PMR5235 2011 Aulas Do Professor Gilberto
18
1 PMR-5235 Fundamentos da Manutenção de Sistemas Mecânicos Prof. Dr. Rodolfo Molinari Prof. Dr. Gilberto Francisco Martha de Souza 1. Confiabilidade Definição de Confiabilidade: “A medida da habilidade de um produto operar com sucesso, quando solicitado, por um período de tempo pré-determinado, e sob condições de utilização e ambientais específicas. É medida como uma probabilidade”. (European Organization for Quality Control, 1965) Evolução: Conceitos de estatística e probabilidade, embora já consolidados, não eram utilizados para avaliar a probabilidade de falhas de sistemas. Aplicação militar a partir da IIª Guerra Mundial. Exemplo: bombas V1 e V2. Usinas nucleares de energia termoelétrica. Indústria aeroespacial. Estrutura complexas: oceânicas, aeronáuticas, civis. Introdução à Confiabilidade: conceito Bomba Bomba V1 V1 Bomba Bomba V2 V2 Usina Usina Termel Termelétrica trica baseada baseada em em ciclo ciclo nuclear nuclear
-
Upload
arthurmelani -
Category
Documents
-
view
13 -
download
0
description
aula de analise de risco e analise de confiabilidade da escola politecnica da universidade de sao paulo
Transcript of PMR5235 2011 Aulas Do Professor Gilberto
-
1PMR-5235 Fundamentos daManuteno de Sistemas
Mecnicos
Prof. Dr. Rodolfo MolinariProf. Dr. Gilberto Francisco Martha de Souza
1. Confiabilidade
Definio de Confiabilidade:A medida da habilidade de um produto operarcom sucesso, quando solicitado, por um perodo de tempo pr-determinado, e sob condies de utilizao e ambientaisespecficas. medida como umaprobabilidade. (European Organization for Quality Control, 1965)
Evoluo:Conceitos de estatstica e probabilidade,
embora j consolidados, no eram utilizados para avaliar a probabilidade de falhas de sistemas.Aplicao militar a partir da II Guerra
Mundial. Exemplo: bombas V1 e V2.Usinas nucleares de energia termoeltrica.Indstria aeroespacial.Estrutura complexas: ocenicas,
aeronuticas, civis.
Introduo Confiabilidade: conceito
BombaBomba V1V1 BombaBomba V2V2
UsinaUsinaTermelTermeltricatricabaseadabaseada em em ciclociclonuclearnuclear
-
2Pontos importantes na definio de confiabilidade:
Desempenho especfico esperado;Condies especficas de utilizao;Perodo pr-definido de utilizao.
1.1. Ensaio Bsico de Confiabilidade
Colocar um grupo de N elementos de um mesmoequipamento para operar nas mesmas condies;
Observar, em intervalos de tempo constantes e previamente definidos, o nmero de elementos quevenham a falhar em cada intervalo de tempo;
Definir a porcentagem de elementos que falham em cada intervalo de tempo, construindo a seguintecurva:
Histograma da proporo de itens que falharam: Sendoa proporo de itens que falharamno i-simo intervalo de tempo;
o nmero de itens que falharamno i-simo intervalo de tempo;
porcentagem de falhas acumuladas at oi-simo intervalo de tempo.
Nnf ii =
in
=
=
i
jii fF
1
1.2. Representao da Confiabilidade
Confiabilidade (R)Probabilidade de Falha (F)ii FR =1
Observaes Importantes:Confiabilidade sempre decrescente no tempo;Pode-se definir o tempo mdio at a falha do
equipamento ou componente (TMF), como sendo o tempo mdio que este pode operar at a ocorrncia de uma falha;
Considerando mtodos estatsticos pode-se definir a distribuio de probabilidade que melhor represente a curva de confiabilidade obtida no ensaioanteriormente descrito.
-
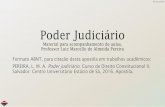
31.3. Definio da Taxa de Falha a relao entre a proporo de itens que falharam
em um dado intervalo de tempo e a confiabilidade no intervalo de tempo anterior;
expresso pela curva abaixo indicada (Curva daBanheira):
Comentrios sobre a curva da banheira:
Representa de uma forma didtica os possveiscomportamentos de um equipamento ou componentecom relao evoluo temporal da taxa de falha;
Indica a probabilidade de que um item operando atum dado intervalo de tempo venha a falhar no prximo intervalo de operao.
2. Confiabilidade de SistemasDefinio de sistema: Conjunto de partes operando
interligadas de uma forma lgica e sequencialvisando cumprir uma sequncia de tarefas pr-definida;
O estudo de confiabilidade do sistema pode ser executado a partir da confiabilidade dos seuscomponentes;
Pode-se empregar basicamente dois mtodos paraanlise de confiabilidade de sistemas:
I) Diagrama de blocos;II) FMEA - Failure Mode and EffectsAnalysis
2.1. Representao de Sistemas com Diagrama de Blocos
O objetivo do diagrama de blocos mostrar de umaforma lgica o fluxo de informaes entre osdiversos componentes de um sistema;
Utilizam-se basicamente duas representaes dadisposio de componentes de um sistema:
Componentes em srieComponentes em paralelo
Sistemas em Srie Sistemas em Paralelo
1 2 n 1
2
n
2.2 Anlise de Modos e Efeitos de Falhas (FMEA)
O mtodo de anlise de confiabilidade baseado naAnlise de Modos e Efeitos das Falhas (ou FMEA -Failure Modes and Effects Analysis) empregado naanlise de sistemas complexos;
Baseia-se na avaliao do processo de propagaodas consequncias da falha de um componente do sistema sobre os demais sub-sistemas ou sobre o sistema como um todo. Para tanto emprega-se umatabela que permite a visualizao da progresso dafalha bem como a gravidade da mesma sob o aspectodegradao da condio operacional do sistema.
-
4EfeitosN de
identificao
Nomen- clatura
Funo Causas / Modos de
falhas
Fase / modo da operao
Locais Prximo nvel
Nveis finais
Mtodo de
deteco da falha
Medidas preventi-
vas / correti-
vas
Observa- es
3. Confiabilidade e ManutenoA seleo da prtica de manuteno (corretiva,
preventiva e preditiva) a ser empregada em um dado componente ou equipamento estbastante vinculada ao comportamento da taxade falha do mesmo;
De uma forma simples, pode-se selecionar a prtica de manuteno atravs do emprego daseguinte tabela:
TDF/Estatstica Aleatrias No AleatriasCom TDF Preditiva Preditiva/PreventivaSem TDF S Corretiva Preventiva
3.1. Mantenabilidade
O tempo necessrio para recuperao de um equipamento, dada a ocorrncia de uma falha, pode ser considerada uma varivel alaeatria.
Esta variabilidade do tempo de execuo damanuteno corretiva caracteriza o termomantenabilidade, representado pelo smboloM(t), onde:
( ) ( ) ( ) ==t
totemporeparPdttmtM0
''
O tempo mdio para reparo - MTTR (do inglsMean Time to Repair) calculado pelarelao:
=
0
)(. dttmtMTTR
A taxa de reparo, (t), de forma similar taxa de falha pode ser definida pela relao:
Tomando-se a definio de mantenabilidadeobtm-se:
( ) ( )( )ttpttttP
ttvreparo
reparo
+
=
( ) ( )( )tMtm
t
=
1
3.2. Efeito das Prticas de Manutenona Confiabilidade
O termo disponibilidade definido como a probabilidade de um componente, equipamentoou sistema estar operando satisfatoriamente em um instante de tempo, sendo descrita pelosmbolo A(t), tambm denominado de disponibilidade pontual.
Entretanto, frequentemente, para o usurio de um equipamento de grande interesse a determinao da disponibilidade ao longo de um intervalo de tempo.
-
5A disponibilidade uma relao entre o tempo em operao e o tempo total considerado para medir o tempo em operao, o qual consiste nas parcelas do tempo de operao e tempo para reconduzir o sistema s suas condies operacionais.
Disponibilidade em um intervalo de tempo definida pela relao:
( ) ( )=T
dttAT
TA0
1
A partir de dados reais, observa-se que apsalgum transiente inicial, quando do incio daoperao do equipamento, a disponibilidadepontual torna-se independente do tempo, sendodenominada de disponibilidade assinttica e determinada pela relao:
( ) ( )=
T
TdttA
TA
0
* 1lim
Disponibilidade de Equipamentos
Para definio da disponibilidade de equipamentos considera-se que a falha do mesmo, caracterizada pela reduo de seudesempenho abaixo de um nvel pr-determinado, imediatamente revelada, exigindo a interveno da manuteno.
Para definio da disponibilidade de equipamentos empregam-se as seguinteshipteses sobre os equipamentos que o compe:a taxa de falhas constante;
a taxa de reparos constante.
Considerando que um equipamento (oucomponente) possa ser reparado, a variao de sua disponibilidade em um intervalo de tempo dada pela relao:
onde: (t) = 1- A(t)
( ) ( ) ( ) ( )~tAtttAtAttA +=+
A expresso da disponibilidade em um instantede tempo t dada por:
A disponibilidade assinttica (t) :
( ) ( )tetA
++
++
=
( )
+=
A
Para sistemas reparveis, pode-se definir a DISPONIBILIDADE do equipamento ousistema, atravs da seguinte relao:
onde A a disponibilidade do sistema ouequipamento.
MTTRMTBFMTBFA
+=
-
63.2.1. 3.2.1. 3.2.1. 3.2.1. ManutenManutenManutenManutenoooo PreventivaPreventivaPreventivaPreventiva
O equipamento opera at o instante T no intervalo [0,T], quando ser feita uma interveno preventiva.
A manuteno considerada perfeita quando retorna o equipamento na condio to boa quanto um novo ( do ingls as good as new). Esta uma hiptese extremamente importante na definio de confiabilidade.
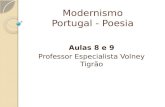
No prximo intervalo [T,2T] - lembrar que a manuteno preventiva executada a intervalos fixos - a confiabilidade neste novo intervalo ser, segundo LEWIS (1986) :
onde Rm(t)...confiabilidade do sistema aps a manuteno preventiva.
( ) ( ) ( )mR t R t R t T T t T= . 2
________ - sistema sob manuteno preventiva (Rm(t))
_ _ _ _ _ _ - sistema sem manuteno preventiva (R(t))
A validade da aplicao da manutenopreventiva est relacionada com o comportamento da taxa de falha do equipamento, ou seja:- m < 1 - taxa de falhas decrescente;
- m = 1 - taxa de falhas constante;
- m > 1 - taxa de falhas crescente.
O tempo mdio entre falhas, considerando a ao da manuteno preventiva toma a forma:
ou seja:( )
=
0
dttRMTBF M
( )( )TRdttR
MTBF
T
=
10
-
73.2.2. Manuteno Corretiva
A manuteno corretiva est relacionada com o tempo mdio para reparo, ou seja, quanto maisrpido a mesma for executada, menor ser o tempo de reparo.
Para obter reduo no tempo de reparo deve-se: treinar mo-de-obra, equipamentos de manuteno adequados, melhorar estoques de sobressalentes.
3.3. Disponibilidade de Sistemas
A disponibilidade de sistemas deve ser determinad em funo da disponibilidade dos componentes ou sub-sistemas presentes no mesmo, baseando-se na disposio funcionaldos mesmos, considerando o fluxo de informaes.
No clculo da disponibilidade adota-se comohiptese bsica que as falhas e reparos dos componentes so independentes, no sendoconsideranda a existncia de modos de falha em comum.
Confiabilidade para Sistemas com Componentes em Srie :
( ) ( )tRtR ni
is =
=
1
Em um caso real, a Confiabilidade dos i-simos componentesdo sistema em geral menor que a unidade. Assim,a Confiabilidade Total de um sistema que tenha os seuscomponentes em srie ser necessariamente menor que a menorConfiabilidade entre os n elementos.
( ) ( )tRtR ni
is =
=
1
Se ocorrer a falha de um qualquer dos componentes do sistema,( ) itRi = ,0
Ento todo o sistema ir falhar : ( ) 0=tRs
Confiabilidade para Sistemas com Componentes em Paralelo
Se ( )tFi for a funo distribuio acumulada de falhas para um componente i qualquer
Ento ( ) ( )tFtF ni
is =
=
1ser a funo distribuio acumulada de falhas para o sistema como um todo
Mas: ( ) ( )tFtR ss = 1
Logo: ( ) ( )[ ]=
=
n
iis tRtR
111
E: ( ) ( )tFtR ii = 1
-
8Sistemas em Srie: para o sistemas estardisponvel, todos os seus componentes tambmprecisam estar disponveis, da:
ou seja:
( ) ( )=
=
N
iis tAtA
1
( ) =
+=
N
i ii
isA
1
Disponibilidade de Sistemas em Srie Disponibilidade de Sistemas em Paralelo
Sistemas em Paralelo Ativo: pelo menos um dos elementos do sistema precisa estardisponvel para o sistemas operar:
ou seja, para N elementos iguais:
( ) ( )[ ]=
=
N
iis tAtA
111
( )N
ii
isA
+=
1
Sistemas em Paralelo Passivo: o elementopassivo s passa a ser operacional quando dafalha do componente principal.
ss
1
2
n
Para clculo da disponibilidade de sistemasparalelos passivos necessrio o emprego do Mtodo de Markov.
A transio entre diferentes estadosoperacionais caracterizada por taxas de transio constantes no tempo. Isto significataxas de falha e de reparo constantes no tempo.
Exemplo: seja um sistema composto por um nicoequipamento com taxa de falha e taxa de reparo . Supe-se que assim que o mesmo falha, o seu reparo imediatamente iniciado.
Os possveis estados do equipamento so:Estado 0: equipamento
est parado ou indisponvel;Estado 1: o sistema est
operacional ou disponvel.
As equaes diferenciais que regem as transies so:
ou seja,
( ) ( ) ( )( ) ( ) ( )tPtP
dttdP
tPtPdt
tdP
011
010
+=
=
( )( )
( )( )
=
tPtP
dttdP
dttdP
1
01
0
.
M - matriz de transio
-
9 A soluo do problema :
e a disponibilidade do equipamento igual a P1(t).
( ) [ ][ ]
( ) [ ][ ]tt
etP
etP
+
+
+
+=
++
+=
0
1
Exemplo: no caso de um sistema em paralelo, com um componente ativo e um componenteativo, supondo que a taxa de reparo e de falhados dois componentes iguais. Pode-se afirmarque este sistema apresenta trs estadosdefinidos:
1 2 3
Estado 1: quando o sistema est operando com o componente ativo, e o componente passivoest pronto para operar;
Estado 2: quando um componente estoperando e o outro est indisponvel;
Estado 3: quando os dois componentes estoindisponveis.
As equaes diferenciais que regem o problemaso:
( ) ( ) ( )( ) ( ) ( ) ( ) ( )( ) ( ) ( )tPtP
dttdP
tPtPtPdt
tdP
tPtPdt
tdP
323
2312
211
+=
+++=
+=
( )
+
0
0
onde a matriz de transio expressa por:
Usualmente tem-se como objetivo a obteno dasoluo assinttica da equao diferencial, ou seja, para t.
A soluo definida pelo sistema de equaes:
( ) ( )( ) ( ) ( ) ( )( ) ( )( ) 1
00
0
32
321
21
=
=
=++
=+
iPPP
PPPPP
A soluo do sistema :
A disponibilidade :
( )
( )
( )212
3
12
2
12
1
1
1
1
++=
++=
++=
P
P
P
( ) ( ) ( )
++
+
=+=221
1
1
PPA
-
10
PMR-5235 Fundamentos daManuteno de Sistemas Mecnicos
PlanejamentoPlanejamento dada ManutenManutenoo
Prof. Dr. Rodolfo MolinariProf. Dr. Gilberto Francisco Martha de Souza
1. Manuteno Orientada Qualidade Total
Abordagem gerencial que permita o planejamento, controle e execuo damanuteno, atentando, alm da qualidade do processo de manufatura como um todo, parasua prpria qualidadeResposta importante: Qual o melhor mtodo de manuteno?
Dimenses da qualidade de importncia para a manuteno:Qualidade intrnseca: confiabilidade, desempenho;Economia: custo; Entrega: prazo de execuo da manuteno;tica:cuidados ambientais, conservao de energia,
condies de trabalho;Segurana: preveno de acidentes, manufatura de
produtos seguros.
A organizao da manuteno era conceituada, at h pouco tempo, como planejamento e administrao dos recursos (pessoal, sobressalentes e equipamentos) para adequao carga de produo esperada. Estas atividades ainda fazem parte da organizao da manuteno, mas esta tornou-se mais ampla, abordando os seguintes pontos:
A organizao da manuteno de qualquer empresa deve estar voltada para a gerncia e soluo dos problemas na produo, de modo que a empresa seja competitiva no mercado;A manuteno uma atividade estruturada na
empresa, integrada s demais atividades, que fornece solues buscando maximizar resultados.
Esse novo entendimento da atividade de manuteno levou a nova classificao dos custos associados com esta atividade, a qual :
Custos diretos: so aqueles associados com a manuteno dos equipamentos em operao, envolvendo mo-de-obra, materiais (sobressalentes e material de consumo) e servios de terceiros;
-
11
Custos de perda de produo:oriundos da perda de produo pela falha do equipamento principal, sem que o equipamento reserva, quando existir, estivesse disponvel para manter a produo, ou pela falha do equipamento, cuja causa determinante tenha sido ao imprpria da manuteno;Custos indiretos: relacionados com a estrutura
gerencial e de apoio administrativo, custos com anlises e estudos de melhoria, engenharia de manuteno e superviso.
2. Planejamento e Controle daManuteno
PCM lida com informaes gerenciais, pois visa controlar aspectos como custo, disponibilidade e ainda que indiretamente - a qualidade, mas tambm, com aspectos tcnicos, tais como a elaborao das rotinas de manuteno, atribuio das prticas a serem adotadas nos diversos tipos de equipamentos operados, periodicidade, mtodos de medio e coleta de dados (na manuteno preditiva) e alocao de recursos materiais e mo-de-obra.
2.1. Atividades Iniciais
Pesquisa dos tipos de falhas encontrados nosdiversos tipos de equipamentos, durante um perodo de tempo especfico.
Estes dados podem ser utilizados para a futuraelaborao de um plano de manuteno maisadequado para o equipamento.
No incio, por mais que sejam seguidas as informaes dos fabricantes, a prtica de manuteno mais adequada para osequipamentos ainda a corretiva.
A pesquisa deve envolver a anlise de dados referentes a natureza da avaria, qual foi a solo adotada para resolver o problema, as peas substitudas, os tempos de execuo das tarefas e mesmo os tempos de espera, e a mode obra utilizada.
Para tanto, utilizam-se formulrios de pesquisa, que devem ser preenchidos pelos responsveispela manuteno.
Estes dados fornecem subsdios para a elaborao de um plano de manutenodetalhado, que contenha a seleo das prticasde manuteno mais efetivas para maximizar a disponibilidade do equipamento.
Estes planos de manuteno devem conterinformaes sobre alocao de mo de obra e materiais, encadeamento das tarefas, periodicidade de aes, e necessidades de peas de reposio.
-
12
2.2. Definio das Falhas Crticas
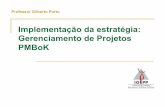
A partir dos dados coletados com as fichas de manuteno pode-se levantar um histrico de falhas de um dado equipamento, como funodas falhas dos sub-sistemas que o compem.
FreqnciaRelativa deOcorrncia (%)
Tipo de Falha1 2 3 4 5
35% 40%15% 3% 7%
Em uma anlise simplista, as falhas maisfrequentes no diagrama devem ser melhoranalisadas, a fim de verificar a possibilidade de aplicao de prticas de manuteno preventivaou preditiva, a fim de minimizar a ocorrncia de falhas inesperadas.
Outra forma de anlise a anlise da relaoentre a taxa de ocorrncia da falha e os custosassociados com a sua ocorrncia, com a montagem de uma curva ABC.
O Mtodo ABC busca relacionar a porcentagemacumulada de falhas com o custos acumuladoassociado a estas falhas, traando-se umacurva.
Esta curva dividida em trs regies:Zona A: a cerca de 20% das falhas esto associados
80% dos custos de manuteno, indicando que a mitigao destas falhas devem ter prioridade nasaes de manuteno.
Zona B: a cerca de 30% das falhas esto associadoscerca de 15% dos custos de manuteno, sendo quea eliminao das mesmas seria uma tarefasecundria para as atividades de manuteno;
Zona C: ao restante 50% das falhas estoassociados 5% dos custos de manuteno, tendoreduzida prioridade para a definio de polticas de manuteno.
Uma vez definidos os modos de falha que tem prioridade de mitigao, deve-se analisardetalhamente as causas dos mesmos, a fim de selecionar a prtica de manuteno maisadequada para reduzir a taxa de ocorrncia dos mesmos.
Ao conjunto de aes de manutenoaasociadas com um dado equipamento, as quais tem por objetivo reduzir a taxa de ocorrncia de falhas do mesmo denomina-se Poltica de Manuteno.
-
13
3. PCM e Manuteno Corretiva
Pode ser o nico tipo de prtica de manutenoindicado para alguns sub-sistemas de equipamentos.
Melhoria no projeto destes sistemas para evitarpara do equipamento: redundncia ativa oupassiva (encarece o equipamento, adicionacomplexidade, possibilidade de falha no modopassivo).
Ao longo do tempo podem ser estabelecidospadres de reparo em funo da ocorrnciarepetida de alguns tipos de falha: procedimentos de reparo, procedimentos de diagnose.
Como melhoria na qualidade da manutenocorretiva em funo do tempo tem-se: melhordefinio do estoque de peas sobressalentes, ferramental adequado para as tarefas de manuteno, qualificao da mo de obra, procedimentos padronizados.
4. PCM e Manuteno Preventiva
Manuteno Preventiva: antecipao falha, atravs de inspees, testes e substituio de componentes em uma forma peridica.
Planejamento das tarefas de manutenopreventiva envolve o estabelecimento daperiodicidade das aes e dos procedimentos a serem adotados em cada interveno.
No aspecto gerencial, h a necessidade do planejamento de estoques de peas sobressalentes, utilizao da mo-de-obra e outros recursos gerenciais e o preparo de um oramento de manuteno.
A questo gerencial mais importante no gastar ou no recursos com manuteno, mas aplic-los de modo eficaz, tornando o que seria uma despesa, um investimento em qualidade, rentabilidade e segurana.
Na aplicao da manuteno preventiva exige-se a definio dos padres de manuteno(execuo e gerenciamento), compreendendotodas as tarefas operacionais executadas no cho-de-fbrica ou oficinas e por gerenciamento, o conjunto de tarefas administrativas e de planejamento da manuteno.
-
14
Benefcios do padres de manuteno:reduo no tempo de treinamento de novas
equipes;torna possvel a transferncia de tarefas simples
de manuteno, tais como lubrificao, inspees visuais, pequenos reparos e trocas de peas para os operadores da produo o que, em essncia;
torna as aes corretivas e preventivas mais confiveis, reduzindo paradas por falhas reincidentes ou provocadas por manuteno imperfeita;permite o domnio tecnolgico da manuteno
pela organizao, at na forma de literatura, pois o conhecimento armazenado e pode ser mais rapidamente transferido ou multiplicado;
contribui para a melhoria do PCM ao longo do ano;
contribui para a otimizao dos custos de manuteno pelo melhor aproveitamento dos recursos humanos, eliminao de desperdcio de peas e materiais de consumo, alm da bvia vantagem da reduo do nmero de horas-extras e da sobrecarga nas oficinas, o que poderia gerar filas.
Os padres de manuteno podem ser divididos em:inspeo;troca;reforma de equipamentos;manuteno autnoma.
Planejamento da sequncia de execuo de tarefas de manuteno prevetiva: aplicao datcnica PERT Program Evaluation and Review Techniques e do Grfico de Gantt.
-
15
5. PCM e Manuteno Preditiva
o A implementao de um programa de manuteno preditiva deve ser baseada em:Verificao sobre quais componentes recai a
maior responsabilidade pela operao do equipamento, selecionando o que for mais relevante (se houver), concentrando a observao e anlise das falhas sobre os mesmos;
Se possvel, verificar junto aos fornecedores dos componentes e/ou equipamentos os valores dos parmetros de interesse j listados;Determinao dos procedimentos de medio
(mtodo, aparelhagem e freqncia), elaborando a partir da padres semelhantes aos da manuteno preventiva, no s para a interveno no equipamento (como instrues para a troca de peas), mas para assegurar que a coleta de dados ser feita de forma confivel;
Fixao dos limites normal, de alerta e de perigo para os valores dos parmetros de interesse, construindo um histrico relativo a estes parmetros, fundamental para a realizao da anlise de tendncia;Elaborao de padres para tabelamento, anlise e
classificao das informaes coletadas, sobretudo na anlise informatizada;- Determinao final dos intervalos de tempo entre
medies, ou da necessidade de medio contnua.
-
16
o Anlise de Tendncia do Parmetro o Aplicabilidade de Alguns Mtodos de Monitorao e Inspeo
Mtodo/Equipamento Mquinas Rotativas Dispositivos Estticos Dispositivos Eltricos Instrumentos EstruturasEnsaios No-DestrutivosVisualAnlise de VibraesTermografiaEmisso AcsticaMedida de EspessuraAnlise QumicaAnlise de Partculas Deteco de Vazamentos
6. Ciclo PDCA no Planejamento da Manuteno
Ciclo PDCA uma metodologia para planejamento e controle de sistemas de operaes, consistindo a sigla PDCA das iniciais em ingls de Plan planejamento, Do implementao, Check verificao ou avaliao e Act que em portugus seria melhor traduzido por realimentao ou refino, onde as diretrizes de ao so ajustadas.
Planejamento da manuteno muito beneficiado pelo acmulo de informaes coletadas ao longo da operao do equipamento, pelas diretrizes apontadas pelos fabricantes destes e pelo nvel de conhecimento, tcnico e gerencial, dos envolvidos no PCM e na prpria execuo da manuteno.
A verificao do planejamento da manuteno uma fase extensa, a qual s comea aps definida a poltica de manuteno, ou seja, equipamentos ou subsistemas a serem tratados, periodicidade das intervenes e procedimentos a serem empregados nas revises. S ento ocorre o chamado giro do primeiro ciclo PDCA na manuteno.
-
17
7. Seleo do Prazo de Substituio de Componentes
Com a aplicao da prtica de manuteno preventiva deve-se manter o equipamento operando com o menor custo possvel;
Dentre os custos associados com a manuteno preventiva os mais importantes esto relacionados com as peas de reposio e o tempo de substituio da mesmas;
Considera-se usualmente a substituio por tempo de operao (age replacement).
Seja CP o custo de substituio do componente quando da execuo das atividades de manuteno preventiva e seja Cf o custo de substituio da pea quando de sua falha em operao normal.
O custo associado com a manuteno de uma mquina, considerando a substituio de um componente especfico calculado pela relao:
onde Nf nmero esperado de substituies aps a
falha do componente;NP nmero de substituies do componente
sem este apresentar falhas;N nmero total de substituies do componente.
PPfft CNCNC .. += O nmero total de substituies pode ser definida pela relao:
Considerando que o tempo de operao seja muito superior ao tempo mdio entre reposies de peas (MTBR mean time betweenreplacements).
MTBRtN =
O nmero de substituies para a vida operacional esperada dada pela relao:
O nmero de substituies por falha e por tempo de operao so funo da confiabilidade do componente e definidas pelas relaes:
( )= T
dttR
tN
0
onde R(T) a confiabilidade da pea no tempo T, prazo da substituio por manuteno preventiva.
( ) ( )( )
( )[ ] ( )[ ]( )
==
==
Tf
TP
dttR
TRtNTRN
dttR
TRtNTRN
0
0
1.1
.
.
-
18
O custo total associado com a manuteno do componente dado pela relao:
e o perodo entre substituies preventivas (T)calculada pela minimizao do custo total.
( )[ ]( )
( )( )
PTfTt CdttR
TRtCdttR
TRtC ...1
00
+
=
8. Prazo de Substituio de Equipamentos
Gerncia de Manuteno: definir quando um equipamento deve ser substitudo.
Critrio de Deciso: variao do custo de manuteno em funo da idade operacional.
Variveis consideradas na deciso:A preo de compra do equipamento;Ci custo total associado com a operao do equipamento no perodo i, considerando os custos operacionais e de manuteno;
Rn preo de revenda da mquina, ao final do perodo n;
Cu custo de operao por unidade de tempo.
O custo de operao por unidade de tempo calculado pela relao:
n
RCAC
n
n
ii
u
+
=
=1
Critrio de Deciso: O valor de Cu varivel no tempo, e o tempo timo para substituio do equipamento seria aquele no qual a curva atinge um valor mnimo, pois a partir deste ponto os custos gerais de manuteno seriam muito significativos para a empresa.