Simulação do sistema logístico de inspeção de integridade...
121
Universidade Federal do Rio de Janeiro Simulação do sistema logístico de inspeção de integridade dos risers e equipamentos submarinos Lucas de Oliveira Castro Ferreira Rodrigues 2018
-
Upload
truongdiep -
Category
Documents
-
view
222 -
download
0
Transcript of Simulação do sistema logístico de inspeção de integridade...

Universidade Federal do Rio de Janeiro
Simulação do sistema logístico de inspeção de integridade dos risers e equipamentos submarinos
Lucas de Oliveira Castro Ferreira Rodrigues
2018
Simulação do sistema logístico de inspeção de integridade dos risers e equipamentos submarinos
Lucas de Oliveira Castro Ferreira Rodrigues
Projeto de Graduação apresentado ao
Curso de Engenharia Naval e Oceânica da
Escola Politécnica, Universidade Federal
do Rio de Janeiro, como parte dos
requisitos necessários à obtenção do título
de Engenheiro Naval e Oceânica.
Orientador: Jean-David Job Emmanuel
Marie Caprace
Rio de Janeiro
Março de 2018

Simulação do sistema logístico de inspeção de integridade dos risers e equipamentos submarinos
Lucas de Oliveira Castro Ferreira Rodrigues
PROJETO DE GRADUAÇÃO SUBMETIDO AO CORPO DOCENTE DO CURSO DE
ENGENHARIA NAVAL E OCEÂNICA DA ESCOLA POLITÉCNICA DA
UNIVERSIDADE FEDERAL DO RIO DE JANEIRO COMO PARTE DOS REQUISITOS
NECESSÁRIOS PARA A OBTENÇÃO DO GRAU DE ENGENHEIRA NAVAL E
OCEÂNICA.
Examinada por:
________________________________________________
Prof. Jean David Job Emmanuel Marie Caprace, Ph.D.
________________________________________________
Prof. Floriano Carlos Martins Pires Junior, D.Sc.
________________________________________________
Prof. Marcelo Igor Lourenço de Souza, D.Sc
________________________________________________
Prof. Luiz Felipe Assis, D.Sc.
RIO DE JANEIRO, RJ - BRASIL
Março de 2018

i
Rodrigues, Lucas de Oliveira Castro Ferreira
Simulação do sistema logístico de inspeção de integridade
dos risers e equipamentos submarinos / Lucas de Oliveira
Castro Ferreira Rodrigues - Rio de Janeiro: UFRJ / Escola
Politécnica, 2018.
Orientador: Jean David Job Emmanuel Marie Caprace
XI, p. 102 :Il.; 29,7 cm
Projeto de Graduação - UFRJ / POLI / Engenharia Naval e
Oceânica, 2018.
Referências Bibliográficas: p. 87 - 92.
1. Inspeção. 2. Risers e equipamentos submarinos. 3.
Simulação de Eventos Discretos. 4. Variáveis
estocásticas. 5. Altura de onda. I. CAPRACE, Jean
David Job Emmanuel Marie II Universidade Federal do
Rio de Janeiro, UFRJ, Escola Politécnica, Curso de
Engenharia Naval e Oceânica. III. Sistema logístico de
inspeção de integridade dos risers e equipamentos
submarinos.

ii
AGRADECIMENTOS
Agradeço eternamente ao meu irmão Gabriel Rodrigues (in memoriam) que
sempre me deu forças para viver e buscar meus sonhos.
Agradeço aos meus pais e a toda minha família, que me deu oportunidade de
estudar na UFRJ e ter uma vida feliz e amigável. Aos meus amigos mais próximos de
toda a minha vida, por acreditarem em mim.
Agradeço ao Gabriel Monteiro por ser uma peça fundamental para eu me
formar engenheiro naval e ao professor Jean Caprace por ser um ótimo orientador.
Agradeço a todos meus amigos da UFRJ pela força e motivação para continuar
em frente.

iii
Resumo do Projeto de Graduação apresentado à Escola Politécnica / UFRJ como
parte dos requisitos necessários para a obtenção do grau de Engenheiro Naval e
Oceânica.
Simulação do sistema logístico de inspeção de integridade dos risers e equipamentos submarinos
Lucas de Oliveira Castro Ferreira Rodrigues
Março / 2018
Orientador: Jean-David Job Emmanuel Marie Caprace
Curso: Engenharia Naval e Oceânica
O crescimento da produção e exploração de petróleo em alto mar tem elevado a utilização de risers flexíveis e rígidos. A costa brasileira é repleta de unidades flutuantes projetadas para realizar tais tarefas e, os risers, são a conexão entre elas e o poço e entre os terminais. Portanto, é de grande importância o monitoramento da integridade estrutural dos risers e dos equipamentos envolvidos no escoamento do petróleo, pois para todo o processo envolve-se um custo e uma complexidade de operação, tornando-se necessário o uso de simulações computacionais, aperfeiçoando do planejamento, para sua otimização. Este trabalho analisa resultados significativos a respeito da frequência de inspeção, a quantidade de RSV’s em operação e o custo, através de um processo iterativo de simulação computacional, considerando o estado de mar e suas limitações para diversos cenários possíveis. O estudo é realizado a partir de dados probabilísticos a respeito da frequência de operação de inspeção dos risers/equipamentos utilizando regras específicas, onde, com isso, é possível gerar um banco de dados visando a velocidade de inspeção e seu tempo de ciclo, contando com a subida e descida do ROV, os critérios de operação navio/ROV e as limitações de estado de mar. As incertezas do modelo quanto a atrasos na operação de inspeção são implementadas através de variáveis estocásticas. Com as condições de onda considerados como mau tempo e a limitação de operação citadas acima, têm-se as distribuições capazes de determinar quando a operação deverá ser suspendida e a janela de tempo até que a inspeção seja retomada. Com os dados, modelos de simulação de diversos cenários poderão ser testadas, cuja a variante trata-se da quantidade de risers/equipamentos e seus tipos em operação em conjunto com a quantidade de plataformas e terminais. Conclui-se com a adição dos custos a este modelo previamente desenvolvido, considerando todos os cenários propostos e um determinado número de iterações, fornecendo resultados como os custos de inspeção, a quantidade de ROV’s necessária e o tempo das operações. Palavras-Chave: inspeção; risers e equipamentos submarinos; simulações de evento
discreto; variáveis estocásticas; altura de onda;

iv
Abstract of Undergraduate Project presented to POLI/UFRJ as a partial fulfillment of
the requirements for the degree of Engineer.
Logistic System simulation of integrity inspection of the rises and submarine equipment
Lucas de Oliveira Castro Ferreira Rodrigues
March / 2018
Advisor: Jean-David Job Emmanuel Marie Caprace
Course: Naval Architecture and Marine Engineering
The growth of offshore oil production and exploration has increased the use of flexible
and rigid risers. The Brazilian cost is full of floating units designed to demand these
works, and the rises, are connexions between them and the well between the
terminals. For this reason is so important the monitoring of structural integrity of the
rises and of the equipment involved in the outflow of oil, because for all the process
involves a cost and a complexity of operation, becoming necessary the use of
computational simulations, improving the planning, for your optimization. This work
analyse significant results regarding the frequency of the inspection, the quantity of
RSV’s in operation and the cost, through of an iterative process of computational
simulations, considering the sea station and your limitations for many kind of possible
scenery. The study is based on probabilistic data regarding the operating frequency of
inspection of the rises/equipment using specific rules, where, therewith, is possible
create a data base aiming the speed of the inspection and its cycle time, counting on
the rise and fall of the ROV, the criteria of ship / ROV operation and the limitations of
sea state. The uncertain of the model regarding the delay in the operations of the
inspections are implemented through the stochastic variables. With the conditions of
the considerable wave, like bad weather and the limitation of the operations said
above, have distribution capable to determine when the operation should be
suspended and the window time until that the inspection will be restarted. With the
data, simulations models of the several scenery could be tested, which variant it is the
quantity of risers/equipment and its types in operation together with the quantity of
platforms and terminals. It concludes with the addition of costs to this previously
developed model, considering all scenery proposed and a determined number of
iterations, providing results such as inspection costs, the quantity of ROV’s necessary
and the time of the operations.
Keywords: Inspection, rises and submarine equipment, simulation of discreet event,
stochastic variables, wave height

v
Índice Geral
1. Introdução .............................................................................................................. 1
1.1. Contexto Histórico .......................................................................................... 1
1.2. Objetivo .......................................................................................................... 4
1.3. Estrutura do Projeto ........................................................................................ 5
1.4. Revisão Bibliográfica ...................................................................................... 6
1.4.1. Problemas Modelados por Simulação de Eventos Discreto ..................... 6
1.4.2. Problemas com Inspeção e Manutenção ............................................... 14
2. Metodologia ......................................................................................................... 15
2.1. Estrutura ....................................................................................................... 16
2.2. Inspeção ....................................................................................................... 19
2.3. RSV .............................................................................................................. 24
2.4. ROV ............................................................................................................. 26
2.4.1. Classificação de ROV ............................................................................ 27
2.5. Modelo .......................................................................................................... 28
2.6. Dados de entrada ......................................................................................... 30
2.6.1. Cenário 1 ............................................................................................... 32
2.6.2. Cenário 2 ............................................................................................... 40
2.6.3. Cenário 3 ............................................................................................... 49
2.6.4. Resumo ................................................................................................. 54
2.7. Características e Simplificações ................................................................... 55
2.8. Meteorologia ................................................................................................. 57
2.9. Time Charter e Diesel ................................................................................... 65
3. Resultados ........................................................................................................... 68
3.1. Resultados Cenário 1 ................................................................................... 73
3.2. Resultados Cenário 2 ................................................................................... 76
3.3. Resultados Cenário 3 ................................................................................... 79
3.4. Comparando os Cenários ............................................................................. 81
vi
4. Conclusão ............................................................................................................ 85
5. Bibliografia ........................................................................................................... 87
6. Anexo .................................................................................................................. 93
6.1. Campo de Júpiter ......................................................................................... 93
6.2. FPSO............................................................................................................ 94
6.3. Separadores (SSAO) .................................................................................... 99
6.4. Equipamentos Submarinos ......................................................................... 102
vii
Índice de Figuras
Figura 1 - Produção de Petróleo no Brasil Fonte: www.anp.org.br ................................ 1
Figura 2: Região do pré-sal (Fonte: https://diariodopresal.wordpress.com) ................... 2
Figura 3 - Fases do fluxo de caixa básico de um projeto de petróleo. Onde: E -
exploração; A - avaliação; D – desenvolvimento; P – produção. O eixo vertical acima
da origem representa a entrada de receita, enquanto que abaixo da origem estão os
custos de investimentos [6]. .......................................................................................... 4
Figura 4 - Desenvolvimento de um modelo de simulação (Chwif e Medina 2007) ......... 9
Figura 5 - Processo de estruturação e resolução da metodologia MCDA (Belton e
Stewart, 2001) ............................................................................................................ 10
Figura 6 – Simulação de eventos discretos ................................................................. 18
Figura 7 - Plataforma Flutuante de Produção com SCR Steel - Catenary Riser (Fonte:
PETROBRAS N-1487) ................................................................................................ 24
Figura 8 - Multi-Purpose Offshore Construction & ROV Support Vessels (RSV’s)
(Fonte: https://www.offshoreenergytoday.com) ........................................................... 25
Figura 9 - PSV 4000 (Fonte: http://www.seaboats.net) ............................................... 25
Figura 10 - Tipos de ROV (Fonte: Google) ................................................................. 26
Figura 11 - ROV de trabalho (Fonte: Google imagens) ............................................... 28
Figura 12 - Fluxograma da simulação de inspeção ..................................................... 31
Figura 13 - Layout Cenário 1 ...................................................................................... 33
Figura 14 - Layout do Cenário 1 de acordo com o Webplot Digitizer ........................... 34
Figura 15 - Cenário com 4 FPSO's ............................................................................. 35
Figura 16 - Ilustração do sistema de injeção de gás e água referente ao FPSO A ...... 37
Figura 17 - Mapa das posições dos FPSO, manifolds e injeção de gás ...................... 39
Figura 18 - Layout dos elementos no campo com posição do FPSO e manifolds ....... 41
Figura 19 - Arranjo do campo no cenário híbrido ........................................................ 41
Figura 20 - Arranjo com 2 FPSO, 6 separadores submarinos e 12 clusters manifolds na
produção ..................................................................................................................... 42
Figura 21 – Injetores de gás indicados pelas estrelas em branco ............................... 43
Figura 22 - Layout do Cenário 2 de acordo com o Webplot Digitizer ........................... 44
Figura 23 - Layout do sistema submarino referente ao separador S1 ......................... 46
Figura 24 - Layout do sistema submarino referente ao FPSO ..................................... 47
Figura 25 – Layout do cenário 3 subsea to shore ....................................................... 50
Figura 26 - Layout do cenário 3 de acordo com o Webplot Digitizer ........................... 51
Figura 27 - Tabela para calcular o comprimento base ................................................ 52
Figura 28 - As posições relativas e as distâncias parciais do pipeline 1 ...................... 52

viii
Figura 29 - As posições relativas e as distâncias parciais do pipeline 2 ...................... 53
Figura 30 - Distância total dos pipelines 1 e 2 em metros ........................................... 53
Figura 31 - Tabela de frequência de inspeção ............................................................ 54
Figura 32 - Em cinza, campo de Júpiter em relação à Santos e ao Rio de Janeiro
(Fonte: http://www.engimark.com.br) .......................................................................... 58
Figura 33 - Distribuição discreta para ondas de 3 metros ........................................... 61
Figura 34 - Distribuições do software QUEST (Fonte: QUEST) .................................. 62
Figura 35 - Condição de bom tempo, terceiro trimestre, distribuição Gama para altura
de onda de 3 metros ................................................................................................... 63
Figura 36 - Critério de seleção AD .............................................................................. 64
Figura 37 - Contratos de afretamento (Fonte: COPPE, UFRJ) .................................... 65
Figura 38 - Banco de Imagem TN Petróleo ................................................................. 94
Figura 39 - Você sabe o que é um FPSO? (Fonte: http://www.petrobras.com.br [51]) 95
Figura 40 - Esso Saba FPSO Brasil (Fonte: http://www.aukevisser.nl/esso/id508.htm)
................................................................................................................................... 96
Figura 41 - Standardized FPSO topsides facility configuration. The more hazardous
facilities are farthest from the accommodations and shaded red. Other facilities
decrease in level of operational risk from bow to stern. (Fonte: http://www.offshore-
mag.com) .................................................................................................................... 97
Figura 42 - Turret interno FPSO (Fonte:https://www.2b1stconsulting.com/turret/) ....... 98
Figura 43 - Turret externo FPSO (Fonte: https://www.themanufacturer.com/) ............. 99
Figura 44 - Visão artística do sistema de separação instalado no campo de Marlim . 100
Figura 45 - SSAO's diferentes módulos .................................................................... 101
Figura 46 - Arranjo esquemático de sistemas de produção (completação seca e
molhada) [52] ............................................................................................................ 102
Figura 47 - Seção transversal de um umbilical (Fonte:
http://www.subseapedia.org/w/index.php?title=Umbilicals) ....................................... 103
Figura 48 - Manifold (Fonte: http://www.petrobras.com.br)........................................ 104
Figura 49 - Árvore de Natal (Fonte: http://www.petrobras.com.br/) ........................... 105
Figura 50 - Riser com configuração em catenária [52] .............................................. 106
Figura 51 - Riser flexível [52] .................................................................................... 107

ix
Índice de Gráficos
Gráfico 1 - ABEAM, dezembro de 2013 (Fonte: http://www.abeam.org.br) ................... 3
Gráfico 2 - Coeficiente de correção do tempo de navegação ...................................... 29
Gráfico 3 - Comportamento do Time-Charter, MRM.................................................... 67
Gráfico 4 - Preço do Diesel ......................................................................................... 68
Gráfico 5 - Custo total por simulação .......................................................................... 72
Gráfico 6 - Influência meteorológica de altura de onda de 3.5 metros ......................... 73
Gráfico 7 - Influência meteorológica de altura de onda de 4.0 metros ......................... 74
Gráfico 8 - Influência meteorológica de altura de onda de 4.5 metros ......................... 74
Gráfico 9 - Custos anuais do Processo de inspeção para altura de onda de 3.5 m ..... 75
Gráfico 10 - Custos anuais do Processo de inspeção para altura de onda de 4.0 m ... 75
Gráfico 11 - Custos anuais do Processo de inspeção para altura de onda de 4.5 m ... 76
Gráfico 12- Influência meteorológica de altura de onda de 3.5 metros ........................ 77
Gráfico 13 - Influência meteorológica de altura de onda de 4.0 metros ....................... 77
Gráfico 14 - Custos anuais do Processo de inspeção para altura de onda de 3.5 m ... 78
Gráfico 15 - Custos anuais do Processo de inspeção para altura de onda de 4.0 m ... 78
Gráfico 16 - Influência meteorológica de altura de onda de 3.5 metros ....................... 79
Gráfico 17 - Influência meteorológica de altura de onda de 4.0 metros ....................... 80
Gráfico 18 - Custos anuais do Processo de inspeção para altura de onda de 3.5 m ... 80
Gráfico 19 - Custos anuais do Processo de inspeção para altura de onda de 4.0 m ... 81
Gráfico 20 - Estatística descritiva da média de atraso de inspeção entre os cenários 81
Gráfico 21- Estatística descritiva do atraso mínimo de inspeção entre os cenários .... 82
Gráfico 22 - Estatística descritiva do atraso máximo de inspeção entre os cenários ... 82
Gráfico 23 - Estatística descritiva da soma total dos tempos de inspeção entre os
cenários ...................................................................................................................... 83
Gráfico 24 - Estatística descritiva do desvio padrão dos tempos de inspeção entre os
cenários ...................................................................................................................... 83
Gráfico 25 - Estatística descritiva da média dos tempos de inspeção entre os cenários
................................................................................................................................... 83
Gráfico 26 – Comparação de tempo de fundeio com o tempo de viagem e inspeção . 84
Gráfico 27 - Comparação de tempo de fundeio com o tempo de viagem .................... 84
Gráfico 28 - Comparação de tempo de fundeio com o tempo de viagem .................... 85

x
Índice de Tabelas
Tabela 1 - tabela de frequência em anos de inspeção externa ................................... 20
Tabela 2 - Avaliação da Classe de Probabilidade de Ocorrência (POR). (Nota: O nível
de confiança é função do modelo de degradação, histórico de inspeção e experiência
anterior.) ..................................................................................................................... 21
Tabela 3 - Avaliação da Classe de Consequência de Ocorrência (COR). (Nota: A
classe de consequência de ocorrência (COR) é avaliada após consideração das
medidas ...................................................................................................................... 22
Tabela 4 - Matriz de Risco (MR). (Nota: Abordagem linear do risco para o nível
estratégico de monitoramento/inspeção) .................................................................... 22
Tabela 5 - Nível de Monitoramento/Inspeção .............................................................. 22
Tabela 6 - Definição do Nível de Monitoramento/Inspeção ......................................... 23
Tabela 7 - Propriedades adotadas para o RSV ........................................................... 28
Tabela 8 - Relação de comprimentos das linhas de produção entre ANM, manifolds e
risers ........................................................................................................................... 35
Tabela 9 -Diâmetro e tipos de linhas de produção ...................................................... 36
Tabela 10 - Relação de comprimentos das linhas de produção entre ANM, manifolds e
risers de injeção de água ............................................................................................ 36
Tabela 11 - Diâmetro e tipos de linhas de injeção de água ......................................... 37
Tabela 12 - Relação de comprimentos das linhas de produção entre ANM e risers de
injeção de gás............................................................................................................. 39
Tabela 13 - Diâmetro e tipos de linhas de injeção de gás ........................................... 40
Tabela 14 - Relação de comprimentos das linhas de produção entre ANM, manifolds e
risers ........................................................................................................................... 44
Tabela 15 - Distâncias das linhas de produção ........................................................... 45
Tabela 16 - Diâmetro e os tipos de linhas de produção .............................................. 45
Tabela 17 - Relação de comprimentos das linhas de produção antre ANM, manifolds e
risers de injeção de água ............................................................................................ 46
Tabela 18 - Diâmetro e tipos de linhas de injeção de água na produção após o
separador ................................................................................................................... 47
Tabela 19 - Relação de comprimentos das linhas de injeção de água direta do FPSO
................................................................................................................................... 48
Tabela 20 - Diâmetro e tipos de linhas de injeção de água direta do FPSO ................ 48
Tabela 21 - Relação de comprimentos das linhas de injeção de gás direta do FPSO . 48
Tabela 22 - Diâmetro e tipos de linhas de injeção de gás direta do FPSO .................. 49

xi
Tabela 23 Resumo esquemático dos equipamentos submarinos ............................... 55
Tabela 24 - Tabela indicativa da quantidade de simulações ....................................... 56
Tabela 25 - Tipos de pesquisa de inspeção (Fonte: https://www.subsea7.com) ......... 59
Tabela 26 - Escala Beaufort (Fonte: https://en.wikipedia.org/wiki/Beaufort_scale) ...... 60
Tabela 27 - Mau tempo de 3 metros por Bernouilli ...................................................... 61
Tabela 28 - Mau tempo de 4 metros por Bernouilli ...................................................... 61
Tabela 29 - Mau tempo de 4.5 metros por Bernouilli ................................................... 61
Tabela 30 - Distribuição Gamma de tempo bom e ruim para altura de 2 metros ......... 64
Tabela 31 - Distribuição Gamma de tempo bom e ruim para altura de 3 metros ......... 64
Tabela 32 - Distribuição Gamma de tempo bom e ruim para altura de 4 metros ......... 65
Tabela 33 - Distribuição Gamma de tempo bom e ruim para altura de 4.5 metros ...... 65
Tabela 34 - Validação da simulção do modelo entre a distância do modelo e a
distância calculada ..................................................................................................... 69
Tabela 35 - Validação da simulção do modelo entre o tempo de inspeção do modelo e
a triângular proposta ................................................................................................... 69
Tabela 36 - Validação da simulção do modelo entre o tempo de Imersão/Emersão do
modelo e a triângular proposta ................................................................................... 69
Tabela 37 - Cálculo de custo total de cada simulação ................................................ 70

1
1. Introdução
1.1. Contexto Histórico
A exploração e produção de petróleo, apesar das grandes mudanças ocorridas
no setor energético, é ainda um dos setores de grande influência na economia de cada
país, havendo uma grande competitividade entre os grandes países tais quais os EUA
e a Arábia Saudita. No Brasil, a exploração offshore começou em 1966 e em 1968 foi
descoberto o primeiro campo, chamado de Guaricema, através da plataforma P-1.
Figura 1 - Produção de Petróleo no Brasil Fonte: www.anp.org.br
Entretanto, só começou a produção comercial do petróleo no ano de 1977, um
ano após a confirmação na Bacia de Campos. Após tal feito, a exploração offshore no
Brasil ganhou bastante força e assim foi possível descobrir outros campos gigantes
como a Albacora (1984), Marlim (1985) e Roncador (1996), assim como a bacia de
Santos (2005). Nessa bacia, contém o campo petrolífero de Lula, atualmente o campo
do pré-sal de maior importância [1]. Desde então, a exploração avançou para águas
rasas e profundas, que hoje representam a maior parte do volume produzido.
O petróleo pré-sal está localizado abaixo de uma camada de sal nas
profundezas do leito marinho, ou seja, variam entre 1000 a 2000 metros de lâmina
d’água e entre 4000 a 6000 metros de profundidade no subsolo, incluindo uma
camada que varia de 200m a 2.000m de sal [2].

2
Figura 2: Região do pré-sal (Fonte: https://diariodopresal.wordpress.com)
Para que haja a exploração nessa profundidade, os equipamentos submarinos
exigidos são de extrema complexibilidade e de alta tecnologia. Os dutos, por exemplo,
podem apresentar defeitos ao longo de suas vidas uteis devido a um ou mais
mecanismos de falha de material [3]. Ou seja, as condições dos equipamentos em
geral necessários para a produção têm que ser a melhor possível.
Uma pesquisa realizada pelo Wall Street Journal (2010) mostrou que entre os
anos de 2009 e 2010 houve um grande aumento no número de incidentes envolvendo
vazamentos em vários países, entre eles se destacam o Reino Unido, Noruega e
Austrália, com o percentual de aumento de um ano para o outro respectivamente de
39%, 48% e 100% [3]. Logo, para que não perdas na produção, assim como um
impacto ambiental negativo, é de grande importância que as entidades responsáveis
façam corretamente a inspeção e manutenção te todos os equipamentos submarinos.
Os sucessivos avanços tecnológicos relativos a área naval e offshore brasileiro,
obtidos pela Petrobras, em relação às águas profundas, tornaram necessários a
modernização da frota de embarcações de apoio. Segundo a Abeam [4], temos uma
evolução na obtenção de embarcações RSV, mesmo que pequena, devido à retração
econômica do país.

3
Gráfico 1 - ABEAM, dezembro de 2013 (Fonte: http://www.abeam.org.br)
Uma plataforma de produção de petróleo, normalmente, deve permanecer por
mais de 20 anos em um ambiente complexo, em operação constante. As propriedades
da água e sua composição química variam dependendo da localização e
profundidade, portanto, esses ambientes marinhos são conhecidos por serem
extremamente corrosivos para aço de média e baixa liga. São escolhidos devido às
razões econômicas, usados em estruturas offshore, e estatisticamente falando, os
cascos, por exemplo, mostram em torno de 90% das falhas em navios é devido a
corrosão e fadiga.
A inspeção é importante no processo da gerência da integridade, como
monitoramento de desempenho da estrutura e de modo a assegurar sua segurança.
Nos últimos anos ocorreram significantes desenvolvimentos na área de confiabilidade,
baseados em planos de inspeção para estruturas complexas, tais como estruturas
offshore. As consequências de falhas em estruturas offshore podem resultar em perda
de vida humana, temporária perda da produção, impacto ambiental negativo ou até
mesmo catastrófico colapso da estrutura. O uso de avançadas técnicas para a
otimização das inspeções por ensaios não destrutivos é particularmente benéfico,
dadas as consequências de possíveis falhas nessas estruturas. [5].
Entretanto o papel da inspeção de integridade dos equipamentos submarinos
não paralisa quando a produção de petróleo termina. Há a fase de abandono do
campo, que consiste na desativação das instalações de produção, assim como sua
4
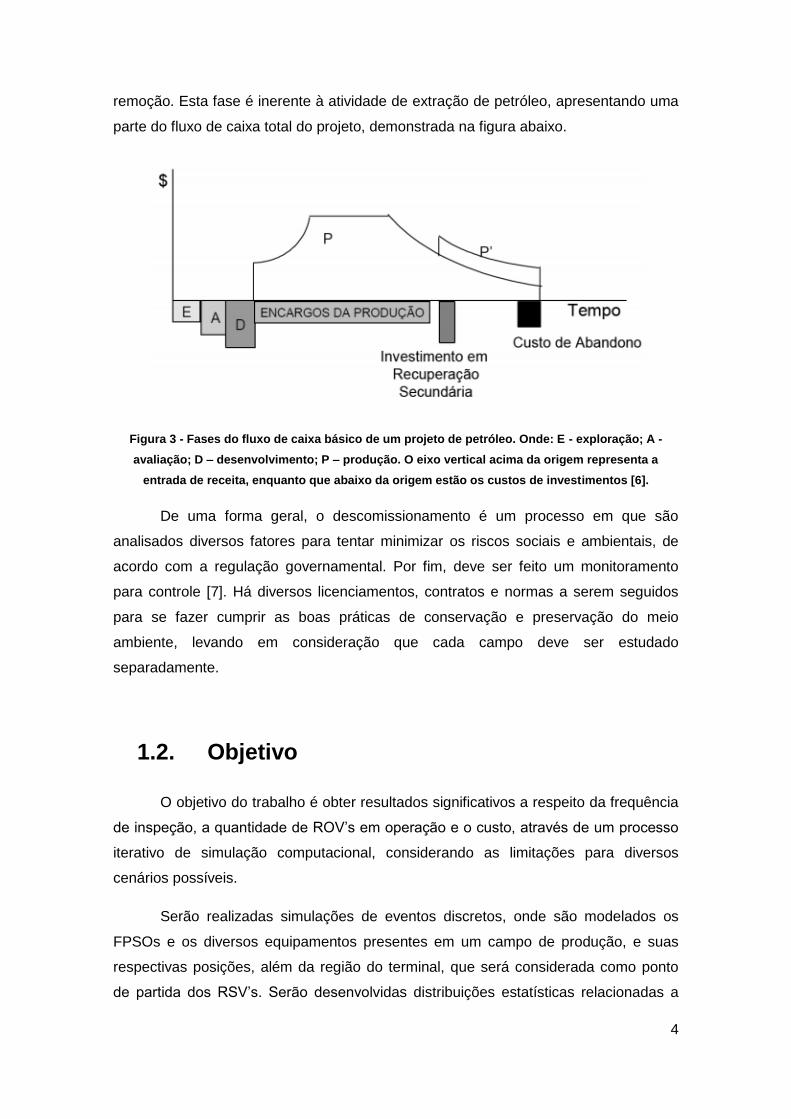
remoção. Esta fase é inerente à atividade de extração de petróleo, apresentando uma
parte do fluxo de caixa total do projeto, demonstrada na figura abaixo.
Figura 3 - Fases do fluxo de caixa básico de um projeto de petróleo. Onde: E - exploração; A -
avaliação; D – desenvolvimento; P – produção. O eixo vertical acima da origem representa a
entrada de receita, enquanto que abaixo da origem estão os custos de investimentos [6].
De uma forma geral, o descomissionamento é um processo em que são
analisados diversos fatores para tentar minimizar os riscos sociais e ambientais, de
acordo com a regulação governamental. Por fim, deve ser feito um monitoramento
para controle [7]. Há diversos licenciamentos, contratos e normas a serem seguidos
para se fazer cumprir as boas práticas de conservação e preservação do meio
ambiente, levando em consideração que cada campo deve ser estudado
separadamente.
1.2. Objetivo
O objetivo do trabalho é obter resultados significativos a respeito da frequência
de inspeção, a quantidade de ROV’s em operação e o custo, através de um processo
iterativo de simulação computacional, considerando as limitações para diversos
cenários possíveis.
Serão realizadas simulações de eventos discretos, onde são modelados os
FPSOs e os diversos equipamentos presentes em um campo de produção, e suas
respectivas posições, além da região do terminal, que será considerada como ponto
de partida dos RSV’s. Serão desenvolvidas distribuições estatísticas relacionadas a

5
uma base de dados referente às condições de mar, assim como estimativas baseadas
em dados estocásticos a respeito de custos de time-charter e de combustível.
Ao final, serão comparados os cenários nos quesitos:
Tamanho da frota otimizada
Custo final do time-charter e combustível
Análise da frequência de inspeção de cada equipamento e se houve
atrasos
Então iniciou-se o estudo probabilístico de inspeção do campo de hipotético,
que será mencionado posteriormente, analisando a velocidade de navegação, o
estado de mar na região, a vida útil de operação do campo e as ocorrências de
diferentes alturas de onda.
Essas condições de ondas serão consideradas como mau tempo e bom tempo,
afim de determinar quando o RSV/ROV irá operar (inspeção de todos as plataformas e
equipamentos) e a janela de tempo de retomada.
Com todos os dados aferidos, um modelo de simulação é desenvolvido,
variando as alturas de ondas limite para operar e o tamanho da frota nos cenários
propostos. Ao final, serão adicionados os custos no modelo, possibilitando uma
simulação completa, considerando um determinado número de iterações, fornecendo
os dados como custo total, frota mínima, frequência e janela de tempo de inspeção
nos equipamentos e plataformas e o efeito da meteorologia no processo.
Através desta simulação é possível realizar uma análise comparativa dos
resultados, finalizando um planejamento detalhado a respeito do processo de inspeção
desde a plataforma de produção até os terminais terrestres.
1.3. Estrutura do Projeto
Este trabalho se divide em 7 capítulos, o primeiro capítulo é apenas
introdutório, onde são apresentados o contexto atual da indústria do petróleo, a
motivação para se desenvolver a pesquisa e o trabalho realizado, o objetivo deste
projeto, a sequência metodológica que foi utilizada para a realização da parte prática
do projeto e finalmente a estrutura que está presente no corpo deste trabalho escrito.
6
1.4. Revisão Bibliográfica
Esse tópico irá abordar trabalhos publicados em relação à simulação e
otimização, que se basearam em metodologias de ferramentas de simulação
computacional. A importância da técnica de simulação aplicada à logística offshore se
dá pelo simples fato de que todas as áreas relacionadas a ela possuem alto custo de
implementação. Ou seja, qualquer que seja a etapa de um projeto offshore envolve um
alto nível de investimento, não podendo ter espaço para erros consideráveis.
Baseado nessas premissas, foi feita uma busca teórica a respeito do que é a
simulação, visando uma explicação detalhada sobre o assunto e assim foi encontrada
o trabalho de CHWIF & MEDINA [8]. Posteriormente foram examinados temas
semelhantes que agregariam conhecimento e dados para realizar esse presente
trabalho.
1.4.1. Problemas Modelados por Simulação de
Eventos Discreto
De acordo com a definição de Pegden (1995) define simulação como “o
processo de projetar um modelo computacional de um sistema real e conduzir
experimentos com este modelo com o propósito de entender seu comportamento e/ou
avaliar estratégias para sua operação”.
Para Pritsker (1986), simulação pode ser considerado como um processo de
construção do modelo matemático do sistema em estudo e a realização de
experimentos, a sua maioria nos ambientes virtuais de computadores [10]. Segundo
Chwif e Medina (2010), um modelo de simulação pode ser continuo ou discreto. A
simulação continua. A contínua é utilizada para modelar sistemas cujo estado varia
continuamente no tempo e são usualmente governadas por equações diferenciais.
A simulação de eventos discretos modela o sistema como uma sequência
discreta de eventos ao longo do tempo, ou seja, cada evento ocorre em um instante de
tempo, alterando o estado do sistema. Ele é composto dos seguintes elementos [10]:
Sistema – Restringe o ambiente analisado;
Entidades – Onde será realizado o processo (ex: linha de produção);

7
Atributos – Informações das entidades (ex: momento de entrada em uma fila);
e
Condição de parada – Condição em que a simulação é parada.
Gordon (1961) aponta o sistema de simulação de eventos discretos como uma
metodologia de processamento das entidades, que são elementos passivos e viajam
através de blocos de um diagrama de fluxo onde podem permanecer em fila, serem
processadas, sofrerem atrasos e outros.
Ou seja, Segundo Freitas Filho (2008), mais do que nunca, a simulação
computacional tem sido utilizada. O crescimento da utilização dessa ferramenta deve-
se, sobretudo, à atual facilidade de uso e sofisticação dos ambientes de
desenvolvimento de modelos computacionais, aliadas ao crescente poder de
processamento das estações de trabalho [11].
Portanto, a seguir será revisão alguns trabalhos de simulação e será
contemplado, também, trabalhos relacionados a inspeção de equipamentos
submarinos.
Shyshou et al (2010) lidaram com um problema de dimensionamento ótimo de
frotas de embarcações do tipo rebocador (AHTS), para auxiliar os poços de petróleo
no que diz respeito a operação de perfuração. Normalmente a intensidade dessas
operações está espalhada de maneira desigual ao longo do ano e são realizadas por
embarcações dedicadas.
O modelo simula um evento de uma unidade móvel, que desencadeia uma
sequência de operações dependendo do seu tipo, podendo sofrer interferência caso
haja mau tempo, modificando as condições de operação. Pode iniciar-se sem ter a
frota necessária de AHTS, porém precisa-se contratar embarcações no mercado spot.
Essa decisão é de extrema importância tendo em vista que este tipo de embarcação é
uma das mais caras no mercado.
O problema é altamente estocástico porque as durações das operações variam
e dependem de condições climáticas incertas.
Imai e Rivera (2001) abordaram o planejamento do tamanho da frota de
contêiner refrigerado, pois sabe-se que é uma parte importante da estratégia de
qualquer linha de transporte. Pela primeira vez um modelo analítico é discutido a fim
8
de determinar o tamanho da própria frota de contêiner seco e estendido a uma frota de
contêiner refrigerado, para chegar em um custo-benefício adequado com a empresa.
Foram analisadas as rotas entre dois portos, com uma demanda constante e
contemplaram também um mercado desbalanceado. De acordo com Golden et al. [14],
para evitar problema de dimensionamento da frota é alugando uma frota de veículos
conforme o necessário. Ball et al. [15] aborda o mesmo problema, porém de caminhão,
na presença de um operador comum. Turnquist [16] revisa uma série de artigos de
dimensionamento de frota em geral e conclui que há problemas importantes a serem
resolvidos, com várias maneiras de abordá-los sendo que não é obvio qual produzirá
os melhores resultados.
Como mencionado acima, Imai e Rivera (2001) conclui que há uma forte
conexão entre dimensionamento de frota e problemas de gestão. Eles utilizam no
trabalho afim de resolver esses problemas, cálculos determinísticos para os
parâmetros e não consideram tempos aleatórios entre os portos e nos de movimentos
dos contêineres em terra.
Kaiser [17] desenvolveu um método para quantificar as viagens das
embarcações de serviço feito dos portos no suporte das atividades offshore. A rede
logística foi modelada como um sistema determinístico linear invariante no tempo, e a
rede topológica, níveis de administração, e o requisitos funcionais são descritos. O
objetivo do trabalho, também, foi desenvolver uma estrutura metodológica para
quantificar o número de embarcações de apoio offshore pela atividade da região do
Golfo ao suporte da indústria de óleo e gás.
Abordam também tópicos como pesquisa operacional aplicada em sistemas de
logística offshore, gerenciamento de informações, terceirização e etc. Kaiser e Snyder
[18] realizaram um estudo sobre o número de viagens necessárias para unidades
offshore no Golfo do México, analisando dados fornecidos pelas empresas. Os autores
afirmam ter realizado a primeira análise empírica da indústria de serviços offshore.
Brito et al. [19] desenvolveram uma ferramenta computacional para dar suporte
nas decisões estratégicas no planejamento e dimensionamento dos elementos de
logística e produção de uma usina de aço (estoque, frota de transporte, etc.). Essa
ferramenta corresponde a aplicação de um software híbrido capaz de a analisar e
calcular o problema complexo de logística proposto, combinando as técnicas de
Simulação de Eventos Discretos (DES) e Análise de Decisão de Critérios Múltiplos
(MCDA).
9
Foram apresentadas também características de um sistema logístico para uma
planta de aço, assim como a metodologia aplicada para construir uma ferramenta
computacional e para analisar os resultados da simulação. O estudo conclui que a
combinação do método de Simulação e a metodologia de Análise é muito eficiente no
que se refere à avaliação de características principais dos sistemas logísticos
complexos.
O interessante desse projeto é como o autor descreve o modelo DES e a
metodologia MCDA. Quanto ao desenvolvimento do modelo de simulação, a
metodologia aplicada foi baseada nos passos proposto por Pedgen, Shannon e
Sadowsi [20] e posteriormente modificado por Botter [21]. Essas etapas são
resumidas e representadas graficamente por Cwif e Medina [22], que dividem o
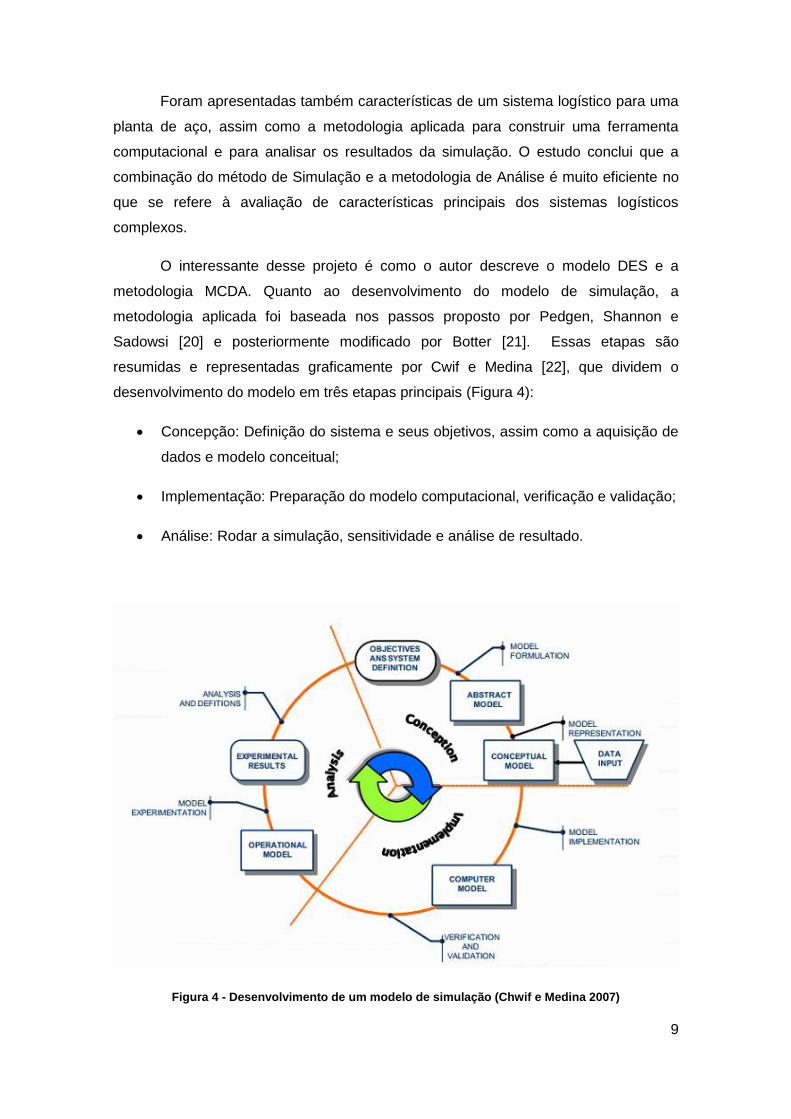
desenvolvimento do modelo em três etapas principais (Figura 4):
Concepção: Definição do sistema e seus objetivos, assim como a aquisição de
dados e modelo conceitual;
Implementação: Preparação do modelo computacional, verificação e validação;
Análise: Rodar a simulação, sensitividade e análise de resultado.
Figura 4 - Desenvolvimento de um modelo de simulação (Chwif e Medina 2007)

10
O autor continua o artigo escrevendo sobre a aplicação da metodologia do
MCDA, usando as proposições do Monti-beller e Franco [23]. Ele confirma que o uso
dessa metodologia como uma ferramenta de apoio aos tomadores de decisão em uma
situação de alta complexibilidade e impactos potencialmente significativos e de longo
prazo.
A metodologia organiza e sintetiza informações, incluindo medidas objetivas e
considerando os julgamentos de valor dos tomadores de decisão [24], em um
processo interativo e iterativo. Belton and Stewart [25] desenvolveram uma
metodologia que leva em consideração todas as peculiaridades da Documentação de
Apoio à Decisão, que inclui etapas mostradas a Figura 5 abaixo:
Figura 5 - Processo de estruturação e resolução da metodologia MCDA (Belton e Stewart, 2001)
Ou seja, o objetivo buscado por qualquer método de apoio à decisão é a
identificação de alternativas boas e robustas, garantindo coerência e oferecendo um
bom trade-off entre os diferentes objetivos que orientam a resolução do problema.
Silva [26] propõe um procedimento para auxílio à tomada de decisão em
sistemas de transporte aquaviário, baseado em análises com múltiplos critérios, e
utilizar a técnica de simulação de eventos discretos para fornecer subsídio a estes
estudos de tradeoff. Ele demonstra que em problemas complexos, uma decisão mal
tomada e um estudo de tradeoff malconduzido podem afetar significadamente
aspectos muito relevantes, como o dimensionamento de redes de transporte.
O autor realizou o dimensionamento da frota de embarcações e estoques do
sistema aquaviário de transporte de minério de ferro, fazendo uma avaliação entre a
capacidade de armazenamento e de transporte. Foram utilizados dois portos para
estudo, um no Nordeste e outro no Sudeste, além de um porto intermediário que

11
recebe o minério de ferro para abastecer uma siderúrgica. São consideradas variações
no consumo de minério de ferro e tempos de navegação, como o carregamento e
descarregamento das embarcações. Ao final do estudo logístico, o trabalho pode
minimizar os custos e manter a usina sem parada de produção. Porém, o tempo de
viagem considerado foi estimado, ou seja, se o autor incluísse a velocidade das
embarcações, assim como um fator de correção no tempo devido às condições
meteorológicas, os resultados seriam mais precisos e reais.
Ono [27] examina as características dos principais subsistemas que compõem
o segmento upstream, abrangendo desde o subsistema de produção das plataformas
até o envio do petróleo para as refinarias, com destaque para o subsistema de
transporte marítimo. Ele determinou uma metodologia que compatibiliza decisões de
planejamento hierárquico distintos, identificando o dimensionamento dos principais
recursos no plano estratégico e a efetuação dos mesmos a nível tático e operacional.
Foram utilizados os softwares ARENA e o CPLEX, para fazer os modelos
computacionais para a simulação e otimização, permitindo efetuar análises de
dimensionamento das capacidades e subdivisões dos tanques de armazenamento das
plataformas, terminais e refinarias, alocação dos navios e etc. O modelo otimizante foi
adotado para aprimorar o resultado apresentado pelo modelo de simulação,
completando a ferramenta de apoio à decisão.
Para o subsistema de produção nas unidades marítimas ele considerou
somente as unidades em produção excluindo as de perfuração, pois o objetivo do
estudo é o escoamento de petróleo. Ele assumiu que essas mesmas unidades
produzem um único tipo de petróleo, apesar de todas as diferenças existentes devido
a profundidade, composição do solo e etc. Para o desenvolvimento do modelo, foram
caracterizadas pelo tipo de petróleo extraído, distribuição probabilística e média da
taxa de produção, taxa de transbordo, localização e condições meteorológicas,
capacidade dos tanques e nível de segurança dos tanques. A produção do petróleo
deve ocorrer ininterruptamente a fim de evitar as perdas operacionais e as
embarcações de transbordo devem respeitar as condições de atracação.
Para os terminais marítimos são caracterizados como pontos de descarga de
petróleo trazidos pelas embarcações, para efeito de modelagem. Para tal, a
localização dos mesmos é previamente conhecida, devendo ater aos que atualmente
estão em operação, porém nessa concepção dos modelos pode-se introduzir um novo
terminal, desde que os parâmetros sejam conhecidos. Eles podem ser caracterizados
pelo número de píeres de atracação, restrição quanto à classe de navios, distribuição

12
probabilística e média da taxa de atracação, subdivisões e capacidades dos tanques
de armazenagem, características das sequencias de bombeamento para as refinarias,
níveis de segurança dos tanques e localização e condições meteorológicas.
O bombeamento de petróleo deve manter uma taxa constante para evitar
indisponibilidade nos tanques e perdas. O modelo permite contemplar tanto a frota de
navios que realizam os escoamentos, como os que efetuam operações de importação
e exportação.
O transporte por embarcações consiste no principal elo da cadeia de
suprimentos, sendo foco principal do problema, demonstrando uma oportunidade de
melhoria de operação. Ele é subdividido em classes (características físicas e
restritivas) com parâmetros considerados para a modelagem como a capacidade s
subdivisões de porões, velocidade média, tempos médios de atracação e de manobra,
distribuição probabilística e média das taxas de transbordo, custos fixos e variáveis,
características e periodicidade de paradas para manutenção e falhas.
Os navios recebem a missão a partir do controle e planejamento e suas
viagens podem ser simples (um destino) ou múltiplas (diversos destinos). Ou seja, o
mesmo poderá efetuar múltiplos carregamentos nas unidades marítimas e múltiplos
descarregamentos nos terminais.
Para finalizar as definições, tem o processo de bombeamento que consiste na
demanda de cagar a ser entregue nas refinarias, definidas segundo os tipos de
petróleo e sua vazão a ser imprimido para alivio dos tanques no terminal. O modelo
admite que não existem restrição de recebimento de petróleo determinado na
sequência de bombeamento. Então, para haver a resolução de um problema sob
ponto de vista sistêmico, requerem-se uma análise especifica de cada um dos
subsistemas. A solução permite uma modelagem individual dos mesmo e sua
integração ao final.
O trabalho teve como principal objetivo, além de um modelo de simulação, o
entendimento das interferências entre os subsistemas e identificação dos gargalos.
Entretanto, ele apresentou um problema de programação de rotas de serviço de
atendimento as plataformas pois trata-se de um modelo com múltiplas origens e
múltiplos destinos, servido de uma frota heterogênea para escoar um único tipo de
petróleo em um tempo finito. A modelagem dessa demanda variável e a janela de
tempo dinâmica são as principais características desse trabalho e foram bem
abordadas.

13
Para Fu [28], as técnicas de simulação e otimização foram mantidas separadas
até o final do século passado, tendo em vista a falta de ferramentas que pudessem
integrar os dois. Porém, hoje em dia é muito comum, ou quase que indispensável,
essa integração na resolução de problemas atuais reais. É óbvio perceber a
necessidade da simulação caminhar lado a lado com a otimização. A primeira
responde perguntas como what if, ou seja, avalia o comportamento do sistema de
acordo com os valores de entrada, enquanto a segunda responde perguntas como
how to, ou seja, busca valores ótimos das variáveis de entrada de forma a medir o
desempenho final.
Bassi et al [29] estudaram, através de uma simulação-otimização, visando
atender atividades de manutenção de campos de petróleo offshore, o problema de
sondas heterogêneas. O objetivo é chegar em uma frota mínima de sondas para
atender a demanda dos poços, levando em consideração o tempo de serviço não
linearizado. Por meio da simulação, de forma que a otimização objetiva programe as
atividades das sondas, pode ser demonstrada a dinâmica das incertezas do tempo de
serviço.
Ao longo das replicações, os procedimentos de simulação e otimização são
concatenados. Os resultados são estatísticos e são relacionadas à alocação de poços
os desempenhos das sondas. São empregadas a heurística construtiva e o GRASP
para a otimização:
1. Heurística construtiva – a seleção de poços, que compõe as filas de
atendimento das sondas, só ocorre, pois, houve um critério de priorização;
2. GRASP – possui mecanismos sofisticados apesar de ter o mesmo critério
acima, porém existe uma solução mais desenvolvida, por meio de um método
chamado de busca local.
Para averiguar se o modelo condiz com uma situação real, foi feito uma
geração de dados das bacias consideradas e a partir disso, houve uma instancia
principal e três comparativas considerando os dados de distribuições probabilísticas.
Os resultados esperados do método incluem medidas de desempenho para cada
equipamento, atraso esperado para um poço a ser servido, o cronograma esperado de
equipamentos e uma distribuição de uma ordem de serviço de um poço. Os
experimentos baseados em situações reais demonstram a eficácia da abordagem de
otimização de simulação.
14
1.4.2. Problemas com Inspeção e Manutenção
Carvalho et al [5] apresentaram possíveis alternativas de inspeção de cascos
dos navios do tipo FPSO. O artigo consiste em demonstrar os principais problemas
que acarretam as plataformas e as consequências de má utilização da mesma,
trazendo problemas ambientais e sociais. O casco é inspecionado a cada 60 meses,
no estaleiro, para haver sua limpeza, trazendo grandes custos para a empresa pois há
parada na produção, além da própria operação.
A saída das empresas foram modificar as inspeções, logo, os autores do
projeto demonstraram os tipos de inspeção e os sistemas usados como os
mergulhadores, o sistema lamp ray, measuremate, specctrum. Foram explicados
também o uso dos robôs e seus tipos como o Veículo de Empuxo Tracionado (VET) e
o ROV, usado nesse presente trabalho. Ou seja, não houve um estudo mais profundo
em como são feitos, períodos de inspeção e nem uma otimização de processo, e sim
colocar em evidencia que no Brasil ainda não possui serviços desse porte e de baixo
custo.
Aradi [30] resolve o problema de programação de tarefas em conjunto com o
dimensionamento de frota em relação à manutenção submarina. Ou seja, ele
determinou o menor número de tarefas, levando em consideração sua
compatibilidade, regras de sequenciamento e o tamanho da frota. Além disso, ele
visou minimizar os custos associados a roteirização e as perdas associadas as
interrupções de produção.
Para isso, ele utilizou como o principal método de solução a heurística
Simulated Anneling por meio de um algoritmo de simulação e otimização. Esse
método probabilístico foi proposto na década de 80, combina técnicas de busca local e
randomização que, quando aplicado, evita a parada prematura em um ótimo local.
Esse método é usado na indústria metalúrgica para obter sólidos com estruturas
cristalinas perfeitas, onde se atinge uma temperatura ótima que propicie o melhor nível
de organização da estrutura do sólido.
Ele usa a calibração do algoritmo para averiguar a veracidade dos resultados,
assim como determinar se os dados são reais ou não, determinando o número mínimo
de iterações e replicações. Foram testados para 4, 5 e 6 navios (frota), calculando 1
ano de simulação. Ele reuniu resultados de curto e longo prazo, utilizando um modelo

15
matemático do custo total, um limitante inferior, superior, um desvio padrão e um
intervalo de confiança em AS.
Foi usado para a simulação um software comercial e o próprio algoritmo
codificado em C++. Os resultados tiveram um bom desempenho final da metodologia
proposta, pois alguns valores de custo não foram esperados, tendo em consideração
os limites de distribuição propostos. Logo, pode-se substituir uma simulação de
eventos discretos com regras fixas para o modelo proposto.
Esse presente projeto tem como objetivo a parte, relacionar o estudo feito com
os projetos supracitados e contribuir para uma área com carência de conteúdo em que
está cada vez mais presente nas empresas e nas entidades de pesquisa e
desenvolvimento do petróleo e gás. Assim, deseja-se articular os estudos de
otimização e simulação de frota, atrasos, distribuições probabilísticas, custos variáveis,
janela de tempo dinâmica, desenvolvimento de um modelo de simulação e um
processo de estruturação e resolução para a metodologia desse presente trabalho
Por fim, atingindo os resultados propostos, o projeto será inovador pois o
conteúdo estudado é, em grande parte, restrito trazendo conhecimentos de diversas
áreas de pesquisa, abrindo portas para novas propostas e melhorias.
2. Metodologia
A simulação de eventos discretos (SED) modela a operação de um sistema
como uma sequência de eventos discretos no tempo. Cada evento ocorre em um
determinado instante de tempo e marca uma mudança de estado no sistema. Entre
eventos consecutivos, considera-se que o sistema não sofre mudança, assim, a
simulação pode saltar diretamente do instante de ocorrência de um evento para o
próximo.
O presente trabalho, como mostrado anteriormente, foi desenvolvido um estudo
de um modelo de simulação de eventos discretos através do software QUEST, onde
permite que a criação do usuário seja feita através de interfaces gráficas (GUI) e,
através das animações em 3D, permite melhor visualização e interpretação dos dados.
Tal característica pode ser desabilitada caso seja necessário um melhor desempenho
do tempo de simulação do modelo.

16
O modelo é feito pela linguagem de controle de simulação (SCL), sendo ela a
base do programa, permitindo que o usuário monte as lógicas de qualquer tipo de
processo de qualquer natureza. Elas governam o comportamento de cada item, onde
o programa é capaz de realizar os cálculos baseados nas distribuições, realizando
tarefas em momentos específicos através de tomada de decisão. No caso da altura de
onda, por exemplo, que é analisada a cada hora, há a tomada de decisão se a
operação de inspeção é interrompida ou não. Existem logicas como essa, chamadas
de default no QUEST, porém tem a possibilidade de criar e implementar no algoritmo.
Para finalizar a linguagem do programa, existe também a linguagem de
controle de lote (BCL), que é a criação, definição ou modificação das características
de novos modelos. Ela foi usada para criar todo o escopo desse presente projeto
como os RSV’s, os diversos equipamentos submarinos, associando a esses
elementos suas características como velocidade de serviço, de inspeção, imersão e
emersão do ROV e etc. Ou seja, todos os dados podem ser lidos e modificados caso
seja necessário na linguagem BCL havendo possibilidade de melhorias futuras.
2.1. Estrutura
Os códigos utilizados pelo software estão presentes em três arquivos
importantes: Objetos de Acesso de Dados (DAO), Estrutura de Dados (Include) e
Blocos de Dados (QB).
DAO: Podem ser entendidos como ferramentas que permitem a inserção de
dados na simulação. São responsáveis por ler a base de dados e criar os
objetos;
Include: Arquivos de Estrutura de Dados que definem os atributos para cada
objeto no modelo;
QB: São responsáveis pela atuação da simulação, possuindo toda a lógica
presente nos elementos do modelo.
Nos Blocos de Dados estão contidas as bases de dados, os arquivos de
geometria, a estrutura de dados e as variáveis estocásticas.
O desenvolvedor pode atribuir lógicas e funções para cada elemento definindo
seu funcionamento, além da interação entre eles. Na construção do modelo foi
implementado uma base de dados por possuir mais vantagens tal qual a facilidade de
17
manutenção e umas eventuais mudanças. Estão presentes os dados como sua
localização, nome, número de identificação, as distribuições triangulares de imersão e
emersão do ROV, de inspeção, as frequências de inspeção, o comprimento caso haja
necessidade (será visto mais adiante), a velocidade de inspeção.
Base de Dados – os arquivos .csv contém todas os dados referentes aos
equipamentos submarinos.
Uma melhor visualização da simulação em 3D requer os arquivos de geometria
dos elementos em questão.
Arquivos de geometria – permite a visualização da simulação em 3D. Neste
presente trabalho não haverá uma interface gráfica elaborada, sendo assim
será uma simplificação de projeto;
Na Figura 6 é mostrado um fluxograma relacionado à simulação de elementos
discretos. O modelo em si possui uma série de elementos que, juntos, realizam a
simulação e fornecem os resultados. Cada elemento exerce um papel diferente no
software e deve ser programado de forma adequada para o correto funcionamento da
simulação.

18
Figura 6 – Simulação de eventos discretos

19
2.2. Inspeção
Os dutos, assim como os diversos equipamentos submarinos, podem
apresentar defeitos ao longo da vida devido á mecanismos de falha material. Há
diversos tipos de falhas por exemplo, a corrosão, erosão e abrasão, levando o
decaimento da espessura da parede interna quanto da parede externa. Em dutos, se
esse decaimento da espessura for expressivo, pode ocorrer vazamentos e em caso
mais extremo a ruptura por completo do duto [31].
Em razão da importância dos fatos apresentados, a norma N-1487 da
Petrobras rege que a inspeção deve ter um detalhamento prescrito em um programa
que contém a periodicidade e as técnicas necessárias a serem realizadas em cada
duto da linha de operação. Como a periodicidade não é divulgada, por ser uma
decisão estratégica da empresa, os equipamentos sem tal informação, foram
estimadas segundo uma lógica comparativa.
A base comparativa foi a de riser flexível segundo a norma da PETROBRAS N-
1487, onde:
“5.5.2 Devem ser utilizados tanto para os “risers” quanto para o duto trecho horizontal,
os seguintes intervalos e para os seguintes tipos de inspeção [Prática Recomendada]:
a) inspeção visual - 5 anos;
b) medição de potencial eletroquímico - 5 anos;
c) medição de espessura - corrosão ou dano;
d) partículas magnéticas - danos mecânicos/ fadiga.”
“5.5.3.2 O prazo de conclusão da primeira inspeção externa periódica não deve
exceder a um ano após a data de partida da operação.”
Segundo a IRP [32], para as cabeças de poços e as arvores de natal, devem
ser inspecionados pelo menos 1 vez ao ano, levando outras considerações além da
inspeção visual. Os demais equipamentos não listados foram estimados para o
presente projeto, levando em consideração os dois métodos abaixo, baseados em
risco.

20
A DNVGL [33] recomenda que as atividades de inspeção, monitoramento e
teste (IMT), devem ser determinadas baseadas em:
Nível de Risco (matrizes de seleção de trabalho);
Confiança nos dados de entrada para a avaliação de risco;
Confiança no status de integridade;
Avaliação no possível desenvolvimento do risco.
Uma típica matriz de seleção de trabalho, dada abaixo, dão os intervalos de
frequência dependendo do local do risco na matriz, assim como do nível de risco.
Tabela 1 - tabela de frequência em anos de inspeção externa
Outra forma encontrada para tal, resumidamente, abaixo, será demonstrada
um procedimento para avaliação de risco dos risers flexíveis e umbilicais e assim a
periodicidade de inspeção, ou seja, a entidade é responsável em fazer os cálculos
para determinar a frequência de inspeção.
A aplicação dos procedimentos do Manual envolve a seguinte sequência de
etapas que conduzem a um programa sistemático de avaliação das condições de
integridade [34]:
a) Subdivisão do sistema de linhas flexíveis;
b) Avaliação dos modos de falha potenciais;
c) Análise de risco para as subdivisões do sistema de linhas flexíveis;
d) Identificação das necessidades de monitoramento/inspeção;
e) Especificação (seleção de métodos e frequência) do PMI;

21
f) Análise crítica e revisão periódica do PMI.
Os pontos mais importantes são o conjunto da avaliação da classe de
probabilidade de ocorrência (POR) em conjunto com a classe de consequência de
ocorrência (COR) e a avaliação da classe de risco (R). Elas três determinam o nível de
monitoramento/inspeção exigido. Foram usadas as normas da American Petroleum
Institue (API), as da International Standard Organization (ISO) e as da PETROBRAS.
1. POR - A classe de probabilidade de ocorrência (POR) é avaliada para todos os
modos de falha relevantes. A classe de probabilidade de ocorrência (POR) é
avaliada através da estimativa da classe de probabilidade do evento iniciador (PEI)
da falha e do nível de confiança [34]
Tabela 2 - Avaliação da Classe de Probabilidade de Ocorrência (POR). (Nota: O nível de confiança é
função do modelo de degradação, histórico de inspeção e experiência anterior.)
2. COR - A classe de consequência de ocorrência (COR) de todos os modos de
falha relevantes será também classificada de acordo com regras que definem os
impactos das falhas quanto à segurança (perda de vida humana e lesão; e dano
ao equipamento/instalação), ambiente (poluição ambiental) e operacionalidade
(perdas de produção) do sistema.
22
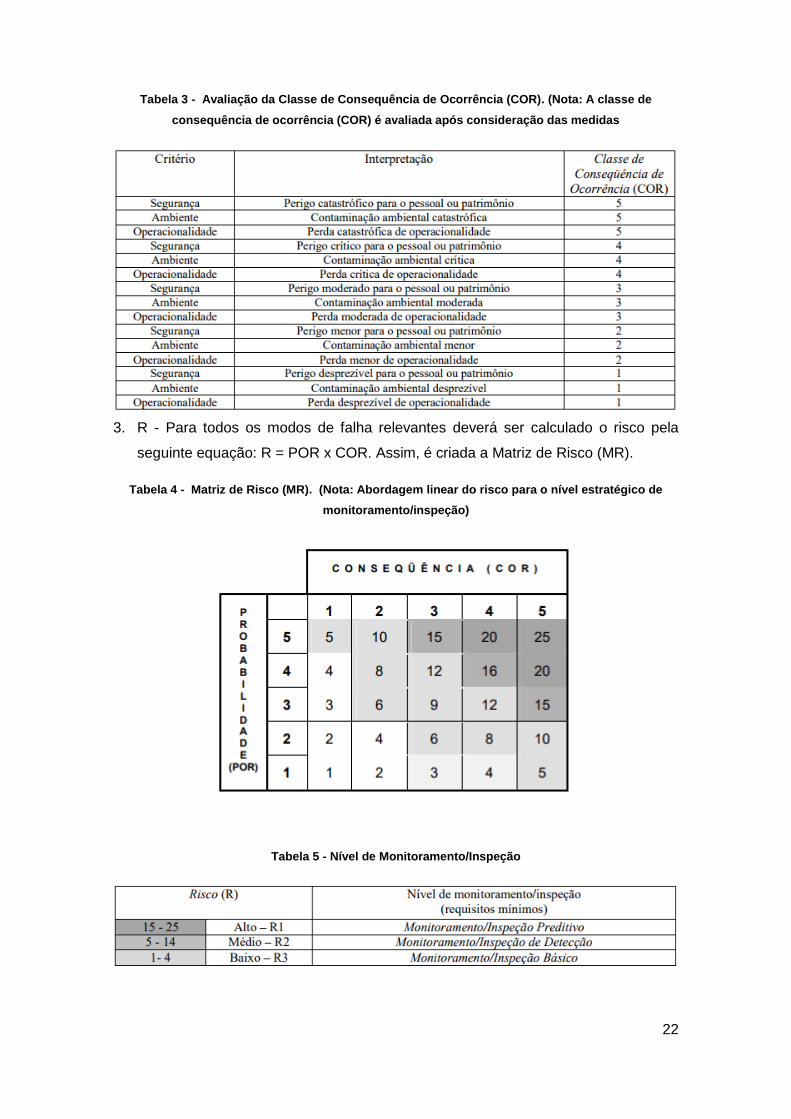
Tabela 3 - Avaliação da Classe de Consequência de Ocorrência (COR). (Nota: A classe de
consequência de ocorrência (COR) é avaliada após consideração das medidas
3. R - Para todos os modos de falha relevantes deverá ser calculado o risco pela
seguinte equação: R = POR x COR. Assim, é criada a Matriz de Risco (MR).
Tabela 4 - Matriz de Risco (MR). (Nota: Abordagem linear do risco para o nível estratégico de
monitoramento/inspeção)
Tabela 5 - Nível de Monitoramento/Inspeção

23
Neste caso, os requisitos mínimos para selecionar o nível de
monitoramento/inspeção exigido são definidos nas tabelas abaixo em função do risco
(R) [34].
Tabela 6 - Definição do Nível de Monitoramento/Inspeção
Logo, para os manifolds (clusters) e os separadores do cenário 2, será usada a
frequência de 1 inspeção por ano, pelo menos.
Na rede de dutos brasileiros, os serviços executados pela PETROBRAS
seguem uma linha básica e rigorosa de inspeção, que vai desde a averiguação da
corrosão, da perda de massa através do PIG até processos naturais geológicos,
geotécnicos e oceanográficos da área de operação [35]. Na Figura 7 abaixo, são
mostradas as regiões de acordo com o processo de inspeção de dutos, divididos nas
regiões emersa e imersa, e subdividido em 5 partes:

24
Figura 7 - Plataforma Flutuante de Produção com SCR Steel - Catenary Riser (Fonte: PETROBRAS
N-1487)
Resumidamente, as regiões 3,4,5 são inspecionadas, segundo a norma, por
mergulhador e por um escalador. Os métodos usados dependem do equipamento a
ser inspecionado, seguindo a norma, tal qual a inspeção visual, de ultrassom, ondas
guiadas, partícula magnética e outros. Neste presente trabalho não será abordado tais
métodos. As regiões inspecionadas pelo ROV são as de 1 e 2, que serão abordadas
de forma simplificada no projeto, dado que o riser será considerado como uma linha
reta e não em catenária, assim como o touch down point (TDP), também será
considerado logo depois do riser, melhor explicado no tópico Dados de entrada.
2.3. RSV
Para iniciar a simulação do modelo, foram usadas embarcações RSV (ROV
Support Vessel), que são conhecidas por realizar diagnósticos e consertos no fundo
do mar, transportando também cargas de vários tipos localizados em tanques abaixo
do convés principal. Ele é dotado por um sistema de propulsão especial, DP2 ou DP3
(sistemas de posicionamento dinâmico, diferenciados pelo grau de redundância dos
equipamentos), capacitando-os a realizar manobras giratórias, andar lateralmente e
ficar parado sem a necessidade de usar cabos ou âncoras.

25
Figura 8 - Multi-Purpose Offshore Construction & ROV Support Vessels (RSV’s) (Fonte:
https://www.offshoreenergytoday.com)
Esse presente projeto utilizou dados de custos referentes ao PSV 4000 (Figura
9), comentados posteriormente
Figura 9 - PSV 4000 (Fonte: http://www.seaboats.net)

26
2.4. ROV
Um ROV é um veículo subaquático, controlado remotamente, que permite a
observação remota do fundo do mar e estruturas submarinas. A ligação entre o veículo
e a superfície é assegurada por um cabo umbilical que permite a comunicação
bidirecional, assim como o transporte de energia para o veículo. A utilização de um
ROV permite a operação a maiores profundidades e durante um período mais
prolongado do que seria conseguido com recurso a mergulhadores. Além disso, é
possível a operação em águas contaminadas que representam um risco para a vida
humana [36].
Figura 10 - Tipos de ROV (Fonte: Google)
Acima são mostrados na Figura 10 alguns ROV’s clássicos, comparando seu
tamanho com de uma pessoa padrão. Suas possíveis funções em um navio podem
ser:
ADOL- Apoio diversos às operações de lançamento / remanejamento de linhas;
ADOS- Apoio diversos às operações de Sondas;
AOAN- Apoio às operações de Ancoragem;
CDLE- Conexão e desconexão de linhas e equipamentos;
INST- Instalação /recuperação de equipamentos;
IPLE- Inspeção programada de linhas e equipamentos;
Outros.
Nesse presente trabalho foi selecionado um ROV apenas em função da sua
classificação e apenas sobre sua característica de velocidade de imersão/emersão e
de inspeção.

27
2.4.1. Classificação de ROV
Neste tópico, uma breve descrição sobre a função de um ROV segundo sua
classificação de acordo com a empresa Letrus Training [37]. Existem cinco tipos:
Classe 1 (Observação) – são veículos pequenos equipados com câmeras e
luzes, assim como um sonar, apenas. Sua função primária é observação,
entretanto eles podem ser capazes de ter um sensor adicional (como o
equipamento de proteção catódica), assim como uma câmera adicional.
Classe 2 (Observação com opção de carga útil) – eles são equipados com
duas câmeras/sonares simultâneas como padrão e são capazes de ter vários
sensores. Podem também ser capazes de ter movimentos básicos de
manipulação. São capazes de operar sem perda de função original enquanto
carregam os sensores/manipuladores adicionais.
Classe 3 (veículos de trabalho) – esses veículos são grandes o suficiente para
carregar sensores e/ou manipuladores adicionais. Essa classe possui
comumente tem uma capacidade multicomplexa que possibilita que as
ferramentas e os sensores adicionais operem sem conexão via cabo através
do sistema umbilical. Eles são mais geralmente maiores e mais poderosos que
os de classe 1 e 2, com grande capacidade de imersão e de potência.
Classe 4 (Towed and Bottom-Crawling Vehicles) – os veículos towed são
puxados através da água por uma embarcação de superfície ou guincho.
Alguns veículos têm potência propulsora limitada e são capazes de uma
manobrabilidade limitada. Os Bottom-Crawling usam um sistema de roda ou
trilha para mover 3 classificações de ROV em todo o fundo do mar, embora
alguns possam "nadar" distâncias limitadas. Estes veículos são tipicamente
grandes e pesados, e muitas vezes são projetados para uma tarefa específica,
como o enterro de cabos
Classe 5 (veículos em desenvolvimento) - nesta classe incluem aqueles que
ainda estão sendo desenvolvidos e aqueles considerados como protótipos. Os
veículos de uso especial que não se encaixam em uma das outras classes
também são atribuídos à Classe V. Esta classe inclui veículos subaquáticos
autônomos (AUVs).

28
Ou seja, como esse presente trabalho tem como tarefas com exame visual
detalhado, a classe desse ROV é a três. Entretanto, novamente, este presente
trabalho não irá detalhar o ROV utilizado, tendo em vista que o mesmo, irá trabalhar
apenas com os custos finais que cada cenário irá apresentar e se os equipamentos
foram ou não inspecionados.
Figura 11 - ROV de trabalho (Fonte: Google imagens)
2.5. Modelo
Antes de entrar com os cenários e nas principais características da simulação
em geral, algumas considerações serão feitas devido à falta de informações, sejam
elas de qualquer natureza, assim como por simplificação de projeto. Primeiramente, o
RSV usado e suas características principais, como velocidade de serviço e consumo
de combustível, serão de um PSV 4500:
Tabela 7 - Propriedades adotadas para o RSV
Tipo Área de convés
(m²)
Velocidade de Serviço (nós)
Consumo em velocidade de
serviço (ton/dia)
Consumo em Inspeção” (ton/dia)
Consumo no porto
(ton/dia)
PSV 4500 660 10,2 16,7 5,7 1,3

29
Os dados foram retirados da região do pré-sal (Bacia de Campos), não fugindo
da realidade dos cenários desse presente trabalho. Foram consideradas as variações
meteorológicas e o estado do mar para calcular um fator de velocidade. Para mapear
o tempo de navegação, é multiplicado pelo fator de acordo com a época do ano,
tornando mais real possível o sistema.
Equação 1 – Aplicação do fator de correção
𝑡𝑖𝑗 =𝑑𝑖𝑗
𝑉𝑠∗ 𝑓𝑐
𝑑𝑖𝑗 − 𝐷𝑖𝑠𝑡â𝑛𝑐𝑖𝑎 𝑛𝑎𝑣𝑒𝑔𝑎𝑑𝑎
𝑉𝑠 − 𝑉𝑒𝑙𝑜𝑐𝑖𝑑𝑎𝑑𝑒 𝑑𝑒 𝑠𝑒𝑟𝑣𝑖ç𝑜
𝑓𝑐 − 𝐹𝑎𝑡𝑜𝑟 𝑑𝑒 𝑐𝑜𝑟𝑟𝑒çã𝑜
Para a estimativa do coeficiente, que varia dependendo da época do ano, como
mostrado no Gráfico 2, foi considerada a variação do tempo médio do ciclo de todas
as embarcações a serviço da Petrobras, anualmente, com base no porto de Imbetiba.
Gráfico 2 - Coeficiente de correção do tempo de navegação
Por conseguinte, tem-se que a velocidade de serviço do RSV é variável
durante o ano, deixando de ser um valor fixo. Vale lembrar que esse fator foi
considerado constante para todos os dias do mês, pois relacionar o coeficiente em

30
relação à altura de onda exigiria um estudo complexo, considerando seu
comportamento em todo o trajeto.
2.6. Dados de entrada
A implementação dos dados pode ser de várias maneiras, porém foi escolhido
fazer planilhas no “EXCEL”, com extensão “.csv”, contendo todas as informações do
modelo de simulação necessários para análise. Para adequar os elementos de estudo
com as entidades existentes no programa, foram feitas algumas simplificações.
Equipamentos Submarinos = Necessário para iniciar e terminar o processo
lógico de inspeção, imersão e emersão para cada um;
Zona de Fundeio = Local onde os RSV’s ficarão ancorados esperando iniciar o
processo lógico de inspeção;
RSV/ROV = São os responsáveis para a navegação até os equipamentos
submarinos, inspeção e junto com a sua velocidade, há o cálculo de tempo de
navegação e inspeção, para garantir os resultados.
Após toda as operações, os resultados são impressos, passo a passo, nos
arquivos com extensão “.csv”, havendo a possibilidade de acompanhar a simulação e
averiguar se a mesma não possui dados incoerentes com a realidade. Foram
considerados dados não variáveis os:
Velocidade de serviço: 10.2 nós
Velocidade de inspeção: 270 m/h
Velocidade de Imersão/Emersão do ROV: 500 m/h
Abaixo, a Figura 12 representa o processo de inspeção elaborado para
simulação. As variáveis estocásticas representadas pelos processos de imersão,
emersão e inspeção, feitos pelo ROV, serão mostradas no tópico Resumo.

31
Figura 12 - Fluxograma da simulação de inspeção
O início do processo consiste em determinar a frota de RSV para iniciar o
processo de inspeção, nesse caso, explicado posteriormente, em 1 embarcação. Com
isso, o RSV é alocado em um ponto de atracação determinado esperando a demanda

32
de inspeção por cada equipamento listado. Após esse ponto de decisão, caso seja
positivo, o RSV navega até o ponto determinado e ao chegar inicia-se o processo de
imersão do ROV. O próximo passo inicia-se a checagem de hora em hora se há mau
tempo ou não, parado o processo caso seja positivo, retomando-o na próxima
checagem.
Terminado a inspeção, o processo de emersão do ROV é iniciado e sem
paradas, assim como o processo de imersão, entrando no próximo ponto de decisão,
que é o tempo total de simulação. Caso seja negativo, o processo volta para o ponto
de decisão de demanda de inspeção e caso contrário a simulação termina. Por falta de
informação, não houve um fluxograma real de uma inspeção visual feita por ROV, logo
não houveram grandes modificações ao longo desse presente trabalho.
2.6.1. Cenário 1
O primeiro cenário para simulação consiste no prospecto do campo de estudo
com as principais características listadas abaixo:
Lâmina d’água médio: 2300 metros;
4 FPSO’s
66 poços produtores, 22 poços injetores de água e 3 poços injetores de gás;
12 clusters (manifolds) de produção e 4 de injeção, 66 árvores de natal
molhada(ANM) de produção, 22 ANM de injeção de água e 4 ANM de injeção
de gás;
Distancia da costa (localização): 300 km
A Figura 13 abaixo mostra os posicionamentos relativos entre as FPSO’s e os
demais equipamentos. Não estavam listadas as linhas de produção, de injeção de
água e de gás, nem os poços. Para determina-los foi feito uma escala para o eixo x e
para o eixo y, usando o software Webplot Digitizer, para determinar o ponto médio de
cada um e seu posicionamento relativo. Vale lembrar que os equipamentos não
listados foram desenhados, seguindo a lógica de seus respectivos comprimentos, de
acordo com as tabelas descritivas a seguir.

33
Figura 13 - Layout Cenário 1

34
Figura 14 - Layout do Cenário 1 de acordo com o Webplot Digitizer
A Figura 15 abaixo apresenta o resumo do sistema apresentado na Figura 14,
com os principais equipamentos utilizados para inspeção, fornecido pelo software
QUESTOR, que não foi usado nesse presente trabalho.

35
Figura 15 - Cenário com 4 FPSO's
A tabela 8 apresenta as distâncias dos respectivos dutos, quantidade de
cabeça de poço, número de riser e sua configuração para cada FPSO, assim como os
3 seus respectivos manifolds. A tabela 9 indicam que tipo de duto e seu diâmetro
utilizados nesse cenário. Vale lembrar, que apesar da diferença de diâmetro, foi usado
a mesma frequência de inspeção para todas as linhas de produção, devido a escolha
do tipo de inspeção (inspeção visual).
Tabela 8 - Relação de comprimentos das linhas de produção entre ANM, manifolds e risers
FPSO Cluster
manifold
Amount of
wells
connected
Distance
between
wellhead
and
manifol
d (m)
Distance
between
manifol
d and
TDP (m)
Number
of riser
Riser
configuration
Riser
length
(m)
FPSO
A
Cluster A-1 4 1000 9300 1 catenary 3000
Cluster A-2 4 1000 1100 1 catenary 3000
Cluster A-3 4 1000 9300 1 catenary 3000
FPSO
1B
Cluster B-1 6 1200 2800 1 catenary 3000
Cluster B-2 6 1200 2800 1 catenary 3000

36
Cluster B-3 6 1200 9500 1 catenary 3000
FPSO
2B
Cluster B-4 6 1200 2900 1 catenary 3000
Cluster B-5 6 1200 2900 1 catenary 3000
Cluster B-6 6 1200 5600 1 catenary 3000
FPSO
C
Cluster C-1 6 600 4700 1 catenary 3000
Cluster C-2 6 600 1100 1 catenary 3000
Cluster C-3 6 600 4700 1 catenary 3000
Tabela 9 -Diâmetro e tipos de linhas de produção
Flowline section Flowline
type Flowline diameter
Wellhead to cluster manifold Flexible
pipe 4 inch
Manifold to TDP Flexible
pipe 8 inch
Riser Flexible
pipe 8 inch
É importante ratificar que são 22 poços de injeção de água e 4 de gás (um
associado a cada FPSO) para todo o campo distribuídos, como pode ser visto na
tabela 10. Para ilustrar, o layout do arranjo submarino de injeção de água e gás do
FPSO A com 4 poços de injeção de água ligados a um manifold de injeção e 1 poço
de injeção de gás pode ser visto na Figura 16. Cada um dos demais FPSO possui 6
poços de injeção de água (ligados a um manifold) e 1 poços de injeção de gás (tabela
10).
Tabela 10 - Relação de comprimentos das linhas de produção entre ANM, manifolds e risers de
injeção de água
FPSO
Cluster
manifold de
injeção água
Amount
of water
injection
wells
connected
Distance
between
wellhead
and
manifold
(m)
Distance
between
manifold
and TDP
(m)
Number
of riser
Riser
length
(m)
FPSO
A Cluster WI A 4 1000 3000 1 3000
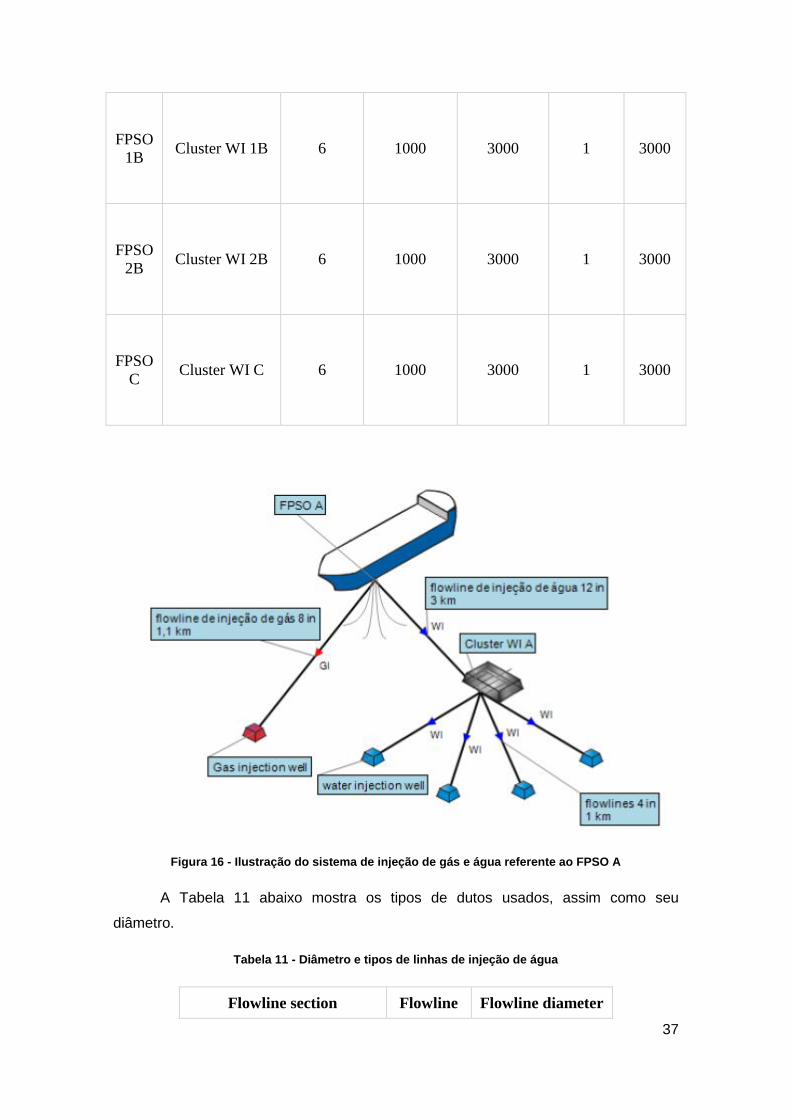
37
FPSO
1B Cluster WI 1B 6 1000 3000 1 3000
FPSO
2B Cluster WI 2B 6 1000 3000 1 3000
FPSO
C Cluster WI C 6 1000 3000 1 3000
Figura 16 - Ilustração do sistema de injeção de gás e água referente ao FPSO A
A Tabela 11 abaixo mostra os tipos de dutos usados, assim como seu
diâmetro.
Tabela 11 - Diâmetro e tipos de linhas de injeção de água
Flowline section Flowline Flowline diameter

38
type
Wellhead to cluster manifold Flexible
pipe 4 inch
Manifold to TDP Flexible
pipe 12 inch
Riser Flexible
pipe 12 inch
Na Figura 17, além dos clusters manifolds de produção (pontos pretos) e dos
FPSO (pontos rosas) é possível ver as posições dos 4 poços de injeção de gás
(indicados pelos pontos azuis).
OBS: os manifolds de injeção de água não podem ser vistos na Figura 17, todavia
suas posições distam 3 km de cada plataforma, como explicado na seção anterior.
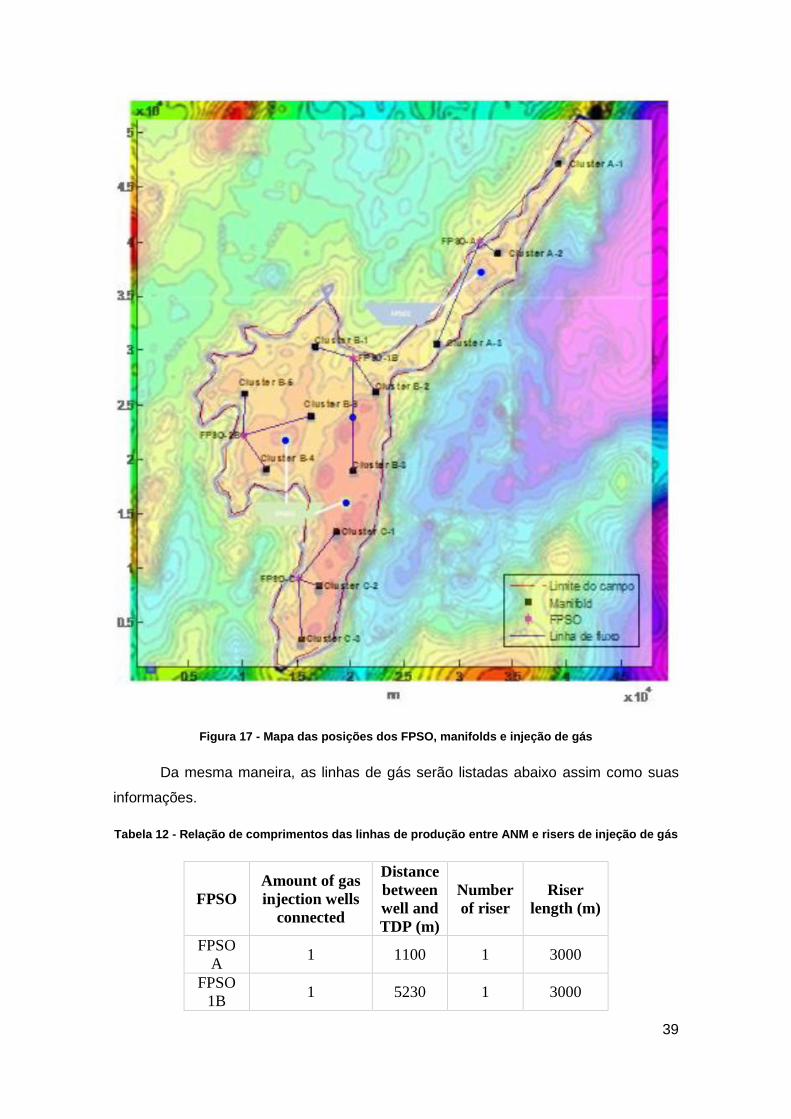
39
Figura 17 - Mapa das posições dos FPSO, manifolds e injeção de gás
Da mesma maneira, as linhas de gás serão listadas abaixo assim como suas
informações.
Tabela 12 - Relação de comprimentos das linhas de produção entre ANM e risers de injeção de gás
FPSO
Amount of gas
injection wells
connected
Distance
between
well and
TDP (m)
Number
of riser
Riser
length (m)
FPSO
A 1 1100 1 3000
FPSO
1B 1 5230 1 3000

40
FPSO
2B 1 2900 1 3000
FPSO
C 1 5800 1 3000
Tabela 13 - Diâmetro e tipos de linhas de injeção de gás
Flowline section Flowline
type Flowline diameter
Wellhead to TDP Flexible
pipe 10 inch
Riser Flexible
pipe 10 inch
2.6.2. Cenário 2
O segundo cenário chamado de cenário híbrido, possui as seguintes
características de projeto:
Lâmina d’água no campo: 2300 metros;
66 poços produtores, 22 poços injetores de água (FPSO 1 com 10 e FPSO 2
com 12) e 3 poços injetores de gás (FPSO 1 com 1 e FPSO 2 com 2);
12 manifolds de produção (6 para cada FPSO) e 18 de injeção de água;
Distância da costa (localização): 300 km
A Figura 18 mostra o arranjo submarino associado ao FPSO 1 com 3
separadores submarinos e sistema de injeção de água produzida logo após cada
separador e as respectivas bombas (que não farão parte da simulação) de elevação
do fluido de produção. É importante ressaltar que esta Figura diz respeito a somente
metade do sistema completo do campo.

41
Figura 18 - Layout dos elementos no campo com posição do FPSO e manifolds
A Figura 19 abaixo, retirada do software QUESTOR, simula o layout em 3D
para melhor visualização da disposição do sistema híbrido.
Figura 19 - Arranjo do campo no cenário híbrido
A Figura 20, indica o cenário híbrido com os principais equipamentos. A Figura
21 mostra o campo com os 3 injetores de gás em suas respectivas posições.

42
Figura 20 - Arranjo com 2 FPSO, 6 separadores submarinos e 12 clusters manifolds na produção

43
Figura 21 – Injetores de gás indicados pelas estrelas em branco
Foi feito o mesmo procedimento do cenário 1 para mapear as posições médias
de cada equipamento submarino, ou seja, após desenhar todos os equipamentos,
seus pontos foram mapeados pelo software Webplot Digitizer, pois a Figura 22 não
estava escalada corretamente, mostrada abaixo.

44
Figura 22 - Layout do Cenário 2 de acordo com o Webplot Digitizer
Após completar todas as posições, assim como no cenário 1, foram listados
todos os equipamentos com suas características de projeto, nas seguintes tabelas:
Tabela 14 - Relação de comprimentos das linhas de produção entre ANM, manifolds e risers
FPSO
Separadores
submarinos
Cluster
manifold
Quantidade
de poços de
produção
Number
of riser
Riser
configuration
Riser
length
(m)
S1
Cluster A-1 4 1 catenary 2954
Cluster A-2 4
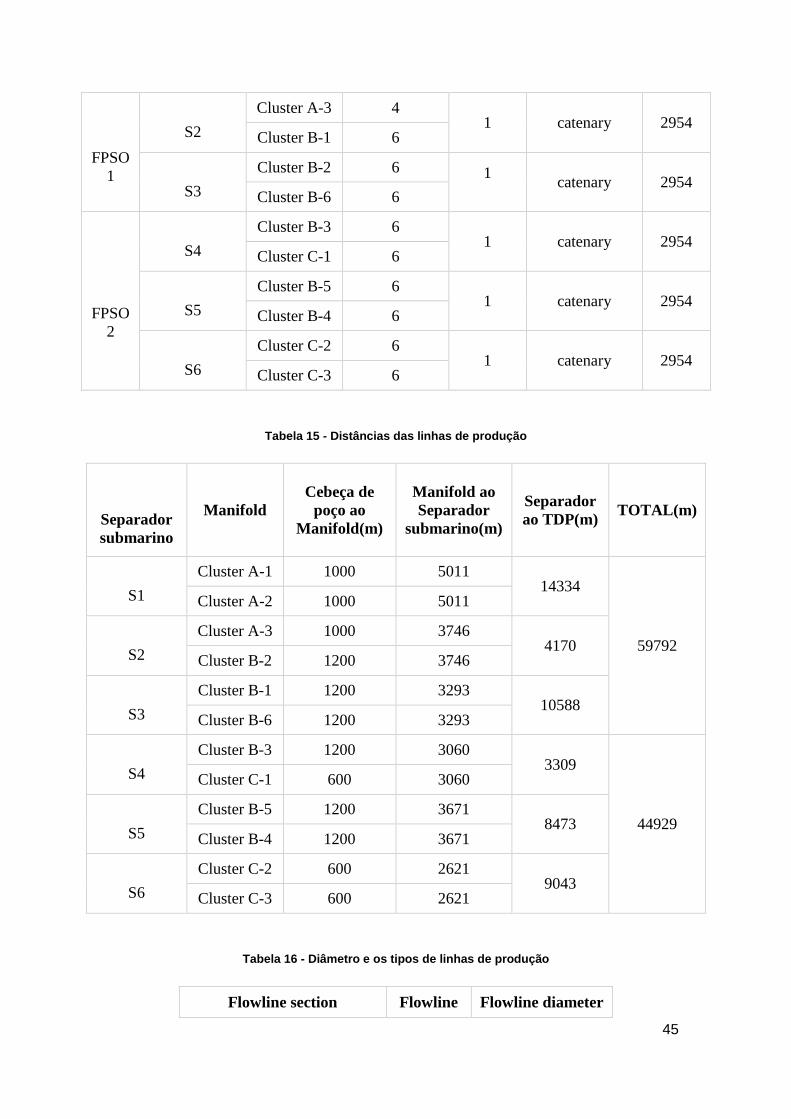
45
FPSO
1
S2
Cluster A-3 4 1 catenary 2954
Cluster B-1 6
S3
Cluster B-2 6 1
catenary 2954
Cluster B-6 6
FPSO
2
S4
Cluster B-3 6 1 catenary 2954
Cluster C-1 6
S5
Cluster B-5 6 1 catenary 2954
Cluster B-4 6
S6
Cluster C-2 6 1 catenary 2954
Cluster C-3 6
Tabela 15 - Distâncias das linhas de produção
Separador
submarino
Manifold
Cebeça de
poço ao
Manifold(m)
Manifold ao
Separador
submarino(m)
Separador
ao TDP(m) TOTAL(m)
S1
Cluster A-1 1000 5011 14334
59792
Cluster A-2 1000 5011
S2
Cluster A-3 1000 3746 4170
Cluster B-2 1200 3746
S3
Cluster B-1 1200 3293 10588
Cluster B-6 1200 3293
S4
Cluster B-3 1200 3060 3309
44929
Cluster C-1 600 3060
S5
Cluster B-5 1200 3671 8473
Cluster B-4 1200 3671
S6
Cluster C-2 600 2621 9043
Cluster C-3 600 2621
Tabela 16 - Diâmetro e os tipos de linhas de produção
Flowline section Flowline Flowline diameter

46
type
Wellhead to cluster manifold Flexible
pipe 4 inch
Manifold to TDP Flexible
pipe 8 inch
Riser Flexible
pipe 8 inch
A Figura 23 mostra o esquema em 3D referente ao separador 1, com os
equipamentos já listados, com o adicional da linha de injeção de água. A Tabela 17
informa quantas linhas terão cada separador. E por último, a Tabela 18 indica o
diâmetro e o tipo de duto utilizado.
Figura 23 - Layout do sistema submarino referente ao separador S1
Tabela 17 - Relação de comprimentos das linhas de produção antre ANM, manifolds e risers de
injeção de água
Separador
submarino
Amount of
water injection
wells connected
Distance
between
wellhead and
separator (m)
S1 2 1000

47
S2 2 1000
S3 3 1000
S4 3 1000
S5 3 1000
S6 3 1000
Tabela 18 - Diâmetro e tipos de linhas de injeção de água na produção após o separador
Flowline de injeção de água Flowline
type Flowline diameter
Wellhead to separator Flexible
pipe 8 inch
Como indicado anteriormente, a Figura 24, a seguir, mostra em 3D o sistema
de injeção de água e gás, sem os outros componentes do FPSO 1 (poços de gás são
e vermelho e de água em azul).
Figura 24 - Layout do sistema submarino referente ao FPSO
As Tabelas 19 e 20 seguintes, mostram as características dessas linhas de
injeção de água para cada FPSO existente. O mesmo procedimento para as Tabelas
21 e 22, para as linhas de injeção de gás.
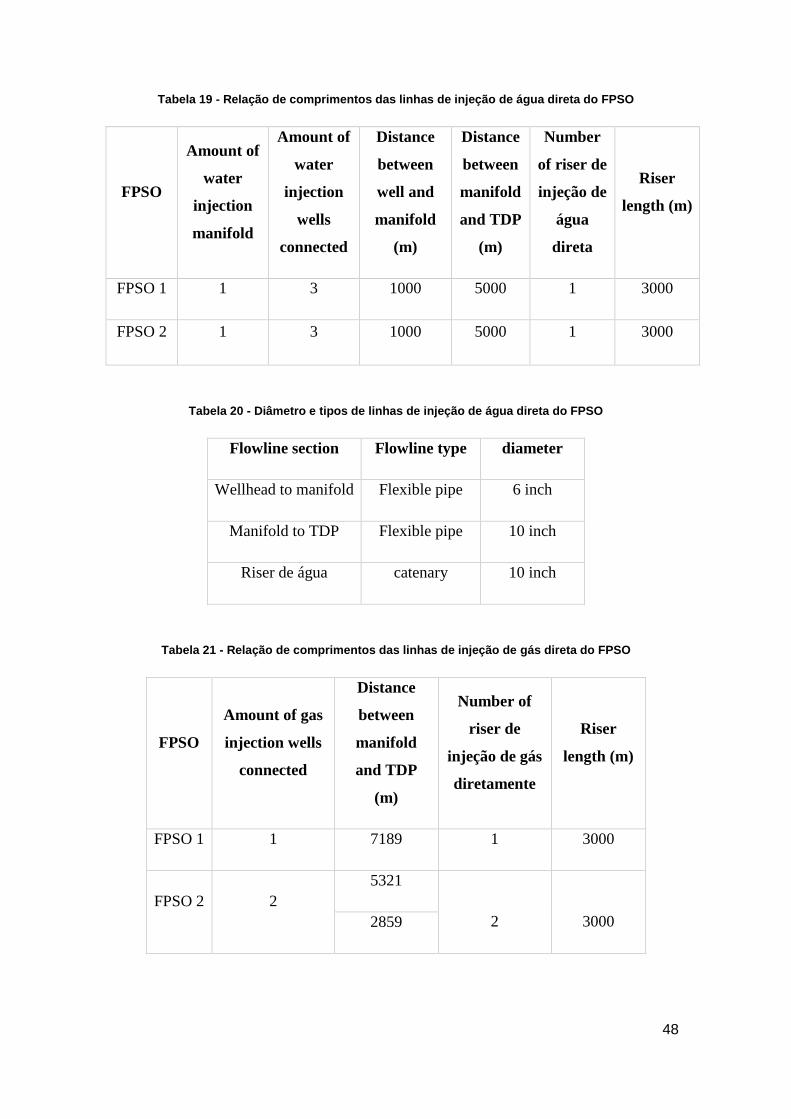
48
Tabela 19 - Relação de comprimentos das linhas de injeção de água direta do FPSO
FPSO
Amount of
water
injection
manifold
Amount of
water
injection
wells
connected
Distance
between
well and
manifold
(m)
Distance
between
manifold
and TDP
(m)
Number
of riser de
injeção de
água
direta
Riser
length (m)
FPSO 1 1 3 1000 5000 1 3000
FPSO 2 1 3 1000 5000 1 3000
Tabela 20 - Diâmetro e tipos de linhas de injeção de água direta do FPSO
Flowline section Flowline type diameter
Wellhead to manifold Flexible pipe 6 inch
Manifold to TDP Flexible pipe 10 inch
Riser de água catenary 10 inch
Tabela 21 - Relação de comprimentos das linhas de injeção de gás direta do FPSO
FPSO
Amount of gas
injection wells
connected
Distance
between
manifold
and TDP
(m)
Number of
riser de
injeção de gás
diretamente
Riser
length (m)
FPSO 1 1 7189 1 3000
FPSO 2 2
5321
2
3000 2859

49
Tabela 22 - Diâmetro e tipos de linhas de injeção de gás direta do FPSO
FPSO Flowline e risers de injeção direta de gás Flowline
type diameter
FPSO 1 Wellhead to TDP + Riser de gás catenary 10 inch
FPSO 2 Wellhead to TDP + Riser de gás catenary 8 inch
2.6.3. Cenário 3
O último cenário a ser simulado é o subsea to shore, onde não haverá
unidades de produção e exploração (FPSO). Esse cenário é semelhante com o
cenário 2, possuindo os mesmos poços de produção.
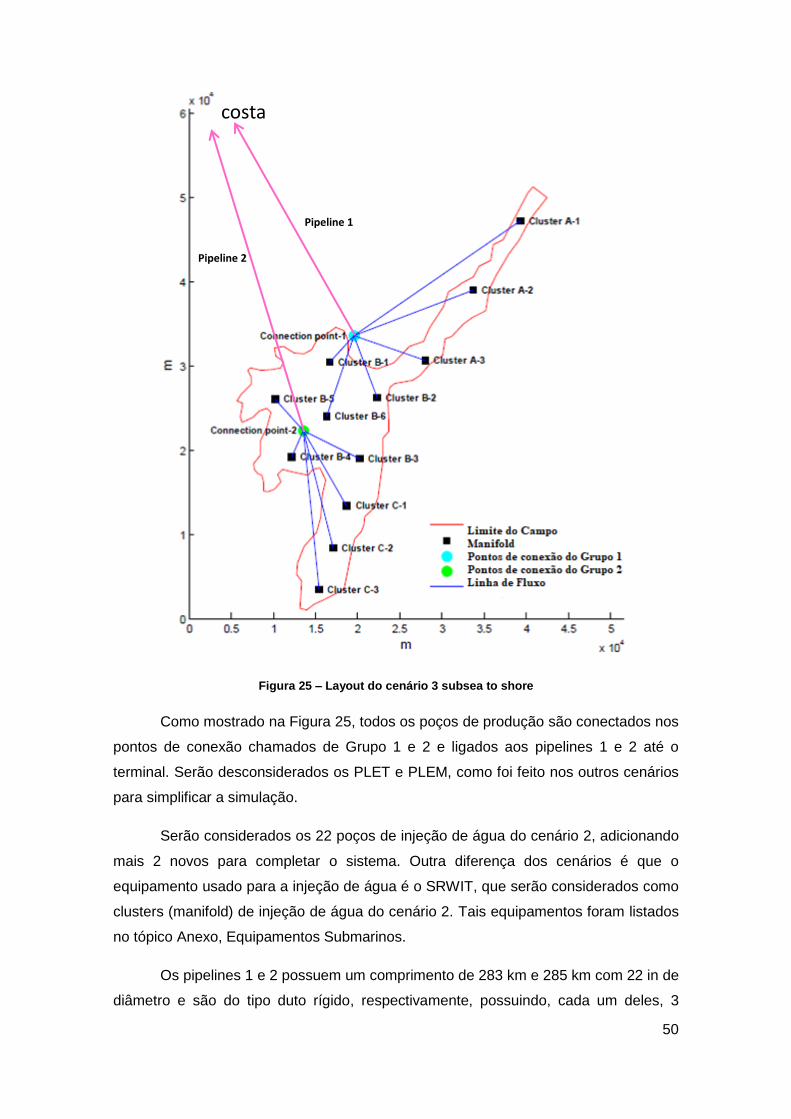
50
Figura 25 – Layout do cenário 3 subsea to shore
Como mostrado na Figura 25, todos os poços de produção são conectados nos
pontos de conexão chamados de Grupo 1 e 2 e ligados aos pipelines 1 e 2 até o
terminal. Serão desconsiderados os PLET e PLEM, como foi feito nos outros cenários
para simplificar a simulação.
Serão considerados os 22 poços de injeção de água do cenário 2, adicionando
mais 2 novos para completar o sistema. Outra diferença dos cenários é que o
equipamento usado para a injeção de água é o SRWIT, que serão considerados como
clusters (manifold) de injeção de água do cenário 2. Tais equipamentos foram listados
no tópico Anexo, Equipamentos Submarinos.
Os pipelines 1 e 2 possuem um comprimento de 283 km e 285 km com 22 in de
diâmetro e são do tipo duto rígido, respectivamente, possuindo, cada um deles, 3
costa
Pipeline 1
Pipeline 2

51
bancos de bombas de escoamento da produção. Cada banco de bomba é composto
por 3 bombas multifásicas submarinas helico axial de escoamento mais 1 bomba
reserva, caso haja necessidade, totalizando em 24 bombas no total no campo de
produção. Tendo em vista a simulação, foi feito uma divisão dos pipelines em no
máximo de 25 km para inspeção ininterrupta, pois as bombas estavam separadas
entre 60 km a 86km de distância e. também, o banco de bombas foi considerado um
equipamento só.
Figura 26 - Layout do cenário 3 de acordo com o Webplot Digitizer
Como mostrado na Figura 26, os pontos em vermelho indicam as posições
médias necessários para a base de dados para o QUEST, de acordo com os outros

52
cenários. Os pontos em lilás são os pontos relativos ao pipeline, mostrado
esquematicamente na Figura 26. Como os dois são muito longos, não foi possível
desenhar todos no software Webplot Digitizer, sendo necessário montar uma planilha
EXCEL para extrapolar as outras posições.
De acordo com as 4 primeiras posições demostrado na Figura 27, foi possível
fazer uma regressão linear para determinar as próximas posições, demonstrado na
Figura 28 e Figura 29. A Figura 27 mostra o cálculo do comprimento padrão entre o
ponto de conexão do grupo 1 com o cluster A-1. Para simplificar, as posições das
bombas são mapeadas igualmente a posição média do segmento do pipeline,
respeitando as distancias pré-determinadas entre elas.
Figura 27 - Tabela para calcular o comprimento base
Figura 28 - As posições relativas e as distâncias parciais do pipeline 1
x y ax by hip comprimento
1.984482 3.35514 1.993916 1.35514 2.410831 24108.3131
3.978399 4.71028
ax by Distância
primeiro 0.852407 3.35514 -0.48025 1.093458
0.372157 4.448598
bombas -0.10809 5.542056 48216.62619
-0.58834 6.635514
-1.06859 7.728972
-1.54885 8.82243
-2.0291 9.915888
-2.50935 11.00935
bombas -2.9896 12.1028 72324.93929
-3.46985 13.19626
-3.9501 14.28972
-4.43035 15.38318
-4.9106 16.47664
-5.39085 17.57009
bombas -5.8711 18.66355 72324.93929
-6.35135 19.75701
-6.8316 20.85047
-7.31185 21.94393
-7.7921 23.03738
-8.27235 24.13084
-8.7526 25.2243 96433.25239
grupo 1

53
O mesmo procedimento foi feito para o pipeline 2 e assim foi somado as
distâncias parciais para verificar se estava condizente com o comprimento total dos
pipelines, mostrado na Figura 29. A diferença mostrada na Figura 30, é aceitável de
acordo com as simplificações de projeto.
Figura 29 - As posições relativas e as distâncias parciais do pipeline 2
Figura 30 - Distância total dos pipelines 1 e 2 em metros
Para os pipelines (dutos rígidos) foi usado como referência [39] a Figura 31,
considerando apenas a inspeção externa e visual, simplificando a frequência para
cada 2 anos desde o início da simulação.
ax by Distância
x 1.43793 4.420561 -0.45195 1.093458
0.985981 5.514019
bombas 0.534033 6.607477 48216.63
0.082084 7.700935
x -0.36986 8.794393
-0.82181 9.88785
x -1.27376 10.98131
-1.72571 12.07477
bombas -2.17766 13.16822 72324.94
-2.62961 14.26168
x -3.08156 15.35514
-3.5335 16.4486
x -3.98545 17.54206
-4.4374 18.63551
bombas -4.88935 19.72897 72324.94
-5.3413 20.82243
x -5.79325 21.91589
-6.24519 23.00935
x -6.69714 24.1028
-7.14909 25.19626
x -7.60104 26.28972
-8.05299 27.38318
x -8.50494 28.47664 96433.25
-8.95689 29.57009 12054.16
grupo 2
soma 1 soma 2
289299.8 301353.9

54
Figura 31 - Tabela de frequência de inspeção
2.6.4. Resumo
Após a tomada dos dados de entrada para iniciar a simulação, será mostrado
na Tabela 23 os principais tipos de equipamento e suas principais características. Os
equipamentos de mesmo tipo, não terão suas diferenças listas, sendo usadas
diretamente pela base de dados para a simulação no QUEST, ou seja, as informações
como as posições relativas de cada um não serão listadas aqui.

55
Tabela 23 Resumo esquemático dos equipamentos submarinos
2.7. Características e Simplificações
Foram feitas considerações e simplificações de projeto devido à falta de
informação e de tempo:
Todos os RSV são idênticos contendo a mesma velocidade de serviço;
Todos os ROV são idênticos possuindo a mesma velocidade de inspeção, de
imersão e emersão;
Algumas frequências de inspeção foram estimadas (por exemplo os
Separadores);
Min Modo Max Min Modo max
Riser 0 0 0 43800 Variável Comprimento*0,8
Comprimento/
velocidade de
inspeção
Comprimento*1,2
Flow Line 0,9*Modo
lâmina
d'água/velocidade
de imersão e
emersão
1,1*Modo 43800 Variável Comprimento*0,8
Comprimento/
velocidade de
inspeção
Comprimento*1,2
Cluster/Manifold 0,9*Modo
lâmina
d'água/velocidade
de imersão e
emersão
1,1*Modo 26280 0 3*0,8=2,4 3 3*1,2=3,6
Production Line 0,9*Modo
lâmina
d'água/velocidade
de imersão e
emersão
1,1*Modo 17520 Varível Comprimento*0,8
Comprimento/
velocidade de
inspeção
Comprimento*1,2
WellHead/ANM 0,9*Modo
lâmina
d'água/velocidade
de imersão e
emersão
1,1*Modo 8760 0 1*0,8=0,8 1 1*1,2=1,2
SSAO 0,9*Modo
lâmina
d'água/velocidade
de imersão e
emersão
1,1*Modo 4380 0 6*0,8=4,8 6 6*1,2=7,2
TDP 0,9*Modo
lâmina
d'água/velocidade
de imersão e
emersão
1,1*Modo 8760 0 2*0,8=1,6 2 2*1,2=2,4
Bombs 0,9*Modo
lâmina
d'água/velocidade
de imersão e
emersão
1,1*Modo 2920 0 3*0,8=2,4 9 3*1,2=3,6
Pipeline Rígido 0,9*Modo
lâmina
d'água/velocidade
de imersão e
emersão
1,1*Modo 17520 0 Comprimento*0,8
Comprimento/
velocidade de
inspeção
Comprimento*1,2
Distribuição Triangular Imersão/Emersão
(h)Distribuição Triangular Inpeção (h)Frequência
(h)
Comprimento
(m)Tipo

56
As demandas de inspeção foram feitas ao mesmo tempo, sem qualquer ordem
definida ou padronizada;
Foi considerado a mesma profundidade média para o campo;
Foram consideradas as alturas de onda 3.5, 4 e 4.5 metros;
Foi considerado apenas um terminal de ancoragem de partida do RSV;
Não há rotas específicas para a navegação;
O contrato de afretamento dos RSV’s é anual;
Não foi considerado tempo máximo em mar;
Não foi considerado autonomia da embarcação;
A checagem da altura de onda só é realizada a cada hora;
Foi estimado um valor de consumo de combustível igual para todos os RSV’s,
no entanto diferentes para cada condição de operação (viagem, inspeção,
fundeio);
O preço do combustível é referente ao Diesel;
Não foi considerado o custo portuário;
As cabeças de poço (wellhead), localizado abaixo da árvore de natal (ANM),
foram considerados como 1 equipamento só. Ou seja, serão inspecionados os
2 equipamentos, sem distinção de tempo;
Foram desconsiderados alguns equipamentos submarinos nos dois cenários:
as linhas umbilicais (tubos hidráulicos, elétricos, fibra ótica, injeção química e
cabos de potência), as bombas de produção e injeção, as PLET’s e as
PLEM’s, as UTA’s, os SDU’s e os equipamentos mais complexos (por
exemplo, os módulos de composição dos separadores).
A matriz de simulação gerada é composta de 12 casos diferentes, observados na
tabela 24.
Tabela 24 - Tabela indicativa da quantidade de simulações
Simulação Cenário Altura de
onda (m)
1 1 3.5
2 1 4
3 1 4.5
4 1 3.5

57
5 2 4
6 2 4.5
7 2 3.5
8 2 4
9 3 4.5
10 3 3.5
11 3 4
12 3 4.5
2.8. Meteorologia
De forma análoga ao estudo das velocidades de serviço, foram usados dados de
estado de mar através das informações do Programa Nacional de Boias (PNBOIA),
das informações vindas de uma boa de fundeio localizada próxima a costa de Santos
(-25,27º; -44,93º), mapeando o vento e a onda, de 2011 a 2016, com frequências
médias de uma hora.

58
Figura 32 - Em cinza, campo de Júpiter em relação à Santos e ao Rio de Janeiro (Fonte:
http://www.engimark.com.br)
Os dados não foram suficientes para obter um comportamento preciso, logo foi
realizada uma simulação de 15 anos através do software WAVE WATCH III para
aumentar a precisão dos dados. O mesmo simula processos físicos de crescimento,
propagação e dissipação de ondas em duas dimensões, a partir da soma de
transferência de energia de campos de vento paras as ondas através de uma
interação vento-onda (juntamente com a dissipação da quebra da onda e as
interações não lineares entre ondas).
Com as devidas integrações referentes às equações de espectro de onda, foi
criado uma malha da região, fornecendo os resultados finais obtendo mais de 131.400
registros para o comportamento das ondas, formando uma base de dados consistente.
De acordo com a empresa Subsea 7, a altura de onda para inspeção depende
do tipo de duto que está sendo analisado. Como mostrado na tabela abaixo, ela varia

59
entre 2 metros a 4,5 e 5 metros de altura para paralisar a operação, não havendo
informação adicional para os demais equipamentos submarinos [38].
Tabela 25 - Tipos de pesquisa de inspeção (Fonte: https://www.subsea7.com)
Devido à falta de informações referente as condições de operação de um ROV
em inspeção, foi utilizado a base e dados de uma operação de carga e descarga de
PSV’s nas plataformas FPSO. Para haver a operação de inspeção utilizando um ROV
utiliza-se de guindaste [40] devido ao cabo de potência e de comunicação, logo é
razoável utilizar a norma regulamentadora para guindastes, NR 18, Item 14,
Movimentação e Transporte de Materiais e Pessoas.
“18.14.24.6.2: Deve ser interrompida a operação com a grua quando da ocorrência de
ventos com velocidade superior a 42km/h.” (Portaria SIT n.º 114, de 17 de janeiro de
2005)
Para mapear a altura de onda, foi utilizado a Escala de Beaufort, na qual
classifica a intensidade dos ventos e a altura de para cada faixa.

60
Tabela 26 - Escala Beaufort (Fonte: https://en.wikipedia.org/wiki/Beaufort_scale)
Número de Beaufort Descrição Velocidade do Vento Altura de Onda
0 Calmo < 1km/h 0 m
1 Aragem 1-5 km/h 0-0.2 m
2 Brisa Leve 6-11 km/h 0.2-0.5 m
3 Brisa Fraca 12-19 km/h 0.5-1 m
4 Brisa Moderada 20-28 km/h 1-2 m
5 Brisa Forte 29-38 km/h 2-3 m
6 Vento Fresco 39-49 km/h 3-4 m
7 Vento Forte 30-61 km/h 4-5.5 m
8 Ventania 62-74 km/h 5.5-7.5 m
9 Ventania Forte 75-88 km/h 7-10 m
10 Tempestade 89-102 km/h 9-12.5 m
11 Tempestade Violenta 103-117 km/h 11.5-16 m
12 Furação ≥ 118 km/h ≥ 14 m
De acordo com a Tabela 26 e a norma NR18, o critério de parada é de altura
de onda entre 3 e 4 metros. Então, o presente trabalho irá mapear as análises de 3.5,
4.0 e 4.6 metros de altura.
De volta ao software WAVE WATCH III, os dados foram divididos em
trimestres, onde para cada filtrou-se os períodos relativos aos intervalos acima
escolhidos de forma estimar as distribuições de probabilidade discretas dos intervalos
sucessivos de bom tempo ou mau tempo. Através do software EasyFit, foi encontrada
uma distribuição de Bernoulli, demostrado na Figura e nas Tabelas.

61
Figura 33 - Distribuição discreta para ondas de 3 metros
Tabela 27 - Mau tempo de 3 metros por Bernouilli
Altura Distribuição p
T1 3 Bernouilli 0.28972 T2 3 Bernouilli 0.44186 T3 3 Bernouilli 0.45455 T4 3 Bernouilli 0.40191
Tabela 28 - Mau tempo de 4 metros por Bernouilli
Altura Distribuição p
T1 4 Bernouilli 0.0408 T2 4 Bernouilli 0.33043 T3 4 Bernouilli 0.27723 T4 4 Bernouilli 0.1428
Tabela 29 - Mau tempo de 4.5 metros por Bernouilli
Altura Distribuição p
T1 4.5 Bernouilli 1 T2 4.5 Bernouilli 0,18309 T3 4.5 Bernouilli 0,17187 T4 4.5 Bernouilli 1

62
O programa utilizado para fazer as simulações deste presente trabalho,
QUEST, possui uma quantidade limitada de distribuições mostrado na figura abaixo.
Figura 34 - Distribuições do software QUEST (Fonte: QUEST)
Para validar os resultados, foi utilizado o software EasyFit novamente, fazendo
o teste de aderência de Anderson-Darling que determina a melhor distribuição seguido
pela equação abaixo:
Equação 2 - Teste de aderência de Anderson-Darling
𝐴𝐷2 = −𝑁 − ∑(2𝑖 − 1) ∗ [ln(𝐹(𝑥𝑖)) + ln(1 + 𝐹(𝑥𝑁+1−1))]
𝑁
𝑁
𝑖=1
Ou seja, o menor valor dessa estatística equivale dizer o quanto melhor a
distribuição se ajusta aos dados, calculando o valor de p para o teste de qualidade do
ajuste. Esses valores a partir da estatística ajudam a determinar qual o modelo de
distribuição deverá ser usado para a análise de capacidade ou uma análise de
confiabilidade [41].
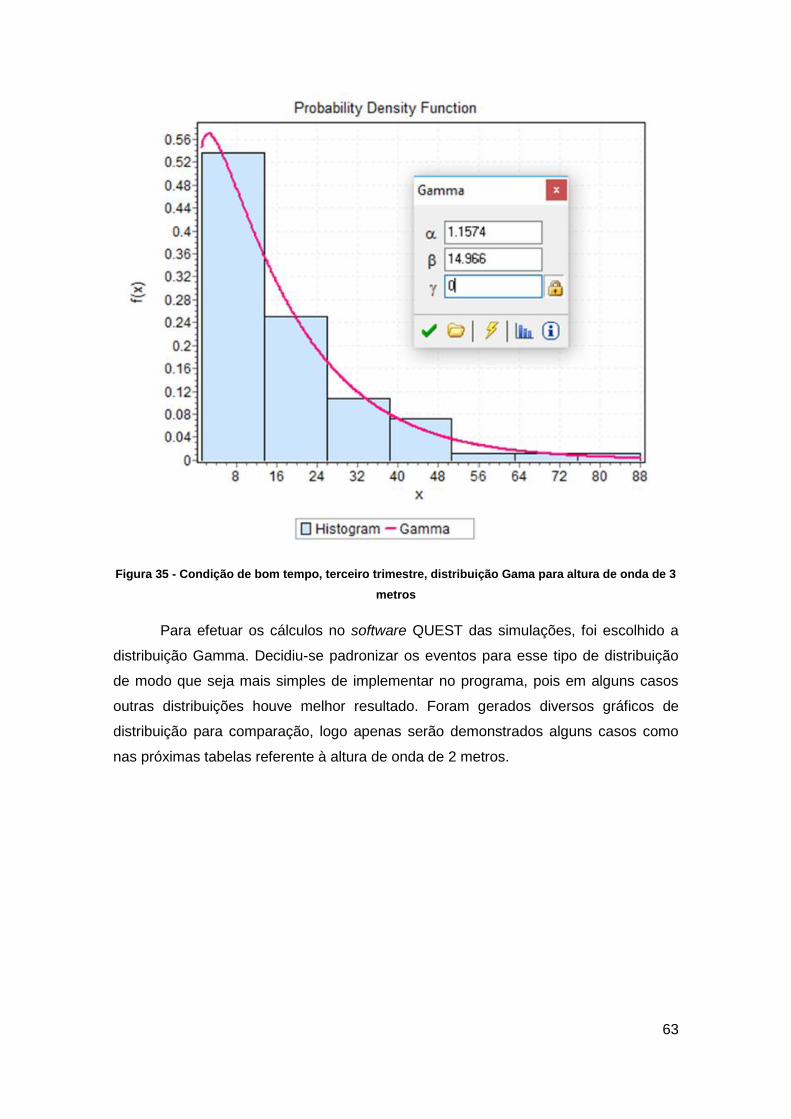
63
Figura 35 - Condição de bom tempo, terceiro trimestre, distribuição Gama para altura de onda de 3
metros
Para efetuar os cálculos no software QUEST das simulações, foi escolhido a
distribuição Gamma. Decidiu-se padronizar os eventos para esse tipo de distribuição
de modo que seja mais simples de implementar no programa, pois em alguns casos
outras distribuições houve melhor resultado. Foram gerados diversos gráficos de
distribuição para comparação, logo apenas serão demonstrados alguns casos como
nas próximas tabelas referente à altura de onda de 2 metros.

64
Figura 36 - Critério de seleção AD
Tabela 30 - Distribuição Gamma de tempo bom e ruim para altura de 2 metros
Tempo Bom Tempo Ruim
Altura Trimestre α β Altura Trimestre α β
2 T1 0.88012 100.45 2 T1 11.015 28.543
2 T2 0.74252 85.425 2 T2 1.286 42.343
2 T3 0.90229 49.81 2 T3 0.99604 54.137
2 T4 0.77874 73.216 2 T4 0.92398 39.493
Tabela 31 - Distribuição Gamma de tempo bom e ruim para altura de 3 metros
Tempo Bom Tempo Ruim
Altura Trimestre α β Altura Trimestre α β
3 T1 2.4164 174.61 3 T1 1.486 9.3125
3 T2 1.1258 157.63 3 T2 1.6878 13.124
3 T3 1.0186 142.65 3 T3 1.3101 15.621
3 T4 1.4279 177.4 3 T4 1.1574 14.966

65
Tabela 32 - Distribuição Gamma de tempo bom e ruim para altura de 4 metros
Tempo Bom Tempo Ruim
Altura Trimestre α β Altura Trimestre α Β
4 T1 31.611 21.853 4 T1 2.3642 1.9268
4 T2 2.5053 167.19 4 T2 1.2198 10.959
4 T3 3.385 132.53 4 T3 1.2947 10.342
4 T4 9.2639 66.125 4 T4 2.3642 1.9268
Tabela 33 - Distribuição Gamma de tempo bom e ruim para altura de 4.5 metros
Tempo Bom Tempo Ruim
Altura Trimestre α β Altura Trimestre α β
4.5 T1 513,04 1,4075 4.5 T1 - -
4.5 T2 5,3779 209,12 4.5 T2 1,3948 8,1622
4.5 T3 6,826 84,805 4.5 T3 2,0727 4,9853
4.5 T4 4138 0,17787 4.5 T4 - -
2.9. Time Charter e Diesel
Nesse presente trabalho, para simplificação de projeto, foram usados apenas
os custos de time-charter (TC) e de combustível (diesel) na simulação. O TC é o
aluguel da embarcação por um determinado período de tempo, acordado entre o
proprietário do navio, fretador, e o contratante, afretador. A Figura 37 demonstra tais
custos de responsabilidade do proprietário e do fretador.
Figura 37 - Contratos de afretamento (Fonte: COPPE, UFRJ)

66
Foi realizado o levantamento das séries disponíveis da base de dados da
Claksonsnet [42] para determinar as distribuições de probabilidade para as taxas de
afretamento do PSV. As taxas obtidas são para PSV 4000 no mercado do Mar do
Norte, pois são embarcações semelhantes e não foi encontrado uma série para RSV.
Após esse mapeamento, para uma análise mais exata, foi feita uma
extrapolação utilizando o modelo geométrico de reversão à média, para um maior
período de tempo. Segundo Pinto [43] Movimentos de Reversão à Média (MRM),
podem descrever melhor diversas variáveis que tendem a um nível de equilíbrio de
longo prazo e também são de muita importância para avaliação de teoria de opções
reais, dado essa escolha e a parametrização correta.
O modelo geométrico de reversão à média escolhido foi o de Dixit & Pindyck,
definido com uma MRM geométrico de fator único, de acordo com Pinto [43], onde
uma variável P adicional existe em cada termo da equação, havendo um processo
geométrico, na qual o incremento de valor da variável passa a ser proporcional ao
nível da variável em si. Para a discretização do modelo geométrico usa-se:
Equação 1 - MRM de Dixit & Pindyck
𝑃𝑡 = 𝑒𝑥𝑝 {(ln �̅� −𝜎2
2𝜂𝐴) ∗ (1 − 𝑒−𝜂𝐴∆𝑡) + ln 𝑃𝑡−1 ∗ 𝑒−𝜂𝐴∆𝑡 + 𝜎 ∗ √
1 − 𝑒−𝜂𝐴∆𝑡
2𝜂𝐴∗ 𝑁(0,1)}
Foi calculado o desvio padrão e a variância a partir dos valores do time charter,
possibilitando mapear os valores das constantes presentes.
Equação 2 - Cálculo das constantes do MRM de Dixit & Pindyck
𝑞1 = (ln �̅� −𝜎2
2𝜂𝐴)
𝑞2 = (1 − 𝑒−𝜂𝐴∆𝑡)
𝑞3 = 𝑞1 ∗ 𝑞2
𝑞4 = 𝑒−𝜂𝐴∆𝑡
𝑞5 = 𝜎 ∗ √1 − 𝑒−𝜂𝐴∆𝑡
2𝜂𝐴

67
Equação 3 - Constantes do time-charter
𝑞3 = 0,3230995
𝑞4 = 0,8962638
𝑞5 = 0,1061013
Logo, a série temporal dos preços do time-charter foi gerada, através dessas
constantes, gerando possíveis curvas de comportamento futuro.
Gráfico 3 - Comportamento do Time-Charter, MRM
Para finalizar o custo total nesse presente trabalho, foi calculado também pelo
MRM de Dixit & Pindyck, o custo do Diesel, utilizando os dados históricos do site
Bunkerindex [44] dos preços a partir de março de 2009.

68
Gráfico 4 - Preço do Diesel
A utilização do método de MRM gerou uma série randômica satisfatória,
governada pela série temporal do preço do diesel, com as seguintes constantes
implementada no código do QUEST.
Equação 4 - Constantes do Diesel
𝑞3 = 0,004198
𝑞4 = 0,9993663
𝑞5 = 0,0091118
3. Resultados
Antes de entrar nos resultados reais, foi preciso determinar um número mínimo
de iterações para garantir convergência e precisão. Foi gerado uma série de 20
iterações, com o cenário 1, com um RSV apenas e altura de onda de 3.5 metros,
mapeando o custo final. Além disso foram feitos cálculos para validar os números
apresentados pelo QUEST, como:
Tempo de viagem entre o terminal e o primeiro equipamento inspecionado;

69
Tabela 34 - Validação da simulção do modelo entre a distância do modelo e a distância calculada
Tempo de inspeção do equipamento;
Tabela 35 - Validação da simulção do modelo entre o tempo de inspeção do modelo e a triângular
proposta
Tempo de imersão e emersão.
Tabela 36 - Validação da simulção do modelo entre o tempo de Imersão/Emersão do modelo e a
triângular proposta
Os resultados foram satisfatórios e então houve a análise do custo total, porque
ela contém todos as variáveis de diesel e time-charter.
DISTANCE_travelled(km) DISTANCE_calculated(km) Error
54.064212 53.125 1.737%
Element INSPECTION min t_inspect inspection time (h) max t_inspect
SRISERA2_1 11.44613333 8.888888889 11.11111111 13.33333333
Element GOING DOWN GOING UP minimo down (h) modo (h) maximo (h)
SFLOWLA2_1 0.047849889 0.042912028 0.0414 0.046 0.0506

70
Tabela 37 - Cálculo de custo total de cada simulação
Para definir um número ótimo de iterações com um intervalo de confiança
determinado, foi utilizado a equação abaixo proposto pelo Chwif e Medina [45], já
mencionados nesse presente trabalho. Ela determina um intervalo de confiança de
acordo com a amostra de tamanho n e confiança de 100(1-α)%.
Equação 5 - Intervalo de confiança
ℎ = 𝑡𝑛−1,α 2⁄ ∗𝑠
√𝑛
Onde:
ℎ: Metade do tamanho do intervalo de confiança;
𝑡𝑛−1,α 2⁄ : Percentil da distribuição t de Student [46] com n-1 graus de liberdade;
𝑠: Desvio padrão da amostra;
Iteração Custo Total
1 115 125 373.10$
2 107 708 638.00$
3 112 455 965.10$
4 106 128 008.40$
5 118 431 229.10$
6 103 708 347.30$
7 109 500 316.10$
8 102 833 865.30$
9 104 457 565.10$
10 112 191 789.00$
11 105 350 059.20$
12 110 413 801.10$
13 104 661 575.10$
14 107 020 923.10$
15 116 101 524.00$
16 110 129 020.20$
17 119 322 417.10$
18 109 298 083.10$
19 113 749 446.30$
20 119 267 428.00$
Média 110 392 768.69$
Desvio Padrão 5 152 720.44$

71
𝑛: Número de dados da amostra.
Com o valor de h encontrado, determinou o intervalo de confiança, [𝑥 ̅ −
ℎ, 𝑥 ̅ + ℎ], onde �̅� é a média amostral. Optou-se pelo intervalo de 99% de confiança
estatística, logo tem-se α = 0,01, obtendo o tamanho da amostra através da tabela
de t de Student bicaudal.
[107 096 372.21 ,113 689 165.16]
𝑡𝑛−1,α 2⁄ → 2.861
Logo, tem-se:
ℎ = 3296396.472
Ainda com a base em Chwif e Medina [41], para calcular o número ótimo de
replicações, utilizou-se a equação abaixo com o intervalo já definido com as 20
iterações.
Equação 6 – Número de replicações
𝑛∗ = [𝑛 (ℎ
ℎ∗)
2
]
Onde:
𝑥 ̅ − ℎ, 𝑥 ̅ + ℎ: Para amostra de 20 iterações;
ℎ∗: Nível de precisão;
𝑛∗: Número ótimo de replicações.
Testou-se o valor para ℎ∗ de 2% da média amostral, dando 2207855.374 e,
com a equação 6, o valor foi de 44.58283012. Logo foi usado 50 de iterações.
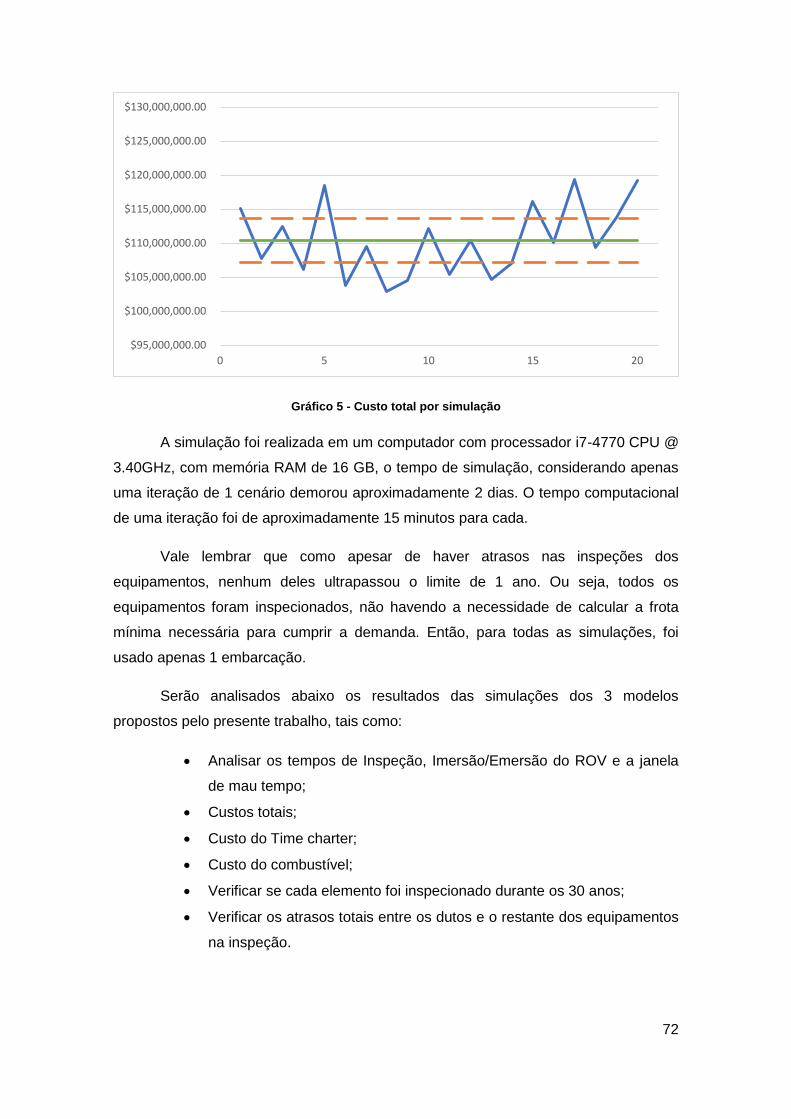
72
Gráfico 5 - Custo total por simulação
A simulação foi realizada em um computador com processador i7-4770 CPU @
3.40GHz, com memória RAM de 16 GB, o tempo de simulação, considerando apenas
uma iteração de 1 cenário demorou aproximadamente 2 dias. O tempo computacional
de uma iteração foi de aproximadamente 15 minutos para cada.
Vale lembrar que como apesar de haver atrasos nas inspeções dos
equipamentos, nenhum deles ultrapassou o limite de 1 ano. Ou seja, todos os
equipamentos foram inspecionados, não havendo a necessidade de calcular a frota
mínima necessária para cumprir a demanda. Então, para todas as simulações, foi
usado apenas 1 embarcação.
Serão analisados abaixo os resultados das simulações dos 3 modelos
propostos pelo presente trabalho, tais como:
Analisar os tempos de Inspeção, Imersão/Emersão do ROV e a janela
de mau tempo;
Custos totais;
Custo do Time charter;
Custo do combustível;
Verificar se cada elemento foi inspecionado durante os 30 anos;
Verificar os atrasos totais entre os dutos e o restante dos equipamentos
na inspeção.
$95,000,000.00
$100,000,000.00
$105,000,000.00
$110,000,000.00
$115,000,000.00
$120,000,000.00
$125,000,000.00
$130,000,000.00
0 5 10 15 20

73
3.1. Resultados Cenário 1
O cenário 1 apresentou uma janela de mau tempo pouco influente nesses 30
anos de operação, ou seja, as alturas de onda estudadas como parada da operação
de inspeção, no campo hipotético, foram desprezíveis mostrado nos Gráficos 6, 7 e 8.
Gráfico 6 - Influência meteorológica de altura de onda de 3.5 metros
1% 2%
94%
3%
Processo de Inspeção (Altura de onda 3.5 m)
Time Going Down
Time Going Up
Time doinginspection
Time in Bad Weather

74
Gráfico 7 - Influência meteorológica de altura de onda de 4.0 metros
Gráfico 8 - Influência meteorológica de altura de onda de 4.5 metros
Para os custos totais, não há um parâmetro real para comparação. Contudo,
será demonstrado e comparado com todos os cenários propostos. Abaixo, nos
2% 2%
96%
0%
Processo de Inspeção (Altura de onda 4.0 m)
Time Going Down
Time Going Up
Time doinginspection
Time in Bad Weather
2% 2%
96%
0%
Processo de Inspeção (Altura de onda 4.5 m)
Time Going Down
Time Going Up
Time doinginspection
Time in Bad Weather

75
Gráficos 9, 10 e 11, o gráfico de barra mostra a relação entre os custos de time charter
e de combustível ao longo dos anos de análise do presente trabalho.
Gráfico 9 - Custos anuais do Processo de inspeção para altura de onda de 3.5 m
Gráfico 10 - Custos anuais do Processo de inspeção para altura de onda de 4.0 m
0
500000
1000000
1500000
2000000
2500000
3000000
3500000
4000000
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30
Custo do Processo (Altura de onda 3.5 m)
TIME CHARTER DIESEL
0
500000
1000000
1500000
2000000
2500000
3000000
3500000
4000000
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30
Custo do Processo (Altura de onda 4.0 m)
TIME CHARTER DIESEL

76
Gráfico 11 - Custos anuais do Processo de inspeção para altura de onda de 4.5 m
Nesse cenário 1 não houveram atrasos acima do limite de 1 ano, proposto
anteriormente, por cada equipamento inspecionado. Ou seja, todos foram
inspecionados nos 30 anos de operação todas as vezes requisitadas.
3.2. Resultados Cenário 2
O cenário 2 também apresentou uma janela de mau tempo pouco influente
nesses 30 anos de operação, ou seja, as alturas de onda estudadas como parada da
operação de inspeção, no campo hipotético, foram desprezíveis mostrado nos
Gráficos 12, 13 e 14, para as 3 alturas de onda estudadas (3.5, 4.0, 4.5).
0
500000
1000000
1500000
2000000
2500000
3000000
3500000
4000000
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30
Custo do Processo (Altura de onda 4.5 m)
TIME CHARTER DIESEL
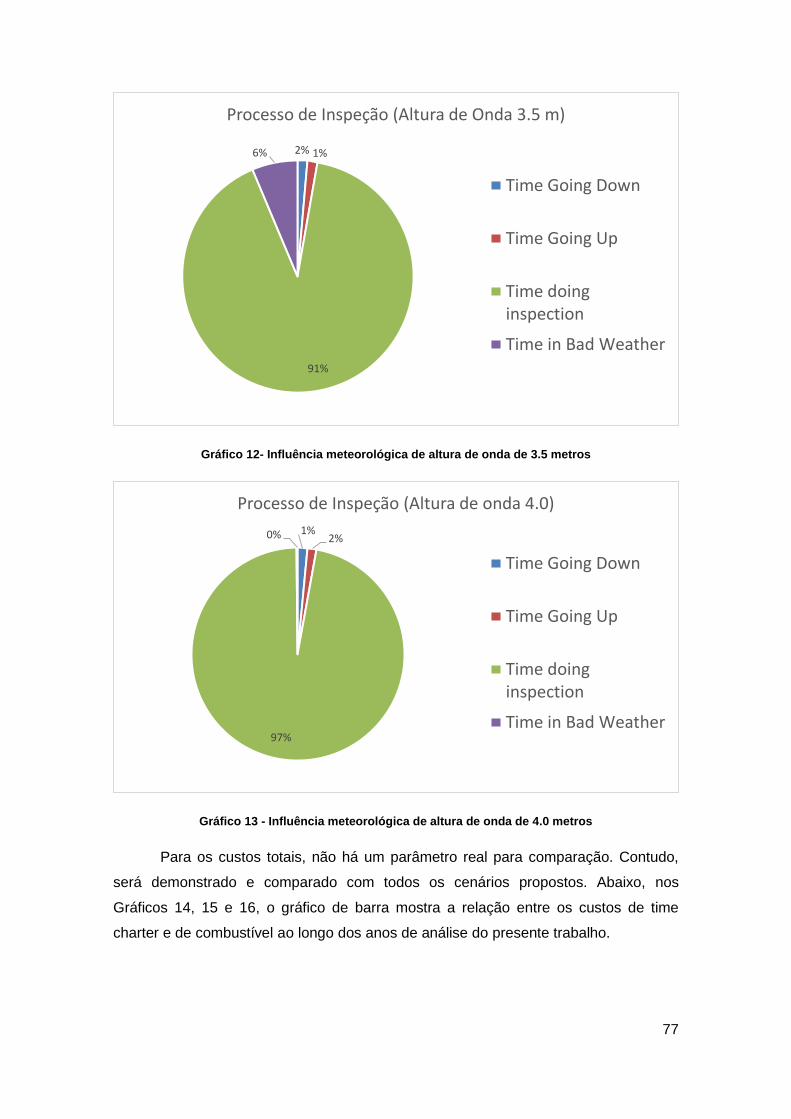
77
Gráfico 12- Influência meteorológica de altura de onda de 3.5 metros
Gráfico 13 - Influência meteorológica de altura de onda de 4.0 metros
Para os custos totais, não há um parâmetro real para comparação. Contudo,
será demonstrado e comparado com todos os cenários propostos. Abaixo, nos
Gráficos 14, 15 e 16, o gráfico de barra mostra a relação entre os custos de time
charter e de combustível ao longo dos anos de análise do presente trabalho.
2% 1%
91%
6%
Processo de Inspeção (Altura de Onda 3.5 m)
Time Going Down
Time Going Up
Time doinginspection
Time in Bad Weather
1% 2%
97%
0%
Processo de Inspeção (Altura de onda 4.0)
Time Going Down
Time Going Up
Time doinginspection
Time in Bad Weather

78
Gráfico 14 - Custos anuais do Processo de inspeção para altura de onda de 3.5 m
Gráfico 15 - Custos anuais do Processo de inspeção para altura de onda de 4.0 m
Nesse cenário 2 também não houveram atrasos acima do limite de 1 ano,
proposto anteriormente, por cada equipamento inspecionado. Ou seja, todos foram
inspecionados nos 30 anos de operação todas as vezes requisitadas.
0
500000
1000000
1500000
2000000
2500000
3000000
3500000
4000000
4500000
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30
Custo do Processo (Altura de onda 3.5 m)
TIME CHARTER DIESEL
0
500000
1000000
1500000
2000000
2500000
3000000
3500000
4000000
4500000
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30
Custo do Processo (Altura de onda de 4.0 m)
TIME CHARTER DIESEL

79
3.3. Resultados Cenário 3
O cenário 3 apresentou uma janela de mau tempo mais influente nesses 30
anos de operação do que nos outros cenários mostrados nos Gráficos 16 e 17.
Gráfico 16 - Influência meteorológica de altura de onda de 3.5 metros
1%
0%
91%
8%
Processo de Inspeção (Altura de onda 3.5 m)
Time Going Down
Time Going Up
Time doinginspection
Time in Bad Weather

80
Gráfico 17 - Influência meteorológica de altura de onda de 4.0 metros
Para os custos totais, não há um parâmetro real para comparação. Contudo,
será demonstrado e comparado com todos os cenários propostos. Abaixo, nos
Gráficos 18 e 19, o gráfico de barra mostra a relação entre os custos de time charter e
de combustível ao longo dos anos de análise do presente trabalho.
Gráfico 18 - Custos anuais do Processo de inspeção para altura de onda de 3.5 m
0% 1%
98%
1%
Processo de Inspeção (Altura de onda 4.0 m)
Time Going Down
Time Going Up
Time doinginspection
Time in Bad Weather
0
500000
1000000
1500000
2000000
2500000
3000000
3500000
4000000
4500000
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30
Custo do Processo (Altura de onda 3.5 m)
TIME CHARTER DIESEL

81
Gráfico 19 - Custos anuais do Processo de inspeção para altura de onda de 4.0 m
Por fim, no cenário 3 também não houveram atrasos acima do limite de 1 ano,
proposto anteriormente, por cada equipamento inspecionado. Ou seja, todos foram
inspecionados nos 30 anos de operação todas as vezes requisitadas.
3.4. Comparando os Cenários
Serão listados os atrasos totais separados em Dutos, que são todas as linhas
de escoamento, e os Equipamentos, que são os restantes dos equipamentos do
campo. As tabelas contêm a média do atraso, desvio padrão, o atraso mínimo mínimo,
o máximo e outros, que são dados importantes para o estudo desse presente projeto.
Gráfico 20 - Estatística descritiva da média de atraso de inspeção entre os cenários
0
500000
1000000
1500000
2000000
2500000
3000000
3500000
4000000
4500000
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30
Custo do Processo (Altura de onda 4.0 m)
TIME CHARTER DIESEL
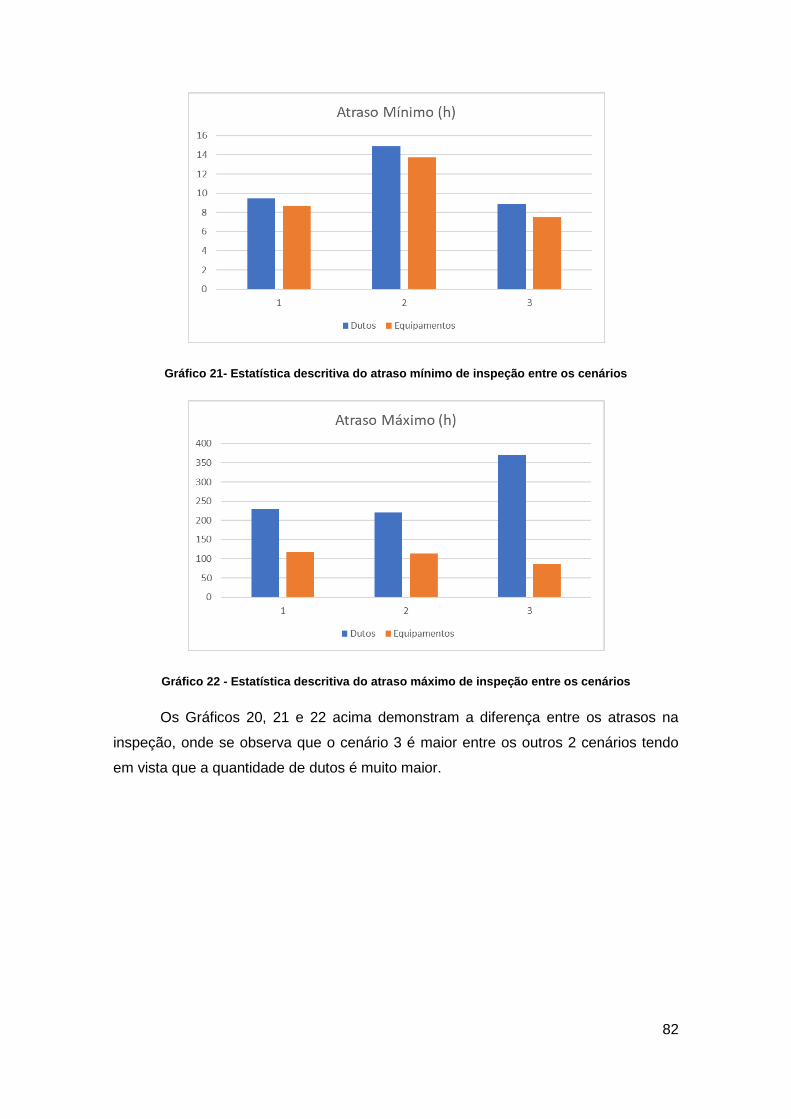
82
Gráfico 21- Estatística descritiva do atraso mínimo de inspeção entre os cenários
Gráfico 22 - Estatística descritiva do atraso máximo de inspeção entre os cenários
Os Gráficos 20, 21 e 22 acima demonstram a diferença entre os atrasos na
inspeção, onde se observa que o cenário 3 é maior entre os outros 2 cenários tendo
em vista que a quantidade de dutos é muito maior.
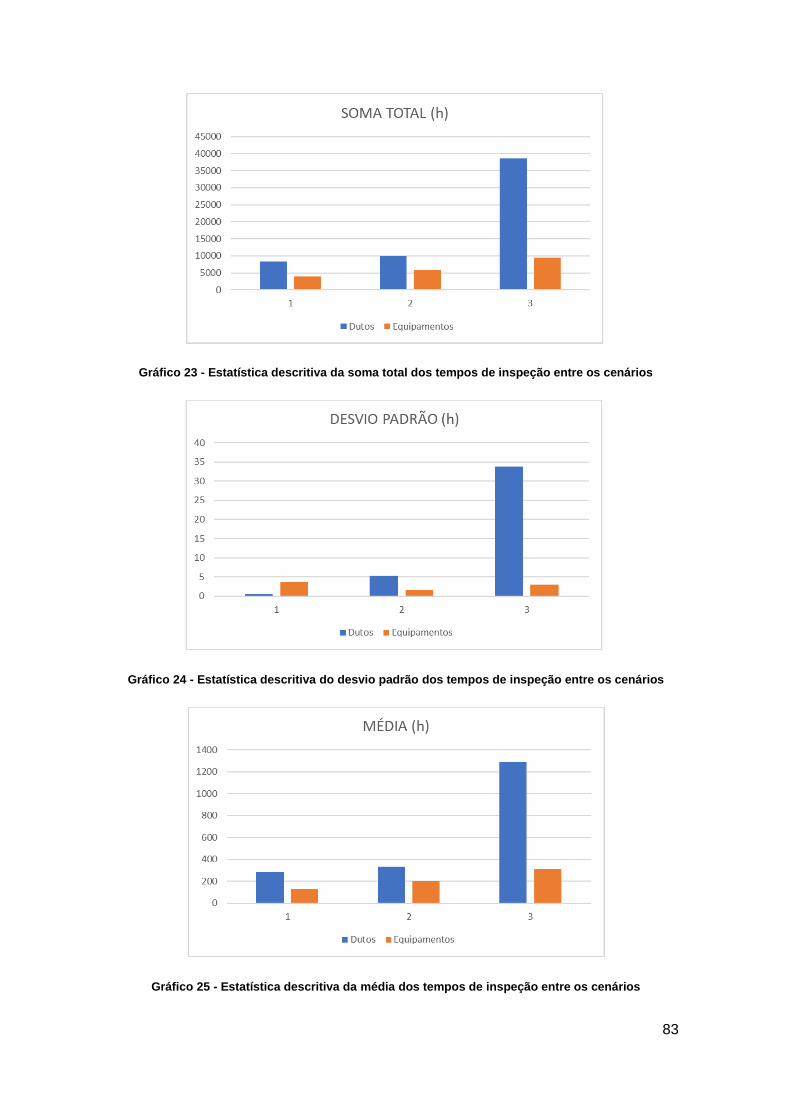
83
Gráfico 23 - Estatística descritiva da soma total dos tempos de inspeção entre os cenários
Gráfico 24 - Estatística descritiva do desvio padrão dos tempos de inspeção entre os cenários
Gráfico 25 - Estatística descritiva da média dos tempos de inspeção entre os cenários
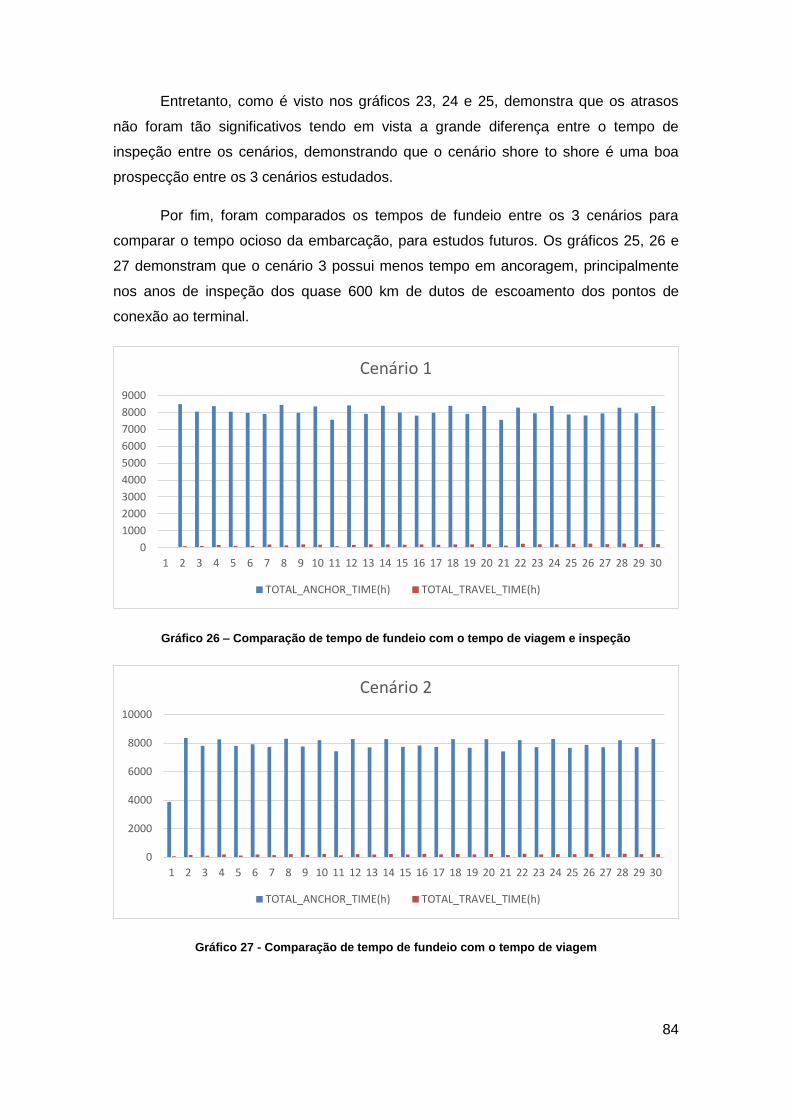
84
Entretanto, como é visto nos gráficos 23, 24 e 25, demonstra que os atrasos
não foram tão significativos tendo em vista a grande diferença entre o tempo de
inspeção entre os cenários, demonstrando que o cenário shore to shore é uma boa
prospecção entre os 3 cenários estudados.
Por fim, foram comparados os tempos de fundeio entre os 3 cenários para
comparar o tempo ocioso da embarcação, para estudos futuros. Os gráficos 25, 26 e
27 demonstram que o cenário 3 possui menos tempo em ancoragem, principalmente
nos anos de inspeção dos quase 600 km de dutos de escoamento dos pontos de
conexão ao terminal.
Gráfico 26 – Comparação de tempo de fundeio com o tempo de viagem e inspeção
Gráfico 27 - Comparação de tempo de fundeio com o tempo de viagem
0
1000
2000
3000
4000
5000
6000
7000
8000
9000
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30
Cenário 1
TOTAL_ANCHOR_TIME(h) TOTAL_TRAVEL_TIME(h)
0
2000
4000
6000
8000
10000
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30
Cenário 2
TOTAL_ANCHOR_TIME(h) TOTAL_TRAVEL_TIME(h)

85
Gráfico 28 - Comparação de tempo de fundeio com o tempo de viagem
4. Conclusão
Ao analisar os resultados percebe-se que em relação aos custos totais, de time
charter e de diesel, não houveram alteração significativa entre os cenários. A
influência meteorológica também foi insignificante em relação ao tempo total de
inspeção ao longo dos 30 anos de simulação, ou seja, nesse campo de estudo, os
custos relacionados à parada de operação não são relevantes. Foi feito uma análise
dos atrasos no processo de inspeção separados por 2 tipos de equipamentos
submarinos (dutos e os demais equipamentos), demonstrando que os dutos em geral
têm mais relevância. Em relação ao cenário 3, os atrasos máximos ainda foram
maiores, tendo em vista maior quantidade de dutos de escoamento que nos outros
cenários, ou seja, para estudos futuros e com outros tipos de inspeção, os resultados
podem variar.
Para otimizar os tempos de viagem, para os trabalhos futuros, poderia
implementar no código da simulação, um algoritmo que faria a escolha do próximo
equipamento a ser inspecionado pela menor distância entre eles ou por prioridade de
atraso. Nesse presente trabalho, portanto, os atrasos não ultrapassaram o limite
proposto, concluindo que não houve necessidade de ter mais que um RSV para o
processo.
0
1000
2000
3000
4000
5000
6000
7000
8000
9000
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30
Cenário 3
TOTAL_ANCHOR_TIME(h) TOTAL_TRAVEL_TIME(h)
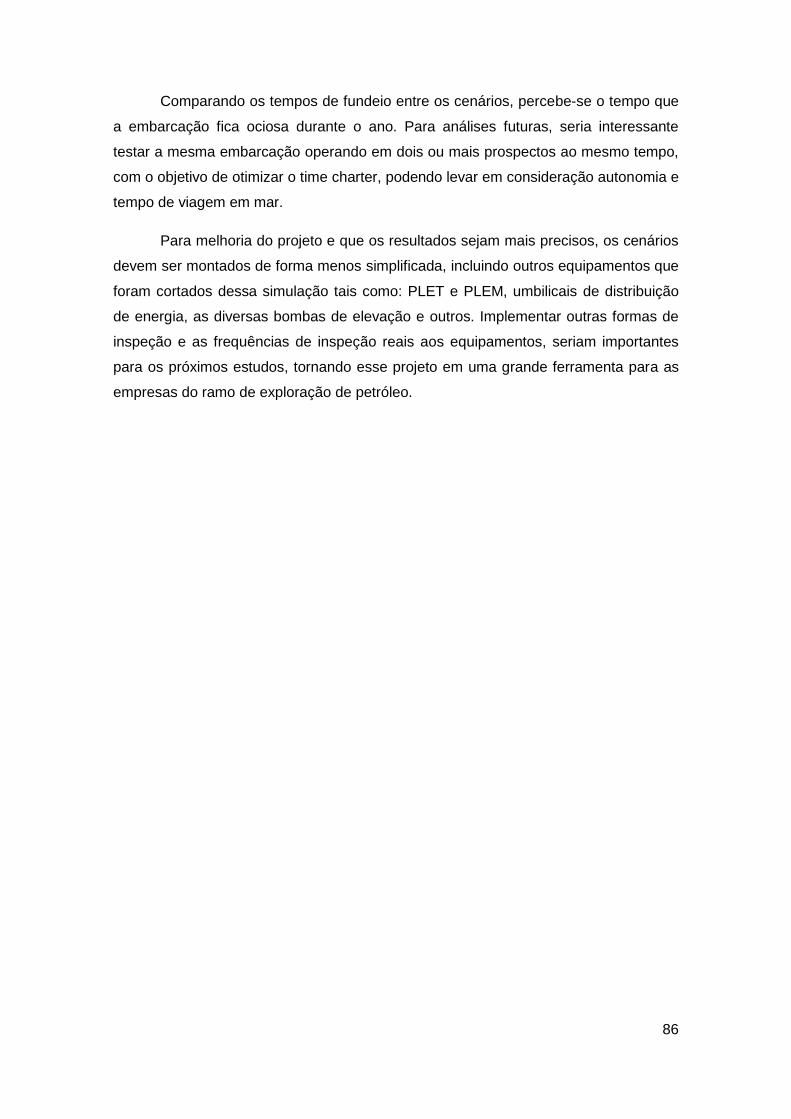
86
Comparando os tempos de fundeio entre os cenários, percebe-se o tempo que
a embarcação fica ociosa durante o ano. Para análises futuras, seria interessante
testar a mesma embarcação operando em dois ou mais prospectos ao mesmo tempo,
com o objetivo de otimizar o time charter, podendo levar em consideração autonomia e
tempo de viagem em mar.
Para melhoria do projeto e que os resultados sejam mais precisos, os cenários
devem ser montados de forma menos simplificada, incluindo outros equipamentos que
foram cortados dessa simulação tais como: PLET e PLEM, umbilicais de distribuição
de energia, as diversas bombas de elevação e outros. Implementar outras formas de
inspeção e as frequências de inspeção reais aos equipamentos, seriam importantes
para os próximos estudos, tornando esse projeto em uma grande ferramenta para as
empresas do ramo de exploração de petróleo.

87
5. Bibliografia
[1] WIKIPÉDIA. Campo de Lula – Disponível em:
<https://pt.wikipedia.org/wiki/Campo_petrol%C3%ADfero_de_Lula> –
Acessado em 14 de dez. de 2017
[2] WIKIPÉDIA. Camada do pré-sal – Disponível em:
<https://pt.wikipedia.org/wiki/Camada_pr%C3%A9-sal> – Acessado em 14 de
dez. de 2017
[3] Santos, Wesley Resende at el. A importância da inspeção em dutos submarinos na
prevenção de riscos ambientais em águas oceânicas. Congresso Técnico Científico da
Engenharia e da Agronomia – CONTECC’2016 29 de agosto a 1 de setembro de 2016
– Foz do Iguaçu, Brasil
[4] Abeam. Frotas de apoio marinho – Disponível em:
< http://www.abeam.org.br/arquivos/1493907979.pdf> - Acessado em 14 de dez. de
2017
[5] CARVALHO, A. A.; PEREIRA, M. C.; BOUCHONNEAU, N.; FARIAS, J. A. B.;
BRITO, J. L. F. Inspeção submarina: perspectivas e avanços. Rev. Tecnol. Fortaleza,
v. 30, n. 2, p. 198-209, dez. 2009.
[6] PEREIRA, F. A. P., 2004. Metodologia de análise econômica de projetos de óleo e
gás. Monografia, Engenharia de Produção - Escola de Engenharia, UFRJ: Rio de
Janeiro.
[7] MARTINS, C. F.; O DESCOMISSIONAMENTO DE ESTRUTURAS DE
PRODUÇÃO OFFSHORE NO BRASIL. Programa de Pós-Graduação em Engenharia
Ambiental da Universidade Federal do Espírito Santo. Vitória, 2015.
[8] CHWIF, L.; MEDINA, A. C. Modelagem e simulação de eventos discretos. 3. ed.
Rio de Janeiro: Elsevier, 2013.
[9] PRITSKER, A. Alan. B. Introduction to Simulation and SLAM-II. 3ed.New York: John
Wiley & Sons, 1986.
88
[10] Ferreira, Caio Cesar; Costa, Sergio Eduardo Gouvea da; Lima, Edson Pinheiro de.
USO DA SIMULAÇÃO COMO FERRAMENTA PARA MAPEAMENTO DAS
OPORTUNIDADES DE MELHORIA EM UMA LINHA DE PRODUÇÃO DE MOTORES.
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO. João
Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016.
[11] Souza, Tiago Francioli. A simulação a eventos discretos como ferramenta de
apoio à tomada de decisão em empresas do ramo de mineração [manuscrito] :
aplicação em uma unidade da Yamana Gold 2009.
[12] SHYSHOU, A.; GRIBKOVSKAIA, I.; BARCELÓ, J. A Simulation Study of the fleet
Sizing Problem Arising in Offshore Anchor Handling Operations. European Journal of
Operational Research. V. 203, p.230-240, 2010.
[13] IMAI, A.; RIVERA, F. Strategic fleet size planning for maritime refrigerated
containers. Maritime Policy & Management, v.28, n 4, p. 361-374, 2001.
[14] GOLDEN, B., ASSAD, A. A., LEVY, L. and GHEYSENS, F., 1982, The fleet size
and mix vehicle routing problem (College Park, Maryland: University of Maryland),
Management Science and Statistics Working Paper 82-020.
[15] BALL, M., GOLDEN, B., ASSAD, A. A. and BODIN, L., 1983, Planning for truck
fleet size in the presence of a common carrier option. Decision Science, 14, 103-120.
[16] TURNQUIST, M. A., 1985, Research opportunities in transportation system
characteristics and operations. Transportation Research, 19A, 357-366.
[17] KAISER, M. J.. An integrated systems framework for service vessel forecasting in
the Gulf of Mexico. Energy, 2010.
[18] KAISER, M. J.; SNYDER, B.. An empirical analysis of offshore service vessel
utilization in the US Gulf of Mexico – International Journal of Energy Sector
Management, 2010.
[19] BRITO, T.B.; SILVA, R.C.S.; BOTTER, R.C.; PEREIRA, N.N.; MEDINA, A.C.
Discrete event simulation combined with multi-criteria decision analysis applied to steel
plant logistics system planning. [s.l.] Universidade de São Paulo, SP, Brasil, 2010.
[20] PEGDEN, C.D; SHANNON, R.E.; SADOWSKI, R.P. (1995) – Introduction to
simulation using SIMAN. McGraw-Hill. 2ª Edição. New York.

89
[21] BOTTER, R.C. 2002. Treatment of data in a discrete simulation, Thesis
(Associated Professor) Polytechnic School Sao Paulo University, Department of Naval
and Oceanic Engineering, São Paulo.
[22] CHWIF, L., and A.C. MEDINA 2007. Modeling and Simulation of Discrete Events:
Theory & Practice, 2 ª Edition. São Paulo, p. 254.
[23] MONTIBELLER, G., e L.A. FRANCO. 2007. Decision and Risk Analysis for the
evaluation of strategic options. Em: Supporting Strategy: Frameworks, Methods and
Models. ed. F.A. O’Brien e R.G. Dyson. 251-284. Wiley, Chichester.
[24] PRADO, A.A.A., K. SOUZA, E H. YOSHIZAKI. Transportation Suppliers Selection
using MultiCriteria Decision Analysis Methodology. In: Proceeding of the XXIII
Congress of the National Association on Research and Education on Transport. p. 194.
November 9-13, 2009, Vitória.
[25] BELTON, V., e J.T. STEWART. 2001. Multiple criteria decision analysis. An
integrated approach. Kluwer Academic Publishers, London.
[26] SILVA, R. C. DOS S. Análises de tradeoff em sistemas de transporte aquaviário
com simulação de eventos discretos. – Universidade de São Paulo, SP, Brasil, 2012.
[27] ONO, R.T. Modelagem Sistêmica e Planejamento Logístico da Cadeia de
Suprimentos de Petróleo. 2007. P.198. Tese (doutorado) Escola Politécnica,
Universidade de São Paulo. São Paulo. 2007
[28] FU, M. C. Feature Article: Optimization for simulation: Theory vs. Pratice. Journal
on Computing, v.14, p.192-215, 2002.
[29] BASSI, H.V., FILHO, V.J.M.F, BAHIENSE, L. Planning and scheduling a fleet of
rigs using simulation-optimization, Computers and industrial Engineering. 63 (2012)
1074-1088
[30] Aradi, Thabiani Cristine. Planejamento de Operações de manutenção submarina.
Dissertação de mestrado em engenharia da escola politécnica da universidade de são
Paulo. São Paulo, 2015. 116 p.
[31] SILVA, A. M.; GALVÃO. L. P. F. de C. A utilização de PIG’s na inspeção e
manutenção de dutos. Revista Tecnologia & Informação, v.2, n.1, p.38-52, 2015.

90
[32] COMPLETING AND SERVICING CRITICAL SOUR WELLS. Industry
Recommended Practice (IRP), volume 2 – 2006. Sanctioned april 2006. Published
january 2007.
[33] Integrity management of subsea production systems. RECOMMENDED
PRACTICE DNVGL-RP-0002. Edition November 2014.
[34] INSPEÇÃO, REPARO, QUALIFICAÇÃO e NORMALIZAÇÃO EM DUTOS
FLEXÍVEIS e UMBILICAIS – Disponível em:
<http://neolab.hol.es/assets/irqndfu(mi).pdf> – Acessado em 06 de jan. de 2018.
[35] SANTOS, W.R.; A IMPORTÂNCIA DA INSPEÇÃO EM DUTOS SUBMARINOS NA
PREVENÇÃO DE RISCOS AMBIENTAIS EM ÁGUAS OCEÂNICAS. Apresentado no
Congresso Técnico Científico da Engenharia e da Agronomia – CONTECC’2016. 29
de agosto a 1 de setembro de 2016 – Foz do Iguaçu, Brasil.
[36] ROV (Remotely Operated Vehicle) – Disponível em:
<http://www.hidrografico.pt/rov-remotely-operated-vehicle.php> – Acessado em 06 de
jan. de 2018.
[37] ROV: Classifications ● Tasks ● Tools – Disponível em: < https://www.lerus-
training.com/blog/offshore-operations/rov-classifications-%E2%97%8F-tasks-
%E2%97%8F-tools/> – Acessado em 06 de jan. de 2018.
[38] DONALD, K.; Survey Operations – Pipeline Inspection. HydroFest 11th April 2012.
[39] DESIGN, CONSTRUCTION, INSPECTION & MAINTENANCE REQUIREMENTS
OF OFFSHORE PIPELINES AND FACILITIES AND DEEP WATER PIPELINES. OISD
STANDARD 139. First Edition, March 1990. Amended Edition, September 2001.
Complete Revision, March 2016. OIL INDUSTRY SAFETY DIRECTORATE.
Government of India. Ministry of Petroleum & Natural Gas. 8 th Floor, Tower-A, OIDB.
Bhawan, Plot No.2, Sector-73 NOIDA – 201 301.
[40] SOUZA, S.; Instalações Submarinas. Pg 22. – Disponível em:
<https://pt.slideshare.net/sydman/aulas-de-instalaoes-submarinas> – Acessado em 08
de jan. de 2018.
[41] MINITAB. Anderson Darling and distribution fit – Disponível em:
<https://support.minitab.com/pt-br/minitab/18/help-and-how-to/quality-andprocess-
improvement/capability-analysis/supporting-topics/distributions-andtransformations-for-

91
nonnormal-data/anderson-darling-and-distribution-fit/> – Acessado em 09 de jan. de
2018.
[42] CLARKSONSNET - PSV Time-charter – Disponível em: <www.clarksons.com>
[43] PINTO, C.L.B. Modelagem de Opções Reais com Processos de Reversão à
Média em Tempo Discreto: Uma Aplicação na Indústria Brasileira de Etanol, PUC-Rio,
RJ, Brasil, 2009.
[44] Bunker Index – Diesel Prices – Disponível
em:<http://www.bunkerindex.com/prices/bixfree.php?priceindex_id=2> – Acessado em
19 de jan. de 2018.
[45] CHWIF, L.; MEDINA, A. C. Modelagem e simulação de eventos discretos. 3. ed.
Rio de Janeiro: Elsevier, 2013, p. 8-13; 25-29; 116-122.
[46] Tabela 5 Distribuição t de Student – Disponível em:<
https://edisciplinas.usp.br/pluginfile.php/1786946/mod_resource/content/1/Tabelat-
student.pdf> – Acessado em 30 de jan. de 2018.
[47] Campo de Júpiter tem no mínimo 1 bilhão de barris – Disponível em:
<http://tnpetroleo.com.br/noticia/campo-de-jupiter-tem-no-minimo-1-bilhao-de-barris/>
Acessado em 28 de dez. de 2017.
[48] Produção de petróleo no pré-sal supera a do pós-sal pela primeira vez –
Disponível em: < http://www.brasil.gov.br/economia-e-emprego/2017/07/producao-de-
petroleo-no-pre-sal-supera-a-do-pos-sal-pela-primeira-vez> Acessado em 28 de dez.
de 2017.
[49] Testes confirmam grande jazida de gás e óleo leve em Júpiter – Disponível em: <
http://www.gasnet.com.br/conteudo/4734> Acessado em 28 de dez. de 2017.
[50] Unidade flutuante de armazenamento e transferência – Disponível em: <
https://pt.wikipedia.org/wiki/Unidade_flutuante_de_armazenamento_e_transfer%C3%A
Ancia> Acessado em 28 de dez. de 2017.
[51] Você sabe o que é um FPSO? – Disponível em: <
http://www.petrobras.com.br/fatos-e-dados/voce-sabe-o-que-e-um-fpso.htm>
Acessado em 28 de dez. de 2017

92
[52] Plataforma petrolífera – Disponível em:
<https://pt.wikipedia.org/wiki/Plataforma_petrol%C3%ADfera> Acessado em 28 de
dez. de 2017.
[53] AHMAD, N.A. BINTI, EFFENDY, M.H., KOTO, J. Fabrication Scheduling of
Electrical House of FPSO using Dependency Structure Matrix. Journal of Ocean,
Mechanical and Aerospace - Science and Engineering-, Vol.8. 20 Junho, 2014.
[54] DEBOTTLENECKING: WHAT IT IS AND HOW IT CAN HELP OPTIMIZE
DOWNSTREAM PROCESSES – Disponível em: <
http://www.auduboncompanies.com/debottlenecking-what-it-is-and-how-it-can-help-
optimize-downstream-processes/> Acessado em 04 de jan. de 2018
[55] FARINHA, G.D.A. The Development of New Submarine and Offshore
Technologies in Times of Uncertainty. 2015. P. 25. Tese (mestrado) do Instituto
Superior Técnico, Lisbon, Portugal.
[56] Sistemas de Produção em Águas Profundas – Disponível em: <
https://www.maxwell.vrac.puc-rio.br/6084/6084_3.PDF> Acessado em 05 de jan. de
2018,.
[57] BAI, YONG. Sistemas marítimos de produção de petróleo: processos, tecnologias
e equipamentos offshore/ Yong Bai, Qiang Bai.; [tradução Bob Idiomas [. – 1. Ed. – Rio
de Janeiro: Elsievier, 2016. Il.; 24 cm. (Engenharia de petróleo).
[58] Conheça curiosidades sobre equipamentos de nossos sistemas submarinos –
Disponível em: < http://www.petrobras.com.br/fatos-e-dados/conheca-curiosidades-
sobre-equipamentos-de-nossos-sistemas-submarinos.htm> – Acessado em 04 de jan.
de 2018.
[59] Apostila baseada em estudos realizados por TAVARES, José C. V.; CABELINO,
Karina; QUINTAES, Marcelo e BARAÚNA, Leonardo – 2008.

93
6. Anexo
6.1. Campo de Júpiter
Foi fornecido para o presente trabalho um cenário real, de grande importância
para a Petrobras e a economia brasileira. A Petrobras informou em final de
setembro/08 ter concluído a perfuração de um poço experimental no Campo de
Júpiter, no bloco BM-S-24, confirmando a ocorrência de uma grande jazida de gás
natural e óleo leve no pré-sal, em águas ultra-profundas, na Bacia de Santos. O
consórcio, responsável pela exploração deste bloco é formado pela Petrobras (80%) e
Galp Energia (20%).
O campo petrolífero de Júpiter [47], segundo o executivo-chefe da companhia
portuguesa Galp Energia, Manuel Ferreira de Oliveira, o tamanho das reservas do
campo seja semelhante ao do vizinho Tupi, onde as reservas recuperáveis são
estimadas em até 8 bilhões de barris de petróleo equivalente. Ela contém mais
petróleo em relação a gás do que o que se imaginava originalmente, onde acreditava-
se antes que a descoberta contivesse principalmente gás natural.
O campo é um grande e promissor prospecto para a exploração e produção de
petróleo pois ele pertence a camada do pré-sal, onde, segundo dados da Agência
Nacional de Petróleo, Gás Natural e Biocombustíveis (ANP) [48], a produção de
petróleo no pré-sal totalizou 1,352 milhão de barris por dia, superior aos 1,321 milhão
de barris produzidos nas camadas do pós-sal.
Já a produção de gás natural totalizou 111 milhões de metros cúbicos por dia
em junho, avanço de 6,1% em relação ao mês anterior. Apenas no pré-sal, a produção
de gás natural foi equivalente a 53 milhões de metros cúbicos por dia. Com isso, a
produção nacional de óleo e gás natural nas camadas do pré-sal foi equivalente a
49,6% do total produzido nacionalmente. Exatamente por esses números, o presente
trabalho visa ajudar nos custos finais do projeto, calculando o tamanho da frota de
RSV que deve-se usar para fazer a inspeção dos equipamentos submarinos.

94
Figura 38 - Banco de Imagem TN Petróleo
Essa perfuração confirma a descoberta anunciada em 21 de janeiro de 2008. O
poço 1-BRSA-559A-RJS (1-RJS-652A) está localizado a 290 km da costa do Estado
do Rio de Janeiro e a 37 km a leste da área do Tupi, em profundidade d'água de 2187
metros. A profundidade final atingida foi de 5.773 metros a partir da superfície do mar
[49]. Quando em produção, o CO2, preliminarmente identificado, não será descartado
para a atmosfera, mas reinjetado, contribuindo assim para o aumento do fator de
recuperação de petróleo nestes reservatórios, hoje em dia, indispensável para uma
vida duradoura para um campo de exploração.
No tópico Dados de Entrada, foi detalhado outras características do campo em
questão. Entretanto, vale lembrar que como é um campo recém descoberto e com
muitos prospectos de exploração e produção de petróleo, as informações são
escassas e muitas delas são confidenciais. Vale lembrar também que os cenários são
um prospecto para estudo, visando atender um cenário mais otimizado para futuros
estudos e implementação.
6.2. FPSO
Unidade flutuante de produção, armazenamento e transferência (em inglês
Floating Production Storage and Offloading, FPSO, como abreviado no mercado de
produção de petróleo) é um tipo de navio utilizado pela indústria petrolífera para a
exploração (produção), armazenamento petróleo e/ou gás natural e escoamento da

95
produção por petroleiros. São utilizados em locais de produção distantes da costa com
inviabilidade de ligação por oleodutos ou gasodutos [50].
Figura 39 - Você sabe o que é um FPSO? (Fonte: http://www.petrobras.com.br [51])
Hoje tem-se um novo conceito de FPSO que é uma plataforma com formato
circular, este formato é revolucionário, pois traz maior estabilidade e menor custo de
construção podendo assim viabilizar campos petrolíferos de baixa produção em águas
profundas ou em ambientes oceânicos severos, essas plataformas podem ser
ancoradas ou com sistema DP(Dynamic Positioning) onde ela dispensa o sistema
tradicional de ancoragem permanecendo estacionária através do uso de propulsores
comandados por computadores e usando informações de posição através de sistemas
GPS. Esse projeto foi concebido e realizado pela empresa norueguesa de projetos

96
Sevan Marine [52]. Nesse presente trabalho, as plataformas são no formato de uma
embarcação convencional, o petroleiro.
FPSOs podem ser convertidos de antigos petroleiros ou terem seus cascos
construídos especificamente para esta função. Abaixo, um exemplo de FPSO
convertido:
Figura 40 - Esso Saba FPSO Brasil (Fonte: http://www.aukevisser.nl/esso/id508.htm)
Uma FPSO padrão possui uma estruturam em cima do convés, chamados de
módulos de processamento (Topsides). Elas são tipicamente limitadas a no máximo
de 20 metros de comprimento, com base na boca do navio de pelo menos 45 metros.
Os módulos são divididos em:
E-house (plantas de utilidades)
Módulo de Geração
Módulos de Processos
Módulos de Compressão
Flare

97
A distribuição depende muito do projeto, porém abaixo uma distribuição típica
dos módulos:
Figura 41 - Standardized FPSO topsides facility configuration. The more hazardous facilities are
farthest from the accommodations and shaded red. Other facilities decrease in level of operational
risk from bow to stern. (Fonte: http://www.offshore-mag.com)
O módulo E-House é composto por equipamentos de baixa e média voltagem,
o sitema de controle elétrico, o centro de controle do motor e os transformadores.
Tipicamente são instalados em containers ventilados projetados especificamente para
abrigar o módulo. Pesam de 420 a 740 toneladas, com comprimento e largura
variando de 13 a 20 metros [53]. O módulo de geração de energia produz a energia
para o funcionamento de todos os módulos.
Completando o sistema elétrico do topside da FPSO, constroem-se os módulos
de processos que são os de separação, tratamento de óleo, tratamento de gás,
tratamento de água, injeção de gás e de água, usados no presente projeto para
estudo. Elas existem, pois, o fluido produzido pela plataforma consiste na mistura de
óleo, gás e água, que são separados para serem tratados devidamente. O óleo é
tratado e armazenado para o processo de offloading. O gás e a água são tratados
para serem injetados novamente no poço, ou eliminados. Antes de serem eliminados,
a água passa por um processo para serem descarregadas com segurança ao mar e o
gás é queimado no Flare.
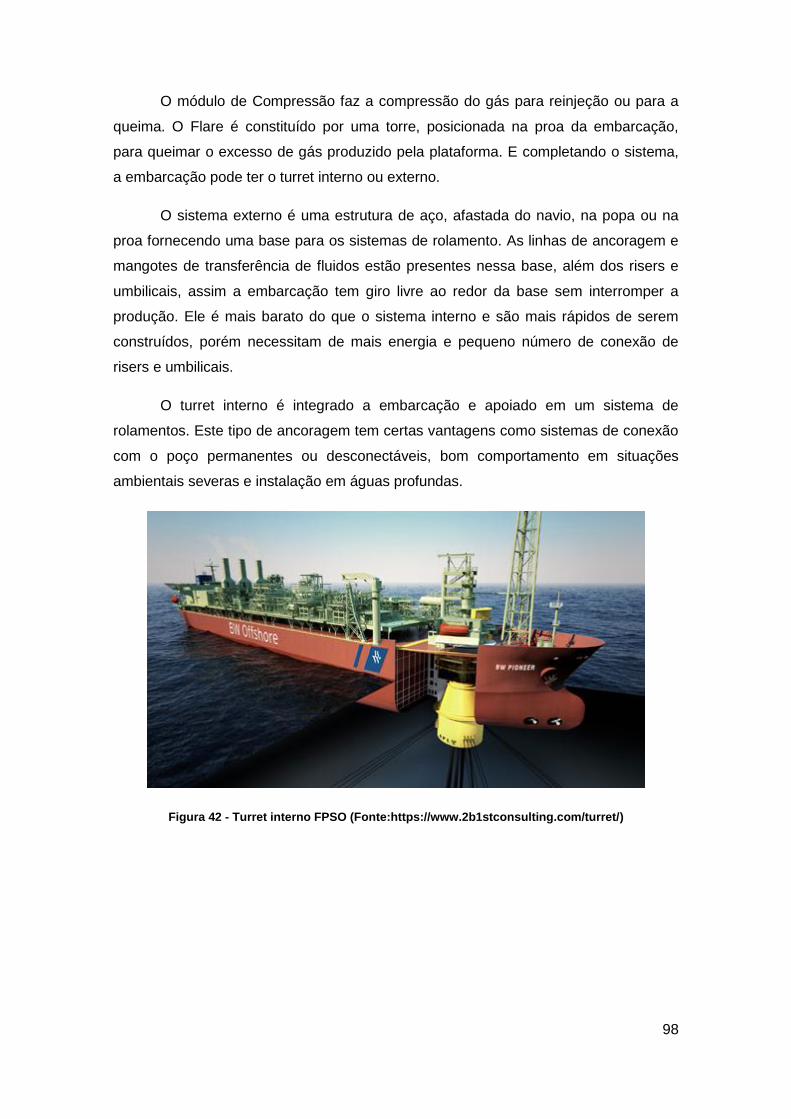
98
O módulo de Compressão faz a compressão do gás para reinjeção ou para a
queima. O Flare é constituído por uma torre, posicionada na proa da embarcação,
para queimar o excesso de gás produzido pela plataforma. E completando o sistema,
a embarcação pode ter o turret interno ou externo.
O sistema externo é uma estrutura de aço, afastada do navio, na popa ou na
proa fornecendo uma base para os sistemas de rolamento. As linhas de ancoragem e
mangotes de transferência de fluidos estão presentes nessa base, além dos risers e
umbilicais, assim a embarcação tem giro livre ao redor da base sem interromper a
produção. Ele é mais barato do que o sistema interno e são mais rápidos de serem
construídos, porém necessitam de mais energia e pequeno número de conexão de
risers e umbilicais.
O turret interno é integrado a embarcação e apoiado em um sistema de
rolamentos. Este tipo de ancoragem tem certas vantagens como sistemas de conexão
com o poço permanentes ou desconectáveis, bom comportamento em situações
ambientais severas e instalação em águas profundas.
Figura 42 - Turret interno FPSO (Fonte:https://www.2b1stconsulting.com/turret/)

99
Figura 43 - Turret externo FPSO (Fonte: https://www.themanufacturer.com/)
Este presente trabalho não aborda as inspeções da plataforma de produção,
assim como também não aborda as inspeções dos equipamentos dos módulos.
6.3. Separadores (SSAO)
Neste tópico será comentado sobre o sistema de separação instalado no
campo de Marlim, que será abordado no segundo cenário deste presente trabalho.
Esse projeto ganhou o prêmio de inovação tecnológica pois foi o primeiro sistema de
separação de óleo pesado da água, em águas profundas, onde ela é reinjetada no
mesmo reservatório de produção. A água reinjetada ajuda a manter a pressão dentro
do reservatório, aumentando a produção e o fator de recuperação, e por
consequência, “debottlenecking topside facilities” (processo de identificação de
equipamento de óleo e gás, visando limitar a produção e otimizar [54]) na FPSO e
redução de custo de operação.
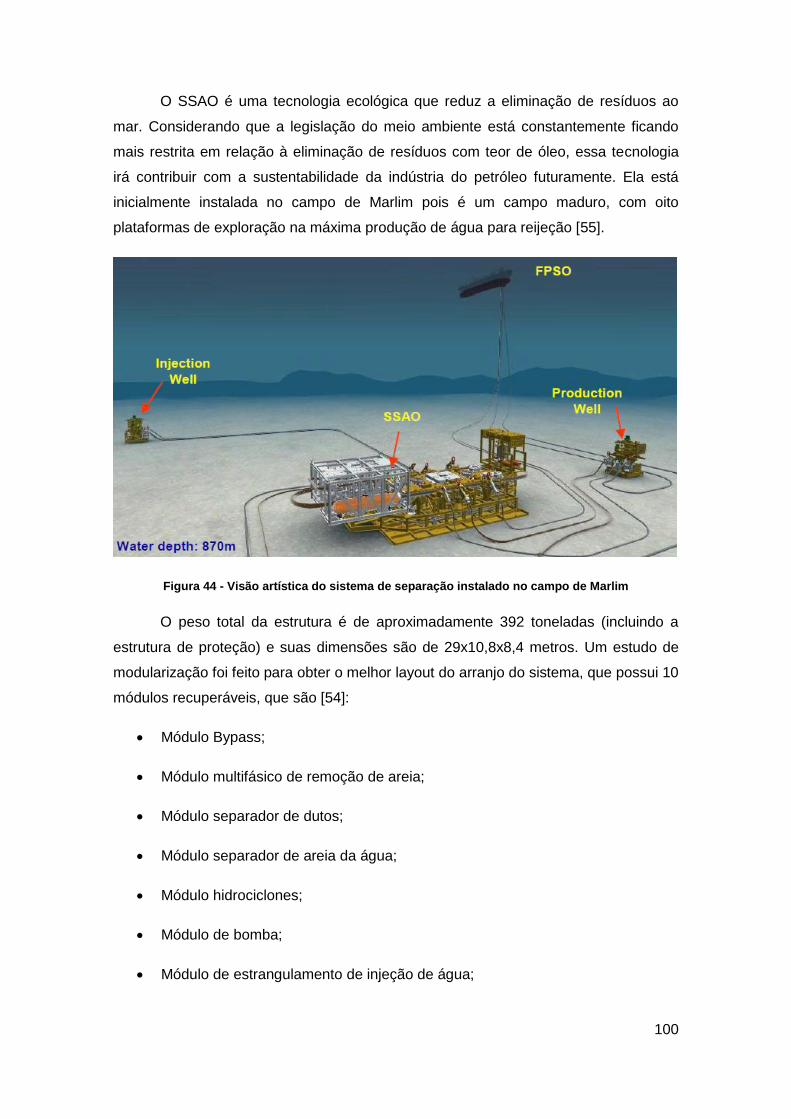
100
O SSAO é uma tecnologia ecológica que reduz a eliminação de resíduos ao
mar. Considerando que a legislação do meio ambiente está constantemente ficando
mais restrita em relação à eliminação de resíduos com teor de óleo, essa tecnologia
irá contribuir com a sustentabilidade da indústria do petróleo futuramente. Ela está
inicialmente instalada no campo de Marlim pois é um campo maduro, com oito
plataformas de exploração na máxima produção de água para reijeção [55].
Figura 44 - Visão artística do sistema de separação instalado no campo de Marlim
O peso total da estrutura é de aproximadamente 392 toneladas (incluindo a
estrutura de proteção) e suas dimensões são de 29x10,8x8,4 metros. Um estudo de
modularização foi feito para obter o melhor layout do arranjo do sistema, que possui 10
módulos recuperáveis, que são [54]:
Módulo Bypass;
Módulo multifásico de remoção de areia;
Módulo separador de dutos;
Módulo separador de areia da água;
Módulo hidrociclones;
Módulo de bomba;
Módulo de estrangulamento de injeção de água;
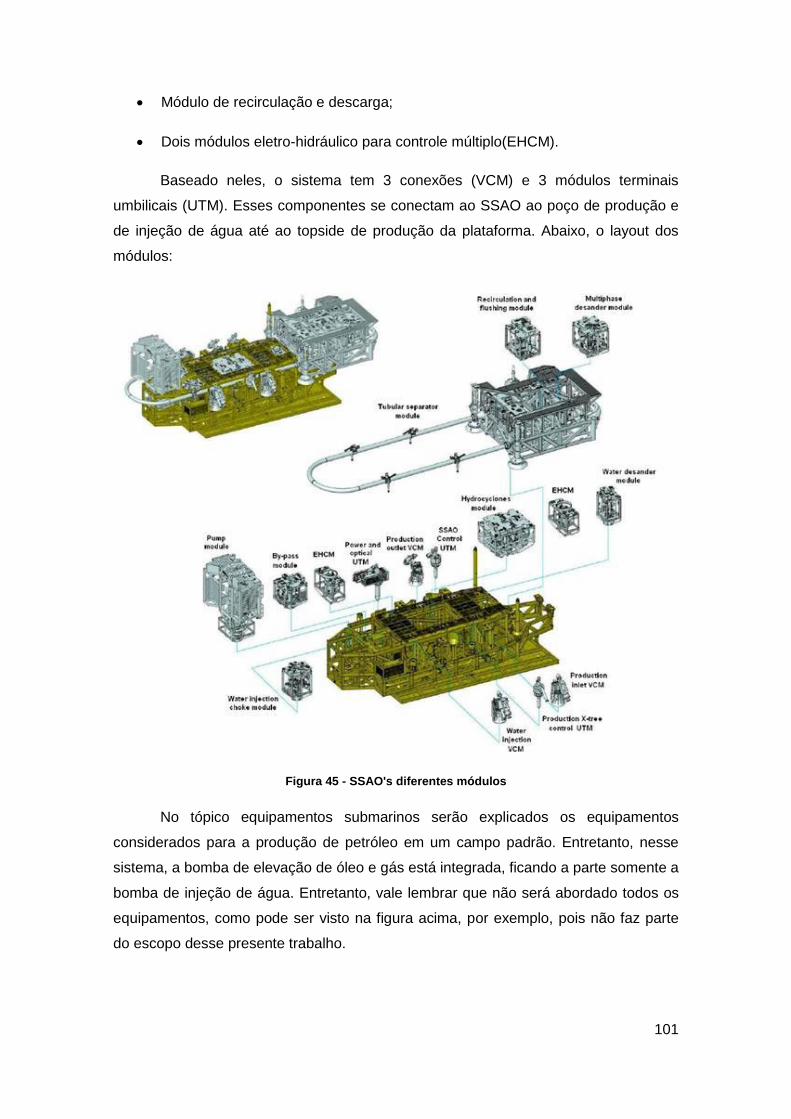
101
Módulo de recirculação e descarga;
Dois módulos eletro-hidráulico para controle múltiplo(EHCM).
Baseado neles, o sistema tem 3 conexões (VCM) e 3 módulos terminais
umbilicais (UTM). Esses componentes se conectam ao SSAO ao poço de produção e
de injeção de água até ao topside de produção da plataforma. Abaixo, o layout dos
módulos:
Figura 45 - SSAO's diferentes módulos
No tópico equipamentos submarinos serão explicados os equipamentos
considerados para a produção de petróleo em um campo padrão. Entretanto, nesse
sistema, a bomba de elevação de óleo e gás está integrada, ficando a parte somente a
bomba de injeção de água. Entretanto, vale lembrar que não será abordado todos os
equipamentos, como pode ser visto na figura acima, por exemplo, pois não faz parte
do escopo desse presente trabalho.

102
Esse sistema será abordado apenas como um sistema único para base de
estudo estocástico. Ou seja, a frequência de inspeção será única independentemente
da complexibilidade de cada módulo.
6.4. Equipamentos Submarinos
Neste tópico será abordado os equipamentos que serão inspecionados pelas
embarcações. Primeiramente, a seguir, uma visão geral dos componentes de um
sistema de produção em águas profundas, enumerando as principais características
dos sistemas de completação molhada e seca, equipamentos e tipos de poços
aplicáveis. O termo completação refere-se ao conjunto de operações destinadas a
equipar o poço para a produção de óleo ou gás, bem como para a injeção de fluidos
no reservatório [56].
Quando o sistema de cabeça do poço fica posicionado na superfície,
denomina-se este sistema de completação seca. Quando o sistema de cabeça do
poço fica posicionado no fundo do mar, denomina-se este sistema de completação
molhada. A figura abaixo mostra um layout para os dois tipos:
Figura 46 - Arranjo esquemático de sistemas de produção (completação seca e molhada) [52]
O presente trabalho utilizará a completação molhada para estudo. Para efeito
de simplificação de projeto, não foram considerados os seguintes equipamentos:

103
Tubos hidráulicos
Tubos elétricos
Fibra ótica
Injeção química
Cabos de potência
Umbilicais dinâmicos e estáticos
Cabos de potência e os umbilicais são de essencial importância para o
funcionamento do campo de exploração de petróleo. O primeiro é usado para o
fornecimento de energia de plataformas offshore e equipamentos submarinos de
produção, como pod de controle, válvula de controle pilotada e bombas elétricas.
O segundo é considerado um projeto que exige força mecânica para suportar
cargas de esmagamento e de tração durante o manuseio, instalação e serviço,
além de cargas dinâmicas ambientais nas quais podem estar sujeitos à fadiga em
função de vibrações induzidas por vórtice (VIVs) [57].
Figura 47 - Seção transversal de um umbilical (Fonte:
http://www.subseapedia.org/w/index.php?title=Umbilicals)

104
Ou seja, como mostra a figura acima, percebe-se que os umbilicais são dutos
complexos e indispensáveis para os equipamentos submarinos. Porém, este
presente projeto não irá aborda-los.
Os PLET (São equipamentos projetados e desenvolvidos para possibilitar a
conexão entre os dutos rígidos e as linhas flexíveis) e PLEM (Equipamento
responsável por interligar dutos de exportação de óleo ou gás a uma monobóia ou
planta onshore) também são equipamentos que não serão considerados para a
análise de dados [58].
O Manifold é um conjunto de válvulas e acessórios que serve para direcionar a
produção de vários poços para um duto coletor, o qual conduz a produção total
para uma unidade de produção. Ele reduz o número de linhas (dutos) conectadas
à plataforma e diminui o comprimento total das linhas de poços usadas num
sistema de produção. É usado para permitir que um grupo de poços compartilhe
sistemas de injeção de água e gas lift (elevação de óleo e gás até a superfície por
meio de gás pressurizado) [59].
Figura 48 - Manifold (Fonte: http://www.petrobras.com.br)
A Árvore de Natal Molhada trata-se de um conjunto de válvulas operadas
remotamente, controlando o fluxo dos fluidos produzidos ou injetados no poço.
Suporta elevadas pressões e diferentes faixas de temperatura ambiente e são

105
instaladas na cabeça do poço submarino, com o auxílio de mergulhadores
(profundidades de até 300 metros) ou de veículos de operação remota (ROV), para
águas profundas e ultra profundas.
Figura 49 - Árvore de Natal (Fonte: http://www.petrobras.com.br/)
As bombas de injeção de água, gás e de produção (para elevação do petróleo
até a plataforma) não serão abordados para estudo, pois não houveram informações
suficientes para implementação nos cenários.
Para finalizar, o fluido produzido é transportado por dutos chamados de dutos
de produção, desde a cabeça do poço até a FPSO, passando pela árvore de natal
molhada e também pelo manifold. A parte suspensa de um duto de produção é
denominada de riser (parte dinâmica), e são componentes críticos de um sistema
submarino de produção, por estarem submetidos a elevados esforços de fadiga devido
à ação de correnteza, efeito das ondas e movimentação da UEP. No caso de
completação molhada, a parte do duto de produção depositada no fundo do mar é
chamara de flowline (parte estática) [52].
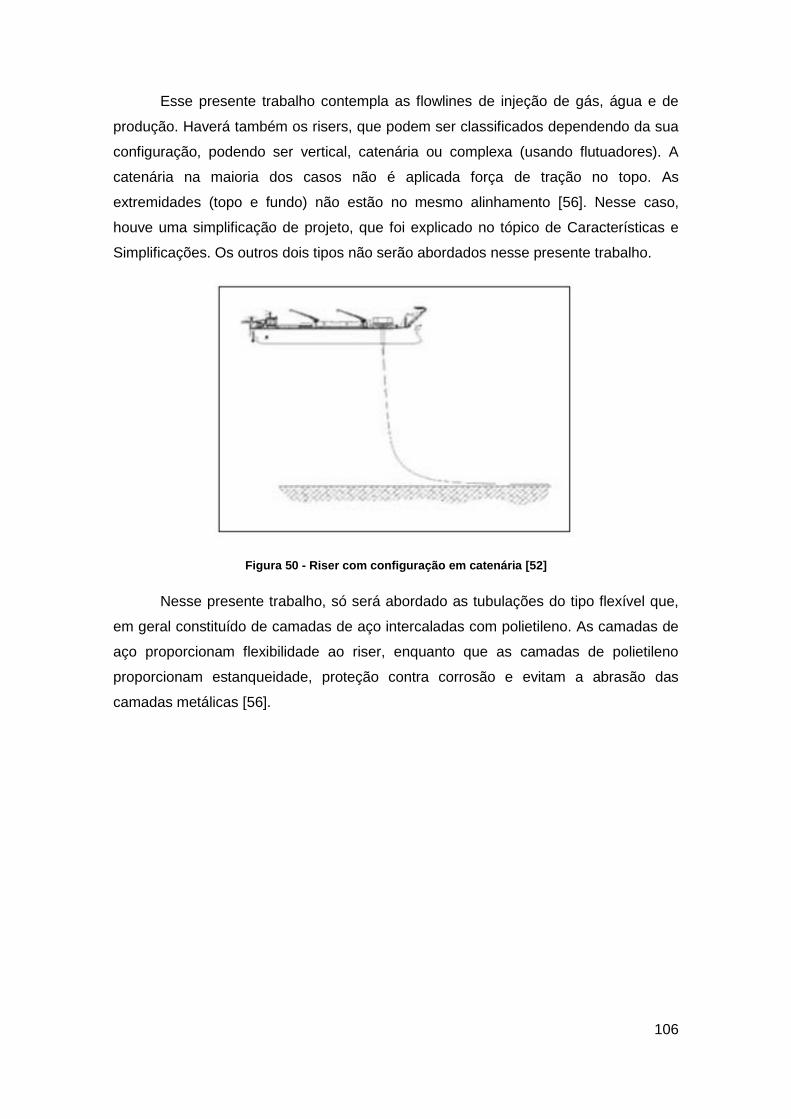
106
Esse presente trabalho contempla as flowlines de injeção de gás, água e de
produção. Haverá também os risers, que podem ser classificados dependendo da sua
configuração, podendo ser vertical, catenária ou complexa (usando flutuadores). A
catenária na maioria dos casos não é aplicada força de tração no topo. As
extremidades (topo e fundo) não estão no mesmo alinhamento [56]. Nesse caso,
houve uma simplificação de projeto, que foi explicado no tópico de Características e
Simplificações. Os outros dois tipos não serão abordados nesse presente trabalho.
Figura 50 - Riser com configuração em catenária [52]
Nesse presente trabalho, só será abordado as tubulações do tipo flexível que,
em geral constituído de camadas de aço intercaladas com polietileno. As camadas de
aço proporcionam flexibilidade ao riser, enquanto que as camadas de polietileno
proporcionam estanqueidade, proteção contra corrosão e evitam a abrasão das
camadas metálicas [56].

107
Figura 51 - Riser flexível [52]
Os demais componentes internos a essas linhas de produção não serão
abordados nesse presente trabalho.