Curso Seis Sigma Modulo II.ppt
332
1 UIA Curso de Seis Sigma Transaccional para Black Belts Módulo II Primitivo Reyes Aguilar
-
Upload
juan-carlos-fernandez -
Category
Technology
-
view
23.868 -
download
12
description
Curso Seis Sigma Modulo II.ppt
Transcript of Curso Seis Sigma Modulo II.ppt

1
UIA
Curso de Seis SigmaTransaccional para Black
Belts
Módulo II
Primitivo Reyes Aguilar

2
Contenido - Módulo II1. Introducción2. Despliegue de Seis Sigma en la empresa3. Gestión de procesos en la empresa4. Gestión de proyectos y liderazgo5. Fase de Definición6. Fase de Medición
7. Fase de Análisis
8. Fase de Mejora
9. Fase de Control
10. Empresa Lean

3
7. Metodología Seis Sigma
Fase de análisis
Primitivo Reyes A.

4
7. Fase de Análisis
Propósitos y salidas
Estudios de R&R por atributos
Análisis del Modo y Efecto de Falla (AMEF)
Herramientas para la fase de análisis
Verificación de causas raíz

5
Fase de Análisis Propósitos:
Establecer hipótesis sobre las posibles Causas Raíz
Refinar, rechazar, o confirmar la Causa Raíz Seleccionar las Causas Raíz más importantes:
Las pocas Xs vitales
Salidas: Causas raíz validadas Factores de variabilidad identificados

6
Estudios de R&R por atributos

7
Aplicación Transaccional de Repetibilidad y Reproducibilidad
Ejemplo de Administración de Programa:
A lo largo de la duración de un Programa… Se proyecta el tiempo necesario para alcanzar
una meta en particular.
Se registra el tiempo que tomó en realidad alcanzar la meta.
Se calcula la diferencia entre el tiempo proyectado y el real. Los datos a usar son “número de semanas de atraso”.

8
Datos de GR&R(Número de Semanas de Atraso)
Programas Gerente de
Programa
Comprador
1 0 -372 1 913 6 1244 0 685 0 -246 23 457 23 198 0 669 69 86
10 14 86
Observe cuan diferente miden el mismo evento el Comprador y el Gerente de Programa.
Los datos son “número de semanas de atraso” para la selección de proveedores.

9
0
150
100
50
0
-50
21
Gráfica de barras X por Operadores
Sa m
p le
Mea
n
10 9 8 7 6 5 4 3 2 1
100
50
0
Programas
OperadoresInteracción de Programas de Operadores
Pro
med
io
1 2
%Contribución
%Var. Estudio
Parte a ParteReprodRepetibGR&R
100
50
0
Componenentes de Variación
Por
cent
aje
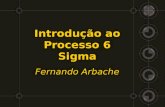
GR&R (ANOVA) para las Semanas de Atraso
Resultado de Minitab®

10
Resultados de GR&R
El 88.52% de la variación observada se debe a la diferencia de la medición del mismo evento entre el Comprador y el Gerente de Programa.
El 11.48% de la variación observada se debe a la diferencia entre los programas.
Gage R&RSource Variance %Contribution Total Gage R&R 1948.0 88.52 Repeatability 0.0 0.00 Reproducibility 1947.9 88.52 Part-To-Part 252.7 11.48 Total Variation 2200.6 100.00
¿Es adecuado el sistema actual de medición?

11
¿Por Qué la Inconsistencia en la Medición?
Para poder mejorar el sistema de medición, primero debemos comprender las causas de la inconsistencia, en este caso.
• Cuando se les preguntó, “¿En que fecha se seleccionaron los proveedores finales?”, el Gerente del Programa y el Comprador percibieron la pregunta de manera distinta.
• El Gerente del Programa pensó que la pregunta se refería a, ¿Cuándo empezamos a trabajar con el proveedor?
• El Comprador creyó que quería decir, ¿Cuándo se emitió la Orden de Compra?
• Además, hubo confusión en el significado real de “proveedores finales”. ¿Se refiere a 100% de los proveedores? ¿90%? ¿Sólo son proveedores de componentes principales?

12
Mejora del Sistema de Medición Para evitar ambigüedades, el equipo desarrolló
la siguiente definición operacional para la “ Fecha cuando se seleccionaron los proveedores finales”:
La fecha en que se envió la notificacion escrita de la selección de proveedores por parte del Departamento de Compras al último proveedor seleccionado para suministrar los siguientes componentes:
Estructuras, Mecanismos, Partes, PlásticasUretano, Telas

13
Estudio de Repetibilidad y Reproducibilidad de Atributos
También es muy importante tener adecuada repetibilidad y reproducibilidad al obtener datos de atributos.
Si un ejecutivo, decide que una unidad tiene un defecto o error y otro concluye que la misma unidad no tiene defectos, entonces hay problema con el sistema de medición.
Igualmente, el sistema de medición es inadecuado cuando la misma persona llega a diferentes conclusiones al repetir las evaluaciones en la misma unidad o producto.

14
Sistema de Medición de Atributos
Un sistema de medición de atributos compara cada parte con un estándar y acepta la parte si el estándar se cumple.
La efectividad de la discriminación es la habilidad del sistema de medición de atributos para discriminar a los buenos de los malos.

15
Estudio de Repetibilidad y Reproducibilidad de Atributos
1. Selecciona un mínimo de 30 unidades del proceso. Estas unidades deben representar el espectro completo de la variación del proceso (buenas, erroneas y en límites).
2. Un inspector “experto” realiza una evaluación de cada parte, clasificándola como “Buena” o “No Buena”.
3. Cada persona evaluará las unidades, independientemente y en orden aleatorio, y las definirá como “Buenas” o “No Buenas”.
4. Ingresa los datos en el archivo Attribute Gage R&R.xls para cuantificar la efectividad del sistema de medición.

16
GR&R de Atributos - EjemploREPORTELegenda de Atributos
FECHA:1G = BuenoNOMBRE:2NG = No Bueno PRODUCTO:
SBU:COND. DE PRUEBA:
Población Conocida Persona #1 Persona #2Muestra # Atributo #1 #2 #1 #2
% DE EFECTIVIDAD DE DISCRIMINACION(3)
-> 85.00%(4)
-> 85.00%
1 G G G G G Y Y2 G G G G G Y Y3 G G G G G Y Y4 G G G G G Y Y5 G G G G G Y Y6 G NG G G G N N7 G G G G G Y Y8 G G G G G Y Y9 NG G G NG NG N N
10 NG NG NG G G N N11 G G G G G Y Y12 G G G G G Y Y13 NG NG NG NG NG Y Y14 G G G G G Y Y15 G G G G G Y Y16 G G G G G Y Y17 NG NG NG NG NG Y Y18 G G G G G Y Y19 G G G G G Y Y20 G G G G G Y Y
% DEL EVALUADOR(1)
-> 95.00% 100.00%
% VS. EL ATRIBUTO(2)
-> 90.00% 95.00%
Esta es la medida
general de consistencia
entre los operadores
y el “experto”. ¡90% es lo mínimo!
Acuerdo
Y=Sí N=No
Acuerdo
Y=Sí N=No
% DE EFECTIVIDAD DE DISCRIMINACION VS. EL ATRIBUTO

17
Interpretación de Resultados1. % del Evaluador es la consistencia de una
persona.
2. % Evaluador vs Atributo es la medida de el acuerdo que hay entre la evaluación del operador y la del “experto”.
3. % de Efectividad de Selección es la medida de el acuerdo que existe entre los operadores.
4. % de Efectividad de Selección vs. el Atributo es una medida general de la consistencia entre los operadores y el acuerdo con el “experto”.

18
Estudio de Repetibilidad y Reproducibilidad de Atributos -
Guías de Aceptabilidad
Aunque el 100% es el resultado que deseamos obtener, en un estudio de repetibilidad y reproducibilidad de atributos, la siguiente guía se usa frecuentemente:
Porcentaje GuíaDe 90% a 100%
De 80% a 90%
Menos de 80%
Aceptable
Marginal
Inaceptable

19
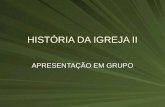
Diagrama deIshikawa
Diagrama derelaciones
Diagramade Árbol
Análisis del Modo y Efecto deFalla (AMEF)
QFD
DiagramaCausa Efecto
CTQs = YsOperatividad
X's vitales
Diagramade Flujo
delproceso
Pruebasde
hipótesis
Causas raízvalidadas
¿CausaRaíz?
DefiniciónY=X1 + X2+. .Xn
X'sCausas
potenciales
Medición Y,X1, X2, Xn
FASE DE ANÁLISIS
SiNo

20
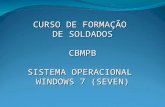
Pruebas de Hipótesis
Variables Atributos
Tablas deContingencia Chi Cuad.
Correlación
No Normal
Normal
Varianza Medianas
Variancia Medias
1- Población - Chi
2- Pob. F
Homogeneidadde Varianzas de Levene
Homogeneidadde Varianzas de Bartlett
Correlación
Prueba de signos
Wilcoxon
Mann-Whitney
Kurskal-Wallis
Prueba de Mood
Friedman
Pruebas Z, t
ANOVA
CorrelaciónRegresión
1- Población2- Poblaciones
Una víaDos vías
Residuosdistribuidosnormalmente
Proporciones - Z

21
Análisis del Modo yEfecto de Falla (AMEF)

22
¿ Qué es el AMEF? El Análisis de del Modo y Efectos de Falla es un grupo
sistematizado de actividades para:
Reconocer y evaluar fallas potenciales y sus efectos.
Identificar acciones que reduzcan o eliminen las probabilidades de falla.
Documentar los hallazgos del análisis.
Existe el estándar MIL-STD-1629, Procedure for Performing a Failure Mode, Effects and Criticality Analysis

23
Tipos de AMEFs FMEA de Diseño (AMEFD), su propósito es
analizar como afectan al sistema los modos de falla y minimizar los efectos de falla en el sistema. Se usan antes de la liberación de productos o servicios, para corregir las deficiencias de diseño.
FMEA de Proceso (AMEFP), su propósito es analizar como afectan al proceso los modos de falla y minimizar los efectos de falla en el proceso. Se usan durante la planeación de calidad y como apoyo durante la producción o prestación del servicio.

24
AMEFP o AMEF de Proceso
Fecha límite:
Concepto Prototipo Pre-producción /Producción
FMEAD
FMEAP
FMEAD FMEAP
Característica de Diseño Paso de ProcesoFalla Forma en que el Forma en que el proceso falla
producto o servicio falla al producir el requerimientoque se pretende
Controles Técnicas de Diseño de Controles de Proceso Verificación/Validación

25
Modos de fallas vsMecanismos de falla
El modo de falla es el síntoma real de la falla (altos costos del servicio; tiempo de entrega excedido).
Mecanismos de falla son las razones simples o diversas que causas el modo de falla (métodos no claros; cansancio; formatos ilegibles) o cualquier otra razón que cause el modo de falla

26
Definiciones
Modo de Falla
- La forma en que un producto o proceso puede fallar para cumplir con las especificaciones o requerimientos.
- Normalmente se asocia con un Defecto, falla o error.
Diseño ProcesoAlcance insuficiente OmisionesRecursos inadecuados Monto equivocadoServicio no adecuadoTiempo de respuesta excesivo
Modo de Falla
- La forma en que un producto o proceso puede fallar para cumplir con las especificaciones o requerimientos.
- Normalmente se asocia con un Defecto, falla o error.
Diseño ProcesoAlcance insuficiente OmisionesRecursos inadecuados Monto equivocadoServicio no adecuadoTiempo de respuesta excesivo

27
Definiciones
Efecto
- El impacto en el Cliente cuando el Modo de Falla no se previene ni corrige.
- El cliente o el siguiente proceso puede ser afectado.
Ejemplos: Diseño ProcesoServ. incompleto Servicio deficienteOperación errática Claridad insuficiente
Causa - Una deficiencia que genera el Modo de Falla.
- Las causas son fuentes de Variabilidad asociada con variables de Entrada Claves
Ejemplos: Diseño ProcesoMaterial incorrecto Error en servicio
Demasiado esfuerzo No cumple requerimientos
Efecto
- El impacto en el Cliente cuando el Modo de Falla no se previene ni corrige.
- El cliente o el siguiente proceso puede ser afectado.
Ejemplos: Diseño ProcesoServ. incompleto Servicio deficienteOperación errática Claridad insuficiente
Causa - Una deficiencia que genera el Modo de Falla.
- Las causas son fuentes de Variabilidad asociada con variables de Entrada Claves
Ejemplos: Diseño ProcesoMaterial incorrecto Error en servicio
Demasiado esfuerzo No cumple requerimientos

28
Preparación del AMEFPreparación del AMEF
Se recomienda que sea un equipo multidisciplinario
El responsable del sistema, producto o proceso dirige el equipo, así como representantes de las áreas involucradas y otros expertos en la materia que sea conveniente.

29
Al diseñar los sistemas, productos y procesos nuevos. Al cambiar los diseños o procesos existentes o que serán
usados en aplicaciones o ambientes nuevos.
Después de completar la Solución de Problemas (con el fin de evitar la incidencia del problema).
El AMEF de diseño, después de definir las funciones del producto, antes de que el diseño sea aprobado y entregado para su manufactura o servicio.
El AMEF de proceso, cuando los documentos preliminares del producto y sus especificaciones están disponibles.
¿Cuando iniciar un FMEA?

30
Componente ______________________ Responsable del Diseño ____________AMEF Número _________________
Ensamble ________________ Preparó _______________ Pagina _______de _______
Equipo de Trabajo ___________ FECHA (orig.) de FMEA ______(rev.) ______
Funcióndel Producto/
Paso del proceso
Modos de FallaPotenciales
Efecto (s)Potencial (es)
de falla
Sev.
Causa(s)Potencial(es)
o Mecanismosde falla
Occur
Controles de Diseño o Proceso Actuales
Detec
RPN
AcciónSugerida
Responsabley fecha límite
de Terminación
AcciónAdoptada
Sev
Occ
Det
RPN
Resultados de Acción
ANALISIS DEL MODO Y EFECTO DE FALLA AMEF de Diseño / Proceso

31
Componente ______________________ Responsable del Diseño ____________AMEF Número _________________
Ensamble ________________ Preparó _______________ Pagina _______de _______
Equipo de Trabajo ___________ FECHA (orig.) de AMEF ______(rev.) ______
Funciónde
Componente/Paso de proceso
Modos de FallaPotenciales
Efecto (s)Potencial (es)
de falla
Sev.
Causa(s)Potencial(es)
de los Mecanismosde falla
Occur
Controles del Diseño / Proceso Actual
Detec
RPN
AcciónSugerida
Responsabley fecha límite
de Terminación
AcciónAdoptada
Sev
Occ
Det
RPN
Factura correcta
Resultados de Acción
ANALISIS DEL MODO Y EFECTO DE FALLA AMEF de Diseño / Proceso
Relacione lasfunciones del
diseño del componente
Pasos del procesoDel diagrama de flujo

32
Componente ______________________ Responsable del Diseño ____________AMEF Número _________________
Ensamble ________________ Preparó _______________ Pagina _______de _______
Equipo de Trabajo ___________ FECHA (orig.) de AMEF ______(rev.) ______
Funcióndel
componente/ Paso del proceso
Modos de FallaPotenciales
Efecto (s)Potencial (es)
de falla
Div
Causa(s)Potencial(es)
de los Mecanismosde falla
Occur
Controles de Diseño / Proceso Actuales
Detec
RPN
AcciónSugerida
Responsabley fecha límite
de Terminación
AcciónAdoptada
Sev
Occ
Det
RPN
Factura correcta
Datos incorrectos
Resultados de Acción
ANALISIS DEL MODO Y EFECTO DE FALLAAMEF de Diseño / Proceso
Identificar modos de falla Tipo 1 inherentes al
diseño

33
Efecto(s) Potencial(es) de falla
Evaluar 3 (tres) niveles de Efectos del Modo de Falla
• Efectos Locales– Efectos en el Área Local – Impactos Inmediatos
• Efectos Mayores Subsecuentes– Entre Efectos Locales y Usuario Final
• Efectos Finales– Efecto en el Usuario Final del producto o
Servicio

34
Componente ______________________ Responsable del Diseño ____________AMEF Número _________________
Ensamble ________________ Preparó _______________ Pagina _______de _______
Equipo de Trabajo ___________ FECHA (orig.) de AMEF ______(rev.) ______
Funcióndel componente
/ Paso del proceso
Modos de FallaPotenciales
Efecto (s)Potencial (es)
de falla
Div
Causa(s)Potencial(es)oMecanismos
de falla
Occur
Controles de Diseño / Proceso Actuales
Detec
RPN
AcciónSugerida
Responsabley fecha límite
de Terminación
AcciónAdoptada
Sev
Occ
Det
RPN
Factura correcta Datos incorrectosLOCAL:Rehacerla factura
MAXIMO PROXIMOContabilidadequivocada
CON CLIENTEMolestiaInsatisfacción
Resultados de Acción
ANALISIS DEL MODO Y EFECTO DE FALLA AMEF de Diseño
Describir los efectos de modo de falla en:
LOCALEl mayor subsecuente
Y Usuario final
CTQs del QFD oMatriz de Causa Efecto

35
Rangos de Severidad (AMEFD)Efecto Rango Criterio .
No 1 Sin efecto
Muy poco 2 Cliente no molesto. Poco efecto en el desempeño del componente o servicio.
Poco 3 Cliente algo molesto. Poco efecto en el desempeño del comp. o servicio.Menor 4 El cliente se siente un poco fastidiado. Efecto menor en el desempeño del componente o servicio.
Moderado 5 El cliente se siente algo insatisfecho. Efecto moderado en el desempeño del componente o servicio.
Significativo 6 El cliente se siente algo inconforme. El desempeño del comp. o servicio se ve afectado, pero es operable y está a salvo. Falla parcial, pero operable.
Mayor 7 El cliente está insatisfecho. El desempeño del servicio se ve seriamente afectado, pero es funcional y está a salvo. Sistema afectado.
Extremo 8 Cliente muy insatisfecho. Servicio inadecuado, pero a salvo. Sistema inoperable.
Serio 9 Efecto de peligro potencial. Capaz de descontinuar el uso sin perder tiempo, dependiendo de la falla. Se cumple con el reglamento del gobierno en materia de riesgo.
Peligro 10 Efecto peligroso. Seguridad relacionada - falla repentina. Incumplimiento con reglamento del gobierno.

36
Esta calificación resulta cuando un modo de falla potencial resulta en un defecto con un cliente final y/o una planta de manufactura / ensamble. El cliente final debe ser siempre considerado primero. Si ocurren ambos, use la mayor
de las dos severidadesEfecto Efecto en el cliente Efecto en Manufactura /Ensamble Cali
f.Peligroso sin aviso
Calificación de severidad muy alta cuando un modo potencial de falla afecta la operación segura del producto y/o involucra un no cumplimiento con alguna regulación gubernamental, sin aviso
Puede exponer al peligro al operador (máquina o ensamble) sin aviso 10
Peligroso con aviso
Calificación de severidad muy alta cuando un modo potencial de falla afecta la operación segura del producto y/o involucra un no cumplimiento con alguna regulación gubernamental, con aviso
Puede exponer al peligro al operador (máquina o ensamble) sin aviso 9
Muy alto
El producto / item es inoperable ( pérdida de la función primaria)
El 100% del producto puede tener que ser desechado op reparado con un tiempo o costo infinitamente mayor
8
Alto El producto / item es operable pero con un reducido nivel de desempeño. Cliente muy insatisfecho
El producto tiene que ser seleccionado y un parte desechada o reparada en un tiempo y costo muy alto 7
Moderado
Producto / item operable, pero un item de confort/conveniencia es inoperable. Cliente insatisfecho
Una parte del producto puede tener que ser desechado sin selección o reparado con un tiempo y costo alto
6
Bajo Producto / item operable, pero un item de confort/conveniencia son operables a niveles de desempeño bajos
El 100% del producto puede tener que ser retrabajado o reparado fuera de línea pero no necesariamente va al àrea de retrabajo .
5
Muy bajo
No se cumple con el ajuste, acabado o presenta ruidos y rechinidos. Defecto notado por el 75% de los clientes
El producto puede tener que ser seleccionado, sin desecho, y una parte retrabajada 4
Menor No se cumple con el ajuste, acabado o presenta ruidos y rechinidos. Defecto notado por el 50% de los clientes
El producto puede tener que ser retrabajada, sin desecho, en línea, pero fuera de la estación 3
Muy menor
No se cumple con el ajuste, acabado o presenta ruidos, y rechinidos. Defecto notado por clientes muy críticos (menos del 25%)
El producto puede tener que ser retrabajado, sin desecho en la línea, en la estación 2
Ninguno Sin efecto perceptible Ligero inconveniente para la operación u operador, o sin efecto 1
CRITERIO DE EVALUACIÓN DE SEVERIDAD SUGERIDO PARA AMEFP

37
Componente ______________________ Responsable del Diseño ____________AMEF Número _________________
Ensamble ________________ Preparó _______________ Pagina _______de _______
Equipo de Trabajo ___________ FECHA (orig.) de AMEF ______(rev.) ______
Funcióndel componente
/ Paso del proceso
Modos de FallaPotenciales
Efecto (s)Potencial (es)
de falla
Sev.
Causa(s)Potencial(es)
o Mecanismosde falla
Occur
Controles de Diseño / Proceso Actuales
Detec
RPN
AcciónSugerida
Responsabley fecha límite
de Terminación
AcciónAdoptada
Sev
Occ
Det
RPN
La abertura delengrane propor La abertura no LOCAL:ciona una aber- es suficiente Daño a sensortura de aire entre de velocidad ydiente y diente engrane
MAXIMO PROXIMOFalla en eje 7
CON CLIENTEEquipo parado
Resultados de Acción
ANALISIS DEL MODO Y EFECTO DE FALLA AMEF de Diseño / Proceso
Usar tabla para determinar severidad o
gravedad

38
Identificar Causa(s) Potencial(es) de la Falla
• Causas relacionadas con el diseño - Características del servicio o Pasos del proceso– Diseño de formatos– Asignación de recursos– Equipos planeados
• Causas que no pueden ser Entradas de Diseño,tales como: – Ambiente, Clima, Fenómenos naturales
• Mecanismos de Falla– Rendimiento, tiempo de entrega, información
completa

39
Componente ______________________ Responsable del Diseño ____________AMEF Número _________________
Ensamble ________________ Preparó _______________ Pagina _______de _______
Equipo de Trabajo ___________ FECHA (orig.) de AMEF ______(rev.) ______
Funciónde
Artículo
Modos de FallaPotenciales
Efecto (s)Potencial (es)
de falla
Sev.
Causa(s)Potencial(es)
de los Mecanismosde falla
Occur
Controles de Diseño/Proces
o Actuales
Detec
RPN
AcciónSugerida
Responsabley fecha límite
de Terminación
AcciónAdoptada
Sev
Occ
Det
RPN
Factura correcta Datos incorrectosLOCAL: Rehacer la factura
MAXIMO PROXIMOContabilidad 7erronea
CON CLIENTEMolestiaInsatisfacción
Resultados de Acción
ANALISIS DEL MODO Y EFECTO DE FALLA AMEF de Diseño
Identificar causas de diseño, y
mecanismos de falla que pueden
ser señalados para los modos de falla
identificada.
Causas potencialesDe Diagrama de IshikawaDiagrama de árbol oDiagrama de relaciones

Rangos de Ocurrencia (AMEFD)
Ocurrencia Criterios
Remota Falla improbable. No existen fallas asociadas con este producto o con un producto / Servicio casi idéntico
Muy Poca Sólo fallas aisladas asociadas con este producto / Servicio casi idéntico
Poca Fallas aisladas asociadas con productos / Servicios similares
Moderada Este producto / Servicio ha tenido fallas ocasionales
Alta Este producto / Servicio ha fallado a menudo
Muy alta La falla es casi inevitable
Probabilidad de FallaRango
1 <1 en 1,500,000 Zlt > 5
2 1 en 150,000 Zlt > 4.5
3 1 en 30,000Zlt > 4
4 1 en 4,500Zlt > 3.5 5 1 en
800 Zlt > 3 61 en 150 Zlt >
2.5
7 1 en 50 Zlt > 2 8 1 en 15 Zlt > 1.5
9 1 en 6 Zlt > 1 10 >1 en 3 Zlt < 1
Nota:
El criterio se basa en la probabilidad de ocurrencia de la causa/mecanismo. Se puede basar en el desempeño de un diseño
similar en una aplicación similar.

41
CRITERIO DE EVALUACIÓN DE OCURRENCIA SUGERIDO PARA AMEFP
100 por mil piezas
Probabilidad Indices Posibles de falla
ppk Calif.
Muy alta: Fallas persistentes
< 0.55 10
50 por mil piezas
> 0.55 9
Alta: Fallas frecuentes 20 por mil piezas
> 0.78 8
10 por mil piezas
> 0.86 7
Moderada: Fallas ocasionales
5 por mil piezas
> 0.94 6
2 por mil piezas
> 1.00 5
1 por mil piezas
> 1.10 4
Baja : Relativamente pocas fallas
0.5 por mil piezas
> 1.20 3
0.1 por mil piezas
> 1.30 2
Remota: La falla es improbable
< 0.01 por mil piezas
> 1.67 1

42
Componente ______________________ Responsable del Diseño ____________AMEF Número _________________
Ensamble ________________ Preparó _______________ Pagina _______de _______
Equipo de Trabajo ___________ FECHA (orig.) de AMEF ______(rev.) ______
Funcióndel
Componente / Paso del proceso
Modos de FallaPotenciales
Efecto (s)Potencial (es)
de falla
Sev.
Causa(s)Potencial(es)
o Mecanismosde falla
Occur
Controles de Diseño/ Proceso Actuales
Detec
RPN
AcciónSugerida
Responsabley fecha límite
de Terminación
AcciónAdoptada
Sev
Occ
Det
RPN
Factura correcta Datos LOCAL:equivocadso Rehacer la
factura
MAXIMO PROXIMO
Contabilidad 7 3erronea
CON CLIENTEMolestiaInsatisfacción
Resultados de Acción
ANALISIS DEL MODO Y EFECTO DE FALLA AMEF de Diseño / Proceso
Rango de probabilidades en que la causa identificada
ocurra

43
Identificar Controles de Diseño o de Proceso Actuales
• Verificación/ Validación de actividades de Diseño o control de proceso usadas para evitar la causa, detectar falla anticipadamente, y/o reducir impacto:
Cálculos, Análisis, Prototipo de Prueba, Pruebas piloto
Poka Yokes, planes de control, listas de verificación
• Primera Línea de Defensa - Evitar o eliminar causas de falla o error
• Segunda Línea de Defensa - Identificar o detectar fallas o errores Anticipadamente
• Tercera Línea de Defensa - Reducir impactos/consecuencias de falla o errores

44
Componente ______________________ Responsable del Diseño ____________AMEF Número _________________
Ensamble ________________ Preparó _______________ Pagina _______de _______
Equipo de Trabajo ___________ FECHA (orig.) de AMEF ______(rev.) ______
Funcióndel
Componente / Paso del proceso
Modos de FallaPotenciales
Efecto (s)Potencial (es)
de falla
Sev.
Causa(s)Potencial(es)
o Mecanismosde falla
Occur
Controles de Diseño / Proceso Actuales
Detec
RPN
AcciónSugerida
Responsabley fecha límite
de Terminación
AcciónAdoptada
Sev
Occ
Det
RPN
Factura correcta Datos correctos LOCAL:Rehacer lafactura
MAXIMO PROXIMO
Contabilidad 7 3erronea
CON CLIENTEMolestiaInsatisfacción
Resultados de Acción
ANALISIS DEL MODO Y EFECTO DE FALLA AMEF de Diseño
¿Cuál es el método de control actual que usa
ingeniería para evitar el modo de falla?

Rangos de Detección (AMEFD)
• Rango de Probabilidad de Detección basado en la efectividad del Sistema de Control Actual; basado en el cumplimiento oportuno con el Plazo Fijado
1 Detectado antes del prototipo o prueba piloto
2 - 3 Detectado antes de entregar el diseño
4 - 5 Detectado antes del lanzamiento del servicio
6 - 7 Detectado antes de la prestación del servicio
8 Detectado antes de prestar el servicio
9 Detectado en campo, pero antes de que ocurra la falla
o error
10 No detectable hasta que ocurra la falla o error en
campo

46
CRITERIO DE EVALUACIÓN DE DETECCION SUGERIDO PARA AMEFP
Detecciòn
Criterio Tipos de Inspección
Métodos de seguridad de Rangos de Detección
Calif
A B C Casi imposible
Certeza absoluta de no detección
X No se puede detectar o no es verificada
10
Muy remota
Los controles probablemente no detectarán
X El control es logrado solamente con verificaciones indirectas o al azar
9
Remota Los controles tienen poca oportunidad de detección
X El control es logrado solamente con inspección visual
8
Muy baja Los controles tienen poca oportunidad de detección
X El control es logrado solamente con doble inspección visual
7
Baja Los controles pueden detectar X X El control es logrado con métodos gráficos con el CEP
6Moderada
Los controles pueden detectar X El control se basa en mediciones por variables después de que las partes dejan la estación, o en dispositivos Pasa NO pasa realizado en el 100% de las partes después de que las partes han dejado la estación
5
Moderadamente Alta
Los controles tienen una buena oportunidad para detectar
X X Detección de error en operaciones subsiguientes, o medición realizada en el ajuste y verificación de primera pieza ( solo para causas de ajuste)
4
Alta Los controles tienen una buena oportunidad para detectar
X X Detección del error en la estación o detección del error en operaciones subsiguientes por filtros multiples de aceptación: suministro, instalación, verificación. No puede aceptar parte discrepante
3
Muy Alta Controles casi seguros para detectar
X X Detección del error en la estación (medición automática con dispositivo de paro automático). No puede pasar la parte discrepante
2
Muy Alta Controles seguros para detectar
X No se pueden hacer partes discrepantes porque el item ha pasado a prueba de errores dado el diseño del proceso/producto
1
Tipos de inspección: A) A prueba de error B) Medición automatizada C) Inspección visual/manual

47
Componente ______________________ Responsable del Diseño ____________AMEF Número _________________
Ensamble ________________ Preparó _______________ Pagina _______de _______
Equipo de Trabajo ___________ FECHA (orig.) de AMEF ______(rev.) ______
Funcióndel
Componente / Paso del proceso
Modos de FallaPotenciales
Efecto (s)Potencial (es)
de falla
Sev.
Causa(s)Potencial(es)
o Mecanismosde falla
Occur
Controles de Diseño / Proceso Actuales
Detec
RPN
AcciónSugerida
Responsabley fecha límite
de Terminación
AcciónAdoptada
Sev
Occ
Det
RPN
Factura correcta Datos incorrectosLOCAL: Rehacer la factura
MAXIMO PROXIMO
Contabilidad 7 3 5erronea
CON CLIENTEMolestia Insatisfacción
Resultados de Acción
ANALISIS DEL MODO Y EFECTO DE FALLA AMEF de Diseño / Proceso
¿Cuál es la probabilidad de detectar la causa de
falla?

48
Producto de Severidad, Ocurrencia, y Detección
RPN / Gravedad usada para identificar principales CTQs
Severidad mayor o igual a 8RPN mayor a 150
Calcular RPN (Número de Prioridad de Riesgo)

49
Componente ______________________ Responsable del Diseño ____________ AMEF Número _________________
Ensamble ________________ Preparó _______________ Pagina _______de _______
Equipo de Trabajo ___________ FECHA (orig.) de AMEF ______(rev.) ______
Funciónde
Artículo
Modos de FallaPotenciales
Efecto (s)Potencial (es)
de falla
Sev.
Causa(s)Potencial(es)
de los Mecanismosde falla
Occur
Controles de Diseño Actual
Detec
RPN
AcciónSugerida
Responsabley fecha límite
de Terminación
AcciónAdoptada
Sev
Occ
Det
RPN
Factura Datos LOCAL:incorrecta incorrectos Rehacer
la factura
MAXIMO PROXIMO
Contabilidad 7 3 5 105erronea
CON CLIENTEMolestiaInsatisfacción
Resultados de Acción
ANALISIS DEL MODO Y EFECTO DE FALLA AMEF de Diseño / Proceso
Riesgo = Severidad x Ocurrencia x Detección
Causas probables a atacar primero

50
Planear Acciones
Requeridas para todos los CTQs
Listar todas las acciones sugeridas, qué persona es la responsable y fecha de terminación.
Describir la acción adoptada y sus resultados.
Recalcular número de prioridad de riesgo .
Reducir el riesgo general del diseño

51
Componente ______________________ Responsable del Diseño ____________ AMEF Número _________________
Ensamble ________________ Preparó _______________ Pagina _______de _______
Equipo de Trabajo ___________ FECHA (orig.) de AMEF ______(rev.) ______
Funcióndel componente
/ Paso del proceso
Modos de FallaPotenciales
Efecto (s)Potencial (es)
de falla
Sev.
Causa(s)Potencial(es)
o Mecanismosde falla
Occur
Controles de Diseño / Prcoeso Actuales
Detec
RPN
AcciónSugerida
Responsabley fecha límite
de Terminación
AcciónAdoptada
Sev
Occ
Det
RPN
Factura correcta Datos LOCAL:erroneos Rehacer la
factura
MAXIMO PROXIMO
Contabilidad 7 3 5 105erronea
CON CLIENTEMolestiaInsatisfacción
Resultados de Acción
ANALISIS DEL MODO Y EFECTO DE FALLA AMEF de Diseño / Proceso
Usar RPN para identificar acciones futuras. Una vez que
se lleva a cabo la acción, recalcular el RPN.

52
Ejemplo de AMEFP

53
Herramientas de la Fase de Análisis
Identificación de causas potencialesCartas Multivari y Análisis de RegresiónIntervalos de confianza y Pruebas de Hipótesis

54
Identificación de causas potenciales
Tormenta de ideasDiagrama de IshikawaDiagrama de RelacionesDiagrama de ÁrbolVerificación de causas raíz

55
Tormenta de ideas
Técnica para generar ideas creativas cuando la mejor solución no es obvia.
Reunir a un equipo de trabajo (4 a 10 miembros) en un lugar adecuado
El problema a analizar debe estar siempre visible
Generar y registrar en el diagrama de Ishikawa un gran número de ideas, sin juzgarlas, ni criticarlas
Motivar a que todos participen con la misma oportunidad

56
Tormenta de ideas Permite obtener ideas de los participantes

57
Diagrama de Ishikawa Anotar el problema en el cuadro de la derecha
Anotar en rotafolio las ideas sobre las posibles causas asignándolas a las ramas correspondientes a: Medio ambiente Mediciones Materia Prima Maquinaria Personal y Métodos o Las diferentes etapas del proceso de
manufactura o servicio

58
Diagrama de IshikawaMedio
ambiente Métodos Personal
¿Quéproducebajas ventasdeTortillinasTía Rosa?
Climahúmedo
Calidad delproducto
Tipo deexhibidor
Falta demotivación
Ausentismo
Rotación depersonal
Maquinaría Materiales
Clientes conventas bajas
Malositinerarios
Descomposturadel camiónrepartidor
Distancia dela agencia alchangarro
Medición
Seguimientosemanal
Conocimientode losmínimos porruta
Frecuenciade visitas
Elaboraciónde pedidos
Posición deexhibidores
Falta desupervición

59
Programacióndeficiente
Capacidad instalada
desconocida
Marketing no tiene en cuenta
cap de p.Mala prog. De
ordenes de compra
Compras aprovecha
ofertasFalta de com..... Entre
las dif. áreas dela empresa
Duplicidad de funciones
Las un. Recibenordenes de dos
deptos diferentes
Altos inventarios
No hay controlde inv..... En proc.
Demasiados deptosde inv..... Y desarrollo
Falta de prog. Dela op. En base a
los pedidos
No hay com..... Entrelas UN y la oper.
Falta de coordinación al fincar
pedidos entre marketing y la op.
Falta de control deinventarios en
compras
Influencia de lasituación econ del
país
No hay com..... Entre comprascon la op. general
No hay coordinaciónentre la operación y las unidades
del negocio
Falta de coordinación entre el enlace de compras
de cada unidad con compras corporativo
Influencia directa demarketing sobre
compras
Compra de materialpara el desarrollo denuevos productos por
parte inv..... Y desarrollo’’’
No hay flujo efectivo de mat.
Por falta deprogramaciónde acuerdo a pedidos
Perdida de mercadodebido a la
competencia
Constantes cancelaciones
de pedidosde marketing
No hay coordinaciónentre marketing
operaciones
Falta de comunicaciónentre las unidades
del negocio
Diagrama de relaciones

60
Dancer
Taco generador del motor
Poleas guías
Presión deldancer
Mal guiado
Sensor de velocidadde línea
Sensorcircunferencial
Bandas detransmisión
Empaques de arrastre
Presión de aire de trabajo
Drive principal
Voltaje del motor
Ejes principales
Poleas de transmisión
¿Que nos puede provocar Variación de VelocidadDurante el ciclo de cambio en la sección del
Embobinadores?
Causas a validarCausas a validar
13/0
2/4
0/4
1/2
5/1
1/4
1/4
2/1
1/1
0/3
5/2
4/1
1/5
1/5
Entradas CausaSalidas Efecto

61
Diagrama de árbol o sistemático
Meta Medio
Meta
Meta
MedioMedio
Meta u objetivo
Medioso planes
Medioso planes
Medios
MediosMedios
Primer nivel
Segundo nivel
Tercer nivel
Cuarto nivel

62
Implantar el Sistema SMED
Producto DJ 2702
¿Objetivo?
Preparación para el SMED
Fase 1: Separación de la preparación interna de la externa
Fase 2: Conversión de preparación interna en externa
Fase 3: Refinamientode todos los aspectos de la preparación.
Filmar la preparación
Analizar el video
Describir las tareas
Separar las tareas
Elaborar lista de chequeo
Realizar chequeo de funciones
Analizar el transporte de herramientas y materiales
Analizar las funciones y propósito de c/operación
Convertir tareas de prepa-ración interna a externas
Realización de operacionesen paralelo.
Uso de sujeciones funcionales.
Eliminación de ajustes
5- 12 - Mar-04
10 y 17 –Mar-04
17- Mar-04
17- Mar-04
2- Mar-04
24- Mar-04
24- Mar-04
12 - Abr- 04
15 –Abr - 04
5 –May -04
19– May -04
12- May -04
¿Qué?
¿Cómo? ¿Cuándo?
Elaboramos un Diagrama de Arbol para poder analizar nuestro problema siguiendo el sistema SMED.
Diagrama de Arbol- Aplicación Sistema SMED
19

63
Verificación de posibles causas Para cada causa probable , el equipo
deberá por medio del diagrama 5Ws – 1H:
Llevar a cabo una tormenta de ideas para verificar la causa.
Seleccionar la manera que:
represente la causa de forma efectiva, y
sea fácil y rápida de aplicar.

64
Calendario de las actividadesCalendario de las actividades
¿qué? ¿qué? ¿por qué?¿por qué? ¿cómo?¿cómo? ¿cuánd¿cuándo?o?
¿dónd¿dónde?e?
¿quién¿quién??
1 Tacogenerador de motor embobinador
1.1 Por variación de voltaje durante el ciclo de cambio
1.1.1 Tomar dimensiones de ensamble entre coples.1.1.2 Verificar estado actual y especificaciones de escobillas.1.1.3 tomar valores de voltaje de salida durante el ciclo de cambio.
Abril ’04
1804 Embob
.
J. R.
2 Sensor circular y de velocidad de linea.
2.1 Por que nos genera una varión en la señal de referencia hacia el control de velocidad del motor embobinador
2.1.1 Tomar dimensiones de la distancia entre poleas y sensores.2.1.2 Tomar valores de voltaje de salida de los sensores.2.1.3 Verificar estado de rodamientos de poleas.
Abril ’04
1804Embob
.
U. P.
3 Ejes principales de transmisión.
3.1 Por vibración excesiva durante el ciclo de cambio
3.1.1 Tomar lecturas de vibración en alojamientos de rodamientos3.1.2 Comparar valores de vibraciones con lecturas anteriores.3.1.3 Analizar valor lecturas de vibración tomadas.
Abril’04 1804 Embob
.
F. F.
4 Poleas de transmisión de ejes embobinadores.
4.1 Puede generar vibración excesiva durante el ciclo de cambio.
4.1.1 Verificar alineación, entre poleas de ejes principales y polea de transmisión del motor.4.1.2 Tomar dimensiones de poleas(dientes de transmisión).4.1.3 Tomar dimensiones de bandas (dientes de transmisión)4.1.4 Verificar valor de tensión de bandas.
Abril’04 1804 Embob
.
J. R.U. P.

65
Modelando relaciones entre variables
Cartas Multivariy
Análisis de regresión

66
Su propósito fundamental es reducir el gran número de causas posibles de variación, a un conjunto pequeño de causas que realmente influyen en la variabilidad.
Sirven para identificar patrones de variación:
Temporal: Variación de hora a hora; turno a turno; día a día; semana a semana; etc.
Cíclico: Variación entre unidades de un mismo proceso; variación entre grupos de unidades; variación de lote a lote.
Posicional: Dentro de la pieza
Cartas Multivari

67
2.0 dias
1.5 días
1.0 días
Cartas Multivari
Zona C
Zona D
Zona A
Zona B
8 AM 9 AM 10 AM 11 AM 12 AM

68
Corrida en Minitab Se introducen los datos en
varias columnas C1 a C3 incluyendo la respuesta (tiempo) y los factores (Zona y Tipo de orden)
Zona ordenTipo de ordenTiempo respuesta3 1 233 1 203 1 213 2 223 2 193 2 203 3 193 3 183 3 211 1 221 1 201 1 191 2 241 2 251 2 221 3 201 3 191 3 222 1 182 1 182 1 162 2 212 2 232 2 202 3 202 3 222 3 24

69
Corrida en Minitab Utilizar el archivo de ejemplo orden.mtw
Opción: Stat > Quality Tools > Multivari charts
Indicar la columna de respuesta y las columnas de los factores
En opciones se puede poner un título y conectar las líneas

70
Resultados
Tipo de orden
Tiem
po resp
uest
a
321
24
23
22
21
20
19
18
17
Zonaorden
123
Multi-Vari Chart for Tiempo respuesta by Zona orden - Tipo de orden

71
El análisis de regresión es un método estandarizado para localizar la correlación entre dos grupos de datos, y, quizá más importante, crear un modelo de predicción.
Puede ser usado para analizar las relaciones entre:• Una sola “X” predictora y una sola “Y”
• Múltiples predictores “X” y una sola “Y”
• Varios predictores “X” entre sí
El análisis de regresión es un método estandarizado para localizar la correlación entre dos grupos de datos, y, quizá más importante, crear un modelo de predicción.
Puede ser usado para analizar las relaciones entre:• Una sola “X” predictora y una sola “Y”
• Múltiples predictores “X” y una sola “Y”
• Varios predictores “X” entre sí
Análisis de Regresión

72
DefinicionesCorrelación
Establece si existe una relación entre las variables y responde a la pregunta, ”¿Qué tan evidente es esta relación?"
Regresión
Describe con más detalle la relación entre las variables.
Construye modelos de predicción a partir de información experimental u otra fuente disponible.
Regresión lineal simpleRegresión lineal múltipleRegresión no lineal cuadrática o cúbica

73
Correlación de la información de las X y las Y
Correlación PositivaEvidente
0
5
10
15
20
25
0 5 10 15 20 25
X
Y
Correlación NegativaEvidente
0
5
10
15
20
25
0 5 10 15 20 25
X
Y
CorrelaciónPositiva
0
5
10
15
20
25
0 5 10 15 20 25
X
Y
CorrelaciónNegativa
0
5
10
15
20
25
0 5 10 15 20 25
X
Y
Sin Correlación
10
15
20
25
5 10 15 20 25
X
Y
0
5
0

74
Ejemplo
Considere el problema de predecir las ventas mensuales (score2) en función del costo de publicidad (Score 1). Calcular el coeficiente de correlación, el de determinación y la recta.
Score1 Score2
4.1 2.1
2.2 1.5
2.7 1.7
6 2.5
8.5 3
4.1 2.1
9 3.2
8 2.8
7.5 2.5

75
Corrida en Minitab Utilizar el archivo de ejemplo Exh_regr.mtw Opción: Stat > Regression > Regression Para regresión lineal indicar la columna de
respuesta Y (Score2) y X (Score1)
En Regresión lineal en opciones se puede poner un valor Xo para predecir la respuesta e intervalos. Las gráficas se obtienen Stat > Regression > Regression > Fitted line Plots
Para regresión múltiple Y (heatflux) y las columnas de los predictores X´s (north, south, east)

76
Resultados de la regresión linealRegression Analysis: Score2 versus Score1
The regression equation isScore2 = 1.12 + 0.218 Score1
Predictor Coef SE Coef T PConstant 1.1177 0.1093 10.23 0.000Score1 0.21767 0.01740 12.51 0.000
S = 0.127419 R-Sq = 95.7% R-Sq(adj) = 95.1%
Analysis of VarianceSource DF SS MS F PRegression 1 2.5419 2.5419 156.56 0.000Residual Error 7 0.1136 0.0162Total 8 2.6556

77
Resultados de la regresión lineal
Score1
Sco
re2
98765432
3.5
3.0
2.5
2.0
1.5
1.0
S 0.127419R-Sq 95.7%R-Sq(adj) 95.1%
Regression95% CI95% PI
Fitted Line PlotScore2 = 1.118 + 0.2177 Score1

78
Interpretación de los Resultados
El intervalo de predicción es el grado de certidumbre de la difusión de la Y estimada para puntos individuales X. En general, 95% de los puntos individuales (provenientes de la población sobre la que se basa la línea de regresión), se encontrarán dentro de la banda [Líneas azules]
La ecuación de regresión (Score2 = 1.12 + 0.218 Score1) describe la relación entre la variable predictora X y la respuesta de predicción Y.
R2 (coef. de determinación) es el porcentaje de variación explicado por la ecuación de regresión respecto a la variación total en el modelo
R2 (coef. de determinación) es el porcentaje de variación explicado por la ecuación de regresión respecto a la variación total en el modelo
El intervalo de confianza es una banda con un 95% de confianza de encontrar la Y media estimada para cada valor de X [Líneas rojas]

79
Corrida en Minitab Se introducen los
datos en varias columnas C1 a C5 incluyendo la respuesta Y (heatflux) y las variables predictoras X’s (North, South, East)
HeatFlux East South
North
271.8 33.53 40.55 16.66
264 36.5 36.19 16.46
238.8 34.66 37.31 17.66
230.7 33.13 32.52 17.5
251.6 35.75 33.71 16.4
257.9 34.46 34.14 16.28

80
Resultados de la regresión Múltiple
Regression Analysis: HeatFlux versus East, South, North The regression equation is
HeatFlux = 489 - 0.28 East + 3.21 South - 20.3 North
Predictor Coef SE Coef T PConstant 488.74 88.87 5.50 0.032East -0.278 1.395 -0.20 0.860South 3.2134 0.5338 6.02 0.027North -20.293 2.981 -6.81 0.021
S = 3.47637 R-Sq = 98.0% R-Sq(adj) = 95.0%
Analysis of VarianceSource DF SS MS F PRegression 3 1173.46 391.15 32.37 0.030Residual Error 2 24.17 12.09Total 5 1197.63

81
Relaciones no Lineales
¿Qué pasa si existe una relación causal, no lineal?
El siguiente es un conjunto de datos experimentales codificados, sobre resistencia a la compresión de una aleación especial:
Resistencia aConcentración la Compresión x y 10.0 25.2 27.3 28.7 15.0 29.8 31.1 27.8 20.0 31.2 32.6 29.7 25.0 31.7 30.1 32.3 30.0 29.4 30.8 32.8
X
Y
3025201510
35.0
32.5
30.0
27.5
25.0
S 1.35809R-Sq 66.8%R-Sq(adj) 61.2%
Regression95% CI95% PI
Fitted Line PlotY = 18.13 + 1.089 X
- 0.02210 X**2

82
Otros Patrones No Lineales
A veces es posible transformar una o ambas variables, para mostrar mejor la relación entre ambas. La meta es identificar la relación matemática entre las variables, para que con la variable transformada se obtenga una línea más recta. Algunas transformaciones comunes incluyen:
x’ = 1/xx’ = Raíz cuadrada de (x)
x’ = log xFunciones trigonométricas: x’ = Seno
de x

83
• La regresión sólo puede utilizarse con información de variables continuas.
• Los residuos deben distribuirse normalmente con media cero.
• Importancia práctica: (R2). Importancia estadística: (valores p)
• La regresión puede usarse con un “predictor” X o más, para una respuesta dada
• Reduzca el modelo de regresión cuando sea posible, sin perder mucha importancia práctica
Resumen de la Regresión

84
Pruebas de hipótesis para datos normales
Intervalos de confianza
Pruebas de hipótesis

85
Estimación puntual y por intervalo
Las medias o desviaciones estándar calculadas de una muestra se denominan ESTADÍSTICOS, son puntos estimados de la media y desviación estándar real de población o de los PARAMETROS.
Si no se desean números sencillos como estimadores de la media basada en una muestra, entonces se determina un
“Un Intervalo de Confianza”

86
Estimación puntual y por intervalo
¿Cómo obtenemos un intervalo de confianza?
Punto estimado + error estimado del parámetro
¿De dónde viene el error estimado?
Desv. estándar X multiplicador de NC (nivel de confianza) deseado

87
Estimación puntual y por intervalo
Nivel de significancia Alfa = 1 – NC, para el caso de NC = 95%, se tiene un alfa de 0.05 o 0.025 de cada lado.
Alfa es la probabilidad de que el parámetro esté fuera del intervalo de confianza.
Un área de 0.025 en la tabla Z, corresponde a una Z de 1.960.

88
Representación gráfica
IC = 90, 95 o 99%
Alfa/2n=30
n=15
n=10
Distribución normal Z Distribución t (gl. = n-1)
Rango en el que seEncuentra el parámetroCon un nivel de confianza NC

89
Estimación puntual y por intervalo
Por Ejemplo:
Si la media de la muestra es 100 y la desviación estándar es 10, el intervalo de confianza al 95% donde se encuentra la media para una distribución normal es:
100 + (10) X 1.96 => (80.4, 119.6)
Multiplicador de nivel de confianza = Z0.025 = 1.96

90
Estimación puntual y por intervalo
C. I. Multiplicador Zalfa/2Alfa/2
99 2.576 0.00595 1.960 0.02590 1.645 0.0585 1.439 0.07580 1.282 0.10
Para tamaños de muestra n>30, la distribución de referencia es la Normal
Para muestras de menor tamaño n<=30, debe usarse la distribución t

91
Fórmulas de estimación por intervalo
. 30
2
. 30
2
2 22
2 2
, 1 1 , 12 2
2
( 1) ( 1)
(1 )
para n
para n
n n
X Zn
X tn
n s n s
p pp Z
n

92
Pruebas de hipótesis para medias, varianzas y proporciones

93
Pruebas de Hipótesis
Variables Atributos
Tablas deContingencia Chi Cuad.
Correlación
No Normal
Normal
Varianza Medianas
Variancia Medias
1- Población - Chi
2- Pob. F
Homogeneidadde Varianzas de Levene
Homogeneidadde Varianzas de Bartlett
Correlación
Prueba de signos
Wilcoxon
Mann-Whitney
Kurskal-Wallis
Prueba de Mood
Friedman
Pruebas Z, t
ANOVA
CorrelaciónRegresión
1- Población2- Poblaciones
Una víaDos vías
Residuosdistribuidosnormalmente
Proporciones - Z

94
Pruebas de Medias
Prueba t de 1 población: Prueba si el promedio de la muestra es igual a un promedio conocido o meta conocida.
Prueba t de 2 poblaciones: Prueba si los dos promedios de las muestras son iguales.
ANOVA de un factor, dirección o vía: Prueba si más de dos promedios de las muestras son iguales.
ANOVA de dos vías: Prueba si los promedios de las muestras clasificadas bajo dos categorías, son iguales.
Resumen de pruebas de Hipótesis – Datos normales

95
Pruebas de VarianciasPrueba X2: Compara la variancia de una muestra
con una variancia de un universo conocido.
Prueba F: Compara dos varianzas de muestras.Homogeneidad de la variancia de Bartlett:
Compara dos o más varianzas muestras de la misma población.
Correlación : Prueba la relación lineal entre dos variables.
Regresión : Define la relación lineal entre una variable dependiente y una independiente. (Aquí la "normalidad" se aplica al valor residual de la regresión)
Resumen de pruebas de Hipótesis – Datos normales

96
Pruebas de Hipótesis
En CADA prueba estadística, se comparan algunos valores observados a valores esperados de parámetros (media, desviación estándar, varianza)
Los ESTADÏSTICOS son calculados en base a la muestra y estiman a los parámetros VERDADEROS
La capacidad para detectar un diferencia entre lo que es observado y lo que es esperado depende del tamaño de la muestra, al aumentar mejora la estimación y la confianza en las conclusiones estadísticas.

97
Pruebas de Hipótesis
Se trata de probar una afirmación sobre parámetros de la población en base a datos de estadísticos de una muestra:
Por ejemplo, probar las afirmaciones en los parámetros:
La media poblacional = 12;
La proporción poblacional = 0.3
La Media poblacional 1 = Media poblacional 2

98
Conceptos fundamentales Hipótesis nula Ho
Es la hipótesis o afirmación a ser probada Puede ser por ejemplo =, , o a 5 Sólo puede ser rechazada o no rechazada
Hipótesis alterna Ha Es la hipótesis que se acepta como verdadera
cuando se rechaza Ho, es su complemento Puede ser por ejemplo 5 para prueba de dos
colas < 5 para prueba de cola izquierda > 5 para prueba de cola derecha

99
Conceptos fundamentales Estadístico de prueba
Para probar la hipótesis nula se calcula un estadístico de prueba con la información de la muestra el cual se compara a un valor crítico apropiado. De esta forma se toma una decisión sobre rechazar o no rechazar la Ho
Error tipo I (alfa = nivel de significancia, normal=.05)
Se comete al rechazar la Ho cuando en realidad es verdadera. También se denomina riesgo del productor
Error tipo II (beta ) Se comete cuando no se rechaza la hipótesis nula
siendo en realidad falsa. Es el riesgo del consumidor

100
Conceptos fundamentales Pruebas de una cola
Si la Ho: , que un valor poblacional, entonces el riesgo alfa se coloca en el extremo derecho de la distribución. Por ejemplo si Ho 10 y Ha:
>10 se tiene una prueba de cola derecha:
P(Z>= + Zexcel ) = alfa
Región de rechazo

101
Conceptos fundamentales Pruebas de una cola
Si la Ho: que un valor poblacional, entonces el riesgo alfa se coloca en el extremo izquierdo de la distribución. Por ejemplo si Ho 10 y Ha:
< 10 se tiene una prueba de cola izquierda:
Zexcel ( 0.01 )
P(Z<= - Zexcel ) = alfa
Región de rechazo

102
Conceptos fundamentales Pruebas de dos colas
Si la Ho: = que un valor poblacional, entonces el riesgo alfa se reparte en ambos extremos de
la distribución. Por ejemplo si Ha: ≠ 10 se tiene:
P(Z>= + Zexcel ) = alfa/2P(Z<= - Zexcel ) = alfa/2
Regiones de rechazo

103
Conceptos fundamentales El Tamaño de muestra requerido en función
del error máximo E o Delta P intervalo proporcional esperado se determina como sigue:
2 2/ 22
2/ 2
2
( )(1 )
( )
Zn
E
Z p pn
p

Elementos de una Prueba de Hipótesis
Pruebas de Hipótesis de dos colas: Ho: a = bHa: a b
Pruebas de Hipótesis de cola derecha: Ho: a bHa: a > b
Pruebas de Hipótesis cola izquierda: Ho: a bHa: a < b
Z0-Z
Región de Rechazo
Región de Rechazo
Z0
Región de Rechazo
Z0-Z
Región de Rechazo

105
Pasos en la Prueba de Hipótesis
1. Definir el Problema - Problema Práctico
2. Señalar los Objetivos - Problema Estadístico
3. Determinar tipo de datos - Atributo o Variable
4. Si son datos Variables - Prueba de Normalidad
5. Establecer las Hipótesis
- Hipótesis Nula (Ho) - Siempre tiene el signo igual
- Hipótesis Alterna (Ha) – Tiene signos dif., > o <.
6. Seleccionar el nivel de Alfa (normalmente 0.05 o 5%)

106
Pasos en la Prueba de Hipótesis
7. Establecer el tamaño de la muestra, >= 10 y colectar datos.
8. Decidir la prueba estadística apropiada y calcular el estadístico de prueba (Z, t, X2 or F) a partir de los datos.
9. Obtener el estadístico que define la zona de rechazo ya sea de tablas o Excel.
10.Comparar el estadístico calculado con el de tablas y ver si cae en la región de rechazo o ver si la probabilidad es menor a alfa, rechazar Ho y acepte Ha. En caso contrario no rechazar Ho.
11.Con los resultados interprete una conclusión estadística para la solución práctica.

107
Estadísticos para medias, varianzas y proporciones
21
1 222
1 2
1 2
2 21 1 2 2
11 2
; . ; 30;/
; . ; 30;/
; 1, 1; . .var
; . ; ' . .1 1
/
( 1) ( 1);
2
p
p
XZ Una media n conocida
n
Xt Una media n desconocida
S n
SF DF n n prueba dos ianzas
S
X Xt dos medias s desconocidas pero
Sn n
n s n sS DF n
n n
2
1 2
2 21 2
1 2
2
; . ; ' .
.
n
X Xt dos medias s desconocidas diferentes
s s
n n
DF formula especial

108
Estadísticos para medias pareadas y varianzas
Para el caso de muestras pareadas se calculan las diferencias d individuales como sigue:
22
2
22
; . . ; . . ./
( 1); ( 1); . . ar
( ); ( 1)( 1); .
i
d
dt Pares de medias d para cada par
S n
n SX DF n prueba una v ianza
O EX DF r c bondad ajuste
E

109
Ejemplo de prueba de hipótesisProbar la hipótesis de igualdad de una media u para n > 301) Ho: Ha:
2) Calcular el estadístico de prueba Zc con fórmula
3) Determinar el estadístico de tablas Zt de Excel
4) Establecer la región de rechazo con Zt y ver si cae ahí Zc Las regiones de rechazo prueba de 2 colas: -Z Z
5) Determinar el Intervalo de confianza para la media y ver si incluye a la media de la hipótesis, si no rechazar Ho
6) Determinar el valor P correspondiente a Zc y comparar contra Alfa/2, si es menor rechazar Ho

110
sn
Zcalc=
0
-Z
Región de Rechazo Región de
Rechazo
Ejemplo de prueba de hipótesis
Rechazar Ho si: Zc se encuentra en la región de rechazo La media de la hipótesis no se encuentra en el
intervalo de confianza El valor p de la Zc es menor que alfa/2 o Alfa
para una cola
-Zt Zt

Ejemplo para dos colas Supongamos que tenemos muestras de dos reactores
que producen el mismo artículo. Se desea ver si hay diferencia significativa en el rendimiento de “Reactor a Reactor”. Reactor A Reactor B
89.7 84.7
81.4 86.1
84.5 83.2
84.8 91.9
87.3 86.3
79.7 79.3
85.1 82.6
81.7 89.1
83.7 83.7
84.5 88.5
Estadísticas Descriptivas
Variable Reactor N Media Desv.Std
Rendimiento A 10 84.24 2.90
B 10 85.54 3.65

112
¿Qué representa esto?
Reactor A Reactor B
80.0 82.5 85.0 87.5 90.0 92.5
A AA AAAA A AB B B B B BB B B B
¿Representan los reactores el mismo proceso básico?
¿Representan los reactores dos procesos diferentes?

113
Prueba de Hipótesis
Pregunta Práctica: ¿Existe diferencia entre los reactores?
Pregunta estadística:
¿La media del Reactor B (85.54) es significativamente
diferente de la media del Reactor A (84.24)? o su
diferencia se da por casualidad en una variación de día a
día.

114
Prueba de Hipótesis
Debemos demostrar que los valores que observamos al parecer no corresponden al mismo proceso, que la Ho debe estar equivocada
Ho:
Ha: a
a
b
b
Ho: Hipótesis Nula: No existe diferencia
entre los Reactores
Ha: Hipótesis Alterna: Las medias de los Reactores son diferentes.

115
ANOVA de un factor o dirección
Pruebas de hipótesis de varias medias a la vez

116
ANOVA – Prueba de hipótesis para probar la igualdad de medias de varias poblaciones para un factor
diferentessonsunasAHa
Ho a
..'.lg:
.........: 321
Se trata de probar si el efecto de un factor o Tratamiento en la respuesta de un proceso o sistema es Significativo, al realizar experimentos variando Los niveles de ese factor (Temp. 1, Temp. 2, Temp.3, etc.)

117
ANOVA - Condiciones Todas las poblaciones son normales
Todas las poblaciones tiene la misma varianza
Los errores son independientes con distribución normal de media cero
La varianza se mantiene constante para todos los niveles del factor

118
ANOVA – Ejemplo de datosNiveles del Factor Peso % de algodón y Resistencia de tela
Cuadrilla Tiempo de respuesta15 7 7 15 11 920 12 17 12 18 1825 14 18 18 19 1930 19 25 22 19 2335 7 10 11 15 11

119
ANOVA – Suma de cuadrados total
Xij
Xij
Gran media
2
11
)(
b
j
a
i
XXijSCT

120
ANOVA – Suma de cuadrados de renglones (a)-
tratamientos
Gran media
Media Trat. 1 Media Trat. a
Media trat. 2
a renglones
a
i
i XXbSCTr1
2)(

121
ANOVA – Suma de cuadrados
del error
Media X1.
X1jX3jX2j
Media X2.Media X3.
Muestra 1 Muestra 2 Muestra 3
2
11
)( i
b
jij
a
i
XXSCE

122
ANOVA – Suma de cuadrados
del error
Media X1.
X1jX3jX2j
Media X2.Media X3.
Muestra 1 Muestra 2 Muestra 3
SCTrSCTSCE

123
ANOVA – Grados de libertad: Totales, Tratamientos, Error
ananSCEgl
aSCTrgl
nSCTgl
)1()1(.
1.
1.

124
ANOVA – Cuadrados medios: Total, Tratamiento y Error
)/(
)1/(
)1/(
anSCEMCE
aSCTrMCTr
nSCTMCT

125
ANOVA – Cálculo del estadístico Fc y Fexcel
SCEglSCTrglALFAFINVFexcelMCEMCTr
Fc
.,.,

126
Tabla final de ANOVATABLA DE ANOVA
FUENTE DE VARIACIÓN SUMA DE GRADOS DE CUADRADO VALOR F CUADRADOS LIBERTAD MEDIO
Entre muestras (tratam.) SCTR a-1 CMTR CMTR/CME
Dentro de muestras (error) SCE n-a CME
Variación total SCT n-1 CMT
Regla: Rechazar Ho si la Fc de la muestra es mayor que la F de Excel para una cierta alfao si el valor p correspondiente a la Fc es menor al valor de alfa especificado

127
ANOVA – Toma de decisión
Fexcel
Fc
Alfa
Zona de rechazoDe Ho o aceptar Ha
Zona de no rechazo de HoO de no aceptar Ha
Distribución F

128
ANOVA – Toma de decisión
Si Fc es mayor que Fexcel se rechaza HoAceptando Ha donde las medias son diferentes
O si el valor de p correspondiente a Fc es menor de Alfa se rechaza Ho

129
Corrida en Minitab Se introducen las respuestas en una columna
C1 Se introducen los subíndices de los renglones
en una columna C2Durability Carpet
18.95 1
12.62 1
11.94 1
14.42 1
10.06 2
7.19 2
7.03 2
14.66 2

130
Corrida en Minitab Opción: stat>ANOVA – One Way (usar archivo
Exh_aov) En Response indicar la col. De Respuesta
(Durability)
En factors indicar la columna de subíndices (carpet)
En comparisons (Tukey)
Pedir gráfica de Box Plot of data y residuales Normal Plot y vs fits y orden
Si los datos están en columnas pedir ANOVA – One Way (unstacked)

131
Resultados One-way ANOVA: Durability versus Carpet Source DF SS MS F PCarpet 1 45.1 45.1 3.97 0.093 -> No hay diferencia entre las mediasError 6 68.1 11.3Total 7 113.1S = 3.368 R-Sq = 39.85% R-Sq(adj) = 29.82% Individual 95% CIs For Mean Based on Pooled StDevLevel N Mean StDev ----+---------+---------+---------+-----1 4 14.483 3.157 (----------*-----------)2 4 9.735 3.566 (-----------*-----------) ----+---------+---------+---------+----- 7.0 10.5 14.0 17.5Pooled StDev = 3.368Tukey 95% Simultaneous Confidence IntervalsAll Pairwise Comparisons among Levels of CarpetIndividual confidence level = 95.00%Carpet = 1 subtracted from:Carpet Lower Center Upper -+---------+---------+---------+--------2 -10.574 -4.748 1.079 (-----------*----------) -+---------+---------+---------+-------- -10.0 -5.0 0.0 5.0

132
ANOVA de un factor principal y una variable de
bloqueo

133
ANOVA – Prueba de hipótesis para probar la igualdad de medias de varias poblaciones con dos vías
Se trata de probar si el efecto de un factor o
Tratamiento en la respuesta de un proceso o sistema es
Significativo, al realizar experimentos variando
Los niveles de ese factor (Temp.1, Temp.2, etc.)
POR RENGLON
Y
Considerando los niveles de otro factor que se piensa
Que tiene influencia en la prueba – FACTOR DE BLOQUEO
POR COLUMNA

134
ANOVA – Prueba de hipótesis para probar la igualdad de medias de varias poblaciones con dos vías
diferentessonsunasAHa
Ho a
..'.lg:
.........: 321
diferentessonsunasAHa
Ho a
..'.lg:
'.........''': 321
Para el tratamiento – en renglones
Para el factor de bloqueo – en columnas

135
ANOVA 2 Factores - Ejemplo
Experiencia en años de los operadoresMaquinas 1 2 3 4 5
Maq 1 27 31 42 38 45Maq 2 21 33 39 41 46Maq 3 25 35 39 37 45

136
ANOVA – Dos factores, vías o direcciones La SCT y SCTr (renlgones) se determina de la
misma forma que para la ANOVA de una dirección o factor
En forma adicional se determina la suma de cuadrados del factor de bloqueo (columnas) de forma similar a la de los renglones
La SCE = SCT – SCTr - SCBl

137
Tabla final ANOVA 2 VíasFUENTE DE VARIACIÓN SUMA DE GRADOS DE CUADRADO VALOR F CUADRADOS LIBERTAD MEDIO
Entre muestras (tratam.) SCTR a-1 CMTR CMTR/CME
Entre Bloques (Factor Bl) SCBl b-1 CMBL CMBL/CME
Dentro de muestras (error) SCE (a-1)(b-1) CME
Variación total SCT n-1 CMT
Regla: No rechazar si la F de la muestra es menor que la F de Excel para una cierta alfa

138
ANOVA – 2 Vías Toma de decisión
Fexcel
FcTr o Bl
Alfa
Zona de rechazoDe Ho o aceptar Ha
Zona de no rechazo de HoO de no aceptar Ha
Distribución F

139
ANOVA – 2 vías toma de decisión
Si Fc (Tr o Bl) es mayor que Fexcel se rechaza Ho Aceptando Ha donde las medias son diferentes
O si el valor de p correspondiente a Fc (Tr o Bl) es menor de Alfa se rechaza Ho

140
Adecuación del modelo Los residuales o errores deben seguir una
recta en la gráfica normal
Deben mostrar patrones aleatorios en las gráficas de los residuos contra el orden de las Yij, contra los valores estimados y contra los valores reales Yij
Residuales = eij = Yij (observada)–Yij (estimada)

141
Corrida en Minitab Se introducen las
respuestas en una columna C1
Se introducen los subíndices de los renglones en una columna C2 y de las columnas en C3
Zooplank-ton
Supple-ment Lake
34 1 Rose
43 1 Rose
57 1 Dennison
40 1 Dennison
85 2 Rose
68 2 Rose
67 2 Dennison
53 2 Dennison

142
Corrida en Minitab Opción: stat>ANOVA – Two Way (usar archivo
Exh_aov)
En Response indicar la col. De Respuesta (Zooplant)
En Row factor y Column Factor indicar las columnas de subíndices de renglones y columnas (supplement y lake) y Display Means para ambos casos
Pedir gráfica residuales Normal Plot y vs fits y orden

143
Resultados Two-way ANOVA: Zooplankton versus Supplement, Lake
Source DF SS MS F PSupplement 1 1225.13 1225.13 11.46 0.028Lake 1 21.13 21.13 0.20 0.680Interaction 1 351.13 351.13 3.29 0.144Error 4 427.50 106.88Total 7 2024.88
S = 10.34 R-Sq = 78.89% R-Sq(adj) = 63.05%

144
Pruebas de Hipótesis no paramétricas para datos no normales

145
Pruebas de Hipótesis
Variables Atributos
Tablas deContingencia Chi Cuad.
Correlación
No Normal
Normal
Varianza Medianas
Variancia Medias
1- Población - Chi
2- Pob. F
Homogeneidadde Varianzas de Levene
Homogeneidadde Varianzas de Bartlett
Correlación
Prueba de signos
Wilcoxon
Mann-Whitney
Kurskal-Wallis
Prueba de Mood
Friedman
Pruebas Z, t
ANOVA
CorrelaciónRegresión
1- Población2- Poblaciones
Una víaDos vías
Residuosdistribuidosnormalmente
Proporciones - Z

146
Pruebas de VarianzasHomogeneidad de la varianza de Levine : Compara dos o más varianzas de muestras de la misma población.
Pruebas de la Mediana
Prueba de signos: Prueba si el promedio de la mediana de la muestra es igual a un valor conocido o a un valor a alcanzar.
Prueba Wilcoxon: Prueba si la mediana de la muestra es igual a un valor conocido o a un valor hipotético.
Prueba Mann-Whitney : Prueba si dos medianas de muestras son iguales.
Resumen de pruebas de Hipótesis – Datos no normales

147
Pruebas de la Mediana
Prueba Kruskal-Wallis: Prueba si más de dos medianas de muestras son iguales. Asume que todas las distribuciones tienen la misma forma.
Prueba de la mediana de Mood: Otra prueba para más de dos medianas. Prueba más firme para los valores atípicos contenidos en la información.
Prueba de Friedman: Prueba si las medianas de las muestras, clasificadas bajo dos categorías, son iguales.
Correlación: Prueba la relación lineal entre dos variables.
Resumen de pruebas de Hipótesis – Datos no normales

148
Tablas de contingencia
Prueba Chi2 (2)

149
Los valores observados (fo) son los siguientes:
Ho: No existen diferencias en los índices de defectos de las dos máquinas.
Ha: Existen diferencias en los índices de defectos de las dos máquinas.
Total 751 28
El índice de defectos totales es 28 / 779 = 3.6%
máquina 1 fo = 517 f = 17 Total = 534
Partes buenas
máquina 2 fo = 234 f = 11 Total = 245
779
Partes defectuosas
Ejemplo 2: Chi2 Para comparación de dos grupos; ¿son las mismas proporciones?)

150
Cálculo de los valores esperados
Basados en este índice, los valores esperados (fe) serían:
máquina 1 fo = 751*534/779 fo = 28*534/779 Total = 534
Partes buenas
máquina 2 fo = 751*245/779 fo = 28*245/779 Total = 245
779
Partes defectuosas
máquina 1 530.53 3.47
Partes buenas
máquina 2 233.47 1.53
Partes defectuosas
Ejemplo 2: Chi2 Para comparación de dos grupos; ¿son las mismas proporciones?)

151
Prueba de chi cuadrada:
Los conteos esperados están debajo de los conteos observados Partes buenas Partes Defectuosas Total1 532 2 534 530.53 3.47
2 232 3 235 233.47 1.53Total 764 5 769
Chi2 = 0.004 + 0.624 + 0.009 + 1.418 = 2.056DF= 1; valor de p = 0.152
2 celdas con conteos esperados menores a 5.0

Ejercicios
1. Se quiere evaluar si hay preferencia por manejar en un carril de una autopista dependiendo de la hora del día. Los datos se resumen a continuación:
Hora del díaCarril 1:00 3:00 5:00Izquierdo 44 37 18Central 28 50 72Derecho 8 13 30
¿Con un 95% de confianza, existe una diferencia entre las preferencias de los automovilistas dependiendo de la hora?
Ho: P1 = P2 = P3; Ha: al menos una es diferenteGrados de libertad = (columnas - 1) ( filas -1)

153
Ejemplo:
Ejemplo:Se cuestionó a veinte personas sobre cuánto tiempo les tomaba estar listas para ir a trabajar, en las mañanas. Sus respuestas (en minutos) se muestran más adelante. ¿Cuáles son el promedio y la mediana para esta muestra?
30, 37, 25, 35, 42, 35, 35, 47, 45, 6039, 45, 30, 38, 35, 40, 44, 55, 47, 43

154
Un dibujo dice más que mil palabras
El promedio puede estar influenciado considerablemente por los valores atípicos porque, cuando se calcula un promedio, se incluyen los valores reales de estos valores.
La mediana, por otra parte, asigna la misma importancia a todas las observaciones, independientemente de los valores reales de los valores atípicos, ya que es la que se encuentra en la posición media de los valores ordenados.
Promedio = 40.35 Mediana = 39.5
-------+---------+---------+---------+---------+---------+------ C1
PromedioMediana
28.0 35.0 42.0 49.0 56.0 63.0

155
Prueba de Signos de la MedianaPara observaciones pareadas
Calificaciones de amas de casa a dos limpiadores de ventanas:
Ho: p = 0.5 no hay preferencia de A sobre B Ha: p<>0.5
Ama Limpiador B
Casa A
1 10 7
2 7 5
3 8 7
4 5 2
5 7 6
6 9 6
¿Hay evidencia que indiquecierta preferencia de las amasde casa por lo limpiadores?

156
Prueba de Signos de la Mediana
Producto B
Familia
A
1 - +
2 - +
3 + -
4 - +
5 0 0
6 - +
7 - +
8 + -
9 - +
10 - +
11 - +
¿Hay evidencia que indiquecierta preferencia por un Producto A o B?
Media = 0.5*nDesv. Estand.= 0.5*raiz(n)
Zc = (Y – media) / Desv. Estánd.Rechazar Ho si Zc ><Zalfa/2

157
Prueba de Signos de la Mediana
Como Zc < Zexcel no se rechaza Ho oComo p value = 0.067 > 0.025No hay evidencia suficiente de que losConsumidores prefieran al producto B
Media = 0.5*11 = 5.5Desv. Estand.= 0.5*raiz(n) = 1.67
Para Zc = (8 – 5.5) / 1.67 = 1.497
Zexcel = 1.96 para alfa/2 = 0.025

158
Prueba de Signos de la Mediana
Ejemplo (usando los datos del ejemplo anterior):
Ho: Valor de la mediana = 115.0 Ha: Valor de la mediana diferente de 115.0
N DEBAJO IGUAL ENCIMA VALOR P MEDIANA 29 12 0 17 0.4576 144.0Ya que p >0.05, no se puede rechazar la hipótesis nula.No se puede probar que la mediana real y la mediana hipotética son diferentes.
En las páginas siguientes se muestra el detalle del cálculo.

159
Prueba de Signos de la Mediana
Ejemplo: Con los datos del ejemplo anterior y ordenándo de menor a mayor se tiene: n = 29, Mediana de Ho = 115
No. Valor Signo No. Valor Signo No. Valor Signo1 0 - 11 110 - 21 220 +2 50 - 12 110 - 22 240 +3 56 - 13 120 + 23 290 +4 72 - 14 140 + 24 309 +5 80 - 15 144 + 25 320 +6 80 - 16 145 + 26 325 +7 80 - 17 150 + 27 400 +8 99 - 18 180 + 28 500 +9 101 - 19 201 + 29 507 +10 110 - 20 210 +
La mediana de los datos es 144. Si el valor contra el cual se desea probar es 115, entonces hay 12 valores por debajo de el (-) y 17 valores por arriba (+).

160
Ho: Pi = 0.5 No hay preferenciaHa: Pi <> 0.5 Hay preferencia
El estadístico X es el el número de veces que ocurre el signo menos frecuente, en este caso el 12 (-).
Cómo n 25, se calcula el estadístico Z para la prueba de signos con:
Z = [ (Y + 0.5) - (0.5*n) / 0.5 n
En este caso Z1 = - 0.74278 y P(Z1) = 0.2288 para la cola izquierdaen forma similar P(Z2) = 0.2288 para la cola derecha, por lo que la probabilidad total es 0.4576 >> 0.05 del criterio de rechazo.
Si n hubiera sido < 25 entonces se hubiera consultado la tabla de valores críticos para la prueba de signo.
Prueba de Signos de la Mediana

161
Prueba de Signos de la Mediana
Bueno, veamos una gráfica de la información…
100 200 300 4000 500
¿Es esto correcto?¿144 podría ser igual a 115?
115 144
Después de todo, tal vez esto SEA lo correcto.

162
Prueba de Mann-Whitney
Se llevó a cabo un estudio que analiza la frecuencia del pulso en dos grupos de personas de edades diferentes, después de diez minutos de ejercicios aeróbicos.
Los datos resultantes se muestran a continuación.
Edad 40-44C1140135150140144154160144136148
Edad 16-20C2130166128126140136132128124
¿Tuvieron diferenciassignificativas las frecuencias de pulso de ambos grupos?

163
Prueba de Mann-Whitney
Ordenando los datos y asignándoles el (rango) de su posición relativa se tiene (promediando posiciones para el caso de que sean iguales):
Edad 40-44C1
(7) 135(8.5) 136(11) 140(11) 140(13.5) 144(13.5) 144(15) 148(16) 150(17) 154(18) 160
n1 = 10Ta = 130.5
Edad 16-20C2
(1) 124(2) 126
(3.5) 128(3.5) 128(5) 130(6) 132
(8.5) 136(11)140(15)166
n2 = 9Tb = 55.5
Ta y Tb suma de rangos

164
Prueba de Mann-Whitney
Ho: Las distribuciones de frecuencias relativas de las poblaciones A y B son iguales
Ha: Las distribuciones de frecuencias relativas poblacionales no son idénticasHo: 1 = 2 Ha: 1 2 1, 2 = Medianas de las poblacionesOrdenando los datos y asignándoles su posición relativa se tiene:Ua = n1*n2 + (n1) * (n1 + 1) /2 - TaUb = n1*n2 + (n2) * (n2 + 1) /2 - TbUa + Ub = n1 * n2
Ua = 90 + 55 - 130.5 = 14.5 P(Ua) = 0.006 Ub = 90 + 45 - 55.5 = 79.5El menor de los dos es Ua.Para alfa = 0.05 el valor de Uo = 25 Como Ua < 25 se rechaza la Hipótesis Ho de que las medianas son iguales.
Dado que p < 0.05, rechazamos la hipótesis nula. Estadísticamente existe una diferencia significativa entre los dos grupos de edad.

165
Prueba de Mann-Whitney
Ho: Las distribuciones de frecuencias relativas de las poblaciones A y B son iguales
Ha: Las distribuciones de frecuencias relativas poblacionales no son idénticas
Ua = 14.5 Ub = 79.5Utilizando el estadístico Z y la distribución normal se tiene:
45 12.24Z = [ (U - (n1* n2 / 2 ) / Raiz (n1 * n2 * (n1 + n2 + 1) / 12)
Con Ua y Ub se tiene:
Za = (14.5 - 45) / 12.24 = - 2.49 P(Z) = 0.0064 similar a la anteriorZb = (79.5 -45) / 12.24 = 2.81 P(total) = 2 * 0.0064 = 0.0128 menor =
0.05
El valor crítico de Z para alfa 0.025 por ser prueba de dos colas, es 1.96.Como Za > Zcrítico se rechaza la Hipótesis Ho de que las medianas son iguales.
Dado que p < 0.05, rechazamos la hipótesis nula. Estadísticamente existe una diferencia significativa entre los dos grupos de edad.

166
Prueba de Mann-Whitney
40-4
4 a
ños
de e
dad
16-20 años de edad
Diferencias entre los encabezados de los renglones y las columnas
De esta manera, se calcula la mediana de todas estas diferencias, denominada "punto estimado". Este punto estimado es una aproximación de la diferencia entre las medianas de los dos grupos (ETA1 y ETA2).
Una vez ajustados los "enlaces" (eventos de un mismo valor en ambos grupos de información), Minitab usa este punto estimado para calcular el valor p.
130 166 128 126 140 136 132 128 124140 10 -26 12 14 0 4 8 12 16135 5 -31 7 9 -5 -1 3 7 11150 20 -16 22 24 10 14 18 22 26140 10 -26 12 14 0 4 8 12 16144 14 -22 16 18 4 8 12 16 20154 24 -12 26 28 14 18 22 26 30160 30 -6 32 34 20 24 28 32 36144 14 -22 16 18 4 8 12 16 20136 6 -30 8 10 -4 0 4 8 12148 18 -18 20 22 8 12 16 20 24

167
Prueba de Kruskal Wallis
Ordenando los datos de ventas y asignándoles el (rango) de su posición relativa se tiene (promediando posiciones si son iguales):Zona 1
(15.5) 147(17.5) 17.5
(9) 128(19) 162(12) 135(10) 132(22) 181(13) 138
n1 = 8Ta = 118
Zona 2(17.5) 160(14) 140(21) 173(4) 113(1) 85
(7) 120(25) 285(5) 117
(11) 133(6) 119
n2 = 10Tb = 111.5
Zona 3(24) 215(8) 127(2) 98
(15.5) 127(23) 184(3) 109
(20) 169
n3 = 7Tc = 95.5
N = n1 + n2 + n3 N = 25

168
Prueba de Kruskal Wallis
Ho: Las poblaciones A, B y C son igualesHa: Las poblaciones no son igualesHo: 1 = 2 = 3 Ha: 1 2 3 ; 1, 2, 3 = Medianas
de las poblaciones
Calculando el valor del estadístico H se tiene:H = [ 12 /( N* ( N + 1)) ] * [ Ta2 / n1 + Tb2 / n2 + Tc2 / n3 ] - 3 * ( N +1 )
H = 0.01846 * (1740.5 + 1243.225 + 1302.893 ) - 78 = 1.138
Se compara con el estadístico 2 para = 0.05 y G.l. = k - 1 = 3-1= 2 (k muestras)
2 crítico = 5.991 (válido siempre que las muestras tengan al menos 5 elementos)
Como H < 2 crítico, no se rechaza la Hipótesis Ho: Afirmando que no hay diferencia entre las poblaciones

169
Coeficiente de correlación de rangos para monotonía de preferencias
Una persona interesada en adquirir un TV asigna rangos a modelos de cada uno de 8 fabricantes
Preferencia Precio (rango)
Fab.
1 7 449.50 (1)
2 4 525.00 (5)
3 2 479.95 (3)
4 6 499.95 (4)
5 1 580.00 (8)
6 3 549.95 (7)
7 8 469.95 (2)
8 5 532.50 (6)
Di cuadrada
RangoDi
6 36
-1 1
-1 1
2 4
-7 49
-4 16
6 36
-1 1

170
Coeficiente de correlación de rangos para monotonía de preferencias
Ho: No existe asociación entre los rangosHa: Existe asociación entre los rangos o es positiva o
negativa
El coeficiente de correlación de rangos de Spearman es:
Rs = 1 – 6*suma(di cuadrada) / (n(n cuadrada – 1))
En este caso: Rs = 1 – 6(144)/(8*(64-1) = -0.714
R0 se determina de la tabla de Valores críticos del coeficiente de correlación del coeficiente de correlación de rangos de Spearman Rt = 0.686

171
Tabla de constantesn Alfa=0.05 Alfa = 0.0255 0.900 -6 0.829 0.8867 0.714 0.7868 0.643 0.7389 0.600 0.683
10 0.564 0.64811 0.523 0.62312 0.497 0.59113 0.475 0.56614 0.457 0.54515 0.441 0.52516 0.425 0.50717 0.412 0.49018 0.388 0.47619 0.377 0.46220 0.368 0.45021 0.359 0.43822 0.351 0.42823 0.343 0.41824 0.336 0.40925 0.329 0.40026 0.329 0.39227 0.323 0.38528 0.317 0.37729 0.311 0.37030 0.305 0.364

172
Salidas de la Fase de Análisis Causas raíz validadas
Guía de oportunidades de mejora

173
Causa Raíz
ResultadosCausas# de
Causa
SI ES CAUSA RAIZ
SI ES CAUSA RAIZ
NO ES CAUSA RAIZ
NO ES CAUSA RAIZ
SI ES CAUSA RAIZ
SI ES CAUSA RAIZ
NO ES CAUSA RAIZ
Ensamble de ojillos, bloques y contrapesos no adecuados en aspas.
Amortiguadores dañados.
Desgaste de bujes en los carretes.Fabricación y reemplazo de ejes y poleas no adecuados en ensamble de aspas.Desalineamiento de poleas y bandas de transmisión de aspas.
Método de Balanceo no adecuado.
Desalineación de pinolas en cuna.
1
2 3
4
5
6
7
Resumen de la validación de las causas
X
X
X
X

174
8. Metodología Seis Sigma
Fase de Mejora

175
8. Fase de Mejora
Propósitos y salidas
Diseño de experimentos
Técnicas de creatividad
Implantación y verificación de soluciones

176
Fase de mejora Propósito:
Desarrollar, probar e implementar soluciones que atiendan a las causas raíz
Salidas Acciones planeadas y probadas que eliminen o
reduzcan el impacto de las causas raíz identificadas
Comparaciones de la situación antes y después para identificar la dimensión de la mejora, comparar los resultados planeados (meta) contra lo alcanzado

177
Tormenta deideas
Técnicas decreatividad
MetodologíaTRIZ
Generación de soluciones
Diseño deexperimentos
Optimización
No
Implementación desoluciones y verificación
de su efectivdad
Evaluación de soluciones(Fact., ventajas, desventajas)
Solucionesverificadas
¿Soluciónfactible?
Si
Causasraíz
FASE DE MEJORA
Efecto de X'sen las Y =
CTQs
Ideas

178
Diseño de Experimentos (DOE)

179
Ronald Fisher los desarrolla en su estación agrícola experimental de Rothamsted en Londres (ANOVA) 1930
Otros que han contribuido son: F. Yates, G.E.P. Box, R.C. Bose, O. Kempthorne, W.G. Cochran, G. Taguchi
Se ha aplicado el DOE en la agricultura y ciencias biológicas, industria textil y lana, en los 1930’s
Después de la II Guerra mundial se introdujeron en la industria Química e industria electrónica
Perspectiva histórica

180
El cambiar un factor a un tiempo presenta las desventajas siguientes:
Se requieren demasiados experimentos para el estudio
No se puede encontrar la combinación óptima de variables
No se puede determinar la interacción Se puede llegar a conclusiones erróneas
Se puede perder tiempo en analizar las variables equivocadas
Introducción

181
¿Por qué no probar un factor a la vez?
PR
ES
ION
TEMPERATURA
PR
ES
ION
1
2
Zona Máxima
Respuesta MáximaP
RE
SIO
N
4
TEMPERATURA
3
PR
ES
ION
TEMPERATURA
Conclusión de la Prueba
TEMPERATURA
Conclusión de la Prueba
Optimo

182
El DOE varia varios factores simultáneamente de forma que se puede identificar su efecto combinado en forma económica:
Se identifican los Factores que son significativos No es necesario un alto conocimiento
estadístico
Las conclusiones obtenidas son confiables
Se pueden encontrar los mejores niveles de factores controlables que inmunicen al proceso contra variaciones en factores no controlables
Introducción

183
Cambios deliberados y sistemáticos de las variables de entrada (factores) para observar los cambios correspondientes en la salida (respuesta).
Proceso
Entradas Salidas (Y)
Diseño deProducto
Entradas Salidas (Y)
¿Qué es un diseño de experimentos?

184
Las X’s con mayor influencia en las Y’s
Cuantifica los efectos de las principales X’s incluyendo sus interacciones
Produce una ecuación que cuantifica la relación entre las X’s y las Y’s
Se puede predecir la respuesta en función de cambios en las variables de entrada
El Diseño de experimentos tiene como objetivos determinar:

185
Obtención de réplicas: repetición del experimento (5 resultados en cada corrida expermental)
Aleatorización: hacer en forma aleatoria: Permite confundir el efecto de los factores no
controlables La asignación de los materiales utilizados en la
experimentación
El orden en que se realizan los experimentos
Principios básicos

186
Error experimental Variación en respuesta bajo las mismas condiciones
de prueba. También se denomina error residual. Fraccional
Un arreglo con menos experimentos que el arreglo completo (1/2, ¼, etc.)
Factorial completo Arreglo experimental que considera todas las
combinaciones de factores y niveles Interacción
Ocurre cuando el efecto de un factor de entrada en la respuesta depende del nivel de otro factor diferente
Términos

187
Nivel Un valor específico para un factor controlable de
entrada
Efecto principal Un estimado del efecto de un factor
independientemente del efecto de los demás
Optimización Hallar las combinaciones de los factores que
maximizen o minimizen la respuesta
Términos

188
Los factores son los elementos que cambian durante un experimento para observar su impacto sobre la salida. Se designan como A, B, C, etc.
- Los factores pueden ser cuantitativos o cualitativos- Los niveles se designan como alto / bajo (-1, +1) o (1,2)
Factor NivelesB. Temp. de Moldeo 600º 700ºE. Tipo de Material Nylon Acetal
Factor cuantitativo, dos niveles
Factor cualitativo, dos niveles
Factores y niveles

189
Pasos para Diseñar y Realizar un Diseño de Experimentos
1. Observar datos históricos y/o recolectar datos para establecer la capacidad actual del proceso debe estar en control estadístico.
2. Determinar el objetivo del experimento (CTQs a mejorar).
Por medio de un equipo de trabajo multidisciplinario3. Determinar qué se va a medir como resultado del
experimento.
4. Identificar los factores de control y de ruido que pueden afectar el resultado.

190
Pasos para Diseñar y Realizar un Diseño de Experimentos
5. Determinar el número de niveles de cada factor y sus valores reales.
6. Seleccionar un esquema experimental que acomode los factores y niveles seleccionados y decidir el número de replicas.
7. Verificar todos los sistemas de medición (R&R < 10%)
8. Planear y preparar los recursos (gente, materiales, etc.) para llevar a cabo el experimento. Hacer un plan de prueba.

191
Pasos para Diseñar y Realizar un Diseño de Experimentos
9. Realizar el experimento, identificar muestras con la condición experimental que la produce
• Medir las unidades experimentales.
11. Analizar los datos e identificar los factores significativos.
12.Determinar la combinación de niveles de factores que mejor alcance el objetivo.

192
Pasos para Diseñar y Realizar un Diseño de Experimentos
13. Correr un experimento de confirmación con esta combinación "óptima".
14. Asegurar que los mejores niveles para los factores significativos se mantengan por largo tiempo mediante la implementación de Procesos de Operación Estándar y controles visuales.
15. Re evaluar la capacidad del proceso.

193
Objetivos de los experimentos
Caracterizar el proceso (identificar los factores que influyen en la ocurrencia de errores)
Optimizar, identificar el nivel óptimo de los factores críticos para reducir el número de errores
Identificar los factores controlables que pueden afectar a la respuesta Y = Tiempo de solución de problema
Identificar los factores de ruido que no podemos o queremos controlar
Ejemplo: Proceso de atención a clientes en un Call Center

194
Variables de control X’s Número de líneas telefónicas
Nivel del Personal
Tiempo de acceso a bases de datos
Horas laboradas al día
Horas de atención
Ejemplo: Proceso de atención a clientes en un Call Center

195
Variables que no se pueden o desean controlar Z’s – Variables de ruido
Edad del ejecutivo de cuenta Distribución del Call Center Día del año Medio ambiente Horarios de comida
Ejemplo: Proceso de soldadura de una tarjeta de circuito impreso

196
Los Factores Pueden Afectar...
2. El Resultado Promedio
3. La Variación y el Promedio1. La Variación del Resultado
4. Ni la Variación ni el Promedio
Banda ancha
Banda angosta
Tiempo del servicio
Sin entren.
Con Entren.
Pocos ejecutivos
Suficientesejectuvos Ambos sexos
Toman el mismo tiempo
Tiempo del servicio
Tiempo del servicio Tiempo del servicio

197
Tipos de SalidasLas salidas se clasifican de acuerdo con nuestros objetivos.
3. El Valor Máximo es el Mejor
• Tiempo de Ciclo• Tiempo de
conexión
• Confiabilidad• Satisfacción
Objetivo Ejemplos de Salidas1. El Valor Meta es el Mejor
Meta
Lograr unvalor meta con
variación mínima
• Tiempo de atención• Tiempo de conexión
2. El Valor Mínimo es el Mejor
0
Tendencia de salida
hacia arriba
Tendencia de salida hacia cero

198
Pruebas o Corridas ExperimentalesLas combinaciones de pruebas específicas de factores y niveles que se corren durante el experimento.
Experiencia x Material usado:El mejor nivel de Material depende de la experiencia.
InteraccionesEl grado en que los factores dependen unos de otros. Algunos experimentos evalúan el efecto de lasinteracciones; otros no.
Factor (X’s) NivelesA. Tiempo llamada 30 60 min.B. Localización 1 2 C. Experiencia 1 3 D. Material usado A B
NivelesLos valores en los que se establecen los factores.
A. Tiempo de llamadaB. LOcalizaciónC. ExperienciaD. Tipo de Material usado
FactoresLas variables de entrada de proceso que seestablecen a diferentes niveles para observarsu efecto en la salida.
Y =Tiempo de conexión
Respuesta de SalidaLa salida que se mide como resultado del experimentoy se usa para juzgar los efectos de los factores.
+1-1+1
-13
+1+1
-1-12
-1-1-1-11
Datos
DCBACorridas
-1=Nivel Bajo +1=Nivel Alto
.
.

199
Experimentos factoriales completos 2K

200
Un experimento factorial completo es un experimento donde se prueban todas las posibles combinaciones de los niveles de todos los factores.
4020-1
5230+1
+1-1
Factor A:
Factor B: Y = Respuesta
Experimento factorial completo – sin interacción
Efecto del factor A = (52+40)/2 - (30+20)/2 = 21Efecto del factor B = (30+52)/2 - (20+40)/2 = 11 Efecto de A*B = (52+20)/2 – (30+40)/2 = 1

201
Experimento sin interacción
A = -1 A = +1
RespuestaPromedio
B = +1
B = -1 20
30
40
52

202
Experimento sin interacción
A = -1 A = +1
B = +1
B = -1
Respuesta
20
3040
52

203
Modelo de regresión lineal
0 1 1 2 2 12 1 2
0
1
2
12
1 2 1 2
ˆ (20 40 30 52) / 4 35.5
ˆ 21/ 2 11
ˆ 11/ 2 5.5
ˆ 1/ 2 0.5
ˆ 35.5 10.5 5.5 0.5
y x x x x
y x x x x
El coeficiente 0.5 es muy pequeño dado que no hay interacción

204
Gráfica de contornos – Experimentos sin interacción
X1 -1 -.6 -.4 -.2 0.0 +.2 +.4 +.6 +.8 +1
X2
1
.5
0
-.5
-1
22
28
34
4046
49 DirecciónDe ascensorápido

205
Superficie de respuesta – Experimentos sin interacción
X1X2
Superficie de respuesta
Gráfica del modelo de regresión
Y = respuesta

206
Un experimento factorial completo es un experimento donde se prueban todas las posibles combinaciones de los niveles de todos los factores.
5020-1
1240+1
+1-1
Factor A = X1 :
Factor B = X2: Y = Respuesta
Experimento factorial completo – con interacción
Efecto de A*B = {(12+20)-(40+50)}/2 = -29

207
Experimento con interacción
A = -1 A = +1
RespuestaPromedio
B = +1
B = -1 20
40
50
12

209
Modelo de regresión lineal
0 1 1 2 2 12 1 2
0
1
2
12
1 2 1 2
ˆ (20 40 30 52) / 4 30.5
ˆ 2 / 2 1
ˆ 18 / 2 9
ˆ 58 / 2 29
ˆ 30.5 1 9 29
y x x x x
y x x x x
El coeficiente -29 es muy grande representando la interacción

210
Gráfica de contornos
X1 -1 -.6 -.4 -.2 0.0 +.2 +.4 +.6 +.8 +1
X2
1
.5
0
-.5
-1
25
28
31 34
43
49 DirecciónDe ascensorápido
40

211
Superficie de respuesta – Experimentos con interacción
Superficie de respuesta
Gráfica del modelo de regresión

212
Un experimento factorial con réplicas tiene varios resultados bajo la misma combinación de niveles
y7
y8
y3
y4
60’
y5
Y6
y1
y2
30’
9070
Factor A :Horas entrenamiento
Factor B: Acceso al sistema
Y = Tiempo de
respuesta
Experimento factorial con réplicas

213
Factor A :Horas de entrenam.
7978
9592
60 min.
8487
9087
30 min.
9070Factor B:
Acceso al sistema
Y = Tiempo de conexión
• ¿El tiempo de entrenamiento afecta el tiempo de conexión?
• ¿El tiempo de acceso afecta el tiempo de conexión?
• ¿Qué efecto tiene la interacción entre las horas de entrenamiento y la hora del día sobre el tiempo de conexión?
Análisis del efecto de la media

214
A2 =
El Efecto del entrenamientoFactor B : Tiempo de acceso
7978
9592
B2 = 60 min.
8487
9087
B1 = 30 min.
A2 = 90A1 = 70
Factor A : Horas de
entrenamiento
A1 = 90 + 87 + 95 + 924
= 91
84 + 87 + 79 + 784
= 82
¿El tiempo de entrenamiento parece cambiar el tiempo de conexión Y?
Tie
mpo
de
cone
xión
70 90o
95
90
85
80
91
82

215
El Efecto del Tiempo de acceso
B2 =
Factor B : Tiempo de
acceso
B1 = 90 + 87 + 84 + 874
= 87
95 + 92+ 79 + 784
= 86
Tie
mpo d
e c
onexió
n
30 min. 60 min.
95
90
85
80
7978
9592
B2 = 60 min.
8487
9087
B1 = 30 min.
A2 = 90A1 = 70
Factor A : Horas de entrenamiento
¿El cambio de tiempo de acceso parece cambiar el tiempo de atención promedio del Call Center?
8786

216
El Efecto de la Interacción
Factor B : Tiempo de acceso
oo
Factor A : Horas de entrenamiento
7978
9592
B2 = 60 min.
8487
9087
B1 = 30 min.
A2 = 90A1 = 70
78.593.5B2
85.588.5B1
A2A1
A,B, = 90 + 872
= 88.5T
iem
po d
e co
nexi
ón
30 min. 60 min.
95
90
85
80
70
90
• En una gráfica de interacción, las líneas paralelas indican que no hay interacción. ¿Por qué?
• ¿Las horas de entrenamiento y el tiempo de acceso parecen interactuar?
• ¿Qué niveles de los factores deben usarse para reducir al mínimo la dureza de las partes?

218
Stat > DOE > Factorial > Create Factorial Design
o Two level
Designs: Number of center points 0 Number of Replicates 2 Number of blocks 1 OK
Options Non randomize runs OK
Factors Introducir el nombre real de los factores y en forma opcional los niveles reales
Results Summary table, alias table OK
Corrida con Minitab – Creación del diseño para 2 factores 2 niveles

219
Stat > DOE > Factorial > Create Factorial Design
Type of Design: General Full Factorial
Designs: Number of levels 3, 3 Number of Replicates 2
Options Non randomize runs OK
Factors Introducir el nombre real de los factores y en forma opcional los niveles reales
Corrida con Minitab – Diseño para 2 factores con 3 o más niveles

220
Corrida con Minitab – Análisis del diseño factorial Hacer una columna de RESPUESTAS e introducir los
datos correspondientes a cada celda
Stat > DOE > Factorial > Analyze Factorial Design
Response Seleccionar la columna de las respuestas Residuals Estandardized
Terms Pasar todos los términos a Selected con >> OKGraphs Seleccionar Effects Plots Normal y Pareto Seleccionar Residual plots: Normal y vs fits OKResults Full table of fits and residuals
Seleccionar todos los términos con >> OKOK

221
Corrida con Minitab – Interpretación de gráficasMAIN EFFECTS La gráfica de EFFECTS PLOT debe indicar fuera de la
recta los factores e interacciones que son significativas
La gráfica EFFECTS PARETO debe indicar en sus barras principales más allá de la recta de 0.1 o 0.05 los factores e interacciones significativas
RESIDUALS La gráfica NORMAL PLOT de residuos debe mostrar los
puntos cerca de la recta La gráfica de residuos RESIDUALS vs FITS debe mostrar
aleatoriedad en los residuos

222
Corrida con Minitab – Interpretación de resultados
Estimated Effects and Coefficients for Res (coded units)
Term Effect Coef SE Coef T P Variables significativas (p < 0.05, 0.1)
Constant 86.500 0.6614 130.78 0.000
A -9.000 -4.500 0.6614 -6.80 0.002
B -1.000 -0.500 0.6614 -0.76 0.492
A*B -6.000 -3.000 0.6614 -4.54 0.011
Modelo de regresión Y = 86.5 – 4.5 A – 3 AB (incluyendo sólo las variables significativas)
Analysis of Variance for Res (coded units)
Source DF Seq SS Adj SS Adj MS F P
Main Effects 2 164.00 164.00 82.000 23.43 0.006 Existencia del modelo
2-Way Interactions 1 72.00 72.00 72.000 20.57 0.011
Residual Error 4 14.00 14.00 3.500
Pure Error 4 14.00 14.00 3.500
Total 7 250.00

223
Tabla ANOVA – Experimento de Tiempo de respuesta
250.0007Total
3.50014.00014.0004Error
0.01120.5772.00072.00072.0001Temp* Tiempo
0.4920.572.0002.0002.0001Tiempo
0.00246.29162.00162.00162.0001Temp
PFMS AjSS AjSS SecDFOrigenLas horas de entr. son significativas.
La interacción del tiempo de acceso y horas de entr. es significativa.
El Tiempo de acceso, no es significativo.

224
Crear las gráficas factoriales y de interacción:
Stat > DOE > Factorial > Factorial PlotsSeleccionar Main effects e Interaction Plots Setup para ambas: Seleccionar columna Respuesta
y con >> seleccionar todos los factores OKSeleccionar Data Means OK
Corridas con Minitab – Gráficas factoriales

225
Interpretación de gráficas Si la interacción es significativa, entonces los
mejores niveles de operación del proceso ya sea para maximizar o para minimizar la respuesta Y, se seleccionan de la Gráfica de Interacción
Si no es significativa la interacción, entonces los mejores niveles de los factores se seleccionan de las gráficas de efectos principales

226
Gráfica de efectos principales
BA
90
88
86
84
82
Res
Main Effects Plot (data means) for Res

227
Gráfica de interacciones
-1 1
1 1-1-1
90
85
80
B
A
Mea
n
Interaction Plot (data means) for Res

228
Crear las gráficas de contorno y superficies de respuesta:
Stat > DOE > Factorial > Contour/Surface Plots
Seleccionar Contour / Surface Plots Setup para ambas: Entrar a opción y dar OK
Seleccionar OK
Corridas con Minitab – Gráficas de contorno y superficie de respuesta

229
Gráfica de contorno
82.5 85.0
87.5 90.0 92.5
10-1
1
0
-1
A
B
Contour Plot of Res
Permite identificar la dirección de experimentación de ascenso rápido perpendicular a los contornos

230
Gráfica superficie de respuesta
1
0-1
B
80
85
90
95
0
Res
-11A
Surface Plot of Res

231
Trayectoria de ascenso rápido
Respuesta
Pasos

232
Diseño central compuesto
75 76
77 78
79 80
10-1
1
0
-1
A
B
Contour Plot of Y
1.51.0
0.50.0
-1.5
73.5
B
74.5
-1.0
75.5
76.5
77.5
-0.5-0.5
78.5
79.5
80.5
0.0-1.0
0.5
Y
1.0-1.5
1.5A
Surface Plot of Y
Localización del punto óptimo

233
Diseño de Experimentosde Taguchi

234
Diseño de experimentos de Taguchi
Sugiere tres pasos que son: a) Diseño del sistema b) Diseño de parámetros c) Diseño de tolerancias
De estas tres etapas, la más importante es el diseño de parámetros cuyos objetivos son:
a) Identificar qué factores afectan la característica de calidad en cuanto a su magnitud y en cuanto a su variabilidad.
b) Definir los niveles “optimos” en que debe fijarse cada parámetro o factor, a fin de optimizar la operación del producto y hacerlo lo más robusto posible.
c) Identificar factores que no afecten substancialmente la característica de calidad a fin de liberar el control de estos factores y ahorrar costos de pruebas.

235
Taguchi ha desarrollado una serie de arreglos para experimentos con factores a dos niveles: La.
L4L8L12L16L32L64
Número de condiciones experimentales(renglones)lineas o pruebas.
Número de factores o efectos maximoque se pueden analizar y número de columnas
4 812163264
3 711153163
Ejemplo: En un proceso de formación de paneles, una característica no deseada es la emisión de formaldehido en el producto final. Se cree que 5 factores pueden estar afectando la emisión, éstos son :
Factor Nivel I Nivel 2A Tipo de resina Tipo I Tipo IIB Concentración 5% 10%C Tiempo de ciclo de prensado 10 seg 15 segD Humedad 3% 5%E Presión 800 psi. 900 psi.
Descripción
Se desea analizar el efecto de cada factor y proponer las mejores condiciones de operación.En este caso estamos interesados en analizar el efecto de 5 factores o efectos, a dos niveles cada
uno. Por lo tanto, se utilizará un arreglo ortogonal L8.

236
Se ejecutarán por lo tanto 8 pruebas o condiciones experimentales, ¿ A qué columna especificamente se asignará cada factor?, en estos casos se pueden asignar a cualquier columna, aunque se recomienda que aquellos factores que en la practica sea más dificil de variar de nivel continuamente, sean los que se asigne a las primeras columnas.
El arreglo L8 y su descripción para este caso se muestra a continuación:
No. A B C D E e e Resina Concen. Tiempo Humedad Presión Yi1 1 1 1 1 1 1 1 Tipo I 5% 10 seg. 3% 800 psi. 0.492 1 1 1 2 2 2 2 Tipo I 5% 10 seg. 5% 900 psi. 0.423 1 2 2 1 1 2 2 Tipo I 10% 15 seg. 3% 800 psi. 0.384 1 2 2 2 2 1 1 Tipo I 10% 15 seg. 5% 900 psi. 0.305 2 1 2 1 2 1 2 Tipo II 5% 15 seg. 3% 900 psi. 0.216 2 1 2 2 1 2 1 Tipo II 5% 15 seg. 5% 800 psi. 0.247 2 2 1 1 2 2 1 Tipo II 10% 10 seg. 3% 900 psi. 0.328 2 2 1 2 1 1 2 Tipo II 10% 10 seg. 5% 800 psi. 0.28

237
La tabla ANOVA es :
Efecto SS G.L. V Fexp. % Contrib.A 0.03645 1 0.03645 58.32* 57.59B 0.0008 1 0.0008 1.28 0.28C 0.01805 1 0.01805 28.88** 28.01D 0.0032 1 0.0032 5.12 4.14E 0.00245 1 0.00245 3.92 2.93
Error 0.00125 2 0.000625 7.03
Total 0.0622 7 100
* significante al nivel 5% ya que F0.05 (1,2) = 18.51
** significante al nivel 10% ya que F0.10 (1,2) = 8.16Nota : No se incluye en esta tabla específicamente la suma de cuadrados del promedio o media. El error total es la suma de cuadrados total corregida por el factor de corrección.
Se acostumbra que aquellos efectos que no resultaron significantes, se consideren como error aleatorio a fin de obtener una mejor estimación del error aleatorio, (con mayor número de grados de libertad).

238
Columna 1 2 3 4 5 6 7Col (1) 3 2 5 4 7 6
Col (2) 1 6 7 4 5Col (3) 7 6* 5 4
Col (4) 1 2 3Col (5) 3 2
Col (6) 1Col (7)
A
B
C
Gráficas lineales para el arreglo ortogonal L8
2
35
1 4
67
1
3 5 . 7
2 6 4

239
A La matriz triangular las columnas están remarcadas, las interacciones forman la parte interior del triangulo. Como ejemplo, sí asignamos el factor A en la columna 3 y el factor B en la columna 5, la interacción AxB aparecerá en la en la intersección de las columnas, el número 6.
B En esta gráfica se observa el arreglo de tres factores ( 1,2 y 4) y la interacción entre ellos líneas 3, 5 y 6.
C En esta gráfica se indican cuatro factores (puntos 1,2,4 y 7) y las interacciones en las lineas 3, 5 y 6.
1 2 3 4 5 6 7No. A B AXB D AxD AxC G
1 1 1 1 1 1 1 12 1 1 1 2 2 2 23 1 2 2 1 1 2 24 1 2 2 2 2 1 15 2 1 2 1 2 1 26 2 1 2 2 1 2 17 2 2 1 1 2 2 18 2 2 1 2 1 1 2
El arreglo ortogonal es exactamente el mismo, en este caso un L8.

240
Método Taguchi - Pasos Definir factores y niveles
Factores de control (que se controlarán – arreglo interno)
Factores de ruido (no se quieren o pueden controlar pero se controlan durante el experimento – arreglo externo)
Crear diseño de experimentos ortogonal de Taguchi
Analizar el diseño de experimentos de Taguchi
Predecir la respuesta con los niveles seleccionados

241
Método Taguchi – Crear Diseño Usar Stat / DOE / Taguchi / Create Taguchi Design para
crear el diseño ortogonal de Taguchi 2 level Design, Number of factors (2 a 7) - 3
Designs L8
Factors (opcional para cambiar nombres de factores y niveles; Assign columns of the array as specified below)
Options Store designs in worksheet
Ingresar al menos dos columnas de respuestas

242
A B C Resp1 Resp2
1 1 1 19.0 16.0
1 1 1 18.4 18.0
1 2 2 17.5 17.0
1 2 2 18.6 17.5
2 1 2 19.3 17.0
2 1 2 19.1 18.5
2 2 1 18.4 16.0
2 2 1 17.0 16.5
Arreglo
Interno
Arreglo Externo

243
Método Taguchi – Analizar Diseño Usar Stat / DOE / Taguchi / Analize Taguchi Design para
analizar los resultados Response Data are in (al menos dos columnas de
respuestas) En Graphs seleccionar Signal to Noise Ratios, Means,
Estándar Deviations, Interaction Plots (pasar con >>) Display Interactions in Matrix o Separate Graph En Tables seleccionar Signal to Noise Ratios, Means,
Estándar Deviations En Options seleccionar Mayor es mejor, Nominal es
mejor o Menor es mejor para las relaciones Señal / Ruido, para que en estas gráficas S/N se seleccionen los niveles que maximicen la respuesta (para minimizar la variabilidad)

244
Response Table for Signal to Noise Ratios
Larger is better
Level A B C
1 24.9490 25.1379 24.7692
2 24.9302 24.7412 25.1099
Delta 0.0188 0.3967 0.3408
Rank 3 1 2
Response Table for Means
Level A B C
1 17.750 18.1625 17.4125
2 17.725 17.3125 18.0625
Delta 0.025 0.8500 0.6500
Rank 3 1 2
Response Table for Standard Deviations
Level A B C
1 0.98789 1.17022 1.16700
2 1.03722 0.85489 0.85810
Delta 0.04933 0.31533 0.30890
Rank 3 1 2

245
CBA25.15
25.05
24.95
24.85
24.75
S/N
Rat
io
Main Effects Plot for S/N Ratios
CBA18.2
18.0
17.8
17.6
17.4
Mea
n
Main Effects Plot for Means
CBA1.17
1.09
1.01
0.93
0.85
StD
ev
Main Effects Plot for Standard Deviations

246
Método Taguchi – Predicción de respuestas Usar Stat / DOE / Taguchi / Predict Taguchi Results para
predecir las respuestas en base a niveles de factores seleccionados como óptimos
Seleccionar Signal to Noise Ratios, Means, Estándar Deviations
En Terms pasar todos los términos con >>
En Levels seleccionar Uncoded units (valores reales) o Coded units (1 y 2) y Select levels from a list (niveles usados
OK, se mostrarán las respuestas estimadas por concepto

247
Generación e implantación de soluciones – Técnicas de creatividad

248
Tormenta de ideas Permite obtener ideas de los participantes

249
SCAMPER Sustituir, Combinar, Adaptar, Modificar o
ampliar, Poner en otros usos, Eliminar, Revertir o re arreglar
Involucrar al cliente en el desarrollo del producto ¿qué procedimiento podemos sustituir por el actual? ¿cómo podemos combinar la entrada del cliente? ¿Qué podemos adaptar o copiar de alguien más? ¿Cómo podemos modificar nuestro proceso actual? ¿Qué podemos ampliar en nuestro proceso actual? ¿Cómo puede apoyarnos el cliente en otras áreas? ¿Qué podemos eliminar en la forma de inv. Del cliente? ¿qué arreglos podemos hacer al método actual?

250
Lista de atributos Lista de atributos: Dividir el problema en partes
Lista de atributos para mejorar una linterna
Componente Atributo Ideas
Cuerpo Plástico Metal
Interruptor Encendido/ApagadoEncendido/Apagado/luminosidad media
Batería Corriente Recargable
Bombillo de Vidrio Plástico
Peso Pesado Liviano

251
Análisis morfológico Conexiones morfológicas forzadas
Ejemplo: Mejora de un bolígrafo
Cilindrico Material TapaFuente de Tinta
De múltiples caras
Metal Tapa pegada Sin repuesto
Cuadrado Vidrio Sin Tapa Permanente
En forma de cuentas
Madera RetráctilRepuesto de papel
En forma de escultura
PapelTapa desechable
Repuesto hecho de tinta

252
Los Seis Sombreros de pensamiento
Dejemos los argumentos y propuestas y miremos los datos y las cifras.
Exponer una intuición sin tener que justificarla
Juicio, lógica y cautela
Mirar adelante hacia los resultados de una acción propuesta
Interesante, estímulos y cambios
Visión global y del control del proceso

253
Dividir y analizar Dividir un problema en partes pequeñas y analizarlas
por separado: (Vendedor de pescado no ofrecía el sabor de pez fresco)
El Pez: Vive bajo el agua; tiene agallas; se mueve
constantemente; de sangre fria; cambia su color fuera del agua
Solución: Se colocó un pequeño tiburón en la pecera para que
el pez conservara sus atributos vitales de frescura

254
Pensamiento forzado con palabras aleatorias Crear nuevos patrones de pensamiento y forzar a
ver relaciones donde no las hay.
Desarrollar ideas efectivas de lanzamiento de productos: Impermeables
Protegen de los elementos productos simples Son a prueba de agua productos laminados Son de hule flexibles flexibilidad de
distribución Tienen bolsas productos de bolsillo Tienen capote publicidad amplia
territorial

255
Listas de verificaciónHaga Preguntas en base a las 5W – 1H.
Por qué es esto necesario? Dónde debería hacerse?
Cuándo debería hacerse? Quién lo haría?
Qué debería hacerse? Cómo debería hacerse?

256
Mapas mentales Se inicia en el centro de una página con la
idea principal, y trabaja hacia afuera en todas direcciones, produciendo una estructura creciente y organizada compuesta de palabras e imágenes claves
Organización; Palabras Clave; Asociación; Agrupamiento
Memoria Visual: Escriba las palabras clave, use colores, símbolos, iconos, efectos 3D, flechas, grupos de palabras resaltados.
Enfoque: Todo Mapa Mental necesita un único centro.

257
TRIZ Hay tres grupos de métodos para resolver
problemas técnicos:
Varios trucos (con referencia a una técnica)
Métodos basados en utilizar los fenómenos y efectos físicos (cambiando el estado de las propiedades físicas de las substancias)
Métodos complejos (combinación de trucos y física)

258
TRIZ – 40 herramientas Segmentación Extracción Calidad local Asimetría Combinación/
Consolidación Universalidad Anidamiento Contrapeso Contramedida previa Acción previa Compensación anticipada
Acción parcial o excesiva Transición a una nueva dim. Vibración mecánica Acción periódica Continuidad de acción útil Apresurarse Convertir lo dañino a
benéfico Construcción Neumática o
hidráulica Membranas flexibles de
capas delgadas Materiales porosos

259
TRIZ – 40 herramientas Equipotencialidad Hacerlo al revés Retroalimentación Mediador Autoservicio Copiado Disposición Esferoidicidad Dinamicidad
Cambio de color Homogeneidad Rechazar o recuperar
partes Transformación de
propiedades Fase de transición Expansión térmica Oxidación acelerada Ambiente inerte Materiales compuestos

260
Generar y evaluar las soluciones Generar soluciones para eliminar la causa raíz
o mejora del diseño
Probar en pequeño la efectividad de las soluciones
Evaluar la factibilidad, ventajas y desventajas de las diferentes soluciones
Hacer un plan de implementación de las soluciones (Gantt o 5W – 1H)

261
Implantación de soluciones PUNTO CRITICO ACTIVIDADES
* Realizar las medidas como se habian acordado * Antes de aplicar las medidas correctivas* Verificar si no hay efectos secundarios * Probar las ideas de mejora, investigar efectos* Dar capacitacion y entrenamiento. secundarios que puedan afectar al producto o áreas* Los equipos implantan las acciones correctivas y después poner en práctica las soluciones.* Obtener la aprobación de las áreas relacionadas, turno o puesto, Jefe inmediato etc. Es decir, Comunicar a todos los involucrados de la mejora a realizar.
EJEMPLO 1
LISTADO DE LAS MEDIDAS CORRECTIVAS
NO CUANDO ¿A QUE? - ¿COMO?
DONDE RESULTAD
O
JUICIO QUIEN TOPE PROC. DE
LIMPIEZA
1
2
JULIO 97
JULIO 97
BARRA DEAPLICACION
PARA LOS MOLDES
AUNQUE SE DA EFECTO
NO ES PERSISTENTE
EXISTE POCO DEFECTO
J. PÉREZ
L.TORRES

262
Implantación de soluciones
15 GUOQCSTORY.PPT

263
Verificación de solucionesPUNTO CRITICO ACTIVIDADES
* Verificar hasta obtener efectos estables ampliando * Hacer análisis comparativo antes y después los datos históricos en gráficas de la etapa de * En caso de aplicar varias medidas correctivas "razón de selección del tema" , Verificar los efectos intangibles sin omisiones* Comparar el efecto en gráfica entre antes y después de DMAIC respecto al objetivo. confirmar el efecto sobre cada concepto de (relación humana, capacidad, trabajo en equipo, contramedidas. entusiasmo, área de trabajo alegre).* Determinar los beneficios monetarios, indirectos e intangibles.Investigar si existen áreas y operaciones similares tanto dentro como fuera de la planta, para aplicar las mismas contramedidas. Dar reconocimiento.
2.12
1.91.8
1.71.6
1.51.4
1.31.2
1.11
2.19 2.142.22
2.33
1.76
1.32
0.9 0.87 0.940.79
0.990.94
0
0.5
1
1.5
2
2.5
May-97 Jun-97 Jul-97 Ago-97 Sep-97 Oct-97 Nov-97 Dic-97 Ene-98 Feb-98 Mzo-98 Abr-98
%D < 1 %
Ejemplo 1.%DEFECTUSO

264
9. Metodología Seis Sigma
Fase de Control

265
9. Fase de Control
Propósitos y salidas
Plan de control
Control estadístico del proceso
Técnicas Lean

266
Fase de Control Objetivos:
Mantener las mejoras por medio de control estadístico de procesos, Poka Yokes y trabajo estandarizado
Anticipar mejoras futuras y preservar las lecciones aprendidas de este esfuerzo
Salidas: Plan de control y métodos de control implementados Capacitación en los nuevos métodos Documentación completa y comunicación de
resultados, lecciones aprendidas y recomendaciones

267
Estándaresde trabajo
Documentary Capacitar
HerramientasLean
Plan de calidad y Monitoreo
Plan deControl
CEP -Poka Yokes
No
Tomar acciones correctivasy preventivas -
Actualizar AMEF
¿Procesoen control?
Si
Solucionesimplementadas
FASE DE CONTROL

268
calidadNo de Producto Dibujo No. Operación No. Maquína Elaboró AprobóNombre del producto Nivel
Criterio Tamaño Frecuenc. Método ded´muestra Registro
Ayuda VisualOperador Instrucciones:
Distribución
CaracteristicaDescripción
Especificación & Tolerancia
Hoja de InstrucciónInstrumento
Plan de Reacción
- Un proceso- Una actividad- Operaciones Limitadas
- Todos los procesos- Todas las Operaciones- Todas las actividades
CONTROL PLAN
Prototype Pre- launch Production Key Contac/Phone Date (Orig.) Date (Rev.)
Control Plan Number
Part Number/Latest Change Level Core Team Customer Engineering Approval/Date (if Req'd.)
Part Name/Description Supplier/Plant Approval/Date Customer Quality Approval/Date (if Req'd.)
Supplier/Plant Supplier Code Other Approval/Date (if Req'd.) Other Approval/Date (if Req'd.)
Part / Process Name / Machine, Device, Characteristics Special Methods
Process Operation J ig, Tools Char.
Number Description For Mfg. No. Product Process Class. Product/Process Evaluation/ Sample Control Method Reaction Plan
Specification/ Measurement Size Freq.
Tolerance Technique
ofPage Plan de control

269
CEP objetivos y beneficios El CEP es una técnica que permite aplicar el
análisis estadístico para medir, monitorear y controlar procesos por medio de cartas de control
Se basa en que los procesos presentan variación, aleatoria y asignable
Entre los beneficios se encuentran: Monitorear procesos estables e identificar si han
ocurrido cambios debido a causas asignables para eliminar sus fuentes

270
CEP por variables y atributos El CEP por variables implica realizar
mediciones en la característica de calidad de interés, tal como:
Tiempos Velocidad
El CEP por atributos califica a los productos como buenos / defectivos o por cuantos defectos tienen:
Color, funcionalidad, apariencia, etc.

271
¿Qué es una Carta de Control?
Una Carta de Control es como un historial del proceso...... En donde ha estado.... En donde se encuentra.... Hacia donde se puede dirigir
Las cartas de control pueden reconocer cambios buenos y malos.
¿Qué tanto se ha mejorado?¿Se ha hecho algo mal?
Las cartas de control detectan la variación anormal en un proceso, denominadas “causas especiales o asignables de variación.”

272
Variación observada en una Carta de Control
Una Carta de control es simplemente un registro de datos en el tiempo con límites de control superior e inferior, diferentes a los límites de especificación.
El patrón normal de un proceso se llama causas de variación comunes.
El patrón anormal debido a eventos especiales se llama causa especial de variación.

273
Variación – Causas comunes
Límiteinf. deespecs.
Límitesup. deespecs.
Objetivo

274
Variación – Causas especiales
Límiteinf. deespecs.
Límitesup. deespecs.
Objetivo

275
“Escuche la Voz del Proceso” Región de control, captura la variaciónnatural del proceso
original
Causa Especialidentifcada
El proceso ha cambiado
TIEMPO
Tendencia del proceso
LSC
LIC
Patrones de anormalidad en la carta de control
M
E
D
I
D
A
S
C
A
L
I
D
A
D

276
Cartas de Control para
variables

277
Cartas de Control por Variables
Medias Rangos (subgrupos de 5 - 9 partes cada x horas, para estabilizar procesos)
Medianas Rangos (para monitorear procesos estables)
Valores Individuales (partes individuales cada x horas, para monitoreo de procesos muy lentos o químicos)

278
Implantación de cartas de control por variables
1. Identificar la característica a controlar en base a un AMEF (análisis del modo y efecto de falla)
2. Establecer métodos, muestras y frecuencia
3. Validar la habilidad del sistema de medición R&R
4. Centrar el proceso, correrlo y medir al menos 25 subgrupos de 5 partes cada uno, calcular límites
5. Identificar causas especiales, prevenir su recurrencia, recalcular límites y continuar control para reducir causas comunes

279
Carta X, R (Continuación)Terminología
k = número de subgrupos; n = número de muestras en cada subgrupo
X = promedio para un subgrupo
X = promedio de todos los promedios de los subgrupos
R = rango de un subgrupo
R = promedio de todos los rangos de los subgrupos
x =x1 + x2 + x3 + ...+ xN
k
x =x1 + x2 + x3 + ...+ xN
n
LICX = x - A2 R
LICR = D3 R
LSCX = x + A2 R
LSCR = D4 R
NOTA: Los factores a considerar
para n = 5
Son A2 = 0.577 D3 = 0 D4 = 2.114

280
Ejemplo de carta de control X-R
Sample
Sam
ple
Mean
18161412108642
90
80
70
60
__X=72.69
UCL=86.84
LCL=58.53
Sample
Sam
ple
Range
18161412108642
48
36
24
12
0
_R=24.54
UCL=51.89
LCL=0
Xbar-R Chart of Pulse1

281
Carta de Individuales (I-MR)
Esta Carta monitorea la tendencia de un proceso con datos variables que no pueden ser muestrados en lotes o grupos.
Este es el caso cuando la capacidad de corto plazo se basa en subgrupos racionales de una unidad
La línea central se basa en el promedio de los datos, y los límites de control se basan en la desviación estándar poblacional (+/- 3 sigmas)

282
Carta X, R (Continuación)Terminología
k = número de piezas
n = 2 para calcular los rangos
x = promedio de los datos
R = rango de un subgrupo de dos piezas consecutivas
R = promedio de los (n - 1) rangos
x =x1 + x2 + x3 + ...+ xN
n
LICX = x - E2 R
LICR = D3 R
LSCX = x + E2 R
LSCR = D4 R
(usar estos factores para calcular Límites de Control n = 2)
n 2
D4 3.27
D3 0
E2 2.66

283
Ejemplo: Carta I-MR
Observar las situaciones fuera de control
Observation
Indiv
idual V
alu
e
90817263544536271891
150
125
100
75
50
_X=80
UCL=113.2
LCL=46.8
Observation
Movin
g R
ange
90817263544536271891
60
45
30
15
0
__MR=12.47
UCL=40.75
LCL=0
1
111
1
1
1
11
I-MR Chart of Pulse2

284
Cartas de Control
para atributos

285
Cartas de control para atributos Datos de Atributos
Tipo Medición ¿Tamaño de Muestra ?
p Fracción de servicios erroneos, Constante o variable > 30
defectivos o no conformes
np Número de servicios erroneos Constante > 30
c Número de defectos, errores o Constante = 1 Unidad de
no conformidades inspección
u Número de defectos por unidad Constante o variable en
unidades de inspección

286
Cartas de Control tipo p
p - CON LÍMITES DE CONTROL VARIABLES
p - CON n PROMEDIO
p - ESTANDARIZADA

287
1050
0.5
0.4
0.3
0.2
0.1
0.0
Número de muestra
Pro
po
rci
ón
Gráfica P para Fracción Defectiva
P=0.1128
3.0SL=0.4484
-3.0SL=0.000
Carta p (Cont..)
Observe como el LSC varía conforme el tamaño (n) de cada muestra varía.
Los límites de control se pueden estabilizar con n promedio o estandarizando pi con Zi.
p
LSC
LIC
Ejemplo:

288
Carta np (Atributos)
Se usa cuando se califica al servicio como bueno/malo, pasa/no pasa.
Monitorea el número de servicios erronoes de una muestra
El tamaño de muestra (n) es constante y mayor a 30.
Terminología (igual a gráfica p, aunque n es constante)
n = tamaño de cada muestra (Ejemplo: servicios diarios)
np = número de servicios erroneos en cada muestra
k = número de muestras

289
Carta np (Cont...)
151050
10
5
0
Número de muestras
No.
De
fece
tivos
Carta np de número de servicios erroneos
3.0 LSC=10.03
- 3.0S
El tamaño de la muestra (n) es constante
Los límites de control LSC y LIC son constantes
Evita hacer cálculos al presatdor del servicio
np
LIC
Ejemplo 1:
LIC=0.0
Np =4.018

290
Cartas de Control para defectos o errores
c – Número de defectos Se cuentan los defectos que tienen cada unidad de inspección de tamaño n constante en productos como facturas
u – Defectos por unidad Se cuentan los defectos que tienen diferentes unidades de inspección de tamaño n variable en productos complejos y se determinan los defectos por unidad – Facturas

291
Carta c (Atributos) El tamaño de la muestra (n unidades de
inspección) debe ser constante Ejemplos:
- Número de errores en cada lote de facturas
- Número de cantidades ordenadas incorrectas en órdenes de compra
Terminología
c = Número de defectos encontrados en cada unidad o unidades constantes de inspección
k = número de muestras

292
Carta c (cont..)
Observe el valor de la última muestra; está fuera del límite superior de control (LSC) ¿Qué información, anterior a la última muestra, debió haber obviado el hecho de que el proceso iba a salir de control?
Ejemplo:
2520151050
15
10
5
0
Número de Muestras
Nú
me
ro d
e d
efe
cto
s
Carta C 1
C =5.640
3.0L SC=12.76
- 3.0L IC=0.000
LSC
C

293
Carta u (Atributos)
El tamaño de la muestra (n) puede variar
Los defectos o errores por unidad se determinan dividiendo el número de defectos encontrados en la muestra entre el número de unidades de inspección incluidas en la muestra (DPU o número de defectos por unidad) .
Ejemplos:• Se toma una muestra de facturas por semana,
identificando los errores en estas.
• Se inspeccionan servicios prestados por día, se determinan los errores promedio por día.

294
Carta u (cont..)
Observe que ambos límites de control varían cuando el tamaño de muestra (n) cambia.
¿En que momentos estuvo el proceso fuera de control?
20100
8
7
6
5
4
3
2
Número de Muestras
Nú
mer
o
de
efec
tos
Gráfica U para Defectos
U=4.979
3.0L SC= 6.768
-3.0L IC= 3.190
Ejemplo 2:
LSC
LIC
u

295
Cartas de Precontrol

296
Cartas de precontrol (Shainin) Es más exitosa con procesos estables no
sujetos a corridas rápidas una vez que se implementan y estabilizan
Sirven como referencia y monitoreo
La distancia entre los límites de especificaciones o tolerancias se divide entre cuatro quedando los límites de control entre el primer y tercer cuarto

297
Pre- ControlBajo
LíneaP-C
LíneaP-C
Alto
Rojo Amarillo Verde Amarillo Rojo
1/4 1/2 1/4
Tolerancia Completa

298
Reglas de Precontrol
Tomar una muestra de dos servicios consecutivos A y B:
1. Sí A y B caen en verde, continuar el proceso
2. Sí A es amarilla y B cae en verde continuar proceso.
3. Sí A y B son amarillas investigar causas en el proceso
4. Sí A o B son rojas, parar proceso e investigar causas

299
Acciones a tomarUltima servicio
Verde
Amarillo
Rojo
Servicio actual
Continuar
Primera: ContinuarSegunda: Detener
Detener

300
Distribución de probabilidad
LI Espec. LS Espec.LíneaP-C
LíneaP-C
1/14 12/14 1/14
7% 86% 7%
Rojo Amarillo Verde RojoAmarillo
1/4 1/2 1/4
Area Objetivo
Tolerancia Completa

301
1. Controles para la mejora.
2. Formas para eliminar causas.
3. Datos de control de resultados.
4. Aplicación de soluciones en otros procesos.
5. Uso de métodos de estandarización.
.
Estandarización

302
Prevención de la reincidencia – Estandarización
DISPOSITIVOS A PRUEBA DE ERROR ( Poka - Yokes ).
22 GUOQCSTORY.PPT

303
10. Empresa Lean

304
Métodos Lean Pensamiento Lean, Muda Fábrica visual 5S’s (Organización del lugar de trabajo) Kaizen Kanban
Teoría de restricciones Poka Yokes Estándares de trabajo SMED TPM

305
Pensamiento Lean Womack (1990) introduce el término de
producción Lean en occidente en 1990 con la su libro “The machine that changed the World”, describe las prácticas de las mejores empresas en el mundo:
Especificar el valor por producto Identificar la cadena de valor para cada
producto Identificar el flujo de valor Permitir que el cliente jale valor del proveedor Perseguir la perfección

306
Muda, los 7 desperdicios El Muda son actividades que no agregan valor
en el lugar de trabajo. Su eliminación es esencial para reducir costos y tener calidad en producto:
Recursos en exceso Inventarios
Reparaciones / Retrabajos Movimientos Proceso de firmas Esperas Transportes

307
Pensamiento Lean Cadenas de valor: La reducción del desperdicio se
concentran en 3 actividades clave de procesos:
Desarrollo de nuevos productos: definir el concepto, diseño y desarrollo del prototipo, revisión de planes y mecanismo de lanzamiento
Gestión de información: toma de pedidos, compra de materiales, programación interna y envió al cliente
Transformación: realización del producto o servicio desde inicio hasta fin

308
Reducción de tiempo de ciclo El tiempo de ciclo es la cantidad de tiempo
necesaria para completar una actividad del proceso, un evento Kaizen Blits puede reducirlo a ser menor al Takt time
Beneficios: Satisfacer al cliente Reducir gasto interno y externo Incrementar la capacidad Simplificar la operación y actividad Continuar siendo competitivo

309
Administración visual Tiene como propósito mostrar a la
administración y empleados lo que está sucediendo en cualquier momento de un vistazo
Uso de pizarrones o pantallas para mostrar el estado de: La prestación de servicios Los programas La calidad del servicio Los tiempos de entrega Requerimientos del cliente y costos

310
5S’s Seiko (arreglo adecuado) Seiton (orden) Seiketso (limpieza personal) Seiso (limpieza) Shitsuke (disciplina personal)
En Inglés: Sort (eliminar lo innecesario) Straighten (poner cada cosa en su lugar) Scrub / Shine (limpiar todo Systematize (hacer de la limpieza una rutina) Standardize (mantener lo anterior y mejorarlo)

311
Kaizen Blitz (evento o taller) Involucra una actividad Kaizen (proyecto de
mejora) en un área específica por medio de un equipo de trabajo durante 3 a 5 días:
2 días de entrenamiento 3 días para colección de datos, análisis e
implementación de la solución
Es necesario el apoyo de la administración Al final el equipo hace una presentación del
proyecto

312
Kaizen Blitz (evento o taller) Resultados:
Ahorro de espacio Flexibilidad de atención al cliente Flujo de trabajo mejorado Ideas de mejora
Mejoras en calidad Ambiente de trabajo seguro Reducción de actividades que no agregan
valor

313
Kanban Kanban = signo. Es una señal a los procesos
internos para proporcionar servicios (tarjetas, banderas, espacio en el piso, etc.). Da indicación visual de:
Números, código de barras Cantidad Localización
Tiempo de entrega Colores en función del destino

314
Teoría de restricciones Goldratt (1986) escribe “La Meta” describiendo
un proceso de mejora continua
La Gestión de restricciones se enfoca a remover los cuellos de botella del proceso que limita el throughput
Las restricciones pueden hallarse con un mapa del proceso, diagrama PDPC y Diagrama de árbol

315
Teoría de restricciones Las métricas básicas son:
Throughput: es la tasa a la cual el sistema genera dinero a través de las ventas. Dinero que ingresa.
Inventarios: es todo el dinero invertido en el sistema en cosas compradas para vender. Dinero utilizado.
Costos de operación: es el dinero que el sistema usa para transformar el inventario en throughput. Dinero que sale.

316
Teoría de restricciones Otras definiciones:
Los Recursos Cuello de botella tienen una capacidad menor o igual que la demanda asignada a estos.
El balance de flujo de prestación del servicio debe ser hecho contra la demanda del cliente.

317
Teoría de restricciones- Método de cinco Pasos Identificar las restricciones del sistema que
limitan el logro de objetivos, darles prioridad por su impacto
Decidir como explotar las restricciones del sistema. Asignarles los recursos sobrantes de otras áreas
Subordinar cada cosa a las decisiones anteriores. Reducir el efecto de la restricción o expandir su capacidad

318
Teoría de restricciones- Método de cinco Pasos Elevar las restricciones del sistema, tratar de
eliminar los problemas de la restricción, hacer esfuerzos para continuar las mejoras
Regresar al primer paso después de romper las restricciones, buscar otras nuevas

319
Teoría de restricciones Evaporando nubes:
Frecuentemente existen soluciones simples para problemas complejos, reexaminar los fundamentos del problema
Árboles de prerrequisitos: Algo debe ocurrir antes de que algo adicional ocurra.
La T.R. Permite la transición entre la forma anterior de hacer las cosas y la nueva forma

320
Poka Yoke Con dispositivos sencillos a Prueba de error se
pueden evitar los errores humanos por:
Olvidos Malos entendidos Identificación errónea Falta de entrenamiento Distracciones Omisión de las reglas Falta de estándares escritos o visuales

321
Poka Yoke Beneficios
No requiere entrenamiento formal
Elimina muchas operaciones de inspección
Proporciona un 100% de inspección interna sin fatiga o error humano.
Contribuye al trabajo libre de defectos

322
Poka Yokes Se puede lograr a prueba de error por medio
de un control para prevenir errores humanos o usando mecanismos de alerta.
Para prevenir errores humanos se tienen: Diseño de métodos para evitar errores Uso de dispositivos que no soporten una
actividad mal realizada Teniendo procedimiento de trabajo controlado
por dispositivos a prueba de error

323
Poka Yokes Los mecanismos de alerta de errores incluyen:
Uso de colores Formatos guía para facilidad de llenado Mecanismos para detectar el proceso de
información equivocada Una alarma indica que ha ocurrido un error y se
debe atender de inmediato Se pueden combinar los Poka Yokes para
obtener cero defectos con: inspecciones en la fuente, autoinspecciones por el ejecutivo y métodos de inspección sucesivos (Shingo)

324
Estándares de Trabajo Documentan la mejor manera de hacer el trabajo,
en forma más fácil y segura. Preservan el Know How y experiencia para hacer el
trabajo que puede perderse al irse los empleados
Proporcionar un método de evaluar el desempeño Proporcionan una base para mantenimiento y
mejora Son la base de la capacitación y auditoria
Método para prevenir la recurrencia de errores Minimizan la variabilidad

325
Estándar de trabajo Las hojas de estándares de trabajo combinan
elementos de materiales, personas y equipos en un ambiente de trabajo, consideran lo siguiente:
Disponibilidad de recursos Distribución de equipos Mejoras al proceso y sistemas autónomos
instalados Valuación de ideas del personal Minimización de transporte Optimización de l inventario Prevención de defectos Conceptos de área de trabajo segura

326
Otros Estándares de Trabajo Líneas amarillas en el piso
Códigos de colores
Pizarrón de control para desarrollo de los servicios
Indicadores de nivel mínimo y máximo de inventarios
Matrices de capacitación cruzada Lámparas de falla

327
SMED Single Minute Exchange of Die SMED se enfoca
a reducir los tiempos de preparación y ajuste de horas a minutos.
Mitos en relación con los ajustes y preparaciones:
La habilidad para hacer preparaciones se gana con la práctica y la experiencia

328
SMED - Pasos Formación de un equipo de trabajo con
personal involucrado en el servicio
Primer paso, observar las condiciones actuales por medio de:
Uso de cronómetro para observación continua Uso de un estudio de trabajo por muestreo Entrevistas de ejecutivos Videofilmación de la operación completa
División de los pasos del proceso de preparación en partes más pequeñas y clasificación en preparación interna (equipos parados) o externa (trabajando)

329
SMED - Pasos Las operaciones de preparación externa
incluyen: Preparación de información Búsqueda de información Evaluación de parámetros Etc...
Después reexaminar los elementos internos y externos y tratar de convertir los más que se puedan a externos, utilizar la creatividad del equipo

330
TPM
El mantenimiento productivo total incluye la
participación de todos para asegurar la
disponibilidad del equipo de producción y
combina los mantenimientos preventivo,
predictivo, mejoras en la mantenabilidad,
facilidad de mantenimiento y confiabilidad

331
TPM
Hay 6 grandes pérdidas que contribuyen en forma negativa a la efectividad del equipo:
Falla del equipo Preparación y ajustes Arranques y paros menores Velocidad reducida Defectos de proceso Pérdidas de producto

332
Implementación del TPM Pasos recomendados para implementar el TPM:
Anunciar el compromiso de la dirección al TPM Campaña educacional sobre TPM en la empresa Organizar equipos para promover el TPM Establecer metas y políticas para el TPM Preparar un plan detallado para el TPM Junta directiva de arranque (kick off) del TPM Formar equipos de mejora de la efectividad del equipo Desarrollar a los operadores para mantto. Autónomo Desarrollar un programa de mantenimiento de equipo Capacitar a operadores y gente de mantenimiento Desarrollar programas de mantto. Para el equipo
nuevo Tener implementado el TPM y buscar la perfección

333
Mantenimiento autónomo Actividades de grupos pequeños autónomos
para TPM: El supervisor es el líder del equipo Realizan actividades de limpieza, lubricación,
protecciones, inspección, etc.
Evolución de los equipos: Auto desarrollo: aprendizaje de los miembros Actividades de mejora: terminadas Solución de problemas: selectos Administración autónoma: selecciona sus metas y
administran su trabajo

334
TPM Diseño para mantenabilidad y disponibilidad:
Estandarización: minimizar el número de partes diferentes
Modularización: estandarizar tamaños, formas, unidades
Accesibilidad: facilitar las tareas de mantto. Y acceso
Alarma por mal funcionamiento: luces o sonido
Aislamiento de falla: equipo de autoprueba, mantenimiento preventivo, simplicidad en diseño
Identificación: única de componentes y bitácoras