






Línguas
Páginas
Legal

1
Resultados de Experimentos em Escala Industrial sobre a Reciclagem de Goma a base
Misturas Amido/PVA
Dr.-Ing. Thomas Stegmaier, Dr.-Ing. Joachim Trauter, Instituto de Tecnologia Têxtil e de
Processos (ITV), Denkendorf/ Alemanha
Eng. MSc. Sérgio Mauro C. da Rosa, Instituto Euvaldo Lodi – S.C.
Comunicação no 13º Simpósio Internacional sobre a Engomagem, Denkendorf
1 Introdução
A goma pode representar até 70 % da carga dos efluentes líquidos de uma indústria têxtil
completa. Medidas que levem à redução do uso de goma contribuem, portanto, direta e claramente
para diminuir a carga dos efluentes líquidos. Por meio da reciclagem da goma é possível eliminar a
goma dos efluentes quase que completamente. Sob o ponto de vista ecológico, a recuperação das
gomas através de ultrafiltração é, por isso, indiscutivelmente uma técnica de altíssima prioridade – e
nesse meio tempo pode ser demonstrado em numerosos experimentos em escala industrial que,
também do ponto de vista econômico, a reciclagem é indicada. Resultados atuais de tais
experimentos serão apresentados na seqüência.
O princípio da reciclagem de goma é evidenciado na Fig. 1.1. Na ultrafiltração, o licor de lavagem
resultante da desengomagem é quase que totalmente reprocessado; todos os componentes são
reutilizados:
• o regenerado em até 100% para a engomagem de urdumes e
• o permeado pode ser reconduzido para a máquina de lavar, sendo que a taxa de reciclo para
produtos de algodão, varia entre 50 e 100% do permeado.
A recuperação de goma recebeu novos impulsos desde que foram obtidos no ITV em Denkendorf
os requisitos técnicos para a recuperação de misturas de goma a partir de PVA/CMC e PVA/PAC
[1]. Em dois projetos financiados pelo Ministério Alemão de Educação, Ciência, Pesquisa e
Tecnologia (BMBF) foram desenvolvidos os fundamentos para a recuperação em
escala industrial de misturas de amidos de carboximetila (tipos CMS) solúveis em água e gomas
sintéticas, assim como galaktomannan (GMN) e PVA. Um dos problemas principais no
processamento de tais misturas é o desacordo entre
2
• a necessidade de um produto reciclável e durável e
• a facilidade de biodegradação dos produtos de amido ou galaktomannans e seus derivados.
O sucesso da reciclagem se baseia por isso na combinação de tipos compatíveis de amidos ou
galaktomannans e PVA, e na observação de condições de processamento específicas para cada
goma em todas as etapas dos processos de engomagem, desengomagem e filtração.
Uma condição inicial para a reciclagem são tipos de goma solúveis em água. Estes tipos, em ambos
os projetos, foram modificados por fabricantes alemães e brasileiros, de modo que fosse alcançada
a estabilidade necessária com respeito a exigências mecânicas e térmicas na reciclagem. Depois
disso, ocorreram vários experimentos de reciclagem sob condições práticas com numerosas
combinações de diferentes receitas. A possibilidade técnica de conversão para escala de produção
industrial foi demonstrada e comprovada até o momento em 5 empresas em até 4 ciclos de
reciclagem.
2 Condições experimentais e dados dos equipamentos de produção
2.1 Receitas de goma, artigos experimentais e teares
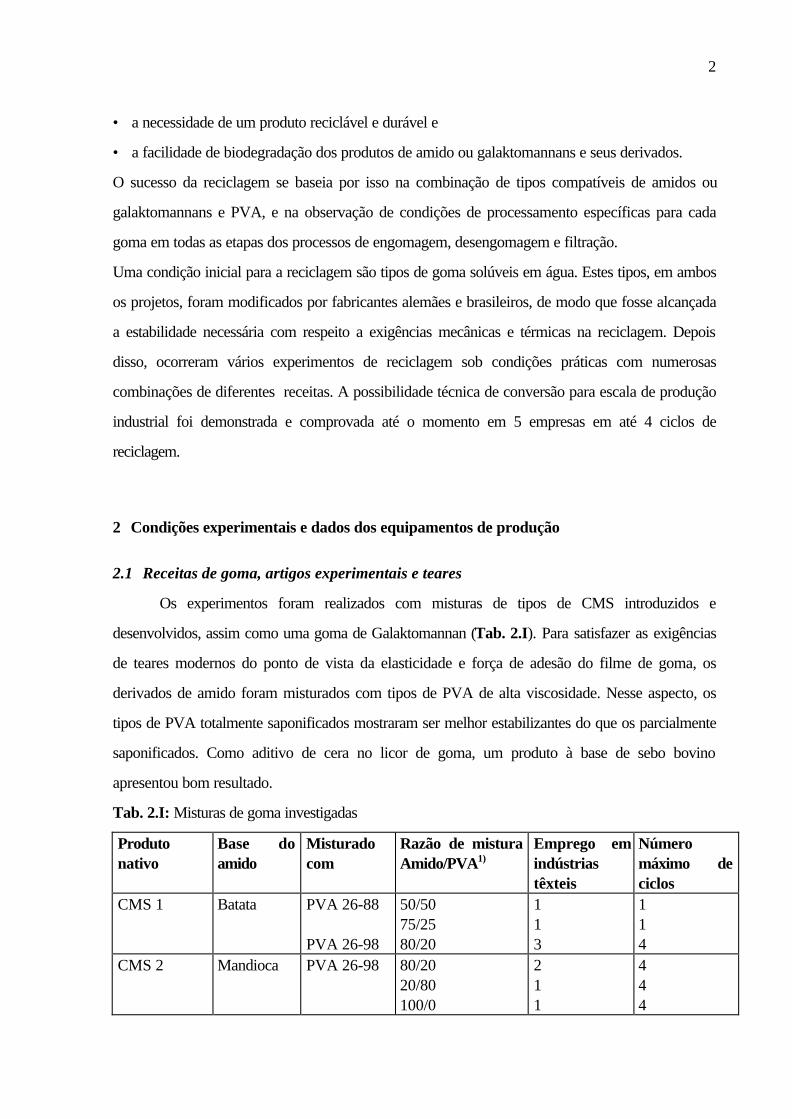
Os experimentos foram realizados com misturas de tipos de CMS introduzidos e
desenvolvidos, assim como uma goma de Galaktomannan (Tab. 2.I). Para satisfazer as exigências
de teares modernos do ponto de vista da elasticidade e força de adesão do filme de goma, os
derivados de amido foram misturados com tipos de PVA de alta viscosidade. Nesse aspecto, os
tipos de PVA totalmente saponificados mostraram ser melhor estabilizantes do que os parcialmente
saponificados. Como aditivo de cera no licor de goma, um produto à base de sebo bovino
apresentou bom resultado.
Tab. 2.I: Misturas de goma investigadas
Produtonativo
Base doamido
Misturadocom
Razão de misturaAmido/PVA1)
Emprego emindústriastêxteis
Númeromáximo deciclos
CMS 1 Batata PVA 26-88
PVA 26-98
50/5075/2580/20
113
114
CMS 2 Mandioca PVA 26-98 80/2020/80100/0
211
444
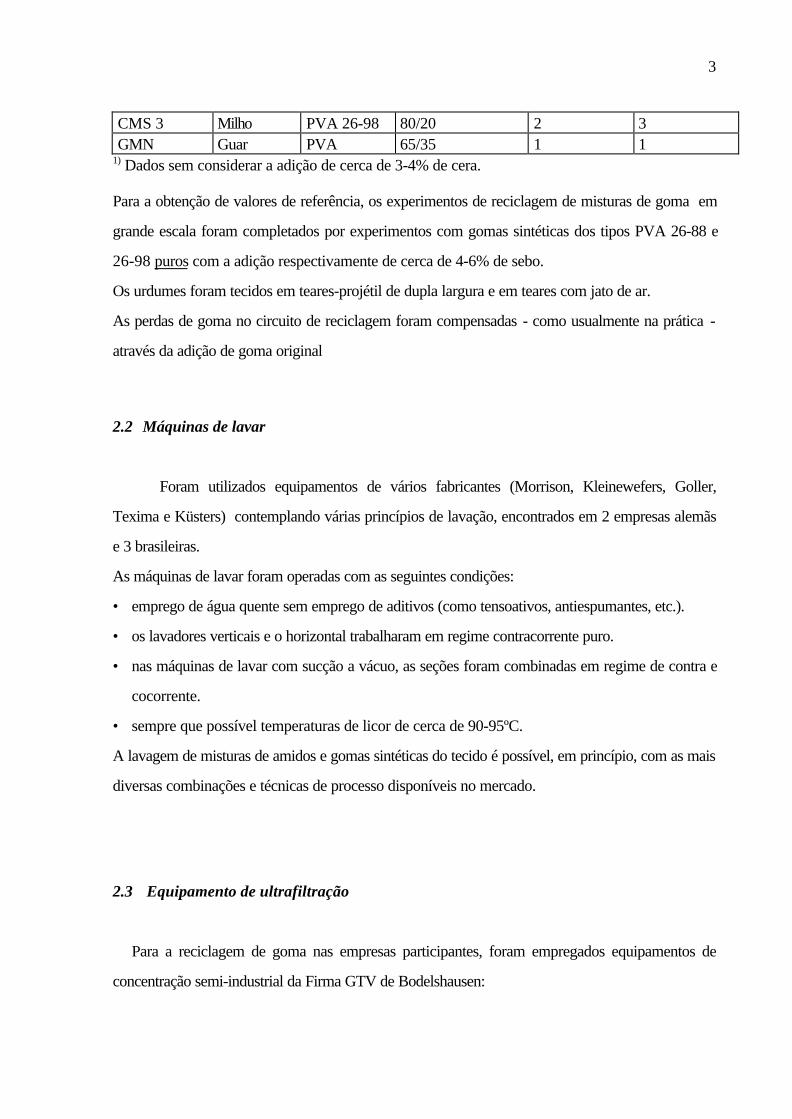
3
CMS 3 Milho PVA 26-98 80/20 2 3GMN Guar PVA 65/35 1 1
1) Dados sem considerar a adição de cerca de 3-4% de cera.
Para a obtenção de valores de referência, os experimentos de reciclagem de misturas de goma em
grande escala foram completados por experimentos com gomas sintéticas dos tipos PVA 26-88 e
26-98 puros com a adição respectivamente de cerca de 4-6% de sebo.
Os urdumes foram tecidos em teares-projétil de dupla largura e em teares com jato de ar.
As perdas de goma no circuito de reciclagem foram compensadas - como usualmente na prática -
através da adição de goma original
2.2 Máquinas de lavar
Foram utilizados equipamentos de vários fabricantes (Morrison, Kleinewefers, Goller,
Texima e Küsters) contemplando várias princípios de lavação, encontrados em 2 empresas alemãs
e 3 brasileiras.
As máquinas de lavar foram operadas com as seguintes condições:
• emprego de água quente sem emprego de aditivos (como tensoativos, antiespumantes, etc.).
• os lavadores verticais e o horizontal trabalharam em regime contracorrente puro.
• nas máquinas de lavar com sucção a vácuo, as seções foram combinadas em regime de contra e
cocorrente.
• sempre que possível temperaturas de licor de cerca de 90-95ºC.
A lavagem de misturas de amidos e gomas sintéticas do tecido é possível, em princípio, com as mais
diversas combinações e técnicas de processo disponíveis no mercado.
2.3 Equipamento de ultrafiltração
Para a reciclagem de goma nas empresas participantes, foram empregados equipamentos de
concentração semi-industrial da Firma GTV de Bodelshausen:
4
1) um equipamento piloto de operação em batelada, constituído por um estágio com membranas
tubulares (área da membrana 14,4 m2).
2) um equipamento piloto de operação contínua, constituído por 3 estágios :
1o estágio: ultrafiltração com um módulo espiral (área da membrana 10,4 m2, ou 14 m2).
2o estágio: ultrafiltração com 6 módulos de membranas tubulares (área total 31,2 m2).
3o estágio: evaporador a vácuo para obtenção da concentração final.
3 Testes na tecelagem com goma original
Os resultados na tecelagem com aplicação de gomas originais e as misturas foram muito
positivos: em comparação com as receitas convencionais com amido de mandioca puro e cera o
grau de engomagem do urdume BK pode ser reduzido
• em 33-36% com PVA puro,
• em 15% (em uma indústria em até 33%) com a mistura amido/PVA (80/20),
sem influenciar o comportamento da tecelagem. A mudança de receita tem um efeito positivo sobre
a carga dos efluentes líquidos: apesar do alto valor de DQO do PVA obtém-se, através da
otimização da receita, uma redução da DQO nos efluentes de até 39%.
4 Desengomagem
4.1 Solubilização dos componentes individuais da mistura de Goma
Os componentes das misturas de goma investigadas tem um comportamento distinto quanto
a solubilização. Este comportamento pode ser determinado em laboratório através dos tempos de
solubilização e surgimento de filmes de goma e na prática na taxas de lavagem ou na quantidade de
cada componentes nas seções individuais [2]. A Tab. 4.I mostra o aumento da taxa de lavagem
pela diminuição da quantidade de PVA na mistura.
Tab. 4.I: Taxas de lavagem com variação na proporção da mistura
CMS 1 em mistura com PVA 26-88Grau de engomagem do tecido BG = 8,5-9,5%Equipamento de lavagem vertical com espremedores no finalTemperatura do licor T = 95ºC, velocidade de carga v = 40 m/min,
5
Concentração do licor de lavagem cF = 1,5%Quantidade de PVA % Taxa de lavagem AWQ %
50 91,2
25 94,0
A Tab. 4.II apresenta a distinta capacidade de remoção do PVA parcial e completamente
saponificado: a lavabilidade é 4 - 6% maior para o tipo completamente saponificado, tanto com
água limpa quanto no processo normal, em relação ao PVA parcialmente saponificado. Isso se
correlaciona com a melhor solubilidade do tipo completamente saponificado, obtida em laboratório,
para temperaturas altas acima de 85ºC [2].
Tab. 4.II: Taxas de lavagem com PVA parcial e completamente saponificado
CMS 1 em mistura com PVA de alta viscosidade (80/20)BG = 5-6%; Roupa proficional com ligação 2/1; FG = 207 g/m2; IG = 81,4%Equipamento de lavagem vertical com espremedores intemediários e finalT = 90/96/95/75/49ºC, v = 70 m/min,
Taxa de lavagem AWQ %Tipo de PVA Início (Água limpa)
CF = 0%Processo normalCF = 1,5%
Totalmente saponificado 92,8 89,0
Parcialmente saponificado 99,0 93,0-93,5
A distinta solubilidade dos componentes individuais pode ser vista também através de sua
distribuição quantitativa nas seções individuais. Analisamos esta distribuição por meio de
Cromatografia de Permeação por Gel (GPC) em amostras de tecido. As amostras foram retiradas
em diferentes comprimentos do tecido nas seções individuais e desengomadas em laboratório. A
partir das curvas medidas nos extratos pode ser determinada a relação dos componentes individuais
e com isso concluir sobre o seu comportamento de solubilização.
Na Fig. 4.4 está representada esquematicamente a distribuição dos componentes individuais sobre
o trajeto de lavagem para a goma original CMS 1/PVA 26-98 (80/20); pode-se ver que:
6
• os picos dos componentes individuais da goma aparecem nos seguintes tempos de retenção:
amido a t = 14 min, PVA a t = 20 min.
• depois vêm as impurezas das fibras do algodão, de baixo peso molecular solúveis em água
a t = 27 min até 32 min.
• na curva característica do tecido já em parte desengomado depois da primeira seção (banho de
lavação) quase não se reconhece mais o pico do amido, isto é, o amido já foi removido do tecido
na primeira seção de lavagem.
• após a segunda seção, a quantidade de amido em comparação com o PVA é novamente maior,
isto é, na seção 2 os componentes de PVA também se dissolveram em grande parte.
5 Concentração do licor de desengomagem
5.1 Fluxo de permeado e eliminação de impurezas
A ultrafiltração de misturas de goma de amidos modificados e de um produto sintético
adaptado a essas misturas é possível sem problemas.
As perdas relativamente altas de permeado são causadas pelos materiais solúveis em água que
acompanham as fibras (sais, graxas, poeira, etc.) [3]:
• os licores de desengomagem continham nestes dois experimentos, respectivamente, 10 e 31% de
impurezas nas fibras FB (%) de baixo peso molecular, que foram lavadas das fibras do tecido
cru. Esta quantidade se calcula da relação entre impurezas da fibra solúveis em água FB e o grau
de engomagem do tecido BG (%):
quantidade de impurezas da fibra (%) = 100 % * FB / (FB + BG)
• as impurezas da fibra são eliminadas na mesma proporção que a água no permeado. Disso se
originam as perdas de sólidos secos devido à impurezas da fibra.
Os valores de retenção das membranas, calculados a partir desta consideração teórica, estão
representados na Fig. 5.4:
• o aumento inicial da retenção com concentrações crescentes do regenerado corresponde às
conhecidas curvas características, determinadas experimentalmente.
7
• os valores de retenção na região de baixas concentrações ficam em torno de apenas 65-75%.
Isso significa que os materiais estranhos, carregados pelo tecido e removidos na desengomagem,
são eliminados pela ultrafiltração em 50-85% (dependendo da concentração final desejada).
Com isso, a ultrafiltração também desempenha além da concentração uma ação muito importante
de limpeza.
• os valores de retenção para a goma ficam acima de 97%, já que somente os componentes de
baixo peso molecular da goma (sais, etc.) são eliminados. Pela adequada combinação da goma
pode-se até mesmo melhorar com isso a qualidade do regenerado.
Na prática, foram determinamos os valores de desempenho em operação contínua do equipamento
de concentração de 3 estágios e estes valores confirmaram os valores de desempenho deduzidos
teoricamente.
5.1 Modificação da Composição da Goma na Ultrafiltração
O exemplo de uma mistura GMN/PVA é especialmente bom para se reconhecer a modificação
da composição da goma na ultrafiltração (Fig. 5.5). As análises de GPC de amostras de licor mos-
tram que:
• a distribuição de massas moleculares dos componentes do GMN (pico a t = 13-14 min) perma-
nece muito estável e muda pouco na direção de componentes de baixo peso molecular.
• no permeado se encontram
impurezas das fibras (t ≥ 27 min) e
os componentes de baixo peso molecular do GMN e eventualmente do PVA.
• o regenerado é extensamente liberado dos componentes de baixo peso molecular. Isso é uma
vantagem, pois estes componentes contribuem pouco para a engomagem ou influenciam até ne-
gativamente.
Com respeito aos componentes individuais ou da proporção de mistura das gomas não pôde ser
notada nenhuma modificação significativa. Isso também não era de se esperar, como mostra a se-
guinte consideração teórica no exemplo de uma mistura (50/50) dos componentes A e B (Fig. 5.6):
Segundo a figura, valores diferentes de retenção ou frações distintas de componentes individuais de
baixo peso molecular resultam em modificações na composição, que na prática são de significância
8
secundária. Para uma proporção de mistura no permeado dos componentes A/B de (70/30), que
pode ser vista como extrema, e da mesma forma sob a hipótese de um índice muito alto de perda
L(A+B) de 10%, a fração do componente A se desloca no regenerado de 50 para 47,7%.
6 Avaliação da qualidade do regenerado
Na reciclagem de misturas de goma, a qualidade dos licores de goma quase sempre se manteve
inalterada, em parte ocorreram até mesmo mudanças positivas.
6.1 Alterções da viscosidade
Como conseqüência da reciclagem, a viscosidade da goma recuperada diminui inicialmente [3].
Este fenômeno ocorreu em receitas com PVA puro, assim como em misturas de PVA e PAC e
também com as misturas testadas de amido ou GMN e PVA. As mudanças registradas são
fortemente relacionadas à espécie de goma. A Fig. 6.1 mostra a queda de viscosidade do
regenerado puro em função do número de ciclos de reciclagem, sendo que foi adicionada cada ciclo
cerca de 30% de goma original na forma de tecido cru, engomado com a goma original:
• a menor queda de viscosidade, cerca de 30%, é para o tipos de PVA puros.
• nas misturas de amido a viscosidade diminui em torno de 30-60%, sendo que o valor em geral se
estabiliza depois do 3o ou 4o ciclo. A queda de viscosidade ocorre na maior parte já numa
armazenagem do licor de lavagem por mais de 24 horas. Investigações básicas no ITV
Denkendorf mostraram que a redução de viscosidade em cerca de 30% ocorre até 1-2 dias e
após se torna mais estável.
Como já demonstrado anteriormente [3], esta queda de viscosidade não está relacionada com uma
destruição ou encurtamento das moléculas, mas tem a ver muito mais com uma “dispersão“ dos
componentes da goma através da quebra de ligações de pontes de hidrogênio. Daí se esclarece
também o fato que esta queda de viscosidade não traz consigo nenhum prejuízo de desempenho no
efeito de engomagem.
9
6.2 Modificações da distribuição de massas moleculares
Outras explicações sobre a modificação dos regenerados são dadas por análises sobre a
distribuição das massas moleculares. Para tanto, extraímos a goma de amostras de urdumes e
determinamos por GPC a curva de distribuição de massas moleculares. A comparação das curvas
medidas do licor de goma original e do regenerado de 4 ciclos justifica modificações dependentes
da goma:
6.2.1 Renovação do regenerado através de cerca de 30% da goma original
Na mistura CMS 2/PVA 26-98 com adição de goma original em cada ciclo pode-se ver que
(Fig. 6.2):
• a distribuição das massas moleculares das gomas de amido (pico a t = 14 min) em comparação
com o PVA (pico a t = 20 min) não mostra modificação significativa.
• em conseqüência, com esta mistura é obtido um sistema muito estável.
6.2.2 Modificações do regenerado sem adição da goma original
Na mistura CMS 1/PVA 26-98 sem adição de goma original pode-se ver que (Fig. 6.3):
• a distribuição das massas moleculares dos componentes do amido se modifica para massas
moleculares menores. A causa está relacionada primeiramente na dispersão das moléculas de
amido.
• esta modificação só se observa nos primeiros dois ciclos de reciclagem. Nos outros ciclos não se
verifica outro deslocamento.
7 Reutilização dos regenerados e resultados na tecelagem
Para garantir condições de processo reprodutíveis e constantes, foi empregado na
engomagem dos urdumes o sistema ITV-SICAM-TELECOLL [4], que regula o grau de
engomagem.
10
7.1 Reciclagem até um ciclo com adição de goma original
7.1.1 GMN/PVA (65/35)
Os valores característicos mais importantes sobre o comportamento da goma original e da
goma recuperada na tecelagem da mistura GMN/PVA, assim como os valores característicos de
resistência à abrasão determinados no ITV, estão listados na Tab. 7.I. O regenerado foi renovado
no cozimento de goma com cerca de 40% da goma original. Como os licores tinham que ser
transportados e refrigerados por uma grande distância, foi adicionado um conservante.
A partir dos valores vê-se que:
• a ruptura de fios/105 batidas dos urdumes engomados com parte do regenerado ficou um pouco
mais alta do que os valores dos urdumes engomados com a goma original.
• os valores característicos de resistência à abrasão dos urdumes engomados com parte do
regenerado são mais altos por um fator 1,75 do que com a engomagem original.
• a força de adesão específica da fibra com o regenerado fica em 30,6% acima da força de
adesão com a goma original.
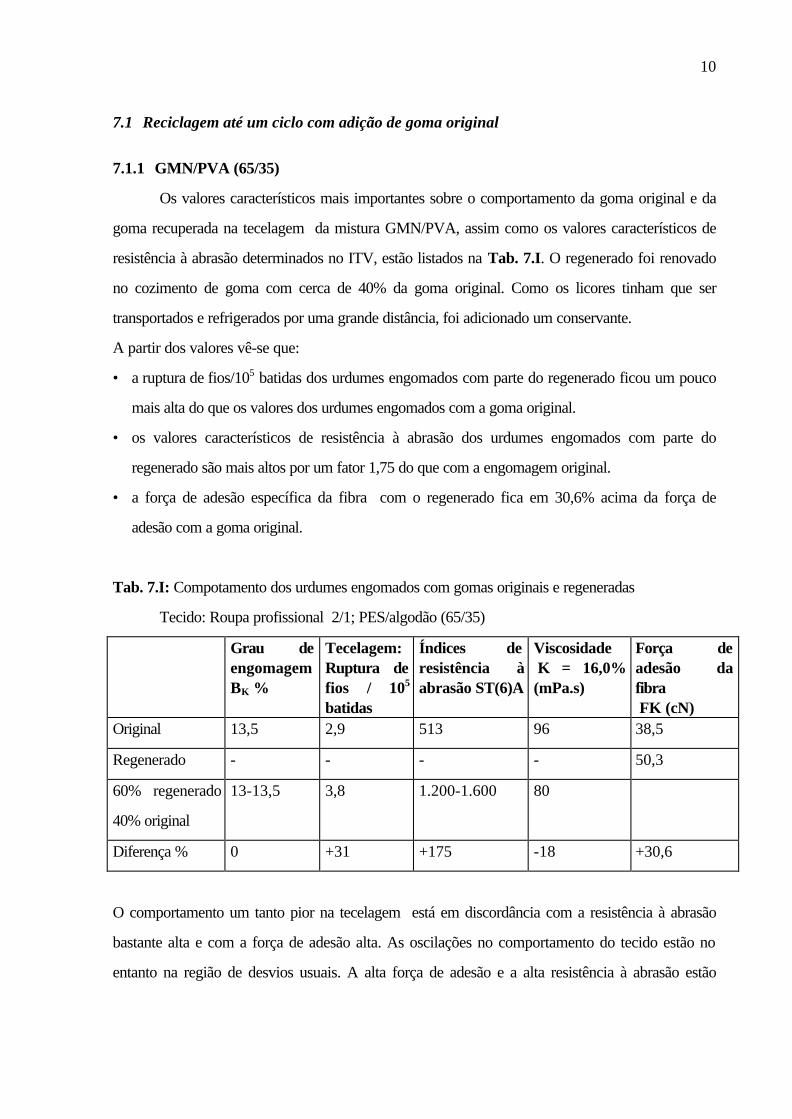
Tab. 7.I: Compotamento dos urdumes engomados com gomas originais e regeneradas
Tecido: Roupa profissional 2/1; PES/algodão (65/35)
Grau deengomagemBK %
Tecelagem:Ruptura defios / 105
batidas
Índices deresistência àabrasão ST(6)A
Viscosidade K = 16,0%(mPa.s)
Força deadesão dafibra FK (cN)
Original 13,5 2,9 513 96 38,5
Regenerado - - - - 50,3
60% regenerado
40% original
13-13,5 3,8 1.200-1.600 80
Diferença % 0 +31 +175 -18 +30,6
O comportamento um tanto pior na tecelagem está em discordância com a resistência à abrasão
bastante alta e com a força de adesão alta. As oscilações no comportamento do tecido estão no
entanto na região de desvios usuais. A alta força de adesão e a alta resistência à abrasão estão
11
relacionadas à eliminação dos componentes de baixo peso molecular da goma original na
ultrafiltração.
7.1.2 CMS 1 / PVA 26-88 (75/25 e 50/50)
Nos dois primeiros experimentos de reciclagem em uma indústria alemã obtivemos 47%
menos rupturas de fios em comparação aos urdumes engomados com o licor original [3]. Em
comparação com a receita padrão as rupturas de fios diminuíram em 55% - apesar do menor grau
de engomagem.
7.2 Reciclagem múltipla de misturas de CMS/PVA com adição de goma original
Foram realizados experimentos de até quatro ciclos de reciclagem, com três tipos de amido de
diferentes bases de matérias-primas com PVA totalmente saponificado (80/20). Os resultados
podem ser resumidos como segue:
• com base na receita padrão, as misturas originais deram resultados na tecelagemo em parte
melhores e em parte um tanto piores.
• com uma mistura de amido/PVA melhorou o comportamento na tecelagem dos urdumes
engomados com regenerado em relação à goma original em até 3,7%. Nas outras receitas
diminuiu o rendimento da tecelagem quando do emprego dos regenerados em 1,4 -4,5%.
• em comparação com a receita padrão, permaneceu constante o rendimento na tecelagem dos
urdumes engomados com regenerado ou apenas diminui insignificativamente.
• o número dos ciclos de reciclagem não teve nenhuma influência identificada sobre o
comportamento dos urdumes na tecelagem.
• para todas as receitas investigadas, pode-se dizer: o grau de engomagem, e com isso o consumo
de goma, pôde ser reduzido em até 38%, dependendo da porcentagem de PVA.
• os regenerados puderam ser processados sem problemas na engomagem.
7.3 Reciclagem Múltipla de Misturas de CMS / PVA sem Adição de Goma Original
12
O caso extremo na reciclagem - nenhuma renovação do regenerado com licor original - foi
testada como exemplo na mistura CMS 1 / PVA 26-98 (80/20) em 4 ciclos. Os resultados da
tecelagem foram os eguintes:
• depois de uma queda no rendimento do tecido no primeiro ciclo, que estava relacionado a
dificuldades no início da operação do sistema de reciclagem, aumentou a eficiência da tecelagem
com os regenerados para acima de 96%.
• analogamente foram reduzidas as rupturas de fios e para números de ciclos mais altos até um
valor mínimo de 1,3 rupturas / 100.000 batidas.
7.4 Taxas de Recuperação
No âmbito das séries de experimentos descritos foram produzidos até o momento cerca de
330.000 m de tecido e cerca de 150.00 m de urdumes engomados com regenerado puro. As taxas
de recuperação ficaram, dependendo do equipamento e do experimento, entre 60 e 71%.
As maiores perdas de goma de 10-20% ocorreram na desengomagem como conseqüência de
equipamentos de lavagem não ajustados. Após a otimização do processo de lavagem calcula- se
para uma unidade industrial de grande porte uma taxa de recuperação de até 85%.
8 Cálculo de Rentabilidade
Além do aspecto ambiental - redução da carga de DQO nos efluentes líquidos do
beneficiamento têxtil - a reciclagem de goma é também atraente do ponto de vista econômico:
através da recuperação e da reutilização de cerca de 75-85% da goma podem ser economizados
custos consideráveis na área de engomagem e desengomagem, assim como no tratamento de
efluentes. Depois do ITV já ter apresentado vários cálculos de rentabilidade para indústrias alemãs
(veja também a apresentação do Dr. Trauter), apresentamos agora um desses cálculos para uma
indústria participante no Brasil. Esse cálculo compara as economias através da reciclagem de goma
13
com os custos do processo. A partir disso, determina-se o tempo de amortização para as
instalações necessárias.
8.1 Especificação das Economias
a) Economias na engomagem:
• custos da goma
• 50-80% do cozimento da goma
b) Economias na desengomagem:
• com o emprego de goma solúvel em água pode se prescindir do pré-tratamento enzimático ou
oxidativo. No caso da indústria participante já empregar goma solúvel em água, essa vantagem
não ocorre.
• custos para a água limpa e energia térmica, já que o permeado da ultrafiltração quente pode ser
reutilizado no processo de lavagem.
c) Economias no tratamento de efluentes líquidos:
• correspondentemente à diminuição da DQO em 40-70% são reduzidos os custos de efluentes
d) Economias na tecelagem:
• na troca para gomas de alto valor tecnológico na tecelagem, como as que são empregadas para a
reciclagem, é de se notar regularmente um aumento da rentabilidade do tecido. Esse aspecto não
é levado em conta no cálculo. Para os processos convencionais e com reciclagem se supõe um
rendimento constante.
Os custos da reciclagem e o tempo de amortização para o equipamento de ultrafiltração são
calculados para duas receitas de goma:
• mistura de receita de amido CMS com PVA na proporção (80/20) e 3% de cera,
• mistura de produtos sintéticos: PVA e poliacrilato (PAC) (75/25) com 1,5% de cera (essa
receita já é empregada em várias indústrias em grande escala para a reciclagem).
8.2 Dados de Base para o Cálculo

14
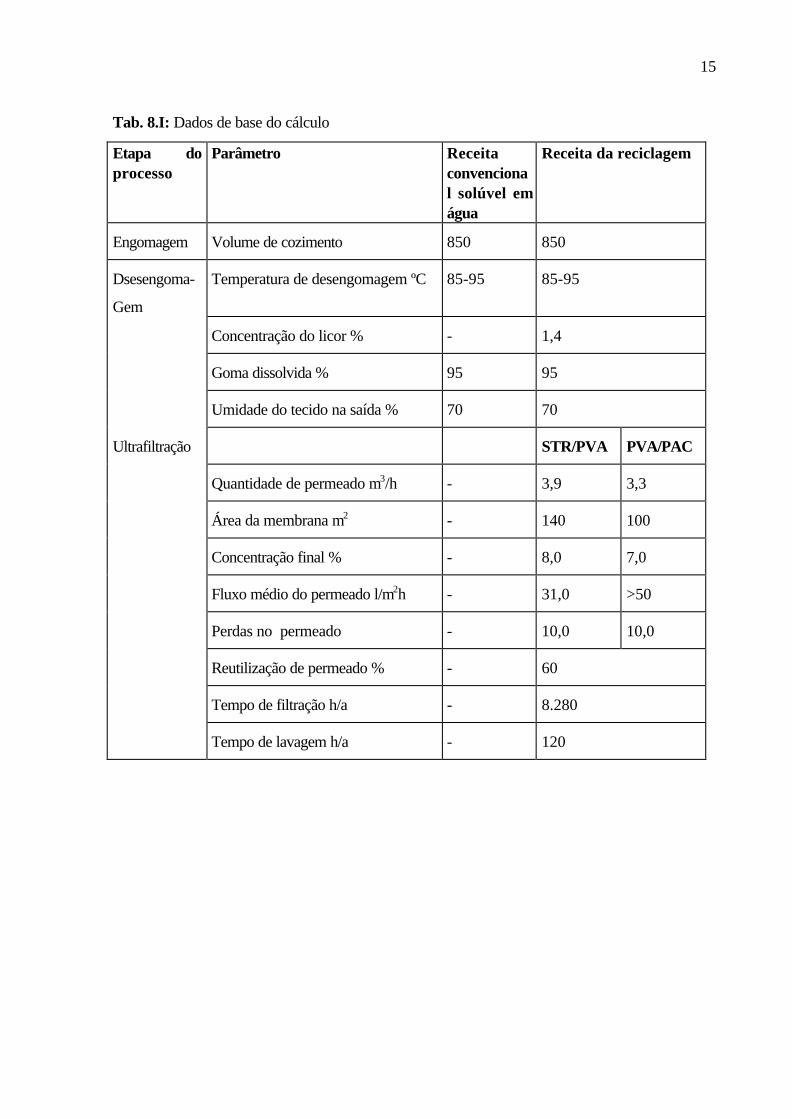
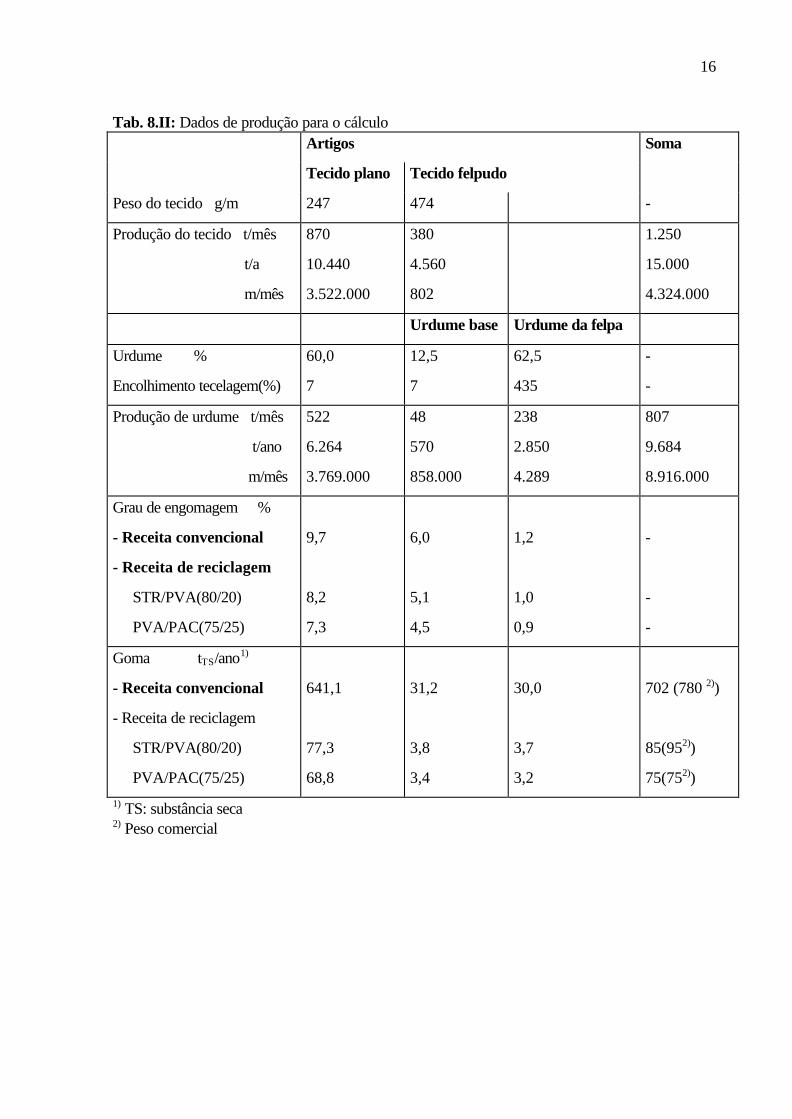
Os dados de base para o cálculo são apresentados nas Tab. 8.I a 8.III. O cálculo se baseia
em valores médios dos artigos mais importantes do ponto de vista de volume de produção e suas
medidas de produção específicas.
O grau de engomagem foi reduzido de acordo com os resultados da goma na tecelagem:
• em 10% para misturas CMS/PVA (80/20) e
• em 30% para misturas PVA/PAC (75/25).
15
Tab. 8.I: Dados de base do cálculo
Etapa doprocesso
Parâmetro Receitaconvencional solúvel emágua
Receita da reciclagem
Engomagem Volume de cozimento 850 850
Dsesengoma-
Gem
Temperatura de desengomagem ºC 85-95 85-95
Concentração do licor % - 1,4
Goma dissolvida % 95 95
Umidade do tecido na saída % 70 70
Ultrafiltração STR/PVA PVA/PAC
Quantidade de permeado m3/h - 3,9 3,3
Área da membrana m2 - 140 100
Concentração final % - 8,0 7,0
Fluxo médio do permeado l/m2h - 31,0 >50
Perdas no permeado - 10,0 10,0
Reutilização de permeado % - 60
Tempo de filtração h/a - 8.280
Tempo de lavagem h/a - 120
16
Tab. 8.II: Dados de produção para o cálculoArtigos Soma
Tecido plano Tecido felpudo
Peso do tecido g/m 247 474 -
Produção do tecido t/mês
t/a
m/mês
870
10.440
3.522.000
380
4.560
802
1.250
15.000
4.324.000
Urdume base Urdume da felpa
Urdume %
Encolhimento tecelagem(%)
60,0
7
12,5
7
62,5
435
-
-
Produção de urdume t/mês
t/ano
m/mês
522
6.264
3.769.000
48
570
858.000
238
2.850
4.289
807
9.684
8.916.000
Grau de engomagem %
- Receita convencional
- Receita de reciclagem
STR/PVA(80/20)
PVA/PAC(75/25)
9,7
8,2
7,3
6,0
5,1
4,5
1,2
1,0
0,9
-
-
-
Goma tTS/ano1)
- Receita convencional
- Receita de reciclagem
STR/PVA(80/20)
PVA/PAC(75/25)
641,1
77,3
68,8
31,2
3,8
3,4
30,0
3,7
3,2
702 (780 2))
85(952))
75(752))
1) TS: substância seca2) Peso comercial
17
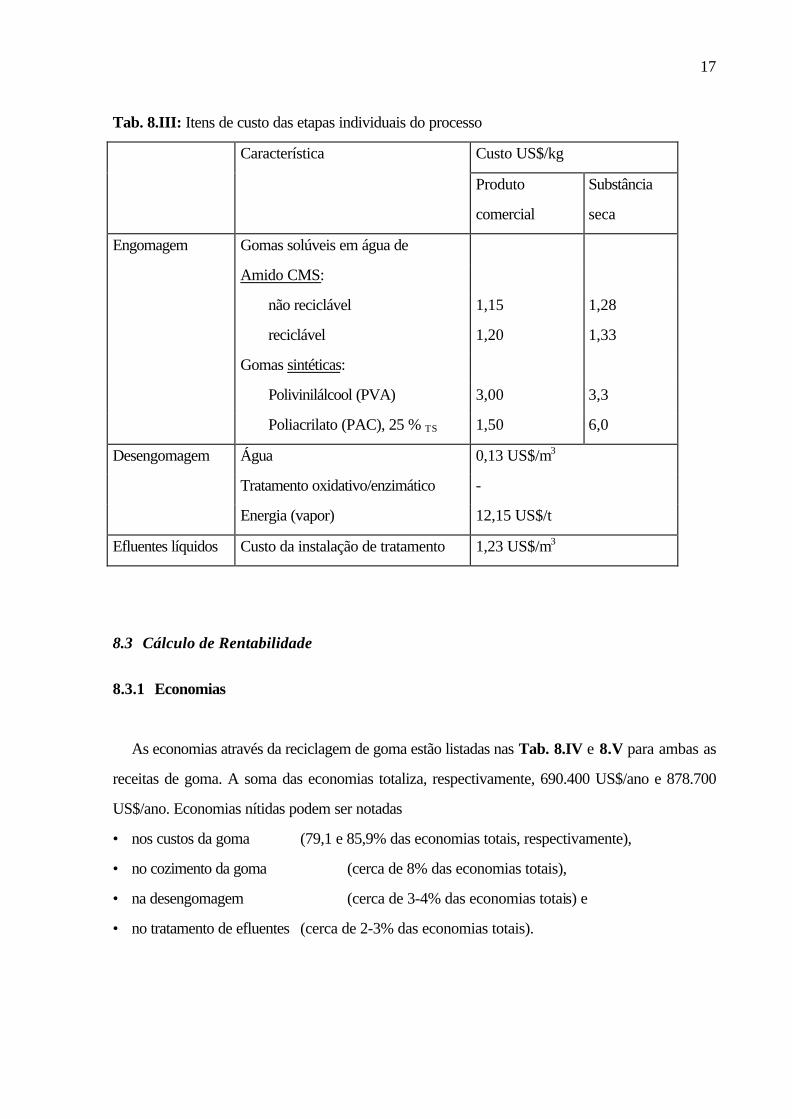
Tab. 8.III: Itens de custo das etapas individuais do processo
Característica Custo US$/kg
Produto
comercial
Substância
seca
Engomagem Gomas solúveis em água de
Amido CMS:
não reciclável 1,15 1,28
reciclável 1,20 1,33
Gomas sintéticas:
Polivinilálcool (PVA) 3,00 3,3
Poliacrilato (PAC), 25 % TS 1,50 6,0
Desengomagem Água 0,13 US$/m3
Tratamento oxidativo/enzimático -
Energia (vapor) 12,15 US$/t
Efluentes líquidos Custo da instalação de tratamento 1,23 US$/m3
8.3 Cálculo de Rentabilidade
8.3.1 Economias
As economias através da reciclagem de goma estão listadas nas Tab. 8.IV e 8.V para ambas as
receitas de goma. A soma das economias totaliza, respectivamente, 690.400 US$/ano e 878.700
US$/ano. Economias nítidas podem ser notadas
• nos custos da goma (79,1 e 85,9% das economias totais, respectivamente),
• no cozimento da goma (cerca de 8% das economias totais),
• na desengomagem (cerca de 3-4% das economias totais) e
• no tratamento de efluentes (cerca de 2-3% das economias totais).
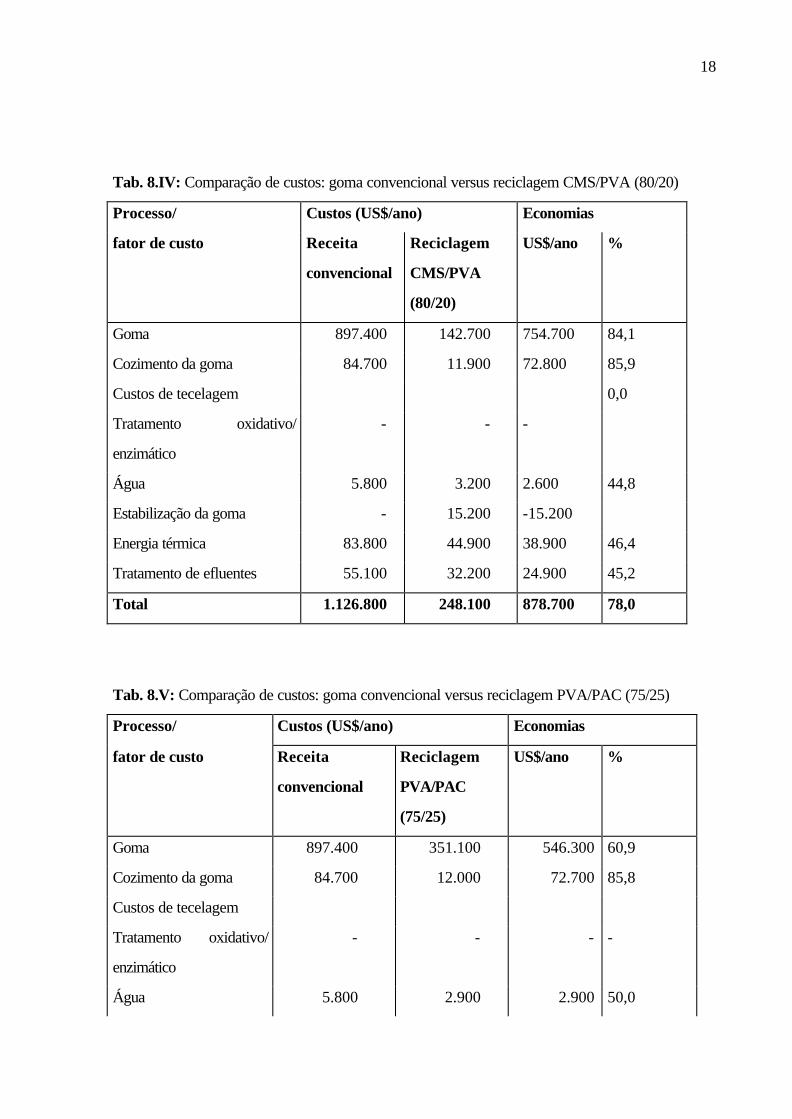
18
Tab. 8.IV: Comparação de custos: goma convencional versus reciclagem CMS/PVA (80/20)
Processo/ Custos (US$/ano) Economias
fator de custo Receita
convencional
Reciclagem
CMS/PVA
(80/20)
US$/ano %
Goma 897.400 142.700 754.700 84,1
Cozimento da goma 84.700 11.900 72.800 85,9
Custos de tecelagem 0,0
Tratamento oxidativo/
enzimático
- - -
Água 5.800 3.200 2.600 44,8
Estabilização da goma - 15.200 -15.200
Energia térmica 83.800 44.900 38.900 46,4
Tratamento de efluentes 55.100 32.200 24.900 45,2
Total 1.126.800 248.100 878.700 78,0
Tab. 8.V: Comparação de custos: goma convencional versus reciclagem PVA/PAC (75/25)
Processo/ Custos (US$/ano) Economias
fator de custo Receita
convencional
Reciclagem
PVA/PAC
(75/25)
US$/ano %
Goma 897.400 351.100 546.300 60,9
Cozimento da goma 84.700 12.000 72.700 85,8
Custos de tecelagem
Tratamento oxidativo/
enzimático
- - - -
Água 5.800 2.900 2.900 50,0
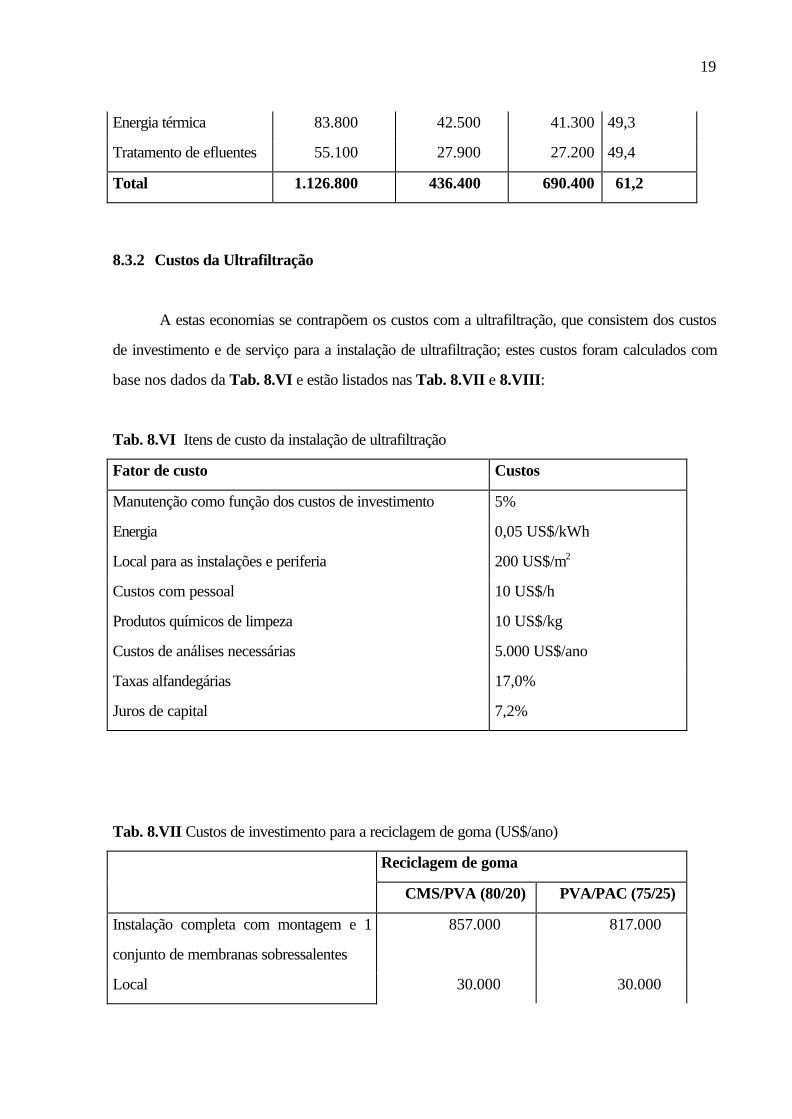
19
Energia térmica 83.800 42.500 41.300 49,3
Tratamento de efluentes 55.100 27.900 27.200 49,4
Total 1.126.800 436.400 690.400 61,2
8.3.2 Custos da Ultrafiltração
A estas economias se contrapõem os custos com a ultrafiltração, que consistem dos custos
de investimento e de serviço para a instalação de ultrafiltração; estes custos foram calculados com
base nos dados da Tab. 8.VI e estão listados nas Tab. 8.VII e 8.VIII:
Tab. 8.VI Itens de custo da instalação de ultrafiltração
Fator de custo Custos
Manutenção como função dos custos de investimento 5%
Energia 0,05 US$/kWh
Local para as instalações e periferia 200 US$/m2
Custos com pessoal 10 US$/h
Produtos químicos de limpeza 10 US$/kg
Custos de análises necessárias 5.000 US$/ano
Taxas alfandegárias 17,0%
Juros de capital 7,2%
Tab. 8.VII Custos de investimento para a reciclagem de goma (US$/ano)
Reciclagem de goma
CMS/PVA (80/20) PVA/PAC (75/25)
Instalação completa com montagem e 1
conjunto de membranas sobressalentes
857.000 817.000
Local 30.000 30.000
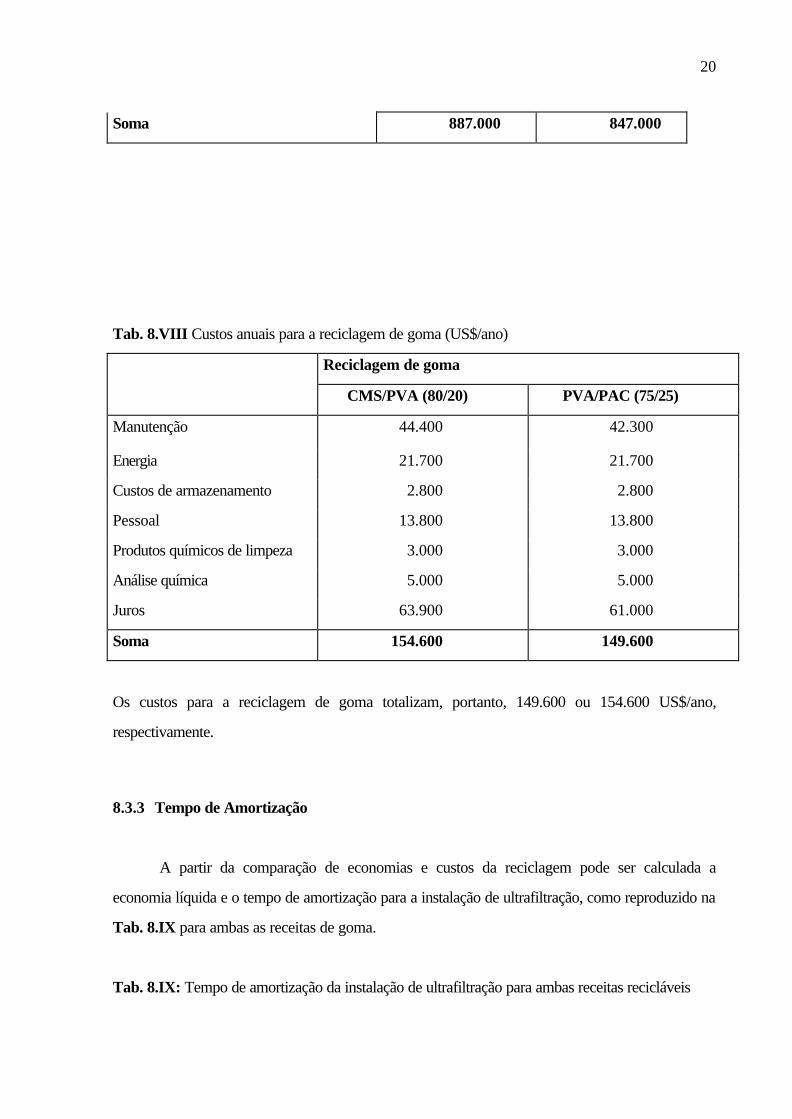
20
Soma 887.000 847.000
Tab. 8.VIII Custos anuais para a reciclagem de goma (US$/ano)
Reciclagem de goma
CMS/PVA (80/20) PVA/PAC (75/25)
Manutenção 44.400 42.300
Energia 21.700 21.700
Custos de armazenamento 2.800 2.800
Pessoal 13.800 13.800
Produtos químicos de limpeza 3.000 3.000
Análise química 5.000 5.000
Juros 63.900 61.000
Soma 154.600 149.600
Os custos para a reciclagem de goma totalizam, portanto, 149.600 ou 154.600 US$/ano,
respectivamente.
8.3.3 Tempo de Amortização
A partir da comparação de economias e custos da reciclagem pode ser calculada a
economia líquida e o tempo de amortização para a instalação de ultrafiltração, como reproduzido na
Tab. 8.IX para ambas as receitas de goma.
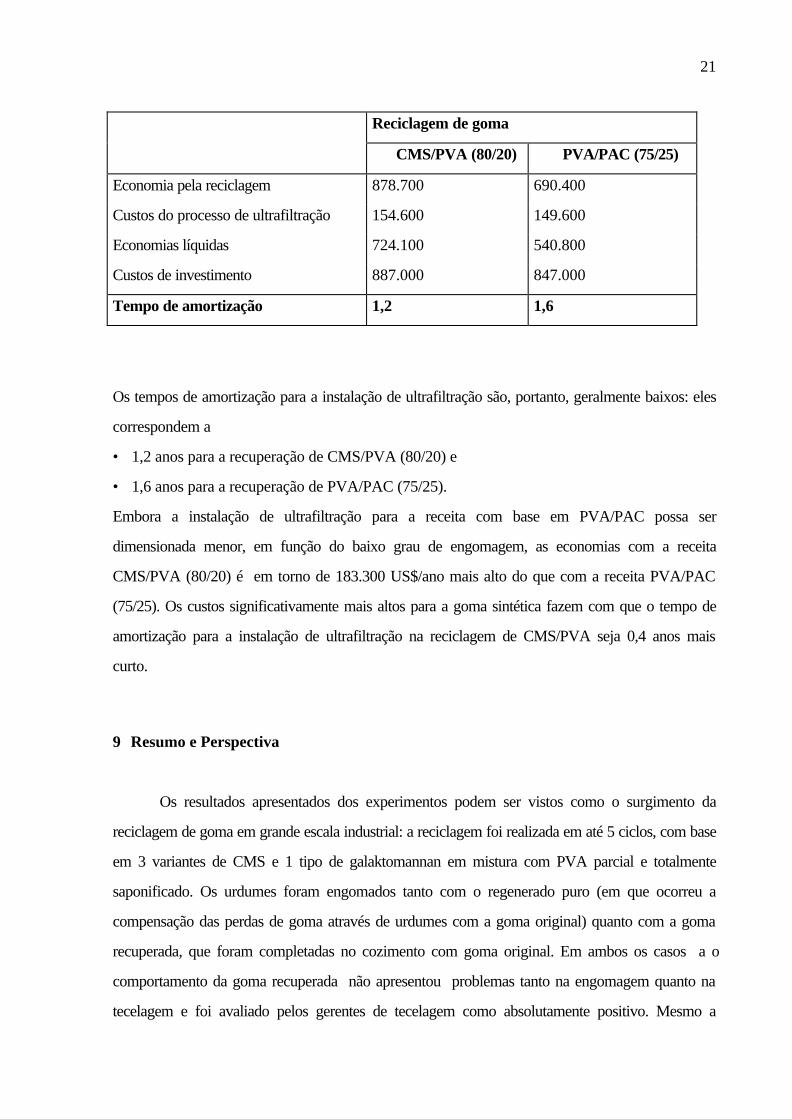
Tab. 8.IX: Tempo de amortização da instalação de ultrafiltração para ambas receitas recicláveis
21
Reciclagem de goma
CMS/PVA (80/20) PVA/PAC (75/25)
Economia pela reciclagem 878.700 690.400
Custos do processo de ultrafiltração 154.600 149.600
Economias líquidas 724.100 540.800
Custos de investimento 887.000 847.000
Tempo de amortização 1,2 1,6
Os tempos de amortização para a instalação de ultrafiltração são, portanto, geralmente baixos: eles
correspondem a
• 1,2 anos para a recuperação de CMS/PVA (80/20) e
• 1,6 anos para a recuperação de PVA/PAC (75/25).
Embora a instalação de ultrafiltração para a receita com base em PVA/PAC possa ser
dimensionada menor, em função do baixo grau de engomagem, as economias com a receita
CMS/PVA (80/20) é em torno de 183.300 US$/ano mais alto do que com a receita PVA/PAC
(75/25). Os custos significativamente mais altos para a goma sintética fazem com que o tempo de
amortização para a instalação de ultrafiltração na reciclagem de CMS/PVA seja 0,4 anos mais
curto.
9 Resumo e Perspectiva
Os resultados apresentados dos experimentos podem ser vistos como o surgimento da
reciclagem de goma em grande escala industrial: a reciclagem foi realizada em até 5 ciclos, com base
em 3 variantes de CMS e 1 tipo de galaktomannan em mistura com PVA parcial e totalmente
saponificado. Os urdumes foram engomados tanto com o regenerado puro (em que ocorreu a
compensação das perdas de goma através de urdumes com a goma original) quanto com a goma
recuperada, que foram completadas no cozimento com goma original. Em ambos os casos a o
comportamento da goma recuperada não apresentou problemas tanto na engomagem quanto na
tecelagem e foi avaliado pelos gerentes de tecelagem como absolutamente positivo. Mesmo a
22
reciclagem de uma mistura amido/PVA sem adição de goma original em 5 ciclos foi possível sem
problemas; neste caso, diminuíram as rupturas de fios continuamente de ciclo para ciclo.
O cálculo de rentabilidade mostrou que a reciclagem de misturas de amido/PVA oferece vantagens
econômicas em comparação com misturas totalmente sintéticas. Os investimentos necessários são
amortizados em menos de 1,3 anos.
Outros experimentos sob condições práticas extremas estão sendo atualmente realizadas; os
resultados mostrarão os limites do processo - ou, por outro lado, eliminar definitivamente as dúvidas
em relação à possibilidade de reciclagem.
Agradecimento
Os resultados são originados de dois projetos de pesquisa, o primeiro financiado pelo Ministério
Alemão de Educação, Ciência, Pesquisa e Tecnologia (BMBF) e, o segundo financiado pelo BMBF
e Conselho Nacional de Desenvolvimento Científico e Tecnológico(CNPq). Além destas,
agradecemos às seguintes instituições pelo apoio e pelo bem sucedida cooperação:
Instituições de pesquisa:• Instituto Euvaldo Lodi, Florianópolis, Brasil• Instituto de Microbiologia, Hohenheim, Alemanha
Indústrias brasileiras: Alpargatas-Santista Têxteis, Artex, Döhler, Karsten, Inpal , Inquil, SantaClara.
Indústrias alemãs: Fiação e Tecelagem Ettlin, Lauffenmühle, Rubensperger, GTV, Pleva, BASF,Emslandstärke, Fridolfing.
Referências Bibliográficas
[1] Trauter, J.:Aspectos tecnológicos e econômicos da reciclagem de goma; Melliand Textilberichte 71(1990), 17-23
[2] Stegmaier, T.; Trauter, J. Sidibé, A.:Normas de processo para minimização e equiparação do teor de goma residual nadesengomagem;Textilveredlung 33 (1998)
[3] Trauter, J.; Schaefer, T.; Stegmaier, T.;Experimentos básicos sobre a reciclagem de gomas que contêm amido levando em conta oefeito de materiais endurecedores que acompanham as fibras.

23
Apresentação no 12º Simpósio Internacional sobre a Engomagem, 23 e 24 de abril de 1996,Denkendorf.
[4] Stegmaier, T.; Trauter, J.:Sistemas de regulagem do grau de engomagem e para protocolo de dados relevanes naengomagem;Melliand Textilberichte 71 (1990), 166-174
Top Related