Microsoft PowerPoint - Slides Organizacao Lean.ppt [Modo de ...
45
RICARDO MOURA MANAUS-AM 2009 Em Busca da Organização Lean
Transcript of Microsoft PowerPoint - Slides Organizacao Lean.ppt [Modo de ...

RICARDO MOURA
MA NA US- A M
2 009
Em Busca da Organização Lean

Em Busca da Organização Lean
� Histórico da Filosofia Lean
� Princípios Lean Aplicados as Empresas� Lean Manufacturing
� Lean Office
� Exemplos de Aplicações

História da História
� A Máquina que Mudou o Mundo
� James P. Womack
� Daniel T. Jones� Daniel Ross
� Pesquisa no MIT
� 5 Milhões de Dólares� 5 Anos de Estudo (1985-1990)
� Em torno de 200 Pesquisadores
� Cunharam o termo “Lean Production” no ocidente

Lean, Lean Production e Produção Enxuta
� Lean, do inglês pode ser entendido como “ausência de carne ou gordura, fino, magro”
� O termo “lean production” se deu como uma comparação a “antiga” técnica de produção em massa originada no Ocidente
� Considerado pelos autores como a nova forma de produção
� Assim como a produção em massa substituiu os artesãos, a “produção enxuta”, desenvolvida pelos japoneses, irá substituir a produção em massa

Tudo Começou na Empresa Toyota...
� A Toyota situava-se em Nagoya, interior do país e em 1930 tinha como funcionários muitos ex-agricultores
� Kiichiro Toyoda fundou a empresa para fazer automóveis
� Toyoda significa “campo de arroz abundante”
� Em 1936 um concurso com 2,700 sugestões deu a empresa o nome Toyota
� Ele fabricava caminhões militares em um sistema semi artesanal, mas antes da 2ª Guerra parou a produção
� Após a guerra estava determinado a fazer carros e caminhões comerciais, mas enfrentava sérios problemas

Eiji Toyoda
� Na primavera de 1950, Eiji Toyoda visita por 3 meses a Ford em Detroit, seguindo os passos que seu avô Kiichiro fez em 1929
� Toyoda estudou cuidadosamente a produção da Ford que fabricava 7,000 carros por dia, enquanto a Toyota, até 1950, havia fabricado 2,685 carros
� Ao retornar ao Japão e trocar idéias com o seu engenheiro chefe, Taiichi Ohno iniciou um estudo que originou o Sistema de Produção Toyota, também chamado de produção enxuta

O Cenário onde nasceram os conceitos
� O mercado japonês era pequeno e demandava por uma grande variedade de veículos� Carros luxuosos para o governo
� Grandes caminhões para transportar alimentos
� Camionetes para os fazendeiros� Carros pequenos para as grandes cidades

Os Trabalhadores e a Falta de Recursos
� Trabalhadores� Antes considerados como custos variáveisou peças descartáveis
� Ocupação americana exigia novas leis para ostrabalhadores e os sindicatos ganharam força
� Falta de Capital� Sem dinheiro para importar tecnologia e lutando para evitar que grandes empresas colocassem produtos baratos no mercado japonês
� Governo japonês proibiu a entrada de capital estrangeiro, forçando que as empresas japonesas criassem parcerias entre si para sobreviver

Empresa = Comunidade
� A Empresa como uma comunidade
� Na recessão, Kiichiro Toyoda propôs demitir 25% dos funcionários
� Após greves, ocupações da fábrica e pressão do sindicado, chegaram a um acordo:
� Demitiram os 25% , mais garantiram emprego vitalício aos restantes
� Kiichiro assumiu a responsabilidade das falhas na empresa e se aposentou do cargo de presidente
� Criaram um sistema de remuneração baseado na senioridade

Todos em Busca da Melhoria Contínua
� Melhoria Contínua
� Os efeitos dessas medidas transformaram a relação dos funcionários da Toyota e depois mais, adotado pelas outras empresas, mudou a cara da relação em todo o país
� Os funcionários passaram a ser parte integrante de uma grande família, e como tal, deveriam se preocupar em melhorar a empresa como um todo, independentemente de sua posição hierárquica
Melhoria contínua virou uma obrigação de todos!

Emagrecendo a Produção em Massa
� Nesse cenário, Taiichi Ohno percebeu que a produção em massa não era uma alternativa viável
� Produção Artesanal também nãoatendia as necessidades deles
� Ao buscar uma nova abordagem ele fundou um novo conceito que não era “tão gordo” como a produção em massa, mas também não era tão lento quanto a produção artesanal � Produção em Células
Parece simples explicando, mas para produzir em células, muitos conceitos de produção devem ser reformulados

O Exemplo das Latarias dos Carros
� Metal estampado para a “lataria do carro”� CENÁRIO AMERICANO
� A matéria prima chegava em grandes rolos de folha de aço
� Usava um sistema de prensagem em um molde para obter o formato da peça da lataria do carro
� As prensas eram caras e operavam com ciclo de 20 peças por minuto, 24 horas por dia, gerando milhões de peças por ano
� A troca de moldes era feita por especialistas, durando
até 1 dia para ajustar todos os detalhes dos moldes
� Com as altas demandas após a 2ª guerra, eram
produzidos estoques de meses, ou anos, de peças estampadas

O Exemplo das Latarias dos Carros
� Metal estampado para a “lataria do carro”� CENÁRIO JAPONÊS
� grandes volumes eram inconcebíveis, então atroca de moldes deveria ser mais freqüente
� Para evitar o uso de “especialistas” Ohno
treinou os funcionários para fazer trocas rápidas� Após comprar algumas prensas usadas e treinar bastante os operários, eles trocavam um molde em 3 minutos ao invés de 1 dia, como era na Ford

O Paradigma dos Pequenos Lotes
Esse experimento gerou a descoberta de um dos grandes princípios da produção enxuta
É mais barato fazer pequenos lotes de produção do que produzir enormes lotes
� Isso se dá por duas razões� Eliminação do custo de manter enormes lotes de matéria prima e
de peças processadas� Ao fazer pequenos lotes, problemas ocasionados por erros são
observados rapidamente no processo seguinte
Para esse sistema funcionar bem, os funcionários tiveram que ser otimamente qualificados e altamente motivados

Um Círculo Virtuoso
Maior Número de Setups
Maior Treino nos
Setups
Setups Melhores
Redução do Tempo
dos Setups
Redução do
Tamanho dos Lotes
☺

A Divisão de Tarefas na Ford
� O Processo Produtivo
� No sistema de produção em massa da Ford, os operários executavam somente uma ou duas tarefas, repetidamente e, como Ford esperava, sem reclamar
� As tarefas eram divididas pelos engenheiros, que eram os responsáveis pelas melhorias
� Havia times de limpeza, manutenção, inspetores de qualidade, técnicos reparadores, gerentes, supervisores e por fim, a categoria inferior de funcionários, os operários
� Índices de falta na casa dos 2 dígitos obrigava excesso de operários para diariamente completar o quadro

A Integração de Atividades na Toyota
� O Processo Produtivo
� Ohno não tinha disposição nem recursos para criar estruturas funcionais tão “gordas”, desta forma reuniu os operários em pequenos grupos e deu ao time autonomia para organizar o processo, limpar, fazer pequenas manutenções, consertar os erros e sugerir melhorias
� Criou-se então o que hoje é conhecido no Ocidente como “Círculos de Controle da Qualidade”

Fazer ou Comprar?
� A Cadeia de Fornecimento
� A montagem final de um carro envolve somente 15% de todo o processo de fabricação, incluindo + 10,000 peças
� Muitas grandes empresas, como a Ford e a GM se perguntavam “make or buy”
� Tinham um enorme grupo de engenheiros para projetava as +10,000 peças
� Fornecedores que pudessem fabricar ao menor preço possível eram buscados
� Para atender grandes demandas os fornecedor necessitavam carregar enormes estoques para atender as montadoras
� Na recessão era cada um por si, empresas ou fornecedores ficavam à sua própria sorte

Desenvolvimento de Parcerias
� A Cadeia de Fornecimento
� A pergunta “make or buy” não cabia para a realidade da Toyota, Ohno tinha que buscar parcerias com os fornecedores porque não tinha recursos para fazer as peças internamente
� Os fornecedores tinham que dar sugestões de melhorias nos projetos das peças e dos componentes
� Para isso parcerias deveriam ser desenvolvidas
� Era a única saída para reduzir os custos de fornecimento e melhorar a qualidade

A Primeira Camada de Parceiros
� A Cadeia de Fornecimento
� Ele então desenvolveu um sistema de relacionamento com os fornecedores em camadas
� A primeira camada era composta por fornecedores que faziam parte do processo de desenvolvimento dos produtos
� Recebiam as especificações e trabalhavam para oferecer um componente que atendesse os requisitos
� Essa camada de fornecedores podia interagir entre si e trocar idéias que melhorassem o projeto como um todo

A Segunda Camada de Parceiros
� A Cadeia de Fornecimento
� Na seqüência tinha uma segunda camada de fornecedores, que fabricava os componentes projetados pelos fornecedores da primeira camada
� A especialidade deles era tecnologias de manufatura e podiam interagir entre si, buscando a melhor forma de produzir e entregar na Toyota
� A Toyota encorajou as parcerias e buscou até participação acionária nos fornecedores

Integrando os Parceiros na Cadeia
� A Cadeia de Fornecimento� Com todos atuando juntos e buscando um fornecimento diário,
os conceitos de Just In Time e Kanban surgiram naturalmente
� Operando com baixos estoques em toda a cadeia, se um parceiro do elo parasse os outros paravam também
� Isso que era um problema no sistema de produção em massa era uma vantagem que Ohno buscava
� Todos na cadeia possuem ações dos outros parceiros, eles buscam resolver os problemas e manter a cadeia funcionando da forma mais eficiente possível
� Aparentemente simples, esses conceitos levaram 20 anos para ser implantados

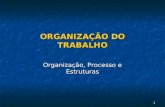
A Visão Completa da Cadeia
Clientes
Processos1ª Camada de Fornecedores
2ª Camada de Fornecedores
Fornecedores de MatériasPrimas

Inovações & Produção Enxuta
� Programa Trainee� Na fábrica de carros da Honda no Japão, todos os engenheiros do departamento de projetos passam por um severo treinamento de 1 ano:� Montando Carros na Fábrica� Rodando por diversas atividades de engenharia� No departamento de marketing e vendas� Conhecendo os fornecedores das principais partes do carro
� Somente após esse período eles voltam ao departamento de projetos para iniciar suas atividades no desenvolvimento de novos produtos

O Comportamento do Cliente
� Busca variedades de produtos
� Exclusividade
� Bastante exigente quanto a qualidade
� Não está disposto a fazer “pequenos reparos”
� Freqüentemente troca de produto
� COMO LIDAR COM ESSES FATORES?� Sendo rápido, flexível e lean

Técnicas e Conceitos da Estratégia Lean
� Lead Time
� Os 7 Tipos de Perdas
� JIT + Kanban
� Jidoka
� Poka Yoke
� Adição de Valor (VA)� Não Adição de Valor (NVA)

Lead Time
� Lead Time é considerado o tempo total de fornecimento de um produto, uma vez que o cliente fez o pedido
� “Lei de Little”� Lead Time = Estoque em Processo
Tempo de Execução
10 Litros / minuto(requisições)
10 Litros / minuto(produtos)
1000 Litros(Estoque em Processo)
Tempo do Estoque = 100 minutos

Perdas na Ótica dos Clientes
� Uma Definição de Perda� Perda é uma substância ou material que é indesejado, resíduo, refugo,
material inútil ou supérfluo. Na ótica da produção enxuta, considera-se perda como tudo que não agrega valor ao produto.
� Pessoas freqüentemente confundem atividades com trabalho que agrega valor.
� Atividades de suporte, como agendamentos e controle de estoques parecem ser necessárias e, portanto, úteis
� Entretanto, nenhuma das duas converte matérias-primas em produtos finais que serão entregues aos clientes.
� Ambas são invisíveis para o cliente e desta forma constituem perdas

Os Tipos de Perdas na Estratégia Lean
Típicas perdas de produção� Produzir muito
� Excesso de tempo disponível� Excesso de transporte
� Processamento desnecessário
� Excesso de estoque� Excesso de movimentos
� Excesso de defeitos

Atividades que NAV na Estratégia Lean
Atividades que Não Agregam Valor ao produto� Inspeções
� Embalagens� Transporte
� Atividades Administrativas
� Atividades de Suporte

Superprodução & Excesso de Tempo
� Para reduzir Superprodução� Produzir Just-in-Time (JIT), Reduzir os tamanhos dos lotes� Redução os tempos de setup� Adequar sistema de avaliação de desempenho
� Para reduzir excesso de tempo disponível� Sincronizar fluxo entre vários estágios (Kanban)� Implantar Células de produção� Racionalização das etapas de carga/descarga� Implantar células de produção� Rapidez na comunicação, Planejar troca de turno� Manutenção Produtiva Total (TPM)

Transportes & Processamento Ineficaz
� Para reduzir excesso de transporte� Racionalização do fluxo de materiais� Implantar células de produção, Redução de área� Minimização do esforço em transporte de materiais� Redução do esforço com recebimento e transporte de materiais de
fornecedores
� Para reduzir processamento ineficaz� Simplificação das etapas do processo� Simplificação do projeto do produto� Revisão da necessidade de cada etapa do processo� Padronização do trabalho, Implantação de dispositivos poka-yoke (“à
prova de falha”) e evitar retrabalhos� Evitar uso de equipamentos complexos de grande capacidade

Estoques & Excesso de Movimentos
� Para reduzir excesso de estoque� Redução do tamanho dos lotes e do lead time� Sincronização e redução das interrupções do fluxo do trabalho� Criação de capacidade para movimentar cargas pesadas� Nivelamento e flexibilidade da produção Para reduzir processamento ineficaz
� Para reduzir excesso de movimentos� Organização do “chão-de-fábrica”� Estudo dos movimentos do homem e da máquina� Implantação do sistema de controle visual� Maior envolvimento dos colaboradores para dar sugestões de melhorias

Layout Funcional versus Celular
Almoxarifado
Estoque de Produto Final
Expedição
Montagem Automática
Estoque Processo
Montagem Manual
RevisãoSolda
TestesMontagem
Final
Embalagem
Recebimento
Célula Produto
A
Expedição
Célula Produto
B
Célula Produto
C
Célula Produto
E
Célula Produto
D
Célula Produto
F
ÁreaExtra

Excesso de Defeitos
� Para reduzir excesso de defeitos� Padronização das ações de qualidade
� Implantação de trabalho padronizado em todas as áreas que afetam diretamente a qualidade do produto
� Controlar as variações dos processos
� Evitar o fluxo e a propagação de itens defeituosos
� Implantar Controle Estatístico de Processos (CEP)

JIT + Kanban
� O JIT é um sistema de produção sem estoque, ou com estoques mínimos, utilizando o método de “puxar”, isto é, os estágios posteriores “puxam” o produto e ditam o ritmo da produção
� Muitas vezes as empresas utilizamum
CARTÃO entre os estágios ou com os
fornecedores, como mecanismo de disparo
� Os cartões ficam circulando entre fornecedor e cliente, como uma ordem de compra pré-definida

Jidoka
� Sistema desenvolvido onde há processamentocom máquinas
� As máquinas são configuradas paraAUTOMATICAMENTE PARAR casodetectem algum problema
� Fundamental para o JIT, onde a propagação de defeitos compromete a cadeia de fornecimento, pois os estoques são mínimos

Poka Yoke
� Adição de elementos no sistema
que impossibilitem a ocorrência
de erros, isto é, ao executar as
tarefas, só há uma forma de
terminá-la. Os erros são evitados
porque não podem ser ocasionados

Mapeamento de Fluxo de Valor (MFV)
� Fluxo de Valor� Todas as atividades relacionadas a execução do produto ou prestação do serviço, composta por atividades que agregam valor e atividades que não agregam valor
� Mapeamento de Fluxo de Valor� Mapeamento que serve como base para a implementação da estratégia lean

Visão Geral do Fluxo de Valor
� Visão da Cadeia de Valor Inteira
Fluxo de Valor Total
Fornecedores Seu Negócio Cliente Final

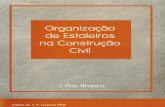
Identificar os Fluxos de Valor

Entendendo a Organização
Inv estimentos
Materiais
Ordem de
Compra
Lista de
Materiais
Inf ormações sobre
situação dos materiais
Solicitação de
Treinamentos
Materiais
para a
Montagem
dos Produtos
Ferramentas de
Apoio para a Produção
Sof twares
para Controle
Planos de
Produção
Situação da
Produção
Planos de
Vendas
Pedidos
Inv oice Request
ProductsProducts
Relatórios de
Desempenho
Produtos
para Av aliação
Aprov ação
dos Produtos
Solicitação de
Análise de Problemas
Relatórios
Av aliação dos
Processos
Inf ormação da
Aprov ação dos Produtos
Treinamento dos
Funcionários
Products
DepartamentoDepartamento
dede
ProduçãoProdução
Depto. de Sistemas
Engenharia
Diretoria
Depto. de Vendas
ClienteCliente
Distribuidores
Expedição de Produtos
Depto. Planejamento
Almoxarifado
FornecedorExterno
AcionistasAcionistasDepto.
Compras
Atendimento ao Cliente
Depto. Qualidade
Estoque de Vendas
Situação
da Produção
RH / Setor de Treinamento
Documentação
para a Correta Produção
Análise de
Def eitos
Metas
Recursos
Lucros e
Div idendos

Mapeando o Fluxo de Valor da Produção

Pontos Importantes
� Claro Entendimento dos 7 Tipos de Desperdícios
� Forte Treinamento em Técnicas de Inovação
� Motivação e Alinhamento com Recompensas
� Sistema de Avaliação Justo
� Gestores Preparados
� Valorização da “Prata da Casa”� Sistema de Geração de “Memória” das Melhorias

Obrigado!
Ricardo Moura(92) 3302-0803 / 8133-0418
Para mais informações sobre os nossos
treinamentos e serviços, agende uma visita !