ANÁLISE DE VIABILIDADE DE INVESTIMENTO EM FUNÇÃO...
55
André Luiz de Oliveira R. A. 001200700083 ANÁLISE DE VIABILIDADE DE INVESTIMENTO EM FUNÇÃO DA REDUÇÃO DO CUSTO DE MANUTENÇÃO Bragança Paulista 2010
Transcript of ANÁLISE DE VIABILIDADE DE INVESTIMENTO EM FUNÇÃO...
André Luiz de Oliveira
R. A. 001200700083
ANÁLISE DE VIABILIDADE DE INVESTIMENTO EM
FUNÇÃO DA REDUÇÃO DO CUSTO DE MANUTENÇÃO
Bragança Paulista
2010

André Luiz de Oliveira
R. A. 001200700083
ANÁLISE DE VIABILIDADE DE INVESTIMENTO EM
FUNÇÃO DA REDUÇÃO DO CUSTO DE MANUTENÇÃO
Bragança Paulista
2010
Trabalho de Conclusão de Curso apresentado à disciplina Estágio Supervisionado II, do Curso de Administração da Universidade São Francisco, sob a orientação da Profa. Kelly Elaine dos Santos Oliveira e Profa. Dra. Almerinda Antonia Barbosa Fadini, como exigência parcial para a conclusão do curso de graduação.
OLIVEIRA, André Luiz. Análise de Viabilidade de Investimento em um Conjunto de Corte Anatômico de Metal Duro em Função da Redução do Custo de Manutenção. Trabalho de Conclusão de Curso defendido e aprovado na Universidade São Francisco em xx de Dezembro de 2010 pela banca examinadora constituída pelos professores
________________________________________
Profa. Dra. Almerinda Antonia Barbosa Fadini
USF – orientadora
________________________________________
Profa. Kelly Elaine dos Santos Oliveira
USF – examinador
________________________________________
Prof. Wagner Lopes Junior
USF – examinador

Dedico este trabalho a meus pais Pedro Luiz
de Oliveira e Vera Lucia C. de Oliveira que
sempre me auxiliaram e me apoiaram em
meus estudos, e a minha noiva Viviane.

AGRADECIMENTOS
Agradeço a Deus por me abençoar e iluminar minha vida além de me proporcionar diversas
oportunidades pessoais e profissionais.
Um agradecimento em especial, a minha noiva Viviane, que me deu muita força e me
auxiliou muito no desenvolvimento desse projeto.
À minha família, especialmente, ao meu pai Pedro, à minha mãe Vera e ao meu irmão
Bruno, que sempre me apoiaram e me ajudaram.
A todos os colaboradores da empresa Santher que me auxiliaram, em especialmente ao
meu orientador e amigo Fabrício Ramos Del Carlo, ao gerente de produção do setor e meu
amigo Celso Ricardo dos Santos, ao meu amigo Rodrigo Muzzetti Picarelli que me auxiliou
no levantamento de dados e a todos os demais que me ajudaram de maneira direta e
indiretamente.
A todos os professores da Universidade São Francisco que contribuíram para meu
aprendizado nesse período do curso, em especial ao professor Alexandre Leme Sanches
que me ajudou diretamente na elaboração desse estudo.
Por fim, agradeço às minhas orientadoras, Profa. Kelly Elaine dos Santos Oliveira, que
sempre me apoiou e me inspirou durante minha formação acadêmica, e Profa. Dra.
Almerinda Antonia Barbosa Fadini pela dedicação e apoio prestados para a conclusão deste
trabalho.

“Quanto mais um homem se aproxima de suas metas, tanto mais crescem as
dificuldades.”
Goethe
OLIVEIRA, André Luiz. Análise de Viabilidade de Investimento em um Conjunto de Corte Anatômico de Metal Duro em Função da Redução do Custo de Manutenção. 2010. xxf. Trabalho de Conclusão de Curso (Graduação em Administração) - Curso de Administração da Universidade São Francisco, Bragança Paulista-SP.
RESUMO
Uma das questões mais importantes no mercado globalizado é a otimização da produção a fim de se obter reduções nos custos de produção, maior qualidade em seus produtos e bons preços, tendo assim condições de competir em alto nível com outras empresas. Tendo em vista essa questão e conhecendo um problema crítico na linha de produção, esse trabalho teve como objetivo estudar o processo produtivo para analisar a viabilidade técnica e econômica de implantação de um projeto para uma unidade de corte anatômico confeccionada em metal duro. Uma vez que os investimentos realizados não podem ser revertidos facilmente o estudo foi de muita importância, pois assim verificou-se os impactos que poderiam ocorrer durante e até mesmo após a implantação do projeto, especificando os componentes corretos e assim minimizando os riscos de implantação do projeto. Além do estudo técnico foi realizada a análise financeira para verificar a viabilidade do projeto e o resultado obtido foi positivo demonstrando para a empresa os benefícios e os lucros que o mesmo poderá trazer.
Palavras - chaves: Viabilidade. Projeto. Produção. Implantação.
SUMÁRIO
LISTA DE FIGURAS...............................................................................................................08
LISTA DE TABELAS...............................................................................................................09
LISTA DE SIGLAS..................................................................................................................10
1 INTRODUÇÃO.....................................................................................................................11
1.1 SANTHER – Fábrica de Papel Santa Therezinha............................................................12
2 REVISÃO BIBLIOGRÁFICA...............................................................................................15
3 METODOLOGIA..................................................................................................................27
4 ANÁLISE E INTERPRETAÇÃO DE DADOS.....................................................................30
4.1 Apresentação do cenário atual de produção da linha 80.................................................31
4.2 Comparativo do custo de manutenção e tempo de máquina parada em função do
problema de corte anatômico.................................................................................................34
4.3 Cenário de produção ideal e cenário esperado para a linha 80.......................................36
4.4 Tipos de facas rotativas, magazines de montagem das facas e estudo técnico para a
implantação do projeto...........................................................................................................39
4.5 Principais diferenças entre a tecnologia do aço rápido e a tecnologia do metal duro.....41
4.6 Análise financeira da viabilidade do projeto.....................................................................45
5 CONSIDERAÇÕES FINAIS................................................................................................48
REFERÊNCIAS BIBLIOGRÁFICAS.....................................................................................50
ANEXO 1................................................................................................................................52

LISTA DE FIGURAS
Figura 1. Método de cálculo do OEE.....................................................................................32
Figura 2. Método de cálculo do refugo..................................................................................33
Figura 3. Comparativo entre custo de manutenção...............................................................35
Figura 4. Comparativo entre tempo de máquina parada.......................................................36
Figura 5. Exemplos de facas rotativas...................................................................................39
Figura 6. Magazine para facas rotativas utilizado na produção de absorventes..................40
Figura 7. Comparativo entre a tecnologia do metal duro e do aço rápido............................42
LISTA DE TABELAS
Tabela 1. Ranking dos países produtores de celulose e papel..............................................12
Tabela 2. Cenário de produção da linha 80 em março de 2010............................................31
Tabela 3. Cenário ideal para a linha 80.................................................................................37
Tabela 4. Cenário esperado após investimento.....................................................................38
Tabela 5. Comparativo de preços entre as tecnologias.........................................................43
Tabela 6. Comparativo de custo para manutenção...............................................................44
Tabela 7. Lucratividade com a nova tecnologia....................................................................45
Tabela 8. Análise financeira da viabilidade do projeto..........................................................46
LISTA DE SIGLAS
UFH Unidade Fadlo Haidar
UNICEF United Nations International Children’s Emergency Found (Fundo
Internacional de Emergência das Nações Unidas para a Infância)
G e XG Tamanho Grande e Extra Grande
PCP Planejamento e Controle da Produção
VAUE Valor Anual Uniforme Equivalente
VPL Valor Presente Liquido
TIR Taxa Interna de Retorno
TMA Taxa Mínima de Atratividade
TAG’S Etiquetas
OEE Overall Equipment Efectiveness (Eficiência Global do Equipamento)
STARTUP Inicialização
11
1- INTRODUÇÃO
O papel teve sua origem na China no ano de 105 fabricado por Ts’Ai Lun , que para a
produção utilizou cascas de amoreira, pedaços de bambu, rami, redes de pescar roupas
usadas e cal para o desfibramento, alguns dos processos utilizados nessa primeira
produção continuam sendo utilizados até hoje como: a desintegração de fibras vegetais por
fracionamento, a formação da folha retirando a pasta da tina por meio de forma manual,
procedendo-se ao deságüe e posterior aquecimento para secagem. (BRACELPA, mar 2010)
A primeira produção do papel no Brasil data de 1809 de um documento escrito pelo
Frei José Mariano da Conceição Veloso ao ministro do Príncipe Regente D. João, Conde de
Linhares: "... lhe remeto uma amostra do papel, bem que não alvejado, feito em primeira
experiência, da nossa embira. A segunda que já está em obra se dará alvo, e em conclusão
pode V.Exa. contar com esta fábrica...", MOTTA & SALGADO 2010.
O papel higiênico foi criado na China no ano de 875 e antes disso as pessoas
utilizavam folhas de alface, água e até sabugos de milho.
O papel higiênico na forma como conhecemos hoje surgiu em 1857, por meio de
Joseph Gayetty, que tentou vender em pacotes com folhas separadas, sendo um desastre
de vendas. Em 1879, os irmãos Edward e Clarence Scotts iniciaram a produção de um
papel macio e de fácil desintegração sendo a primeira tentativa bem sucedida para o uso do
papel em larga escala. (SANTHER, 2010)
O mercado de papel no Brasil é segmentado em cinco categorias, sendo elas:
Embalagem (representa 35% do consumo nacional), imprimir e escrever (representa 30% do
consumo), sanitários (tissue, representa 7% do consumo nacional), cartão (13% do
consumo) e imprensa (representando 12%do consumo). (SANTHER, 2010)
A produção nacional de papel origina-se de aproximadamente 250 unidades fabris
correspondentes a 220 empresas, que estão concentradas, em sua maioria, nas regiões Sul
e Sudeste correspondendo a 93% do volume de papéis produzidos no Brasil. Os principais
estados produtores de papéis são: São Paulo, Paraná e Santa Catarina. (SANTHER, 2010)
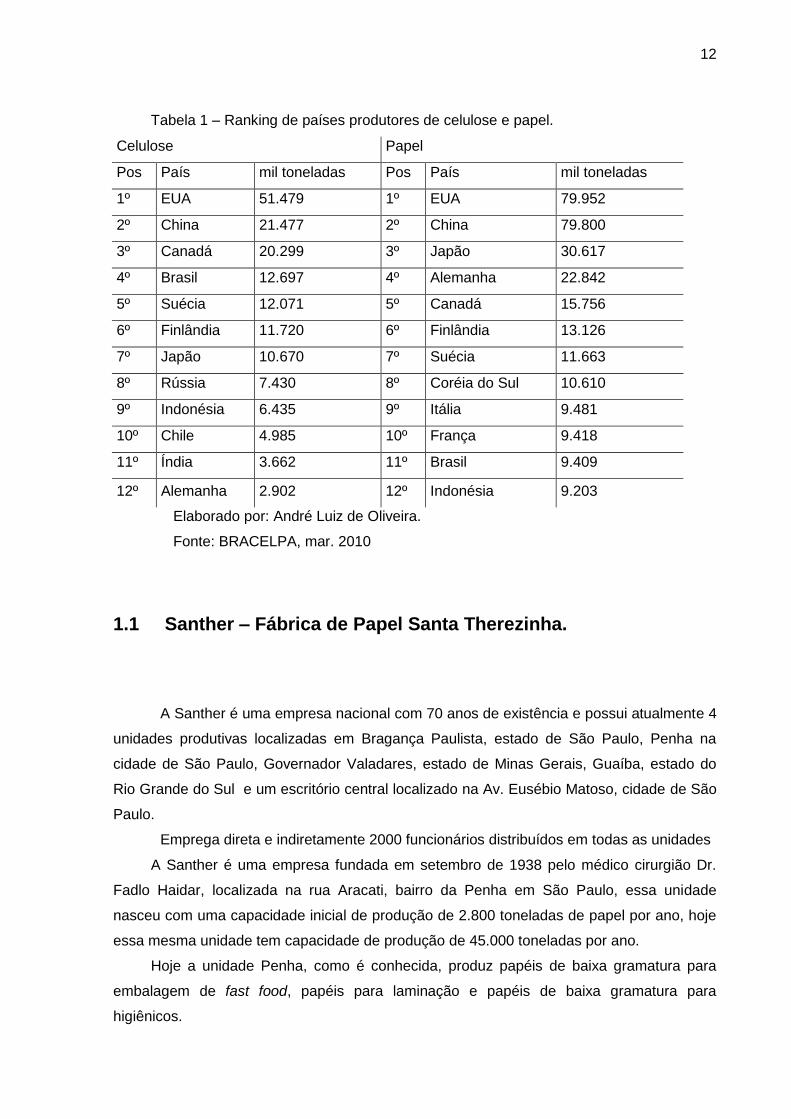
O Brasil, em 2008, passou do sexto para o quarto lugar dentre os produtores mundiais
de celulose e do décimo segundo para o décimo primeiro lugar entre os principais
fabricantes de papel, conforme Tabela 1. (BRACELPA, 2010)
12
Tabela 1 – Ranking de países produtores de celulose e papel.
Celulose Papel
Pos País mil toneladas Pos País mil toneladas
1º EUA 51.479 1º EUA 79.952
2º China 21.477 2º China 79.800
3º Canadá 20.299 3º Japão 30.617
4º Brasil 12.697 4º Alemanha 22.842
5º Suécia 12.071 5º Canadá 15.756
6º Finlândia 11.720 6º Finlândia 13.126
7º Japão 10.670 7º Suécia 11.663
8º Rússia 7.430 8º Coréia do Sul 10.610
9º Indonésia 6.435 9º Itália 9.481
10º Chile 4.985 10º França 9.418
11º Índia 3.662 11º Brasil 9.409
12º Alemanha 2.902 12º Indonésia 9.203
Elaborado por: André Luiz de Oliveira.
Fonte: BRACELPA, mar. 2010
1.1 Santher – Fábrica de Papel Santa Therezinha.
A Santher é uma empresa nacional com 70 anos de existência e possui atualmente 4
unidades produtivas localizadas em Bragança Paulista, estado de São Paulo, Penha na
cidade de São Paulo, Governador Valadares, estado de Minas Gerais, Guaíba, estado do
Rio Grande do Sul e um escritório central localizado na Av. Eusébio Matoso, cidade de São
Paulo.
Emprega direta e indiretamente 2000 funcionários distribuídos em todas as unidades
A Santher é uma empresa fundada em setembro de 1938 pelo médico cirurgião Dr.
Fadlo Haidar, localizada na rua Aracati, bairro da Penha em São Paulo, essa unidade
nasceu com uma capacidade inicial de produção de 2.800 toneladas de papel por ano, hoje
essa mesma unidade tem capacidade de produção de 45.000 toneladas por ano.
Hoje a unidade Penha, como é conhecida, produz papéis de baixa gramatura para
embalagem de fast food, papéis para laminação e papéis de baixa gramatura para
higiênicos.

13
Das unidades produtivas da Santher, a de Bragança Paulista, conhecida como
unidade Fadlo Haidar que ganhou seu nome em homenagem ao fundador, é a maior da
empresa e considerada a 15º maior fábrica de papel tissue do mundo, foi inaugurada em
julho de 1978 com uma capacidade de produção de 20.000 toneladas de papel por ano, mas
hoje possui uma capacidade de produção de 85.000 toneladas por ano.
A Santher, até o ano de 2000 somente produzia papéis em suas fábricas, até que
nesse ano ocorreu a inauguração do setor de produção de absorventes com a marca SYM,
marca que hoje ocupa o 4º lugar em vendas no Brasil.
No ano de 2008 a Santher decidiu entrar no mercado de fraldas descartáveis, fato que
se concretizou no ano de 2009 com a inauguração do setor de produção e o lançamento da
fralda de marca Personal Baby.
A Santher recentemente entrou no mercado com alguns produtos com produção
terceirizada, como o caso de lenços e toalhas umedecidas, sabonete líquido e íntimo,
dispensers para toalhas de mão e papéis higiênicos que são vendidos à hotéis,
restaurantes, etc.
O portfólio de produtos que a empresa possui inclui produtos como: papéis higiênicos,
toalhas de papel, lenços, guardanapos, absorventes, fraldas, protetores diários, além de
produtos citados anteriormente.
As marcas mais conhecidas da empresa são: Personal, Snob, Kiss e Sym.
No âmbito social, a empresa mantém vários programas para ajudar a sociedade como:
Natal sem fome – doação de alimentos feita por funcionários, campanha de arrecadação de
agasalhos nas unidades fabris, programa de doações regular a instituições assistenciais
infantis, apoio a iniciativa Mc Dia Feliz, entre outros.
No âmbito ambiental, a Santher produz papéis utilizando aparas de papel, produzindo
assim papéis reciclados, mantém estação de tratamento de água e efluentes, garantindo
assim a qualidade da água que devolve ao rio; mantém um programa de coleta seletiva de
lixo dentro de suas unidades; programa de agricultura urbana em parceria com o Unicef e a
pastoral da criança na unidade de Governador Valadares, programa esse que disponibiliza
espaço dentro da empresa para o plantio de verduras e legumes para as crianças carentes
da região.
Para a produção das fraldas, possui duas máquinas e seu produto possui um
diferencial da concorrência que são as orelhas com corte anatômico.
No corte anatômico dessas orelhas são utilizados conjuntos de cortes fabricados em
aço rápido que, em função disso, estão apresentando um baixo desempenho.
As facas utilizadas nas linhas de produção são consideradas em condições de uso
quando o corte da matéria-prima é feito perfeitamente sem apresentar nenhum tipo de falha.
Estas utilizadas atualmente apresentam essas características necessárias no inicio de seu
14
trabalho em máquina, garantindo assim uma boa qualidade do produto e boa produtividade.
Porém, essas facas após pouco tempo de uso, apresentam corte irregular que faz com que
os sensores e câmeras de visão das máquinas identifiquem essas irregularidades e
comecem a descartar os produtos ruins e até mesmo pará-las automaticamente.
Essas paradas de linhas causam grande aumento no número de intervenções por
parte da manutenção, aumento no refugo e diminuição na produtividade, sendo que o tempo
entre reafiações é curto e aumentam o custo da manutenção com afiações e fretes pagos
para o deslocamento dessas facas até o fornecedor do serviço de afiação.
Nos dias de hoje é muito comum encontrarmos nas indústrias facas rotativas de corte
confeccionadas em aço rápido, material este que demanda reafiação quando se atinge mais
ou menos 12.000.000 de cortes, para isso em uma indústria de alta produção, há de se
obter várias facas e magazines para efetuar trocas ágeis para não prejudicar a produção
contínua de uma linha.
Desta forma, há a possibilidade de estudo de uma nova tecnologia em facas rotativas
de corte, que se trata exatamente dos estudos da siderurgia do pó, o metal duro, que
possibilita uma maior produtividade, permitindo até 100.000.000 de corte sem nenhuma
afiação.
Assim, este trabalho tem como objetivo principal demonstrar a viabilidade de
investimento em um conjunto de corte anatômico produzido em metal duro.
Os objetivos específicos são:
Verificar qual o ganho que a empresa terá ao realizar esse investimento;
Analisar a redução dos custos em manutenção nessas linhas de produção e o ganho
esperado em aumento de produtividade;
Identificar a ocorrência do aumento da eficiência das linhas de produção e da
diminuição do refugo.
Calcular os custos com a manutenção desse equipamento, a perda de produção em
função disso, o valor gasto com refugo e o quanto a empresa deixa de produzir em função
dessas paradas.
Esse trabalho será realizado na área de manutenção do setor de produção de fraldas
descartáveis e absorventes da empresa Santher – Fábrica de papel Santa Therezinha,
unidade UFH em Bragança Paulista.
O estudo será realizado para uma linha de produção de fraldas descartáveis
denominada linha 80, que produz as fraldas Personal Baby nos tamanhos G e XG.
15
2- REVISÃO BIBLIOGRÁFICA
No mundo milhares de pessoas falam ao celular, ouvem músicas em seus modernos
I-POD, utilizam notebooks, vão ao shopping para comprar roupas, aparelhos
eletrodomésticos, eletroeletrônicos, etc.
Enfim o consumo por produtos sejam eles de diversos segmentos da economia, é
alto e a base desse consumo é a produção, afinal é a partir disso que surgem os novos
produtos, são gerados postos de trabalho, que geram renda e que levam ao consumo.
Na sociedade capitalista a produção pode ser considerada como a base da
economia, portanto vamos entender um pouco o que é a produção.
A produção é entendida como um conjunto de atividades que leva a construção de
um bem tangível, uma necessidade humana desde os tempos mais antigos, desde a pré-
história pode-se dizer que o ser humano tem necessidades de produção, porém para sua
própria utilização, como à transformação da pedra em utensílios. (MARTINS, 1999)
Com o tempo algumas pessoas se mostraram habilidosas em produzir bens de
acordo com a solicitação de terceiros, surgindo então os artesãos que devido aos números
crescentes de encomendas contratavam ajudantes que aprendiam o ofício e se tornavam
novos artesãos. (MARTINS, 1999)
No entanto, a produção artesanal foi enfraquecida com a Revolução Industrial, onde
houve a padronização de produtos.
A produção artesanal começou a entrar em decadência com o advento da Revolução Industrial. Com a descoberta da máquina a vapor em 1764 por James Watt, tem início o processo de substituição da força humana pela força da máquina. Os artesões, que até então trabalhavam em suas próprias oficinas, começaram a ser agrupados nas primeiras fábricas. (MARTINS, 1999, p 2)
A produção artesanal era limitada quanto a capacidade de produção e a
padronização dos produtos era impossível, fato que começou a ser possível com a
industrialização e com os sistemas de produção, sistemas que desde que foram criados
estão sendo aprimorados continuamente em busca da excelência operacional das
empresas.
Um sistema de produção transforma insumos – matérias-primas, pessoal, máquinas, prédios, tecnologia, dinheiro, informação e outros recursos – em saídas – produtos e serviços. Esse processo de transformação é o coração daquilo que chamamos produção, e é a atividade predominante de um sistema de produção. (GAITHER, 2002, p 5)
As fábricas, entretanto são formadas de maneiras bem mais complexas do que se
pode ver ou pensar, o setor mais importante dentro da empresa é o de manufatura
(produção), mas para que a produção funcione bem existem várias áreas de apoio, como a

16
logística, o departamento de suprimentos, a área de PCP, a manutenção, entre outros,
essas áreas contribuem para que a empresa consiga produzir e fazer com que seu produto
chegue até as mãos do consumidor final.
A função da manufatura, na maior parte das empresas, representa o grosso do seu ativo e a maior parte do seu pessoal. Mas é um mal-entendido pensar na Manufatura simplesmente como o grosso. Ela é a verdadeira anatomia da operação. A manufatura são os ossos, os nervos e os músculos da empresa. Uma função de manufatura saudável da à empresa a força para suportar o ataque da concorrência, dá o vigor para manter um melhoramento uniforme no desempenho competitivo e, talvez o mais importante, proporciona a versatilidade operacional que pode responder aos mercados crescentemente voláteis e aos concorrentes. (SLACK, 1993, p 13)
O objetivo de toda empresa é obter lucro e para isso as empresas realizam a gestão
da produção, fazem controles de custos cada vez mais rígidos, buscam o aumento de sua
eficiência operacional, enfim existem vários métodos de baixar os custos de produção para
obter lucros.
Esses métodos com o passar do tempo ficam ainda mais em evidência e podemos
atribuir isso ao grande nível de concorrência existente. Com o mercado globalizado é
possível importar produtos de outros países a um custo muito baixo, com isso a
concorrência entre as empresas também se tornou globalizada.
As empresas para que possam concorrer com outras no mercado globalizado e com
disputas cada vez mais acirradas necessitam reduzir o custo de produção do produto que
comercializarão, porém devem melhorar ou pelo menos manter a qualidade de seu produto,
agregar cada vez mais valor ao seu produto ou serviço tornando a marca que a empresa
comercializa como referência no mercado e um dos fatores que podemos citar também é a
atenção ao cliente, por que não é o bastante vender, a empresa tem que satisfazer o cliente,
seja no momento em que ele adquire o produto, na hora que ele utiliza ou quando necessita
de uma atenção.
As empresas precisam ser competitivas para poderem vender seus bens e serviços no mercado. A competitividade é um fator importante para se determinar se uma empresa irá prosperar, se mal conseguirá funcionar ou se irá a falência. As organizações empresarias concorrem umas com as outras através de uma variedade de maneiras. As principais maneiras de se competir são pelo preço, qualidade, diferenciação do produto ou serviço, flexibilidade e tempo para executar certas atividades. (STEVENSON, 2001, p 29)
O preço com certeza é um dos primeiros fatores que faz com que o consumidor
adquira um produto ou outro, é um fator que as empresas tratam com muita atenção, pois
hoje a variedade de produtos disponíveis ao cliente com qualidades semelhantes é imensa,
então cabe as empresas tornar seus produtos cada vez mais competitivos.
Mas hoje também existem empresas que não entram em brigas de preços para atrair
consumidores, elas optam por faturar na margem de lucro tornando seus produtos como
referência em qualidade e valor agregado ao cliente, esses produtos geralmente são
17
produzidos com materiais de elevada qualidade, com um rigoroso controle de qualidade e
por isso apresentam uma performance altíssima. Já as empresas que optam pela
competição nos preços trabalham em largas escalas de produção, com lucros menores e
ganham no giro de produtos, baixos lucros unitários, porém com vendas em grandes
quantidades.
O preço é a quantia que um comprador paga por um determinado produto ou serviço
e a qualidade refere-se à matéria-prima, mão de obra e geralmente é relacionado a
percepção e expectativas do cliente quanto aquilo que adquiriu. (STEVENSON, 2001)
A qualidade dos produtos é outro fator determinante na escolha do consumidor por
um produto, quando um produto tem uma qualidade de destaque certamente ele fica
marcado para o consumidor e em certos casos levam o mesmo a uma fidelização da marca.
As empresas têm investido cada vez mais em sistemas de controle da qualidade,
deixando cada vez mais em evidência para o consumidor a qualidade que o mesmo obterá
ao adquirir determinado produto ou serviço por ela desenvolvido, a qualidade é utilizada
como um importante fator de diferenciação para que o consumidor decida por uma marca ou
outra.
O que é qualidade? Basicamente, a qualidade dos produtos e serviços não é definida ou determinada pelas empresas produtoras. Ela é determinada pelos clientes. A qualidade de um produto é a percepção do cliente do grau que o produto ou serviço atende as suas expectativas. (GAITHER, 2002, p 487)
O cliente ou usuário do produto final é quem praticamente determina se um produto é
de qualidade ou não, porém isso varia de cliente para cliente e também de acordo com a
classe social.
As expectativas de qualidade dos clientes não são as mesmas para produtos de níveis ou classes diferentes. Por exemplo, os clientes normalmente não esperam que os pregos de uma construção sejam obras-primas projetadas e produzidas com os mesmos padrões de exatidão de um Rolls-Royce. Mas os pregos fazer o que se espera que façam e ser melhores do que os concorrentes. Esse ponto é importante. Hoje a meta de várias empresas é se tornar o que chamamos de empresa de classe mundial. Ser uma empresa de classe mundial em termos de qualidade significa que cada um de seus produtos e serviços é considerado o melhor em sua categoria pelos clientes. A melhor qualidade em sua categoria significa ser o melhor produto ou serviço em uma determinada categoria de produto ou serviço. (GAITHER, 2002, p 290)
Porém manter a qualidade de seus produtos pode custar muito caro para a empresa
e por isso é extremamente importante que ela tenha um ótimo controle de seu processo e
um bom sistema de qualidade para que consiga se antecipar aos problemas reduzindo
assim seu custo de produção e garantido a qualidade de seus produtos.
Para GAITHER (2002, p 490) há custos associados com a qualidade do produto e do
serviço. Alguns desses custos estão associados com evitar a má qualidade e outros surgem
depois da má qualidade ocorrer.

18
Para as empresas os custos em se evitar a má qualidade são muito mais barato e
vantajoso, pois quando o produto defeituoso é detectado dentro da própria empresa as
ações com aquele produto é muito mais rápida e barata. Um produto com problemas de
qualidade que só é detectado no consumidor final traz não só os custos com a troca do
mesmo, mas também danos a marca, pois um cliente que adquire um produto defeituoso
dificilmente irá comprá-lo novamente, hoje a qualidade é fator de diferenciação e
extremamente decisivo para o cliente na hora da compra.
Muitos ainda têm a visão de que custa mais caro obter um produto de qualidade,
porém isso vem mudando, esse fator tem sido decisivo na hora da compra, as empresas
estão se aprimorando, estão controlando melhor os processos produtivos para fazer certo
da primeira vez, eliminar os desperdícios e reduzir seus custos de produção.
Quando se houve falar em reduzir os custos de produção de um determinado
produto logo vem à mente inúmeras oportunidades para que isso aconteça, basta conhecer
um pouco a estrutura da empresa, seu processo de produção, seu sistema de qualidade,
etc.
No âmbito do processo produtivo podem-se identificar gargalos nas linhas de
produção, reduzir perdas, ou seja, refugo, automatizar alguns processos, garantir que as
linhas de produção operem com sua capacidade efetiva o mais próximo da capacidade
nominal de projeto, buscar a diminuição de paradas de linhas em função de quebras e
setup, diminuir custos com manutenção de equipamentos, realizar investimentos em novas
tecnologias para que as linhas operem mais estáveis, etc.
Do ponto de vista técnico a capacidade nominal de produção de um equipamento é o
valor teórico de produção para que ele foi projetado, já a capacidade efetiva é a produção
real praticada pelo equipamento. (WOILLER, 1996)
A capacidade nominal (Cn) é a capacidade teórica que seria obtida caso todos equipamentos funcionassem de modo eficiente. Como existem interrupções e/ou perdas eficiência devido a:
Mão-de-obra destreinada, incapaz de operar equipamentos adequadamente;
Paradas obrigatórias para fazer face a reparos e/ou manutenções etc. O que se verifica é que em geral a capacidade efetiva (Ce) do processo produtivo é, em geral, bem menor que a capacidade nominal dada. Define-se então um nível de utilização (Nu). (WOILLER, 1996, p 133)
Em muitos casos as linhas de produção conseguem apresentar resultados
excepcionais após a realização de um programa extenso de treinamento operacional, porém
em outros os maiores problemas e por conseqüência os matadores dos resultados da
empresa são problemas de manutenção, nem sempre em função de um programa
ineficiente de manutenção preventiva, mas sim em função de falhas no projeto e emprego
de componentes inadequados nas máquinas e que para solucioná-los dependem de
investimentos e até mesmo modificações no processo produtivo.

19
Mas para a realização de qualquer modificação em um processo produtivo existe a
necessidade de um estudo prévio estratificando prós e contras, o quanto a empresa irá
ganhar e quais os possíveis impactos.
Além dos estudos necessários para a modificação do processo produtivo é
extremamente importante que uma análise de investimentos seja realizada a fim de verificar
os custos do projeto, o montante a ser investido, em quanto tempo se terá o retorno sobre
esse investimento, se é mais vantajoso manter o custo com a manutenção do equipamento
instalado aos níveis de produção atuais, etc.
Essa análise é de muita importância para se justificar um investimento, um acionista
ou proprietário geralmente opta por um investimento após essa análise, por que mesmo a
empresa lhe dando um retorno sobre o capital investido ele tem um custo então cabe ao
gestor da área realizar uma detalhada análise e realmente apresentar se o projeto é viável
aos acionistas da empresa.
Para a realização de investimentos em substituição de equipamentos de uma linha de produção é necessária um amplo estudo de viabilidade, porque as decisões de substituição são de uma importância crítica para a empresa, pois são em geral irreversíveis, isto é, não tem liquidez e comprometem grandes quantias de dinheiro. Uma decisão apressada de “livrar-se de uma sucata” ou o capricho do possuir sempre o “último modelo” podem causar problemas sérios de capital de giro. (CASAROTTO, 1998, p 166)
Em algumas situações a decisão de um investimento é tomada de maneira
precipitada e em muitas vezes o resultado que se consegue com o novo equipamento ou
nova máquina não é aquele que se esperava, trazendo até mesmo em algumas situações
prejuízos a empresa, portanto o processo de tomada de decisão é muito mais complexo do
que muitos pensam.
A análise do investimento no âmbito financeiro é de extrema importância, pois
existem possibilidades dos acionistas investirem em ações ou outras aplicações existentes e
obter um lucro maior do que o investimento na empresa pode lhe trazer. Os investimentos
em diversas situações trazem diversas melhorias no processo produtivo, mas mesmo assim
a sua taxa de retorno é muito pequena e não justifica ao dono do capital deixar de investir
em outras aplicações para realizar a implantação de um determinado projeto.
Para CASAROTTO (1998, p 106), existem três métodos básicos para a análise de
investimentos:
1. Método do valor anual uniforme equivalente (VAUE);
2. Método do valor presente líquido (VPL);
3. Método da taxa interna de retorno (TIR).
Para a avaliação de viabilidade é importante termos um padrão para comparação e
um dos padrões básicos é o custo do capital da empresa. Quando um projeto não apresenta
um retorno superior a esse custo o mesmo não deve ser aceito, pois haverá outras
20
aplicações (oportunidades de investimento) fora da empresa que renderão mais aos
fornecedores do capital empregado. (SANVICENTE, 1997, p 41)
Um ponto fundamental a ser analisado referente ao custo do capital é se o mesmo
será um capital próprio ou de terceiro, pois a cada tipo de capital incorrerá um custo e isso
será fundamental na decisão de um investimento.
Em determinadas situações não é viável ao empreendedor investir capital próprio em
um determinado projeto e o mesmo recorre a empréstimos ou linhas de crédito sejam elas
no Brasil ou no exterior. Também pode ocorrer do investimento necessário ser elevado
demais sendo necessário recorrer a financiamentos.
Cada capital tem um custo associado e cabe ao administrador avaliar qual a melhor
maneira de realizar essa capitação de recursos. Para cada tipo de financiamento existem
prazos e taxas de pagamentos diferentes, daí a importância de uma boa análise.
Cada um destes recursos é remunerado de uma forma ou tem seu custo. Aos acionistas cabem os lucros, enquanto que os empréstimos e as debêntures são remunerados com juros. Os investimentos da empresa deverão então render o suficiente para pagar os juros dos capitais de terceiros e proporcionar um lucro compatível com as expectativas dos acionistas. Em outras palavras, a taxa mínima de atratividade deverá ser maior ou igual a seu custo de capital. (CASAROTTO, 1998, p 243)
Para o administrador é de extrema importância analisar a composição do capital a
ser investido, além de analisar a qual o percentual mínimo de rentabilidade que o
investimento deverá proporcionar ao investidor para que o mesmo não tenha prejuízo, pois
cada tipo de capital tem um custo, se é capital próprio tem um custo e se for empréstimo
apresentará outro para a empresa.
O custo de capital da empresa deve, pois, levar em conta a composição do capital. O custo do capital próprio está associado a expectativa de lucros da empresa e, por corresponder a uma expectativa, é o de determinação mais difícil. (CASAROTTO, 1998, p 243)
Para a análise de um investimento existem muitas ferramentas e maneiras de serem
utilizadas, além dos riscos e incertezas de um projeto. Acima foram citadas três, porém
existem muitas e sua utilização varia de acordo com a empresa e seu administrador, as
citadas são vistas como umas das mais comuns e importantes para esse tipo de trabalho.
O primeiro método citado é o VAUE (valor anual uniforme equivalente), esse método
utiliza o sistema da TMA (taxa mínima de atratividade), em que é feito um comparativo entre
diversos projetos e utilizado aquele que apresenta uma TMA maior.
Esse método consiste em achar a série uniforme anual (A) equivalente ao fluxo de caixa dos investimentos à Taxa de Mínima Atratividade (TMA), ou seja, acha-se a série uniforme equivalente a todos os custos e receitas para cada projeto utilizando-se a TMA. O melhor projeto é aquele que tiver o maior saldo positivo. (CASAROTTO, 1998, p 107)
Para a determinação da TMA a empresa utiliza a taxa de rendimento que seu capital
teria se estivesse aplicado fora da empresa, por exemplo, em investimentos financeiros,
então se o projeto for mais rentável que essas aplicações ele é considerado viável e no caso

21
de haver mais de um projeto os mesmos serão comparados, sendo aprovado aquele com a
maior taxa de retorno.
Outra ferramenta para a análise da viabilidade é o VPL (valor presente líquido), essa
ferramenta também é muito importante e útil para a análise de um investimento.
O valor presente líquido de um projeto de investimento é igual à diferença entre o valor presente das entradas líquidas de caixa associadas ao projeto inicial necessário, com o desconto dos fluxos de caixa feito a uma taxa k definida pela empresa, ou seja, sua TMA. (GALESNE, 1999, p 39)
E por fim a taxa interna de retorno (TIR), na análise através desse método a
determinação da taxa de desconto iguala o valor atual líquido dos fluxos de caixa de um
projeto a zero. Para efeito de decisão a taxa obtida através desse método deve ser maior
que o custo do capital investido, caso contrário o projeto não deverá ser aceito.
(SANVICENTE, 1997)
Porém não basta ao administrador apenas a realização de toda análise se isso não
refletir uma tomada de decisão. A tomada de decisão dentro das empresas também é uma
ação bastante complexa e que tem que ser a mais assertiva e ágil possível.
De acordo com MOREIRA (1999), todo problema de decisão, seja individual, seja de
uma organização, envolve o julgamento sobre um conjunto de alternativas.
As decisões, entretanto, devem ser analisadas cuidadosamente, pois uma decisão
tomada pode levar a diversas respostas, nem sempre uma alternativa encontrada leva a um
resultado só, é preciso analisar as alternativas em vários aspectos, os resultados possíveis
podem ser expressos qualitativa ou quantitativamente. As expressões qualitativas terão
descrições como: “os investimentos exigidos serão grandes demais”, “estaremos um passo
a frente dos concorrentes”, já os quantitativos são números que medem lucro, prejuízo,
despesa, receita, tempo, etc. (MOREIRA, 1999)
Todas as decisões antes de serem tomadas devem sim ser analisadas a fim de
verificar a viabilidade real de qualquer projeto, outro ponto importante nesse processo é
verificar as razões para que tais investimentos sejam realizados e para isso temos várias.
Segundo CASAROTTO (1998, p 167) a deterioração é uma das causas e se manifesta por
custos operacionais excessivos, manutenção crescente, perdas, entre outras.
As decisões são ações críticas e no mercado competitivo sai na frente as empresas
em que seus líderes conseguem ter o maior números de ações assertivas e com a maior
agilidade possível. As ações são extremamente importantes e cabe aos líderes analisar
todos os detalhes com muita agilidade para que suas decisões sejam as mais corretas e que
tragam um bom retorno a empresa.
Também devemos levar em consideração no processo de substituição de
equipamentos o âmbito de manutenção dos equipamentos, realizando um estudo mais
aprofundado relacionando as probabilidades de quebra do equipamento aos estudos de

22
substituição e para esse estudo a empresa deve ter um histórico sobre o desempenho do
equipamento existente. (CASAROTTO, 1998)
Tratando-se de manutenção dentro das empresas, verifica-se que esse setor tem um
papel fundamental para o resultado operacional, pois o cumprimento da programação da
produção em muitas vezes dependem da confiabilidade que se tem em um equipamento, ou
seja, a garantia de que aquele equipamento conseguirá cumprir o volume de produção
planejado em um determinado período.
Para isso a manutenção deve realizar programas de manutenções preventivas e
também identificar pontos que podem ser modificados ou substituídos nos equipamentos
para que se evitem as quebras e com isso aumente a eficiência de produção de uma linha.
O objetivo da manutenção preventiva é reduzir a ocorrência de quebras ou falhas nas instalações da fábrica ou no equipamento, a fim de evitar os custos associados a eventos dessa natureza. Os custos podem ser oriundos das seguintes situações: perda de output; funcionários com tempo ocioso; interrupções na programação; lesões e ferimentos causados pelo incidente; danos causados a outros equipamentos, produtos ou instalações; e a execução de reparos, que pode implicar a estocagem de peças de reposição, ferramentas e equipamentos de reparos, além de ter especialistas em reparos no quadro de pessoal. (STEVENSON, 2001, p 582)
Mas em certos equipamentos apenas as manutenções preventivas não bastam e
para que as quebras parem de ocorrer o setor de manutenção tem que realizá-las em um
período muito curto de tempo elevando o custo em se manter determinado equipamento em
funcionamento, esse custo chega a ser tão elevado em determinadas situações que cabe
um estudo de modificação para eliminar partes falhas dos projetos, porém quando o setor de
manutenção identifica pontos que necessitam de uma modificação, deve-se realizar um
estudo detalhado do projeto de modificação evitando assim problemas durante ou após sua
instalação.
Para FARIA (1994) os estudos poderão gerar modificações no projeto do
equipamento no que diz respeito à sua concepção, mudança de projetos dos elementos de
máquina, mudança do tipo de material usado, no tipo de elemento usado, etc.
Em diversas situações um componente instalado em uma linha de produção não é
feito com o material mais adequado ou então existem novas tecnologias que permitem um
aumento de produção através da redução de quebras do equipamento, garantia na
qualidade do produto em função de não existir falhas no equipamento durante a produção e
por conseqüência uma redução nos índices de refugo.
As economias de custos indiretos de fabricação têm sido bastante ressaltadas nas novas tecnologias de manufatura. Os exemplos mais citados mencionam redução dos níveis de estoques, diminuição dos refugos, dos retrabalhos e simplificação da programação da produção. (CASAROTTO, 1998, p 188)
Geralmente as empresas que competem forte no mercado investem quando existem
mudanças no projeto de máquina com evolução tecnológica e que proporcione um melhor
23
desempenho e qualidade de seu produto, nesse caso é utilizado o conceito de substituição
com progresso tecnológico. Segundo CASAROTTO (1998, p 184) “a consideração de que o
progresso tecnológico é constante, ou mais precisamente, que os benefícios econômicos do
progresso tecnológico são constantes facilita a elaboração de modelos de substituição”.
Toda mudança em uma máquina ou linha de produção tem geralmente alguns
objetivo como: aumento de produção, redução de níveis de quebras e aumento da
confiabilidade do equipamento, melhorias no processo produtivo, correção de erros de
projeto, etc.
A abordagem para a melhoria de processos é sistemática. Para aperfeiçoar o funcionamento de um processo, é preciso recorrer à documentação, medição e análise do processo. Metas típicas para a melhoria de processo incluem aumentar a satisfação do cliente , alcançar um nível mais elevado da qualidade, reduzir os desperdícios, reduzir os custos, aumentar a produtividade e acelerar o processo. (STEVENSON, 2001, p 375)
Uma modificação deve ser muito bem estudada, detalhado e criado um projeto para
que essa modificação ocorra da melhor maneira possível, evitando imprevistos durante sua
instalação ou até mesmo durante a partida do equipamento.
A criação de um projeto é composta de várias etapas e métodos de condução do
mesmo. É importante que o líder do projeto utilize algumas ferramentas para lhe auxiliar e
entre essas ferramentas podemos citar: o cronograma que pode constar desde a fase de
estudos até a implantação e monitoramento dos resultados, ferramentas para análise das
modificações necessárias, ferramentas para o planejamento de ações a serem executadas,
controle de custos, controle de mão-de-obra necessária e utilização da mesma, etc.
Todas essas ferramentas têm como objetivo principal a organização e controle do
projeto em ambiente macro, delegando atividades às pessoas de acordo com a expertise de
cada um fazendo com que cada atividade ocorra no momento correto, com o tempo de
execução correto e a um custo pré-estabelecido.
A elaboração de projetos atende, dentre outras, às necessidades de: 1) em seu sentido mais elementar, sistematizar e integrar em conjuntos organizados, ações que, do contrário permaneceriam desarticuladas e até mesmo conflitantes entre si; 2) definir claramente, e com visão realista, os resultados pretendidos pelas ações, de modo a maximizar os esforços para a consecução dos resultados mais significativos; 3) agir a partir de situações claramente entendidas; 4) dimensionar, articular e organizar os recursos, as condições a energia e o talento de equipe para sua efetivação; 5) oferecer condições de retroalimentação e melhoria contínua das ações; 6) compreender, pela reflexão a partir do monitoramento e avaliação, a relação entre processos e resultados. (LUCK, 2003, p 16)
Na fase de estudo a primeira etapa é identificar qual o problema no equipamento, o
qual em diversas vezes é sinalizado pela equipe operacional ou pelos supervisores de
produção ou processos antes da inicialização de um projeto, em função de problemas nas
linhas de produção como quebras, baixo desempenho e problemas de qualidade dos
24
produtos. Em outras situações os projetos nascem da necessidade de um aumento de
velocidade do equipamento, aumento de desempenho ou evolução tecnológica.
Após a identificação do problema no equipamento ou linha de produção devem-se
realizar estudos de possíveis soluções para a resolução do mesmo e verificar sua
viabilidade de implantação. Com todas as possíveis soluções listadas o líder deverá avaliá-
las junto com a equipe responsável pelo projeto para a definição de qual a solução será
implantada.
Os estudos preliminares constituem-se numa primeira aproximação ao objeto do projeto orientada para a focalização mais clara das necessidades e perspectivas que o mesmo possa vir a ter. Para tal fim, são realizadas investigações exploratórias que determinam o seu rumo, assim como os indícios de viabilidade. Nesta fase, já são feitas as primeiras mobilizações das pessoas que deverão ser envolvidas na elaboração e implementação do projeto. São, portanto, estabelecidas as bases de um processo cooperativo e, ao mesmo tempo, são delimitados o foco e abrangência do projeto, bem como a interpretação que se dá a ele. (LUCK,2003, p 49)
Após a definição de qual solução será implantada, o projeto deve ser todo detalhado,
especificando componentes a ser aplicado, mão-de-obra necessária, estudo dos impactos
das modificações no processo produtivo do equipamento, os custos para a implantação de
tal solução, a viabilidade financeira e técnica de tal modificação, o tempo necessário para
sua implantação, etc.
Essa fase é de vital importância, pois detalhes que passem despercebidos podem
ser decisivos para o insucesso do projeto. A elaboração de um projeto deve ser realizada
sem pressa e com o máximo de atenção possível, dentro das empresas geralmente existe
uma área especifica para trabalhar somente com projetos de todos os tipos, de acordo com
a necessidade da mesma, geralmente essa área é a de engenharia da empresa.
O projeto final apresenta a definição clara e completa de todos os componentes do projeto, tendo por base o seu detalhamento, feito mediante análise ampla e objetiva dos dados e informações coletados. São especificados, além dos elementos básicos da realidade a ser mudada ou criada, os objetivos de mudança, os mecanismos, procedimentos e recursos necessários para a efetivação do projeto. A versão final é elaborada apenas quando se dispõe de informações seguras e consistentes que permitem estabelecer todos os seus elementos. (LUCK, 2003, p 50)
Os projetos geralmente têm os mesmos focos de interesses dentro das empresas,
mas mesmo assim esses focos acabam mudando em função da questão cultural, pois de
acordo com a empresa ou segmento a cultura é diferente e influência no foco que se tem no
projeto, mas em geral dentro das indústrias têm-se alguns tópicos que podemos apontar
como: criação e desenvolvimento de novos produtos, adoção de novas tecnologias para o
processo de produção, melhoria da qualidade da produção, expansão de instalações e
reorganização funcional, aumento da produtividade, redução dos custos de produção e
reorganização de linha de produção. (LUCK, 2003)

25
Enfim os projetos são extremamente complexos e demandam muita competência,
dedicação e tempo da equipe envolvida, sejam essas competências gerenciais, técnicas, de
execução, entre outras.
Além de tudo são extremamente importantes para as empresas, pois podem auxiliá-
las em redução de custos em diversos setores dentro das empresas tornando-as
competitiva frente suas concorrentes. Os custos a serem reduzidos podem ser provenientes
de diversos setores produtivos, sejam eles de produção, de manutenção, de logística, etc.
Esses custos impactam no preço de venda do produto e em diversas situações as empresas
tem de assumir os custos, pois o mercado não absorve em função da concorrência e para
vender a solução é baixar seus custos de produção.
Um dos fatores importantes para a redução do custo de produção é a redução dos
índices de refugo, com isso a empresa terá uma eficiência maior desperdiçando menos
matéria-prima e reduzindo custos, outro fator é a redução das quebras do equipamento que
envolve o custo com a manutenção do equipamento, ou seja, peças necessárias para a
manutenção e também um melhor dimensionamento de mão-de-obra para atendimento
dessas ocorrências.
O custo de manutenção dentro das empresas tem que ser muito bem controlado,
pois conforme citado também influência no custo do produto. Para que a manutenção tenha
um custo controlado é fundamental que haja um planejamento de seus gastos, porém para
que isso ocorra deve-se haver o mínimo de imprevistos relacionados a quebras de
equipamentos.
Uma quebra imprevista impacta no custo em vários aspectos, por exemplo, uma
peça em caráter emergencial normalmente tem um preço mais elevado, se as quebras
ocorrem fora do horário administrativo há um custo com o deslocamento do técnico de
manutenção para o reparo, custos com horas extras, o custo em se manter uma máquina
parada e as conseqüências que essa parada pode trazer.
As paradas de linhas de produção fora da programação trás diversas conseqüências,
como por exemplo, o atraso na entrega de um produto ao cliente e em algumas empresas
isso acarreta em multas.
Para que uma empresa consiga aumento na participação de mercado com seus
produtos ela deve ter um bom atendimento ao seu cliente, esse atendimento pode ser
entendido também como o cumprimento dos prazos de entrega de seus produtos e para
isso ela deve ter um bom controle de produção, pois assim o consumidor que adquiriu um
produto e gostou vai ter a certeza de que quando necessitar novamente vai encontrar o
produto nas prateleiras do supermercado, mantendo assim a marca como confiável.
Controlar a produção significa assegurar que as ordens de produção serão cumpridas da forma certa e na data certa. Para tanto, é preciso dispor de um sistema de informações que relate periodicamente sobre: material

26
em processo acumulado em diversos centros, o estado atual de cada ordem de produção, as quantidades produzidas de cada produto, como está a utilização dos equipamentos, etc. (MOREIRA, 1999, p 392)
A produção é uma operação vital e de extrema importância para a empresa, portanto
cabem as equipes envolvidas nesse processo a resolução de todos os problemas e a busca
da confiabilidade das linhas de produção para que os produtos tenham um bom custo e a
garantia de entrega da produção programada.
As soluções de problemas em muitas vezes não é fácil e necessitam de um amplo
estudo e até mesmo de um investimento para essa resolução, mas são muito importantes,
pois podem dar a empresa muitas vantagens competitivas.
Vantagens obtidas através de uma redução nos custos de produção, custos de
manutenção, garantia de entrega dos produtos planejados para a produção e até mesmo
garantia da qualidade e satisfação dos clientes.
Portanto é muito importante para um gestor estar atento a todas as variáveis, realizar
uma boa análise em investimentos necessários e tomar a decisão correta na hora certa.
Essas decisões podem trazer grandes vantagens competitivas para as empresas tornando-
as referência no mercado e com isso obtendo grandes lucros, que afinal é o objetivo das
mesmas.
27
3 – METODOLOGIA
Primeiramente houve a necessidade de uma revisão bibliográfica referente a análise
de investimentos, administração da produção e demais assuntos pertinentes a produção de
uma empresa.
Posteriormente houve o levantamento de alguns dados para analisar a viabilidade da
realização do investimento em um conjunto de faca anatômica de metal duro para a
produção de fraldas descartáveis.
Visando identificar a situação atual da fábrica foram coletados os dados referentes à:
Eficiência de produção;
Percentual de refugo;
Tempo total de máquina parada;
Tempo de máquina parada em função de corte anatômico;
Custo mensal de manutenção;
Custo da manutenção desse equipamento;
Preço de uma faca de aço rápido;
Preço de um conjunto de corte em metal duro.
Após a coleta de todos os dados estes foram confrontados entre si formando três
cenários: O cenário atual dessa linha de produção, o cenário ideal e o cenário esperado com
a modificação.
Os dados coletados foram os de níveis de produção e refugo praticados atualmente
pela fábrica, isto é, foi feito o levantamento de quais são as metas estabelecidas pela
empresa para a eficiência e refugo da máquina e qual a maneira utilizada para esse cálculo.
Para o levantamento desses dados foi utilizado o software de apontamento de
produção e paradas de linha denominado Datamills, que é utilizado pela empresa em todas
suas unidades e serve para o controle de produção, refugo, eficiência e paradas das linhas.
Durante todo o seu turno de trabalho o operador apontou os acontecimentos em sua
linha, descrevendo o motivo da parada, sua duração, o tipo da parada e a cada hora
apontou o número de fardos produzidos e os números de cortes que a máquina registrou,
com isso o software calculou a eficiência e o percentual de refugo daquela hora e o
acumulado do dia.
Foram levantados dados referentes a todas as paradas da linha independentemente
de serem por motivos operacionais, manutenção ou paradas comerciais.

28
Foi realizado o levantamento de todas as paradas da linha de produção em função
de intervenções no conjunto de corte anatômico em um período de Agosto de 2009 à março
de 2010, demonstrando qual o custo dessas paradas para a empresa.
Esse levantamento também foi feito através do Datamills, levantando todas as
paradas e um posterior filtro somente do equipamento desejado, já que toda a máquina é
dividida em grupos e subgrupos de equipamentos através de códigos cadastrados no
software e colocados fisicamente no equipamento para que o operador aponte o motivo da
parada de sua linha no exato local em que ela ocorreu, esses códigos têm a denominação
de tag’s dentro da empresa.
Com as paradas totais da linha, as mesmas foram confrontadas com as específicas
por problemas com faca anatômica, demonstrando qual o impacto que essa unidade tem no
total de paradas da linha e qual o ganho que a empresa terá se essas paradas forem
eliminadas.
Do percentual total de paradas por manutenção foi verificado em quanto corresponde
o conjunto de corte anatômico, qual o impacto que essa unidade tem sobre as metas, quais
são as metas, como elas são calculadas e se esse problema for solucionado qual serão os
benefícios para suas metas.
Após essa demonstração foi verificado qual o tempo médio necessário para a
manutenção nesse conjunto, o custo com mão de obra interna (incluindo horas extras) e o
custo para reafiações e retíficas nas facas e contra-facas.
Para essa análise foram utilizados dois outros softwares que são utilizados pela
empresa, o Mantec e o E.M.S. O Mantec é um software utilizado pelo setor de manutenção
e com ele é possível controlar os recursos para manutenção, o tempo gasto para o reparo,
realizar planejamentos de manutenção nos equipamentos, realizar o controle de quantas
horas homem a manutenção tem disponível e quantas foram utilizadas e com ele será
realizado o levantamento do tempo médio de reparo dessa unidade.
Já o E.M.S é um software utilizado de maneira bem abrangente pela empresa. Com
ele são realizados pedidos de compras, ordens de compras, os valores das compras ficam
registrados para uma futura comparação, é controlado o saldo no estoque de peças, são
realizadas ordens de pagamentos a funcionários e terceiros e com ele será realizado o
levantamento de dados referente aos custos de afiações e transportes.
Após essa análise foram realizadas cotações referentes ao o custo de produção de
uma faca de corte anatômico confeccionada em aço rápido, igual à instalada atualmente no
equipamento, estimando o tempo de vida útil desse equipamento e seu nível de produção e
refugo esperado.
Foi necessário esse mesmo estudo para o conjunto de corte anatômico
confeccionado em metal duro, porém com alguns estudos adicionais: o custo do

29
equipamento, as modificações necessárias em máquina, atentando-se para que não cause
problemas em seu processo produtivo, o custo para a compra de um novo frame para a
instalação dessa nova faca, o tempo de fabricação desse novo equipamento e os
treinamentos necessários para a equipe operacional e de manutenção.
Feito esses dois levantamentos eles foram confrontados estratificando os prós e os
contras desse investimento demonstrando qual o custo de uma solução e o custo da outra, o
custo em se manter uma solução e a outra, a performance esperada por uma e pela outra.
Foram evidenciados quais os benefícios em se realizar o investimento, qual seu valor
total, qual o tempo necessário para a instalação do projeto em máquina, quais as alterações
necessárias, os riscos que o projeto pode trazer, e em quanto tempo este terá retorno.
Foi traçado então o cenário de produção esperado pela empresa para essa linha,
com seus níveis de eficiência de produção, percentual de refugo, tempo de parada para
manutenção, etc.
Após o cenário ideal estar traçado, foi confrontado o cenário atual com o cenário
esperado após a modificação expondo o custo para tal e seus benefícios para demonstrar a
viabilidade do investimento.
Dessa maneira, a viabilidade de investimento foi defendida através da comprovação
de aumento na produtividade da linha, demonstrando para a empresa em quanto tempo
esse investimento terá retorno em função da redução dos custos em manutenção e dos
ganhos com o aumento de produtividade.

30
4 – ANÁLISE E INTERPRETAÇÃO DE DADOS
Para a análise e interpretação dos dados primeiramente foi montado e apresentado o
cenário atual da linha de produção em estudo, no qual estão evidenciados os percentuais de
eficiência e refugo praticados pela linha de produção no mês de março de 2010, o tempo de
parada da linha e o total por problemas com corte anatômico, além do custo total de
manutenção da linha e o específico na manutenção do conjunto de corte anatômico.
Após a apresentação e interpretação do cenário da linha formulou-se uma breve
explanação do método utilizado pela empresa para o calculo dos percentuais de eficiência e
refugo.
Comparou-se graficamente o tempo e o custo de manutenção total com o por
problemas no corte anatômico com o objetivo de estratificar o percentual que o problema
representa e foi apresentado o cálculo de qual o tempo médio e o custo para a manutenção
do conjunto de corte anatômico para a empresa.
Baseado nas metas da empresa para o mês estudado foi apresentado o cenário
ideal para a linha de produção, considerando os mesmos indicadores apresentados no
cenário anterior e, as metas consideradas foram extraídas de uma curva de startup do
equipamento que leva em consideração algumas variáveis até atingir seu nível máximo de
produção esperado.
Além dos cenários citados anteriormente apresentou-se o cenário esperado com a
implantação do investimento, considerando o incremento percentual que a resolução do
problema poderá trazer a linha de produção
Para entender melhor sobre o que é um conjunto de corte anatômico selecionou-se
algumas imagens sobre tipos de facas rotativas e de magazine de corte anatômico. Para
a análise da viabilidade do investimento serão demonstrados e comparados os preços entre
uma tecnologia e outra, a diferença entre as facas confeccionadas com um material e outro
e o gasto em manutenção esperado com uma tecnologia e outra, além disso, será feito uma
análise financeira através dos métodos de VPL e TIR para comprovar a real viabilidade do
projeto analisado.

31
4.1 – Apresentação do cenário atual de produção da linha 80.
Após a coleta dos dados foi possível demonstrar os níveis de produtividade, refugo,
tempo de máquina parada e os custos que a empresa tem para a realização da manutenção
na linha de produção de fraldas infantil denominada linha 80.
A linha de produção estudada entrou em operação em agosto de 2009 e o mês
definido como o atual foi o mês de março que foi onde se iniciou o estudo de viabilidade do
projeto.
Essa máquina tem sua produção dedicada somente a dois tamanhos de fraldas,
sendo eles os tamanhos G e XG que utilizam o mesmo tamanho de corte anatômico, já que
para a produção dos outros tamanhos cada um utiliza um tamanho de faca.
Na Tabela 2, será demonstrado então o cenário de produção verificado na linha 80
no mês de março de 2010, com os indicadores citados anteriormente e que será analisado.
Tabela 2. Cenário de produção da linha 80 em março de 2010.
Cenário apresentado pela Linha 80 em março de 2010
Eficiência do mês de março 2010 38,65%
Refugo do mês de março 2010 7,36%
Tempo total de máquina parada em março 2010 388h 9min
Tempo de máquina por faca anatômica em março 2010 33h 19min
Custo de Manutenção Março 2010 R$ 46.150,42
Custo de manutenção de facas anatômicas em março 2010 R$ 14.055,42
Elaborado por: André Luiz de Oliveira.
Fonte: Datamills/E.M.S. (2010).
Na projeção do cenário de março ficou evidente uma baixa eficiência do
equipamento com um percentual de refugo muito alto, além de um tempo excessivo de
máquina parada e um alto custo de manutenção.
O custo em manutenção com facas anatômicas compromete uma boa parte do custo
total de manutenção praticado pelo equipamento durante o mês, mostrando uma
possibilidade de melhoria nesse equipamento e a necessidade de um estudo detalhado
sobre o mesmo.
32
De acordo com Casarotto (1998), em um processo de substituição de equipamentos,
devemos levar em consideração o âmbito da manutenção, pois além dos custos também
ficam evidentes as probabilidades de quebras.
Além dos custos em manutenção a eficiência do equipamento também é bastante
afetada em virtude de excessivas intervenções necessárias na unidade.
Para tratar do tema “eficiência” é necessário entender um pouco mais seu significado
e como ela é calculada. A eficiência é o método que a empresa utiliza para calcular qual o
desempenho que a linha está tendo, ela é calculada pelo software de apontamento de
produção denominado Datamills, o operador faz o apontamento da quantidade produzida,
ele confronta com o que deveria ser produzido e apresenta qual foi a eficiência do
equipamento.
Como citado anteriormente, de acordo com Woiller (1996), a capacidade nominal de
um equipamento é o valor de projeto do mesmo, enquanto que a capacidade efetiva é o real
praticado por ele.
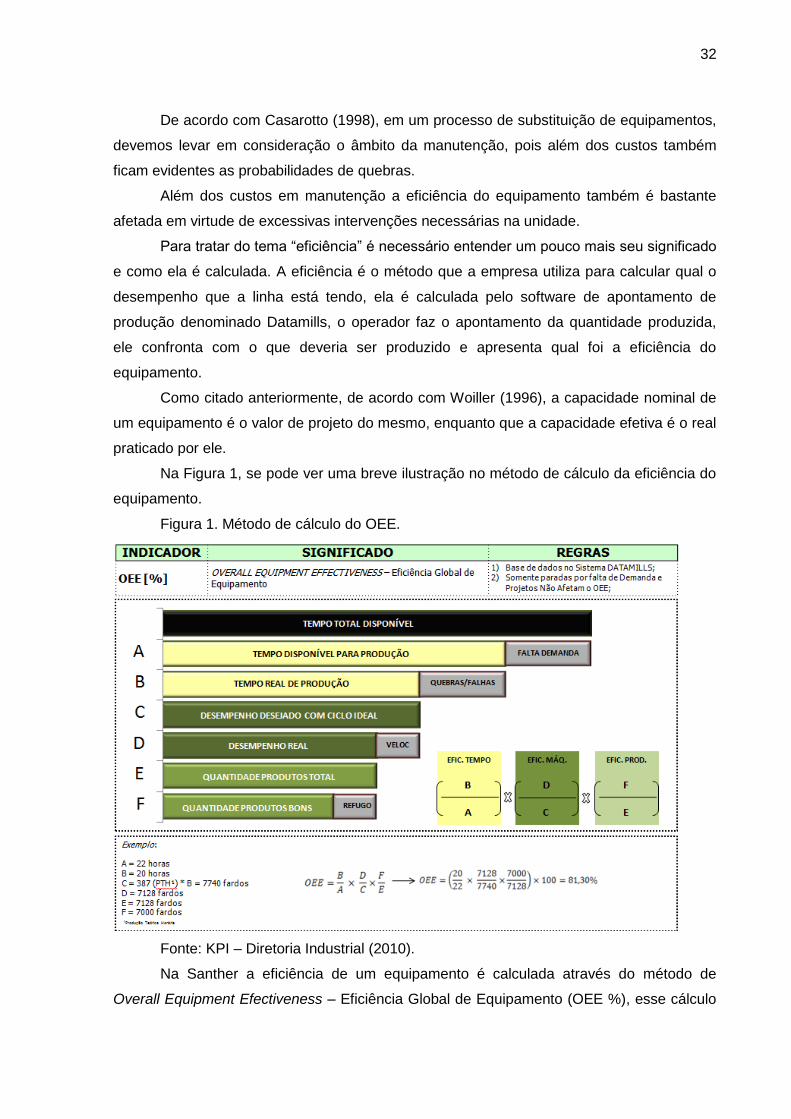
Na Figura 1, se pode ver uma breve ilustração no método de cálculo da eficiência do
equipamento.
Figura 1. Método de cálculo do OEE.
Fonte: KPI – Diretoria Industrial (2010).
Na Santher a eficiência de um equipamento é calculada através do método de
Overall Equipment Efectiveness – Eficiência Global de Equipamento (OEE %), esse cálculo
33
é feito pelo software de apontamento de produção Datamills e como se podem ver somente
dois fatores são descontados no cálculo e são eles:
A falta de demanda do equipamento;
As paradas do equipamento por projetos;
Caso contrário todas as paradas de máquina interferem negativamente no cálculo,
com isso a empresa obtém um número real do desempenho do equipamento conseguindo
visualizar as reais necessidades de intervenção.
Já o refugo nada mais é que produtos de má qualidade que não podem ser
comercializados, eles são provenientes de diversas fontes durante sua produção, no estudo
realizado podemos citar que ele é proveniente basicamente de duas fontes:
Problemas com o corte na fralda, gerando resíduos do material que acabam por ir
junto com a fralda;
Partida da máquina, que durante esse processo descarta todas as fraldas até que o
operador cheque a qualidade e libere as mesmas para as embalagens.
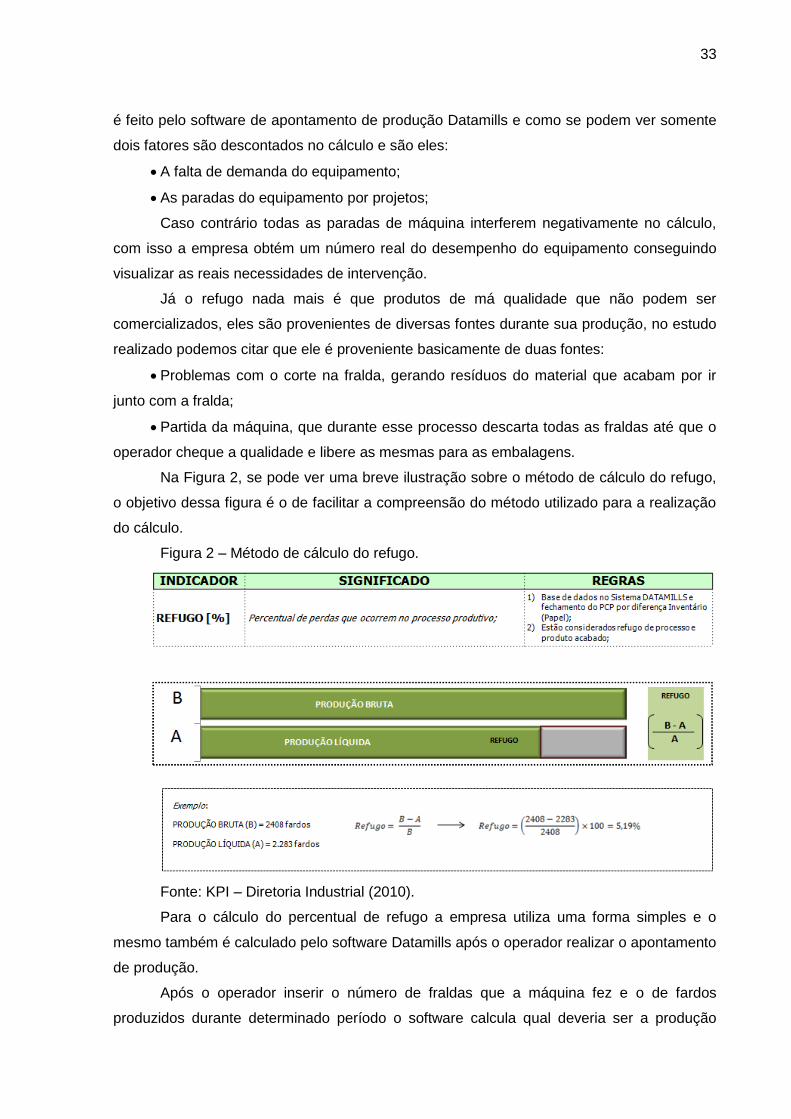
Na Figura 2, se pode ver uma breve ilustração sobre o método de cálculo do refugo,
o objetivo dessa figura é o de facilitar a compreensão do método utilizado para a realização
do cálculo.
Figura 2 – Método de cálculo do refugo.
Fonte: KPI – Diretoria Industrial (2010).
Para o cálculo do percentual de refugo a empresa utiliza uma forma simples e o
mesmo também é calculado pelo software Datamills após o operador realizar o apontamento
de produção.
Após o operador inserir o número de fraldas que a máquina fez e o de fardos
produzidos durante determinado período o software calcula qual deveria ser a produção

34
bruta baseado no primeiro número e realiza o cálculo com a realizada obtendo assim o
percentual de refugo.
Esse cálculo é feito de maneira bem simples e seu controle é muito importante para
a empresa, já que o refugo aumenta o custo de produção da empresa.
4.2 – Comparativo do custo de manutenção e tempo de
máquina parada em função do problema de corte anatômico.
Para que as empresas se tornem competitivas é extremamente necessário controlar
seus custos e isso inclui os custos com manutenção.
O custo com a manutenção da linha 80 foi considerado extremamente alto levando
em consideração que a empresa possui 7 linhas de produção e uma meta de custo de
manutenção de R$ 140.000,00 por mês.
Esse total disponível é dividido igualmente entre todas as linhas de produção e como
a linha 80 teve um alto custo em sua manutenção outras linhas tiveram suas metas
reduzidas e provavelmente não foram realizadas todas as manutenções necessárias.
É bastante evidente que o problema com corte anatômico nessa linha de produção
impactou diretamente nesse custo, pois além do custo exposto diretamente no conjunto de
corte ele gerou diversos outros custos indiretos que não aparecem pela impossibilidade de
verificar através dos dados.
Além disso, o conjunto também teve impacto no tempo total de parada da linha de
produção, assim como no custo de manutenção existem outros tempos de paradas que
estão relacionados ao corte anatômico que não são possíveis de ser evidenciados através
dos dados, mas que colaboraram para a baixa eficiência da linha.
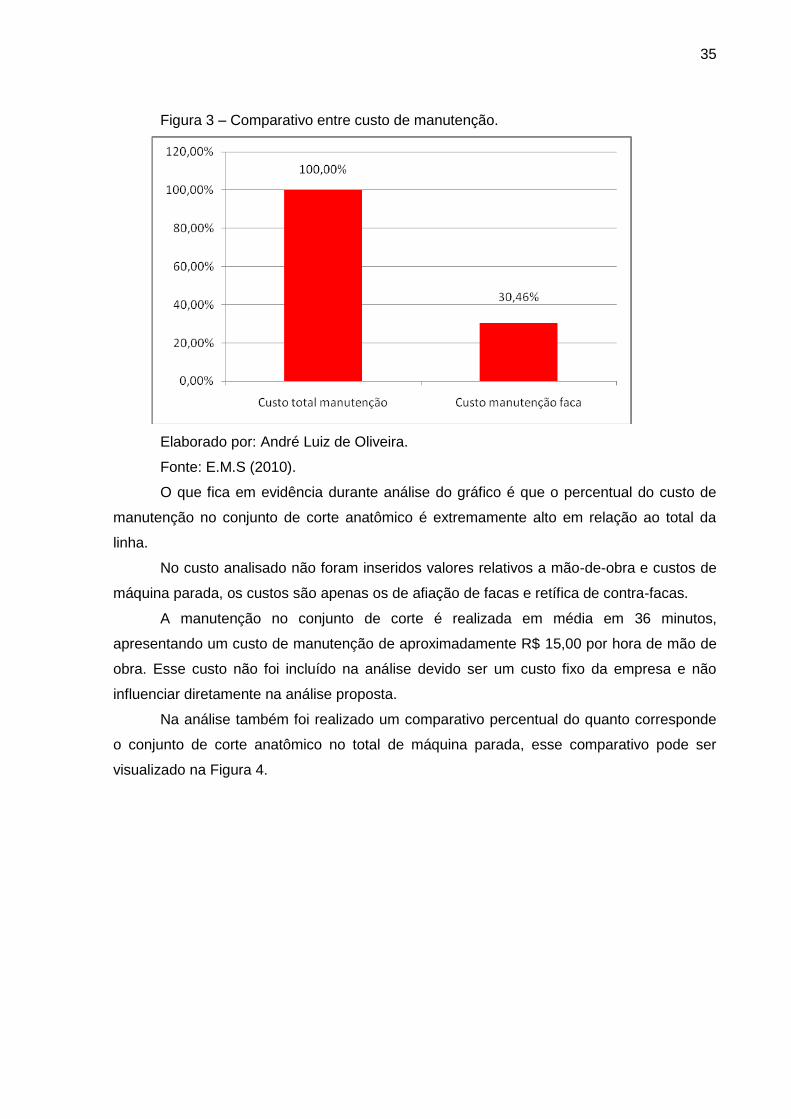
Os impactos no custo de manutenção podem ser visualizados na Figura 3, onde foi
demonstrado qual o percentual que a manutenção no conjunto de corte anatômico
representa frente ao total praticado pela linha no mês.
35
Figura 3 – Comparativo entre custo de manutenção.
Elaborado por: André Luiz de Oliveira.
Fonte: E.M.S (2010).
O que fica em evidência durante análise do gráfico é que o percentual do custo de
manutenção no conjunto de corte anatômico é extremamente alto em relação ao total da
linha.
No custo analisado não foram inseridos valores relativos a mão-de-obra e custos de
máquina parada, os custos são apenas os de afiação de facas e retífica de contra-facas.
A manutenção no conjunto de corte é realizada em média em 36 minutos,
apresentando um custo de manutenção de aproximadamente R$ 15,00 por hora de mão de
obra. Esse custo não foi incluído na análise devido ser um custo fixo da empresa e não
influenciar diretamente na análise proposta.
Na análise também foi realizado um comparativo percentual do quanto corresponde
o conjunto de corte anatômico no total de máquina parada, esse comparativo pode ser
visualizado na Figura 4.

36
Figura 4 – Comparativo entre tempo de máquina parada.
Elaborado por: André Luiz de Oliveira.
Fonte: Datamills (2010).
Na análise, o percentual de paradas por corte anatômico tem uma baixa
representatividade do total, porém ficaram evidentes apenas os números ligados a ele
diretamente, mas existem muitos fatores que o problema em questão causa e que não
podem ser quantificados.
Com o problema solucionado a expectativa é de uma diminuição significativa no
número e tempo de máquina parada, em virtude de uma maior estabilidade do equipamento,
conseguindo assim superar os números esperados após a implantação do projeto e se
aproximando do cenário ideal de produção.
4.3 – Cenário de produção ideal e cenário esperado para a
linha 80.
Com base nas metas traçadas pela empresa foi possível definir o cenário ideal para
os indicadores analisados no cenário atual de produção, as metas da empresa levam em
consideração a curva de startup para a linha, pois se trata de uma máquina nova que foi
colocada em operação a menos de um ano e existe uma curva de eficiência que foi
considerada para esse projeto, essa curva leva em consideração o tempo de aprendizado
pelas equipes operacionais e de manutenção e o tempo de estabilização do equipamento.

37
De acordo com Woiller (1996), um dos fatores que fazem com que os equipamentos
não operem com a eficiência máxima é a mão-de-obra destreinada, incapaz de operar
equipamentos adequadamente.
O termo “startup” nada mais é do que o inicio de algo, o inicio de algum projeto do
zero e a curva de startup é um estudo preliminar que a empresa realiza antes da instalação
de uma nova linha de produção, nela a empresa estipula as metas para percentual de
eficiência e refugo mês a mês estipulando quando o equipamento terá de operar com sua
capacidade máxima, pois como citado anteriormente existe um tempo necessário para o
aprendizado das equipes operacionais e de manutenção.
O cenário que foi montado e será apresentado na Tabela 3, utilizou os dados
considerados pela empresa como o ideal para o mês de março.
Tabela 3 – Cenário ideal para a linha 80.
Cenário ideal para Linha 80 em março de 2010
Eficiência ideal para o Mês de março 2010 54,00%
Refugo ideal para o Mês de Março 2010 6,00%
Tempo de máquina parada ideal para Março 2010 330h 20min
Tempo de máquina por faca anatômica ideal para Março
2010 1h
Custo de Manutenção ideal para Março 2010 R$ 20.000,00
Custo de manutenção de facas anatômicas ideal para Março
2010 R$ 0,00
Elaborado por: André Luiz de Oliveira.
Fonte: Datamills/E.M.S./Curva de startup L-80 (2009).
Se comparado com o cenário atual da linha de produção será possível verificar que
ficou evidente e o principal indicador fora da meta estabelecida pela empresa é o custo de
manutenção.
Os outros indicadores também estão fora das metas e mesmo após a resolução do
problema se considerar-se apenas o incremento que será adicionado a eles ainda não será
possível atingir a meta da empresa.
Porém, como citado anteriormente existem vários fatores que não estão diretamente
ligados aos indicadores e que após a solução do problema apresentará um ganho para a
linha de produção fazendo com que ela se aproxime ou até mesmo apresente números
superiores as metas estabelecidas.
38
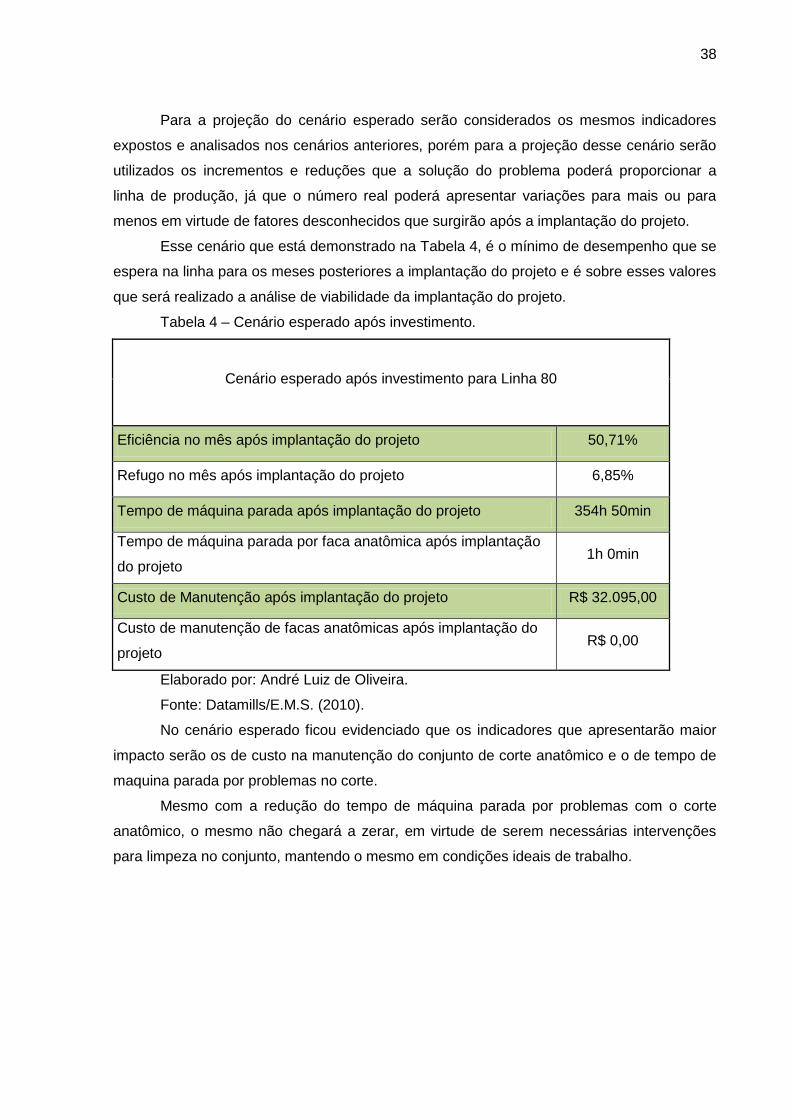
Para a projeção do cenário esperado serão considerados os mesmos indicadores
expostos e analisados nos cenários anteriores, porém para a projeção desse cenário serão
utilizados os incrementos e reduções que a solução do problema poderá proporcionar a
linha de produção, já que o número real poderá apresentar variações para mais ou para
menos em virtude de fatores desconhecidos que surgirão após a implantação do projeto.
Esse cenário que está demonstrado na Tabela 4, é o mínimo de desempenho que se
espera na linha para os meses posteriores a implantação do projeto e é sobre esses valores
que será realizado a análise de viabilidade da implantação do projeto.
Tabela 4 – Cenário esperado após investimento.
Cenário esperado após investimento para Linha 80
Eficiência no mês após implantação do projeto 50,71%
Refugo no mês após implantação do projeto 6,85%
Tempo de máquina parada após implantação do projeto 354h 50min
Tempo de máquina parada por faca anatômica após implantação
do projeto 1h 0min
Custo de Manutenção após implantação do projeto R$ 32.095,00
Custo de manutenção de facas anatômicas após implantação do
projeto R$ 0,00
Elaborado por: André Luiz de Oliveira.
Fonte: Datamills/E.M.S. (2010).
No cenário esperado ficou evidenciado que os indicadores que apresentarão maior
impacto serão os de custo na manutenção do conjunto de corte anatômico e o de tempo de
maquina parada por problemas no corte.
Mesmo com a redução do tempo de máquina parada por problemas com o corte
anatômico, o mesmo não chegará a zerar, em virtude de serem necessárias intervenções
para limpeza no conjunto, mantendo o mesmo em condições ideais de trabalho.
39
4.4 – Tipos de facas rotativas, magazines de montagem das
facas e estudo técnico para implantação do projeto.
Antes de iniciar o detalhamento do projeto será demonstrado o que é uma faca
rotativa e o magazine onde a mesma é montada, com o objetivo de demonstrar o que está
sendo estudado.
As facas rotativas são utilizadas em diversas aplicações como:
Produção de fraldas;
Produção de absorventes;
Produção de Band-aid;
Produção de coador de café, etc;
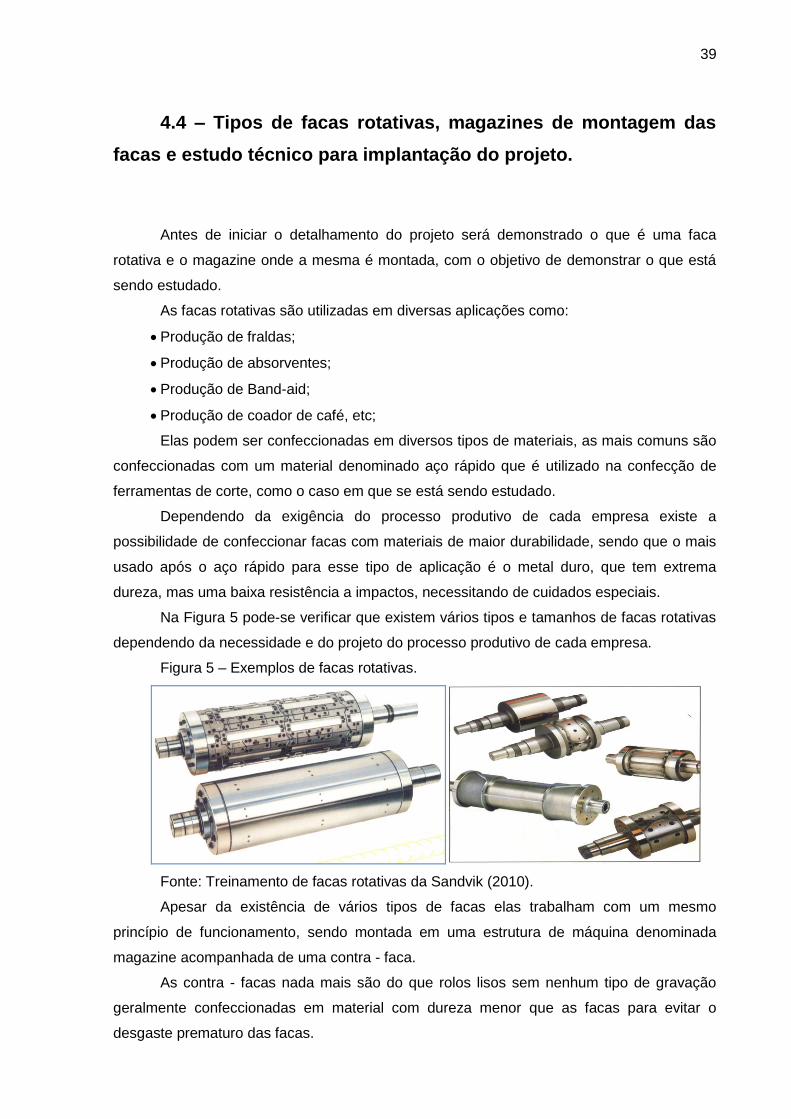
Elas podem ser confeccionadas em diversos tipos de materiais, as mais comuns são
confeccionadas com um material denominado aço rápido que é utilizado na confecção de
ferramentas de corte, como o caso em que se está sendo estudado.
Dependendo da exigência do processo produtivo de cada empresa existe a
possibilidade de confeccionar facas com materiais de maior durabilidade, sendo que o mais
usado após o aço rápido para esse tipo de aplicação é o metal duro, que tem extrema
dureza, mas uma baixa resistência a impactos, necessitando de cuidados especiais.
Na Figura 5 pode-se verificar que existem vários tipos e tamanhos de facas rotativas
dependendo da necessidade e do projeto do processo produtivo de cada empresa.
Figura 5 – Exemplos de facas rotativas.
Fonte: Treinamento de facas rotativas da Sandvik (2010).
Apesar da existência de vários tipos de facas elas trabalham com um mesmo
princípio de funcionamento, sendo montada em uma estrutura de máquina denominada
magazine acompanhada de uma contra - faca.
As contra - facas nada mais são do que rolos lisos sem nenhum tipo de gravação
geralmente confeccionadas em material com dureza menor que as facas para evitar o
desgaste prematuro das facas.
40
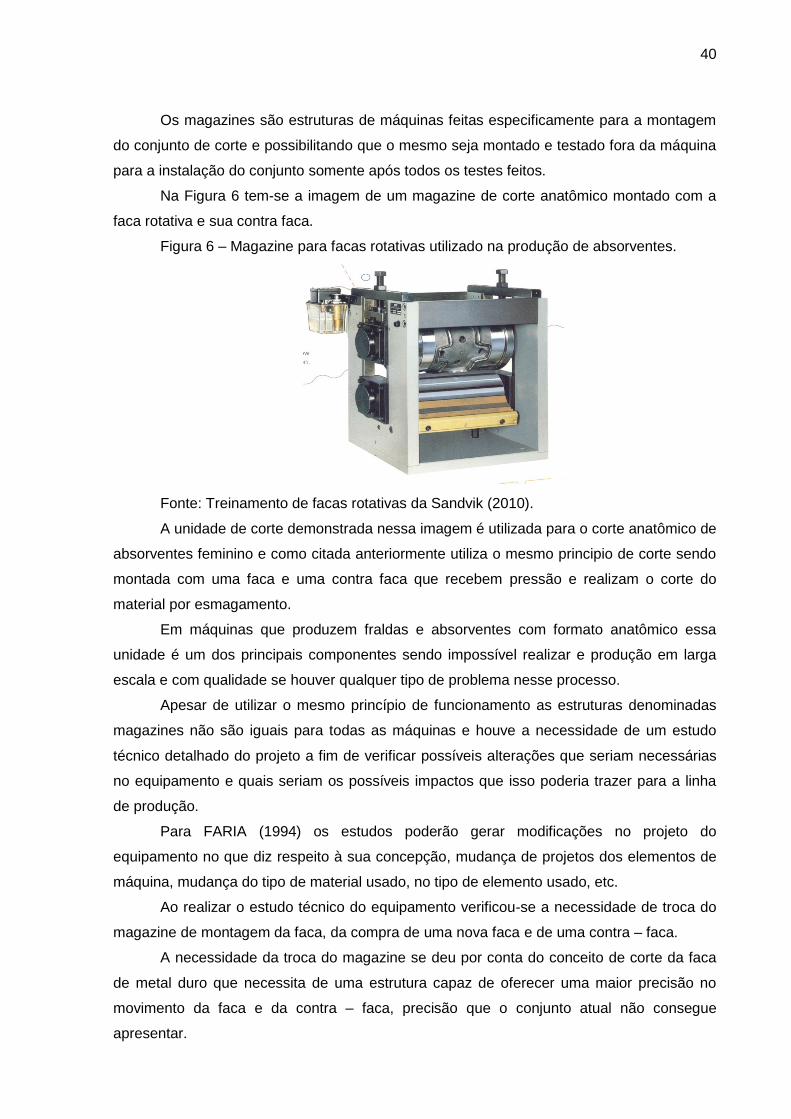
Os magazines são estruturas de máquinas feitas especificamente para a montagem
do conjunto de corte e possibilitando que o mesmo seja montado e testado fora da máquina
para a instalação do conjunto somente após todos os testes feitos.
Na Figura 6 tem-se a imagem de um magazine de corte anatômico montado com a
faca rotativa e sua contra faca.
Figura 6 – Magazine para facas rotativas utilizado na produção de absorventes.
Fonte: Treinamento de facas rotativas da Sandvik (2010).
A unidade de corte demonstrada nessa imagem é utilizada para o corte anatômico de
absorventes feminino e como citada anteriormente utiliza o mesmo principio de corte sendo
montada com uma faca e uma contra faca que recebem pressão e realizam o corte do
material por esmagamento.
Em máquinas que produzem fraldas e absorventes com formato anatômico essa
unidade é um dos principais componentes sendo impossível realizar e produção em larga
escala e com qualidade se houver qualquer tipo de problema nesse processo.
Apesar de utilizar o mesmo princípio de funcionamento as estruturas denominadas
magazines não são iguais para todas as máquinas e houve a necessidade de um estudo
técnico detalhado do projeto a fim de verificar possíveis alterações que seriam necessárias
no equipamento e quais seriam os possíveis impactos que isso poderia trazer para a linha
de produção.
Para FARIA (1994) os estudos poderão gerar modificações no projeto do
equipamento no que diz respeito à sua concepção, mudança de projetos dos elementos de
máquina, mudança do tipo de material usado, no tipo de elemento usado, etc.
Ao realizar o estudo técnico do equipamento verificou-se a necessidade de troca do
magazine de montagem da faca, da compra de uma nova faca e de uma contra – faca.
A necessidade da troca do magazine se deu por conta do conceito de corte da faca
de metal duro que necessita de uma estrutura capaz de oferecer uma maior precisão no
movimento da faca e da contra – faca, precisão que o conjunto atual não consegue
apresentar.
41
Após todas as discussões técnicas com o fornecedor foi definido o projeto final,
foram discutidos detalhes como fixação do conjunto, dimensional compatível com o atual e
demais sistemas que o equipamento possui e que não poderiam ser alterados.
Quando se chegou a um comum acordo sobre como deveria ser o novo magazine e
a faca foi enviado o desenho do conjunto para uma nova aprovação pela área de
manutenção e solicitar possíveis mudanças que fossem necessárias.
A principal mudança entre um magazine e outro foi o sistema movimentação da
contra – faca que no novo projeto tem guias especiais para um perfeito posicionamento da
faca com relação a contra – faca, esse sistema não poderia ser adaptado no conjunto
antigo, pois apesar de trabalharem com o mesmo conceito são concebidas de maneiras
diferentes, essas guias são necessárias devido a diferenças tecnológicas entre os tipos de
materiais.
4.5 – Principais diferenças entre a tecnologia do aço rápido e
a tecnologia do metal duro.
Para entender melhor as diferenças entre uma faca e outra, basta verificar as
diferenças de materiais.
O aço rápido é um tipo de material composto por ligas metálicas bastante utilizadas
nas indústrias para fabricação de ferramentas de corte, ele tem uma dureza baixa se
comparado ao metal duro, porém é mais maleável.
Já o metal duro é um composto de minérios com alguns metais formando um pó
extremamente fino, sendo prensado a extrema pressão, sinterizado e então usinado no
formato necessário. Possui uma dureza extremamente alta sendo comparada a do
diamante, porém é extremamente sensível a choques, pois não é maleável.
Na confecção de facas anatômicas essas diferenças podem ser simplificadas e
melhor visualizadas ao se verificar a Figura 7.
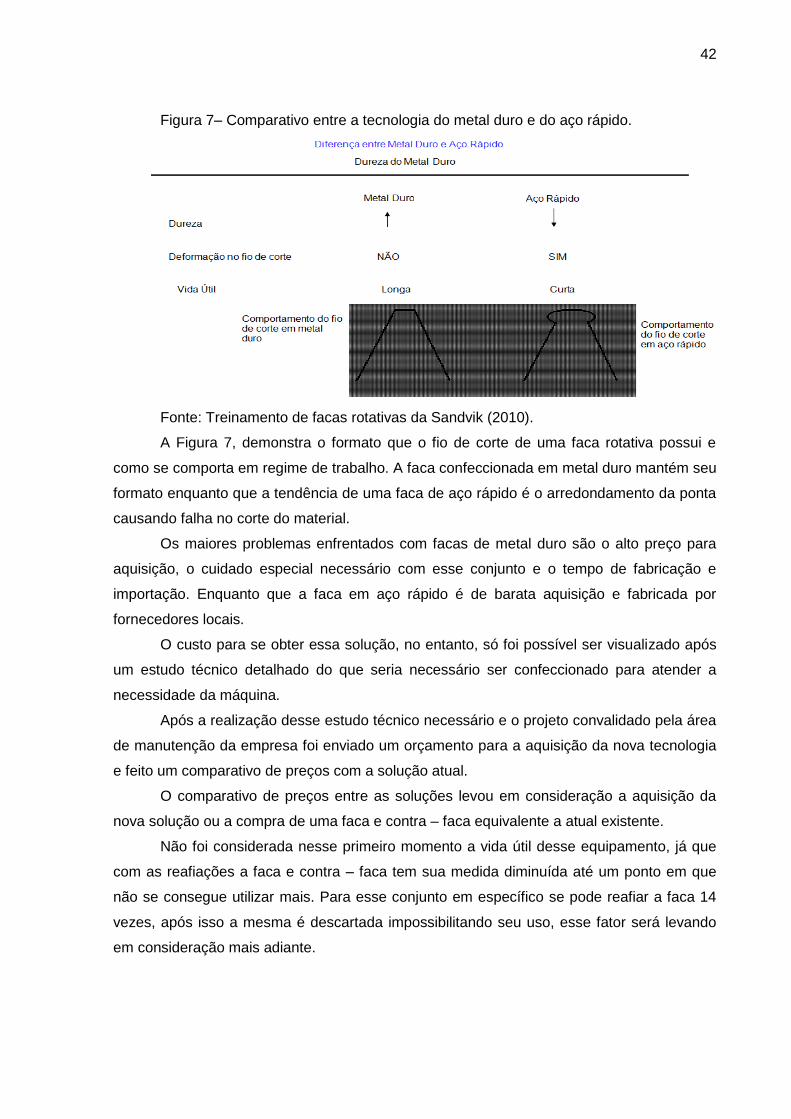
42
Figura 7– Comparativo entre a tecnologia do metal duro e do aço rápido.
Fonte: Treinamento de facas rotativas da Sandvik (2010).
A Figura 7, demonstra o formato que o fio de corte de uma faca rotativa possui e
como se comporta em regime de trabalho. A faca confeccionada em metal duro mantém seu
formato enquanto que a tendência de uma faca de aço rápido é o arredondamento da ponta
causando falha no corte do material.
Os maiores problemas enfrentados com facas de metal duro são o alto preço para
aquisição, o cuidado especial necessário com esse conjunto e o tempo de fabricação e
importação. Enquanto que a faca em aço rápido é de barata aquisição e fabricada por
fornecedores locais.
O custo para se obter essa solução, no entanto, só foi possível ser visualizado após
um estudo técnico detalhado do que seria necessário ser confeccionado para atender a
necessidade da máquina.
Após a realização desse estudo técnico necessário e o projeto convalidado pela área
de manutenção da empresa foi enviado um orçamento para a aquisição da nova tecnologia
e feito um comparativo de preços com a solução atual.
O comparativo de preços entre as soluções levou em consideração a aquisição da
nova solução ou a compra de uma faca e contra – faca equivalente a atual existente.
Não foi considerada nesse primeiro momento a vida útil desse equipamento, já que
com as reafiações a faca e contra – faca tem sua medida diminuída até um ponto em que
não se consegue utilizar mais. Para esse conjunto em específico se pode reafiar a faca 14
vezes, após isso a mesma é descartada impossibilitando seu uso, esse fator será levando
em consideração mais adiante.
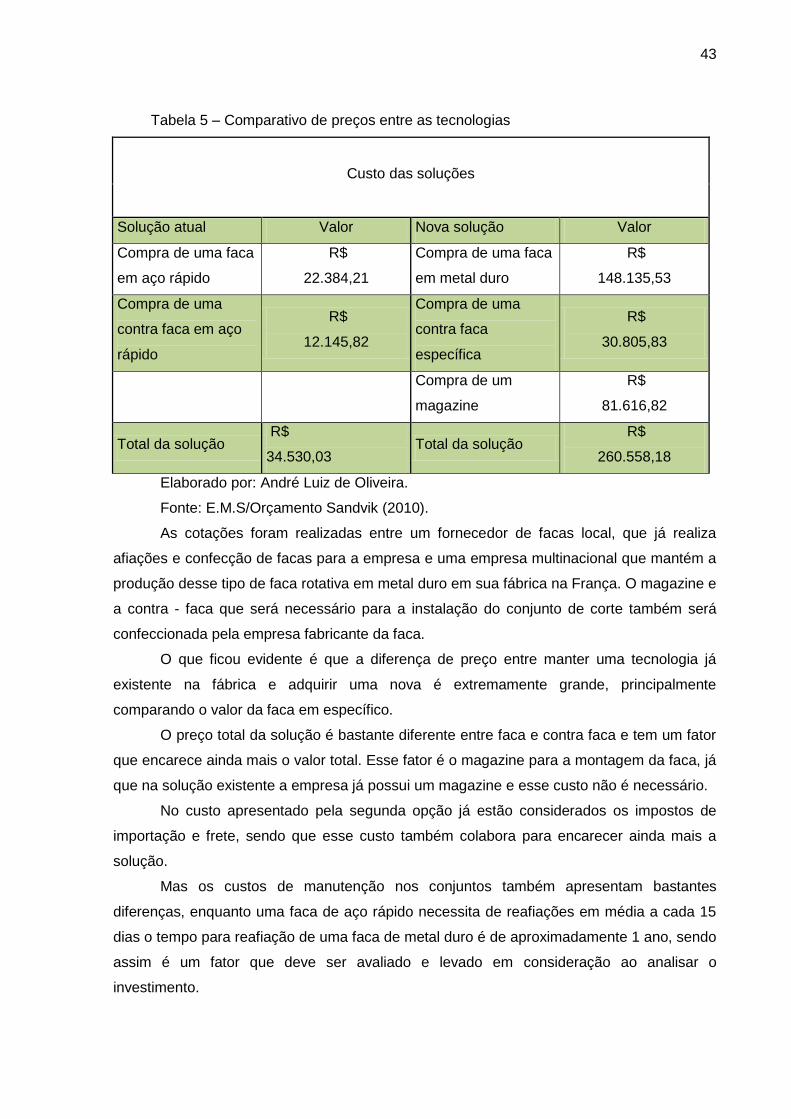
43
Tabela 5 – Comparativo de preços entre as tecnologias
Custo das soluções
Solução atual Valor Nova solução Valor
Compra de uma faca
em aço rápido
R$
22.384,21
Compra de uma faca
em metal duro
R$
148.135,53
Compra de uma
contra faca em aço
rápido
R$
12.145,82
Compra de uma
contra faca
específica
R$
30.805,83
Compra de um
magazine
R$
81.616,82
Total da solução R$
34.530,03 Total da solução
R$
260.558,18
Elaborado por: André Luiz de Oliveira.
Fonte: E.M.S/Orçamento Sandvik (2010).
As cotações foram realizadas entre um fornecedor de facas local, que já realiza
afiações e confecção de facas para a empresa e uma empresa multinacional que mantém a
produção desse tipo de faca rotativa em metal duro em sua fábrica na França. O magazine e
a contra - faca que será necessário para a instalação do conjunto de corte também será
confeccionada pela empresa fabricante da faca.
O que ficou evidente é que a diferença de preço entre manter uma tecnologia já
existente na fábrica e adquirir uma nova é extremamente grande, principalmente
comparando o valor da faca em específico.
O preço total da solução é bastante diferente entre faca e contra faca e tem um fator
que encarece ainda mais o valor total. Esse fator é o magazine para a montagem da faca, já
que na solução existente a empresa já possui um magazine e esse custo não é necessário.
No custo apresentado pela segunda opção já estão considerados os impostos de
importação e frete, sendo que esse custo também colabora para encarecer ainda mais a
solução.
Mas os custos de manutenção nos conjuntos também apresentam bastantes
diferenças, enquanto uma faca de aço rápido necessita de reafiações em média a cada 15
dias o tempo para reafiação de uma faca de metal duro é de aproximadamente 1 ano, sendo
assim é um fator que deve ser avaliado e levado em consideração ao analisar o
investimento.

44
Para o comparativo de custo entre a manutenção nos dois conjuntos foi levado em
consideração o tempo de vida útil do conjunto e os custos de afiações no período de um
ano. Para a vida útil das facas o comparativo feito tem como base as medidas iniciais e
finais já conhecidas em que cada faca pode trabalhar de acordo com o projeto da máquina e
os custos de afiações.
Tabela 6 – Comparativo de custo para manutenção.
Comparativo entre metal duro e aço rápido
Faca em aço rápido Faca em metal duro
Descrição Valor Descrição Valor
Afiação da faca R$ 1.100,00 Afiação da faca R$ 8.000,00
Retífica de contra
faca R$ 300,00
Retífica de contra
faca R$ 300,00
Retifica/afiações
por ano 48
Retifica/afiações
por ano 1
Total gasto com
afiações/ano R$ 67.200,00
Total gasto com
afiações/ano R$ 8.300,00
Compra de
facas/ano R$ 138.120,12
Compra de
facas/ano 0
Total de
manutenção R$ 205.320,12
Total de
manutenção R$ 8.300,00
Ganho com nova tecnologia por ano R$ 197.020,12
Elaborado por: André Luiz de Oliveira.
Fonte: E.M.S (2010).
Após o comparativo entre manutenção das tecnologias o que ficou evidente é que o
custo em se manter a tecnologia atualmente existente é extremamente alto se comparado
ao custo de manutenção da nova tecnologia.
Quando se compara apenas o custo para aquisição de uma nova tecnologia o projeto
fica totalmente inviável devido a seu alto custo inicial, porém quando se é comparado os
custos em se manter a tecnologia atual pode se perceber que o mesmo é extremamente alto
se comparado ao da nova tecnologia.
Se comparado a redução no custo de manutenção o projeto estará totalmente pago
em um período de 1 ano e 4 meses, porém na Tabela 7 pode-se ver que o ganho esperado
com a nova tecnologia é ainda maior.

45
Tabela 7 - Lucratividade com a nova tecnologia
Ganho em lucratividade com a nova tecnologia
Descrição Valor Descrição Valor
Ganho de
produtividade
ao ano (fardos)
148.854 Lucro com nova
tecnologia ao mês R$ 905.533,72
Ganho em
eficiência ao
mês
12,06% Lucro com nova tecnologia
ao ano R$ 10.866.404,58
Elaborado por: André Luiz de Oliveira.
Fonte: ANDRÉ (2010). Ao analisar a lucratividade que a empresa terá após a implantação da nova
tecnologia se pode verificar que o projeto se torna viável e atraente, pois levando em
consideração os dois fatores, lucratividade e redução nos custos de manutenção o projeto
passa a ser pago em apenas 2 meses. Com isso a empresa obterá no primeiro ano um lucro
de R$ 10.866.404,58, demonstrando total viabilidade do investimento. Porém, a análise feita
leva em consideração a produção e venda dos produtos que o projeto proporcionará a
incrementar em sua produção e não se pode afirmar que a empresa irá vender todos os
produtos que produzir e sempre ao mesmo preço, sem conceder nenhum desconto a seus
clientes.
Portanto para analisar a verdadeira viabilidade do projeto é necessária a realização
de uma análise financeira através de algumas ferramentas conhecidas.
4.6 – Análise financeira da viabilidade do projeto.
Para demonstrar a viabilidade do projeto foi utilizado o método VPL (valor presente
líquido) e o método da TIR (taxa interna de retorno), o primeiro é a análise da viabilidade
financeira do projeto comparando o custo de projeto com as entradas do fluxo de caixa
gerado por ele e o segundo demonstra qual a taxa de retorno do projeto e o mesmo só deve
ser aceito se a TIR apresentar um valor maior do que a taxa de atratividade determinada
pela empresa.
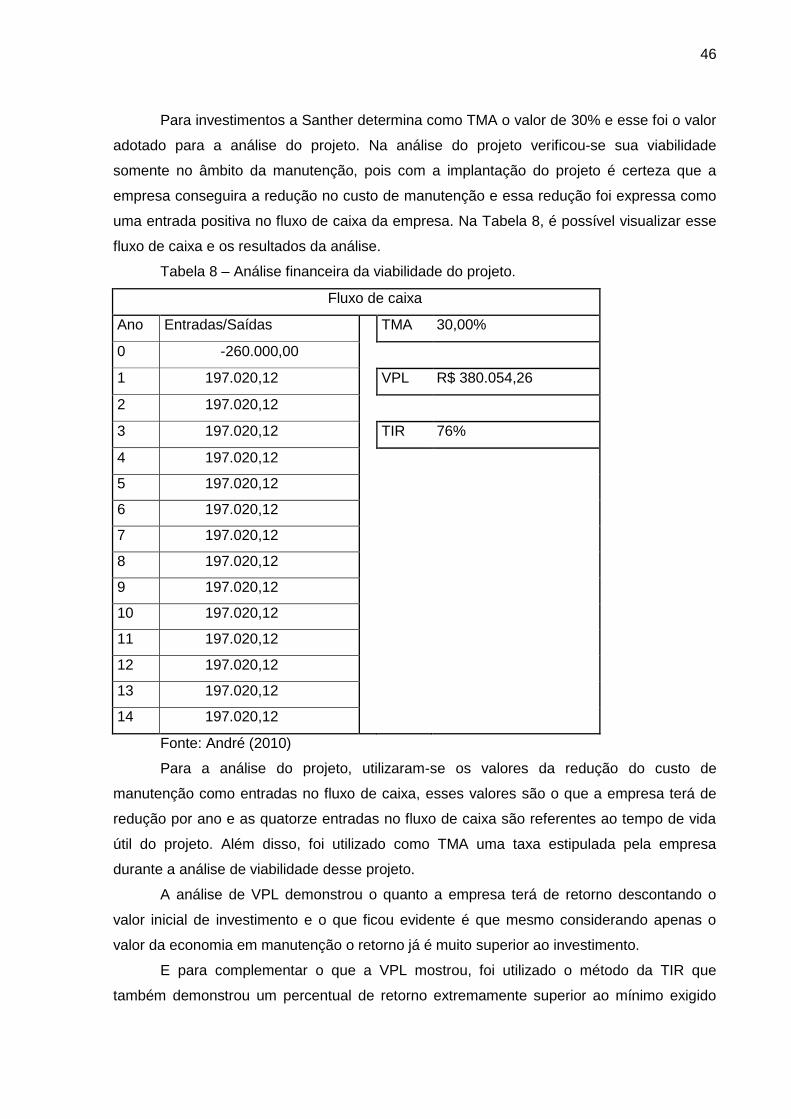
46
Para investimentos a Santher determina como TMA o valor de 30% e esse foi o valor
adotado para a análise do projeto. Na análise do projeto verificou-se sua viabilidade
somente no âmbito da manutenção, pois com a implantação do projeto é certeza que a
empresa conseguira a redução no custo de manutenção e essa redução foi expressa como
uma entrada positiva no fluxo de caixa da empresa. Na Tabela 8, é possível visualizar esse
fluxo de caixa e os resultados da análise.
Tabela 8 – Análise financeira da viabilidade do projeto.
Fluxo de caixa
Ano Entradas/Saídas TMA 30,00%
0 -260.000,00
1 197.020,12 VPL R$ 380.054,26
2 197.020,12
3 197.020,12 TIR 76%
4 197.020,12
5 197.020,12
6 197.020,12
7 197.020,12
8 197.020,12
9 197.020,12
10 197.020,12
11 197.020,12
12 197.020,12
13 197.020,12
14 197.020,12
Fonte: André (2010)
Para a análise do projeto, utilizaram-se os valores da redução do custo de
manutenção como entradas no fluxo de caixa, esses valores são o que a empresa terá de
redução por ano e as quatorze entradas no fluxo de caixa são referentes ao tempo de vida
útil do projeto. Além disso, foi utilizado como TMA uma taxa estipulada pela empresa
durante a análise de viabilidade desse projeto.
A análise de VPL demonstrou o quanto a empresa terá de retorno descontando o
valor inicial de investimento e o que ficou evidente é que mesmo considerando apenas o
valor da economia em manutenção o retorno já é muito superior ao investimento.
E para complementar o que a VPL mostrou, foi utilizado o método da TIR que
também demonstrou um percentual de retorno extremamente superior ao mínimo exigido

47
pela empresa (a TMA), com isso fica comprovada a total viabilidade de investimento no
projeto de aquisição de uma unidade de corte anatômico para fralda feita em metal duro.

48
5 – CONSIDERAÇÕES FINAIS
Desenvolveu-se nessa pesquisa o comparativo entre os tipos de corte anatômicos
mais utilizados na produção de fraldas e foi analisada a viabilidade de investimento nesse
projeto.
Essa pesquisa foi realizada com base em uma empresa de produção de fraldas
infantis que utiliza um sistema de corte anatômico em seu processo produtivo e percebeu-se
uma dificuldade nesse processo surgindo então uma oportunidade de estudo de melhoria no
equipamento.
Primeiramente foi realizado um levantamento da situação atual e da meta da
empresa, e o que se espera após o investimento tendo como base os números referentes a
esse processo estudado, posteriormente foi realizado todo o estudo técnico e especificação
do componente e então foi verificada a viabilidade financeira de investimento no projeto.
Para a determinação da situação da empresa foi feito o levantamento de dados de
manutenção, produção e custos, através de softwares que a empresa utiliza no
armazenamento dessas informações, tendo assim um histórico do equipamento, assim
como já citado por Casarotto (1998).
Os dados coletados foram referentes a um período de oito meses, iniciando-se em
agosto de 2009 até março de 2010, esses dados foram extraídos através de três softwares
de uso oficial da empresa, foram analisados filtrando somente as informações necessárias
para a análise do projeto e confrontados entre si.
Após essa etapa foi desenhado os três cenários da empresa assim como proposto
na metodologia, a fim de comparar a situação atual da linha de produção com a meta
estabelecida.
Em um segundo momento foi realizado todo estudo técnico necessário para a
análise da viabilidade técnica do projeto, analisando quais seriam as principais mudanças
necessária na linha de produção e também especificando ao fornecedor quais os
componentes necessários no projeto, assim como citado por Faria, 1994, para que não
afetasse o processo da linha e por conseqüência trazer outros problemas.
Durante o estudo foi constatado a necessidade de substituição da estrutura de
montagem da faca anatômica em máquina, com essa constatação foi necessário projetar
uma nova estrutura em conjunto com o fornecedor para que a peça a ser substituída não
gerasse novas mudanças em máquina.
49
Após isso o fornecedor apresentou o projeto final do conjunto para que o mesmo
fosse validado pela área de manutenção e então enviou um orçamento com o custo para a
implantação do projeto.
E por fim, já com os valores conhecidos para a implantação do projeto, foi realizada a
análise de viabilidade financeira do mesmo utilizando os métodos básicos de análise de VPL
e TIR, conforme citado por Casarotto (1998).
A análise foi realizada utilizando o valor da redução do custo de manutenção que
empresa terá por ano após a realização do investimento.
Com isso foi criado um fluxo de caixa com uma entrada negativa que é referente ao
investimento e mais quatorze entradas positiva no valor da redução anual em manutenção,
essas quatorze entradas correspondem ao tempo de vida útil esperado pelo projeto, esse
fluxo de caixa foi então analisado a uma determinada taxa conforme definição de VPL
apresentada por Galesne (1999).
A análise de VPL demonstrou que o investimento é viável apresentando um valor
superior ao custo do projeto. E para complementar a análise também foi aplicada o método
de análise TIR, a qual apresentou um percentual superior a taxa de atratividade determinada
pela empresa comprovando a viabilidade de implantação do projeto.
Portanto, com a realização desse estudo foi possível comprovar a viabilidade de
implantação do projeto na linha de produção de fraldas, trazendo para a empresa um
aumento no nível de produtividade, uma diminuição em seu refugo e também uma
diminuição no seu custo de manutenção.
50
REFERÊNCIAS BIBLIOGRAFICAS
BRACELPA. A história do papel no Brasil. Disponível em: <http://www.bracelpa.org.br/bra/saibamais/historia/index.html> Acesso em: 20 Mar. 2010 às 23:22. BRACELPA. Estatísticas. Disponível em: <http://www.bracelpa.org.br/bra/estatisticas/pdf/booklet/booklet.pdf> Acesso em 20 Mar. 2010 às 23:49. CASAROTTO, Nelson KOPTTKE, Bruno. Análise de Investimentos 8º ed. Atlas, 1998. FARIA, J. G. de Aguiar. Administração da Manutenção. Edgar Blucher LTDA, 1994. GAITHER, Norman FRAZIER, Greg. Administração da Produção e Operações, 8º ed. Pioneira Thonson, 2002. LUCK, Heloísa. Metodologia de Projetos: Uma Ferramenta de Planejamento e Gestão. Vozes, 2003. MARTINS, Petrônio G. LAUGENI, Fernando P. Administração da Produção. Saraiva, 1999. MOREIRA, Daniel A. Administração da Produção e Operações, 4º ed. Pioneira 1999. SLACK, Nigel. Vantagem Competitiva em Manufatura: Atingindo Competitividade nas Operações Industriais. Atlas 1993. STEVENSON, Willian J. Administração das Operações de Produção, 6º ed. LTC, 2001. SANTHER. Como Surgiu o Papel Higiênico. Disponível em: <http://www.santher.com.br/portugues/saiba_mais/curiosidades/02.htm> Acesso em 20 Mar. 2010 às 22:33. SANTHER. Mercado de Papel. Disponível em: <http://www.santher.com.br/portugues/saiba_mais/curiosidades/index.htm> Acesso em: 20 Mar. 2010 às 22:30.

51
WOILLER, Sansão MATHIAS, Washington F. Projetos, Planejamento, Elaboração e Análise. Atlas 1996.

52
ANEXO 1
CRONOGRAMA
Nº Ações
Prazo
Fev Mar Abr Mai Jun Jul Ago Set Out Nov
1 Revisão Bibliográfica X X
2 Levantamento de dados de
produção atual X X
3 Levantamento de dados de
refugo atual X X
4 Demonstração das metas
estabelecidas X
5
Demonstração da redução
dos custos em função das
metas X
6 Cotação de uma faca de aço
rápido X
7 Cotação de uma faca de
metal duro X
8
Estudo de impactos e
modificações necessárias
para instalação do projeto X X
9 Levantamento de tempo de
máquina parada X
10 Filtro das paradas por corte
X

53
anatômico
11 Confrontar paradas totais X
paradas por corte anatômico X
12 Demonstração do percentual
referente a corte anatômico X
13
Demonstração do tempo
médio de manutenção na
unidade X
14 Demonstrar custo da mão de
obra para essa manutenção X
15
Demonstrar custo da
manutenção da faca
anatômica atual X
16 Análise custo benefício das
duas opções de facas X
17 Demonstração de benefícios
do investimento X
18
Demonstração do tempo
necessário para implantar
projeto X
19 Demonstração das alterações
necessárias X
20 Demonstração dos riscos do
projeto X
21
Demonstração de quanto
tempo o investimento estará
pago X
54
22
Exposição do cenário de
produção ideal para a
empresa X
23 Confrontar dados do cenário
ideal X cenário esperado X
24 Estudo da viabilidade X
25 Discussão técnica e comercial
com fornecedor X X
26 Confecção do projeto X X
27 Implantação do projeto X



![Viabilidade econômica para produção de biofertilizantes a ... · Análise econômica e financeira Indicador Valor Valor Presente Líquido [VPL] R$ 1.268.481 Taxa Interna de Retorno](https://static.fdocumentos.tips/doc/165x107/5f0dd4697e708231d43c4ba6/viabilidade-econmica-para-produo-de-biofertilizantes-a-anlise-econmica.jpg)