UNIVERSIDADE DE SÃO PAULO - USPsistemas.eel.usp.br/bibliotecas/monografias/2014/MIQ14001.pdf ·...
56
UNIVERSIDADE DE SÃO PAULO ESCOLA DE ENGENHARIA DE LORENA DIOGO NUNES DALOSTO MELHORIA DO PROCESSO DE PRODUÇÃO DE UMA METALÚRGICA ATRAVÉS DO USO DE FERRAMENTAS LEAN Lorena/SP 2014
Transcript of UNIVERSIDADE DE SÃO PAULO - USPsistemas.eel.usp.br/bibliotecas/monografias/2014/MIQ14001.pdf ·...

UNIVERSIDADE DE SÃO PAULO
ESCOLA DE ENGENHARIA DE LORENA
DIOGO NUNES DALOSTO
MELHORIA DO PROCESSO DE PRODUÇÃO DE UMA METALÚRGICA
ATRAVÉS DO USO DE FERRAMENTAS LEAN
Lorena/SP
2014

DIOGO NUNES DALOSTO
MELHORIA DO PROCESSO DE PRODUÇÃO DE UMA METALÚRGICA
ATRAVÉS DO USO DE FERRAMENTAS LEAN
Trabalho de conclusão de curso apresentado
como requisito para a obtenção do grau de
Engenheiro Industrial Químico.
Orientador: Prof. Dr. Messias Borges Silva
Lorena/SP
2014

Dedico esse trabalho à minha família que
sempre me apoiou e ao Profº Messias Borges que se fez
presente durante as fases mais importantes da minha
jornada estudantil.
RESUMO
DALOSTO, D.N. Melhoria do processo de produção de uma metalúrgica através
do uso de ferramentas Lean. 2014. 53p. Trabalho de conclusão de curso
(Graduação do Curso de Engenharia Industrial Química) - Escola de Engenharia de
Lorena, Universidade de São Paulo, Lorena, 2014.
O presente trabalho utilizou ferramentas de Lean Manufacturing para melhorar o
processo de produção de uma indústria metalúrgica no estado do TENNESSSE -
EUA, desenvolvendo uma abordagem metódica que salientasse os problemas deste
processo e assim pudesse corrigi-los. No desenvolvimento identificou-se as
restrições do projeto, construiu-se o layout e o mapa Espagueti (spagheti chart), fez-
se a coleta de dados sobre o tempo de produção (time studies), tempo levado do
processo (lead time), tempo de ciclo (cycle time), entre outros, que resultaram no
mapa de fluxo de valor (VSM). Notado os defeitos do fluxo de produção, tais como
alto tempo de espera entre as estações de operação, gargalos e uma produção
desbalanceada, o estudo buscou como resultado uma proposta inovadora de
alterações do sistema atual de produção que suavizasse e trouxesse equilíbrio,
proporcionando o seu balanceamento e desenvolvimento para a forma “puxado” (pull
system), o que reduziria o tempo total de produção atual e aumentaria a
produtividade. As alternativas de melhorias como a criação de células de produção e
a organização da produção através de um schedule foram devidamente simuladas
com o estado atual e futuro no software Visio® para comprovar a eficiência do
trabalho, obtendo-se como um dos resultados a redução do tempo de produção em
847%.
Palavras Chave: Lean Manufacturing, Melhoria de Processo, Fluxo de
Produção, Melhoria do Fluxo de Produção.
ABSTRACT
DALOSTO, D.N. Improvement of a production process in a metallurgical
company through Lean tools. 2014. 53p. Trabalho de conclusão de curso
(Graduação do Curso de Engenharia Industrial Química) - Escola de Engenharia
de Lorena, Universidade de São Paulo, Lorena, 2014.
The present study utilized the Lean Manufacturing tools to improve the process of
producing of a metallurgical industry in the state of TENNESSSE - USA,
developing a methodical approach that highlighted the problems of this process
and thus could fix them. The project development was first identify the project
constraints, it was constructed the current layout and spagheti chart, it was
collected data about production time (time studies ) , lead time , cycle time, among
others, which come out in the value stream map (VSM ). By this time, we got the
defects of the production flow such as high standby time between seasons of
operation, bottlenecks and unbalanced production, the study get as a result an
innovative proposal to change the current system of production that brings balance
to the line, providing its balance and development into a pull system, which would
reduce the total time of current production and increase productivity. The
alternatives for improvements such as creating production cells and using a
schedule were properly simulated with current and future states in the software
Visio ® to prove the efficiency of the work, one of the results was the reduction of
production time in 847%.
Keywords: Lean Manufacturing, Process Improvement, Production Flow,
Improvement of Process Flow.

LISTA DE FIGURAS
Figura 1 - Bellows (produto final). ............................................................... 29
Figura 2 - Hidroformadoras ......................................................................... 29
Figura 3 - Hidroformadoras Panorama ....................................................... 30
Figura 4 - Corte .......................................................................................... 30
Figura 5 - Furação ...................................................................................... 30
Figura 6 - Remoção De Rebarbas .............................................................. 31
Figura 7 - Presagem ................................................................................... 31
Figura 8 - Matéria Prima. ............................................................................ 31
Figura 9 - Caixa de Armazenamento .......................................................... 32
Figura 10 - Mapa de Fluxo de Valor ........................................................... 35
Figura 11 - Layout Atual ............................................................................. 35
Figura 12 - Layout Espaguete .................................................................... 35
Figura 13 – Simulação Computacional do Estado Atual ............................. 37
Figura 14 - Padrão de Gargalos ................................................................. 39
Figura 15 - Célula A. ................................................................................... 42
Figura 16 - Célula B .................................................................................... 42
Figura 17 - Célula C ................................................................................... 43
Figura 18 - Layout Futuro ........................................................................... 46
Figura 19 - VSM Futuro .............................................................................. 49
Figura 20 - Simulação do Estado Futuro .................................................... 50
LISTA DE QUADROS
Quadro 1 - Controle de Produção ............................................................... 44
Quadro 2 - Acompanhamento da Produção ............................................... 45
Quadro 3 - Exemplo de Demanda .............................................................. 45
Quadro 4 - Exemplo de Atribuição de Pedido ............................................. 46
Quadro 5 - Acompanhamento da Produção ............................................... 47
Quadro 6 - Lead Time Simulado ................................................................. 48
Quadro 7 - Acompanhamento da Produção II ............................................ 48

LISTA DE TABELAS
Tabela 1 - Famílias ..................................................................................... 40
Tabela 2 - Identificação das Máquinas ....................................................... 41
Tabela 3 - Resultados da Abordagem ........................................................ 50
LISTA DE SIGLAS
TPS Toyota Production System
MRP Materials Resource Planning
NVA Non-Value-Adding
VA Valor Agregado
VSM Value Stream Mapping (Mapa de Fluxo de Valor)
TQC Total Quality Control
TPM Total Productive Maintenance
TCC Trabalho de Conclusão de Curso
WIP Work in Process
LM Lean Management
SUMÁRIO
1- INTRODUÇÃO ..................................................................................... 10
2- REVISÃO BIBLIOGRÁFICA ................................................................ 13
2.1. LEAN MANUFACTURING .............................................................. 13
2.1.1. Benefícios do lean manufacturing .......................................... 15
2.2. FERRAMENTAS DO LEAN ............................................................ 16
2.2.1. Mapa de fluxo de valor (value stream mapping – vsm) .......... 18
2.2.1.1. Identificação de valores não agregados (nva) .......................... 19
2.2.1.2. Mapeamento do estado atual .................................................... 19
2.2.1.3. Mapeamento do estado futuro .................................................. 20
2.2.2. Simulação de projetos ............................................................... 20
2.2.2.1. Porque utilizar simulação .......................................................... 20
2.2.2.2. Resultados da simulação de projetos ....................................... 21
2.3. PENSAMENTO LEAN MANUFACTURING .................................... 22
2.4. MELHORIA CONTÍNUA.................................................................. 23
3- METODOLOGIA .................................................................................... 25
4- DESENVOLVIMENTO ........................................................................... 27
4.1. ESTUDO DO PROCESSO ATUAL ................................................. 28
4.1.1. O produto e o processo ............................................................. 29
4.1.2. Descrição das atividades do processo .................................... 32
4.1.3. Levantamento das restrições e condições do projeto ........... 33
4.1.4. Os produtos mais importantes para a empresa ...................... 33
4.1.5. Coleta de dados ......................................................................... 33
4.2. ANÁLISE DOS DADOS .................................................................. 34
5 - RESULTADOS E DISCUSSÃO ............................................................ 39
6 - CONCLUSÃO ....................................................................................... 52
REFERÊNCIAS BIBLIOGRÁFICAS .......................................................... 53

10
1- INTRODUÇÃO
A produção enxuta ou como é conhecida no ocidente por Lean
Manufacturing não só desafiou com sucesso as práticas de produção em massa
aceitas na indústria automotiva, mudando significativamente o compromisso entre
produtividade e qualidade, mas também levou a repensar uma ampla gama de
fabricação e operações de serviços para além do ambiente de produção repetitiva
de alto volume. (HOLWEG, 2007)
Os princípios de otimização da produção a nível industrial foram
desenvolvido pela empresa Toyota Motor para atender às suas necessidades
específicas em um mercado restrito em momentos de dificuldade econômica.
Estes conceitos que denominados por Lean Manufacturing foram estudados e
provaram ser transferíveis e aplicáveis a uma ampla variedade de indústrias.
(WOLMACK et. al, 2007).
Na busca por melhorar a produtividade, as industrias atualmente têm que
recorrer ao Lean para a otimização de seus processos. Especialmente as
empresas de manufatura lutam para atender a uma demanda do mercado
flutuante e lidar com questões essenciais hoje em dia que são o preço final dos
produtos, qualidade e prazo de entrega.
Assim, ter um fluxo de produção equilibrado e um sistema de produção
competitivo é essencial para que as exigências do mercado, cada vez maiores,
sejam atendidas e que seja possível a sobrevivência da empresa. (ELMOSELHY,
2013)
A otimização de uma determinada área acaba, mesmo que indiretamente,
influenciando em outra e que melhora a industria como um todo, podendo ser
ampliada e melhorada cada vez mais. Uma produção que emprega os príncipios
de Lean Manufacturing e suas ferramentas, resulta em uma melhoria substancial
na produtividade da empresa, qualidade e faturamento como já foi comprovado
em diversos artigos (MELTON, 2005).
Essas novas tecnologias são muitas vezes ignoradas pelos céticos e
antigos “mestres” de produção, que estão há anos nas empresas e são contra as
novas ferramentas que auxiliam e melhoram a produtividade por estarem
desatualizados e se sentirem os donos do processo em que trabalham, que têm
11
aversão a toda e qualquer mudança. Pode-se dizer ainda que são contra a ciência
e o progresso, pois acabam se tornando escravos de um sistema arcaico de
produção, que prejudica a sua empresa e reflete de várias formas negativas,
como a perda de espaço no mercado de trabalho e principalmente na forma mais
cruel e significativa dos indicadores: o lucro.
O presente trabalho analisou um caso típico de uma indústria pioneira no
seu setor, mas que há anos perde espaço para outras indústrias mais novas no
mercado, não por falta de qualidade nos seus produtos, mas por não se ligar nas
novas tecnologias de produção, ou seja, se enquadra no perfil descrito
anteriormente. A contribuição desse trabalho para a engenharia está em resgatar
os princípios e lógica do engenheiro, bem como suas raízes científicas de
raciocinar e resolver problemas, sendo assim, serve como recurso de busca para
futuras publicações e pesquisas.
A indústria buscou a ajuda do Departamento de Engenharia de Produção
da Universidade do Tennessee, através do qual o projeto foi desenvolvido. O
objetivo do contato da empresa era de otimizar o fluxo de produção de uma linha
específica: a produção de Bellows, que são instrumentos metálicos utilizados na
medição volumétrica de carros, aviões, helicópteros, entre outros veículos, que
possuem tanques de combustível ou compartimentos que necessitam ser
monitorados. O problema da linha de produção era definido pela empresa por não
haver “sincronismo” na produção, em outras palavras, o tempo total de produção
era muito alto e os colaboradores internos não sabiam como melhorar ou
solucionar esse problema.
A priori visitas periódicas a indústria foram realizadas para o levantamento
de informações e particularidades do processo, bem como coletar dados da
produção. Após essa fase, uma abordagem a esse sistema produtivo foi
elaborada, a fim que atingir as expectativas da empresa. O objetivo foi favorecer
uma produção, para que fosse mais harmonioza e fluísse ao longo do processo,
visando alcançar o sistema puxado (pull system) através da utilização das
ferramentas de lean manufacturing.
O sistema atual de produção foi analisado e estudado. Através dos dados,
realizou-se o mapeamento do processo, o estudo de tempos da produção (time
studies), identificou-se os gargalos da produção (bottle neck), construíu-se o
12
mapa de fluxo de valor e elaborou-se a simulação do processo atual com a ajuda
do software Visio®.
Através dessa análise, a nova abordagem desenvolvida balanceia a linha
de produção uniformemente, fazendo com que o sistema se transforme em
puxado (pull system), que é objetivo principal do Lean Manufacturing. Para isso,
um layout que estimulasse o fluxo de uma peça por vez (one piece flow) foi
criado, por meio de células de produção utilizando famílias com as mesmas
características. Além disso, o novo layout mapeou todas as máquinas do
processo atribuindo-lhes produtos específicos, permitindo a melhora da
visualização e o gerenciamento da produção de forma clara e objetiva. Tal
mapeamento possibilitou principalmente uma produção sem pausas, utilizando
todas as máquinas disponíveis na indústria, para evitar paradas indesejáveis com
setups na troca de pedidos e produtos.
Simulou-se toda essa nova abordagem no software Visio® e os resultados
foram expressivos com relação a redução do tempo de produção, comprovando
sua eficiência para uma futura aplicação prática.
13
2- REVISÃO BIBLIOGRÁFICA
2.1. LEAN MANUFACTURING
A palavra Lean Manufacturing não possui uma tradução para o português
que explique seu significado, tamanha sua abrangência, assim como o próprio
inglês não é capaz de dar-lhe um significado completo. Em português, a tradução
mais próxima seria “produção enxuta” ou ainda por se tratar de uma série de
conceitos e ferramentas e ser acima de tudo uma cultura, pode-se dizer que é “a
prática de uma produção sem desperdícios”. Sendo assim, Lean Manufacturing
será o termo empregado nesse trabalho. Na verdade, fazer referência a essa
abordagem de produção enxuta é relacioná-la com a pioneira desse grande
sistema no oriente, que é a Toyota Motor Company, criada por Taiichi Ohno.
O nascimento da era Lean foi no Japão dentro da Toyota na década de
1940: o Sistema de Produção Toyota (TPS - The Toyota Production System), cuja
a aplicação se deu na Toyota Motor Company. Devastado pela guerra, o Japão
não dispunha de recursos para realizar altos investimentos necessários para a
implantação da produção em massa, que caracterizava o sistema implantado por
Henry Ford. Além disso, no país existiam outras séries de problemas e desafios a
serem contornados como: mercado interno limitado e demandando vasta
variedade de produtos, mão de obra especializada, existência de vários
fabricantes de veículos do mundo, etc.
A partir daí, surgiu a necessidade de se criar um novo modelo gerencial,
nascendo assim, o TPS, estruturado por Taiichi Ohno, vice-presidente da Toyota.
Os objetivos fundamentais deste novo sistema caracterizaram-se por qualidade e
flexibilidade do processo, ampliando sua capacidade de produzir e competir no
cenário internacional. Foi baseado em torno do desejo de produzir em fluxo
contínuo e que não dependesse muito da produção e suas variações para ser
eficiente, e também no foco direto ao cliente, onde o tempo total e esforço para
processar um produto de valor agregado (VA) fosse o objetivo principal do
sistema produtivo, ou seja, produção voltada para o cliente final. Isto foi
14
claramente o oposto do que o mundo ocidental estava fazendo com o seu sistema
de produção em massa, com pensamentos voltados somente em torno de
materiais e de planejamento de recursos (MRP) e de sistemas informatizados
complexos que estava desenvolvendo ao lado das filosofias de produção em
massa originalmente desenvolvidos por Henry Ford, ou seja, uma grande
produção de alto volume de produtos padronizados com produto e mínima
participação ou atenção às exigências particulares dos clientes. Esse sistema
produtivo fez Taiichi Ohno refletir sobre um novo sistema de produção que fosse
acima de tudo objetivo na eliminação de desperdícios e elementos
desnecessários a fim de reduzir custos e que a ideia básica é produzir apenas o
necessário, no momento necessário e na quantidade requerida (OHNO,1997).
Dessa forma, todo esse conceito foi levado para o ocidente e que rendeu o
tema do livro “The Machine that changed the World” (Womack et al, 1990.), um
livro que destaca primeiro métodos de produção japoneses, em comparação com
tradicional sistemas de produção em massa ocidentais e também realça o
desempenho superior do primeiro. Os seus princípios e técnicas aplicados no
ocidente foram denominados por Womack de Lean Manufacturing. O seu seguinte
livro, “Lean Thinking: Banish Waste and Create Wealth in your Organization” , é
igualmente um passo importante na história do Lean por resumir os princípios de
guia de ação para o termo no ocidente criando também o conceito de "Lean
Production" (WOMACK e JONES, 1996).
Do livro, “Lean Thinking” (WOMACK e JONES, 1996), podemos
compreender os princípios do Lean, que segundo os autores são:
A identificação do valor.
A eliminação dos resíduos.
A geração de fluxo de valor para o cliente.
Através desses valores expressos por Womack e Jones e relacionando-os
com a fonte da palavra Lean Manufacturing, que foi inspirada no TPS, podemos
entender de onde surgiu o conceito, que vem das ideias de Ohno (1997). Com a
filosofia implantada na Toyota, Ohno tinha como ideia principal reduzidir os níveis
de estoque, alta qualidade dos produtos, redução de prazos de entrega, aumento
da produtividade e utilização da capacidade máxima dos equipamentos e
quantidades reduzidas de retrabalho, ou seja, realização do trabalho perfeito
desde a primeira vez que era executado. Essas ideias ainda hoje são desafios na
15
implementação do Lean para as montadoras, que buscam conseguir uma
harmonia entre todos esses elementos extremos, sem comprometer a qualidade e
lucratividade (ELMOSELHY, 2013).
Conceitos traduzidos da era TPS para o ocidente, agora expressos por
Lean Manufacturing, demonstraram claramente que esta não era uma filosofia ou
técnica que seria aplicável apenas para a indústria automotiva japonesa, mas
também para vários outros tipos de indústrias no mundo inteiro e sistemas como
na área da saúde, comércio, transporte e serviços.
2.1.1. Benefícios do Lean Manufacturing
Os benefícios observados nas indústrias, tais como a indústria
automobilística, estão bem documentados segundo (MELTON, 2005):
diminuiu os prazos de entrega para os clientes;
estoques reduzidos para os fabricantes;
melhoria da gestão do processo;
processos mais robustos (conforme medido pelo menos erros e, por
conseguinte, menos retrabalho).
Isto faz do Lean um conceito muito plausível e viável, especialmente para
as indústrias. Produção nos formados do Lean se expandiu e o pensamento Lean
foi aplicado a todos os aspectos da cadeia de suprimentos. Há muitos exemplos
bem documentados da aplicação do "pensamento lean", como citado
anteriormente para processos de negócio, tais como gerenciamento de projetos
(MELTON, 2003), construção, design, e assim por diante. Lean pode ser aplicado
a todos os aspectos da cadeia de fornecedores e consumidores e o máximo de
benefícios dentro da organização devem ser realizados de forma sustentável.
De acordo com Moyano e Sacristán (2012) empresas em uma variedade
de setores econômicos têm adotado, chamado de atualmente de Lean
16
Management (LM) nas últimas décadas e, em muitos casos, isso permitiu-lhes
melhorar seus resultados e sua competitividade.
Os dois maiores problemas com a aplicação do Lean para os processos de
negócios são a percepção de falta de benefícios tangíveis e da opinião de que
muitos processos de negócios já são eficientes. Ambas as hipóteses podem ser
contestadas, como disse Melton ( 2004):
“Há muitos benefícios tangíveis associados com o lean manufacturing. Um processo lean será mais rápido, se a velocidade de resposta a um pedido for mais rápido, e como a maioria dos processos de negócios estão ligados à cadeia de suprimentos da organização, isso pode ser a diferença nos benefícios financeiros significativos para a empresa. A percepção de que um processo já é eficiente, é muitas vezes uma ilusão. Funcionalmente, muitos processos de negócios pode parecer muito eficiente, no entanto, a aplicação de Lean nos obriga a rever toda a cadeia de suprimentos em que o processo de negócio está, e isso freqüentemente revela gargalos e bolsões de ineficiência.” (traduzido do inglês)
Dessa forma, o Lean agrega valores que são mensuráveis e muitas vezes
não mensuráveis. A organização e lucidez que um processo necessita para ser
administrado pode ser facilmente revelado com a aplicação das ferramentas lean,
como os kanban e ou 5 s’s. Além disso, a aplicação se dá em várias áreas da
indústria e sistemas em geral, como a aplicação mais atual em sistemas de saúde
(LeanHealth Care) ou até mesmo em hospitais, bancos e escolas, são exemplos
claros das vantagens que essa metodologia, bem como os seus métodos são
fatores diferenciais e que trazem grandes benefícios.
2.2. FERRAMENTAS DO LEAN
Como dito anteriormente, a essência do Lean Manufacturing está
intimamente ligada e tem origem no TPS e os seus fundamentos. Esses princípios
podem ser explicados como a busca incessante da eliminação de toda e qualquer
perda na linha de produção, seja de material, investimento, tempo de
processamento ou reprocessamento, contaminação de material, etapas

17
desnecessária, superprodução, e que segundo Cardoza et al.(2005), podemos
acrescentar outros desperdícios mais comuns nas empresas, tais como esperas,
defeitos de qualidade, inventários desnecessários, transporte excessivo e
movimentação desnecessária.
Uma empresa de manufatura enxuta é aquela que considera as
despesas dos recursos para qualquer outro objetivo que não a criação de valor
para o cliente final a ser desperdício, que se torna, portanto, um alvo para a
eliminação (WOMACK e JONES, 1998). Para conseguir isso, a empresa enxuta
deve não só aplicar os cinco princípios lean descritos acima, mas também integrar
ferramentas que auxiliam na melhoria da qualidade e na identificação e
eliminação dos valores não agregados ao cliente (NVA). Como os resíduos são
eliminados haverá melhoria da qualidade, economia do tempo de produção e os
custos serão reduzidos. Essencialmente, a manufatura enxuta é centrada na
preservação do valor com menos trabalho.
Dessa forma, para eliminação destes problemas e alcance das
metas estabelecidas para se eliminar os desperdícios, o conceito de Lean
Manufacturing se torna na verdade uma caixa de ferramentas. Dentro dessa caixa
de ferramentas podemos citar as principais utilizadas para executar os princípios
do Lean, segundo Werkema (2006):
Mapa de Fluxo de Valor;
Métricas Lean;
Kaizen- Melhoria Contínua;
Kanban;
Padronização;
5S;
Redução de Setup;
TPM (Total Productive Maintenance);
Gestão Visual;
Poka- Yoke ( Sistema a Prova de Erros).
18
2.2.1. Mapa de fluxo de valor (value stream mapping – vsm)
Iniciativas realizadas na indústria para estabelecer a cadeia de suprimentos
(Supply Chain) e de programas de desenvolvimento, demonstraram que é
necessário mapear os processos que têm valor agregado, ou seja, focar onde
existe valor não agregado (Non Value Add – NVA). Ao eliminar os NVA e seus
fatores, teremos um processo global mais suave, produtos e serviços tornam-se
mais valioso para o consumidor, bem como mais competitivo para com os rivais
em um mercado cada vez mais disputado. Estas abordagens econômicas estão
cada vez mais aplicadas em vários ambientes industriais e se tornaram fator
indispensável para que seja possível conhecer o processo em que se vai atuar.
A fabricante de automóveis Toyota foi a primeira empresa a utilizar técnicas
de mapeamento de fluxo de valor (VSM) para implementar conceitos e
ferramentas que auxiliassem no seu processo. O objetivo do VSM é para
minimizar o desperdício que impede um fluxo suave e contínuo de produtos e
informações ao longo de um fluxo de valor (JIMMERSON et. Al, 2005). A cadeia
de valor exibe o conjunto de atividades (e seu respectivo valor) envolvidas para
criar um produto ou fornecer um serviço. Mapeamento de fluxo de valor pode ser
definido como uma técnica de fabricação Lean usada para analisar o fluxo de
materiais e informações no momento necessário para produzir ou transmitir
informações de um produto ou serviço a um consumidor (RATH et. Al, 2008).
VSM serve como uma ferramenta para transmitir informações sobre os processos
e suas interações, para entender as relações complexas e identificar resíduos
escondidos.
Dessa forma, a técnica VSM origina-se do Sistema Toyota de Produção.
Ela é derivada do seu foco na redução do original dos sete desperdícios da
Toyota. A fim de melhorar o valor total do cliente, o VSM é uma técnica Lean que
é usado para analisar o fluxo de material e informação necessária para direcionar
um produto ou serviço ao cliente.

19
2.2.1.1. Identificação de valores não agregados (nva)
A fim de objetivar a identificação de perdas, um conceito chave no TPS,
conhecido como os sete desperdícios são:
1. Superprodução
2. Transporte desnecessário
3. Inventário
4. Movimentação de Material/Produtos
5. Defeitos
6. Re-trabalho
7. Material/Produtos em Espera durante o processo
Cada etapa processual deve ser revisada e inspecionada para a possível
ocorrência de NVA ocasionadas por motivos diversos como podemos ver nos sete
desperdícios exposto pela Toyota, focando-se especialmente em NVA.
2.2.1.2. Mapeamento do estado atual
O atual estado VSM deve ser criado de acordo com o padrão de
mapeamento do fluxo de valor. Os principais passos estão descritos abaixo:
Cálculo do tempo de produção de cada peça e os tempos de ciclos
(takt and cycle times).
Identificação de processos gargalos da produção (bottlenecks).
Identificação do tamanho dos lotes produzidos.
20
Identificação de células de trabalho potenciais.
Identificação e definição dos sistemas de sinalização visando ação
just-in-time.
Estabelecer métodos de programação e gerenciamento.
Cálculo do tempo de produção total com valores agregados e não
agregados.
Identificação de melhoria específica processo.
2.2.1.3. Mapeamento do estado futuro
Como o mapa do estado futuro está sujeito geralmente a mudanças com o
progresso do trabalho, cada um dos nove fatores acima deve ser considerado
com detalhes também para ser construído o futuro VSM.
2.2.2. Simulação de projetos
2.2.2.1. Porque utilizar simulação
Para as empresas que há muito tempo dependiam das abordagens
tradicionais para analisar seus sistemas de produção, muitas vezes é difícil
vender uma ideia e conquistar os diretores e gestores dos setores para com o
21
compromisso necessário para implementar as ideias e mudanças que o lean pode
proporcionar. Fazer isso é difícil por causa das diferenças em vários aspectos,
incluindo a aquisição da matéria-prima, gestão de estoques, gestão de
funcionários e controle de produção. Para os fabricantes tradicionais, a relutância
em implementar muitas ideias e ferramentas lean surge porque as suas
necessidades distintas muitas vezes tornam difícil prever a magnitude dos ganhos
que podem ser alcançados através da implementação destes. Como resultado, as
decisões da gestão responsável por sua implementação, muitas vezes não fazem
sucesso ou não são de fato implementadas em virtude da crença negativa que as
mudanças em manufatura enxuta causou as empresas no passado. Para muitos
gerentes, esse retrospecto ruim do Lean é justificativa suficiente para a não
adoção das ideias e não ter uma previsão dos resultados que os projeto trarão
para convencê-los a adotar as métricas do lean (DETTY e YINGLING , 2000).
Isso levanta a questão de como tornar o Lean mais viável. Embora,
em alguns casos, o mapa do estado futuro (VSM), pode ser avaliada com um
esforço relativamente modesto, não é tão fácil fazê-lo em muitos outros. Por
exemplo, a previsão de níveis de estoques ao longo do processo de produção é
geralmente impossível com apenas um mapa do estado futuro, porque com um
modelo estático, não se pode observar como os níveis de estoque podem variar
para diferentes cenários (MCDONALD et al.,2002). Em geral , precisamos de uma
ferramenta complementar ao VSM que possibilite quantificar os ganhos durante o
planejamento inicial e etapas de avaliação que é a simulação dos projetos.
2.2.2.2. Resultados da simulação de projetos
A simulação computacional de projetos é capaz de gerar os recursos
necessários e as estatísticas de desempenho, mantendo-se flexível para detalhes
organizacionais específicos (ABDULMALEK e JAYANT, 2007). Esse recurso pode
ser utilizado para lidar com a incerteza e criar exibições dinâmicas de níveis de
22
estoque , prazos de entrega e utilização de máquinas para diferentes mapas do
estado futuro VSM . Isto permite a quantificação de retorno derivado utilizando os
princípios do lean, bem como o impacto destas no sistema total. As informações
fornecidas pela simulação podem permitir o gerenciamento de comparar o
desempenho esperado do sistema enxuto em relação ao do sistema existente que
se destina a substituir (DETTY e YINGLING, 2000) , e assumindo que esta é
significativamente superior, que fornece uma convincente base para a adoção e
implementação do projeto e fornece credibilidade ao projeto.
2.3. PENSAMENTO LEAN MANUFACTURING
Produzir é um jogo constante de fazer mais com menos (HOPP e
SPEARMAN, 2008). O pensamento Lean é uma estratégia-chave que mudou
completamente o modo de produção e se desenvolveu longo das últimas
décadas.
Esse tipo de pensamento, foi provado que conduz a níveis mais elevados
de eficiência da produção em muitas indústrias em muitas regiões do planeta
(MOREIRA et al., 2010). Gordon (2001) afirma que durante décadas, a
manufatura enxuta tem sido considerada a melhor maneira de executar uma
empresa de manufatura. Segundo bicheno (2000), o objetivo geral do
pensamento enxuto pode ser descrito com referência a três dimensões principais
que são a qualidade, a entrega e os custos. Em outras palavras, os conceitos de
fabricação lean de produzir exatamente o que o cliente quer (sem atraso), pelo
preço justo e o mínimo desperdício. Portanto, pensamento lean centra-se na
otimização dos recursos de produção como aspecto relevante ao cliente (isto é,
tempo, pessoas, máquinas, espaço, voltados ao cliente), reduz o desperdício e
não conformidades.
Em termos gerais, o pensamento enxuto é definido de acordo com os cinco
principais princípios (WOMACK e JONES, 1998):

23
Valor específico: valor é definido a partir da perspectiva do cliente
final, com respeito a um produto específico com específica utilização de recursos
oferecidos em um momento específico.
Identificar os fluxos de valor: cada produto (ou família de produto) e
todo o fluxo de valor deve ser identificado, e os resíduos são eliminados em
conformidade com o processo.
Tornar o fluxo de valor: os restantes de valor, criando passos são
coordenado para que exista o fluxo.
O valor parte do cliente: os projetos do fabricante partem única e
exclusivamente do cliente e fornece somente o que é necessário.
Perseguir a perfeição: o fabricante se esforça para se chegar a
perfeição e remover continuamente as sucessivas camadas de desperdício.
Resumindo o contexto lean e observando os pontos acima, podemos
concluir que a produção industrial deve ser o máximo o possível enxuta e
perceber acima de tudo no seu processo de produção as partes que não possuem
valor agregado ao cliente (NVA), portanto tais etapas devem ser eliminadas.
2.4. MELHORIA CONTÍNUA
A essência do pensamento Lean está no envolvimento das pessoas do
meio em que atua. Kaizen, que é uma palavra japonesa que significa melhoria
contínua, proporciona aos funcionários uma plataforma para libertar a sua
criatividade e expressar suas opiniões.
Na década de 1950, Dr. J. Edward Deming, que foi um dos pioneiros em
melhoria contínua, desenvolveu o Ciclo Deming, que é uma forma prática, simples
e eficaz utilizada para realizar a melhoria contínua na local de trabalho. De acordo
com Womack e Jones (1998), a chave e parte principal para o desenvolvimento e
construção saudável do pensamento lean é Kaizen: uma filosofia orientada para o
processo que se concentra em melhorias incrementais e a padronização do
24
sistema, que é melhorado como uma construção participativa e possue ciclos que
perseguem sempre melhorar.
Filosofia Kaizen tem dois objetivos principais: a desenvolver uma cultura de
resolução de problemas, com foco na análise e resolução de problemas com o
pensamento científico e estruturado e envolvimento das pessoas. Dos
trabalhadores de chão de fábrica para os executivos seniores, Kaizen depende
dos esforços em curso e engajamento de pessoas (BERGER, 1997).
Ainda é importante ressaltar que o Lean está atualmente sendo empregado
em diversos tipos de sistemas, desde saúde pública e privada, até empresas do
terceiro setor, como afirma Martínez-Jurado e Moyano-Fuentes (2013): o Lean se
tornou também um sistema de gestão integrado. Além disso, percebe-se que há
um interesse crescente na literatura em ligar o Lean para a sustentabilidade
ambiental, comprovando a sua versatilidade e abrangência como ferramenta de
melhoria incansável. Pode-se dizer ainda que seus limites de aplicabilidade estão
na criatividade do ser humano.
25
3. METODOLOGIA
Segundo Demo (1981), o termo metodologia significa etimologicamente, o
estudo dos caminhos, dos instrumentos usados para se fazer ciência.
Neste estudo, o método de abordagem que será utilizado é a pesquisa-
ação que é realizada quando mais de uma pessoa tem interesse de resolver
alguma questão. Pode ser feita para suprir alguma necessidade, como foi o
objetivo do trabalho exposto, utilizando-se de um pesquisador ativo, traz a ciência
e a prática em campo para o mesmo patamar, sendo capaz de desenvolver,
assim, um bom trabalho, com início, meio e fim. Assim, uma das características
da pesquisa–ação é o fato de o pesquisador ser participativo, fazer parte das
decisões tomadas durante o desenvolvimento do trabalho, não ser “um mero
observador”, característica marcante deste trabalho.
A abordagem proposta utilizou as ferramentas de Lean Manufacturing para
proporcionar a melhoria do sistema de produção. Em primeiro lugar realizou-se a
investigação da produção e processo por meio da ferramenta chamada de
“Gemba”, palavra japonesa que significa entender o processo de produção, ou
seja, teve-se que ir até o chão de fábrica para realizar anotações e levantar
informações pertinentes para conhecer o processo. Através dessa etapa, dados
importantes sobre o processo foram levantados para delinear as restrições e
limites da abordagem por meio de entrevistas aos operadores da empresa. Assim,
pode-se conhecer o produto e realizar o estudo do estado atual da linha de
produção. Esse estudo empregou as ferramentas de análise de dados como
mapeamento do processo, VSM, layout e a simulação computacional, obtendo-se
como resultado a definição do estado atual do processo.
Utilizou-se a ferramenta Lean de análise de dados chamada de “estudo dos
tempos” (time studies) para conhecer os problemas da linha de produção como
gargalos (bottle neck) e o desbalanceamento do processo. Nessa etapa, os dados
relativos à “takt time”, tempo de ciclo e lead time foram coletados e analisados
proporcionando, dessa forma, conhecer exatamente os pontos críticos da linha de
produção em que medidas corretivas deveriam ser tomadas.

26
A partir disso, foi construída a abordagem de melhoria do processo através
da utilização de mecanismos Lean como células de produção, que trouxessem o
balanceamento da produção, e utilizou-se também a ferramenta de organização
da produção, chamada aqui de “Schedule”, para realizar o gerenciamento da
produção com as alterações de melhoria propostas.
Para finalizar, realizou-se a simulação do processo com a abordagem
desenvolvida por meio da ferramenta de simulação computacional de processos,
em software adequado, obtendo-se resultados expressivos de melhoria.
27
4. DESENVOLVIMENTO
A pesquisa foi desenvolvida nos Estados Unidos em nome da Universidade
do Tennessee. Foi conduzida na forma de projeto de consultoria, onde uma
Indústria Metalúrgica entrou em contato com o departamento de Engenharia da
Produção e Sistemas e solicitou a criação de uma abordagem que otimizasse o
seu fluxo de produção em determinada linha do processo. Trata-se de uma
Indústria de médio porte responsável pela criação, produção e exportação de
diversos tipos de bellows.
Primeiramente elaborou-se um cronograma de visitas técnicas a serem
realizadas na empresa que foram dividas em três partes. A primeira parte foi
desenvolvida no decorrer da primeira semana para conhecer a indústria, o
processo de produção, as partes envolvidas desde o presidente da empresa e
supervisor até os operadores, e também para serem apresentadas as restrições
do projeto por parte da empresa, que foram: o número de operadores na linha que
eram dezoito, a imobilidade das hidroformadoras, a jornada de trabalho, limitada
em um turno de oito horas por dia e seis vezes por semana, diversidade na
produção e informar que alguns produtos são limitados a máquinas específicas,
bem como seu setup. Essas informações foram obtidas através da observação e
de acesso a informações fornecidas pelos responsáveis e anotadas e digitadas
em planilhas no Excel® e texto no Word®.
Na segunda e terceira semana as visitas diárias focaram na coleta de
dados relacionados à produção com auxílio do supervisor da linha e operários. Os
dados coletados e repassados para a planilha foram sobre: tempo de produção,
número de produtos produzidos por tempo, tamanho da batelada, tempo de ciclo,
tempo total de produção, intervalos na produção, intervalos para descanso,
periodicidade de manutenção, programação de produção, tempo de setup,
número de máquinas, número de operadores por setor e máquina, quantidade de
máquinas paradas, quantidade de máquinas disponíveis, fichas de controle,
sistemas de transporte de material, armazenamentos de produtos e matéria
prima, tempo de deslocamento e percurso dos produtos, tempo de espera da
batelada, demanda de produção, descartes, descrição dos processos,

28
acompanhamento da produção, apresentação dos produtos mais importantes por
demanda e levantamento dos produtos mais importantes para a empresa.
As semanas seguintes, quarta e quinta semanas, o trabalho foi dedicada à
análise dos dados para extrair informações úteis para definir o estado atual da
linha de produção. Os dados com relação a tempo de processo foram
organizados e agrupados de acordo com as máquinas, setores, operadores e
turno, restrições e produtos. Com isso, construiu-se o estudo dos de tempo (time
studies), que foi tabulado em planilhas e documentos digitais.
A partir desses elementos, agora preparados, terminou-se a primeira parte
de estudo, descrita em subcapítulos abaixo. Após essa etapa, novas visitas foram
feitas na sétima semana à empresa para mapear os produtos e realizar a
construção dos layouts, simulação e VSM, constituindo-se a segunda parte. Com
todas essas informações, os padrões de produção foram notados e pode-se
construir a abordagem de melhoria do sistema de produção, realizado nas duas
semanas seguintes, que consistiu em agrupar os produtos principais em famílias,
propor as células de produção, realizar a planilha de programação da produção e
a pré-simulação do processo com a nova abordagem proposta. Realizou-se a
última visita a unidade fabril na oitava e última semana, cuja teve a importância de
sanar dúvidas e alinhar o projeto aos interesses e objetivos da empresa. O
“feedback” positivo foi o suficiente para finalizar com a última fase do projeto: a
simulação final da abordagem e os resultados. A seguir, os subcapítulos do
desenvolvimento do projeto.
4.1. ESTUDO DO PROCESSO ATUAL
É a etapa fundamental de qualquer projeto de melhoria. O objetivo é
levantar informações importantes sobre a atual situação do objeto de estudo, ou
seja, deve-se conhecer e dominar cada etapa que o circunda. Assim,
primeiramente será definido o estado atual do processo, bem como as suas
limitações.
29
4.1.1. O produto e o processo
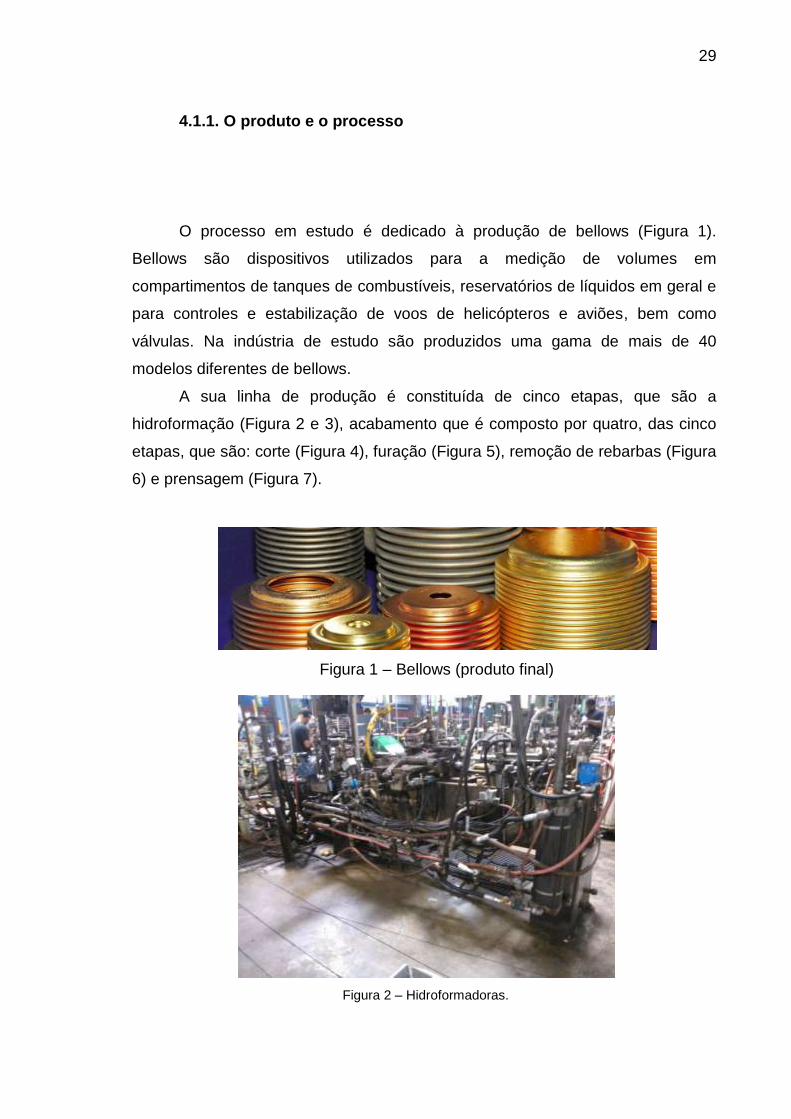
O processo em estudo é dedicado à produção de bellows (Figura 1).
Bellows são dispositivos utilizados para a medição de volumes em
compartimentos de tanques de combustíveis, reservatórios de líquidos em geral e
para controles e estabilização de voos de helicópteros e aviões, bem como
válvulas. Na indústria de estudo são produzidos uma gama de mais de 40
modelos diferentes de bellows.
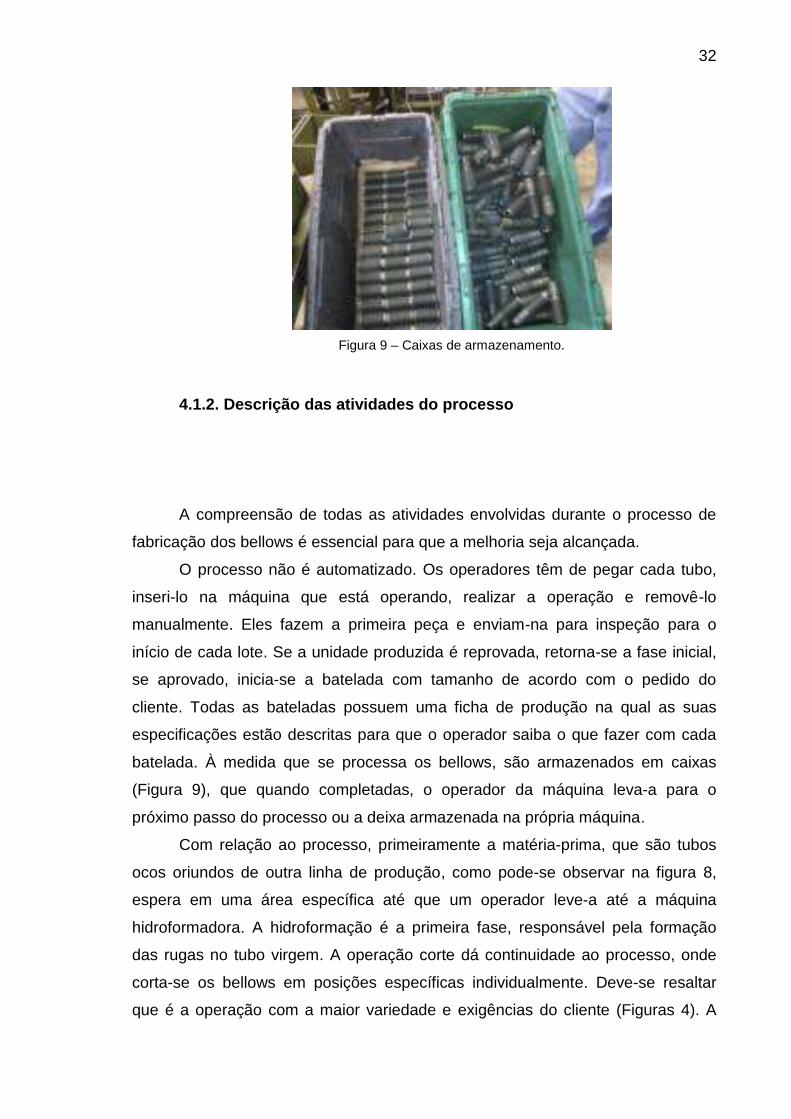
A sua linha de produção é constituída de cinco etapas, que são a
hidroformação (Figura 2 e 3), acabamento que é composto por quatro, das cinco
etapas, que são: corte (Figura 4), furação (Figura 5), remoção de rebarbas (Figura
6) e prensagem (Figura 7).
Figura 2 – Hidroformadoras.
Figura 1 – Bellows (produto final)

30
Figura 3 – Hidroformadoras Panorama.
Figura 4 – Corte.
Figura 5 – Furação.

31
Figura 6 – Remoção de rebarbas.
Figura 7 – Prensagem.
Figura 8 – Matéria Prima.
32
4.1.2. Descrição das atividades do processo
A compreensão de todas as atividades envolvidas durante o processo de
fabricação dos bellows é essencial para que a melhoria seja alcançada.
O processo não é automatizado. Os operadores têm de pegar cada tubo,
inseri-lo na máquina que está operando, realizar a operação e removê-lo
manualmente. Eles fazem a primeira peça e enviam-na para inspeção para o
início de cada lote. Se a unidade produzida é reprovada, retorna-se a fase inicial,
se aprovado, inicia-se a batelada com tamanho de acordo com o pedido do
cliente. Todas as bateladas possuem uma ficha de produção na qual as suas
especificações estão descritas para que o operador saiba o que fazer com cada
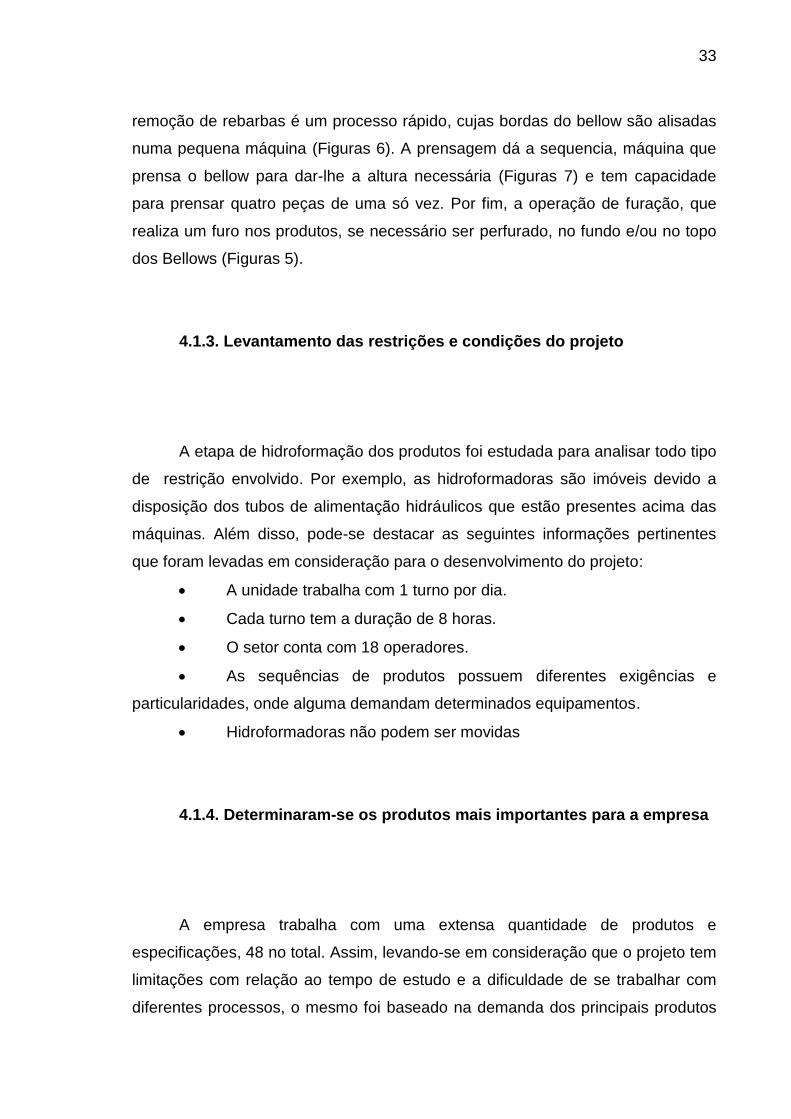
batelada. À medida que se processa os bellows, são armazenados em caixas
(Figura 9), que quando completadas, o operador da máquina leva-a para o
próximo passo do processo ou a deixa armazenada na própria máquina.
Com relação ao processo, primeiramente a matéria-prima, que são tubos
ocos oriundos de outra linha de produção, como pode-se observar na figura 8,
espera em uma área específica até que um operador leve-a até a máquina
hidroformadora. A hidroformação é a primeira fase, responsável pela formação
das rugas no tubo virgem. A operação corte dá continuidade ao processo, onde
corta-se os bellows em posições específicas individualmente. Deve-se resaltar
que é a operação com a maior variedade e exigências do cliente (Figuras 4). A
Figura 9 – Caixas de armazenamento.
figura 5 –Furação.
33
remoção de rebarbas é um processo rápido, cujas bordas do bellow são alisadas
numa pequena máquina (Figuras 6). A prensagem dá a sequencia, máquina que
prensa o bellow para dar-lhe a altura necessária (Figuras 7) e tem capacidade
para prensar quatro peças de uma só vez. Por fim, a operação de furação, que
realiza um furo nos produtos, se necessário ser perfurado, no fundo e/ou no topo
dos Bellows (Figuras 5).
4.1.3. Levantamento das restrições e condições do projeto
A etapa de hidroformação dos produtos foi estudada para analisar todo tipo
de restrição envolvido. Por exemplo, as hidroformadoras são imóveis devido a
disposição dos tubos de alimentação hidráulicos que estão presentes acima das
máquinas. Além disso, pode-se destacar as seguintes informações pertinentes
que foram levadas em consideração para o desenvolvimento do projeto:
A unidade trabalha com 1 turno por dia.
Cada turno tem a duração de 8 horas.
O setor conta com 18 operadores.
As sequências de produtos possuem diferentes exigências e
particularidades, onde alguma demandam determinados equipamentos.
Hidroformadoras não podem ser movidas
4.1.4. Determinaram-se os produtos mais importantes para a empresa
A empresa trabalha com uma extensa quantidade de produtos e
especificações, 48 no total. Assim, levando-se em consideração que o projeto tem
limitações com relação ao tempo de estudo e a dificuldade de se trabalhar com
diferentes processos, o mesmo foi baseado na demanda dos principais produtos
34
da empresa que resultaram em 23 produtos. Esses produtos significavam 82% da
demanda pelos clientes e da produtividade durante os últimos seis meses, ou
seja, de janeiro a Junho de 2013.
4.1.5. Coleta de dados
Os dados mencionados anteriormente foram coletados através de
investigação das operações por meio de observação do processo, análise de
fichas, documentos da empresa e entrevistas aos funcionários. Toda informação
foi coletada com o supervisor da linha de produção, presidente, setor de recursos
humanos e operadores. O material obtido foi devidamente anotado e inserido em
documentos Word® e planilhas do Excel® para sua posterior análise.
4.2. ANÁLISE DOS DADOS
De acordo com o levantamento dos dados, foram obtidas informações que
permitiram definir o estado atual do processo em estudo para análise e
identificação dos problemas do fluxo de produção e criar a nova abordagem para
a melhoria do processo utilizando as ferramentas do Lean.
As entrevistas com os responsáveis de cada área revelou que os
operadores da linha são designados para uma máquina e inicia a produção a
partir do material disponível do passo anterior, sem uma ordem específica ou
tempo para término do processo, o que dificulta a sua visualização e
gerenciamento, uma vez que não há previsão ou programação da produção. O
operador realiza a operação designada até o fim do número de unidades que se
deve produzir em cada um dos processos, ou seja, em bateladas, que geralmente
são em torno de 4.000 unidades por vez; isso provoca a descontinuidade no
processo, não havendo, portanto, o fluxo de produção puxado.
35
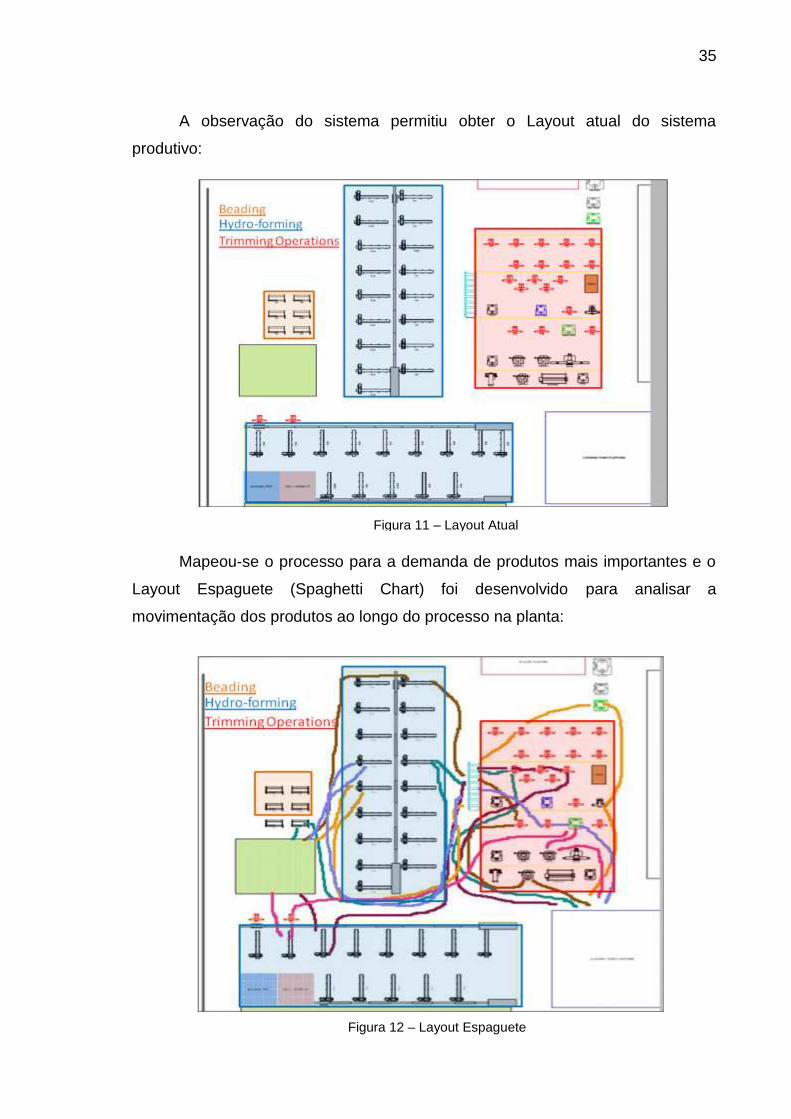
A observação do sistema permitiu obter o Layout atual do sistema
produtivo:
Mapeou-se o processo para a demanda de produtos mais importantes e o
Layout Espaguete (Spaghetti Chart) foi desenvolvido para analisar a
movimentação dos produtos ao longo do processo na planta:
Figura 12 – Layout Espaguete
Figura 11 – Layout Atual
36
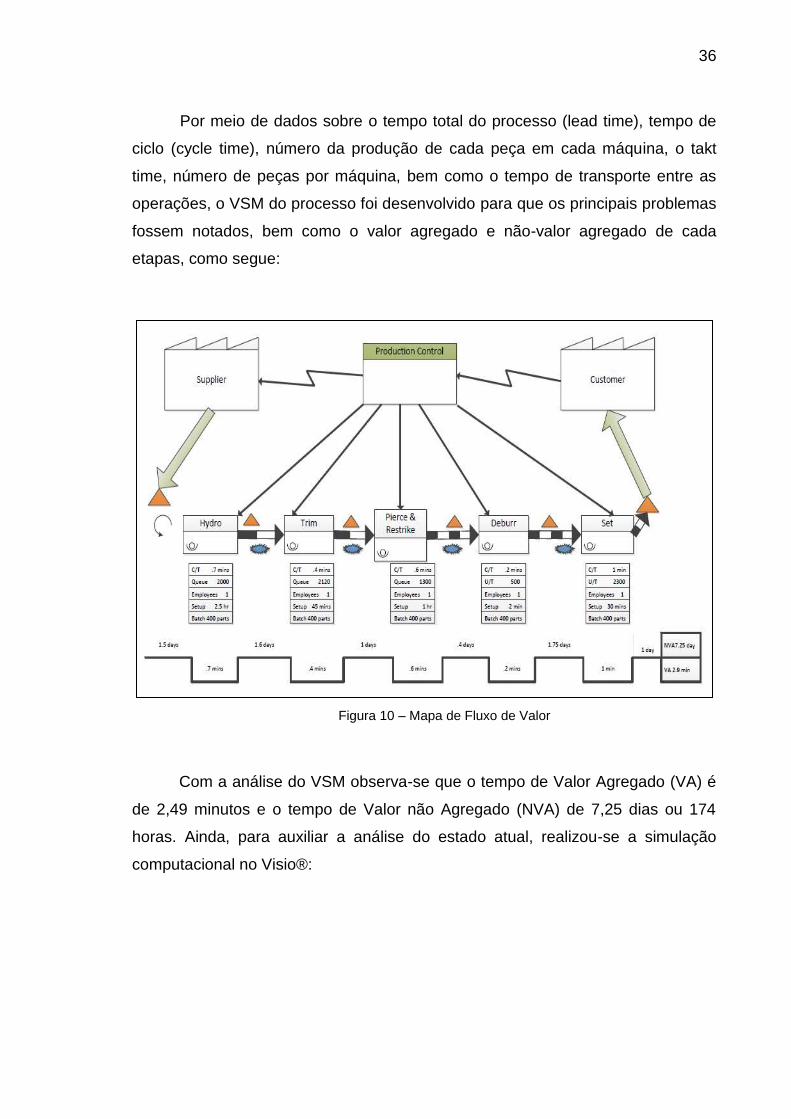
Por meio de dados sobre o tempo total do processo (lead time), tempo de
ciclo (cycle time), número da produção de cada peça em cada máquina, o takt
time, número de peças por máquina, bem como o tempo de transporte entre as
operações, o VSM do processo foi desenvolvido para que os principais problemas
fossem notados, bem como o valor agregado e não-valor agregado de cada
etapas, como segue:
Com a análise do VSM observa-se que o tempo de Valor Agregado (VA) é
de 2,49 minutos e o tempo de Valor não Agregado (NVA) de 7,25 dias ou 174
horas. Ainda, para auxiliar a análise do estado atual, realizou-se a simulação
computacional no Visio®:
Figura 10 – Mapa de Fluxo de Valor

37
Essa simulação foi realizada nas condições do produto que tem a maior
demanda da indústria com a quantidade de 5000 unidades durante o tempo de
um mês. A figura 13 traz como resultado a capacidade de utilização de 24 % das
máquinas e operários, capacidade de produção de 15.600 peças e o tempo de
produção de 3.923 minutos. Observa-se ainda que na maior parte do tempo, 76%,
as máquinas estão no estado de ociosas, ou seja, estão disponíveis, mas não
estão produzindo; ou ainda, significa que a indústria está trabalhando com um
terço de sua capacidade.
A partir desses dados em mãos, analisou-se todos os mecanismos obtidos
e definiu-se o estado atual do processo. Os layouts da planta mostram que há
grandes oportunidades de melhoria na organização da planta. A disposição
estratégica das máquinas hidroformadoras com as seguintes etapas evitam, por
exemplo, o excesso de movimentação pelo setor de forma desnecessária e perda
de tempo como mostra o Layout Espaguete. A organização com um novo layout,
considerando é claro as restrições do projeto, favorecerem o fluxo de produção e
visa proporcionar um ambiente mais organizado.
Com o VSM claramente pode-se notar que o tempo de espera entre
estações é muito maior que o tempo de processamento das peças, principalmente
entre os processos de hidroformação e as etapas seguintes. Todos os
Figura 13 – Simulação Computacional do Estado Atual

38
procedimentos pós-hidroformação são conduzidos de forma empurrada (push
system), pois o material fica parado até que se preencha a caixa indicada na
figura 8. Isso gera falta de continuidade no fluxo de produção, contrariando o
princípio Just in Time e também reflete em WIP entre as estações.
A simulação também forneceu informações análogas sobre o processo de
fabricação com a sua análise. A inserção dos dados reais coletados sobre o
tempo de cada batelada permitiu verificar que existe uma grande quantidade de
material parado entre uma operação e outra. Para finalizar, observou-se também
que o sistema está com a linha de produção desbalanceada e que os pontos de
gargalo estão sempre localizados entre as operações de hidroformação e as
quatro outras em diante.

39
5. RESULTADOS E DISCUSSÃO
A metodologia buscou levantar os dados para que a abordagem proposta
fosse desenvolvida. Os resultados obtidos dizem respeito a abordagem que veio a
ser proposta como solução para os problemas no processo de produção da
indústria.
Notou-se um padrão dos problemas analisados, o que permitiu a criação da
abordagem de melhoria, bem como a organização e falta de programação da
produção da empresa. O estudo dos tempos mostrou que o gargalo deve ser
eliminado para que a linha seja balanceada. Então, o processo foi dividido entre
as duas partes (Figura 14) onde estão presentes os gargalos: a hidroformação e o
conjunto das demais operações, chamadas de “operações corte”.
Ainda com relação aos padrões observados, podem-se agrupar os
produtos do projeto de acordo com as suas características de produção, cujos
foram organizados em famílias, como representado na parte de baixo da figura
14. Essas famílias são compostas por produtos que têm o mesmo processo de
produção após a hidroformação que é a primeira etapa e fundamental para
produção de Bellows, presente na fabricação de todos os produtos. Em outras
palavras, alguns produtos, após a operação de hidroformação, necessitam de
operações como corte, prensagem, desbaste e furação, outros, necessitam
apenas de corte e desbaste. Essas características marcantes permitiram a
Figura 14 – Padrão de Gargalos

40
formulação de células de produção para facilitar, organizar e melhorar o fluxo do
processo de produção.
Essa melhora acontece porque as células favorecem o fluxo e acabam com
o desbalanceamento do atual processo. O tempo de ciclo na hidroformação é
equilibrado com o tempo de ciclo das demais operações, de acordo com o estudo
dos tempos, ou seja, o tempo de operação na hidroformação é tal, que pode-se
atribuir uma hidroformadora para cada célula, o que evita o WIP e principalmente
obriga o sistema a evoluir de forma puxada (pull system). Os produtos
selecionados para trabalhar na forma de células de produção representam a
demanda de 67% e estão representados e divididos em quatro células nomeadas
de A, B, C e D, como segue abaixo:
Tabela 1 - Famílias
Familia
Produtos
Número de
produtos
Código dos produtos Demanda
A 4
A01505A0059
A00753A0017
A00753A0021
A01124A0093
20.1%
B 4
A02505A0004
A02505A0036
A02505A0006
A02505A0035
33.94%
C 2 A01484A0001
A01775A0001 12.96%
D 13
A01590A0014
A02007A0007
A01120A0010
A01340A0003
A01135A0001
A02000A0020
33.00%
Continua
41
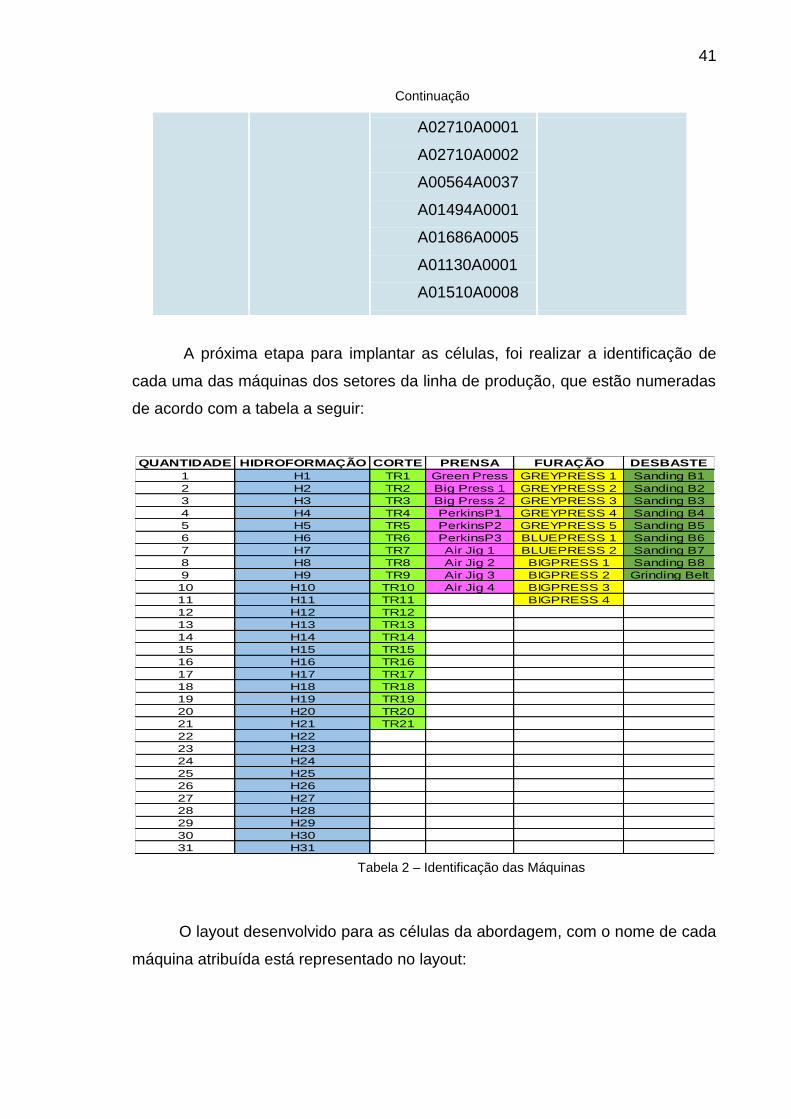
A próxima etapa para implantar as células, foi realizar a identificação de
cada uma das máquinas dos setores da linha de produção, que estão numeradas
de acordo com a tabela a seguir:
O layout desenvolvido para as células da abordagem, com o nome de cada
máquina atribuída está representado no layout:
A02710A0001
A02710A0002
A00564A0037
A01494A0001
A01686A0005
A01130A0001
A01510A0008
Tabela 2 – Identificação das Máquinas
QUANTIDADE HIDROFORMAÇÃO CORTE PRENSA FURAÇÃO DESBASTE
1 H1 TR1 Green Press GREYPRESS 1 Sanding B1
2 H2 TR2 Big Press 1 GREYPRESS 2 Sanding B2
3 H3 TR3 Big Press 2 GREYPRESS 3 Sanding B3
4 H4 TR4 PerkinsP1 GREYPRESS 4 Sanding B4
5 H5 TR5 PerkinsP2 GREYPRESS 5 Sanding B5
6 H6 TR6 PerkinsP3 BLUEPRESS 1 Sanding B6
7 H7 TR7 Air Jig 1 BLUEPRESS 2 Sanding B7
8 H8 TR8 Air Jig 2 BIGPRESS 1 Sanding B8
9 H9 TR9 Air Jig 3 BIGPRESS 2 Grinding Belt
10 H10 TR10 Air Jig 4 BIGPRESS 3
11 H11 TR11 BIGPRESS 4
12 H12 TR12
13 H13 TR13
14 H14 TR14
15 H15 TR15
16 H16 TR16
17 H17 TR17
18 H18 TR18
19 H19 TR19
20 H20 TR20
21 H21 TR21
22 H22
23 H23
24 H24
25 H25
26 H26
27 H27
28 H28
29 H29
30 H30
31 H31
Continuação
Continuação

42
Figura 15 – Célula A
Figura 16 – Célula B

43
A abordagem emprega três células ativas de trabalho, que estão
permanentemente montadas, cada uma com diferentes máquinas. A célula A
inicia seu processo com o corte (Trim) na máquina TR14, depois o produto segue
para a prensagem (Set) que é realizado pela máquina Perking Press, vai para a
furação (Restrike & Pierce) na máquina Green Press e por final elimina-se as
rebarbas (Deburr) no Sanding Belt 1. A célula B vai trabalhar primeiramente com
corte (Trim) na TR17, encaminha-se para a prensa (Set) na máquina Air Jig, para
a furação (Restrike & Pierce) na máquina Big Press 1 e por fim elimina-se as
rebarbas (Deburr) do produto na máquina Sanding Belt 3. Na última célula C o
processo é realizado somente por uma máquina de corte (Trim) na máquina
TR16.
Com as células, montou-se o futuro layout da planta para a abordagem:
Figura 18 – Layout Futuro
Figura 17 – Célula C

44
A área D, exibida no layout, representa todas as outras peças que não têm
similaridade de produção, ou seja, não foi possível obter um padrão de processo
para que fosse construída uma nova célula ou que se enquadrasse nas demais.
Para essa “família”, designou-se uma área com as máquinas que não foram
atribuídos as células A, B e C.
Além do sistema de células de produção proposto, a abordagem
desenvolveu em cima das oportunidades de melhoria analisadas um schudule
(cronograma) de produção. Esse cronograma atribui e utiliza todas as máquinas
da linha de produção que antes não eram utilizadas, trazendo como benefício a
organização da produção, auxílio do seu gerenciamento, programação da
produção e economia de tempo por meio de setups programados ou que
pudessem ser evitados, pois já estão montados previamente de maneira objetiva
em cada uma das máquinas a que a produção do produto foi atribuída.
Novamente, esse trabalho levou em consideração os produtos mais
importantes de acordo com a demanda e as restrições do projeto, obtendo-se o
seguinte quadro de programação da produção:
Com este quadro é possível gerenciar a produção. Todos as máquinas
estão dispostas acima, bem como os produtos atribuídos a cada uma delas. Com
Quadro 1 – Controle de Produção
45
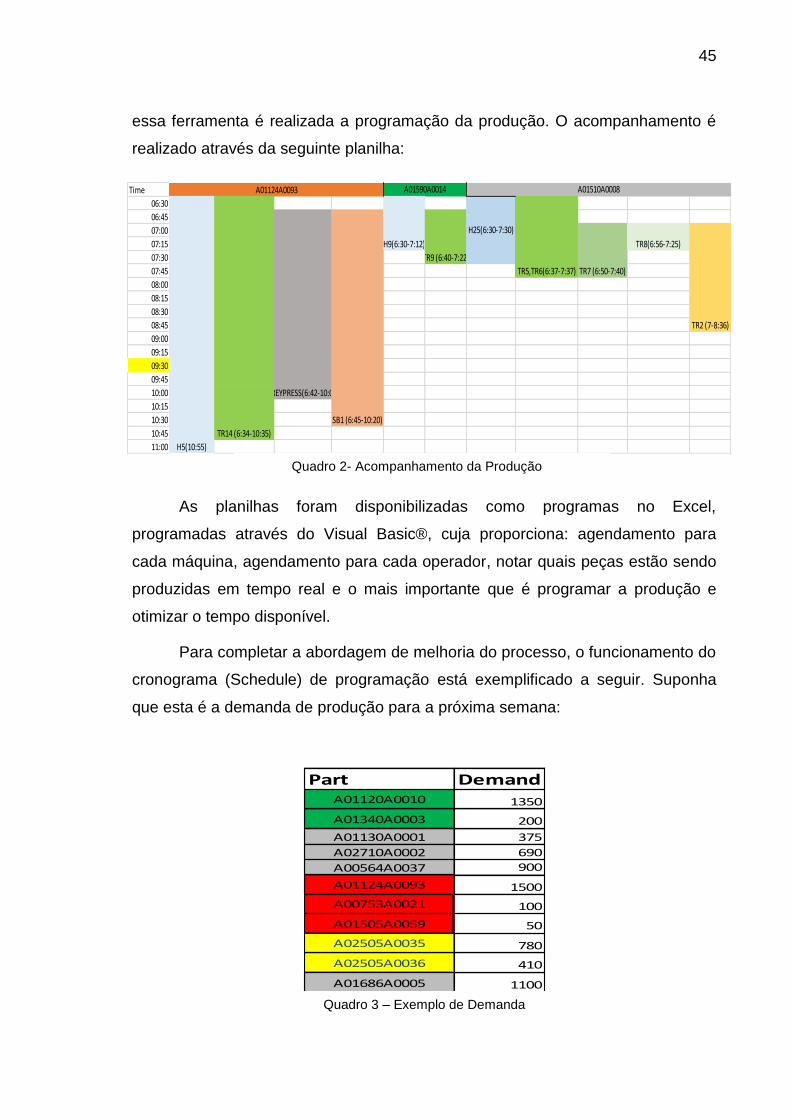
essa ferramenta é realizada a programação da produção. O acompanhamento é
realizado através da seguinte planilha:
As planilhas foram disponibilizadas como programas no Excel,
programadas através do Visual Basic®, cuja proporciona: agendamento para
cada máquina, agendamento para cada operador, notar quais peças estão sendo
produzidas em tempo real e o mais importante que é programar a produção e
otimizar o tempo disponível.
Para completar a abordagem de melhoria do processo, o funcionamento do
cronograma (Schedule) de programação está exemplificado a seguir. Suponha
que esta é a demanda de produção para a próxima semana:
Part DemandA01120A0010 1350
A01340A0003 200
A01130A0001 375
A02710A0002 690
A00564A0037 900
A01124A0093 1500
A00753A0021 100
A01505A0059 50
A02505A0035 780
A02505A0036 410
A01686A0005 1100
Quadro 3 – Exemplo de Demanda
Time
06:30
06:45
07:00
07:15
07:30
07:45
08:00
08:15
08:30
08:45
09:00
09:15
09:30
09:45
10:00
10:15
10:30
10:45
11:00
TR5,TR6(6:37-7:37) TR7 (6:50-7:40)
TR8(6:56-7:25)
TR2 (7-8:36)
A01510A0008A01590A0014
H9(6:30-7:12)
TR9 (6:40-7:22)
H25(6:30-7:30)
GREYPRESS(6:42-10:00)
SB1 (6:45-10:20)
A01124A0093
TR14 (6:34-10:35)
H5(10:55)
Quadro 2- Acompanhamento da Produção

46
Deve-se primeiro inserir os pedidos na planilha de acordo com o seu
respectivo código (Part) e a o número total de peças do pedido (Demand). Em
seguida, identifica-se o produto automaticamente e o separa por família através
de cores, como indicado acima, representada pelas cores: família A – cor
vermelha, B – cor amarela, C – cor verde e D – cor cinza. Essa planilha ainda
pode ser organizada pela a empresa por ordem de importância de acordo com a
sua característica do pedido: FIFO (First In First Out), custo benefício, maior
demanda ou prioridade de consumidor. O objetivo é programa a produção de tal
forma que se alterne as células que estão produzindo ou realizar a maior
quantidade de pedidos na mesma célula aproveitando a sua configuração de
modo flexível. Outra vantagem desse sistema é o controle dos pedidos que
facilitam o trabalho de manutenção preventiva por meio de paradas programadas
e também a troca de setups nas células ou em outras máquinas em geral.
O segundo passo é a atribuição das máquinas através do Controle De
Produção (Quadro 1) para designar as máquinas e os operadores:
O programador de produção atribui o produto as máquinas e células
correspondentes. De acordo com o tempo de produção de cada peça obtido com
o estudo de tempo (tempo de ciclo, takt time e lead time) calcula-se a primeira
“corrida de produção” com o sistema de uma peça por vez (one piece flow) e o
sistema puxado está criado. Sabe-se com o schedule o tempo para produção da
primeira unidade do pedido e com isso sabe-se o tempo para iniciar o da segunda
operação do processo. O andamento da produção da unidade abaixo está
representado como segue:
Part DemandA01124A0093 1500 H5 TR14 GREYPRESS SandingB1
Quadro 4 – Exemplo de Atribuição de Pedido
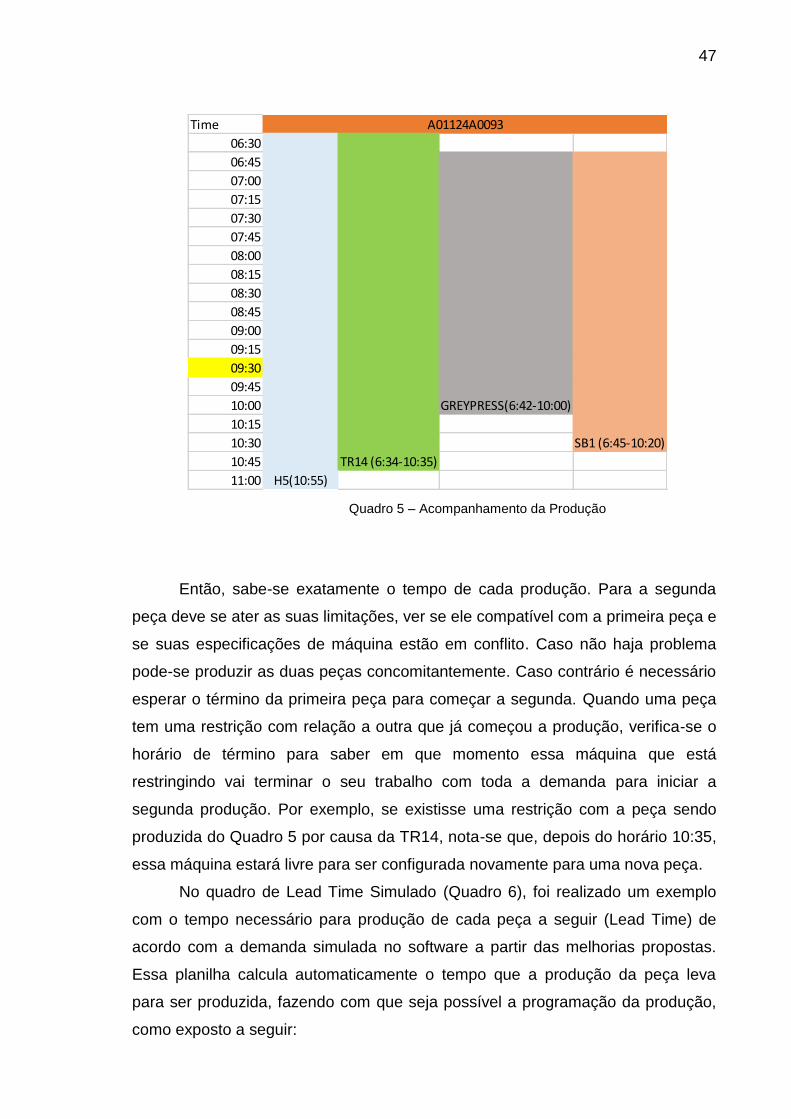
47
Então, sabe-se exatamente o tempo de cada produção. Para a segunda
peça deve se ater as suas limitações, ver se ele compatível com a primeira peça e
se suas especificações de máquina estão em conflito. Caso não haja problema
pode-se produzir as duas peças concomitantemente. Caso contrário é necessário
esperar o término da primeira peça para começar a segunda. Quando uma peça
tem uma restrição com relação a outra que já começou a produção, verifica-se o
horário de término para saber em que momento essa máquina que está
restringindo vai terminar o seu trabalho com toda a demanda para iniciar a
segunda produção. Por exemplo, se existisse uma restrição com a peça sendo
produzida do Quadro 5 por causa da TR14, nota-se que, depois do horário 10:35,
essa máquina estará livre para ser configurada novamente para uma nova peça.
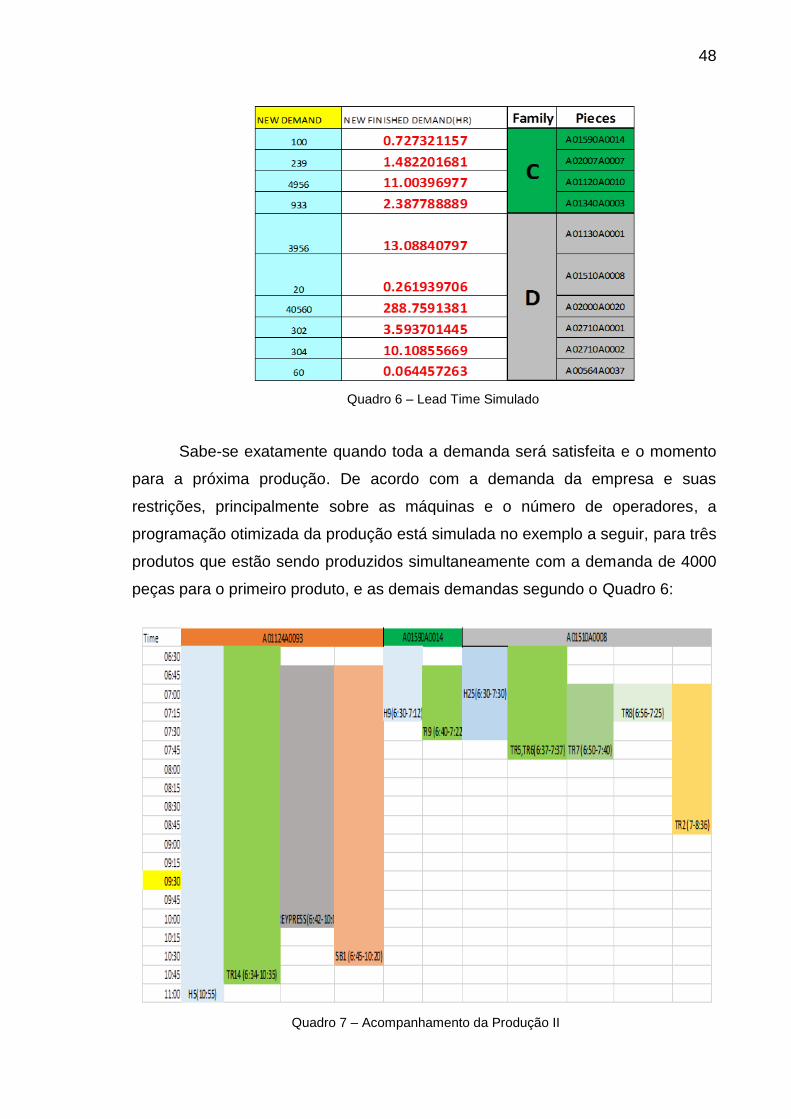
No quadro de Lead Time Simulado (Quadro 6), foi realizado um exemplo
com o tempo necessário para produção de cada peça a seguir (Lead Time) de
acordo com a demanda simulada no software a partir das melhorias propostas.
Essa planilha calcula automaticamente o tempo que a produção da peça leva
para ser produzida, fazendo com que seja possível a programação da produção,
como exposto a seguir:
Quadro 5 – Acompanhamento da Produção
Time
06:30
06:45
07:00
07:15
07:30
07:45
08:00
08:15
08:30
08:45
09:00
09:15
09:30
09:45
10:00
10:15
10:30
10:45
11:00
GREYPRESS(6:42-10:00)
SB1 (6:45-10:20)
A01124A0093
TR14 (6:34-10:35)
H5(10:55)
48
Sabe-se exatamente quando toda a demanda será satisfeita e o momento
para a próxima produção. De acordo com a demanda da empresa e suas
restrições, principalmente sobre as máquinas e o número de operadores, a
programação otimizada da produção está simulada no exemplo a seguir, para três
produtos que estão sendo produzidos simultaneamente com a demanda de 4000
peças para o primeiro produto, e as demais demandas segundo o Quadro 6:
Quadro 6 – Lead Time Simulado
Quadro 7 – Acompanhamento da Produção II

49
A primeira unidade que está no exemplo necessita de 4 operadores, um
para cada máquina e aproximadamente as 11:00 horas a máquina H5 estará livre.
Segunda parte:
• 2 operadores necessários
• Às 07:22 a demanda será atendida
Terceira parte:
• 5 operadores necessários (dois para o primeiro recorte)
• máquinas de tempos será livre
• Às 08:36 a demanda será atendida.
Para verificar as proposta de melhoria, construiu-se o VSM do processo
futuro nas mesmas condições de processo simulado para o estado atual, ou seja,
com o mesmo produto e número de peças produzidas:
Figura 19 – VSM Futuro
50
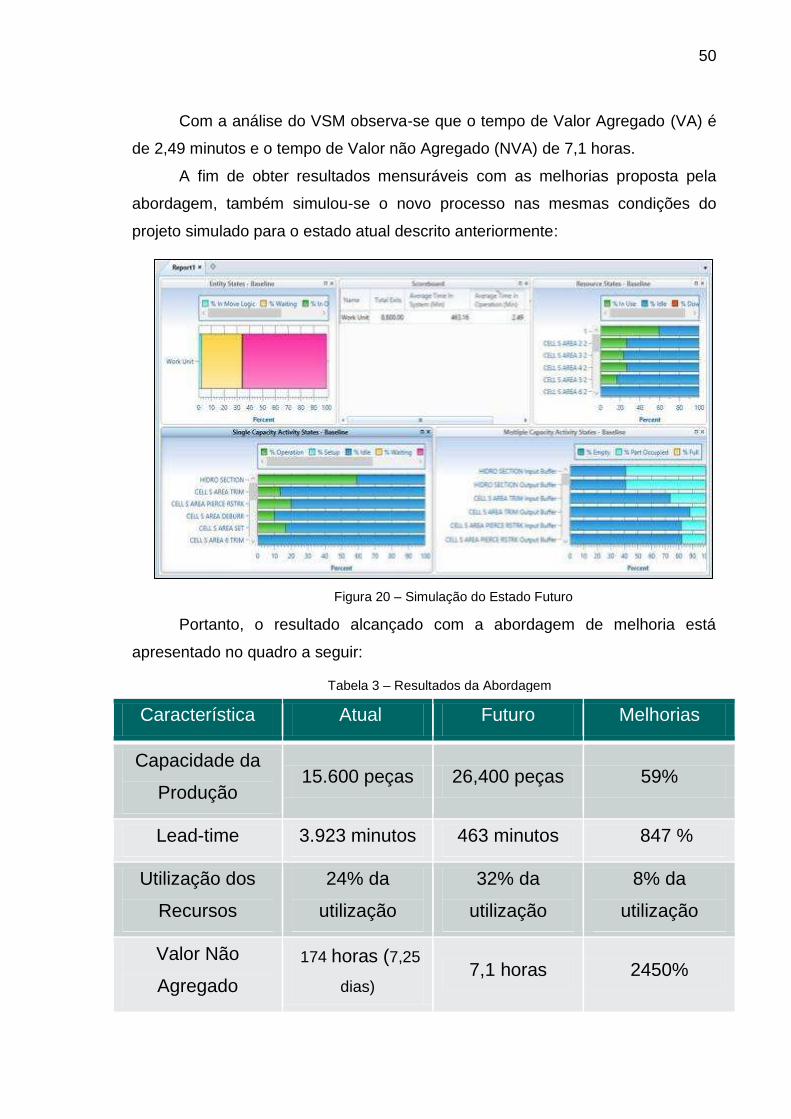
Com a análise do VSM observa-se que o tempo de Valor Agregado (VA) é
de 2,49 minutos e o tempo de Valor não Agregado (NVA) de 7,1 horas.
A fim de obter resultados mensuráveis com as melhorias proposta pela
abordagem, também simulou-se o novo processo nas mesmas condições do
projeto simulado para o estado atual descrito anteriormente:
Portanto, o resultado alcançado com a abordagem de melhoria está
apresentado no quadro a seguir:
Característica Atual Futuro Melhorias
Capacidade da
Produção 15.600 peças 26,400 peças 59%
Lead-time 3.923 minutos 463 minutos 847 %
Utilização dos
Recursos
24% da
utilização
32% da
utilização
8% da
utilização
Valor Não
Agregado
174 horas (7,25
dias) 7,1 horas 2450%
Figura 20 – Simulação do Estado Futuro
Tabela 3 – Resultados da Abordagem

51
Característica Atual Futuro Melhorias
Capacidade da
Produção
15.600
peças
26,400
peças
69%
Lead-time 3.923
minutos
463 minutos 88,2
% Utilização dos
Recursos
24% da
utilização
32% da
utilização
8% da
utilização Valor Não
Agregado
174 horas
(7,25 dias)
7,1 horas 95,9 %
Característica Atual Futuro Melhorias
Capacidade da
Produção 15.600 peças 26,400 peças
Aumento de
69%
Lead-time 3.923 minutos 463 minutos Redução de
88,2 %
Utilização dos
Recursos 24% da utilização 32% da utilização
Aumento de
8%
Valor Não Agregado 174 horas (7,25 dias) 7,1 horas Redução de
95,9 %
Observa-se que há melhoria em todas as características analisadas
quando comparadas com o atual processo. A Utilização dos Recursos
disponíveis, conforme o resultado da simulação na figura 20 (localizado na parte
direita), que significa a utilização das máquinas e operadores no tempo em que
estão disponíveis, foi melhorada em 8% com a diminuição do tempo de ocupação
demasiado da produção parado nas máquinas (WIP) e ainda pode ser ampliado
se houver mais operadores para produzir mais do que três pedidos ao mesmo
tempo, que é uma das limitações do processo; isso mostra também que as
máquinas ainda suportam trabalhar com uma demanda maior, pois agora não
estão sobrecarregadas com a produção estacionária, conforme a barra azul (parte
esquerda da figura 20). Além disso, a Capacidade de Produção foi otimizada em
59%, o tempo de produção (Lead Time) reduzido em 847%, e, por fim, o Valor

52
agregado se mantém o mesmo em 2,49 minutos, porém o tempo de Valor Não
Agregado reduziu em 2450% com o presente trabalho.
6. CONCLUSÃO
Conforme os resultados apresentados nesse trabalho é possível verificar
que, se a abordagem desenvolvida com as ferramentas de Lean Manufacturing
for empregada, solucionará os problemas do fluxo de produção da indústria.
A partir da análise do sistema atual e a comparação da proposta simulada
os resultados são expressivos. Conclui-se então que com a escolha do melhor
layout, se obterá um processo dinâmico e mais produtivo; a planilha de controle e
programação da produção buscará de forma clara e objetiva organizar a linha de
produção que não é atualmente funcional e é, na verdade, um dos grandes
problemas enfrentados pelo supervisor da linha que não consegue realizar essa
tarefa por falta de conhecimento das ferramentas de Engenharia. A redução do
tempo total de produção em 847% e de Valor Não Agregado em 2450% pela
redução das perdas de movimento e espera com as células propostas e o
balanceamento do sistema para induzir a produção puxada foi o grande legado
deixado pelo trabalho, alcançando os princípios do Lean.

53
REFERÊNCIAS BIBLIOGRÁFICAS
ABDULMALEK, Fawaz A.; JAYANT Rajgopal. Analyzing the benefits of
lean manufacturing and value stream mapping via simulation: a process sector
case study. International Journal of production economics 107.1: 223-236,
2007.
ARDOZA, E.; CARPINETTI, L. C. R. Indicadores de desempenho para o
sistema de produção enxuto. Revista Científica e Eletrônica de Engenharia da
Produção. Universidade Federal de Santa Catarina. ISSN 1676-1901/Vol. 5/
Num. 2, 2005. Disponível < http://producaoonline.org.br/rpo/article/view/338 >
Acessado jul de 2013 a jan 2014.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 2028:
informação e documentação – resumo - apresentação. Rio de Janeiro, 2003.
BERGER, A. Continuous improvement and Kaizen: standardization and
organizational designs. Integral Manufactory System: USA, 1997.
BICHENO, J. The Lean Toolbox. PICSIE Books. UK: Buckingham, 2000.
DEMO, Pedro. Metodologia científica em ciências sociais. São Paulo:
Atlas, 1981.
DETTY, R.B.; Yingling, J.C. Quantifying benefits of conversion to lean
manufacturing with discrete event simulation: a case study. International Journal
of Production Research 38 (2), 429–445, 2000.
ELMOSELHY, Salah AM. Hybrid lean–agile manufacturing system technical
facet, in automotive sector. Journal of Manufacturing Systems, 2013.
GORDON, P. Lean and green profit for your workplace and
environment. San Francisco: Berrett-Koehler Publishers, 2001.
54
HOLWEG, Matthias. The genealogy of lean production. Journal of
Operations Management 25.2: 420-437, 2007.
HOPP, W., SPEARMAN, M. Factory Physics. New York: McGraw-
Hill/Irwin, 2007.
Jimmerson, C; Weber, D; Sobek, D.K. Reducing waste and errors: piloting
lean principles at Intermountain Healthcare. Jt Comm J Qual Patient Saf.
31:249–57, 2005.
MARTÍNEZ-JURADO, Pedro José; MOYANO-FUENTES, José. Lean
management, supply chain management and sustainability: a literature
review. Journal of Cleaner Production, 2013.
MCDONALD, T.; VAN AKEN, E.M.; RENTES, A.F. Utilizing simulation to
enhance value stream mapping: a manufacturing case application. International
Journal of Logistics: Research and Applications 5 (2), 213–232, 2002.
MELTON, P.M. Agile project management for API projects: get agile—
deliver faster, Proceedings of the ISPE European Conference. The Chemical
Engineer. Belgium: Brussels (159): 34–37, 2003.
MELTON, P.M. To lean or not to lean? (that is the question). The Chemical
Engineer. (759): 34–37, 2004.
MELTON, Trish. The benefits of lean manufacturing: What lean thinking has
to offer the process industries. Chemical Engineering Research and Design
83.6: 662-673, 2005.
MOREIRA, F., ALVES, A., SOUSA, R. Towards eco-efficient lean
production, Rio de Janeiro, 2012.
55
MOYANO-FUENTES, J.; SACRISTÁN-DÍAZ, M. Learning on lean: a review
of thinking and research. Int. J. Operations Prod. Manage, 32 (5), 551 e 582,
2012.
OHNO, T. O Sistema Toyota de Produção: além da produção em larga
escala. Porto Alegre: Artes Médicas, 1997.
RATH, F. Tools for developing a quality management program: proactive
tools (process mapping, value stream mapping, fault tree analysis, and failure
mode and effects analysis). Int J Radiat Oncol Biol Phys. 71(1 Suppl.):187–90,
2008.
WERKEMA, M. C. C. Lean Six Sigma: introdução as ferramentas do lean
manufacturing. Ed.1.Belo Horizonte: Werkema Editora, 2006.
WOMACK, J.; JONES, D. Lean Thinking. New York: Free Press, 1998.
WOMACK, J.P.; JONES, D.T, ROOS, D. The machine that changed the
world: the story of lean production. New York: HarperCollins, 1990.
WOMACK, J.P.; JONES, D.T. Lean thinking: banish waste and create.
New York: HarperCollins Publishers, 1996.








![D } o P u ^ ] u µ o } W } } t µ ] ( v ] ] - USPsistemas.eel.usp.br/docentes/arquivos/5817066/93/MSP1d_EDS.pdf · 9iulrvppwrgrvqxppulfrv vkrrwlqj ppwrgrvghfrorfdomr hwf 1rvflodesrgh](https://static.fdocumentos.tips/doc/165x107/5e5ff731b51030261724443c/d-o-p-u-u-o-w-t-v-9iulrvppwrgrvqxppulfrv-vkrrwlqj-ppwrgrvghfrorfdomr.jpg)