ANÁLISE DE FALHA EM SEMIEIXO DIANTEIRO DE UM TRATOR · 2019. 2. 11. · Em seu livro “Projeto de...
12
UNIVERSIDADE PARANAENSE – UNIPAR CURSO DE ENGENHARIA MECÂNICA UMUARAMA/PR 1 TFC 2018 – TRABALHO FINAL DE CURSO ANÁLISE DE FALHA EM SEMIEIXO DIANTEIRO DE UM TRATOR André Luiz Ramos Francisco, [email protected] 1 Celço Ribeiro de Farias Neto, [email protected] 1 Patrik Américo Pollizello Lopes, [email protected] 2 Resumo: Muitos materiais têm suas propriedades destruídas ou alteradas por diversos motivos, e todas essas ações obtém reações preocupantes no que diz respeito a materiais aplicados em algum tipo de sistema mecânico. Com o passar do tempo, foram registrados muitos materiais que falharam de maneira espontânea, fazendo com que ocorressem danos ao meio ambiente, prejuízos financeiros e também riscos a vida humana. Em vista disso, a ciência dos materiais veio se desenvolvendo a cada dia e estudando profundamente essas causas de falhas dos materiais, de forma a entender e comprovar os porquês e como ocorrem esses inesperados fenômenos. A análise de falhas e a técnica empregada para comprovar qual o motivo que um determinado componente falhou. O presente trabalho teve como objetivo analisar a falha em serviço ocorrida em uma peça de Aço SAE 8640, semieixo dianteiro de um trator, por meio do estudo de análise de falha. O estudo foi direcionado através das técnicas de análise visual, simulação virtual, micrografia e testes de dureza dos materiais. A falha ocorreu durante operação de trabalho, cuja as análises mostraram que foi falha por fadiga, devido à concentração de tensão sofrido na pontuva por causa do torque transmitido para o semieixo. Palavras-chave: Análise de Falha, Materiais, Micrografia, Teste de Dureza. 1. INTRODUÇÃO A análise de falhas é uma abordagem técnica da Engenharia que visa identificar os “porquês” um equipamento ou componente falha (PELLICCIONE, et al, 2014). Reforçando o conceito exposto, o procedimento de analisar falhas é um processo vital para determinar as causas de um problema para ter como consequência a prevenção de um defeito. Trata- se de um método complexo de ser executado que se baseia em técnicas laboratoriais, técnicas de inspeção e observação para atingir o objetivo esperado que é definir como e porque falhou determinado componente (HANDBOOK, 1986). A análise de falha é um processo que deve ser estudado rigorosamente de forma analítica, prevendo as possíveis falhas que estarão por vir, seja de uma peça, processo ou sistema, através de pesquisas sobre o mesmo. Com o passar do tempo, o homem obteve conhecimento das propriedades dos materiais e de seu comportamento sobre esforços, possibilitando prever aproximadamente a falha de uma peça, processo ou sistema, os quais envolvem diversos fatores que dependem do tipo e propriedade do material, tipo do serviço e aplicação do mesmo (CALLISTER JR., 2002). O complicado em análise de falhas é que, muitas vezes, elas podem apresentar fraturas ou não, antes de falhar, dificultando saber se o material está condição de segurança. Uma peça que esteja com um indício de falha, pode perder sua confiabilidade, pois toda maquina é composta por peças, se caso ocorra uma falha, poderá resultar em prejuízos financeiros, ambientais, ou até mesmo colocar em risco vidas humanas. Face ao exposto, esta pesquisa tem por objetivo analisar a falha que ocorreu em uma peça de aço SAE 8640 de um semieixo dianteiro da tração do trator New Holland 7630 e determinar as possíveis causas dessa falha.
Transcript of ANÁLISE DE FALHA EM SEMIEIXO DIANTEIRO DE UM TRATOR · 2019. 2. 11. · Em seu livro “Projeto de...

UNIVERSIDADE PARANAENSE – UNIPAR CURSO DE ENGENHARIA MECÂNICA
UMUARAMA/PR
1
TFC 2018 – TRABALHO FINAL DE CURSO
ANÁLISE DE FALHA EM SEMIEIXO DIANTEIRO DE UM TRATOR
André Luiz Ramos Francisco, [email protected]
1
Celço Ribeiro de Farias Neto, [email protected]
Patrik Américo Pollizello Lopes, [email protected]
Resumo: Muitos materiais têm suas propriedades destruídas ou alteradas por diversos motivos, e
todas essas ações obtém reações preocupantes no que diz respeito a materiais aplicados em algum
tipo de sistema mecânico. Com o passar do tempo, foram registrados muitos materiais que
falharam de maneira espontânea, fazendo com que ocorressem danos ao meio ambiente, prejuízos
financeiros e também riscos a vida humana. Em vista disso, a ciência dos materiais veio se
desenvolvendo a cada dia e estudando profundamente essas causas de falhas dos materiais, de
forma a entender e comprovar os porquês e como ocorrem esses inesperados fenômenos. A
análise de falhas e a técnica empregada para comprovar qual o motivo que um determinado
componente falhou. O presente trabalho teve como objetivo analisar a falha em serviço ocorrida
em uma peça de Aço SAE 8640, semieixo dianteiro de um trator, por meio do estudo de análise de
falha. O estudo foi direcionado através das técnicas de análise visual, simulação virtual,
micrografia e testes de dureza dos materiais. A falha ocorreu durante operação de trabalho, cuja
as análises mostraram que foi falha por fadiga, devido à concentração de tensão sofrido na
pontuva por causa do torque transmitido para o semieixo.
Palavras-chave: Análise de Falha, Materiais, Micrografia, Teste de Dureza.
1. INTRODUÇÃO
A análise de falhas é uma abordagem técnica da Engenharia que visa identificar os “porquês”
um equipamento ou componente falha (PELLICCIONE, et al, 2014).
Reforçando o conceito exposto, o procedimento de analisar falhas é um processo vital para
determinar as causas de um problema para ter como consequência a prevenção de um defeito. Trata-
se de um método complexo de ser executado que se baseia em técnicas laboratoriais, técnicas de
inspeção e observação para atingir o objetivo esperado que é definir como e porque falhou
determinado componente (HANDBOOK, 1986).
A análise de falha é um processo que deve ser estudado rigorosamente de forma analítica,
prevendo as possíveis falhas que estarão por vir, seja de uma peça, processo ou sistema, através de
pesquisas sobre o mesmo. Com o passar do tempo, o homem obteve conhecimento das propriedades
dos materiais e de seu comportamento sobre esforços, possibilitando prever aproximadamente a
falha de uma peça, processo ou sistema, os quais envolvem diversos fatores que dependem do tipo e
propriedade do material, tipo do serviço e aplicação do mesmo (CALLISTER JR., 2002).
O complicado em análise de falhas é que, muitas vezes, elas podem apresentar fraturas ou não,
antes de falhar, dificultando saber se o material está condição de segurança. Uma peça que esteja
com um indício de falha, pode perder sua confiabilidade, pois toda maquina é composta por peças,
se caso ocorra uma falha, poderá resultar em prejuízos financeiros, ambientais, ou até mesmo
colocar em risco vidas humanas.
Face ao exposto, esta pesquisa tem por objetivo analisar a falha que ocorreu em uma peça de aço
SAE 8640 de um semieixo dianteiro da tração do trator New Holland 7630 e determinar as
possíveis causas dessa falha.

UNIVERSIDADE PARANAENSE – UNIPAR
CURSO DE ENGENHARIA MECÂNICA - UMUARAMA/PR
2
TFC 2018 – TRABALHO FINAL DE CURSO
2. DESENVOLVIMENTO
2.1. Revisão Bibliográfica
2.1.1 Falhas
O estudo de falhas de componentes mecânicos é um dos pontos essenciais da engenharia.
Concebendo as causas das falhas observam-se dados importantes para obter progresso em projetos,
procedimentos, operação e uso de novos componentes. O autor Brooks (2002 apud Monteiro,
2004), realizou uma pesquisa relatando que 38% das causas de falhas no setor industrial são
referentes à inadequação de materiais.
O autor Dieter (1991) adiciona que os defeitos dos materiais podem ser ocasionados por falhas
microscópicas ou macroscópicas, diminuindo as propriedades mecânicas e acarretando eventuais
trincas para o começo de corrosão localizada. Sendo assim, os defeitos dos materiais estão
diretamente relacionados a falhas do processamento da matéria prima para a produção de elementos
que serão utilizados.
Em seu livro “Projeto de Máquinas”, o autor Norton (2013) afirma que um elemento pode
chegar à falha, se as modificações e alterações a qual estão submetidas forem intensas o suficiente
no qual as propriedades mecânicas do material não resistirão à carga que será aplicada. Uma peça é
capaz de falhar sofrendo ruptura, partindo-se, ou até mesmo quando perde as características
estimadas em projeto. Segundo o autor, as situações descritas são falhas, porém os mecanismos que
originam e permitem sua propagação, são vários, como por exemplo, podemos citar materiais com
um considerável grau de ductilidade podem se deformar formidavelmente antes de romper. E
materiais frágeis se rompem sem mudança relevante do seu tamanho.
Outro fator a ser considerado na análise de falhas é o tipo de carregamento, podendo ser estático
ou dinâmico. As cargas dinâmicas são aplicadas de maneira variável ao longo do tempo como é o
caso das cargas cíclicas, ou ainda as cargas de impacto que são abruptas e aplicadas com certa
quantidade de energia. Por outro lado, cargas estáticas são simplesmente aplicadas e permanecem
constantes ao longo do tempo. Para os diferentes casos, os mecanismos de origem e propagação
dessas falhas podem ser completamente distintos (NORTON, 2013).
Com relação à presença de fraturas, antes de uma falha propriamente dita, explicita-se que uma
fratura dúctil é dependente do mecanismo denominado como escorregamento de grãos,
caracterizado por uma visível deformação plástica. Este processo ocorre de maneira lenta e está
relacionado com o aumento do tamanho desse grão que é provocado pela deformação. Esse tipo de
fratura ocorre em aços que possuem baixo teor de carbono, elementos que possuem um elevado
grau de deformação plástica. Já uma fratura frágil, a propagação da trinca é rápida em relação a
fratura dúctil, e o material sofre pouca deformação plástica. Este tipo de falha ocorre em aços com
alto teor de carbono, elementos que não permitem um grau de ductilidade satisfatório quando estão
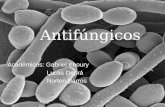
submetidos a um determinado esforço. A diferença visual entre cada tipo de falha é mostrada na
Figura 1 (HIBBELER, 2010).
Corroborando com o exposto acima, a resistência à fratura ligada ao módulo de elasticidade do
material, é a característica que determina a ductilidade desse material. Segundo o autor, Griffith
(1920) a partir de análises práticas, chegou a conclusão que muitos materiais tinham na prática, uma
resistência de 10 até 1000 vezes menor do que a resistência teórica estabelecida em bibliografias.
Esta discrepância é verificada pela existência de defeitos internos nos materiais durante o processo
de fabricação, ou seja, possuem pequenas falhas antes de serem aplicados em projetos ou
submetidos a esforços (CALLISTER JR., 2002).

UNIVERSIDADE PARANAENSE – UNIPAR
CURSO DE ENGENHARIA MECÂNICA - UMUARAMA/PR
3
TFC 2018 – TRABALHO FINAL DE CURSO
Figura 1 – Comparação entre uma fratura frágil e uma fratura dúctil
representada por fotos e também graficamente de uma peça genérica
Fonte: CALLISTER JR, 2002.
2.1.2 Semieixo
O semieixo de um trator é um componente que sofre imenso desgaste, pois fica responsável de
suportar força de ação e reação, torque, peso e entre outros esforços de impacto. Os danos causados
no conjunto de diferencial são por diversos fatores de má operação do maquinário, falta de
manutenção adequada, defeito de fabricação do material, ou até mesmo do uso incorreto do peso
total bruto, deste modo, tudo isso influenciará na falha do semieixo. No momento em que o
mecanismo está em atividade, todos os componentes estão interligados realizando o funcionamento
correto e adequado, sendo assim, ocorre a transmissão de torque de um para o outro, e nesta
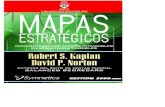
situação o componente que sempre sofre mais avarias é o semieixo. A vista explodida de um
semieixo com seus respectivos componentes pode ser observada na Figura 2.
Figura 2 – Vista explodida do acoplamento de um semieixo e seus respectivos componentes
Fonte: BUCK, 2018

UNIVERSIDADE PARANAENSE – UNIPAR
CURSO DE ENGENHARIA MECÂNICA - UMUARAMA/PR
4
TFC 2018 – TRABALHO FINAL DE CURSO
O semieixo está diretamente ligado com o diferencial, sendo o mesmo uma caixa de
engrenagens que forma uma redução, determinando a relação torque e velocidade do maquinário.
Deste modo, o diferencial serve para transferir e distribuir a potência gerada do motor para os
semieixos de cada roda (VILANOVA, 2015). Cada semieixo é formado por juntas de velocidade,
juntas homocinéticas fixadas, localizadas ao lado da roda, e também por junta deslizante que se
encontra na extremidade da caixa do diferencial, acopladas por um eixo intermediário. O semieixo
tem sua aplicação desde veículos leves, como carros de passeio e utilitários, até veículos pesados,
como tratores, caminhões e ônibus.
3. METODOLOGIA
A metodologia utilizada neste estudo visa avaliar as características e visualizar os efeitos que a
falha expos no material, e posteriormente chegar a uma conclusão relacionada a aplicação desse
elemento. Os procedimentos consistem em analise visual, simulação de esforços em software,
realização de ensaios metalográficos e realização de testes de dureza no material, possibilitando
revelar o motivo da falha de componentes mecânicos.
De antemão foi realizada uma análise visual no semieixo para observar as características
intrínsecas da falha. Após isso, foi feita uma limpeza na região da falha, utilizando água, sabão e
removedor de ferrugem para retirada da oxidação da região da mesma. Posteriormente realizaram-
se os cortes para obtenção das respectivas amostras para testes e análises.
Com o auxilio de um paquímetro, esquadro, foram realizadas medições retangulares e circulares
do eixo, como diâmetro, furo de encaixe, largura da pontuva, profundidade de dentes de encaixe do
semieixo, comprimento do chanfro de cada seção transversal,. Após a coleta de dados concluída,
foram feitos cálculos utilizando a trigonometria para encontrar o dimensionamento das curvas da
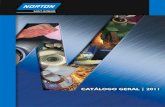
pontuva, como raio, ângulo, distância entre centros e raio de curvatura. A Figura 3 mostra o
semieixo, destacando a posição onde ocorreu a falha na pontuva.
Figura 3 – Vista superior do semieixo sobre a bancada
Fonte: Autores
Com as informações de dimensionamento a peça pode ser desenhada com auxílio do software
Autodesk Inventor, conforme a Figura 4. Após a finalização do desenho, foi criado através das
ferramentas do software, um material com as mesmas características mecânicas do Aço SAE 8640 e
assim o mesmo foi aplicado na peça. Seguindo os procedimentos, utilizou-se a ferramenta de
análise de tensão, e por meio de um roteiro citado a seguir foi possível realizar a este passo da
metodologia proposta: Primeiro seleciona o ícone criar estudo, análise estática, tolerância de 0,100

UNIVERSIDADE PARANAENSE – UNIPAR
CURSO DE ENGENHARIA MECÂNICA - UMUARAMA/PR
5
TFC 2018 – TRABALHO FINAL DE CURSO
mm, logo em seguida foi fixado o encaixe de pino da pontuva e aplicado, criado as malhas para
obtenção de cálculos por elementos finitos que o programa realiza, por fim na ponta de eixo foi
aplicado o torque de 528000 N.mm que se encontra na ficha técnica do trator.
Figura 4 – Desenho do semieixo
Fonte: Autores
Deste modo, as tensões internas que o semieixo apresentava ao ser submetido aos esforços de
torção foram simuladas.
A pontuva foi então cortada em uma região igual à região da falha, utilizando uma máquina
policorte, com refrigeração a água e disco de dimensão 300 x 3,2 x 25,4 milímetros. O primeiro
corte foi subdividido em duas amostras, sendo B1 e B2. Parte da seção transversal do semieixo foi
cortada visando obter três amostras, sendo uma amostra lateral A1, uma central A2 e outra na lateral
oposta sendo A3, como pode ser visto logo abaixo na Figura 5.
Figura 5 – Demarcação dos cortes realizados no semieixo
Fonte: Autores
As amostras foram levadas para o laboratório onde foi feito o embutimento para os ensaios
metalográficos. Com uma máquina de embutir a quente modelo RS-30, foi feito a programação da
mesma para tempos de aquecimento e resfriamento para moldagem e preparação do baquelite.
Então, de acordo com vários testes, chegou-se a conclusão que a melhor programação foi de

UNIVERSIDADE PARANAENSE – UNIPAR
CURSO DE ENGENHARIA MECÂNICA - UMUARAMA/PR
6
TFC 2018 – TRABALHO FINAL DE CURSO
aquecer três minutos e resfriar dois minutos, trabalhando a pressão requerida de 1500 a 2000 psi.
Desta maneira, foi posicionada no centro do cilindro da embutidora cada amostra, sendo uma de
cada vez, deste jeito, adicionando baquelite até preencher todo o cilindro. Assim que todo o cilindro
foi preenchido, aplicou-se uma pressão hidráulica de 1800 psi e na sequencia e iniciou-se
procedimento para aquecer e resfriar de acordo com a programação registrada.
Para preparação metalográfica foram utilizadas lixadeiras e politrizes automáticas, com lixas de
aço variando de 180 até 600 microns. A sequência de lixas utilizadas foram 180, 220, 320, 360,
400, 600 microns. O tempo de duração de lixamento com cada lixa foi de cinco minutos, mudando a
posição da amostra a 90º a cada vez que trocava de lixa. Após o final de cada lixamento, realizou-se
o polimento de cada amostra, com uso do pano para polimento e pasta de alumina.
Depois de concluída a preparação metalográfica as amostras foram atacadas quimicamente uma
de cada vez por reagente nital 10% para reação e melhor visualização das microestruturas. Com um
microscópico óptico foram analisadas as microestruturas das cinco amostras, com duas lentes de
diferentes ampliações para cada amostra. Primeiro visualizou-se as amostras A1, A2 e A3, a partir
disso foram registradas microestruturas de cada amostra, com ampliação de 400x. Posteriormente
realizou-se o mesmo procedimento para as amostras B1 e B2, obtendo assim novas imagens para
comprovação dos resultados que serão apresentados na sequência de explanação do trabalho.
Por último as amostras foram submetidas a um ensaio de dureza Hockwell com um durômetro
analógico de bancada. A ele foi utilizado um penetrador cônico com ponta de diamante, modelo
120º, aplicado uma carga de 150 kgf para o ensaio de Hockwell C, de acordo com as características
técnicas do aço SAE 8640. O ensaio foi iniciado com uma pré-carga para posicionamento da
amostra, em seguida alinhado o ponteiro ao ponto inicial do relógio. A carga é então liberada para
aplicação dos 150 kgf com um tempo de aplicação de cinco e dez segundo, realizando dois testes
com tempo de carga diferente. Esses testes foram realizados nas amostras A1 e A2 sendo um teste
de dureza no centro e um teste de dureza próximo à superfície da sessão transversal.
4. RESULTADOS
4.1 Análise Visual:
Observando-se visualmente a fratura da pontuva do semieixo, verificou-se que possuía algumas
fases do inicio até o final da trinca, no caso até o rompimento. Em comparação com uma imagem de
fadiga como ilustra a Figura 6 (GUILHERME, 2016). Descobriu-se que a pontuva do semieixo
também sofreu uma falha por fadiga, apresentando as seguintes regiões de: fratura intergranular,
zona1, zona 2 e rompimento, como representa a Figura7.
Figura 6 – Falha por fadiga
Fonte: GUILHERME, 2016

UNIVERSIDADE PARANAENSE – UNIPAR
CURSO DE ENGENHARIA MECÂNICA - UMUARAMA/PR
7
TFC 2018 – TRABALHO FINAL DE CURSO
Figura 7 – Falha por fadiga na Pontuva do semieixo
Fonte: Autores
4.2 Simulação:
Com a aplicação de 528.000 N.mm de torque no semieixo, resultou em uma tensão Von Mises
máxima de 575,7 MPa como mostra a Figura 8.
Figura 8 – Representação da reação de esforços da tensão de Von Mises
Fonte: Autores
Já a tensão principal máxima resultou em 436 MPa como mostra na Figura 9. De acordo com as
cores do gradiente do programa, relacionado às cores apresentadas na peça foi possível entender se
a falha foi imediata ou dependente do tempo.
Falha
Dúctil Falha
Frágil

UNIVERSIDADE PARANAENSE – UNIPAR
CURSO DE ENGENHARIA MECÂNICA - UMUARAMA/PR
8
TFC 2018 – TRABALHO FINAL DE CURSO
Figura 9 – Representação da reação de esforços da tensão principal
Fonte: Autores
4.3 Análise metalográfica:
Na amostra A1 observa-se uma microestrutura com nódulos de cementita espalhados por toda a
superfície de ferrita, sendo pequenas manchas escuras de formatos irregulares, corroborando deste
modo com a lógica de uma região de maior dureza superficial, representado na Figura 10.
Figura 10 – Micrografia feita em microscópio óptico da amostra A1 com 400X de aumento
Fonte: Autores
Na amostra A2 (Figura 11) é possível observar uma quantidade menor de cementita comparada
com a amostra A1, mais característico da região central do semieixo.
Na amostra A3 (Figura 12) notou-se grande quantidade de cementita, semelhante a amostra A1,
comprovando uma região tratada superficialmente por cementação.
Nas amostras B1 e B2 (Figura 13a e 13b) notou-se uma quantidade considerável de cementita,
indicando uma região de maior fragilidade e vulnerável para um eventual defeito interno da peça.

UNIVERSIDADE PARANAENSE – UNIPAR
CURSO DE ENGENHARIA MECÂNICA - UMUARAMA/PR
9
TFC 2018 – TRABALHO FINAL DE CURSO
Figura 11 – Micrografia feita em microscópio óptico da amostra A2 com 400X de aumento
Fonte: Autores
Figura 12 – Micrografia feita em microscópio óptico da amostra A3 com aumento de 400X
Fonte: Autor
(a) (b)
Figura 13 – Micrografias feitas em microscópio óptico com 400X de aumento:
a) amostra B1 e b) amostra B2
Fonte: Autor

UNIVERSIDADE PARANAENSE – UNIPAR
CURSO DE ENGENHARIA MECÂNICA - UMUARAMA/PR
10
TFC 2018 – TRABALHO FINAL DE CURSO
4.4 Ensaio de Dureza
A dureza no centro da sessão transversal da amostra A2 foi de 59,5 HRC, com tempo de carga
de 5 segundos. Já na região lateral, próximo à superfície, a dureza foi de 100 HRC, assim sendo,
concordando a lógica de um material endurecido por tratamento térmico, mantendo a ductilidade no
núcleo e a dureza na superfície. Os testes realizados são mostrados nas Figuras 15a e 15b.
(a) (b)
Figura 15 – Teste de dureza Hockwell C na amostra A2 (b) e amostra A1 (b) com durômetro de bancada
Fonte: Autores
5. DISCUSSÃO
5.1 Análise Visual:
Com a análise visual foi possível notar uma pequena deformação plástica na região onde
ocorreu a falha, juntamente com uma porção de fratura frágil, possivelmente gerada por cargas
cíclicas. Após a nucleação de uma microtrinca, à medida que a descontinuidade interna da falha foi
aumentando, a trinca foi se propagando até a sua ruptura generalizada da peça. Destaca-se então, o
fato por meio da aparência da fratura que a peça atingiu o seu limite de ciclos ou vida útil, mediante
a utilização por sobre esforços continuamente, chegando ao ponto de ter falhado em consequência
de sua própria utilização.
Sendo a região de falha frágil maior que a região de falha dúctil é possível concluir que grande
parte dos esforços causadores da propagação de trinca não era de uma intensidade excessiva, mas
sim moderada.
5.2 Simulação:
A análise estática indicou os pontos de tensões e as regiões em que o semieixo mais sofre
esforços provocados pela torção do eixo, sendo essa a região da pontuva. Isso justifica a falha ter
ocorrido nesta região, gerado por esforços provenientes de sua própria utilização. O semieixo tem
também por finalidade servir como uma peça de sacrifício, já que uma sobrecarga em um trator
pode acarretar danos em outros componentes mais complexos e de maior valor. A pontuva é uma
região mais suscetível à falha por fadiga ou por sobrecarga, protegendo outros elementos de danos
maiores e imprevistos.

UNIVERSIDADE PARANAENSE – UNIPAR
CURSO DE ENGENHARIA MECÂNICA - UMUARAMA/PR
11
TFC 2018 – TRABALHO FINAL DE CURSO
5.3 Análise Metalográfica:
As amostras A1 e A3 apresentaram uma microestrutura de grãos aparentemente menores, com
uma considerável coloração mais escura em certas regiões, indicando que há uma presença maior de
cementita do que a amostra A2. Para tanto, é possível concluir que esse material sofreu um
tratamento termoquímico de cementação, adicionando maior quantidade de carbono em sua
superfície e consequentemente formando maior quantidade de cementita.
Já a amostra A2 mostra uma menor concentração nódulos de cementita, recoberta por uma
matriz de ferrita, indicando uma região mais pura do aço SAE 8640.
Ao fazer uma comparação das análises descritas do material do eixo citadas anteriormente, com
as análises realizadas nas amostras da região da falha, temos que A1 e A3 apresentaram uma grande
semelhança microestrutural com as amostras B1 e B2, com relação a quantidade de cementitas.
5.4 Ensaios de Dureza:
O teste de dureza realizado em laboratório foi satisfatório, pois no centro do perfil a dureza foi
de 60 HRC, já na extremidade do mesmo apresentou-se a dureza de 100 HRC, deste modo
concordando a lógica de resultados de dureza que esse semieixo é temperado e cementado, baseado
no estudo de ciências e propriedade mecânica dos materiais. Com essa descrição, afirma-se o teste
metalográfico, porque se tem as mesmas características encontradas e definidas. Convergindo toda a
metodologia ao mesmo resultado.
6. CONCLUSÃO
Através de análise visual, simulações da peça em software, aplicação de métodos por elementos
finitos, análise metalográfica e testes de dureza, foi possível obter informações do tipo de falha e as
características de fabricação do semieixo, juntamente com algumas propriedades mecânicas do aço
SAE 8640. Entende-se que o eixo sofreu falha por fadiga, pois toda a área da falha possui
características semelhantes aos mecanismos desse efeito, com nucleação e falha frágil seguida de
falha dúctil.
Pelo teste de simulação de esforços observou-se que o torque aplicado no semieixo não causava
tensões suficientes para provocar a falha estática, sendo então que sobrecargas deveriam ser geradas
ao longo do tempo para provocar a falha desse elemento.
Deste modo, conclui-se que a falha não ocorreu devido erro de projeto, processo de fabricação,
ou aplicação de material de forma equivocado, mas sim por falta de manutenção preventiva do
sistema de transmissão, e também por condições de sobrecarga de operação do maquinário, deste
modo, ocasionando uma falha com o tempo de uso.
4. REFERÊNCIAS
BUCK, D. Bendinx joint, and housing seal. Disponível em: <https://www.thecj2apage.com
/forums/bendix-joint-and-housing-seal_topic32004.html>. Acesso em: 25 de Junho de 2018.
BROOKS, C. R.; CHOUDHURY, A. Failure analysis of engineering materials. New York:
McGraw-Hill, 2002. 602p.
CALLISTER JUNIOR, W. D. Ciência e engenharia de materiais: uma introdução. 5ª ed. Rio de
Janeiro: LTC, 2002.

UNIVERSIDADE PARANAENSE – UNIPAR
CURSO DE ENGENHARIA MECÂNICA - UMUARAMA/PR
12
TFC 2018 – TRABALHO FINAL DE CURSO
DIETER, G. E. Engineering Design – a materials and processing approach. 2ª ed. New York:
McGraw-Hill, 1991. 721p.
GUILHERME, J. Advanced Engineering. Disponível em: <http://ensus.com.br/aula-07-fadiga/>.
Acesso em: 25 de Outubro de 2018.
GRIFFITH, A. A. The Phenomena of Rupture and Flow in Solids. Philosophical Transaction of
the Royal Society of London. Series A, Containing Papers of a Mathematical or Physical Character,
Vol. 221 (1921), pp. 163-198.
HANDBOOK, M. Failure analysis and prevention. USA: ASM (American Society for Metals),
Volume 11, 1986.
HIBBELER, R. C. Resistência dos materiais. 7ª ed. São Paulo: Pearson Prentice Hall, 2010.
MONTEIRO, F. L. Análises de falhas em eixo de laminadora. Dissertação (Mestrado em
Engenharia Mecânica na área de Projetos e Materiais). 153p. Guaratinguetá. Universidade Estadual
Paulista, Faculdade de Engenharia do Campus de Guaratinguetá, 2004.
NORTON, R. L. Projeto de máquinas: uma abordagem integrada. 4ª ed. Porto Alegre: Bookman,
2013.
PELLICCIONE, A. da S.; et al. Análise de falhas em equipamentos de processos: mecanismos de
danos e casos práticos. 2ª ed. Rio de Janeiro: Interciência, 2014.
VILANOVA, C. Eixo Diferencial. Disponível em: <http://omecanico.com.br/eixo-diferencial/>
Acesso em: 04 de Junho de 2018.
FAILURE ANALYSIS OF THE FRONT SEMI SHAFTS OF A TRACTOR
Abstract. Many materials have their properties destroyed or altered for various reasons, and all
these actions get disturbing reactions with regard to materials applied in some type of mechanical
system. Over time, many materials were registered that failed spontaneously, causing damage to
the environment, financial losses and also risks to human life. In view of this, the science of
materials has been developing every day and deeply studying these causes of material failures, in
order to understand and verify the reasons and how these unexpected phenomena occur. Failure
analysis is the technique used to prove why a particular component failed. The present work had
the objective of analyzing the failure in service that occurred in a SAE 8640 steel part, front axle of
a tractor, through the fault analysis study. The study was directed through the techniques of visual
analysis, virtual simulation, micrography and hardness test of the materials. The failure occurred
during work operation, whose analyzes showed that it was failure due to fatigue, due to the
concentration of tension suffered in the slip yoke because of the torque transmitted to the semi
shafts.
Keywords: Failure Analysis, Materials, Micrograph, Hardness Test.