PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA … · Daniela Wollmann, aluna do programa tutorial do...
117
PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA E DE MATERIAIS ANAIS DO II SEMINÁRIO ANUAL DO PPGEM 02 e 03 de Dezembro de 2009 Universidade Tecnológica Federal do Paraná
Transcript of PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA … · Daniela Wollmann, aluna do programa tutorial do...

PROGRAMA DE PÓS-GRADUAÇÃO EM
ENGENHARIA MECÂNICA E DE MATERIAIS
ANAIS DO II SEMINÁRIO ANUAL DO PPGEM
02 e 03 de Dezembro de 2009
Universidade Tecnológica Federal do Paraná


iii
APRESENTAÇÃO
O desafio da continuidade foi a força-motriz para a realização do nosso II Seminário Anual do
PPGEM. Esta edição mostra que este desafio foi aceito pelos alunos e professores do Programa.
Este evento coincide com um ano de grandes realizações no PPGEM. Houve o maior aumento no
número de bolsistas-produtividade do CNPq. Um projeto institucional CT-INFRA editado pela FINEP
(“Consolidação da Infraestrutura de Pesquisa nos Programas de Pós-Graduação da UTFPR”) pela primeira
vez é coordenado na Instituição pelo PPGEM. Por fim, pode-se citar que nossos alunos participaram ao
longo do ano com um grande volume de trabalhos nos principais congressos das áreas de Engenharia
Mecânica e de Materiais, além de concorrem e ganharem premiações importantes no âmbito nacional.
Com este intenso nível de atividades, era impossível não aceitar o desafio de continuar, significando
não desistir. Esperamos que o nosso evento seja frutífero na fomentação de uma massa crítica para a nossa
UTFPR que, em 2009, virou centenária.
Comitê Organizador

iv
PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA E DE MATERIAIS (PPGEM)
Em 2001 o PPGEM iniciou suas atividades, desenvolvendo atividades de pesquisa em quatro áreas de
conhecimento: Engenharia de Manufatura; Engenharia de Materiais; Mecânica dos Sólidos e Engenharia Térmica.
Em seus oito anos de existência formou centenas de mestres altamente qualificados que atuam tanto na indústria como na academia, em nível nacional e internacional.
EDITORIAL Este documento contém as íntegras dos trabalhos apresentados no II Seminário Anual do Programa de
Pós-Graduação em Engenharia Mecânica e de Materiais, realizado na Universidade Tecnológica Federal do Paraná, nos dias 02 e 03 de dezembro de 2009.
AGRADECIMENTOS
Ao Prof. Dr. Eng. Carlos Alberto Fortulan pela participação; À Universidade Tecnológica Federal do Paraná pelo apoio em termos de estrutura disponibilizada para o evento; Aos professores do PPGEM que incentivaram os seus alunos a submeterem trabalhos; A todos os alunos, técnicos, professores e comunidade que participaram e fizeram este evento possível.

v
COMITÊ ORGANIZADOR
COORDENADOR GERAL Dr. Eng. Giuseppe Pintaúde
EDITORES E COORDENADORES TÉCNICOS Tecnol. Mauricio Iwama Takano Eng. Lígia de Oliveira Franzosi
DIVULGAÇÃO Alexandre Sacoman
CAPA
Fábio Rocha
INFORMAÇÕES [email protected] http://www.ppgem.ct.utfpr.edu.br Telefone: (41)3310-4852 Fax: (41) 3310-4852

vi
PROGRAMAÇÃO DO EVENTO
DIA 03 DE DEZEMBRO
8:45 – 9:00 Abertura oficial – Dr. Eng. Giuseppe Pintaúde, coordenador PPGEM 9:00 – 10:00 Palestra do Professor convidado, Dr. Eng. Carlos Alberto Fortulan, Escola de
Engenharia de São Carlos - USP
DIAS 02 DE DEZEMBRO (14h00-18h00)
DIA 03 DE DEZEMBRO (10h20-12h00 e das 14-18h)
Apresentação de trabalhos científicos (lista dos apresentadores) Daniela Wollmann, aluna do programa tutorial do PPGEM Diogo Henrique Sepel Yano, bolsista de Iniciação Científica CNPq Jairo Alberto Blanco Martinez, bolsista CNPq do PPGEM Juan Ignacio Pereira, bolsista programa PAE-REUNI Luis Fernando M. Calao, bolsista CAPES do PPGEM Gustavo Borges Tiboni, aluno PPGEM Márcia Capudi, aluna PPGEM Fernando César De Lai, aluno PPGEM Rubem Matimoto Koide, bolsista CAPES do PPGEM Mauricio I. Takano, bolsista CAPES do PPGEM Jeferson Ferreira Mocrosky, aluno PPGEM Ligia de Oliveira Franzosi, bolsista CNPq do PPGEM Luis Henrique Novak, bolsista CAPES do PPGEM Márcio Lazzari, aluno PPGEM Tiago Barreto Rocha, bolsista CAPES do PPGEM

vii
SUMÁRIO OBRIGAÇÃO DO PESQUISADOR ................................................................................................................................................... 1
PLASMA NITRIDING OF QUENCHED AND TEMPERED DUCTILE CAST IRON WITHOUT COMPOUND LAYER FORMATION ...................................................................................................................................................................................... 2
FERRO FUNDIDO BRANCO DE ELEVADA DUREZA PROCESSADO POR PLASMA ARCO TRANSFERIDO (PTA) ......... 6
RESISTÊNCIA À EROSÃO POR CAVITAÇÃO DE LIGAS MARTENSÍTICA E AUSTENÍTICA APLICADAS POR SOLDAGEM SOBRE AÇO INOXIDÁVEL .................................................................................................................................... 11
ESTUDO COMPARATIVO DOS MECANISMOS DE DESGASTE EM MOLDES PARA INJEÇÃO DE TERMOPLÁSTICOS FABRICADOS EM LIGAS DE ALUMÍNIO E DE AÇO ................................................................................................................ 20
AVALIAÇÃO DO PERÍODO DE AMACIAMENTO DE CILINDROS DE MOTORES A COMBUSTÃO INTERNA EM ENSAIO DE BANCADA DINAMOMÉTRICA POR MEIO DA RUGOSIDADE DE SUPERFÍCIE ............................................ 29
ESTUDOS PRELIMINARES PARA O MONITORAMENTO DE EROSÃO EM DUTOS PELA TÉCNICA DE EMISSÃO ACÚSTICA ....................................................................................................................................................................................... 34
PRODUÇÃO DE ADSORVENTES MICROPOROSOS EMPREGANDO-SE ZEÓLITA EXAURIDA E AMIDO DE MANDIOCA PARA VERIFICAR A VIABILIDADE NA REMOÇÃO DE METAIS EM SOLUÇÃO AQUOSA ...................... 42
ANÁLISE PARAMÉTRICA DA CONVECÇÃO NATURAL EM CAVIDADE PREENCHIDA COM MEIO POROSO HETEROGÊNEO .............................................................................................................................................................................. 47
OTIMIZAÇÃO DE PLACAS DE MATERIAIS COMPOSTOS LAMINADOS UTILIZANDO ALGORITMO DE COLÔNIA DE FORMIGAS ....................................................................................................................................................................................... 57
ANALYSIS AMONG THREE OPTIMIZATION TECHNIQUES TO SET CUTTING PARAMETERS IN TURNING OPERATIONS................................................................................................................................................................................... 65
MODELAGEM DO PROCESSO DE DESENVOLVIMENTO DE PRODUTOS ........................................................................... 73
MATURIDADE DO PDP E CERTIFICAÇÃO DA QUALIDADE ENCONTRADA NO SETOR DE ALIMENTOS DE CURITIBA ........................................................................................................................................................................................ 83
AVALIAÇÃO CONSEQUENCIAL E ATRIBUCIONAL DO CICLO DE VIDA: DUAS ABORDAGENS PARA AVALIAÇÃO DO DESEMPENHO AMBIENTAL DE PRODUTOS ..................................................................................................................... 90
MELHORIA DE PROJETO DE UM BRINQUEDO LANÇADOR DE DISCOS COM APLICAÇÃO DOS MÉTODOS ANÁLISE DE VALOR E FMEA DE PROJETO .............................................................................................................................. 95
ESTUDO DE MÉTODOS DE DESENVOLVIMENTO DE INVENTÁRIOS DO CICLO DE VIDA PARA AVALIAÇÃO AMBIENTAL DE PRODUTOS ...................................................................................................................................................... 103

1
Programa de Pós Graduação em Engenhar ia Mecânica e de Mater ia is
II SEMINÁRIO ANUAL DO PROGRAMA DE PÓS -GRADUAÇÃO EM ENGENHARIA MECÂNICA E DE MATERIAIS
02 e 03 de Dezembro de 2009 – Curitiba – Paraná - B rasil
OBRIGAÇÃO DO PESQUISADOR
Prof. Dr. Carlos Alberto Fortulan, [email protected] 1
1 Escola de Engenharia de São Carlos - USP, Av. Trabalhador São-Carlense, 400, São Carlos – SP.
Resumo: É apresentada a importância da publicação para o pesquisador científico e tecnológico: como contribuição social, como desenvolvimento e reconhecimento pessoal e como modo de avaliação pessoal e institucional. São apresentados aspectos conceituais dos mecanismos de avaliações e estratégias para melhoria do desempenho nestas avaliações. Inclui aspectos estruturais de uma publicação científica.

2
Programa de Pós Graduação em Engenhar ia Mecânica e de Mater ia is
II SEMINÁRIO ANUAL DO PROGRAMA DE PÓS -GRADUAÇÃO EM ENGENHARIA MECÂNICA E DE MATERIAIS
02 e 03 de Dezembro de 2009 – Curitiba – Paraná - B rasil
PLASMA NITRIDING OF QUENCHED AND TEMPERED DUCTILE CAST IRON WITHOUT COMPOUND LAYER FORMATION
Daniela Wollmann, [email protected] Julio Cesar Klein das Neves, [email protected]
1 Universidade Tecnologica Federal do Paraná – UTFPR, Av. Sete de Setembro, 3165, Zip code: 80230-901, Curitiba- PR-Brazil Resumo: Nitriding is used to improve mechanical, tribological and corrosive properties of iron alloys. This improvement is due to hardness increases and residual stresses imposed during the nitrided layer formation on the surface of the material. However, considering materials with a large second phase, such as graphite in cast irons, the effect of residual stresses on contact fatigue behavior is not completely understood. This way, residual stresses imposed by nitriding is an important step to understand contact fatigue behavior this materials, but first, it was necessary to find nitriding conditions adequated to fatigue contact of a ductile cast iron, that means, a complete diffusion layer, without compound layer, which is more adequated to sliding and hard particles wear.
1. INTRODUCTION
Nitriding is a common method for improving mechanical, tribological and corrosive properties of iron-alloy
components. It is well known the beneficial effect of nitriding on fatigue behavior of steels. This improvement is due to hardness increases and residual stresses impositions during the formation of a nitride layer on the surface of the components [1]. However, when large second phase materials, such as graphite in cast irons, are considered, the effect of residual stresses on contact fatigue behavior is not completely understood. Neves et al. [2] concluded that residual stresses imposed by a mechanical system did not change the contact fatigue life of specimens submitted to rolling contact fatigue tests. Due to this conclusion, the study of residual stresses imposed to ductile cast iron by nitriding is an important step to understand the effect of residual stresses on contact fatigue behavior of materials with large second phases.
Provided that information about plasma nitriding of cast iron are hardly found [3], the aim of this paper is to present a study on plasma nitriding of a quenched and tempered ductile cast iron. The processing parameters were chosen focused on two main concerns: 1) the processing temperature influence on the quenched matrix hardness, 2) the suppression of the compound layer formation, considering that compound layer formation during nitriding is desired when the component is submitted to sliding and hard particles wear, but not for situations involving rolling.
2. EXPERIMENTAL PROCEDURE
Discs were taken from a ductile cast iron bar (3.75C-2.54Si-0.16Mn-0.068P), austenitized at 900ºC for 1 hour, and oil
quenched. Later they were tempered at 200ºC for 2 hours, resulting in a macrohardness value of 621 HV 30 , determined with a universal hardness tester EncoTest, M4C/R G3, and a matrix hardness value of 774 HV 0,01, obtained with a microhardness tester Shimadzu, HMV-2. Finally, the discs were machined into 10x12x20mm samples.
The plasma nitriding was carried out in the plasma-nitriding system of the Plasma Laboratory of Federal University of Technology – Paraná, which uses a DC power supply, where the samples were placed as the cathode of the glow discharge - Fig. (1). Nitriding conditions are presented in Tab. (1). The processing temperature was monitored by a thermocouple placed inside the samples holder.
The samples were characterized using an optical microscope Olympus, BX51M, and a Vickers microhardness tester.

I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 3
Figure 1. Plasma nitriding system.
Table 1. Nitriding conditions
Nitriding Atmosphere Nitriding Time Working Pressure Temperature
[%] [h] [Torr] [°C]
N 2 H 2 Ar
10 72 18 8 - 12 - 24 4 450
15 68 17 8
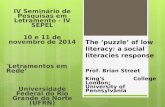
3. RESULTS AND DISCUSSION The microstructures of the nitrided samples are shown in Fig. (2). Even though the compound layer cannot be noticed by
optical microscopy, the surface hardness measurements, presented in Table 2, suggest that a fine compound layer was formed in the 10% N 2 /24h and 15% N 2 /8h conditions.
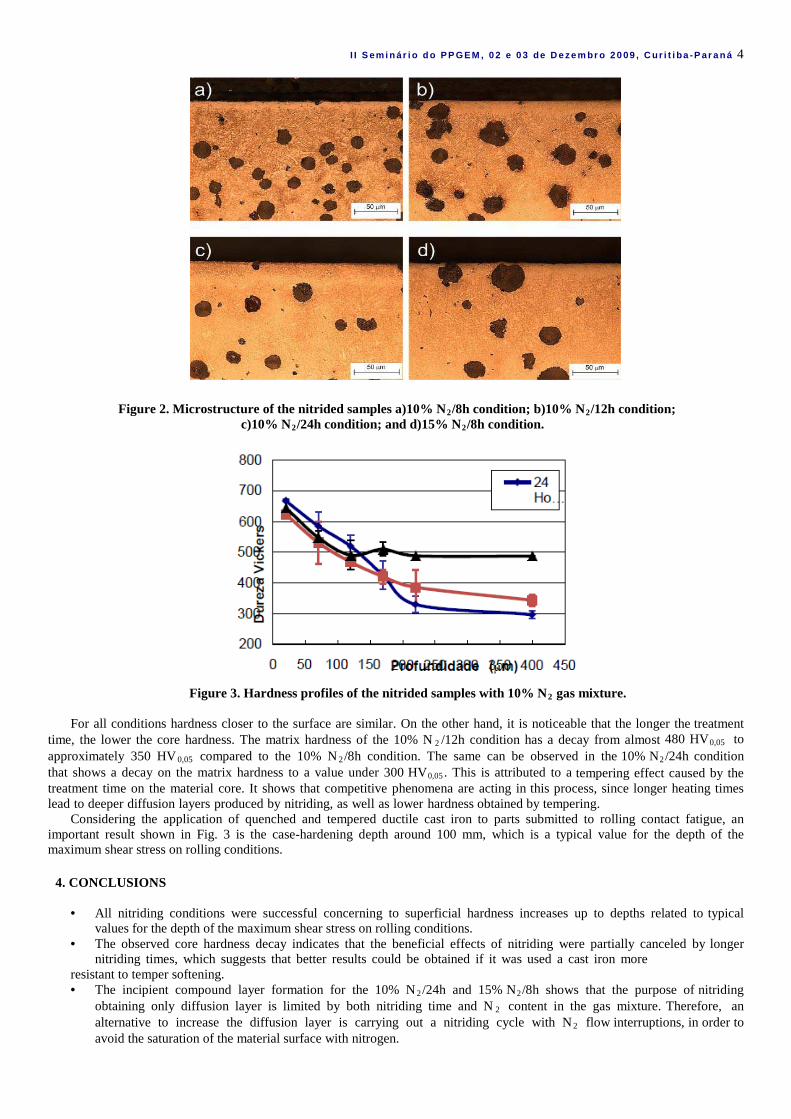
The hardness profiles of 10% N 2 conditions are shown in Fig. (3). One can notice that the first point of each profile is different from the surface hardness values of respective conditions presented in Tab. (2). These differences occur because the first measurement of each profile was located approximately at 20 mm from the surface.
Table 2. Surface Vickers microhardness values
I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 4
Figure 2. Microstructure of the nitrided samples a)10% N 2 /8h condition; b)10% N2 /12h condition;
c)10% N 2 /24h condition; and d)15% N2 /8h condition.
Figure 3. Hardness profiles of the nitrided samples with 10% N 2 gas mixture. For all conditions hardness closer to the surface are similar. On the other hand, it is noticeable that the longer the treatment
time, the lower the core hardness. The matrix hardness of the 10% N 2 /12h condition has a decay from almost 480 HV0,05 to approximately 350 HV 0,05 compared to the 10% N 2 /8h condition. The same can be observed in the 10% N2 /24h condition that shows a decay on the matrix hardness to a value under 300 HV0,05 . This is attributed to a tempering effect caused by the treatment time on the material core. It shows that competitive phenomena are acting in this process, since longer heating times lead to deeper diffusion layers produced by nitriding, as well as lower hardness obtained by tempering.
Considering the application of quenched and tempered ductile cast iron to parts submitted to rolling contact fatigue, an important result shown in Fig. 3 is the case-hardening depth around 100 mm, which is a typical value for the depth of the maximum shear stress on rolling conditions.
4. CONCLUSIONS
• All nitriding conditions were successful concerning to superficial hardness increases up to depths related to typical
values for the depth of the maximum shear stress on rolling conditions. • The observed core hardness decay indicates that the beneficial effects of nitriding were partially canceled by longer
nitriding times, which suggests that better results could be obtained if it was used a cast iron more resistant to temper softening. • The incipient compound layer formation for the 10% N 2 /24h and 15% N2 /8h shows that the purpose of nitriding
obtaining only diffusion layer is limited by both nitriding time and N 2 content in the gas mixture. Therefore, an alternative to increase the diffusion layer is carrying out a nitriding cycle with N 2 flow interruptions, in order to avoid the saturation of the material surface with nitrogen.
I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 5
5. ACKNOWLEDGMENTS The authors are grateful to FUNDICAO TUPY LTDA by the supplying of the ductile cast iron.
6. REFERENCES
[1] B. W. Hwang; C. M. Suh; H. K. Jang. Effects of Surface Hardening and Residual Stress on the Fatigue Characteristics of Nitrided sacm 645 Steel. International Journal of Modern Physics B. 17, p.1633-1639. 2003.
[2] J. C. K. Neves; C. M. Angelo; R. M. Souza; A. Sinatora. Effect of Mechanically Imposed Stresses on the Contact Fatigue Resistance of Two Cast Irons with High Hardness Matrix. Wear, 263, p.700-706. 2007.
[3] J.-J. Jeong; B.-Y. Jeong; M.-H. Kim; C. Lee. Characterization of TiN coatings on the Plasma Nitrided Spheroidal Grafitic Cast Iron Substrates. Surface and Coatings Technology, 150, p.24-30. 2002.
7. RESPONSIBILITY NOTICE
The authors are the only responsible for the printed material included in this paper.

6
Programa de Pós Graduação em Engenhar ia Mecânica e de Mater ia is
II SEMINÁRIO ANUAL DO PROGRAMA DE PÓS -GRADUAÇÃO EM ENGENHARIA MECÂNICA E DE MATERIAIS
02 e 03 de Dezembro de 2009 – Curitiba – Paraná - B rasil
FERRO FUNDIDO BRANCO DE ELEVADA DUREZA PROCESSADO POR PLASMA ARCO TRANSFERIDO (PTA)
C. Brunetti, [email protected] 1 D. H. S. Yano, [email protected] G. Pintaúde, [email protected] A. S. C. M. D’Oliveira, [email protected]
1 Universidade Federal do Paraná, Centro Politécnico, Curitiba/PR, Brasil 81531-990 2 Universidade Tecnológica Federal do Paraná, Av. Sete de Setembro, 3165, Curitiba/PR, Brasil 80230-901 Resumo: O objetivo deste trabalho foi avaliar o desenvolvimento de uma superfície de ferro fundido branco processado pela deposição da mistura de pós elementares sobre ferro fundido cinzento. Duas misturas de pós com composição química nominal Fe-15Cr-2.5Ni-0.5Mo e Fe-30Cr-2.5Ni-0.5Mo foram preparadas utilizando-se pós comerciais. As deposições foram realizadas por plasma arco transferido (PTA) sobre substratos de ferro fundido cinzento. Diferentes condições de formação das ligas foram obtidas variando-se o modo da corrente de deposição (contínua e pulsada), intensidade (150 e 200 A) e a velocidade de deslocamento da tocha (50 e 100 mm.min-1). A taxa de alimentação foi mantida constante em 4.22 g.min-1 e somente argônio foi utilizado como gás para plasma, proteção e transporte da mistura. Os revestimentos foram caracterizados utilizando-se microscopia óptica, difração de raios-X, determinação do teor de carbono por combustão, espectroscopia de energia dispersiva (EDS) e microdureza Vickers. Verificou-se que os parâmetros de processamento afetam significantemente o desenvolvimento da microestrutura das ligas. Palavras-chave: ferro fundido branco, ferro fundido cinzento, carbetos, PTA
1. INTRODUÇÃO
O sistema de ligas Fe-Cr-C tem recebido grande atenção devido à alta resistência ao desgaste (Matsubara et al, 2001; Kuo et al, 2007). Essas ligas, fundidas ou na forma de revestimentos, são adequadas para aplicações que
requerem resistência à erosão e ao desgaste abrasivo. Revestimentos superficiais ou a formação de ligas in-situ com fontes de alta densidade de energia, tais como laser e PTA,
estão sendo amplamente utilizados na indústria (Oliveira et al, 2007; D’Oliveira et al, 2006), já que esses processos possuem uma grande vantagem: utilizam pós como consumíveis, o que possibilita a produção de revestimentos com composições químicas quase ilimitadas.
Nesse estudo, um substrato de ferro fundido cinzendo foi revestido por PTA com ligas a base de ferro com alto teor de cromo com o intuito de produzir uma camada superficial de ferro fundido branco de alta dureza. Assim, o presente trabalho visa à determinação da influência da composição química da mistura de pós depositada e dos parâmetros de processo na microestrutura resultante.
2. PROCEDIMENTO EXPERIMENTAL
Pós comerciais com tamanho de partículas entre 75 e 100 µm foram misturados nas composições indicadas na Tab. (1).
Também é mostrada a composição química do substrato de ferro fundido cinzento.
Tabela 1. Composição química nominal das misturas de pós e do substrato.
Os revestimentos foram processados utilizando-se o equipamento Stellite Starweld™ 600. Utilizou-se dois modos de
corrente (contínua e pulsada), duas intensidades para a contínua (150 e 200 A) e uma intensidade para a pulsada (150 A), e

I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 7
Gás plasma (argônio) (l.min-
1 2
Gás de proteção
(l.min-
1 12.
Gás de carregamento
(l.min-
1 0.7
Taxa de alimentação do pó
(g.min-
1 4.2
2 Distância tocha-substrato (mm) 10. Velocidade da tocha (mm.mi
-1 50 /
duas velocidades de deslocamento da tocha para cada mistura de pós. Os demais parâmetros foram mantidos constantes e estão indicados na Tab. (2).
Tabela 2. Parâmetros de processo utilizados nas deposições dos revestimentos.
Corrente contínua
Intensidade (A) 150 / 200 Corrente pulsada
Corrente de pico (A) 240 Corrente de base (A) 90 Intensidade média (A) 150 Tempo de pico (ms) 5
Tempo de base (ms) 8 O substrato de ferro cinzento possuía dimensões 100x50x10 mm3, sendo que a superfície, na qual a liga foi depositada,
sofreu apenas limpeza mecânica através de esmerilhamento. Não se realizou pré ou pós aquecimento do substrato. Os métodos utilizados para caracterização da microestrutura resultante foram: microscopia óptica, espectroscopia de
energia dispersiva (EDS), microdureza Vickers, difração de raios-X e determinação do teor de carbono por combustão. A diluição resultante foi avaliada pelo método geométrico das áreas, como indicado na Fig. (1).
Figura 1. Representação esquemática para o cálculo das diluições. Realizou-se a preparação metalográfica na secção transversal de cada um dos cordões depositados. Nital 2% foi o reagente
utilizado no ataque químico. A identificação dos cordões foi feita com base na corrente, velocidade de deposição e teor de cromo da mistura. Por exemplo,
a designação 150_05_15 indica a corrente, a velocidade e o teor de cromo da mistura, respectivamente.
3. RESULTADOS E DISCUSSÕES A Fig. (2) mostra aspectos visuais dos cordões e, como pode-se notar, a velocidade de deslocamento da tocha determinou a
qualidade das deposições.
Figura 2. Aspectos visuais dos cordões. As setas indicam trincas de solidificação. Como a quantidade de calor transmitida para o substrato é menor quando se aumenta a velocidade de deslocamento da tocha,
maior gradiente térmico é formado entre o cordão e substrato. Assim, formaram-se trincas transversais nos cordões depositados com maior velocidade devido às contrações térmicas mais severas.
Como pode ser visto na Tab. (3), os teores de C e Si variam com os parâmetros de processo e respeitam as medidas de diluição. A utilização de corrente pulsada aumentou a agitação da poça de fusão, tornando os cordões ricos em C e Si quando comparados àqueles processados com corrente contínua de mesma intensidade.
I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 8
Tabela 3. Teores de C, Si e Cr determinados e valores da diluição para cada amostra.
(a) Determinação por combustão; (b) EDS; (P) Corrente pulsada;
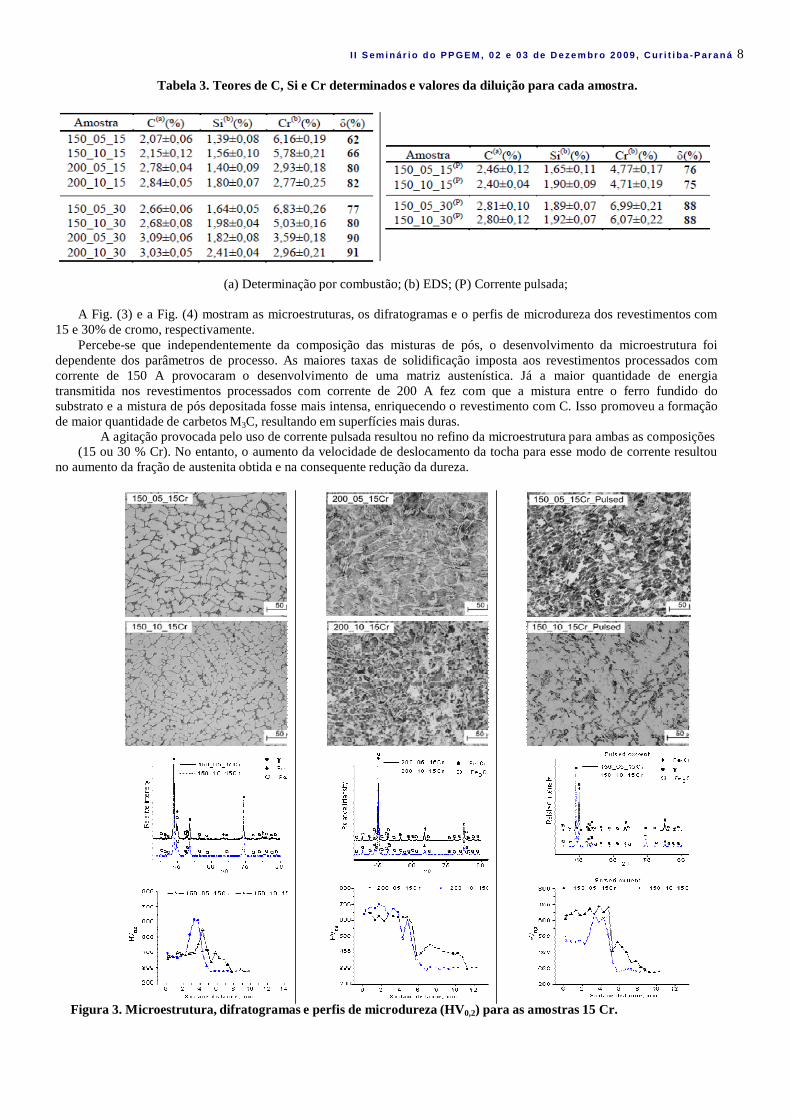
A Fig. (3) e a Fig. (4) mostram as microestruturas, os difratogramas e o perfis de microdureza dos revestimentos com
15 e 30% de cromo, respectivamente. Percebe-se que independentemente da composição das misturas de pós, o desenvolvimento da microestrutura foi
dependente dos parâmetros de processo. As maiores taxas de solidificação imposta aos revestimentos processados com corrente de 150 A provocaram o desenvolvimento de uma matriz austenística. Já a maior quantidade de energia transmitida nos revestimentos processados com corrente de 200 A fez com que a mistura entre o ferro fundido do substrato e a mistura de pós depositada fosse mais intensa, enriquecendo o revestimento com C. Isso promoveu a formação de maior quantidade de carbetos M3C, resultando em superfícies mais duras.
A agitação provocada pelo uso de corrente pulsada resultou no refino da microestrutura para ambas as composições (15 ou 30 % Cr). No entanto, o aumento da velocidade de deslocamento da tocha para esse modo de corrente resultou
no aumento da fração de austenita obtida e na consequente redução da dureza.
Figura 3. Microestrutura, difratogramas e perfis de microdureza (HV0,2) para as amostras 15 Cr.

I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 9
Figura 4. Microestrutura, difratogramas e perfis de microdureza (HV0,2) para as amostras 30 Cr.
4. CONCLUSÕES
• A utilização de corrente mais elevada resultou em maiores diluições, enriquecendo o revestimento com C difundido do
substrato e resultando em superfícies mais duras; • A alteração do modo de corrente contínua para corrente pulsada resultou no refino da microestrutura associado à menor
quantidade de calor transmitida ao substrato e à maior agitação da poça de fusão; • O desenvolvimento dos revestimentos processados com corrente pulsada foram extremamente afetados pelo
aumento da velocidade de deslocamento da tocha provocando a redução da dureza do revestimento; • Apesar das diferentes composições químicas, os parâmetros de processo ditaram predominantemente o
desenvolvimento da microestrutura dos revestimentos;
5. REFERÊNCIAS
D’Oliveira, A. S. C. M., Paredes, R. S. C., Santos, R.L.C., 2006, “Pulsed current plasma transferred arc hardfacing”, J. Mat. Proc. Technology 171, pp. 167-174.
Kuo, C. W., Fan, C., Wu, S. H., Wu, W., 2007, “Microstructure and wear characteristics of hypoeutectic, eutectic and hypereutectic (Cr, Fe)23C6 carbides in hardfacing alloys”, Mat. Trans. 48, pp. 2324-2328.
Matsubara, Y., Sasaguri, N., Shimizu, K., Yu, S., Yu, K., 2001, “Solidification and abrasion wear of white cast irons alloyed with 20% carbide forming elements”, Wear 250, pp. 502–510.
Oliveira, U. De, Ocelík, V., De Hosson, J.Th.M., 2007, “Microstresses and microstructure in thick cobalt-based laser deposited coatings”, Surface & Coatings Technology. 201, pp. 6363–6371.

I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 10
6. DIREITOS AUTORAIS
Os autores são os únicos responsáveis pelo conteúdo do material impresso incluído no seu trabalho.

11
Programa de Pós Graduação em Engenhar ia Mecânica e de Mater ia is
II SEMINÁRIO ANUAL DO PROGRAMA DE PÓS -GRADUAÇÃO EM ENGENHARIA MECÂNICA E DE MATERIAIS
02 e 03 de Dezembro de 2009 – Curitiba – Paraná - B rasil
RESISTÊNCIA À EROSÃO POR CAVITAÇÃO DE LIGAS MARTENS ÍTICA E AUSTENÍTICA APLICADAS POR SOLDAGEM SOBRE AÇO INOXID ÁVEL
Jairo Alberto Blanco Martinez, [email protected] Juan Felipe Santa Marin , [email protected] Alejandro Toro Betancur , [email protected] Jorge Enrique Giraldo Barrera, [email protected]
1 Universidade Tecnológica Federal do Paraná, Av. Sete de Setembro, 3165, Curitiba/PR, Brasil 80230-901 2 Universidad Nacional de Colombia Sede Medellín, Cra 80 N° 65 - 223 Medellín, Colombia Resumo: O desgaste por cavitação é um problema considerável nas plantas hidroeléctricas. Neste trabalho quatro ligas resistentes ao desgaste erosivo por cavitação usadas na reparação de turbinas hidráulicas foram ensaiadas em laboratório baixo condições de erosão por cavitação. Evolou-se o comportamento de dois revestimentos com estrutura asutenitica: um aço inoxidavel tradicional baixo norma AWS 309 e um aço inoxidavel austenitico com alto teor de cobalto (HCo),o qual foi aplicado em duas e tres camadas por processo SMAW sobre aço inoxidavel ASTM A743 CA6NM (13/4) e comparadas com as ligas convecionais usadas para a reparação de turbinas como são E410NiMo e ER 410 NiMo. A microsestruturas das ligas depositadas foram analizadas utilizando a tecnica de miscroscopia optica (MO) e microscopia electronica de varredura (MEV) assim com tambem difração de raios X (DRX). A compisição quimica das capas aplicadas foi analizada por espectrometria de emisão optica (OES) e espectrometria de energia dispersiva (EDS). Os ensaios de erosão por cavitação foram realizados baixo norma ASTM G32 e as superficies desgastadas foram analizadas em MEV e DRX. Palavras-chave: Aço inoxidavel austentico, aço inoxidavel martensitico, erosão por cavitação, soldagem, turbinas hidroelectricas
1. INTRODUÇÃO
O desgaste erosivo por cavitação (DEC) gera uma degradação das superfícies de elementos de máquinas como conseqüência
do contínuo colapso de bolhas presentes no fluído. Este tipo de erosão é causado por esforços mecânicos concentrados que produzem deformação plástica na superfície do material. A erosão por cavitação é um problema sério que afeta a operação de equipamentos hidráulicos como turbinas hidroelétricas, válvulas, bombas, entre outros.
No caso de turbinas hidroelétricas, o DEC causa danos profundos que afetam o perfil hidrodinâmico de uma turbina Pelton, os quais se podem observar na figura 1. Tendo presente que a eficiência deste tipo de turbinas depende em grande medida do perfil hidrodinâmico, as mudanças na geometria das palhetas geram diminuição na eficiência da operação e perdas econômicas significativas [1]
Figura 1. Dano produzido pelo desgaste erosivo por cavitação numa turbina Pelton
Existem ligas resistentes ao DEC como as ligas a base de cobalto, Stellite 6 e Stellite 21, com durezas e resistências a
corrosão relativamente altas. No entanto, estas ligas são muitos sensíveis ao trincamento, difíceis de polir até atingir uma adequada rugosidade na palheta e por ultimo são muito custosas.

I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 12 Os aços inoxidáveis com teor de cobalto (HCo) têm sido reconhecidos por suas alta resistências a cavitação e estão
começando a ser uma opção diferente entre as ligas resistentes ao DEC. As ligas HCo mostram uma transformação induzida por esforços de austeníta () a martensíta (),
Neste trabalho uma liga HCo foi ensaiada em laboratório com o fim de definir uma nova alternativa para reparar componentes desgastados de turbinas feitos em aços inoxidáveis. Os resultados foram comparados com dados obtidos de dois aços inoxidáveis comumente usados em turbinas hidroelétricas (aços inoxidáveis 13-4 e 13-1) e com os obtidos de revestimentos soldados usados tradicionalmente para reparar palhetas desgastadas.
2. PROCEDIMIENTO EXPERIMENTAL 2.1. Materiais e Procedimento de Soldagem
Dois materiais de deposição martensíticos denominados E410NiMo e ER 410 NiMo utilizados na reparação de turbinas, um aço inoxidável austenítico AWS 309 e uma liga HCo foram utilizadas neste trabalho. A composição química obtida por espectrometria por emissão óptica (OES) e espectrometria de energia dispersiva (EDS) dos materiais ensaiados se mostra na tabela 1. Dois aços inoxidáveis conhecidos como ASTM A743 (13-4) e ASTM A743 grau 15 (13-1) foram usados como materiais de referencia.
Tabela 1. Composição química dos materiais usados para soldagem superficiais.
Materiais C Si Mn S P Ni Cr Mo Cu V Co AWS E410 NiMo 0.032 0.464 0.660 0.002 0.020 4.556 13.05 0.286 0.027 0.046 - AWS ER410 NiMo 0.033 0.489 0.726 0.004 0.021 4.490 12.55 0.558 0.084 0.034 - ASTM A743 CA6NM 0.05 0.80 0.69 0.002 0.010 3.78 12.73 0.52 0.45 0.02 0.01 ASTM A743 CA15 0.037 0.436 0.706 0.009 0.018 1.801 12.51 0.0 0.0 0.030 - AWS 309 0.048 0.531 1.258 0.011 0.029 11.796 22.042 0.045 0.22 0.087 - HCo 2 camadas - 2.1 7.6 - - 0.9 16.4 - - - 7.2 HCo 3 camadas - 2.3 9.5 - - 0.4 16.5 - - - 8.2
Os revestimentos soldados AWS E410NiMo, AWS 309 e a liga HCo foram aplicados em aço inoxidável mostrado na figura
2, mediante diferentes procedimentos de soldagem. Em todos os casos as mostras foram pré-aquecidas a 100 °C. As amostras do material de aporte ER410 NiMo foram extraídas dos corpos de provas para a qualificação do material de acordo ASME IX, 2007[3]. Os parâmetros dos procedimentos de soldagem se mostram na tabela 2. As amostras do aço inoxidável 13-1 foram extraídas de uma palheta desgastada de uma turbina Pelton e as amostras do aço inoxidável 13-4 foram obtidas de tarugos manufaturados por Villares Metals, São Paulo, Brasil.
Figura 2. Esquemas dos revestimentos aplicados
2.2. Caracterização Micro Estrutural e Química
A caracterização macroestrutural se realizou usando um microscópio óptico de luz refletida (LOM) Nikkon PME3 e num microscópio eletrônico de varredura (MEV) JOEL 5910LV. As micro análises das amostras foram realizados mediante espectrometria de energia dispersiva (EDS) acoplada no MEV. As medições de dureza vickers e micro-durezas foram desenvolvidas num durômetro marca Wolpert (HV62.5 kg f) e um micro-durômetro Shimadzu (HV300 g, 15 s) respectivamente. Os revestimentos foram polidos usando lixas e panos com pasta abrasiva de diamante de 1µm. Logo, as amostras foram atacadas eletroliticamente com ácido oxálico 10% e aplicando-se 5V durante 45 segundos. As análises de difração de raios X das amostras foram realizadas usando um difratômetro X´Pert Pro com radiação de Cu utilizando um detector PixCel e os resultados obtidos foram analisados empregando o software Xpert High Score Plus com base de dado PDF2.
I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 13
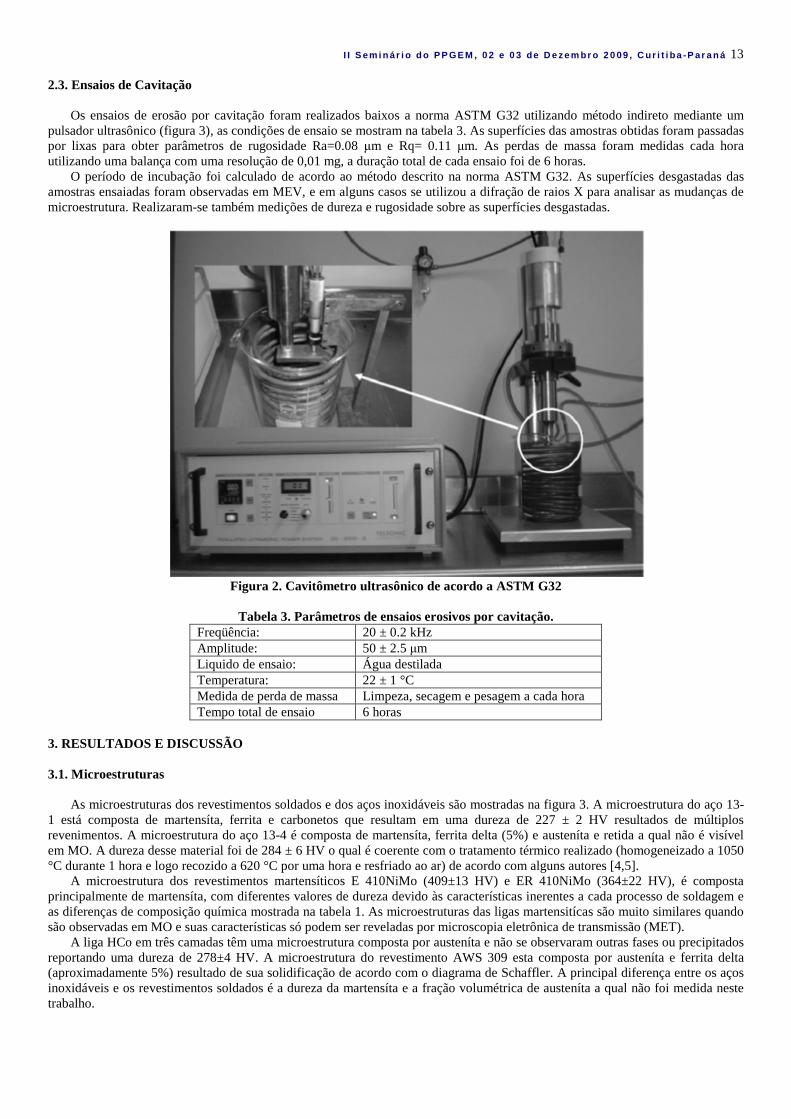
2.3. Ensaios de Cavitação Os ensaios de erosão por cavitação foram realizados baixos a norma ASTM G32 utilizando método indireto mediante um
pulsador ultrasônico (figura 3), as condições de ensaio se mostram na tabela 3. As superfícies das amostras obtidas foram passadas por lixas para obter parâmetros de rugosidade Ra=0.08 µm e Rq= 0.11 µm. As perdas de massa foram medidas cada hora utilizando uma balança com uma resolução de 0,01 mg, a duração total de cada ensaio foi de 6 horas.
O período de incubação foi calculado de acordo ao método descrito na norma ASTM G32. As superfícies desgastadas das amostras ensaiadas foram observadas em MEV, e em alguns casos se utilizou a difração de raios X para analisar as mudanças de microestrutura. Realizaram-se também medições de dureza e rugosidade sobre as superfícies desgastadas.
Figura 2. Cavitômetro ultrasônico de acordo a ASTM G32
Tabela 3. Parâmetros de ensaios erosivos por cavitação.
Freqüência: 20 ± 0.2 kHz Amplitude: 50 ± 2.5 µm Liquido de ensaio: Água destilada Temperatura: 22 ± 1 °C Medida de perda de massa Limpeza, secagem e pesagem a cada hora Tempo total de ensaio 6 horas
3. RESULTADOS E DISCUSSÃO
3.1. Microestruturas
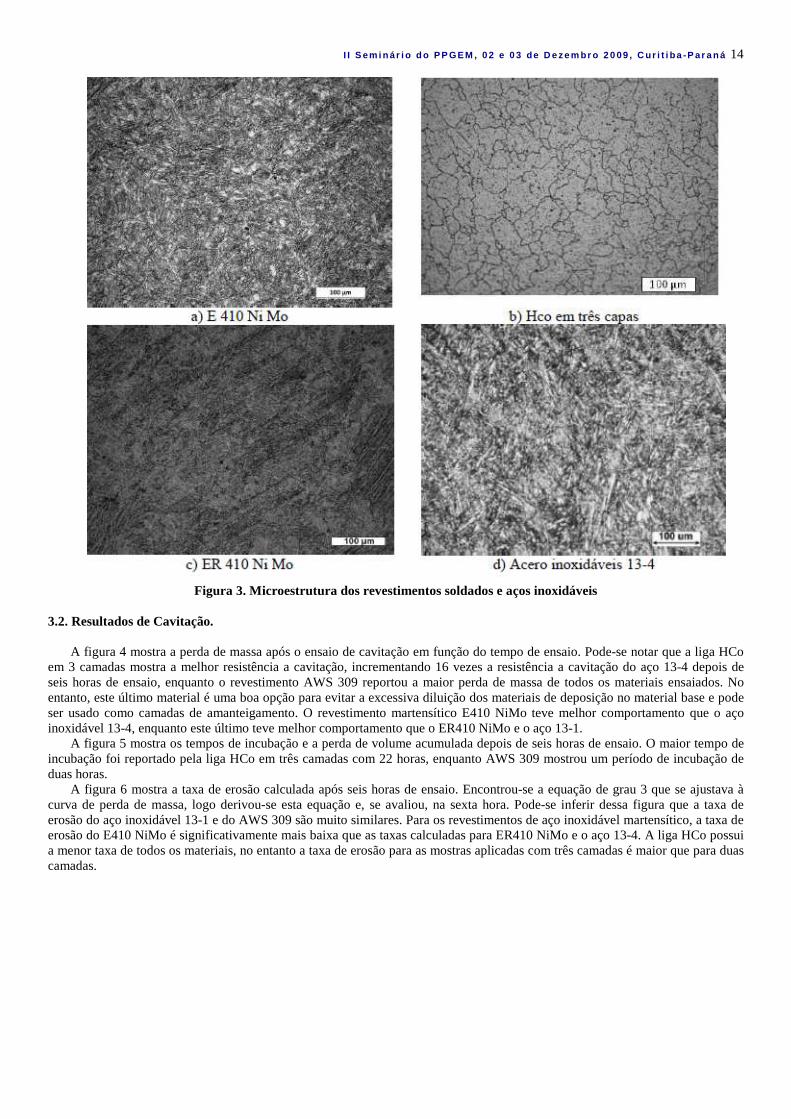
As microestruturas dos revestimentos soldados e dos aços inoxidáveis são mostradas na figura 3. A microestrutura do aço 13-
1 está composta de martensíta, ferrita e carbonetos que resultam em uma dureza de 227 ± 2 HV resultados de múltiplos revenimentos. A microestrutura do aço 13-4 é composta de martensíta, ferrita delta (5%) e austeníta e retida a qual não é visível em MO. A dureza desse material foi de 284 ± 6 HV o qual é coerente com o tratamento térmico realizado (homogeneizado a 1050 °C durante 1 hora e logo recozido a 620 °C por uma hora e resfriado ao ar) de acordo com alguns autores [4,5].
A microestrutura dos revestimentos martensíticos E 410NiMo (409±13 HV) e ER 410NiMo (364±22 HV), é composta principalmente de martensíta, com diferentes valores de dureza devido às características inerentes a cada processo de soldagem e as diferenças de composição química mostrada na tabela 1. As microestruturas das ligas martensitícas são muito similares quando são observadas em MO e suas características só podem ser reveladas por microscopia eletrônica de transmissão (MET).
A liga HCo em três camadas têm uma microestrutura composta por austeníta e não se observaram outras fases ou precipitados reportando uma dureza de 278±4 HV. A microestrutura do revestimento AWS 309 esta composta por austeníta e ferrita delta (aproximadamente 5%) resultado de sua solidificação de acordo com o diagrama de Schaffler. A principal diferença entre os aços inoxidáveis e os revestimentos soldados é a dureza da martensíta e a fração volumétrica de austeníta a qual não foi medida neste trabalho.
I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 14
Figura 3. Microestrutura dos revestimentos soldados e aços inoxidáveis
3.2. Resultados de Cavitação.
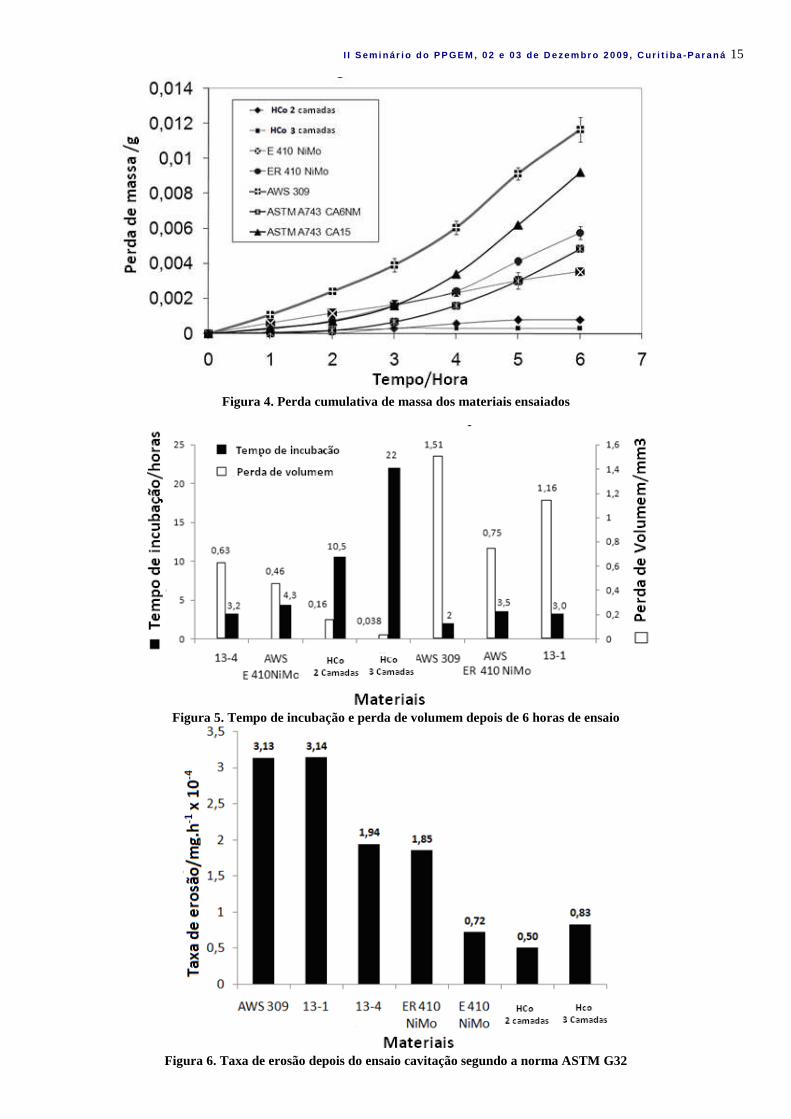
A figura 4 mostra a perda de massa após o ensaio de cavitação em função do tempo de ensaio. Pode-se notar que a liga HCo em 3 camadas mostra a melhor resistência a cavitação, incrementando 16 vezes a resistência a cavitação do aço 13-4 depois de seis horas de ensaio, enquanto o revestimento AWS 309 reportou a maior perda de massa de todos os materiais ensaiados. No entanto, este último material é uma boa opção para evitar a excessiva diluição dos materiais de deposição no material base e pode ser usado como camadas de amanteigamento. O revestimento martensítico E410 NiMo teve melhor comportamento que o aço inoxidável 13-4, enquanto este último teve melhor comportamento que o ER410 NiMo e o aço 13-1.
A figura 5 mostra os tempos de incubação e a perda de volume acumulada depois de seis horas de ensaio. O maior tempo de incubação foi reportado pela liga HCo em três camadas com 22 horas, enquanto AWS 309 mostrou um período de incubação de duas horas.
A figura 6 mostra a taxa de erosão calculada após seis horas de ensaio. Encontrou-se a equação de grau 3 que se ajustava à curva de perda de massa, logo derivou-se esta equação e, se avaliou, na sexta hora. Pode-se inferir dessa figura que a taxa de erosão do aço inoxidável 13-1 e do AWS 309 são muito similares. Para os revestimentos de aço inoxidável martensítico, a taxa de erosão do E410 NiMo é significativamente mais baixa que as taxas calculadas para ER410 NiMo e o aço 13-4. A liga HCo possui a menor taxa de todos os materiais, no entanto a taxa de erosão para as mostras aplicadas com três camadas é maior que para duas camadas.
I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 15
Figura 4. Perda cumulativa de massa dos materiais ensaiados
Figura 5. Tempo de incubação e perda de volumem depois de 6 horas de ensaio
Figura 6. Taxa de erosão depois do ensaio cavitação segundo a norma ASTM G32
I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 16
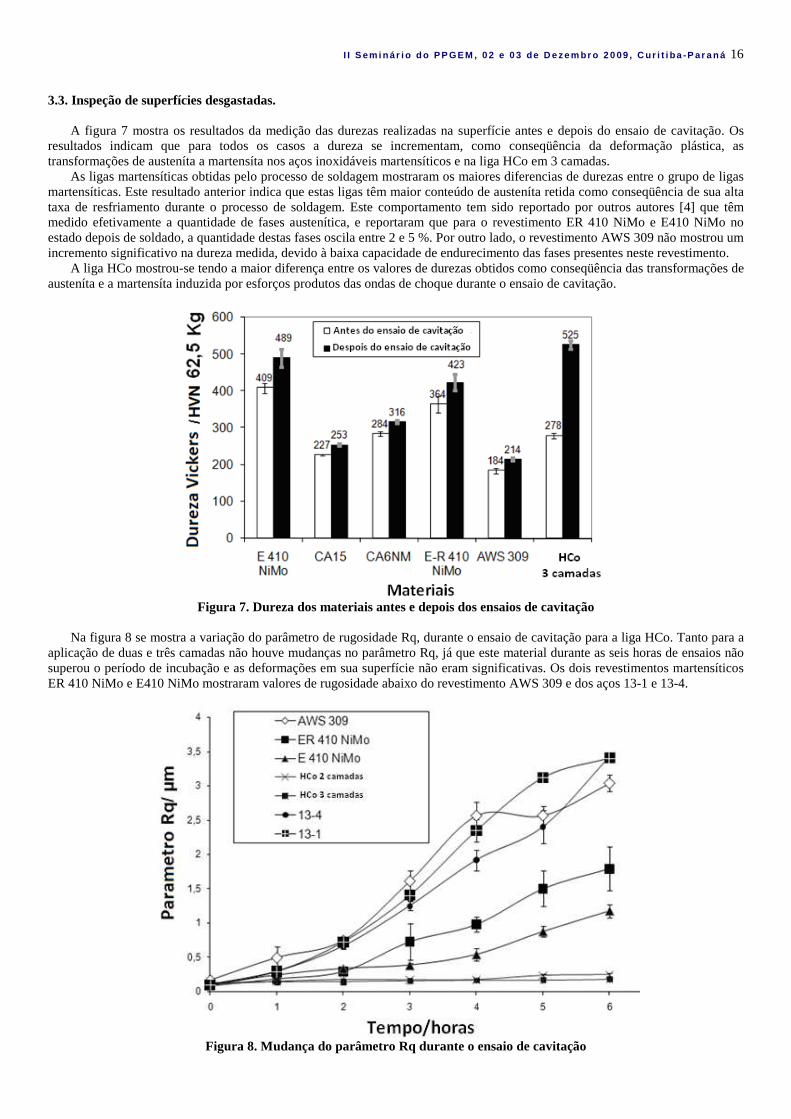
3.3. Inspeção de superfícies desgastadas. A figura 7 mostra os resultados da medição das durezas realizadas na superfície antes e depois do ensaio de cavitação. Os
resultados indicam que para todos os casos a dureza se incrementam, como conseqüência da deformação plástica, as transformações de austeníta a martensíta nos aços inoxidáveis martensíticos e na liga HCo em 3 camadas.
As ligas martensíticas obtidas pelo processo de soldagem mostraram os maiores diferencias de durezas entre o grupo de ligas martensíticas. Este resultado anterior indica que estas ligas têm maior conteúdo de austeníta retida como conseqüência de sua alta taxa de resfriamento durante o processo de soldagem. Este comportamento tem sido reportado por outros autores [4] que têm medido efetivamente a quantidade de fases austenítica, e reportaram que para o revestimento ER 410 NiMo e E410 NiMo no estado depois de soldado, a quantidade destas fases oscila entre 2 e 5 %. Por outro lado, o revestimento AWS 309 não mostrou um incremento significativo na dureza medida, devido à baixa capacidade de endurecimento das fases presentes neste revestimento.
A liga HCo mostrou-se tendo a maior diferença entre os valores de durezas obtidos como conseqüência das transformações de austeníta e a martensíta induzida por esforços produtos das ondas de choque durante o ensaio de cavitação.
Figura 7. Dureza dos materiais antes e depois dos ensaios de cavitação
Na figura 8 se mostra a variação do parâmetro de rugosidade Rq, durante o ensaio de cavitação para a liga HCo. Tanto para a
aplicação de duas e três camadas não houve mudanças no parâmetro Rq, já que este material durante as seis horas de ensaios não superou o período de incubação e as deformações em sua superfície não eram significativas. Os dois revestimentos martensíticos ER 410 NiMo e E410 NiMo mostraram valores de rugosidade abaixo do revestimento AWS 309 e dos aços 13-1 e 13-4.
Figura 8. Mudança do parâmetro Rq durante o ensaio de cavitação

I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 17
3.4. Análises das superfícies desgastadas. A figura 9 mostra as superfícies desgastadas depois do ensaio de erosão por cavitação. Observa-se que a magnitude dos danos
gerados durante o ensaio acelerado foi maior nas superfícies dos revestimentos AWS 309. Para o caso do revestimento HCo em três camadas observa-se que ainda se pode apreciar as linhas ou riscos geradas pelo polido mecânico depois de seis horas de ensaio. Ainda depois de 24 horas de ensaio, os danos mostrados pela liga HCo são menos significativas que os danos mostrados pelos demais revestimentos.
Figura 9. Superfícies desgastadas dos revestimentos e os aços desgastados
A figura 10 mostra o aspecto microscópico das superfícies desgastadas observadas mediante MEV. Observe-se que as
superfícies analisadas nas ligas martensíticas (figura b e c) apresentam altas deformações plásticas e marcas associadas com fadiga originadas pela implosão repetida de bolhas na superfície. As superfícies desgastadas do revestimento AWS 309 mostram este mesmo tipo de marcas, mas se observam picos e vales mais profundos mostrando níveis de deformação superiores aos observados nos aços inoxidáveis martensíticos. A inspeção das superfícies desgastadas em detalhe do revestimento HCo revelou dos mecanismos identificados na figura 10, como (1) e (2). O caso do grau (1) observa-se falhas de empilhamento descritas anteriormente, enquanto no grau (2) observa-se desprendimento uniforme do material da superfície. Este desprendimento se encontra associado com a presença de uma microestrutura martensítica produto da transformação da austeníta na zona próxima à superfície e o aspecto assinalado com (2) esta relacionado com a fratura da martensíta, o qual é um mecanismo eficiente de dissipação de energia de acordo com Xiaojun et al [Xiaojun et al, 2005).
As observações anteriores foram verificadas mediante um difratograma de raios x apresentado na figura 11. Observa-se a aparição de um novo pico no espectro localizado na parte inferior associado à presença de uma nova estrutura cristalina identifica como martensíta ε como resultado da transformação induzida por esforços da austeníta. Os incrementos na dureza das superfícies desgastadas verificam a presença desta camada fina de martensíta.

I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 18
Figura 10. Superfícies desgastadas dos revestimentos e aços inoxidáveis observadas em MEV
Figura 11. Difratograma de raios x da liga HCo em três camadas sem ensaiar e depois de 24 horas de ensaio

I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 19
4. CONCLUSÕES A liga HCo reportou um incremento na resistência ao DEC, com tempos de incubação seis vezes maiores aos materiais com
microestrutura martensítica e onze vezes maior que o revestimento AWS 309. As taxas de erosão foram as mais baixas de todos os materiais ensaiados. O excelente comportamento na resistência à cavitação neste material se deve à dissipação da energia de impacto das ondas de choque transformando austeníta em martensíta.
Num nível intermediário estão às ligas martensíticas as quais apresentam um bom comportamento à cavitação como conseqüência da austeníta retida depois da aplicação de soldagem.
O revestimento AWS 309 apresentou as maiores perdas de massa, devido a sua microestrutura composta de austeníta e ferrita delta as quais tem uma baixa resistência mecânica.
As curvas do parâmetro de rugosidade Rq dos materiais martensíticos podem ser dividas em duas etapas durante o ensaio de cavitação: a primeira etapa consiste num crescimento linear enquanto a perda de massa é depreciável, logo a segunda etapa, que é a parte final da curva, a perda de massa se incrementa e a rugosidade empeça a se estabilizar.
5. AGRADECIMENTOS
Os autores expressam seus agradecimentos a Empresas Públicas de Medellín E.S.P por seu suporte técnico e apoio econômico. Agradece-se também aos projetos Colciencias-EPM-UNAL No. 20201005975 e DIME 202021007071 pelo apoio econômico. 6. REFERÊNCIAS S. C. Li., 2000, “Cavitation of Hydraulic Machinery”, Imperial College Press. Xiaojun, 2003, “Phase transformation during cavitation erosion of a Co stainless steel”, Materials Science and Engineering, A358, pp.199-204. ASME Boiler & Pressure Vessel Code, 2007, “Section IX . QW-290: temper bead welding”. Folkhard, E., 1988, “Welding Metallurgy of Stainless Steels”.
7. DIREITOS AUTORAIS
Os autores são os únicos responsáveis pelo conteúdo do material impresso incluído no seu trabalho.

20
Programa de Pós Graduação em Engenhar ia Mecânica e de Mater ia is
II SEMINÁRIO ANUAL DO PROGRAMA DE PÓS -GRADUAÇÃO EM ENGENHARIA MECÂNICA E DE MATERIAIS
02 e 03 de Dezembro de 2009 – Curitiba – Paraná - B rasil
ESTUDO COMPARATIVO DOS MECANISMOS DE DESGASTE EM MO LDES PARA INJEÇÃO DE TERMOPLÁSTICOS FABRICADOS EM LIGAS DE
ALUMÍNIO E DE AÇO
Juan Ignacio Pereira, [email protected] Carlos H. da silva, [email protected]
1 Universidade Tecnológica Federal do Paraná, Av. Sete de Setembro, 3165, Curitiba/PR, Brasil 80230-901 Resumo: Os custos de manutenção dos moldes, junto com os das resinas e das máquinas injetoras têm grande relevância no preço das peças termoplásticas no mercado. O presente trabalho tem por objetivo estudar o desgaste em moldes de injeção de termoplásticos avaliando dois tipos de materiais, ligas de alumínio e de aço. O polímero a injetar terá uma carga de partículas minerais abrasivas que ocasiona a deterioração das superfícies internas dos moldes o que reduz a sua vida útil. Neste projeto, propõe se estudar o fenômeno usando o equipamento para injeção como equipo de proba para assim garantir uma semelhança nas condições utilizando carga variável de carbonato de cálcio (CaCO3) no polímero que permitiria estabelecer a importância desta no processo. Os resultados esperados indicariam que o mecanismo de desgaste varia de acordo com a posição do ponto de avaliação, o que permitiria determinar se é necessário mudar o desenho da entrada do fluxo e assim evitar a deterioração excessiva, além de permitir uma maior compreensão do fenômeno. Palavras-chave: Polipropileno, CaCO3, desgaste abrasivo, injeção de polímeros
1. INTRODUÇÃO
Os custos de manutenção dos moldes têm um efeito de grande relevância no preço de produção de peças termoplásticas
injetadas. Estes moldes metálicos são na maioria dos casos, fabricados em aços ferramenta. No entanto as ligas de alumínio (7xxx) vêm sendo usadas mais freqüentemente, devido à sua alta condutividade térmica, facilidade de usinagem em algumas condições (geometria, tamanho, nível de acabamento superficial, peso, etc..) e de seu menor custo de fabricação (PLASTICRAFT, 2008). A seleção do material metálico mais adequado para um molde deverá, então, considerar a influência do desgaste na vida do molde, no acabamento superficial do produto e nos custos de produção.
O processamento de materiais termoplásticos usando o método de moldagem por injeção é uma das atividades econômicas de maior importância na indústria de produção de peças plásticas. Junto ao preço das resinas e das máquinas injetoras, o custo dos moldes constitui uma parcela muito importante do preço final do produto.
Durante o serviço um molde para injeção está submetido às exigentes condições de trabalho: tais como fluxo de plástico fundido a altas velocidades, muitas das vezes contendo cargas minerais abrasivas, além de uma alta freqüência de ciclos de aquecimento e esfriamento, os quais fazem com que a resposta tribológica do material do molde seja determinante na sua vida útil, na eficiência do processo e no acabamento do produto final. Em uma indústria tão competitiva como é o caso da produção de peças plásticas injetadas, o melhoramento do comportamento tribológico dos moldes pode produzir uma redução atrativa nos custos de manutenção destas ferramentas, mantendo a qualidade do produto final sob controle. A indústria plástica esta em crescimento constante, só em 2008 o setor de transformação de material plástico foi de 5,29 milhões de toneladas, 6,8% plástico processou 5,14 milhões de toneladas de maior ao de 2007. O setor plástico faturou em Brasil, R$ 40,9 bilhões em 2008, representando um aumento de 12,2% relativamente ao ano anterior. (FATOR BRASIL, 2009)
Este trabalho tem como objetivo apresentar uma revisão bibliográfica sobre o estudo do desgaste em moldes de injeção de termoplásticos fabricados em ligas de aço H13 e de alumínio (7xxx). O termoplástico a utilizar será o polipropileno (PP) com carga mineral de carbonato de cálcio (CaCO3) e com porcentagens (em peso) de 10, 30 e 40%. O sistema tribológico completo a ser estudado está apresentado na Figura 1.

I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 21
Figura 1. Representação esquemática do tribossistema.
2. REVISAO BIBLIOGRAFICA
2.1. Materiais A injeção em moldes provoca danos na superfície por diferentes mecanismos de desgaste, o que reduz drasticamente a
qualidade das peças injetadas. Para permitir a melhoria econômica existe uma necessidade de aumentar tanto a resistência ao desgaste de ferramentas como melhorar a previsibilidade do mesmo. Os aços ferramenta usados em aplicações na indústria automotiva e eletrônica varia desde aço fundido com matriz Martensítica até aços ferramenta avançados fabricados pela técnica de metalurgia de pó, com alto teor de partículas de carboneto duro (Gehricke, 1999 apud BERGSTROM, 2001) onde a dureza do aço varia no intervalo de 350-650HV. Para aumentar a resistência ao ataque químico dos aços são comumente ligados com Cr e Mo. Para um melhor desempenho dos aços ferramentas no processo de injeção de polímeros precisa-se que o aço seja otimizado em termos de propriedades da matriz martensitica e no tipo da distribuição da dispersão de partículas duras. (BERGSTROM, 2001).
A utilização do alumínio na fabricação de molde de injeção é cada vez maior e suas vantagens são demonstradas com maior freqüência, tais como maior estabilidade de forma, boa soldagem no momento de fazer modificações ou reparações na peça e uma maior resistência à corrosão, o que prolonga a vida de uso e melhora as características de manutenção da peça. Além dos benefícios anteriormente citados, os moldes de alumínio têm um custo 30% menor que aqueles fabricados em aço, fazendo com que a indústria esteja utilizando cada dia mais este material em seus moldes. (PLASTICRAFT, 2008).
O polipropileno é um polímero termoplástico versátil que é usado em muitos setores industriais. Processabilidade, fatores ambientais e sua relação custo/desempenho permitem agora que o polipropileno seja substituto de outros polímeros. Esta tendência foi acompanhada por uma melhoria nas propriedades dos materiais de base do polipropileno, o que lhes permite competir contra outros polímeros em muitas aplicações. (Benetti, et al. apud SOLE, 1996).
Os Polímeros com carga são usados em quantidades grandes em todos os tipos de aplicações. O consumo total de materiais de carga na Europa é atualmente estimado em 4,8 milhões de toneladas, Tabela 1. (Stewart apud MÓCZÓ, 2008).
Tabela 1. Consumo de partículas de carga em Europa em 2007. (MÓCZÓ, 2008).
As propriedades de todos os sistemas poliméricos heterogêneos são determinadas pelos mesmos quatro fatores: propriedades
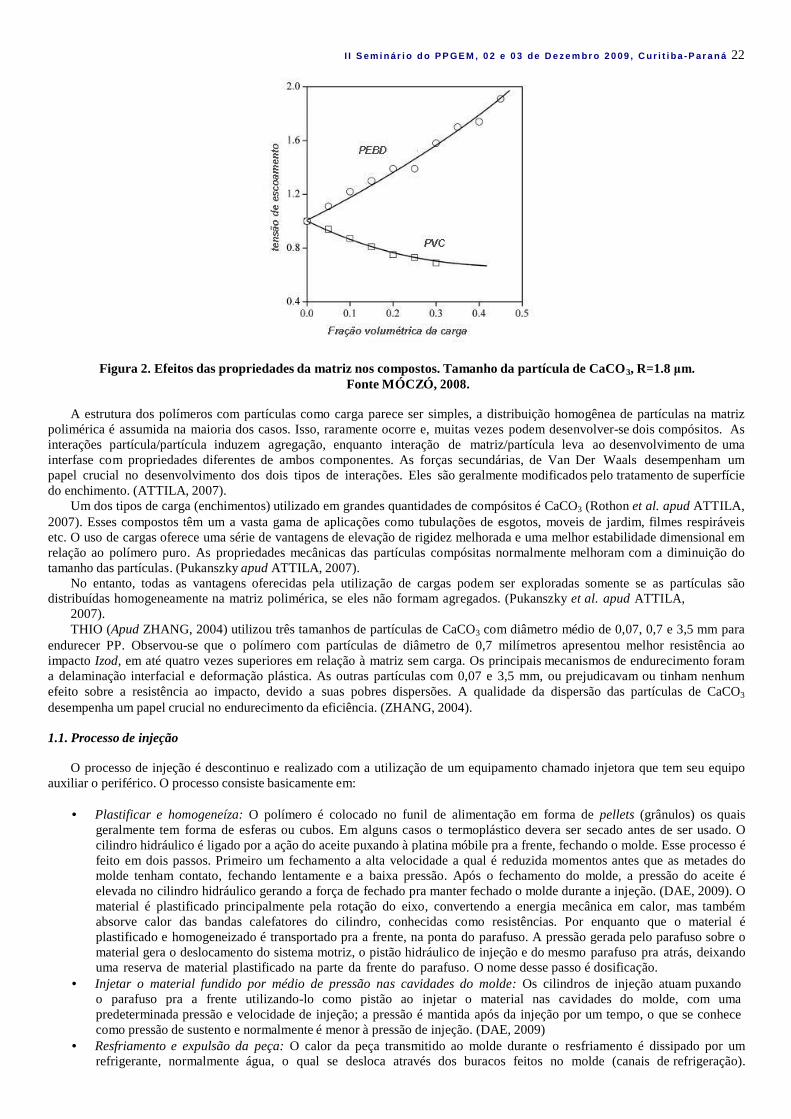
do componente, composição, estrutura e interações interfaciais (Pukanszky apud MÓCZÓ, 2008). As características da matriz influenciam fortemente o efeito da carga. O efeito de reforço da carga aumenta com a diminuição da rigidez da matriz. Este efeito é bem demonstrado pela Figura 2, a qual apresenta a tensão de escoamento de compósitos de CaCO3 em função da composição de duas matrizes diferentes. O compósito de polietileno de baixa densidade (PEBD) tem sua resistência mecânica elevada com o aumento da fração volumétrica da carga, enquanto que o compósito de Policloreto de Vinila (PVC) diminui continuamente (Vórös apud MÓCZÓ, 2008).
I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 22
Figura 2. Efeitos das propriedades da matriz nos compostos. Tamanho da partícula de CaCO3, R=1.8 µm. Fonte MÓCZÓ, 2008.
A estrutura dos polímeros com partículas como carga parece ser simples, a distribuição homogênea de partículas na matriz
polimérica é assumida na maioria dos casos. Isso, raramente ocorre e, muitas vezes podem desenvolver-se dois compósitos. As interações partícula/partícula induzem agregação, enquanto interação de matriz/partícula leva ao desenvolvimento de uma interfase com propriedades diferentes de ambos componentes. As forças secundárias, de Van Der Waals desempenham um papel crucial no desenvolvimento dos dois tipos de interações. Eles são geralmente modificados pelo tratamento de superfície do enchimento. (ATTILA, 2007).
Um dos tipos de carga (enchimentos) utilizado em grandes quantidades de compósitos é CaCO3 (Rothon et al. apud ATTILA, 2007). Esses compostos têm um a vasta gama de aplicações como tubulações de esgotos, moveis de jardim, filmes respiráveis etc. O uso de cargas oferece uma série de vantagens de elevação de rigidez melhorada e uma melhor estabilidade dimensional em relação ao polímero puro. As propriedades mecânicas das partículas compósitas normalmente melhoram com a diminuição do tamanho das partículas. (Pukanszky apud ATTILA, 2007).
No entanto, todas as vantagens oferecidas pela utilização de cargas podem ser exploradas somente se as partículas são distribuídas homogeneamente na matriz polimérica, se eles não formam agregados. (Pukanszky et al. apud ATTILA,
2007). THIO (Apud ZHANG, 2004) utilizou três tamanhos de partículas de CaCO3 com diâmetro médio de 0,07, 0,7 e 3,5 mm para
endurecer PP. Observou-se que o polímero com partículas de diâmetro de 0,7 milímetros apresentou melhor resistência ao impacto Izod, em até quatro vezes superiores em relação à matriz sem carga. Os principais mecanismos de endurecimento foram a delaminação interfacial e deformação plástica. As outras partículas com 0,07 e 3,5 mm, ou prejudicavam ou tinham nenhum efeito sobre a resistência ao impacto, devido a suas pobres dispersões. A qualidade da dispersão das partículas de CaCO3
desempenha um papel crucial no endurecimento da eficiência. (ZHANG, 2004).
1.1. Processo de injeção O processo de injeção é descontinuo e realizado com a utilização de um equipamento chamado injetora que tem seu equipo
auxiliar o periférico. O processo consiste basicamente em: • Plastificar e homogeneíza: O polímero é colocado no funil de alimentação em forma de pellets (grânulos) os quais
geralmente tem forma de esferas ou cubos. Em alguns casos o termoplástico devera ser secado antes de ser usado. O cilindro hidráulico é ligado por a ação do aceite puxando à platina móbile pra a frente, fechando o molde. Esse processo é feito em dois passos. Primeiro um fechamento a alta velocidade a qual é reduzida momentos antes que as metades do molde tenham contato, fechando lentamente e a baixa pressão. Após o fechamento do molde, a pressão do aceite é elevada no cilindro hidráulico gerando a força de fechado pra manter fechado o molde durante a injeção. (DAE, 2009). O material é plastificado principalmente pela rotação do eixo, convertendo a energia mecânica em calor, mas também absorve calor das bandas calefatores do cilindro, conhecidas como resistências. Por enquanto que o material é plastificado e homogeneizado é transportado pra a frente, na ponta do parafuso. A pressão gerada pelo parafuso sobre o material gera o deslocamento do sistema motriz, o pistão hidráulico de injeção e do mesmo parafuso pra atrás, deixando uma reserva de material plastificado na parte da frente do parafuso. O nome desse passo é dosificação.
• Injetar o material fundido por médio de pressão nas cavidades do molde: Os cilindros de injeção atuam puxando o parafuso pra a frente utilizando-lo como pistão ao injetar o material nas cavidades do molde, com uma predeterminada pressão e velocidade de injeção; a pressão é mantida após da injeção por um tempo, o que se conhece como pressão de sustento e normalmente é menor à pressão de injeção. (DAE, 2009)
• Resfriamento e expulsão da peça: O calor da peça transmitido ao molde durante o resfriamento é dissipado por um refrigerante, normalmente água, o qual se desloca através dos buracos feitos no molde (canais de refrigeração).
I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 23
No momento que o polímero é enfreado no molde o processo começa de novo e o material e levado até o molde após o material anterior é expulso das cavidades com a ajuda de um mecanismo hidráulico.
Variáveis e suas definições
Temperatura: As temperaturas podem ser do cilindro de plastificação, da boquilha e do molde e estão determinadas pelo tipo
do material. Velocidade: Existem diferentes tipos de velocidade no processo, como: velocidade de fechado do molde (velocidade
media y baixa), velocidade de apertura, velocidade de plastificação, velocidade de injeção (controlada pela viscosidade do polímero, condições do molde, tamanho e numero de entradas no molde, saídas de ar do molde, temperatura da massa fundida e do molde, acabado da peça) e velocidade de expulsão. (DAE, 2009)
Pressão: As pressões obtidas no processo são: Pressão de injeção, segunda pressão de injeção (sustento), contrapressão, descompressão, pressão de expulsão e pressão de retorno de expulsão.
Distancias: Distancia de dosificação (injeção), distancia de apertura do molde, distancia de expulsão. Tempo: Injeção, post- pressão, plastificação, enfreamento, tempo de ciclo. (DAÉ, 2009)
1.2. Mecanismo de desgaste Os diferentes mecanismos de desgaste que atuam no processo de injeção de polímeros são desgaste por adesão, por fadiga
térmica, desgaste erosivo, triboxidação, desgaste por corrosão e desgaste abrasivo (OERLIKON BALZERS, 2009). No processo de injeção de polímeros que tem carga de partículas minerais o mecanismo de desgaste mais importante é o desgaste abrasivo. (BERGSTROM, 2001).
O desgaste abrasivo provocado pelo contato entre o polímero (com carga mineral) e as paredes do molde está controlado por diferentes variáveis apresentadas pela natureza da carga (tamanho, forma, dureza, densidade) e pelo direcionamento e velocidade do fluxo na cavidade. (SEVIM, 2006).
1.2.1. Tamanho
Os efeitos do tamanho das partículas abrasivas sobre a resistência ao desgaste a sido extensamente referenciado na
bibliografia, mas ainda continua sem ser explicada a relação entre o tamanho da partícula e a taxa de desgaste. Foram feitos experimentos de desgaste abrasivo com substancias que contem um ou mais abrasivos. A partícula abrasiva é geralmente modelada como um cone (Sevim apud SEVIM, 2006). Rabinowicz (apud SEVIM, 2006) derivou uma expressão simples para o calculo do material removido durante abrasão entre dois corpos co m uma partícula abrasiva cônica, como pode se observar continuação,
=HFtan2
LV N
π
α (1)
onde V é o volume perdido gerado pelo desgaste, L a distancia de deslizamento, FN a carga normal sobre a partícula, H a dureza da superfície desgastada e α é o ângulo de ataque da partícula abrasiva. Para uma densidade de desgaste lineal se pode definir como:
=HP
KW (2)
onde, W é a densidade de desgaste lineal, K o coeficiente de atrito, P a pressão aplicada sob a superfície e H a dureza do material abrasivo.
Na analise do gráfico do comportamento dos aços recozidos e metais puros, pode-se observar que a curva resistência ao desgaste versus dureza a línea passa pelo ponto de origem, obtendo o nome de zona I. O gráfico para os aços tratados termicamente apresenta uma diferencia com aqueles não tratados, a línea não passa por a origem (Zum apud SEVIM, 2006). Esse comportamento não pode ser derivado da equação (2). Essa zona recebeu o nome de Zona II. As diferentes zonas são apresentadas na Figura 3, a continuação.

I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 24
Figura 3. Relação entre a resistência ao desgaste e a dureza. Fonte SEVIM, 2006.
Na literatura, há muitos trabalhos de pesquisa sobre os efeitos do tamanho das partículas abrasivas na taxa de desgaste
abrasivo na zona I. Segundo Avient (apud SEVIM, 2006) após de examinar o comportamento abrasivo de muitos materiais o entupimento dos interstícios entre os finos grãos abrasivos em um desgaste por partículas é o responsável do efeito do tamanho do grão. Isso decresce o numero de grãos abrasivos que estão em contato com a superfície e removem o material, diminuindo assim a taxa de desgaste.
Muitos trabalhos hão examinado o efeito do tamanho da partícula abrasiva na zona II. Rabinowich determinou empiricamente uma expressão da taxa de desgaste abrasivo pra essa zona usando só um tipo de tamanho de partícula, da seguinte forma:
0H32
H31
PKW
+= (3)
onde H é a dureza da liga, H0 é a dureza da liga na condição de menor dureza e P é a pressão aplicada na superfície.
1.2.2. Forma (Angularidade)
Houve algumas tentativas para quantificar abrasividade das partículas com base na sua forma e relacioná-la a danos desgaste
abrasivas. Foi confirmado por testes laboratoriais que ao aumentar a angularidade das partículas se obtêm um aumento significativo nas taxas de desgaste abrasivo e erosivo. (Swanson apud STACHOWIAK, 2000). A caracterização da angularidade da partícula é feita com o uso de parâmetros numéricos que estão baseados na representação dos limites das partículas por médio de triângulos construídos a diferentes escalas. (Hamblin apud STACHOWIAK, 2000). O primeiro parâmetro é denominado parâmetro lineal de ponta (SP), e s ontem desenvolvendo a equação (4) e (5), com valores obtidos de acordo à figura 4.
h
2cossv
= θ (4)
onde h é a altura perpendicular do triângulo e θ é o ângulo do vértice apresentado na Figura 4. Pode-se notar que quando “sv” está
dividido pela altura o termo
=2
cossvθ
é a medida da angularidade e seu valor está entre 0 e 1.
nm
hsv
SP
max
max∑ ∑
= (5)
O novo parâmetro da angularidade da partícula foi introduzido recentemente chamado Parâmetro quadrático Spike (SPQ) que
parece eliminar todas as deficiências do parâmetro SP (tempo longo de analise pelo fato de ter que calcular muitos triângulos para cada passo). O novo parâmetro SPQ é calculado a partir da seguinte equação:
promediosvSPQ = (6)

I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 25
Figura 4. Ilustração esquemática dos métodos de calculo de a)SP por construção de triângulos e b) SPQ. Fonte: Stachowiak, 2000.
Dureza
Há uma relação lineal entre a resistência ao desgaste abrasivo W-1 e a dureza H, dependendo do tamanho da partícula
abrasiva d, para aços não tratados termicamente. A resistência ao desgaste W-1 é inversamente proporcional à raiz quadrada do tamanho da partícula d como pode se observar na equação (7), apresentada a continuação:
( )d2.9
HW
ZonaI1
p =− (7)
onde H é a dureza do material, e d é o tamanho da partícula.
A relação entre a resistência ao desgaste abrasivo e a dureza em aços tratados termicamente depende do tamanho da partícula como e apresentada na equação (8). (STACHOWIAK, 2000).
( )
+=− H6.2d4.1
P1
WZonaII
1p (4)
Ângulo de ataque
Segundo BERGSTROM, o desgaste nos moldes de injeção é achado ao longo da superfície, mostrando mecanismos diferentes
de desgaste, dependendo da distância da ponta. Podem-se distinguir duas zonas de desgaste, uma perto da entrada do fluxo e outra longe dela. Aqueles pontos com maior desgaste recebem o fluxo de polímero em linha reta da porta de alimentação, e as partículas de reforço são projetadas. Nesta zona o mecanismo predominante é desgaste por erosão ao impacto das partículas solidas. Na zona de erosão por impacto observa-se deformação plástica e erosão da matriz. Esse fenômeno aumenta com as quantidades de tiros. As marcas obtidas de desgaste podem ser observadas na Figura 4a, mais adiante, apenas perto da ponta, o fluxo do polímero é cada vez mais paralelo à superfície da amostra, e aqui a superfície apresenta sulcos provocados pelo deslizamento das partículas, observarem a Figura 4b e 4c. Esses sulcos são desgaste abrasivo dos tipos de micro corte.

I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 26
Figura 4. Imagem sem de a) erosão por impacto na zona perto da ponta, b) desgaste abrasivo a 250 µm da ponta, c) desgaste abrasivo a 2 mm da ponta. Sistema fibra de vidro contra aço (molde de injeção).
Fonte: Bergstrom, 2001.
1.3. Equipamento de estudo
1.3.1. Injetora No processo de injeção podem-se garantir as condições que simulem aquelas que provocam o desgaste das peças. Porém ela
vai ser um dos equipamentos que vão ser utilizados para os testes. Baseados nos ensaios feitos por Bergstrom, 2001, as condições que podem produzir desgaste no molde podem ser as apresentadas na Tabela 2 e podem ser escolhidas para fazer os testes iniciais no projeto.
Tabela 2. Condições de injeção apresentadas por Bergstrom, 2001.
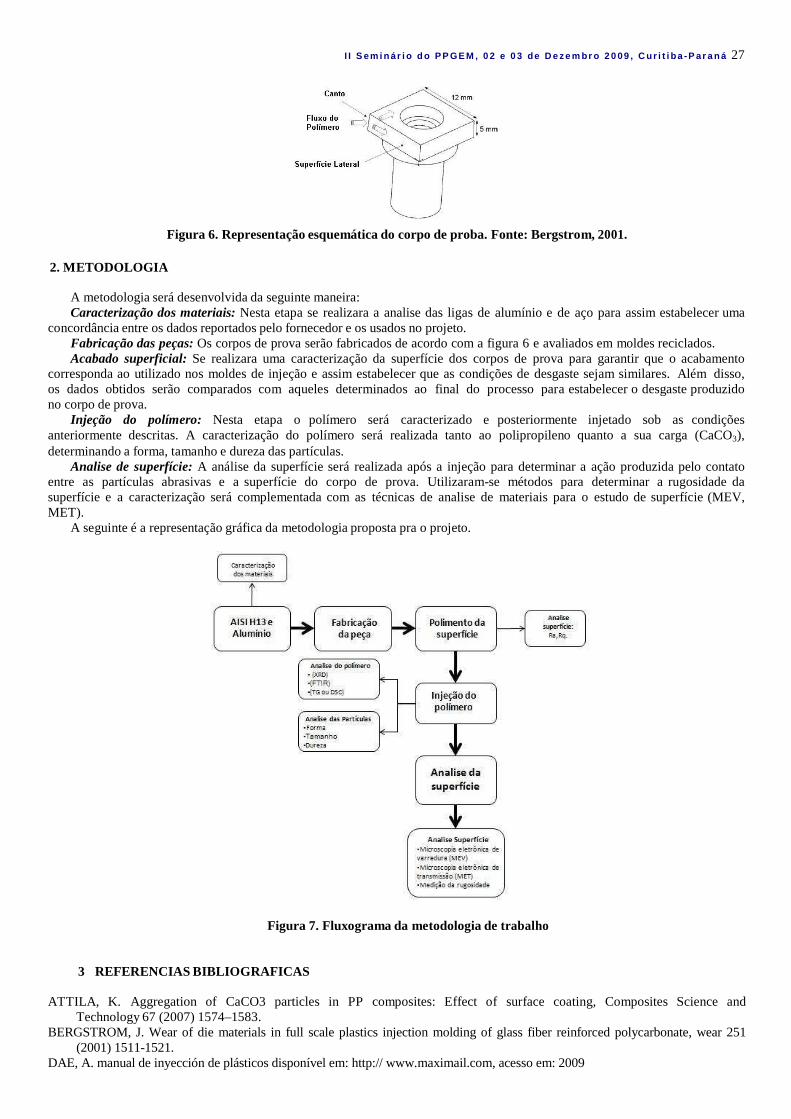
1.3.2. Molde Propôs-se fazer o projeto de experimento similar a aquele utilizando no analise feitos por Bergstrom, utilizando um corpo de
prova com geometria retangular como pode se observar na Figura 6. Esse corpo de proba será adequado a moldes usados reciclados. A parte retangular será feita dos materiais a analisar sob as condições anteriormente apresentadas.
I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 27
Figura 6. Representação esquemática do corpo de proba. Fonte: Bergstrom, 2001.
2. METODOLOGIA
A metodologia será desenvolvida da seguinte maneira: Caracterização dos materiais: Nesta etapa se realizara a analise das ligas de alumínio e de aço para assim estabelecer uma
concordância entre os dados reportados pelo fornecedor e os usados no projeto. Fabricação das peças: Os corpos de prova serão fabricados de acordo com a figura 6 e avaliados em moldes reciclados. Acabado superficial: Se realizara uma caracterização da superfície dos corpos de prova para garantir que o acabamento
corresponda ao utilizado nos moldes de injeção e assim estabelecer que as condições de desgaste sejam similares. Além disso, os dados obtidos serão comparados com aqueles determinados ao final do processo para estabelecer o desgaste produzido no corpo de prova.
Injeção do polímero: Nesta etapa o polímero será caracterizado e posteriormente injetado sob as condições anteriormente descritas. A caracterização do polímero será realizada tanto ao polipropileno quanto a sua carga (CaCO3), determinando a forma, tamanho e dureza das partículas.
Analise de superfície: A análise da superfície será realizada após a injeção para determinar a ação produzida pelo contato entre as partículas abrasivas e a superfície do corpo de prova. Utilizaram-se métodos para determinar a rugosidade da superfície e a caracterização será complementada com as técnicas de analise de materiais para o estudo de superfície (MEV, MET).
A seguinte é a representação gráfica da metodologia proposta pra o projeto.
Figura 7. Fluxograma da metodologia de trabalho
3 REFERENCIAS BIBLIOGRAFICAS
ATTILA, K. Aggregation of CaCO3 particles in PP composites: Effect of surface coating, Composites Science and Technology 67 (2007) 1574–1583.
BERGSTROM, J. Wear of die materials in full scale plastics injection molding of glass fiber reinforced polycarbonate, wear 251 (2001) 1511-1521.
DAE, A. manual de inyección de plásticos disponível em: http:// www.maximail.com, acesso em: 2009

I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 28
FATOR BRASIL. Boletim técnico disponível em http://www.revistafatorbrasil.com.br/ver_noticia.php?not=80273, acesso: 2009. MÓCZÓ, J. Polymer micro and nanocomposites: Structure, interactions, properties, Journal of Industrial and
Engineering Chemistry 14 (2008) 535–563. OERLIKON BALZERS disponível em http://www.oerlikon.com/balzers/, acesso em 2009. PLASTICRAFT. Informe técnico. News
letter. Nº 102. 2008. SEVIM, I. effect of abrasive particle size on wear resistance in steels, materials & design 27 (2006) 173-181. SOLE, B.M. On the abrasive wear behavior of mineral filled polypropylene, Tribology International, Vol. 69, Nº 6 (1996) 457-465. STACHOWIAK, G.B. Particle angularity and its relationship to abrasive and erosive wear, wear 241 (2000) 214-219. ZHANG, Q, X.
Crystallization and impact energy of polypropylene/CaCO3nanocomposites with nonionic modifier Polymer 45 (2004) 5985–5994.
4. DIREITOS AUTORAIS
Os autores são os únicos responsáveis pelo conteúdo do material impresso incluído no seu trabalho.

29
Programa de Pós Graduação em Engenhar ia Mecânica e de Mater ia is
II SEMINÁRIO ANUAL DO PROGRAMA DE PÓS -GRADUAÇÃO EM ENGENHARIA MECÂNICA E DE MATERIAIS
02 e 03 de Dezembro de 2009 – Curitiba – Paraná - B rasil
AVALIAÇÃO DO PERÍODO DE AMACIAMENTO DE CILINDROS DE MOTORES A COMBUSTÃO INTERNA EM ENSAIO DE BANCADA
DINAMOMÉTRICA POR MEIO DA RUGOSIDADE DE SUPERFÍCIE
Luis Fernando M. Calao, [email protected] Raimundo Ferreira Matos Jr, [email protected] Giuseppe Pintaude, [email protected]
1 Universidade Tecnológica Federal do Paraná, Av. Sete de Setembro, 3165, Curitiba/PR, Brasil 80230-901 2 Renault do Brasil, São Jose dos Pinhais, PR. Resumo: Este trabalho visa avaliar parâmetros de rugosidade que melhor indiquem o período de amaciamento do cilindro de motores a combustão interna, brunido e seguido de um acabamento de platô. Os perfis de rugosidade foram coletados após o processo de usinagem e ao término de duas condições de ensaio, amaciamento e funcionamento regular do motor. O parâmetro que indicou maiores alterações a partir da etapa de brunimento foi a altura máxima de picos, Rp, enquanto que a altura máxima de pico a vale, Rt, não variou após o período de amaciamento, podendo ser considerado como um bom indicador para o término deste período. Palavras-chave: Amaciamento, brunimento, rugosidade, parâmetros de rugosidade
1. INTRODUÇÃO
O conjunto “pistão, anel e cilindro” é considerado o mais importante sistema tribológico em um motor de combustão
interna, o acabamento da superfície do cilindro é o mais importante fator que afeta o atrito, desgaste e lubrificação das superfícies deslizantes contidas no cilindro. [1]. A maior parte das perdas por atrito (em torno de 40%) é originada pelo contato entre o anel e o cilindro. [2]
A durabilidade de um sistema mecânico depende da espessura mínima de filme de óleo lubrificante que separa as superfícies móveis. Se a espessura do filme lubrificante conseguir separar completamente as duas superfícies em movimento ocorre pouco ou nenhum tipo de desgaste, mas não sempre é possível: máquinas são ligadas e desligadas, restrições de tamanho, acessibilidade e/ou de consumo de lubrificante impedem o fornecimento ideal de lubrificante a regiões de contato. Em alguns sistemas o contato entre as asperezas é pouco freqüente e suave e até desejável para promover um amaciamento das superfícies. [3]
A superfície de um cilindro de motor de combustão interna é uma superfície sujeita a múltiplos processamentos. Uma primeira etapa consiste em um brunimento que garanta a cilindricidade correta e produza grandes vales na superfície (acima de 10µm de profundidade). Posteriormente, uma segunda etapa consiste em um acabamento fino, também chamado de brunimento de platô, que gera uma superfície relativamente lisa. [4].
O aumento da rugosidade da superfície do cilindro proporciona um aumento do consumo de óleo e o desgaste excessivo do anel. [5] Todavia, as melhoras nos processos de fabricação do motor levam a uma maior tendência ao engripamento da superfície lisa do cili ndro.
O presente trabalho tem como objetivo definir a diferença entre a superfície (cilindro) após processo de fabricação e superfície que sofreu um processo de amaciamento. Estas diferenças serão mostradas com a evolução de alguns parâmetros de rugosidade.
2. MATERIAIS E MÉTODOS
O componente avaliado foi um bloco do motor de ferro fundido cinzento de grafita lamelar GL04, com valor de dureza
média de 255 HB, produzido pela Fundição Tupy S/A. A Tabela 1 apresenta a composição química nominal deste material.
Tabela 1 - Composição química do ferro fundido lamelar GL04 (% em massa)
C Si Mn S P Cr Sn Cu Ni Mo GL04 3,1-3,5 1,9-
2,4 0,5-0,9 <0,15 <0,12 0,25-
0,35 <0,15 <0,6 <0,2 <0,1
O Bloco do motor sofreu processo de usinagem de brunimento, composto de etapa de desgaste com maior remoção de
material dado por uma maior granulométrica da ferramenta de corte e uma segunda etapa de acabamento, também

I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 30
conhecida como brunimento de Platô, que apresenta pequena remoção de material e característica de remover os maiores picos do perfil. O resultado final da superfície após o processo de usinagem é considerado a condição inicial do perfil de rugosidade, ou seja, superfície zero hora.
A segunda e terceira condição da superfície do cilindro, ou seja, a condição de superfície amaciada e superfície em condição de trabalho normal foram obtidas através da realização de dois ciclos de ensaio em banco motor do Fabricante AVL modelo AFA160 com capacidade para 160KW de potência e torque máximo de 380Nm. O motor e acoplado ao dinamômetro, responsável por impor uma determinada resistência ao motor a combustão interna. O primeiro ensaio simula a fase inicial de desgaste da superfície com duração de aproximadamente 12 horas. O ciclo inicia em rotação de marcha lenta chegando até a rotação de potência do motor e aceleração de 100%. Os parâmetros do motor são controlados por um sistema de automação, evitando variações de temperatura do líquido refrigerante, rotação do motor, carga entre outros. O segundo ensaio consiste em manter o motor em rotação de potencia máxima e 100% de aceleração em um intervalo de 50 horas.
A Figura 1 apresenta os demais detalhamentos das condições de ensaio, num esquema que representa o sistema tribolõgico em questão.
Figura 1 - Descrição do Sistema tribológico.
As amostras de perfis de rugosidade foram coletadas na região que apresenta maior desgaste, que é identificada como a
região de apoio para descida do conjunto pistão e anéis na fase de expansão da mistura combustível. Durante esta fase, a pressão sobre o pistão atinge o valor máximo de aproximadamente 70bar, e é reduzida à medida que o volume da câmara de combustão aumenta.
Foram realizadas 5 medições de rugosidade em cada cilindro considerando um motor de 4 cilindros totalizando 20 medições para cada fase de análise. Os perfis de rugosidade dos cilindros foram adquiridos utilizando um rugosímetro modelo Perthometer Concept PGK do fabricante Mahr com apalpadro MFW – 250. O perfil obtido em cada medição foi analisado mediante a utilização de um software específico para perfis de rugosidade (TALY PROFILE®, versão 3.1.10). Nos cilindros os perfis de rugosidade foram determinados no sentido axial, conforme mostra a Figura 2.
Sentido de medição da rugosidade
Figura 2 - Sentido de medição da rugosidade nos cilindros O comprimento utilizado para as medições foi de 4 mm. A rotina de tratamento do perfil bruto incluiu a remoção do erro de
forma da superfície e a aplicação de um filtro gaussiano com cut-off de 0,8 mm para a remoção da ondulação do perfil de rugosidade. Com esta rotina, foram determinados os parâmetros Ra (rugosidade média aritmética), Rq (rugosidade média quadrática), Rt (Rugosidade total do perfil de rugosidade) e Rp (altura média de picos). Além disso, os parâmetros Rk, Rvk e Rpk que descrevem curva de Abott-Firestone também foram determinados, utilizando-se como referência a norma ISO 13565-2 / DIN 4776.
A região selecionada para a extração do perfil de rugosidade está localizada na região de maior pressão do conjunto pistão e anéis, estando identificada na Figura 3.

I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 31
Figura 3 - Representação da região de medição Os parâmetros a serem utilizados para discussão dos resultados serão Ra (rugosidade média aritmética), Rq (rugosidade média
quadrática), Rt (Rugosidade total do perfil de rugosidade, Fig.4) e Rp (altura máxima de picos, Fig.4), além dos parâmetros extraídos da curva Abbott-Firestone, Rk, Rpk e Rvk. Uma curva Abbott-Firestone típica está apresentada na Figura 5.
Figura 4 – Representação gráfica de Rp e Rt [6]
Figura 5. Relação entre a curva Abbott-Firestone e os parâmetros de rugosidade Rk, Rpk e Rvk.
4. RESULTADOS E DISCUSSÕES
A Tabela 2 apresenta os valores médios dos parâmetros de rugosidade considerados para análise, após cada etapa de processo
(brunimento, amaciamento e funcionamento regular do motor).
Tabela 2. Parâmetros de rugosidade da superfície de um cilindro motor.
Ra (µm)
Rq (µm)
Rp (µm)
Rt (µm)
Rk (µm)
Rpk (µm)
Rvk (µm) Rk/Rt (µm)
Rp/Rt (µm)
U (0 hs) 0,55 ± 0,072 0,79 ± 0,1 1,37±0,135 11,3± 7,987 1,16±0,213 0,38±0,038 1,94±0,287 0,1 0,12 12 h 0,49 ± 0,053 0,71± 0,064 0,7±0,084 7,6±1,660 0,56±0,069 0,16±0,016 1,95±0,236 0,074 0,093 62 h 0,22 ± 0,087 0,41± 0,116 0,42±0,105 7,6±3,297 0,42±0,080 0,11±0,025 1,15±0,478 0,055 0,055
A Figura 6 apresenta o comportamento dos parâmetros de rugosidade Ra, Rq e Rp, onde pode se notar que a superfície fica
com características de uma superfície mais lisa, pois todos apresentam queda de um processo para o outro. Considerando o

I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 32
parâmetro Rp, pode se visualizar que do brunimento para o amaciamaneto há uma queda maior em comparação com à queda do amaciamento para o funcionamento regular
Figura 6. Variação dos parâmetros de altura em função da etapa de ensaio.
Os parâmetros apresentados na figura 7 são aqueles extraídos da curva Abott-Firestone. Pode-se verificar que os parâmetros
Rpk e Rk caem desde a primeira etapa de processamento. Por sua vez, o parâmetro Rvk possui alteração no seu valor apenas após o período de amaciamento.
Figura 7. Variação dos parâmetros extraídos da curva de Abbott-Firestone em função da etapa de ensaio.
Na Figura 8 apresentam-se as medidas de Rt, que são descritas pelo eixo da ordenada direita e as duas relações entre
parâmetros no eixo da ordenada esquerda.
Figura 8. Variação do parâmetro Rt e outros derivados deste em função da etapa de ensaio.
A Figura 8 mostra que o parâmetro Rt apresenta uma estabilização a partir do período de amaciamento, enquanto que para
Rp/Rt e Rk/Rt esta tendência não é verificada. A queda dos parâmetros de altura e em especial Rt são indícios de desgaste no material.
I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 33
5. CONCLUSÕES • O parâmetro Rp foi o mais sensível ao período de amaciamento, em relação à rugosidade impressa pelo processo de
brunimento. • O parâmetro Rt parece ser um bom indicador do período de amaciamento, dado que não apresenta alterações após o
período de funcionamento regular do motor. • A capacidade de armazenar óleo na superfície da peça não é sensível ao período de amaciamento, devido a que o parâmetro Rvk
neste período é constante.
6. AGRADECIMENTOS
A Renault do Brasil pela disponibilidade do motor e dos meios de ensaio.
7. REFERÊNCIAS
[1] Pawel P, 1997, “Change of cylinder surface topography in initial stage of engine life”, Wear, Vol. 209, pp. 69-83. [2] Simon C. T., Michael L. M., 2004, “Automotive tribology overview of current advances and challenges for the future”,
Tribology International 37 pp. 517–536 [3] Tomanik Eduardo, 2000, “Modelamento do Desgaste por Deslizamento de Motores a Combustão Interna” Ph.D. Tese,
Escola Politécnica da universidade de São Paulo, São Paulo [4] Etiene D., Dominique J., 2001, “Morphological Decomposition of the Surface Topography of an Internal Combustion
Engine Cylinder to Characterize Wear”, Wear, Vol. 249, pp. 482-488. [5] Pawel P. 1994, “A study on the functional properties o honed cylinder surface during running-in”, Wear, Vol 176, pp.
247-254. [6] E.S.gadlemawla, M.M. Koura, T.M.A. Maksoud, I.M. elewa, H.H. Soliman., 2002, “Roughness parameters”, jornal of
materials processing technology 123 133 – 145. 8. DIREITOS AUTORAIS
Os autores são os únicos responsáveis pelo conteúdo do material impresso incluído no seu trabalho.

34
Programa de Pós Graduação em Engenhar ia Mecânica e de Mater ia is
II SEMINÁRIO ANUAL DO PROGRAMA DE PÓS -GRADUAÇÃO EM ENGENHARIA MECÂNICA E DE MATERIAIS
02 e 03 de Dezembro de 2009 – Curitiba – Paraná - B rasil
ESTUDOS PRELIMINARES PARA O MONITORAMENTO DE EROSÃO EM DUTOS PELA TÉCNICA DE EMISSÃO ACÚSTICA
Gustavo Borges Tiboni, [email protected] Carlos Henrique da Silva, [email protected] Victor A. R. Santa Maria, [email protected] Thiago A. S. Marquardt, [email protected]
1 Universidade Tecnológica Federal do Paraná, Av. Sete de Setembro, 3165, Curitiba/PR, Brasil 80230-901 2 1Instituto de Tecnologia para o Desenvolvimento - LACTEC, Av. Prefeito Lothário Meissner, 01 – Curitiba – PR Resumo: O objetivo deste trabalho é apresentar algumas aplicações de Emissão acústica (EA), uma poderosa técnica de ensaio não destrutivo aplicada em tribologia, tratada aqui como ensaios de atrito, desgaste por fadiga de contato, desgaste por deslizamento e desgaste por erosão. Nesse trabalho uma atenção especial é dada para erosão por partículas sólidas e erosão hidro-abrasiva, problemas encontrados em quase todas as tubulações, que causam perda local de material e eventualmente a ruptura da linha. A técnica de EA pode ser usada como uma eficiente ferramenta online para monitorar aspectos tribológicos, como a taxa de desgaste e propagação de falhas em materiais. No desgaste por erosão, especificamente, os parâmetros de RMS e energia acústica são capazes de ser correlacionados com o tipo de mecanismo de remoção de material. Como meta preliminar, testes de erosão foram realizados com gás (ar) sem partículas erosivas, monitorado por EA, variando a superfície das amostras e o diâmetro interno dos bocais, percebendo diferenças nos sinais de EA. Correlações entre os parâmetros de RMS e amplitude foram notadas com as variáveis de teste, tal como a rugosidade e a velocidade do fluido. O parâmetro RMS apresentou relação exponencial com a velocidade do fluido, entretanto a amplitude teve uma relação linear. O conhecimento desses parâmetros é essencial para o desenvolvimento de um sistema que seja capaz de quantificar a taxa de desgaste da tubulação sem tirar esta de operação. Palavras-chave: Emissão Acústica, tribologia, erosão.
1. INTRODUÇÃO
O desgaste erosivo representa a área da Tribologia que estuda o processo de remoção de material que ocorre quando partículas
impactam contra uma superfície. Generalizando, esse tipo de desgaste pode ser dividido em: erosão por partículas sólidas e erosão hidro-abrasiva, nas quais a corrente que carrega essas partículas erosivas são formadas por gases ou fluidos líquidos respectivamente. A importância desse fenômeno está relacionada com danos que podem causar erosão em instalações e componentes mecânicos, tais como caldeiras e pás de turbinas de usinas termoelétricas e hidroelétricas.
A emissão acústica é uma técnica de ensaio não destrutivo (END) que pode ser aplicada sem a necessidade de inserir modificações físicas, químicas, mecânicas ou dimensionais no material, tendo como objetivos detectar, avaliar e interpretar descontinuidades em amostras ou equipamentos. O principio dessa técnica está no fato de que o crescimento dessas descontinuidades, causadas por um campo localizado de tensões, libera ondas elástica transientes, de natureza mecânica (NDT Resource Center, 2009). Em outros casos, os sinais acústicos podem ser gerados através do desprendimento de camadas de óxido que ocorrem no fundo dos tanques (Feres Filho, 2002), através de vazamentos em instalações mecânicas, ou pelo ruído gerado por um liquido turbulento em torno da amostra (Miller et al, 1999), tais como o fenômeno da perda de energia e recirculação de ar nos vórtices, conforme ilustrado na Figura 1. Na Figura 1a, as partes do fluido que tem uma trajetória do tipo C são retardadas pela camada da superfície hidrodinâmica e sofrem uma obstrução do fluido devido à presença de uma zona de estagnação (Ferrer et al, 1999). A parte com o cominho dos tipos A e B fluem para os vórtices gerando ondas acústicas devido à recirculação do ar (Fig 1b). Estas ondas são capturadas pelos sensores EA, processadas e então suas características são interpretadas.
A inspeção por EA é um método global, em outras palavras, pode ser realizada simultaneamente por toda a amostra (em oposição à inspeção por ultra-som, que é caracterizada como pontual) e pode ser aplicada sobre uma ampla variedade de estruturas, tais como: tanques de armazenamento, tubulações, vasos de pressão, entre outros. Esta técnica é também aplicável em uma ampla variedade de materiais e espessuras à temperatura ambiente ou altas temperaturas.

I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 35
Figura 1. (a) Vista esquemática dos caminhos do jato de ar comprimido (Ferrer et al, 1999) e (b) da formação dos vórtices
(Assy, 1981). A técnica de emissão acústica pode ser utilizada com uma eficiente ferramenta online para monitorar aspectos tribológicos,
tais como taxa de desgaste (Ravindra et al, 1997) e propagação de falhas em materiais (Li e Li, 1995). No desgaste erosivo, especificamente, a literatura mostra que os parâmetros RMS e energia acústica são possíveis de ser correlacionadas com o tipo de mecanismo de remoção de material. Isto é, quando o mecanismo de dano da fratura altera de intergranular para a transgranular (Momber et al, 1999), ou quando muda do processo de raspagem para fratura (Zhang et al.,2001), são percebidas alterações nos sinais de EA coletados. Além do mais, o parâmetro de energia acústica tem mostrado uma boa correlação com a quantidade de material removido. Entretanto, quando estudado o fenômeno do desgaste erosivo causado por uma única partícula incidente (modo de impacto único), a literatura mostra que são os parâmetros da forma da onda (amplitude, freqüência, tempo de subida, etc) que quantificam com maior eficácia o mecanismo de remoção de material (Ferrer et al., 1999).
De forma preliminar, com o objetivo de estudar somente a porção atribuída ao fluido nos sinais de EA, testes de erosão foram realizados com gás, sem partículas erosivas, variando-se a velocidade do jato de ar (através do diâmetro do bocal) e o acabamento das amostras, notando diferenças sinais de EA coletados. O impacto de partículas erosivas nos sinais de EA será avaliado em trabalhos futuros.
2. PROCEDIMENTO EXPERIMENTAL
2.1. Superfícies Dos Corpos De Prova
Para os ensaios, foram usinados quatro corpos de prova na forma de chapas, em aço baixo carbono com dimensões de 120 x
100 x 5,5 mm. A área nominal de 12000 mm², onde ar comprimido atinge a superfície da amostra, é grande o suficiente para fixação do sensor de EA diretamente na parte de trás do corpo de prova, eliminando a necessidade de guia de onda para coletar os sinais. Para este estudo, foram inseridos quatro tipos de superfície nos corpos de prova: lixado, jateado, fresado e retificado. As condições de preparação dessas superfícies foram:
• Lixamento: processo manual, semelhante a uma preparação metalográfica. Lixamento (vai e vem) em uma direção usando papel abrasivo (lixa), granulometria 600 com abrasivos de óxido de alumínio;
• Jateamento: foi usado um equipamento manual (Blastibrás – BUE modelo 7870) com pressão na linha de 8 kgf/cm². O erosivo utilizado foi granalha de aço com tamanho variável (10 a 500 µ m);
• Retifica: O processo foi realizado em uma Máquina Retificadora com rebolo (ICDER – AA60 KG V2); • Fresamento: Este processo foi utilizado para obter um acabamento mais grosseiro comparado aos outros,
utilizando uma fresa de topo com ângulo de 15º. A morfologia do corpo de prova e sua rugosidade equivalente estimada Ra estão mostradas na Tabela 1.
Após a preparação das superfícies, os corpos de prova foram cobertos com vaselina para prevenir a formação de camada superficial de óxido. A caracterização morfológica dos corpos de prova foi realizada por microscopia eletrônica de varredura (MEV) com microscópio eletrônico Philips modelo XL30, utilizando sensores de elétrons secundários. A imagem do corpo de prova fresado foi obtida por um microscópio estereoscópico com ampliação de 6,3 x.
Exceto para o corpo de prova fresado, a determinação da rugosidade foi feita com três medidas em duas direções ortogonais (lixado e retificado). A superfície do corpo de prova jateado é isotrópica, então quatro medidas foram realizadas em direções aleatórias. Foi utilizado um medidor de rugosidade eletrônico modelo Surtronic 25 fabricado pela Taylor Hobson. O apalpador utilizado foi um cone de diamante com diâmetro de ponta de aproximadamente 5µ m. As condições de medição foram: lm = 4 mm, λc = 0,8 mm e filtros (polinomial de segundo grau e Gaussiano).
A tabela 1 apresenta as características dos corpos de prova ensaiados, mostrando a aparência visual (MEV) e os parâmetros de rugosidade. Os perfis de rugosidade submetidos (lixado e retificado) foram obtidos das medições tomadas na direção que cruza as ranhuras.
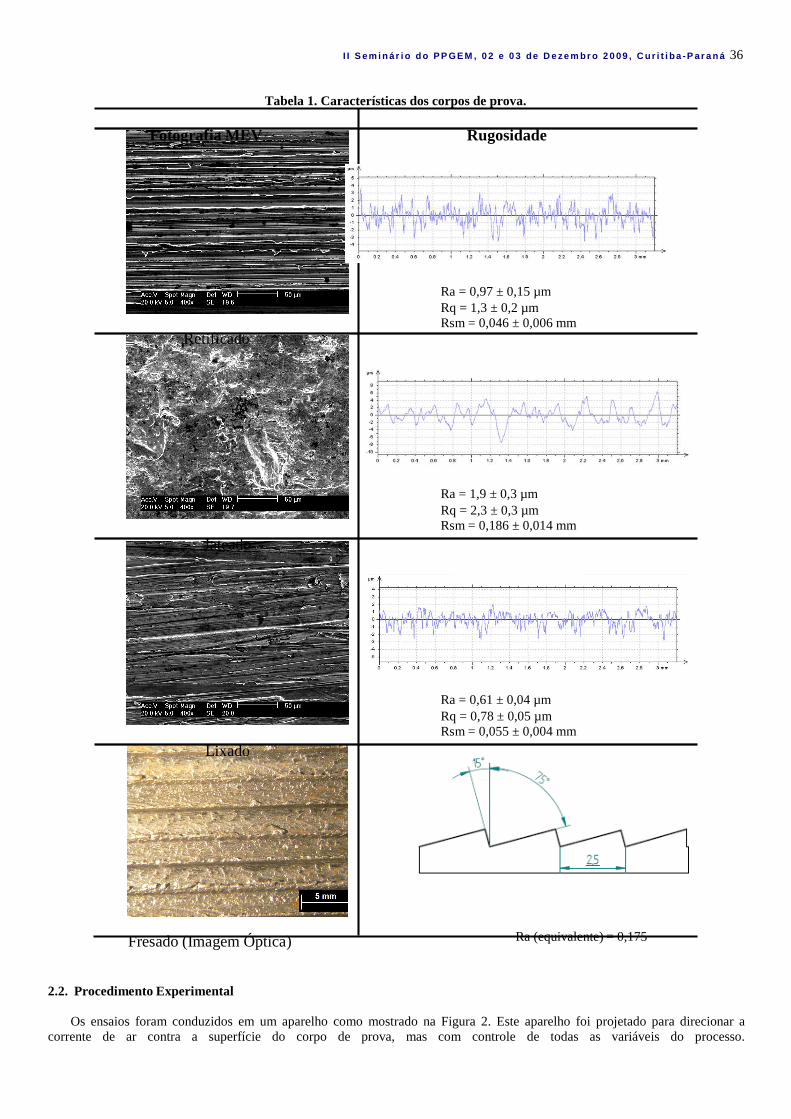
I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 36
Tabela 1. Características dos corpos de prova.
Fotografia MEV Rugosidade
Retificado
Jateado
Lixado
Ra = 0,97 ± 0,15 µm Rq = 1,3 ± 0,2 µm Rsm = 0,046 ± 0,006 mm
Ra = 1,9 ± 0,3 µm Rq = 2,3 ± 0,3 µm Rsm = 0,186 ± 0,014 mm
Ra = 0,61 ± 0,04 µm Rq = 0,78 ± 0,05 µm Rsm = 0,055 ± 0,004 mm
Fresado (Imagem Óptica)
Ra (equivalente) = 0,175
2.2. Procedimento Experimental
Os ensaios foram conduzidos em um aparelho como mostrado na Figura 2. Este aparelho foi projetado para direcionar a
corrente de ar contra a superfície do corpo de prova, mas com controle de todas as variáveis do processo.
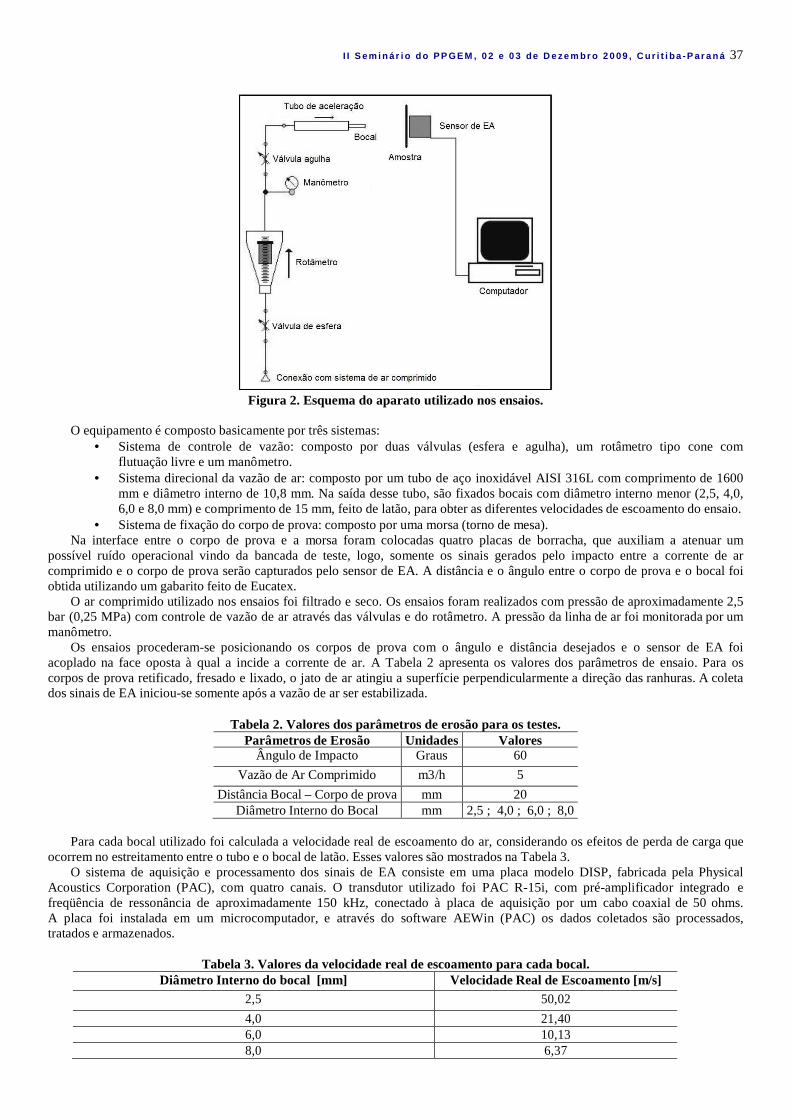
I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 37
Figura 2. Esquema do aparato utilizado nos ensaios.
O equipamento é composto basicamente por três sistemas:
• Sistema de controle de vazão: composto por duas válvulas (esfera e agulha), um rotâmetro tipo cone com flutuação livre e um manômetro.
• Sistema direcional da vazão de ar: composto por um tubo de aço inoxidável AISI 316L com comprimento de 1600 mm e diâmetro interno de 10,8 mm. Na saída desse tubo, são fixados bocais com diâmetro interno menor (2,5, 4,0, 6,0 e 8,0 mm) e comprimento de 15 mm, feito de latão, para obter as diferentes velocidades de escoamento do ensaio.
• Sistema de fixação do corpo de prova: composto por uma morsa (torno de mesa). Na interface entre o corpo de prova e a morsa foram colocadas quatro placas de borracha, que auxiliam a atenuar um
possível ruído operacional vindo da bancada de teste, logo, somente os sinais gerados pelo impacto entre a corrente de ar comprimido e o corpo de prova serão capturados pelo sensor de EA. A distância e o ângulo entre o corpo de prova e o bocal foi obtida utilizando um gabarito feito de Eucatex.
O ar comprimido utilizado nos ensaios foi filtrado e seco. Os ensaios foram realizados com pressão de aproximadamente 2,5 bar (0,25 MPa) com controle de vazão de ar através das válvulas e do rotâmetro. A pressão da linha de ar foi monitorada por um manômetro.
Os ensaios procederam-se posicionando os corpos de prova com o ângulo e distância desejados e o sensor de EA foi acoplado na face oposta à qual a incide a corrente de ar. A Tabela 2 apresenta os valores dos parâmetros de ensaio. Para os corpos de prova retificado, fresado e lixado, o jato de ar atingiu a superfície perpendicularmente a direção das ranhuras. A coleta dos sinais de EA iniciou-se somente após a vazão de ar ser estabilizada.
Tabela 2. Valores dos parâmetros de erosão para os testes.
Parâmetros de Erosão Unidades Valores Ângulo de Impacto Graus 60
Vazão de Ar Comprimido m3/h 5 Distância Bocal – Corpo de prova mm 20
Diâmetro Interno do Bocal mm 2,5 ; 4,0 ; 6,0 ; 8,0 Para cada bocal utilizado foi calculada a velocidade real de escoamento do ar, considerando os efeitos de perda de carga que
ocorrem no estreitamento entre o tubo e o bocal de latão. Esses valores são mostrados na Tabela 3. O sistema de aquisição e processamento dos sinais de EA consiste em uma placa modelo DISP, fabricada pela Physical
Acoustics Corporation (PAC), com quatro canais. O transdutor utilizado foi PAC R-15i, com pré-amplificador integrado e freqüência de ressonância de aproximadamente 150 kHz, conectado à placa de aquisição por um cabo coaxial de 50 ohms. A placa foi instalada em um microcomputador, e através do software AEWin (PAC) os dados coletados são processados, tratados e armazenados.
Tabela 3. Valores da velocidade real de escoamento para cada bocal.
Diâmetro Interno do bocal [mm] Velocidade Real de Escoamento [m/s]
2,5 50,02 4,0 21,40 6,0 10,13 8,0 6,37

I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 38
O monitoramento por EA foi realizado acoplando o transdutor piezelétrico diretamente ao corpo de prova utilizando um
acoplador magnético para fixação e graxa como uma interface entre o transdutor e o corpo de prova (acoplante). A Figura 3 representa o esquema de montagem do sensor no corpo de prova. A verificação de sua eficiência foi feita pelo sinal de resposta à quebra de uma mina de grafite (dureza 2H) na superfície do corpo de prova. Este procedimento foi adotado conforme indicado na norma ASTM E 2075.
A placa de EA tem uma capacidade limitada de aquisição e processamento de sinais e, alguns ajustes foram necessários para evitar a saturação da placa e conseqüente perda de sinais durante os ensaios. O parâmetro a ser ajustado é o limiar de referência (Threshold). Este parâmetro funciona como um filtro passa alta de amplitude. Somente sinais que tem picos de amplitude com valores acima do limiar serão coletados e parametrizados pelo sistema de EA. Para cada bocal e corpo de prova utilizados nos ensaios foi determinado um valor ótimo para o limiar de referência. A Figura 4 apresenta os parâmetros de uma onda de EA.
Figura 3. Transdutor de EA Figura 4. Características da onda de EA.
A coleta dos sinais de EA foi realizada por aproximadamente 1 minuto para cada condição de ensaio e foram realizados 5
ensaios para cada par bocal/corpo de prova, coletando valores de contagem, amplitude e RMS (Root Mean Square). A Equação 1 refere-se ao parâmetro RMS, que representa a média quadrática do sinal.
x RMS = n
.∑ xi n i =1
(1)
onde: x representa os valores de tensão do sinal, e n é o número de valores coletado em um sinal.
3. RESULTADOS E DISCUSSÃO Neste trabalho, no qual variou-se a superfície dos corpos de prova e a velocidade de escoamento do ar comprimido para cada
ensaio, o valor do limiar de referência foi empiricamente definido em decibel (dB). A determinação do limiar é baseada no fato de que pode ocorrer saturação na coleta dos sinais quando utilizados valores relativamente baixos para o threshold, assim o sistema não é capaz de processar todos os sinais coletados pelo sensor. Portanto, os valores estabelecidos para cada ensaio foram ligeiramente superiores ao limite de saturação.
O fenômeno da saturação dos sinais pode ser caracterizado através da interface gráfica do software, por parâmetros acústicos como RMS e Contagem (Figura 4). A Figura 5 apresenta dois gráficos demonstrando tais exemplos. No gráfico “RMS x TIME”, a saturação é caracterizada por uma linha pontilhada, indicando uma forte redução na taxa de coleta dos sinais. Na Figura 5 (a) os sinais indicados pelo número 1 são provenientes da quebra da mina de grafite no corpo de prova quando não havia saturação na gravação dos sinais. Os sinais representados pelo número 2 foram gerados da mesma maneira, porém com o fenômeno de saturação presente. Nota-se que os sinais representados pelo número 2 tem um maior valor de contagem que os de número 1.
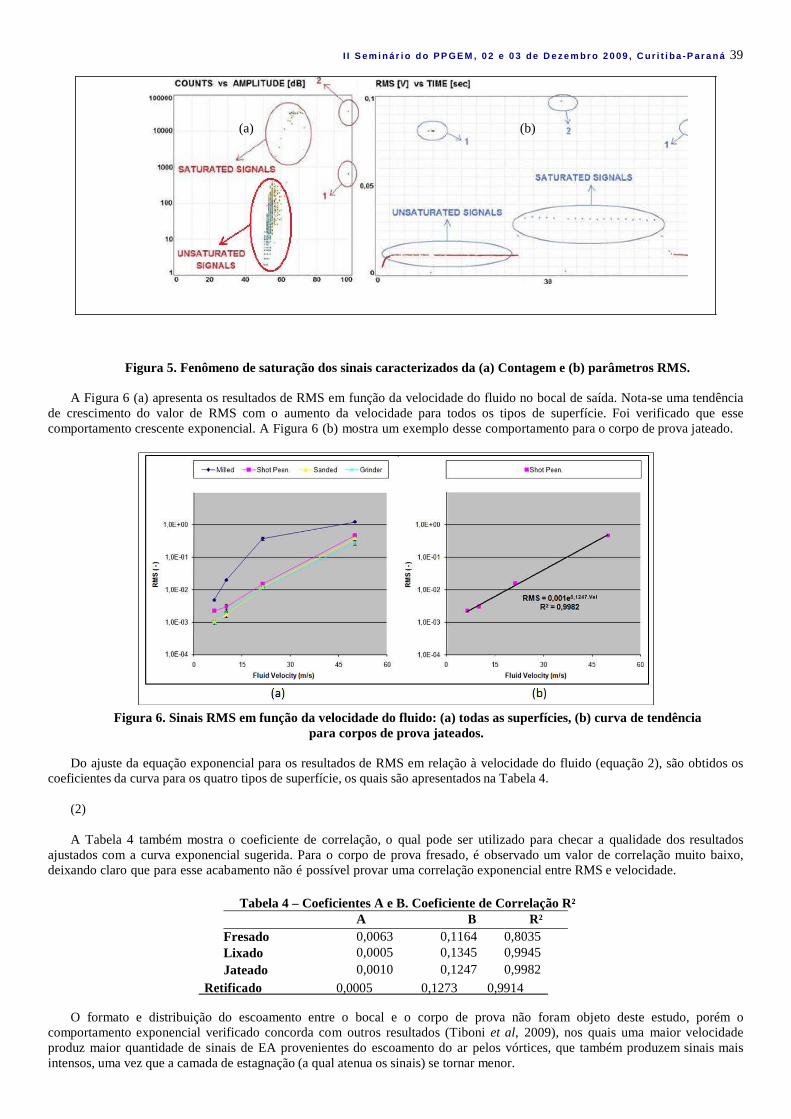
I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 39
(a) (b)
Figura 5. Fenômeno de saturação dos sinais caracterizados da (a) Contagem e (b) parâmetros RMS. A Figura 6 (a) apresenta os resultados de RMS em função da velocidade do fluido no bocal de saída. Nota-se uma tendência
de crescimento do valor de RMS com o aumento da velocidade para todos os tipos de superfície. Foi verificado que esse comportamento crescente exponencial. A Figura 6 (b) mostra um exemplo desse comportamento para o corpo de prova jateado.
Figura 6. Sinais RMS em função da velocidade do fluido: (a) todas as superfícies, (b) curva de tendência
para corpos de prova jateados. Do ajuste da equação exponencial para os resultados de RMS em relação à velocidade do fluido (equação 2), são obtidos os
coeficientes da curva para os quatro tipos de superfície, os quais são apresentados na Tabela 4. (2) A Tabela 4 também mostra o coeficiente de correlação, o qual pode ser utilizado para checar a qualidade dos resultados
ajustados com a curva exponencial sugerida. Para o corpo de prova fresado, é observado um valor de correlação muito baixo, deixando claro que para esse acabamento não é possível provar uma correlação exponencial entre RMS e velocidade.
Tabela 4 – Coeficientes A e B. Coeficiente de Correlação R²
A B R² Fresado 0,0063 0,1164 0,8035 Lixado 0,0005 0,1345 0,9945 Jateado 0,0010 0,1247 0,9982
Retificado 0,0005 0,1273 0,9914 O formato e distribuição do escoamento entre o bocal e o corpo de prova não foram objeto deste estudo, porém o
comportamento exponencial verificado concorda com outros resultados (Tiboni et al, 2009), nos quais uma maior velocidade produz maior quantidade de sinais de EA provenientes do escoamento do ar pelos vórtices, que também produzem sinais mais intensos, uma vez que a camada de estagnação (a qual atenua os sinais) se tornar menor.

I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 40
RM
S (
- )
O efeito da rugosidade e a velocidade do fluido (que é o inverso do quadrado do diâmetro do bocal) quando comparadas apresentam comportamento similar àquelas provenientes do diagrama de Moody, que é especifico para escoamento interno (Fox et al. 2004). A rugosidade da amostra se torna mais relevante quando o diâmetro do bocal diminui. Este comportamento da rugosidade relativa pode ser observado na Figura 7, onde as diferenças entre os sinais de diferentes acabamentos crescem com a redução do diâmetro do bocal (aumento da velocidade).
1,4
Milled Shot Peen. Sanded Grinded
1,2
1,0
0,8
0,6
0,4
0,2
0,0
0 0,05 0,1 0,15 0,2
1/d2 (mm -2)
Figura 7. RMS versus o inverso do diâmetro para quatro tipos corpo de prova.
Similar aos resultados obtidos para o parâmetro RMS, a amplitude também apresenta uma tendência de crescimento com o aumento da velocidade do fluido. Entretanto, como visto na Figura 8 ( a e b), esse crescimento é melhor ajustado para uma função linear.
(a) (b)
Figura 8. Sinais de amplitude em função da velocidade do fluido: (a) todas as superfícies, (b) linha de
tendência para os corpos de prova retificados. Da equação de ajuste linear linha de tendência para os resultados de amplitude em função da velocidade do fluido (equação
3), são obtidos os coeficientes lineares para os quatro tipo de superfície, mostrados na Tabela 5. Nota-se um coeficiente de correlação (R²) satisfatório para os acabamentos mais finos.
(3)
Tabela 5. Coeficientes lineares A e B. Coeficiente de correlação R²
A B R² Fresado 0,8375 54,135 0,8285 Lixado 1,1632 25,508 0,9941 Jateado 1,0924 30,465 0,9889
Retificado 1,1036 26,095 0,9933

I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 41 Esta analise matemática, através da correção do coeficiente das funções lineares, mostra a eficiência do modelo para
reproduzir uma situação real, desde que o valor do coeficiente esteja na faixa correspondente ao ruído do ambiente (25 a 31 dB). Em outras palavras, para a velocidade do ar igual a zero, o sensor de EA poderia detectar somente sinais do ruído do ambiente.
4. CONCLUSÃO
Com os resultados apresentados acima, é possível concluir que: - Devido ao grande número de sinais gerados pelo escoamento do fluido sobre as superfícies estudadas, torna-se necessário o
controle preciso do limiar de referência; - Ambos os sinais, RMS e Amplitude, mostraram uma tendência crescente para a velocidade do fluido. No caso do RMS a tendência era exponencial, porem para amplitude linear; - A alta turbulência do fluido ao escoar sobre a superfície fresada gerou sinais de EA que não apresentaram o mesmo
comportamento percebido para as outras superfícies estudadas.
5. AGRADECIMENTOS Os autores desejam agradecer o Instituto de Tecnologia para o Desenvolvimento (LACTEC), o Programa de pós Graduação
em Engenharia Mecânica e Materiais (PPGEM) e o projeto “Desenvolvimento de equipe técnica no uso de técnica de emissão acústica para solucionar problemas do setor energético” – acordo UTFPR / LACTEC / COPEL.
6. REFERÊNCIAS
ASSY, T. M. Mecânica dos fluidos. Ed. Grêmio Politécnico, v. 2, p. 96, 1981. ASTM E 2075 – 05. Standard Practice for Verifying the Consistency of AE-Sensor Response Using an Acrylic Rod, 2005. FERES FILHO, P. Monitoramento de fundos de tanques atmosféricos através da técnica de emissão acústica. PASA, 4p., 2002. FERRER, F.; IDRISSI, H.; MAZILLE, H.; FLEISCHMANN, P.; LABEEUW, P. On the potential of acoustic emission for the
characterization and understanding of mechanical demaging during abrasion – corrosion processes. Wear, v. 231, p. 108-115, mar. 1999.
LI, C. J.; LI, S. Y. Acoustic emission analysis for bearing condition monitoring. Wear, v. 185, p. 67-74, jan. 1995. MILLER, R.K., POLLOCK, A. A., WATTS D. J., CARLYLE J. M., TAFURI A. N., YEZZI JR., J. J. A reference standard for the development of acoustic emission pipeline leak detection techniques. NDT&E International 32, p. 1–8, 1999.
MOMBER, A. W.; MOHAN, R. S.; KOVACEVIC, R. On-line analysis of hydro-abrasive erosion of pre-cracked materials by acoustic emission. Theoretical and applied fracture mechanics, v. 31, p. 1-17, 1999.
NDT Resource Center. Informations about the Acoustic Emission testing. Available at: http://www.ndt- ed.org/EducationResources/CommunityCollege/Other%20Methods/AE/AE_Index.htm (23 jan. 2009).
RAVINDRA, H. V.; SRINIVASA, Y. G.; KRISHNAMURTHY, R. Acoustic emission for tool condition monitoring in metal cutting. Wear, v. 212, p. 78-84, jun. 1997.
T. DENG, M.S. BINGLEYA, M.S.A. BRADLEY, S.R. DE SILVA. A comparison of the gas-blast and centrifugal- accelerator erosion testers: The influence of particle dynamics. Wear 265, p. 945–955, 2008.
ZHANG, L.; SAZONOV, V.; KENT, J.; DIXON, T.; NOVOZHILOV, V. Analysis of boiler-tube erosion by the technique of acoustic emission – Part I. Mechanical erosion. Wear, v. 250, p. 762-769, 2001.
FOX, R.W., MCDONALD, A.T. and PRITCHARD, P.J.; “ Introdução à Mecânica dos Fluidos”, LTC, 6 ed. ,2004. TIBONI, G.B.; MELLO, G.D.; MOURA, N.C.; SANTA MARIA, V.A.R.; MARQUARDT, T.A.S.; SILVA, C.H. Emissão
Acústica em ensaios de erosão: estudo do efeito do acabamento superficial. ABM´2009, 11p. 2009.
7. DIREITOS AUTORAIS Os autores são os únicos responsáveis pelo conteúdo do material impresso incluído no seu trabalho.

42
Programa de Pós Graduação em Engenhar ia Mecânica e de Mater ia is
II SEMINÁRIO ANUAL DO PROGRAMA DE PÓS -GRADUAÇÃO EM ENGENHARIA MECÂNICA E DE MATERIAIS
02 e 03 de Dezembro de 2009 – Curitiba – Paraná - B rasil
PRODUÇÃO DE ADSORVENTES MICROPOROSOS EMPREGANDO-SE ZEÓLITA EXAURIDA E AMIDO DE MANDIOCA PARA VERIFICAR A VIABILIDADE NA REMOÇÃO DE METAIS EM SOLUÇÃO AQUOSA
Márcia Capudi, [email protected]
1 Universidade Tecnológica Federal do Paraná, Av. Sete de Setembro, 3165, Curitiba/PR, Brasil 80230-901 Resumo: É de grande interesse a necessidade do desenvolvimento de materiais de baixo custo como uma alternativa em tratamentos para remoção de contaminantes inorgânicos em águas. Neste trabalho é relatada a preparação de novos materiais a partir de zeólita exaurida de processo de craqueamento catalítico de leito fluidizado (FCC) e amido de mandioca (araruta) de marca comercial, visando a produção de adsorventes capazes de remover íons Cu2+, Ni2+, Cd2+, Cr3+ em solução aquosa. O trabalho consistiu em produzir vários adsorventes em diferentes condições, com e sem ativação ácida, com carbonização em duas diferentes temperaturas e adição de amido de mandioca a zeólita exaurida em duas proporções. Os materiais obtidos foram caracterizados pelo número de iodo, acidez, cinzas, espectrometria de infravermelho, difração de raios-x e microscopia eletrônica de varredura. O material (zeólita) foi testado com relação a sua solubilidade e lixiviação. Na seqüência, foi escolhido o adsorvente de maior rendimento com relação à microporosidade. Foram então feitas avaliações na capacidade de adsorção de metais da zeólita exaurida, do adsorvente mais microporoso e de um carvão em pó comercial como material referência. Variou-se o pH (4, 7 e 9) do meio adsortivo para verificar sua influência na capacidade de adsorção de metais. Na produção dos materiais adsorventes, empregou-se planejamento fatorial com três variáveis: temperatura (500ºC, 650ºC e 700ºC), % H3PO4 (0%, 15% e 30%) e proporção amido: zeólita (30:70, 50:50, 40:60), obtendo-se oito condições para se produzir oito adsorventes. Utilizou-se um planejamento fatorial 23 com dois pontos centrais para controle estatístico do processo, totalizando 10 experimentos. O aumento de microporosidade com ativação ácida, a temperatura e amido na composição da zeólita, bem como a variação de pH do meio adsortivo possibilitou favorecimento na capacidade de sorção do adsorvente produzido. Palavras-chave: adsorção, zeólita, microporosidade, amido, metais.
1. INTRODUÇÃO
A crescente demanda por produtos altamente purificados requer desenvolvimento tecnológico dos métodos de separação
juntamente com a compreensão dos processos físicos e químicos que ocorrem. O tratamento da maioria dos contaminantes inorgânicos é mais comum e possível através de processos físico- químicos, os
quais visam à remoção dos contaminantes pela alteração das propriedades físico-químicas das águas residuárias (Magee et. al , 1993).
A remoção de cátions metálicos é uma tarefa que exige alto custo do tratamento, o qual inclui a precipitação, tratamento por membranas e o tratamento por resinas.
Atualmente, os materiais são utilizados principalmente nos métodos de separação e purificação são adsorventes porosos à base de zeólitos e a natureza carbonácea.
A estrutura microporosa desses materiais permite a separação com base em tamanho e / ou a forma das moléculas, além da carga da superfície do adsorvente como ocorre de forma bastante significativa no caso da zeólita.
Os materiais carbonosos são desenvolvidos a partir de: seletividade para a forma (moléculas planares), hidrofobicidade, alta resistência em meio ácido e alcalino e estabilidade térmica em temperaturas superior em uma atmosfera inerte (Guo et. al , 2002).
Os materiais carbonáceos podem ser obtidos a partir do carvão, biomassa e materiais sintéticos. O uso de produtos secundários de diferentes processos industriais é uma opção recomendada, não só do ponto de vista ambiental, mas também
economicamente. A zeólita exaurida do processo de craqueamento catalítico é um subproduto abundante nas refinarias de petróleo, podendo ser usada como um material precursor na produção de um adsorvente carbonoso como os carvões ativados.A zeólita como um precursor de um adsorvente carbonoso foi preparado pela ativação física em
mufla e ativação química com ácido fosfórico, com o objetivo de aumentar a microporosidade dos adsorventes produzidos em diferentes condições de ativação e diferentes proporções zeólita-amido.
Foram feitas análises de caracterização prévia dos adsorventes produzidos como: número de iodo, cinzas e pH. E, análises complementares de caracterização (MEV, IR, Difração Raios-X) com o adsorvente que apresentou a maior microporosidade, a zeólita exaurida e um carvão ativado em pó de marca comercial.
2. MATERIAIS E MÉTODOS

I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 43
2.1. Preparo do Precursor As matérias-primas empregadas na produção dos adsorventes foram: a zeólita exaurida do processo de Craqueamento
Catalítico Fluido (FCC) de refinaria de petróleo, como material precursor e o amido de mandioca (araruta) de marca comercial. Duas proporções (para 100g de amostra) amido: zeólita foram adotadas (30g:70g) e (50g:50g). Essas proporções foram misturadas com 70 mL de água destilada para formar uma pasta, a qual foi seca em estufa a 150 ºC por 3h.
2.2. Carbonização
A mistura seca em estufa foi resfriada e moída em moinho de facas e peneirada em malha de 100 Mesh. O material peneirado foi pesado em cápsula de porcelana previamente tarada. Posteriormente, a amostra foi carbonizada em mufla com ausência de oxigênio por 2h. Colocou-se uma cápsula de porcelana invertida para evitar entrada de oxigênio durante ativação térmica. Na seqüência, a amostra foi resfriada e pesada para cálculo do rendimento e acondicionada em embalagens de vidro bem vedadas, guardadas ao abrigo de luz e umidade e empregada durante a realização desse trabalho. Esse procedimento foi feito para produção de quatro adsorventes e mais um adsorvente como ponto central, variando proporção de amido:zeólita (30:70) e (50:50) e temperatura (500, 650 e 700 ºC).
2.3. Ativação Ácida
Para esse procedimento adotou-se uma concentração de ácido fosfórico de 30%. Concentrações superiores não foram utilizadas
devido à alta periculosidade inerente ao seu uso e complexidade de manipulação. Antes de iniciar o processo efetivo de ativação pesaram-se as amostras, cerca de 30g cada. Cada uma das amostras foi
colocada em contato com 100 mL do ácido fosfórico 30%. Na amostra para o ponto central utilizou-se ácido fosfórico a 15%. A mistura do material e do ácido foi mantida em agitação constante durante duas horas em incubadora shaker a 150 rpm, a temperatura ambiente (25 ± 2 ºC).
Os adsorventes provenientes da ativação ácida foram inicialmente filtrados a vácuo por membrana (45 µm), visando à retirada do maior excedente de ácido. O material foi então levado à estufa a 150 ºC até a evaporação de toda a água presente na amostra. Na seqüência, foi iniciada a segunda etapa, a da ativação térmica até carbonização. As temperaturas empregadas foram: 500ºC, 650ºC e 700ºC em forno de mufla por duas horas. Após o processo de carbonização, as amostras foram colocadas em dessecador até resfriamento, quando então o material foi lavado com água em abundância para remover o excesso de ácido. Concluiu-se o processo de lavagem até que as amostras ficassem em pH neutro. O material foi então levado à estufa a 150 ºC por 2h até secura total.
3. CARACTERIZAÇÃO DOS ADSORVENTES
3.1 Porosidade
A microporosidade dos adsorventes foi avaliada através do índice de iodo. O índice de iodo é um indicativo da microporosidade do adsorvente, mostrando a capacidade do material em reter moléculas pequenas como o iodo (I2). É definido como a massa de iodo em miligramas que pode ser adsorvida em 1g do referido material. Esta determinação é um parâmetro de qualidade na comercialização dos carvões ativados. Normalmente quanto maior o número de iodo, maior é o valor agregado ao material adsorvedor.
3.2 Morfologia e Cristalinidade
A determinação mineralógica por Difração de Raios-X (DRX) será realizada utilizando-se o método do pó, aquecido a 550ºC, com difratômetro PHILIPS ANALYTICAL, modelo PW 1830 (Tubo de raios-x de difração foco longo, PW 2273/20 e Goniômetro vertical com geometria THETA/2 THETA PW 3020/00).
Na interpretação dos resultados será aplicado o software X´Pert HighScore, da Philips, onde o difratograma obtido é comparado com cerca de 140.000 substâncias cristalinas de um banco de dados da International Committee on Powder Diffraction Data (ICPDD).
Foram avaliados critérios como forma, morfologia, tamanho dos cristais e distribuição dos poros através da Microscopia Eletrônica de Varredura. Para a realização das microfotografias, as mesmas amostras serão metalizadas com ouro em metalizador Baltec, modelo SCD005, com vistas a tornar condutora sua superfície e então analisadas em Microscópio Eletrônico de Varredura PHILIPS modelo XR30, com magnificações de 100x, 300x, 550x, 1000x e 3500x.
3.3 Análise Estrutural
Os espectros de infravermelho para a análise estrutural foram obtidos usando um espectrofotômetro com transformada de Fourier, marca BOMEM, modelo MB100, em resolução de 4 cm-1, na faixa de 5000-500 cm-1, no modo transmitância, sem uso de vácuo, com detector tipo DTGS, ganho 1.
As amostras foram preparadas através da técnica de confecção de pastilhas em KBr (brometo de potássio). Foram preparadas soluções sólidas misturando-se aproximadamente 1% de amostra para 99% de KBr. As pastilhas foram confeccionadas submetendo-se essa mistura à pressão de cerca de oito toneladas durante 10 minutos, em acessório apropriado.
4. ENSAIOS DE ADOSRÇÃO
4.1. Avaliação Cinética
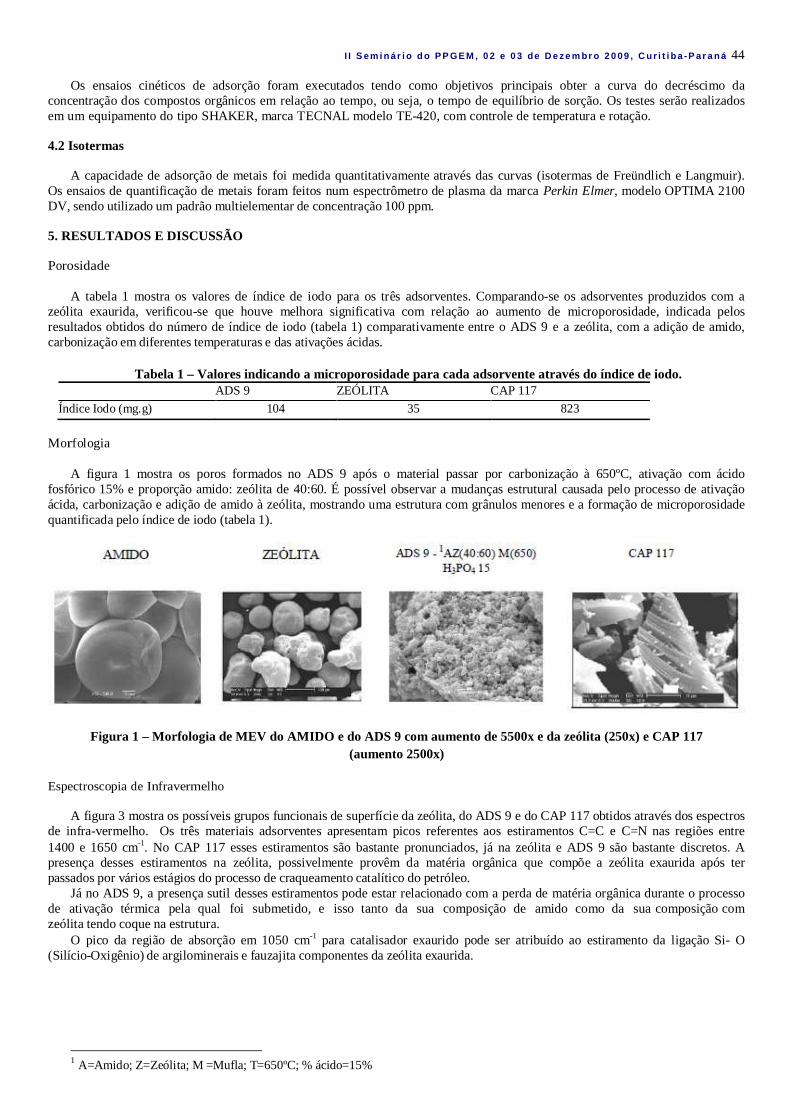
I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 44 Os ensaios cinéticos de adsorção foram executados tendo como objetivos principais obter a curva do decréscimo da
concentração dos compostos orgânicos em relação ao tempo, ou seja, o tempo de equilíbrio de sorção. Os testes serão realizados em um equipamento do tipo SHAKER, marca TECNAL modelo TE-420, com controle de temperatura e rotação.
4.2 Isotermas
A capacidade de adsorção de metais foi medida quantitativamente através das curvas (isotermas de Freündlich e Langmuir). Os ensaios de quantificação de metais foram feitos num espectrômetro de plasma da marca Perkin Elmer, modelo OPTIMA 2100 DV, sendo utilizado um padrão multielementar de concentração 100 ppm.
5. RESULTADOS E DISCUSSÃO
Porosidade
A tabela 1 mostra os valores de índice de iodo para os três adsorventes. Comparando-se os adsorventes produzidos com a zeólita exaurida, verificou-se que houve melhora significativa com relação ao aumento de microporosidade, indicada pelos resultados obtidos do número de índice de iodo (tabela 1) comparativamente entre o ADS 9 e a zeólita, com a adição de amido, carbonização em diferentes temperaturas e das ativações ácidas.
Tabela 1 – Valores indicando a microporosidade para cada adsorvente através do índice de iodo.
ADS 9 ZEÓLITA CAP 117 Índice Iodo (mg.g) 104 35 823
Morfologia
A figura 1 mostra os poros formados no ADS 9 após o material passar por carbonização à 650ºC, ativação com ácido
fosfórico 15% e proporção amido: zeólita de 40:60. É possível observar a mudanças estrutural causada pelo processo de ativação ácida, carbonização e adição de amido à zeólita, mostrando uma estrutura com grânulos menores e a formação de microporosidade quantificada pelo índice de iodo (tabela 1).
1
Figura 1 – Morfologia de MEV do AMIDO e do ADS 9 com aumento de 5500x e da zeólita (250x) e CAP 117 (aumento 2500x)
Espectroscopia de Infravermelho
A figura 3 mostra os possíveis grupos funcionais de superfície da zeólita, do ADS 9 e do CAP 117 obtidos através dos espectros
de infra-vermelho. Os três materiais adsorventes apresentam picos referentes aos estiramentos C=C e C=N nas regiões entre 1400 e 1650 cm-1. No CAP 117 esses estiramentos são bastante pronunciados, já na zeólita e ADS 9 são bastante discretos. A presença desses estiramentos na zeólita, possivelmente provêm da matéria orgânica que compõe a zeólita exaurida após ter passados por vários estágios do processo de craqueamento catalítico do petróleo.
Já no ADS 9, a presença sutil desses estiramentos pode estar relacionado com a perda de matéria orgânica durante o processo de ativação térmica pela qual foi submetido, e isso tanto da sua composição de amido como da sua composição com zeólita tendo coque na estrutura.
O pico da região de absorção em 1050 cm-1 para catalisador exaurido pode ser atribuído ao estiramento da ligação Si- O (Silício-Oxigênio) de argilominerais e fauzajita componentes da zeólita exaurida.
1 A=Amido; Z=Zeólita; M =Mufla; T=650ºC; % ácido=15%
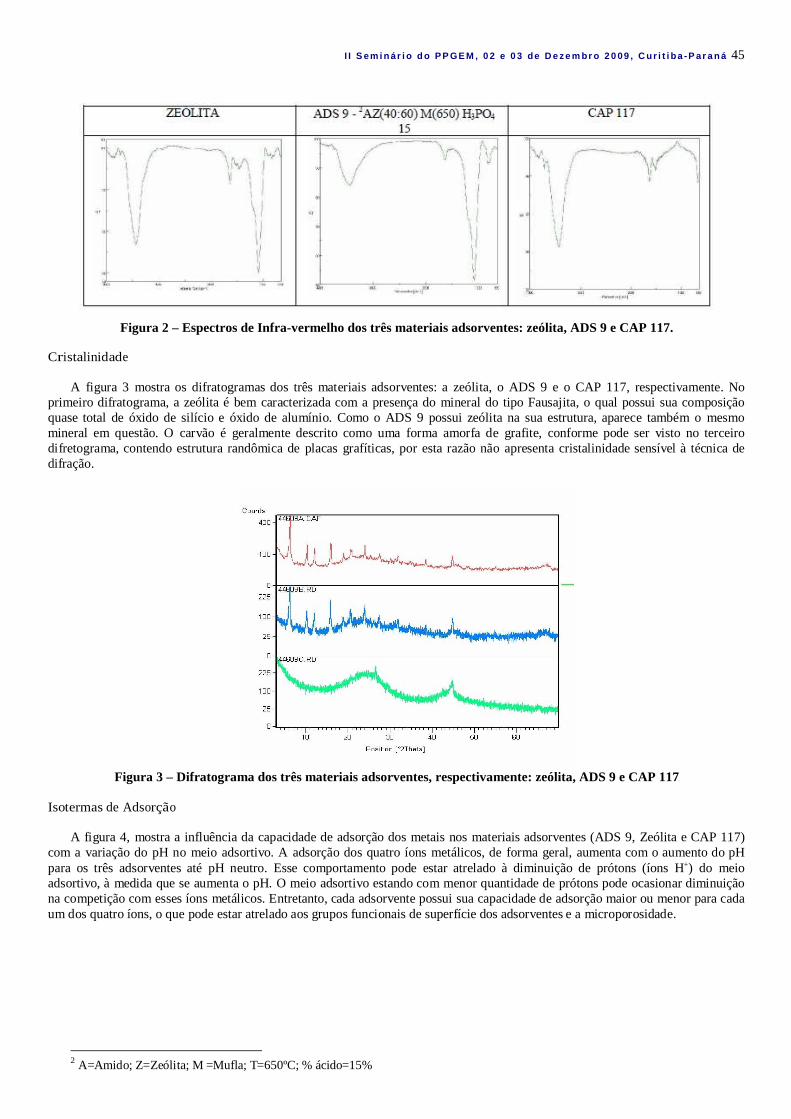
I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 45
2
Figura 2 – Espectros de Infra-vermelho dos três materiais adsorventes: zeólita, ADS 9 e CAP 117.
Cristalinidade A figura 3 mostra os difratogramas dos três materiais adsorventes: a zeólita, o ADS 9 e o CAP 117, respectivamente. No
primeiro difratograma, a zeólita é bem caracterizada com a presença do mineral do tipo Fausajita, o qual possui sua composição quase total de óxido de silício e óxido de alumínio. Como o ADS 9 possui zeólita na sua estrutura, aparece também o mesmo mineral em questão. O carvão é geralmente descrito como uma forma amorfa de grafite, conforme pode ser visto no terceiro difretograma, contendo estrutura randômica de placas grafíticas, por esta razão não apresenta cristalinidade sensível à técnica de difração.
Figura 3 – Difratograma dos três materiais adsorventes, respectivamente: zeólita, ADS 9 e CAP 117
Isotermas de Adsorção A figura 4, mostra a influência da capacidade de adsorção dos metais nos materiais adsorventes (ADS 9, Zeólita e CAP 117)
com a variação do pH no meio adsortivo. A adsorção dos quatro íons metálicos, de forma geral, aumenta com o aumento do pH para os três adsorventes até pH neutro. Esse comportamento pode estar atrelado à diminuição de prótons (íons H+) do meio adsortivo, à medida que se aumenta o pH. O meio adsortivo estando com menor quantidade de prótons pode ocasionar diminuição na competição com esses íons metálicos. Entretanto, cada adsorvente possui sua capacidade de adsorção maior ou menor para cada um dos quatro íons, o que pode estar atrelado aos grupos funcionais de superfície dos adsorventes e a microporosidade.
2 A=Amido; Z=Zeólita; M =Mufla; T=650ºC; % ácido=15%

I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 46
Figura 4 – Isoterma de adsorção dos três materiais adsorventes mostrando a variação da quantidade de metais adsorvido
com a variação de pH.
6. CONCLUSÕES E RECOMENDAÇÕES
Os três materiais adsorventes demonstraram potencial capacidade para a sorção de metais em solução aquosa. O CAP 117
é o adsorvente de referência e indicado para remoção de metais, por isso demonstrou o melhor comportamento de uma forma geral. O ADS 9 teve melhor desempenho quando comparado à zeólita exaurida pura. Isto pode estar relacionado por possuir maior microporosidade com relação à zeólita e por ter grupos carbono- hidrogênio de superfície os quais podem favorecer a sorção físico-química de espécies de carga positiva como os metais. O objetivo de desenvolver um material de baixo custo, empregando-se um material exaurido como opção no tratamento de contaminantes metálicos, foi alcançado. Porém, é necessário realizar outros estudos que complementem a pesquisa em questão.
7. REFERÊNCIAS
MAGEE, J. S., MITCHELL, M. M. Origin, Development and scope of FCC catalyst Amos A. Avidan Fluid Catalytic Cracking and Technology – Chapter 1, Studies in Surface Science and Catalysts, Vol. 76, 1993.
GUO, Y.P., YANG, S.F., YU, K.F., et al. The preparation and mechanism studies of rice husk based porous carbon. Materials Chemistry and Physics, 2002. 74(3): p. 320-323.
47
Programa de Pós Graduação em Engenhar ia Mecânica e de Mater ia is
II SEMINÁRIO ANUAL DO PROGRAMA DE PÓS -GRADUAÇÃO EM ENGENHARIA MECÂNICA E DE MATERIAIS
02 e 03 de Dezembro de 2009 – Curitiba – Paraná - B rasil
ANÁLISE PARAMÉTRICA DA CONVECÇÃO NATURAL EM CAVIDAD E PREENCHIDA COM MEIO POROSO HETEROGÊNEO
Fernando César De Lai, [email protected] Silvio L. M. Junqueira, [email protected] Admilson T. Franco, [email protected] José L. Lage, [email protected]
1 Universidade Tecnológica Federal do Paraná, Av. Sete de Setembro, 3165, Curitiba/PR, Brasil 80230-901 2 Southern Methodist University – SMU, Dallas-TX 75275-0337, USA Resumo: O estudo dos fenômenos de transporte em meios porosos tem despertado interesse em diversas áreas da ciência e da engenharia. A grande complexidade na representação geométrica e dinâmica, presentes em escoamentos através de meios porosos reais, torna imperativo o desenvolvimento de modelos acurados para representar e descrever, com maior realidade, a influência das características termo-hidráulicas (porosidade, permeabilidade e condutividade térmica) sobre as interfaces dos diversos constituintes presentes nestes meios. Neste estudo, propõe-se modelar e simular numericamente o processo de convecção natural em cavidades porosas aquecidas lateralmente segundo uma abordagem “microscópica”, que utiliza um modelo heterogêneo, considerando os constituintes sólido e fluido separadamente, através de blocos sólidos (impermeáveis) quadrados, desconectados, condutores de calor e uniformemente distribuídos em um domínio preenchido com fluido. As equações governantes (massa, quantidade de movimento e energia), que regem a transferência de calor e a recirculação do fluido, são resolvidas com base no método dos volumes finitos. Resultados mostram os efeitos da variação do número de blocos, da porosidade do meio, da razão de condutividade térmica sólido-fluido e da intensificação de recirculação do fluido (associado ao número de Rayleigh), em relação ao número de Nusselt médio da fronteira aquecida. Expressões analíticas são obtidas para prever a interferência dos blocos sólidos sobre a região de empuxo adjacente as paredes isotermicamente ativas da cavidade, decorrente do aumento do número de blocos ou da redução da porosidade. Palavras-chave: Convecção Natural, Meios Porosos, Modelo Heterogêneo, Transferência de calor.
1. INTRODUÇÃO
Os fenômenos de transporte envolvendo a convecção natural em meios porosos têm despertado interesse em diversas áreas da
ciência e da engenharia, como por exemplo: mecânica dos solos, hidrologia, engenharia petrolífera, purificação de água, dispersão de poluentes, filtragem industrial, filtragem acústica, geração de energia, engenharia têxtil, refrigeração entre diversas outras áreas de atuação. Especificamente na indústria petrolífera, a busca por novas ferramentas de análise para auxiliar o desenvolvimento de inovações tecnológicas em atividades de exploração e produção de poços de petróleo e gás natural é de grande importância, principalmente devido as recentes descobertas de novas reservas naturais localizadas em águas ultra-profundas (e.g., camada pré-sal), refletidas em condições adversas de pressão e temperatura encontrados nos reservatórios.
A importância do estudo da transferência de calor e percolação em rocha fraturada para a indústria petrolífera é justificada pelo fato de que a maior parte da reserva mundial não explorada está contida em formações fraturadas, geralmente presentes em regiões subterrâneas (Beydoun, 1998). As fraturas, observadas em processos de engenharia, geotécnica e hidrogeologia, podem atuar como condutores hidráulicos ao prover um caminho preferencial para a passagem do escoamento ou atuar como um obstáculo para o escoamento através dos reservatórios. Em processos de perfuração de reservatórios são utilizados diferentes tipos de fluidos, que estão constantemente interagindo com a formação porosa. Estas interações somadas aos adversos gradientes de pressão dos poços podem originar a invasão desses fluidos através das fraturas, comprometendo a produtividade do poço. Por isso, o desenvolvimento de modelos acurados para representar e descrever, com maior precisão, as diversas características que estes meios apresentam, torna-se imperativo. Isto envolve a caracterização de propriedades termo-hidráulicas, que são fortemente influenciadas pelas interfaces dos diversos constituintes presentes nestes domínios.
O modelo heterogêneo, também denominado modelo contínuo ou microscópico, é basicamente constituído de duas fases contínuas, uma sólida e outra fluida, sendo que o balanço das equações governantes (massa, quantidade de movimento e energia) para cada constituinte é aplicado separadamente. O domínio poroso heterogêneo a ser investigado, implica em uma simplificação geométrica de um meio poroso real, sendo constituído de blocos sólidos (impermeáveis), quadrados, desconectados, condutores de calor e uniformemente distribuídos na cavidade preenchida com fluido.
Um dos primeiros trabalhos sobre a convecção natural em cavidades parcialmente preenchidas com blocos foi apresentado por House et al. (1990), que investigou os efeitos da convecção natural através da variação da condutividade térmica de um único bloco centralizado no interior de uma cavidade quadrada. Geometria similar foi estudada por Bhave (2006), que analisou a
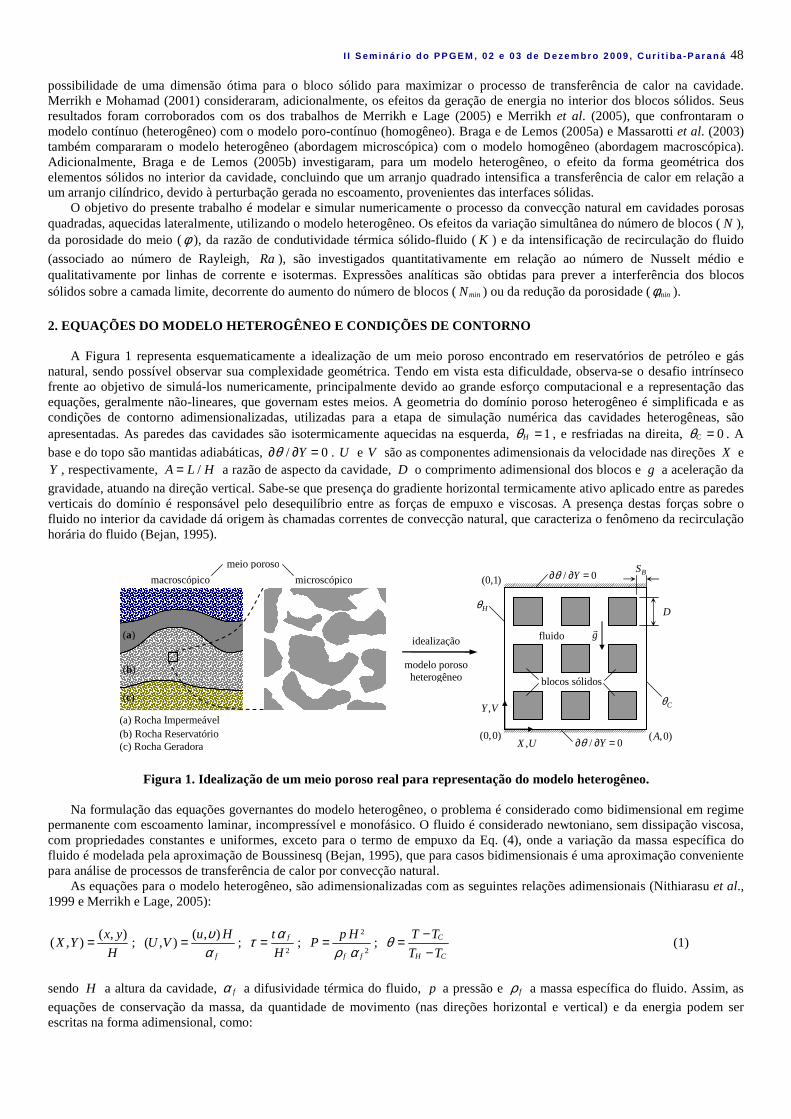
I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 48
possibilidade de uma dimensão ótima para o bloco sólido para maximizar o processo de transferência de calor na cavidade. Merrikh e Mohamad (2001) consideraram, adicionalmente, os efeitos da geração de energia no interior dos blocos sólidos. Seus resultados foram corroborados com os dos trabalhos de Merrikh e Lage (2005) e Merrikh et al. (2005), que confrontaram o modelo contínuo (heterogêneo) com o modelo poro-contínuo (homogêneo). Braga e de Lemos (2005a) e Massarotti et al. (2003) também compararam o modelo heterogêneo (abordagem microscópica) com o modelo homogêneo (abordagem macroscópica). Adicionalmente, Braga e de Lemos (2005b) investigaram, para um modelo heterogêneo, o efeito da forma geométrica dos elementos sólidos no interior da cavidade, concluindo que um arranjo quadrado intensifica a transferência de calor em relação a um arranjo cilíndrico, devido à perturbação gerada no escoamento, provenientes das interfaces sólidas.
O objetivo do presente trabalho é modelar e simular numericamente o processo da convecção natural em cavidades porosas quadradas, aquecidas lateralmente, utilizando o modelo heterogêneo. Os efeitos da variação simultânea do número de blocos (N ), da porosidade do meio (φ ), da razão de condutividade térmica sólido-fluido ( K ) e da intensificação de recirculação do fluido
(associado ao número de Rayleigh, Ra), são investigados quantitativamente em relação ao número de Nusselt médio e qualitativamente por linhas de corrente e isotermas. Expressões analíticas são obtidas para prever a interferência dos blocos sólidos sobre a camada limite, decorrente do aumento do número de blocos (minN ) ou da redução da porosidade (minφ ).
2. EQUAÇÕES DO MODELO HETEROGÊNEO E CONDIÇÕES DE CONTORNO
A Figura 1 representa esquematicamente a idealização de um meio poroso encontrado em reservatórios de petróleo e gás
natural, sendo possível observar sua complexidade geométrica. Tendo em vista esta dificuldade, observa-se o desafio intrínseco frente ao objetivo de simulá-los numericamente, principalmente devido ao grande esforço computacional e a representação das equações, geralmente não-lineares, que governam estes meios. A geometria do domínio poroso heterogêneo é simplificada e as condições de contorno adimensionalizadas, utilizadas para a etapa de simulação numérica das cavidades heterogêneas, são apresentadas. As paredes das cavidades são isotermicamente aquecidas na esquerda, 1Hθ = , e resfriadas na direita, 0Cθ = . A
base e do topo são mantidas adiabáticas, / 0Yθ∂ ∂ = . U e V são as componentes adimensionais da velocidade nas direções X e Y , respectivamente, /A L H= a razão de aspecto da cavidade, D o comprimento adimensional dos blocos e g a aceleração da
gravidade, atuando na direção vertical. Sabe-se que presença do gradiente horizontal termicamente ativo aplicado entre as paredes verticais do domínio é responsável pelo desequilíbrio entre as forças de empuxo e viscosas. A presença destas forças sobre o fluido no interior da cavidade dá origem às chamadas correntes de convecção natural, que caracteriza o fenômeno da recirculação horária do fluido (Bejan, 1995).
modelo poroso heterogêneo
idealização
(c) Rocha Geradora (b) Rocha Reservatório (a) Rocha Impermeável
(a)
(b)
(c)
blocos sólidos
/ 0Yθ∂ ∂ =
/ 0Yθ∂ ∂ =
gr
,X U
,Y V
Hθ
Cθ
D
(0,0) ( ,0)A
(0,1) BS
fluido
macroscópico microscópico
meio poroso
Figura 1. Idealização de um meio poroso real para representação do modelo heterogêneo. Na formulação das equações governantes do modelo heterogêneo, o problema é considerado como bidimensional em regime
permanente com escoamento laminar, incompressível e monofásico. O fluido é considerado newtoniano, sem dissipação viscosa, com propriedades constantes e uniformes, exceto para o termo de empuxo da Eq. (4), onde a variação da massa específica do fluido é modelada pela aproximação de Boussinesq (Bejan, 1995), que para casos bidimensionais é uma aproximação conveniente para análise de processos de transferência de calor por convecção natural.
As equações para o modelo heterogêneo, são adimensionalizadas com as seguintes relações adimensionais (Nithiarasu et al., 1999 e Merrikh e Lage, 2005):
( , )
( , )x y
X YH
= ; ( , )
( , )f
u HU V
υα
= ; 2
ft
H
ατ = ; 2
2f f
p HP
ρ α= ; C
H C
T T
T Tθ −=
− (1)
sendo H a altura da cavidade, fα a difusividade térmica do fluido, p a pressão e fρ a massa específica do fluido. Assim, as
equações de conservação da massa, da quantidade de movimento (nas direções horizontal e vertical) e da energia podem ser escritas na forma adimensional, como:
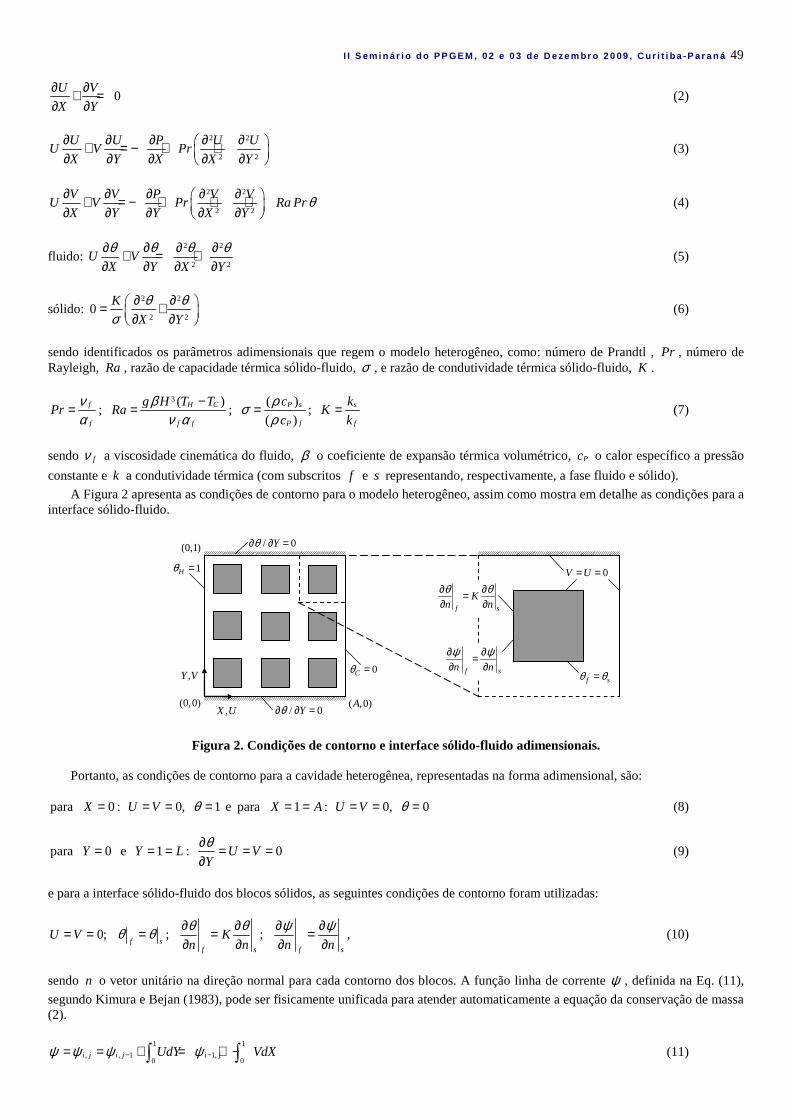
I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 49
0U V
X Y
∂ ∂+ =∂ ∂
(2)
2 2
2 2
U U P U UU V Pr
X Y X X Y
∂ ∂ ∂ ∂ ∂ + = − + + ∂ ∂ ∂ ∂ ∂ (3)
2 2
2 2
V V P V VU V Pr Ra Pr
X Y Y X Yθ∂ ∂ ∂ ∂ ∂ + = − + + + ∂ ∂ ∂ ∂ ∂
(4)
fluido: 2 2
2 2U V
X Y X Y
θ θ θ θ∂ ∂ ∂ ∂+ = +∂ ∂ ∂ ∂
(5)
sólido: 2 2
2 20
K
X Y
θ θσ
∂ ∂ = + ∂ ∂ (6)
sendo identificados os parâmetros adimensionais que regem o modelo heterogêneo, como: número de Prandtl , Pr , número de Rayleigh, Ra , razão de capacidade térmica sólido-fluido, σ , e razão de condutividade térmica sólido-fluido, K .
f
f
Prνα
= ; 3( )H C
f f
g H T TRa
βν α
−= ; ( )
( )P s
P f
c
c
ρσρ
= ; s
f
kK
k= (7)
sendo fν a viscosidade cinemática do fluido, β o coeficiente de expansão térmica volumétrico, Pc o calor específico a pressão
constante e k a condutividade térmica (com subscritos f e s representando, respectivamente, a fase fluido e sólido).
A Figura 2 apresenta as condições de contorno para o modelo heterogêneo, assim como mostra em detalhe as condições para a interface sólido-fluido.
/ 0Yθ∂ ∂ =
/ 0Yθ∂ ∂ =
,X U
,Y V
1Hθ =
0Cθ =
(0,0) ( ,0)A
(0,1)
0V U= =
f sθ θ=
f s
Kn n
θ θ∂ ∂=∂ ∂
f sn n
ψ ψ∂ ∂=∂ ∂
Figura 2. Condições de contorno e interface sólido-fluido adimensionais.
Portanto, as condições de contorno para a cavidade heterogênea, representadas na forma adimensional, são:
para 0 : 0, 1X U V θ= = = = e para 1 : 0, 0X A U V θ= = = = = (8)
para 0 e 1 : 0Y Y L U VY
θ∂= = = = = =∂
(9)
e para a interface sólido-fluido dos blocos sólidos, as seguintes condições de contorno foram utilizadas:
0; ; ; ,f s
f s f s
U V Kn n n n
θ θ ψ ψθ θ ∂ ∂ ∂ ∂= = = = =∂ ∂ ∂ ∂
(10)
sendo n o vetor unitário na direção normal para cada contorno dos blocos. A função linha de corrente ψ , definida na Eq. (11),
segundo Kimura e Bejan (1983), pode ser fisicamente unificada para atender automaticamente a equação da conservação de massa (2).
1 1
, , 1 1,0 0
i j i j i jUdY VdXψ ψ ψ ψ− −= = + = + −∫ ∫ (11)

I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 50
sendo , 1i jψ − o valor da função corrente no volume de controle abaixo, e 1,i jψ − o valor da função corrente no volume de controle a
esquerda. Os valores numéricos para as linhas de corrente são obtidos e mostrados em módulo para o menor valor encontrado no interior de uma cavidade, minψ . Por conveniência, na visualização dos resultados este valor será expresso por minψ ψ= , i.e.,
minψ ψ= . Nas paredes sólidas da cavidade 0ψ = .
O gradiente de temperatura adimensional médio, avNu , permite analisar quantitativamente a transferência de calor por
convecção que ocorre em uma superfície, de forma independente de sua coordenada. O número de Nusselt médio, avNu , pode ser
determinado através da integração do número de Nusselt local, LNu (obtido pelo balanço de energia em uma superfície, combinando a lei de Newton do resfriamento com a lei de Fourier, i.e., igualando os fluxos de convecção e condução), ao longo de uma superfície, ou através da definição /av av fNu h H k= . O coeficiente de transferência de calor médio, avh , pode ser obtido
pela expressão " / ( )av av H Ch q T T= − , sendo o fluxo de calor na parede quente dado por ":( / )av f av hq k T x= − ∂ ∂ . A análise da
transferência de calor através da cavidade é descrita pelo avNu na parede quente, considerando que este deve ser o mesmo para a parede fria, devido às condições adiabáticas na base e no topo da cavidade. Portanto o número de Nusselt médio na parede quente, segundo Bejan (1995) e Merrick e Lage (2005), é definido como:
1 1
00 00
avav L X
f X
h HNu Nu dY dY
k X
θ=
=
∂= = = −∂∫ ∫ (12)
A solução das Eqs. (2)-(6) é feita numericamente. A discretização destas equações é realizada através do método numérico
dos volumes finitos. O esquema de interpolação para os termos convectivos é o Híbrido (Patankar, 1981). O algoritmo utilizado para o acoplamento pressão-velocidade é o SIMPLEST (Patankar e Spalding, 1972). A convergência do processo iterativo, realizado pelo algoritmo, é determinada pela soma dos valores absolutos dos resíduos locais entre duas iterações sucessivas, para cada variável (U , V , P e θ ), sendo este valor menor que 61 10−× para que a solução seja considerada convergida.
3. RESULTADOS E DISCUSSÕES
Para o modelo heterogêneo proposto (Fig. 1), são apresentados os resultados para o efeito da variação simultânea dos valores
e parâmetros apresentados na Tab. 1. Na solução das Eqs. (2)-(6), são considerados valores unitários para A , σ e Pr . A proporção de fluido e sólido no interior da cavidade é representada pela porosidade /f TV Vφ = , que é mantida constante, a medida
que N aumenta, através da redução do parâmetro geométrico D . Contudo, para o estudo da variação de φ , a dimensão de D
deve ser reduzida conforme o aumento de φ para um determinado N . Com isso, para a construção geométrica da cavidade
heterogênea é necessário a determinação de D , que é obtido para uma dada configuração de N e φ conhecidos, através da
expressão 1 2[(1 ) / ]D Nφ= − , onde (1 )φ− representa a fração de sólidos.
Tabela 1. Valores dos parâmetros utilizados para cavidade heterogênea.
Ra 510 ; 610 ; 710 ; 810
N 9; 16; 36; 64; 144
K 0,1; 1; 10; 100
φ 0,36; 0,51; 0,64; 0,75; 0,84
O erro percentual relativo, EP , utilizado para comparar os resultados obtidos no teste de malha computacional é calculado
pela Eq. (13).
100 %F C
F
EPΘ − Θ=
Θ (13)
sendo FΘ o valor de avNu obtido com a malha mais refinada e CΘ o valor obtido com uma malha mais grosseira.
De forma geral, o aumento do número de Ra intensifica os gradientes de temperatura na camada limite. Com isso, é fundamental garantir número suficiente de pontos, para a malha numérica, no interior da camada limite para sua correta resolução. Vários testes preliminares foram realizados para obter a independência da malha numérica sobre os resultados. Estes testes
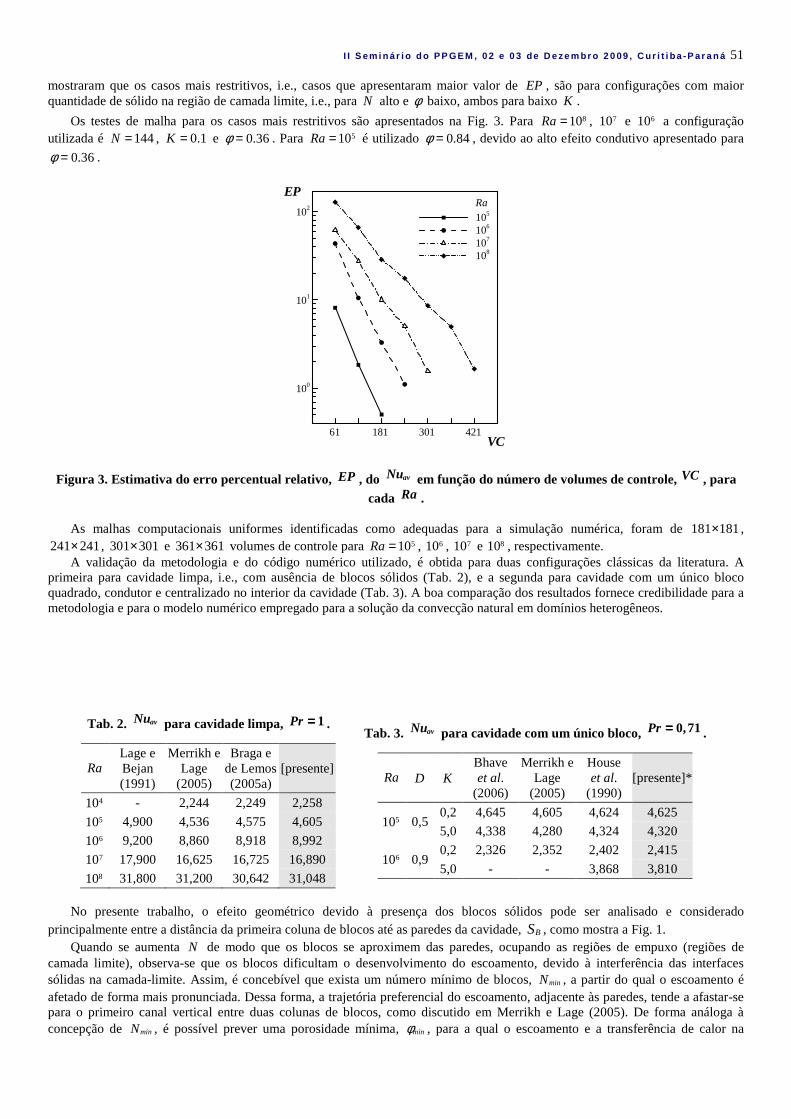
I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 51
mostraram que os casos mais restritivos, i.e., casos que apresentaram maior valor de EP , são para configurações com maior quantidade de sólido na região de camada limite, i.e., para N alto e φ baixo, ambos para baixo K .
Os testes de malha para os casos mais restritivos são apresentados na Fig. 3. Para 810Ra= , 710 e 610 a configuração utilizada é 144N = , 0.1K = e 0.36φ = . Para 510Ra= é utilizado 0.84φ = , devido ao alto efeito condutivo apresentado para
0.36φ = .
100
101
102
105
106
107
108
61 181 301 421
EP
VC
Ra
Figura 3. Estimativa do erro percentual relativo, EP , do avNu em função do número de volumes de controle, VC , para cada Ra .
As malhas computacionais uniformes identificadas como adequadas para a simulação numérica, foram de 181 181× ,
241 241× , 301 301× e 361 361× volumes de controle para 510Ra= , 610 , 710 e 810 , respectivamente. A validação da metodologia e do código numérico utilizado, é obtida para duas configurações clássicas da literatura. A
primeira para cavidade limpa, i.e., com ausência de blocos sólidos (Tab. 2), e a segunda para cavidade com um único bloco quadrado, condutor e centralizado no interior da cavidade (Tab. 3). A boa comparação dos resultados fornece credibilidade para a metodologia e para o modelo numérico empregado para a solução da convecção natural em domínios heterogêneos.
Tab. 2. avNu para cavidade limpa, 1Pr ==== .
Ra Lage e Bejan (1991)
Merrikh e Lage
(2005)
Braga e de Lemos (2005a)
[presente]
410 - 2,244 2,249 2,258 510 4,900 4,536 4,575 4,605 610 9,200 8,860 8,918 8,992 710 17,900 16,625 16,725 16,890 810 31,800 31,200 30,642 31,048
Tab. 3. avNu para cavidade com um único bloco, 0,71Pr ==== .
Ra D K Bhave et al.
(2006)
Merrikh e Lage
(2005)
House et al.
(1990) [presente]*
510 0,5 0,2 4,645 4,605 4,624 4,625
5,0 4,338 4,280 4,324 4,320
610 0,9 0,2 2,326 2,352 2,402 2,415
5,0 - - 3,868 3,810
No presente trabalho, o efeito geométrico devido à presença dos blocos sólidos pode ser analisado e considerado
principalmente entre a distância da primeira coluna de blocos até as paredes da cavidade, BS , como mostra a Fig. 1. Quando se aumenta N de modo que os blocos se aproximem das paredes, ocupando as regiões de empuxo (regiões de
camada limite), observa-se que os blocos dificultam o desenvolvimento do escoamento, devido à interferência das interfaces sólidas na camada-limite. Assim, é concebível que exista um número mínimo de blocos, minN , a partir do qual o escoamento é afetado de forma mais pronunciada. Dessa forma, a trajetória preferencial do escoamento, adjacente às paredes, tende a afastar-se para o primeiro canal vertical entre duas colunas de blocos, como discutido em Merrikh e Lage (2005). De forma análoga à concepção de minN , é possível prever uma porosidade mínima, minφ , para a qual o escoamento e a transferência de calor na

I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 52
cavidade sejam afetados de forma mais pronunciada, devido ao aumento de fração sólida no interior da cavidade, proveniente da diminuição de φ .
Este fenômeno pode ser previsto analiticamente, comparando a escala estimada da camada limite de convecção natural, CS ,
com a distância da parede vertical aquecida (ou resfriada) até os blocos sólidos, dada por 1 2 1 2[1 (1 ) ] / (2 )BS Nφ= − − . Para 1Pr ≥
e apenas uma parede aquecida, a análise de escala que melhor representa a espessura de camada limite é obtida através da relação 1/4 ~ / 2CRa S− , sendo CS a distância adimensional da camada limite (Bejan, 1995). A interferência dos blocos sólidos sobre a
região de empuxo, proveniente do aumento de N ou redução de φ , é esperada quando B CS S< . Utilizando a relação de entre BS
e CS , em função de Ra , N , φ e A , é possível obter as previsões de minN , Eq. (14.a), e minφ , Eq. (14.b), cujos resultados são
mostrados na Tab. 4.
21/2 2 1/21/2
1/4
[1 (1 ) ] 4(a) ; (b) 1 1
16
NN Ra
Ra
φ φ− − > < − −
(14)
Tabela 4. Previsão de minN , Eq. (14.a), e minφφφφ , Eq. (14.b), para interferência na região de camada limite.
Ra (a) Previsão de minN em função de Rae φ (b) Previsão de minφ em função de Rae N
φ N 0,36 0,51 0,64 0,75 0,84 9 16 36 64 144
510 1 2 3 5 7 0,89 - - - - 610 3 6 10 16 23 0,61 0,76 0,94 - - 710 8 18 32 49 71 0,38 0,49 0,67 0,81 - 810 25 56 100 156 225 0,23 0,29 0,42 0,54 0,73
Os resultados obtidos para o modelo heterogêneo são analisados segundo as previsões de minN e minφ , devido ao
comportamento característico do escoamento e da transferência de calor, segundo a variação da disposição dos obstáculos sólidos no interior das cavidades, assim como a variação de suas propriedades termo-hidráulicas.
Em resumo, o presente trabalho, apresenta a análise para a variação dos parâmetros da Tab. 1 (Ra , N , K e φ ).
A Figura 4, mostra as isotermas (a) e linhas de corrente (b) para a variação simultânea de 610Ra= , 9N = ; 36 , 0,36φ = ;
0,84 e 0,1K = ; 1; 10 . Nesta figura, mesmo com a variação reduzida dos parâmetros da Tab. 1, é possível analisar,
qualitativamente (isolinhas) e quantitativamente (avNu e ψ , que representa o módulo do menor valor de linha de corrente, Eq.
11), o efeito simultâneo das propriedades termo-hitráulicas sobre a transferência de calor e trajetória preferencial do escoamento. O aumento de 9N = para 36N = (Fig. 4), proporciona o aumento dos obstáculos sólidos, que interferem no escoamento de
forma a diminuir o processo convectivo (redução do avNu ), também constatado pela perda na magnitude de recirculação do
escoamento (redução do ψ ). O aumento na estratificação vertical das isotermas (Fig. 4.a), com aumento de N , caracteriza a
intensificação do processo condutivo na cavidade. Outro aspecto observado na Fig. 2, com o aumento de N , é a diminuição da distância da parede vertical aquecida (ou resfriada) até os blocos sólidos, BS . Com isso, ao contrário do aumento de Ra , o aumento de N é favorável ao fenômeno da interferência na camada limite pelos blocos sólidos. Esta interferência, proveniente do aumento de N , ocorre quando B CS S< , previsto na Tab. 4.a (minN ) para cada configuração de Ra e φ . Esta interferência é
melhor visualizada na Fig. 4.b, caracterizada qualitativamente pela mudança da trajetória preferencial do escoamento adjacente às paredes, para o primeiro canal vertical entre duas colunas de blocos, assim como caracterizada quantitativamente pela redução pronuncia do avNu , com o aumento de minN N> . Este fenômeno é observado na Fig. 4.b com o aumento de 9N = (que apresenta o escoamento adjacente as paredes isotérmicas) para 36N = (onde é visualizado o escoamento vertical entre o primeiro canal de blocos), para a configuração de 610Ra= ; 0,84φ = , cujo 23minN = .
De forma semelhante ao aumento de N , a redução de φ também é favorável ao fenômeno da interferência dos blocos sobre a
camada limite, pois aumenta a quantidade de sólido na cavidade, visualizada na Fig. 4 para a redução de 0,84φ = para 0,36φ = .
Na Fig. 4.a, esta redução de φ , caracteriza o aumento da estratificação vertical das isotermas, devido a intensificação do processo
condutivo. Na Fig. 4.b o fenômeno da mudança da trajetória preferencial do escoamento, devido a redução de φ , previsto na Tab.
4.b ( minφ ), ocorre para a configuração de 610Ra= ; 9N = , cujo 0,61minφ = .
O efeito de K sobre as isotermas (Fig. 4.a), mostra que para 1K < a concentração de isotermas no interior dos blocos é maior, devido à menor condutividade térmica dos sólidos em relação ao fluido, comparado com 1K > . Na Figura 4.b, observa-se que o perfil das linhas de corrente com a variação de K , em geral, permanece semelhante. O efeito do aumento de K , sobre o
avNu , apresenta comportamentos distintos, em relação à disposição dos blocos sólidos sobre a camada limite. Para uma dada
configuração de Ra , N e φ (Fig. 4), que não apresente blocos no interior da camada limite ( minN N< ou minφ φ> ), o aumento
de K , proporciona uma pequena redução no valor de avNu , proveniente de pequenas forças de empuxo formadas nas faces dos blocos, observadas quando 1K > , que interferem no escoamento preferencial da cavidade. Por outro lado, para uma dada

I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 53
configuração que apresente blocos no interior da camada limite ( minN N> ou minφ φ< ), o aumento de K (e.g., 0,1 para 10 ), faz
com que a quantidade sólida perto das paredes, atue como um reforço para o processo de transferência de calor na cavidade (aumento do avNu ). Esta intensificação na transferência de calor, com o aumento de K , é devido ao efeito competitivo do transporte condutivo em relação ao convectivo e a formação de pequenas regiões de camada limite sobre as faces dos blocos para configurações com 1K > .
K 9N = 36N =
0,36φ = 0,84φ = 0,36φ = 0,84φ =
0,1
1,192avNu = 1,758ψ = 8,518avNu = 15,053ψ = 0,520avNu = 0,803ψ = 5,447avNu = 8,781ψ =
(a) 1
1,528avNu = 2,429ψ = 8,416avNu = 15,312ψ = 1,141avNu = 1,056ψ = 5,484avNu = 9,234ψ =
10
3,510avNu = 3,152ψ = 8,254avNu = 15,753ψ = 3,291avNu = 1,136ψ = 5,666avNu = 10,027ψ =
0,1
1,192avNu = 1,758ψ = 8,518avNu = 15,053ψ = 0,520avNu = 0,803ψ = 5,447avNu = 8,781ψ =
(b) 1
1,528avNu = 2,429ψ = 8,416avNu = 15,312ψ = 1,141avNu = 1,056ψ = 5,484avNu = 9,234ψ =
10
3,510avNu = 3,152ψ = 8,254avNu = 15,753ψ = 3,291avNu = 1,136ψ = 5,666avNu = 10,027ψ =

I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 54
Figura 4. (a) isotermas e (b) linhas de corrente para 610Ra ==== , 9; 36N ==== , 0, 36; 0,84φφφφ ==== e 0,1; 1; 10K ==== .
A Figura 5 mostra o efeito da variação de Ra sobre o avNu , segundo diferentes curvas de N (a), φ (b) e K (c). As curvas
de 0N = na Fig. 5.a e 1φ = na Fig. 5.b, representam os valores de avNu para cavidade limpa em relação a variação de Ra .
Observa-se que estas curvas ( 0N = e 1φ = ), praticamente, delimitam um patamar de transferência de calor, quando comparadas
com configurações que apresentam obstáculos sólidos no interior da cavidade.
Ra
φ = 0.64
K = 1
N = 36
K = 1
φ = 0.64
N = 36
100
101(a)
N = 144
6436
169
0
100
101
φ
(b)
= 0.360.51
0.64
0.750.841
105 106 107 108
100
101(c)
K = 0.1
1
10100
Nuav
Figure 5. Número de Nusselt médio, avNu , em função do número de Rayleigh, Ra , para: (a) curvas de N com 0.64φφφφ ==== e 1K ==== ; (b) curvas de φφφφ com 36N ==== e 1K ==== ; (c) curvas de K com 0.64φφφφ ==== e 36N ==== .
Para valores de Ra baixos (e.g., 510Ra= ), observa-se uma maior diferença no valor de avNu , entre as configurações com e
sem blocos. Isto é devido a grande espessura de camada limite presente em baixos Ra , que facilita a ocorrência de interferência com os blocos sólidos, resultando na redução do avNu quanto maior o número de obstáculos (maior o N ) ou maior fração de sólidos na cavidade (menor o φ ).
A medida em que Ra é aumentado o processo convectivo se intensifica, torna a camada limite cada vez mais delgada e adjacente as paredes isotérmicas. Isto reduz a ocorrência da interferência dos blocos sobre a camada limite, resultando na diminuição da diferença do valor de avNu , entre as configurações com e sem blocos. Observe que para 810Ra= as únicas
configurações que diferem das demais são 144N = (Fig. 5.a) e 0.36φ = (Fig. 5.b). Esta diferença, na redução do valor de avNu ,
é devido a interferência dos blocos sobre a camada limite. Esta interferência é prevista pela Eq. 14.a em 100minN = para a
configuração de 810Ra= e 0.64φ = (Tab. 4.a) e pela Eq. 14.b em 0.42minφ = para a configuração de 810Ra= e 36N = (Tab.
4.b). A Figura 5.c apresenta o efeito de K , sobre o valor de avNu , segundo a variação Ra para 0.64φ = e 36N = . Observa-se
que as curvas de K apresentam comportamentos distintos a partir de um determinado Ra , que pode ser previsto pela Eq. 14 (para 0.64φ = e 36N = ) como sendo 71.30 10Ra≅ × . As configurações a direita, deste valor previsto, não apresentam variação
significativa em relação ao valor de avNu , porém, a esquerda deste valor, nota-se uma maior dispersão das curvas de K quanto mais afastado deste ponto de transição. Este ponto, delimitado pelo valor de Ra previsto pela Eq. 14, indica o momento da interferência em que a camada limite se sobrepõe sobre os blocos sólidos, devido a redução de Ra .
Na Figura 6 é apresentado, para cada configuração de 610Ra= , 0,36φ = (a1); 0,84 (b1) e 9N = (a2); 36 (b2), um gráfico
do avNu em função de N (a1; b1) e φ (a2; b2), visualizados para cada curva de K , assim como as curvas de previsão de minN
(a1; b1), Eq. (10.a), e minφ (a2; b2), Eq. (10.b), que delimita as configurações que apresentam interferência na camada limite em
relação ao aumento de N ou redução de φ , respectivamente. Observa-se a dispersão das curvas de K , quando minN N> , ou
minφ φ< intensificando-se, respectivamente, a medida em que N é aumentado ou φ reduzido.
Para minN N> , o aumento de K , conforme comentado, proporciona um aumento do avNu (a1; b1), analisado para um N
constante. Por outro lado, quando minN N< , o valor do avNu não apresenta variação significativa em relação ao aumento de K . Observa-se que o aumento de φ , em relação ao valor do avNu (a2; b2), apresenta comportamentos distintos para as curvas de K .

I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 55
De forma geral, para 1K < , o aumento de φ (a2; b2) reforça o processo de transferência de calor (aumento de avNu ). Para
valores de 1K > , o aumento de φ pode diminuir o processo de transferência de calor, devido ao efeito competitivo de 1K > para
configurações com o processo condutivo maior que o convectivo, presente, em geral, para baixos valores de Ra e altos valores de N , como é possível observar na configuração da Fig. 6.b2, para 10K = e 100K = . Observa-se ainda a redução desse efeito condutivo da Fig. 6.b2, quando comparado com configurações onde o efeito do transporte convectivo começa a ser equivalente com o aumento de φ , como é o caso da Fig. 6.a2 (redução de N ). Vale ressaltar que para configurações com minφ φ> , i.e., com
blocos sólidos sem interferência na camada limite, o aumento de K , não apresenta grandes variações em relação ao avNu (e.g., Fig. 6.a2, que não apresenta interferência dos blocos sobre a camada limite para 0,61φ > ).
100
101
(a1)= 0.36φ (a2)N = 9
0 20 40 60 80 100 120 140
100
101
(b1)
N
= 0.84φEq. (14.a)
0.4 0.5 0.6 0.7 0.8
K = 0.1K = 1K = 10K = 100
(b2)
φ
N = 36
Eq. (14.b)
Figura 3. avNu em função de N (a1; b1) e φφφφ (a2; b2) para 610Ra ==== .
4. CONCLUSÕES
Os resultados provenientes das simulações, para o processo de convecção natural em cavidades porosas heterogêneas, são
analisados segundo as previsões de minN e minφ para várias configurações, visando o interesse no efeito simultâneo da variação
das propriedades termo-hidráulicas N , Ra , K e φ . A transferência de calor e o escoamento preferencial na cavidade são
afetados pela proximidade dos blocos em relação às paredes isotermicamente ativas. Isto é reflexo da obstrução do escoamento sobre as camadas limite da cavidade, proporcionando uma mudança da trajetória do escoamento preferencial da cavidade. Em geral, para 1K < , o aumento de φ reforça o processo de transferência de calor na cavidade, devido à redução da proporção de
obstáculos sólidos. Dependendo da magnitude do aumento de K , o aumento de φ pode diminuir o processo de transferência de
calor. Isto ocorre, devido ao efeito competitivo de 1K > em relação à proximidade dos blocos sobre as paredes, reforçando o efeito convectivo na cavidade. A magnitude da espessura das camadas limite com o aumento Ra é afetada, fazendo com que a região de empuxo perto das paredes se torne mais estreita obstruindo o fenômeno de mudança de trajetória do escoamento. Este fenômeno, referente à mudança de trajetória do escoamento, é previsto analiticamente, comparando a escala estimada da camada limite de convecção natural ao longo de duas paredes, resultando nas expressões para minN e minφ .
5. AGRADECIMENTOS
Os autores agradecem ao apoio financeiro da TEP/CENPES/PETROBRAS e da Agência Nacional do Petróleo, Gás Natural e
Biocombustíveis – ANP – por meio do Programa de Recursos Humanos da ANP para o Setor Petróleo e Gás – PRH-ANP/MCT (PRH10-UTFPR).
6. REFERÊNCIAS
Bejan, A., 1995, “Convection heat transfer” , Second ed., John Wiley & Sons Inc., New York, U.S.A. Beydoun, Z. R., 1998, “Arabian plate oil and gas: why so rich and so prolific?”, Episode, 21, pp. 74-81. Bhave, P., Narasimhan, A. and Rees, D.A.S., 2006, “Natural convection heat transfer enhancement using adiabatic block:
Optimal block size and Prandtl number effect”, International Journal of Heat and Mass Transfer, Vol.49, pp. 3807-3818. Braga, E.J. and de Lemos, M.J.S., 2005a, “Heat transfer in enclosures having a fixed amount of solid material simulated with
heterogeneous and homogeneous models”, International Journal of Heat and Mass Transfer, Vol.48, pp. 4748-4765. Braga, E.J. and de Lemos, M.J.S., 2005b, “Laminar natural convection in cavities filled with circular and square rods”,
International Communications in Heat and Mass Transfer, Vol.32, pp. 1289-1297. House, J.M., Beckermann, C. and Smith T.F., 1990, “Effect of a centered conducting body on natural convection heat transfer in
an enclosure”, Numerical Heat Transfer, Part A, Vol.18, pp. 213-225.

I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 56
Kimura, S. and Bejan, A., 1983, “The ‘heatline’ visualization of convective heat transfer”, ASME Journal Heat Transfer, Vol.105, pp. 916-919.
Lage, J.L. and Bejan, A., 1991, “The Ra–Pr domain of laminar natural convection in an enclosure heated from the side”, Numerical Heat Transfer, Part A Vol.19, pp. 21-41.
Massarotti, N., Nithiarasu, P. and Carotenuto, A., 2003, “Microscopic and macroscopic approach for natural convection in enclosures filled with fluid saturated porous medium” , International Journal of Numerical Methods for Heat and Fluid Flow, Vol.13, pp. 862-886.
Merrikh, A.A. and Lage, J.L., 2005, “Natural convection in an enclosure with disconnected and conducting solid blocks”, International Journal of Heat and Mass Transfer, Vol.48, pp. 1361-1372.
Merrikh, A.A., Lage, J.L. and Mohamad, A.A., 2005, “Natural Convection in Non-homogeneous Heat-Generating Media: Comparison of Continuum and Porous-Continuum Models” , Journal Porous Media, Vol.8, pp. 149-163.
Merrikh, A.A. and Mohamad, A.A., 2001, “Blockage effects in natural convection in differentially heated enclosure”, Journal Enhanced Heat Transfer, Vol.8, pp. 55-74.
Nithiarasu, P., Seetharamu, K.N. and Sundararajan, T., 1999, “Numerical investigation of buoyancy driven flow in a fluid saturated non-Darcian porous medium”, International Journal of Heat and Mass Transfer, Vol.42, pp. 1205-1215.
Patankar, S.V., 1981, “A calculation procedure for two-dimensional elliptic situations”, Numerical Heat Transfer, Vol.4, pp. 409-425.
Patankar, S.V. and Spalding, D.B., 1972, “A calculation procedure for heat. mass and momentum transfer in three-dimensional parabolic flows”, International Journal of Heat and Mass Transfer, Vol.5, pp. 1787-1806.
7. DIREITOS AUTORAIS Os autores são os únicos responsáveis pelo conteúdo do material impresso incluído no seu trabalho.

57
Programa de Pós Graduação em Engenhar ia Mecânica e de Mater ia is
II SEMINÁRIO ANUAL DO PROGRAMA DE PÓS -GRADUAÇÃO EM ENGENHARIA MECÂNICA E DE MATERIAIS
02 e 03 de Dezembro de 2009 – Curitiba – Paraná - B rasil
OTIMIZAÇÃO DE PLACAS DE MATERIAIS COMPOSTOS LAMINAD OS UTILIZANDO ALGORITMO DE COLÔNIA DE FORMIGAS
Rubem Matimoto Koide, [email protected]
Marco Antônio Luersen, [email protected]
1 Universidade Tecnológica Federal do Paraná, Av. Sete de Setembro, 3165, Curitiba/PR, Brasil 80230-901 Resumo: O algoritmo de colônia de formigas é uma classe de técnica de heurística que primeiramente foi apresentado na década de 90 por Marco Dorigo. A idéia foi inspirada no comportamento das formigas reais, relacionada às suas habilidades de encontrar o caminho mais curto entre o ninho e a fonte de alimento. Esta busca é efetuada através da exploração das trilhas de feromônio, substância química depositada pelas formigas durante seu percurso. Devido à este comportamento cooperativo e eficaz de busca, elas vão construindo alternativas melhores no caminho para encontar o alimento. Este comportamento foi simulado em algoritmos de otimização, os algoritmos de colônia de formigas. Este artigo tem por objetivo aplicar o método de colônia de formigas à otimização de placas de materiais compostos laminados. Os materiais compostos laminados são formados por dois ou mais materiais constituintes distintos. Normalmente sua otimização está relacionada às melhores configurações dos ângulos de orientação das lâminas. A variante Ant Colony System (ACS) é detalhada e explicada em função de sua boa performance. E a mesma foi aplicada aos problemas do laminado composto, como a minimização do peso tendo como restrição o critério de falha. A implementação e testes realizados com o algoritmo de colônia de formigas aplicados a materiais compostos laminados foram competitivos em relação às técnicas encontradas na literatura. Palavras-chave: Material composto laminado, Algoritmo de colônia de formigas, Otimização.
1. INTRODUÇÃO
Os materiais compostos laminados são usados atualmente em diversas estruturas das indústrias aeronáutica, automobilística,
militar, espacial, principalmente devido às suas excelentes características de alta rigidez e baixo peso ou facilidade de adaptá-los às geometrias complexas. As aplicações têm-se voltado também às indústrias de produtos esportivos, construção civil e de autopeças. Estes materiais apresentam características de alta resistência relativamente ao seu peso, desta forma suas aplicações estão diretamente ligadas a esta relação. Consequentemente a otimização que visa à minimização do peso e a do custo são altamente requeridas.
Com o objetivo de melhorar a performance de compostos laminados via otimização de seu projeto estrutural, estuda-se qual a melhor configuração para a espessura da lâmina, os ângulos de orientação das fibras e diferentes tipos de materiais das lâminas. Geralmente, estas variáveis têm valores discretos definidos em um espaço finito (por exemplo, as opções de orientações
das fibras: 0°, ± 45º, e 90º para um dado material onde a espessura da lâmina é pré-definida). A conjugação destes parâmetros visando à otimização da estrutura leva a um problema de otimização combinatória em
função dessas variáveis discretas. Uma forma bastante eficiente de resolver problemas de otimização combinatória é através de metas-heurísticas (Blum e Roli, 2003). Diversas metas-heurísticas foram testadas e usadas com este objetivo, como por exemplo, algoritmos genéticos, busca tabu, simulated annealing, entre outros.
Um dos mais atuais e promissores algoritmos heurísticos, que têm evoluído desde sua publicação na década de 90 por Marco Dorigo (Dorigo e Stützle , 2004), é o algoritmo denominado de otimização de colônia de formigas, ACO (do inglês Ant Colony Optimization). Este método baseia-se na simulação do comportamento real das formigas forrageiras que buscam seu alimento através das trilhas de feromônio e no comportamento denominado estimergia (stigmergy, em inglês) que é o tipo de comunicação indireta entre as formigas, nas quais elas rastreiam os melhores caminhos. Da aplicação deste conhecimento, via comportamento simulado com formigas artificiais, criou-se o algoritmo ACO. Este algoritmo busca melhores soluções, com a intensificação probabilística das trilhas de feromônio, controlando o seu depósito e evaporação. Realizam-se também atualizações locais e globais de feromônio, resultando em intensificação na busca de resultados e alternativas por caminhos não trilhados.
Muitos métodos de solução têm sido aplicados aos materiais compostos laminados, podendo-se citar o algoritmo genético adotado por Le Riche e Haftka (1993) em problemas de flambagem, as técnicas de decisão seqüencial orientados a objeto (Todoroki et al., 1996), algoritmo genético (Liu et al., 2000, Gantovnik et al., 2002, Soremekun etal., 2002), fractal branch and bound method (Terada et al., 2001), estratégias evolucionárias e teoria dos jogos (Spallino e Rizzo, 2002). Luersen e Le Riche (2004) aplicaram a otimização pelo método Globalized Nelder-Mead, os algoritmos genéticos em combinação com elementos finitos (Deka et al., 2005), algoritmos evolucionários (Zehander e Ermanni, 2006), simulated annealing (Akbulut e Sonmez, 2008). Lopez et al. (2009) desenvolveram e aplicaram um algoritmo genético na otimização de materiais compostos
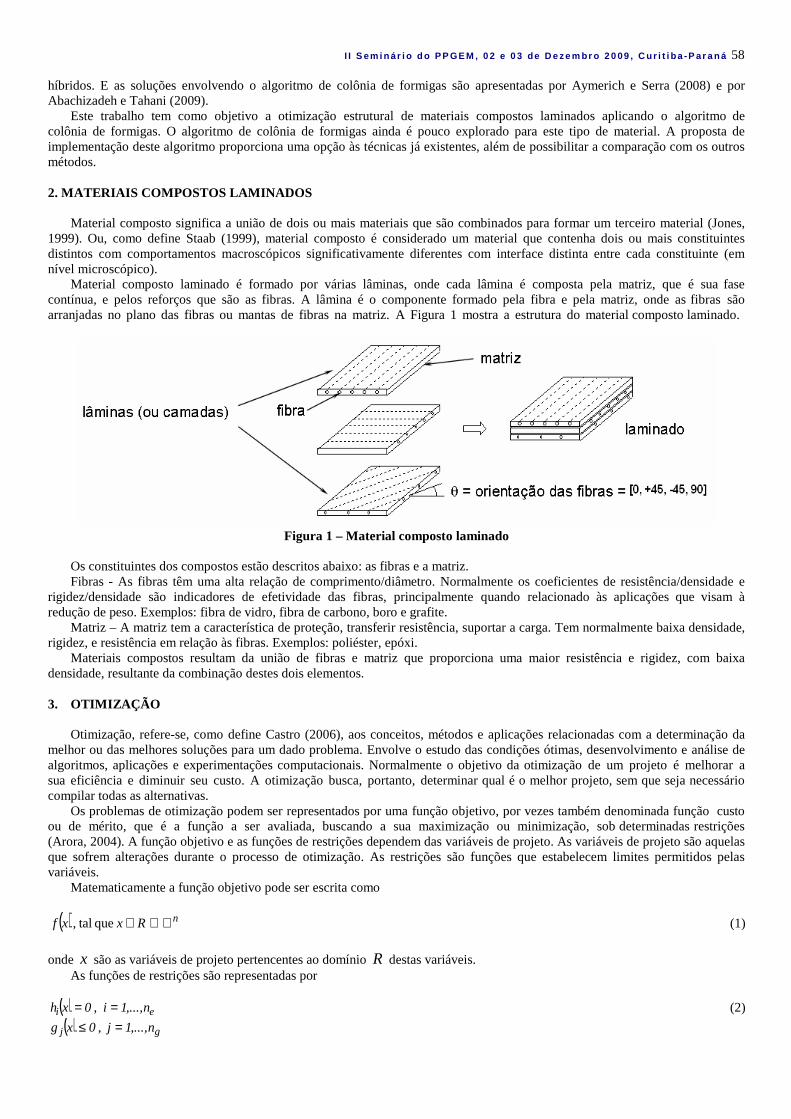
I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 58
híbridos. E as soluções envolvendo o algoritmo de colônia de formigas são apresentadas por Aymerich e Serra (2008) e por Abachizadeh e Tahani (2009).
Este trabalho tem como objetivo a otimização estrutural de materiais compostos laminados aplicando o algoritmo de colônia de formigas. O algoritmo de colônia de formigas ainda é pouco explorado para este tipo de material. A proposta de implementação deste algoritmo proporciona uma opção às técnicas já existentes, além de possibilitar a comparação com os outros métodos.
2. MATERIAIS COMPOSTOS LAMINADOS
Material composto significa a união de dois ou mais materiais que são combinados para formar um terceiro material (Jones,
1999). Ou, como define Staab (1999), material composto é considerado um material que contenha dois ou mais constituintes distintos com comportamentos macroscópicos significativamente diferentes com interface distinta entre cada constituinte (em nível microscópico).
Material composto laminado é formado por várias lâminas, onde cada lâmina é composta pela matriz, que é sua fase contínua, e pelos reforços que são as fibras. A lâmina é o componente formado pela fibra e pela matriz, onde as fibras são arranjadas no plano das fibras ou mantas de fibras na matriz. A Figura 1 mostra a estrutura do material composto laminado.
Figura 1 – Material composto laminado
Os constituintes dos compostos estão descritos abaixo: as fibras e a matriz. Fibras - As fibras têm uma alta relação de comprimento/diâmetro. Normalmente os coeficientes de resistência/densidade e
rigidez/densidade são indicadores de efetividade das fibras, principalmente quando relacionado às aplicações que visam à redução de peso. Exemplos: fibra de vidro, fibra de carbono, boro e grafite.
Matriz – A matriz tem a característica de proteção, transferir resistência, suportar a carga. Tem normalmente baixa densidade, rigidez, e resistência em relação às fibras. Exemplos: poliéster, epóxi.
Materiais compostos resultam da união de fibras e matriz que proporciona uma maior resistência e rigidez, com baixa densidade, resultante da combinação destes dois elementos.
3. OTIMIZAÇÃO
Otimização, refere-se, como define Castro (2006), aos conceitos, métodos e aplicações relacionadas com a determinação da
melhor ou das melhores soluções para um dado problema. Envolve o estudo das condições ótimas, desenvolvimento e análise de algoritmos, aplicações e experimentações computacionais. Normalmente o objetivo da otimização de um projeto é melhorar a sua eficiência e diminuir seu custo. A otimização busca, portanto, determinar qual é o melhor projeto, sem que seja necessário compilar todas as alternativas.
Os problemas de otimização podem ser representados por uma função objetivo, por vezes também denominada função custo ou de mérito, que é a função a ser avaliada, buscando a sua maximização ou minimização, sob determinadas restrições (Arora, 2004). A função objetivo e as funções de restrições dependem das variáveis de projeto. As variáveis de projeto são aquelas que sofrem alterações durante o processo de otimização. As restrições são funções que estabelecem limites permitidos pelas variáveis.
Matematicamente a função objetivo pode ser escrita como
( ) nRxxf ℜ⊂∈ que tal, (1)
onde x são as variáveis de projeto pertencentes ao domínio R destas variáveis.
As funções de restrições são representadas por
( ) ei n,...,1 i0xh == , (2)
( ) gj n,...,1 j0xg =≤ ,

I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 59
sendo que ( )xhi são as funções de restrições de igualdade e ( )xg j são as funções de restrições de desigualdade. R é o domínio
das variáveis de projeto. Estas podem ser do tipo: reais, inteiras, mistas (reais e inteiras em um mesmo problema), discretas, contínuas, limitadas, etc. 3.1. Otimização de Material Composto Laminado
O projeto de uma estrutura eficiente de materiais compostos laminados significa encontrar, para uma determinada aplicação
específica, não somente a área da seção e a espessura do laminado, mas projetar as propriedades do material através da escolha das orientações, número de lâminas e a seqüência ótima de empilhamento das lâminas do laminado (Gürdal et al., 1999). Os ângulos são valores entre 0° e 90°, e por razões práticas e comerciais as lâminas usualmente assumem valores discretos tais como 0°, ±45° e 90°, ou entre 0° e 90°, com incremento de 15°.
O projeto do laminado visa encontrar a seqüência de empilhamento, com diferentes propriedades em diferentes direções, utilizando as propriedades naturais de cada material que compõem as lâminas. No entanto, encontrar a melhor sequência é complexo em função das inúmeras possibilidades para um determinado número de variáveis. Considerando as opções de orientações: 0°, 45° e 90°, o número de possibilidades de seqüência de empilhamento é obtido elevando- se a quantidade de possíveis orientações pelo número de lâminas, conforme exemplifica a Tabela 1.
Outra variável de projeto pode ser também o material da lâmina, o que pode dificultar ainda mais a obtenção da solução. Considerando, por exemplo, um projeto com 20 lâminas e opções de 2 diferentes materiais (laminado híbrido), para uma orientação fixa, há aproximadamente 220
≈ 1.000.000 de possíveis alternativas para este projeto (Gürdal et al., 1999).
Tabela 1 – Número de possíveis soluções em função da quantidade de lâminas e de orientações
Quantidade de lâminas
Quantidade de ângulos
(0°, 45° e 90°)
Número de possíveis soluções
1
3
3
2
3
9
3
3
27
4
3
81
5
3
243
6
3
729
8
3
6561
10
3
59049
20
3
3486784401
4. ALGORITMO DE COLÔNIA DE FORMIGAS Os algoritmos de colônia de formigas têm a sua inspiração nas formigas, principalmente pelo comportamento que elas
apresentam na busca por alimento, mas também no que diz respeito à organização do trabalho e cooperação entre si. Além disso, segundo Dorigo e Stützle (2004), apresentam uma forma indireta de comunicação denominadaestimergia (stigmergy, em inglês). Esta comunicação indireta está relacionada com o ambiente e com a interação dos seres no meio de convívio através do feromônio, substância química produzida pelas formigas.
Computando a capacidade de comunicar, de marcar e rastrear as trilhas como formigas artificiais, via feromônio, o algoritmo de colônia de formigas foi criado por Marco Dorigo em 1992 (Dorigo e Stützle, 2004). A análise probabilística do comportamento das formigas artificiais partiu do modelo estocástico do comportamento das formigas reais, conforme descrito por Dorigo e Stützle (2004). O feromônio artificial de controle permite à formiga intensificar a busca por um determinado caminho, trilha, com menos tempo e por um circuito também menor.
O primeiro algoritmo de colônia de formigas, o Ant System – AS (Dorigo e Stützle, 2004), deu origem a outros algoritmos que foram denominados algoritmos de otimização de colônia de formigas, ACO, do inglês Ant Colony Optimization. As meta-heurísticas de otimização de colônia de formigas baseiam-se nos agentes que são as formigas artificiais, comunicando-se indiretamente, por estimergia, e na cooperação entre estes agentes. Conforme relatado anteriormente, a busca e a construção das soluções se fazem pela intensidade dos níveis de feromônio.
O algoritmo ACO resume-se em três procedimentos: • Construção das soluções com as formigas;

I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 60
j
τ j
• Atualização de feromônio; • Ações daemon (opcional).
O Ant Colony System – ACS (Dorigo e Stützle, 2004) é uma das variantes do algoritmo AS, e tem as seguintes características que o tornam mais eficiente: primeiro, o ACS explora a experiência acumulada pelas formigas com mais intensidade do que o AS; segundo, a evaporação e o depósito de feromônio são alterados somente no circuito de melhor qualidade da iteração corrente do algoritmo (Dorigo e Gambardella, 1997); e terceiro, o ACS remove o feromônio nas conexões dos circuitos aumentando a exploração de caminhos diferentes.
O procedimento da construção de soluções na forma da representação por grafo segue a regra pseudoaleatória proporcional, que são decididos em função da quantidade de feromônio e da informação heurística, esta relacionada ao tipo de problema. A informação heurística para o problema do caixeiro viajante está relacionada ao inverso da distância entre as cidades. A seguinte regra é aplicada para selecionar a partir do ponto i a próxima opção j
[ ]{ }[ ] [ ]
[ ] [ ]
>∈
=
≤∈=
,0qq,l
p
0qqillj
ililki
ililkij
ki
τ
τ
, ,τmax arg
α
α (3)
onde q é a variável randômica uniformemente distribuída [0,1]; q0 o parâmetro que indica a probabilidade do melhor movimento, parametrizado no intervalo (0 ≤ q0 ≤ 1); α um parâmetro de controle de influência de feromônio; β um parâmetro de controle de influência da informação heurística; η um parâmetro de informação heurística relacionado em função do
problema; i e j simbolizam o nó de inicio i e j o próximo nó; l o candidato do conjunto de soluções; ki o conjunto de soluções
percorridas pelas formigas; kip a probabilidade da formiga k percorrer do ponto i ao ponto j. Esta construção se faz de acordo
com a probabilidade q. A probabilidade q0 corresponde ao melhor movimento dentro das possibilidades, onde a formiga explora o conhecimento aprendido com a informação heurística. O contrário, com a probabilidade (1- q0 ) significa a exploração das trilhas. A parametrização do valor de q0 busca valores em torno da melhor solução ou define a exploração de soluções alternativas.
O segundo procedimento das atividades da meta-heurística ACO é a atualização de feromônio, que se processa via análise local e no âmbito global. A atualização local atua junto à construção das soluções, onde uma parcela de feromônio é reduzida permitindo a exploração de regiões não consideradas e diminuindo a tendência à estagnação do algoritmo. Esta atualização é expressa por
( ) ,01 ijij ττξτ −−← 1,0 << ξ (4)
onde ξ é um parâmetro de controle de evaporação local de feromônio e τ 0 é o valor inicial de feromônio.
A atualização global se faz a cada iteração do algoritmo, e a mesma se processa tanto com a evaporação e depósito de feromônio, que é aplicada somente na melhor solução encontrada (Dorigo e Gambardella, 1997), que as formigas encontram. A atualização global é expressa por
( ) ,1 bsijijij τ∆ρτρτ +−← ( ) bsTj,i ∈∀ (5)
onde ρ é um parâmetro de controle de evaporação global de feromônio e a Eq. (5) calcula o valor do feromônio para a melhor
solução da iteração, sendo bsijτ∆ a variação do feromônio para a melhor solução da iteração e Tbs a melhor solução da iteração.
O terceiro procedimento, ações daemon, diz respeito a ações que venham a melhorar a busca em determinado local, ações de busca local, ou um conjunto de ações globais que possibilitem tomar decisões positivas quanto a uma busca não local.
4.1. Ant Colony System (ACS) Aplicado a Material Composto Laminado
A sequência de empilhamento do laminado composto é um problema de otimização combinatória. Para resolver este
problema com o ACS, o problema pode ser formulado definindo as características do problema e representando-a como definida por Dorigo e Stülzle (2004). A Tabela 2 mostra esta representação. E considerando um grafo G( C , X ) , onde C é o conjunto de componentes do grafo que contém as orientações da fibra e X é o conjunto que contém as arestas do grafo que são a sequência das orientações.
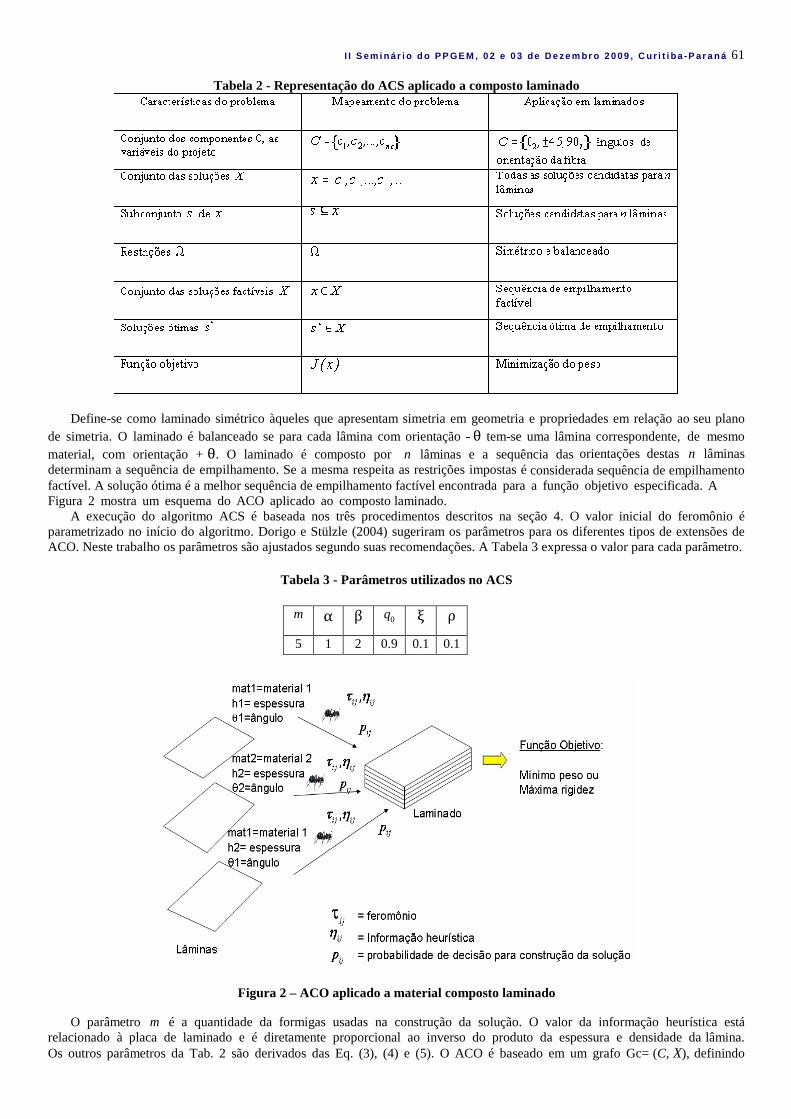
I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 61
Tabela 2 - Representação do ACS aplicado a composto laminado
Define-se como laminado simétrico àqueles que apresentam simetria em geometria e propriedades em relação ao seu plano
de simetria. O laminado é balanceado se para cada lâmina com orientação - θ tem-se uma lâmina correspondente, de mesmo material, com orientação + θ. O laminado é composto por n lâminas e a sequência das orientações destas n lâminas determinam a sequência de empilhamento. Se a mesma respeita as restrições impostas é considerada sequência de empilhamento factível. A solução ótima é a melhor sequência de empilhamento factível encontrada para a função objetivo especificada. A Figura 2 mostra um esquema do ACO aplicado ao composto laminado.
A execução do algoritmo ACS é baseada nos três procedimentos descritos na seção 4. O valor inicial do feromônio é parametrizado no início do algoritmo. Dorigo e Stülzle (2004) sugeriram os parâmetros para os diferentes tipos de extensões de ACO. Neste trabalho os parâmetros são ajustados segundo suas recomendações. A Tabela 3 expressa o valor para cada parâmetro.
Tabela 3 - Parâmetros utilizados no ACS
m α
β
q0 ξ
ρ
5 1 2 0.9 0.1 0.1
Figura 2 – ACO aplicado a material composto laminado O parâmetro m é a quantidade da formigas usadas na construção da solução. O valor da informação heurística está
relacionado à placa de laminado e é diretamente proporcional ao inverso do produto da espessura e densidade da lâmina. Os outros parâmetros da Tab. 2 são derivados das Eq. (3), (4) e (5). O ACO é baseado em um grafo Gc= (C, X), definindo
I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 62
C como o conjunto dos componentes e X como todas as conexões entre estes componentes. As formigas constroem as soluções baseadas nas regras dadas pela Eq. (3) e aleatoriamente pela roleta. Inicia-se a seleção aleatória da sequência dos ângulos de empilhamento e aplica-se a regra pseudorandômica proporcional definida pela Eq. (3). Aymerich e Serra (2008) explicam que uma solução candidata é construída passo a passo escolhendo probabilisticamente as orientações das lâminas do laminado. A construção das soluções é repetida ao aplicar as duas regras dadas pela Eq. (3). Para simular a evaporação do feromônio a regra de atualização local é ativada durante o procedimento construção de soluções pelas formigas. A redução de uma quantidade de feromônio minimiza o risco de estagnação da solução em ótimos locais, possibilitando a busca por novas soluções factíveis ainda não exploradas. O processo de atualização global de feromônio ocorre para a melhor solução da sequência das orientações de empilhamento do laminado. Então para a melhor solução avaliada pela função objetivo uma quantidade de feromônio é depositada reforçando a melhor trilha das formigas. Abachizadeh e Tahani (2009) relatam que esta regra atua como uma retroalimentação positiva na direção da solução ótima.
5. RESULTADOS NUMÉRICOS
Nesta seção são apresentados os testes em que se aplicou o algoritmo de colônia de formigas, programado em MATLABTM, à
otimização de placas de composto laminado. Os resultados obtidos são comparados com aqueles encontrados na literatura.
5.1. Minimização do Peso com Tsai-Wu como Critério de Falha Este teste aplica-se a placas quadradas formadas com lâminas de espessura fixa. A quantidade de lâminas varia de 32 a 40.
A otimização do peso sob carregamento compressivo e restrição de critério de falha de Tsai-Wu é adotada e realizada com o ACO. Os resultados são comparados com os obtidos com o algoritmo genético (AG) desenvolvido por Lopez et al. (2008).
5.1.1. Formulação do Problema de Otimização
Os resultados numéricos obtidos com o ACO foram comparados com o mesmo caso estudado por Lopez et al. (2008). Eles
empregaram o algoritmo genético para investigar o efeito do critério de falha na minimização do peso nas placas de laminados. O problema de otimização é formulado como:
{ }Peso :Minimizar
a θθ :Obter n1k,90,450, 22kk =±∈ (6)
Sujeito a: - Falha da primeira lâmina, segundo o critério de Tsai-Wu - Laminado simétrico e balanceado
onde θ k é a orientação da sequência de empilhamento do laminado e n o número total de lâminas. A Tabela 4 apresenta as propriedades elásticas do material e as resistências longitudinais XT e X C, as resistências transversais
YT e YC, e a de cisalhamento S12 da lâmina de carbono-epóxi. Os índices T e C correspondem à tração e a compressão, respectivamente.
Tabela 4 - Propriedades da lâmina de carbono/epóxi
Propriedades elásticas do material Resistência da lâmina
E1 (GPa) E2 (GPa) G12 (GPa) υ12 Densidade (Kg/m3) XT (MPa) XC (MPa) YT (MPa) YC (MPa) S12 (MPa)
127,59 13,03 6,41 0,30 1605 2062 1701 70 240 105
A placa de laminado de carbono/epóxi a otimizar esta sob carregamento nos planos N x, N y , e N xy. A carga N xy varia de acordo com o número de lâminas ao passo que N x e N y são constantes. As lâminas são quadradas, com comprimento de lado a = 1,0 m e espessura e = 0,1 mm. Os valores das cargas aplicadas em função do número de lâminas estão especificados na Tabela 5.
Tabela 5 – Especificação dos carregamentos
Número de lâminas Carregamentos
n N x (N/mm) N y (N/mm) N xy (N/mm)
32 -3000 -3000 0
32 -3000 -3000 100
32 -3000 -3000 250
36 -3000 -3000 500
40 -3000 -3000 1000

I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 63
5.1.2. Resultados da Minimização do Peso A minimização do peso para diferentes condições de carregamento, conforme a Tabela 5, foi investigada por Lopez et al.
(2008) utilizando um algoritmo genético. Os resultados obtidos com o ACO foram comparados com os dados relatados por Lopez et al. (2008). Os valores computados para este teste estão descritos na Tabela 6.
Tabela 6 – Comparação de resultados ACO x AG (Lopez et al., 2008)
Carregamento (N/mm) Referências
N x N y N xy AG - Sequência de empilhamento ACO - Sequência de empilhamento
02 ±45 902 02 ±45 902 -3000 -3000 0 4 4 3 1 4 -3000 -3000 100 8 8 -3000 -3000 250 8 8 -3000 -3000 500 9 9 -3000 -3000 1000 10 10
A Tabela 6 apresenta a quantidade de lâminas para os ângulos em relação às cargas aplicadas. Devido à simetria
do laminado, sendo esta uma condição de restrição, os valores apontados consideram a proporção para simétrico e balanceado. Por exemplo, o resultado de 8 lâminas, com ângulos a ±45, resultam em 16 lâminas balanceadas, e como são simétricas o laminado completo possui 32 lâminas. Os resultados do ACO são competitivos comparados aos do AG. Com exceção dos valores com carga N xy = 0 os demais são exatamente os mesmos.
6. CONCLUSÕES
Neste estudo, o algoritmo de colônia de formigas foi utilizado para a otimização de placas de material composto laminado.
ACO é uma nova classe de algoritmo para resolver problemas de otimização estocástica. O objetivo foi a minimização do peso, obtido através da melhor sequência de orientação dos ângulos das lâminas. O algoritmo de otimização de colônia de formigas foi estudado e selecionou-se a variante ACS para a aplicação em compostos laminados. Sua estruturação e formulação foram apresentadas. Realizaram-se testes com o algoritmo desenvolvido em MATLABTM. O algoritmo é comparado com o algoritmo genético proposto por outros pesquisadores. Os resultados foram competitivos comparados com os obtidos na literatura.
7. AGRADECIMENTOS
Este artigo foi realizado com o apoio da CAPES através da bolsa de mestrado para o primeiro autor.
8. REFERÊNCIAS
Abachizadeh, M, Tahani, M., 2009, “An ant colony optimization approach to multi-objective optimal design of symmetric hybrid laminates for maximum fundamental frequency and minimum cost”, Structural and Multidisciplinary Optimization, Vol. 37, pp. 367-376.
Akbulut, M., Sonmez, F. O., 2008, “Optimum design of composite laminates for minimum thickness“, Computers and Structures, Article in Press.
Arora, J. S., 2004, “Introduction to Optimum Design”, Elsevier Academic Press, London. Aymerich, F., Serra, M., 2008, “Optimization of laminate stacking sequence for maximum buckling load using the ant colony
optimization (ACO) metaheuristic”, Composite Parte A: Applied Science and Manufacturing, Vol. 39, pp. 262-272. Blum, C., Roli, A., 2008, “Metaheuristics in combinatorial optimization: overview and conceptual comparison”, ACM
Computing Surveys, Vol. 35, No. 3, pp. 268-308. Castro, L. N., 2006, “Fundamentals of Naturals Computing: Basic Concepts, Algorithms and Applications”, Chapman &
Hall/CRC. Deka, D. J., Sandeep, G., Chakraborty, D., Dutta, A., 2005, “Multiobjective optimization of laminated composites using Finite
Element Method and genetic algorithm”, Journal of Reinforced Plastics and Composites, Vol. 24, No. 3, pp. 273-285. Dorigo, M., Gambardella, l. M., 1997, “Ant Colony System: A Cooperative Learning Approach to the Traveling Salesman
Problem”, IEEE Transactions on Evolutionary Computation, Vol. 1, No. 1, pp. 53-66. Dorigo, M., Stützle, T., 2004, “Ant Colony Optimization”, MIT, Cambridge. Gantovnik, V. B., Gürdal, Z., Watson, L. T., 2002, “A genetic algorithm with memory for optimal design of laminated sandwich
composite panels“, Composite Structures, Vol. 58, pp. 513-520. Gürdal, R. M., Haftka, R. T., Hajela, P., 1999, “Design and Optimization of Laminated Composite”, John Wiley & Sons,
Inc, New York, USA. Jones, R. M., 1999, “Mechanics of Composite Materials - 2a ed.”, Taylor & Francis, Inc., Philadelphia. Le Riche, R., Haftka, R., 1993, “Optimization of laminated stacking sequence for buckling load maximization by genetic

I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 64
algorithm”, AIAA Journal, Vol. 31, pp. 951-956. Liu, B., Haftka, R. T., Akgün, M. A., Todoroki, A., 2000, “Permutation genetic algorithm for stacking sequence design of
composite laminates”, Computer Methods in Applied Mechanics and Engineering, Vol. 186, pp. 357-372. Lopez, R. H., Luersen, M. A., Cursi, E. S., 2008, “Effect of the Failure Criterion on the Minimum Weight of Laminated
Composites”, Proceedings of the Ninth International Conference on Computational Structures Technology, B.H.V. Topping, M. Papadrakakis, (Editors), Civil-Comp Press, Stirlingshire, United Kingdom, paper 10.
Lopez, R. H., Luersen, M. A., Cursi, E. S., 2009, “Optimization of Hybrid Laminated composites using a Genetic Algorithm”, Journal of the Brazilian Society of Mechanical Sciences and Engineering (JBSMSE).
Luersen, M. A., Le Riche, R., 2004, “Globalized Nelder-Mead Method for Engineering Optimization”, Computers and Structures, Vol. 82, pp. 2251-2260.
Soremekun, G., Gürdal, Z., Kassapoglou, C., Toni, D., 2002, “Stacking sequence blending of multiple composite laminates using genetic algorithms”, Composite Structures, Vol. 56, pp. 53-62.
Spallino, R., Rizzo, S., 2002, “Multi-objective discrete optimization of laminated structures”, Mechanics Research Communications, Vol. 29, pp. 17-25.
Staab, G. H., 1999, “Laminar Composites”, Butterworth-Heinemann, Worbun, MA. Terada, Y., Todoroki, A., Shimamura, Y., 2001, “Stacking sequence optimizations using fractal branch and bound method
for laminated composites”, JSME International Journal, Series A, Vol. 44, No. 4, pp. 490-498. Todoroki, A., Sasada, N., Miki, M., 1996, “Object-oriented approach to optimize composite laminated plate stiffness with
discrete ply angles”, Journal of Composite Materials, Vol. 30, No. 9, pp. 1020-1041. Zehnder, N., Ermanni, P., 2006, “A methodology for the global optimization of laminated composite structures”,
Composite structures, Vol. 72, pp. 311-320.
9. DIREITOS AUTORAIS Os autores são os únicos responsáveis pelo conteúdo do material impresso incluído no seu trabalho.

65
Programa de Pós Graduação em Engenhar ia Mecânica e de Mater ia is
II SEMINÁRIO ANUAL DO PROGRAMA DE PÓS -GRADUAÇÃO EM ENGENHARIA MECÂNICA E DE MATERIAIS
02 e 03 de Dezembro de 2009 – Curitiba – Paraná - B rasil
ANALYSIS AMONG THREE OPTIMIZATION TECHNIQUES TO SET CUTTING PARAMETERS IN TURNING OPERATIONS
Luiz C. A. Rodrigues, [email protected]
Mauricio I. Takano, [email protected] 1
Rafael V. B. Wiecheteck, [email protected]
1 Universidade Tecnológica Federal do Paraná, Av. Sete de Setembro, 3165, Curitiba/PR, Brasil 80230-901 Resumo: Determination of the optimal turning parameters of lathes located in a Flexible Manufacturing System (FMS) (where production is made on small lots or even on individual lots) will impose the maximization of production rate at bottleneck resources and the minimization of production costs at non-bottleneck resources. Whenever production bottlenecks are identified, it is important to speedup the production of these bottleneck tasks as much as possible. But if a task is not on a production bottleneck, its production time should be revised on a struggle for tools and energy economy. Therefore, manufacturing industries should be able to revise turning parameters at lathes according to production mix. But this is clearly not the case at industries worldwide. From the literature, it can be observed that optimization of turning (or machining) parameters is a relevant problem. But there has only been a few articles using Operations Research approaches to solve this problem and most of this literature presents the use of heuristic methods. In this paper, an attempt to determine the optimal cutting parameters using Mathematical Programming commercial software is reported. A Mixed Integer Nonlinear Programming (MINLP) model is applied to the software GAMS/Baron to determine the optimal turning parameters. To optimize the cutting parameters in a FMS, minimization of production costs will be analyzed, taking into account the constraints of permissible surface roughness, cutting parameters range, and machine restrictions. Therefore, this work is focused on: i) presenting a thorough revision of the literature; ii) describing a nonlinear mathematical programming model to the problem taken from the literature; and iii) comparing the solution of a mathematical programming software to two other heuristic approaches (using simulated annealing and genetic algorithms) proposed in the literature. This paper presents the results of an ongoing research. Palavras-chave: Optimization, cutting parameters, FMS, mathematical programming, heuristic methods.
1. INTRODUCTION
A Flexible Manufacturing System (FMS) is an automated production system which may be composed of several CNC
machines. According to Xiaobo and Ohno (1999), a FMS is composed of workstations, a system for materials handling and a control system. Each workstation can contain input and output buffers, as well as CNC machines. The control system is responsible for commanding the FMS through a client-server control architecture.
An increasing investment in production automation is being observed in manufacturing industries, especially through the acquisition of CNC machines. Despite the fact that this investment can be expensive, the productivity accomplished using CNC machines can be questioned. The reasons for this inefficiency are twofold: i) lack of trained personnel to provide improvements; and ii ) unawareness of the problem complexity. For instance, determination of the optimal turning parameters of lathes located in a Flexible Manufacturing System (FMS) (where production is made on small lots or even on individual lots) will impose the maximization of production rate at bottleneck resources and the minimization of production costs at non-bottleneck resources. It is important to notice that bottlenecks on a FMS are only identified after production scheduling or sequencing. On the other hand, consider the case of cellular manufacturing where, due to significant setup times, production is made on lots of hundreds or thousands of manufactured parts. At this situation, bottlenecks can be identified simply by an analysis of equipment loading. In both situations, whenever production bottlenecks are identified, it is important to speedup the production at bottleneck tasks as much as possible. But if a task is not on a production bottleneck, its production time should be revised on a struggle for tools and energy economy. What should be remarked from the above mentioned situations is that a task will or will not be on a bottleneck resource depending on the production mix and that industries may face significant production mix variations on their daily operations. Therefore, manufacturing industries should be able to revise turning parameters at lathes according to production mix.
From the literature, it can be observed that optimization of turning (or machining) parameters, as described previously is a relevant problem. According to Su and Chen (1999), cost, productivity, and quality of machined parts are significantly affected by its turning/machining parameters. But there has only been a few articles using Operations Research approaches to solve this problem and most recent literature presents the use of heuristic methods. The most used heuristic methods in the operations research literature are: simulated annealing (Aarts, 1989), tabu search (Glover and Laguna, 1997), genetic algorithms (Goldberg, 1989), and ant colonies (Dorigo et al., 1996).

I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 66
According to Lee and Tarng (2000), the economical analysis of machining processes was started in 1950. A Dynamic Programming approach to this problem was proposed by Agapiou (1992a; 1992b). Prasad et al. (1997) proposed a combination of Geometric and Linear Programming to solve a multi-stage turning problem, which was implemented within a PC-based Computer-Aided Process Planning (CAPP) system. Lee and Tarng (2000) constructed a machining model based on a polynomial network. Wang and Liu (2007) formulated a pair of two-level machining economics problems to calculate the upper and lower bounds of the unit production cost, which were transformed into one-level conventional geometric program, based on the duality theorem.
Su and Chen (1999) presented Simulated Annealing approaches to define turning parameters. Sankar et al. (2007) proposed the use of Genetic Algorithms to solve a multi-stage turning problem. Saravanan et al. (2003) attempted to compare the methods of Simulated Annealing and Genetic Algorithms.
The rest of this work has been organized as follows. Section 2 presents a nonlinear mathematical programming model to the problem. This work attempts to compare three different approaches: a proposed simulated annealing, a genetic algorithms proposed by Saravanan et al. (2003), and using GAMS/BARON/CPLEX which is a mathematical programming software. At section 3, the proposed simulated annealing approach is presented, as well as a brief description on how this problem is solved using mathematical programming. Results and conclusions are presented at section 4 and 5, respectively. 2. MATHEMATICAL MODEL
The turning process of a part is divided in two stages, the rough and the finish machining. The rough process consists in multiple tool passes removing as much material as possible, without compromising the tool, the machine or the machined part. The finish process, on the other hand, consists in a single tool pass bypassing the part after most of the material has been removed in the rough process. In the finish machining the most important is that the part ends up with the roughness and accuracy that was designed. According to Saravanan et al. (2003), Wang and Liu (2007), Su and Chen (1999), and Sankar et al. (2007) the parameters that must be optimized in the turning process are the cutting speed, the feed rate, and the depth of cut.
When it is required to use two or more machines inside a manufacturing cell to produce a certain lot of different parts, the optimal sequence of the manufacturing process is important, where one can seek after the lowest cost or the most productive sequence. This sequencing must consider some manufacturing bounds to each part in the lot, such as the loading level of the machines, time to machine the part, setup depending on the sequence, among others. In order to have a larger profit it is important that the time to manufacture a lot is as small as possible in the production bottleneck, so a greater quantity of parts is produced in the same amount of production time. Hence, the first step to optimize the production sequence (in a manufacturing cell, for example) is to define the minimum time to machine each part in each machine.
In a machining process, higher cutting speed, feed rate, and depth of cut guarantee more speed of material removal. However, the cutting tool consumption may become too high, causing more changes of tools, therefore reducing the global time to manufacture the parts. So, to calculate the minimum time to machine the parts (Eq. 1), it is considered the time whilst the tool is actually removing material, the setup time of a machine, and the time to load and unload the parts in the machine. Table 1 shows the notations of the mathematical expressions used in the bound modeling. According to Stemmer (2001), Eq. 1 shows the minimum machining time calculus and Eq. 2 indicates the calculus of machining costs.
Also, the physical limits of the machine and the cutting tool must be considered, such as the minimum and maximum cutting speed, maximum machine power and maximum temperature supported by the cutting tool and the machined part. The Eq. 3, 4, and 5 are the cutting parameters bounds (Saravanan et al., 2005). Equation 6 is the tool life calculus, which depends exclusively of the cutting speed (Stemmer, 2001). Equation 7 is associated to the calculus of setup times, that is considered the time to prepare the machine summed to the time used to change the cutting tools (Stemmer, 2001).
The Eq. 8, 9, 15, and 16 are the bounds of maximum machine power, maximum cutting temperature supported by the cutting tool and by the part, dimensional constraint, and the maximum roughness allowed in the part after the finish machining (Saravanan et al., 2005). Equations 10, 12, 13, and 14 are the time to remove material of the part in straight machining, where there is only diameter reduction, linear machining, face machining, and circular machining, as proposed by Su and Chen (1999). Equation 11 shows the calculus used to set the angles θ used in Eq. 12, 13, and 14 (Su and Chen, 1999). Equations 17, 18, 19, and 20 are relations between the cutting parameters in rough and finish turning (Sankar et al., 2007).
The Eq. 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, and 14 are used for both rough and finish machining and all equations will be used directly for mathematical programming, at simulated annealing, and at the genetic algorithm. It is important to notice that this section presents the equations that are most popular in the literature concerning cutting parameters definition.
CONSTANTttmTmttmT setuppssetuppt ++∗=∗++∗= (1)
Table 1. Notation used in the mathematical expressions.
Nomenclature Tt Total time of the production cycle [min.] Ts Secondary time is the part’s loading/unloading time which is a constant tsetup Sum of the times used to change the cutting tools and the machine’s setup time [min.] tp Sum of the rough and finish machining times [min.] tr, ts Time of the rough and finish machining, sum of straight, linear, face and circular
turning times [min.] tsr,tss Time of straight turning in rough and finish machining [min.] tlr, tls Time of linear turning between any two points in rough and finish machining [min.]

I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 67
tfr, tfs Time of face turning in rough and finish machining [min.] tcr, tcs Time of circular turning between any two points in rough and finish machining
[min.] m Quantity of parts to be produced K Total costs of the production cycle [$] Kc Constant costs for each produced part, such as raw material [$/Part] Kp Machining time cost [$] Kt Tool cost [$/Toll] Tvr, Tvs Tool life in rough and finish machining [min.] Ct, n Constants of tool life equation ttf Changing tool time [min.] vcr, vcs Cutting speed in rough and finish machining [m/min.] vcrL, vcrU Lower and upper bound of cutting speed in rough machining [m/min.] vcsL, vcsL Lower and upper bound of cutting speed in finish machining [m/min.] fr,fs Feed rate in rough and finish machining [mm/rev.] frL, frU Lower and upper bound of feed rate in rough machining [mm/rev.] fsL, fsU Lower and upper bound of feed rate in finish machining [mm/rev.] apr,aps Depth of material to be removed in rough and finish machining [mm] aprL, aprU Lower and upper bound of depth of cut in rough machining [mm] apsL, apsU Lower and upper bound of depth of cut in finish machining [mm] br,bs Chip width in rough and finish machining [mm] hr, hs Chip thickness in rough and finish machining [mm] Kc1.1 Specific cutting pressure that gives a chip with bxh = 1x1 [N/mm2] mc Constant of cutting force equation Pr, Ps Cutting power during rough and finish machining [kW] PrU, PsU Maximum cutting power allowed during rough and finish machining [kW] Qr, Qs Temperature during rough and finish machining [ºC] QrU, QsU Maximum temperature allowed during rough and finish machining [ºC] Kg, T,Φ, δ Constants related to machining temperature d, l Diameter and length of straight turning operation [mm] r Nose radius of the cutting tool [mm] x1, x2 Radius of the initial and final points in linear, face or circular turning [mm] xc Equivalent radius of the position of the center of the circular turning [mm] ∆ Length between the final and initial points in linear or circular turning [mm] ra Radius of the circular turning [mm] θ Angle used in the calculus of linear and circular turning [rad.] Rmax Maximum allowable surface roughness [mm] nc Number of rough cuts [an integer] k1, k2, k3 Constants for rough and finish parameters relations
tpsv
s
rv
rtc TK
T
t
T
tKmKmK ∗+
+∗∗+∗= (2)
rUcrcrLc vvv ≤≤ (3)
rUrrL fff ≤≤ (4)
rUprprLp aaa ≤≤ (5)
n
rc
trv v
CT
1
= (6)
SETUPtT
tmt
T
tmt tf
sv
stf
rv
rsetup +∗∗+∗∗= (7)
rUrcprrf
r Pvafk
P ≤∗∗∗
=60000
υµ
(8)

I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 68
rUrprrcqr QafvKQ ≤∗∗∗= υϕτ (9)
rrcsr fv
ldt
∗∗∗∗=
1000
π (10)
fi
iffi
xx
∆−
= −1tanθ (11)
21
21
22
sin1000 θπ xx
fvt
rrclr
−∗∗∗
= (12)
21
221000
xxfv
trrc
fr −∗∗∗
= π (13)
( ) ( )1212 coscos500 ccaccc
rrc
acr rx
fv
rt θθθθπ −∗−−∗∗
∗∗∗= (14)
4905.09709.02848.0
1 66.100 prrcr afv ∗∗∗= −δ (15)
.max
2
8R
r
fs ≤ (16)
c
sp
rp n
ada
−= (17)
sprp aka ∗≥ 1 (18)
rcsc vkv ∗≥ 2 (19)
sr fkf ∗≥ 3 (20)
3. SOLUTION METHODOLOGY
To optimize the cutting parameters in a FMS, minimization of production costs is analyzed, taking into account the constraints of permissible surface roughness, cutting parameters range, and machine restrictions. This paper analyzes three optimization techniques to set cutting parameters in turning operations, which are simulated annealing, genetic algorithm, and mathematical programming. The genetic algorithm approach used in this paper was proposed by Saravanan et al. (2003) and the reader should refer to this paper for details concerning this approach.
3.1. Mathematical Programming
A branch of research in mathematical programming is the so called Global Optimization which seeks to solve mixed integer
nonlinear problems (MINLP) to optimality. At nonlinear problems a significant number of local optimal solutions can be found. The greatest challenge on such problems is on how to separate a concave surface into a collection of several convex hulls (where each convex hull will possess a single optimal solution). Therefore global optimization approaches attempt to form a collection of convex subproblems. A way to obtain convex subproblems is by using an Outer Approximation approach (Horst and Tuy,1992), which make use of cutting planes to transform a nonlinear problem into several linear subproblems. Each linear subproblem (whose solution is found within pseudo-polynomial time) becomes a relaxed convex hull which contains one or more local optimal solutions of the nonlinear problem within it. These linear subproblems can be submitted to a Branch-and-Bound search (Horst and Tuy, 1992) or to a Disjunctive Programming approach (Tawarmalani and Sahinidis, 2002) which identifies the most promising subproblem. The most promising subproblem receives additional cutting planes to prune it. The goal of Global Optimization is only to identify a local optimal solution if it is promising candidate to become a global optimal solution. Notice that if Branch-and-Bound (or Disjunctive Programming) is solved until its end, the global optimal solution will be identified due

I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 69
to its combination of mixed integer linear programming (MILP) and nonlinear programming (NLP) search approaches. For instance, readers interested in the subject can refer to the books by Horst and Tuy (1992) and Tawarmalani and Sahinidis (2002).
In order to solve the proposed problem using mathematical programming, a software for mixed integer nonlinear programming (MINLP) problems was used. The chosen software was GAMS/BARON/CPLEX, where GAMS is a modeling platform for mathematical programming problems, CPLEX is a MILP solver which is controlled by BARON, that is a MINLP solver developed by Tawarmalani and Sahinidis (2002). Since there is a paradigm that heuristic methods are the best choice to solve MINLP problems (due to its complexity), the authors have decided to test GAMS/BARON/CPLEX at the proposed problem. In order to use this software to solve the proposed problem, equations presented in section 2 have been modeled in GAMS. GAMS was set to use BARON as its solver, demanding no addition actions to solve the proposed problem.
3.2. Simulated Annealing
Unlike the GA (proposed by Saravanan et al. (2003)) and the mathematical programming approaches (which only required the modeling within GAMS), a simulated annealing (SA) algorithm is proposed in this work to be compared to the two other approaches. The simulated annealing is a probabilistic local search technique based in an analogy with the change of the state of the material when simulating its cooling after being heated to its liquid state (Aarts, 1989). The analogy between the optimization technique and the change of the state of the material is very direct, where the objective function is associated to the evaluation on the amount of internal energy. The several states of the material are the possible solutions. The meta-stable states of the material are the local optima and the crystalline structure is the possible local optimum (considering a crystal being cooled). The initial value of the temperature – which will have no physical meaning at optimization problems – and its decrement expression are important factors to the good performance of SA.
This work intends to compare different optimization approaches. Therefore, this paper tests different SA approaches, which are compared to the SA approach proposed by Saravanan et al. (2003; 2005). In order to enable an easier comparison to the approach proposed by Saravanan et al. (2003; 2005), all the tested SA approaches use the same initial temperature, equal to 475 (which was proposed by Saravanan et al., 2005).
Notice that Saravanan et al. (2003; 2005) have presented several heuristic approaches to solve this problem but they do not present or compare different parameters for each heuristic. Due to this, SA approaches at this paper are tested for different cooling factors α – which assumed the values 0.9 and 0.99 – and with the use or not of re-heating. Re-heating is used to re-start the SA using the last solution – which is expected to be close to or at a local optimum – as the initial solution. Whenever used, re-heating is performed 10 times. The SA proposed by Saravanan et al. (2005) only used a cooling factor equal to 0.9 and did not use re-heating. The steps to perform the simulated annealing – which are different from those of previous papers – are as follows. The goal is to test the influence of these parameters to SA. The steps to perform the simulated annealing are as follows. The variable s* represents the best solution found during the execution of the algorithm. Minimum temperature was set to 30, as a limit when SA behaves as a “Hill-Climbing” approach; that is, SA starts performing a local search. Ci is used to count the amount of iterations within local search that have been performed. Cf indicates the maximum number of iterations within local search. K indicates the cost of a solution.
Step 1 SET Ci = 0, Cf, T0, initial solution (s). Step 2 Randomly generate a neighbor solution (s’). Step 3 IF K(s’) ≤ K(s), THEN:
s = s’ IF K(s’) ≤ K(s*), THEN: s* = s’ ENDIF ELSEIF K(s’) > K(s), THEN: ∆ = K(s’) - K(s) IF R ≤ EXP(∆ /T), THEN: s = s’ ENDIF ENDIF.
Step 4 SET T = αT IF T < 30, THEN: Ci = Ci + 1 IF Ci > Cf, THEN: Ci = 0 T = T0 COUNT RE-HEATING ENDIF ENDIF
Step 5 IF RE-HEATING ≤ STOP_CRIT, THEN: GOTO STEP 2 Step 6 Present best solution found (s*)
4. RESULTS
There was an effort to use only data extracted from Saravanan et al. (2005) in order to compare their results with all three
results from our optimization techniques, but some bounds and considerations were not presented by them. Then, data used in this paper were extracted from Saravanan et al. (2005), Sankar et al. (2007), and Stemmer (2001) and are described in Tab. 3.

I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 70
Table 3. Cutting model data.
Parameter/ Constraint
Values Parameter / Constraint
Values Parameter / Constraint
Values
vcrU 550 m/min. vcrL 50 m/min. frU 1.0 mm/rev. frL 0.2 mm/rev. aprU 3.0 mm aprL 1.0 mm
vcsU 550 m/min. vcsL 50 m/min. fsU 1.0 mm/rev. fsL 0.2 mm/rev. apsU 3.0 mm apsL 1.0 mm Ct 300 n 0.2 kf 108 µ 0.75 υ 0.95 PrU 200 kW Kq 132 Τ 0.4 Φ 0.2 QrU 1000 °C QsU 1000 °C δ1 20 r 1.2 mm Rmax. 10.0 µm k1 1.0 k2 1.0 k3 1.0 ttf 3.0 min. m 1.0 Kt 15 $/Tool Kp 2.0 $/min.
Maintenance times and fixed costs to each produced part were considered as constants and ignored for the calculus of Eq. 1
and 2, because they do not influence in the choice of the value of the cutting parameters. The software used to solve non-linear programming was GAMS/BARON/CPLEX. All equations were included in the mathematical model (including rough and finish turning bounds) calculation of production time and the objective function which in this model is to reduce costs.
A part/component extracted from Saravanan et al. (2005) was used to analyze the three optimization techniques and to compare the results. The time to machine this part was calculated using Eq. 10, 11, 12, 13, and 14. Figure 1 shows the component used for the tests.
Figure 1. Component used to test the three optimization techniques (Saravanan et al., 2005)
Using a Pentium IV PC with 2.4 GHz and 2 GB of RAM memory, GAMS/BARON/CPLEX software took 0.31 seconds to
solve the non-linear mathematical programming, while SA was performed within 2 seconds and GA was solved within 87 seconds. The results obtained using simulated annealing, genetic algorithms, and mathematical programming are in Tab. 4. Firstly, it is possible to identify that SA was outperformed by the two other approaches, both in the best solution found, average cost (when mathematical programming seems to have always converged to the optimal solution), and computational time. This is an indication that there are so-called “global optimization software” (Neumaier, 2009) which are able to deal with non-linear mathematical programming problems.
The results using mathematical programming and GA indicate that it is not possible to select the best approach. Many works in the literature try to point to the “best” approach without a statistical background, as in (Saravanan et al., 2003) and in Saravanan et al. (2005). Analysis of Variance (ANOVA) was used to check the hypothesis that there is no significant difference among the average of all treatments (or approaches) (Montgomery, 1991). With the use of ANOVA and repeating each treatment 20 times, it was not possible to refuse this hypothesis. That is, due to the variance (or standard deviation) of the results, there will be a superposition of the normal curves for all these two approaches.
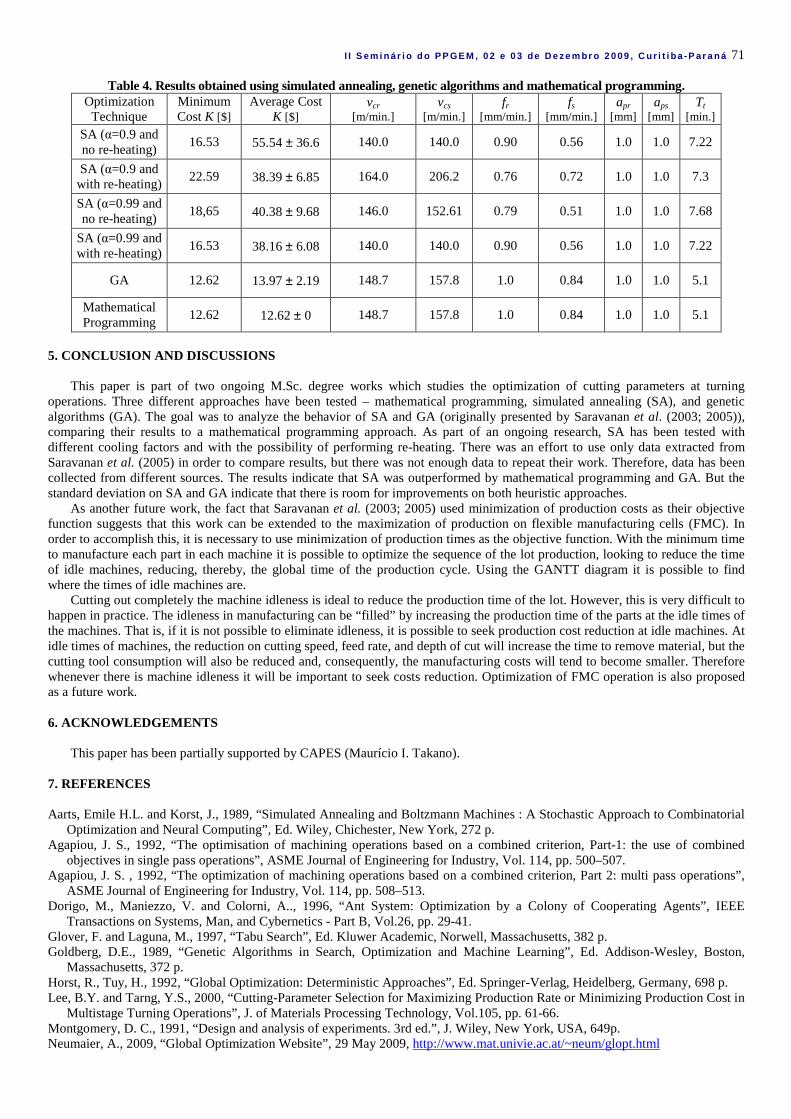
I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 71
Table 4. Results obtained using simulated annealing, genetic algorithms and mathematical programming. Optimization Technique
Minimum Cost K [$]
Average Cost K [$]
vcr
[m/min.] vcs
[m/min.] fr
[mm/min.] fs
[mm/min.] apr
[mm] aps
[mm] Tt
[min.]
SA (α=0.9 and no re-heating)
16.53 55.54 ± 36.6 140.0 140.0 0.90 0.56 1.0 1.0 7.22
SA (α=0.9 and with re-heating)
22.59 38.39 ± 6.85 164.0 206.2 0.76 0.72 1.0 1.0 7.3
SA (α=0.99 and no re-heating)
18,65 40.38 ± 9.68 146.0 152.61 0.79 0.51 1.0 1.0 7.68
SA (α=0.99 and with re-heating)
16.53 38.16 ± 6.08 140.0 140.0 0.90 0.56 1.0 1.0 7.22
GA 12.62 13.97 ± 2.19 148.7 157.8 1.0 0.84 1.0 1.0 5.1
Mathematical Programming
12.62 12.62 ± 0 148.7 157.8 1.0 0.84 1.0 1.0 5.1
5. CONCLUSION AND DISCUSSIONS
This paper is part of two ongoing M.Sc. degree works which studies the optimization of cutting parameters at turning operations. Three different approaches have been tested – mathematical programming, simulated annealing (SA), and genetic algorithms (GA). The goal was to analyze the behavior of SA and GA (originally presented by Saravanan et al. (2003; 2005)), comparing their results to a mathematical programming approach. As part of an ongoing research, SA has been tested with different cooling factors and with the possibility of performing re-heating. There was an effort to use only data extracted from Saravanan et al. (2005) in order to compare results, but there was not enough data to repeat their work. Therefore, data has been collected from different sources. The results indicate that SA was outperformed by mathematical programming and GA. But the standard deviation on SA and GA indicate that there is room for improvements on both heuristic approaches.
As another future work, the fact that Saravanan et al. (2003; 2005) used minimization of production costs as their objective function suggests that this work can be extended to the maximization of production on flexible manufacturing cells (FMC). In order to accomplish this, it is necessary to use minimization of production times as the objective function. With the minimum time to manufacture each part in each machine it is possible to optimize the sequence of the lot production, looking to reduce the time of idle machines, reducing, thereby, the global time of the production cycle. Using the GANTT diagram it is possible to find where the times of idle machines are.
Cutting out completely the machine idleness is ideal to reduce the production time of the lot. However, this is very difficult to happen in practice. The idleness in manufacturing can be “filled” by increasing the production time of the parts at the idle times of the machines. That is, if it is not possible to eliminate idleness, it is possible to seek production cost reduction at idle machines. At idle times of machines, the reduction on cutting speed, feed rate, and depth of cut will increase the time to remove material, but the cutting tool consumption will also be reduced and, consequently, the manufacturing costs will tend to become smaller. Therefore whenever there is machine idleness it will be important to seek costs reduction. Optimization of FMC operation is also proposed as a future work. 6. ACKNOWLEDGEMENTS
This paper has been partially supported by CAPES (Maurício I. Takano). 7. REFERENCES Aarts, Emile H.L. and Korst, J., 1989, “Simulated Annealing and Boltzmann Machines : A Stochastic Approach to Combinatorial
Optimization and Neural Computing”, Ed. Wiley, Chichester, New York, 272 p. Agapiou, J. S., 1992, “The optimisation of machining operations based on a combined criterion, Part-1: the use of combined
objectives in single pass operations”, ASME Journal of Engineering for Industry, Vol. 114, pp. 500–507. Agapiou, J. S. , 1992, “The optimization of machining operations based on a combined criterion, Part 2: multi pass operations”,
ASME Journal of Engineering for Industry, Vol. 114, pp. 508–513. Dorigo, M., Maniezzo, V. and Colorni, A.., 1996, “Ant System: Optimization by a Colony of Cooperating Agents”, IEEE
Transactions on Systems, Man, and Cybernetics - Part B, Vol.26, pp. 29-41. Glover, F. and Laguna, M., 1997, “Tabu Search”, Ed. Kluwer Academic, Norwell, Massachusetts, 382 p. Goldberg, D.E., 1989, “Genetic Algorithms in Search, Optimization and Machine Learning”, Ed. Addison-Wesley, Boston,
Massachusetts, 372 p. Horst, R., Tuy, H., 1992, “Global Optimization: Deterministic Approaches”, Ed. Springer-Verlag, Heidelberg, Germany, 698 p. Lee, B.Y. and Tarng, Y.S., 2000, “Cutting-Parameter Selection for Maximizing Production Rate or Minimizing Production Cost in
Multistage Turning Operations”, J. of Materials Processing Technology, Vol.105, pp. 61-66. Montgomery, D. C., 1991, “Design and analysis of experiments. 3rd ed.”, J. Wiley, New York, USA, 649p. Neumaier, A., 2009, “Global Optimization Website”, 29 May 2009, http://www.mat.univie.ac.at/~neum/glopt.html

I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 72
Prasad, A.V.S.R.K., Rao, P.N., Rao, U.R.K., 1997, “Optimal selection of process parameters for turning operations in a CAPP system”, International Journal of Production Research, Vol. 35, 1495–1522.
Sankar, R.S., Asokan, P., Saravanan, R., Kumanan, S. and Prabhaharan, G., 2007, “Selection of machining parameters for constrained machining problem using evolutionary computation”, Int. J. Adv. Manuf. Technol., Vol.32, pp. 892-901.
Saravanan, R., Asokan, P. and Vijayakumar, K., 2003, “Machining Parameters Optimisation for Turning Cylindrical Stock into a Continuous Finished Profile Using Genetic Algorithm (GA) and Simulated Annealing (SA)”, Int. J. Adv. Manuf. Technol., Vol.21, pp. 1-9.
Saravanan, R., Sankar, R.S., Asokan, P., Vijayakumar, K. and Prabhaharan, G., 2005, “Optimization of Cutting Conditions During Continuous Finished Profile Machining Using Non-Traditional Techniques”, Int. J. Adv. Manuf. Technol., Vol.26, pp. 30-40.
Stemmer, C.E.,2001, “Ferramentas de Corte I”, Ed. UFSC, Vol.1, Florianópolis, Brazil, 249 p. Su, Chao-Ton and Chen, Mu-Chen, 1999, “Computer-Aided Optimization of Multi-Pass Turning Operations for Continuous
Forms on Cnc Lathes”, IIE Transactions, Vol.31, pp. 583-596. Tawarmalani, M., Sahinidis, N. V., 2002, “Convexification and Global Optimization in Continuous and Mixed-Integer Nonlinear
Programming: Theory, Algorithms, Software, and Applications”, Ed. Springer, Dordrecht, The Netherlands, 504 p. Wang, Rong-Tsu and Liu, Shiang-Tai, 2007, “An Economic Machining Process Model With Interval Parameters”, Int. J. Adv.
Manuf. Technol., Vol.33, pp. 900-910. Xiaobo, Z. and Ohno, K., 1999, “Modeling for Flexible Manufacturing Systems With an FMS Blocking Mechanism and a BDSM
Job Routing”, IIE Transactions, Vol.31, pp. 957-963. 8. RESPONSIBILITY NOTICE
The authors are the only responsible for the printed material included in this paper.

73
Programa de Pós Graduação em Engenhar ia Mecânica e de Mater ia is
II SEMINÁRIO ANUAL DO PROGRAMA DE PÓS -GRADUAÇÃO EM ENGENHARIA MECÂNICA E DE MATERIAIS
02 e 03 de Dezembro de 2009 – Curitiba – Paraná - B rasil
MODELAGEM DO PROCESSO DE DESENVOLVIMENTO DE PRODUTO S
Jeferson Ferreira Mocrosky, [email protected] Milton Borsato, [email protected]
1 Instituto Federal de Santa Catarina Campus Chapecó, Av Nereu Ramos, 3450 D – Seminário – Chapecó SC 2 Universidade Tecnológica Federal do Paraná, Av. Sete de Setembro, 3165, Curitiba/PR, Brasil 80230-901 Resumo: Este trabalho tem por objetivo apresentar uma revisão teórica sobre modelagem do Processo de Desenvolvimento de Produtos, de forma a fornecer subsídios para a pesquisa aplicada relacionada ao tema. O trabalho faz uma breve resisão sobre a Modelagem de Processos de Negócios e as características dos modelos de negócios, diagnóstico do Processo de Desenvolvimento de Produtos e o Modelo Unificado. O texto ainda apresenta os principais métodos e ferramentas empregados na modelagem de processos de negócios e um comparativo entre elas. Além dessa análise comparativa, são feitas considerações mais aprofundadas no método Business Process Modeling Notation e as ferramentas Intalio Designer e Intalio Server, que serão usados para modelagem o Processo de Desenvolvimento de Produto de uma empresa que fabrica equipamentos. Palavras-chave: Modelagem de processos de negócios, métodos de modelagem, ferramentas de modelagem,Intalio.
1. INTRODUÇÃO
Com este trabalho pretende-se fazer uma revisão bibliográfica sobre os diversos métodos e ferramentas para modelagem do
Processo de negócio BPM, buscando fundamentos para estudo de campo e aplicação no Processo de Desenvolvimento de Produtos (PDP) de uma empresa de fabricação de equipamentos. Sendo assim, este trabalho é componente parcial de pesquisa aplicada em conjunto com o Núcleo de Manufatura Integrada (NUMA) da Universidade de São Paulo (USP) da Cidade de São Carlos e o Programa de Pós-Graduação em Engenharia Mecânia e Materais da Universidade Tecnológica Federal do Paraná campus Curitiba.
Portanto, este artigo foi elaborado através da seleção de bibliografias para conceituar Modelagem de Processos, Métodos e Ferramentas de Modelagem, incluindo referências que permitissem estudar e avaliar a maturidade do PDP em relação às propostas de modelos de maturidade, buscando-se assim, uma metodologia de referência para diagnosticar as melhores práticas e uma abordagem sistemática antes de ir a campo.
O trabalho está dividido em quatro partes, onde a primeira busca definir o contorno do tema em relação ao BPM, com definições sobre modelagem de processos, que mostram fatores significativos sobre a análise do tema. Em seguida são apresentados os níveis de maturidade e os modelos que compõem o Modelo Unificado e as melhores práticas. O Modelo Unificado contém as melhores práticas, pois é nele que estão contidos as experiências e conhecimentos acumulados e sistematizados. Assim sendo, o Modelo Unificado é desdobrado em três outros modelos de acordo com o nível de maturidade e aplicação de boas práticas, que permitem classificar e enquadrar a organização. Num terceiro momento, busca-se apresentar os métodos de modelagem do processo de negócio, baseada nas experiências dos autores e da equipe do NUMA envolvida, tais como Structured Analyses and Development Techniue (SADT), Integration Definition for Function Modeling (IDEF) e Event-Driven Process Chain (EPC).E em quarto, são apresentadas as ferramentas de modelagem tais Visio profissional, Aris toolset e Microsoft PowerPoint relacionadas com os métodos apresentados e suas características, bem como discussões sobre os diagramas dos modelos, complexidade e um comparativo. Apesar de apresentar algumas considerações sobre as ferramentas mencionadas, o foco para estudo de campo, continuidade deste trabalho, reside no aprofundamento e domínio do método Business Process Modeling Notation (BPMN) e das ferramentas Intalio Designer e Intalio Server BPMS, pois a modelagem do processo empresarial em estudo de campo será feita com este método e as ferramentas do Intalio.
2. MODELAGEM DE PROCESSOS
Os processos dentro da empresa transformam entradas em saídas ao longo do caminho das atividades, o qual pode invocar
ou consumir recursos tais como materiais ou pessoas. O desempenho de uma empresa está relacionado com a gestão do processo de negócio, a metodologia adotada e como este processo é entendido pelo profissional responsável pela análise. Modelar o processo de negócio permite executar e avaliar o desempenho da empresa, com modelos, que usam uma linguagem específica para representar os processos e o passo à passo de atividades internas e externas relacionadas à organização. (MUEHLEN; INDULSKA, KITTEL, 2008)
Os modelos de negócios descrevem o fluxo de atividades, informações, responsabilidades na organização e recursos envolvidos nos processos, com métodos e ferramentas que permitem visualizar e analisar o processo. Esses modelos de negócios

I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 74
são abstrações da realidade, com funções dedicadas a redução da complexidade natural da realidade e, permitem identificar os elementos essenciais que governam o negócio, tais como os fatores de origem interna e externa, que atuam no modo da organização trabalhar e eventualmente, no resultado da empresa. A realidade que um modelo de negócio precisa enfrentar é complexa, sendo impraticável sua execução se todos os elementos estiverem num único modelo. Sendo assim, os modelos são desdobrados para incorporarem aspectos particulares que permitam uma visão mais específica da empresa. (BENEDICTS; AMARAL; ROZENFELD, 2004)
Gestão do negócio é entendida, de modo geral, como o cruzamento seccional de funções que controlam o uso de recursos e a coreografia das atividades operacionais de uma empresa. Entretanto, o Ciclo de Vida dos processos envolve as seguintes fases: a definição organizacional, objetivos dos processos, avaliação dos fatores ambientais e identificação das forças que causam algum efeito sobre os processos de negócios da organização, desenho dos processos e atividades, implantação, monitoramento e melhoria dos processos. Na fase de desenho dos processos, são identificados os processos da organização desejados para análise, redesenho e/ou automação. Os detalhes dos processos são especificados e mapeados usando métodos e ferramentas de modelagem. Com os processos desenhados ou redesenhados é necessário identificar e clarificar as variáveis que influenciam o desenho dos processos, tais como variáveis internas e externas. (MUEHLEN, YI HO, 2006)
Segundo Yamamoto, et.al (2005), um processo de negócio é representado por um fluxo de diagramas baseados num diagrama de atividade em Linguagem Unificada de Modelagem ou, Unified Modeling Language (UML), usado para descrever ou expressar ações de um processo negócio.
Para modelagem, os processos de negócios são percebidos e descritos nas mais diferentes formas, com as mais variadas notações e métodos em UML, para representar processos e objetos com programas de computador. Entretanto, para executar o modelo, analistas e técnicos de processos necessitam usar a Linguagem da Modelagem do Processo de Negócio ou Business Process Modeling Language (BPML) e ferramentas para obter maiores detalhes sobre os processos.
Na modelagem dos processos de negócios, cada tarefa é sistematizada e o objetivo destas tarefas é clarificado. Assim, a definição da faixa de sistematização é incluída no fluxo do diagrama do processo de negócio para assegurar o grau de detalhes exigidos. As informações do negócio são as entradas e saídas de seus processos, permitindo criar e mudar os processos em conformidade com a estratégia da empresa. (YAMAMOTO; et. al, 2006)
É importante ressaltar que, para modelar e promover as mudanças necessárias, em busca de melhor desempenho do negócio é necessário a utilização de métodos e ferramentas desenvolvidas para desenhar e avaliar as soluções propostas.
Assim, a figura 1 mostra esquematicamente a estrutura da arquitetura com as principais ferramentas de modelagem do processo de negócio, adaptado da proposta de Minoli, (2008). A figura 2 apresenta um esquema que permite verificar as interações no ambiente de negócios.
Dentro deste contexto, as ferramentas de modelagem permitem executar os modelos de processos para vários propósitos, tais como; simulação, análise, relatório, desempenho de gestão, execução e muito mais. Entretanto, nas interações dos processos de negócio estão envolvidos aspectos tecnológicos e sistemas tecnológicos existentes na empresa ou parceiros, que devem ser considerados nas atividades.
Figura 1 Estrutura da arquitetura de Modelagem do Processo de Negócio e suas principais ferramentas
Adaptado de MINOLI, Daniel. Enterprise Archietecture A to Z, 2008 Modelar é um processo de arquitetura que permite projetar uma estrutura para aplicação de um programa de computador
antes de começar as fases de codificação. Um modelo de processo permite assegurar que as funcionalidades estão certas e completas, em conformidade com as necessidades dos usuários, e que o programa de computador tem capacidade de ajustar o tamanho das novas condições do processo impostas pela melhoria contínua.

I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 75
Figura 2 Visão parcial da estrutura de negócio e os relacionamentos com a Arquitetura, Frameworks, Ferramentas, Métodos
e Metodologias. É importante destacar que para modelagem de processos, primeiramente deve-se conduzir um diagnóstico da maturidade,
visando identificar as melhores práticas adotadas pela empresa. Uma melhor prática conhecida de Rozenfeld, et. al. (2006) é o diagnóstico dos níveis de maturidade do PDP, através do
modelo de referência, que permite avaliar o grau de maturidade e os níveis de maturidade.
3. DIAGNÓSTICO DO PROCESSO DE DESENVOLVIMENTO DE PRODUTOS O Processo de Desenvolvimento de Produtos é um dos mais importantes dentro do processo de negócio e para a
competitividade da organização. A abordagem por processos está entre as melhores práticas de gestão do PDP, pois visa integrar as atividades, técnicas e métodos de diferentes aéreas do conhecimento, tais como custo, qualidade, marketing, gerenciamento de projetos e outras. Melhores práticas representam uma maneira de atingir um objetivo ou resultado, com aplicação de conhecimentos sobre a melhor forma de realizar atividades ou tarefas, e são representadas dentro do processo por fases, atividades e tarefas descritas num modelo. (SILVA; ROZENFELD, 2002)
Rozenfeld et. al (2006) afirma que o modelo unificado contém as melhores práticas, porque armazena experiências e conhecimentos, em desenvolvimento de produtos, acumulados e sistematizados. Assim, três partes distintas do modelo podem ser descritas;
• Modelo de referência descreve as melhores práticas para gestão do PDP em fases e atividades relacionados a métodos e técnicas;
• Modelo de maturidade: apóia a identificação do nível de evolução a que a empresa ou processo se encontra, através de níveis de maturidade e hierarquia de atividades a medida que níveis anteriores são satisfeitos;
• Modelo de transformação do PDP: descreve um processo estrutural para implementar as mudanças no PDP, buscando a elevação de níveis de maturidade através de projetos de transformação.
A utilização de modelos permite analisar o processo de uma organização enquadrando numa categoria para analisar se o processo está com determinado nível de maturidade. Assim, o modelo para diagnóstico da maturidade do PDP permite identificar em que nível se encontra a empresa e as áreas prioritárias conforme as características da empresa, seu mercado e produto.
A divisão em cinco níveis, conforme mostrado na tabela 1, permite analisar a empresa quanto a adoção de métodos e ferramentas para desenvolvimento de produtos e em qual a etapa está a sua evolução nos cinco estágios. O diagnóstico da maturidade com o modelo unificado permite avaliar e definir os novos rumos e o próximo nível de maturidade a atingir, para planejamento de transformações e elevação a um grau mais elevado de maturidade desejado. O modelo unificado permite a

I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 76
busca de melhoria contínua significativa, sendo indicado para empresas de bens de consumo duráveis e equipamentos (ROZENFELD et al., 2006).
Tabela 1 Níveis de maturidade do PDP propostos por Rozenfeld et al. (2006).
A avaliação do nível de maturidade dos processos de uma organização permite traçar um planejamento, para mapeamento e
modelagem das interações desses processos, e representa o primeiro passo para análise. O segundo é o desenho dos fluxos de processos e suas interações, para elaboração do modelo abstrato do processo com a aplicação de métodos e ferramentas.
Sendo assim, na seqüência serão apresentados alguns métodos que permitem a construção de Modelos de processos.
4. MÉTODOS DE MODELAGEM Diversos métodos de modelagem podem ser usados para modelar processos dentro das organizações, onde a metodologia
pode estar fundamentada na utilização de uma variedade de modelos e objetos que permitem a representação e análise para aplicação de uma ferramenta computacional.
Benedicts, Amaral, Rozenfeld (2004) apresentam em seu trabalho diversos métodos utilizados para modelagem dos processos empresariais, tomados como referências, tais como:
• Structured Analyses and Development Techniue (SADT); • Integration Definition for Function Modeling (IDF0); • Event-Driven Process Chain (EPC); • Business Process Moldeling Notation (BPMN).
Aguilar-Savén (2004) afirma que a família IDEF é usada de acordo com diferentes aplicações, onde os métodos mais importantes desta família são: IDEF0, IDEF1, IDEF1X, IDEF2, IDEF3, IDEF4 e IDEF5.
Benedicts, Amaral, Rozenfeld (2004) apresentam também as ferramentas para visualização da modelagem dos processos empresariais, que mostram graficamente os processos, tarefas e interfaces. Essas ferramentas permitem a representação simples dos modelos e possuem bons recursos de formatação e flexibilidade para representação com vários métodos e com baixo custo. As ferramentas são:
• Visio profissional; • Aris toolset, e; • Microsoft PowerPoint;
Outra ferramenta que apóia a modelagem dos processos empresariais é o INTALIO Designer, que permite modelar em BPMN a interface interna e externa dos processos, para posterior automação.

I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 77
4.1. MÉTODO SADT Este método utiliza uma série de ferramentas gráficas e textuais incluindo diagramas de atividades, diagramas de dados, lista
de nós e dicionário de dados para representar a estrutura do sistema que se deseja modelar. Suas principais características podem ser descritas como: (PANDYA, 1995)
• Decomposição top-down, a qual é usada para permitir a inclusão gradual de detalhes, para que exista um controle da complexidade;
• A metodologia requer analistas para considerar as visões das atividades, funções ou dados do sistema, encorajando a criação de sistemas integrados;
• Requer também, a criação de modelo funcional ou lógico, antes de considerar o modelo físico para forçar o pensamento do “que” antes do “como”;
• Exige que todas as decisões e comentários sejam registrados em formulários e a inclusão das regras que governam a criação destes registros.
Para Vernadat (1996) o SADT utiliza ferramentas textuais e gráficas para estruturar os diagramas de atividades, no caso de transformação, e diagrama de dados, no caso de análise de informação ou documentos. O conjunto de diagramas interconectados é denominado modelo.
Lakhoua (2009) afirma que o SADT é um método utilizado para desenhar em computador sistemas integrados e flexíveis, não necessitando de apoio de ferramenta computacional específica para desenvolvimento e visualização de modelos, porém, representa modelos estáticos de atividades do processo e as inter-relações entre elas exclusivamente. Outro fator significativo está no fato de que o modelo e suas inter-relações não mostram diretamente a lógica e a dependência do tempo entre as atividades.
Um diagrama em SADT contém blocos que representam atividades e, setas que representam as interfaces e conexões entre blocos. Um diagrama é nomeado com um título, centralizado em sua margem inferior. Além disso, os diagramas também podem apresentar outras informações, tais como; autor, projeto que o diagrama faz parte, data da criação, data da última revisão e status do diagrama. (MARCA, 1998)
Existem quatro tipos de relacionamento entre os blocos e as setas, sendo elas; entrada, saída, controle e mecanismo. As setas de entrada referem-se às coisas usadas ou transformadas pelas atividades e, as setas de controle representam o monitoramento e a direção das atividades. As setas de saída representam o resultado da transformação de entrada da atividade relacionada e os mecanismos indicam como as atividades são realizadas, ou seja, os recursos. (VERNADAT, 1996)
4.2. MÉTODO EPC
Este método foi desenvolvido como parte da arquitetura ARIS, usada para representar uma seqüência de procedimentos e
uma cadeia lógica de eventos, sendo composto por eventos que estabelecem links entre funções. A visualização dos dados mostra eventos tais como ordens recebidas dos clientes e o status. A visualização das funções mostram a descrição das atividades a serem executadas, as sub-funções individuais e as relações existentes entre elas. Várias funções podem ser inicializadas por um evento, assim como uma função pode resultar de diversos eventos. As funções, eventos, informações de recursos e a unidade organizacional são conectadas por fluxo de controle. Um modelo em EPC consiste dos seguintes elementos: (KORHERR e LIST, 2006)
• Funções: são elementos ativos e modelos de atividades de uma empresa; • Eventos: são criados pelo processamento das funções ou por atores externos do modelo. Um evento pode agir como
uma pré ou pós-condição de uma função; • Operadores lógicos: conectam funções e eventos; • Unidade organizacional ou Regras: são responsáveis pela execução de uma função; • Objetos de informação: retratam dados de entradas que servem como base para uma função, ou dados de saída
produzidos por uma função; • Deliverables: representam serviços ou funções de produtos produzidas ou necessárias;
Os diagramas EPC podem ser usados para representar processos de negócios em termos de eventos, funções lógicas de operações, sendo este último usado para ligar o fluxo de atividades. A seleção de uma seqüência em particular depende de mudanças no estado em que são representados os eventos. (BAEKGAARD, 2009).
Com base em Benedicts, Amaral e Rozenfeld (2004) entende-se que evento é um objeto de informação que se encontra numa situação de controle ou influência sobre a seqüência do processo de negócio, e são representados graficamente por hexágonos. Os eventos determinam o início e o fim de uma função e os objetos que iniciam e concluem um diagrama EPC. Para representação e visualização dos digramas e suas interações podem ser usadas as ferramentas ARIS, VISIO e POWERPOINT.
4.3. MÉTODO IDEF
Para Aguilar-Savén (2004); BARBER, et. al (2003), a família IDEF é composta pelos seguintes métodos; IDEF0, IDEF1,
IDEF1X, IDEF2, IDEF3, IDEF4 e IDEF5, com diferentes aplicações. Sendo assim, para modelagem de processos de negócios as versões mais usadas são IDEF0 e IDEF3. A versão IDEF0 é uma técnica usada para desenvolvimento de representações gráficas estruturais de processos complexos ou sistemas complexos empresariais e modelagem operacional. Permite especificar modelos de funções e mostra as atividades de alto nível de um processo, indicando atividades principais, as entradas, os controles, as saídas e mecanismos associados com cada atividade principal.
A metodologia IDEF0 é bastante flexível para alterações e adaptações contanto que não sejam quebradas as regras básicas da construção do modelo. Entretanto, não há uma preocupação com o tempo de duração ou seqüência de atividades, mas descreve
I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 78
passos específicos do curso do processo e o relacionamento desenvolvido. O modelo IDF0 inclui um arranjo de sintaxe essencial para a integração do processo de negócio. A sintaxe inclui caixas, setas e diagramas, onde caixas representam funções, atividades definidas ou processos de transformação. Setas representam dados ou objetos relacionados às funções, sendo que o formato provê a base para configuração do gerenciamento do modelo. (VERNADAT, 1996; TSIRONIS, GENTSOS, MOUSTAKIS, 2008; BARBER, et. al., 2003)
Aguilar-Savém, 2004 afirma que o IDEF3 é um método de captura e descrição de processo usado para capturar os aspectos comportamentais de um processo, permitindo visões diferentes dos acontecimentos dentro de uma organização. Ao contrário do IDEF0, a versão IDEF3 foi desenvolvida para descrever processos explicitamente. O IDEF3 permite modelagem em dois modos; descrição do fluxo de processos, ou seja, ProcessFflow Description (PFD), que descreve os trabalhos atuais dentro da organização e, a descrição do estado de transição dos objetos, Object State Transition Description (OSTD). Entretanto, o IDEF3 é usado em várias áreas como engenharia de processo empresarial, reengenharia de processo de negócio, definição de processos, melhoria e no desenvolvimento de programas de computador.
Ainda em Aguilar-Savém (2004), outras considerações são feitas sobre as demais versões da Família IDEF. IDEF1 é usado para modelagem de informações que captura visões conceituais das informações da empresa. IDF1X é usado para modelar dados que capturam a visão lógica dos dados da empresa, e está baseado em um modelo de relação de entidade. IDEF2 é o método de simulação do modelo usado para representar o comportamento da variação do tempo dos recursos em um sistema de manufatura. IDEF4 é o método de desenho orientado ao objeto e foi desenvolvido para apoiar objetos orientados padrão, sendo que apóia desenhos de processos para implementação em aplicações com linguagem C++. IDEF5 fornece teoricamente e empiricamente um método específico de projeto para ajudar a criar e modificar, mantendo uma ontologia. Ontologia é uma parte de uma filosofia cuja meta é dividir um universo em diferentes objetos.
4.4. MÉTODO BPMN
O método de modelagem do processo de negócio com notação BPMN padronizado pela Object Management Group (OMG) é
uma notação gráfica para captura do processo de negócio que visa documentar e promover a comunicação entre os processos de negócios e todas as partes interessadas. Este método é uma abordagem orientada que fornece meios para especificar atividades junto com as dependências do fluxo de controle. As dependências causais entre atividades são expressas através de um fluxo em seqüência, onde os gráficos começam com evento início e terminam com evento fim, entre eventos intermediários. (LÜBKE e SCHNEIDER, 2008)
O BPMN define os diagramas do processo de negócio, Business Process Diagram (BPD), baseado na técnica flowcharting para criar modelos gráficos de operações do processo de negócio. O modelo do processo de negócio é uma rede de objetos gráficos que representam as atividades, como por exemplo; trabalhos e o fluxo de controle que definem a ordem de execução. A modelagem do processo de negócio é usada para comunicar uma grande variedade de informações para um grande conjunto de participantes. Dentre as variedades de objetivos de processo de negócios, dois tipos básicos de modelos podem ser criados com BPD, processos colaborativos B2B e processos de negócios internos. (WHITE, 2004)
A especificação completa da notação define trinta e oito elementos diferentes, agrupados em quatro categorias básicas; objetos de fluxo, objetos de conexão, arraias (swimlanes) e artefatos. Os objetos de fluxo como eventos, atividades e gateways são os elementos mais básicos usados para criar um diagrama do processo de negócio. Os objetos de conexão são usados para conectar os objetos de fluxo através de setas. As arraias são usadas para separar as atividades pertencentes a uma função ou responsabilidade específica. Os artefatos podem ser adicionados ao diagrama para indicar a entrada ou saída de dados e para adicionar comentários. (KOLIADIS, et. al., 2006)
A figura 4 mostra um exemplo de modelo BPMN sem aplicação de ferramenta para modelagem, numa visão geral do diagrama e de seus elementos. As caixas em vermelho são comentários inseridos no modelo para identificar participantes do processo, do sistema, eventos, tarefas, transição, decisões, mensagens e sub-processos, entretanto, não fazem parte da representação gráfica do método de modelagem.
Os principais elementos notacionais em BPMN são os Objetos do Fluxo (FlowObjects), contidos nas piscinas (pools) e conectados por uma sucessão de fluxo de mensagens. Sendo assim, os Objetos do Fluxo se subdividem em eventos, atividades centrais, atividades compostas e gateways para ramificar e unir. As seqüências dos fluxos descrevem uma seqüência na qual vários FlowObjects devem ser completados, enquanto o fluxo de mensagem descrevem a troca de mensagem entre as piscinas. Deste modo, o BPMN combina a definição de fluxo de trabalho (Workflows) e os protocolos de interação entre eles. (HENDERT, et. al., 2007).

I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 79
Figura 3 Visão geral do Diagrama BPMN.
Vale ressaltar que as pessoas dentro do processo de negócio ficam mais confortáveis para analisar os processos, através de
um modelo em formato de fluxograma. Sendo que a inter-operação de processos empresariais ao nível humano, e não simplesmente através da máquina e programa de computador, pode ser resolvido com a padronização em BPMN e seus diagramas de processos empresariais. A metodologia BPMN vai além do mapeamento de processos de negócios, pois trabalha numa linguagem específica para execução de modelos, denominada Business Process Execution Language for Web Services (BPEL4WS), que fornece mecanismos formais para definição do processo de negócio.
A partir desta reflexão pode-se dizer que a linguagem BPEL4WS possui gráficos e blocos estruturados com a utilização de princípios e modelos matemáticos formais, para apoiar a execução dos processos empresariais, controlar a complexidade das interações, com o benefício dos serviços na Web. Em função disso, a BPMN proporciona o entendimento da capacidade do negócio e de seus procedimentos empresariais internos numa notação gráfica, que aumenta a habilidade de comunicação dos procedimentos de maneira unificada. O método BPMN foi desenvolvido para suportar conceitos de modelagem que são aplicados no processo de negócio, não sendo possível modelar estruturas organizacionais, desarranjos funcionais e modelos de dados. Embora a BPMN mostre fluxo de dados (mensagens) e a associação de artefatos de dados e atividades, não é um diagrama de fluxo de dados. (MINOLI, 2008)
Contudo, ressalta Ren, et. al. (2008) que a Business Process Execution Language (BPEL4WS), para serviços na internet, é uma técnica padrão usada para descrever modelos de processos executáveis em Web Services. Entretanto, outra linguagem importante em BPMN é a Web Services Description Language (WSDL), baseada no padrão XML para descrever as interfaces dos serviços na Web.
Theling, et. al (2005) afirma que os documentos da BPMN são disponibilizados usando a WSDL, onde a interação nessa rede de documentos é feita por protocolos de acessos através do Simple Object Access Protocol (SOAP), baseado em protocolos da internet como Hypertext Transfer Protocol (HTTP).
5. FERRAMENTAS DE MODELAGEM
O mapeamento e análise de processos vêm sendo conduzida nas organizações, através de uma variedade de ferramentas. De
um modo geral, os fluxogramas têm sido reconhecidos como ferramentas com grande potencial para análise de processos. Quando se trata de reprojeto de processo de negócio, o paradigma permanece em desenhar modelos que reflitam as práticas atuais e desenho de modelos de processos melhorados. Sendo assim, alguns métodos combinam a aplicação de ferramentas para visualização e análise de modelo, cada uma com aplicação e características específicas.
Com base em Benedicts, Amaral e Rozenfeld (2004) é que se buscam caminhos para melhor entendimento sobre a aplicação de algumas ferramentas para modelagem de processos, considerando a experiência dos autores. Os estudos desses autores permitem mostrar de maneira resumida os resultados das análises de seis ferramentas que foram empregadas em modelagem de processos, com critério especifico, sendo elas;
• Visio Professional: boa interface gráfica, facilidade de edição e ajuste dos modelos representados, compatível com ARIS e com versões mais antigas dos VISIO. Facilidade de modelagem de processo especialmente quando os modelos representam diversas pessoas. Permite conexão entre um modelo e um obejto, mas não é possível empregar um objeto em diversos modelos e, não possibilita a checagem de consistência de nomes dos objetos. Não possui processo de gerenciamento de modelos complexos, sendo que o custo com licença pode chegar a U$ 1000.

I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 80
• Aris ToolSet: é a mais complexa ferramenta de modelagem, onde seus recursos de gerenciamento de modelos e objetos permite fácil representação e gestão de modelos complexos. Esta ferramenta possui uma meta-base de dados que permite o emprego de um mesmo objeto em diversos modelos, permitindo também a busca de objetos, a checagem de consistência de nomes, à listagem dos relacionamentos de um objeto e a comparação de modelo. A construção de um novo objeto pode ser complexa se não existir um objeto padrão do ARIS, com características de relacionamento do objeto, o que torna a ferramenta pouco flexível para representar modelos em métodos diferentes. Seu ponto fraco está na complexidade, que dificulta o aprendizado e os recursos de formatação limitada, podendo ter um custo com licença entre U$ 5000 e U$ 15000.
• PowerPoint: é uma ferramenta de desenho de fácil acesso, pertencente ao pacote Office. Tem um número limitado de objetos, mas permite a criação de diferentes objetos com representação em diversos métodos, com bons recursos de formatação e edição. Permita a navegação entre modelos através de hyperlink, mas não comunica os modelos pela internet. Seu custo está associado à licença do MS Office.
As ferramentas são programas de computador existentes para apoiar os métodos de modelagem, na elaboração e análise de modelos de processos de negócios. Embora a ferramenta seja consideravelmente avançada, está limitada em amplitude e profundidade na modelagem das interações de processos. A complexidade dos processos e o tamanho da organização sugerem um desafio para muitas das metodologias e ferramentas, devido à limitação no número de entidades e dificuldades com importação de dados dos modelos e das fontes externas ao processo. A seleção de uma ferramenta exige cuidados na análise, considerando que cada método ou ferramenta, devem satisfazer as exigências de quem modela, a representação estrutural e as características comportamentais dos objetos do sistema com precisão.
Nesse sentido, outra ferramenta que auxilia a modelagem do processo de negócio é o Intalio, que apóia o método BPMN. Ao contrário das ferramentas anteriormente mencionadas, o Intalio permite modelar o processo empresarial com descrição dos detalhes técnicos, com construção de conectores externos ao sistema, mapeamento de dados internos e externos, especificação das regras do negócio, projeto dos fluxos de trabalho e suas interfaces e todos os códigos em uma coleção de propriedades dos componentes em tempo real. Todas essas vantagens reunidas num programa de computador com menor complexidade, com arquitetura clara e simples, que preserva as informações dos processos nos modelos e simulações. A ferramenta Intalio é dividida em duas ferramentas para modelagem do processo de negócios; O Intalio Designer para representação dos processos e suas interações e o Business Process Management Sistem, ou seja, Intalio BPMS para desenho e execução dos processos de negócios.
A companhia INTALIO desenvolveu o programa de computador Intalio para BPM dividido para quatro aplicações especificas tais como; Edição Negócios, Edição Comunidade, Edição Programador e Edição Empreendimento. O Intalio BPM Edição Comunidade é um BPMS baseado em padrões que podem ser usados de forma totalmente gratuita sendo feito de dois componentes, Intalio Designer e Intalio Server. O Intalio Designer é construído baseado no Eclipse BPMN Modeler e no Intalio Server, que trabalham num ambiente de BPMN 1.1 de forma integrada, independentes da versão dos sistemas operacionais e do computador. Seus processos são executados apoiados pelas linguagens WS-BPEL 2.0 e BPEL4WS 1.1, sem perdas de dados e com alta produtividade de processamento em tempo real.
Os vários plugins da plataforma Eclipse permitem o controle de instalações dos complementos e atualizações de versões, gerenciamento de tarefas, acesso em banco de dados, bem como aos ambientes de desenvolvimento para linguagem de programação com Java, C++, PHP e Python.
Entretanto, não há necessidade de escrever códigos, pois o Intalio Designer traduz diagramas em BPMN em linguagem de execução de processos BPEL 2.0, que serão implementados no servidor do Intalio.
Depois que um processo foi modelado em BPMN, um único clique permite validar o processo, gerar os códigos e verificar as dependências, implantado todos os artefatos no servidor. A figura 4 apresenta uma visão geral do programade computador Intalio, que mostra a paleta de recursos em verde, e uma barra de artefatos, tarefas e processos sobre o diagrama. Sempre que o cursor for colocado sobre uma piscina e permanecer parado, esta barra aparecerá.
O Intalio Server é uma aplicação do padrão BPEL 2.0 que se apóia na distribuição de transações e fluxo de trabalho humano, através de extensões padrão, o que torna o modelo de execução BPEL adequado para aplicações também em empresas de grande porte. O servidor do Intalio é compatível com versões anteriores e suporta a migração contínua de processos BPEL. Inclui ainda, uma estrutura avançada de fluxo de trabalho (Workflow) para execução de tarefas e do fluxo de trabalho humano.
O Workflow é baseado no padrão BPEL4People e apóia a definição e execução virtual de qualquer fluxo de trabalho. A estrutura do Workflow é que administra o ciclo de vida das tarefas humanas, as transferências de dados, as regras de decisão do usuário, demoras ou cancelamentos nas conclusões, delegação e avisos de escalação.

I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 81
Figura 4 Visão geral do Intalio Designer mostrando a paleta e um exemplo de modelagem.
Atualmente a versão disponível para download na página da INTALIO é o Intalio Designer 6.0.1.001 e o Intalio Server
BPMS 6.0.1.004. Vale salientar que o BPMS necessita de apoio da ferramenta Java JDK 1.6.0_16 ou versão mais recente, disponível gratuita no site da Java Sun.
6. CONCLUSÃO
Este trabalho apresentou de forma clara a modelagem de processos de negócios e as características do modelo que representa
as atividades, tarefas e recursos consumidos no processo empresarial. A proposta de diagnóstico com o modelo unificado apresentado vem de encontro às expectativas, pois como resultado, pode-se obter o grau de maturidade do PDP de uma empresa, através das melhores práticas, permitindo a empresa identificar as competências necessária para os profissionais durante o processo de melhoria contínua. Dessa forma, a identificação dos níveis de maturidade, com o diagnóstico do PDP, tomando como referência o Modelo Unificado, são fatores essenciais para realização de modelagens de processos empresariais, pois as melhores práticas mostram a situação atual da empresa, os métodos e ferramentas utilizados para mostrar seqüência de passos dos processos. Espera-se com a aplicação do modelo unificado no diagnóstico, navegar pelas atividades, tarefas e processos, bem como as interações relacionadas, para criar um método sistemático que oriente a modelagem com BPMN e a aplicação eficaz das ferramentas Intalio.
A apresentação de métodos e ferramentas de modelagem dos processos empresariais foi baseada nas experiências exposta nas referências, que permite fazer um comparativo da complexidade e das características dessas ferramentas. A análise realizada nas referências bibliográficas permitiu entender as influências e a práticas adotadas em BPM. Por outro lado, as características do método BPMN e das ferramentas Intalio podem ser comparadas pelos aspectos relacionados em cada método e ferramenta apresentados, com funcionalidades descritas e a superioridade desses em relação aos demais. Portanto, um estudo da BPMN conclui que as ferramentas Intalio na modelagem do PDP contribuem mais significativamente para o sucesso do mapeamento de todas as interações presentes neste processo, aprendizado e análise de processo.
7. REFERÊNCIAS
Agular-Savén, R. S., 2004, “Business process modelling: Review and framework”. Int. J. Production Economics 90, pp. 129-149. Baekgaard, L. 2009, Event-based conceptual modeling”, Business Process Management Journal, Vol.15, nº 4, pp. 469- 486. Barber, K. D., et. al., 2003, “Business process modeling and simulation for manufacturing management, A pratical way
forward”, Business Process Management Journal, Vol.9, Nº 4, pp. 527-542. Benedicts, C. C., Amaral, D. C., Rozenfeld, H., 2004, “Evaluation of the main existing methods and tools for product
development process modeling”, Product, Management & Developent, Vol.2, Mach, pp. 19-27. Cheung, Y., Bal, J. 1998, “Process analyses techiques and tools for business improvements”, Business Process Management
Journal, Vol. 4, nº 4, pp. 274-290. Endert, H. et. al., 2007, “Towards a mapping from BPMN to Agents”, Springer-Verlag Berlin Heidelberg. ICAM, 1981, “US Air Force Integrated Computer Aided Manufaturing, ICAM architecture, part II, Volume IV, Function
I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 82
modeling manual, IDEF0, Air Force Materials laboratory, Wright, Patterson AFB, Ohio 45443. INTALIO, 2009, “Intalio, BPM developer Edition”, Intalio Products, Community Edition, overview, features, ltest release,
downloads. Korherr, B. List, B. 2002, “A UML 2 profile for Event Driven Process Chains”, Institute of software technology and
interactive systems, Viena University of Techonology. Lakhoua, M. N., 2009, “Analyses and modeling of industrials systems in order to develop an information system”, Analyse
et commande des systèmes, ENIT, ISAAT, IEEE Xplore. Lübke, D. Schneider, K., 2008, “Visualizing use case sets as BPMN processes”, Leiniz Universität Hannover, FG software
engineering, IEEE Xplore. Marca, D., MCGowan, C. L., 1998, “IDEF0/SADT, business process and enterprisa modeling”, Ecletic Solutions
Corporation, p. 392. Minoli, D., 2008, “Enterprise architecture A to Z, Frameworks, business process modeling, SOA, and infrastructure
technology, NW, Taylor and Francis group, LCC. Muehlen, M. Z., Indulska, M., Kittel K., 2008, “Toward integrate modeling of business process and business rules”, 19Th
Australasian Conference on Information Systems, Christchurch. Muehlen, M. Z., Ho Yi, D. T., 2005, “Risk management in the BPM lifecycle”, BPM 2005 workshops, LNCS, pp. 454- 466,
Springer-Verlag Berlin Heidelberg. Munive-Hernandes, E. J. et. al., 2004, “Modelling the Strategy management process, An initial BPM approach”, Business
Process Management Journal, Vol. 10, nº 6, pp.691-711. Koliadis, G., et. al., 2006, “Combining i* and BPMN for business process model lifecycle management”, BPMN 2006
workshops, LNCS 4103, pp. 416-427. Pandya, K., 1995. “Review of modeling technique and tools for decision making in manufacturing management”, IEE
proceedings, Sciencie, Measurement and Technology 142, pp. 371-377. Ren, C. et. Al., 2008, “Towards a flexibile business process modeling and simulation environment”, IBM China Research
Laboratory, IEEE Xplore. Rozenfeld, H., et. al., 2006, “Gestão do desenvolvimento de produtos, uma referência para melhoria de produtos”, ISBN
8502054465, Ed. Saraiva. Silva, S. L., Rozenfeld, H. 2002, “Modelo de avaliação da gestão do conhecimento no processo de desenvolvimento de produto,
aplicação em um estudo de caso”, XXII Encontro Nacional de Engenharia de Produção, ABEPRO. Theling, T. et. al., 2005, “An architecture for collaborative scenarios applying a common BPMN-repository”,
International Federation for Information Processing, IFIP, L Kutvonen and N. Alonistioti Eds, pp. 169-180. Tsironis, L., Gentsos, A., Moustakis, V., 2008, “Empowerment the IDEF0 modeling language”, International Journal of business
and management, Vol. 3, nº 5, pp. 109-118. Vernadat, F. B., 1996, “Enterprise modeling and integration, principles and applications”, Chapman & Hall. Yamamoto, R., et al., 2005, “Development of business process modeling methodology and tool for sharing business process”,
12Th Asia-Pacific software engeineering conference computer society, IEEE Xplore. White, S. A., 2004, “Introduction to BPMN”, BPTrends, July.
9. DIREITOS AUTORAIS
Os autores são os únicos responsáveis pelo conteúdo do material impresso incluído no seu trabalho.

83
Programa de Pós Graduação em Engenhar ia Mecânica e de Mater ia is
II SEMINÁRIO ANUAL DO PROGRAMA DE PÓS -GRADUAÇÃO EM ENGENHARIA MECÂNICA E DE MATERIAIS
02 e 03 de Dezembro de 2009 – Curitiba – Paraná - B rasil
MATURIDADE DO PDP E CERTIFICAÇÃO DA QUALIDADE ENCON TRADA NO SETOR DE ALIMENTOS DE CURITIBA
Lígia de Oliveira Franzosi, [email protected] Carla Estorilio, [email protected]
1 Universidade Tecnológica Federal do Paraná, Av. Sete de Setembro, 3165, Curitiba/PR, Brasil 80230-901 Resumo: As indústrias de alimentos vêm estimulando investimentos e gerando emprego e renda para o país. Apesar da crise de 2008, fechou o exercício com saldo positivo nas exportações, superando a marca de 30 bilhões de dólares em sua balança comercial. Entretanto, a acirrada competição em mercados cada vez mais globalizados tem tomado a busca pela melhoria da qualidade um quesito inevitável para a sobrevivência das empresas. Através da qualidade se obtém a garantia de que os alimentos sejam seguros, ou seja, bons para o consumo. Um sistema de gestão pode auxiliar nesse sentido, permitindo, inclusive, a obtenção da Certificação da Qualidade. o que lhe abre os caminhos para as exportações. Entretanto, algumas empresas têm perdido a Certificação adquirida pouco tempo depois de adquiri-la. A hipótese é de que essas empresas não estavam maduras o suficiente para terem adquirido esta certificação. Sendo assim. o objeto deste trabalho é obter um diagnóstico do nível de maturidade do Processo de Desenvolvimento de Produto (PDP) do Setor de Alimentos e averiguar a sua compatibilidade com a evolução dos seus processos de Certificação da Qualidade. A metodologia para alcançar este objetivo está ancorada em dois pontos principais: primeiramente, apresentam uma revisão bibliográfica sobre certificação da qualidade, modelos para medir o nível de maturidade e processos de desenvolvimento de produtos típico das indústrias de alimentos. Posteriormente, realiza um estudo de casos múltiplos em empresas deste setor, visando compreender o nível de maturidade destas indústrias e a situação quanto à Certificação da Qualidade. Em função do acesso, os estudos de caso consideram as indústrias localizadas na Região Metropolitana de Curitiba (RMC) e, para que seja envolvido o setor de projeto, delimita a amostra considerando as indústrias de base tecnológica. Os resultados apresentam uma comparação entre as empresas estudadas, incluindo um diagnóstico individual sobre a situação "maturidade e certificação ", abordando as possíveis causas da questão estudada. Palavras-chave: Qualidade, Maturidade, Indústria de Alimentos, Processo de Desenvolvimento de Produtos, ISO 9001.
1. INTRODUÇÃO
As indústrias de alimentos vêm estimulando investimentos e gerando emprego e renda para o país, Elas estimulam inovações
em toda a cadeia agroalimentar tais como nos produtores de matéria-prima (agricultura), no setor de embalagens. na distribuição atacadista e varejista e nas indústrias de bens de capital. Entre os principais indicadores econômicos estão: faturamento líquido de impostos indiretos em torno de 710 bilhões de reais nos últimos 3 anos, sendo 269 bilhões no ano de 2008, empregando J.4 18,2 mil pessoas, Além disso, apesar da crise de 2008. a indústria brasileira da alimentação fechou o exercício com saldo positivo nas exportações, superando a marca de 30 bilhões de dólares em sua balança comercial, ou seja, um recorde histórico. O resultado, além de significar um expressivo avanço em relação aos anos anteriores, contribui para o superávit do Brasil no comércio externo, cuja importância é ainda maior em conjunturas de adversidade,
A certificação da qualidade visa garantir a qualidade externa e interna da empresa, através de alguns princípios. Nos últimos anos esses princípios se tornaram consenso de alguns modelos de maturidade empresarial (CARVALHO & PALADINI. 2005). Segundo CROSBY (1979), os princípios da qualidade de produto fundamentam os conceitos dos níveis de maturidade, Estes princípios de qualidade foram adaptados à estrutura de maturidade no chamado "Aferidor de Maturidade da Gerência de Qualidade". Afinal, o conceito de maturidade propõe que um processo tenha um ciclo de vida avaliado pela extensão a qual é definido, gerenciado, medido, controlado e eficaz (LOCKAMY & MCCORMACK 2004).
Entretanto, algumas empresas que conseguem a certificação da qualidade vêm apresentando problemas em seus processos, perdendo a qualidade pouco tempo depois, A hipótese é de que essas empresas não tenham maturidade suficiente para adquirir essa certificação.
Considerando estudos anteriores, constata-se que vários autores vêm se preocupando com esse tema. Entre eles pode-se citar CARVALHO & SEGISMUNDO (2008), que investigaram a maturidade do gerenciamento de projetos no setor automobilístico, encontrando como resultado que as empresas em questão não apresentam maturidade no que se refere à gestão de projetos. QUINTELLA & ROCHA (2006) avaliaram o nível de maturidade dos Processos de Desenvolvimento de Produtos (PDPs) de duas montadoras instaladas na região Sul Fluminense do Brasil tendo como base os critérios do Capability Maturity Model Integration (CMMI), onde identificou a existência de um processo estruturado de desenvolvimento de produtos, qualificando os dois processos como nível 2 (de l·baixo a 5·alto).
I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 84 Apesar dos estudos relacionados ao tema maturidade e qualidade de processo, não foi encontrado estudos que avaliassem a
compatibilidade do nível de certificação das indústrias de alimentos com os seus níveis de maturidade. Sendo assim, esse trabalho pretende contribuir nesse sentido.
O objetivo deste trabalho é obter um diagnóstico do nível de maturidade do PDP das indústrias de base tecnológica da Região Metropolitana de Curitiba (RMC) do setor alimentício - e a sua compatibilidade com a evolução dos processos de Certificação da Qualidade destas indústrias.
2. MATURIDADE DE PROCESSO E CERTIFICAÇÕES DAS I"IDÚ STRIAS DE ALIMENTOS
As estruturas empresariais tradicionais mantiveram a mesma forma de organizar seus recursos e de realizar seu trabalho por
muito tempo, praticamente durante todo o século XX. Contrariamente à organização por tarefas, aos poucos, foram mudando para a organização por processos, na busca da maior eficiência quanto ao seu serviço ou produto. Embora a idéia de processo não seja recente, há uma nova maneira de entendê-lo, ou seja, focalizar o que agrada aos clientes externos, com equilíbrio para que a empresa se mantenha em condições de agradar sempre. O processo "é um conceito fundamental do projeto dos meios pelos quais uma empresa pretende produzir e entregar seus produtos e serviços aos seus clientes" (GONÇALVES, 2000, p. 9).
O PDP e o seu desempenho são considerados instrumentos fundamentais para uma empresa ser competitiva no mercado. A gestão eficiente do processo torna possível a atração dos consumidores e a orientação dos processos produtivos. de acordo com o mercado e com as tecnologias existentes (LOURENZANI A.; TOLEDO; LOURENZANI,2002).
Segundo PRANCIC e MARTINS (2003), conforme o mercado com que a empresa exerce competição, o PDP pode ser extremamente simples ou complexo. Será complexo se as fases precisam ser detalhadas. CLARK E FUJIMOTO (1991) apresentam como etapas do desenvolvimento de produtos: geração de escolha do conceito, planejamento do produto, engenharia do produto, engenharia do processo e produção-piloto.
Para analisar as indústrias de alimentos é importante conhecer as peculiaridades de seus PDPs. Muitos autores dividem o PDP dessas indústrias em várias e distintas fases. Poucos autores, porém, concordam quanto ao número, ordem ou nomes das fases. Este fato, entretanto, não se torna um problema na análise do PDP. Um problema efetivamente existente é a não compreensão de que as fases não formam uma seqüência rígida. ou seja, uma fase não termina totalmente para que a próxima se inicie. As fases não são rigidamente seqüenciais: elas podem se sobrepor ou serem simultâneas. Quando uma nova informação sobre o produto é incorporada ao processo de desenvolvimento, é necessário que se retome às fases iniciais de concepção do produto para que a informação seja assimilada pelo processo todo (FULLER 1994).
2.1. Instrumentos para medir a Maturidade dos Processos
Os primeiros modelos de níveis de maturidade surgiram nas décadas de 1970 e 1980. Ao primeiro Crosby (1979) denominou
Aferidor de Maturidade da Gerência de Qualidade, composto de cinco etapas, cujos princípios, em 1986, foram adaptados pejo Software Engineering Institute (SEI) ou Instituto de Engenharia de Software, na Carnegie Mellon University, criando o CMM.
O modelo, cuja finalidade é avaliar o processo de desenvolvimento de software, teve como ponto de partida um framework criado por Watts Humphrey na década de 80 com a idéia de integrar a disciplina de software às práticas de qualidade total, no interior de uma grade evolutiva de maturidade. É considerado um guia a práticas relativas à integração de processos. (QUINTELLA; ROCHA. 2006).
Outros modelos foram desenvolvidos posteriormente com base no CMM, até que foi criado o CMMl, com o patrocínio do Departamento de defesa dos Estados Unidos e pelo Comitê de Engenharia de Sistemas da Associação Industrial de Defesa Nacional, tendo a participação de empresas em âmbito mundial. (SEI, 2004).
O CMMI é a nova versão do CMM. É descrita como um "modelo de maturidade para o desenvolvimento e manutenção de software e dos seus serviços que abrangem o ciclo de vida do produto, desde sua concepção até a sua entrega e manutenção". (MORGADO et al., 2007, p. 384).
Tem como fundamento o conceito de níveis de maturidade no âmbito dos sistemas de gerenciamento do processo de desenvolvimento de software. Foi criado em 1990 pelo SEI da Universidade Call1egie Mell6n, nos Estados Unidos, para garantir a venda de produtos mais confiáveis. É especialmente útil para verificar se os processos que uma empresa desenvolve têm maturidade.
O CMMI contempla cinco níveis de maturidade: a) Inicial: atividades corretivas; b) Gerenciado: compromisso no gerenciamento do projeto; c) Definido: ferramentas padronizadas; d) Quantitativamente gerenciado: geração de estatísticas; e) Otimização: melhoria contínua.
O eixo condutor entre os níveis é a realização de um processo controlado e mensurado, na tentativa de buscar sempre o máximo de melhoria, pois, como afirma Oliveira (2006), o modelo é um guia para que a organização se localize onde e como está e realize um plano para a busca da excelência. Com este plano provocam melhorias e impactos no processo. trazendo benefícios. como a redução de retrabalho. a melhoria nos prazos de atendimento. " queda no custo de desenvolvimento. o aumento da qualidade do trabalho e o controle da gestão.
Em seu estudo sobre modelos de maturidade e capabilidade em empresas eletrônicas, TIKL' (2007) comenta os níveis "solely reactive", repetitivo, definido, gerenciado e otimizado.
O nível "solely reactive" é definido pela ausência das qualidades ligadas aos níveis mais elevados. As companhias são caracterizadas por uma falta de procedimentos escritos e um "ad hoc" de nível inicial, ou às vezes caótico, natureza do projeto, da fabricação e da confiabilidade.

I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 85 As práticas da confiabilidade, se existir, são freqüentemente mudadas ou modificadas como uma reação às situações da crise.
O desempenho da confiabilidade depende primeiramente das potenciais idades e da motivação dos indivíduos, na ausência de todo o esforço no nível organizacional. Conseqüentemente, estas companhias produzem produtos com confiabilidade instável.
O nível "repetitivo" é caracterizado pelo projeto consistente e repetitivo, fabricação e praticas de confiabilidade. Neste nível. as práticas da confiabilidade são disciplinadas e os sucessos podem ser repetidos. Planejar e gerenciar os novos produtos são baseados em precedentes ou na experiência prévia com produtos similares. A companhia pode geralmente satisfazer a exigências escritas do cliente. As práticas que satisfazem a padrões estabelecidos ou que se tornaram aceitas pela indústria são repetidas. Estas companhias entregam os produtos que podem mostrar a conformidade aos códigos, aos padrões ou às exigências. Entretanto. há pouca ou nenhuma informação na confiabilidade real dos produtos. As atividades da confiabilidade, tais como testes, são genéricas para todos os produtos, e não moldados para aplicações específicas. A confiabilidade dos produtos não é avaliada com base na compreensão das condições reais do ciclo de vida.
As companhias de nível "definido" compreendem e definem as exigências e os objetivos da confiabilidade para seus produtos. Há documentação estandardizada e consistente para a confiabilidade das atividades, e uma compreensão comum entre empregados sobre seus papéis e responsabilidades. Neste nível, o treinamento específico da confiabilidade é fornecido aos coordenadores e aos gerentes para assegurar que os empregados tenham o conhecimento e a perícia para cumprir os papéis a eles atribuídos. Estas companhias são responsáveis para testar e conduzir a análise de todas as falhas. As companhias neste nível estabeleceram práticas para satisfazer a exigências iniciais da confiabilidade do produto, mas suas práticas não são maduras bastante para fazer mudanças do projeto em produtos existentes. Estas companhias limitaram a habilidade de usar o retorno para iniciar melhorias da confiabilidade nos produtos.
No nível "gerenciado", as companhias podem projetar para a confiabilidade. A principal melhoria sobre a companhia nivel-3 é que as práticas definidas da confiabilidade são usadas para influenciar projetos de produto durante o desenvolvimento assim como durante o ciclo de vida de produto. Um plano documentado da confiabilidade inclui uma programação de atividades específicas da confiabilidade do produto. Estas companhias podem melhorar a confiabilidade mudando projetos de produto para conseguir alvos desejáveis da confiabilidade. O impacto das mudanças em exigências da confiabilidade ou no ambiente operacional gera também uma avaliação inicial do projeto de produto. Todos os mecanismos da falha que afetam a confiabilidade dos produtos são investigados e documentados. Estas companhias podem também usar com sucesso seus membros da cadeia de suprimentos "supply chain" para assegurar a confiabilidade dos produtos. Elas criam e atualizam uma lista seleta das peças e dos fornecedores, baseados em critérios definidos, e a criticidade dos componentes usados no projeto é determinada. Estas companhias colocam exigências para todas as atividades da confiabilidade, e através de auditorias ou revisões asseguram-se de que estes objetivos sejam atingidos.
Quanto ao nível "otimizado" das companhias em processo de melhoria contínua, elas são caracterizadas como sendo responsáveis, adaptáveis e focalizados pro-ativamente na melhoria contínua da confiabilidade através das linhas de produção. Estas companhias usam a experiência para corrigir não somente problemas. mas mudar também a natureza das práticas da confiabilidade. O retorno dos diferentes estágios do desempenho do ciclo de vida do produto, tal como previsões, das simulações, testes, da análise de campo, são extensamente difundidos. As lições aprendidas destes retornos são incorporadas na fase do desenvolvimento de novos produtos. O retorno influencia a fabricação dos produtos e pode também impactar no processo da gerência da confiabilidade. Nestas companhias, as melhorias podem ocorrer por avanços incrementais nas práticas existentes da confiabilidade ou através das inovações usando novas tecnologias e métodos. As inovações no projeto dos produtos, bem como nos processos de fabricação que exploram as melhores práticas da engenharia da confiabilidade são identificadas e transferi das para toda a companhia. (referência)
Quanto à Área de Processo (PAs), conforme Quintella e Rocha (2007. p. 203) é o "agrupamento de práticas que. quando executadas coletivamente, satisfazem um grupo de metas necessárias à melhoria na área em questão".
Cada uma das PA abrange Metas Específicas (SGs) e Genéricas (GGs) que precisam ser atingidas para que os níveis de maturidade sejam atendidos (Tabela 1). Quatro categorias constituem as áreas de processo:
Gerenciamento de processos, gerenciamento de projetos, engenharia e suporte. Quando as atividades são praticadas em conjunto, as metas passam a ser alcançadas.
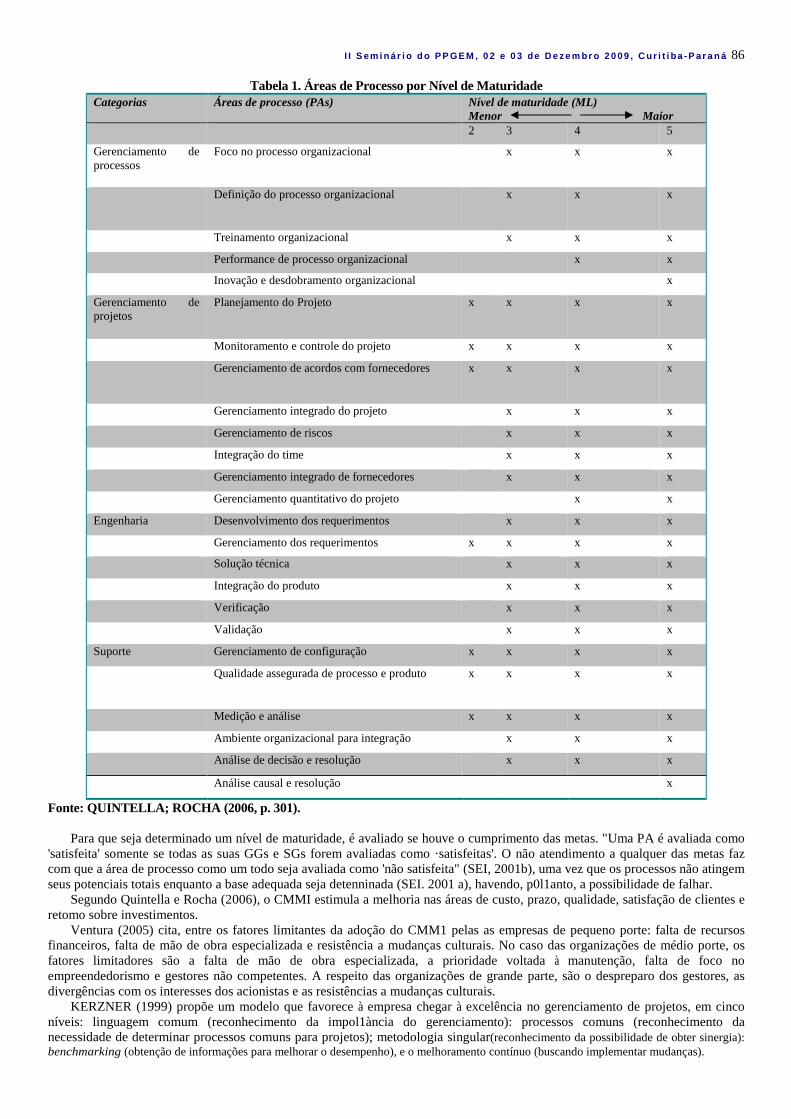
I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 86
Tabela 1. Áreas de Processo por Nível de Maturidade Categorias Áreas de processo (PAs)
Nível de maturidade (ML) Menor Maior
2 3 4 5
Gerenciamento de processos
Foco no processo organizacional x x x
Definição do processo organizacional x x x
Treinamento organizacional x x x
Performance de processo organizacional x x
Inovação e desdobramento organizacional x
Gerenciamento de projetos
Planejamento do Projeto x x x x
Monitoramento e controle do projeto x x x x
Gerenciamento de acordos com fornecedores x x x x
Gerenciamento integrado do projeto x x x
Gerenciamento de riscos x x x
Integração do time x x x
Gerenciamento integrado de fornecedores x x x
Gerenciamento quantitativo do projeto x x
Engenharia Desenvolvimento dos requerimentos x x x
Gerenciamento dos requerimentos x x x x
Solução técnica x x x
Integração do produto x x x
Verificação x x x
Validação x x x
Suporte Gerenciamento de configuração x x x x
Qualidade assegurada de processo e produto x x x x
Medição e análise x x x x
Ambiente organizacional para integração x x x
Análise de decisão e resolução x x x
Análise causal e resolução x
Fonte: QUINTELLA; ROCHA (2006, p. 301). Para que seja determinado um nível de maturidade, é avaliado se houve o cumprimento das metas. "Uma PA é avaliada como
'satisfeita' somente se todas as suas GGs e SGs forem avaliadas como ·satisfeitas'. O não atendimento a qualquer das metas faz com que a área de processo como um todo seja avaliada como 'não satisfeita" (SEI, 2001b), uma vez que os processos não atingem seus potenciais totais enquanto a base adequada seja detenninada (SEI. 2001 a), havendo, p0l1anto, a possibilidade de falhar.
Segundo Quintella e Rocha (2006), o CMMI estimula a melhoria nas áreas de custo, prazo, qualidade, satisfação de clientes e retomo sobre investimentos.
Ventura (2005) cita, entre os fatores limitantes da adoção do CMM1 pelas as empresas de pequeno porte: falta de recursos financeiros, falta de mão de obra especializada e resistência a mudanças culturais. No caso das organizações de médio porte, os fatores limitadores são a falta de mão de obra especializada, a prioridade voltada à manutenção, falta de foco no empreendedorismo e gestores não competentes. A respeito das organizações de grande parte, são o despreparo dos gestores, as divergências com os interesses dos acionistas e as resistências a mudanças culturais.
KERZNER (1999) propõe um modelo que favorece à empresa chegar à excelência no gerenciamento de projetos, em cinco níveis: linguagem comum (reconhecimento da impol1ància do gerenciamento): processos comuns (reconhecimento da necessidade de determinar processos comuns para projetos); metodologia singular(reconhecimento da possibilidade de obter sinergia): benchmarking (obtenção de informações para melhorar o desempenho), e o melhoramento contínuo (buscando implementar mudanças).

I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 87 Em 1998, no Project Management Institute (PMI), surgiu a idéia de criar um modelo de maturidade que fosse o padrão do
PMI por ocasião da constituição do programa Organizational Project Management Model (OPM3). Um comitê discutiu quais seriam as capacitações que deveriam constar em um gerenciamento de projetos. (RABECHINI JR.; PESSOA, 2005).
SCHLICHTER (2001, p. 36 e Moraes e Laurindo, 2008) destacam entre elas: "padronização e integração de métodos e processos", tendo em vista criar uma linguagem comum a ser praticada pelos
participantes do projeto; a) "desempenho de métricas", que busca enfatizar aspectos do trinômio prazo/custo/qualidade; b) "comprometimento com procedimentos de gerenciamento de projetos", com estabelecimento de políticas de
gerenciamento: c) "priorização de projetos e alinhamento estratégico", com a finalidade de criar projetos que apóiem as estratégias
organizacionais; d) "melhoramento continuo", buscando garantir que as equipes tenham acesso às informações e evitem falhas no
projeto; e) "estabelecimento de critérios de sucesso [ ... ] com adequação de valor para as estratégias organizacionais"; f) avaliação das competências dos recursos das equipes: g) alocação de pessoal visando à alocação de recursos; h) estruturação de equipes e projetos; i) equipes de projetos.
3. DIAGNÓSTICO DO PROCESSO DE DESENVOLVIMENTO DE PRODUTOS
O procedimento técnico adotado para conduzir a pesquisa envolve pesquisa bibliográfica, desenvolvida a partir de livros, teses
e dissertações, além de artigos científicos nacionais e internacionais de qualidade reconhecida. Afinal, a pesquisa bibliográfica permite ao investigador a cobertura de uma gama de fenômenos mais ampla do que aquela pesquisada diretamente (G I L. 2007). Inclusive parte dos estudos exploratórios podem ser definidos como pesquisas bibliográficas.
Considerando que nem toda informação será coletada através de referências bibliográficas, dado que se trata de um diagnóstico da situação atual em indústrias do setor de alimentos da RMC, será realizada a pesquisa de estudo de caso.
Um estudo de caso é uma investigação empírica que investiga um fenômeno contemporâneo dentro de seu contexto da vida real, especialmente quando os limites entre o fenômeno e o contexto não estão claramente definidos. A pesquisa de estudo de caso inclui tanto estudo de caso único, quanto múltiplos (YIN, 200 I).
O estudo de caso múltiplo proporciona evidências inseridas em diferentes contextos, concorrendo para a elaboração de uma pesquisa de melhor qualidade (GIL, 2009. p. 139). Apesar das pesquisas de múltiplos casos demandarem tempo para a sua execução, estudos anteriores já mostraram que é possível a sua realização em períodos mais curtos e com resultados passíveis de confirmação por outros estudos.
Esta pesquisa realizará o estudo de casos múltiplos, que possibilita coletar um maior número de informações com menos erro dentro da pesquisa, afinal, pretende-se investigar um setor que é composto por mais de uma indústria. Segundo o Cadastro das Indústrias Fornecedores e Serviços do Sistema FIEP (ANUÁRIO FIEP, 2007) no Paraná, existem 117 indústrias expol1adoras de fabricação de produtos alimentícios e bebidas. Destas, 15 estão situadas na RMC. Entretanto, é importante salientar que amostra final será decorrente do número de empresas que aceitar pm1icipar deste projeto de pesquisa.
podem-se sintetizar os passos a serem desenvolvidos para a conclusão desta pesquisa da seguinte forma: 1. Revisão bibliográfica sobre os diversos temas envolvidos na pesquisa. Entre eles estão: RMC e suas empresas, revisões
sobre Certificação da Qualidade, PDP, competitividade, maturidade de um PDP, e Modelos que visam identificar esse nível de maturidade;
2. Escolha de um instrumento considerado adequado para medir maturidade de um PDP e que considere o fator de integração do processo, enriquecido com questões relacionadas ao processo de Cerificação da Qualidade;
3. Identificação da amostra de indústria apta a participar do estudo de caso; 4. Aplicação do instrumento de coleta de dados nas indústrias de base tecnológica do setor de alimentos da RMC da amostra
delimitada; 5. Análise da situação de cada empresa estudada. visando à investigação das causas dos problemas 6. encontrados;
7. Comparação da situação geral entre as várias empresas estudadas e diagnóstico geral. Essa comparação se refere ao nível de maturidade dos seus PDPs e à situação da evolução dos processos de Cel1ificação da Qualidade, considerando-se a situação atual das mesmas e/ou a perspectiva de se obter ou não a Cet1ificação nos próximos anos.
8. Em uma etapa final, espera-se obter uma tabela e um gráfico semelhantes aos apresentados de forma simplificada na Tabela 2 e Figura 1.
Tabela 2. Representação simplificada da Tabela esperada como resultado da coleta de dados e das análises Nível de Maturidade Certificação atual Perspectiva de Certificação Empresa 1- Setor de alimentos 2 NÃO SIM Empresa 2- Setor de alimentos 4 NÃO SIM Empresa 3- Setor de alimentos 3 SIM SIM Empresa 4- Setor de alimentos 4 SIM SIM Empresa 5- Setor de alimentos 2 SIM SIM
Fonte: Elaborada pela autora.
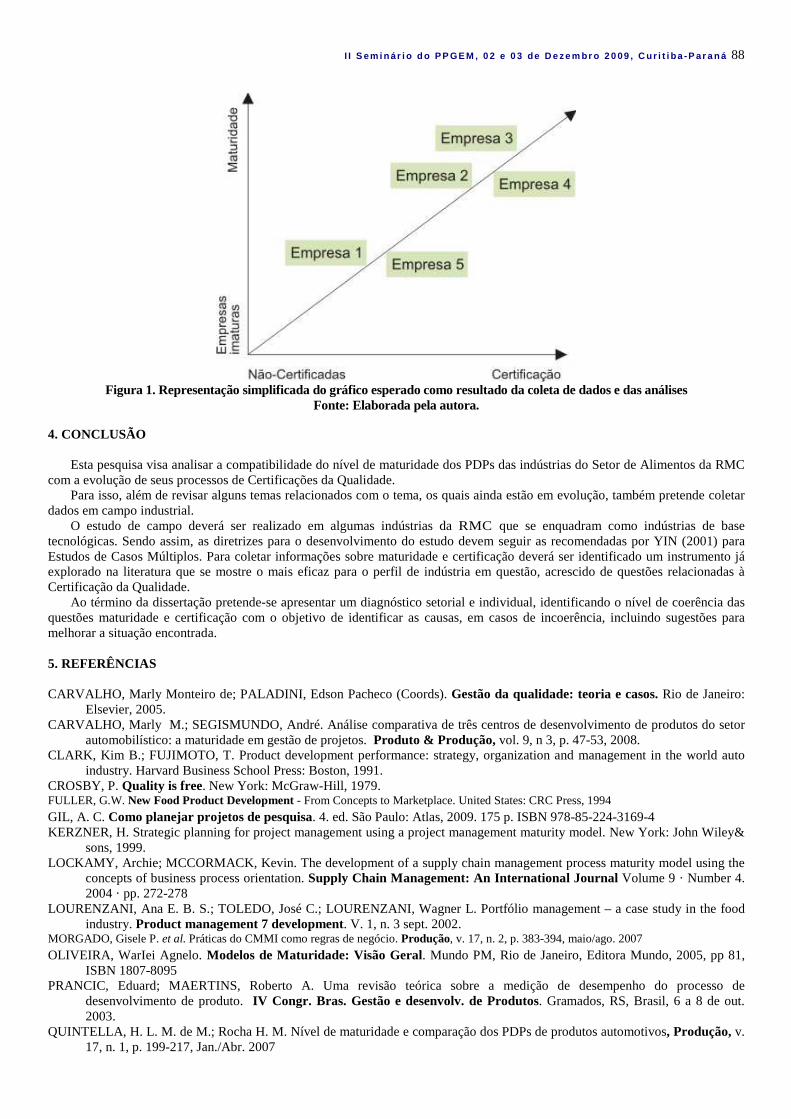
I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 88
Figura 1. Representação simplificada do gráfico esperado como resultado da coleta de dados e das análises
Fonte: Elaborada pela autora.
4. CONCLUSÃO Esta pesquisa visa analisar a compatibilidade do nível de maturidade dos PDPs das indústrias do Setor de Alimentos da RMC
com a evolução de seus processos de Certificações da Qualidade. Para isso, além de revisar alguns temas relacionados com o tema, os quais ainda estão em evolução, também pretende coletar
dados em campo industrial. O estudo de campo deverá ser realizado em algumas indústrias da RMC que se enquadram como indústrias de base
tecnológicas. Sendo assim, as diretrizes para o desenvolvimento do estudo devem seguir as recomendadas por YIN (2001) para Estudos de Casos Múltiplos. Para coletar informações sobre maturidade e certificação deverá ser identificado um instrumento já explorado na literatura que se mostre o mais eficaz para o perfil de indústria em questão, acrescido de questões relacionadas à Certificação da Qualidade.
Ao término da dissertação pretende-se apresentar um diagnóstico setorial e individual, identificando o nível de coerência das questões maturidade e certificação com o objetivo de identificar as causas, em casos de incoerência, incluindo sugestões para melhorar a situação encontrada.
5. REFERÊNCIAS
CARVALHO, Marly Monteiro de; PALADINI, Edson Pacheco (Coords). Gestão da qualidade: teoria e casos. Rio de Janeiro:
Elsevier, 2005. CARVALHO, Marly M.; SEGISMUNDO, André. Análise comparativa de três centros de desenvolvimento de produtos do setor
automobilístico: a maturidade em gestão de projetos. Produto & Produção, vol. 9, n 3, p. 47-53, 2008. CLARK, Kim B.; FUJIMOTO, T. Product development performance: strategy, organization and management in the world auto
industry. Harvard Business School Press: Boston, 1991. CROSBY, P. Quality is free. New York: McGraw-Hill, 1979. FULLER, G.W. New Food Product Development - From Concepts to Marketplace. United States: CRC Press, 1994
GIL, A. C. Como planejar projetos de pesquisa. 4. ed. São Paulo: Atlas, 2009. 175 p. ISBN 978-85-224-3169-4 KERZNER, H. Strategic planning for project management using a project management maturity model. New York: John Wiley&
sons, 1999. LOCKAMY, Archie; MCCORMACK, Kevin. The development of a supply chain management process maturity model using the
concepts of business process orientation. Supply Chain Management: An International Journal Volume 9 · Number 4. 2004 · pp. 272-278
LOURENZANI, Ana E. B. S.; TOLEDO, José C.; LOURENZANI, Wagner L. Portfólio management – a case study in the food industry. Product management 7 development. V. 1, n. 3 sept. 2002.
MORGADO, Gisele P. et al. Práticas do CMMI como regras de negócio. Produção, v. 17, n. 2, p. 383-394, maio/ago. 2007
OLIVEIRA, WarIei Agnelo. Modelos de Maturidade: Visão Geral. Mundo PM, Rio de Janeiro, Editora Mundo, 2005, pp 81, ISBN 1807-8095
PRANCIC, Eduard; MAERTINS, Roberto A. Uma revisão teórica sobre a medição de desempenho do processo de desenvolvimento de produto. IV Congr. Bras. Gestão e desenvolv. de Produtos. Gramados, RS, Brasil, 6 a 8 de out. 2003.
QUINTELLA, H. L. M. de M.; Rocha H. M. Nível de maturidade e comparação dos PDPs de produtos automotivos, Produção, v. 17, n. 1, p. 199-217, Jan./Abr. 2007
I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 89
RABECHINI JR., Roque; PESSOA, Marcelo Schneck de Paula. Um modelo estruturado de competências e maturidade em gerenciamento de projetos. Revista Produção, v. 15, n. 1, p. 34-43, jan./abr. 2005.
ROZENFELD, H.; FORCELLINI, F. A.; AMARAL, D. c.; TOLEDO, J. C.; SILVA, S. L.; ALLIPRANDINI, D. H.; SCAL1CE, R. K. Gestão de desenvolvimento de produto: uma referência para melhoria de processo. São Paulo: Editora Saraiva, 2006.
SEI. Capability Maturity Model Integration for systems engineering, software engineering, and integrated product and process development (CMMI-SE/SW /IPPD), v1. SEI, Carnegie Mellon, 2001 a).
VENTURA, P. O que impede adoção do CMMI, 2005. Disponível em: http://imasters.uol.com.br/aliigo/363110_quejmpede_a_adocao_do_cmmi. Acesso em: 20 jan. 2009.
YIN, R. K. Estudo de caso: planejamento e métodos. 3 ed. Porto Alegre: Bookman, 2001.

90
Programa de Pós Graduação em Engenhar ia Mecânica e de Mater ia is
II SEMINÁRIO ANUAL DO PROGRAMA DE PÓS -GRADUAÇÃO EM ENGENHARIA MECÂNICA E DE MATERIAIS
02 e 03 de Dezembro de 2009 – Curitiba – Paraná - B rasil
AVALIAÇÃO CONSEQUENCIAL E ATRIBUCIONAL DO CICLO DE VIDA: DUAS ABORDAGENS PARA AVALIAÇÃO DO DESEMPENHO AMBIEN TAL DE
PRODUTOS
Luis Henrique Novak, [email protected]
Cassia Maria Lie Ugaya, [email protected]
1 Universidade Tecnológica Federal do Paraná, Av. Sete de Setembro, 3165, Curitiba/PR, Brasil 80230-901 Resumo: Um dos grandes desafios da atualidade é conciliar desenvolvimento econômico com preservação ambiental. A indústria necessita produzir e, simultaneamente, precisa reduzir os impactos ao meio ambiente que vêm sendo causados pela crescente demanda de bens e serviços. A Avaliação do Ciclo de Vida (ACV) é uma poderosa técnica para avaliação de impactos ambientais de produtos e serviços porque leva em conta todas as etapas que envolvem o produto estudado, desde a extração da matéria-prima até o descarte final. Deve-se, contudo, distinguir entre as abordagens atribucional e consequencial. A primeira visa determinar os impactos ambientais limitando-se aos efeitos diretos e à situação presente; a segunda busca identificar os impactos causados por mudanças em relação à situação presente, incluindo os efeitos indiretos provocados por estas mudanças. Palavras-chave: ACV atribucional; ACV consequencial; sustentabilidade de produtos.
1. INTRODUÇÃO
Há alguns anos, entendia-se sustentabilidade como o simples tratamento de resíduos do processo produtivo. Com o tempo
percebeu-se que, em decorrência da legislação cada vez mais severa, dificilmente os custos de tratamento de resíduos cairiam, de modo que tornava-se mais barato agir preventivamente. Assim, foram introduzidos requisitos relacionados à proteção ambiental e à saúde humana no processo de desenvolvimento de produtos (Rozenfeld et al., 2006). Além da questão mercadológica, os problemas ambientais causados pela atividade humana, como a mudança climática e a contaminação do ambiente natural, mostram que não é mais aceitável qualquer atividade de desenvolvimento de produtos que desconsidere as relações que o produto terá com o meio ambiente (Manzini e Vezzoli, 2005).
Neste contexto, deve-se buscar reduzir o impacto ambiental de produtos3 por meio da minimização do consumo de recursos naturais, da geração de resíduos, dos riscos à segurança e à saúde e da degradação ecológica. Para que se alcance esta meta é fundamental levar em conta o ciclo de vida do produto (Back et al., 2008). Isso exige uma mudança de visão, buscando-se reduzir danos ambientais desde a extração da matéria-prima até o descarte, sem se limitar a transferir tais impactos de uma fase para outra do ciclo de vida (Manzini e Vezzoli, 2005). É urgente, portanto, a identificação de métodos que permitam ao tomador de decisão avaliar holisticamente as consequências ambientais de produtos. Uma das técnicas com esse propósito é a Avaliação do Ciclo de Vida (ISO, 2006a; 2006b).
O objetivo deste trabalho é analisar, por meio de revisão bibliográfica, duas abordagens de Avaliação do Ciclo de Vida (ACV): atribucional e conseqüencial. Após a exposição dos conceitos básicos acerca das duas abordagens, são apresentadas as diferenças, vantagens e desvantagens de cada uma delas.
2. MÉTODO
No início da década de 90 surgiu a preocupação de que certificações ambientais, baseadas em diferentes normas nacionais e
que não obedeciam a critérios uniformes, não oferecessem um meio justo para a comparação do desempenho ambiental de produtos. Devido a isso, tornava-se necessária a uniformização de procedimentos metodológicos. A primeira entidade a padronizar critérios sobre estudos de avaliação de ciclo de vida foi a SETAC (Society of Environmental Toxicology and Chemistry), cujos trabalhos foram, posteriormente, aproveitados pela ISO (International Organization of Standardization) (Chehebe, 1997).
2.1. Conceitos Básicos
De acordo com ISO (2006a; 2006b), um estudo de ACV é composto por quatro fases: a) definição de objetivo e escopo, b) análise de inventário, 3 Neste trabalho o termo “produto” inclui serviços

I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 91 c) avaliação de impactos e d) interpretação.
2.1.1 Definição de Objetivo e Escopo A definição de objetivo e escopo é a fase na qual são feitas as escolhas iniciais que definem um plano de trabalho para o
estudo. O objetivo deve definir as razões para conduzir o estudo, o público-alvo e a aplicação pretendida. De maneira geral, na fase de definição de escopo o estudo é definido em termos de cobertura temporal, geográfica e tecnológica (Guinée et al., 2001).
É durante a definição de escopo que o produto analisado deve ser descrito em termos de função, unidade funcional e fluxo de referência. Pode-se definir função como a necessidade que o produto busca atender. A unidade funcional é a quantificação da função e deve ser determinada para que a comparação entre produtos seja feita com base na entrega da mesma quantidade do serviço prestado. O fluxo de referência é a quantidade do produto final necessário para realizar a função, a qual foi previamente quantificada pela unidade funcional. Um exemplo torna mais claro estes conceitos: na função de enxugar mãos, são estudados um secador a ar e toalhas de papel. A unidade funcional selecionada pode ser expressa em termos de determinado número de pares de mãos enxugadas por ambos os sistemas. Para cada sistema, é possível determinar o fluxo de referência, por exemplo, a massa média de papel ou o volume médio de ar quente necessários para secar o número de pares de mãos definido pela unidade funcional. Para ambos os sistemas, é possível executar um inventário de entradas e saídas com base nos fluxos de referência (ISO, 2006a; 2006b).
De maneira resumida, a definição de escopo inclui também: a delimitação das fronteiras do sistema, a seleção das categorias de impacto que serão estudados, a seleção das metodologias de avaliação de impacto que serão adotadas e a definição dos procedimentos de alocação, caso necessário. Os procedimentos de alocação são utilizados quando se
trabalha com sistemas que envolvem múltiplos produtos como, por exemplo, produtos resultantes do refino do petróleo. Neste caso, a responsabilidade pelo consumo de materiais e de energia, assim como emissões, deve ser dividida entre os
diferentes produtos. A alocação pode ser feita em termos de massa, energia ou valor econômico, contudo, deve-se buscar conhecer o processo de modo a evitar alocações, as quais podem levar a resultados distorcidos (Guinée et al., 2001; ISO, 2006a; 2006b).
2.1.2 Análise de Inventário
A análise de inventário inclui a coleta de dados, procedimentos de cálculo para quantificar as entradas e saídas relevantes de
um sistema de produto e, quando necessário, alocação para processos com múltiplos produtos. O resultado é uma relação de entradas e saídas associadas à unidade funcional e ao fluxo de referência. Os dados podem ser classificados em grupos como: entradas de energia, entradas de matéria-prima, emissões atmosféricas, descargas para a água e solo, etc.
A condução de uma análise de inventário é um processo iterativo. À medida que dados são coletados amplia-se o conhecimento sobre o sistema de produto e novos requisitos ou limitações dos dados podem ser identificados. Com isso, pode-se realizar mudanças nos procedimentos de coleta de dados de modo que os objetivos do estudo possam ainda ser satisfeitos. Às vezes, porém, podem ser identificadas condições que requeiram revisões do objetivo ou do escopo do estudo (Guinée et al., 2001; ISO, 2006a; 2006b).
2.1.3 Avaliação de Impacto
Primeiramente, os resultados da análise de inventário são classificados em categorias de impacto para as quais contribuem.
Exemplos de categorias de impacto são: mudança climática, depleção dos recursos naturais e toxicidade humana (Guinée et al., 2001).
A etapa seguinte dentro da avaliação de impacto é a caracterização. O principal objetivo da caracterização é determinar a importância de cada intervenção ambiental em relação às outras na mesma categoria de impacto, de modo que essas intervenções possam ser agregadas dentro da categoria. Esta conversão usa fatores de caracterização, os quais expressam a contribuição de cada item do inventário ao problema ambiental específico representado pela categoria de impacto em análise. Por exemplo, para a categoria de impacto aquecimento global, o CO 2 (dióxido de carbono) é a substância de referência. O fator de caracterização para o CH 4 (metano) é igual a 21; isso significa que 1 kg de metano tem a mesma contribuição para o aquecimento global que 21 kg de dióxido de carbono (Chehebe, 1997; Haes et al., 2002; ISO, 2006a; 2006b).
As etapas seguintes, normalização, agrupamento e ponderação, são opcionais. A normalização é feita dividindo-se cada indicador de categoria pela quantidade total emitida num país ou região e visa a melhor compreensão da magnitude do resultado de cada indicador em relação a uma informação de referência. Com isso, têm-se informação sobre a significância relativa dos resultados dos indicadores e, simultaneamente, os dados são preparados para etapas posteriores (Haes et al., 2002; ISO, 2006a; 2006b).
O agrupamento reúne categorias de impacto em determinados conjuntos com objetivo de tornar mais claro o resultado do estudo. O agrupamento pode ser feito de diversas formas, dependendo do objetivo do estudo. Como exemplo, pode ser realizado segundo critério espaciais (global, regional e local), prioridade (baixa, média e alta), entre outras formas (ISO, 2006a; 2006b).
Por último, a ponderação atribui diferentes graus de importância relativa às diversas categorias de impacto. Os resultados ponderados podem ser agregados para formar um único indicador. Este procedimento, entretanto, é bastante controverso porque envolve um julgamento subjetivo sobre a importância relativa das categorias de impacto (ISO, 2006a; 2006b).

I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 92
2.1.4 Interpretação A interpretação é a fase da ACV em que as constatações da análise de inventário e da avaliação de impacto são consideradas
em conjunto, de modo a fornecer resultados consistentes com o objetivo e escopo. A interpretação deve levar a conclusões, explicar limitações do estudo e oferecer recomendações aos tomadores de decisão Esta fase pode envolver o processo iterativo de rever e revisar o escopo do estudo caso necessário (ISO, 2006a; 2006b).
2.2. As Abordagens Consequencial e Atribucional
O objetivo da avaliação atribucional do ciclo de vida, também conhecida como a abordagem tradicional, é avaliar a carga
ambiental total de um produto, levando-se em conta a situação atual. Esta abordagem adota valores médios para o inventário e lida com co-produtos por meio de fatores de alocação. A delimitação do sistema a ser estudado é baseada na escolha dos fluxos físicos (matérias-primas, energia, emissões, etc.) que farão parte do sistema. Por outro lado, o objetivo da avaliação consequencial do ciclo de vida é avaliar as consequências ambientais de mudanças na demanda. As regras usadas para definir quais processos devem estar dentro ou fora do sistema são aquelas baseadas em estimativas de quais são os fluxos de materiais, energia e emissões que mudarão como resultado de potenciais decisões ou perturbações. Os processos que não respondem às mudanças na demanda não devem ser incluídos em um estudo consequencial A abordagem consequencial necessita, portanto, da identificação dos processos afetados, também chamados de marginais. Considerações econômicas devem ser aplicadas para identificá-los, pois os processos afetados podem não estar diretamente ligados ao produto analisado. Este tipo de estudo deve incluir os co-produtos no sistema, procedimento conhecido como expansão do sistema. (Weidema, 2003; Ekvall e Weidema, 2004; Curran et al., 2005; Schmidt, 2008; Dalgaard et al., 2008 e Thomassen et al., 2008)
Cada uma destas abordagens responde a diferentes questões. A atribucional busca responder “Como são os fluxos (poluentes, recursos, produtos) dentro da janela temporal escolhida?” enquanto a consequencial pretende responder “Como os fluxos (poluentes, recursos, produtos) mudarão em resposta às decisões?”. Além disso, há duas perspectivas possíveis: retrospectiva e prospectiva. A retrospectiva refere-se às situações já ocorridas e a prospectiva trabalha com situações futuras. Portanto, um estudo de ciclo de vida pode ser atribucional prospectivo (como serão os fluxos?), atribucional retrospectivo (como eram os fluxos?), consequencial prospectivo (como uma decisão alterará os fluxos?) e consequencial retrospectivo (como uma decisão alterou os fluxos?) (Weidema, 2003 e Curran et al., 2005).
2.2.1 Valores Médios ou Valores Marginais
Para a compreensão dos métodos discutidos neste trabalho é fundamental a distinção entre valores médios e marginais.
Consequências marginais são a resposta do sistema aos distúrbios marginais; por exemplo, as consequências marginais de um pequeno aumento na demanda de eletricidade pode incluir pequenos incrementos na emissão de poluentes atmosféricos e consumo de combustível (Curran et al., 2005). Da mesma forma, uma tecnologia marginal em um estudo consequencial é definida como a tecnologia afetada por uma mudança na demanda e é identificada como aquela mais sensível à esta mudança. Em situações com tendência de crescimento no mercado, a tecnologia marginal é a mais competitiva. Por outro lado, em tendências de queda de demanda, a tecnologia marginal é identificada como a menos competitiva (Schmidt e Weidema, 2008).
Como a maioria dos bancos de dados de inventários são baseados em valores médios, sem preocupação com mecanismos de mercado, estudos atribucionais parecem mais fáceis e rápidos de serem executados. Argumenta-se, contudo, que o procedimento adotado num estudo consequencial reduz o tamanho do sistema investigado por meio da exclusão de todos os processos que não se alteram como consequência de mudança na demanda do produto. Deste modo, o tempo adicional na coleta de dados acerca de tecnologias marginais afetadas é compensado pela economia de tempo decorrente do menor número de processos para os quais deve-se coletar detalhados dados (Weidema, 2003). Ainda assim, deve-se salientar que a falta de dados marginais constitui um grande problema para execução de estudos consequenciais (Thomassen et al., 2008).
No que se refere às incertezas dos dados, estas podem ser quantificadas na maioria dos casos onde se utiliza valores médios. Porém, a identificação de tecnologias marginais na abordagem consequencial, utilizando informações de mercado, traz considerável incerteza à análise. Essa incerteza pode ser quantificada por análises de sensibilidade considerando diversas situações de mercado possíveis (Weidema, 2003 e Thomassen et al., 2008).
2.2.2 Alocação ou Expansão do Sistema
Há processos que são multifuncionais (fabricam mais de um produto) e como lidar com eles faz parte de estudos de ACV. A
distinção entre abordagem conseqüencial e atribucional teve origem nos debates metodológicos sobre problemas de alocação. Existe uma forte ligação, portanto, entre a escolha da abordagem e a escolha de como lidar com co-produtos. Na abordagem atribucional a alocação de co-produtos é freqüente. Já a expansão do sistema, sem alocação, é a única forma de tratar co-produtos na análise conseqüencial (Weidema, 2003 e Thomassen et al., 2008).
Sempre que um processo produz mais do que um produto a alocação pode ser usada para determinar quanto da carga ambiental deve ser associada a cada um dos produtos. A norma ISO apresenta o seguinte procedimento para alocação em processos multifuncionais: (a) alocação deve ser evitada, sempre que possível, ou por meio da divisão dos processos multifuncionais em sub-processos com a coleta de dados separadamente para cada sub-processo, ou por meio da expansão do sistema investigado; (b) onde a alocação não pode ser evitada, esta deve refletir as relações físicas entre a carga ambiental e os produtos entregues pelo sistema; (c) onde relações físicas não puderem ser utilizadas como base para alocação, esta deve refletir outras relações entre a carga ambiental e os produtos (Curran et al., 2005 e Thomassen et al., 2008).
I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 93 Em estudos conseqüenciais a alocação é sempre evitada por meio da expansão do sistema. A expansão do sistema significa
que as entradas e saídas são totalmente atribuídas ao produto de interesse. O sistema estudado é expandido para incluir também os produtos evitados em função dos co-produtos. Como exemplo pode-se citar um estudo acerca do farelo de soja, cuja produção acarreta na produção, simultânea, de óleo de soja. Ao realizar-se um estudo conseqüencial de farelo de soja, as entradas e saídas são atribuídas completamente ao farelo, mas o produto substituído em conseqüência do aumento da oferta de óleo vegetal deve fazer parte dos cálculos (Dalgaard et al., 2008).
2.2.3 Efeitos Indiretos
Avaliações atribucionais do ciclo de vida lidam principalmente com intervenções ambientais relacionadas ao local vinculado
ao produto em análise e consideram somente os efeitos diretos. Um efeito direto ocorre, por exemplo, quando a uma área de floresta nativa é transformada e utilizada para o plantio de um produto agrícola. Neste caso o produto agrícola é o causador direto do desmatamento. Podem ocorrer, entretanto, efeitos indiretos, que são aqueles causados fora da área ocupada. Como exemplo pode-se citar a expansão do cultivo da soja, o qual pode deslocar a pecuária em direção à regiões de mata nativa. Deste modo, o impacto causado pela mudança da pecuária para uma nova área é um efeito indireto do incremento na produção de soja (Naylor et al., 2007; FAO, 2008 e Schmidt, 2008).
No caso do uso do solo, é provável que significativos impactos ambientais não estejam ligados ao local ocupado para produção, mas numa análise atribucional estes são os únicos processos incluídos no estudo. Portanto, um estudo atribucional pode cobrir somente uma parte dos potenciais impactos causados pela expansão da ocupação do solo. Deste modo, os estudos tradicionais contém “pontos cegos” e, por isso, não oferecem aos tomadores de decisão suficiente informação (Schmidt, 2008).
3. DISCUSSÃO
Pôde-se perceber que há diferenças significativas entre as duas abordagens de avaliação de ciclo de vida. Incluir processos
futuros na análise é um procedimento difícil de ser entendido por um analista atribucional, assim como atribuir a uma planta específica (a planta marginal), em lugar do mix de eletricidade, a energia necessária para produzir uma quantidade adicional do produto estudado. Por outro lado, é difícil para um analista consequencial entender que as mudanças na demanda e a análise marginal são ignoradas num estudo atribucional. Além disso, o uso de fatores arbitrários de alocação para dividir a carga ambiental entre produto e co-produto é dificilmente aceito por ele (Thomassen et al., 2008).
Nota-se que há argumentos contrários e favoráveis a cada uma das abordagens. A abordagem conseqüencial é considerada mais realista porque foca nas conseqüências das mudanças, oferecendo uma informação mais útil ao tomador de decisão. Programas de rotulagem de produtos, por exemplo, são utilizados para auxiliar na tomada de decisão dos consumidores, então esta escolha deveria ser baseada nas suas conseqüências ambientais e não nos impactos históricos de produtos. Com isso, os clientes entenderiam os impactos das mudanças de hábitos (Weidema, 2003). Este método, porém, é menos preciso em decorrência da necessidade de identificar produtos marginais, tais como: eletricidade marginal, combustível marginal, etc., informações estas nem sempre disponíveis (Dalgaard et al., 2008). Ao contrário, a abordagem atribucional produz um resultado mais preciso, já que não envolve informações econômicas, mas não é considerada tão abrangente porque lida somente com o status quo e não inclui os efeitos indiretos das mudanças (Schmidt, 2008).
4. CONSIDERAÇÕES FINAIS
Ambas as abordagens apresentam vantagens e desvantagens. Os tradicionais estudos atribucionais possuem “pontos cegos”,
pois desconsideram efeitos indiretos e analisam somente a situação presente. No caso do uso do solo, para citar um exemplo, é provável que significativos impactos ambientais estejam em locais não diretamente ligados ao produto em avaliação, mas numa análise atribucional efeitos indiretos não são considerados. Portanto, um estudo atribucional pode cobrir somente uma parte dos potenciais impactos e, deste modo, não oferece aos tomadores de decisão suficiente informação. Deve-se lembrar, entretanto, que tais estudos são importantes para conhecimento global dos processos, o que permite a identificação de pontos de melhoria na situação existente.
A abordagem conseqüencial é mais útil ao tomador de decisão responsável por promover alterações na demanda, pois oferece informações mais completas acerca das conseqüências das mudanças e não a respeito de impactos históricos de produtos. Este método necessita, contudo, de desenvolvimento no que se refere à identificação de produtos marginais. Outro ponto importante é que a abordagem conseqüencial ainda é pouco utilizada. Embora o método seja promissor, há a necessidade de maior aplicação para que haja desenvolvimento e divulgação.
Apesar dos argumentos favoráveis e contrários a cada um dos métodos de avaliação do ciclo de vida, conclui-se que os mesmos servem a diferentes situações dependendo do objetivo do estudo. Deste modo, uma importante tarefa é avaliar qual das abordagens deveria ser utilizada para suporte à decisão em cada caso específico.
5. AGRADECIMENTOS
À CAPES pela bolsa de mestrado, ao CNPq pelo financiamento do projeto Avaliação Sócio-Ambiental do Biodiesel no Brasil
e na África do Sul, ao PPGEM pelo incentivo e apoio para participação em eventos e ao TIDeP - Núcleo de Tecnologia da Informação aplicada ao Desenvolvimento de Produto, pelo laboratório de pesquisa.

I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 94
6. REFERÊNCIAS
Back, N., Ogliari, A., Dias, A. e Silva, J.C.da, 2008, “Projeto integrado de produtos: planejamento, concepção e modelagem”, Ed. Manole, São Paulo, Brasil, 648p.
Chehebe, J.R.B., 1997, “Análise do ciclo de vida de produtos: ferramenta gerencial da ISO 14000”, Ed. Qualitymark:CNI, Rio de Janeiro, Brasil, 120p.
Curran, M.A., Mann, M. and Norris, G., 2005, “The International Workshop on Electricity Data for Life Cycle Inventories”, Journal of Cleaner Production, Vol. 13, No. 8, pp. 853-862.
Dalgaard, R., Schmidt, J., Halberg, N., Christensen, P., Thrane, M. and Pengue, W.A., 2008, “LCA of Soybean Meal”, International Journal of Life Cycle Assessment, Vol. 13, No. 3, pp. 240-254.
Ekvall, T. and Weidema, B., 2004, “System Boundaries and Input Data in Consequential Life Cycle Inventory Analysis”, International Journal of Life Cycle Assessment, Vol. 9, No. 3, pp. 161-171.
FAO, 2008. Food and Agriculture Organization of the United Nations. “The State of Food and Agriculture. Biofuels: Prospects, Risks and Opportunities”. 10 January 2009, <http://www.fao.org/docrep/011/i0100e/i0100e00.htm>.
Guinée, J.B. et al., 2001, “Life Cycle Assessment: an operational guide to the ISO standards”, Bèta Vertalingen, Maastricht, 708p.
Haes, H.A.U. de, Finnveden, G. and Goedkoop, M., 2002, “Life-Cycle Impact Assessment: striving towards best practice”, SETAC, Pensacola, Florida, United States, 272p.
ISO 14040, 2006a, Environmental management - Life cycle assessment – Principles and framework. ISO 14044, 2006b, Environmental management - Life cycle assessment – Requirements and guidelines.
Rozenfeld, H., Forcellini, F.A., Amaral, D.C., Toledo, J.C., Silva, S.L., Alliprandini, D.H. e Scalice, R.K., 2006, “Gestão de desenvolvimento de produtos: uma referência para a melhoria do processo”, Ed. Saraiva, São Paulo, Brasil, 542p.
Naylor, R., Liska, A.J., Burke, M.B., Falcon, W.P., Gaskell, J.C., Rozelle, S.D. and Cassman, K.G., 2007, “The Ripple Effect: Biofuels, Food Security, and the Environment”, Environment, Vol. 49, No. 9, pp. 31-43.
Schmidt, J.H., 2008, “System Delimitation in Agricultural Consequential LCA”, International Journal of Life Cycle Assessment, Vol. 13, No. 4, pp. 350-364.
Schmidt, J.H. and Weidema, B., 2008, “Shift in the Marginal Supply of Vegetable Oil”, International Journal of Life Cycle Assessment, Vol. 13, No. 3, pp. 235-239.
Thomassen, M.A., Dalgaard, R., Heijungs, R. and de Boer, I.J.M., 2008, “Attributional and Consequential LCA of milk production”, International Journal of Life Cycle Assessment, Vol. 13, No. 4, pp. 339-349.
Weidema, B., 2003, “Market Information in Life Cycle Assessment”, Environmental Project No. 863, Danish Ministry of the Environment. 10 March 2009, <http://www2.mst.dk/udgiv/publications/2003/87-7972-991-6/pdf/87-7972-992-4.pdf>.
7. DIREITOS AUTORAIS
Os autores são os únicos responsáveis pelo conteúdo do material impresso incluído no seu trabalho.
95
Programa de Pós Graduação em Engenhar ia Mecânica e de Mater ia is
II SEMINÁRIO ANUAL DO PROGRAMA DE PÓS -GRADUAÇÃO EM ENGENHARIA MECÂNICA E DE MATERIAIS
02 e 03 de Dezembro de 2009 – Curitiba – Paraná - B rasil
MELHORIA DE PROJETO DE UM BRINQUEDO LANÇADOR DE DIS COS COM APLICAÇÃO DOS MÉTODOS ANÁLISE DE VALOR E FMEA DE PR OJETO
Márcio Lazzari, [email protected] Carla Estorilio, [email protected] Sandro Moreira, [email protected] Charles Kapor, [email protected] Fábio Siqueira, [email protected]
1 Universidade Tecnológica Federal do Paraná, Av. Sete de Setembro, 3165, Curitiba/PR, Brasil 80230-901 Resumo: O presente artigo apresenta a melhoria do projeto de um produto, visando reduzir o custo de fabricação, agregar mais valor para o consumidor e torná-lo mais confiável em uso. Para isso, faz uso de dois métodos de apoio para projeto de produtos: a Análise de Valor (AV) e o FMEA (Failure Mode and Effect Analysis) de Projeto. O produto adotado é um brinquedo infantil referente a um lançador de discos. Primeiramente foi realizada a aplicação da AV e, posteriormente, considerando as alterações no novo projeto, foi aplicado o FMEA de projeto. Entre os resultados obtidos, constatou-se uma redução de vinte por cento nos custos de fabricação. Foi possível tornar o produto mais atrativo para o consumidor no que se refere à estética e utilização de materiais recicláveis. Nos aspectos operacionais, a nova concepção do produto se tornou mais confiável passando a ter menos componentes e com maior facilidade de utilização dos projéteis, permitindo uso efetivo em qualquer lado de inserção. Palavras-chave: Análise de valor, FMEA de projeto, melhoria de um produto, projeto de brinquedo.
1. INTRODUÇÃO
A abertura do mercado para produtos importados na década de 90, auxiliou o desenvolvimento de um cenário altamente
competitivo. Fatores como a agilidade, a inovação e a transparência tornaram-se fundamentais para as empresas manterem-se competitivas. Juntamente com os benefícios de um mundo globalizado, a abertura trouxe ao mercado interno brasileiro, produtos de baixa qualidade e fora dos mínimos padrões exigidos pela legislação. Além disso, a constante batalha da indústria nacional, principalmente com empresas de origem asiáticas, tornou o desenvolvimento do produto ainda mais complexo e com alto grau de dificuldades técnicas e financeiras.
Diante deste cenário, este artigo apresenta a melhor do projeto de um produto, visando reduzir o custo de fabricação do produto, agregar mais valor para o consumidor e torná-lo mais confiável em uso.
Para isso, faz uso de dois métodos de apoio para projeto de produtos: a Análise de Valor (AV) e o FMEA (Failure Mode and Effect Analysis) de projeto. Primeiramente é apresentada uma revisão bibliográfica dos dois métodos, além de contextualizar o desenvolvimento e o projeto de produtos industriais. Em segundo momento é apresentado o produto, cdestinado à crianaças de 4 à 8 anos, cuja função é a de ejetar discos. Num terceiro momento, é realizada a aplicação da AV e, posteriormente, considerando as novas alterações, é aplicado o FMEA de projeto.
2. PROCESSO DE DESENVOLVIMENTO DE PRODUTOS
O Processo de Desenvolvimento de Produtos (PDP) pode ser definido como um conjunto de atividades que envolvem quase
todos os departamentos de uma empresa, que tem como objetivo a transformação de necessidades de mercado em produtos e serviços economicamente viáveis (KAMINSKI, 2000).
O projeto de produtos exige métodos sistematizados e específicos em função da complexidade de suas várias etapas. Os métodos tradicionais, ou seja, aqueles usualmente adotados pelas equipes desenvolvedoras, possuem algumas restrições, como o longo ciclo de projeto e a necessidade de consideráveis investimentos em pesquisas de mercado e testes de aceitação dos produtos. Além disso, para Hartley (1998), são necessárias medidas audaciosas para tornar efetiva a necessidade de um novo modo de pensar e atuar. A chave é mudar o modo de pensar das pessoas a respeito do desenvolvimento do produto, e este pensamento deve ser repassado a todas as pessoas da organização em todos os momentos.
Uma das formas de alcançar um bom êxito quando do desenvolvimento de produtos é através da adoção de ferramentas que auxiliam as equipes de projeto quando da concepção de novos produtos ou reprojeto de produtos existentes. Para isso, a seguir são apresentados alguns métodos (ferramentas) importantes do processo de desenvolvimento de produto que podem ser aplicados na etapa de projeto preliminar, conforme subdivisões definidas por Back & Forcellini (1997).
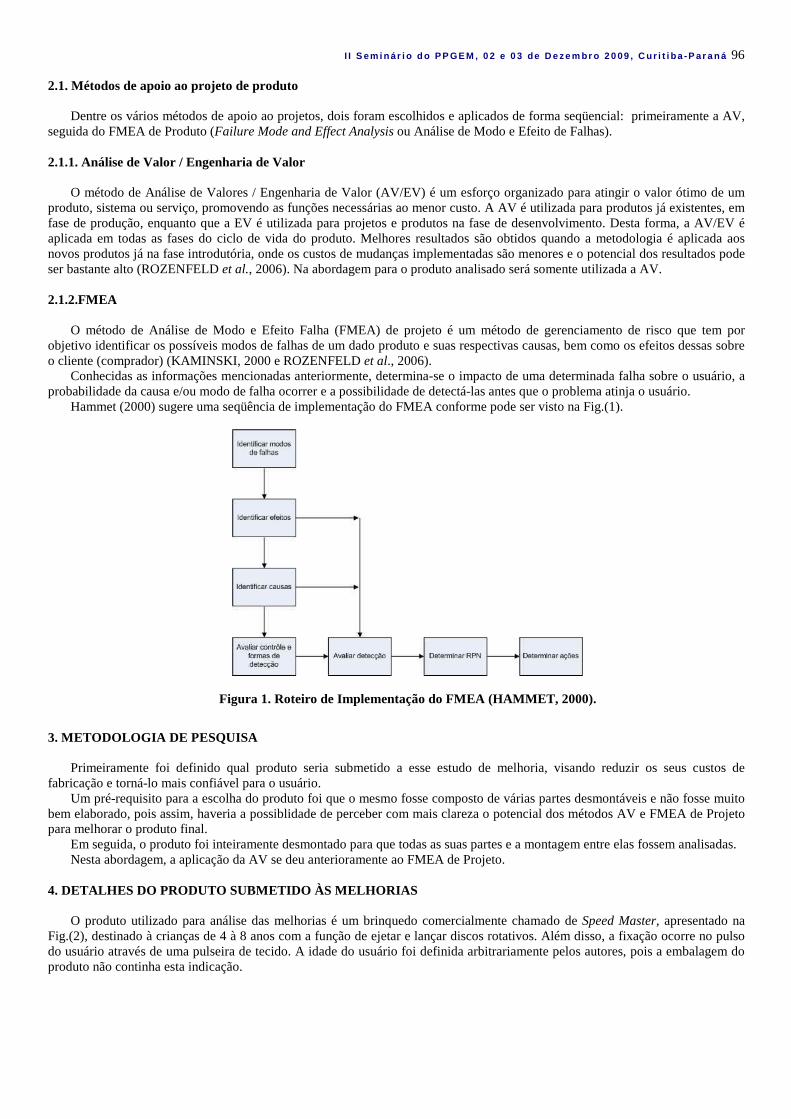
I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 96
2.1. Métodos de apoio ao projeto de produto Dentre os vários métodos de apoio ao projetos, dois foram escolhidos e aplicados de forma seqüencial: primeiramente a AV,
seguida do FMEA de Produto (Failure Mode and Effect Analysis ou Análise de Modo e Efeito de Falhas).
2.1.1. Análise de Valor / Engenharia de Valor O método de Análise de Valores / Engenharia de Valor (AV/EV) é um esforço organizado para atingir o valor ótimo de um
produto, sistema ou serviço, promovendo as funções necessárias ao menor custo. A AV é utilizada para produtos já existentes, em fase de produção, enquanto que a EV é utilizada para projetos e produtos na fase de desenvolvimento. Desta forma, a AV/EV é aplicada em todas as fases do ciclo de vida do produto. Melhores resultados são obtidos quando a metodologia é aplicada aos novos produtos já na fase introdutória, onde os custos de mudanças implementadas são menores e o potencial dos resultados pode ser bastante alto (ROZENFELD et al., 2006). Na abordagem para o produto analisado será somente utilizada a AV.
2.1.2.FMEA
O método de Análise de Modo e Efeito Falha (FMEA) de projeto é um método de gerenciamento de risco que tem por
objetivo identificar os possíveis modos de falhas de um dado produto e suas respectivas causas, bem como os efeitos dessas sobre o cliente (comprador) (KAMINSKI, 2000 e ROZENFELD et al., 2006).
Conhecidas as informações mencionadas anteriormente, determina-se o impacto de uma determinada falha sobre o usuário, a probabilidade da causa e/ou modo de falha ocorrer e a possibilidade de detectá-las antes que o problema atinja o usuário.
Hammet (2000) sugere uma seqüência de implementação do FMEA conforme pode ser visto na Fig.(1).
Figura 1. Roteiro de Implementação do FMEA (HAMMET, 2000).
3. METODOLOGIA DE PESQUISA Primeiramente foi definido qual produto seria submetido a esse estudo de melhoria, visando reduzir os seus custos de
fabricação e torná-lo mais confiável para o usuário. Um pré-requisito para a escolha do produto foi que o mesmo fosse composto de várias partes desmontáveis e não fosse muito
bem elaborado, pois assim, haveria a possiblidade de perceber com mais clareza o potencial dos métodos AV e FMEA de Projeto para melhorar o produto final.
Em seguida, o produto foi inteiramente desmontado para que todas as suas partes e a montagem entre elas fossem analisadas. Nesta abordagem, a aplicação da AV se deu anterioramente ao FMEA de Projeto.
4. DETALHES DO PRODUTO SUBMETIDO ÀS MELHORIAS O produto utilizado para análise das melhorias é um brinquedo comercialmente chamado de Speed Master, apresentado na
Fig.(2), destinado à crianças de 4 à 8 anos com a função de ejetar e lançar discos rotativos. Além disso, a fixação ocorre no pulso do usuário através de uma pulseira de tecido. A idade do usuário foi definida arbitrariamente pelos autores, pois a embalagem do produto não continha esta indicação.

I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 97
Figura 2. Foto ilustrativa do produto adotado. Este produto é composto por 16 componentes. A carcaça inferior é a base na qual as engrenagens são pré-montadas e
encaixadas, seguido da interface com o separador e da carcaça superior, onde é encaixado a tampa. O projétil (disco) é alojado em sua respectiva câmara em torno do eixo propulsor. Já a tampa, quando fechada, garante o efeito surpresa da abertura desta. A cremalheira, combinada com o eixo de torque, composto por duas engrenagens (motora e movida) regulam a intensidade de redução e aumento da rotação do eixo propulsor. Para complementar, todo o conjunto é fixado ao pulso do usuário por intermédio de uma pulseira de tecido provida de velcro.
O produto, cujo ilustração de funcionamento está detalhada na Fig.(3), apresenta como funções principais a fixação no pulso, a abertura instantânea de uma câmara de onde são lançados os discos mediante acionamento de uma cremalheira e o próprio lançamento dos projéteis.
(a) (b)
(c) (d)
Figura 3. Desenhos ilustrativos fornecidos na embalagem do produto. Fonte: Embalagem do produto.
O brinquedo foi adquirido em loja de brinquedos convencional pelo valor de R$ 13,90 em setembro de 2007 e é de origem
chinesa. Apresenta 16 componentes plásticos (maioria termoplásticos como Polietileno PE e Polipropileno PP) e metálicos ferrosos, além de pulseira de tecido. O processo de fabricação predominante é o processo de moldagem plástica, através da injeção de plástico. A lista detalhada dos componentes pode ser vista na Fig.(4), que apresenta 28 ítens classificados em 16 componentes.

I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 98
Figura 4. Classificação dos componentes internos do brinquedo Speed Master, após desmontagem sistêmica.
4.1. Aplicação da Análise de Valor (AV) Para a elaboração da AV foi empregada a metodologia apresentada por Pahl et al. (2005). As etapas propostas foram seguidas
e resultaram em diversas sugestões para a melhoria do produto. Na etapa de preparação, o objetivo adotado foi o de manter o número de funções e reduzir ao menos em vinte por cento (20%)
os custos totais de fabricação. Quando da determinação das funções dos componentes, fez-se a listagem e custeio destes. As estimativas de custo foram baseadas nos fatores de sessenta por cento (60%) para matéria-prima e quarenta por cento (40%) para mão-de-obra, sem levar em consideração a complexidade de cada componente. Na etapa de análise, com a listagem das funções (total de 16), foi realizada a distribuição parcial de custo pelo fracionamento do custo de cada componente pelas funções que estes desempenhavam.
O Quadro (1) mostra uma visão geral da matriz de AV (modelo sugerido por Kaminski, 2000). A direita são apresentadas as alternativas, com a etapa de criação, através das respostas às perguntas descritas, em que “S” significa Sim, “N” Não e “NA” Não Aplicável.
Para as perguntas, os autores também consideraram o atendimento aos requisitos ambientais dos componentes. Para isso, foram incluídas duas questões relativas a reciclabilidade dos componentes (itens 13 e 14 no respectivo quadro).
Quadro 1. Visão genérica da matriz descritiva de alguns itens da AV. Na etapa de julgamento, foram selecionadas as alternativas mais favoráveis de acordo com os critérios de menor custo e maior
qualidade percebida (funções). Na última etapa, de planejamento das ações, foram definidas as tarefas para se realizar as modificações propostas. As alternativas selecionadas resultaram em uma redução de aproximadamente vinte por cento (20%) nos custos dos componentes do produto, atendendo o valor estipulado inicialmente pelos autores. As modificações adotadas resultantes desta primeira análise são apresentadas no Quadro (2).
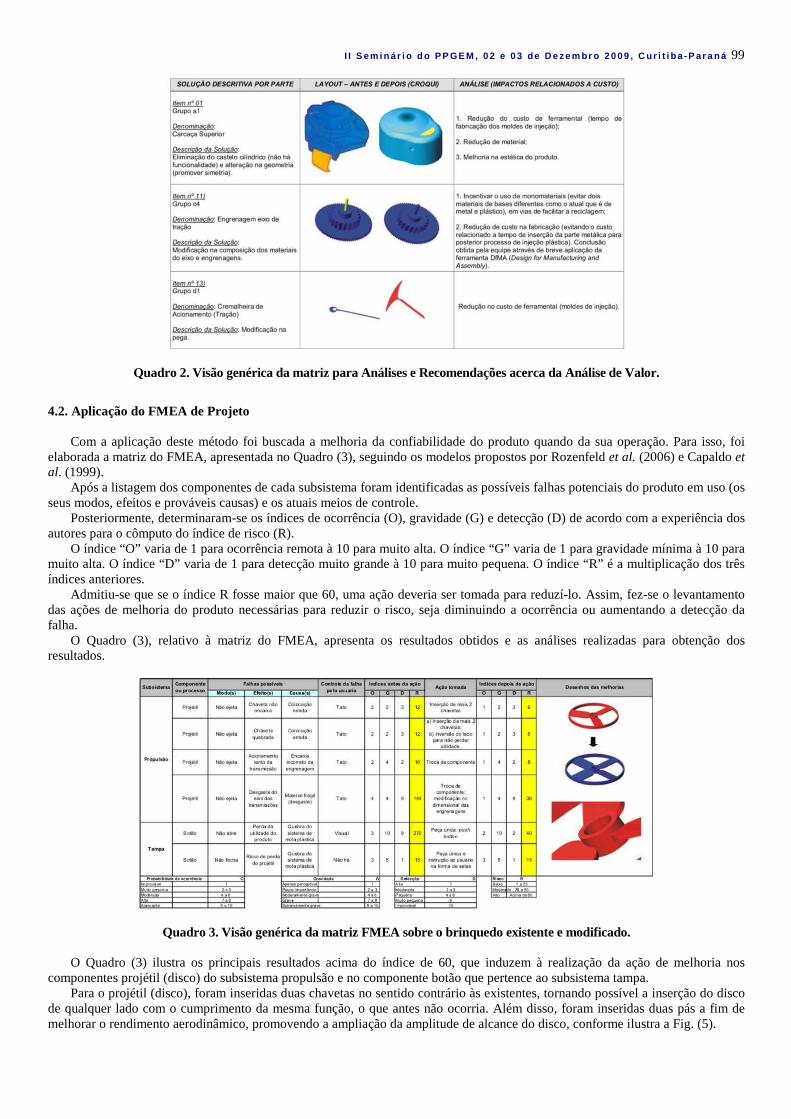
I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 99
Quadro 2. Visão genérica da matriz para Análises e Recomendações acerca da Análise de Valor.
4.2. Aplicação do FMEA de Projeto Com a aplicação deste método foi buscada a melhoria da confiabilidade do produto quando da sua operação. Para isso, foi
elaborada a matriz do FMEA, apresentada no Quadro (3), seguindo os modelos propostos por Rozenfeld et al. (2006) e Capaldo et al. (1999).
Após a listagem dos componentes de cada subsistema foram identificadas as possíveis falhas potenciais do produto em uso (os seus modos, efeitos e prováveis causas) e os atuais meios de controle.
Posteriormente, determinaram-se os índices de ocorrência (O), gravidade (G) e detecção (D) de acordo com a experiência dos autores para o cômputo do índice de risco (R).
O índice “O” varia de 1 para ocorrência remota à 10 para muito alta. O índice “G” varia de 1 para gravidade mínima à 10 para muito alta. O índice “D” varia de 1 para detecção muito grande à 10 para muito pequena. O índice “R” é a multiplicação dos três índices anteriores.
Admitiu-se que se o índice R fosse maior que 60, uma ação deveria ser tomada para reduzí-lo. Assim, fez-se o levantamento das ações de melhoria do produto necessárias para reduzir o risco, seja diminuindo a ocorrência ou aumentando a detecção da falha.
O Quadro (3), relativo à matriz do FMEA, apresenta os resultados obtidos e as análises realizadas para obtenção dos resultados.
Quadro 3. Visão genérica da matriz FMEA sobre o brinquedo existente e modificado. O Quadro (3) ilustra os principais resultados acima do índice de 60, que induzem à realização da ação de melhoria nos
componentes projétil (disco) do subsistema propulsão e no componente botão que pertence ao subsistema tampa. Para o projétil (disco), foram inseridas duas chavetas no sentido contrário às existentes, tornando possível a inserção do disco
de qualquer lado com o cumprimento da mesma função, o que antes não ocorria. Além disso, foram inseridas duas pás a fim de melhorar o rendimento aerodinâmico, promovendo a ampliação da amplitude de alcance do disco, conforme ilustra a Fig. (5).
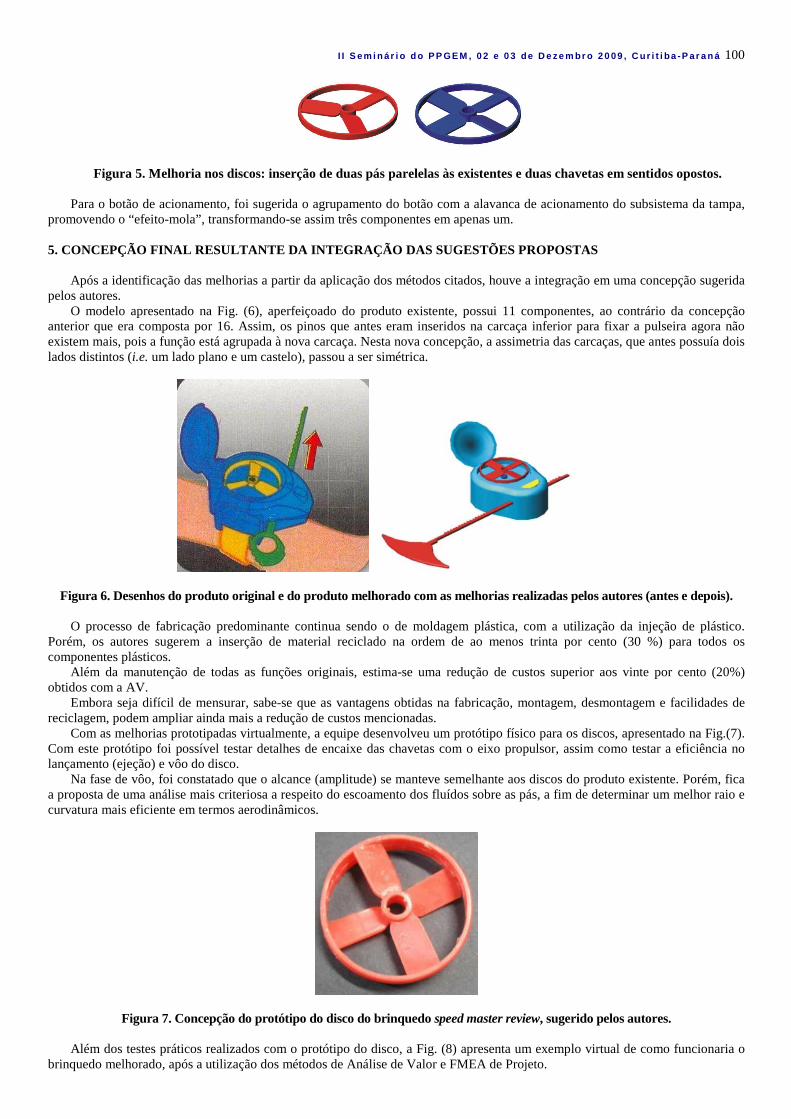
I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 100
Figura 5. Melhoria nos discos: inserção de duas pás parelelas às existentes e duas chavetas em sentidos opostos. Para o botão de acionamento, foi sugerida o agrupamento do botão com a alavanca de acionamento do subsistema da tampa,
promovendo o “efeito-mola”, transformando-se assim três componentes em apenas um.
5. CONCEPÇÃO FINAL RESULTANTE DA INTEGRAÇÃO DAS SUG ESTÕES PROPOSTAS Após a identificação das melhorias a partir da aplicação dos métodos citados, houve a integração em uma concepção sugerida
pelos autores. O modelo apresentado na Fig. (6), aperfeiçoado do produto existente, possui 11 componentes, ao contrário da concepção
anterior que era composta por 16. Assim, os pinos que antes eram inseridos na carcaça inferior para fixar a pulseira agora não existem mais, pois a função está agrupada à nova carcaça. Nesta nova concepção, a assimetria das carcaças, que antes possuía dois lados distintos (i.e. um lado plano e um castelo), passou a ser simétrica.
Figura 6. Desenhos do produto original e do produto melhorado com as melhorias realizadas pelos autores (antes e depois). O processo de fabricação predominante continua sendo o de moldagem plástica, com a utilização da injeção de plástico.
Porém, os autores sugerem a inserção de material reciclado na ordem de ao menos trinta por cento (30 %) para todos os componentes plásticos.
Além da manutenção de todas as funções originais, estima-se uma redução de custos superior aos vinte por cento (20%) obtidos com a AV.
Embora seja difícil de mensurar, sabe-se que as vantagens obtidas na fabricação, montagem, desmontagem e facilidades de reciclagem, podem ampliar ainda mais a redução de custos mencionadas.
Com as melhorias prototipadas virtualmente, a equipe desenvolveu um protótipo físico para os discos, apresentado na Fig.(7). Com este protótipo foi possível testar detalhes de encaixe das chavetas com o eixo propulsor, assim como testar a eficiência no lançamento (ejeção) e vôo do disco.
Na fase de vôo, foi constatado que o alcance (amplitude) se manteve semelhante aos discos do produto existente. Porém, fica a proposta de uma análise mais criteriosa a respeito do escoamento dos fluídos sobre as pás, a fim de determinar um melhor raio e curvatura mais eficiente em termos aerodinâmicos.
Figura 7. Concepção do protótipo do disco do brinquedo speed master review, sugerido pelos autores. Além dos testes práticos realizados com o protótipo do disco, a Fig. (8) apresenta um exemplo virtual de como funcionaria o
brinquedo melhorado, após a utilização dos métodos de Análise de Valor e FMEA de Projeto.
I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 101
Figura 8. Exemplo do funcionamento do novo produto. Durante a etapa de desmontagem do produto, os autores observaram que nenhum componente possuía identificação da
composição do material, o que possivelmente dificultaria o encaminhamento para os processos de reciclagem. Portanto, a inserção de conceitos de reciclabilidade (utilização de materiais com possibilidade de serem reciclados no final de
sua vida útil) e de utilização de materiais reciclados (oriundos de processos de reciclagem), contribuiria fortemente para um uso mais racional dos materiais empregados (FIKSEL, 1996).
6. CONCLUSÕES
A aplicação de métodos de apoio ao Projeto de Produtos, tais como Análise de Valor e o FMEA de Projeto, mesmo que em
brinquedos, é de grande valia para trabalhos de cunho acadêmico como este. Foi comprovado que a aplicação de tais métodos promovem mudanças significativas em aspectos como redução de custos,
através de alterações no produto visando a simplificação da manufatura e montagem do produto, assim como, promovem o aumento da confiabilidade do produto quando em uso.
Mantendo todas as funções originais, a aplicação da Análise de Valor promoveu uma redução nos custos totais do produto superior a vinte por cento (20%). Além disso, os resultados da Análise de Valor juntamente com o FMEA de Projeto, promoveram uma redução no número de componentes de 16 para 11.
Como o processo de fabricação predominante continuou sendo o de injeção de plástico, a inserção de material reciclado na ordem de ao menos trinta por cento (30 %) para todos os componentes plásticos seria possível de ser alcançado, o que certamente promoveria uma nova concepção econômica e ambiental no ciclo de vida do produto e componentes analisados.
As melhorias realizadas no brinquedo Speed Master agregaram valores para os aspectos almejados e até mesmo podem transcender os valores industriais considerados padrão, tais como a inserção dos aspectos ambientais e de interpretação semântica do produto, como na opção das cores utilizadas para os botões e os discos, por exemplo.
Através da vivência da aplicação dos referidos métodos, os autores concluíram que o trabalho em equipe torna-se fundamental para o adequado desenvolvimento de novos produtos, já que a maioria das decisões envolve conhecimentos de distintas áreas do PDP.
Os autores também constataram que, para o modelo proposto, a questão da facilidade de acesso aos componentes, poderia ser melhorada com a aplicação de conceitos de DfMA (Projeto para a Manufatura e Montagem ou Design for Manufacturing and Assembly) e DfD (Projeto para a Desmontagem ou Design for Disassembly), conforme descrito em (BRALLA, 1986), porém, fica como sugestão para trabalhos futuros.
7. AGRADECIMENTOS
Os autores gostariam de agradecer à designer Sílvia Correa pela assessoria nos desenhos e ilustrações.
8. REFERÊNCIAS
Back, N., Forcellini, F., 1997, “Apostila projeto de produtos”, Programa de Pós-Graduação em Engenharia Mecânica, Florianópolis: Universidade Federal de Santa Catarina.
Bralla, J. G., 1986, “Handbook of product design for manufacturing”, New York: McGraw-Hill. Capaldo, D., GERRERO, V., ROZENFELD, H., 1999, “FMEA – Failure Model and Effect Analysis”. [S.l.]: NUMA,. Disponível
em: <http://www.numa.org.br/conhecimentos/conhecimentos_port/pag_conhec/FMEAv2.html>. Acesso em: 15 jan. 2008. Fiksel, J., 1996, “Design for Environment: Creating Eco-Efficient Products and Process”, McGraw-Hill. Hammet, P., 2000, “Failure Modes and Effects Analysis”, Michigan, 9p. Hartley, J.R., 1998, “Engenharia Simultânea”, Porto Alegre: Artes Médicas.

I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 102
Kaminski, P., 2000, “Desenvolvendo Produtos com Planejamento, Criatividade e Qualidade”, Rio de Janeiro: LTC. Pahl, G., Beitz, W., Feldhusen, J., Grote, K., 2005, “Projeto na engenharia: Fundamentos do Desenvolvimento Eficaz de Produtos - Métodos e Aplicações”, São Paulo: Editora Edgard Blücher Ltda.,
Tradução da 6ª edição alemã. Rozenfeld, H., Forcellini, F. A., Amaral, D. C., Toledo, J. C. De, Silva, S.L., Alliprandini, D. H., Scalice, R. K., 2006, “Gestão de
desenvolvimento de produtos: Uma referência para a melhoria do processo”, São Paulo: Saraiva.
9. DIREITOS AUTORAIS Os autores são os únicos responsáveis pelo conteúdo do material impresso incluído no seu trabalho.
103
Programa de Pós Graduação em Engenhar ia Mecânica e de Mater ia is
II SEMINÁRIO ANUAL DO PROGRAMA DE PÓS -GRADUAÇÃO EM ENGENHARIA MECÂNICA E DE MATERIAIS
02 e 03 de Dezembro de 2009 – Curitiba – Paraná - B rasil
ESTUDO DE MÉTODOS DE DESENVOLVIMENTO DE INVENTÁRIOS DO CICLO DE VIDA PARA AVALIAÇÃO AMBIENTAL DE PRODUTOS
Tiago Barreto Rocha, [email protected] Leandro Andrade Pegoraro, [email protected] Tássia Viol Moretti, [email protected] Luís Henrique Novak, [email protected] Liliane Klemann, [email protected] Silvia Rosa Costa Corrêa, [email protected] Marco Aurélio Fachinetto, [email protected] Fábio Takeo Hirose, [email protected] Vládia Ramazzotte, [email protected] Liliane Sessi da Rocha, [email protected] Cássia Maria Lie Ugaya, [email protected]
1 Universidade Tecnológica Federal do Paraná, Av. Sete de Setembro, 3165, Curitiba/PR, Brasil 80230-901 Resumo: A Avaliação de Ciclo de Vida (ACV) objetiva melhorias ambientais de um dado produto, processo ou atividade econômica, considerando desde a extração dos recursos naturais até o retorno dos mesmos ao meio ambiente. Apesar de ser um processo transparente, reproduzível e rigoroso, a ACV demanda grande quantidade de dados do consumo de recursos naturais e das emissões de poluentes. Com isto, o objetivo deste projeto é estudar métodos para elaboração de inventários de ciclo de vida (ICV). Para tanto, foi realizada a revisão da norma ISO 14044 e de métodos de ICV, mais especificamente os requisitos do ecoinvent e ILCD. Notou-se que apesar da norma apresentar padronização para a realização de ICVs, o caráter amplo, permite a elaboração de diferentes metodologias. Palavras-chave: Avaliação do ciclo de vida, Inventário do Ciclo de Vida.
1. INTRODUÇÃO
A Avaliação do Ciclo de Vida (ACV) é empregada para avaliar o desempenho ambiental de produtos, pois considera
os aspectos ambientais relacionados à extração da matéria-prima, aos processos de manufatura, uso e descarte dos bens (SETAC, 1993).
De acordo com a ISO (2006), a ACV pode auxiliar na identificação de oportunidades para melhorar os aspectos ambientais de produtos em vários estágios de seu ciclo de vida, para a tomada de decisões; na seleção de indicadores de desempenho ambiental e no marketing.
Ugaya (2007) apresentou a importância da ACV, tanto em termos ambientais como também para a competitividade da indústria, decorrente de ações internacionais como a Iniciativa do Ciclo de Vida do Programa das Nações Unidas para o Meio Ambiente (PNUMA) e na Sociedade de Química Ambiental e Toxicológica (SETAC).
De acordo com a ISO (2006), a ACV é composta de quatro fases: a) Definição de Objetivo e Escopo; b) Análise de Inventário (ICV), que é a identificação das entradas e saídas pertinentes a um sistema de produto; c) Avaliação do Impacto do Ciclo de Vida (AICV), que é a avaliação dos impactos ambientais potenciais associados às entradas e saídas identificadas na ICV; e por fim, d) Interpretação do Ciclo de Vida, a qual considera os resultados das fases de ICV e AICV em relação ao objetivo e nível de detalhes do estudo.
Os estudos que englobam apenas a realização de análise de inventário e de interpretação são denominados de ICV. Conforme a ISO (2006) o ICV envolve a coleta dos dados necessários para o alcance dos objetivos do estudo em questão.
As ACVs no mundo todo, inclusive no Brasil, têm sido realizadas utilizando-se banco de dados de inventário e métodos para a avaliação do impacto de origem estrangeira, principalmente da Europa (PEGORARO, 2008). O autor, contudo, ressalta que esses bancos de dados não refletem a realidade brasileira, uma vez que foram desenvolvidos com o uso de dados específicos dos países ou regiões a que se referem.
Como o Brasil possui uma matriz energética e processos diferentes dos países desenvolvidos, torna-se necessário o desenvolvimento de um banco de dados de inventário nacional para a realização de ACVs no país (UGAYA, 2001). Neste contexto, Silva & Kulay (2006) afirmam que nos estudos brasileiros de ACV não é aconselhável o uso indiscriminado de bases de dados estrangeiras de ICV. Como conseqüência, para tornar as ACVs brasileiras mais próximas à realidade, surgiu o Projeto Sistema de Inventário do Ciclo de Vida para a Competitividade Ambiental da Indústria Brasileira (SICV), o qual visa a construção de um banco de dados de inventário nacional, apoiado pelo Ministério da Ciência e Tecnologia (MCT) e sob a

I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 104
coordenação do Instituto Brasileiro de Informação em Ciência e Tecnologia (IBICT) com a participação de três universidades (UTFPR, USP e UnB).
Para que os inventários de ciclo de vida sejam utilizados para um mesmo estudo, contudo, devem ser realizados com a mesma metodologia. O objetivo deste estudo consiste em estudar métodos existentes de inventários de ciclo de vida (ICV).
2. INVENTÁRIOS DO CICLO DE VIDA
A fase de ICV, segunda fase de uma Avaliação do Ciclo de Vida (ACV), visa à realização de um inventário dos dados de
entrada/saída associados ao sistema em estudo. A coleta destes dados é necessária para o alcance dos objetivos do estudo em questão. Neste sentido, a definição do objetivo e escopo do estudo provê o plano inicial para a condução da fase de inventário do ciclo de vida de uma ACV. Contudo, de acordo com a ISO (2006), durante a execução do plano para a análise de inventário do ciclo de vida, alguns passos operacionais delineados na Fig. (1) devem ser seguidos.
Figura 1. Procedimentos simplificados para análise de inventário (ISO, 2006)
Os requisitos estabelecidos pela norma (obrigatórios, recomendados ou opcionais) têm caráter genérico. Em virtude deste
fato, as diversas bases de dados de ICVs no mundo têm características próprias, fazendo com que o uso de ICVs de bases de dados diferentes deve ser realizado com bastante cautela. Como decorrência, o PNUMA está organizando uma discussão mais detalhada acerca dos critérios para a formação de base de dados de ICVs. Na Tabela 1 apresentam-se algumas informações acerca das bases de dados de ICVs existentes no mundo: o ano em que foi publicada a última versão, o conteúdo e o número de processos, dentre os quais se destacam o ecoinvent e o ILCD, o primeiro, pela quantidade de inventários existentes e o segundo, por ter sido adotado pelo Brasil dentro do projeto SICV.
Ambos apresentam seguem a norma ISO 14040 (2006) e 14044 (2006), contudo apresentam características específicas. Neste estudo são apresentadas a comparação das características relacionadas ao desenvolvimento de inventários. Desta forma, não se encontra a discussão acerca de nomenclaturas e formatos.
2.1. Características do Inventário de Ciclo de Vida (ICV) no ecoinvent
Na década de 90, existiam várias bases de dados na Suíça para realização da ACV, as quais eram desenvolvidas por
diferentes institutos e organizações em diversas regiões do mundo. A informação freqüentemente disponível em ICV de um determinado produto não coincidia com outros inventários e o resultado dependia, inevitavelmente, do instituto que estava realizando o estudo. Surgiu-se, então, a necessidade de unificar essas informações numa base de dados para ACV em que os
I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 105
resultados fossem confiáveis, independentemente da capacidade de qualquer instituição a realizar o estudo. De acordo com a crescente preocupação da indústria e das autoridades quanto à importância de um inventário que reportasse credibilidade para a realização de uma ACV, houve uma demanda crescente por dados confiáveis, de qualidade, consistentes, transparentes e independentes. Diante disso, o centro Suíço de ICV desenvolveu a base de dados do ecoinvent, que utiliza o formato EcoSpold e possui cerca de 4.000 dados para produtos, serviços e processos freqüentemente usados em estudos de caso de ACV (FRISCHKNECHT et al, 2007).
A base de dados do ecoinvent versão 2.0 compreende a cobertura de dados de ICV para os seguintes setores, conforme descrito na Tab. (1):
Tabela 1. Setores e base de dados do Ecoinvent (FRISCHKNECHT et al, 2007)
Setores Base de Dados Material Materiais de construção, metais, plásticos, papel e papelão Energia Hulha, óleo, gás natural, energia nuclear, energia hidroelétrica,
energia proveniente da madeira, energia eólica, fotovoltaica, aquecimento solar, mix de eletricidade, sistema de co-geração em pequena escala, bicombustíveis
Transporte Serviços de transporte Materiais renováveis Madeira, fibras renováveis Químicos Químicos em geral, solventes petroquímicos, detergentes Gerenciamento de resíduos Serviços de tratamento de resíduos Agricultura Processos e produtos de agricultura Engenharia mecânica Processamento de metais e ar comprimido
Para a elaboração dos ICVs no ecoinvent são necessários seguir regras específicas para modelagem de processos e de
entradas e saídas, apresentados respectivamente nas Tabs. (2) e (3).
Tabela 2. Princípios para processos do ecoinvent (FRISCHKNECHT et al, 2007) Princípios para processos Descrição dos princípios no ecoinvent Dados por processo unitário Na medida do possível, os processos unitários não devem ser agregados. Suposições no caso de dados ausentes
Realizar balanço estequiométrico ou uma estimativa cuidadosa e documentar
Situação do mercado Os produtos e serviços podem ser diferenciados pela região. Para aqueles no mercado internacional, basta a distinção do continente.
Meios de produção (infraestrutura)
As entradas e saídas necessárias para a produção e infraestrutura são consideradasseparadamente. Inclui-se a infraestrutura no processo unitário.
Serviços de transporte Inclui-se o transporte a montante do processo unitário, entre duas etapas de um sistema de produto. São investigados levando-se em conta a situação real do mercado (tabelas de transporte, para distâncias e para quantidade)
Mix de eletricidade O mix é modelado de acordo com a situação econômica, separada em produção, alta, média e baixa voltagem
Tratamento de resíduos Inclui-se destino padrão para cada tipo de resíduo tais como, incineração, aterro, reciclagem, no caso da inexistência de informações sobre o tratamento específico do resíduo
Unidades Sistema internacional (exceto ha, para área e kWh, no caso de eletricidade)
Tabela 3. Regras para fluxos elementares no ecoinvent (FRISCHKNECHT et al, 2007) Itens Subitens Descrição Geral Relatório de fluxos
elementares Todos os fluxos elementares devem constar do relatório, contudo devido à falta de metodologia, como ruído e aspectos sociais não são considerados.
Categoria Cada entrada é categorizada como recurso, emissões atmosféricas, na água ou no solo
Temporalidade Descrição sobre as emissões do passado (p.ex.infraestrutura de construção), do presente (p.ex. aquecimento) e do futuro (p.ex. opções de destino)
Agregação Evitar. Note que são utilizados valores agregados de emissões de poluentesatmosféricos (COV, MP) ou em efluentes (DBO, DQO).
Regras de corte A princípio, não há regra de corte, que poderá ser utilizada de acordo com o responsável pela realização do inventário.
Qualidade e incerteza Registrar o período, a região, tecnologia, completeza, representatividade e amostra.

I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 106
Incerteza calculada a partir do uso da Matriz Pedigree, tabela de incerteza padrão e cálculo de incertezas.
Recursos Minérios A descrição deve conter a quantidade de substância contida no minério Energia fóssil Incluídas tanto pela massa quanto pelo volume. Energia renovável Registrada pela energia direta provinda da natureza. No caso de energia
hidráulica, equivale à energia potencial da água. Energia térmica Quando há demanda de energia para aquecimento no processo e as
emissões e eficiências são desconhecidas, valores padrões são adotados. Emissões atmosféricas
Material particulado Separados de acordo com o diâmetro
CO2 , CO e CH4 Descriminado se de origem fóssil ou biogênica Compostos orgânicos Quantificação separada do metano NOx e SO x Registrados como NO 2 e SO 2 Emissões
atmosféricas adicionais Quando provenientes de diferentes fontes de energia devem ser calculadas baseadas em informações do sistema de aquecimento industrial
Poluentes na água DBO, DQO, OD e COT
Registrados separadamente. No caso de ausência de informações de OD e DBO, registram-se respectivamente os mesmos valores do COT e da DQO.
Perda de calor Determinada com o uso do poder calorífico Uso do solo Ocupação Área ocupada dada em m2a
Transformação Refere-se à transformação do uso anterior e a transformação para o uso atual
Incidentes e acidentes
Apenas incidentes mais freqüentes são considerados. Acidentes não são contabilizados, ainda que tenham impactos dramáticos.
Dentro do ICV as categorias descrevem os diferentes compartimentos ambientais ar, água, solo e recurso, as subcategorias
distinguem subcompartimentos os quais podem ser relevantes para a avaliação de impactos, conforme Tab. (4).
Tabela 4. Categorias e subcategorias do ICV no ecoinvent (FRISCHKNECHT et al, 2007) Categorias Subcategorias
Ar
Baixa densidade populacional Baixa densidade populacional, longo prazo Baixa estratosfera + troposfera Alta densidade populacional Não especificado
Recursos
No ar Biótico No solo Solo (uso e ocupação do solo) Na água
Solo
Agricultura Floresta Industrial Não especificado
Água
Subterrânea, longo prazo Lago Oceano Rio Rio, longo prazo Fóssil, não especificado
A alta produção de alimentos aliado ao crescimento do interesse pelos combustíveis derivados da biomassa colocou o
setor agrícola no foco das discussões sobre sustentabilidade. As técnicas para aumentar a produtividade no campo por meio de alta mecanização e do uso intensivo de fertilizantes têm resultado em vários problemas ambientais, dentre os quais pode-se destacar a eutrofização e acidificação. Ademais, a transformação de áreas de vegetação natural em áreas de cultivo implica mudanças na estrutura e no funcionamento dos ecossistemas. Em regiões tropicais, a conversão da floresta em áreas agrícolas ou em vegetação
I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 107
secundária vem sendo apontada como um dos processos fundamentais que afetam a dinâmica do carbono, alterando o controle do clima e dos processos ecológicos (KIM E DALE, 2009).
Entender as interações entre as entradas e saídas nos sistemas agrícolas é de grande importância para avaliação dos impactos ambientais e da sustentabilidade global. Nos últimos anos, diversos estudos (Jungbluth et al., 2007 e Schmidt ,
2007) com base na metodologia da ACV foram conduzidos no sentido de inventariar produtos e sistemas agrícolas, como por exemplo, os estudos de A ICV foi inicialmente utilizada para processos industriais que, em termos de
impactos ambientais, difere dos processos agrícolas. Portanto, várias adaptações são necessárias para aplicação da ICV na agricultura. Nesse contexto, a Tab. (5) mostra algumas características do modelo proposto pelo ecoinvent para construção de ICVs de produtos e sistemas agrícolas.
Tabela 5. Características do modelo ecoinvent (FRISCHKNECHT e JUNGBLUTH 2007) Limites temporais do sistema
Inicia após a colheita da cultura anterior e termina na colheita da cultura avaliada O ciclo produtivo de cada cultura deve ser especificado para que seja feita a alocação da área transformada e ocupada Para culturas permanentes, o inventário é calculado para um período de 12 meses de janeiro a dezembro.
Fronteiras do sistema Não foram considerados impactos no solo de ordem física (e.g. compactação do solo); efeitos sobre estrutura da paisagem e imagem; biodiversidade; odores e ruídos. Características do solo (e.g fertilidade, erodibilidade, etc.) bem como as práticas comuns no local (e.g. fertilização usando esterco, etc.) foram consideradas.
As emissões diretas do solo para água e ar estão diretamente relacionadas ao tipo de solo, vegetação e dezenas de outros
fatores no local do cultivo. Agrupar todos esses fatores demandaria tempo e recurso, portanto para simplificação do modelo, o ecoinvent adota fatores de emissões dados pela literatura especializada. De forma resumida, as principais emissões diretas do campo ocorrem devido ao uso dos fertilizantes a base de nitrogênio, fósforo e potássio (NPK). A Tab. (6) mostra como o modelo ecoinvent considera os cálculos das principais emissões do solo para os compartimentos água e ar.
Tabela 6. Modelos de cálculo de emissões adotado para agricultura pelo ecoinvent
Emissão Meio Modelo Amônia (NH3 )
Ar Quando aplicado ao solo o Amônio (NH4) contido nos fertilizantes nitrogenados podem facilmente se transformar em amônia (NH3). As taxas de liberação para cada tipo de fertilizante podem ser encontradas em Asman (1992) apud. Frischknecht. e Jungbluth (2007).
Nitrato (NO3-)
Água O nitrato oferecido por fertilizantes pode ser absorvido como nutriente pelas plantas, no entanto, em períodos de muita chuva esse nitrato pode ser facilmente dissolvido pela água. O potencial de lixiviação varia entre cultivo intensivo e cultivos extensivos calculado pelo modelo proposto porRichner et al. (2006) apud. Frischknecht e Jungbluth (2007).
Fósforo (P)
Água Assim como o nitrato, uma parte do fósforo fornecido pelos fertilizantes é perdida para água causando eutrofização. O ecoinvent trata essas perda para diferentes sub-compartimentos: Água subterrânea e rio. Os modelos de emissão SALCA-P (PRASUHN, 2006) apud. Frischknecht e Jungbluth (2007). são aplicados. Ademias os seguintes fatores são considerados no calculo de emissão de P: Tipo de solo, tipo de fertilizante, quantidade de P no fertilizante e erodibilidade do solo.
Óxido nitroso (N 2 O)
Ar O óxido nitroso é produzido como um produto intermediário no processo de desnitrificação (conversão de NO-3 - em N 2 ) por microrganismos do solo. Ele também pode ser produzido como um subproduto da nitrificação processo de conversão (de NH4+ em NO3-) Schmidt et al. 2000 apud. Frischknecht, e Jungbluth (2007). Os cálculos das emissões de N 2 O são baseados no modelo IULIA descrito por Schmidt et al. (2000) apud. Frischknecht, e Jungbluth (2007)., que por sua vez é uma adaptação do método do IPCC para o cálculo das emissões de N 2 O (IPCC et al. 1996) apud. Frischknecht, e Jungbluth (2007).
NOx Ar Durante os processos de desnitrificação em solos, NO x também pode ser produzido. Estas emissões foram estimadas a partir das emissões de N 2 O 4 : NOx = 0,21* N2 O
2.2 Características do ICV no ILCD
A documentação utilizada para o estudo do ILCD ainda está em processo de validação. As regras gerais do ILCD para
desenvolvimento de inventários são apresentadas na Tab (7). Não há regras específicas acerca do mix de eletricidade, do destino dos resíduos e das unidades a serem utilizadas.
Tabela 7. Regras gerais para elaboração de ICVs do ILCD (ILCD, 2008)
Princípios para processos Descrição dos princípios no ILCD Dados por processo unitário Os processos unitários podem ser agregados
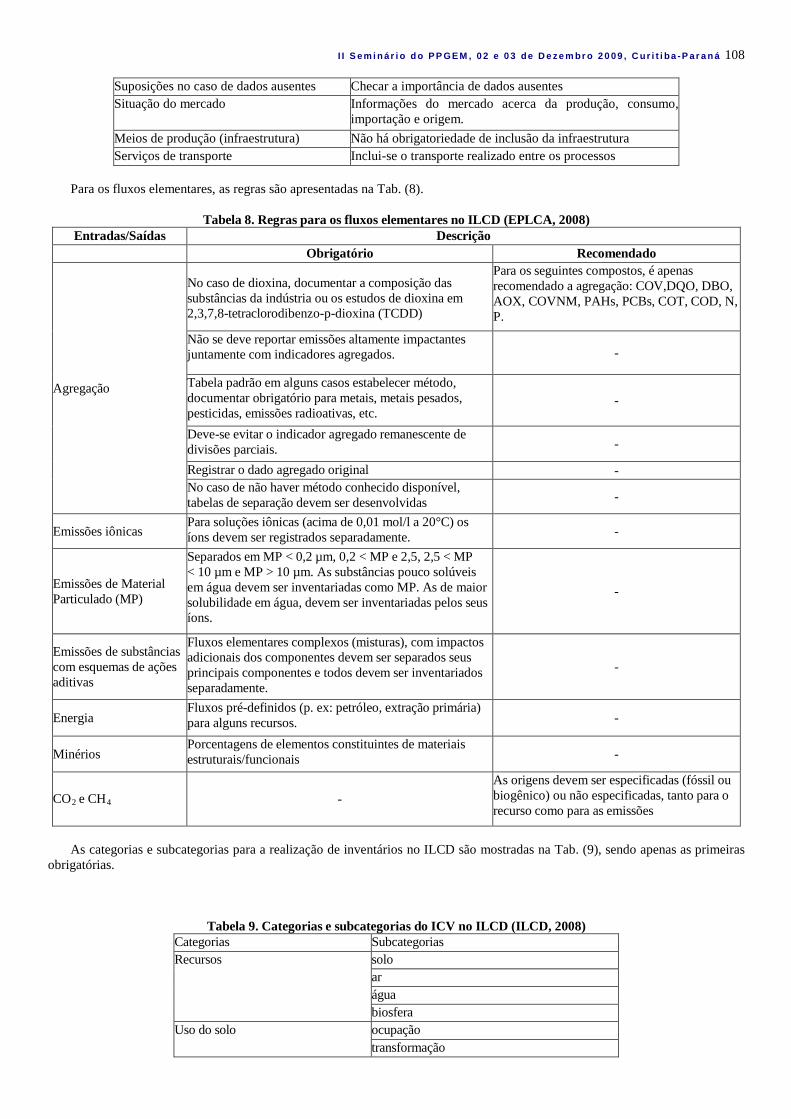
I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 108
Suposições no caso de dados ausentes Checar a importância de dados ausentes Situação do mercado Informações do mercado acerca da produção, consumo,
importação e origem. Meios de produção (infraestrutura) Não há obrigatoriedade de inclusão da infraestrutura Serviços de transporte Inclui-se o transporte realizado entre os processos
Para os fluxos elementares, as regras são apresentadas na Tab. (8).
Tabela 8. Regras para os fluxos elementares no ILCD (EPLCA, 2008) Entradas/Saídas Descrição
Obrigatório Recomendado
Agregação
No caso de dioxina, documentar a composição das substâncias da indústria ou os estudos de dioxina em 2,3,7,8-tetraclorodibenzo-p-dioxina (TCDD)
Para os seguintes compostos, é apenas recomendado a agregação: COV,DQO, DBO, AOX, COVNM, PAHs, PCBs, COT, COD, N, P.
Não se deve reportar emissões altamente impactantes juntamente com indicadores agregados. -
Tabela padrão em alguns casos estabelecer método, documentar obrigatório para metais, metais pesados, pesticidas, emissões radioativas, etc.
-
Deve-se evitar o indicador agregado remanescente de divisões parciais. -
Registrar o dado agregado original - No caso de não haver método conhecido disponível, tabelas de separação devem ser desenvolvidas -
Emissões iônicas Para soluções iônicas (acima de 0,01 mol/l a 20°C) os íons devem ser registrados separadamente. -
Emissões de Material Particulado (MP)
Separados em MP < 0,2 µm, 0,2 < MP e 2,5, 2,5 < MP < 10 µm e MP > 10 µm. As substâncias pouco solúveis em água devem ser inventariadas como MP. As de maior solubilidade em água, devem ser inventariadas pelos seus íons.
-
Emissões de substâncias com esquemas de ações aditivas
Fluxos elementares complexos (misturas), com impactos adicionais dos componentes devem ser separados seus principais componentes e todos devem ser inventariados separadamente.
-
Energia Fluxos pré-definidos (p. ex: petróleo, extração primária) para alguns recursos. -
Minérios Porcentagens de elementos constituintes de materiais estruturais/funcionais -
CO2 e CH 4 - As origens devem ser especificadas (fóssil ou biogênico) ou não especificadas, tanto para o recurso como para as emissões
As categorias e subcategorias para a realização de inventários no ILCD são mostradas na Tab. (9), sendo apenas as primeiras
obrigatórias.
Tabela 9. Categorias e subcategorias do ICV no ILCD (ILCD, 2008) Categorias Subcategorias Recursos solo
ar água biosfera
Uso do solo ocupação transformação

I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 109
Emissões para o ar não especificado área urbana, perto do solo não especificado (longo prazo) área não urbana, de chaminés baixa estratosfera e alta troposfera
Emissões para a água - Emissões para o solo -
3. DISCUSSÃO
A diferença fundamental entre os ICVs do ecoinvent em relação ao ILCD consiste no fato de que os resultados dos primeiros
(fluxos elementares) são apresentados subdivididos em processos unitários enquanto no ILCD são agregados. Além disso, há regras específicas quanto aos fluxos elementares e diferenças nos subcompartimentos.
Diversos praticantes de ACV no mundo apenas utilizam softwares disponíveis no mercado, que contém as bases de dados de ICVs (BDICV) existentes. No caso de não haver interesse em conhecer maiores detalhes acerca dos processos em que ocorrem as emissões ou adaptar a base de dados com informações de entradas e saídas do ciclo de vida real do produto, tanto os bancos de dados de processos unitários ou de sistemas são equivalentes.
Claro se faz que os ICVs que contém menos detalhamento podem ser incorporados ao mais detalhado, entretanto o inverso não é verdadeiro.
4. CONSIDERAÇÕES GERAIS
Pôde-se observar, que apesar da norma ISO 14044 (2006) apresentar padronização para a realização de ICVs, o caráter amplo,
permite a elaboração de diferentes metodologias. A agregação dos processos unitários dificulta tanto a compreensão dos resultados, prejudicando a identificação de pontos
críticos, como também dificulta a adaptação dos processos. Em relação às regras de subdivisão de compartimentos e regras específicas para os fluxos elementares, para estar contido em
dois dos principais BDICVs no mundo, os ICVs deveriam mesclar as regras mais detalhadas contidas em cada um dos BDICVs. 5. AGRADECIMENTOS Os autores agradecem:
• À UTFPR, pela infraestrutura no desenvolvimento do projeto; • À FINEP/MCT, pelo financiamento do projeto Inventário do Ciclo de Vida para a Competitividade Ambiental da
Indústria Nacional; • Ao CNPq, pelo financiamento do projeto Avaliação Sócio-Ambiental do Biodiesel no Brasil e na África do Sul; • À CAPES e ao CNPq, pelas bolsas; • À SECO, pelo financiamento e capacitação em Inventários de Ciclo de Vida e, • À Iniciativa do Ciclo de Vida do PNUMA e da SETAC, que possibilitou a atualização por meio do apoio à
participação em diversos grupos de discussão.
6. REFERÊNCIAS BIBLIOGRÁFICAS
Asman W.A.H., 1992, "Ammonia emission in Europe: updated emission and emission variations", Rep. 228471008, National Inst. of Public Health and Environmental Protection, Bilthoven.
Frischknecht, R.; Jungbluth N.; (Editors). Althaus, H.-J.; Doka, G.; Dones, R.; Heck, T.; Hellweg, S.; Hischier, R.; Nemecek, T.; Rebitzer, G.; Spielmann, M.; Wernet, G., 2007 "Overview and Methodology. ecoinvent report No. 1". Swiss Centre for Life Cycle Inventories, Dübendorf.
International Reference Life Cycle Data System (ILCD). Main guidance document for all applications and scope situations – ILCD. 200-? Disponível em:http://lct.jrc.ec.europa.eu Acesso em: 22/05/2008
Frischknecht, R.; Jungbluth, N.; Althaus, H; Doka, G.; Dones, R; Heck, t.; Hellweg, S; Hischier, R.; Nemeck, T.; Rebitzer, G.; Wernet, M. S. G. W., 2007, "Ecoinvent: overview and methodology". Data v 2.0. Dübendorf: Swiss Centre for Life Cycle Inventories, 68 p.
International Organization for Standardization – ISO, 2006. ISO 14044:2006. "Environmental management – Life cycle assessment – Requirements and guidelines".
International reference Life Cycle Data System – ILCD, 2008b. International Reference Life Cycle Data System (ILCD). Nomenclature and other conventions for flows, flow properties, and units, as well as for process, contacts, and sources. 23 de October 2008: Status: Draft.
IPCC, OECD & IEA, 1996, "Reference Manual. Revised 1996. IPCC Guidelines for national greenhouse gas inventories, Vol. 3". UK Meteorological Office, Bracknell.
Lo, Shih-Chi; Ma, Hwong-wen; Lo, Shang-Lien., 2005. "Quantifying and reducing uncertainty in life cycle assessment using the Bayesian Monte Carlo Method. Science of total Environment". 340 p. 23-33.

I I S em i n á r i o d o P P GE M , 0 2 e 0 3 de D e ze m br o 2 0 09 , C u r i t i ba -P a r a n á 110
Pegoraro, L. A., 2008. "Desenvolvimento de fatores de caracterização para toxicidade humana em avaliação do impacto do ciclo de vida no Brasil." (Dissertação de mestrado). Universidade Tecnológica Federal do Paraná, UTFPR. Curtiba, PR.
Prasuhn V., 2006, "Erfassung der PO4-Austräge für die Ökobilanzierung SALCA Phosphor" Agroscope Reckenholz - Tänikon ART, 20p. Disponível em: http://www.art.admin.ch/themen/00617/00744/index.html?lang=en.
Richner W., Oberholzer H.R., Freiermuth R., Huguenin O. & Walther U., 2006. "Modell zur Beurteilung des Nitratauswaschungspotenzials in Ökobilanzen - SALCA Nitrat", Agroscope Reckenholz - Tänikon ART, 25p. Disponível em: http://www.art.admin.ch/themen/00617/00744/index.html?lang=en.
Schmidt M., Neftel A. & Fuhrer J., 2000, "Lachgasemissionen aus der Schweizer Landwirtschaft". Schriftenreihe der FAL 33, 131 p.
Schmidt, J. H., 2007. Life Cycle Assessment of Rapessed Oil and Palm Oil. Parte 3: Life cycle inventory of rapeseed oil and palm oil. Tese de Ph.D, Department of Development and Planning . Aalborg University, 276 p.
Silva, G.A. da; Kulay, L.A., 2006 In: Vilela Júnior, A.; Demajorovic, J. "Modelos e ferramentas de gestão ambiental, Desafios e perspectivas para as organizações". Ed. Senac. São Paulo.
Society of Environmental Toxicology and Chemistry. SETAC 1993. "Guidelines for Life-Cycle Assessment: a code of “practice”". Sesimbra, Portugal. Ed. Consoli, F. Et al., Pub. Setac. Workshop 31/3.
Ugaya, C.M.L., 2007. "A Iniciativa do Ciclo de Vida do PNUMA e da SETAC e as conseqüências para a indústria nacional". Meio Ambiente Industrial (São Paulo), v. 12, p. 84-87.
Ugaya, C.M.L., 2001. "Análise de Ciclo de Vida de Materiais e Componentes Automotivos: estudo de caso no Brasil". (Tese de Doutorado). Universidade Estadual de Campinas, UNICAMP, Campinas - SP. Brasil.
7. DIREITOS AUTORAIS
Os autores são os únicos responsáveis pelo conteúdo do material impresso incluído no seu trabalho.