Simulação de um sistema logístico de produçãoee06181/diss/docs/relatorios/... ·...
18
i Faculdade de Engenharia da Universidade do Porto Simulação de um sistema logístico de produção Mafalda Rocha VERSÃO PROVISÓRIA Relatório Final de Projecto realizado no âmbito do Mestrado Integrado em Engenharia Electrotécnica e de Computadores Major Automação Orientador: Prof. Dr. José Soeiro Ferreira Fevereiro de 2013
Transcript of Simulação de um sistema logístico de produçãoee06181/diss/docs/relatorios/... ·...
i
Faculdade de Engenharia da Universidade do Porto
Simulação de um sistema logístico de produção
Mafalda Rocha
VERSÃO PROVISÓRIA
Relatório Final de Projecto realizado no âmbito do Mestrado Integrado em Engenharia Electrotécnica e de Computadores
Major Automação
Orientador: Prof. Dr. José Soeiro Ferreira
Fevereiro de 2013

© Mafalda Rocha, 2013
iii
Índice
Índice ........................................................................................................... iii
Lista de figuras ................................................................................................. v
Capítulo 1 ....................................................................................................... 1
Introdução ....................................................................................................... 1
1.1. Motivação .......................................................................................... 1
1.2. Estrutura do Documento ........................................................................ 2
Capítulo 2 ....................................................................................................... 3
Estado da Arte .................................................................................................. 3
2.1. Caracterização das linhas de montagem ..................................................... 3
2.2. Diagrama de Precedências ..................................................................... 4
2.3. Balanceamento ................................................................................... 5
2.4. Tipos de Algoritmos.............................................................................. 6
Capítulo 3 ....................................................................................................... 8
Caracterização do Problema ................................................................................. 8
Capítulo 4 ..................................................................................................... 10
Plano de Trabalho ........................................................................................... 10
Referências ................................................................................................... 11


v
Lista de figuras
Figura 1 - Tipos de linha de montagem ................................................................... 4
Figura 2 - Exemplo de Diagrama de Precedências ....................................................... 5
Figura 3 - Diagrama de Gantt ............................................................................. 10
1
Capítulo 1
Introdução
1.1. Motivação
Num mercado cada vez mais global e competitivo, as empresas industriais precisam de
maximizar a eficiência com que utilizam os seus recursos pois só assim conseguem minimizar
os seus custos de produção e alcançar uma posição competitiva face aos seus concorrentes.
As operações de montagem são uma parte da cadeia de produção, definindo-se como a
agregação de todos os processos pelos quais diversos componentes e montagens são reunidas
e montadas para formar um produto final ou montagem completa, através de um processo
individual, em lote ou contínuo.
A montagem de produtos de elevado consumo é, normalmente, efetuada em linhas de
montagem, as quais consistem num conjunto de postos de trabalho dispostos
sequencialmente e interligados por um sistema de transporte de materiais. Em cada posto de
trabalho executa-se um conjunto de tarefas pré-especificadas num processo de montagem.
O problema de balanceamento de linhas de montagem consiste na determinação da
afetação das tarefas, definidas num dado processo de montagem, aos postos de trabalho por
forma a minimizar uma determinada medida do tempo ou do custo envolvido nesse processo
de montagem.
Nos dias de hoje existe uma grande necessidade de costumizar a produção, requerendo
uma flexibidade no processo produtivo, de modo a produzir itens que atendam às
preferências individuais dos clientes a preços similares aos dos produtos padrozinados
obtendo, assim, um diferencial competitivo. Esta costumização pode ser adquirida através da
adoção de linhas de montagem capazes de alternar diferentes modelos de um mesmo
produto: as linhas de montagem misto ou múltiplo.
2 Introdução
1.2. Estrutura do Documento
Para além da introdução, este relatório contem mais três capítulos.
No capítulo 2 é descrito o estado da arte e nela apresentados questões relacionadas com
o tema proposto.
No capítulo 3 é introduzida uma abordagem inicial da problemática do trabalho assim
como questões principais a tratar.
Por fim, no capítulo 4 pode-se verificar uma proposta do planeamento do trabalho a ser
desenvolvido durante a dissertação com o que fora abordado na unidade curricular de
Preparação para a Dissertação.
3
Capítulo 2
Estado da Arte
As linhas de montagem (assembly lines) são tradicionais desde os tempos de Henry Ford e
largamente utilizadas para a produção em massa e em grande escala de produção.
Consistem num conjunto de estações de trabalho (workstations) com tarefas especificas,
colocadas de uma forma sequencial e interligada através de meios de transporte, usualmente
por tapetes rolantes. Em cada estação de trabalho certas tarefas são realizadas, de forma
repetitiva, com um determinado tempo médio de ciclo.
Como todas as linhas de montagem não possuem os mesmos objetivos e os mesmos
problemas há a necessidade de optimizar cada uma delas de modo a que possam satisfazer a
solução pretendida. O problema de decisão de forma otimizada, o trabalho de montagem
entre as estações com respeito a alguns objectivos é conhecido como o problema de
balanceamento de linha de montagem, Assembly Line Balancing Problem (ALBP) [2].
2.1. Caracterização das linhas de montagem
Os estudos sobre as linhas de montagens remontam desde os anos 50 e a maioria de toda
a pesquisa tem sido centrada na linha de produção de modelo único (Single Model Assembly
Line) visto que, apesar de não reflectir a complexidade existente no mundo real, é nela que
as maiores questões e causas provêm devido à produção em massa e simples comodidade. Os
ALBP’s são formulados com o intuito de minimizar o tempo de ciclo ou o número de estações
utilizadas ao longo da linha [5].
Nas ultimas décadas com o aumento da procura de produtos costumizados e a
proliferação de recursos as empresas viram-se obrigadas a corresponder às necessidades do
mercado melhorando, assim, as linhas de montagem de forma a que estas fossem do mais
flexivel possível e capazes de produzir simultaneamente vários modelos de produtos
similares.
4 Estado da Arte
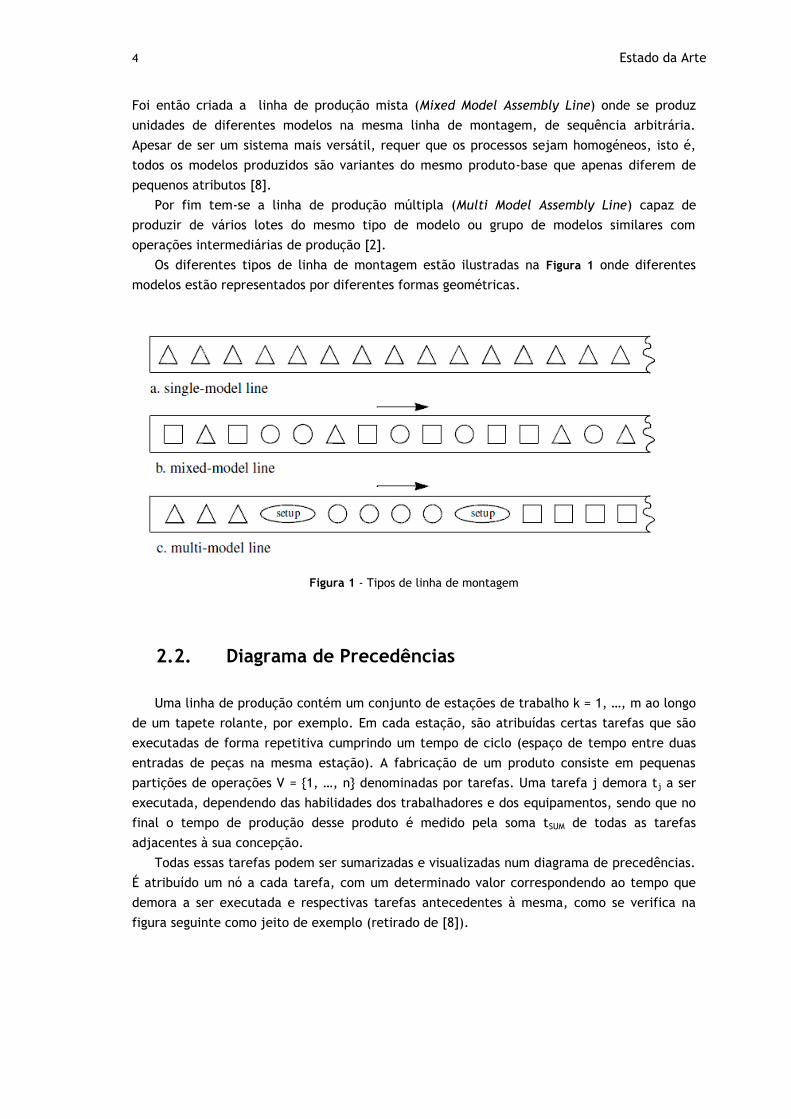
Foi então criada a linha de produção mista (Mixed Model Assembly Line) onde se produz
unidades de diferentes modelos na mesma linha de montagem, de sequência arbitrária.
Apesar de ser um sistema mais versátil, requer que os processos sejam homogéneos, isto é,
todos os modelos produzidos são variantes do mesmo produto-base que apenas diferem de
pequenos atributos [8].
Por fim tem-se a linha de produção múltipla (Multi Model Assembly Line) capaz de
produzir de vários lotes do mesmo tipo de modelo ou grupo de modelos similares com
operações intermediárias de produção [2].
Os diferentes tipos de linha de montagem estão ilustradas na Figura 1 onde diferentes
modelos estão representados por diferentes formas geométricas.
Figura 1 - Tipos de linha de montagem
2.2. Diagrama de Precedências
Uma linha de produção contém um conjunto de estações de trabalho k = 1, …, m ao longo
de um tapete rolante, por exemplo. Em cada estação, são atribuídas certas tarefas que são
executadas de forma repetitiva cumprindo um tempo de ciclo (espaço de tempo entre duas
entradas de peças na mesma estação). A fabricação de um produto consiste em pequenas
partições de operações V = {1, …, n} denominadas por tarefas. Uma tarefa j demora tj a ser
executada, dependendo das habilidades dos trabalhadores e dos equipamentos, sendo que no
final o tempo de produção desse produto é medido pela soma tSUM de todas as tarefas
adjacentes à sua concepção.
Todas essas tarefas podem ser sumarizadas e visualizadas num diagrama de precedências.
É atribuído um nó a cada tarefa, com um determinado valor correspondendo ao tempo que
demora a ser executada e respectivas tarefas antecedentes à mesma, como se verifica na
figura seguinte como jeito de exemplo (retirado de [8]).

5
Figura 2 - Exemplo de Diagrama de Precedências
Como é possível verificar a tarefa 8 apenas pode ser iniciada quando as tarefas 7 e 6
estiverem concluídas. Assim como as restantes tarefas que possuem uma, ou mais, tarefa(s)
anterior(es) à sua.
Uma das diferenças entre linhas de modelo único e misto/múltiplo reside no diagrama de
precedências. Enquanto que na linha de modelo único apenas existe um diagrama sendo mais
simples de se obter o balanceamento, na linha de produção mista/multipla para cada modelo
existe um diagrama e o balanceamento não deve violar as suas restrições [6].
2.3. Balanceamento
O balanceamento de linha consiste na associação de operações a estações de trabalho de
forma a que nenhuma relação de precedência seja violada.
De acordo com Chen [4], e sendo с o tempo de ciclo, existem três tipos de problemas de
balanceamento, para a maioria das linhas de montagem:
Tipo 1: tem como objetivo minimizar o número de estações de trabalho para um
determinado tempo de ciclo c;
Tipo 2: através de um número fixo de estações tem como objetivo maximizar a
taxa de produção minimizando, assim, o tempo de ciclo с;
Tipo 3: para um dado número de estações, maximizar a distribuição de trabalho
entre as mesmas.
Contudo é necessário obdecer às seguinte restrições:
Todas as tarefas têm que ser executadas;
A duração de cada tarefa não pode exceder c;
As precedências têm que ser satisfeitas.
Para problemas do Tipo 1, uma das soluções será baixo custo de mão-de-obra e reduzir a
área de trabalho. Para o Tipo 2, como se pretende aumentar a taxa de produção, com um
número de estações, este poderá ser visto como contrapartida do Tipo 1. Atribuir tarefas a
um determinado número de estações da forma mais uniforme possível será uma solução para
o Tipo 3.
6 Estado da Arte
2.4. Tipos de Algoritmos
Como foi dito atrás para cada linha de montagem existe um ALBP agregado. Para tal
existem algoritmos com soluções, mais ou menos eficazes, que podem resolver os problemas
a ela relacionados. Depois de feitas análises a vários algoritmos serão apresentados alguns
que estarão mais interiorizados com o tema deste projeto.
Genetic Algorithm
Entre os vários métodos o GA é o mais popular tendo sido empregado na solução ALBP,
em comparação com outros tipos de algoritmos heurísticos tais como Pesquisa Tabu ou
Simulated Annealing. Consiste numa representação de um problema através de um conjunto
de indivíduos que são soluções potenciais para o problema em questão. Tem como
características
Usa um parâmetro de codificação, não tendo que saber o significado dos
parâmetros.
Trabalha com uma população de soluções e não de uma única explorando, assim,
uma maior porção do espaço de busca.
Usa transições probabilísticas e não deterministas. Para uma repetição de um
problema (mesmas condições iniciais e de dados) os resultados podem ser
diferentes após duas voltas diferentes.
Por exemplo, se o problema de optimização for de maximização será max f(x) e a Função
Objetivo será utilizada como fitness function (fi). Quanto mais alto o valor de fi melhor a
qualidade da respectiva solução. Logo uma função genérica será m = Max { fi(x) : x pertence à
população}.
Uma das desvantagens é não poder incoporar informações específicas sobre um dado
problema.
Simulated Annealing
De forma análoga com um processo térmico, o algoritmo de arrefecimento simulado
substitui a solução actual por uma solução próxima (i.e., na sua vizinhança no espaço de
soluções), escolhida de acordo com uma Função Objectivo e com uma
variável T (dita Temperatura, por analogia). Quanto maior for T, maior a componente
aleatória que será incluída na próxima solução escolhida. À medida que o algoritmo progride,
o valor de T é decrementado, começando o algoritmo a convergir para uma solução óptima.
Neste contexto, segundo Haeser [15], o processo de optimização é realizado por níveis,
simulando os níıveis de temperatura no resfriamento. Em cada nível, dado um ponto u ∈ S,
vários pontos na vizinhança de u são gerados e o correspondente valor de f é calculado. Cada
ponto gerado é aceite ou rejeitado de acordo com uma certa probabilidade. Esta
7
probabilidade de aceitação decresce de acordo com o nível do processo, ou
equivalentemente, de acordo com a temperatura.
Ant Colony Optimization
É uma heurística baseada na probabilidade de forma a resolver problemas computacionais
que podem ser reduzidos a encontrar bons caminhos através de gráficos.
Como o próprio nome indica, este algoritmo foi inspirado através do percurso de várias
formigas. Assim pode-se descrever este algoritmo da seguinte maneira:
1. A formiga encontra o destino, seja de que maneira for e retorna até ao ponto
inicial deixando para trás uma espécie de “feromona” para saber que já passou
por lá.
2. As outras formigas irão percorrer mais caminhos mas o fortalecimento da pista
anterior torna mais atraente como a rota mais curta.
3. À medida que mais formigas passem pelo mesmo caminho, mais feromona é
deixada lá mostrando que aquele caminho é utilizado várias vezes concluíndo
assim que é o caminho mais directo desde o ponto inicial ao destino.
Branch-and-Bound
Desenvolvida para encontrar soluções óptimas em vários problemas de optimização,
focalizada para optimização discreta e combinatorial. É um método de busca em árvore que
numera os pontos inteiros implicitamente, desde que haja uma quantidade finita deles,
descartando os inexequíveis e sempre acompanhando as soluções possíveis e os melhores
valores para a função objetivo. Este método pára quando todas as soluções parciais já foram
ramificadas ou terminadas.
8
Capítulo 3
Caracterização do Problema
O tema proposto consistem em simular logisticamente uma linha de produção sendo o
objetivo fundamental o desenvolvimento de um sistema de simulação que possa contribuir
para o funcionamento e validação de requisitos e configurações de linhas de produção de
modelos mistos na indústria do calçado.
O trabalho enquadrar-se-á em projetos aplicados em curso, envolvendo o INESC TEC, tais
como empresas de calçado e outras empresas ligadas a essa fileira industrial.
Tratando-se de novos equipamentos de produção para linhas de costura é fundamental
validar os mais variados requisitos dos sistemas mecânicos envolvidos para que, finalmente,
possa existir um bom desempenho produtivo de modo a responder às necessidades do
mercado de forma costumizada e eficaz.
Há dificuldades adicionais associadas a estes problemas, que advêm do aumento da
diversidade de modelos em curso de fabrico, da excepcional informação a gerir e,
consequentemente, das exigências para os sistemas mecânicos inovadores.
Complementarmente, e em fase posterior, um sistema de simulação a desenvolver deverá
contribuir para a validação de cenários propostos para o balanceamento de linha(s), através
do sequenciamento de operações.
Serão efectuadas simulações numa empresa com a sua linha de montagem e serão
analisados os tempos de ciclo de produção bem como o número de trabalhadores,
9
polivalência dos mesmos, listagem de operações e números de máquinas por operação. Serão
introduzidas variáveis correspondentes aos modelos a produzir e suas quantidades.
Com isto, e com base em algumas restrições e/ou limitações (por exemplo: atrasos,
habilidades dos trabalhadores em lidar com as máquinas, número insuficiente de
trabalhadores, etc), serão estudadas e analisadas posteriormente algoritmos que satisfaçam o
objetivo principal com um output de alocar um certo trabalhador numa certa estação de
trabalho.
Todos os meios computacionais, bibliografia e publicações de Investigação Operacional e
de Optimização e Sistemas de Software de simulação estarão disponíveis no INESC TEC/FEUP.

10
Capítulo 4
Plano de Trabalho
Com o intuito de se atingir os objetivos propostos é essencial a realização de um
planeamento para o projeto, com a intenção de incentivar o cumprimento dos mesmos pois
permite a divisão de tarefas a realizar durante períodos de tempo determinados e conseguir
assim dedicar atenção a cada etapa. Ao existirem atrasos é necessário redefinir o
planeamento e fazer um esforço para que o projeto seja levado a bom porto.
Ao definir as etapas do projeto faz-se uma divisão por módulos principais de tarefas que
tomam ínicio ainda no 2ºsemestre e durante até ao final do período de duração da
dissertação.
14-Fev 06-Mar 26-Mar 15-Abr 05-Mai 25-Mai 14-Jun
Criação e manutenção da pagina web
Revisão do Estado da Arte
Integração no ambiente de projetos em causa
Complemento do estudo de simulação
Desenvolvimento de modelos de simulação
Programação, teste e validação
Realização do relatório final
Duração Prevista
Figura 3 - Diagrama de Gantt
11
Referências
[1] Askin, R. G. & Zhou, M. (1997). A parallel station heuristic for the mixed-model
production line balancing problem. Int. J. Prod. Res., 35, 3095-3105.
[2] Becker, C. & Scholl, A. (2006). A survey on problems and methods in generalized
assembly line balancing. European Journal of Operations Research, 168, 694-715.
[3] Erel, E. & Sarin, S. C. (1998). A survey of the assembly line balancing procedures.
Production Planning & Control, 9, 414-434.
[4] Chen, J. C., Chen C., Su, L., Wu, H. & Sun, C. (2012). Assembly line balancing in garment
industry. Expert Systems with Applications, 39, 10073-10081.
[5] Gocken, H. & Erel, E. (1997). A goal programming approach to mixed-model assembly line
balancing problem. Int. J. Production Economics, 48, 177-185.
[6] Gerhardt, M. P., Fogliatto, F. S. & Cortimiglia, M. N. (2007). Metodologia para o
balanceamento de linhas de montage multi-modelo em ambientes de costumização em
massa. Gest. Prod., São Carlos, 14, 267-279.
[7] Sprecher, A. (2003) Dynamic search tree decomposition for balancing assembly lines by
parallel search. International Journal of Production Research, 41, 1413 – 1430.
[8] Boysen, N., Fliedner, M & Scholl, A. (2006). Assembly line balancing: Which model to use
when?.
[9] Fokkert, J.I. & Kok, A. G. (1997). The mixed and multi model line balancing problem: A
comparison. European Journal of Operational Research, 100, 399-412.
[10] Jonnalagedda, V. L. V. (2010). Heuristic procedure for Mixed Model Assembly Line
Balancing Problem. Industrial Engineering and Engineering Management (IEEM), 2010 IEEE
International Conference, 552-556.
[11] Lin, D. & Chu, Y. (2013). The mixed-product assembly line sequencing problem of a door-
lock company in Taiwan. Computers & Industrial Engineering, 64, 492-499.
[12] Akpinar, S., Bayhan, G. M. & Baykasoglu, A. (2013). Hybridizing ant colony optimization
via genetic algorithm for mixed-model assembly line balancing problem with sequence
dependent setup times between tasks. Applied Soft Computing, 13, 574-589.
[13] Bukchin, Y. & Rabinowitch, I. (2006). A branch-and-bound based solution approach for
the mixed-model assembly line-balancing problem for minimizing stations and task
duplication costs. European Journal of Operational Reserch, 174, 492-508.
12 Referências
[14] Manavizadeh, N., Hosseini, N., Rabbani, M. & Jolai, F. (2013). A Simulated Annealing
algorithm for a mixed model assembly U-line balancing type-I problem considering human
efficiency and Just-In-Time approach. Computers & Industrial Engineering, 64, 669-685.
[15] Haeser, G., Gomes-Ruggiero, M. (2008). Aspectos Teóricos de Simulated Annealing e um
Algoritmo duas Fases em Otimização Global. Sociedade Brasileira de Matemática Aplicada e
Computacional, 9, 395-404.
[16] Fonseca, M. (2011) Sistema Integrado de balanceamento de linhas de produção na
indústria do calçado. Faculdade de Engenharia da Universidade do Porto.
![Maria Claudia Kohler Diss[1][1]](https://static.fdocumentos.tips/doc/165x107/55cf8530550346484b8ba67a/maria-claudia-kohler-diss11.jpg)





![Diss Lucianosilveira[1]](https://static.fdocumentos.tips/doc/165x107/557201864979599169a1c7c4/diss-lucianosilveira1.jpg)