codismon
16
Transcript of codismon


No mercado desde 1985, a CODISMON METALÚRGICA atua na área de perfis soldados, estruturas metálicas e equipamentos diversos de caldeiras. A partir de 1992, a empresa incorporou da tradicional Niken Metalúrgica uma unidade inteira de estamparia especializada em tampos industriais, abaulados e/ou rebordeados a frio (produtos com inúmeras aplicações na indústria).A CODISMON pode fabricar os tampos com vários tipos de acabamento, polidos ou não, com acabamento sanitário, eletropolidos, etc.,com controle de qualidade e dimensional rígido, procedimentos qualificados de acordo com o código ASME (American Society of Mechanical Engeneers). A empresa trabalha com soldagem qualificada, oferecendo todos os tipos de ensaios não-destrutivos, tratamento térmico, etc.A empresa está capacitada a executar peças com até 10 metros de diâmetro do disco, rebordeamento dos tampos com diâmetro de até 12 metros e espessura nominal variando de 0,8mm a 1.1/2” para conformação a frio.Dispondo de um grande estoque de matéria-prima (aço carbono, inox, alumínio e cobre ), a CODISMON possui também a capacidade de fornecer os tampos já prontos (com matéria-prima inclusa), só a mão-se-obra (com as chapas fornecidas pelo cliente).Instalada em uma área de 220.000 m² (11.700 m² de área construída), a CODISMON METALÚRGICA pertence a CODISTIL S.A. DEDINI desde 1943, uma das mais tradicionais empresas brasileiras do setor de bens de capital sob encomenda, com fábrica em Piracicaba - SP, Jabotão - PE e Benevides-PA.Os tampos industriais CODISMON se destinam a amplos e diversificados mercados: Indústrias de base Indústrias químicas, petroquímicas e navais Indústrias alimentícias e farmacêuticas Siderúrgicas Transportes rodo e ferroviário Indústrias metalúrgicas.Principais aplicações: Vasos de pressão trocadores de calor compressores tanques colunas reatores silos autoclaves cozinhadores.
TAMPOS INDUSTRIAIS

A Codismon está capacitada a executar peças com até 10 metros de diâmetro do disco e rebordeamento dos tampos com diâmetro de até 12 metros.

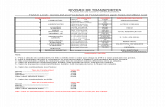
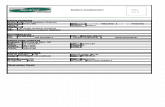
ESPECIFICAÇÕES TÉCNICAS

ESPECIFICAÇÕES TÉCNICASTOLERÂNCIAS
D i â m e t r o E x t e r n o
d o T a m p o A t é 1 / 4 5 / 6 - 1 / 2 5 / 8 - 7 / 8 A c i m a d e 1 "
5 0 0 a 8 0 0 ± 1 , 2 5 ± 1 , 5 0 ± 3 , 0 0 ± 4 , 5 0
8 0 0 a 1 2 0 0 ± 1 , 5 0 ± 2 , 0 0 ± 4 , 0 0 ± 5 , 0 0
1 2 0 0 a 2 0 0 0 ± 1 , 7 5 ± 2 , 5 0 ± 4 , 5 0 ± 5 , 5 0
2 0 0 0 a 3 0 0 0 ± 2 , 0 0 ± 3 , 0 0 ± 5 , 0 0 ± 6 , 0 0
A c im a
D i â m e t r o E x t e r n o
d o T a m p o A t é 1 / 4 5 / 6 - 1 / 2 5 / 8 - 7 / 8 A c i m a d e 1 "
5 0 0 a 8 0 0 ± 3 , 9 0 ± 4 , 7 0 ± 9 , 4 0 ± 1 4 , 1 0
8 0 0 a 1 2 0 0 ± 4 , 7 0 ± 5 , 8 0 ± 1 2 , 6 0 ± 1 5 , 7 0
1 2 0 0 a 2 0 0 0 ± 5 , 8 0 ± 7 , 9 0 ± 1 4 , 1 0 ± 1 7 , 3 0
2 0 0 0 a 3 0 0 0 ± 6 , 2 0 ± 9 , 4 0 ± 1 5 , 7 0 ± 1 8 , 1 0
A c im a
A c im a = C o n s u lt a r e m F a s e d e P r o je t o
+ 1 3 - 0
+ 1 9 - 0
+ 2 5 - 0
D I Â M E T R O E X T E R N O
d e 5 0 0 a 1 2 0 0
d e 1 2 0 0 a 2 2 0 0
d e 2 2 0 0 a 3 0 0 0
E S P E S S U R A S
C o n s u lt a r e m fa s e d e P r o je t o
T O L E R Â N C I A N A A L T U R A I N T E R N A
h . in t .
E S P E S S U R A S
C o n s u lt a r e m fa s e d e P r o je t o
T O L E R Â N C I A D O D I Â M E T R O E X T E R N O
T O L E R Â N C I A N O P E R Í M E T R O ( C I R C U N F E R Ê N C I A ) E X T E R N O
A s t o le r â n c ia s n o D iâ m e t r o E x t e r n o O b s e r v a r ã o a O v a l iz a ç ã o
m á x im a d e 1 % d o d iâ m e t r o n o m in a l d o t a m p o
R a io d e A b au la m e n to , d e R e b or d ea m e n to , T o le r â n cia n o P e r f i l G e r a lD e s v io d e F o r m a + 0 , 0 1 2 5 D e x t . - 0 , 0 0 6 2 5 D e x t .
T a m p o T ip o
E s p e s s u r a D . I N T . N A R - 3 - N A R - 6 - N A R - 1 0 N A R 2 1 - N A R 6 5
A t é 2 . 0 0 0 1 , 6
A t é 3 . 0 0 0 2 , 0
3 / 8 a 5 / 8 A t é 3 . 0 0 0 2 , 5 3 , 0
5 / 8 a 7 / 8 A t é 3 . 0 0 0 3 , 0 3 , 5
5 / 8 a 7 / 9 A t é 4 . 0 0 0 3 , 5 4 , 0
A t é 1 " A t é 4 . 0 0 0 4 , 0 4 , 5
A c im a d e 1 " A c im a 4 . 0 0 0 F a v o r C o n s u lt a r
P E R D A D E E S P E S S U R A P R E V I S T A
D im e n s io n a m e n t o d o t a m p o
1 / 8 a 3 / 8 2 , 3

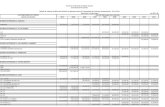
Os tampos industriais,também conhecidoscomo fundos, calotas ou cabeceiras, sãonormalmente fabricadosem aços SAE, ASTM,aços inoxidáveis, alumínioe suas ligas e metais nãoferrosos. Na tabela ao lado, um resumo dosvários tipos de tampos esuas principaisespecificações.
O diâmetro e a parte retados tampos, constantesem nossas tabelastécnicas, foram colocadosa título de orientação,podendo variar para maisou para menos, sobconsulta.
Raio int. Raio int. A ltura
M ÍN. M ÁX. M aior M enor Interna
Tampos Toriféricos
NAR - 3300 6.000 D.int. 0,033 D .int. 0,152 D . int.
Tampos Toriféricos
NAR - 6 ASM E 6%300 6.000 D.int. 0,06 D .int. 0,169 D .int.
Tampos Toriféricos
NAR - 10 ASM E 10%300 5.000 D.int. 0,1 D .int. 0,194 D . int.
Tampos Elípticos (Falsa E lípse)
NAR - 21 ASM E 2:1500 4.000 0,904 D . int. 0,1725 D .int. 0,25 D . int.
Tampos Elípticos (Falsa E lípse)
NAR - 65 ASM E 2:1500 4.000 0,825 D .int. 0,154 D .int. 0,169 D . int.
Tampos Torisférico
NAR - BP Abaulamento Raso300 3.000 1,25 D . int. consultar consultar
Tampos Somente Abaulados
NA - BP Abaulamento Raso300 6.000 1,25 D . int. xxx 0,104 D . int.
Tampos Somente Abaulados
NA - 1 Abaulamento Normal300 6.000 D.int. xxx 0,134 D . int.
Tampos Somente Abaulados
NA - 8 Abaulamento Profundo500 5.000 0,825 D .int. xxx 0,168 D . int.
Tampos Somente Abaulados
NA - 9 Abaulamento Profundo500 5.000 0,904 D . int. xxx 0,151 D . int.
Tampos Planos ou Retos
NPR - Somente Rebordeados300 6.000 xxx h. int. consultar
Tampos Flangeados
NAR FL - Abaulados com Flange500 3.000 1,25 D . int. xxx 0,104 D . int.
Tampos Difusores
NAR DR - Abaulados com
Rebordeamento reverso
500 3.000 1,25 D . int. 0,06 D .int. consultar
Tampos Semi-Esféricos
NA - ESF - Semi-Esfera500 s/limite 0,5 D . int xxx R. int.
Tampos Tronco - Cônicos
NR TC - Cone500 6.000 xxx 0,06 D .int. consultar
Tampos Cônicos
NR CN - Cone500 6.000 xxx 0,06 D .int. consultar
D. INT.
CO EFICIENTE PARA CÁLCULO DO PERFILCLASSIFICAÇÃO DO S TIPO S DE
TAM PO S INDUSTRIAIS

TORISFÉRICOS
Tipo Normas R. int. r. int. h.int H.int Min. Max. Min. Max. Min. Até 1/8" 3/16" - 1/4" 5/16" - 3/8" 1/2" - 5/8" 3/4" - 7/8"
NAR 3 XXX D. int 0,033 D.int 0,152 D.int h.int + P 1,06 D.int+1,57 s + 2P +10 300 6.000 1/8" 1.1/2" 1,9 10 15 20 25 30
NAR 6 ASME 6% D. int 0,06 D.int 0,169 D.int h.int + P 1,08 D.int+1,57 s + 2P +20 300 6.000 1/8" 1.1/2" 1,9 10 15 20 25 30
NAR 10 ASME 10% D. int 0,1 D.int 0,194 D.int h.int + P 1,11 D.int+1,57 s + 2P +20 300 5.000 1/8" 1.1/2" 1,9 10 15 20 25 30
Espessuras/Materiais
Todos materiais Inox
Altura "P" em Função da Espessura
"P" = Parte Reta
IMPORTANTE = O raio interno (raio de rebordeamento) jamais deve exceder 500 mm.
Classificação
Coeficientes para
Calculo do PerfilDiametro
Teórico
do Disco
Diâmetro
dos Tampos
Dimensionamento que não constar nesta tabela,
favor consultar.

ELÍPTICO(Falsa Elípse)
NAR 21 - ASME 2:1NAR 65 - ASME 2:1
Tipo Normas R. int. r. int. h.int H.int Min. Max. Min. Max. Min. Até 1/8" 3/16" - 1/4" 5/16" - 3/8" 1/2" - 5/8" 3/4" - 7/8" Acima
NAR 21 ASME 2:1 0,904 D. int 0,1725 D.int 0,25 D.int h.int + P 1,18 D.int+1,57 s + 2P 500 4.000 1/8" 1.1/2" 1,9 10 15 20 25 30 40
NAR 65 ASME 2:1 0,825 D. int 0,154 D.int 0,25 D.int h.int + P 1,18 D.int+1,57 s + 2P 500 4.000 1/8" 1.1/2" 1,9 10 15 20 25 30 40
IMPORTANTE = O raio interno (raio de rebordeamento) jamais deve exceder 500mm
ClassificaçãoCoeficientes para
Calculo do PerfilDiametro
Teórico
do Disco
Diâmetro
dos Tampos
Espessuras/Materiais
Todos materiais Inox
Altura "P" em Função da Espessura
"P" = Parte Reta
Dimensionamento que não constar nesta tabela,
favor consultar.

TORISFÉRICOS(Abaulamento raso)
Tipo Série R. int. h.int H.int Min. Max. Min. Max. Min. Até 1/8" 3/16" - 1/4" 5/16" - 3/8" 1/2" - 5/8"
D.int. 1.000 1.500 2.000 3.000
r.int. 25 50 75 100
Classificação Coeficientes para Cálculo do PerfilDiametro
Teórico
do Disco(*)
Diâmetro
dos Tampos
1/8" 5/8"
Espessuras/Materiais
Todos Materiais Inox
NAR BP 1,25 D.int. Variável h.int + P
r. int.
1,06 D.int+1,57s+2P
(*)Válido para os diâmetros e raios caracterizados no tabela
25
Altura "P" em Função da Espessura
1,9 10 15 20300 3.000
"P" = Parte Reta
NAR BPDimensionamento que
não constar nesta tabela, favor consultar.

Inox
Abaulam ento Tipo Série R.int. H.int. M in. Max. Min. Max. Min.
Profundo NA-8 XXX 0,825D.int. 0,168 D.int. 500 5.000 1/8" 1.1/2" 1,9 1,09 D.int.+1,57s
Meio-Profundo NA-9 XXX 0,904D.int. 0,151 D.int. 500 5.000 1/8" 1.1/2" 1,9 1,08 D.int.+1,57s
Normal NA-1 XXX D.int. 0,134 D.int. 300 6.000 1/8" 1.1/2" 1,9 1,06 D.int+1,57s
Raso NA BP 1,25D.int. 0,104 D.int. 300 6.000 1/8" 1.1/2" 1,9 1,04 D.int.+1,57s
Diâm etro Teórico
dos DiscosTodos Materiais
Espessuras/ MateriaisClassificação
Coeficientes para
Cálculo do Perfil
Diâm etro dos
Tam pos
SOMENTE ABAULADOS(Abaulamento Raso, Normal, Profundo e Meio- Profundo)
Dimensionamento que não constar nesta tabela,
favor consultar.
NA BP - ABAULAMENTO RASO
NA 1 - ABAULAMENTO NORMAL
NA 8 - ABAULAMENTO PROFUNDO
NA 9 - ABAULAMENTO MEIO-PROFUNDO

PLANOS OU RETOS(Somente Rebordeados)
Classificação
Tipo r.int H.int Até 1/8 3/16 . 1/4 5/16 . 3/8 1/2 . 5/8 3/4 . 7/8 Acima Min. Max. Min. Max. Min.
NPR h.int. P + h.int. 10 15 20 25 30 40 300 4.000 1/8" 3 3/4 1,9
20 25 30 40 50 60 80 100
IMPORTANTE: Para expessuras superiores a 25,4 mm o raio interno jamais deve exceder 150 mm
"r.int" - raio de Rebordeamento
Valores Dimensionais a Serem Escolhidos em Função a:
Diâmetro - Espessura - Material Diâmetro teórico do Disco
120 D.int. + 1,14 r.int. + 1,57s + 2P
Dimensionamento
Altura "P" em Função à Espessura "S"
"P" Parte Reta
Diametro
dos Tampos
Espessuras/Materiais
Todos materiais InoxNPR
Dimensionamento que não constar nesta tabela,
favor consultar.

FLANGEADOS(Abaulamento com Flange)
Tipo Série R. int. D.ext. h.int.
Até
1.000
Até
2.000
Até
3.000 Min. Max. Min. Max. Min.
NAR FL 1,25 D.int. D.int. + 2P 0,104 D.int. 25 - 30 30 - 50 50 - 75 600 3.000 1/8" 5/8" 1,9
Resultante da Curvatura da Flange
Diâmetro Teórico do Disco = 1,06 D.int. + 1,57 s + 2P
Classificação Coeficientes para Calculo do Perfil
"P" Flange
em Função ao D. int.
Diametro
dos Tampos
Espessuras/Materiais
Todos materiais InoxNAR FL
Dimensionamento que não constar nesta tabela,
favor consultar.

DIFUSORES(Abaulamento com rebordeamento reverso)
Dimensionamento que não constar nesta tabela,
favor consultar.
Tipo Série R. int. r. int h.int Min. Máx. Min. Max. Min. Até 1/8 3/16.1/4 5/16.3/8 1/2.5/8
NAR DR 1,25 D. int 0,06 D.int Variável 500 2.500 1/8" 5/8" 1,9 10 15 20 25
Diâmetro Teórico
1,08 D.int + 1,57s + 2p
Classificação Coeficiênte para cálculo do perfil
Diâmetro dos
tampos
Espessuras/Materiais
Todos materiais Inox
Altura "S" em função à Espessura "P" -
Parte Reta
NAR DR

SEMI-ESFÉRICOS
NA SEF
Dimensionamento que não constar nesta tabela,
favor consultar.
Dimens.
Tipo Série R. int. Min. Max. Min. Max. Min.
Classificação
NA SEFD.int.
Diametro
do Cone
Espessuras/Materiais
Todos materiais InoxComposição
Uma Calota Central
uma ou mais carreiras de setores.
NOTA: O dimensionamento de Calota dos Setores,
é quantidade dos mesmos. Serão em função ao D.int.,
à Espessura e ao Tipo de Material500 6.000 1/8" 1.1/2 1,9
z

CÔNICOS E TRONCO-CÔNICOS
PREPARAÇÃO DO TRONCO-CONE
NR CR - TRONCO-CONE
NR CR --CONE
PREPARAÇÃO DO CONE
Dimensionamento que não constar nesta tabela,
favor consultar.
Dimens.
Tipo Série R. int. Até 1/8 3/16.1/4 5/16.3/8 1/2.5/8 3/4.7/8 Min. Max. Min. Max. Min.
NR CR 0,06 D.int. 10 15 20 25 30 500 5.000 1/8" 7/8" 1,9
Classificação
Diametro
do Cone
Espessuras/Materiais
Todos materiais Inox
Altura "P" em Função à Espessura "S"
"P" - Parte Reta

PREPARAÇÃO DO MATERIAL A SER ENVIADO PARA FABRICAÇÃO DO TAMPO.
MATERIAL: Aço carbono ou Inox.A obtenção de chapas de fornecedores idônios e certificados é aconselhada aos nossos clientes para não ocorrerem futuros danos e grandes transtornos dificultando a execução da peça.
DICAS SOBRE A PEÇA: Quanto a sua dureza deve estar compreendida entre 110 a 150 HB.Poderão ser fornecidas chapas ao invés de discos na qual deverá ser acrescentado o preço do corte do material.
SOLDAGEM DOS DISCOS: Deverá ser bem executada com eletretrodos adequados, caso contrário ao ser prensado não resistirá, rompendo-se.A solda deverá ficar rente à superfície da chapa. (Fig. 1)
LOCALIZAÇÃO: O (s) filete (s) de solda deverá (m) ficar aproximadamente ¼ D da linha de centro, nunca deve ficar próximo a linha de centro ou da borda. (Fig. 2).Soldar as chapas de forma que estajam no mesmo sentido da laminação.Não soldar materiais com características físicas diferentes (como: dureza, espessura, etc.).Os discos deverão estar com o diâmetro de acordo com os calculos indicados, as bordas bem acabadas, sem trincas e rebarbas.
Linha de Solda
x
X = ¼ D~
D
Fig. 2
Correto:
Incorreto:
Fig. 1