OMUNDO DA USINAGEMomundodausinagem.com.br/pdf/39.pdf · de de parametrização manual. O Mundo da...
44
O MUNDO DA USINAGEM Publicação da Divisão Coromant da Sandvik do Brasil ISSN 1518-6091 RG BN 217-147 39 FUNDIDO VERMICULAR Otimização da usinagem pelo fluido de corte CIMM Portal metal- mecânico bate 1,5 milhão de page views Versatilidade Peças prontas em ciclo único
Transcript of OMUNDO DA USINAGEMomundodausinagem.com.br/pdf/39.pdf · de de parametrização manual. O Mundo da...

OMUNDODAUSINAGEM
Publicação da Divisão Coromant da Sandvik do Brasil ISSN 1518-6091 RG BN 217-147
39
FUNDIDO VERMICULAROtimização da usinagem pelo fluido de corte
CIMMPortal metal-mecânico bate1,5 milhão de page views
VersatilidadePeças prontasem ciclo único


3O Mundo da Usinagem
EDITORIAL
Por mais imprevisível que seja a noite, ainda servirá para emoldurar a lua
e sustentar o brilho das estrelas.Quem não se apercebe disso
perde o hábito de voltar seus olhos para o céu
e seu coração para a terra.
Fran
cisc
oM
arco
ndes

4 O Mundo da Usinagem
03 EDITORIAL04 ÍNDICE / EXPEDIENTE06 GESTÃO: CNCs EM DIA11 OTS: CADA VEZ MAIS AUTOMATIZADAS14 SUPRIMENTOS: COMÉRCIO ELETÔNICO SE EXPANDE16 INTERFACE: CIMM COMPLETA 10 ANOS
20 GESTÃO: ANÁLISE E SELEÇÃO DE FLUIDOS DE CORTE 27 PONTO DE VISTA: MOBILIDADE E TECNOLOGIA31/36 INTERESSANTE SABER: FILHOS... E OUTRAS NOTÍCIAS38 NOSSA PARCELA DE RESPONSABILIDADE40 MOVIMENTO42 DICAS ÚTEIS
EXPEDIENTEO MUNDO DA USINAGEM é uma publicação mensal da Divisão Coromant da Sandvik do Brasil S.A.
com circulação de doze edições ao ano, tiragem de 14.000 exemplares, com distribuição gratuita.Av. das Nações Unidas, 21.732 - Sto. Amaro - CEP 04795-914 - São Paulo - SP.
Conselho Editorial: Nivaldo Coppini, Francisco Marcondes, Heloisa Giraldes, Marlene Suano,Aryoldo Machado, Anselmo Diniz, Sidney Harb, Fernando de Oliveira e Vera Natale.
Editora: Vera NataleEditor Chefe: Francisco MarcondesAssistente de Edição: Michel Sorci
Editor do Encarte Científico: Nivaldo CoppiniJornalista Responsável: Vera Natale - MTB 33847
Propaganda: Gerente de Contas - Thaís Viceconti / Tel: (11) 6335-7558 Cel: (11) 9909-8808Projeto Gráfico: AA Design
Capa e Arte Final: 2 Estúdio GráficoRevisão de Textos: Fernando Sacco
Gráfica: Fabracor
ÍNDICEOMUNDODAUSINAGEMPublicação da Divisão Coromant da Sandvik do Brasil ISSN 1518-6091 RG. BN 217-147
39EDIÇÃO 9 / 2007
CapaFoto: Bedame TM1125
Arquivo AB Sandvik Coromant
OMUNDODAUSINAGEM
Publicação da Divisão Coromant da Sandvik do Brasil ISSN 1518-6091 RG BN 217-147
39
FUNDIDO VERMICULAROtimização da usinagem pelo fluido de corte
CIMMPortal metal-mecânico bate1,5 milhão de page views
VersatilidadePeças prontasem ciclo único
e-mail: [email protected] ligue: 0800 770 5700
Imag
emce
dida
pela
Cast
rol


6 O Mundo da Usinagem
GESTÃO EMPRESARIAL
CNCsem dia
Produtos disponíveis no mercado brasileiro são equipados com os mais recentes recursos de automação
em alta velocidade e de progra-mação de máquinas de 5 eixospara usinagens complexas. Deacordo com Buzatto, “muitosdesses recursos já existiam emversões anteriores e foram apenasaperfeiçoados”. Em abril de2007, a empresa implementouvárias novidades na família deCNCs 30i, entre as quais funçõesde interpolação em 5 eixos.
Os primeiros CNCs da Sie-mens chegaram ao Brasil na dé-cada de 1970. Em 2005, chegouao mercado brasileiro a mais re-cente linha da empresa, a Sinu-merik Solution, que pode equipardesde máquinas de três eixos atornos multifusos. Dentre os re-cursos está o uso de rede Ethernet
6 O Mundo da Usinagem
Empresas da área de CNCtêm investido em lançamen-tos que visam facilitar as
operações, tornar mais preciso oprocesso de usinagem e aumen-tar cada vez mais o grau de au-tomação. Os CNCs vêm ganhan-do contornos tecnológicos aindamais sofisticados, por meio derecursos que os colocam em sin-tonia com a modernidade da in-formática, como integração comprogramas CAD/CAM, rede lo-cal (Ethernet) e grande capacida-de de memória.
A seguir, cinco empresas dosetor falam de seus lançamentose últimas novidades.
A GE Fanuc, joint venturecriada em 1987, começou a atuar
no Brasil em 1993 como parte daGE Brasil. A Fanuc desenvolveua primeira aplicação de coman-do numérico (CN) no Japão em1956 e dezesseis anos depois,criou o conceito de controle nu-mérico computadorizado (CNC).De acordo com Walmyr Buzatto,diretor geral da GE Fanuc doBrasil, a empresa “trabalha na van-guarda da tecnologia de CNC,sendo pioneira na aplicação prá-tica de usinagem no nível nano-métrico”, afirma.
Os CNCs da GE Fanuc sãoequipados com learning control,que detecta possíveis erros, cor-rigindo-os automaticamente, erecursos de usinagem para gran-des quantidades de peças seriadas

para comunicação com drives pormeio de interfaces amigáveis.
De acordo com Oswaldo Prats,gerente-geral da Divisão de Auto-mação da empresa no Brasil, essarede proporciona maior precisãoe economia de tempo no proces-samento das informações, que“são transmitidas do CNC para osdrives, e vice-versa, de forma mui-to mais rápida, a 100 mbits por segundo”. O uso da Ethernet tam-bém facilita a agregação de perifé-ricos como PCs externos com softwares supervisores. Outras van-tagens da linha Sinumerik são o re-conhecimento automático dos da-dos dos motores e a presença demacros, minimizando a necessida-de de parametrização manual.
7O Mundo da Usinagem
A Fidia do Brasil, filial da fa-bricante italiana de CNCs, presen-te no País desde 1995, mantémampla linha de CNCs – do C0,indicado para retrofitting, ao C20que gerencia até 24 drives. LucianoAraújo, engenheiro de treinamen-to, destaca que a utilização doWindows XP como interface e atransmissão via Ethernet possibi-litaram o desenvolvimento de soft-wares próprios, como um CAM3+2D capaz de operar com todasas estratégias para usinagens dealta velocidade.
Os recursos mais recentes dosCNCs da Fidia são o I/O LUX(transmissão ótica de sinais viainfravermelho) e o HMS, dispo-sitivo externo que identifica pos-
síveis erros, gerando correções au-tomáticas na casa de milésimos degraus. “Esta calibração se dá emminutos, enquanto uma inter-venção manual e até mesmo me-cânica poderia trazer transtornos,com a máquina parada de um adois dias”, afirma o engenheiro.
A Fagor Automation do Bra-sil, de origem espanhola e há 12anos no País, ampliou as capa-cidades de memória de seus mo-delos de CNCs 8035 e 8055 e
Arquivo AB Sandvik Coromant
O mercado metal mecânico brasileiro
tem plena condição deatingir patamares
de qualidade e produtividade globais

incluiu neles comunicação viaEthernet. Na versão 8055 a velo-cidade de execução de programasCAD/CAM passou de 6 ms pa-ra 3 ms. Segundo Paulo JuvenalBier, gerente de vendas da RegiãoSul, a ampliação de memória “di-minui o tempo de set up da má-quina, permitindo aumento deprodutividade”.
Esse melhoramento tambémpermite a criação de telas defini-das pelo usuário para facilitar a relação do operador com a máqui-
na. Atualmente, a Fagor desenvol-ve nova plataforma de hardwarepara seu CNC 8070, que é capazde controlar até 28 eixos, 4 canaisindependentes de controle de pro-gramas de usinagem, 4 magazinesde ferramentas e 4 motores prin-cipais (spindles).
Representante da indústrianacional no mercado de CNCs,a MCS Engenharia lançou nes-te ano a linha Proteo, depois decinco anos de pesquisa e desen-volvimento. Edson Casagrande,
sócio-diretor da empresa, afirmaque a maior vantagem de seusprodutos é a relação custo-bene-fício: “Suas características técni-cas, tecnologia e desempenho sãocomparáveis aos CNCs mais po-tentes do mercado, enquanto seucusto é menor que o dos mode-los mais simples importados”.
O Proteo é dotado de proces-sadores de 32 bits trabalhandoem paralelo, com capacidade pa-ra processar blocos de interpola-ção linear 3D em 2 milissegundos.Possui recursos de programação eciclos fixos que buscam facilitar aprogramação da máquina parale-lamente à execução de programason-line produzidos externamentepor programas CAD/CAM.Segundo o diretor, algumas das ca-racterísticas do Proteo permitemredução significativa dos custosdos equipamentos para os fabri-cantes de máquinas, como a arqui-tetura modular e o protocolo decomunicação digital CANopen.“Concorremos com CNCs im-portados e precisamos ter um di-ferencial. Conseguimos isso uti-lizando os recursos disponíveisaqui para baratear os produtos”,conclui Casagrande.
Vemos, portanto, que o mer-cado brasileiro tem sido abaste-cido com produtos atualizados,o que possibilita ao setor de usi-nagem do país os meios para al-cançar os mesmos patamares deprodutividade e qualidade dosconcorrentes globais.
Henrique OstronoffJornalista
8 O Mundo da Usinagem
Arquivo AB Sandvik Coromant
Empresas da áreade CNC têm
investido em lançamentos que
visam facilitar as operações.


11O Mundo da Usinagem
OTS
Cada vez maisautomatizadas
Imag
emce
dida
pela
Inde
x
A linha de tornosverticais V160,da Index, é equipada com vários recursos que agilizam a produção
Redução de custos e aumen-to de produtividade. Essassão as principais palavras
de ordem na manufatura atualno mundo e particularmente noBrasil, onde a indústria sofre como crescimento da concorrênciaexterna, anabolizada pelo baixovalor do dólar.
Para atender a essas solicita-ções, os fabricantes de máquinastêm desenvolvido alternativas queincorporam inúmeros recursosde automação. É o caso da linhade tornos verticais V160, da IndexTornos Automáticos. Em três ver-sões – C, D e G –, a máquina temcomo um de seus destaques tec-
nológicos a carga e descarga de pe-ças feita pelo próprio eixo-árvo-re. Ou seja, elimina a necessida-de de se instalar um robô.
Todas as versões oferecemavanço rápido de 80 m/min, ace-leração do eixo X1 (10m/s2) e eixoX3 (7m/s2), rotação de até 6.300rpm, cabeçote-revólver VDI 25,30 ou 40, placa de fixação de até250 mm, tempo de tombo datorre de 0,2 s, tempo de cavaco acavaco de 1,5 s e motor integra-do no fuso. Podem também serequipadas com ferramentas acio-nadas de 14 Nm de torque, 8,5kW de potência e 6 mil rpm
“São máquinas de configura-
ção modular, de acordo com a pe-ça ou produto do cliente”, ex-plica Nivaldo G. Cabello, vende-dor técnico da Index.
A versão mais simples da li-nha é a C, de apenas um fuso.Já a D traz dois fusos na verti-cal, possibilitando a produçãosimultânea de duas peças iguais.Mais completa que as demais, aversão G é equipada com fuso econtrafuso, cada um deles se en-carregando da usinagem de umdos lados da peça, permitindo aprodução num único ciclo.
“Essa é a tendência atual: ausinagem num mesmo ciclo. Apeça sai pronta”, informa Ca-

12 O Mundo da Usinagem
Recentemente, a Index ven-deu duas máquinas da versão Gpara um fabricante de autopeçasno Brasil. Programadas para che-gar ao País em outubro e novem-bro, as máquinas, no cliente, vãoproduzir tampas e flanges de mo-tor em alumínio e ferro fundido.“Na Alemanha, já foram vendi-das várias dessas máquinas. NoBrasil, são os dois primeiros mo-delos que vendemos mas temosvários outros em processo de ne-gociação”, diz o técnico.
Cabello lembra que a linhaV160 é resultado de uma evolu-ção contínua da Index na área dostornos verticais que começou em1992 com o lançamento daV200, modelo que tem váriasunidades em operação no Brasil.A empresa alemã também produzduas outras linhas de tornos ver-ticais, a V300, de máquinas demaior porte, com placa de até400 mm de diâmetro, e a linhaV100, de menor porte, com pla-ca de até 120 mm de diâmetro.
Com ciclos de vida de pro-dutos progressivamente meno-res e a crescente diferenciaçãodestes para customizar as ofertasàs necessidades específicas de ca-da cliente, os lotes de produçãosão sucessivamente menores.Considerando ainda a pressãopela redução tanto de custos deprodução quanto dos prazos deentrega, versatilidade é a palavrade ordem e, neste sentido, nota-se que a Index está bem alinha-da com a demanda do mercado.
De Fato Comunicações
bello. Segundo o técnico, alémde mais produtiva, essa alterna-tiva reduz a possibilidade de er-ros. “Ao invés de passar por vá-rias máquinas, submetendo apeça a várias fixações que po-dem introduzir erros de forma,de posicionamento, de batimen-to etc., a peça entra bruta na es-teira e sai pronta do outro lado,diminuindo a interferência dooperador”. O técnico lembraainda outro ponto favorável dalinha V160, que é uma necessi-dade na indústria hoje: reunin-do várias operações numa úni-ca estação, reduz o espaço físiconecessário para a produção.
Ainda nessa linha de tirar a pe-ça pronta, o torno vertical V160pode receber acessório que per-mite a realização de têmpera a la-ser. Assim, a peça pode ser tem-perada com feixe de laser e, naseqüência – como a máquina tam-bém estará preparada para recebersistema de rebolos – é possível rea-lizar-se a operação de retificação in-terna e externa. O técnico acres-centa ainda que o modelo maissofisticado da V160 pode contarcom até 48 ferramentas fixas ouacionadas e os eixos Y e B.
De acordo com Cabello,quanto mais complexa a peça docliente, mais se justifica o inves-timento nesse tipo de máquina.“É uma linha de alta produçãopara peças complexas”, afirma,lembrando que é ideal para au-topeças e montadoras e pode tra-balhar a partir de blanks ou flan-ges, com matéria-prima cortada,fundida, forjada ou sinterizada.


atentas ao VMI (reposição auto-mática de estoques), à gestão decontratos e ao monitoramentode performance.
As compras realizadas ele-tronicamente representam 25%em relação ao volume total. Den-tre os principais benefícios doe-procurement estão a redução dotempo gasto pelo comprador pa-ra efetuar cotações e pedidos e aredução do tempo de entrada dopedido e seu faturamento. Desta-ca-se que houve um crescimentode 27% dos pedidos de compras
eletrônicas em 2006com relação a 2005.
Atenta às tendên-
14 O Mundo da Usinagem
Ochamado e-procurement,conforme pesquisa realiza-da pela Associação Brasileira
de e-business é utilizado por 66%das empresas de médio e grandeportes instaladas no Brasil.
O trabalho, intitulado “2ªPesquisa Panorama do Uso eTendências do e-procurement noBrasil – Cenário 2006”, foi fina-lizado em julho de 2007, e en-globou 81 organizações de gran-de e médio portes. Conforme osresultados da pesquisa, em 2005,63% dos entrevistados disserampraticar compras eletrônicas. Jáem 2006, 66% indicaram esteprocedimento.
Ainda de acordo com a pes-quisa, as principais ferra-mentas utilizadas noprocesso foram ne-gociações eletrôni-cas, sourcing, por-tal de compras eeRFQ (electronic re-quest for quotes oupedidos de cotações). Oestudo indica ainda queas empresas estão muito
SUPR
IMEN
TOS
Comércio eletrônicose expandeAs transações comerciais por meio eletrônico são uma tendência irreversível no mundo corporativo.Neste ano, estima-se que comércio eletrônico entre empresas movimente R$ 415 bilhões.
cias, diversas empresas vêm co-locando à disposição dos clientesas mais modernas ferramentasde Tecnologia da Informação queagilizam as transações comerciais.Todavia, nota-se uma certa preo-cupação com o legado tecnoló-gico, e diversas corporações man-têm os sistemas “tradicionais” detransação eletrônica, como o EDIElectronic Data Interchange ouTroca Eletrônica de Dados.
O sistema EDI é ainda bastan-te utilizado por grandes corpora-ções. O investimento para se ter ainfra-estrutura necessária para atroca de arquivos via EDI é rela-tivamente elevado, o que inviabi-

meio eletrônico via web apresen-ta vantagens na medida em quepermite a automação de diversosprocessos. Por exemplo, a empre-sa pode enviar eletronicamenteos dados de uma nota fiscal e ocliente pode dar entrada ao pedi-do, sem a necessidade de redigi-tá-la. Para o analista, há soluçõesmais econômicas que o EDI tra-dicional, caso da Internet EDI(ou web EDI) que poderiam seradotadas por empresas de menorporte, ou a utilização do XML(eXtensible Markup Language), de-senvolvido pela W3C (WorldwideWeb Consortium), que é relativa-mente simples e amplamente ado-tado no mercado. Tanto na in-ternet EDI quanto no XML osdados trafegam na rede públicapor meio de uma conexão segura.
A tecnologia sempre esteve arebote das necessidades humanasaté bem pouco tempo, contudo,no caso das vias eletrônicas de co-municação, seja informal ou co-mercial, parece ter havido umainversão histórica, pois as possi-bilidades são tantas que muitasvezes nos vemos com mais tecno-logia do que já nos parecia sufi-ciente. Acompanhar a vanguardaé um verdadeiro desafio, contu-do a desatenção pode nos deixarà margem de nosso tempo em in-formação e competitividade, prin-cipalmente se considerarmos queesta é uma área de aplicação uni-versal que pode facilitar as tran-sações e acelerar negócios em qual-quer segmento do mercado.
De Fato Comunicações
15O Mundo da Usinagem
liza a sua utilização por empresasde menor porte. Porém, inegavel-mente, os sistemas EDI tendem aser mais confiáveis, em virtude dea conexão ser feita por rede priva-da. “Alguns clientes fazem transa-ções comerciais conosco via EDI”,afirma Leonardo Susumu, analis-ta de sistemas da Sandvik do Brasil.
Conforme o analista, a cor-poração tem um projeto que pre-vê a utilização de um provedorglobal para o intercâmbio de da-dos via EDI, onde todas as mar-cas de ferramentas de corte pro-duzidas mundialmente pelogrupo serão beneficiadas com aeconomia de escala. “Teremosum único ponto de troca de da-dos com a padronização da solu-ção tecnológica”, afirma.
Além do EDI as transaçõeseletrônicas podem ser feitas viaportal web. “Cerca de 40% denossas transações são feitas pormeio eletrônico”, afirma RicardoChagas, supervisor comercial damesma empresa.
Para Chagas, o comércio por
Pedr
oTo
ledo
Dêge
lo

16 O Mundo da Usinagem
Pioneiro na área,o CIMM completa
10 anos trazendo novidades
INTE
RFAC
E
O Centro de Informação Metal Mecânica (CIMM) completa 10 anos em 2007 trazendo novidades e melhorias para os seus usuários.O portal está reformulando seu conteúdo e ampliando a sua estrutura na área jornalística.
Imag
emce
dida
pelo
CIM
M
Um ambiente virtual bem estruturado eatualizado diariamente, o CIMM tratade diversos aspectos do setor metal me-
cânico, publicando desde notícias so-bre as empresas do setor,
seus produtos e seu posi-cionamento no mercado, até
informações sobre os fatores eco-nômicos que influenciam a atividade,
inovações tecnológicas de última geração,vagas de emprego, oportunidades de negócios,eventos ligados à área e ao meio ambiente, in-cluindo formas de diminuir ou tratar a polui-ção gerada pelas empresas.


18 O Mundo da Usinagem
Considerado o primeiro por-tal do setor, o CIMM atualmen-te conta com um grande núme-ro de acessos diários, somandoum milhão e meio de páginasvistas por mês. A maioria abso-luta dos usuários do portal é com-posta por empresários, diretorese gerentes de empresas da áreametal mecânica, professores, téc-nicos e estudantes de engenharia.
Semanalmente o CIMM pro-duz um Boletim Informativo,que é enviado via e-mail para mi-lhares de pessoas com as princi-pais notícias da semana. Emsetembro o portal iniciará a pro-dução do Boletim de Negócios,que será produzido quinzenal-mente enfocando as necessidadesde empresas para divulgação devagas de emprego e de fornece-dores. A intenção é responder àdemanda do setor por um meiode comunicação que proporcio-ne a realização de negócios e en-fatizar a produção de notícias daredação do CIMM.
Além do conteúdo jornalís-tico, o CIMM contém seçõesque colaboram para a atualizaçãodo profissional da área metal me-cânica, como o catálogo online,que disponibiliza a ficha técnicade produtos com base em infor-mações dos fabricantes e a seçãode publicações, que traz infor-mações sobre livros técnicos e deinteresse do meio empresarial.
A seção de material didáticoé outro grande destaque do por-tal contendo inúmeros textos queexplicam os processos de fabrica-ção utilizados no setor (usinagem,
soldagem, conformação, fundi-ção e tratamentos superficiais)sempre acompanhados por anima-ções que ilustram o processo e fa-cilitam a compreensão até mesmopara os leigos. O material didáti-co também apresenta textos teó-ricos sobre fundamentos físicos emecânicos, aços ferramenta e deconstrução civil, ensaios mecâni-cos e aspectos legais da utilizaçãodo meio ambiente por empresas,assim como formas de gerencia-mento de resíduos e de controleda poluição atmosférica.
Desde o seu início o CIMMconta, além de sua cartela declientes, com parcerias do ramoempresarial e institucional osquais contribuíram no fortaleci-mento da marca do CIMM nosetor. Entre os principais parcei-ros institucionais podemos des-tacar o IFM – Instituto Fábricado Milênio, a ABM – AssociaçãoBrasileira de Metalurgia e Ma-teriais e a ABCM – AssociaçãoBrasileira de Engenharia e Ciên-cias Mecânicas.
Os interessados em receber osBoletins do CIMM, divulgar va-gas de emprego ou necessidadesempresariais (como compra evenda de máquinas e busca porfornecedores) podem entrar emcontato com o CIMM pelo [email protected] essesserviços são prestados pelo Centrode Informação Metal Mecânicagratuitamente. O endereço doportal é www.cimm.com.br.
Roberta AvilaJornalista


GESTÃO EMPRESARIAL
Análise e seleção de fluidosde corte para a furação deferro fundido vermicularO ferro fundido vermicular, nos últimos anos, tem sido utilizado na fabricação de blocos de motores de veículos movidos a diesel,especialmente em carros de corrida,substituindo o ferro fundido cinzento que até então eratradicionalmente utilizado.
Este material possui uma resistência mecânicamaior que o ferro fundido cinzento e possibili-ta a utilização de maiores pressões na câmara de
combustão destes motores. Com isto, há uma quei-ma mais eficiente do combustível e, conseqüente-mente, menor quantidade de poluentes lançados à at-mosfera. Porém, devido à sua maior resistênciamecânica, o ferro fundido vermicular também apre-senta uma maior dificuldade na usinagem. Devido àutilização, relativamente recente, deste material, ain-da não existem informações suficientes sobre as con-dições mais adequadas na sua usinagem.

Assim, buscou-se avaliar eselecionar o fluido de corte maisadequado à furação do ferro fun-dido vermicular, analisando-sealguns parâmetros de saídas , co-mo desgaste da ferramenta, po-tência consumida pelo motor,rugosidade e tolerância dimen-sional dos furos.
Além das propriedades mecâ-nicas do vermicular serem supe-riores e possibilitarem a fabricaçãode motores mais potentes, do mes-mo tamanho ou mais compactos,e que atingem a mesma potência,a combustão mais eficiente dosblocos de motor fabricados comeste material adequam-se mais àsrígidas normas européias de con-trole da poluição atmosférica.
De fato, para cumprir as exi-gências destas normas usando-seo alumínio ou ferro fundido cin-zento, seria necessário aumentara espessura das paredes dos blo-cos de motor, o que acarretaria
21O Mundo da Usinagem
problemas com o sistema de res-friamento, além de aumentar ovolume do bloco. No entanto,por apresentar maior resistência àtração (75%) e maior tenacidade(30 – 40%) em relação ao ferrofundido cinzento, o ferro fundi-do vermicular é mais difícil de serusinado. Na usinagem em alta ve-locidade (cerca de 1000 m/min),o quadro se agrava ainda mais;somente na região de baixa velo-cidade de corte (aproximadamen-te 300 m/min) é possível obter umacabamento similar ao ferro fun-dido cinzento.
Diante de tal situação, a esco-lha correta de um fluido de corteé fundamental para o uso do fer-ro vermicular. Tal escolha depen-derá de uma série de fatores, co-mo os aspectos econômicos, tipode máquina operatriz, custos re-lacionados aos procedimentos dedescarte, tipo de sistema de circu-lação, saúde humana e contami-
Descrição Característica
Corpos de prova Ferro fundido vermicular com 213 HB de durezaDimensões dos corpos de prova: 400 mm x 300 mm x 45 mm
Ferramenta de corte Brocas de metal duro, revestimento TiNAl. Broca com 10 mm de diâmetro
Condições de corte Velocidade de corte (Vc) = 109,95 m/minProfundidade de corte (ap) = 20 mm
Velocidade de avanço (Vf) = 350 mm/min
Parâmetros de análise Desgaste de flanco (VBb), potência consumida pelo motor e rugosidade média (Ra) final.
Tabela 1. Condições de corte aplicadas nos testes de furação do ferro fundido vermicular.
nação, meios de controle, méto-do de aplicação, severidade da ope-ração, tipos de operação, mate-riais usinados e compatibilidade dometal com o fluido, entre outros.
Os fluidos de corte podem serclassificados em quatro catego-rias: sintético (soluções quími-cas constituídas por sais e isentasde óleo), semi-sintético (peque-nas quantidades de óleo), óleoemulsionável (emulsões, óleo dis-perso em água) e óleo de corte(óleos básicos aditivados ou não).Para poder escolher o melhor de-les para a usinagem do ferro ver-micular, realizaram-se experi-mentos no laboratório de SistemaFlexível de Manufatura, FMS,do Instituto Superior Tupy, IST,da Sociedade Educacional deSanta Catarina, SOCIESC. Taisexperimentos aplicaram as mes-mas condições a todos os fluidostestados e estão apresentadas naTabela 1.
Imag
ens
cedi
das
pela
Cast
rol

Os fluidos de cortes utiliza-dos nos testes de furação estãoapresentados na Tabela 2. Infor-mações sobre óleo base, aditivose algumas características quími-cas estão descritas também nes-ta tabela. Todos os fluidos avalia-dos são semi-sintéticos.
Na avaliação do fluido de cor-te ideal para o processo de furaçãodo CGI foram avaliados os se-guintes parâmetros: desgaste daferramenta, rugosidade dos furose potência consumida pelo motor.
O desgaste da ferramenta foiestudado pela análise visual daferramenta, por microscópio, acada cinco furos, adotando-se co-
22 O Mundo da Usinagem
Fluido de Corte Óleo Base Aditivos Densidade (g/cm3) PH
A Óleo mineral (35%) + éster (10%) Aditivo EP (5%) 0,978 9,0-9,5
B Éster (25%) Aditivo EP (10%) 0,941 9,0
C Óleo mineral (45%) Aditivo EP (15%) 0,970 8,8-9,2
D Polímero (20%) Sem aditivo EP 1,011 9,0-9,4
Tabela 2. Descrição dos fluidos utilizados na furação do ferro fundido vermicular.
Fluido de Corte A Fluido de Corte B Fluido de Corte CFuração sem
Fluido de Corte A 15,4% 25% 25% 87,5%
Tabela 3. Aumento de produtividade do Fluido A em relação à furação a seco e aos demais fluidos dos testes.
mo critério de fim de vida o va-lor de 0,3 mm para o desgaste deflanco máximo. Observou-se odesgaste de flanco e sinais de oxi-dação do topo das brocas, devi-do às altas temperaturas atingidasdurante a furação. A curva de vi-da da ferramenta foi construídaem função do número de furos.
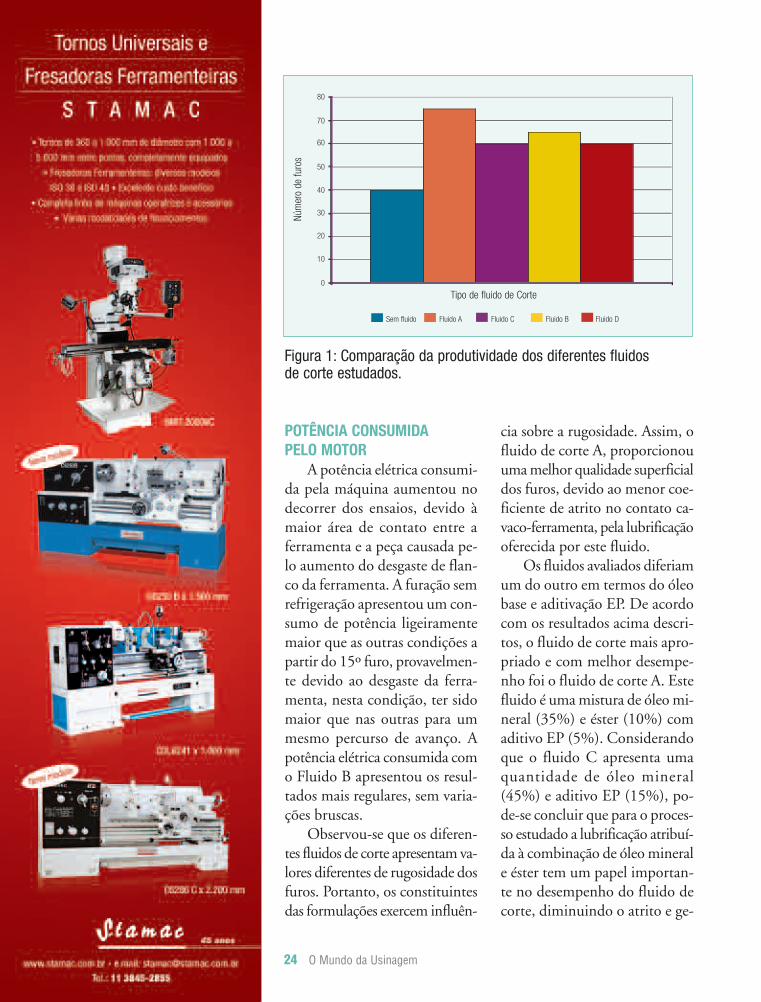
Quando a evolução do desgas-te é comparada em função dos di-ferentes fluidos de cortes estuda-dos, verifica-se que o desgaste como uso do Fluido A foi sempre me-nor que o desgaste com os outrosfluidos, seguido pelo Fluido B. Asferramentas usadas durante a fu-ração com Fluido C e Fluido D
apresentaram maior desgaste e pra-ticamente o mesmo comporta-mento. Também quando a fura-ção foi realizada na ausência delubrificantes, altos desgastes fo-ram observados nas brocas.
Comparando todos os flui-dos testados é possível verificarque o Fluido A forneceu melho-res resultados em termos de vidada ferramenta, com 75 furos pro-duzidos até que o critério de fimde vida fosse alcançado. A tabela3 mostra um aumento de 87,5%de produtividade com o uso doFluido A como fluido de corteem comparação com a furaçãosem refrigeração.
refrigeração

24 O Mundo da Usinagem
cia sobre a rugosidade. Assim, ofluido de corte A, proporcionouuma melhor qualidade superficialdos furos, devido ao menor coe-ficiente de atrito no contato ca-vaco-ferramenta, pela lubrificaçãooferecida por este fluido.
Os fluidos avaliados diferiamum do outro em termos do óleobase e aditivação EP. De acordocom os resultados acima descri-tos, o fluido de corte mais apro-priado e com melhor desempe-nho foi o fluido de corte A. Estefluido é uma mistura de óleo mi-neral (35%) e éster (10%) comaditivo EP (5%). Considerandoque o fluido C apresenta umaquantidade de óleo mineral(45%) e aditivo EP (15%), po-de-se concluir que para o proces-so estudado a lubrificação atribuí-da à combinação de óleo minerale éster tem um papel importan-te no desempenho do fluido decorte, diminuindo o atrito e ge-
POTÊNCIA CONSUMIDAPELO MOTOR
A potência elétrica consumi-da pela máquina aumentou nodecorrer dos ensaios, devido àmaior área de contato entre aferramenta e a peça causada pe-lo aumento do desgaste de flan-co da ferramenta. A furação semrefrigeração apresentou um con-sumo de potência ligeiramentemaior que as outras condições apartir do 15º furo, provavelmen-te devido ao desgaste da ferra-menta, nesta condição, ter sidomaior que nas outras para ummesmo percurso de avanço. Apotência elétrica consumida como Fluido B apresentou os resul-tados mais regulares, sem varia-ções bruscas.
Observou-se que os diferen-tes fluidos de corte apresentam va-lores diferentes de rugosidade dosfuros. Portanto, os constituintesdas formulações exercem influên-
Figura 1: Comparação da produtividade dos diferentes fluidos de corte estudados.
Núm
ero
defu
ros
Tipo de fluido de Corte
Sem fluido
80
70
60
50
40
30
20
10
0
Fluido A Fluido C Fluido B Fluido D

ração de calor. Também para fu-ração em ferro fundido vermicu-lar os fluidos B e D, base éster epolimérica, respectivamente, nãoatingiram os requisitos de lubri-ficação necessários para garantirum bom desempenho do fluidode corte no processo.
Pode-se concluir que a utili-zação de fluidos de corte na furação do CGI resulta num au-mento de produtividade e redu-ção de custos com ferramentas,pois a quantidade de furos rea-lizados com uma mesma brocaaumenta no mínimo 50% quan-do comparado com a furação aseco. Por outro lado, o principalmecanismo de desgaste na fura-ção do CGI é a abrasão, porémalguns sinais de adesão do ma-terial usinado foram observadosnas ferramentas.
Verificou-se também que ofluido de corte com melhor per-formance foi o fluido de corte A,
com aproximadamente 5% deaditivos EP e a combinação deóleo mineral e éster. Maior quan-tidade de furos, menores desgas-tes e melhor qualidade superfi-cial foram obtidos com estefluido de corte. Quanto se reti-ra o aditivo EP e muda-se o óleobase, como por exemplo, de óleomineral por polímero, um piordesempenho foi observado.Consequentemente, para umamelhor escolha do fluido de cor-te para furação do CGI devem serobservadas as características lu-brificantes (advindas do tipo deóleo base usado) e a presença deaditivos EP que ajuda na redu-ção do atrito devido à formaçãode um filme.
Salete Martins AlvesSociedade Educacional de Santa
Catarina (SOCIESC)Flávio H. A. Deminicis
Castrol Brasil Ltda
25O Mundo da Usinagem
Figura 2: Rugosidade média dos furos em função do tipo de fluido de corte utilizado.
Tipo de fluido de Corte
Núm
ero
defu
ros
3,4
3,3
3,2
3,1
3
2,9
2,8
2,7
Fluido A Fluido B Fluido C Fluido D


@27O Mundo da Usinagem
Mobilidade e
Tecnologia
PONTODEVISTA
Longas peregrinações, em váriaspartes do mundo, tanto antesquanto depois do uso pessoal
da informática servem de base a es-tas considerações sobre o atual mo-delo de comunicação corporativa.
O contato com interlocuto-res distantes vem sendo garanti-do de várias maneiras, há milha-res de anos. Hoje, a tecnologianos permite trocar e-mails e men-sagens em tempo real, substi-tuindo o suporte propriamente fí-sico do documento escrito porum eletrônico ou digital. O sis-
tema de correio eletrônico en-curta o tempo de comunicaçãotambém pela assincronia de tem-po que oferece, já que os inter-locutores não precisam estar co-nectados ao mesmo tempo.
Estamos, porém, diante daurgente necessidade de discipli-narmos o uso desses instrumen-tos. Uma empresa com algumascentenas de dependentes podealcançar rapidamente a casa domilhão de e-mails anuais, o quedetermina duas ordens de proble-mas. O primeiro é de gestão
(back up e manutenção do histó-rico por 10 anos, segundo as nor-mas SOX vigentes nos EUA; lim-peza dos arquivos; milhões dee-mails inúteis que não são can-celados, com enorme custo dearmazenamento (storage) e gestão(management). O segundo é desegurança, com a constante amea-ça de vírus, spams, trojan horses,spyes, etc.,etc.
O certo é que o nível direti-vo e operativo de nossa socieda-de habituou-se à comunicaçãoinstantânea, fator dominante em

28 O Mundo da Usinagem
nossas vidas. Tanto que milhõesde pessoas usam períodos quedeveriam garantir seu repousopara deslindar o correio eletrôni-co em atraso. Outros tantos, aocontrário, são partidários de nãodeixar nada à espera de resposta,o que torna possível ver-se, du-rante reuniões importantes, al-guém que usa a rede wireless ouabre sessão de e-mail (com ousem Blackberry) ou mesmo man-de Instant Messages, recebendoimediata resposta, praticamenteem tempo real e, assim, estarconvencido de otimizar o uso deseu tempo. Certamente resta-nosaferir o que resta, a tal pessoa, dosargumentos tratados na reunião,mas esta é uma outra história.
Mesmo com tanta disponibi-lidade de comunicação virtual, oencontro face à face ainda templeno vigor entre nós. Com maisde 25 anos de atividade no cam-po da Tecnologia da Informação,com responsabilidades continen-tais, viajar por motivo de traba-lho sempre foi, para mim, con-dição sine qua non do própriotrabalho. O gosto pessoal de via-jar não contava, como não con-ta hoje em dia. Em princípio nãose viaja senão por real necessida-de. Realmente?
É fundamental identificar aefetiva necessidade da viagem,interrogando-nos se ela é de fa-to imprescindível ou se temosalternativas válidas que nos con-sintam atingir os mesmos obje-tivos, com menor custo, tantofinanceiro quanto pessoal. Quan-tos não passam noites inteiras
em um avião para comparecer areuniões de poucas horas em umoutro estado ou até mesmo emoutro país? Quanto desse temponão poderia ser dedicado a ativi-dades produtivas e ao necessáriorepouso e vida social?
Avaliar a real necessidade dedeslocar pessoas deveria ser preo-cupação mais presente. Eviden-temente, a possibilidade da reu-nião “olhos nos olhos”, os meiospara se conferir diretamente rea-ções e novos parâmetros sãomuito importantes e ainda po-dem justificar os estressantesdeslocamentos. Hoje, a grandebusca por enxugamento de des-pesas e melhoria da relação cus-to-benefício de toda e qualqueroperação corporativa tem trazi-do à tona propostas alternati-vas ao encontro propriamente fí-sico. De fato, cada vez mais,viaja-se para encontrar pessoal-mente um cliente, mas buscam-se alternativas virtuais para osencontros empresariais.
A conference call , por exem-plo, atribui à voz a tarefa da co-municação, com a vantagem depoder ser feita sem investimen-to de infra-estrutura especial, poisusa um operador central que ofe-rece a conexão. A uma hora pré-determinada, os participantesdão um normal telefonema aooperador que os coloca em comu-nicação direta. A principal van-tagem desse sistema é poder cha-mar de qualquer lugar onde seesteja, particularmente útil parareunir pessoas espalhadas em di-ferentes lugares, com diferenças

de fuso horário significativas. Sualimitação é a identidade vocaldos participantes do encontro:apenas quando se tem bom co-nhecimento pessoal a identifica-ção vocal é possível.
Esse handicap é superado pe-la videoconferência ou telecon-ferência, em que conexões usan-do áudio e imagem recriamatmosfera mais próxima do en-contro real. Esse sistema depen-de de um operador central, li-nhas de comunicação, aparelhosde TV e telecâmeras. Obvia-mente a mobilidade, nesse caso,é comprometida e limitada, jáque os participantes devem se di-rigir a um local específico. Pri-vadamente, indivíduos podem,hoje, obter igual resultado comos recursos da internet e umaweb câmera. O sistema é de bai-xo custo, tão baixo quanto suasegurança e privacidade, moti-vo de dever limitar-se apenas acomunicações pessoais.
Segundo indicativos das em-presas do ramo, cerca de 70%das empresas de médio e grandeporte já usam os recursos de con-ference call e videoconferência,deslocando seus funcionários fi-sicamente apenas quando efeti-vamente necessário. Das peque-nas, apenas 20% os usam, nãopelo custo do equipamento e dosistema operativo (que não é al-to e logo se paga) mas em gran-de parte ainda pela aura de exce-lência atribuída às viagens.
Temos à disposição, portan-to, meios que tendem a tornaras viagens cada vez menos neces-
sárias, sobretudo em termos deatividades de gerenciamento. Taismeios, aliás, permitem com quetodos que são parte do processoprodutivo/organizativo sejamencontrados em tempo e com aeficiência da informação corre-ta. O benefício para as empresasé enorme, com o poder de deci-são sendo ajudado pelo poderda informação. Os tomadoresde decisão podem estar sempredisponíveis, com menor com-prometimento negativo de suavida pessoal e, portanto, maisalertas e disponíveis para desen-volver plenamente suas funções.
E não nos esqueçamos: ocompetidor é aquele que conse-gue fazer duas vezes “click” so-bre o cliente antes de nós. O co-nhecimento da tecnologia deveintegrar-se à capacidade de usá-la corretamente, em benefíciode todos.
Vincenzo Dragone Ex-Senior Vice-President & General
Manager da América Latina da CA-Computer Associates
29O Mundo da Usinagem
imag
em c
edid
a pe
lo a
utor


31O Mundo da Usinagem
INTE
RESS
ANTE
SABE
RFilhos naturais,
filhos adotivos,filhos....
Aresposta pode ser “não” emtodos os casos. O que nosleva a concluir que os pais
são importantes para os filhos,por sua tarefa educativa e de for-mar com afeto, mas não necessa-riamente para quem apenas con-vive com o resultado de tal ação.
De fato, quando pensamos,veremos que não conhecemosos pais da maioria de nossos ami-gos, de nossos colegas de traba-lho, dos profissionais que nosatendem. A seguir verificaremosque isso, para nós, não faz a me-nor diferença: o colega querido
Você conhece os pais de seu melhor amigo? Ou os pais
de pessoa que você admira? Ou os pais do desconhecido
que acaba de ajudá-lo em uma situação de embaraço?
Pedr
oTo
ledo
Dêge
lo

32 O Mundo da Usinagem
transferiram para a própria des-cendência, para efeitos não maisde governanças e guerras, masde vida quotidiana.
Não há como negar a belezado nascimento de um filho de-sejado, que nos oferece a mistu-ra do que somos com o que é apessoa que se amava no momen-to de sua concepção. O cresci-mento de uma criança que apre-senta traços e características devários membros da família, cla-ramente, é uma das coisas quetornam nossa vida mais interes-sante, mais alegre de ser vivida.
No entanto, a beleza do cres-cimento do ser humano vai alémdo reconhecimento dos traçosde família e aloja-se em um pa-tamar bem mais alto, aquele daunicidade de cada indivíduo eno mistério da formação da per-sonalidade, do caráter, do afeto,da amizade.
Independentemente da ori-gem da filiação – biológica ouadotiva – os pais e os filhos te-cem entre si uma rede de soli-dariedade, de afeto, de deverese obrigações, de proteção e apoiomútuo que lhes permitirá avan-çar pela vida afora. Tanto psicó-logos quanto juízes de menoressão unânimes em declarar que osproblemas de desajuste entrepais e filhos não dependem ab-solutamente do tipo de filiação.De fato, consultórios e juizadosestão lotados de casos de desa-justes de filhos naturais, recusa-dos ou disputados por pais bio-lógicos, já que as dificuldades datarefa de ser pai ou mãe são
continuará querido, o antipáti-co continuará antipático, o mé-dico continuará respeitado, por-que o que verdadeiramente contaé a pessoa em si e não conhecer-mos seus pais.
A adoção, na sociedade oci-dental, passou a ser tabu, e co-mo tal afastada ou escondida,em função do orgulho pessoaldos pais e não pelo resultado fi-nal da qualidade de educação ede convivência, digamos assim,do ser humano adotado.
A história nos legou o conhe-cimento do enorme papel da des-cendência “legítima” nas lutas pe-lo poder territorial e político, opai querendo garantir ao filhoaquilo que conquistara e os de-mais acreditando que o filho con-tinuaria a obra do pai. Muito em-bora essa continuidade tenha logose provado inconsistente, poisgrandes reis e generais tiveramdescendentes pífios e covardes, aregra estava instalada e foram ne-cessários milhares de anos para re-cusá-la e passarmos a escolhernossos governantes independen-temente de “dinastias”. Tambémnão temos idéia do número deinocentes que pereceram no pro-cesso, como o pequeno Cesarion,filho de Cleópatra e Júlio César,morto por Augusto, que não que-ria a sombra de um herdeiro le-gítimo do imperador assassinado.
Contudo, não apenas o há-bito dinástico ainda subsiste emvários lugares do planeta como –o que é mais pernicioso – a idéiadinástica inseriu-se na própriamentalidade dos homens, que a


34 O Mundo da Usinagem
iguais, sejam os filhos adotadosou biológicos.
A adoção, aliás, supera a exis-tência do filho como “acidentede percurso”, já que a filiação ado-tiva requer uma série de passosperfeitamente conscientes. A es-sa consciência se opõe a falta deconsciência ou as agruras da igno-rância dos que colocam no mun-do seres pelos quais não poderãoser responsáveis. Como nem sem-pre a mãe biológica procura oEstado para formalizar a entregada criança, o processo para torná-la legamente adotável é longo, en-volvendo entrevistas, busca de tiose avós, etc. Se não bastasse, comonossa cultura condena o abando-no, muitas mães procuram se in-teressar pela criança, visitando-anos abrigos, por longo tempo,sem terem condições de levá-ladali e, ao mesmo tempo, impedin-do sua adoção legal.
É notório que quanto maiscedo a criança é levada para ca-sa, mais facilmente se constroemos laços, mais fácil é a adaptação.
Mas incontáveis são os casos decrianças maiores, já com 5 ou 6anos de idade, que saúdam ospais adotivos com a frase: “Nossa,mãe, como você demorou em virme buscar! Eu já estava ficandocansado de esperar. Vamos logopara casa”.
Para casa! É para lá que amaioria das crianças abrigadasquerem ir. A casa que elas co-nhecem apenas pelos filmes, pe-las novelas de televisão, pelos li-vros, pela narrativa daquelas quesaem para visitar as famílias.Crianças abrigadas até a idadeadulta saem para o mundo sema base de sustentação de uma fa-mília. As menos afortunadas, quecrescem pelas ruas, podem nemchegar à idade adulta. Ou, vi-vendo em um mundo hostil, ser-vem apenas para engrossar as es-tatísticas da criminalidade.
Temos em nós espaço paracriar outro ser humano?
Equipe O Mundo da Usinagem
LINKS ÚTEISGrupos de apoio à adoção:http://www.filhosdocoracao.com.br/grupo-org.htmEstatuto da Criança e do Adolescente:http://www.eca.org.br/eca.htmAdoção por estrangeiros:http://www.filhosdocoracao.com.br/ad-estrang.htmCrianças e portadores do HIV e a adoção:http://www.aids.gov.br/final/dh/bol_4_1/adocao%20e%20hiv.htmInformações Gerais:http://www.ajudabrasil.org

35O Mundo da Usinagem
Orientação prática sobre adoções de crianças
Quem pode adotar?
• Maiores de 21 anos, qualquer que seja seu estado civil;
• O adotante deve ser 16 anos mais velho do que o adotado;
• A Justiça não prevê adoção por homossexuais. A autorização fica
a critério do juiz responsável;
• Cônjuge ou concubino pode adotar o filho do companheiro.
Quem não pode adotar?
• Avô não pode adotar neto; • Irmão não pode adotar irmão; • Tutor não
pode adotar o tutelado.
Como adotar?
• Deve-se procurar a Vara da Infância no Fórum mais próximo da
residência do intressado em realizar uma adoção..
• A adoção está regulamentada pelos artigos 1.618 a 1.629 do Novo
Código Civil, com procedimento regulamentado pelo Estatuto da Criança
e do Adolescente (ECA – Lei nº 8.069/90).
• O Poder Judiciário mantém, em cada Município, um registro contendo
relação de crianças disponíveis para a adoção e outro de pessoas
interessadas em adotar.
• A concessão da adoção às crianças é feita pelo Juizado da Infância e
da Juventude. No curso do processo, dá-se o estágio de convivência
pelo prazo fixado pelo juiz. Ao mesmo tempo, o juizado realiza estudo
psicossocial do caso, opinando sobre sua viabilidade.
Com o aval do Ministério Público, a sentença origina o vínculo da adoção
(art. 1.628 do Código Civil). O juiz, então, determina a expedição
de mandado para o Registro Civil, para o registro de uma nova certidão
de nascimento do adotado, contendo todos os dados da família adotante.
Pedr
oTo
ledo
Dêge
lo

XXVII Encontro Nacional de Engenharia de Produção – ENEGEP
Com o tema A Energiaque move a produção:um diálogo sobre inte-
gração, projeto e sustentabi-lidade, de 9 a 11 de outu-bro próximo, realizar-se-áem Foz do Iguaçu – Paranáo 27º evento promovido pe-la ABEPRO – AssociaçãoBrasileira de Engenharia deProdução.
Trata-se de evento nacio-nal que reúne a comunida-de acadêmica, pesquisado-res, professores e estudantes,empresários, consultores,engenheiros, administrado-res e demais profissionaisatuantes na Engenharia deProdução.
Constitui-se em um dosprincipais divulgadores daprodução técnica e cientí-fica da área e se consolidoucomo fórum de discussãode questões pertinentes àEngenharia de Produçãono âmbito nacional. Alémde promover a integração/intercâmbio do conheci-mento acadêmico com o setor produtivo. Assim, oENEGEP torna-se oportu-nidade ímpar para a agluti-
nação dos esforços de todosos que atuam nesta área vi-tal para o desenvolvimento.
O ENEGEP busca umelo de integração da comu-nidade acadêmica com orestante da sociedade. Tantoque o evento deste ano bus-cará debater a forma de pro-jetar o tema na realidadedo engenheiro de produ-ção, sem esquecer do aspec-to sustentável, relacionandotoda a comunidade.
Tendo em vista o nú-mero de inscritos nos últi-mos encontros, acredita-seque o evento deva contarcom cerca de 2.000 partici-pantes. Desses, estima-seque 1.200 participantes se-jam alunos da Graduação -dos Cursos de Engenharia,Administração, Economia,Contábeis, entre outros –,e que o restante sejam Pes-quisadores, Professores, Es-tudantes dos Cursos de Pós-Graduação, Empresários eProfissionais das diversasáreas da engenharia e deáreas afins.
Fonte: www.abepro.org.br
36 O Mundo da Usinagem
notícias
INTE
RESS
ANTE
SABE
R

Estamos novamente atravessando umafase extremamente positiva em termosde produção, confirmando assim o que
nos explica a teoria dos ciclos econômicos,onde sempre teremos fases positivas seguidasde fases negativas, e assim sucessivamente.
A exceção desta vez fica por conta deque a fase positiva está presente em pratica-mente todo o mundo, fato raro nos temposmodernos. De fato, Américas, Europa e Ásia,raramente apresentam desempenhos positi-vos ao mesmo tempo.
Recentemente tivemos a oportunidade devisitar nossa matriz na Suécia, e também ti-vemos a possibilidade de ver que apesar deser este um país extremamente desenvolvi-do, muito tem sido feito para aumentar ain-da mais sua capacidade tecnológica e com-petitividade, com objetivo de fortalecer aindamais a produção e exportação.
Daí a pergunta: se a Suécia, e outros paí-ses desenvolvidos, estão trabalhando forte-mente para aumentar ainda mais sua com-petitividade, o que deveríamos estar fazendoaqui no Brasil? Isso sem falar nos países emer-gentes que estão igualmente investindo pe-sadamente em tecnologia e competitividade.
Nossa responsabilidade é enorme, nosentido de aproveitarmos a boa fase que es-tamos atravessando mundialmente e nos pre-pararmos para as fases mais difíceis que cer-tamente virão. Estamos vendo alguns mausexemplos de falta de investimentos, ou atémesmo o descaso de alguns setores de nossasociedade, com a geração de desperdícios as-tronômicos de recursos, que certamente nos
RESPONSABILIDADENO
SSAP
ARCE
LADE
Evolução agora e sempre
38 O Mundo da Usinagem
Adria
naEl
ias
farão falta quando a curva de crescimento sevoltar para baixo. A falta de investimentos aolongo dos anos em setores estratégicos comoaéreo, portuário, viário, saúde e educação, sãoexemplos claros de entraves para o aumen-to de nossa competitividade. Felizmente es-tes casos estão vindo a público, aumentan-do a possibilidade de correção de curso!
A preocupação não deve ser menor emnossa vida cotidiana, que nem sempre tema mesma divulgação e repercussão nos meiosde comunicação. O desenvolvimento de nos-sos jovens, a competitividade dos processosprodutivos que elaboramos, as máquinasoperatrizes que definimos comprar, os insu-mos que usamos, devem ser preocupaçõesconstantes nas decisões que devemos tomardiariamente, para que estejamos tambémpreparados para superar qualquer dificulda-de que o futuro nos apresente.
Cláudio CamachoDiretor - Sandvik Coromant do Brasil


MOVIMENTO
SANDVIK COROMANT - PROGRAMA DE TREINAMENTO 2007Mês TBU TBU TFR UMM EAFT EAFF OUT OUF TUCAS TGU
Noturno Diurno
Out 01 e 02 15 e 16 22, 23 e 24
Nov 26, 27, 28 e 29 05, 06 e 07
Dez 03 e 04
TBU - D-Técnicas Básicas de Usinagem (Diurno - 14 horas em 2 dias)
TBU - N-Técnicas Básicas de Usinagem (Noturno - 14 horas em 4 dias - das 19h00 às 22h30)
TFR - Técnicas de Furação e Rosqueamento com fresa de metal duro (14 horas em 2 dias)
EAFT - Escolha e Aplicação de Ferramentas para Torneamento (21 horas em 3 dias)
UMM - Usinagem de Moldes e Matrizes (28 horas em 4 dias)
EAFF - Escolha e Aplicação de Ferramentas para Fresamento (21 horas em 3 dias)
OUT - Otimização da Usinagem em Torneamento (28 horas em 4 dias)
OUF - Otimização da Usinagem em Fresamento (28 horas em 4 dias)
TUCAS - Tecnologia para Usinagem de Componentes Aeroespaciais e Superligas (14 horas em 2 dias)
TGU - Técnicas Gerenciais para Usinagem (21 horas em 3 dias)


42 O Mundo da Usinagem
DICASÚTEIS
ANUNCIANTES NESTA EDIÇÃOO Mundo da Usinagem 39
OMUNDODAUSINAGEM
ARWI Tel: 054 3026 8888Caxias do Sul - RSATALANTA TOOLS Tel: 011 3837 9106São Paulo - SPCOFAST Tel: 011 4997 1255 Santo André - SPCOFECORT Tel: 016 3333 7700 Araraquara - SPCOMED Tel: 011 6442 7780 Guarulhos - SPCONSULTEC Tel: 051 3343 6666 Porto Alegre - RSCOROFERGS Tel: 051 3337 1515Porto Alegre - RSCUTTING TOOLS Tel: 019 3243 0422 Campinas - SPDIRETHA Tel: 011 6163 0004 São Paulo - SPESCÂNDIA Tel: 031 3295 7297 Belo Horizonte - MGFERRAMETAL Tel: 085 3287 4669 Fortaleza - CEGALE Tel: 041 3339 2831 Curitiba - PRCG Tel: 049 3522 0955 Joaçaba - SCHAILTOOLS Tel: 027 3320 6047 Vila Velha - ESJAFER Tel: 021 2270 4835 Rio de Janeiro - RJKAIMÃ Tel: 067 3321 3593 Campo Grande - MSMACHFER Tel: 021 2560 0577 Rio de Janeiro - RJ
SANDVIK COROMANT - DISTRIBUIDORES
SANDVIK COROMANT - Atendimento ao cliente 0800 559698
MAXVALE Tel: 012 3941 2902 São José dos Campos - SPMSC Tel: 092 3613 2350 Manaus - AMNEOPAQ Tel: 051 3527 1111Novo Hamburgo - RSPS Tel: 014 3312 3312 Bauru - SPPS Tel: 044 3265 1600 Maringá - PRPÉRSICO Tel: 019 3421 2182 Piracicaba - SPPRODUS Tel: 015 3225 3496 Sorocaba - SPRECIFE TOOLS Tel: 081 3268 1491 Recife - PEREPATRI Tel: 048 3433 4415 Criciúma - SCSANDI Tel: 031 3295 5438 Belo Horizonte - MGSINAFERRMAQ Tel: 071 3379 5653 Lauro de Freitas - BATECNITOOLS Tel: 031 3295 2951 Belo Horizonte - MGTHIJAN Tel: 047 3433 3939 Joinville - SCTOOLSET Tel: 021 3884 0606 Rio de Janeiro - RJTRIGON Tel: 021 2270 4566 Rio de Janeiro - RJTUNGSFER Tel: 031 3825 3637 Ipatinga - MG
Abimei. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 41Agie-Charmilles. . . . . . . . . . . . . . . . . . . . . . . . . . . 39Arwi . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35Blaser . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29Castrol . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13Deb’Maq . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33Dynamach. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15Esab . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10Grob . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28Haas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 37Hanna . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12HEF . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 36IDS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 34IGM . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40Intertech . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23Kone . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26MachSystem . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18Mazak . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17Meggatech . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19Mori Seiki . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30Neopaq . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25Okuma . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 09Romi . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 05Sandvik Coromant . . . . . . . . . . . . . . . . . . . . . . . . . 44Selltis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 02Stamac . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24TAG . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 43Vitor Buono . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 32
HGF
Com
unic
ação
O leitor de O Mundo da Usinagempode entrar em contato com os editores pelo e-mail:[email protected] ligue: 0800 770 5700
FALE COM ELESCastrol: (11) 4133 7800CIMM: (48) 3239 2356Cláudio Camacho: (11) 5696 5425Fagor Automotion do Brasil: (11) 5694 0822Fidia do Brasil: (11) 6965 7600GE Fanuc: (11) 3067 8054INDEX: (15) 2102 6017Leonardo Susumu: (11) 5696-5436MCS Engenharia: (11) 4191 4771Ricardo Chagas: (11) 5696 5604Salete Martins Alves: (47) 9985 5387Siemens: (11) 3833 4900Vincenzo Dragone: (11) 8141 7611


Imagine que você precise melhorar uma tecnologia que já é a melhor do mercado. Uma tarefa sem dúvida desafiadora. Mas é exatamente essa a tarefa dos designers no mundo todo: melhorar aquilo que já é ótimo. Podem ser carros, aviões, tocadores de mp3 ou...classes de pastilhas. No nosso caso, o desafio foi melhorar ainda mais o desempenho das nossas pastilhas, já líderes de mercado.
A nova geração de pastilhas devia ser mais rápida, mais segura e mais previsível. Além de mais durável. Aí está ela à direita. E à esquerda está uma das pessoas que conseguiu melhorar ainda mais essa tecnologia. Um herói da indústria.
Para mais informações sobre a nova geração de pastilhas, visite www.coromant.sandvik.com/br
Heróis da indústria.
C
M
Y
CM
MY
CY
CMY
K
fullpage_industrial_heroes_GC4230_1_APROV.pdf 12/9/2007 13:32:16