UNIVERSIDADE DE SÃO PAULO ESCOLA DE ENGENHARIA DE...
51
UNIVERSIDADE DE SÃO PAULO ESCOLA DE ENGENHARIA DE LORENA JÚLIA DE GÓES MONTEIRO ANTONIO Estudo da implementação do pilar de meio ambiente da metodologia WCM em uma indústria de sabonetes Declaro que esta monografia foi revisada e encontra-se apta para avaliação e apresentação perante a banca avaliadora. DATA: ____/____/____ ___________________________________________ MARCO ANTONIO CARVALHO PEREIRA LORENA - SP 2015
Transcript of UNIVERSIDADE DE SÃO PAULO ESCOLA DE ENGENHARIA DE...
UNIVERSIDADE DE SÃO PAULO
ESCOLA DE ENGENHARIA DE LORENA
JÚLIA DE GÓES MONTEIRO ANTONIO
Estudo da implementação do pilar de meio ambiente da metodologia WCM
em uma indústria de sabonetes
Declaro que esta monografia foi revisada e encontra-se apta para avaliação e
apresentação perante a banca avaliadora.
DATA: ____/____/____
___________________________________________
MARCO ANTONIO CARVALHO PEREIRA
LORENA - SP
2015

!!!!
!!
JÚLIA DE GÓES MONTEIRO ANTONIO
Implementação do pilar de meio ambiente da metodologia WCM em uma
indústria de sabonetes
Monografia apresentada à Escola de Engenharia de Lorena – Universidade de São Paulo como requisito legal para obtenção de título de Engenheiro Químico, sob orientação do Prof. Dr. Marco Antonio Carvalho Pereira.
LORENA – SP
2015
AUTORIZO A REPRODUÇÃO E DIVULGAÇÃO TOTAL OU PARCIAL DESTE TRABALHO, POR QUALQUER MEIOCONVENCIONAL OU ELETRÔNICO, PARA FINS DE ESTUDO E PESQUISA, DESDE QUE CITADA A FONTE
Ficha catalográfica elaborada pelo Sistema Automatizadoda Escola de Engenharia de Lorena,
com os dados fornecidos pelo(a) autor(a)
Antonio, Júlia de Góes Monteiro Estudo da implementação do pilar de meio ambienteda metodologia WCM em uma indústria de sabonetes /Júlia de Góes Monteiro Antonio; orientador MarcoAntônio Carvalho Pereira. - Lorena, 2015. 50 p.
Monografia apresentada como requisito parcialpara a conclusão de Graduação do Curso de EngenhariaQuímica - Escola de Engenharia de Lorena daUniversidade de São Paulo. 2015Orientador: Marco Antônio Carvalho Pereira
1. Wcm. 2. Meio ambiente. 3. Redução de impactosambientais. I. Título. II. Pereira, Marco AntônioCarvalho , orient.

!!!!
!!
DEDICATÓRIA !!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!
Aos meus pais, Sergio e Maria Angela, por todo o amor, paciência, compreensão e apoio em todos os anos de minha vida.

!!!!
!!
AGRADECIMENTOS
Primeiramente, aos meus pais, Sergio e Maria Angela, por tudo que me
proporcionaram, por todo o esforço, compreensão, paciência, presença e carinho, a quem devo
todas as minhas experiências e aprendizados, e a pessoa que me tornei.
Agradeço aos meus irmãos, Luísa e André, e aos meus avós, Maria Generosa, Sérgio,
Dagmar e Walter, por todo o zelo, compreensão e apoio ao longo de todas as etapas de minha
vida.
Ao meu eterno companheiro, Antonio, por toda e interminável paciência, compreensão
e apoio nas etapas mais marcantes e difíceis da minha vida. Obrigada por sempre estar ao meu
lado.
Ao Prof. Dr. Sergio Cobianchi por nunca desistir do meu potencial como aluna, sendo
peça fundamental da minha graduação.
Ao Prof. Dr. Luis Fernando Figueiredo por me ensinar coisas valiosas, tanto
profissionais quanto pessoais.
Ao Prof. Dr. Marco Antonio por toda a paciência, sugestões, e didática em suas aulas e
explicações.
A Maurício Baroni, Samuel Gonçalves, Gabriel Granzotto e Jéssica Oliveira, por toda
a ajuda durante meu último ano de graduação, em meu desenvolvimento profissional, e
aprendizado.
A Escola de Engenharia de Lorena e a University of Illinois, Urbana-Champaign, por
toda a educação e oportunidades que me ofereceram.
Agradeço muito a todos, podem ter certeza que foram peça fundamental para minha
formação, pessoa que sou e que me tornarei!
!!!!
!!
EPÍGRAFE
“Diga-me eu esquecerei, ensina-me e eu poderei lembrar, envolva-me e eu aprenderei.”
!Benjamin!Franklin!

!!!!
!!
RESUMO
ANTONIO, J. G. M. Implementação do pilar de meio ambiente da metodologia WCM em
uma indústria de sabonetes. 2015. 50 p. Monografia (Trabalho de Graduação) –Escola de
Engenharia de Lorena – Universidade de São Paulo, Lorena, 2015.
Tendo em vista a atual situação ambiental do mundo, a crescente competitividade do mercado,
e a maior preocupação populacional com o meio ambiente, foi realizado um estudo da
implementação dos primeiros 3 passos do pilar de Meio Ambiente da metodologia de World
Class Manufacturing (WCM) em uma fábrica de sabonetes. Para isto foi utilizada o método de
pesquisa de estudo de caso, realizando-se a coleta de dados por meio de entrevistas contínuas
dos membros do pilar, estudo e análise da documentação relacionada a esta implementação, e
observação, do que foi implementado relatado, no ambiente fabril. Por fim constatou-se que a
implementação da metodologia, com foco em melhoria contínua, atingiu o objetivo previsto
pela metodologia de redução de desperdícios e perdas, com a redução do consumo de água
em 32% no sistema de refrigeração de compressores, geração de água de reuso no tratamento
de efluentes, conscientização dos funcionários, e separação de resíduos, visando a eliminação
de impactos ambientais, demonstrando a eficácia da metodologia estudada.
Palavras-chaves: WCM, Meio Ambiente, Redução de impactos ambientais
!!!!
!!
ABSTRACT
ANTONIO, J. G. M. Implementation of environment pillar of the WCM methodology in a
soap industry. 2015. 50 f. Project of monograph (Undergraduate) – Engineering School of
Lorena – University of São Paulo, Lorena, 2015.
Given the current environmental situation in the world, the increasing market competition, and
the highest population concern for the environment, a study was conducted of the
implementation of the first 3 steps of the Environment pillar of the World Class
Manufacturing (WCM) methodology in a soap factory. For this purpose the method of case
study research was used, collecting data from continuous interviews of members of the pillar,
study and analysis of the documentation related with the implementation, and observation of
what has been implemented in manufacturing environment. Finally it was found that the
implementation of the methodology, focusing on continuous improvement, achieved the
objective set out by the methodology, as the reduction of waste and losses, with water
consumption decrease of 32% in the compressors refrigeration system, generation of reuse
water from waste water treatment, employees awareness, e waste separation, in order to
eliminate environmental impacts, demonstrating the effectiveness of the studied methodology.
Key words: WCM, Environment, Environment impacts reduction

!!!!
!!
LISTA DE FIGURAS
!Figura 1 - Faturamento líquido anual do setor da Indústria Brasileira de HPPC. ........................
Figura 2 - Distribuição da Indústria de HPPC no Brasil. .......................................................... 15
Figura 3 - Aspectos ambientais da produção de sabonetes. ...................................................... 16
Figura 4 - Estratificação dos aspectos ambientais da fábrica de sabonetes. ........................... 33
Figura 5 - Critério de classificação da significância dos aspectos ambientais. ........................ 34
Figura 6 - Estratificação da significância dos aspectos ambientais. ......................................... 35
Figura 7 - Fluxograma da Estação de Tratamento de Efluente. ................................................ 37
Figura 8 - Sistema proposto para tratamento de efluente e obtenção de água de reuso. .......... 38
Figura 9 - Circuito de água de refrigeração da fábrica. ............................................................ 39
Figura 10 - Sistema de ventilação para a refrigeração da água. ............................................... 39
Figura 11 - Estratificação das observações comportamentais de acordo com a sua categoria. 43
Figura 12 - Identificação de resíduos para coletores. ............................................................... 44
Figura 13 - Planilha de controle de etiquetas de meio ambiente. ............................................. 45
!
!!!!
!!
LISTA DE QUADROS
Quadro 1 - Estrutura da metodologia WCM, pilares operativos e gerenciais. ......................... 18
Quadro 2 - Classificação da significância dos aspectos ambientais. ........................................ 35!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!
!!!!
!!
LISTA DE SIGLAS
ABIHPEC Associação Brasileira Da Indústria De Higiene Pessoal, Perfumaria E
Cosméticos
ABNT Associação Brasileira de Normas Técnicas
HPPC Higiene Pessoal, Perfumaria e Cosméticos
ISO Organização Internacional de Normalização
JIT Just In Time
PAE Plano de Ação Emergencial
TIE Total Industrial Engineering
TPM Total Productive Maintenance
TQC Total Quality Control
WCM World Class Manufacturing
!!!!!!!!!!!!!!!!!!
!!!!
!!
SUMÁRIO
1. INTRODUÇÃO ................................................................................................................... 13
1.1 CONTEXTUALIZAÇÃO ............................................................................................ 13
1.2 OBJETIVO .................................................................................................................... 13
2. FUNDAMENTAÇÃO TEÓRICA ..................................................................................... 14
2.1 INDÚSTRIA BRASILEIRA DE HIGIENE PESSOAL, PERFUMARIA E
COSMÉTICOS ................................................................................................................... 14
2.2 PROCESSO DE FABRICAÇÃO E IMPACTOS AMBIENTAIS ........................... 15
2.3 WORLD CLASS MANUFACTURING ..................................................................... 17
2.4 ISO 14000 ...................................................................................................................... 19
2.5 O PILAR DE MEIO AMBIENTE .............................................................................. 20
3. METODOLOGIA ............................................................................................................... 22
3.1 EMPRESA ESTUDADA .............................................................................................. 22
3.2 MÉTODO DE PESQUISA ........................................................................................... 22
3.3 UNIVERSO (POPULAÇÃO E AMOSTRA) ............................................................. 23
3.4 PASSOS DA METODOLOGIA .................................................................................. 23
3.4.1 PASSO 0 .................................................................................................................. 23
3.4.2 PASSO 1 .................................................................................................................. 24
3.4.2.1 ASPECTOS AMBIENTAIS ............................................................................. 24
3.4.2.2 LEGISLAÇÃO E DOCUMENTAÇÃO ........................................................... 24
3.4.2.3 METAS E OBJETIVOS ................................................................................... 25
3.4.3 PASSO 2 .................................................................................................................. 25
3.4.3.1 RECURSOS ...................................................................................................... 25
3.4.3.2 EMERGÊNCIAS AMBIENTAIS .................................................................... 25
3.4.4 PASSO 3 .................................................................................................................. 26
3.4.4.1 PROCEDIMENTOS OPERACIONAIS .......................................................... 26
3.4.4.2 AUDITORIA INTERNA .................................................................................. 26
3.4.4.3 EXPANSÃO HORIZONTAL .......................................................................... 26
!!!!
!!
3.5 COLETA DE DADOS .................................................................................................. 26
3.6 ANÁLISE DE DADOS ................................................................................................. 27
4. RESULTADOS E DISCUSSÕES ...................................................................................... 28
4.1 PASSO 0 ........................................................................................................................ 28
4.2 PASSO 1 ........................................................................................................................ 28
4.2.1 LEGISLAÇÃO E PADRÕES DA EMPRESA ....................................................... 28
4.2.2 ASPECTOS AMBIENTAIS .................................................................................... 30
4.2.2.1 DESCRIÇÃO DA ATIVIDADE ...................................................................... 30
4.2.2.2 SIGNIFICÂNCIA POTENCIAL ...................................................................... 31
4.2.3 ANÁLISE CRÍTICA DOS ASPECTOS AMBIENTAIS ........................................ 32
4.3 PASSO 2 ........................................................................................................................ 35
4.3.1 CONTROLES IMPLEMENTADOS ....................................................................... 35
4.3.2 CONTROLE DE ASPECTO AMBIENTAL .......................................................... 36
4.3.2.1 CONTROLE DE ENERGIA E EMISSÃO DE CO2 ........................................ 36
4.3.2.2 CONTROLE DE EFLUENTE ......................................................................... 36
4.3.2.3 CONTROLE DE ÁGUA .................................................................................. 38
4.3.2.4 CONTROLE DE RESÍDUOS .......................................................................... 40
4.3.2.5 PLANO DE AÇÃO EMERGENCIAL ............................................................. 40
4.4 PASSO 3 ........................................................................................................................ 41
4.4.1 PROCEDIMENTOS OPERACIONAIS ................................................................. 41
4.4.2 AUDITORIA INTERNA ......................................................................................... 41
4.4.3 ANÁLISE DA SITUAÇÃO AMBIENTAL DA FÁBRICA ................................... 43
4.4.4 PLANO DE AÇÃO CONSIDERANDO A AUDITORIA INTERNA ................... 44
4.5 ANÁLISE DO CASO E LIÇÕES APRENDIDAS .................................................... 45
5. CONCLUSÃO ..................................................................................................................... 48
6. REFERÊNCIAS BIBLIOGRÁFICAS .............................................................................. 49
!!
!!
13!
1. INTRODUÇÃO
1.1 CONTEXTUALIZAÇÃO
Com o avanço da tecnologia há um aumento da industrialização, o que afeta
diretamente o meio ambiente, muitas vezes provocando impactos negativos, irreversíveis ou
de difícil recuperação. Os impactos gerados se alastram em quase todas as dimensões da vida
humana, o que faz com que ações com relação ao meio ambiente sejam tomadas (MELO,
2012).
Além disso, a preocupação ambiental apresenta-se, atualmente, como uma condição
mercadológica de sobrevivência empresarial. O desafio empresarial está associado ao fato de
que é necessário continuar satisfazendo as mais diversas necessidades humanas, buscando, ao
mesmo tempo, um desenvolvimento sustentável, no qual o meio ambiente deve ser conservado
e reaproveitado cada vez mais nas suas mais diferentes formas de utilização (SILVEIRA,
2015).
Tendo em vista a atual situação ambiental do mundo, a crescente competitividade do
mercado, e a maior preocupação populacional com o meio ambiente, pretende-se estudar esta
temática em uma fábrica de sabonetes na região sudeste do Brasil. Para este fim, será
analisada a implementação da metodologia World Class Manufacturing (WCM), com foco no
pilar de meio ambiente, visando uma melhoria contínua, baseada na redução de desperdícios e
perdas, visando a eliminação de impactos ambientais.
1.2 OBJETIVO
Estudar a implementação dos primeiros 3 passos do pilar de Meio Ambiente da
metodologia de WCM em uma fábrica de sabonetes.
Assim, os seguintes objetivos específicos são buscados:
• Determinar os aspectos e impactos ambientais gerados pelas atividades da fábrica.
• Descrever os métodos de controle e redução de impactos ambientais implementados.
• Apresentar os resultados obtidos com a implementação da metodologia.

!!
!!
14!
• Analisar a efetividade de implementação da metodologia em termos de gestão
ambiental.
2. FUNDAMENTAÇÃO TEÓRICA
2.1 INDÚSTRIA BRASILEIRA DE HIGIENE PESSOAL, PERFUMARIA E
COSMÉTICOS
A Indústria Brasileira de Higiene Pessoal, Perfumaria e Cosméticos (HPPC) é um
segmento que cresce em média 10% ao ano nos últimos 19 anos. Em 1996 o setor teve um
faturamento líquido de impostos de R$ 4,9 bilhões, que teve um aumento de aproximadamente
9 vezes em 2014, com um faturamento de R$ 43,2 bilhões (ABIHPEC, 2015).
Fonte: ABIHPEC, 2015
O crescimento deste setor pode ser relacionado (ABIHPEC, 2015):
• Aumento de renda das classes mais baixas, tendo acesso aos produtos do setor.
• Participação crescente da mulher brasileira no mercado de trabalho.
• Utilização de mais tecnologias, aumentando a produtividade, reduzindo custos e
consequentemente os preços dos produtos.
Figura 1 - Faturamento líquido anual do setor da Indústria Brasileira de HPPC.
!!
!!
15!
• Lançamento de novos produtos que atendem cada vez mais as necessidades do
mercado.
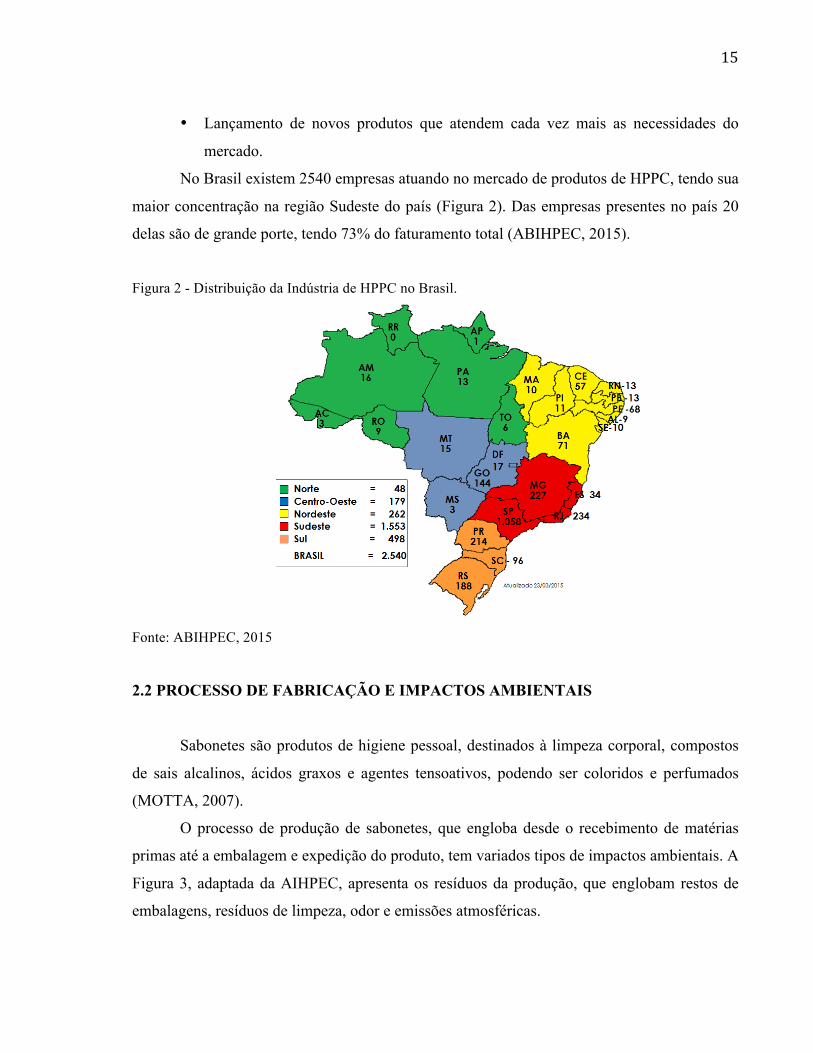
No Brasil existem 2540 empresas atuando no mercado de produtos de HPPC, tendo sua
maior concentração na região Sudeste do país (Figura 2). Das empresas presentes no país 20
delas são de grande porte, tendo 73% do faturamento total (ABIHPEC, 2015). !
Figura 2 - Distribuição da Indústria de HPPC no Brasil.
Fonte: ABIHPEC, 2015
2.2 PROCESSO DE FABRICAÇÃO E IMPACTOS AMBIENTAIS
Sabonetes são produtos de higiene pessoal, destinados à limpeza corporal, compostos
de sais alcalinos, ácidos graxos e agentes tensoativos, podendo ser coloridos e perfumados
(MOTTA, 2007).
O processo de produção de sabonetes, que engloba desde o recebimento de matérias
primas até a embalagem e expedição do produto, tem variados tipos de impactos ambientais. A
Figura 3, adaptada da AIHPEC, apresenta os resíduos da produção, que englobam restos de
embalagens, resíduos de limpeza, odor e emissões atmosféricas.

!!
!!
16!
Figura 3 - Aspectos ambientais da produção de sabonetes.
Fonte: Adaptado de ABIHPEC, 2010
!!
!!
17!
A utilização de água se dá em larga escala, sendo que pode estar incorporada ao
produto, empregada nas operações de limpeza e lavagem de máquinas, equipamentos e
instalações industriais, além do uso na área de utilidades e manutenção, tais como em sistemas
de aquecimento e refrigeração (AIHPEC, 2010).
Na produção de sabonetes são utilizadas caldeiras alimentadas por óleo combustível no
qual deve ser realizado um controle da queima, de modo a minimizar as emissões de gases
poluentes para a atmosfera. Além do controle da eficiência de queima da caldeira, há a
geração de resíduos resultantes de sua operação e manutenção (AIHPEC, 2010).
Deve-se considerar o consumo de eletricidade por máquinas e equipamentos como
motores, bombas, misturadores. Algumas operações exigem rápido resfriamento, sendo
necessário o uso de unidades de refrigeração de alta capacidade (chillers), que tem elevado
consumo energia elétrica (AIHPEC, 2010).
2.3 WORLD CLASS MANUFACTURING
O termo WCM foi inicialmente utilizado por Hayes e Wheelright em 1984, que
descreveram a capacidade que empresas alemãs e japonesas adquiriram para serem
competitivas no mercado de exportação (CORTEZ, 2010). Hayes e Wheelright definiram
WCM como uma série de práticas que levariam uma empresa a ter uma performance superior
(FLYNN, B.; SCHROEDER; FLYNN, E., 1999).
Desde então, o conceito foi utilizado por outros autores, que não só mantiveram
algumas das ideias, como também adicionaram algumas novas práticas (FLYNN, 1999).
Assim, a metodologia passou por diversas modificações até a estrutura atual, baseada nas
metodologias mais efetivas de manufatura, incluindo Total Quality Control (TQC), Total
Productive Maintenance (TPM), Total Industrial Engineering (TIE), and Just In Time (JIT)
(CNH INDUSTRIAL, 2014).
Atualmente, WCM é uma metodologia baseada na melhoria contínua, proporcionando
a eliminação de todos os tipos de perdas e desperdícios de uma indústria, com o envolvimento
de todos os setores da empresa. Tem como principal objetivo o sucesso no mercado com
produtos de qualidade e preços competitivos, atendendo as necessidades do consumidor
(MURINO et. al, 2012).
!!
!!
18!
A metodologia é uma estrutura rigorosa e integrada que engloba todos os aspectos da
empresa (MAGNETI MARELLI, 2015). A estrutura de WCM engloba 10 pilares operativos e
10 pilares gerenciais (KETTER, 2010), conforme mostrado no quadro 1:
Quadro 1 - Estrutura da metodologia WCM, pilares operativos e gerenciais.
Pilares Operativos Pilares Gerenciais
Segurança Comprometimento Gerencial
Desdobramento de Custo Clareza dos Objetivos
Melhoria Focada Roteiro para WCM
Manutenção Autônoma Alocação de Pessoas Altamente Qualificadas
Manutenção Profissional Comprometimento da Organização
Controle de Qualidade Competência da Organização
Logística e Serviço ao Cliente Tempo e Orçamento
Gestão Preventiva do Equipamento Nível de Detalhe
Desenvolvimento de Pessoas Nível de Expansão
Meio Ambiente Motivação da Operação
Fonte: Ketter, 2010
As melhorias obtidas são medidas através de um sistema de auditoria que torna
possível o conhecimento do nível de implementação em cada planta nos 10 pilares
operacionais e 10 pilares gerenciais que compõem a estrutura de WCM. As auditorias são
conduzidas por auditores qualificados da Associação de WCM, que utilizam o mesmo critério
de avaliação para todas as indústrias que aplicam a metodologia. Ao final da auditoria, a
planta recebe uma avaliação geral que inclui comentários para cada pilar, indicando os seus
pontos fortes e pontos prioritários, e uma pontuação que indica o nível de performance da
planta. A partir da pontuação 4 níveis elevados podem ser atingidos: bronze, prata, ouro e
World Class, que indica o nível de performance mais elevado (MAGNETI MARELLI, 2015).
A metodologia já foi aplicada em grandes empresas multinacionais que obtiveram altos níveis
de performance.
A empresa de design e produção de sistemas de alta tecnologia e componentes
automotivos, Magneti Marelli, tem o envolvimento de 51 plantas. A planta brasileira

!!
!!
19!
localizada em Hortolândia (SP) foi a primeira fábrica a iniciar o programa na América Latina
em 2008, obtendo o nível de performance bronze em 2012. Com a otimização do sistema de
expedições de diferentes fornecedores da planta, houve uma redução de 75% do número de
caminhões que entram na planta, sem que o nível de serviço fosse comprometido (MAGNETI
MARELLI, 2015).
A empresa de design e produção de equipamentos para agricultura e construção CNH
Industrial tem 52 plantas envolvidas com a metodologia, das quais 19 foram premiadas com
bronze e 6 foram premiadas com prata (CNH INDUSTRIAL, 2014). No Brasil a empresa
apresenta uma das plantas de produção mais competitivas do mundo. A fábrica de Contagem
(MG) adotou a metodologia em 2007 e foi certificada no nível prata de WCM em 2015.
Durante este período, a planta conseguiu diminuir em 50% os gastos com inventário de
matéria-prima, reutilizar a água para lavagem final dos produtos, reciclar 98% dos resíduos da
planta, redução anual de 10% do consumo de energia total nos últimos 5 anos, além de 2
milhões de horas trabalhadas sem acidentes (CNH INDUSTRIAL, 2015).
2.4 ISO 14000
A ISO 14000 é um conjunto de normas, definidas pela Organização Internacional de
Normalização (ISO), para padronizar a gestão ambiental nas empresas. Essas normas têm
como objetivo a prevenção de processos que conduzem a contaminações ambientais,
estruturando a forma de operação e armazenamento, assim como a recuperação e
disponibilização de dados e resultados relacionados às necessidades de mercado e satisfação
do cliente (SILVA, 2011). Assim, a adoção destas normas tem importância no aumento da
competitividade da empresa, principalmente no cenário atual, no qual se torna mais comum
que questões relativas ao ambiente sejam consideradas como fundamentais na tomada de
decisão pelo cliente. Além disso, a empresa tem outros benefícios na implementação da
norma, como a redução do custo de disposição dos resíduos, redução do custo de energia,
correção de problemas potenciais antes de causar danos ambientais (NASCIMENTO;
POLEDNA, 2002).
A série ISO 14000 é composta por várias normas com diferentes abordagens,
(NASCIMENTO, 2002):

!!
!!
20!
• ISO 14001, ISO14004: sistemas de gestão.
• ISO 14010, ISO 14011, ISO14012: auditoria ambiental.
• ISO 14021, ISO 12022, ISO 14024: rotulagem ambiental.
• ISO 14040, ISO 14041: avaliação do ciclo de vida.
2.5 O PILAR DE MEIO AMBIENTE
O pilar de meio ambiente tem como objetivo atender a normas de gerenciamento
ambiental, e desenvolver uma cultura de proteção ao meio ambiente. Para isto a metodologia
propõe o desenvolvimento de 7 passos, que incluem como principais atividades: auditorias
internas periódicas para verificar o impacto da planta no ambiente que está inserida,
identificação e prevenção de riscos, uso da ISO 14000, e uma variedade de melhorias técnicas
da planta (PALUCHA, 2012).
Os 7 passos do pilar têm como abordagem (ALFA, 2015):
• PASSO 1 - Entender a legislação e regulamentos locais sobre o meio ambiente,
identificar, classificar e priorizar os problemas ambientais da fábrica.
• PASSO 2 - Identificar e implementar métodos adequados contra as fontes dos
problemas ambientais identificados.
• PASSO 3 - Preparar normas provisórias; estender horizontalmente a outras áreas a
experiência criada no Passo 2, a partir de treinamentos de todos os envolvidos;
estabelecer um sistema de auto auditoria dos sistemas.
• PASSO 4 - Controle de substâncias químicas; economia de recursos; economia de
energia (subdividida em 7 passos).
• PASSO 5 - Estabelecer sistemas de suporte tais como contabilidade ambiental, sistema
operacional e sistema de informação.
• PASSO 6 - Estabelecer um sistema de redução da carga ambiental, dos riscos
ambientais e da carga ambiental na logística; procurar contratos ecológicos.
• PASSO 7 - Criação de uma planta modelo em termos ambientais.
A partir disto, a implementação do pilar em uma indústria permite a redução de perdas,
redução de resíduos, redução das fontes de poluição, eliminação das condições de acidentes

!!
!!
21!
ambientais potenciais, tornando-a protetora do meio ambiente, sendo um modelo global com
mais força competitiva no mercado.
!!!!!!!!!!!!!!!!!
!!
!!
22!
3. METODOLOGIA
3.1 EMPRESA ESTUDADA
A empresa na qual foi desenvolvido o presente trabalho é uma das maiores produtoras
de bens de consumo do mundo. Contendo mais de 400 marcas de produtos, e presente em 190
países, a empresa tem um forte impacto sobre o mundo, tomando medidas sustentáveis de
âmbito social e ambiental.
Por questões de confidencialidade, o nome da empresa estudada não será divulgado.
Assim, a empresa estudada será referida como ALFA.
3.2 MÉTODO DE PESQUISA
O presente trabalho foi desenvolvido do ponto de vista de seus procedimentos técnicos
como um estudo de caso, uma modalidade de pesquisa que realiza um histórico de um
fenômeno passado ou atual, incluindo dados provenientes da observação direta e entrevista das
pessoas envolvidas, assim como arquivos públicos ou privados (LEONARD-BARTON,
1990).
Para Meredith (1998) o estudo de caso tem 3 pontos fortes:
• O fenômeno pode ser estudado em seu ambiente natural, gerando uma teoria relevante
a partir do conhecimento adquirido da observação de práticas atuais.
• O método permite questionamentos (por quê, o que, como), que serão respondidos a
partir do completo conhecimento da natureza e complexidade do fenômeno.
• O estudo de caso se dedica a investigações iniciais e exploratórias, onde as variáveis
são desconhecidas, e o fenômeno não é completamente entendido.
Este estudo apresenta uma análise dos 3 passos da metodologia de WCM,
implementados em uma fábrica de sabonetes. Sendo que, após a coleta de dados, foi realizada
uma análise das relações entre as variáveis, para uma posterior determinação dos efeitos
resultantes no sistema.
!!
!!
23!
3.3 UNIVERSO (POPULAÇÃO E AMOSTRA)
!O universo de análise é uma fábrica de sabonetes localizada na região sudeste do
Brasil, sendo que o trabalho envolveu a implementação da metodologia em toda a área fabril,
contando com a ajuda dos membros do pilar de meio ambiente, composto por um coordenador
de utilidades, um coordenador de meio ambiente, uma analista de meio ambiente e um analista
de planejamento de manutenção de utilidades.
3.4 PASSOS DA METODOLOGIA
O pilar de Meio Ambiente da metodologia WCM é composto de 7 passos, sendo que
os 3 primeiros foram objetos de estudo do presente trabalho, sendo detalhados nos próximos
itens da metodologia.
3.4.1 PASSO 0
Primeiramente, deve ser adotada uma Política Ambiental na empresa, definida pela alta
administração. A Política Ambiental deve (ABNT, 2004):
• Ser apropriada aos impactos ambientais que podem ser gerados pelas atividades,
produtos e serviços da organização.
• Se comprometer com a melhoria contínua e prevenção da poluição.
• Se comprometer para estar de acordo com os requisitos ambientais.
• Estabelecer objetivos e metas ambientais.
• Ser documentada, implementada e mantida.
• Ser comunicada a todos pertencentes a organização.
• Estar disponível ao público.
!!
!!
24!
3.4.2 PASSO 1
3.4.2.1 ASPECTOS AMBIENTAIS
Como ponto inicial deste passo deve se identificar os elementos das atividades,
produtos ou serviços da organização que podem interagir com o meio ambiente, ou seja,
identificar os aspectos ambientais da organização. Alguns aspectos ambientais que podem
ser considerados são (ABNT, 2004):
• Emissões atmosféricas.
• Lançamentos em corpos d’agua.
• Lançamentos no solo.
• Uso de matérias-primas e recursos naturais.
• Uso de energia.
• Energia emitida (calor, vibração, radiação).
• Resíduos.
Dentre os aspectos ambientais identificados deve-se determinar os aspectos ambientais
que tenham ou possam ter impactos ambientais significativos para o meio ambiente
(ABNT, 2004).
3.4.2.2 LEGISLAÇÃO E DOCUMENTAÇÃO
Os aspectos ambientais devem ser documentados e continuamente atualizados, além de
serem levados em consideração na identificação dos requisitos legais (nacionais, estaduais,
municipais etc.) aplicáveis a eles, para estabelecimento, implementação e manutenção de
seu sistema de gestão ambiental. Além dos requisitos legais devem ser levados em
consideração aqueles que a organização pode subscrever, como acordos com autoridades
públicas ou clientes (ABNT, 2004).
!!
!!
25!
3.4.2.3 METAS E OBJETIVOS
A organização deve estabelecer, implementar e manter objetivos e metas ambientais
mensuráveis e coerentes com a política ambiental. Ao estabelecer os objetivos e metas a
organização deve considerar os requisitos legais a que deve estar de acordo, assim como
suas opções tecnológicas, requisitos financeiros, operacionais e comerciais (ABNT, 2004).
3.4.3 PASSO 2
O Passo 2 está relacionado às ações que devem ser tomadas contra as fontes de
contaminação. Assim, deve-se identificar métodos e implementar medidas contra as fontes
dos aspectos ambientais que tenham ou possam ter impactos ao meio ambiente (ALFA,
2015). Para este fim a organização deve estar atenta a alguns aspectos.
3.4.3.1 RECURSOS
Para implementar e melhorar o sistema de gestão ambiental a organização deve
assegurar a disponibilidade de recursos humanos habilitados e especializados, recursos
financeiros suficientes, infraestrutura e tecnologia adequadas (ABNT, 2004).
3.4.3.2 EMERGÊNCIAS AMBIENTAIS
A organização deve disponibilizar procedimentos para identificação de potenciais
situações de emergência e acidentes que possam ter impactos ambientais, e como deve ser
a resposta relacionada a eles (ABNT, 2004).
!!
!!
26!
3.4.4 PASSO 3
3.4.4.1 PROCEDIMENTOS OPERACIONAIS
A partir de uma associação das operações da organização com os aspectos ambientais
significativos (que causam impactos ambientais) identificados, a organização deve
assegurar que estas operações sejam realizadas de modo a controlar ou reduzir impactos
ambientais. Assim, devem ser implementados procedimentos operacionais ligados aos
aspectos ambientais de forma a controlar situações que possam acarretar desvios em
relação à sua política ambiental, objetivos e metas (ABNT, 2004).
3.4.4.2 AUDITORIA INTERNA
Um sistema de auditoria interna deve ser implementado na organização para verificar
se o sistema de gestão ambiental está sendo implementado de forma efetiva, em
conformidade com a Política Ambiental e requisitos legais, sendo mantido e atingido os
objetivos e metas estabelecidos (ABNT, 2004).
3.4.4.3 EXPANSÃO HORIZONTAL
A organização deve assegurar que as pessoas ligadas a organização de alguma forma
estejam conscientes da importância de estar em conformidade com a política ambiental e
requisitos legais, dos aspectos e impactos ambientais reais ou associados com seu trabalho
e dos benefícios ambientais provenientes da melhoria do desempenho pessoal, assim como
das consequências de não seguir os procedimentos especificados (ABNT, 2004).
!3.5 COLETA DE DADOS
! Em um estudo de caso é importante que mais de uma técnica de pesquisa seja utilizada,
afim de garantir a qualidade dos resultados obtidos. Assim, a coleta de dados envolveu:

!!
!!
27!
• Análise de documentos: foi realizada uma análise de todos os documentos relacionados
a implementação dos 3 primeiros passos da metodologia, como materiais de auditoria
de WCM, política ambiental da empresa, planilhas de aspectos e impactos ambientais,
relatórios de legislações ambientais, e procedimentos relacionados ao meio ambiente.
• Reuniões com os membros do pilar: foram realizadas reuniões com os membros do
pilar que inclui um coordenador de utilidades, um coordenador e uma analista de meio
ambiente, e um analista de manutenção, sendo que a autora deste trabalho, também, se
tornou um dos membros do pilar.
• Visitas à fábrica e outras infra estruturas relacionadas: foram realizadas visitas à
fábrica e infra estruturas relacionadas a ela, a fim de analisar a evolução do pilar e
eficácia das medidas de controle implementadas.
• Acompanhamento de auditorias: foram realizados acompanhamentos de auditorias de
WCM, não apenas na fábrica em que o estudo foi realizado, mas também em outras
que estão implementando a mesma metodologia.
3.6 ANÁLISE DE DADOS
Após a coleta de dados, estes foram examinados e organizados de acordo com o
melhor meio de visualização e interpretação dos mesmos.
Todos os métodos de coleta de dados foram realizados paralelamente. As informações
e explicações do que foi realizado em cada passo da metodologia, foram obtidas a partir do
estudo das apresentações de auditoria e reuniões com os membros do pilar. Sendo seguido de
uma análise detalhadas dos documentos (planilhas e procedimentos) provenientes da
implementação do passo em questão. Por fim, foi realizada uma observação analítica, do que
foi relatado e documentado, no próprio ambiente fabril. Este procedimento foi realizado para
cada um dos passos, a fim de um entendimento lógico e relato adequado dos passos
implementados na fábrica estudada.
!!
!!
28!
4. RESULTADOS E DISCUSSÕES
A empresa estudada, por ser uma multinacional produtora de alguns dos bens de
consumo de maior importância no mercado, já apresentava uma política ambiental antes da
metodologia ser implementada.
Com a política ambiental a empresa se compromete em estabelecer metas desafiadoras,
e providenciar recursos e treinamentos necessários para atingir resultados que garantam uma
melhora contínua no sistema de segurança, saúde, meio ambiente e qualidade. Além disso, a
empresa se compromete em atender todas as normas que se aplicam à ela, sendo a base para as
metas e objetivos determinadas pelo pilar de Meio Ambiente em cada passo da metodologia.
4.1 PASSO 0
Para o Passo 0, foi realizado um estudo do documento que apresenta a política
ambiental da empresa ALFA.
Especificamente com relação ao meio ambiente a política prevê a redução do consumo
de água e eletricidade, da geração de resíduos tanto sólidos quanto líquidos e da poluição
odorífera e sonora, mantendo uma relação de transparência e boas práticas com a comunidade
interna e externa à empresa.
Com isso, fica previsto que o pilar tem o compromisso de estar de acordo com todos os
comprometimentos da empresa na tomada de ações ao longo da metodologia.
4.2 PASSO 1
4.2.1 LEGISLAÇÃO E PADRÕES DA EMPRESA
O pilar de meio ambiente deve sempre cumprir os objetivos previstos na política
ambiental da empresa. Assim, deve se manter atualizado de qualquer alteração nas legislações
locais que se aplicam as atividades fabris realizadas. Deve se atentar também aos parâmetros
!!
!!
29!
presentes nas normas ou estabelecidos pela empresa, seguindo sempre aqueles que são mais
restritivos.
Para esta etapa do Passo 1 foi realizada uma reunião com um dos coordenadores de
Meio Ambiente, afim de entender como é realizado o controle das legislações que se aplicam a
empresa ALFA. A pesquisadora procurou questionar como a empresa determinava parâmetros
para adequar suas atividades caso estivessem resultando em algum impacto ambiental, e como
se mantinham atualizados sobre legislações e padrões novos.
Tomou-se conhecimento, então, que a empresa ALFA contrata uma empresa
terceirizada, BETA, que tem a responsabilidade de identificar, verificar e atualizar todas as
legislações federais, estaduais e municipais que se apliquem às atividades da fábrica de
sabonetes.
A partir desta informação foi realizada uma análise dos documentos providos pela
empresa BETA. As informações coletadas pela empresa BETA são inseridas em uma planilha
que fica à disposição da empresa ALFA. Esta planilha contém 7 campos:
• Documento: campo onde se encontra o link para acesso da legislação em questão.
• Ementa e Análise: campo que resume assuntos específicos tratados pela legislação.
• Obrigações e Recomendações: campo que contém todas as obrigações que devem ser
cumpridas pela empresa ALFA considerando a legislação analisada.
• Atendida: campo que indica a atual situação da lei, se foi atendida ou não.
• Evidências e Ações: campo que contém informações que comprovem o atendimento
aos requisitos legais em análise, ou um plano de ação para seu cumprimento.
• Responsáveis: campo destinado ao responsável pela a avaliação do atendimento ao
requisito.
• Controle das Verificações: campo com as datas da última e próxima verificação do
atendimento aos requisitos legais.
Para que fosse possível identificar as legislações que se aplicam à empresa ALFA, o
time de Meio Ambiente teve de responder a um questionário, fornecendo informações
relacionadas a:
• Atividades da indústria.
• Localização da indústria.
!!
!!
30!
• Instalações, como ambulatórios e refeitórios.
• Equipamentos, como caldeiras e vasos de pressão.
• Captação de água.
• Geração e tratamento de efluentes.
• Flora, fauna e áreas protegidas.
• Emissões atmosféricas.
• Geração, armazenamento e destino de resíduos sólidos.
Com isso, a empresa BETA fornece a ALFA uma ampla abordagem de legislações
com as quais deve estar de acordo, e que caso não esteja realize um plano de ação para se
adequar aos parâmetros vigentes.
4.2.2 ASPECTOS AMBIENTAIS
A documentação sobre os aspectos ambientais das atividades da fábrica é de grande
importância e serviu de base para a tomada de decisões do pilar. Para melhor entendimento de
como foi realizada esta documentação, a pesquisadora entrou em contato com a analista de
Meio Ambiente, que é a autora do procedimento que dita os passos para a realização da
listagem das atividades da fábrica relacionadas a aspectos ambientais. A analista realizou uma
explicação da estrutura da planilha, que relaciona atividades, serviços e produtos fabris, a
aspectos e impactos ambientais, e forneceu o procedimento criado, assim como a própria
planilha. Esta planilha deve ser atualizada periodicamente pelo time de Manufatura da fábrica,
com novas atividades, serviços e produtos, que são relacionadas a algum aspecto ambiental.
A planilha é estruturada em 2 partes: descrição da atividade e significância potencial.
4.2.2.1 DESCRIÇÃO DA ATIVIDADE
Primeiramente, é realizada a indicação da subárea, divisões pelas quais as áreas estão
organizadas e identificadas (A, B, C), da atividade ou equipamento em análise. Cada processo,
atividade, produto ou serviço está relacionado a um aspecto ambiental, como consumo de
!!
!!
31!
energia elétrica, consumo de água, geração de resíduo, geração de odor e emissão atmosférica.
O aspecto pode, então, ser classificado de acordo com a sua situação:
• Normal (N): quando é gerado em situações rotineiras de operação.
• Anormal (A): aquele gerado em situações anormais de processo, e que não há
necessidade de acionar o plano de ação de emergencial (PAE).
• Emergencial (E): aquele gerado em situações de acidente ambiente, em que há a
necessidade de acionar o PAE.
4.2.2.2 SIGNIFICÂNCIA POTENCIAL
Na planilha é, também, determinada a significância potencial, que representa a
significância do aspecto e impacto ambiental se medidas de controle, como procedimentos,
treinamentos, medições, sinalizações, infra estrutura, não forem implementadas.
Para determinar a significância dos aspectos e impactos ambientais analisados, foram
considerados 4 parâmetros:
• Escala: se refere a amplitude do impacto ambiental, podendo ser:
⇒ Interna (1): o impacto ambiental ocorre dentro dos limites da empresa ALFA.
⇒ Externa (2): o impacto ambiental ocorre fora dos limites da empresa ALFA.
• Gravidade: se refere ao grau dos danos que podem ser gerados pelo impacto ambiental,
sendo que a gravidade pode ser classificada como:
⇒ Baixa (1): quando o impacto é de fácil reparação, não comprometendo de
forma significativa o meio ambiente ou saúde pública, e não gerando incômodo
ao homem.
⇒ Média (2): quando o impacto apresenta certo grau de dificuldade de reparação,
podendo causar algum dano ao meio ambiente ou a saúde pública, e gerar
algum incômodo ao homem.
⇒ Alta (3): quando o impacto é de difícil reparação, comprometendo de forma
significativa o meio ambiente ou saúde pública, e gerando incômodo ao
homem.
• Frequência: se refere a probabilidade do impacto ambiental ocorrer, em situações
normais, anormais ou emergenciais, podendo ser:

!!
!!
32!
⇒ Baixa (1): para situações normais ou anormais o aspecto ambiental tem uma
frequência baixa quando ocorre anualmente. Já para situações emergenciais a
frequência é considerada baixa quando o aspecto é considerado improvável não
tendo ocorrido nos últimos dois anos.
⇒ Média (2): para situações normais ou anormais o aspecto ambiental tem uma
frequência média quando ocorre mensalmente. Já para situações emergenciais a
frequência é considerada média quando o aspecto é considerado pouco
provável tendo ocorrido uma vez últimos dois anos.
⇒ Alta (3): para situações normais ou anormais o aspecto ambiental tem uma
frequência alta quando ocorre semanalmente ou diariamente. Já para situações
emergenciais a frequência é considerada alta quando o aspecto é considerado
provável tendo ocorrido mais de uma vez últimos dois anos.
• Partes Interessadas (sim ou não): se refere a ocorrência de demandas de partes
interessadas internas ou externas a empresa ALFA, como reclamações críticas, ações
judiciais ou notificações de órgãos ambientais.
Levando em consideração os parâmetros descritos foi determinado se o aspecto e
impacto ambiental é:
• Não significativo (NS): se a soma dos parâmetros escala, gravidade e frequência, for
menor ou igual a 6, a gravidade for menor que 3, ou não houverem partes interessadas,
o impacto é considerado com certa relevância ambiental, porém com baixa criticidade.
• Significativo (S): se a soma dos parâmetros escala, gravidade e frequência, for maior
que 6, a gravidade for igual a 3, ou houverem partes interessadas, o impacto é
considerado ambientalmente relevante e crítico.
4.2.3 ANÁLISE CRÍTICA DOS ASPECTOS AMBIENTAIS
Após a análise de todos as atividades, serviços e produtos da fábrica, apontando os
aspectos e impactos ambientais de cada um deles, os resultados foram estratificados de forma
a determinar o aspecto ambiental de maior ocorrência na fábrica de sabonetes.
!!
!!
33!
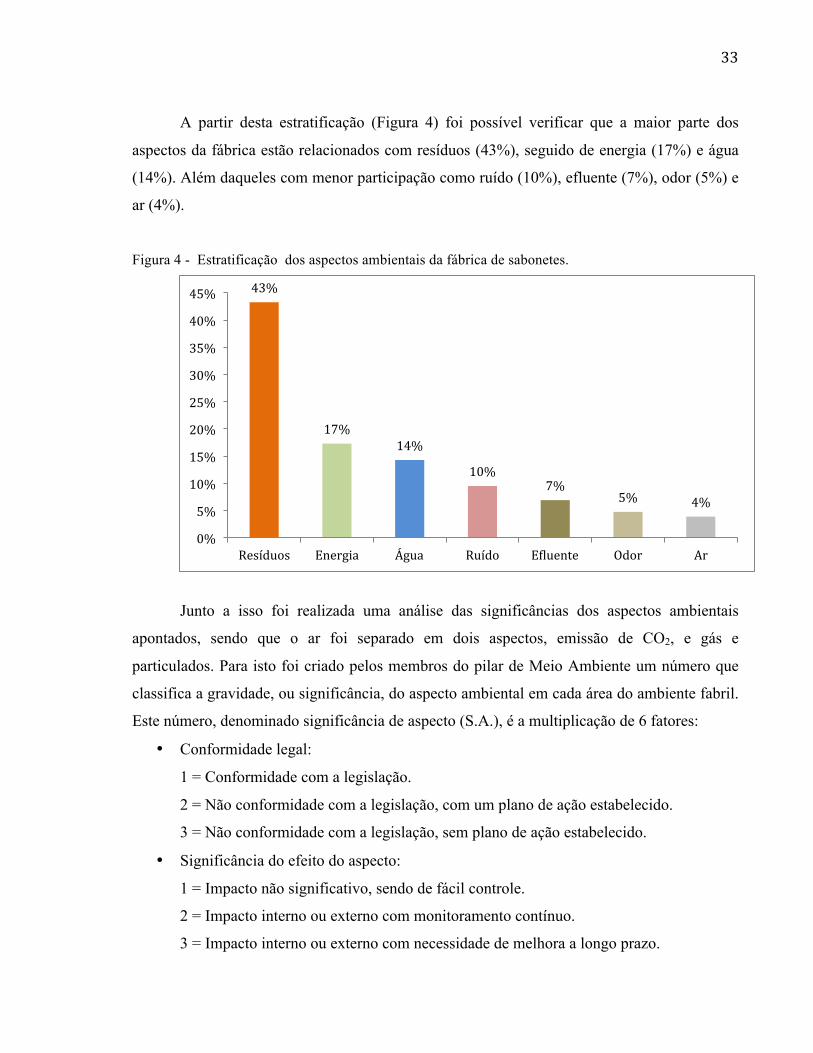
A partir desta estratificação (Figura 4) foi possível verificar que a maior parte dos
aspectos da fábrica estão relacionados com resíduos (43%), seguido de energia (17%) e água
(14%). Além daqueles com menor participação como ruído (10%), efluente (7%), odor (5%) e
ar (4%).
Figura 4 - Estratificação dos aspectos ambientais da fábrica de sabonetes.
!
Junto a isso foi realizada uma análise das significâncias dos aspectos ambientais
apontados, sendo que o ar foi separado em dois aspectos, emissão de CO2, e gás e
particulados. Para isto foi criado pelos membros do pilar de Meio Ambiente um número que
classifica a gravidade, ou significância, do aspecto ambiental em cada área do ambiente fabril.
Este número, denominado significância de aspecto (S.A.), é a multiplicação de 6 fatores:
• Conformidade legal:
1 = Conformidade com a legislação.
2 = Não conformidade com a legislação, com um plano de ação estabelecido.
3 = Não conformidade com a legislação, sem plano de ação estabelecido.
• Significância do efeito do aspecto:
1 = Impacto não significativo, sendo de fácil controle.
2 = Impacto interno ou externo com monitoramento contínuo.
3 = Impacto interno ou externo com necessidade de melhora a longo prazo.
43%!
17%!14%!
10%!7%!
5%! 4%!
0%!5%!10%!15%!20%!25%!30%!35%!40%!45%!
Resíduos! Energia! Água! Ruído! EAluente! Odor! Ar!
!!
!!
34!
4 = Impacto interno ou externo com necessidade de melhora a curto prazo.
5 = Impacto interno ou externo com necessidade de ação imediata.
• Quantidade de consumo ambiental:
1 = 0% - 5% de consumo.
2 = 6% - 10% de consumo.
3 = 11% - 15% de consumo.
4 = 16% - 20% de consumo.
5 = acima de 20% de consumo.
• Frequência:
1 = Uma vez por semana.
2 = Mais de uma vez por semana.
3 = Uma vez ao dia.
4 = Mais de uma vez ao dia.
5 = Continuamente.
• Impacto:
1 = Fábrica (Interno).
2 = Local (Externo).
3 = Global (Externo).
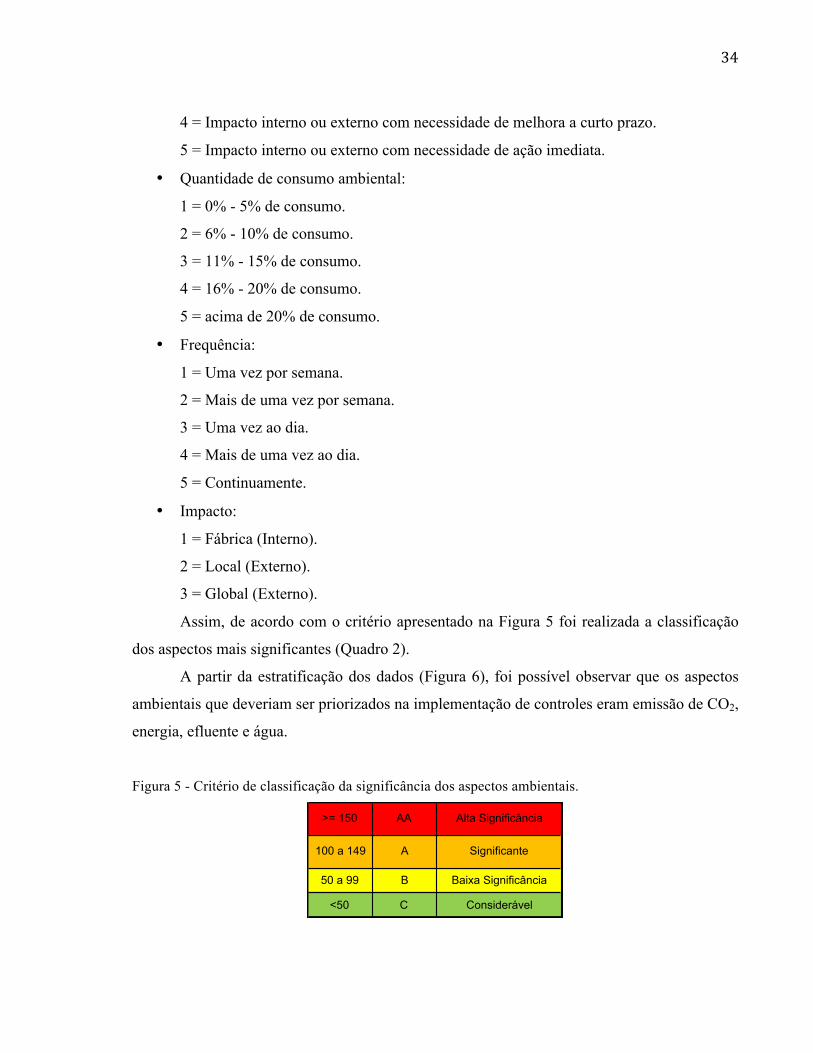
Assim, de acordo com o critério apresentado na Figura 5 foi realizada a classificação
dos aspectos mais significantes (Quadro 2).
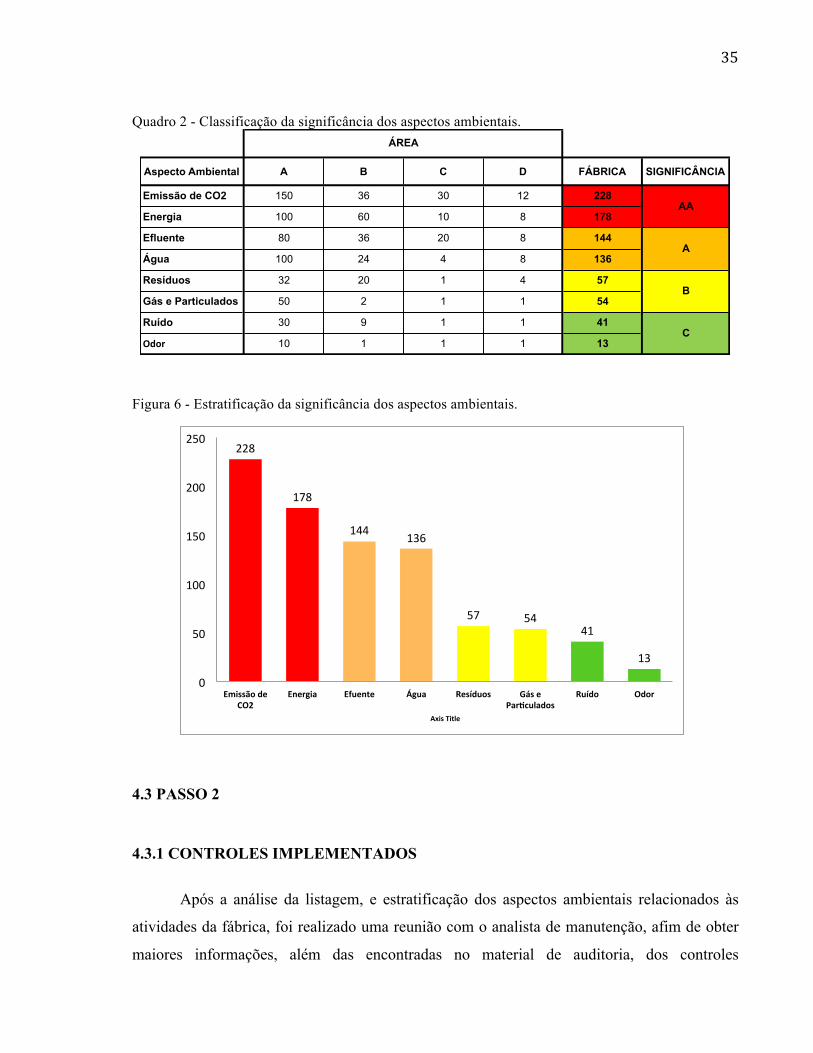
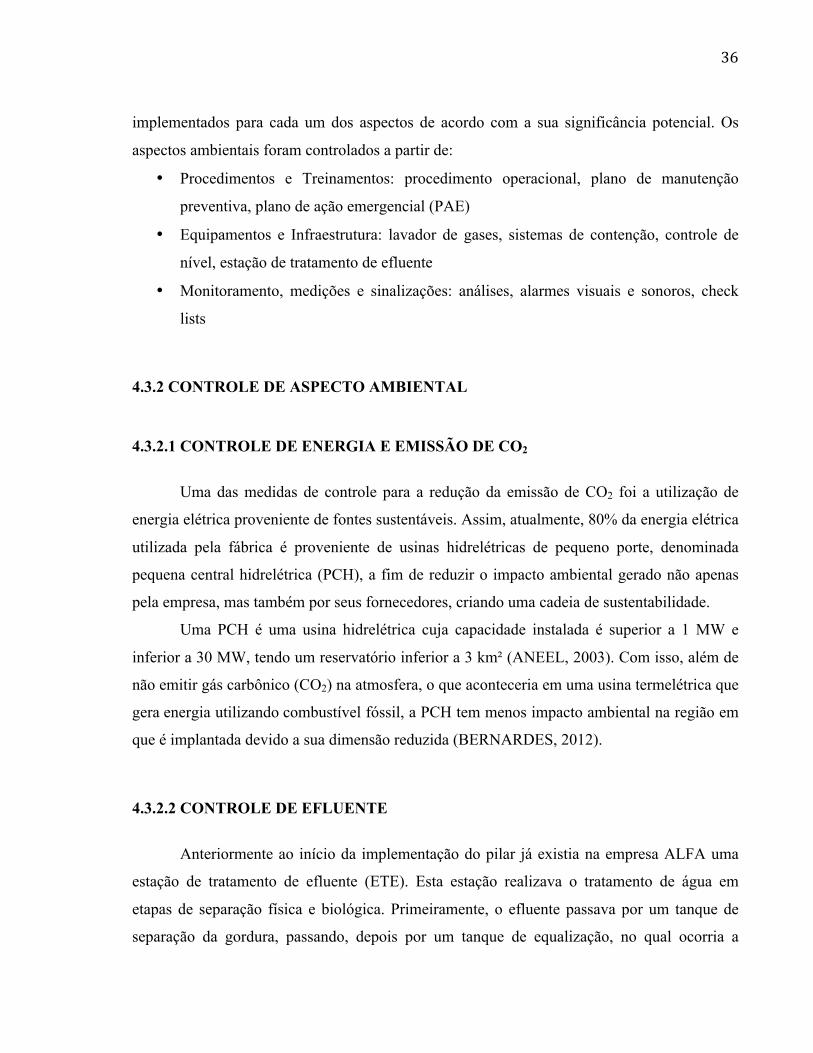
A partir da estratificação dos dados (Figura 6), foi possível observar que os aspectos
ambientais que deveriam ser priorizados na implementação de controles eram emissão de CO2,
energia, efluente e água.
Figura 5 - Critério de classificação da significância dos aspectos ambientais.
>= 150 AA Alta Significância
100 a 149 A Significante
50 a 99 B Baixa Significância
<50 C Considerável
!!
!!
35!
Quadro 2 - Classificação da significância dos aspectos ambientais.
Figura 6 - Estratificação da significância dos aspectos ambientais.
4.3 PASSO 2
4.3.1 CONTROLES IMPLEMENTADOS
Após a análise da listagem, e estratificação dos aspectos ambientais relacionados às
atividades da fábrica, foi realizado uma reunião com o analista de manutenção, afim de obter
maiores informações, além das encontradas no material de auditoria, dos controles
Aspecto Ambiental A B C D FÁBRICA SIGNIFICÂNCIA
Emissão de CO2 150 36 30 12 228
Energia 100 60 10 8 178
Efluente 80 36 20 8 144
Água 100 24 4 8 136
Resíduos 32 20 1 4 57
Gás e Particulados 50 2 1 1 54
Ruído 30 9 1 1 41
Odor 10 1 1 1 13
ÁREA
AA
A
B
C
228#
178#
144# 136#
57# 54#41#
13#
0#
50#
100#
150#
200#
250#
Emissão'de'CO2'
Energia' Efuente' Água' Resíduos' Gás'e'Par:culados'
Ruído' Odor'
Axis'Title'
!!
!!
36!
implementados para cada um dos aspectos de acordo com a sua significância potencial. Os
aspectos ambientais foram controlados a partir de:
• Procedimentos e Treinamentos: procedimento operacional, plano de manutenção
preventiva, plano de ação emergencial (PAE)
• Equipamentos e Infraestrutura: lavador de gases, sistemas de contenção, controle de
nível, estação de tratamento de efluente
• Monitoramento, medições e sinalizações: análises, alarmes visuais e sonoros, check
lists
4.3.2 CONTROLE DE ASPECTO AMBIENTAL
4.3.2.1 CONTROLE DE ENERGIA E EMISSÃO DE CO2
Uma das medidas de controle para a redução da emissão de CO2 foi a utilização de
energia elétrica proveniente de fontes sustentáveis. Assim, atualmente, 80% da energia elétrica
utilizada pela fábrica é proveniente de usinas hidrelétricas de pequeno porte, denominada
pequena central hidrelétrica (PCH), a fim de reduzir o impacto ambiental gerado não apenas
pela empresa, mas também por seus fornecedores, criando uma cadeia de sustentabilidade.
Uma PCH é uma usina hidrelétrica cuja capacidade instalada é superior a 1 MW e
inferior a 30 MW, tendo um reservatório inferior a 3 km² (ANEEL, 2003). Com isso, além de
não emitir gás carbônico (CO2) na atmosfera, o que aconteceria em uma usina termelétrica que
gera energia utilizando combustível fóssil, a PCH tem menos impacto ambiental na região em
que é implantada devido a sua dimensão reduzida (BERNARDES, 2012).
4.3.2.2 CONTROLE DE EFLUENTE
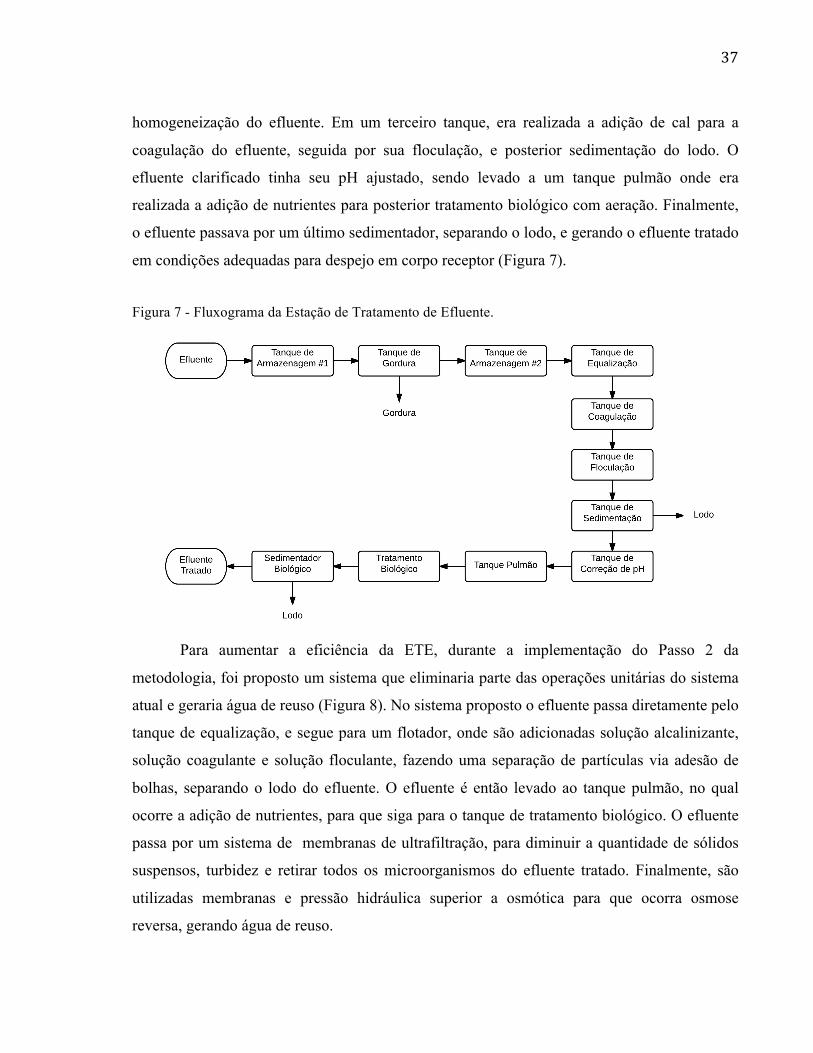
Anteriormente ao início da implementação do pilar já existia na empresa ALFA uma
estação de tratamento de efluente (ETE). Esta estação realizava o tratamento de água em
etapas de separação física e biológica. Primeiramente, o efluente passava por um tanque de
separação da gordura, passando, depois por um tanque de equalização, no qual ocorria a
!!
!!
37!
homogeneização do efluente. Em um terceiro tanque, era realizada a adição de cal para a
coagulação do efluente, seguida por sua floculação, e posterior sedimentação do lodo. O
efluente clarificado tinha seu pH ajustado, sendo levado a um tanque pulmão onde era
realizada a adição de nutrientes para posterior tratamento biológico com aeração. Finalmente,
o efluente passava por um último sedimentador, separando o lodo, e gerando o efluente tratado
em condições adequadas para despejo em corpo receptor (Figura 7).
Figura 7 - Fluxograma da Estação de Tratamento de Efluente.
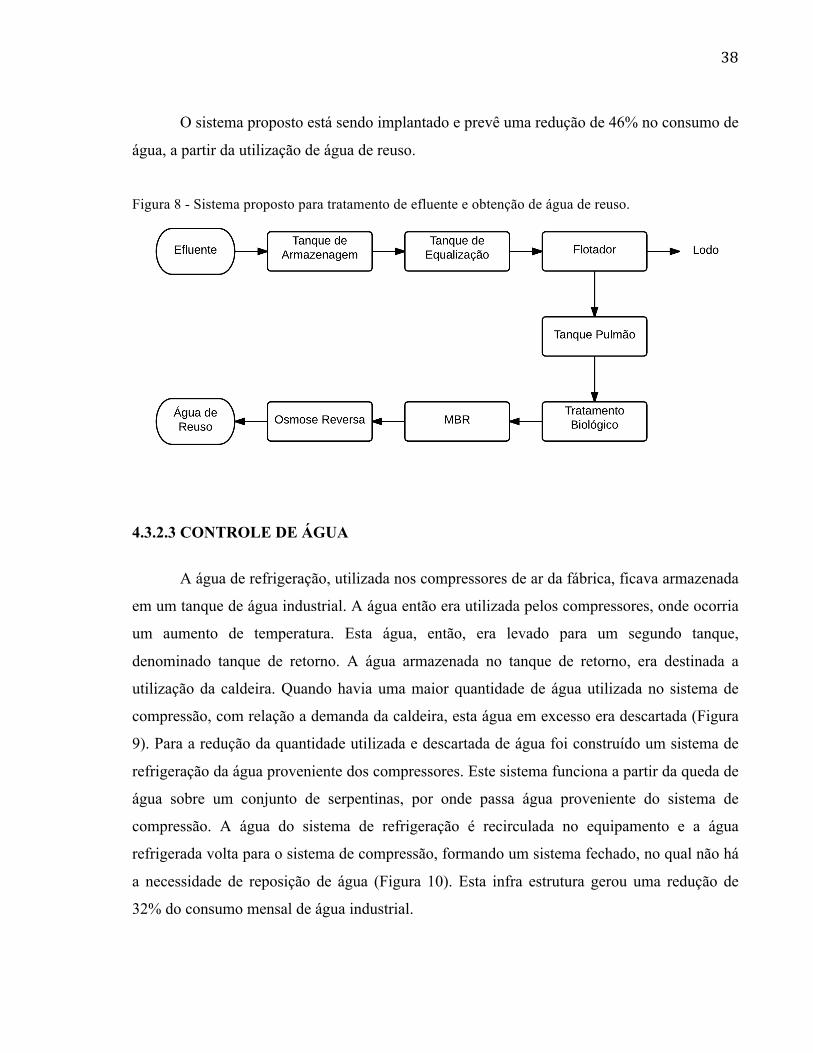
Para aumentar a eficiência da ETE, durante a implementação do Passo 2 da
metodologia, foi proposto um sistema que eliminaria parte das operações unitárias do sistema
atual e geraria água de reuso (Figura 8). No sistema proposto o efluente passa diretamente pelo
tanque de equalização, e segue para um flotador, onde são adicionadas solução alcalinizante,
solução coagulante e solução floculante, fazendo uma separação de partículas via adesão de
bolhas, separando o lodo do efluente. O efluente é então levado ao tanque pulmão, no qual
ocorre a adição de nutrientes, para que siga para o tanque de tratamento biológico. O efluente
passa por um sistema de membranas de ultrafiltração, para diminuir a quantidade de sólidos
suspensos, turbidez e retirar todos os microorganismos do efluente tratado. Finalmente, são
utilizadas membranas e pressão hidráulica superior a osmótica para que ocorra osmose
reversa, gerando água de reuso.
!!
!!
38!
O sistema proposto está sendo implantado e prevê uma redução de 46% no consumo de
água, a partir da utilização de água de reuso.
Figura 8 - Sistema proposto para tratamento de efluente e obtenção de água de reuso.
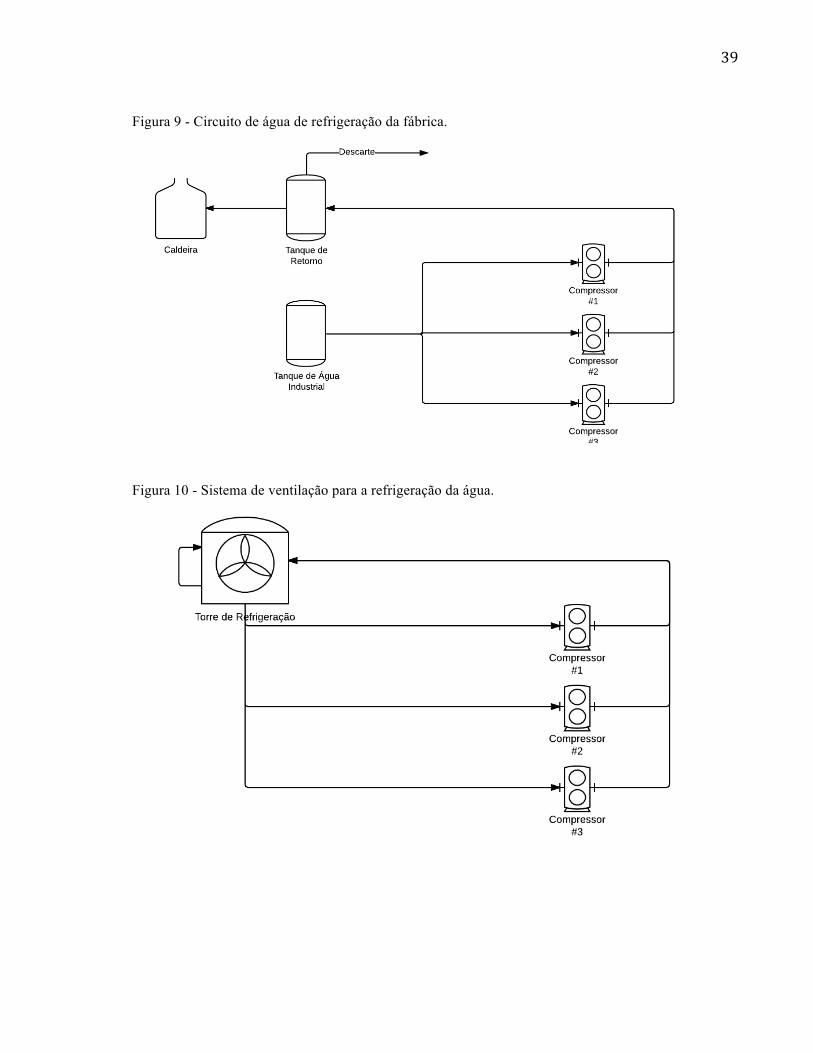
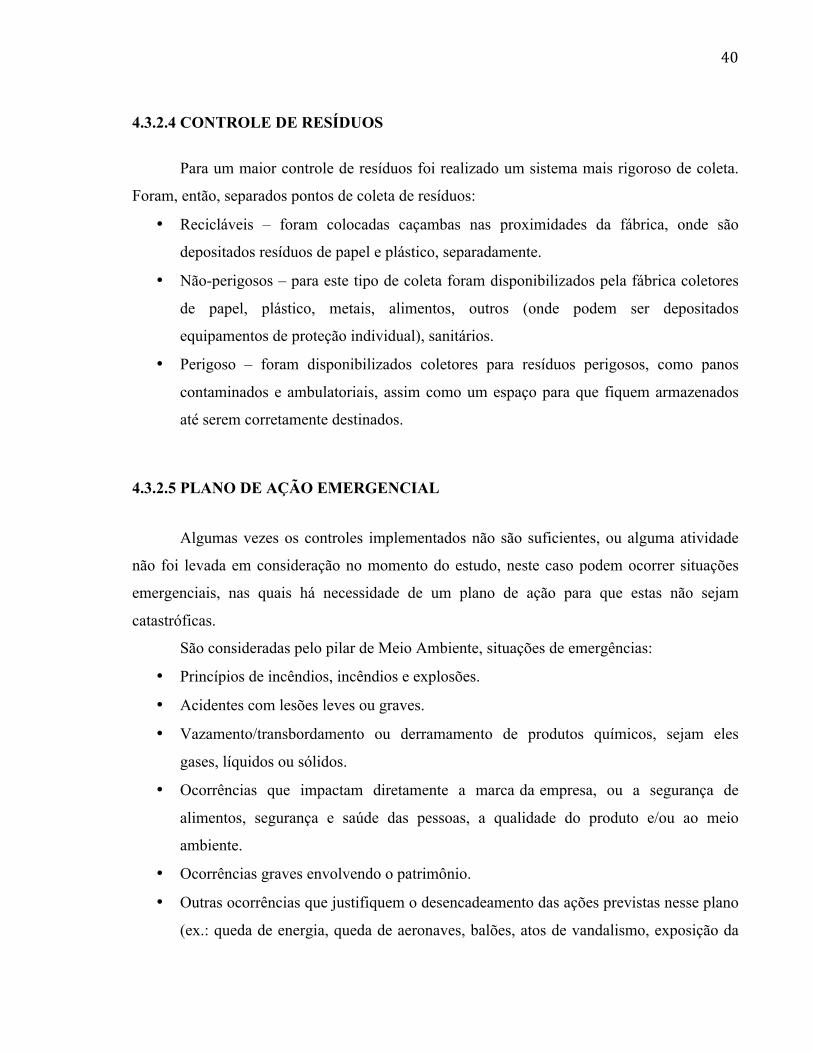
4.3.2.3 CONTROLE DE ÁGUA
A água de refrigeração, utilizada nos compressores de ar da fábrica, ficava armazenada
em um tanque de água industrial. A água então era utilizada pelos compressores, onde ocorria
um aumento de temperatura. Esta água, então, era levado para um segundo tanque,
denominado tanque de retorno. A água armazenada no tanque de retorno, era destinada a
utilização da caldeira. Quando havia uma maior quantidade de água utilizada no sistema de
compressão, com relação a demanda da caldeira, esta água em excesso era descartada (Figura
9). Para a redução da quantidade utilizada e descartada de água foi construído um sistema de
refrigeração da água proveniente dos compressores. Este sistema funciona a partir da queda de
água sobre um conjunto de serpentinas, por onde passa água proveniente do sistema de
compressão. A água do sistema de refrigeração é recirculada no equipamento e a água
refrigerada volta para o sistema de compressão, formando um sistema fechado, no qual não há
a necessidade de reposição de água (Figura 10). Esta infra estrutura gerou uma redução de
32% do consumo mensal de água industrial.
!!
!!
39!
Figura 9 - Circuito de água de refrigeração da fábrica.
Figura 10 - Sistema de ventilação para a refrigeração da água.
!!
!!
40!
4.3.2.4 CONTROLE DE RESÍDUOS
Para um maior controle de resíduos foi realizado um sistema mais rigoroso de coleta.
Foram, então, separados pontos de coleta de resíduos:
• Recicláveis – foram colocadas caçambas nas proximidades da fábrica, onde são
depositados resíduos de papel e plástico, separadamente.
• Não-perigosos – para este tipo de coleta foram disponibilizados pela fábrica coletores
de papel, plástico, metais, alimentos, outros (onde podem ser depositados
equipamentos de proteção individual), sanitários.
• Perigoso – foram disponibilizados coletores para resíduos perigosos, como panos
contaminados e ambulatoriais, assim como um espaço para que fiquem armazenados
até serem corretamente destinados.
4.3.2.5 PLANO DE AÇÃO EMERGENCIAL
Algumas vezes os controles implementados não são suficientes, ou alguma atividade
não foi levada em consideração no momento do estudo, neste caso podem ocorrer situações
emergenciais, nas quais há necessidade de um plano de ação para que estas não sejam
catastróficas.
São consideradas pelo pilar de Meio Ambiente, situações de emergências:
• Princípios de incêndios, incêndios e explosões.
• Acidentes com lesões leves ou graves.
• Vazamento/transbordamento ou derramamento de produtos químicos, sejam eles
gases, líquidos ou sólidos.
• Ocorrências que impactam diretamente a marca da empresa, ou a segurança de
alimentos, segurança e saúde das pessoas, a qualidade do produto e/ou ao meio
ambiente.
• Ocorrências graves envolvendo o patrimônio.
• Outras ocorrências que justifiquem o desencadeamento das ações previstas nesse plano
(ex.: queda de energia, queda de aeronaves, balões, atos de vandalismo, exposição da
!!
!!
41!
imagem da empresa, roubo, ações terroristas, vendavais, terremotos e outras catástrofes
naturais).
Assim,!foi realizado pelo time de Meio Ambiente, juntamente com o time de
segurança, um plano de ação emergencial, com o objetivo de:
• Estabelecer critérios e definir procedimentos a serem executados pelos funcionários em
situações de emergência.
• Estabelecer e manter procedimentos para atender as situações de emergência,
combatendo ou reduzindo os impactos que possam estar associados a elas.
• Garantir a segurança dos funcionários e comunidade, assim como a preservação do
meio ambiente e patrimônio público e privado na área de influência da empresa.
• Fornecer a todos os funcionários as orientações relativas às situações de emergência.
4.4 PASSO 3 !4.4.1 PROCEDIMENTOS OPERACIONAIS
A partir da identificação das operações da fábrica que estão ligadas a algum aspecto
ambiental gerando impactos ambientais, foram implementados procedimentos operacionais de
forma a controlar situações que possam acarretar desvios em relação à sua política ambiental,
objetivos e metas. O time de Meio Ambiente mostrou a autora durante a reunião uma parte
destes procedimentos, assim como o local de armazenagem da documentação. Todos os
procedimentos estão armazenados na própria rede da empresa ALFA e em um sistema de
armazenagem de procedimentos, ISO MANAGER.
4.4.2 AUDITORIA INTERNA
Durante a reunião para melhor entendimento do Passo 3, foi abordado o sistema de
auditoria interna, realizado a partir de observações comportamentais, com foco em meio
ambiente, de todos os envolvidos na fábrica. Assim, a liderança (diretor, gerentes,
coordenadores e analistas) tem o dever de realizar estas observações com certa periodicidade,
!!
!!
42!
enquanto a operação tem a tarefa de rotineiramente analisar e reportar anomalias ambientais
da fábrica. Com isso, o sistema de auditoria interna tem como objetivos:
• Identificar e corrigir desvios.
• Evitar acidentes e incidentes ambientais.
• Identificar os pontos fortes e oportunidades de melhoria.
• Comunicar e esclarecer os padrões de meio ambiente.
• Promove interação da liderança com as atividades do campo.
A observação comportamental está dividida em 5 categorias:
A) Gestão de resíduos – nesta categoria deve-se analisar:
⇒ Se as áreas possuem coletores para armazenar os resíduos.
⇒ Se os coletores estão corretamente identificados.
⇒ Se as áreas estão limpas e organizadas.
⇒ Se as pessoas que se encontram na área sabem a quem recorrer em caso de dúvidas ou
problemas relacionados ao meio ambiente.
B) Gestão de produtos químicos – nesta categoria deve-se analisar:
⇒ Se os produtos químicos estão armazenados em local adequado.
⇒ Se os produtos químicos estão em recipientes adequados.
⇒ Se os produtos químicos estão identificados com diamante de Hommel.
⇒ Se as pessoas são treinadas para atuar corretamente em situações emergenciais.
C) Atendimento a procedimentos e instruções de trabalho – nesta categoria deve-se analisar:
⇒ Gestão de energia – se é possível desligar equipamentos, iluminação e outras utilidades
na área quando não estiver sendo utilizada.
⇒ Gestão de produtos químicos – se os funcionários sabem que devem armazenar
produtos químicos em armários corta-fogo, e que devem utilizar luvas para manipular
estes produtos.
⇒ Gestão de resíduos – se os funcionários sabem o correto destino de cada resíduo
gerado.
D) Sistemas e equipamentos – nesta categoria deve-se analisar:
⇒ Se a iluminação.
⇒ Se as linhas de vapor têm isolamento térmico adequado e vazamento.
!!
!!
43!
⇒ Se o local tem muitas partículas suspensas (poeira) e a sua procedência.
⇒ Se a área tem vazamento de óleo térmico, água, ar comprimido, vapor etc.
E) Participação de pessoas – nesta categoria deve-se analisar:
⇒ O envolvimento do funcionário.
⇒ Se as orientações estabelecidas com relação ao meio ambiente são seguidas.
⇒ Se há sugestões de melhorias relacionados ao meio ambiente.
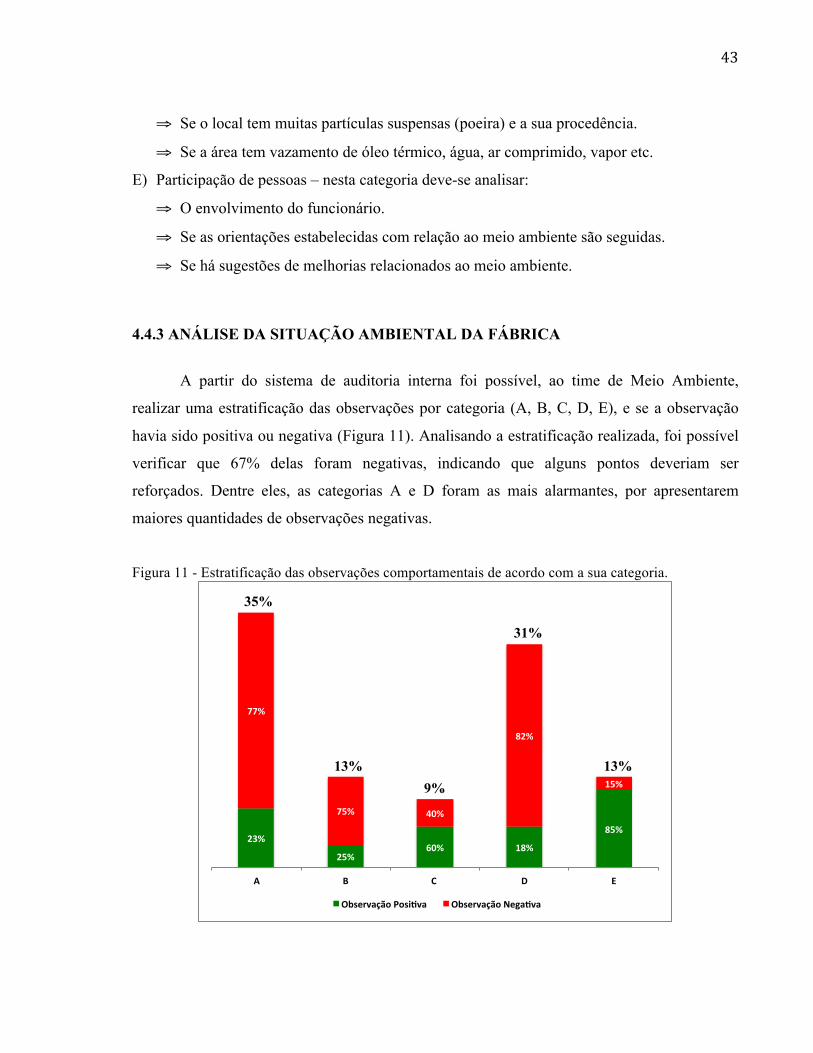
4.4.3 ANÁLISE DA SITUAÇÃO AMBIENTAL DA FÁBRICA !
A partir do sistema de auditoria interna foi possível, ao time de Meio Ambiente,
realizar uma estratificação das observações por categoria (A, B, C, D, E), e se a observação
havia sido positiva ou negativa (Figura 11). Analisando a estratificação realizada, foi possível
verificar que 67% delas foram negativas, indicando que alguns pontos deveriam ser
reforçados. Dentre eles, as categorias A e D foram as mais alarmantes, por apresentarem
maiores quantidades de observações negativas.
Figura 11 - Estratificação das observações comportamentais de acordo com a sua categoria.
23%$
25%$60%$ 18%$
85%$
77%$
75%$ 40%$
82%$
15%$
A$ B$ C$$ D$ E$
Observação$Posi=va$ Observação$Nega=va$
35%
13% 9%
31%
13%

!!
!!
44!
4.4.4 PLANO DE AÇÃO CONSIDERANDO A AUDITORIA INTERNA
O time de Meio Ambiente reforçou, então, que após os resultados obtidos no sistema
de auditoria interna, algumas ações foram tomadas com relação a resíduos (categoria A) e
sistemas e equipamentos (categoria D):
a) Treinamento sobre resíduos para todos os funcionários da fábrica – foi realizado um
treinamento sobre gestão de resíduos, com relação a correta separação de resíduos,
para destino adequado, e sua importância para o meio ambiente.
b) Identificação dos coletores clara e objetiva: em cada coletor foi colocada uma
identificação com ilustrações e legendas indicando quais os resíduos poderiam ser
descartados (Figura 12).
Figura 12 - Identificação de resíduos para coletores.
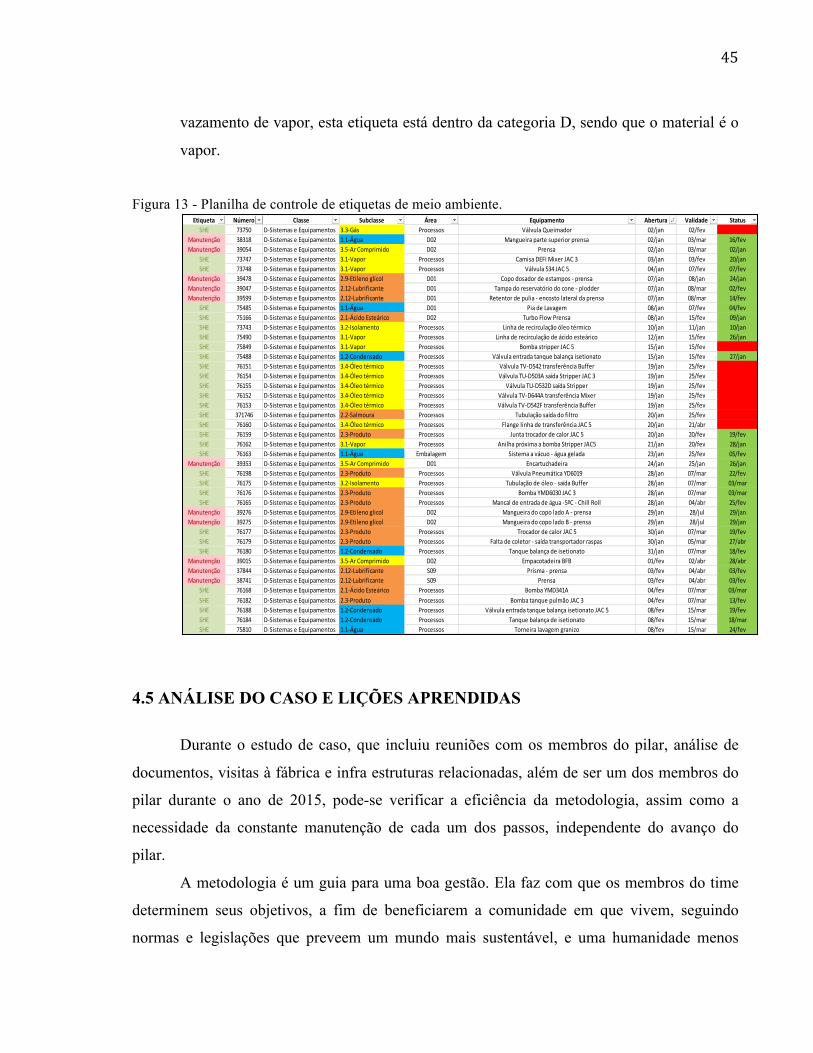
c) Gestão de etiquetas: foi criado um sistema de gestão de etiquetas pela própria autora
(Figura 13). Neste sistema são analisadas etiquetas de manutenção e segurança, sendo
aquelas que estão relacionadas a meio ambiente colocadas na planilha. As etiquetas são
classificadas de acordo com sua categoria do sistema de auditoria interna, ao material
referente, área, equipamento, data de abertura, data de validade e seu status (resolvida
ou não resolvida). Por exemplo, foi aberta uma etiqueta de segurança referente a um
!!
!!
45!
vazamento de vapor, esta etiqueta está dentro da categoria D, sendo que o material é o
vapor.
Figura 13 - Planilha de controle de etiquetas de meio ambiente.
4.5 ANÁLISE DO CASO E LIÇÕES APRENDIDAS
Durante o estudo de caso, que incluiu reuniões com os membros do pilar, análise de
documentos, visitas à fábrica e infra estruturas relacionadas, além de ser um dos membros do
pilar durante o ano de 2015, pode-se verificar a eficiência da metodologia, assim como a
necessidade da constante manutenção de cada um dos passos, independente do avanço do
pilar.
A metodologia é um guia para uma boa gestão. Ela faz com que os membros do time
determinem seus objetivos, a fim de beneficiarem a comunidade em que vivem, seguindo
normas e legislações que preveem um mundo mais sustentável, e uma humanidade menos
Atualizado*em: 07/05/2015
Etiqueta Número Classe Subclasse Área* Equipamento Abertura Validade* Status Responsável*por*AberturaSHE 73750 D)Sistemas0e0Equipamentos 3.3)Gás Processos Válvula0Queimador 02/jan 02/fev Marcelo0Andreotti
Manutenção 38318 D)Sistemas0e0Equipamentos 1.1)Água D02 Mangueira0parte0superior0prensa 02/jan 03/mar 16/fev José0Custódio0da0SilvaManutenção 39054 D)Sistemas0e0Equipamentos 3.5)Ar0Comprimido D02 Prensa 02/jan 03/mar 02/jan José0Custódio0da0Silva
SHE 73747 D)Sistemas0e0Equipamentos 3.1)Vapor Processos Camisa0DEFI0Mixer0JAC03 03/jan 03/fev 20/jan Marcelo0AndreottiSHE 73748 D)Sistemas0e0Equipamentos 3.1)Vapor Processos Válvula05340JAC05 04/jan 07/fev 07/fev Marcelo0Andreotti
Manutenção 39478 D)Sistemas0e0Equipamentos 2.9)Etileno0glicol D01 Copo0dosador0de0estampos0)0prensa 07/jan 08/jan 24/jan Iris0da0Silva0AlvarengaManutenção 39047 D)Sistemas0e0Equipamentos 2.12)Lubrificante D01 Tampa0do0reservatório0do0cone0)0plodder 07/jan 08/mar 02/fev André0Luis0LopesManutenção 39599 D)Sistemas0e0Equipamentos 2.12)Lubrificante D01 Retentor0de0pulia0)0encosto0lateral0da0prensa 07/jan 08/mar 14/fev Iris0da0Silva0Alvarenga
SHE 75485 D)Sistemas0e0Equipamentos 1.1)Água D01 Pia0de0Lavagem 08/jan 07/fev 04/fev José0Eduardo0GomesSHE 75166 D)Sistemas0e0Equipamentos 2.1)Ácido0Esteárico D02 Turbo0Flow0Prensa 08/jan 15/fev 09/jan José0Custódio0da0SilvaSHE 73743 D)Sistemas0e0Equipamentos 3.2)Isolamento Processos Linha0de0recirculação0óleo0térmico 10/jan 11/jan 10/jan Ricardo0DiasSHE 75490 D)Sistemas0e0Equipamentos 3.1)Vapor Processos Linha0de0recirculação0de0ácido0esteárico 12/jan 15/fev 26/jan Robson0José0SaraivaSHE 75849 D)Sistemas0e0Equipamentos 3.1)Vapor Processos Bomba0stripper0JAC05 15/jan 15/fev Agostinho0Gabriel0de0PaivaSHE 75488 D)Sistemas0e0Equipamentos 1.2)Condensado Processos Válvula0entrada0tanque0balança0isetionato 15/jan 15/fev 27/jan Agostinho0Gabriel0de0PaivaSHE 76151 D)Sistemas0e0Equipamentos 3.4)Óleo0térmico Processos Válvula0TV)D5420transferência0Buffer 19/jan 25/fev José0Eduardo0GomesSHE 76154 D)Sistemas0e0Equipamentos 3.4)Óleo0térmico Processos Válvula0TU)D503A0saída0Stripper0JAC03 19/jan 25/fev José0Eduardo0GomesSHE 76155 D)Sistemas0e0Equipamentos 3.4)Óleo0térmico Processos Válvula0TU)D532D0saída0Stripper 19/jan 25/fev José0Eduardo0GomesSHE 76152 D)Sistemas0e0Equipamentos 3.4)Óleo0térmico Processos Válvula0TV)D644A0transferência0Mixer 19/jan 25/fev José0Eduardo0GomesSHE 76153 D)Sistemas0e0Equipamentos 3.4)Óleo0térmico Processos Válvula0TV)D542F0transferência0Buffer 19/jan 25/fev José0Eduardo0GomesSHE 371746 D)Sistemas0e0Equipamentos 2.2)Salmoura Processos Tubulação0saída0do0filtro 20/jan 25/fev José0Eduardo0GomesSHE 76160 D)Sistemas0e0Equipamentos 3.4)Óleo0térmico Processos Flange0linha0de0transferência0JAC05 20/jan 21/abr Marcelo0AndreottiSHE 76159 D)Sistemas0e0Equipamentos 2.3)Produto Processos Junta0trocador0de0calor0JAC05 20/jan 20/fev 19/fev Marcelo0AndreottiSHE 76162 D)Sistemas0e0Equipamentos 3.1)Vapor Processos Anilha0próxima0a0bomba0Stripper0JAC5 21/jan 20/fev 28/jan Marcelo0AndreottiSHE 76163 D)Sistemas0e0Equipamentos 1.1)Água Embalagem Sistema0a0vácuo0)0água0gelada 23/jan 25/fev 05/fev José0Eduardo0Gomes
Manutenção 39353 D)Sistemas0e0Equipamentos 3.5)Ar0Comprimido D01 Encartuchadeira 24/jan 25/jan 26/jan Ronaldo0Rodrigues0GouveiaSHE 76198 D)Sistemas0e0Equipamentos 2.3)Produto Processos Válvula0Pneumática0YD6019 28/jan 07/mar 22/fev Ramon0OliveiraSHE 76175 D)Sistemas0e0Equipamentos 3.2)Isolamento Processos Tubulação0de0óleo0)0saída0Buffer 28/jan 07/mar 03/mar Ernane0Lima0FerreiraSHE 76176 D)Sistemas0e0Equipamentos 2.3)Produto Processos Bomba0YMD60300JAC03 28/jan 07/mar 03/mar Ramon0OliveiraSHE 76165 D)Sistemas0e0Equipamentos 2.3)Produto Processos Mancal0de0entrada0de0água0)5ºC0)0Chill0Roll 28/jan 04/abr 25/fev José0Gasque0Bento
Manutenção 39276 D)Sistemas0e0Equipamentos 2.9)Etileno0glicol D02 Mangueira0do0copo0lado0A0)0prensa 29/jan 28/jul 29/jan Emerson0Renato0MoraesManutenção 39275 D)Sistemas0e0Equipamentos 2.9)Etileno0glicol D02 Mangueira0do0copo0lado0B0)0prensa 29/jan 28/jul 29/jan Emerson0Renato0Moraes
SHE 76177 D)Sistemas0e0Equipamentos 2.3)Produto Processos Trocador0de0calor0JAC05 30/jan 07/mar 19/fev Marcelo0AndreottiSHE 76179 D)Sistemas0e0Equipamentos 2.3)Produto Processos Falta0de0coletor0)0saída0transportador0raspas0 30/jan 05/mar 27/abr Paulo0de0Souza0LimaSHE 76180 D)Sistemas0e0Equipamentos 1.2)Condensado Processos Tanque0balança0de0isetionato 31/jan 07/mar 18/fev Marcelo0Andreotti
Manutenção 39015 D)Sistemas0e0Equipamentos 3.5)Ar0Comprimido D02 Empacotadeira0BFB 01/fev 02/abr 28/abr José0Custódio0da0SilvaManutenção 37844 D)Sistemas0e0Equipamentos 2.12)Lubrificante S09 Prisma0)0prensa 03/fev 04/abr 03/fev Fernando0Henrique0B.0GodoyManutenção 38741 D)Sistemas0e0Equipamentos 2.12)Lubrificante S09 Prensa 03/fev 04/abr 03/fev Raquel0Cristina0Oliveira
SHE 76168 D)Sistemas0e0Equipamentos 2.1)Ácido0Esteárico Processos Bomba0YMD341A 04/fev 07/mar 03/mar Ramon0OliveiraSHE 76182 D)Sistemas0e0Equipamentos 2.3)Produto Processos Bomba0tanque0pulmão0JAC03 04/fev 07/mar 13/fev Nilton0Ribeiro0de0FrancaSHE 76188 D)Sistemas0e0Equipamentos 1.2)Condensado Processos Válvula0entrada0tanque0balança0isetionato0JAC05 08/fev 15/mar 19/fev Agostinho0Gabriel0de0PaivaSHE 76184 D)Sistemas0e0Equipamentos 1.2)Condensado Processos Tanque0balança0de0isetionato 08/fev 15/mar 18/mar Agostinho0Gabriel0de0PaivaSHE 75810 D)Sistemas0e0Equipamentos 1.1)Água Processos Torneira0lavagem0granizo 08/fev 15/mar 24/fev José0Custódio0da0Silva
Etiquetas*E*Meio*Ambiente
!!
!!
46!
destruidora. E com o constante crescimento da humanidade com questões ambientais, tornar a
empresa um modelo global, com crescente força competitiva no mercado.
A metodologia inicia sua gestão a partir da análise dos impactos que a empresa traz
para o meio ambiente, assim como sua grandeza. A partir disto, os membros dos pilares
podem ser capazes de destacar os pontos de maior criticidade da fábrica, que terão prioridade
de estudo para redução do impacto que trazem ao meio ambiente, baseado em números,
determinando a sua ocorrência e gravidade. Assim, foi possível que o time focasse no estudo
de impactos verdadeiramente significativos.
Os estudos e implementações de controle permitiram que a empresa obtivesse não só
redução de impactos, como buscasse pela simplicidade. No caso da água de refrigeração para
compressores, houve uma redução de 32% do consumo mensal de água, além de simplificar o
percurso da água, reduzindo possíveis contaminações por infiltrações na tubulação ou
armazenamento em tanque. Prevendo, também, uma redução do consumo de água, o novo
sistema de tratamento de efluentes prevê não apenas um tratamento do efluente para despejo
em corpo receptor, como um fornecimento de água de reuso, reduzindo 46% do consumo
mensal, além de reduzir as etapas do processo de tratamento.
Os estudos foram além do perímetro da empresa buscando fornecedores que cumpram
com a política ambiental da empresa, como no caso dos fornecedores de energia. Toda a
energia da empresa ALFA é proveniente de usinas hidrelétricas, que não emitem CO2. Além
disso, buscando maior sustentabilidade, a empresa procurou fornecedores de pequeno porte,
que causam impacto ambiental reduzido na geração de energia, com relação a inundações e
destruição das comunidades vizinhas, representando 80% da energia utilizada pela empresa.
Todas as implementações que tiveram uma grande redução de impacto são objetos de
estudo dos membros do pilar, interagindo com outras áreas, como manufatura e engenharia, e
empresas terceirizadas. Porém, durante o tempo em que a autora foi membro do pilar, pode
observar que a maior dificuldade na implementação da metodologia está no engajamento das
pessoas que não fazem parte do time de Meio Ambiente. Há uma dificuldade muito grande em
alterar a mentalidade das pessoas, que foi um dos pontos apontados na análise da auditoria
interna. Uma das maiores dificuldades do pilar ainda se encontra na separação de resíduos
para reciclagem. Apesar de toda a mudança no visual dos coletores e treinamentos, a fim de
fazer com que os resíduos fosse descartados em locais adequados, ainda existem muitos
!!
!!
47!
descartes errados. É constante a observação de equipamentos de proteção do produto (EPP)
descartados em lugares indevidos, como coletores de papel, ou panos contaminados em
coletores não adequados para materiais perigosos. Este comportamento se encontra em todos
os níveis trabalhistas da empresa, não apenas operacionais, como também gerenciais.
Outra dificuldade se encontra na própria auditoria interna da empresa. As pessoas
devem realizar com uma frequência determinada observações de Meio Ambiente, a fim de
ajudar o pilar a enxergar os pontos que devem ser reforçados na fábrica, além de durante a
observação mostrar a pessoa responsável pela área o que ela está fazendo de maneira correta e
incorreta, disseminando uma mentalidade voltada para o cuidado com o meio ambiente. Os
membros do pilar tem que realizar constantes cobranças para que as pessoas realizem as suas
observações, e nem sempre esta cobrança é efetiva.
Com isso, além da busca de outras formas de conscientização das pessoas, foi
realizado pela própria autora um sistema de gestão de etiquetas. Constantemente a autora
analisa as etiquetas abertas para manutenção e segurança, e aponta as que estão relacionadas
ao Meio Ambiente. Nesta análise, é possível verificar os principais problemas da fábrica,
paralelamente com o sistema de auditoria interna, que abrange mais os problemas relacionados
com as categorias (A, B, C, D, E), enquanto a gestão de etiqueta detalha os problemas,
voltados para equipamentos em sua maioria. Durante esta gestão a autora pode apontar para o
pilar os pontos que deveriam ser priorizados em seus próximos estudos, assim como a
oportunidade de realizar os estudos com outros pilares como manutenção e segurança, que é
uma das instruções dos próximos passos da metodologia, o relacionamento entre pilares.
!!
!!
48!
5. CONCLUSÃO
A partir do presente trabalho pode-se concluir que a metodologia de WCM, é efetiva e
traz resultados constantes, ao passo que todas as implementações realizadas devem ser
mantidas, até mesmo na implementação de outros passos futuramente.
A implementação é importante para incentivar o estudo dos serviços da fábrica,
apontando os aspectos e impactos ambientais que estão atrelados, a fim de adequar a
parâmetros aceitáveis.
Um dos principais resultados que a metodologia trouxe foi a redução do consumo de
água, que foi reduzida em 32% no processo de adequação do sistema de refrigeração de água
dos compressores e que será reduzida em 42% com as adequações realizadas na ETE.
Além disso, cada vez mais é aumentada a conscientização dos funcionários e da
comunidade, a partir da separação de resíduos e demonstrações dos impactos positivos que
pequenas ações podem gerar.
!!!!!!!!!!!!!!!!!!!!!!
!!
!!
49!
6. REFERÊNCIAS BIBLIOGRÁFICAS
ALFA. Meio Ambiente: Passo 1-4 do pilar de WCM. 2015
AGÊNCIA NACIONAL DE ENERGIA ELÉTRICA – ANEEL. Resolução no 652 de 9 de dezembro de 2003. Brasília: ANEEL, 2003. ASSOCIAÇÃO BRASILEIRA DA INDÚTRIA DE HIGIENE PESSOAL, PERFUMARIA E COSMÉTICOS. Panorama do setor de HPPC. São Paulo, 2015. v. 31-03-2015.
ASSOCIAÇÃO BRASILEIRA DA INDÚTRIA DE HIGIENE PESSOAL, PERFUMARIA E COSMÉTICOS. Guia Técnico Ambiental da Indústria de Higiene Pessoal, Perfumaria e Cosméticos. São Paulo, 2010.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR ISO 14001: Sistemas da gestão ambiental – Requisitos com orientações para uso. Rio de Janeiro: ABNT, 2004.
BECKHARD, R.; HARRIS, R. Organizational transitions: Managing Complex Change. 2nd ed. Reading, MA: Addison-Wesley, 1987.
BERNARDES, J. Crédito de Carbono Auxilia a Financiar Pequena Hidrelétrica. Disponível em: <!http://www.usp.br/agen/?p=108773> . Acesso em: Novembro, 2015.
CNH INDUSTRIAL. Sustainability Report 2014. Disponível em: <http://www.csrreport2014.cnhindustrial.com/en/life-cycle-our-products/manufacturing-processes/world-class-manufacturing#start> Acesso em: Julho, 2015.
CNH INDUSTRIAL. CNH Industrial tem uma das plantas de construção mais competitivas do mundo. Disponível em: <http://www.cnhpress.com/pagina/352/visualizarelease.aspx?codigo=MTUxOA==> Acesso em: Julho, 2015.
CORTEZ, P. R. L., et. al. Processo de inovação na engenharia de produto e as ferramentas do WCM: estudo de caso em uma empresa do setor automobilístico. XXX Encontro Nacional de Engenharia de Produção. São Carlos, 2010.
FLYNN, B., B., SCHROEDER, R., G., FLYNN, E., J. World class manufacturing: an investigation of Hayes and Wheelwright’s foundation. Journal of Operations Management, vol. 17, p. 249 – 269, 1999.

!!
!!
50!
KETTER, S. World Class Manufacturing: Fiat Investor Day. Disponível em: <http://www.fcagroup.com/> Acesso em: Julho, 2015. LEONARD-BARTON, D. A dual methodology for case studies: synergestic use of a longitudinal singles site with replicated multiple sites. Organisation Science, vol. 1, no.1, p. 248 – 266, 1990. MAGNETI MARELLI. WCM. Disponível em: <http://start-sustainability.magnetimarelli.com/en/2013/economic-sustainability/WCM.html#> Acesso em: Julho, 2015.
MELO, M. A. O desenvolvimento industrial e o impacto no meio ambiente. Disponível em: <http://www.egov.ufsc.br/portal/conteudo/o-desenvolvimento-industrial-e-o-impacto-no-meio-ambiente>. Acesso em: Junho, 2015.
MEREDITH, J. Building operations management theory through case and field research.
Journal of Operations Management, vol. 16, p. 441 – 454, 1998.
MOTTA, E. F. R. O. Fabricação de produtos de higiene pessoal. Dossiê Técnico. REDETEC - Rede de Tecnologia do Rio de Janeiro. Rio de Janeiro, 2007.
MURINO T., NAVIGLIO G., ROMANO E., GUERRA L., REVETRIA R., MOSCA R., CASSETTARI L.C. A world class manufacturing implementation model. Disponível em: <http://www.wseas.us/e-library/conferences/2012/CambridgeUSA/ MATHCC/MATHCC-59.pdf>. Acesso em: Junho, 2015.
NASCIMENTO, L. F. M., POLEDNA, S. R. C. O processo de implantação da ISO 14000 empresas brasileiras. XXII Encontro Nacional de Engenharia de Produção. Curitiba, 2002.
PALUCHA, K. World Class Manufacturing model in production Management. Archives of Material Science and Engineering, v. 58, n. 2, p. 227-234, 2012.
SILVA, D. J. P. Entendendo a ISO 14000. Viçosa, MG: Universidade Federal de Viçosa, Departamento de Tecnologia de Alimentos, 2011.
SILVEIRA, C. M. R. A relação da indústria com o meio ambiente através dos processos produtivos e dos produtos. Disponível em: <http://www.clovis.massaud.nom.br/artigos11.htm>. Acesso em: Junho, 2015.