







Línguas
Páginas
Legal


\ \Especificação de um Módulo de Informação pataSimulação/Operação de Sistemas de Manufatura
Ornar AchrafCesar A. TaclaGustavo GirnénezMaurizio Tazza
Curso de PÓs- Graduação em Engenharia Elétrica e Informática IndustrialCentro Federal de Educação Tecnológica do Paraná - CEFET-Pr
Av. Sete de Setembro. 3165 CEP 80230-90 I - Curitiba - Paraná - [email protected]
Abstract: This papel' prc scnts an architccturc for thc coordcnation/supcrvision laycr of a control andinformation systern. Prcciscly, it specifies the objects and opcrations that cornposc thc InformationModule (IM). The IM is responsible for the storagc and rctricval of data ncccssary for thceoordination/supervision laycr of a manufacturing system.
Resumo: Este trabalho apresenta uma arquitetura para o nível de coordenação/supervisão de umsistema de eontrole e informação integrados e, mais precisamente, especifica os objetos e operaçõesque compõem o módulo de informações (MOI). O MOI é responsável peloarmazenamento/recuperação das informações necessárias à coordenação/supervisão de um sistema demanufatura.
Figura I: Estrutura Hierárquica de SICI.
A parte operativa de um sistema produtivorealiza as transformações físicas sobre as matérias-primas utilizando insumos e gerando os produtos
1. Introdução"Um sistema de informação e de controleintegrados (SICI) compreende todos os aspectos dedecisão associados à operação de uma indústria,desde o controle de máquinas e processos até agestão e administração [Gomide (1986)]" . Acomplexidade das decisões envolvidas num SICIpode ser reduzida organizando-o hierarquicamente(fig. I).
acabados [Menendez-Künzle, (1989)J. É composta pelasmáquinas de usinagern, inspeção, limpeza e pelosdispositivos de transporte/manuseio de materiais.
O nível I, comando local. efetua () com ando doscomponentes da parte operativa e a detecção e reação àscondições anormais de funcionamento apresentadas pelosequipamentos.
Cada elemento pertencente ao nível decoordenação/supervisão coordena as ações de um sub-conjunto de equipamentos da parte operativa visandoatingir as metas de produção estabelecidas peloplanejamento da produção. É sua função também, geriras prioridades para resolver os conflitos encontradosdurante a coordenação dos elementos controladosutilizando informações, tais como: urgência de produçãoe disponibilidade de máquinas [Andreu e.t al . (l994)J .Ainda neste nível é importante a função de detecção ecorreção de falhas e a manutenção de uma base de dadoscontendo informações sobre a produção, estado deoperação das unidades produtivas. localização dospaletes, das peças , ferramentas , etc. Uma interface decomunieação com o operador da unidade produtiva paraacompanhamento da operação e para intervençõestambém é desejável.
O nível de planejamento da produção, baseado noconjunto de pedidos. nas necessidades de mercado ou nasdecisões oriundas do nível de gestão. nas datas limites defabricação e na disponibilidade de recursos , estabelece oplano básico de produção que determina o momento da
SDI I
i
II
IParte Operativa I
Nivel3
Nível 4
Nível O
Nivel1
Nível 2
166

entrada dos lotes de peças no sistema. Asinformações típicas deste nível são [Gom86]:disponibilidade de matéria-prima, estoques deprodutos acabados, estoques de ' produtos emandamento, trabalhos em andamento, conjunto depedidos e estado atual dos pedidos.
No nível 4, encontra-se a função degerenciamento que é a responsável pelacomunicação com o mundo externo à companhia epela elaboração dos planejamentos estratégicos delongo prazo da mesma.
O sistema de informações (SOI) é responsávelpelo armazenamento de informações relativas àoperação do sistema (ocorrências de peças, paletes,ferramentas, rosáceas, pedidos, estado dos pedidos,históricos, planos de processo, programas NC, etc.).Cada nível é responsável pela manutenção dasinformações que lhe interessam. Porém, ressalta-sea existência de informações compartilhadas pordiferentes níveis, mesmo que , conceitualmente, oSDI seja representado de forma modular para cadanível.
Este trabalho concentra-se no nível decoordenação/supervisão, mais precisamente, nolevantamento das informações que lhe sãorelevantes. Na seção 2, apresenta-se um modelofuncional para o nível de coordenação/supervisão.Na 3, detalha-se o módulo de Informações (MOI).O objetivo final é especificar o núcleo de um MOIutilizável tanto em simulações quanto emimplementações reais.
2. Modelo Funcional deCoordenação/Supervisão
A figura 2 apresenta o modelo funcional de umaunidade de coordenação/supervisão. As principaisfunções deste nível são :
a) interagir com os níveis superior e inferior doSICI através do módulo de comando;
b) coordenar um sub-conjunto de elementospertencentes à parte operativa da planta sob seudomínio e informar e consultar o MDI (módulode informações) sobre o estado atual doselementos comandados (sub-módulo decoordenação);
c) gerir prioridades e resolver conflitosencontrados na coordenação respeitando asrestrições impostas pelo plano de produção eutilizando informações fornecidas pelo MOI(módulo de escalonamento);
d) detectar, diagnosticar e corrigir falhas na áreasob seu domínio e informar ao MDI o estadodos elementos em falha (sub-módulo dedetecção e tratamento de falhas);
e) coletar, armazenar (utilizando o MDI) e mostrardados sobre a operação da unidade produtiva, taiscomo, dados de produtividade, estado de operação.(módulo de monitoração);
f) prover uma interface com o operador permitindo oacompanhamento dos dados de produtividade, aintervenção na função de comando em caso de falhaou quando requisitado (módulo interface operador);
Planejamento
Comando Local
Figura 2: Modelo Funcional de Coordenação/Supervisão.
O nível coordenação/supervisão ainda édecomposto em 3 sub-níveis hierárquicos [Tazza et aI.(\992)]: planta, célula e estação. Cada um destes sub-níveis é composto por um conjunto de unidades decoordenação/supervisão. Uma ordem de fabricação,proveniente do nível de planejamento, é sucessivamenterefinada pelos sistemas de coordenação/supervisão daplanta, células e estações (nesta sequência)transformando-a num conjunto de ordens para o nível decomando local que, finalmente, dispara os processos daparte operativa.
3. Módulo de Informações (MDI)O MDI funciona como um integrador de todos . osmódulos, pois é responsável pelo registro e acesso àsinformações relevantes para a coordenação/supervisão.São informações relevantes, o estado dos elementoscontrolados (peças, máquinas, paletes, ferramentas, etc.),registro histórico dos estados dos elementos e políticasde prioridades para a resolução de conflitos na disputapor recursos.
O MDI é composto por um conjunto de classes deobjetos que representam os elementos controlados. Cadaclasse possui um conjunto de operações que realizam aevolução de estado dos objetos do sistema produtivo. Asoperações implementam a integração entre o MDI e osdemais módulos. A primeira parte desta seção trata daidentificação das classes e das associações entre elas. Oresultado é o diagrama de classes [Rumbaugh (1991)].Em seguida, os atributos de cada uma das classes sãodescritos utilizando-se IMC tlrformation Modelling by
167
Composition, [Durchholz-Richter (1992)] . Paracada classe identificada descrevem-se as operaçõesque podem ser aplicadas e o modelo dinâmicocorrespondente utilizando-se máquinas de estado .
Diagrama de ClassesA entrada para a coordenação/supervisão é umconjunto de lotes determinado pelo nível deplanejamento . Um lote é uma ordem de fabricaçãode uma quantidade de peças de mesmo tipo. Cadalote pode ser constituído por vários sublotes. Umsublote é formado por uma ou por mais peças quetrafegam no chão-de-fábrica sobre o mesmo paleteou uma peça isolada despaletizada. Uma peça ,paletizada ou não, um palete, uma f erramenta ouuma rosácea, em um instante de tempo qualquer ,ocupam uma posição de armazenagem pertencentea um recurso de armazenagem. Todos osequipamentos que possuam ao menos uma posiçãodestinada a receber um material são definidos comorecursos de armazenagem . Por recurso operativoentende-se um dispositivo de transporte ou qualquerequipamento que execute algum processo(movimentação, carga, descarga, usinagem,inspeção, etc.). O processo pode ser executadosobre um material (peça, palete, rosácea ouferramenta).
contém
Figura 3: Diagrama de classes .
Descrição das ClassesApresentam-se resumidamente a estrutura, asoperações e modelos dinâmicos das principaisclasses de objetos : recurso operativo , peça, recursode armazenagem e posição de armazenagem. Adescrição completa está em [Achraf (1997)] .
Recurso OperativoUm recurso operativo é um dispositivo que
realiza um processo que demanda tempo. Ele écapaz de receber ordens de operação, emitir
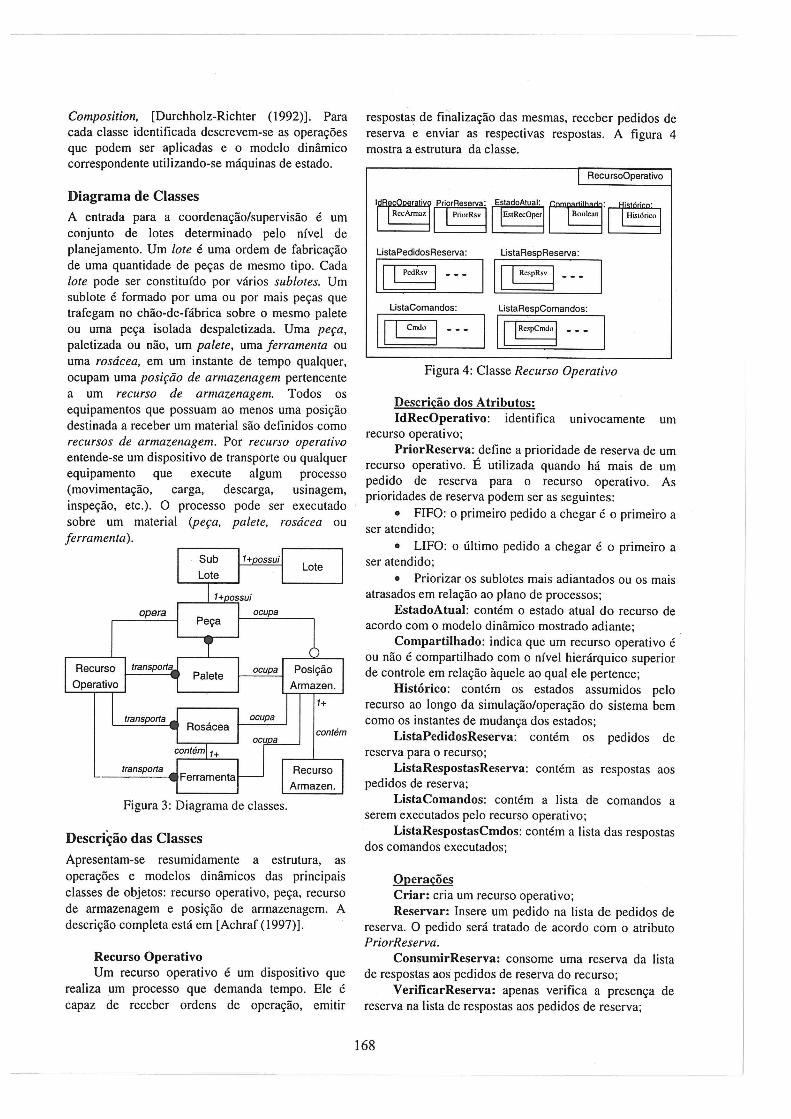
respostas de finalização das mesmas, receber pedidos dereserva e enviar as respectivas respostas. A figura 4mostra a estrutura da classe.
I RecursoOperativo
PriorReserva: Hi<lnrion'I I PriurR" IoE"Re<OpcrI li Hisltír icll I
II I
I _ IFigura 4: Classe Recurso Operativo
Descrição dos Atributos:IdRecOperativo: identifica univocamente um
recurso operativo;PriorReserva: define a prioridade de reserva de um
recurso operativo . É utilizada quando há mais de umpedido de reserva para o recurso operativo. .Asprioridades de reserva podem ser as seguintes:
• FIFO: o primeiro pedido a chegar é o primeiro aser atendido ;
• UFO: o último pedido a chegar é o primeiro aser atendido ;
• Priorizar os sublotes mais adiantados ou os maisatrasados em relação ao plano de processos ;
EstadoAtual: contém o estado atual do recurso deacordo com o modelo dinâmico mostrado adiante;
Compartilhado: indica que um recurso operativo éou não é compartilhado com o nível hierárquico superiorde controle em relação àquele ao qual ele pertence;
Histórico: contém os estados assumidos pelorecurso ao longo da simulação/operaç ão do sistema bemcomo os instantes de mudança dos estados ;
ListaPedidosReserva: contém os pedidos dereserva para o recurso;
ListaRespostasReserva: contém as respostas aospedidos de reserva;
ListaComandos: contém a lista de comandos aserem executados pelo recurso operativo;
ListaRespostasCmdos: contém a lista das respostasdos comandos executados ;
OperaçõesCriar: cria um recurso operativo;Reservar: Insere um pedido na lista de pedidos de
reserva. O pedido será tratado de acordo com o atributoPriorReserva .
ConsumirReserva: consome uma reserva da listade respostas aos pedidos de reserva do recurso;
VerificarReserva: apenas verifica a presença dereserva na lista de respostas aos pedidos de reserva ;
168
•IdMedida: ErroAtual:
I t4 . ..
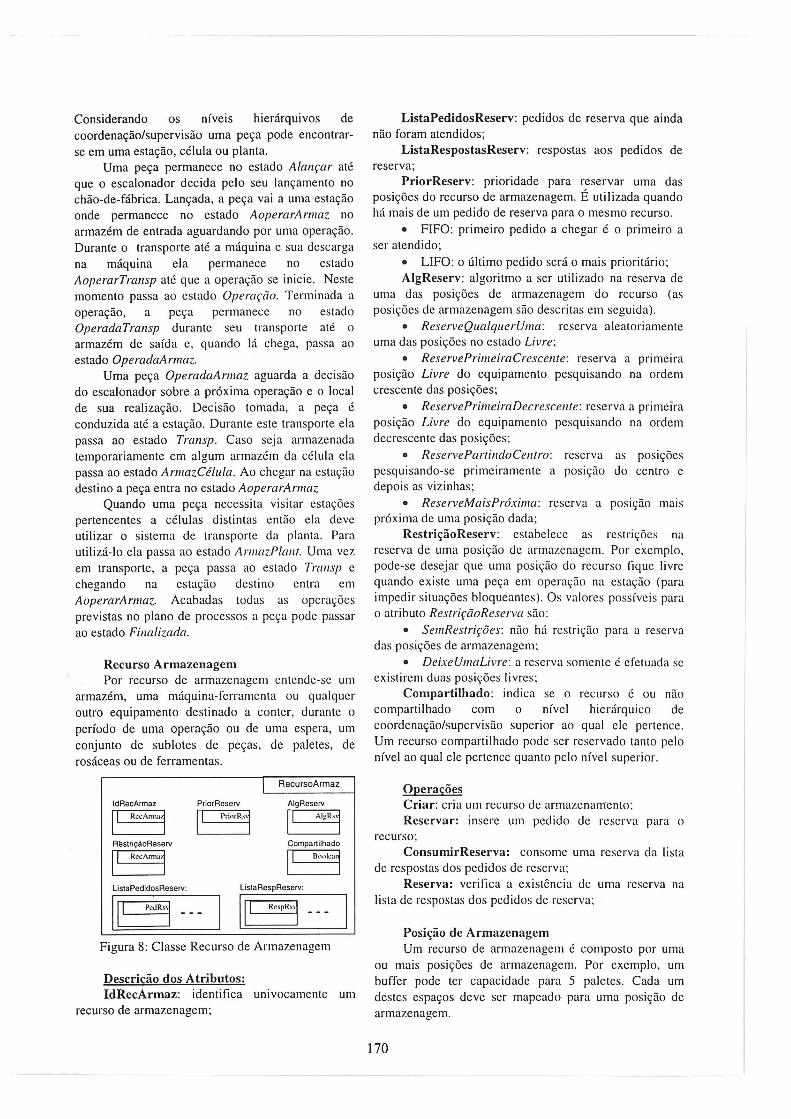
Histórico: contém os estados e as posições dearmazenagem assumidos pela peça ao longo dasimulação/operação bem como os instantes das mudançasde estado ou de posição de armazenagem;
ListaVlrsMedidas: contém os valores das medidasda peça e valor do erro inserido pelas máquinas;
Operações:Criar: cria uma peça. A criação ocorre quando o
escalonador decide pela entrada de um sublote de peçasno sistema;
MudarEstado: muda o estado de uma peça. Onovo estado pertence ao conjunto {Alançar,AoperarArmaz. Aoperar'Iransp, Operação,Operada Transp, Operadaérmaz, Transp, ArmazCélula,Armazl'lanta, Finalizada}. Somente as mudançasdefinidas no modelo dinâmico são permitidas. Quando aocorre uma troca de estado, insere-se um registro nohistórico;
Mover: muda a posição de armazenagem de umapeça;
PeçaPosArmaz: retoma a posição dearmazenamento ocupada por uma peça;
PeçaPaletizar : associa uma peça a um palete;Despaletizar: desfaz a relação da peça com seu
palete atual;PeçaPalete: Retoma o identificador do palete
associado à peça;
Modelo Dinâmico
Peça
Histórico:
I§
IdPalele :
PosArmaz:
I
Figura 6: Classe Peça.
IdSubLote:
IlêéJEstadoPlanoProc:
ListaVlrsMedidas:
IdPeça:IºªªEsladoAlual:
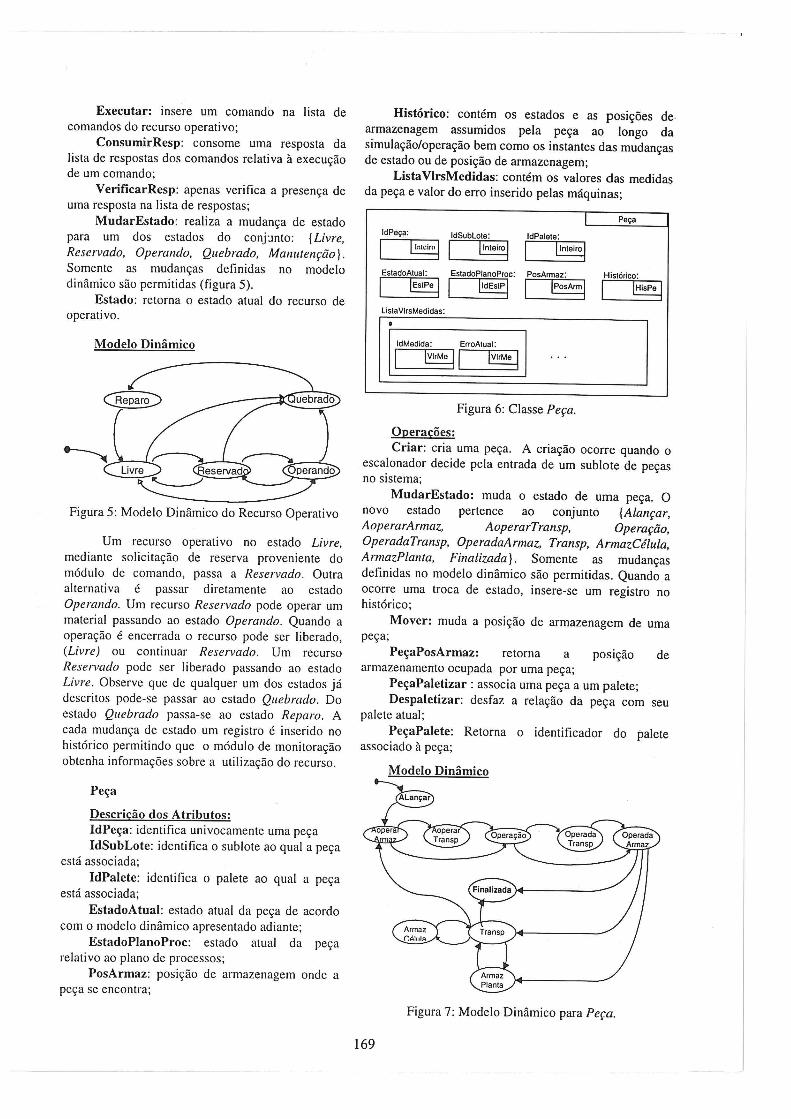
Figura 5: Modelo Dinâmico do Recurso Operativo
Um recurso operativo no estado Livre,mediante solicitação de reserva proveniente domódulo de comando, passa a Reservado. Outraalternativa é passar diretamente ao estadoOperando. Um recurso Reservado pode operar ummaterial passando ao estado Operando. Quando aoperação é enc errada o recurso pode ser liberado.(Livre) ou continuar Reservado. Um recursoReservado pode ser liberado passando ao estadoLivre. Observe que de qualquer um dos estados jádescritos pode-se passar ao estado Quebrado . Doestado Quebrado passa-se ao estado Reparo . Acada mudança de estado um registro é inserido nohistórico permitindo que o módulo de monitoraçãoobtenha informações sobre a utilização do recurso .
Modelo Dinâmico
Executar: insere um comando na lista decomandos do recurso operativo;
ConsumirResp: consome uma resposta dalista de respostas dos comandos relativa à execuçãode um comando;
VerificarResp: apenas verifica a presença deuma resposta na lista de respostas;
MudarEstado: realiza a mudança de estadopara um dos estados do conjunto: {Livre,Reservado. Operando. Quebrado. Manutenção}.Somente as mudanças definidas no modelodinâmico são permitidas (figura 5).
Estado: retoma o estado atual do recurso deoperativo.
Peça
Descrição dos Atributos:IdPeça: identifica univocamente uma peçaIdSubLote: identifica o sublote ao qual a peça
está associada;IdPalete: identifica o palete ao qual a peça
está associada;EstadoAtual: estado atual da peça de acordo
com o modelo dinâmico apresentado adiante;EstadoPlanoProc: estado atual da peça
relativo ao plano de processos;PosArmaz: posição de armazenagem onde a
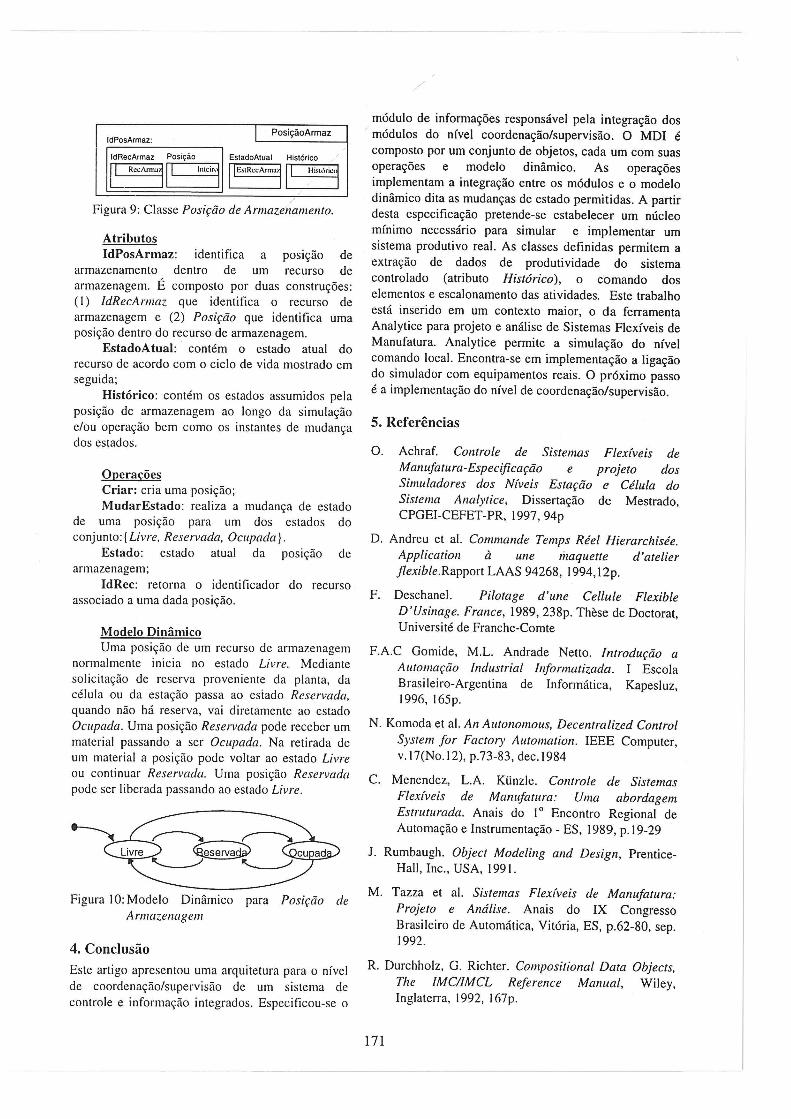
peça se encontra;Figura 7: Modelo Dinâmico para Peça.
169
Consider ando os níveis hierárqu ivos decoordenação/supervisão uma peça pode encontr ar-se em uma estação, célula ou plant a.
Uma peça permanece no estado Alançar atéque o escalonador decid a pelo seu lançamento nochão-de-fábrica. Lançada, a peça vai a uma estaçãoonde permanece no estado Aope rar/crma: noarmazém de entrada aguardando por uma operação .Durante o transporte até a máquin a e sua descargana máquina ela permanece no estadoAoperar'Iransp até que a operação se inicie. Nestemomento passa ao es tado Operação. Terminada aoperação, a peça permanece no estadoOperadaTrallSp durante seu transporte até oarmazém de saída e, quando lá chega, passa aoestado Operada/vrmaz.
Uma peça Operada/uma; aguarda a decisãodo esca lonador sobre a próxima operação e o localde sua realização. Decisão tomada, a peça éconduzida até a estação . Durante este transporte elapassa ao estado Transp , Caso seja armazenadatemporariamente em algum armazém da célula elapassa ao estado Armat.Célula . Ao chega r na estaçãodestino a peça entra no estado Aop erar/vnna;
Quando uma peça necessita visitar estaçõespertencentes a células distintas então ela deveutilizar o sistema de transporte da planta. Parautilizá-lo ela passa ao estado An nazi'lant. Uma vezem transporte, a peça passa ao estado Transp echegando na es tação des tino entra emAoperar/vrma t . Acabadas todas as operaçõesprevistas no plano de processos a peça pode passa rao estado Finalizada.
Recurso ArmazenagemPor recurso de armazenagem entende-se um
armazém, uma máqu ina-ferramenta ou qualqueroutro equipamento destinado a conter, durante operíodo de uma operação ou de uma espera, umconjunto de sublotes de peças, de paletes, derosáceas ou de ferramentas.
ListaPedidosReserv: pedid os de reserva que aindanão foram atendidos;
ListaRespostasReserv: respostas aos pedidos dereserva;
PriorReserv: prioridade para rese rvar uma dasposiçõe s do recurso de armazenagem. É util izada quandohá mais de um pedido de reserva para o mesmo recurso.
• FIFO : primeiro pedido a chega r é o primeiro aser atendido ;
• UFa: o último pedid o será o mais pr ioritário ;AlgRese rv : algoritmo a ser utiliz ado na reserva de
uma das posições de armazenagem do recurso (aspos ições de armazenagem são descritas em seguida).
• Reserv eôualquerllma : reserva a leator iamenteuma das posições no estado Livre;
• Reservel'rimeira Crescente; reserva a primeiraposição Liv re do equipamento pesqui sand o na ordemcresce nte das posições;
• Reservel'rinieiralrecre scente: reserva a primeirapos ição Livre do equipamento pesqui sand o na ordemdecrescente das posições;
• Reserv el'artindoCentro: reserva as posiçõespesquis ando-se primeiramente a posição do centro edepois as vizinhas;
• Reservelvlaisi'rtiximo : reserva a posição maispróxima de uma posição dada;
RestriçãoReserv: estabelece as res tnçoes nareserva de uma posição de armazenagem. Por exemplo,pode-se desejar que uma posição do recurso fique livrequando ex iste uma peça em operação na estação (paraimpedir situações bloqueantes). Os valores possíveis parao atributo Restriç ãokeserva são : .
• Semkestri ções: não há restrição para a reservadas posições de armazenagem;
• Deixelhnal.ivre: a reserva somente é efetuada seexistirem duas pos ições livres;
Compartilhado : indica se o recurso é ou nãocompartilhado com o nível hierárquico decoordenação/supervisão super ior ao qual ele pertence.Um recurso compartilhado pode ser reservado tanto pelonível ao qual ele pertence quanto pelo nível superior.
, RecursoArmaz
Figura 8: Classe Recurso de Armazenagem
Descrição dos Atributos:IdRecArmaz: identi fica univocamente um
recurso de armazenagem;
OperaçõesCriar: cria um recur so de armazenamento;Reservar: insere um pedido de reserva para o
recurso;ConsunúrReserva: consome uma reserva da lista
de respostas dos pedidos de rese rva;Reserva: verifica a exis tência de uma reserva na
lista de respostas dos pedidos de reserva;
Posição de ArmazenagemUm recurso de armazenagem é comp osto por uma
ou mais posições de armazenagem. Por exemplo. umbuffer pode ter capacidade para 5 palet es. Cada umdestes espaços deve ser mapeado para uma posição dearmazenagem.
AlgReserv
I' AIgR"j
CompartilhadoII
PriorReserv
ReslriçãoReservII RccArm"1
ListaPedidosReserv: ListaRespReserv:
II I pOdRS\1 -- _ I III RO'PRS\l ---
IdRecArmazII RocArlll"i
170
s.Referências
N. Komoda et aI. An Autonomous, Decentralized ControlSystem for Factory Automation. IEEE Computer,v.17(No.12), p.73-83, dec .1984
M. Tazza et aI. Sistemas Flexíveis de Manufatura:Projeto e Análise. Anais do IX CongressoBrasileiro de Automática, Vitória, ES, p.62-8Q, sep .1992.
Objects,Wiley,
R. Durchholz, G. Richter. Compositional DataThe IMCIIMCL Reference Manual,Inglaterra, 1992, 167p.
C. Menendez, L.A. Künzle. Controle de SistemasFlexíveis de Manufatura: Uma abordagemEstruturada. Anais do 10 Encontro Regional deAutomação e Instrumentação - ES, 1989, p.19-29
J. Rumbaugh. Object Modeling and Design, Prentice-Hall, Inc., USA, 1991.
D. Andreu et aI. Commande Temps Réel Hierarchisée.Application à une maquette d'atelierjlexible.Rapport LAAS 94268, 1994,12p.
F. Deschanel. Pilotage d'une Cellule FlexibleD'Usinage. France, 1989, 238p. Thêse de Doctorat,Université de Franche-Comte
O. Achraf. Controle de Sistemas Flexíveis deManufatura-Especificação e projeto dosSimuladores dos Níveis Estação e Célula doSistema Analytice, Dissertação de Mestrado,CPGEI-CEFET-PR, 1997, 94p
F.A.C Gomide, M.L. Andrade Netto. Introdução aAutomação Industrial Informatizada. I EscolaBrasileiro-Argentina de Informática, Kapesluz,1996,165p.
módulo de informações responsável pela integração dosmódulos do nível coordenação/supervisão. O MOI écomposto por um conjunto de objetos, cada um com suasoperações e modelo dinâmico. As operaçõesimplementam a integração entre os módulos e o modelodinâmico dita as mudanças de estado permitidas. A partirdesta especificação pretende-se estabelecer um núcleomínimo necessário para simular e implementar umsistema produtivo real. As classes definidas permitem aextração de dados de produtividade do sistemacontrolado (atributo Histórico), o comando doselementos e escalonamento das atividades. Este trabalhoestá inserido em um contexto maior, o da ferramentaAnalytice para projeto e análise de Sistemas Flexíveis deManufatura. Analytice permite a simulação do nívelcomando local. Encontra-se em implementação a ligaçãodo simulador com equipamentos reais. O próximo passoé a implementação do nível de coordenação/supervisão.
I PosiçãoArmazIdPosA rmaz:
IdRecArmaz Posição EsladoAlual Histórico
[::31 1 Intei"1 IIE.<IRecArma1 IIII I
Figura 9: Classe Posição de Armazenamento.
Figura 10:Modelo Dinâmico para Posição deArmazenagem
OperaçõesCriar: cria uma posição;MudarEstado: realiza a mudança de estado
de uma posição para um dos estados doconjunto: ILivre, Reservada, Ocupada} .
Estado: estado atual da posição dearmazenagem;
IdRec: retoma o identificador do recursoassociado a uma dada posição.
AtributosIdPosArmaz: identifica a posição de
armazenamento dentro de um recurso dearmazenagem. É composto por duas construções:(I) IdRecArmaz que identifica o recurso dearmazenagem e (2) Posição que identifica umaposição dentro do recurso de armazenagem.
EstadoAtual: contém o estado atual dorecurso de acordo com o ciclo de vida mostrado emseguida;
Histórico: contém os estados assumidos pelaposição de armazenagem ao longo da simulaçãoe/ou operação bem como os instantes de mudançados estados.
Modelo DinâmicoUma posição de um recurso de armazenagem
normalmente inicia no estado Livre . Mediantesolicitação de reserva proveniente da planta, dacélula ou da estação passa ao estado Reservada,quando não há reserv a, vai diretamente ao estadoOcupada . Uma posição Reservada pode receber ummaterial passando a ser Ocupada. Na retirada deum material a posição pode voltar ao estado Livreou continuar Reservada . Uma posição Reservadapode ser liberada passando ao estado Livre.
4. ConclusãoEste artigo apresentou uma arquitetura para o nívelde coordenação/supervisão de um sistema decontrole e informação integrados. Especificou-se o
171
Top Related