de alta disponibilidade, reposição rápida e sistemas de diagnose e con-trole de operações simples e eficazes.
Nesse momento pode-se inferir que foram criadas as pré condições necessá-rias para que a escolha de uma unidade de soldagem estanque pudesse ser isolada e estudada à luz dos objetivos que se pretende com o trabalho e particularmente, fossem priorizados os sistemas de controle e automação de operações.
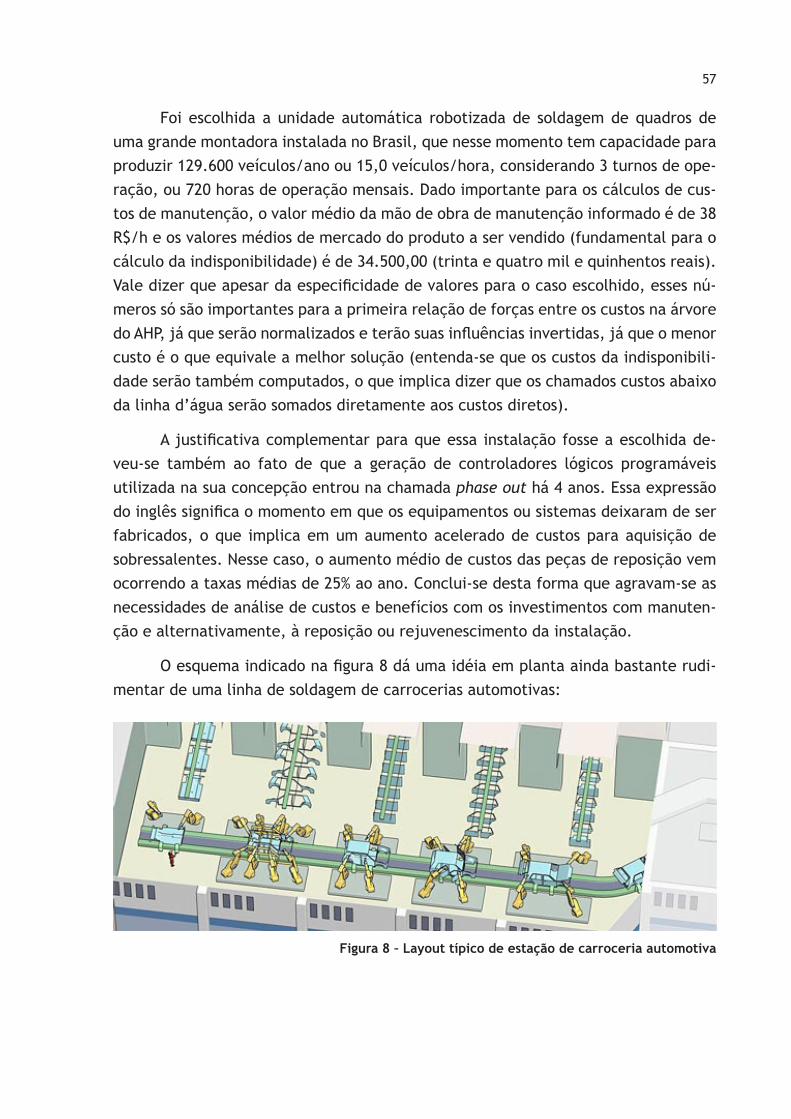
57
Foi escolhida a unidade automática robotizada de soldagem de quadros de uma grande montadora instalada no Brasil, que nesse momento tem capacidade para produzir 129.600 veículos/ano ou 15,0 veículos/hora, considerando 3 turnos de ope-ração, ou 720 horas de operação mensais. Dado importante para os cálculos de cus-tos de manutenção, o valor médio da mão de obra de manutenção informado é de 38 R$/h e os valores médios de mercado do produto a ser vendido (fundamental para o cálculo da indisponibilidade) é de 34.500,00 (trinta e quatro mil e quinhentos reais). Vale dizer que apesar da especificidade de valores para o caso escolhido, esses nú-meros só são importantes para a primeira relação de forças entre os custos na árvore do AHP, já que serão normalizados e terão suas influências invertidas, já que o menor custo é o que equivale a melhor solução (entenda-se que os custos da indisponibili-dade serão também computados, o que implica dizer que os chamados custos abaixo da linha d’água serão somados diretamente aos custos diretos).
A justificativa complementar para que essa instalação fosse a escolhida de-veu-se também ao fato de que a geração de controladores lógicos programáveis utilizada na sua concepção entrou na chamada phase out há 4 anos. Essa expressão do inglês significa o momento em que os equipamentos ou sistemas deixaram de ser fabricados, o que implica em um aumento acelerado de custos para aquisição de sobressalentes. Nesse caso, o aumento médio de custos das peças de reposição vem ocorrendo a taxas médias de 25% ao ano. Conclui-se desta forma que agravam-se as necessidades de análise de custos e benefícios com os investimentos com manuten-ção e alternativamente, à reposição ou rejuvenescimento da instalação.
O esquema indicado na figura 8 dá uma idéia em planta ainda bastante rudi-mentar de uma linha de soldagem de carrocerias automotivas:
Figura 8 – Layout típico de estação de carroceria automotiva

58
A célula robotizada em detalhe, mostrada pela figura 9, refere-se à soldagem dos quadros, sobre os quais serão montadas todas as estruturas de fechamentos la-terais do veículo :
Figura 9 – Layout típico de estação de carroceria (detalhe)
Para que se consiga a movimentação longitudinal e transversal de veículos e robôs, além de movimentos de rotação e translação para localização precisa das unidades de soldagem, são necessários sistemas de acionamentos (motores e inverso-res), automação (controladores lógicos programáveis) e dispositivos de apoio a esses movimentos e à programação, mostrados pela figura 10:
Figura 10 – Fluxograma da instalação isolada

59
Uma breve descrição das partes relevantes do sistema é feita na seqüência.
CLP (Controlador Lógico Programável): unidade que detém as rotinas da ope-•
ração de soldagem, além de receber e processar as informações dos progra-mas de manufatura, que vêm de uma unidade central de processamento.
REDE PROFIBUS: padrão de rede física de troca de dados entre dispositivos de •
entrada e saída de periferia distribuída, como sensores ou atuadores. Compo-nentes ativos, passivos e controladores lógicos programáveis (CLPs), além de computadores pessoais (CPs) podem ser interligados e comunicar-se entre si na mesma rede. A rede PROFIBUS atende norma IEC 61158/EN 50170, o que permite expansões de dispositivos em conformidade com esse padrão. Tempos de reação possíveis da rede padrão PROFIBUS são de velocidades até 12 MBd.
Essa distinção de velocidade de transmissão de dados é aspecto importante na concepção de soluções de automação de processos. O tráfego de informações da rede padrão ETHERNET, que se encontra em hierarquia superior na figura, já ocorre normalmente a velocidades consideravelmente maiores, compatíveis com os requisitos das chamadas redes de chão de fábrica, o que já permite o uso desse padrão para aplicações tanto ao nível de componentes de campo, como sensores e atuadores, como ao nível gerencial.
Essa versatilidade não só reduz grandemente os custos das instalações físicas, como permite ampliações e adequações mais simples.
O ambiente multifacetado da Intranet, da Extranet e da Internet dos escritó-rios passa a estar disponível ao nível da automação de processos de chão de fábrica. De desempenho de comunicação praticamente ilimitado, consideran-do as técnicas de escalabilidade disponíveis, esse padrão é realidade inclusive para a comunicação em rede aberta WAN (Wide Area Network) ou fechada LAN (Local Area Network), inclusive sem fio.
ACOPLADOR: dispositivo que viabiliza a interconexão entre duas redes, nesse •
caso, padrões PROFIBUS. A troca de dados entre ambas as redes se processa através de cópia interna no transdutor.
REPETIDOR: diagnostica ocorrência em tempo real de falhas de segmentos e •
dispositivos de rede, além de conectá-los pela tecnologia RS 485. Quando um erro ocorre, ele envia uma mensagem diagnóstica para o acoplador máster com informação detalhada da ocorrência e sua localização. O repetidor é um escravo padrão, ou seja, não tem função ativa na rede.
ROTEADOR DE PRESENÇA A • LASER: através da emissão contínua de raios infra-

60
vermelhos, tem a função de realizar varredura de segurança em áreas de risco, detectando a presença humana ou a manipulação indevida do equipamento.
INTERFACE HOMEM MÁQUINA – dispositivo que permite a interação humana com •
os equipamentos interligados em rede. Não só a visualização, mas também o acesso à modificações dos programas e rotinas de manufatura é também uma de suas funções. Além disso, é fonte para o estoque e disponibilização de in-formações de desempenho dos equipamentos, permitindo a emissão de relató-rios gerenciais. Quando ativas com os programas de execução de manufatura (em inglês Manufacturing Execution Systems, MES), que interligados com os chamados ERPs (Enterprise Resource Program), recebem e enviam informa-ções administrativo/gerenciais para todo o restante da organização.
ACIONAMENTOS: assim chamados genericamente, transformam corrente elé-•
trica em movimento rotativo, que alternativamente pode ser transformado em movimento de translação para a condução automática dos veículos pela linha de soldagem, através de transportadores. A complexa e delicada movi-mentação dos robôs durante o processo automático de soldagem é feita por motores e servo mecanismos de diversas potências. Inversores de freqüência associados possibilitam alternar velocidades convenientemente.
61
CAPÍTULO 4 APRESENTAÇÃO DOS RESULTADOS
4.1. RESUMO DE ENTREvISTAS E INTERAÇÕES DE CAMPO
Como previsto, foram feitos vários contatos com o time de projeto da monta-
dora responsável pela iniciativa de análise e definição das melhorias necessárias para a área de soldagem escolhida como piloto para a aplicação proposta.
Para a definição das atividades de manutenção necessárias de acordo com as planilhas apresentadas e seguindo a metodologia proposta por Moubray (1991) foi formado um time de projeto como previsto anteriormente que incluiu 4 profissionais de manutenção (1 supervisor, 1 coordenador de manutenção eletroeletrônica, 1 téc-nico eletrônico e 1 técnico mecânico) e 2 líderes de produção da célula de soldagem, além do autor, que serviu como facilitador no processo.
Os únicos de formação universitária foram o supervisor de manutenção (En-genharia Elétrica) e o autor. Os demais são de nível técnico (mecânico/elétrico) de segundo grau.
Apesar das planilhas FMEAs usadas pela montadora serem similares às utiliza-das em nosso estudo, foi necessário um nivelamento de informações e entendimento dos conceitos de função, falha funcional e causas de falhas. Conceitos de falhas apa-rentes, falhas ocultas foram também discutidos e consensados.
Para que fosse atingido o objetivo de transformar-se a análise do ramo de custos da árvore de decisão do AHP em um valor normalizado, que pudesse ser com-parado aritmeticamente com os custos da indisponibilidade da produção e, a partir daí, fossem feitas as comparações paritárias qualitativas com os demais ramos da árvore, foram levantados também todos os custos associados com a manufatura ou com a parada dela, ou seja, mão de obra e materiais necessários para as atividades de manutenção propostas, custos da parada de produção por indisponibilidade da célula, custos de capital para as opções de investimentos e custos operacionais de produção.
Importantes neste momento algumas observações quanto à árvore de decisão do AHP.
Para que o efeito da decisão ancorada pela árvore tivesse seu resultado otimi-
62
zado por um adequado entendimento de todos os envolvidos nas definições sugestivas apresentadas para cada subcritério, foram adotados os seguintes procedimentos:
Discussão e consenso do significado de subcritério•
• Liberdade para inclusão/exclusão de critérios/subcritérios na árvore
A partir dessa discussão, foram identificados subcritérios que, no en ten dimento do grupo, melhor refletiriam a realidade da manufatura, já que todos os membros do time são do universo de chão de fábrica. Além disso, apesar de poder-se realizar a consolidação do resultado em apenas uma árvore como descrito anteriormente, to-dos entenderam, diferentemente do que o autor previa, que seria mais simples a dis-cussão e justificativa com os níveis mais altos da hierarquia se os resultados fossem apresentados separadamente em custos e benefícios. As justificativas apresentadas se concentraram basicamente nos seguintes argumentos:
• O forte viés financeiro dos executivos de direção das montadoras. Apesar de argumentar-se que os valores de custos, quando normalizados, teriam sua in-fluência equiparável com todos os demais subcritérios, o contra argumento foi de que o profissional de manutenção poderia ter sua argumentação fortaleci-da ao isolar o aspecto de custos dos demais critérios e subcritérios, já que essa é a palavra de ordem no ambiente de manufatura automotiva atualmente.
• A adição do efeito de custos aos benefícios poderia trazer alguma confusão ou dificuldade de entendimento para os executivos de decisão, já que para esses a melhor solução é sempre a que traz o menor custo, porém raramente é considerada com os benefícios totais (qualitativos ou não) que traz em seu bojo.
Para a obtenção dos dados que serão apresentados na seqüência foram reali-zadas várias reuniões presenciais no ambiente da montadora.
A interação necessária para o entendimento dos conceitos de confiabilidade ne-cessários para o preenchimento das planilhas FMEA foi realizada em cinco sessões de cerca de 6 horas cada uma ao longo de três meses (de fevereiro a abril de 2008).
4.2 RESULTADOS
A partir das sugestões do grupo, são mostradas pelas figuras seguintes as duas árvores distintas de benefícios e custos do AHP. A figura 11 mostra a árvore revisada de benefícios e a figura 12 mostra a árvore revisada de custos.
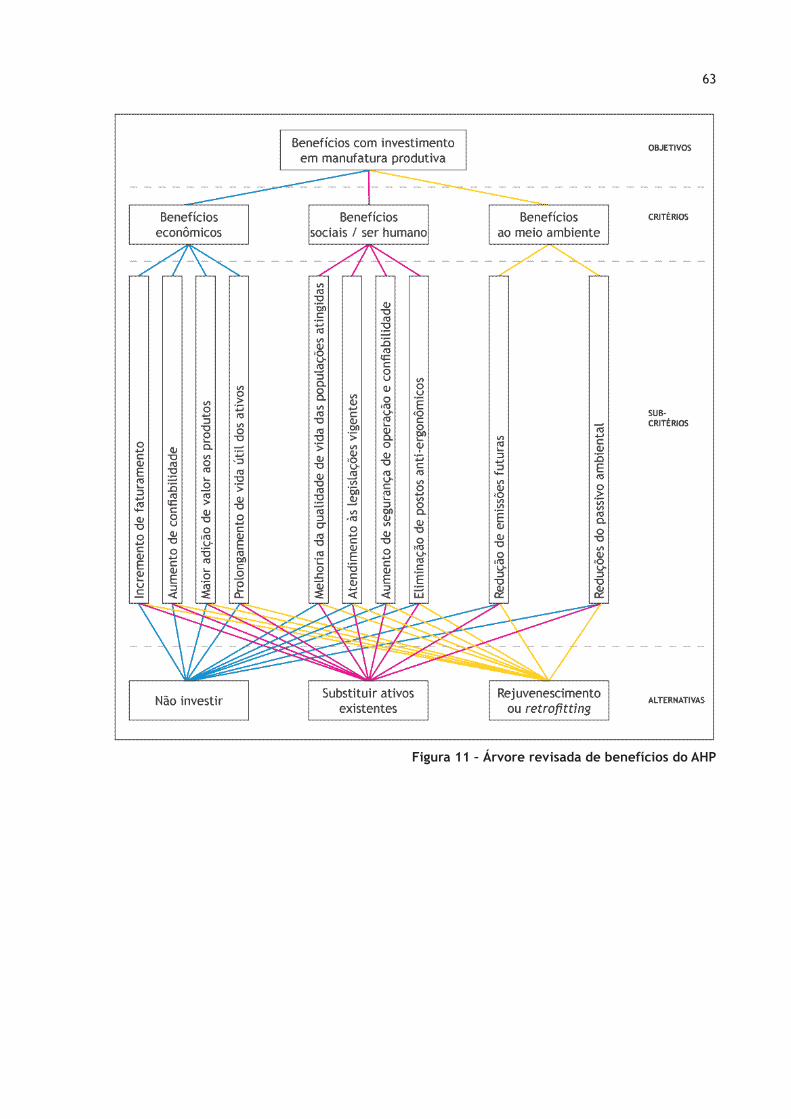
63
Figura 11 – Árvore revisada de benefícios do AHP
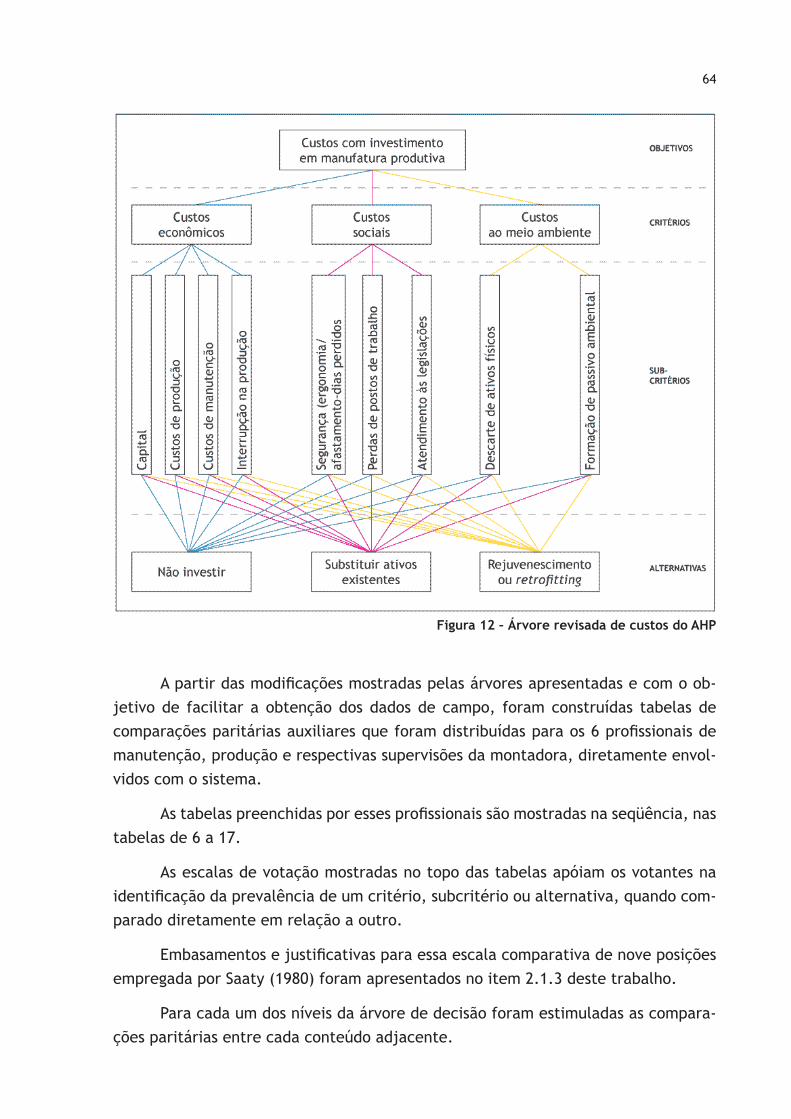
64
A partir das modificações mostradas pelas árvores apresentadas e com o ob-jetivo de facilitar a obtenção dos dados de campo, foram construídas tabelas de comparações paritárias auxiliares que foram distribuídas para os 6 profissionais de manutenção, produção e respectivas supervisões da montadora, diretamente envol-vidos com o sistema.
As tabelas preenchidas por esses profissionais são mostradas na seqüência, nas tabelas de 6 a 17.
As escalas de votação mostradas no topo das tabelas apóiam os votantes na identificação da prevalência de um critério, subcritério ou alternativa, quando com-parado diretamente em relação a outro.
Embasamentos e justificativas para essa escala comparativa de nove posições empregada por Saaty (1980) foram apresentados no item 2.1.3 deste trabalho.
Para cada um dos níveis da árvore de decisão foram estimuladas as compara-ções paritárias entre cada conteúdo adjacente.
Figura 12 – Árvore revisada de custos do AHP
65
Para o adequado entendimento do que significa cada um dos “x” mostrados pelas tabelas é importante uma breve descrição e um exemplo dos princípios de aplicação do método AHP.
Dados os elementos de um nível, por exemplo, o terceiro, de uma hierarquia e um elemento do nível imediatamente superior, compara-se cada um dos elementos do nível inferior aos pares por sua força e influência com um dos elementos do nível imediatamente superior.
Na seqüência, inserem-se os números resultados de cada comparação, de acordo com a escala de um a nove, em uma matriz.
Pode-se então encontrar o “vetor característico” (da expressão mista do ale-mão e inglês eigenvector) com o maior “valor característico” (eigenvalue). O vetor característico provê a ordem de prioridade e o valor característico é uma medida da consistência do julgamento realizado.
Saaty (1980) descreve um exemplo que deixa mais clara essa sistemática.
Suponha-se que se deseja comparar quanto cada uma de quatro cadeiras é mais brilhante do que a outra para um indivíduo sentado a relativa distância de cada uma delas. Sejam elas cadeiras A, B, C e D.
Exemplificadamente: quão mais brilhante é a cadeira B em relação a C?
O indivíduo dará então um dos números de comparação numa escala de 1 a 9 e esse julgamento será inserido na matriz na posição (B,C). Por convenção, prosse-gue Saaty (1980), a comparação de forças é sempre de uma atividade aparecendo na coluna à esquerda com uma atividade aparecendo na linha do topo. Têm-se então a chamada matriz de comparações paritárias com quatro linhas e quatro colunas (uma matriz 4x4).
Brilho A B C DABCD
A convenção em relação aos números, também já mostrada pelo item 2.1.3 e agora exemplificada, é a seguinte. Dados os elementos A e B, se:
A e B são igualmente importantes, insere-se 1;
A é fracamente mais importante que B, insere-se 3;
A é fortemente mais importante que B, insere-se 5;
66
A é reconhecidamente ou muito fortemente mais importante que B, insere- se 7;
A é absolutamente mais importante que B, insere-se 9 na posição (A,B) onde a linha de A encontra a coluna de B.
Um elemento é sempre igualmente importante quando comparado com ele mesmo, assim quando a linha de A e a coluna de A se encontram na posição (A,A) insere-se 1. Assim, a diagonal principal dessa matriz deve consistir somente de alga-rismos “1”. Insere-se apropriadamente os recíprocos 1, 1/3, ..., 1/9 onde a coluna de A encontra a linha de B, isto é, posição (B,A) para a comparação reversa de B com A. Os números 2, 4, 6 e 8 a seus recíprocos são usados para facilitar o julgamento de critérios ligeiramente diferentes.
O próximo passo consiste na computação do chamado vetor de prioridades da matriz formada, que é a base fundamental matemática do método de Saaty (1980). Em termos matemáticos o vetor próprio principal é computado, e quando normaliza-do se torna o vetor de prioridades.
O uso de uma planilha Excel permite a divisão dos elementos de cada coluna pela soma de todos os elementos daquela coluna (ou seja, normaliza-se a coluna) e então adicionam-se os elementos de cada linha resultante e divide-se essa soma pelo número de elementos naquela linha. Esse processo busca a média sobre as colunas normalizadas e oferece uma das maneiras de obtenção do vetor de prioridades.
Quando se multiplica a matriz de comparações por esse vetor obtém-se um novo vetor. Quando se divide o primeiro componente desse vetor pelo primeiro com-ponente do vetor solução estimada, o segundo componente do novo vetor pelo se-gundo componente do vetor solução estimada e assim sucessivamente, obtém-se um outro vetor.
Ao adotar-se a soma dos componentes desse vetor e dividir-se pelo número de componentes têm-se a aproximação matemática para um número chamado por Saaty (1980) de máximo valor próprio (Cmáx) que é a base para a medição de consistência dos resultados.
Quanto mais perto esse número for de “n” (onde “n” é o número de ordem da matriz) mais consistente é o resultado.
Depois de uma discussão teórica muito detalhada, Saaty (1980) conclui que a consistência da análise pode ser representada por: (Cmáx – n)/(n-1), que ele chama de Índice de Consistência (C.I. da sigla em inglês Consistency Index).

67
Os cálculos desses índices foram feitos também para nossas análises e são mostrados na seqüência desse trabalho. Um índice de consistência de 0,10, ou menor que 10%, é considerado satisfatório por Saaty (1980).
Para obter-se finalmente o ranqueamento das alternativas, multiplica-se cada uma das matrizes encontradas pela transposta do vetor linha dos pesos das caracte-rísticas.
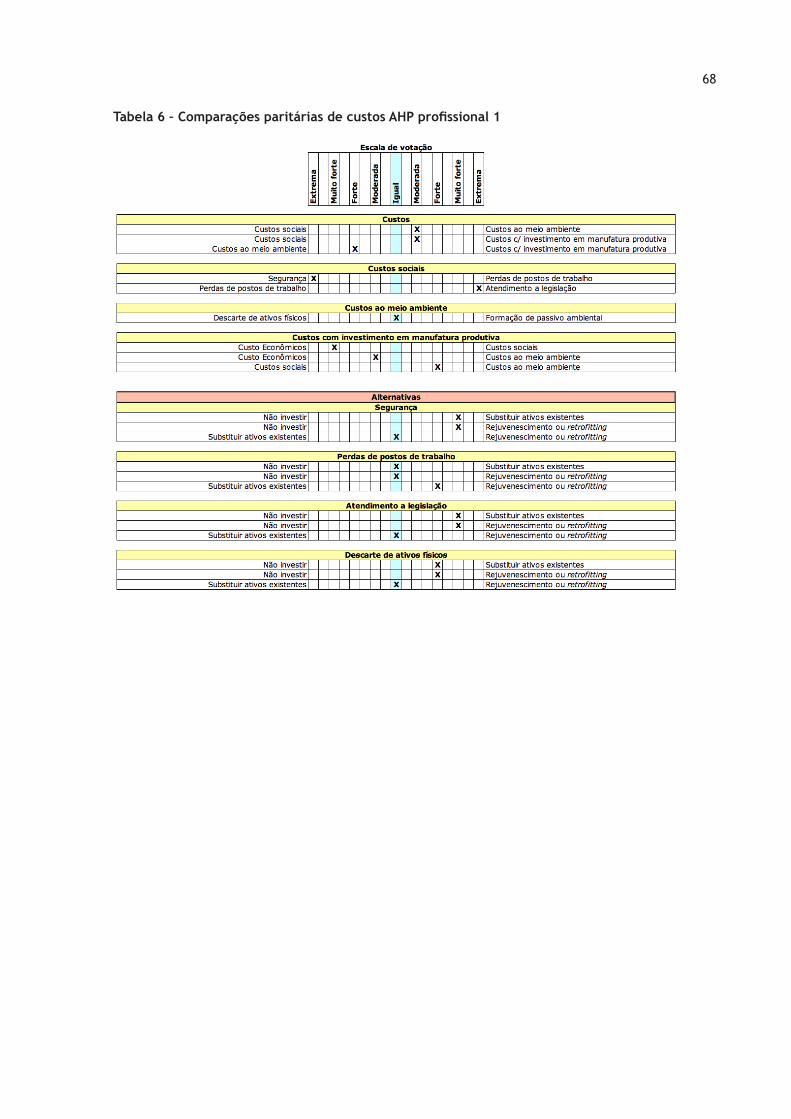
68
Tabela 6 – Comparações paritárias de custos AHP profissional 1
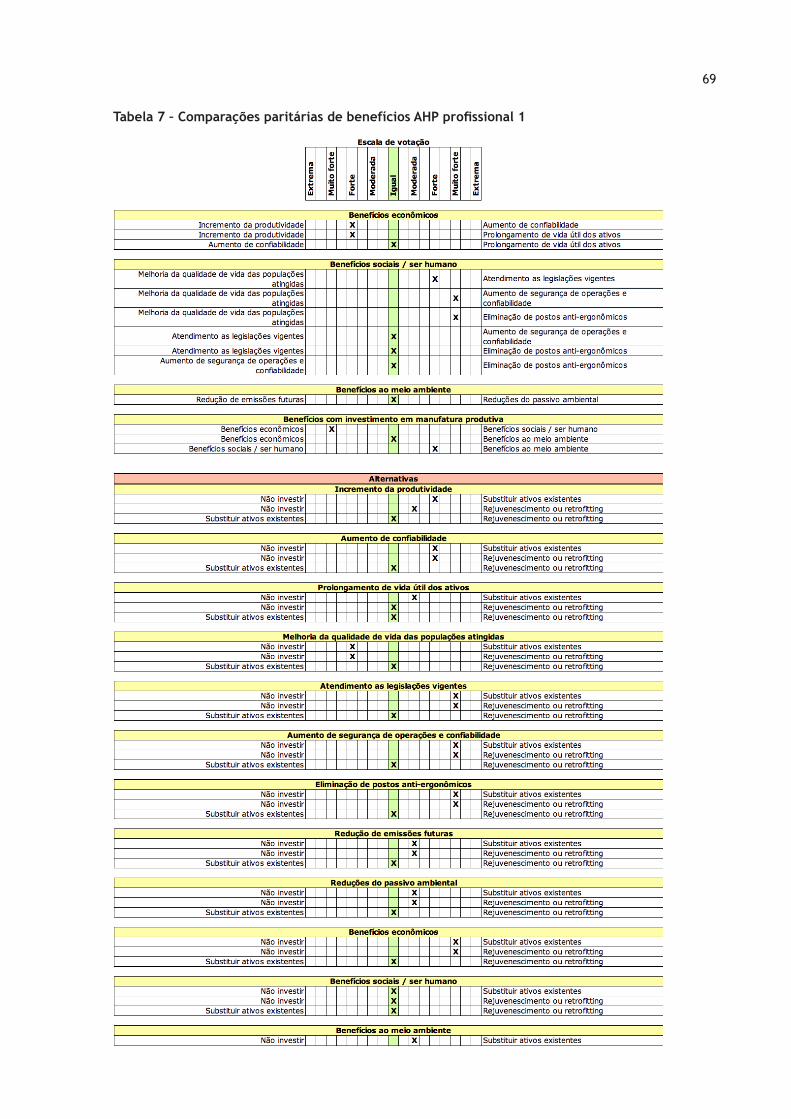
69
Tabela 7 – Comparações paritárias de benefícios AHP profissional 1

70
Tabela 8 – Comparações paritárias de custos AHP profissional 2
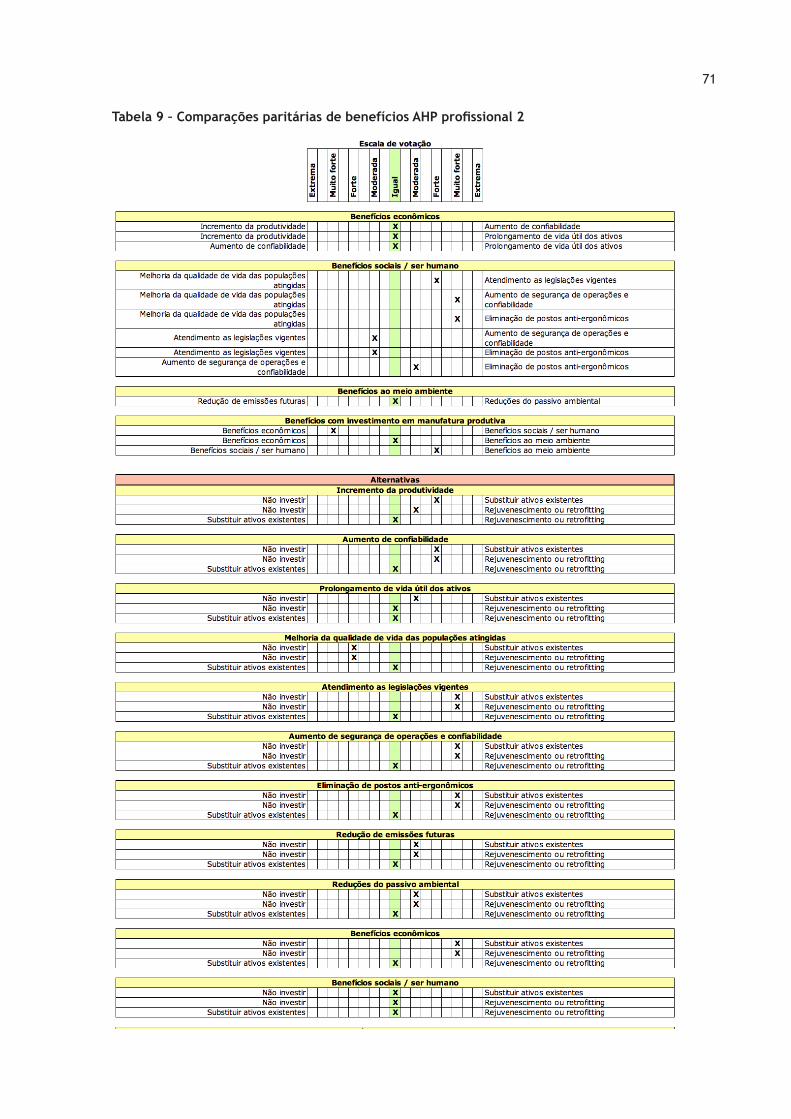
71
Tabela 9 – Comparações paritárias de benefícios AHP profissional 2
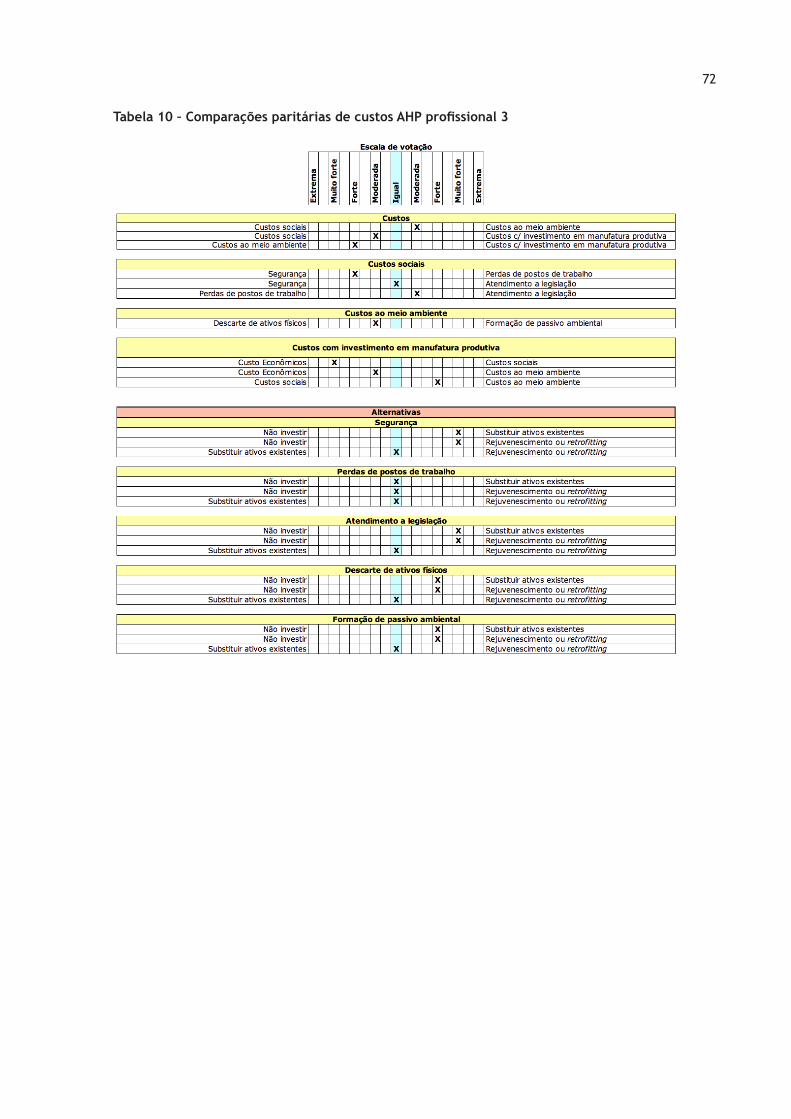
72
Tabela 10 – Comparações paritárias de custos AHP profissional 3
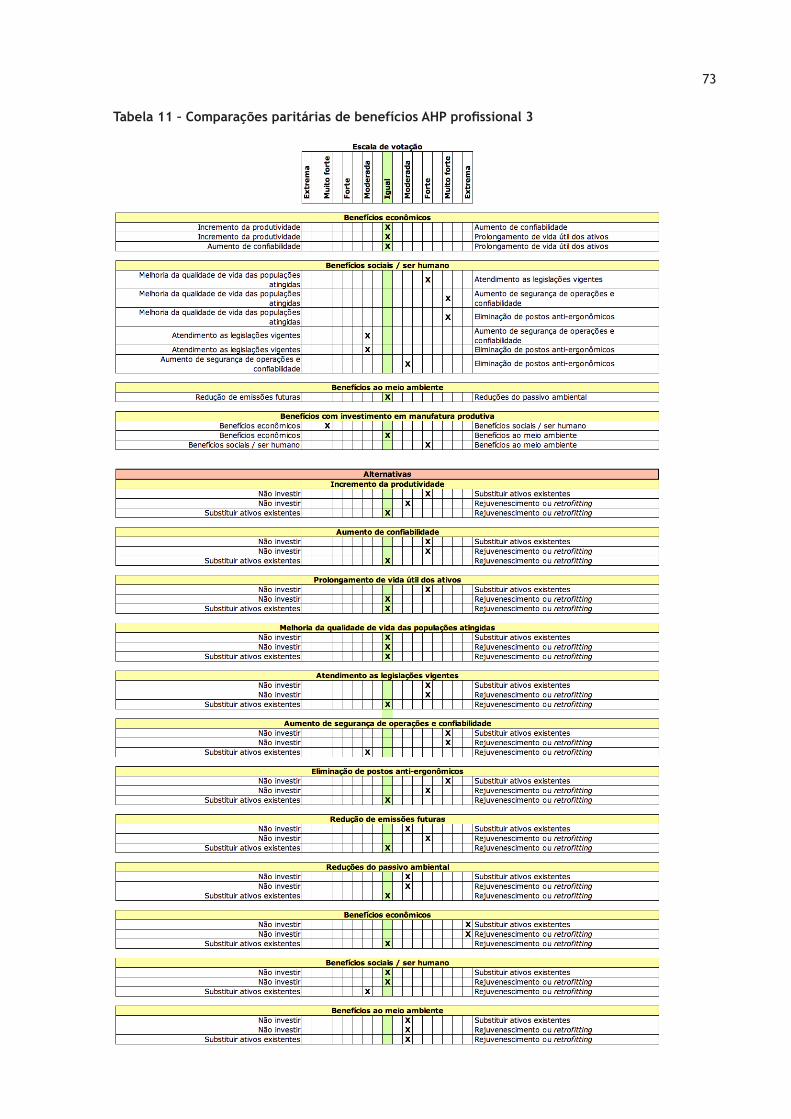
73
Tabela 11 – Comparações paritárias de benefícios AHP profissional 3
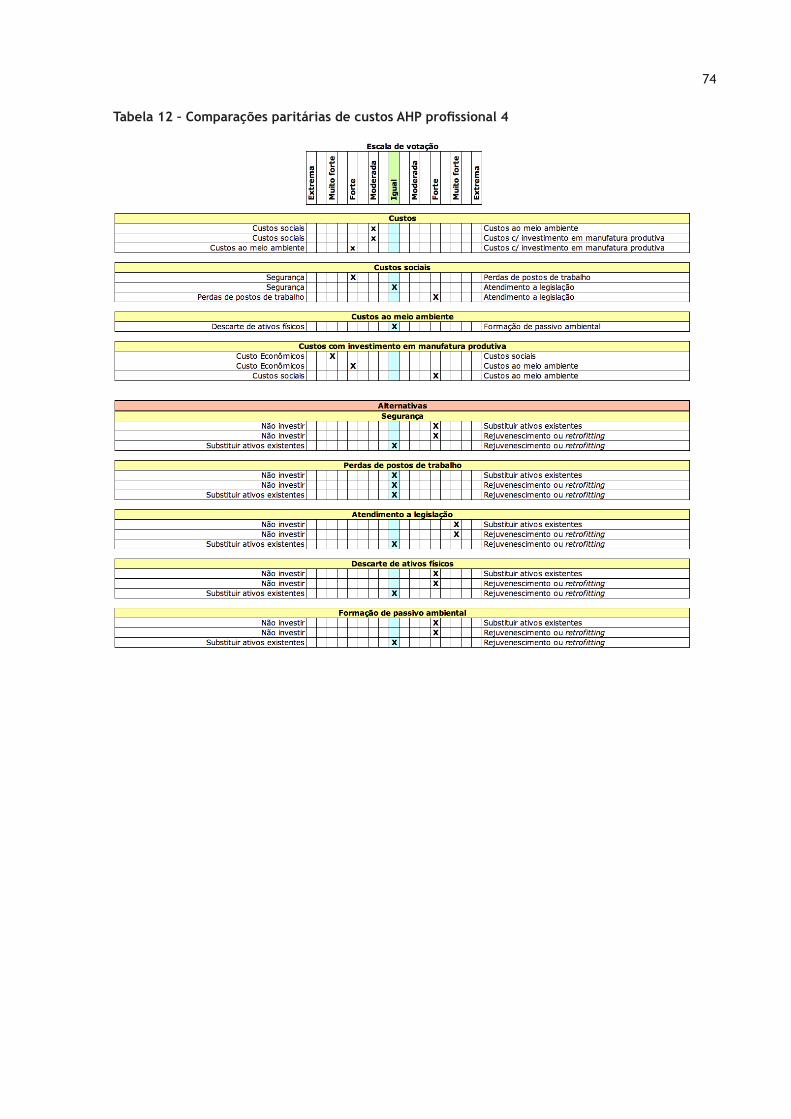
74
Tabela 12 – Comparações paritárias de custos AHP profissional 4

75
Tabela 13 – Comparações paritárias de benefícios AHP profissional 4
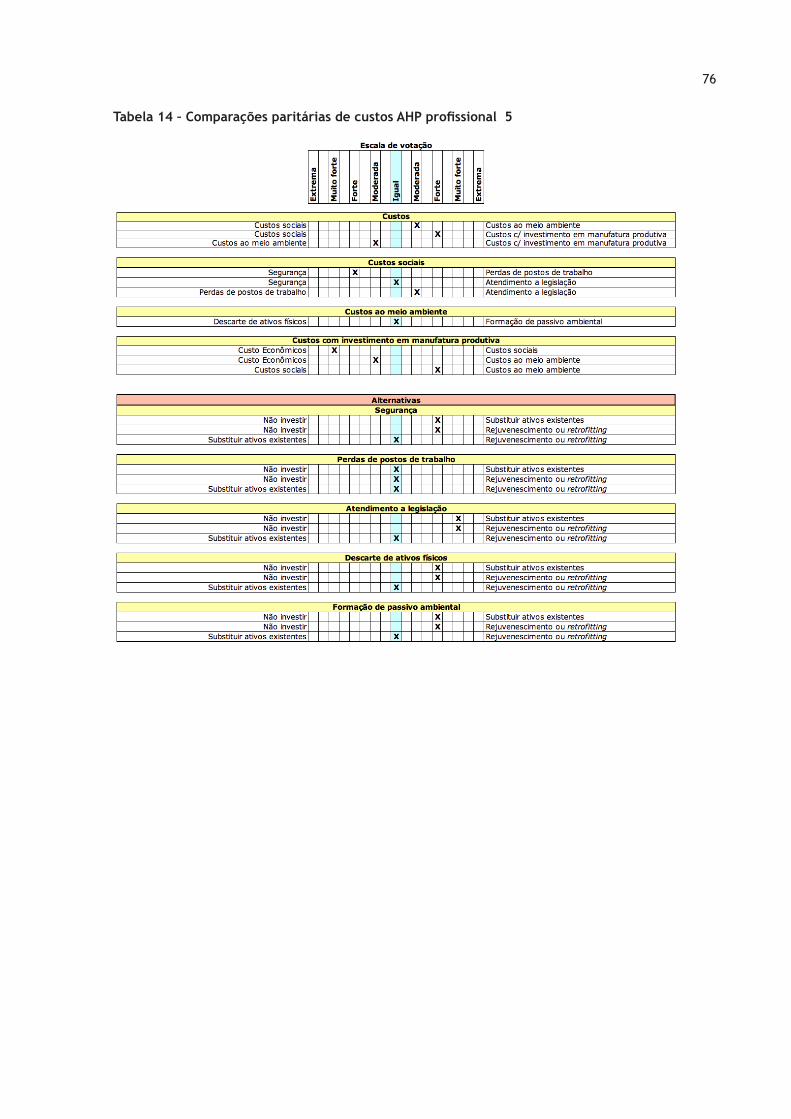
76
Tabela 14 – Comparações paritárias de custos AHP profissional 5

77
Tabela 15 – Comparações paritárias de benefícios AHP profissional 5

78
Tabela 16 – Comparações paritárias de custos AHP profissional 6
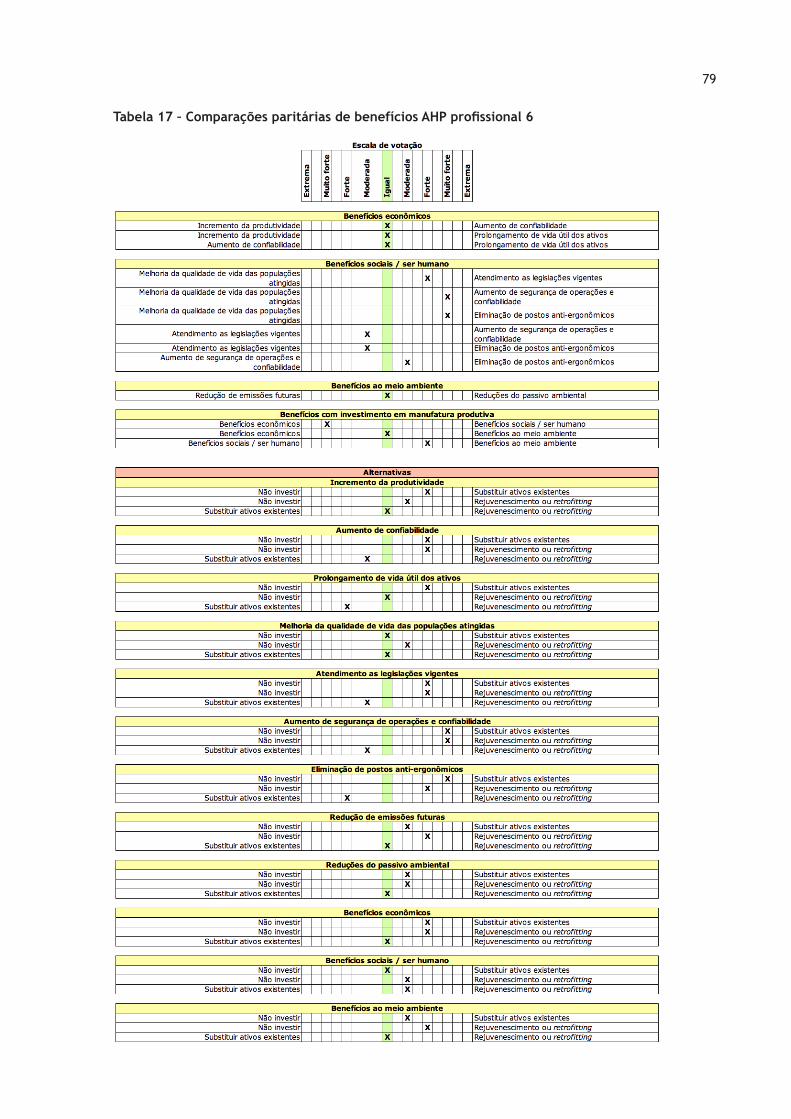
79
Tabela 17 – Comparações paritárias de benefícios AHP profissional 6

80
Os resultados do trabalho de campo da análise de confiabilidade, conseguidos a partir do diagrama de decisão da figura 7, e do preenchimento conjunto das tabelas de decisão (tabela 4) e informação (tabela 5) são mostrados na seqüência para cada componente, nas tabelas de 18 a 33.
Cada tabela de informação montada na seqüência foi resultado da interação do grupo de trabalho formado.
Na coluna da esquerda das tabelas de informação (tabelas 18, 20, 22, 24, 26, 28, 30 e 32) foram lançadas as funções para cada componente isolado do sistema estudado. Discussões preliminares de entendimento do que é função enriqueceram o conhecimento, inclusive daqueles que há muito tempo interagiam com os equipa-mentos. Esse entendimento permitiu inclusive que atividades de manutenção pu-dessem ser programadas de acordo com as reais funções dos componentes. Funções primárias (que exprimem a razão da existência de um ativo) e funções secundárias (de contenção, de suporte, de aparência, de higiene) puderam ser mais claramente entendidas.
Falhas funcionais (perda da função) e modos de falhas (causas das falhas) fo-ram identificados em conjunto pelo grupo.
Nesse ponto é interessante relatar a ocorrência de uma dificuldade inesperada.
Para o cálculo das perdas financeiras com as falhas, as informações de tem-pos de interrupção de funcionamento e suas respectivas perdas, ou na linguagem da manutenção MTTR (Mean Time to Repair) ou Tempo Médio para Reparo, eram imprescindíveis.
Apesar de apoiados por um programa computadorizado corporativo de gestão que oferece todas as condições necessárias para esse cálculo, eram precários os da-dos disponíveis de tempos de interrupção de funcionamento. Dessa forma, todas as informações que relatam esses tempos, dadas pelas colunas da direita das tabelas de informações seguintes (18, 20, 22, 24, 26, 28, 30 e 32), foram obtidas vasculhando-se Ordens de Serviços em papel e estimando-se os tempos de retomada de funciona-mento do equipamento pelos registros dos supervisores de turma e/ou dos técnicos envolvidos com a ação. Foram também necessárias várias consultas aos almoxarifa-dos de sobressalentes de manutenção para uma estimativa de cálculo das peças que seriam necessárias para que o restabelecimento do funcionamento do equipamento pudesse de fato ocorrer nos tempos programados.
As tabelas de decisão mostradas na seqüência do trabalho (tabelas 19, 21, 23, 25, 27, 29, 31 e 33) foram resultados da aplicação do diagrama de decisão (figura 7).
81
Por tratar-se da primeira aplicação prática desse método sobre o conjunto do equipamento, destacam-se as seguintes e principais dificuldades:
1. Os intervalos entre intervenções foram considerados idênticos para as três alternativas de custos possíveis (instalação antiga, recuperada e nova), pois não havia histórico que permitisse variações para cada caso.
A repetibilidade da aplicação do método de análise FMEA (Failure Mode and Effects Analysis) permitirá questionar e otimizar esses tempos, à luz dos re-sultados das técnicas de manutenções preditivas propostas e comparando-se a eficácia dessas aplicações nos equipamentos antigos e novos, na medida em que a formação de histórico assim o permitir.
2. Os tempos dos intervalos entre intervenções preventivas existentes nunca fo-ram questionados pelo grupo de manutenção da montadora.
Da mesma forma, espera-se que a aplicação repetida do método permita oti-mizar esses tempos, ao mesmo tempo em que a adequada utilização dos resul-tados das técnicas preditivas propostas permitirá conhecer melhor os padrões de falhas dos conjuntos, otimizando-se intervalos e diminuindo-se custos.
Finalmente, poder-se-á então distinguir-se melhor os custos entre as soluções propostas.
Essa distinção, pelos motivos expostos, foi prejudicada para esse primeiro estudo de caso.
Mesmo assim, e independentemente das dificuldades e limitações apresenta-das, os custos foram calculados e são a principal contribuição do grupo de manuten-ção para o resultado da comparação financeira entre alternativas.

82
Ta
bela
18:
Tab
ela
de In
form
ação
Cél
ula
de s
olda
gem
de
carr
ocer
ia/C
LPs
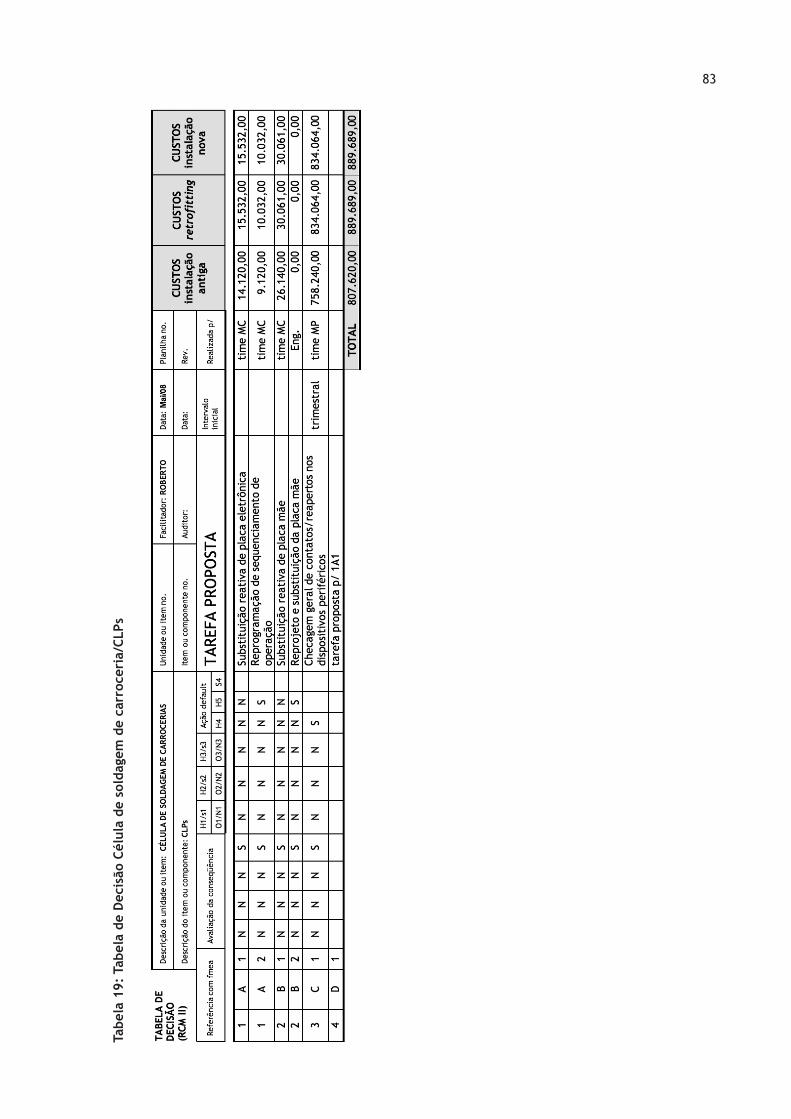
83
Tabe
la 1
9: T
abel
a de
Dec
isão
Cél
ula
de s
olda
gem
de
carr
ocer
ia/C
LPs

84
Tabe
la 2
0: T
abel
a de
Info
rmaç
ão S
iste
ma
de S
egur
ança
de
Ope
raçã
o
Tabe
la 2
1: T
abel
a de
Dec
isão
Sis
tem
a de
Seg
uran
ça d
e O
pera
ção
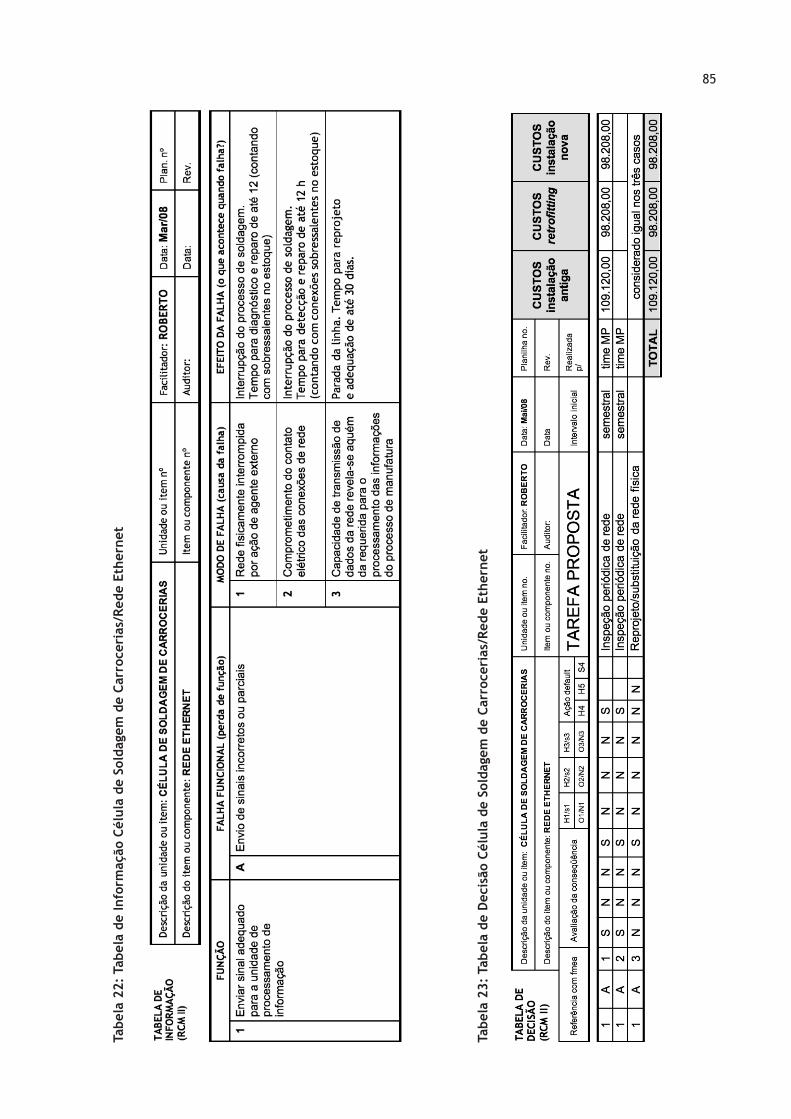
85
Tabe
la 2
2: T
abel
a de
Info
rmaç
ão C
élul
a de
Sol
dage
m d
e Ca
rroc
eria
s/Re
de E
ther
net
Tabe
la 2
3: T
abel
a de
Dec
isão
Cél
ula
de S
olda
gem
de
Carr
ocer
ias/
Rede
Eth
erne
t
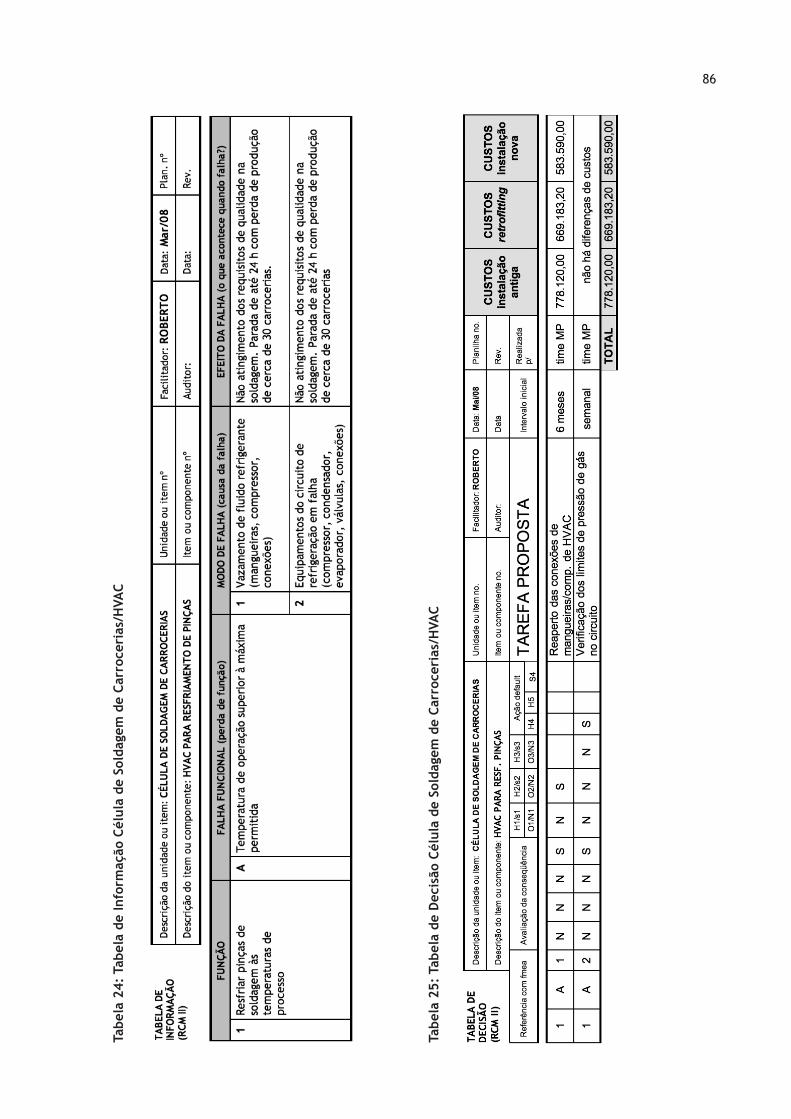
86
Tabe
la 2
4: T
abel
a de
Info
rmaç
ão C
élul
a de
Sol
dage
m d
e Ca
rroc
eria
s/H
VAC
Tabe
la 2
5: T
abel
a de
Dec
isão
Cél
ula
de S
olda
gem
de
Carr
ocer
ias/
HVA
C
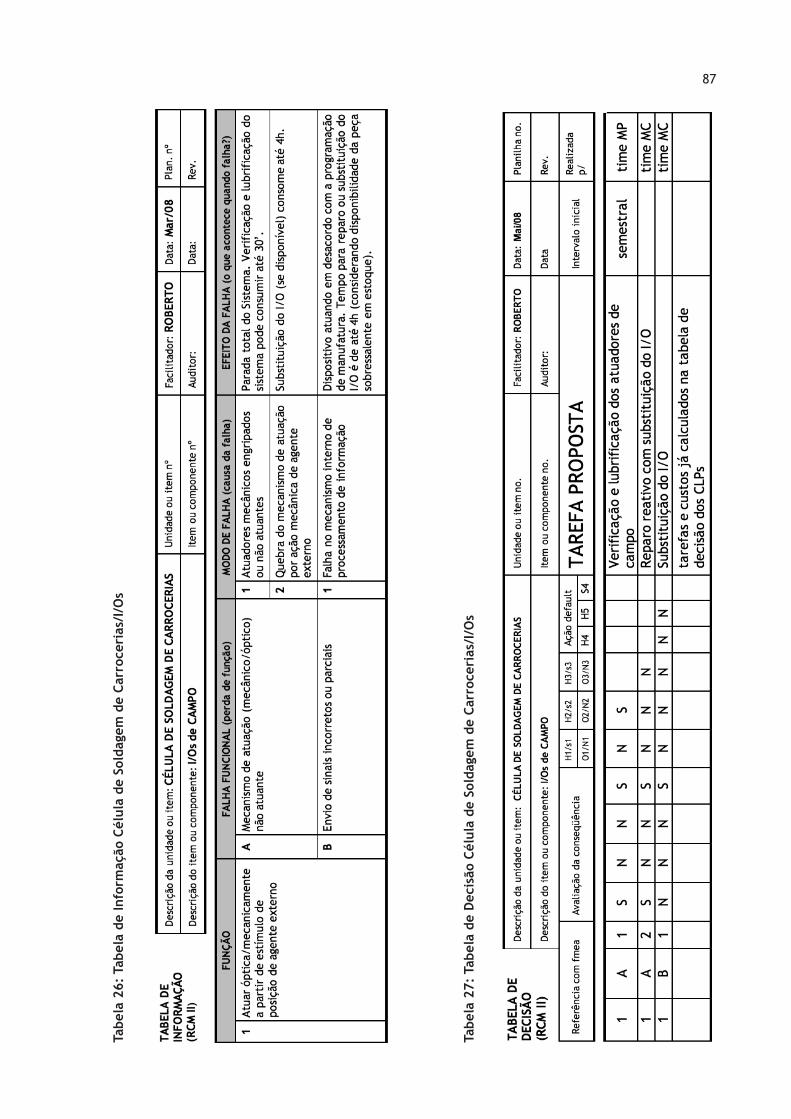
87
Tabe
la 2
6: T
abel
a de
Info
rmaç
ão C
élul
a de
Sol
dage
m d
e Ca
rroc
eria
s/I/
Os
Tabe
la 2
7: T
abel
a de
Dec
isão
Cél
ula
de S
olda
gem
de
Carr
ocer
ias/
I/O
s
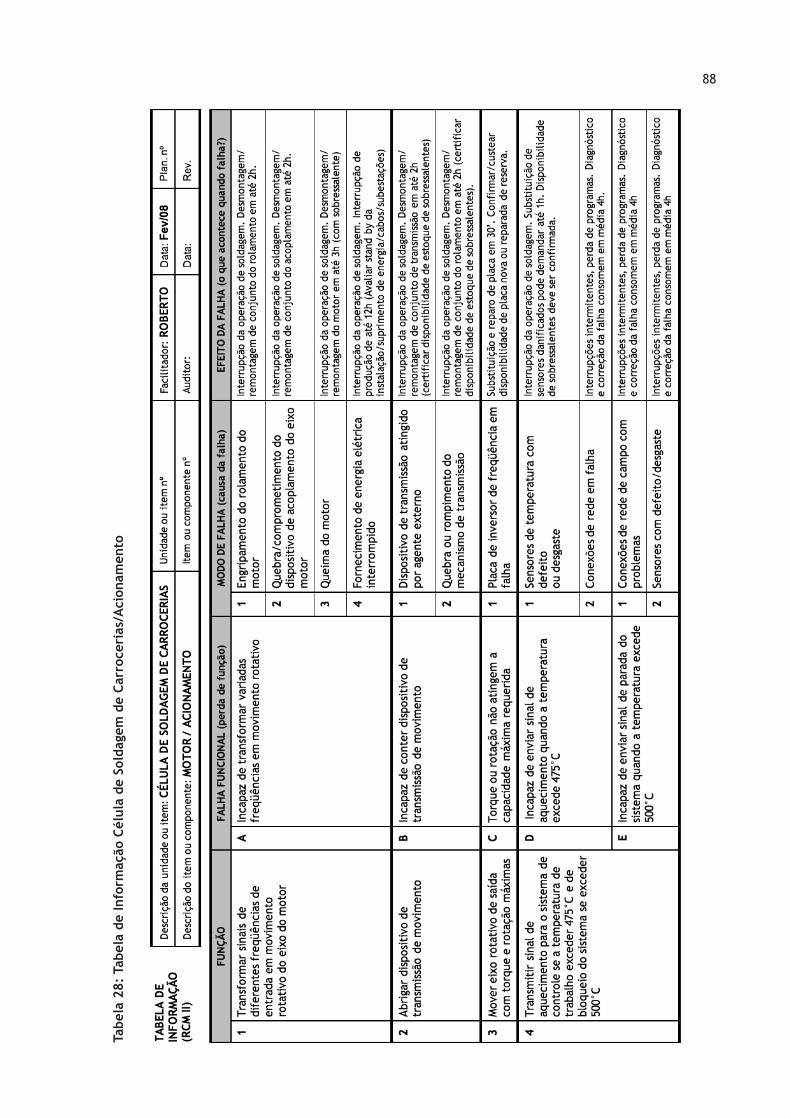
88
Tabe
la 2
8: T
abel
a de
Info
rmaç
ão C
élul
a de
Sol
dage
m d
e Ca
rroc
eria
s/A
cion
amen
to
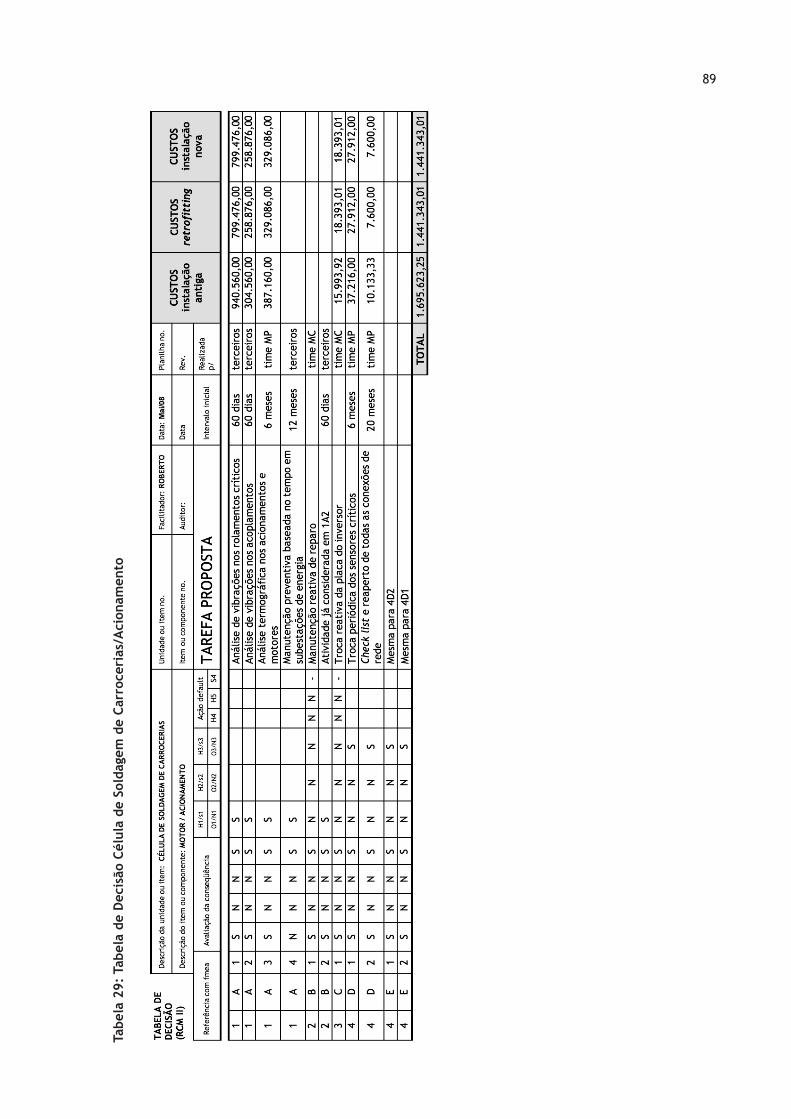
89
Tabe
la 2
9: T
abel
a de
Dec
isão
Cél
ula
de S
olda
gem
de
Carr
ocer
ias/
Aci
onam
ento
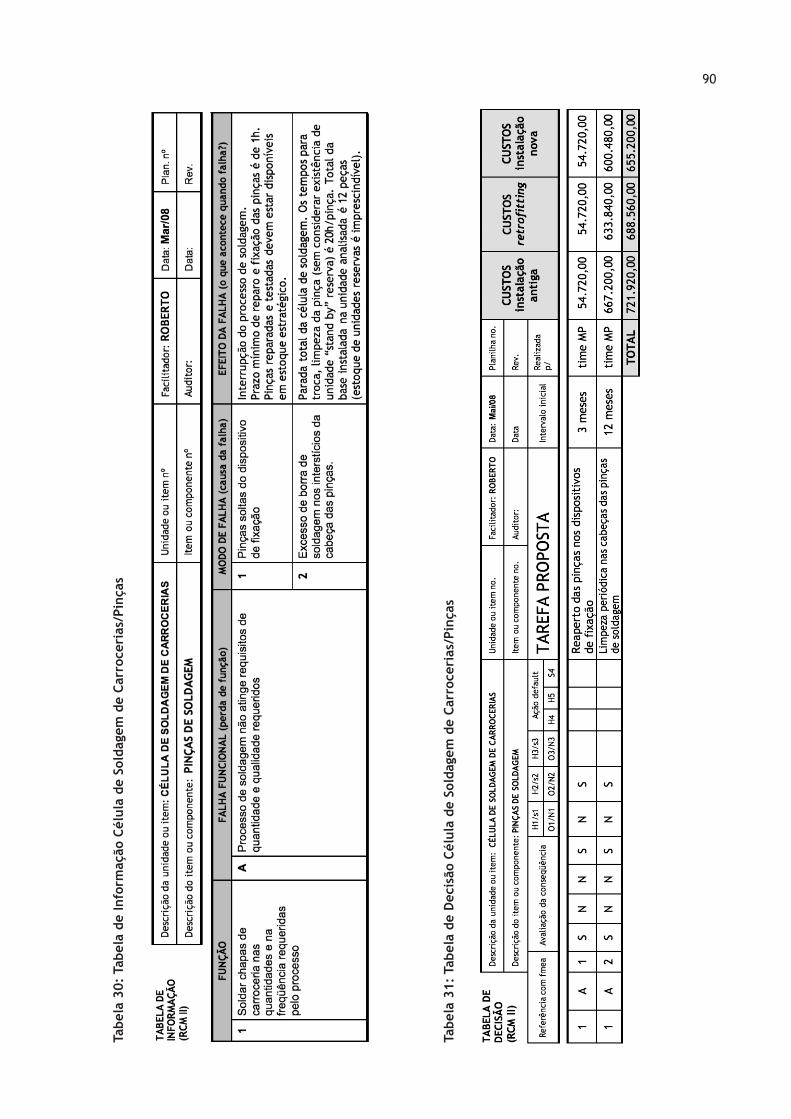
90
Tabe
la 3
0: T
abel
a de
Info
rmaç
ão C
élul
a de
Sol
dage
m d
e Ca
rroc
eria
s/Pi
nças
Tabe
la 3
1: T
abel
a de
Dec
isão
Cél
ula
de S
olda
gem
de
Carr
ocer
ias/
Pinç
as
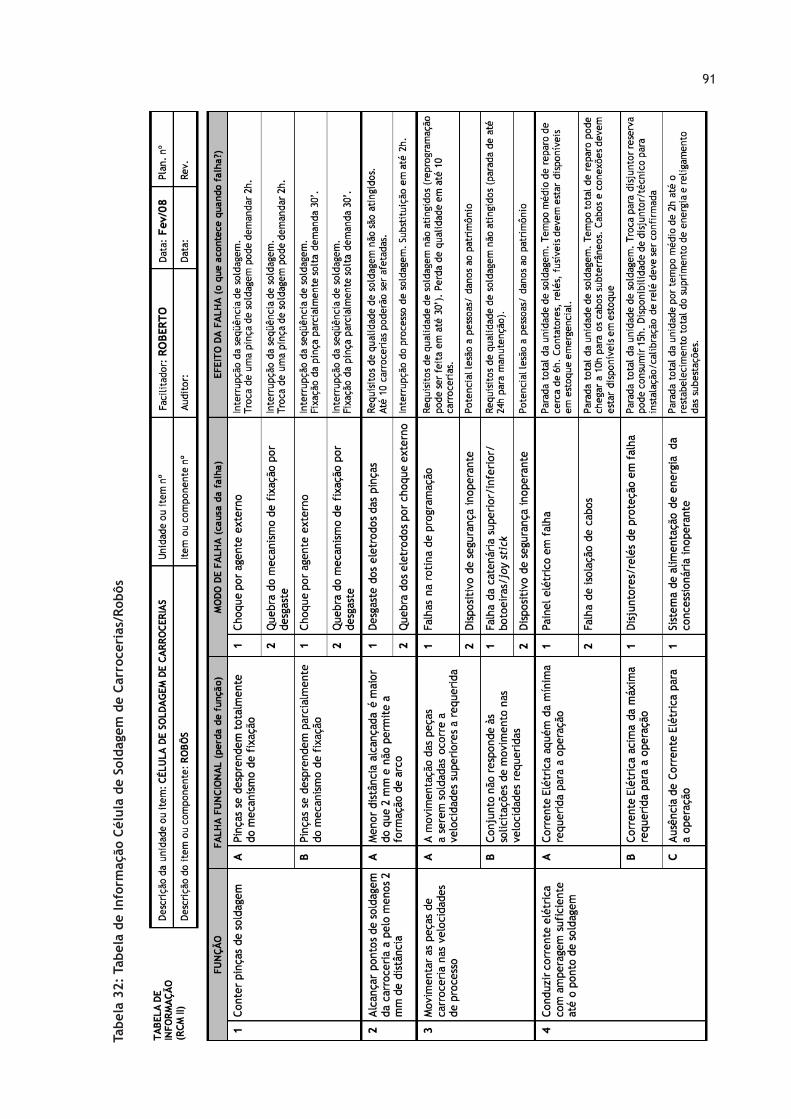
91
Tabe
la 3
2: T
abel
a de
Info
rmaç
ão C
élul
a de
Sol
dage
m d
e Ca
rroc
eria
s/Ro
bôs
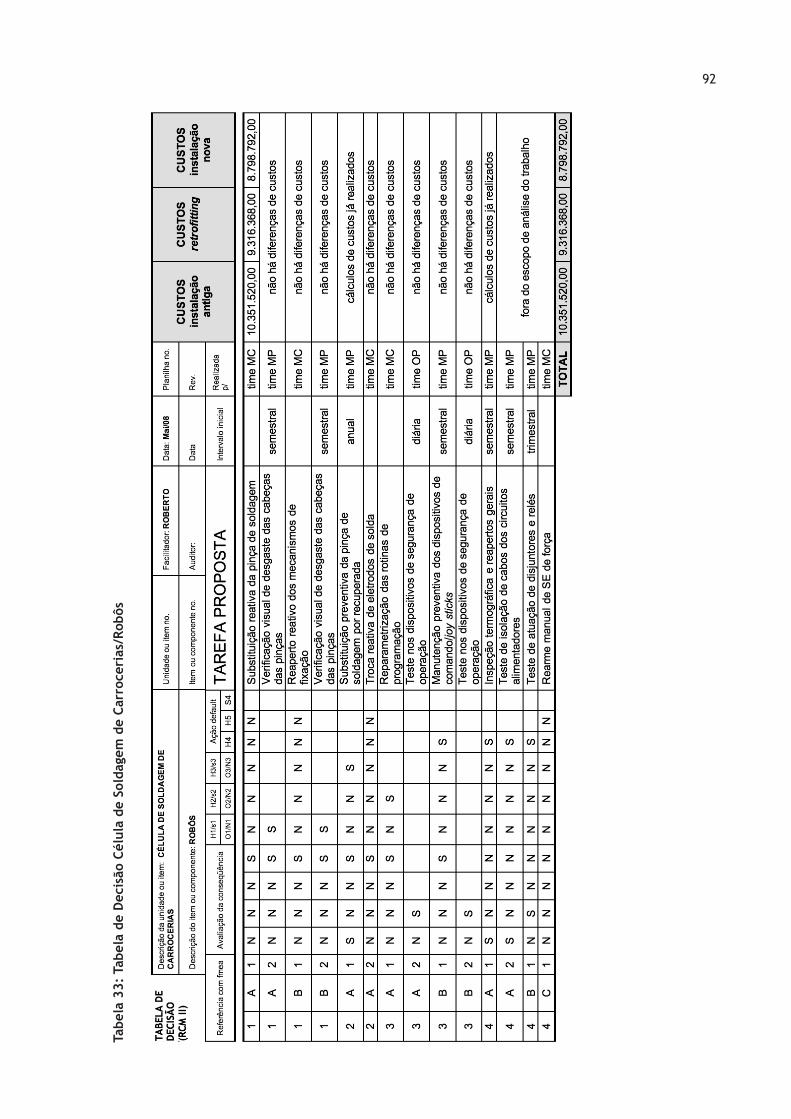
92
Tabe
la 3
3: T
abel
a de
Dec
isão
Cél
ula
de S
olda
gem
de
Carr
ocer
ias/
Robô
s
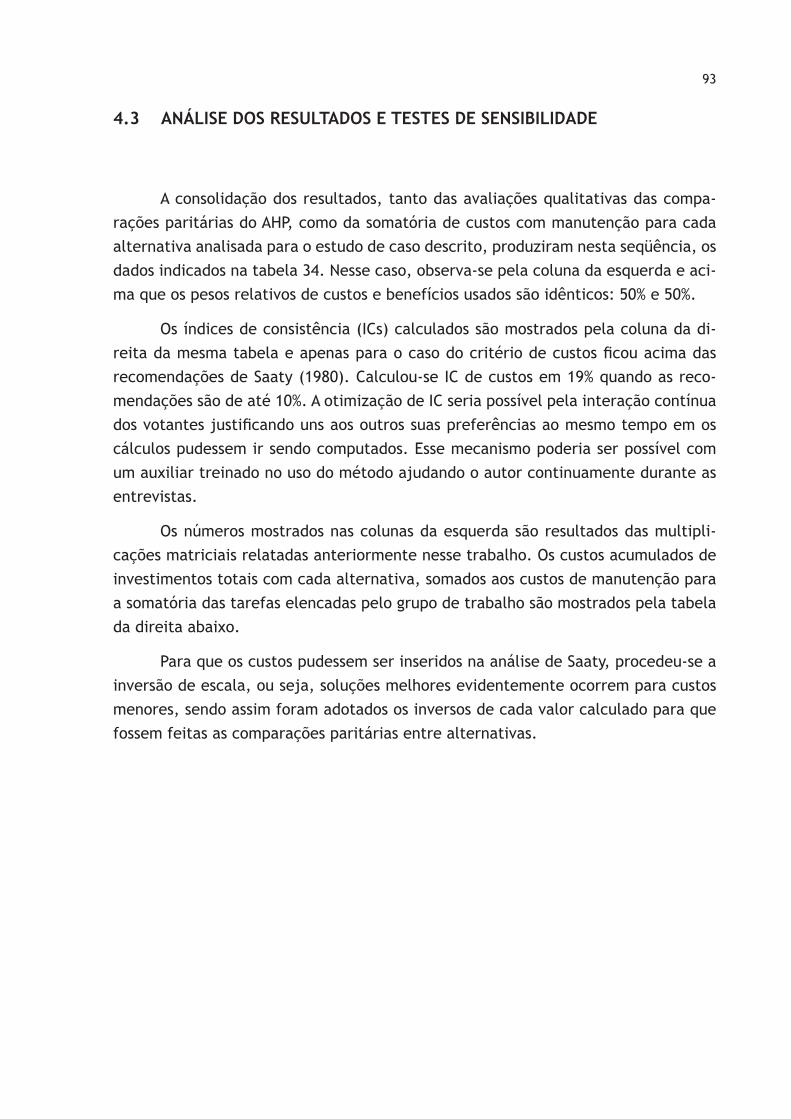
93
4.3 ANÁLISE DOS RESULTADOS E TESTES DE SENSIBILIDADE
A consolidação dos resultados, tanto das avaliações qualitativas das compa-rações paritárias do AHP, como da somatória de custos com manutenção para cada alternativa analisada para o estudo de caso descrito, produziram nesta seqüência, os dados indicados na tabela 34. Nesse caso, observa-se pela coluna da esquerda e aci-ma que os pesos relativos de custos e benefícios usados são idênticos: 50% e 50%.
Os índices de consistência (ICs) calculados são mostrados pela coluna da di-reita da mesma tabela e apenas para o caso do critério de custos ficou acima das recomendações de Saaty (1980). Calculou-se IC de custos em 19% quando as reco-mendações são de até 10%. A otimização de IC seria possível pela interação contínua dos votantes justificando uns aos outros suas preferências ao mesmo tempo em os cálculos pudessem ir sendo computados. Esse mecanismo poderia ser possível com um auxiliar treinado no uso do método ajudando o autor continuamente durante as entrevistas.
Os números mostrados nas colunas da esquerda são resultados das multipli-cações matriciais relatadas anteriormente nesse trabalho. Os custos acumulados de investimentos totais com cada alternativa, somados aos custos de manutenção para a somatória das tarefas elencadas pelo grupo de trabalho são mostrados pela tabela da direita abaixo.
Para que os custos pudessem ser inseridos na análise de Saaty, procedeu-se a inversão de escala, ou seja, soluções melhores evidentemente ocorrem para custos menores, sendo assim foram adotados os inversos de cada valor calculado para que fossem feitas as comparações paritárias entre alternativas.

94
Tabela 34: Árvore de decisão consolidada

95
Pelo gráfico de barras de priorização de decisão, em que foram considera-dos todos os fatores qualitativos (AHP) e quantitativos (custos de manutenção, cus-tos de inversões, ganhos de produtividade, e outros como descritos anteriormente), deveríamos adotar a decisão pela substituição dos ativos existentes, mesmo considerando-se para esse caso um investimento total de aquisição de cerca de 12 vezes o custo da recuperação considerada. A avaliação da montadora como custo de inversão total para a aquisição de uma célula de soldagem totalmente nova foi de um valor próximo de vinte milhões (R$) e apenas para esse caso o custo da recuperação considerado foi de R$ 1.680.000,00 (um milhão, seiscentos e oitenta mil reais).
Fator importante para análise do resultado é de que os benefícios econômicos foram considerados proporcionalmente mais relevantes que os custos de inversões a razão de quase 3 para 1 (0,4866/0,1705 = 2,85).
Além disso, como foram usadas duas árvores em separado, o peso relativo de custos e benefícios é exatamente igual, ou seja, ambos foram multiplicados pelo fator 0,5, para somados resultarem na unidade. Possibilidades de variação desses pesos relativos alterariam significativamente os resultados alcançados, como se verá na seqüência.
A partir desse resultado, foram feitos dois testes de sensibilidade do modelo proposto para a decisão. Para o primeiro teste, custos e benefícios foram avaliados deliberadamente com pesos iguais como subcritérios (ver na tabela 35 o algarismo 0,4866 representando o mesmo peso relativo de benefícios econômicos e custos com investimentos em manufatura produtiva). Mesmo para essa situação, o resultado ainda é pela substituição dos ativos existentes. A tabela 35 resume as informa-ções adotadas para esse primeiro teste de sensibilidade.
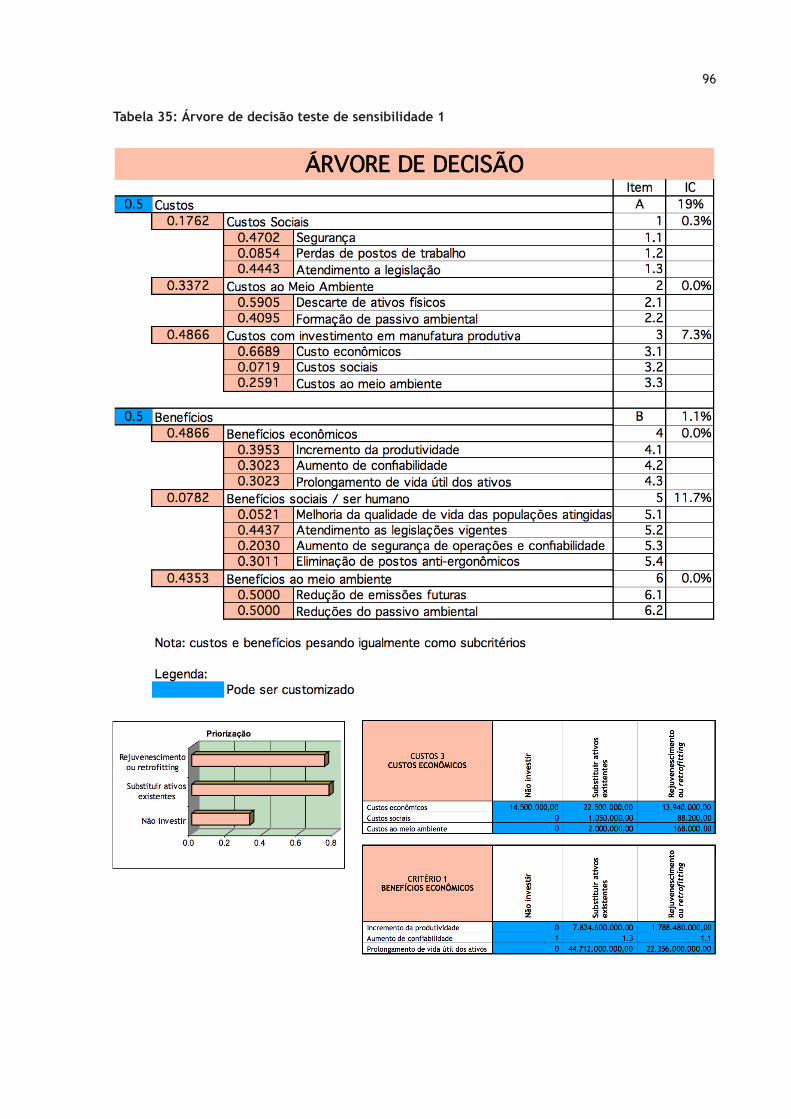
96
Tabela 35: Árvore de decisão teste de sensibilidade 1
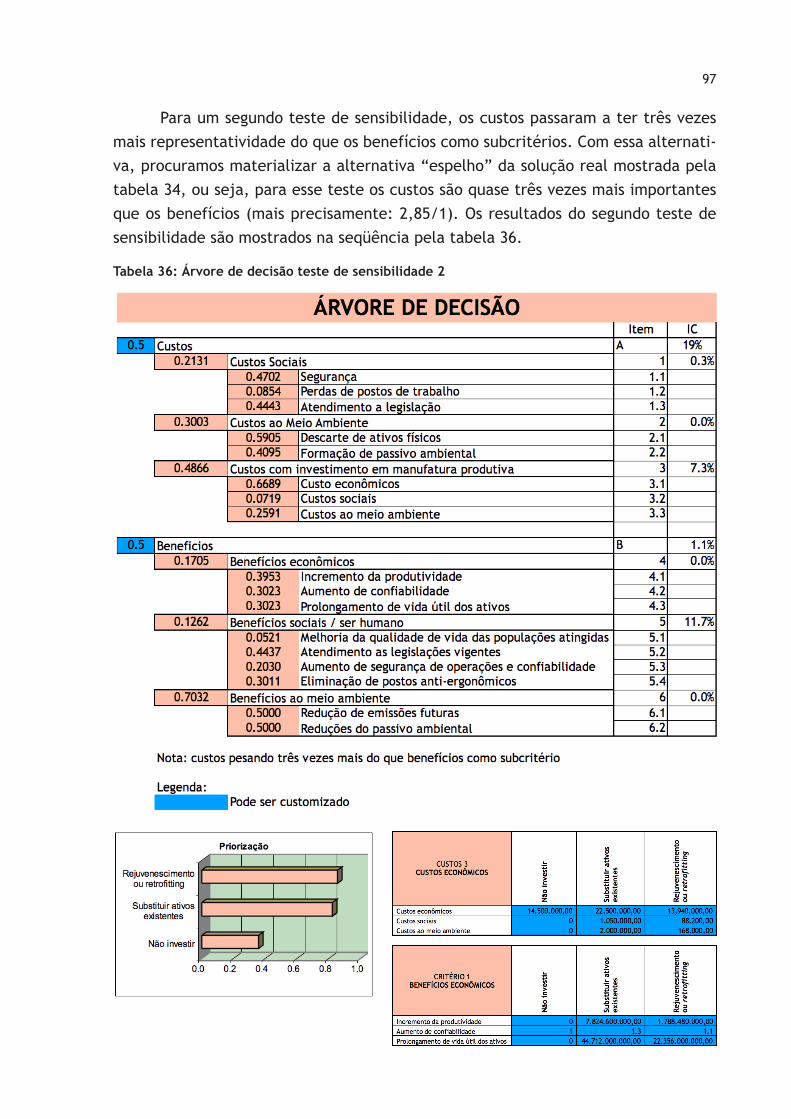
97
Para um segundo teste de sensibilidade, os custos passaram a ter três vezes mais representatividade do que os benefícios como subcritérios. Com essa alternati-va, procuramos materializar a alternativa “espelho” da solução real mostrada pela tabela 34, ou seja, para esse teste os custos são quase três vezes mais importantes que os benefícios (mais precisamente: 2,85/1). Os resultados do segundo teste de sensibilidade são mostrados na seqüência pela tabela 36.
Tabela 36: Árvore de decisão teste de sensibilidade 2
98
Pode-se depreender, pela análise do gráfico final de priorização de decisão, que a melhor alternativa, diferentemente da apresentada pela tabela 34, passa a ser a recuperação da instalação antiga.
Alguns comentários importantes podem ser feitos com relação ao resultado do estudo de caso e dos testes de sensibilidade realizados, que servirão inclusive de base de argumentação para as conclusões:
1) Houve uma contribuição pequena dos custos das políticas de manutenção em relação aos investimentos com os ativos, mesmo quando comparados com a solução intermediária de recuperação da instalação. Pode-se creditar esse fato a dois fatores principais:
a) À ausência de dados de custos históricos das políticas de manutenção até então adotadas pela montadora. Esse fato gerou a necessidade de constru-ção de uma primeira base de tarefas de manutenção que, somente a partir do presente trabalho, pôde ser custeada e que portanto muito se aproxima da somatória de custos das tarefas previstas tanto para a solução inter-mediária quanto para a solução de substituição total dos ativos, já que os profissionais consultados pouco poderiam otimizar, em intervalos e escopo, as atividades que deveriam ser previstas para os casos de substituição total ou reforma parcial dos ativos.
b) A constatação do item anterior ajuda a sustentar também a justificativa de não termos observado nenhuma grande alteração com relação a alternati-va de “nenhum investimento” nos três testes de sensibilidade mostrados. Ou seja, os custos da não disponibilidade tiveram diferenças muito sutis para os três casos, o que explica o favorecimento da alternativa de “não investimento” nas três simulações avaliadas.
A eficácia do método será tanto maior quanto maiores forem as informações de custos históricos de manutenção, o que somente será realidade a partir da apli-cação repetida e sistemática ao longo da vida útil da instalação de uma metodologia que leve em conta esses custos e os compare de maneira transparente com o que normalmente fica sob a linha d’água, ou seja, os custos da indisponibilidade.
A contribuição dos homens de manutenção será também maior quando en-tenderem melhor o que efetivamente deixarão ou poderão deixar de realizar no equipamento novo, quando comparado com o antigo. Constatou-se que há um certo receio de alterarem-se os intervalos de tarefas de manutenções preventivas por puro desconhecimento do que isso poderá representar em termos de comprometimento da confiabilidade da instalação como um todo. De fato há ainda um vasto campo a ser percorrido com relação à adoção de técnicas preditivas e monitoramento de con-dições para que esses aspectos possam ser otimizados.

99
CAPÍTULO 5 CONCLUSÕES E SUGESTÕES PARA TRABALHOS FUTUROS
A partir das informações de campo coletadas e dos resultados apresentados anteriormente, podem-se destacar os seguintes aspectos, conseqüências do trabalho realizado:
1) Considerando-se a pequena relevância que as diferenças de custos com as políticas de manutenção adotadas por consenso para as três condições pesqui-sadas têm para influir na tomada de decisão, é muito sintomática a pequena influência que o time de manutenção possui no processo decisório das organi-zações. Como conseqüência, os dois fatores a seguir podem ao mesmo tempo serem considerados causas ou efeitos dessa realidade:
a) observou-se que não há preocupação dos homens de manutenção com os custos das políticas a serem adotadas ao nível de componentes e sistemas. Nas entrevistas realizadas não havia nenhuma informação histórica, não só das políticas de manutenção até então adotadas, como principalmente dos custos a elas relacionados;
b) conseqüentemente não há baixo comprometimento dessas equipes com a otimização contínua dos custos das tarefas de manutenção ao longo do tempo de vida útil de equipamentos e sistemas.
Mesmo na literatura de manutenção mais próxima das melhores práticas do mundo da manufatura não identificou-se uma preocupação clara com esses custos, o que pode estar relacionado com o que acabou-se de relatar, ou seja, com o reconhecimento de que esses valores são de fato pouco relevantes nas comparações com os investimentos de capital realizados para custear as in-versões, ou ainda com os chamados custos da indisponibilidade, sempre muito maiores quando comparados com o que se gasta em materiais e mão de obra para a manutenção desses ativos.
2) Considerando-se essa desfavorável relação de forças para a manutenção, quando se fala em seus custos comparados com os custos de capital e as pe-quenas diferenças entre as políticas de manutenção adotadas para cada uma das alternativas, quando se precisa que decidir por uma instalação nova ou recuperada, parece natural observarmos uma necessidade de focalização dos profissionais dessa área em dois aspectos ainda pouco relevantes no dia a dia das fábricas:

100
a) preocupação contínua com a otimização da relação entre investimento de recuperação e reposição total.
b) o que só pode ser feito com uma adequada e sistemática revisão de proce-dimentos de manutenção na busca de disponibilidade máxima com custos mínimos.
Na seqüência, procurou-se relacionar as principais limitações que foram ob-servadas em relação ao trabalho apresentado do ponto de vista do método de tomada de decisão e que obviamente poderão servir como sugestões para trabalhos futuros:
A aplicação das árvores de decisões do AHP usadas em outros casos práticos, 3) não apenas com o objetivo de customização de subcritérios, mas também de validação do peso relativo entre eles, poderá pavimentar o caminho da melhor decisão de forma muito mais segura.
Ficou muito evidente que a quantidade de pessoas necessárias para a vali-dação, principalmente dos pesos relativos entre subcritérios, deve ser muito maior do que os seis profissionais entrevistados.
Uma análise estatística poderá ser usada para circunscrever variações, a pon-to de serem suficientemente pequenas que mitiguem adequadamente o risco de decisões equivocadas.
Após análise dos resultados apresentados, passa-se a considerar de fundamen-4) tal importância a contribuição de um número equivalente de profissionais das diversas áreas envolvidas, no sentido de reduzir a influência de aspectos quali-tativos mais ou menos representativos no paradigma de cada uma das áreas.
Como exemplo, em cada processo decisório e a partir da identificação de cada área de influência (produção, manutenção, administração, stakeholders, acio-nistas etc.), um número idêntico de profissionais de cada área deverá receber as planilhas de decisão para serem preenchidas.
Em outras palavras, maiores quantidades de exemplos práticos e equilíbrio de forças entre os decisores e conseqüentemente dos pesos relativos dos subcri-térios, certamente contribuirão não só para validar alguns aspectos positivos da metodologia apresentada, mas também para identificar outros pontos ne-cessários para sua melhoria.
Por último, mostrou-se necessária a presença de um outro profissional co-5) nhecedor do método AHP, que pudesse, concomitantemente ao processo de votação, calcular em tempo real os índices de consistência, como explicado anteriormente.

101
A pesquisa ora concluída se consubstanciou não apenas em um trabalho aca-dêmico com as nuances particulares que dele se espera, mas também e principal-mente, em uma interação muito prazerosa, entre a vivência profissional do autor e a grande experiência acumulada dos profissionais da montadora, fundamental para a qualidade deste material.
102
CAPÍTULO 6REFERÊNCIAS BIBLIOGRÁFICAS
BRASIL. Associação Nacional dos Fabricantes de Veículos Automotores (ANFAVEA). Anuário Automotivo 2005. São Paulo.
CARDOSO, I. A. P.; SOUZA, G. F. M. de & BELHOT, R. V. Aplicação do método de tomada de decisão AHP para seleção da política de manutenção de equipa-mentos mecânicos. In: Congresso Nacional de Engenharia Mecânica (CONEM), Anais João Pessoa (PB), ABCM, 2002.
COHEN, M. A garbage can model of organizational choice. In: Administrative Scien-ce Quarterly. New York, no. 17, p. 1-25, 1972.
EL-HARAM, M. A. Practical Application of RCM to local authority housing: a pilot study. Journal of Quality in Maintenance Engineering, Volume: 8, issue: 2, p. 135-143, United kingdom: MCB UP Ltd., 2002.
kAYO, E. k. & SECURATO, J. R. Método Delphi: fundamentos, críticas e vieses. In: Cadernos de Pesquisa em Administração. São Paulo, v.1, n.4, p.51-61, 1º se-mestre, 1997.
kOTLER, P. Admistração de Marketing: Análise, Planejamento, Implementação e Controle. 5ª ed. Tradução da 9ª ed. norte-americana. São Paulo: Atlas, 1998.
LASHkARI, R.S.; SENGUPTA, S. Machine reliability and preventive maintenance planning for cellular manufacturing systems. European Journal of Operatio-nal Research, Volume: 183, issue: 1, p. 162-181, 2007.
LEWIS, E. E. Introduction to Reliability Engineering. 2ª ed. EUA, New York: John Wiley & Sons, 1987.
LIkER, J. k. O modelo Toyota: 14 princípios de gestão do maior fabricante do mundo. Porto Alegre: Bookman, 2005.
MIRGHANI, M. A. Application and Implementation issues of a framework for costing planned maintenance. Journal of Quality in Maintenance Engineering, Volu-me: 9; number: 4; p 436-440; Saudi Arabia: MCB UP Ltd., 2003a.
MIRGHANI, M. A. Aircraft Maintenance Budgetary and costing systems at the Saudi Arabia Airlines. Journal of Quality in Maintenance Engineering, Volume: 9; number: 4; p 440-449; Saudi Arabia: MCB UP Ltd., 2003b.
MORITA, Hideyuki. “Metodologias para estruturação e Avaliação da Decisão nas Orga-nizações: Uma pesquisa”. In SHIMIZU, Tamio. Decisão nas Organizações. São Paulo: Atlas, 2000.
103
MOUBRAY, J. Reliability Centred Maintenance. Butterworth Heinemann, 1991.
NOWLAN, F.S. & HEAP, H. Reliability-centered Maintenance. Springfield, Virginia: National Technical Information Service, US Department of Commerce, 1978.
PADOVANI, M. Apoio à decisão na seleção de portfolio de projetos: uma abordagem híbrida usando os métodos AHP e programação inteira. Dissertação (Mestra-do), Escola Politécnica Universidade de São Paulo, São Paulo, 2007.
PAMPLONA, E. O.; MONTEVECHI, J. A. B.; SALOMON, V. P. Justificativas para aplica-ção do método de análise hierárquica. Rio de Janeiro: 19º ENEGEP, 1999.
SAATY, T. L. The Analytic Hierarchy Process: Planning, Priority Setting, Resource Allocation. New York: McGraw-Hill, 1980.
SHIMIZU, T. Decisão nas Organizações. São Paulo: Atlas, 2000.
SOUZA, G. F. M. de. Apostila de notas de aula da disciplina Confiabilidade de Pro-dutos e Sistemas. São Paulo: Curso de Mestrado Profissionalizante em Enge-nharia Automotiva da Escola Politécnica da Universidade de São Paulo, 2002.
104
ANEXO A Definição das principais palavras e expressões usadas neste trabalho
Capacidade: habilidade real de um dispositivo de desempenhar suas funções com os parâmetros esperados.
Confiabilidade: capacidade de uma unidade funcional desempenhar, sem falhas ou avarias, dada tarefa sob certas condições e dentro de um período de tempo deter-minado.
Disponibilidade: medida da probabilidade de um componente, equipamento ou siste-ma estar operando satisfatoriamente em um dado instante de tempo.
Dispositivo: qualquer item físico de uma instalação ou equipamento que tenha papel atuante em seu desempenho.
Efeitos da Falha: conseqüências concretas identificadas imediatamente após a ocor-rência da falha, como parada de máquina, efeitos em qualidade dos produtos ou outra evidência qualquer de que a falha tenha ocorrido.
Falha: a falha de um dispositivo fica caracterizada quando ele não mais é capaz de desempenhar uma ou mais de suas funções ainda que não esteja completamente incapacitado.
Falha funcional: inabilidade de um ativo de cumprir o padrão de desempenho ou função que dele se espera.
Função: intenção do projeto ou exigência a ser cumprida, seja ela explícita ou im-plícita, por um componente ou sistema. Deve ser mensurável e permitir ajustes/controles.
Manutenção Corretiva: atividade que tem por objetivo corrigir uma falha que já te-nha ocorrido, no senso comum, após a quebra.
Manutenção Preditiva: Atividade de manutenção cuja estratégia envolve restaurar ou substituir um dispositivo em intervalos variáveis de tempo, antes da ocorrência da redução da capacidade de desempenho de um equipamento abaixo de um valor mínimo aceitável, ou mesmo da parada do mesmo.
Manutenção Preventiva: atividade de manutenção cuja estratégia envolve restaurar ou substituir um dispositivo em intervalos de tempo previamente programados.

105
Modificação: uma ação que aumente a capacidade de um dispositivo a níveis acima da capacidade original para a qual foi projetado.
Modos de Falha: são as diversas causas possíveis para que um dispositivo deixe de cumprir as funções que dele se espera.
MTBF: tempo médio decorrido entre falhas, da expressão em inglês Mean Time Be-tween Failures.
MTTR: tempo médio para reparo é o tempo decorrido entre o momento da identifi-cação de uma falha até sua completa reparação e disponibilização do ativo para a operação, da expressão em inglês Mean Time To Repair.
Reparo: qualquer ação que devolva a capacidade de um conjunto falhado a um nível de desempenho igual ou maior que o necessário para o desempenho de suas funções, mas não maior que sua máxima capacidade original.
Restauração: qualquer ação que devolva a capacidade de um dispositivo que ainda não falhou a um nível igual ou maior que o necessário para o desempenho de suas funções, mas não superior à condição inicial.
Sistema: agrupamento de partes operando interligadas de forma conjunta. Em geral, cada uma das partes operando isoladamente tem propriedades diferentes das do todo do sistema. O conjunto das propriedades do todo tende a ser menor que a soma das propriedades dos componentes
Substituição: caso particular de um reparo em que o dispositivo velho é descartado e outro idêntico é colocado em seu lugar.


















