Caderno_Final_Frutas
88
País: Moçambique Realização: Fundação CERTI Centros de Referência em Tecnologias Inovadoras CADERNO COM CONCEITO FABRIL FINAL PARA PROCESSAMENTO DE FRUTAS
-
Upload
wilian-tonial -
Category
Documents
-
view
36 -
download
7
Transcript of Caderno_Final_Frutas

País: Moçambique
Realização: Fundação CERTI
Centros de Referência em Tecnologias Inovadoras
CADERNO COM CONCEITO FABRIL FINAL PARA PROCESSAMENTO DE FRUTAS

CADERNO COM CONCEITO FABRIL
FINAL
PAÍS: República de Moçambique – África
SETOR: Processamento de Frutas
Florianópolis, Fevereiro de 2011.

República Federativa do Brasil Dilma Rousseff Presidente Ministério do Desenvolvimento, Indústria e Comércio Exterior Fernando Damata Pimentel Ministro Agência Brasileira de Desenvolvimento Industrial - ABDI
Mauro Borges Lemos Presidente Maria Luisa Campos Machado Leal Diretora Clayton Campanhola Diretor Roberto dos Reis Alvarez Gerente Larissa de Freitas Querino Líder de Projeto Equipe Técnica Agência Brasileira de Desenvolvimento Industrial – ABDI Roberto dos Reis Alvarez Larissa de Freitas Querino Fundação Centros de Referência em Tecnologias Inovadoras - CERTI Equipe Fundação CERTI Ministério da Indústria e Comércio de Moçambique Engracia Joalina Bangalane Instituto para a Promoção das Pequenas e Médias Empresas - IPEME
Centro de Desenvolvimento e Planejamento Regional – ©2011 – Agência Brasileira de Desenvolvimento Industrial – ABDI Qualquer parte desta obra pode ser reproduzida, desde que citada a fonte.

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
2
SUMÁRIO
1 INTRODUÇÃO ......................................................................................................................................... 4
1.1 CONTEXTUALIZAÇÃO DO PROJETO CONCEITUAL E SUAS ETAPAS SEGUINTES ................................................................. 5
2 INFORMAÇÕES GERAIS DA FÁBRICA ....................................................................................................... 7
2.1 LOCALIZAÇÃO DA UNIDADE FABRIL ..................................................................................................................... 7
2.2 PRINCIPAIS CLIENTES ....................................................................................................................................... 8
3 CARACTERIZAÇÃO DOS PRODUTOS ....................................................................................................... 10
3.1 FRUTAS A SEREM PROCESSADAS ...................................................................................................................... 10
3.1.1 Caracterização das potenciais frutas a serem processadas na fábrica ......................................... 12
3.2 PRINCIPAIS PRODUTOS DA FÁBRICA .................................................................................................................. 18
3.2.1 Polpa de fruta integral envasada em embalagens assépticas ....................................................... 19
3.2.2 Geleia de frutas.............................................................................................................................. 20
3.2.3 Néctar de frutas em embalagens PET e copo ................................................................................ 21
3.3 POTENCIAIS PRODUTOS PARA A SEGUNDA FASE DE INVESTIMENTOS DA FÁBRICA ...................................................... 22
3.3.1 Néctar de frutas em embalagem “Tetra Pak” ............................................................................... 22
3.3.2 Néctar de Frutas em Embalagens Metálicas ................................................................................. 22
3.3.3 Polpa de Frutas Concentrada ......................................................................................................... 23
3.4 REQUISITOS DE QUALIDADE E HIGIENE .............................................................................................................. 24
3.4.1 Limpeza e higienização das tubulações ......................................................................................... 25
3.5 FLEXIBILIDADE PARA INTRODUÇÃO DE NOVOS PRODUTOS ..................................................................................... 27
4 CARACTERIZAÇÃO DA DEMANDA .......................................................................................................... 29
4.1 ESTIMATIVA DE DEMANDA ............................................................................................................................. 29
5 DESENVOLVIMENTO DAS TECNOLOGIAS E PROCESSOS ......................................................................... 31
5.1 CONCEITO FABRIL ......................................................................................................................................... 31
5.1.1 Especificações ................................................................................................................................ 32
5.2 DEFINIÇÃO DO PROCESSO PRODUTIVO BÁSICO – PPB .......................................................................................... 33
5.2.1 Processo produtivo (PPB) para produção de polpa de frutas ........................................................ 33
5.2.2 PPB para produção de néctar de frutas a partir da polpa ............................................................. 39
5.2.3 PPB para produção de geleia de frutas a partir da polpa .............................................................. 41
5.3 DEFINIÇÃO DOS PRINCIPAIS PROCESSOS COMPLEMENTARES .................................................................................. 43
6 DEFINIÇÃO DOS EQUIPAMENTOS .......................................................................................................... 46
6.1 SOLUÇÕES TECNOLÓGICAS ............................................................................................................................. 46
6.2 POTENCIAIS FORNECEDORES DE EQUIPAMENTOS ................................................................................................. 58

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
3
7 DIMENSIONAMENTO DA INFRAESTRUTURA .......................................................................................... 59
7.1 ESTUDO DA CAPACIDADE FABRIL ...................................................................................................................... 59
7.2 ARRANJO FÍSICO DA UNIDADE FABRIL ................................................................................................................ 61
7.3 FORNECIMENTOS E UTILIDADES....................................................................................................................... 62
7.3.1 Redes de alimentação da fábrica................................................................................................... 63
7.3.2 Utilidades voltadas à sustentabilidade da fábrica ......................................................................... 64
7.4 RECURSOS HUMANOS NECESSÁRIOS ................................................................................................................. 65
8 ORÇAMENTO DA UNIDADE FABRIL ........................................................................................................ 66
8.1 ORÇAMENTO DOS EQUIPAMENTOS FABRIS E UTILIDADES ...................................................................................... 66
8.2 ORÇAMENTO EM TERRENO E EDIFICAÇÕES ......................................................................................................... 69
8.3 ORÇAMENTO TOTAL DA FÁBRICA ..................................................................................................................... 69
8.3.1 Estimativa de custos para a segunda etapa de investimentos ...................................................... 70
9 CUSTO UNITÁRIO DE UM PRODUTO DE REFERÊNCIA ............................................................................. 71
10 INFORMAÇÕES DE INTERESSE A INVESTIDORES ..................................................................................... 74
10.1 LEI DE INVESTIMENTOS EM MOÇAMBIQUE ................................................................................................... 76
11 SUPORTE A IMPLANTAÇÃO .................................................................................................................... 79
12 CONSIDERAÇÕES FINAIS ........................................................................................................................ 81
REFERÊNCIAS .................................................................................................................................................. 82
ANEXO 01 LAYOUT FABRIL .............................................................................................................................. 84
ANEXO 02 FLUXOGRAMA DO PROCESSO DE EXTRAÇÃO DA POLPA DE MANGA E ABACAXI ............................ 85
ANEXO 03 LEGISLAÇÃO SOBRE INVESTIMENTOS EM MOÇAMBIQUE .............................................................. 86

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
4
1 INTRODUÇÃO
O desenvolvimento econômico e social de um País está diretamente relacionado à sua
capacidade de agregar valor a produtos primários por meio da industrialização. Diversos
Países da África e da América Latina são hoje altamente dependentes da importação de
produtos manufaturados, sendo esta prática onerosa, tanto para os Governos, quanto para
sua população. Ciente desta condição, o Governo Brasileiro visando cumprir sua Política de
Desenvolvimento Produtivo (PDP), onde um dos destaques estratégicos é a “Integração
Produtiva com Países da África, Caribe e América Latina”, vêm desenvolvendo, através da
Agência Brasileira de Desenvolvimento Industrial (ABDI), uma série de Pré-projetos
Industriais com Países destes continentes. Dentre estes Países, para a República de
Moçambique estão sendo desenvolvidos Pré-Projetos para duas unidades fabris.
A implantação destas duas unidades fabris dar-se-á em três fases distintas. Na primeira fase
(Fase 1), apresentada neste documento, foi desenvolvido o Projeto Conceitual de cada
unidade fabril. Após validação deste conceito, por meio da apresentação do mesmo ao
Governo de Moçambique, será realizado um aprofundamento das soluções tecnológicas
apresentadas, bem como realizado um estudo aprofundado de viabilidade econômica e
financeira, objeto de desenvolvimento da Fase 2 – Projeto Detalhado da Unidade Fabril.
Somente após aprovação dos projetos detalhados, será iniciada a implantação efetiva e a
operação de cada unidade fabril, atividades da Fase 3.
Para o desenvolvimento dos projetos conceituais para Moçambique, a ABDI contratou a
expertise do Centro de Produção Cooperada da Fundação CERTI, responsável por apresentar
os resultados para as duas fábricas definidas pelo Governo Moçambicano:
Fábrica para Processamento de Frutas Tropicais, que deverá fornecer ao mercado
polpas e néctares de frutas;
Fábrica de Embalagens Metálicas para Alimentos, que deverá manufaturar latas
metálicas para néctar, refrigerantes e cervejas.
Para execução das atividades do projeto definiu-se uma estrutura de trabalho em equipe,
formada por engenheiros brasileiros da Fundação CERTI e engenheiros moçambicanos
cedidos pelo Governo do País. As atividades do projeto foram conduzidas seguindo a
“Metodologia CERTI para Desenvolvimento de Fábricas”, que prioriza aspectos relacionados
à eficiência, qualidade e flexibilidade, abrangendo as diferentes áreas de uma unidade fabril,
desde o processo de fornecimento das matérias-primas, engenharia básica de produtos e de
processos, manufatura, logística interna de materiais, infraestrutura necessária e recursos
humanos. O projeto conceitual servirá como referência para a elaboração dos projetos de

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
5
engenharia detalhada (Fase 2), e demais ações necessárias para a implantação e a operação
das plantas fabris em Moçambique.
A realização deste estudo conceitual contempla, para cada unidade fabril, um conjunto de
informações gerais da fábrica, que compreendem sua potencial localização e clientes, a
caracterização dos produtos a serem manufaturados, a análise da demanda, a definição do
processo produtivo básico e do fluxo de processos, as tecnologias necessárias à manufatura,
a definição dos principais equipamentos e tecnologias, a caracterização das utilidades e
equipamentos de suporte, o dimensionamento e o layout da planta industrial, as estimativas
de orçamento para a implantação da fábrica e os custos para produção de um produto de
referência, e ainda um conjunto de informações para potenciais investidores interessados em
instalar-se no País.
Para o desenvolvimento das atividades supracitadas, foi realizado um extenso processo de
pesquisa em diversas fontes bibliográficas, o contato com fornecedores, a visita a fábricas no
Brasil que fabricam produtos similares, a participação em feiras e congressos, consultas a
especialistas brasileiros do segmento industrial específico, bem como o encontro com vários
fornecedores de equipamentos, promovido pela Associação Brasileira da Indústria de
Máquinas e Equipamentos – ABIMAQ.
Neste documento, será apresentado o conceito da Fábrica de Processamento de Frutas
Tropicais, que será capaz de processar manga, goiaba, ananás, papaya, cajú e maracujá,
gerando como produtos polpa integral de fruta em envase asséptico, néctar de frutas em
embalagens “prontas para beber” e ainda geleia de frutas.
1.1 Contextualização do projeto conceitual e suas etapas
seguintes
Conforme mencionado acima, este documento apresenta o resultado da Fase 1 de um
projeto completo que compreende três fases, as quais visam a efetiva implantação da
unidade fabril.
A Fase 1 compreende o desenvolvimento de quatro entregas principais (Figura 1), que
envolveram desde visitas técnicas realizadas a cidade de Maputo, Moçambique, visitas
técnicas a empresas fabricantes do produto em questão no Brasil, contato com potenciais
empresas fornecedoras de equipamentos, desenvolvimento de relatórios técnicos, dentre
outras atividades.

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
6
Figura 1: Entregas da Fase 1 do projeto.
Este caderno fabril final fornece um conjunto de macro informações associadas ao potencial
técnico para a implantação de uma unidade fabril de processamento de frutas em
Moçambique. A Figura 2 contextualiza este caderno como entrega final da Fase 1, e
apresenta os principais aspectos das fases seguintes da Metodologia CERTI para
Desenvolvimento de Fábricas.
É importante salientar que a Fase 1 foi desenvolvida tecnicamente pela Fundação CERTI em
conjunto com os técnicos designados pelo governo moçambicano, e está sendo financiada
com recursos do Governo Federal, geridos e coordenados pela ABDI. Para o
desenvolvimento das fases seguintes, será necessário buscar e definir potenciais investidores
interessados em instalar-se em Moçambique.
Figura 2: Fases da Metodologia CERTI para desenvolvimento de Fábricas.
CRONOGRAMA DE ATIVIDADES – FASE 01
ENTREGA 01 ENTREGA 02 ENTREGA 03 ENTREGA 04
Pré estudo do
segmento
Especificado
Seminário Técnico Caderno Fabril
Nível intermediário
Caderno Fabril
Final
Demanda estimada
Eng. de produto
Eng. de processo
Qualidade Industrial
Logística ...
Apresentação técnica
sobre o desenvolvimento
do pré-projeto industrial,
com orientações iniciais
de projeto;
Definir próximas ações
e responsabilidades.
Tecnologia de processos
Equipamentos/ infra-
estrutura
Custo/ meta de produção
Lista de entidade
tecnológicas etc...
Estimativa de área fabril
necessária
Estimativa de
investimento predial ( CUB
industrial)
Capacidade produtiva
RH necessário
Custo típico unitário de
produção etc...
Projeto de Cooperação Industrial Brasil x Moçambique

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
7
2 INFORMAÇÕES GERAIS DA FÁBRICA
Esta unidade fabril será destinada ao processamento de frutas tropicais. A linha foi projetada
para extração da polpa integral de manga, ananás, goiaba, papaya, caju e maracujá, frutas
típicas de um País tropical como Moçambique. Seu maquinário foi dimensionado para uma
capacidade de 4.000 kg/h de fruta in natura, caracterizando-se com uma fábrica de médio
porte.
A fábrica terá capacidade de fornecer produtos prontos para o consumo para a população do
País, e ainda fornecer polpa integral para outras fábricas ou mesmo para exportação. Além
da polpa integral em embalagem asséptica, a fábrica deverá realizar a formulação e envase
de néctares de frutas prontos para beber, que serão envasados em embalagem do tipo PET
ou em copos plásticos, e ainda produzir geleia de frutas.
No layout original da fábrica foi considerada a possibilidade de expansão, tanto de
capacidade de processamento de frutas, quanto de capacidade e tipos de envase.
A operação da unidade fabril foi projetada para três turnos na linha de extração de polpa e
dois turnos para a linha de formulação e envase. A grande maioria das operações da fábrica
são automatizadas, em virtude das características de controle sanitário serem intrínsecas ao
processo de extração e envase.
Apesar do elevado índice de automatização da fábrica, o trabalho humano será fundamental,
tanto para a realização de operações simples de seleção de frutas ou movimentação de
cargas, bem como para a realização de atividades de controle de processo, preparação e
formulação dos produtos.
2.1 Localização da unidade fabril
A empresa deverá estar localizada estrategicamente próxima à área produtora, a fim de
facilitar o escoamento da produção e reduzir perdas relacionadas ao transporte de matéria-
prima. Esta é uma prática amplamente utilizada na indústria, onde se procura evitar o
transporte da matéria-prima para distâncias superiores a 400 km. Em média, as principais
fábricas estão localizadas em um raio de 100 km de distância dos produtores. Os principais
fatores a serem considerados em relação à localização da fábrica são:
Infraestrutura de estradas para recebimento de matéria-prima e escoamento da
produção;
Fornecimento de energia elétrica estável e de qualidade;

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
8
Suprimento de água com capacidade mínima de 150 m³/dia;
Facilidades de telefonia, internet e outras formas de comunicação;
Mão de obra qualificada;
Proximidade a um centro habitacional.
Após levantamento das potenciais províncias para implantação da unidade fabril, realizadas
pelos técnicos do governo moçambicano, foi definido que a fábrica será localizada na
Província de Inhambane (Figura 3), Distrito de Jangamo, Localidade de Cumbane.
Figura 3: Localização da Fábrica.
2.2 Principais clientes
No início da operação da fábrica, o foco dos negócios será o mercado interno, objetivando a
substituição de produtos importados por produtos locais, valorizando os fruticultores
cooperados e desenvolvendo um trabalho de especialização contínua nos métodos de
produção e transporte. Na medida em que a operação da empresa alcançar a produtividade
planejada, e os produtos tiverem aceitação local, a fábrica poderá expandir seus negócios
pensando em novos mercados regionais, nacionais e também para exportação.
O produto “polpa de frutas” envasado em embalagens assépticas (bags de 200 litros) será o
produto mais versátil da fábrica, e poderá ser vendido para outras processadoras de

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
9
alimentos, bem como envasadoras de refrigerantes, além de laticínios, que utilizam a polpa
de frutas na fabricação de iogurtes e bebidas lácteas.
Prevê-se que os produtos prontos para beber (néctar em garrafas PET e copo), tenham alto
potencial de consumo no mercado, devido a fatores, como processamento local (matéria-
prima nativa), possuírem custo mais baixo em relação aos concorrentes importados, baixa
concorrência no mercado moçambicano, dentre outros. Além disso, nas pesquisas realizadas
em supermercados de Moçambique, foi observado néctares embalados em garrafas de vidro
e Tetra Pak. A aceitação de embalagens PET em todo o mundo é alta e torna o produto mais
acessível para os padrões de compra da maioria da população moçambicana. Cita-se,
também, como potencial cliente da fábrica, o Governo Moçambicano, que poderia oferecer o
néctar em copos para as escolas públicas do País.
A geleia de frutas é mais uma alternativa para aproveitar a diversidade de produtos que
derivam do processamento de frutas. É uma opção de comercialização viável, devido a sua
aceitação no mercado e ao baixo custo de implantação na fábrica, já que o processo utiliza a
polpa da fruta que foi extraída dos processos anteriores. Os principais locais de
comercialização são: feiras, supermercados, restaurantes, hotéis e outros.

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
10
3 CARACTERIZAÇÃO DOS PRODUTOS
O processo de obtenção da polpa de fruta e a produção de néctares e geleias são atividades
agroindustriais importantes na medida em que agregam valor a cadeia produtiva. A procura
por produtos processados cresce cada vez mais em um mundo onde as pessoas necessitam
de praticidade, rapidez e prezam pela qualidade. Também é uma alternativa para o produtor,
que evita perdas ocorridas na venda do produto in natura.
O fato de a safra ser de curta duração para a maioria das frutas constitui-se num incentivo à
industrialização, o que permite a absorção do excesso de produção, além de possibilitar o
consumo do produto industrializado na época em que a fruta fresca não pode ser
encontrada. Para um melhor entendimento, o processamento de fruta pode ser dividido em
duas partes: (1) obtenção da polpa de fruta e (2) envase do produto para o consumo
(néctar de frutas e geleia de frutas). O processamento de frutas tem as seguintes
vantagens:
Aumentar a vida útil do alimento;
Uniformizar a sua qualidade;
Facilitar a sua distribuição;
Facilitar seu preparo;
Melhorar a sua qualidade sanitária;
Reduzir as perdas e aumentar a disponibilidade.
3.1 Frutas a serem processadas
A definição das frutas a serem processadas deu-se em duas etapas principais.
Primeiramente, identificaram-se as frutas existentes em Moçambique e a situação do
mercado. A partir deste estudo, de informações repassadas pela equipe de Moçambique e
pesquisas realizadas, definiu-se que as frutas potenciais para o processamento em
Moçambique são: manga, papaia, maracujá, goiaba, ananás, caju, banana, coco e citrinos
em geral. Deste estudo, o processamento de citrinos e de banana foi descartado, definindo-
se, então, manga, papaia, maracujá, goiaba, ananás e caju, as frutas a serem
processadas na fábrica.
As espécies adaptadas às condições locais e aos hábitos alimentares das diferentes regiões
da África estão indicadas na lista que segue (FAO, 2010).
Ananás - Ananas comosus Merr.

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
11
Cajueiro - Anarcadium occidentale L.
Goiabeira - Psidium guajava L.
Mangueira - Mangifera indica L.
Maracujá - Passiflora edulis Deg.
Papaieira - Carica papaya L.
Contudo, é necessário notar que esta lista só apresenta algumas espécies correntemente
encontradas nas hortas familiares da África Subsaariana.
Considerações sobre o processamento da banana
O manejo da banana na linha de produção tem características muito próprias. A sua baixa
acidez requer processo adicional de acidificação, para o qual são empregados métodos
combinados de conservação. Essa característica implica em um tempo e uma temperatura de
pasteurização muito acima das utilizadas para as outras frutas. O escurecimento enzimático
é outro fator a ser considerado no processamento da banana. Uma vez retirada a casca,
devem ser aplicados tratamentos antioxidantes (por exemplo, imersão em solução diluída de
ácidos orgânicos) e/ou branqueamento (tratamento térmico brando), com o objetivo de se
evitar reações enzimáticas de escurecimento. Essa complexidade do processo, adicionada a
uma linha de extração, difere muito da linha de extração para frutas tropicais são alguns
elementos que dificultam o processamento da banana, e por isso seu processamento foi
descartado.
Considerações sobre o processamento da água de coco
A linha de extração da água de coco difere da linha de frutas tropicais, logo há a
necessidade de equipamentos específicos. Na água de coco existe, também, a mesma
característica da banana, a necessidade de correção do pH para posterior pasteurização e
envase asséptico.
Conclui-se que deve existir grande oferta de matéria-prima para justificar a implantação de
uma linha para extração de água de coco ou uma linha específica para processar banana.

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
12
3.1.1 Caracterização das potenciais frutas a serem processadas na fábrica
Manga
Devido ao excelente sabor, aliado às boas características nutritivas e funcionais da manga, o
seu cultivo tem ganhado importância econômica, estando entre as dez culturas mais
plantadas no mundo. A julgar por suas qualidades nutritivas, a manga deveria ocupar um
dos primeiros lugares na ordem de importância entre as numerosas espécies de frutas
existentes (BALBACH & BOARIM, 1995). No entanto, somente algumas variedades
apresentam características que as tornam próprias para a industrialização (DINIZ, 1999). Os
cultivares de manga mais indicados são os que apresentam características de boa aceitação
no mercado, como coloração amarelo avermelhada, boa palatabilidade, poucas fibras,
resistência ao manuseio e ao transporte e boas características agronômicas (SOUZA, et al.
2007). No Brasil existem aproximadamente 100 variedades de mangas cultivadas para
industrialização, dentre as quais se cita: Espada (Figura 4), Jasmim, Ubá, Bourbon, Haden,
Kent, Manilla, Sensation, Tommy Atkins e Palmer.
Figura 4: Manga da variedade Espada.
As condições climáticas do Brasil são similares as dos países sul-africanos. Desta forma, as
espécies de manga a serem cultivadas em solo moçambicano poderão ser as mesmas. Neste
sentido, antes do início da operação da fábrica, durante o desenvolvimento do projeto
detalhado, sugere-se a realização de testes com amostras de espécies típicas para validação
da capacidade produtiva destas. A Tabela 1 apresenta o rendimento médio da manga
Espada.

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
13
Tabela 1: Rendimento Médio da manga espada.
Determinação Massa média (g) Rendimento (%)
Massa Total 199,09 100,00
Casca 40,91 20,56
Semente 42,86 21,53
Polpa 113,24 56,88
Perda no corte 2,08 1,03
Fonte: HILUEY, et al. (2005).
Ananás (abacaxi)
As variedades de ananás mais produzidas no Brasil são: “Smooth Cayenne” e “Pérola”, que
apresentam polpa amarela e amarelo-pálida a branca, respectivamente. O abacaxi Pérola
(Figura 5) é o mais cultivado no Brasil, principalmente na região Nordeste e no estado de
Minas Gerais. Seu peso varia de 1,3 a 1,8 kg, possui formato cônico, polpa doce e menos
ácida que o Smooth Cayenne. O ananás Smooth Cayenne é o mais cultivado no mundo,
sendo esta a espécie de maior cultivo em Moçambique. O fruto possui peso entre 1,3 e 2,5
kg, forma cilíndrica, polpa com alta acidez e teores elevados de açúcares. Seu formato
permite maior rendimento como matéria-prima para o processo industrial. O fruto tem
elevada resistência a impactos diversos, o que pode facilitar o seu transporte vindo de
distritos ou províncias circundantes da fábrica.
Figura 5: Ananás (abacaxi) da variedade Pérola.

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
14
Deve-se destacar que os produtos derivados do abacaxi têm grande aceitação no mercado
internacional. As características físico-químicas do ananás estão apresentadas na Tabela 2.
Tabela 2: Características Físico-Químicas do Ananás.
Características CARVALHO
(1999) MAIA
(2001)
Sólidos solúveis totais (°Brix1) 10,8 – 17,5 11,00 – 17,00
Acidez (g/100g) 0,6 – 1,62 0,30 – 0,59
pH 3,7 – 3,9 3,50 – 3,80
Açúcares totais (g/100g) - 7,50 – 15,00
Mamão (papaya)
Considerada uma das melhores frutas para a dieta, tanto pelo seu valor nutritivo e digestivo,
como pelas suas qualidades sensoriais, o mamão (Figura 6) é uma das fruteiras mais
amplamente cultivadas nas regiões tropicais e de grande aceitação no mercado internacional
(FARIAS, et al., 1998). As características físico-químicas do fruto mamoeiro estão
apresentadas na Tabela 3.
Figura 6: Plantação de Mamão (papaya).
1 Brix: Uma solução 25 °Brix significa 25 gramas do açúcar da sacarose e 75 gramas de água em 100 gramas da solução.

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
15
Tabela 3: Características Físico-Químicas do Mamoeiro.
CARACTERÍSTICAS MAIA
(2001) SANTANA et al.
(2004)
Sólidos solúveis totais (°Brix) 9,22 - 16,51 9,0 - 14,0
Acidez (g/100g) 0,08 - 0,27 0,04 - 0,16
pH 4,20 - 4,95 4,91 - 5,89
Açúcares totais (g/100g) 7,16 - 9,90 -
O mamão é amplamente utilizado na fabricação de suco concentrado, podendo ainda ser
processado como polpa, geleia e néctar (FARIAS et al., 1998). O fruto é considerado uma
boa fonte de cálcio e uma excelente fonte de pró-vitamina A e vitamina C, sendo que esta
última aumenta com a maturação do fruto; além de ter uma boa atividade laxante (ARAÚJO
FILHO, et al., 2002).
Goiaba
A goiabeira é natural da América Tropical e Subtropical. Contudo, a espécie Psidium guajava
L. (Figura 7), é amplamente cultivada na República Sul-africana, onde existem as maiores
plantações do mundo. A composição das frutas frescas pode variar em função da variedade,
fertilidade do solo, época do ano, grau de maturação, condições climáticas e nutrição da
planta. As características físico-químicas dos frutos da goiabeira estão apresentadas na
Tabela 4.
Figura 7: Goiaba (espécie Psidium guajava L.).

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
16
Tabela 4: Características Físico-Químicas da Goiabeira.
CARACTERÍSTICAS BRASIL et al.
(1996) MAIA
(2001) LIMA et al.
(2002)
Sólidos solúveis totais (°Brix) 12,0 8,00 – 11,00 7,2 – 10,9
Acidez (g/100g) 0,33 0,40 – 0,55 0,40 – 1,04
pH 3,80 3,40 – 3,80 3,72 – 4,22
Açúcares totais (g/100g) 6,81 4,90 – 7,60 3,07 – 7,07
Vitamina C (mg/100g) 90,20 - 52,80 – 219,88
A goiaba é uma fruta que apresenta ótimas características no que se refere ao seu
aproveitamento industrial, notadamente pela presença das vitaminas C e pró-vitamina A, em
sua composição. Durante o seu processamento, não apresenta problemas relacionados à
textura, forma, escurecimento enzimático ou outros (CASTRO, 1983; BRASIL, et al., 1996).
Caju
Fruta de origem brasileira, com valor nutricional muito grande, e de grande popularidade na
América do Sul, é especialmente encontrada nas regiões Norte e Nordeste do Brasil.
Atualmente é cultivado em diversos países, destacando-se pela produção, a Índia, o Brasil,
Moçambique e Tanzânia. As características físico-químicas dos frutos da cajueira (Figura 8)
estão apresentadas na Tabela 5.
Figura 8: Frutos da Cajueira.

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
17
Tabela 5: Características Físico-Químicas do Cajueiro.
Maracujá
A maioria das espécies tem sua origem no Brasil. As variedades de maracujá mais
conhecidas e de maior aplicação comercial são o maracujá amarelo (P. edulis Sims f.
flavicarpa Degener.) (Figura 9), maracujá roxo (P. edulis Sims) e o maracujá doce (P. alata
Curtis) (MATSUURA e FOLEGAATTI, 2002), sendo que o primeiro é cultivado em grande
escala comercial, visando à indústria de suco concentrado e ao mercado de fruta fresca, e o
terceiro é destinado ao mercado in natura. A casca e as sementes do maracujá podem ser
aproveitadas, explorando-se o elevado teor de pectina da casca e de óleo das sementes.
Os teores de vitamina C em suco de maracujás amarelo e roxo variam de 20 a 40 mg de
ácido ascórbico/100 ml, sendo que o roxo apresenta teor ligeiramente mais alto que o
amarelo (SANTOS, 1978). As características físico-químicas da polpa do maracujá estão
apresentadas na Tabela 6.
Figura 9: Maracujá Amarelo.
CARACTERÍSTICAS FIGUEIRAS et al.
(1999) PAIVA et al.
(2000) MAIA
(2001)
Sólidos solúveis totais (°Brix) 9,8 – 14,0 11 11,00 – 13,00
Acidez (g/100g) 0,22 – 0,52 0,36 0,29 0,46
pH 3,5 – 4,5 4,2 3,00 – 4,20
Açúcares totais (g/100g) 7,7 – 13,2 8,4 6,50 – 9,00
Vitamina C (mg/100g) 139,00 – 187,0 - 230,8

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
18
Tabela 6: Características Físico-Químicas do Maracujá.
3.2 Principais produtos da fábrica
Neste item é apresentado o conceito para a implantação da unidade fabril em duas etapas
principais, sendo que na segunda etapa prevista, haverá um acréscimo de produtos ao
portfólio da fábrica. Na primeira etapa, propõe-se a instalação de uma linha de 4.000 kg por
hora para processamento de manga, goiaba, mamão (papaya), maracujá, caju e ananás.
Nesta, são apresentados os principais equipamentos necessários, bem como uma estimativa
de custos do maquinário, considerando um amplo estudo realizado junto aos principais
fornecedores de equipamentos no Brasil. Na segunda etapa, prevê-se a expansão da planta
(mais 4.000 kg/h), sendo apresentados os novos produtos e uma estimativa dos
investimentos necessários. O conceito das duas etapas está apresentado abaixo.
Etapa (1) de investimento:
Linha completa para extração, com capacidade para 4.000 kg/h;
Polpa de fruta em embalagens assépticas (bags de 200 litros);
Geleia de frutas em embalagens plásticas;
Néctar de frutas em embalagens do tipo “PET”;
Néctar de frutas em embalagens do tipo “COPO”.
Etapa (2) de investimento:
Linha completa para extração, com capacidade para 4000 kg/h. Esta linha em
paralelo com a primeira gerará capacidade suficiente para a implantação de envase
Tetra Pak ou latas, e também a incorporação de um concentrador de polpa;
Concentrador de polpa;
Implantação de envase do tipo Tetra Pak ou ainda envase em latas.
O investimento necessário para a instalação de uma envasadora do tipo “Tetra Pak” ou uma
linha de envase em latas, é considerado alto se comparado à implantação das linhas de
CARACTERÍSTICAS TOCCHINI et al.
(1994) DE MARCHI et al.
(2000) MAIA
(2001)
Sólidos solúveis totais (°Brix) 12,5 – 18,0 13,75 – 14,53 11,00 – 14,00
Acidez (g/100g) 2,9 – 5,0 3,91 – 4,37 3,04 – 3,94
pH 2,8 – 3,3 2,90 – 3,02 2,80 – 3,00
Açucares totais (g/100g) 8,3 – 11,6 - 5,00 – 8,50
Sólidos solúveis totais (°Brix) 12,5 – 18,0 13,75 – 14,53 11,00 – 14,00

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
19
enchedoras PET e copo. Portanto, após a consolidação das primeiras linhas de envase já
mencionadas, e a fábrica estiver funcionando em regime permanente, uma linha de envase
do tipo “Tetra Pak” ou latas pode ser incorporada no portfólio de produtos. A seguir são
descritos os principais produtos a serem obtidos pela fábrica.
3.2.1 Polpa de fruta integral envasada em embalagens assépticas
Polpa de fruta é o produto não fermentado, não concentrado, não diluído, obtido de frutos
polposos, através de processo tecnológico adequado, com um teor mínimo de sólidos totais,
proveniente da parte comestível do fruto. O teor mínimo de sólidos totais é estabelecido
para cada polpa de fruta específica.
Em geral, o produto obtido é utilizado como matéria-prima por outras indústrias, como na
fabricação de iogurtes, sorvetes, refrescos, doces. Esse produto não exige uma seleção e
classificação das frutas tão rigorosa quanto necessária para produzir fruta ou doce de fruta
em calda, em especial na uniformidade, uma vez que as frutas serão trituradas ou
desintegradas para posterior despolpamento. Depois de pasteurizada, a polpa será envasada
em embalagens assépticas de 200 litros (Figura 10) e armazenada em galões em
temperatura ambiente. Seu prazo médio de validade é de aproximadamente 24 meses
(exceção se faz a polpa de maracujá que tem vida média de seis meses).
O conceito do envase asséptico está diretamente relacionado à questão da safra da fruta.
Devido ao seu poder de conservar a matéria-prima em temperatura ambiente por um longo
período, a polpa pode ser utilizada durante todo ano, garantindo a operação contínua das
linhas de envase também na época de entressafra. As vantagens da polpa asséptica são a
não utilização de aditivos e conservantes químicos, menor preço da polpa em razão dos
custos de embalagem, além da manutenção do sabor natural da fruta.
A taxa mínima de produção para uma máquina de envase asséptico com cabeçote único fica
entre 1.500 a 2.000 kg/hora. Abaixo disso, a polpa está sujeita a perda de qualidade devido
ao reprocesso da polpa em caso de parada da máquina.

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
20
Figura 10: Polpa armazenada em galões de 200 litros.
3.2.2 Geleia de frutas
A geleia é um produto obtido por meio do cozimento da polpa de frutas com quantidades
adequadas de água, pectina, ácido e açúcar concentrado até alcançar a consistência
gelatinosa que tomará forma de geleia após o resfriamento. Uma boa geleia é clara,
brilhante, transparente e macia ao cortar. Não deve ser muito açucarada, pegajosa e
viscosa, conservando o sabor e aroma original da fruta. Na composição da geleia observa-se
o uso de pectina. A pectina é um hidrocolóide natural encontrado em todas as frutas. Ela é
um componente da parede celular e a sua quantidade varia conforme a espécie e o estado
de maturação das frutas. É a combinação da pectina com uma porção adequada de açúcar,
água e sais minerais – submetidos a uma cocção sob vácuo entre 65 e 71º Brix – que faz
com que aconteça o estado de gelatinização (EMPREGO E RENDA, 2010).
Depois de prontos, os doces precisam ser bem embalados. As embalagens plásticas como
potes, sacos termosoldáveis e papel celofane são os materiais mais comumente utilizados.
Essas embalagens facilitam o empacotamento das mercadorias em caixas maiores para
posterior distribuição. As vantagens dessas embalagens são o baixo custo e boa
impermeabilidade.

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
21
Figura 11: Geleia de Frutas embaladas em embalagens plásticas.
3.2.3 Néctar de frutas em embalagens PET e copo
O néctar é o produto não fermentado, obtido pela dissolução da polpa ou suco da fruta
integral em água, adicionado de açucares (sacarose, glicose e/ou frutose), acidulantes ou
conservantes e que se destina ao consumo direto. Ao final do processo, pode ser embalado
em garrafas PET. As facilidades e compatibilidades com os demais processos de
engarrafamento, como rotulagem, fechamento, grupagem, paletização fazem com que esse
tipo de embalagem seja das mais utilizadas na indústria.
Após visita as fábricas do segmento industrial em estudo, concluiu-se que o envase em
embalagens do tipo “copo” (Figura 12) é uma alternativa viável e de baixo custo de
implantação. O envase é feito por uma máquina que realiza todo o processo, desde a
higienização das embalagens até o enchimento, juntamente com a soldagem da tampa. As
embalagens chegam prontas para alimentação das máquinas. No caso da linha de “PET”, as
embalagens são recebidas da máquina sopradora, que produz os frascos da forma requerida.
Figura 12: Néctar em embalagem copo e PET.

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
22
3.3 Potenciais produtos para a Segunda Fase de Investimentos
da Fábrica
3.3.1 Néctar de frutas em embalagem “Tetra Pak”
As embalagens cartonadas preservam os alimentos por muitos meses, livre de bactérias e
outros microrganismos. O material é composto de várias camadas que formam uma barreira,
impedindo a entrada de luz, ar e água. O produto facilita a distribuição, armazenamento e
pode ser mantido sem refrigeração. Também, agrega-se maior qualidade percebida e
retorno do investimento se comparado a outros produtos. Devido à qualidade proporcionada
por esse envase, a exportação é um caminho natural.
Deve-se destacar que este tipo de envase, além dos elevados investimentos iniciais, implica
em aquisição de equipamentos da marca Tetra Pak em forma de “comodato”. O processo de
envase é bem diferenciado e com muitas exigências a serem seguidas para aprovação da
qualidade atribuída a marca. Também é necessária uma área considerável da planta para a
linha.
Figura 13: Néctar em embalagens Tetra Pak.
3.3.2 Néctar de Frutas em Embalagens Metálicas
A lata de 350 ml (Figura 14) é o tamanho mais comum encontrado no mercado brasileiro.
Utilizada pela maior parte dos envasadores de refrigerantes, sucos e cervejas, substituiu as
antigas latas de aço de três peças (do tipo tampa, corpo e fundo). Possui grandes
vantagens, pois permite maior velocidade de envasamento e elimina uma série de problemas
de vazamentos, que eram muito comuns com o modelo antigo (pressão interna e corrosão
do aço).

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
23
A lata de alumínio tem grande aceitação pelo mercado e pelos consumidores finais, com a
característica de gelar rapidamente, ser prática, leve e de fácil manuseio e
acondicionamento. Uma característica muito importante do alumínio é sua capacidade
infinita de reciclagem reduzindo-se, assim, sensivelmente os impactos ao meio ambiente.
Além disso, a embalagem de alumínio é muito mais leve que a de vidro, não enferruja e
mantém o sabor da bebida inalterado. Este tipo de envase também foi considerado somente
para a segunda etapa, em virtude dos elevados valores de investimento inicial e da
necessidade de elevada produtividade para ser viável economicamente.
Figura 14: Néctar de Frutas em Embalagens Metálicas.
3.3.3 Polpa de Frutas Concentrada
A concentração da polpa de frutas permite armazenar maiores quantidades de produto final
em um mesmo recipiente, gerando considerável economia para o produtor. Este processo é
realizado através da retirada da água da polpa, por meio de um concentrador. Este
equipamento tem a função principal de fornecer calor para evaporar a água da polpa (troca
térmica), através da ebulição. Para que a polpa não perca a sua cor, aromas e ingredientes
nutritivos, esta operação de fervura é realizada sob vácuo no interior do equipamento, isto é,
o alimento entra em ebulição a baixa temperatura. Alguns fatores são importantes na
evaporação da água, que devem ser observados:
Viscosidade do Produto Alimentício - quanto mais concentrado o produto mais viscoso
ele fica, até um ponto em que a troca térmica não é mais possível;
Pressão no Concentrador - a temperatura do produto no interior do evaporador é
função da pressão interna, ou seja, a temperatura do vapor é igual à temperatura de
saturação na mesma pressão;

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
24
Vácuo Interno - aumentando o vácuo interno no concentrador, aumenta a troca
térmica no alimento, o que evita a degradação do mesmo, como perda de sabor,
aromas, cor e nutrientes.
O processo de concentração (Figura 15) tem como principal vantagem a economia nos
custos de embalagem e transporte da polpa, e sua aplicação é viável para um volume acima
de 2.500 kg/hora de polpa. Por isso, o mesmo foi considerado somente na segunda etapa de
investimentos da fábrica.
Figura 15: Concentrador de polpas.
3.4 Requisitos de qualidade e higiene
Para se obter a qualidade do produto final, a fábrica deverá transformar as exigências e
requisitos do mercado em características do produto, e adotar as práticas e procedimentos
necessários para obter produtos com a qualidade desejada. A gestão da qualidade em uma
cadeia agroalimentar depende da participação consciente e voluntária de todos os
envolvidos. Isso depende da conscientização e da capacitação para aplicação de boas
práticas de manufatura e de higiene em toda a cadeia.
A partir da escolha dos requisitos do produto, como por exemplo, a quantidade de sólidos
solúveis que a polpa irá conter, o processo de garantia da qualidade deve estar em
conformidade com os requisitos previamente estabelecidos. As características essenciais que
compõem a qualidade da polpa e que estão relacionadas às exigências demandadas pelo

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
25
mercado consumidor, pelos órgãos reguladores e pelas empresas processadoras são as
seguintes:
Físico-químicas: relação de sólidos solúveis em °Brix/acidez em g/100g de ácido
específico para cada fruta, vitaminas, ácidos, compostos nitrogenados, porcentagem
da polpa, óleo essencial de fruta, ácido ascórbico;
Organolépticas: sabores, cor, aroma;
Microbiológicas: limitação da quantidade de microrganismos contidos no suco;
Práticas de processo: autenticidade do produto, controle de pesticidas na fruta,
controle de metais pesados.
Seja o produto proveniente de concentrado ou não, este passa por um processo de
pasteurização suave antes do envase, a fim de garantir que o consumidor irá receber um
produto seguro e de alta qualidade, sem qualquer risco da presença de micro-organismos
indesejáveis.
3.4.1 Limpeza e higienização das tubulações
Neste item seguem algumas práticas do processo de higiene e limpeza das máquinas e
equipamentos. Esta prática é fundamental para a obtenção da qualidade dos produtos
fabricados (RIBAS, 2008).
Circulação Forçada
Após o uso das tubulações e equipamentos, circular água por um tempo médio de 10
(dez) minutos, até que a descarga corra limpa. Em seguida, fazer circular solução
detergente alcalina de 1 a 2%, aquecida entre 77 e 80 °C, durante 15 a 20 minutos;
Enxaguar abundantemente até que seja verificada reação negativa para alcalinos;
Antes do uso, sanitizar com água fortemente clorada fazendo-a circular por 15 a 20
minutos, seguindo-se enxágue com água levemente clorada (1 ppm);
As tubulações deverão ser desmontadas para lavagem manual, pelo menos uma vez
por semana.

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
26
Algumas máquinas devem ser desmontadas para a limpeza
Desmontar as partes removíveis e proceder à limpeza manual, iniciando-se com água
corrente. Lavar com detergente alcalino, com auxílio de escovas. O "bojo" e as peças
fixas também deverão ser lavados pelo mesmo sistema;
Enxaguar abundantemente, removendo todos os resíduos de detergente. Montar e,
antes de receber a polpa, injetar vapor com saída nos bicos ou seguindo pelas
tubulações. Manter esta operação por 10 minutos;
No caso de desejar-se a higienização com cloro, aspergir em toda a superfície água
fortemente clorada e enxaguar com água levemente clorada (1 ppm). No caso de as
máquinas permanecerem desmontadas de um dia para outro, as peças deverão
permanecer submersas em uma solução de hipoclorito de sódio a 10 ppm.
Limpeza e Desinfecção automática (“Clean in Place – CIP”)
Diversas áreas críticas do sistema CIP precisam ser monitoradas, incluindo:
Força do detergente e do ácido;
Temperatura do detergente e do ácido medida no retorno;
Vazão e pressão do detergente e do ácido;
Tempo de circulação.
Qualquer desvio dos níveis monitorados deve iniciar um processo de correção pré-
determinado. O sistema CIP terá que ser interrompido até que os níveis corretos tenham
sido alcançados, caso contrário o sistema deve recomeçar a limpeza desde o início do
programa. Um programa típico CIP envolve:
Pré-enxágue;
Circulação com um detergente conveniente ou desinfetante;
Enxágue final com água fria limpa;
Desinfecção, se requerida;
Lavagem para remoção do desinfetante.
Para atingir uma limpeza CIP eficiente, deve-se dar atenção ao projeto e construção da
fábrica. Em qualquer alteração do projeto original, o sistema CIP deve ser reformulado para
garantir a contínua eficiência da limpeza. Algumas práticas devem ser seguidas, como:
Programas de limpeza devem ser estabelecidos e documentados para todas as áreas
e equipamentos da fábrica, e sua execução deve ser registrada em local acessível
para referência;

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
27
O equipamento usado para polpa deve ser limpo e desinfetado após cada período de
uso e, pelo menos, diariamente;
Os tanques, nos quais o produto é mantido durante o processamento, necessitam
permanecer entre a temperatura ambiente e 63 °C, devem ser limpos e desinfetados
a intervalos regulares (pelo menos a cada 4 horas) a fim de evitar o desenvolvimento
de toxinas.
Lavagem de Latões
Lavagem mecânica de vasilhame (latões):
Inicia-se a operação mecânica por um pré-enxague com água fria, visando à remoção
dos resíduos de polpa remanescentes nos vasilhames;
Lavar interna e externamente com uma solução detergente alcalina à temperatura de
65 a 70 ºC;
Enxaguar com água quente à temperatura mínima de 85 ºC;
Por fim, vaporizar com ar quente e seco.
3.5 Flexibilidade para introdução de novos produtos
Uma fábrica de processamento de frutas permite grande flexibilidade na geração de novos
produtos. A polpa, principal produto da fábrica, pode ser matéria-prima para vários
processos. Na previsão de expansão da planta, conforme descrito no item 3.2, foi
estabelecido em projeto o seguinte:
Linha completa de extração de polpa de frutas com capacidade para 4.000 kg/hora
de frutas. Esta linha em paralelo com a primeira gerará capacidade suficiente para a
implantação de uma linha de envase Tetra Pak ou latas;
Incorporação de um concentrador de polpas na linha de extração com capacidade de
evaporação de até 2.500 kg/hora de água evaporada.
A polpa poderá ser utilizada também na produção de refrigerantes, já que a fábrica tem área
prevista para xaroparia e envase do tipo PET. Na Tabela 7 é mostrado um quadro de
possíveis aplicações adicionais para a polpa de frutas.

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
28
Tabela 7: Fruticultura: subprodutos aproveitados de frutas.
FRUTA SUBPRODUTOS APLICAÇÕES
ABACAXI
Suco Concentrado
Matéria-prima para as indústrias de sucos, de alimentos, produção de iogurtes, sorvetes,
alimentos infantis, geléias, doces, tortas, etc. Em Cubos
Polpa
CAJU
Suco Integral
Normalmente comercializado integral ou concentrado, utilizado como blend com outros
sucos, com finalidade de enriquecer o sabor e valor nutricional. A polpa destina-se a fabricação de
doces e a castanha serve como aperitivo.
Suco Concentrado
Polpa
Castanha
GOIABA
Purê (Polpa)
Matéria-prima para a produção de sucos, sorvetes, alimentos infantis, geléias, iogurtes, doces, tortas,
etc. Conchas
Cubinhos
MAMÃO (papaia)
Purê (Polpa) O purê e os cubinhos são utilizados na produção de sucos, saladas, doces, geléias, alimentos infantis,
iogurtes, etc. Cubinhos
MANGA
Purê (Polpa)
Produção de sucos, sorvetes, saladas, geléias, etc.
Fatias
MARACUJÁ
Suco Concentrado Produção de sucos, sorvetes, doces, geléias,
iogurtes etc. Suco Integral

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
29
4 CARACTERIZAÇÃO DA DEMANDA
4.1 Estimativa de demanda
Para definição da demanda de frutas da unidade fabril, primeiramente estudou-se a atual
capacidade existente em Moçambique, relacionada ao plantio/produção das potenciais frutas
a serem processadas pela fábrica. Estes dados, fornecidos pela equipe moçambicana, estão
sumarizados na Figura 16.
Figura 16: Estimativa de capacidade de produção de frutas em Moçambique.
Analisando a Figura 16, considerando somente os dados disponíveis para manga, papaya e
ananás (para as demais frutas não se tem dados oficiais), e fazendo ainda uma projeção de
crescimento de aproximadamente 30% até 2012, em relação aos dados de 2008 (dados
estimados com base no crescimento em função de iniciativas já existentes em Moçambique e
de novas iniciativas a iniciar a partir deste projeto), chega-se a uma estimativa de produção
superior a 100 mil toneladas destas frutas em 2012, ano da possível instalação da fábrica.
Tendo ciência do potencial de produção de frutas do País, e a partir dos dados de
capacidade de processamento da linha de extração proposta (4.000 kg/h), foi calculada a
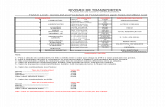
demanda anual por frutas da fábrica, apresentada na Figura 17.
Figura 17: Demanda anual por frutas da fábrica.
1980 1990 2000 2003 2008 2010* 2012** Sazonalidade
Manga 30.000 34.000 24.000 24.000 24.000 26.400 31.680 Novembro a Fevereiro
Papaia 38.000 45.000 31.000 31.000 41.000 45.100 54.120 Janeiro a Janeiro
Ananás 13.000 15.500 13.000 13.000 13.000 14.300 17.160 Junho, Julho, Dez, Jan, Fev
Goiaba - - - - - - - N/D
Caju - - - - - - - N/D
Maracujá - - - - - - - N/D
TOTAL 81.000 94.500 68.000 68.000 78.000 85.800 102.960
Produção ao longo dos anos [toneladas]
*: Dados estimados considerando um crescimento de 10% em relação a 2008
**: Dados estimados considerando um crescimento de 20% em relação a 2010
Frutas
4.200 9.800 14.000 14.000 28.000
Demanda anual por frutas [toneladas] - Previsão para 05 anos
Ano 01 - Startup
30% capacidade
Ano 02
70%
capacidade
Ano 03
100%
capacidade
Ano 04
100%
capacidade
Ano 05
200% capacidade
Requer investimento para duplicação da linha de extração
Frutas diversas
Manga, Papaya,
Ananás, Caju,
Goiaba e
Maracujá

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
30
Devido a sazonalidade das frutas, é uma condição normal das fábricas o funcionamento
durante 6 a 7 meses da linha de extração, ou seja, enquanto houver recebimento de frutas à
fábrica no período de safra, as linhas de extração operam em três turnos para suprir a
demanda. Com isso, a fábrica conseguirá estoque suficiente para as linhas de envase
operarem continuamente durante todo o ano.
Considerando que a partir do terceiro ano de funcionamento a fábrica estaria operando em
100% de sua capacidade (calculada considerando 7 meses de operação, 25 dias/mês com
produção em 3 turnos, sendo 20 h/dia de operação), então seriam processadas
aproximadamente 2 mil toneladas mensais de frutas, ou 14 mil toneladas anuais. A Figura 18
apresenta uma comparação direta da demanda da fábrica com as estimativas de frutas
plantadas, considerando um crescimento anual do plantio de frutas, a partir de 2012, de
10%.
Figura 18: % de consumo da fábrica em relação ao total de frutas produzidas em Moçambique.
Para as condições propostas, a fábrica em desenvolvimento irá demandar em média
somente 8% da produção total de mangas, papaya e ananás do País durante os três
primeiros anos de operação. Em um primeiro momento, esta análise permite concluir que é
altamente viável a instalação da unidade fabril, dado a baixa necessidade de fornecimento
de fruta in natura frente ao potencial total de produção de frutas de Moçambique.
Todavia, sabe-se que, devido às condições de transporte e manutenção da qualidade da
matéria-prima, a fábrica deverá consumir frutas cultivadas num raio máximo de 200 km de
distância. Neste sentido, faz-se necessário realizar um estudo específico em relação às
condições de cultivo das frutas neste entorno, para determinar o potencial real de
fornecimento de frutas para a unidade fabril.
2012 2013 2014 2015 2016
102.960 113.256 124.582 137.040 150.744
4.200 9.800 14.000 14.000 28.000
4% 9% 11% 10% 19%
Estimativa da produção de frutas
em Moçambique [toneladas]
(manga, papaia e ananás)
Demanda anual da fábrica
[toneladas]
% de consumo pela fábrica do
total de frutas do País
Anos

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
31
5 DESENVOLVIMENTO DAS TECNOLOGIAS E PROCESSOS
O processo fabril inicia com a chegada das frutas à fábrica, onde estas são selecionadas e
lavadas para a extração da polpa. O próximo passo é o processo de tratamento térmico, no
qual a polpa de fruta é elevada a altas temperaturas (para esterilização comercial) e depois
resfriada rapidamente, para eliminar microrganismos que possam estar presentes. Após, a
polpa é envasada assepticamente em embalagens de 200 litros para então ser
acondicionada. A partir daí, pode ser produzido o néctar, adicionando-se água, açúcar,
conservantes e outros ingredientes. Em seguida, o néctar sofre novo tratamento térmico e
pode ser envasado em embalagens PET, copo, Tetra Pak ou latas, conforme for o requisito.
Além da produção de néctar, a polpa também poderá ser direcionada para a fábrica de
doces e geléias, onde será feito o cozimento e o enchimento em recipientes apropriados
para sua comercialização.
Deve-se destacar que os equipamentos utilizados, os maquinários, as pessoas e a própria
estrutura civil da fábrica devem seguir cuidados de higiene e processos de limpeza
sistemáticos. Todos os maquinários e acessórios que entram em contato com o produto
devem ser de aço inoxidável.
Observa-se que a fábrica será projetada com liberdade para expansão e atualização do
processo produtivo. A reserva de expansão está indicada no layout de fábrica (Anexo 1).
5.1 Conceito fabril
O conceito do processamento de frutas está diretamente ligado a sazonalidade das frutas
mencionadas. As linhas de extração funcionam continuamente durante o período de safra
(muitas vezes 24h por dia), produzindo uma quantidade de estoque (bags assépticos)
suficiente para alimentar as linhas de envase de produto acabado (PET, copo, Tetra Pak,
latas, geleia de frutas) durante o ano todo.
Após a definição das frutas a serem processadas e dos produtos que serão fabricados, foi
possível projetar o conceito para a fábrica de processamento de frutas. Os aspectos
considerados foram os seguintes:
Implantação gradual da planta em duas etapas principais em função dos
investimentos;
Investimento visando à sustentabilidade do negócio, viabilidade técnica, econômica,
social e ambiental;
Foco de mercado: local regional nacional exportação;

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
32
No caso de escassez temporária no fornecimento de frutas, uma alternativa viável é a
importação da polpa.
A seguir está a descrição do modelo de planta que foi adotado e as respectivas
especificações.
5.1.1 Especificações
Para a fabricação dos produtos, é necessário estar em conformidade com os procedimentos
estabelecidos em normas. A Tabela 8 apresenta a designação de cada produto segundo
normas internacionais (FAO).
Tabela 8: Designações de produtos comuns.
Item Critérios Comentários
100 % puro suco Todos os sumos Sem ajustes de concentração
Espremido fresco Não pasteurizado Com refrigeração para segurança alimentar
Refrigerados, pronto para servir
Todos os sumos Com refrigeração, à base de concentrado ou sumo
pasteurizado
Não concentrados Porcentagem da concentração Pasteurizado depois da extração
Recém-congelado Não pasteurizado Congelados após extração
Mistura de sumos Todos os sumos Misto de sucos puros
Purê Quantidade de polpa Mais viscoso do que os sumos, fruta pura
Néctar Quantidade de polpa Açúcar, água e ácido adicionados; 25 a 50%
de suco ou polpa de fruta
Base de néctar Requer reconstituição Possui sabor suficiente, açúcar e ácido para ser
diluído em água
Bebidas de sumos Baixa porcentagem de sumo Contém de 10 a 20% de sumo
Segundo a Tabela 8, um litro de néctar deve conter entre 25 e 50% de polpa de fruta.
Assim, será considerada uma porcentagem de 40% para fins de cálculo. Seguem as
especificações para esclarecer aspectos balizadores para o regime de fabricação
estabelecido.
Uma solução 25 °Brix significa 25 gramas do açúcar da sacarose e 75 gramas de
água em 100 gramas da solução.

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
33
No setor de extração, foi considerado o regime de trabalho médio de 24 horas por
dia (3 turnos), resultando em 20 horas de operação das máquinas devido ao setup
da linha.
O balanço de massa de cada fruta será baseado na sazonalidade das frutas a
serem processadas na fábrica durante o ano;
Para o dimensionamento da planta, também foi considerado para todas as frutas,
que 1 tonelada de fruta in natura produz em média 600 kg de polpa.
1 litro de néctar (produto final) contém, aproximadamente, 400 g de polpa de fruta
(40% de polpa e 60% de água e outros ingredientes);
A fábrica deverá consumir mensalmente 2.000 toneladas de fruta, para produção de
1.200 toneladas mensais de polpa integral.
5.2 Definição do processo produtivo básico – PPB
O processo produtivo pode ser dividido em três partes, a saber: (a) produção de polpa de
fruta; (b) produção de néctar de frutas; (c) produção de geleia de frutas.
Especificamente para a produção de polpa de frutas, o processo produtivo varia conforme a
fruta. Há uma diferenciação de maquinários principalmente para a área de lavagem e
extração da fruta. Para a produção de néctar, não há maquinário específico para cada fruta.
Os equipamentos diferenciados são para os vários tipos de envase de produto final (copo,
PET, Tetra Pak ou lata). No caso da produção de geléias e doces, a máquina recebe a polpa
da fruta para cozimento específico e posteriormente o produto é embalado para venda.
5.2.1 Processo produtivo (PPB) para produção de polpa de frutas
Fatores da pós-colheita
O trabalho dos técnicos na conservação pós-colheita é prioritariamente preocupar-se com a
manutenção da qualidade do produto. Desta forma, cuidados especiais devem ser
observados desde o campo até o momento da colheita, onde os produtos devem ser
tecnicamente manipulados e embalados.
No caso da manga, a colheita deve ser feita ainda verde e seguir para o packing house (local
para maturação das frutas), para não gerar defeito na fruta (pontos marrons). A manga
verde não sofre ataque da traquinose e da mosca da fruta (condição higiênica).

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
34
O abacaxi deve chegar sem coroa e passar por uma pré-classificação manual, para ser
selecionado o tamanho da fruta (conforme pré-definido na máquina extratora).
Recepção e pesagem
Os frutos deverão ser enviados à fábrica em contentores, em caminhões ou carretas,
cobertos por lona de cor clara para serem protegidos do sol, porém deve-se deixar um
espaço de 40-50 cm entre a lona e os frutos para manter a ventilação. O abacaxi, por
exemplo, é transportado a granel. Normalmente para as outras frutas são utilizadas caixas
plásticas. Na prática, as frutas devem chegar em bom estado de maturação (deve ser
observado pelo produtor o melhor ponto de colheita), livre de agrotóxicos e previamente
lavadas.
Apesar da complexidade no controle, pode-se avaliar o pH e ºBrix, que dependem do tipo e
concentração de ácido da fruta, da sua espécie, entre outros fatores como a quantidade de
chuvas que ocorre no período de maturação.
Descarregamento na esteira
O descarregamento do fruto geralmente é feito de forma manual. A altura da carga deve ser
adequada, permitindo que esta operação seja feita com segurança. É importante um
descarregamento constante para que não ocorra grande flutuação no fluxo de alimentação
da linha.
Pré-lavagem
A pré-lavagem é feita com o intuito de diminuir a carga microbiana e eliminar as sujidades
mais grosseiras do fruto, tais como folhas, pedras, areia e outras substâncias abrasivas que
podem danificar os equipamentos nas etapas posteriores. Existem três métodos de lavagens:
banho por imersão, lavagem por agitação em água e lavagem por aspersão. Este último é o
mais importante e eficiente método de lavagem, durante o qual o fruto é exposto a jatos de
água.
Primeira Seleção
Na seleção inicial deverão ser removidos os frutos impróprios para processamento, tais como
frutos deteriorados e aqueles que estão em estágio de maturação não uniforme, os podres,

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
35
com danos mecânicos, machucados, que irão comprometer a qualidade do produto final.
Deverão ser observadas as condições de higiene do pessoal e a utilização de luvas. Os frutos
devem estar maduros, de modo que se obtenha o máximo rendimento em sólidos solúveis
(ºBrix) e as melhores características de aroma e sabor.
Lavagem e seleção final
Tem como finalidade reduzir a carga microbiana inicial do fruto para permitir o emprego
menos severo dos agentes físicos e químicos em relação à estabilidade do produto final.
Extração
Consiste na separação preliminar das cascas e sementes das frutas (dependendo de cada
caso). Quando se estiver trabalhando com um fruto que apresente problemas de
escurecimento enzimático, é aconselhável que a desintegração seja feita em ausência de ar
ou sob a ação do calor. Os tipos mais utilizados de trituradores são: triturador de facas
rotativas (para a fruta de maracujá, por exemplo), moinho de martelos (manga e goiaba), e
prensa rotativa (para abacaxi). Para frutos com caroços, o triturador é substituído por um
batedor, que permite separar o caroço e a casca. Para a manga, é necessário o aquecimento
superficial da casca para evitar a presença de látex no suco.
Os resíduos resultantes dessa etapa devem ser recolhidos constantemente para evitar
contaminação e levados à área de tratamento específico.
Inativamento Enzimático
Tem por objetivo evitar o escurecimento e o ataque de enzimas (principalmente
pectinesterase e poligalacturonase) a fibras e pectinas. O inativamento garante a viscosidade
da polpa final próxima às qualidades iniciais da fruta.
Despolpamento e Refinamento
É o processo utilizado para separar da polpa o material fibroso, as sementes e restos de
casca, que geralmente afetam a aparência do produto, depreciando a sua qualidade final.
Também, tem a finalidade de padronizar o tamanho das partículas do produto, tornando-o
mais homogêneo.

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
36
O despolpador mais utilizado é do tipo horizontal. Consiste num eixo horizontal ao qual estão
ligados os raspadores, que podem ser de aço inoxidável, borracha ou escovas de náilon. A
maior ou menor proximidade destes raspadores à peneira acarreta maior ou menor extração
e refino. Esta regulagem depende do tipo de fruto que se pretende despolpar.
A eficiência desta operação depende da peneira utilizada, quanto menor o diâmetro dos
furos, mais refinada é a polpa e de consistência mais homogênea, e ainda, da distância entre
os raspadores e a peneira, quanto menor à distância, maior a pressão sobre o produto.
Enquanto o produto despolpado passa através da peneira, o material descartado é separado
por uma abertura localizada longitudinalmente ao longo do eixo horizontal (boca de saída).
Geralmente são colocados dois ou mais equipamentos em série, com peneiras de diferentes
diâmetros. O produto triturado ou não, pode entrar pelo primeiro despolpador equipado com
uma peneira de furos maiores (0,8 a 1,5 mm), sendo, em seguida, passado pelo segundo,
onde os diâmetros dos furos são menores (0,5 a 0,7 mm). A primeira etapa é chamada
despolpamento e a segunda, refinamento.
Desaeração
Após a homogeneização das partículas, o suco é pré-aquecido entre 70 e 80 °C e é
bombeado para o desaerador. A desaeração é efetuada em equipamento a vácuo e tem por
finalidade básica a retirada do ar que foi misturado ao suco nas fases anteriores. As
vantagens são aparentes, como a remoção de oxigênio, que diminui a deterioração da fruta
(escurecimento) quando estocada por longo tempo e reduz a oxidação que é uma das
principais causas da perda de sabor e de vitaminas. É necessário que se tenha uma central
de vácuo para esse processo.
Tratamento Térmico
Esta etapa tem como objetivo reduzir os organismos viáveis do ponto de vista
microbiológico. O principal objetivo da pasteurização (tratamento térmico) em polpa de
frutas é destruir os microrganismos deteriorantes, visando à assepsia do produto.
O processo asséptico é uma combinação de princípios de esterilização à alta temperatura
(pasteurização) durante um breve período de tempo, com métodos de acondicionamento
asséptico. O processo difere dos tradicionais porque o produto é rapidamente esterilizado e
resfriado, antes de ser embalado sob condições de assepsia (ROSENTHAL et al., 2003).

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
37
Normalmente, o processo é realizado bombeando-se o produto sucessivamente por
trocadores de calor (aquecimento à alta temperatura; retenção sob calor e resfriamento) dos
tipos tubulares ou de superfície raspada (para o caso de polpas termicamente sensíveis). O
produto, devidamente esterilizado, flui para as unidades de acondicionamento, onde é
colocado em embalagens previamente esterilizadas, sem nenhum contato, portanto, com o
ar atmosférico ou qualquer fonte de contaminação (ROSENTHAL et al., 2003).
Antes do início das operações de entamboramento, os trocadores de calor, tubulações,
bombas sanitárias e todos os demais equipamentos são esterilizados por meio de água
quente sob pressão, em temperatura variando de 110 a 130 °C.
Enchimento e Fechamento
As unidades de acondicionamento e de fechamento são esterilizadas por meio de vapor
superaquecido à temperatura não inferior a 130 °C. Essas unidades devem ser mantidas
estéreis em ambiente asséptico com temperatura não inferior a 100 °C durante a operação
de embalagem do produto (ROSENTHAL et al., 2003).
O processo asséptico dá origem a um produto final de excelente qualidade, quanto às
características básicas de cor, sabor, aroma, quando comparados aos métodos tradicionais
(ROSENTHAL et al., 2003).
Armazenagem
Como a polpa foi esterilizada e envasada assepticamente, o produto pode ficar a
temperatura ambiente. A embalagem asséptica aumenta a vida útil do produto sem a
necessidade de refrigeração. O prazo de validade médio é de aproximadamente 24 meses.
Exceção se faz ao maracujá, onde a vida média é de aproximadamente de seis meses.

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
38
Fluxograma característico
A seguir, a Figura 19 mostra o fluxograma característico do processo de produção de polpa
de frutas. A partir da fruta in natura tem-se como produto final, no caso desse projeto, a
polpa envasada assepticamente em embalagens de 200 litros cada.
Figura 19: Fluxograma do processo de produção de polpa de frutas.
Para maiores informações sobre o processo de extração, ver Anexo 2 – Fluxograma
característico para obtenção da polpa.
PRÉ-LAVAGEM
LAVAGEM E SELEÇÃO
DESAERAÇÃO
DESPOLPAMENTO E REFINO
EXTRAÇÃO
PRÉ-AQUECIMENTO
ENVASE ASSÉPTICO
INATIVAÇÃO ENZIMÁTICA
RECEPÇÃO DA FRUTA
ARMAZENAMENTO
TRATAMENTO TÉRMICO

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
39
5.2.2 PPB para produção de néctar de frutas a partir da polpa
Produção de xarope de açúcar
Em virtude da dificuldade de fornecimento de açúcar líquido polido no mercado
Moçambicano, utilizado comumente na indústria brasileira, faz-se necessária uma etapa
adicional no processo, que visa a obtenção deste subproduto. Este processo é realizado da
seguinte maneira:
Dissolução do açúcar cristal entre 60 e 80 °Brix;
Aquecimento (tratamento térmico) a 80 °C;
Filtração em filtro de pré-capa, com o uso de terra diatomácea;
Resfriamento;
Armazenagem.
Formulação
Da polpa, o processo segue para a formulação que é realizada em tanques de aço
inoxidável. Nesta etapa é feita uma amostragem do produto, a fim de verificar o pH e a
possível correção do mesmo. Também é feita a adição de conservadores ao produto,
conforme especificações e tipo de produto. Em geral, nesta etapa é feita a adição de açúcar,
água, aromas, corantes, conservantes e espessantes.
Pasteurização e Desaeração
O néctar formulado recebe um tratamento térmico visando redução da carga microbiana,
sendo resfriado a temperaturas próximas a temperatura ambiente para, então, ser
envasado. O processo é similar ao da polpa.
Enchimento
Após a pasteurização, o néctar é encaminhado à unidade de enchimento para ser embalado
em garrafas PET, copo ou latas, variando o método do enchimento. No caso do néctar,
devido aos insumos adicionados na formulação, o processo de enchimento para PET e copo
é feito a temperatura ambiente. Já para enchimento de latas, este deve ser feito a quente
(processo hot fill).

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
40
Resfriamento
Aplica-se somente para o caso do produto envasado a quente (latas). Utiliza-se, então, um
túnel de resfriamento na linha de envase de latas.
Rotulagem/Acondicionamento
As embalagens, após resfriamento, são rotuladas e acondicionadas em caixas conforme
descrito abaixo:
O rótulo não poderá apresentar desenhos ou figuras de outros tipos de frutos não
presentes na composição da polpa;
O produto não adicionado de conservadores químicos poderá trazer em seu rótulo a
expressão: “sem conservantes químicos”;
Tabela Nutricional (no Brasil, segue-se a RDC 94/00 do Ministério da Saúde);
Lote e validade.
Etiqueta
Cada unidade é etiquetada com as seguintes informações: nome do fabricante, tipo de
produto, aditivos, código do produto, °Brix, acidez, país de origem, código de rastreamento,
data de produção, estocagem, peso líquido e bruto. A Tabela 9 mostra um exemplo de rótulo
utilizado no Brasil e a descrição do produto.
Tabela 9: Rótulo utilizado nas embalagens.
Informação Nutricional do Suco Tial 200 ml*
Composição Quantidade por
embalagem %VD**
Descrição: Composição: polpa de manga
(mínimo 50%), açúcar (máximo 10%) e água.
Não contêm conservantes, nem estabilizantes, nem
corantes. Não alcoólico, não fermentado, não gasoso.
Valor Calórico 110 kcal 5%
Carboidratos 29 g 8%
Proteínas < 1 g 0
Gorduras 0 0
Fibra Alimentar 1 g 4%
Cálcio 24 mg 5%
Ferro 0,20 mg 1%
Sódio 0 0
Vitamina A 516 µg RE 65%
Vitamina C 24 mg 40%
* Equivalente a um copo de 200ml; ** Valores Diários de Referência com base em uma dieta de 2.500 calorias. Fonte de Vitaminas A e C. Fonte não significativa de Cálcio e Ferro. Os sucos de frutas são naturalmente isentos de gorduras.
Fonte: http://www.tial.com.br/tradicional-1000ml_manga.php

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
41
Descrição:
Composição: Polpa de manga (mínimo 50%), açúcar (máximo 10%) e água;
Não contêm conservantes, nem estabilizantes, nem corantes. Não alcoólico, não
fermentado, não gasoso.
Fluxograma característico
A Figura 20 mostra o fluxograma característico do processo de produção de néctar de frutas.
A partir da polpa tem-se como produto final, no caso desse projeto, produtos em
embalagens do tipo copo, garrafas PET, latas e cartonadas (Tetra Pak).
Figura 20: Fluxograma do processo de produção de néctar de frutas.
5.2.3 PPB para produção de geleia de frutas a partir da polpa
Mistura e Cozimento
O cozimento é a fase de produção em que a polpa da fruta é fervida juntamente com os
outros ingredientes que compõem a geleia.
Determinação do ponto final
Pode ser verificado pelo índice de refração, pela determinação da temperatura de ebulição e
pelo teste da colher. Destes métodos o mais exato e confiável é o refratômetro. O índice de
POLPA DE FRUTA
FORMULAÇÃO
ENVASE
PASTEURIZAÇÃO
ADIÇÃO DE XAROPE + ÁCIDO
PRODUTO FINAL
RESFRIAMENTO

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
42
refração indica o teor de sólidos solúveis presente na geleia e pode ser medido em
refratômetros manuais ou automáticos, acoplados ou não aos tachos de concentração. A
determinação é feita tomando-se uma pequena amostra da geleia, resfriando-a até 20 ºC e
espalhando-a no prisma do aparelho, fazendo-se a leitura diretamente na escala em graus
Brix. Os refratômetros de bancada normalmente vêm acompanhados com um sistema para
resfriamento da amostra para 20 ºC, sendo, portanto, necessário efetuar a correção caso a
leitura seja efetuada em outra temperatura. A geleia deve apresentar um teor de sólidos de
68% a 20 ºC no ponto final.
Embalagem
Ao atingir o ponto final a geleia é embalada em recipientes apropriados para a sua
comercialização. O fechamento da embalagem é uma operação importante e deve ser
perfeito, necessitando de um controle cuidadoso.
Fluxograma Característico
A Figura 21 mostra o fluxograma característico do processo de produção de geleia de
frutas.
Figura 21: Fluxograma do processo de produção de doces de frutas.
FORMULAÇÃO
POLPA DE FRUTA
DISSOLUÇÃO PRÉVIA DA
PECTINA
CONCENTRAÇÃO A VÁCUO OU
PRESSÃO ATM
ADIÇÃO DE AÇÚCAR,
PECTINA E ÁCIDO
ARMAZENAMENTO
ENCHIMENTO À QUENTE

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
43
5.3 Definição dos principais processos complementares
Além do detalhamento dos processos produtivos básicos para a extração da polpa,
formulação do néctar e geleia de frutas, foram definidos os processos de suporte necessários
a operação da unidade fabril. As informações listadas a seguir são de caráter informativo, e
deverão ser objeto de detalhamento na Fase 02 – Projeto Detalhado.
Setor de engenharia de processo e formulação do néctar
Um dos principais fatores que definirá o sucesso ou insucesso da fábrica é a qualidade de
seus produtos, principalmente do ponto de vista do mercado consumidor. No caso específico
da fábrica de processamento de frutas, esta qualidade está diretamente associada a dois
fatores principais: (1) Controle de temperatura e estabilização da polpa ao longo do processo
de extração e (2) formulação “ideal” do néctar de frutas, de acordo com as características
requeridas pelo mercado consumidor.
Na prática, significa que para garantir o fator 1 é necessário que a fábrica disponha de
pessoal com experiência no controle de processo e de qualidade de extração da polpa, e que
conheçam os diferentes setups de cada equipamento. Para assegurar o fator 2, é necessário
um profissional com conhecimento em formulação de néctar (engenheiro de alimentos), e
que também conheça as estratégias de mercado da empresa, para que atenda, tanto
questões de custo de fabricação, quanto questões de sabor final do néctar formulado.
Manutenção de máquinas e equipamentos de produção
Em virtude do elevado tempo de operação dos equipamentos de extração, formulação e
envase, que no período de safra operam em três turnos, e também das constantes trocas de
setup previstas na operação da fábrica, é fundamental que se garanta o pleno
funcionamento de todos os equipamentos. Para isso, a fábrica deve dispor de uma equipe de
profissionais capazes de realizar as constantes manutenções preventivas e corretivas nos
equipamentos durante as paradas de produção.
Estocagem de materiais
É bastante significativa a quantidade de materiais e insumos necessários à operação da
unidade fabril, desde movimentação de tonéis, embalagens vazias e produto acabado,
recebimento de frutas para descarga, até a gestão de insumos como açúcares, acidulantes,

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
44
bags e outros. Para garantir as melhores condições de estoque destes materiais, a fábrica
deve possuir uma edificação específica, detalhada no layout da fábrica e também
exemplificada na Figura 40.
Transporte de material
Durante a operação da fábrica será constante a movimentação de materiais, sejam matérias-
primas de processo, que requerem movimentação interna, na entrada e saída de caminhões
para recebimento de frutas e retirada de produto acabado (polpa de fruta em tambores,
geleia ou néctar envasado em PET ou copos). Neste sentido, o layout da fábrica foi definido
considerando as melhores condições para movimentação destes materiais. Foram
consideradas vias externas laterais para movimentação, bem como corredores internos ao
prédio de produção. Os principais equipamentos necessários para a movimentação dos
materiais da fábrica são empilhadeiras e transpallets.
Central Térmica
A central térmica é fundamental para garantir o fornecimento de vapor d’água para a
unidade fabril. Compreende basicamente uma caldeira, cujo combustível deverá ser
posteriormente definido de acordo com a realidade local, um tanque de água condensada e
um sistema de desmineralização da água, para tratamento da água que será utilizada na
fábrica.
Central Hídrica
Para detalhamento do conceito da unidade fabril, pode-se considerar que, para cada litro de
néctar a ser produzido, são necessários dez litros de água. Assim sendo, a central hídrica
deve garantir o fornecimento contínuo de água para atender a demanda da fábrica. A central
hídrica é constituída de um sistema de pressurização da água, de uma torre de resfriamento
e de um conjunto de bombas centrífugas.
Central de Água Gelada
Composta basicamente de um chiller, objetiva garantir o fornecimento de água gelada para
a fábrica.

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
45
Central de Ar Comprimido
Dotado basicamente de um compressor de ar, para alimentação dos equipamentos
pneumáticos.
Central de Geração de Energia Elétrica
Em virtude das condições específicas relacionadas a dificuldade de fornecimento constante
de energia em Moçambique, foi considerado no layout uma central de geração de energia
elétrica, composta basicamente de um gerador elétrico e de um quadro de interligação.

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
46
6 DEFINIÇÃO DOS EQUIPAMENTOS
6.1 Soluções Tecnológicas
A fábrica para processamento de frutas foi concebida considerando 13 distintos setores. A
seguir é feita uma breve descrição de cada setor da fábrica, bem como dos principais
equipamentos considerados no desenho fabril. Cada setor, bem como cada equipamento, é
apresentado de forma esquemática no Anexo 01 – Layout Fabril.
Setor 01 – Área para descarga de frutas
Área para descarga e pré-seleção das frutas recebidas. Este setor pode estar disposto em
um espaço aberto, mas deve ter acesso para que os caminhões carregados de frutas
estacionem e descarreguem a matéria-prima. Após o descarregamento, ainda neste setor, é
realizada a pré-seleção das frutas que serão processadas utilizando a M01 – esteira de
recepção de frutas (Figura 22).
Figura 22: Esteira de recepção de frutas (M01).
Fonte: Catálogo Tropical Food Brasil.

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
47
Setor 02 – Área de extração
Após a pré-seleção, as frutas entram no Setor 02, onde são lavadas em lavadora de imersão
(M02). Este equipamento realiza a primeira lavagem, através da imersão da fruta em água,
mantida em forte turbulência por meio de insuflamento de ar. Ainda em M02, é feita a
seleção final e o descarte das frutas sem condições de processamento. Após esta etapa, os
frutos são destinados à nova lavagem, desta vez em lavadora a escovas (M03). Esta
lavagem é feita com um sistema de escovamento rotativo, o qual submete as frutas a um
movimento rotatório por meio de cilindros inferiores na esteira de transporte, que por efeito
mecânico remove a terra e outras impurezas presentes na casca da fruta. Salienta-se que
para o acesso a este setor, todos os funcionários deverão passar por um controle de
assepsia, que objetiva garantir as condições higiênicas e sanitárias dos produtos (Figura 23).
Figura 23: Lavadora por imersão (M02) e lavadora a escovas (M03).
Fonte: Catálogo Tropical Food Brasil.
Os equipamentos que fazem parte do Setor 02 são os seguintes:
M04 – Aquecedor superficial (Figura 24): O aquecedor superficial é utilizado para pré-
aquecimento de frutas antes da extração da polpa, melhorando o rendimento da extração. O
equipamento também tem a função de fixar substâncias como o látex, que de outra forma
passariam a fazer parte do suco. Um transportador a taliscas em aço inox faz com que a
fruta passe através de um banho de água fervente e permaneça o tempo necessário para o
aquecimento. As frutas que não necessitam de pré-aquecimento (ananás, por exemplo), o
inativador funciona apenas como elevador.

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
48
Figura 24: Aquecedor superficial (M04).
Fonte: Catálogo Tropical Food Brasil.
M05 – Extrator de facas ou de tambores rotantes (Figura 25): Utilizado para descascar frutas
sem caroço (papaya e abacaxi). É composto por um rotor a facas circulares, corpo em forma
cilíndrico-horizontal com tremonha de carga e descarga. A máquina é inteiramente
construída em aço-inox 18/8 AISI 304 ou material atóxico sanitário.
Figura 25: Extrator de facas ou de tambores rotantes (M05).
Fonte: Catálogo Tropical Food Brasil.
Com este equipamento, é possível realizar a extração de polpa de abacaxi, porém o produto
final, neste caso, deve ser destinado somente para mercados locais. Para obtenção de um
produto de qualidade superior faz-se necessário um conjunto de outros equipamentos, como
prensa rotativa e clarificadora.

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
49
M06 – Extrator de batedores rotantes: Este equipamento recebe as frutas do aquecedor
superficial e realiza a separação da polpa da pele, através da ação centrífuga dos batedores
rotantes, que giram internamente em uma peneira de furos largos para a passagem da
polpa. É aplicável a manga e goiaba (Figura 26).
Figura 26: Extrator a batedores rotantes (M06).
Fonte: Catálogo Tropical Food Brasil.
M07 – Inativador enzimático: Equipamento composto por um trocador de calor tubular a
vapor indireto ou água superaquecida, ideal para o processamento de todos os tipos de
frutas. A inativação enzimática estabiliza o produto pelo tempo necessário às várias
operações unitárias de processamento, favorece as operações de refino sucessivas e
melhora a consistência final da polpa. A temperatura do produto é automaticamente
controlada através de regulação na válvula de alimentação do vapor (Figura 27).
Figura 27: Inativador enzimático (M07).
Fonte: Catálogo Tropical Food Brasil.

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
50
M08 – Prensa para Ananás: A prensa permite a extração do suco graças à ação contínua de
um rotor com rosca a passo variável que faz com que o produto avance. A máquina não
incorpora uma quantidade de ar relevante à polpa e tem rendimento muito superior a outros
métodos de extração de polpa (Figura 28).
Figura 28: Prensa para ananás (M08).
Fonte: Catálogo Tropical Food Brasil.
M09 – Despolpadora e Refinadora: Este equipamento realiza a separação das sementes e o
refino do produto em duas fases através da ação de um rotor com batedores axiais com
ângulo regulável. O produto é extraído através de uma peneira de chapa perfurada,
calibrada para obter a separação necessária. Juntamente com este equipamento, está
também compreendido um tanque pulmão (M09), com capacidade para 200 litros (Figura
29).
Figura 29: Despolpadora e Refinadora (M09).
Fonte: Catálogo Tropical Food Brasil.

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
51
M11 – Centrífuga Vertical: A máquina é utilizada para as frutas ananás e maracujá, que por
meio de centrifugação a alta velocidade, efetua a separação dos pontos pretos e das
impurezas contidas na polpa, permitindo controlar a percentagem de polpa do produto. A
separação é efetuada conforme as diferentes densidades dos componentes e a descarga das
fases líquida e sólida é efetuada separadamente (Figura 32).
Figura 30: Centrífuga Vertical (M11).
Fonte: Catálogo Tropical Food Brasil.
Setor 03 – Área de pasteurização da polpa
O Setor 03 compreende os equipamentos necessários para realizar a pasteurização da polpa
que, proveniente do extrator (M09), é posteriormente encaminhada ao enchimento asséptico
para conservação. Os principais equipamentos deste setor são (Figura 33):
M16 – Pasteurizador de polpa de frutas: Equipamento projetado para proporcionar uma
troca térmica de alta eficiência, devido ao desenho multitubular, o qual aumenta a superfície
de troca térmica. O equipamento trabalha com pressão positiva em cada ponto de passagem
do produto e a parte de resfriamento é protegida por barreiras de vapor que garantem a
assepsia do produto. A sequência de trabalho é automatizada com válvulas pneumáticas
acionadas por um PLC. A máquina é constituída por:
Fase de esterilização com módulos de tubos múltiplos flangeados com circulação na
parte externa de água superaquecida;

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
52
Fase de holding monotubular com o percurso dimensionado para o tempo necessário
de permanência do produto;
Fase de resfriamento com módulos de tubos múltiplos flangeados e protegidos com
barreiras de vapor, com circulação periférica de água industrial ou glicolada;
Estrutura de suporte tubular de aço inoxidável;
Sistema de produção de água superaquecida com bomba centrífuga para
recuperação do condensado;
Tanque cilíndrico vertical;
Bomba monovolumétrica com velocidade variável de alimentação;
Sistema C.I.P. (Clean In Place);
Quadro elétrico com PLC interno e instalação eletropneumática para a automação das
seqüências de trabalho.
Figura 31: Pasteurizador de polpa de frutas (M16).
Fonte: Catálogo Tropical Food Brasil.
Setor 04 – Área de envase asséptico
M25 – Enchedora asséptica: Equipamento para envase automático da polpa pasteurizada
em sacos plásticos assépticos, que posteriormente são armazenados em tambores metálicos.
A tecnologia de produção asséptica permite reduzir os custos de processamento, de

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
53
armazenamento e de transporte do produto final, o qual é envasado e conservado à
temperatura ambiente por até 24 meses. Também permite separar o momento de
processamento da matéria-prima, do período de elaboração dos produtos finais, tornando
mais conveniente o processamento de frutas com safras intensas e breves (Figura 32).
Figura 32: Enchedora asséptica (M25).
Fonte: Catálogo Tropical Food Brasil.
Setor 05 – Produção de xarope de açúcar
Para a produção do xarope de açúcar, são utilizados dois tanques, um para dissolução de
açúcar (M27) e outro para armazenagem (M28). As utilidades destes tanques compreendem
plataforma metálica, elevador, conjunto de bombas, filtro e resfriador de placas, para
resfriamento do xarope.
Setor 06 – Formulação do néctar de frutas
O Setor 06 compreende os equipamentos para a formulação do néctar de frutas, que será
posteriormente pasteurizado pela segunda vez e, então, direcionado à embalagem final. Os
principais equipamentos utilizados para este fim são o sistema de desenvase da polpa (M36),
e tanques de processamento, associados a um conjunto de bombas (M37).

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
54
Setor 07 – Produção de geleia de frutas
A produção da geleia de frutas é realizada em uma “mini-fábrica”, onde o processo de
deposição da matéria-prima (polpa e xarope de açúcar), fervura, controle e embalagem final
é realizado de forma semi-automática. A Figura 33 exemplifica o processo.
Figura 33: Mini-fábrica para produção de geleia de frutas.
Setor 08 – Área de envase
O néctar de frutas, uma vez formulado no Setor 06 é direcionado ao Pasteurizador de Néctar
(M40) para posteriormente ser destinado ao processo de envase final, seja em embalagens
do tipo PET ou em copos. Além destes dois tipos, será possível também, a partir de
investimentos específicos, realizar outros tipos de envase, como em latas ou em embalagens
cartonadas (Tetra Pak). Para isso, o conceito da fábrica foi definido considerando os espaços
físicos necessários para tais investimentos, deixando a cargo do futuro investidor a definição
estratégica de como investir na expansão da fábrica.
Foram considerados neste desenho os investimentos para uma linha completa de envase em
frascos PET de 300, 500 e 1.500 ml, bem como três equipamentos para envase em copos
plásticos com capacidade total de 9.000 unidades/hora.
No caso das embalagens PET, os principais equipamentos que compõem a linha de envase
são: Enxaguadora de frascos (M46), Dosadora de frascos (M47), Rosqueadora (M48),
Rotuladeira (M50) e Enfardadeira (M51).
A Figura 34 mostra um diagrama esquemático dos principais equipamentos, destacando as
operações de pasteurização e envase, realizadas no Setor 08.

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
55
Figura 34: Diagrama esquemático do envase em garrafas PET e copos.
M48 –
Rosqueadeira
M45 – Esteira transportadora
M50 - Rotuladora
M46 – Enxaguadora
M51 - Enfardadeira
ENVASAMENTO EM GARRAFAS PET
Setor 08 – Área de EnvaseM42 – Bomba
Centrífuga
M43 – Bomba
helicoidal
M47 – Dosadora
M49 – Datador ink-jet
Depósito
Tampas
Depósito
Produto Pronto
Depósito
Garrafas Vazias
M53 –
Enchedora
COPO 01
M53 –
Enchedora
COPO 02
M53 –
Enchedora
COPO 03
ENVASE EM COPOS

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
56
Setor 09 – Área de armazenagem de polpa em tambores
O Setor 09, exemplificado na Figura 35, compreende um espaço de 1.800 m² de área
construída, destinado a armazenagem dos tambores que contém a polpa pura envasada
assepticamente (Figura 35).
Figura 35: Área de armazenagem de tambores. No detalhe, descrição do tipo e validade da fruta armazenada.
Fonte: Cortesia Agrofruit do Brasil.
Setor 10 – Área de armazenagem e expedição do produto acabado
Para armazenagem e expedição do produto acabado, foi destinada uma área para estoque
de embalagens PET, copos e, futuramente, para latas ou Tetra Pak.
Setor 11 – Laboratório de qualidade
Para a realização de testes em produto acabado, formulação de novos produtos, e testes
diversos que alimentam as pesquisas estratégicas e de mercado da fábrica, é fundamental
um Laboratório da Qualidade bem equipado e estruturado. Neste sentido, os principais
equipamentos, instrumentos e vidrarias para permitir a realização dos testes mais avançados
de controle da qualidade, bem como análises físico-químicas e microbiológicas, são:
01 pHmetro
01 colorímetro digital
01 destilador de água
01 reservatório de água em plástico
01 consistômetro de Bostwick
01 refratômetro de bancada 0-60 Brix
02 refratômetros manual 0-60 Brix
01 tripé de ferro
01 placa de amianto
01 agitador magnético com aquecedor
01 chuveiro de emergência com lava-
olhos acoplado
02 agarradores de balão
01 agarrador de buretas

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
57
01 balança analítica
01 balança semi-analítica
01 refrigerador 320 litros
02 bicos de bunsen a gás
05 buretas para teste de acidez
01 bomba de vácuo
01 funil analítico
02 suportes universal
05 estantes para tubos de ensaio
05 piscetas (frasco lavador)
01 mufla
02 pinças metálica
01 escorredor para vidraria
01 conjunto de vidrarias (tubos de
ensaio, beckers, kitasato, buretas etc.)
01 conjunto de escovas para vidrarias
Setor 12 – Área externa
Para a correta operação da fábrica, um grande conjunto de infraestrutura e equipamentos
auxiliares são fundamentais. Neste sentido, a área externa da fábrica agrupa:
Silo de bagaço;
Central Clean In Place (CIP);
Central de resfriamento de água industrial;
Chiller para geração de água gelada;
Caldeira (central térmica) – a preferência na escolha do óleo diesel como combustível
é devido à facilidade no controle da pressão de trabalho da caldeira. Ao contrário da
lenha, que tem alta inércia térmica e é de difícil controle;
Central de ar comprimido;
Central de geração de energia elétrica;
Subestação de rebaixamento de tensão.
Setor 13 – Área de manutenção
Em virtude do grande número de equipamentos necessários à operação da fábrica, faz-se
necessário uma área para se prevenção e realização das manutenções de rotina. O setor de
manutenção da fábrica deverá ser responsável por garantir o correto funcionamento de
todos os equipamentos, bem como de todas as interligações e redes de utilidade necessárias
a operação da fábrica, a citar:
Rede tecnológica de transferência de produto, compreendendo todas as tubulações,
conexões, válvulas, termômetros e manômetros sanitários, e outros componentes
para interligação dos diversos equipamentos fornecidos, como tanques, bombas e
pasteurizadores;
Rede de distribuição de ar comprimido, executada em tubo galvanizado, dotada de
grupos reguladores de pressão, desumidificador e lubrificadores para conjuntos
pneumáticos;

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
58
Rede de distribuição de água potável, executadas com tubulação galvanizada, dotada
de válvulas de bloqueio, uniões e conexões necessárias;
Rede de distribuição de água industrial;
Rede de distribuição de vapor;
Rede de eletricidade e força motriz (baixa tensão);
Sistemas de sustentação para a tubulação da área de extração.
No setor há uma oficina mecânica com equipamentos do tipo máquina de solda, ferramentas
manuais, ferramentas elétricas, depósito de peças de reposição, bancadas, dentre outros.
6.2 Potenciais fornecedores de equipamentos
Além das visitas a empresas, através da ABIMAQ foi realizado contato com os fornecedores
brasileiros de equipamentos para processamento de frutas e, na sede da ABIMAQ, foram
efetuadas reuniões para conhecimento dos tipos de produtos oferecidos pelos fabricantes.
Os principais fornecedores de equipamentos estão apresentados na Tabela 10.
Tabela 10: Fornecedores brasileiros de equipamentos para processamento de alimentos.
Empresa Endereço Contato Telefone Área de Atuação
Tropical Food Machinery
Av. das Quaresmeiras, 201 – Distrito Industrial – Pouso Alegre – MG
Eng. Antonio Poletto Jr. –
(35) 2102-4300
Em vários segmentos de processamento de tomates e
frutas, entre os quais polpa de tomate, derivados do tomate,
frutas tropicais etc.
Globo Inox Alameda Jaú, 66 –
Conj. 132-São Paulo –SP
Paschoal Tucci – globoinoxtucci@u
ol.com.br (11) 3141-1222
Produção de tanques para mistura e decantação.
Organização Industrial Centenário
LTDA
Av. Major José Levy Sobrinho, 1946 Limeira
– SP
Douglas de Campos –
(19) 9147-1065
Produção de equipamentos que vão desde a recepção da fruta até o envasamento do néctar e
polpa.
GEHAKA – Equipamentos
para Laboratório
Av. Duquesa de Goiás, 235; Real Parque – São
Paulo – SP
Christian Kaufmann –
(11) 2165-1102
Fabricação de equipamentos como balanças, medidores de pH, condutividade, ponto de fusão, purificadores de água,
entre outros produtos.
Milainox Rua Dona Maria, 156 –
Piracicaba
Eng. Felício Granato –
(19) 9756-7361 Fabricação de equipamentos
para envase.
Alfa Laval Tecnologia de
Processos Alimentares
Av. Mutinga, 4935 Ed. A; São Paulo – SP
Gustavo Binotti Pereira –
(11) 9637-3856 Projeção de equipamentos para
processamento de tomate, coco, frutas tropicais e citrinos.

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
59
7 DIMENSIONAMENTO DA INFRAESTRUTURA
7.1 Estudo da capacidade fabril
Conforme demonstrado no item 4 – Caracterização da Demanda, a fábrica, quando em
regime de plena operação (a partir do terceiro ano), terá capacidade de processar,
aproximadamente, 14 mil toneladas de frutas/ano. Considerando esta capacidade, e ainda
um rendimento médio de 60% durante o processo de extração e obtenção da polpa, chega-
se a um número de mais de 8 mil toneladas de polpa por ano, conforme apresentado na
Figura 36.
Figura 36: Estimativa da produção anual de polpa de fruta, a partir do 3° ano de operação da fábrica.
Além da polpa integral de frutas, a fábrica deverá vender também ao mercado néctar de
frutas. A seguir será apresentado o cálculo do potencial de produção do néctar,
considerando somente o envase em embalagem PET.
Para cálculo da capacidade de produção de néctar, cuja formulação se dá a partir da polpa
integral, pode-se considerar que cada quilograma de polpa rende em média 2,5 litros
de néctar (usa-se em média 40% de polpa para a produção do néctar).
Uma das condições que define a capacidade máxima de envase de néctar é a capacidade do
pasteurização da linha de envase. Para este projeto, foi considerado um pasteurizador com
capacidade de 3.000 kg/h (aproximadamente 3.000 L/h). Para definição da capacidade anual
de produção de néctar, serão considerados os seguintes aspectos:
Equipamento: Envase em PET;
Tamanho do frasco: 0,5 litros;
Capacidade da linha: 6.000 frascos/hora ou 3.000 litros/hora;
fruta
produzida
Demanda
mensal [t]
Demanda
anual fruta
[t]
Rendimento
da fruta (1)
Quantide de
polpa produzida
mês [t]1 dez 2.000 1.200
2 jan 2.000 1.200
3 fev 2.000 1.200
4 mar 2.000 1.200
5 abr 2.000 1.200
6 mai 2.000 1.200
7 jun 2.000 1.200
14.000 toneladas de frutas/ano 8.400 toneladas de polpa/ano
Análise da Demanda anual x Sazonalidade das frutas
mêsTotal de polpa produzida
mês [l]
manga 8.000 0,6 4.800 manga
Goiaba/
Papaya, etc..6.000 0,6 3.600
Goiaba/
Papaya, etc..

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
60
Tempo diário de operação: 12 horas (operação em dois turnos de 16 horas,
considerando 4 horas para preparo e limpeza dos equipamentos);
Produção de néctar: 36.000 litros por dia ;
Dias de produção no mês: 25 dias;
Tempo anual de produção: 10 meses;
Produção anual de néctar: 9.000.000 de litros por ano .
De acordo com os aspectos acima determinados, a fábrica deveria destinar
aproximadamente 43% da produção de polpa integral para a formulação de néctar, e
poderia vender diretamente ao mercado os 57% da produção restante, mesclando, assim, a
sua gama de produtos. A Figura 37 apresenta as quantidades anuais dos dois principais
produtos da fábrica.
Figura 37: Quantidades anuais dos principais produtos da fábrica.
Considerando que das 8.400 toneladas de polpa integral produzidas, 3.600 sejam destinadas
para a produção dos 9 milhões de litros de néctar anuais, chega-se ao potencial anual de
venda de produtos da fábrica, apresentado na Figura 38.
Figura 38: Potencial anual de venda da fábrica.
A partir do potencial de venda dos produtos, pode-se estimar o faturamento anual da
fábrica, sem considerar os impostos e outros índices que deverão ser objeto de
detalhamento na fase seguinte do projeto (Fase 02), conforme Figura 38, a seguir.
Figura 39 – Potencial de faturamento anual da fábrica
8.400
9.000.000
Polpa Integral
néctar de frutas - PET
toneladas
litros de néctar/ano
Principais produtos da fábrica - Quantidades anuais
4.800
9.000.000
Polpa Integral toneladas
néctar de frutas - PET litros de néctar/ano
Potencial de venda anual da fábrica
Produção 4.800 toneladas Produção 9.000.000,00 litros
Preço venda 1500 R$/tonelada Preço venda 2,55 R$/litro
Faturamento 7.200.000 R$ Faturamento 22.950.000 R$/litro
Polpa Néctar de Frutas
Potencial de faturamento anual da fábrica - MTZ
30.150.000,0
Potencial de faturamento anual da fábrica - US$ 17.427.745,7
Potencial de faturamento anual da fábrica - R$
601.794.000,0
Potencial de faturamento anual da fábrica

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
61
De acordo com a Figura 39, a partir do terceiro ano de operação, a fábrica teria um potencial
de faturamento anual superior a 600 milhões de Meticais (17 milhões de dólares ou 30
milhões de reais).
7.2 Arranjo físico da unidade fabril
O layout inicial, apresentado no Anexo 01, definido para a fábrica de processamento de
frutas, ocupa um espaço físico total de aproximadamente 17.000 m2. Destes, 5.500 m² são
de área construída, que contempla basicamente os 13 setores descritos no item 6.1 –
Soluções Tecnológicas.
De forma esquemática a Figura 40 apresenta o macro fluxo dos principais materiais
utilizados pela fábrica. Este fluxo foi construído considerando a entrada das principais
matérias-primas da fábrica (frutas, açúcar e insumos em geral), bem como o
armazenamento da polpa, que tanto pode ser vendida ao mercado, quanto utilizada como
matéria-prima para a formulação do néctar.
Para tanto, foi desenvolvido um layout fabril conceitual com duas edificações. A primeira e
maior para abrigar os processos de produção, tanto da polpa integral envasada em
embalagem asséptica, quanto da formulação e envase do néctar. A segunda é específica
para armazenagem, cujos custos de construção são menores do que a primeira, de polpa
integral e néctar.
Figura 40: Macro fluxo de materiais da fábrica.
De modo mais detalhado, a Figura 41 apresenta um esquema do fluxo de produção,
considerando os diferentes setores da unidade fabril. Pode-se perceber que os distintos

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
62
setores foram definidos em função do fluxo de entrada de matéria-prima e saída de produto
acabado.
Figura 41: Representação esquemática do layout da fábrica.
7.3 Fornecimentos e Utilidades
Para o funcionamento regular da fábrica é necessário suprimento constante de matéria-
prima e insumos, em função da deterioração destes. Os fatores mais importantes a serem
considerados para a operação eficaz da fábrica são: a matéria-prima (frutas in natura), o
fornecimento de água, as embalagens utilizadas (tambores, bags e garrafas PET) e o
combustível da caldeira.
Em relação às frutas, a fábrica deverá priorizar os fornecedores localizados próximo à
província onde será instalada. Durante os primeiros anos de operação, uma solução viável
para a produção do néctar é a importação da polpa integral ou concentrada, exemplo esse
seguido por algumas fábricas de processamento de frutas no Brasil e no mundo. Além da
matéria-prima e dos insumos, o funcionamento regular da fábrica depende do fornecimento
de outras utilidades, como:
Água;
Energia elétrica;
Açúcar;
Outros insumos diversos.

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
63
7.3.1 Redes de alimentação da fábrica
Conforme descrito no item 6.1, para a correta operação da fábrica um grande conjunto de
infraestrutura e equipamentos auxiliares são fundamentais. Estes equipamentos, localizados
no Setor 12 – Área Externa, formarão as principais redes de interligação para alimentação de
água potável, utilidades e energia elétrica para os equipamentos da fábrica. As principais
redes necessárias para a operação da fábrica são as descritas abaixo.
Rede tecnológica de transferência de produto
Compreendem todas as tubulações, conexões, válvulas, termômetros e manômetros
sanitários e outros componentes para interligação dos diversos equipamentos da fábrica,
como tanques, bombas e pasteurizadores.
Rede de distribuição de ar comprimido
Esta rede é de tubo galvanizado, dotada de grupos reguladores de pressão, desumidificador
e lubrificadores para conjuntos pneumáticos. Os componentes pneumáticos são alimentados
em tubos de plásticos, desde os pontos nos painéis até a localização na planta.
Redes de distribuição de água potável, água industrial e água gelada
Estas redes são de material galvanizado, dotadas de válvulas de bloqueio, uniões e conexões
necessárias.
Rede de distribuição de vapor
Esta rede é feita com tubulação em aço carbono sem costura, dotada de distribuidor de
vapor tubular com válvulas de bloqueio, 4 estações de redução de pressão para as seções de
extração, pasteurização de polpa, pasteurização e formulação de suco, compreendendo
ainda válvulas de bloqueio, uniões e conexões necessárias.
Rede de coleta do condensado
Esta rede, construída com tubulação em aço carbono com costura, é dotada de estações de
purga na linha de vapor onde necessário, compreendendo ainda válvulas de bloqueio, uniões
e conexões necessárias.

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
64
Rede de eletricidade e força motriz (baixa tensão)
Composta de cabos elétricos com seções apropriadas, distribuídos em calhas e eletrodutos
galvanizados, para alimentação dos painéis de controle, interligação painéis de comando
com os motores e componentes elétricos.
Pipe-Rack para tubulação da área de extração
Conjunto de pórticos construídos em perfis de tubos quadrados para fixação no piso, de aço
carbono com pintura anticorrosiva, destinados à sustentação das tubulações sanitárias,
tubulações de utilidades e fiação elétrica de interligação das áreas de extração e de
pasteurização.
7.3.2 Utilidades voltadas à sustentabilidade da fábrica
Alguns pontos de fundamental importância para a operação sustentável da fábrica são
apresentados a seguir.
Abastecimento de água
Além de estar se tornando um bem cada vez mais escasso, a qualidade da água tem se
deteriorado cada vez mais rápido. Se, mesmo nos sistemas de distribuição de água potável,
a qualidade desta pode vir a sofrer uma série de mudanças, fazendo com que a qualidade
para o usuário seja diferente da qualidade na estação de tratamento ou no meio rural, onde
a água de consumo em geral não é tratada, a questão se torna ainda mais complexa.
Portanto, a ampla necessidade de água nos diversos processos da agroindústria, seja como
agente de limpeza, na higiene dos alimentos, na higiene pessoal, dos ambientes, entre
outras finalidades, vai requerer uma estratégia para alcançar os parâmetros exigidos e
buscar uso, o mais racional possível, deste recurso.
O consumo estimado de água na fábrica é de 150 m³ por dia. Logo, a indicação é a
implantação de um sistema de tratamento local, por processos de filtração e desinfecção,
com reservatório subterrâneo e bombas pressurizadas.
Manejo de resíduos sólidos
No processamento de frutas, aproximadamente 50% do peso total da matéria-prima
recebida é descartada na forma de folhas, talos ou cascas. Esse descarte é impróprio para o

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
65
consumo humano, mas pode ser utilizado para compostagem ou encaminhado para
alimentação animal.
Segurança no trabalho
Proteção contra incêndio, tipo de piso, espaçamento entre equipamentos, iluminação
adequada, avaliação da necessidade de uso de equipamento de proteção individual (EPI)
entre outros, devem ser observados para que se possam prevenir riscos à saúde do
trabalhador. A utilização de uniformes completos (incluindo calçados, proteção para cabelos)
e exames de saúde (clínicos e laboratoriais específicos) são obrigatórios para se proceder à
manipulação dos alimentos.
7.4 Recursos humanos necessários
A partir do desenho da unidade fabril, foram previstas as quantidades e os perfis mínimos de
pessoal (de produção, engenharia e outros) necessário para a operação da fábrica,
apresentados na Figura 42.
Área Setores Perfil Quantidade
PRODUÇÃO
Direção Industrial Diretor Industrial da Planta Fabril 1
Setor 01 - Área para descarga de frutas Operadores de máquina 6
Setor 02 - Área de extração Operadores de máquina 12
Setor 03 – Área de pasteurização da polpa Operador de máquina 3
Setor 04 - Área de Envase Asséptico Operador de máquina 3
Setor 05 – Produção de xarope de açúcar Operador de máquina 2
Setor 06 – Formulação do néctar de frutas Operador de máquina 2
Setor 07 – Produção de geléia de frutas Operadores de máquina 2
Setor 08 – Área de envase PET e copo Operadores de máquina 6
Setor 09 – Área de armazenagem Operador de máquina 2
Setor 10 – Área de armazenagem/expedição Operadores de máquina 1
Setor 11 - Laboratório de qualidade Técnico de laboratório 3
Setor 12 - Área para manutenção Técnico em manutenção 1
Setor 13 – Área externa Operadores de máquina 1
TOTAL DE PESSOAL DE PRODUÇÃO 45
ENGENHARIA E OUTROS
Diretor geral 1
Formulador 1
Vendas 2
Compras / Financeiro / adm 2
Motorista 1
TOTAL DE PESSOAL DE ENGENHARIA E OUTROS 7
TOTAL DE RH PARA A FÁBRICA 52
Figura 42: Previsão de recursos humanos para a fábrica.

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
66
8 ORÇAMENTO DA UNIDADE FABRIL
Neste capítulo apresenta-se uma estimativa macro dos investimentos necessários para a
implantação da unidade fabril em Moçambique. Os dados calculados, com base em
informações de fornecedores brasileiros de equipamentos e de agentes de Moçambique
partícipes do projeto, são de caráter orientativo e deverão ser detalhados na próxima fase do
projeto (Fase 02).
8.1 Orçamento dos equipamentos fabris e utilidades
Após visitas técnicas e pesquisa a materiais de referência, a equipe do projeto entrou em
contato com a Associação Brasileira de Máquinas e Equipamentos – ABIMAQ. Houve contato
com diversos fabricantes nacionais de máquinas e equipamentos. Foram discutidas em
detalhes as necessidades para cada etapa dos processos de fabricação.
A Figura 43 mostra a seleção de máquinas feitas para a fábrica, apresentando uma
estimativa total de custo do maquinário necessário para a ETAPA 01 de implantação,
cujo detalhamento é apresentado no item 7.2 – Desenho do layout funcional da fábrica.
Os valores são apresentados em Dólares, Meticais e Reais. As taxas utilizadas para
conversão dos valores foram:
1 Real equivale a 19,96 Meticais;
1 Dólar equivale a 1,73 Reais.

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
67
Figura 43: Lista de equipamentos e estimativa de custos com maquinário.
Nº Setor Maquina QtdeCusto Estimado
[R$]
Custo Estimado
[Mtz]
Custo Estimado
[U$ FOB]
M01 1 Esteira para recepção de frutas 1 34.600 690.600 20.000
M02 2 Lavadora de Imersão 1
M03 2 Lavadora a escovas 1
M04 2 Aquecedor Superficial 1
M05 2 Extrator de facas 1
M06 2 Extrator de Batedores Rotantes 1
M07 2 Inativador Enzimático 1
M08 2 Prensa Rotativa 1
M09 2 Turbo extrator e refinador 1
M10 2 Tanque pulmão 1
M11 2 Clarificadora centrífuga 1
M12 2 Bomba de deslocamento positivo 1
M13 2 Transportador de rosca rotativo para resíduo 1
M14 2 Elevador de rosca rotativo para resíduo 1
M15 12 Silo de Bagaço 1
M16 2 Painel Elétrico 1
M17 3 Tanque pulmão 500 l 1
M18 3 Bomba centrífuga Sanitária 1
M19 3 Bomba de deslocamento positivo 1
M20 3 Desaerador 1
M21 3 Pasteurizador Tubular Polpa 1
M22 3 Bomba centrífuga 1
M23 3 Bomba helicoidal 1
M24 4 Painel de controle 1
M25 4 Enchereira asséptica 1
M26 3 Conjunto de limpeza CIP 1
M27 5 Tanque de dissolução de açúcar 1
M28 5 Tanque de armazenagem de açúcar 1
M29 5 Plataforma metálica 1
M30 5 Elevador de açúcar e sólidos 1
M31 5 Bomba centrífuga 1
M32 5 Bomba helicoidal 1
M33 5 Filtro de pré-capa 1
M34 5 Resfriador a placas 1
M35 7 Linha para produção de geléia 1 400.000 7.984.000 231.200
M36 6 Sistema de desenvase de polpa 1
M37 6 Tanques de formulação da polpa 1
M38 6 Bomba positiva 1
M39 6 Bomba centrífuga 1
M40 6 Pasteurizador Tubular Néctar 1
M41 6 Desaerador 1
M42 8 Bomba centrífuga 1
M43 8 Bomba helicoidal 1
M44 6 Painel de controle 1
M45 8 Esteira transportadora 1
M46 8 Enxaguadora 1
M47 8 Dosadora 1
M48 8 Rosqueadeira 1
M49 8 Datador ink-Jet 1
M50 8 Rotuladeira 1
M51 8 Enfardadeira automática 1
M52 9 Sopradora MultiPET 1 100.000 1.996.000 57.800
M53 8 Enchedora copo 3 270.000 5.389.200 156.100
4.606.300 91.941.700 2.662.600
EQUIPAMENTOS DE PRODUÇÃO
TOTAL EQUIPAMENTOS DE PRODUÇÃO
790.00027.279.3001.366.700
460.00015.884.200795.800
83.5002.884.200144.500
864.00029.834.2001.494.700

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
68
Além dos custos com maquinário, para implantação e operacionalização dos equipamentos
são necessários outros investimentos, apresentados na Figura 44.
Figura 44: Orçamento da infraestrutura auxiliar.
A Figura 45 apresenta o orçamento total em equipamentos necessário para dar início à
operação da fábrica.
Figura 45: Orçamento total dos equipamentos com a infraestrutura auxiliar para operação.
Observa-se que no orçamento apresentado na Figura 45 os valores são FOB. Além destes, é
necessário calcular os custos com taxas de importação, transporte, instalação e outros que
incidirão quando da instalação das máquinas no parque fabril. Estes custos são
exemplificados na Figura 46. Na mesma figura, é apresentada a estimativa de investimento
total para a compra e instalação dos equipamentos da fábrica em Moçambique.
Nº Setor Maquina QtdeCusto Estimado
[R$]
Custo Estimado
[Mtz]
Custo Estimado
[U$ FOB]
M54 12 Central C.I.P. 1 228.400 4.558.900 132.000
M55 12 Caldeira 1
M56 12 Tanque de água condensada 1
M57 12 Sistema de desmineralização de água 1
M58 12 Sistema de Pressurização de água 1
M59 12 Torre de Resfriamento 1
M60 12 Bomba Centrífuga 25.000 l/h 1
M61 12 Bomba Centrífuga 90.000 l/h 1
M62 12 Chiller 1
M63 12 Bomba Centrífuga 10.000 l/h 1
M64 12 Compressor de ar 1
M65 12 Gerador de eletricidade 1
M66 12 Quadro de interligação 1
M67 11 Materiais de laboratório - 109.900 2.193.600 63.500
- - Interligações e redes de utilidades - 527.700 10.532.900 305.000
- - Peças de reposição para 2 anos - 155.700 3.107.800 90.000
- - Bags Assépticos 10000 103800 2071800 60000
- - Tambores para embalagem asséptica 10000 400.000 7.984.000 231.200
- - Empilhadeiras 2 259.500 5.179.600 150.000
- - Transpallets 6 17.300 345.300 10.000
3.151.700 62.907.900 1.821.700
780.00026.934.0001.349.400
TOTAL INFRAESTRUTURA AUXILIAR
INFRAESTRUTURA AUXILIAR
Custo Estimado
[R$]
Custo Estimado
[Mtz]
Custo Estimado
[U$ FOB]
4.606.300 91.941.700 2.662.600
3.151.700 62.907.900 1.821.700
7.758.000 154.849.600 4.484.300
TOTAL EQUIPAMENTOS DE PRODUÇÃO
TOTAL INFRAESTRUTURA AUXILIAR
Estimativa de Investimento em Equipamentos para a
fábrica
CUSTO TOTAL DE EQUIPAMENTOS

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
69
Figura 46: Estimativa do orçamento total para instalação dos equipamentos e utilidades em Moçambique.
8.2 Orçamento em terreno e edificações
O layout da fábrica compreende uma área construída de aproximadamente 5.500 m²,
distribuída em área para processamento e envase, área para armazenamento de matéria-
prima e produto acabado, área externa com piso preparado para trânsito interno e
movimentação de materiais e o setor de engenharia e administração. A Figura 47 mostra o
investimento previsto para a construção civil da fábrica, considerando um valor médio para
as diferentes áreas de US$ 400,00/m² de área construída.
Figura 47: Investimento total em obras civis.
8.3 Orçamento total da fábrica
A estimativa total dos investimentos necessários para a implantação da fábrica, a qual
compreende investimentos em maquinário e obra civil, está apresentada na Figura 48.
Figura 48: Investimento total para início da operação da fábrica.
% 7.758.000 154.849.600 4.484.300
30% 2.327.400 46.454.880 1.345.290
15% 1.163.700 23.227.440 672.645
3.491.100 69.682.320 2.017.935
Custo Estimado
[R$]
Custo Estimado
[Mtz]
Custo Estimado
[U$ FOB]
11.249.100 224.531.920 6.502.235
TOTAL GERAL - EQUIPAMENTOS INSTALADOS NA FÁBRICA
EM MOÇAMBIQUE
Gastos com transporte
CUSTO TOTAL DE EQUIPAMENTOS
Outros gastos
TOTAL DOS CUSTOS ADICIONAIS
[R$] [Mtz] [U$]
2.200 1.712.700 34.185.492 990.000
1.800 934.200 18.646.632 540.000
1.000 519.000 10.359.240 300.000
500 389.250 7.769.430 225.000
3.555.150 70.960.794 2.055.000
Área para Depósito de produto - m²
Área externa com preparação de piso - m²
Administração e vestiários - m²
INVESTIMENTO TOTAL EM OBRA CIVIL
Área do Galpão Industrial - m²
INVESTIMENTOS EM OBRA CIVIL
Custo Estimado
[R$]
Custo Estimado
[Mtz]
Custo Estimado
[U$ FOB]
11.249.100 224.531.920 6.502.235
3.555.150 70.960.794 2.055.000
14.804.250 295.492.714 8.557.235
Estimativa de Investimentos totais para a fábrica
EQUIPAMENTOS E UTILIDADES
OBRAS CIVIS
INVESTIMENTO TOTAL PARA INÍCIO DA OPERAÇÃO DA
UNIDADE FABRIL

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
70
8.3.1 Estimativa de custos para a segunda etapa de investimentos
Após a consolidação das primeiras linhas de envase já mencionadas, e a implantação da
segunda linha de extração, uma linha de envase do tipo Tetra Pak ou latas poderá ser
incorporada no portfólio de produtos.
Independente da linha de envase a ser instalada, seja Tetra Pak ou latas, serão necessários
investimentos em uma segunda linha de extração, para um concentrador de polpa, novas
interligações e utilidades, peças de reposição e montagem. A Figura 49 apresenta a
estimativa de investimentos para a linha Tetra Pak e a Figura 50 apresenta os investimentos
estimados para a linha de latas, que poderá eventualmente utilizar as latas fabricadas na
fábrica a ser instalada em Maputo, objeto de desenvolvimento do Projeto de Cooperação
Brasil-Moçambique (Projeto Conceitual para a produção de Embalagens Metálicas).
Figura 49: Estimativa de investimentos para a segunda etapa, considerando uma linha de envase Tetra Pak.
Figura 50: Estimativa de investimentos para a segunda etapa, considerando uma linha de envase em latas.
Linha Envase Tetra Pak 1 3.529.200 70.442.832 2.040.000
Linha de extração 1 3.063.830 61.154.047 1.771.000
Concentrador de polpa 1 1.127.960 22.514.082 652.000
Interligações e utilidades - 146.185 2.917.853 84.500
Peças de Reposição - 161.755 3.228.630 93.500
Montagem e Manutenção - 65.740 1.312.170 38.000 TOTAL C/ LINHA TETRA PAK 8.094.670 161.569.613 4.679.000
ESTIMATIVA EQUIPAMENTOS DE PRODUÇÃO FASE 2
EQUIPAMENTO QtdeCusto
Estimado [R$]
Custo Estimado
[Mtz]
Custo Estimado
[U$ FOB]
Linha de extração 1 3.063.830 61.154.047 1.771.000
Concentrador de polpa 1 1.127.960 22.514.082 652.000
Interligações e utilidades - 146.185 2.917.853 84.500
Peças de Reposição - 161.755 3.228.630 93.500
Montagem e Manutenção - 65.740 1.312.170 38.000
Linha Envase Latas 1 2.352.800 46.961.888 1.360.000 TOTAL C/ LINHA LATAS 6.918.270 138.088.669 3.999.000
ESTIMATIVA EQUIPAMENTOS DE PRODUÇÃO FASE 2
EQUIPAMENTO QtdeCusto
Estimado [R$]
Custo Estimado
[Mtz]
Custo Estimado
[U$ FOB]

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
71
9 CUSTO UNITÁRIO DE UM PRODUTO DE REFERÊNCIA
Neste capítulo será apresentado um breve descritivo dos principais custos para a produção
de polpa integral de manga. Os dados utilizados para cálculo, praticados no mercado
brasileiro, foram obtidos por meio de fabricantes nacionais.
Como base, foram utilizados valores em Reais para produção de 1 tonelada de polpa de
manga integral, embalada em bags assépticos. Para definir os custos de produção,
primeiramente foi calculada a capacidade de produção anual de polpa de manga.
O custo total para a fabricação da polpa de manga é dado por:
Com base nesta fórmula, o custo total de produção foi de R$ 626,57 por tonelada de polpa
de manga integral, onde somente o custo da matéria-prima representa quase 90% do custo
total de produção (Figura 51).
Figura 51: Custo Total para produção de 1 tonelada de manga integral.
Os custos foram estimados a partir das seguintes considerações:
Produto padrão: Polpa Integral de Manga, em embalagem asséptica de 200 l
Matéria Prima 2.000 t/mês [de manga in natura]
Safra Manga 4 meses
Produção Anual: 8.000 t/ano
Rendimento médio da manga 0,6
Quantidade de Polpa Produzida no ano 4.800 toneladas de manga/ano
Custo TOTAL (Ct) = Custo máquina + Custo matéria-prima + Custo da mão de obra + Custo Infra-estrutura
Custo [R$/t]
45,48 909,67 7%
560,08 11.201,60 89%
12,00 240,00 2%
9,00 180,05 1%
626,57 12.531,32 100%
Item de custo
Custo máquina
Custo matéria prima
Custo mão de obra direta
Custo TOTAL (Ct) =
Custo [Mtz/t]
Custo infra-estrutura

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
72
O preço médio de mercado praticado no Brasil é variável de acordo com as características do
tipo de manga e principalmente da safra. Por exemplo, em média, na safra 2010/2011, os
preços da manga Ubá foram da ordem de R$ 2.300/t, da manga Espada R$ 2.100/t, e da
manga orgânica R$ 2.700/t. Nestes preços já está considerada a incidência de impostos.
Para as conclusões do estudo foi utilizado, como referência, o valor médio de R$ 1.500/t sem
incidência de impostos, onde foi considerada uma perspectiva do mercado moçambicano
(Figura 52).
Figura 52: Preço médio de venda no Brasil da polpa de manga.
Observando o preço de venda de referência (R$ 1.500/t) e comparando com os custos
estimados para a produção da manga integral (R$ 630/t), percebe-se que o custo representa
apenas 42% do valor potencial de venda do produto, ou seja, existe uma margem de
aproximadamente R$ 870,00 para cada tonelada de polpa de manga produzida (sem
considerar custos variáveis como alimentação das utilidades, transporte e impostos).
Supondo que a fábrica consiga vender no mercado local uma tonelada de polpa a um preço
equivalente a R$ 1.500,00, e que os custos totais de produção sejam de R$ 1.000,00/t, o
lucro líquido seria de R$ 500,00/t. Considerando os dados da Figura 38, caso a fábrica venda
4.800 toneladas por ano, teria um potencial de faturamento de 7,2 milhões de reais (143
milhões de meticais ou 4,1 milhões de dólares) e um lucro potencial de 2,4 milhões de
reais (48 milhões de meticais ou 1,4 milhões de dólares). A seguir, na Figura 53,
Figura 54 e Figura 55 são apresentados os custos detalhados para cada item de custo
definido.
Figura 53: Custo com maquinário.
Preço [R$/t] Preço [Mtz/t]
1.500,00 30.000,00
Preço de venda da polpa de Manga no Brasil
Valor de uma tonelada de polpa integral
% do custo de
produção
42%
U$
R$
10
8.400,00
382.062,60
45,48
Custo anual do maquinário [R$]Cu
sto
Má
qu
ina
Custo de Maquinário
Custo do maquinário [R$/t]
Vida útil da máquina estimada [anos]
Produção estimada na fábrica [t/ano]
3.820.626,00
2.287.800,00Linha completa para extração de polpa de manga

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
73
Figura 54: Custo com matéria-prima.
Figura 55: Custos com mão de obra.
Figura 56 – Custos com infraestrutura
MP01: Manga (referência tipo espada/palmer)
Preço médio praticado no Brasil [R$/kg] 0,40
Preço médio praticado no Brasil [R$/t] 400,00
400,00
MP02: Bag Assépticos e Tambores
U$ 6,00
R$ 10,02
R$ 30,00
Quantidade de bags por tonelada 4
Quantidade de tambores por tonelada 4
Custo dos bags assépticos [R$/t] 40,08
Custo dos tambores [R$/t] 120,00
160,08
560,08
Cu
sto
Ma
téri
a-P
rim
a
Custo de Matéria Prima
Custo com Bags e Tambores [R$/t]
Custo com matéria prima [R$/t]
Custo com manga in-natura [R$/t]
Valor individual do bag asséptico
Valor individual do tambor
Mão de obra necessária para a produção anual de 1 tonelada de polpa integral de manga:
Custo mensal do RH de produção da fábrica [R$] 14.721 com encargos de 110%
Quantidade de polpa produzida em 1 mês [t] 1.200
Estimativa de custo de RH para produção de 1 tonelada 12,2675
12,00
Custo de Mão de obra
Custo da mão de obra [R$/t]
Cu
sto
Mã
o d
e o
bra
Área para extração de polpa = 1150 m²
Preço estimado do CUB industrial = 751,50 R$/m² 450 U$
Custo da Infra-estrutura = 864.225,00 R$
Estimativa de vida da fábrica = 20 anos
Custo anual = 43.211,25 R$/ano
Produção anual = 4.800,00 toneladas
9,00
Cu
sto
In
fra
-es
tru
tura
Custo de Infra-estrutura
Custo da Infra-estrutura [R$/t]

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
74
10 INFORMAÇÕES DE INTERESSE A INVESTIDORES
Este capítulo objetiva apresentar alguns aspectos que possam interessar a potenciais
investidores para esta fábrica. É importante salientar que, como descrito no capítulo 1, de
introdução deste documento, antes da efetiva implantação da unidade fabril em Moçambique
deverá ser realizado o Projeto Detalhado da Fábrica, que compreende a definição detalhada
de todos os aspectos técnicos para desenvolver os projetos civis para construção da fábrica,
detalhamento de todos os equipamentos, seleção de fornecedores, visita ao local de
instalação e, além dos aspectos técnicos, a realização de um estudo específico de viabilidade
econômica e financeira para a unidade fabril em questão.
Os principais aspectos positivos em relação ao investimento na fábrica de processamento
de frutas em Moçambique, compilados durante o processo de desenvolvimento deste
documento são:
Estudos iniciais indicam a existência de frutas tropicais em abundância no
País: Além dos dados de produção de frutas apresentados neste documento,
diversas fontes (tanto do Governo Moçambicano, produtores locais entrevistados e
empresários locais) afirmam existir frutas em abundância em diversos Distritos do
País, afirmando inclusive a necessidade de descarte de boa parte da produção devido
a incapacidade de processamento instalada (dado evidenciado em
http://www.radiomocambique.com/rm/noticias/anmviewer.asp?a=6953&z=98,
notícia que relata o cultivo de ananás em uma área de mais de 4.000 hectares, com
produção anual de mais de 40 mil toneladas, da qual somente 45% foi
comercializada).
Baixa concorrência: Segundo pesquisas realizadas e informações repassadas pelo
Governo Moçambicano, existem somente duas fábricas de processamento de polpa
de frutas no País, uma instalada em Sofala e outra em Manica, sendo a fábrica de
Manica de menor escala, e a de Sofala mais parecida com o conceito proposto neste
documento.
Alto nível tecnológico dos equipamentos: a fábrica foi concebida considerando
equipamentos de elevado nível tecnológico, que permitem um controle completo das
operações de extração e a garantia de um produto final de elevada qualidade.
Elevado potencial de substituição de importações no mercado local e
exportação para países da África e Europa: Além do mercado local, que seria o
foco inicial de venda dos produtos da fábrica, pesquisas realizadas mostraram que
tanto a polpa integral quanto o néctar são produtos com alto potencial de
exportação, pelo fato de que muitas fábricas, não somente de Moçambique, mas

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
75
também de outros países da África, são dependentes da importação destes produtos
da África do Sul.
Apoio direto dos Governos Brasileiro e Moçambicano para a implantação:
Como este projeto está inserido em um acordo de cooperação industrial entre os dois
países, o investidor terá total apoio dos Governos de ambos os países para suporte a
implantação da fábrica, principalmente em relação a questões políticas, econômicas e
estratégicas.
Possibilidade de isenção de custos com terreno: por se tratar de um projeto
apoiado pelo Governo de Moçambique, existe a possibilidade de negociações para
que o Governo ceda o terreno onde a fábrica será instalada;
Baixo custo de mão de obra: A média salarial praticada em Moçambique é baixa
em relação aos custos no Brasil (o salário médio de um funcionário de chão de
fábrica é de R$ 160,0 mensais).
Além dos aspectos positivos, para a tomada de decisão sobre os investimentos, é também
necessário ponderar os principais aspectos negativos associados à implantação da
unidade fabril:
Transferência tecnológica: o grau de conhecimento técnico para a operação da
unidade fabril é elevado. Assim sendo, caso o investidor não tenha experiência
específica na operação de fábricas de processamento de frutas, será necessário
adquirir também este conhecimento, através de consultoria especializada.
Falta de mão de obra qualificada: para a correta operação dos equipamentos da
fábrica, é necessária a contratação de mão de obra especializada, principalmente no
que tange a engenharia de processos/maquinário e a formulação das bebidas
(engenharia de alimentos).
Riscos inerentes ao capital de Risco em Moçambique:2 devem ser
considerados diversos aspectos em relação aos riscos do capital investido para
operação da unidade fabril. Dentre eles destaca-se:
Risco da dimensão do mercado, que existe devido ao fato de que o mercado
doméstico em Moçambique ainda é pequeno;
Riscos associados a falta de conhecimentos do sistema jurídico do País. Como
resultado da falta de uma jurisprudência claramente disponível, há incerteza quanto à
2 Extraído de www.scp.co.mz/data/Venture_Capital_Mozambique_Port.pdf

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
76
interpretação de leis e regulamentos. Em geral, as empresas não são bem geridas, e
os padrões contabilísticos são muito baixos;
Risco cambial: embora o Metical se tenha mantido estável em relação ao Dólar
americano e ao Euro durante os últimos 4 anos (excluindo o segundo semestre de
2009), houve períodos de elevadas flutuações e, por isso, estratégias de cobertura de
risco cambial são importantes para investidores de capital de risco;
Risco de gestão: o grupo de gestores experientes ainda é pequeno; pode ser
necessário procurar capacidade de gestão no exterior.
Risco-País de Moçambique: Como todo País em desenvolvimento, bem como o
Brasil, este risco deve ser avaliado. O histórico de instabilidade política e econômica
do País deve ser considerado, pois recentemente existiram conflitos internos em
função da política de controle de preços de alimentos essenciais praticada pelo
Governo.
Condições de infraestrutura: em contrapartida ao elevado potencial de produção
frutífera do País, sabe-se que as condições de infraestrutura de transporte e
fornecimento de energia elétrica no País ainda são críticos, fatores que devem ser
considerados e detalhadamente estudados durante o projeto detalhado.
10.1 Lei de Investimentos em Moçambique
A seguir são apresentados alguns aspectos legais relacionados à execução de investimentos
em Moçambique. As informações abaixo destacadas são uma compilação da Lei de
Investimentos do País (Lei n° 3/93), do regulamento desta mesma lei, do código de
benefícios fiscais do País e do regulamento de zonas francas industriais. O anexo 03
apresenta a íntegra destes documentos, para futuras consultas e estudos detalhados.
Consciente da necessidade de adaptação de um quadro legal orientador do processo de
realização, em território moçambicano, de empreendimentos que envolvam investimentos
privados, nacionais e estrangeiros, susceptíveis de contribuir para o progresso e bem estar
social no País, foi aprovada, em 1984, a Lei n° 4/84, a qual tem os seguintes objetivos:
A implantação, reabilitação, expansão ou modernização de infraestruturas
econômicas destinadas à exploração de atividade produtiva ou à prestação de
serviços indispensáveis para o apoio à atividade económica produtiva de fomento do
desenvolvimento do País;

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
77
A expansão e melhoria da capacidade produtiva nacional ou de prestação de serviços
de apoio à atividade produtiva;
A contribuição para a formação, multiplicação e desenvolvimento do empresariado e
parceiros empresariais moçambicanos;
A criação de postos de emprego para trabalhadores nacionais e a elevação da
qualificação profissional da mão de obra moçambicana;
A promoção do desenvolvimento tecnológico e a elevação da produtividade e
eficiência empresariais;
O incremento e a diversificação de exportações;
A prestação de serviços produtivos e de serviços geradores de divisas;
A redução e substituição de importações;
A contribuição para a melhoria do abastecimento do mercado interno e da satisfação
das necessidades prioritárias e indispensáveis das populações;
A contribuição direta ou indireta para a melhoria da balança de pagamentos.
Em relação à implantação da fábrica de processamento de frutas, destacam-se os seguintes
benefícios legais e fiscais para instalação em Moçambique:
Em relação a isenção de taxas de importação, benefícios só serão concedidos quando
os bens a importar não sejam produzidos no território nacional, ou os que sejam
produzidos não satisfaçam as características específicas de finalidade e
funcionalidade exigidas ou inerentes à natureza do projeto e a respectiva atividade a
desenvolver e explorar.
Os investimentos levados a cabo no âmbito da Lei de Investimentos beneficiarão
durante 5 exercícios fiscais, de um crédito fiscal por investimento (CFI) de 5% do
total de investimento realizado, a deduzir na coleta do Imposto sobre o Rendimento
das Pessoas Coletivas até à concorrência deste.
No caso de contribuintes sujeitos ao Imposto sobre o Rendimento das Pessoas
Singulares, a dedução do crédito fiscal por investimento (CFI) referido no número
anterior deverá ser feita até a concorrência do imposto que resultaria de considerar
apenas no englobamento os rendimentos provenientes da atividade de beneficiaria
do incentivo, pertencente a Segunda Categoria do IRPS.
O montante dos custos de investimentos realizados com a formação profissional de
trabalhadores moçambicanos poderá ser deduzido durante os primeiros cinco anos a
contar da data do início da atividade, até ao limite máximo de 5 %.

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
78
Quando se trate de formação profissional para a utilização de equipamento
considerado de tecnologia de ponta, poderá ser deduzido até 10 % da matéria
coletável.
Os investimentos na área da indústria transformadora beneficiam de isenção do
pagamento de direitos na importação de matérias-primas destinadas ao processo de
produção industrial.
Em termos gerais, conclui-se que, para instalação de uma fábrica de processamento de
Frutas em Moçambique, há incentivos fiscais e aduaneiros que facilitam os investimentos de
implantação e operação nos primeiros 5 anos de funcionamento, destacando-se a isenção de
taxa de importação de equipamentos e matéria-prima utilizada na indústria de transformação
(caso de processamento de frutas), deduções de impostos para formação profissional,
facilidades de envios de remessas de lucros e juros e amortizações para o exterior, entre
outros incentivos e facilidades proporcionadas pela lei de investimentos e pelo código de
benefícios fiscais.

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
79
11 SUPORTE A IMPLANTAÇÃO
O maior desafio à implantação efetiva da fábrica para processamento de frutas em
Moçambique está diretamente associado às questões de fornecimento de frutas para a
operação contínua da fábrica. É de extrema importância para a produção em escala que a
relação entre todos os envolvidos no processo (produtores, intermediários e fabricantes) seja
de cooperação.
De fato, existe um grande potencial para a instalação da unidade fabril, dada as condições
climáticas do País e o interesse estratégico do Governo e dos produtores.
Para que as melhores condições sejam amplamente estudadas e discutidas, e principalmente
para que as relações de cooperação e ganho para todos os envolvidos sejam concretizadas,
é fundamental o apoio intenso dos Agentes do Governo Moçambicano, no sentido de validar
as informações necessárias para a futura instalação da unidade fabril, principalmente no que
diz respeito às informações de produção de frutas, a localização da fábrica, e a articulação
dos produtores locais para garantir o fornecimento de frutas frente às demandas que serão
mapeadas.
Além do apoio por parte do Governo de Moçambique, cabe ao Governo Brasileiro a tarefa de
organizar um encontro/seminário para apresentação e discussão do projeto junto a
potenciais investidores. Este encontro poderá, inclusive, ser realizado tanto no Brasil quanto
em Moçambique.
Para fortalecimento do projeto, sugere-se a criação de projetos paralelos e casados ao
projeto da fábrica, como por exemplo:
Projeto para criação de cooperativas de agricultores, em região próxima a localização
da fábrica. Com este projeto, podem-se desenvolver em paralelo os aspectos técnicos
e os aspectos da criação do mecanismo de garantia ao fornecimento contínuo de
matéria-prima da fábrica;
Projeto para incentivo a melhores práticas de plantio e colheita das frutas com
potencial de industrialização.
Dessa forma, sugere-se ao Governo Moçambicano solicitar formalmente apoio à Agência
Brasileira de Cooperação (ABC) para realização de projetos de cooperação técnica nos temas
indicados acima, com a identificação de parceiros nos dois países e a definição de atividades
necessárias.

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
80
A implantação destes projetos, aliada ao detalhamento dos conceitos técnicos apresentados
neste relatório, deve garantir as condições fundamentais para operação da fábrica em longo
prazo, a citar:
Criação de cooperativas de agricultores, com sede em local estratégico, próximo a
unidade fabril, para garantir o fornecimento contínuo e crescente de frutas;
Fornecimento contínuo de insumos: energia elétrica, água, insumos de processo,
entre outros;
Qualidade das frutas e logística: pode-se avançar ainda mais na estrutura da cadeia
de suprimentos utilizando-se técnicas de gestão da colheita, transporte e
armazenagem. Esses fatores são essenciais para o fornecimento eficiente e de
qualidade das frutas;
Incentivos fiscais para instalação da fábrica no País;
Apoio governamental para solucionar problemas fitossanitários desde o pomar até o
consumidor final e fortalecer a defesa sanitária do País;
No sentido de cooperação, uma boa motivação para convencer os agricultores a
produzir frutas de alta qualidade é a relação de benefícios mútuos. Nos anos com
excesso de produção, os fabricantes pagariam um preço justo pelas frutas em
excesso. Quando houver escassez, os produtores cobrariam um preço um pouco
abaixo da demanda de mercado para os fabricantes cumprirem com as obrigações e
contratos. Esse tipo de cooperação já é bem difundido e eficiente em vários países e
se mostra como uma relação boa e leal para os dois lados.

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
81
12 CONSIDERAÇÕES FINAIS
Neste documento foi possível descrever os principais processos e informações consolidadas
desde o início dos trabalhos, para a implantação de uma unidade para processamento de
frutas em Moçambique. Além dos processos e definições dos produtos, também foi
estruturado um layout prevendo as duas etapas de implantação e os respectivos
investimentos em equipamentos necessários para a operação inicial da fábrica.
O desenho do conceito fabril proposto foi desenvolvido através de estudos, interações,
consultoria e questionamentos diretos com profissionais envolvidos com o processamento de
frutas no Brasil e também em Moçambique. Além destes, o desenvolvimento deste
documento teve participação direta do Governo Moçambicano, representado pela engenheira
Engracia Joalina Bangalane, do Instituto para a Promoção das Pequenas e Médias Empresas
– IPEME.
Neste sentido, as definições aqui contidas estruturam, de maneira macro, uma fábrica com
condições reais de atender o mercado local de Moçambique em seu início de operações,
prevendo também a expansão e otimização visando a exportação de produtos.
Ao longo deste documento, foi apresentado um detalhamento completo dos principais
conceitos, abordando itens como detalhamento dos equipamentos para a solução
tecnológica apresentada, detalhamento dos equipamentos de suporte e facilidades, layout
orientativo em 2D e 3D, incluindo áreas externas e de convivência, estimativas de áreas
totais, estimativa total de investimentos para implantação da fábrica, bem como cálculo do
custo típico unitário de produção para um produto a ser definido.
As informações do Caderno Conceitual Final serão também agrupadas em um livreto
informacional, que será apresentado e disponibilizado para Agentes do Governo
Moçambicano, em apresentação presencial, a ser realizada na cidade de Maputo.

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
82
REFERÊNCIAS
ALICE WEB. Informações de comércio exterior Brasil Moçambique. Ministério do Desenvolvimento, Indústria e Comércio Exterior (MDIC). Disponível em: aliceweb.mdic.gov.br/ajuda/como_acessar.asp. Acesso em: Setembro/2010.
APEX-BRASIL. Moçambique: Estudo de Oportunidades 2010. Unidade de Inteligência Comercial e Competitiva. Agência Brasileira de Promoção de Exportações e Investimentos. Disponível em: http://www.apexbrasil.com.br. Acesso em: Setembro/2010.
BANCO CENTRAL do Brasil. Conversão de Moedas. Disponível em: ww4.bcb.gov.br/pec/conversão. Acesso em: 30/Julho/2010.
BANCO DE MOÇAMBIQUE. Taxas de Câmbio. Disponível em: www.bancomoc.mz. Acesso em: 10/Setembro/2010.
CCBMES. Oportunidades de negócio Brasil-Moçambique. Câmara do Comércio Brasil-Moçambique. Espírito Santo. Site: WWW.consuladomocambique-es.com.br. 2008.
COSTASUR. História de Moçambique. Disponível em: mozambique.costasur.com/pt/historia. Acesso em: 23/Julho/2010.
DOING BUSINESS. Measuring Business Regulations. Disponível em: <www.doingbusiness.org>. Acesso em: Junho/2010.
EMPREGO E RENDA. Como montar uma pequena fábrica de doces e geleias. Disponível em: www.empregoerenda.com.br/paginas/117/4/como-montar-uma-pequena-fabrica-de-doces-e-geleias. Acesso em:
Novembro/2010.
FACTBOOK CIA. Informações Gerais sobre a República de Moçambique. Disponível em: www.cia.gov/library/publications/the-world-factbook/geos/ao. Acesso em: Julho/2010.
FAO. Índice dos nomes de plantas e das culturas de substituição. Anexo 1. Disponível em: www.fao.org/docrep/007/x3996p/x3996p17.htm. Acesso em: Dezembro/2010.
FAOSTAT. Estatísticas de Moçambique. Food and Agriculture Organization of the United Nations. Disponível em: www.faostat.fao.org/site. Acesso em: Agosto/2010.
FMI. Economia de Moçambique. Fundo Monetário Internacional. 2010.
HILUEY Liz J. et al. Avaliação Do Rendimento Do Fruto, Cor Da Casca E Polpa De Manga Tipo Espada Sob Atmosfera Modificada” da Revista Brasileira de Produtos Agroindustriais, Campina Grande, v.7, n.2, p.151-157, 2005.
INEM. Informações sobre a população moçambicana. Instituto Nacional de Estatísticas de Moçambique. 2010.
INTEC Consultoria. Estudo de Viabilidade Técnica e Econômica para abertura de uma agroindústria processadora de polpa de frutas no município de Aimorés. MG. 2005.
INTEGRAÇÃO REGIONAL. Estratégia de Moçambique para o processo de integração regional na Comunidade de Desenvolvimento da África Austral (SADC). Governo de Moçambique. 2007.

CADERNO FINAL DE SEGMENTO INDUSTRIAL – MOÇAMBIQUE Fundação CERTI – Centros de Referência em Tecnologias Inovadoras - CNPJ/MF nº 78.626.363/0001-24
83
ITC. Trade Performance of Mozambique. International Trade Centre. Disponível em:
http://www.intracen.org/menus/countries. Acesso em: Agosto/2010.
MERCADOS. Moçambique - Condições Legais de Acesso ao Mercado. Informação Regulamentar da Agência para o Investimento e Comércio Externo de Portugal (AICEP). Portugal. Agosto 2009.
MITUR. História de Moçambique. Ministério de Turismo. Disponível em: www.visitmozambique.net/pt/mocambique/historia_de_mocambique. Acesso em: 23/Julho/2010.
MUHATE, Basílio (Economista). Moçambique supera as previsões de crescimento econômico em 2009. Blog Rabiscando Moçambique. Postado em 3/janeiro/2010. Disponível em: basiliomuhate.blogspot.com/. Acesso em: 01/Set/2010.
ONG SHVO. História de Moçambique. Disponível em: pt.shvoong.com/social-sciences/sociology/2000591-historia-moçambique. Acesso em: 23/Julho/2010.
ONU. Relatório de Desenvolvimento Humano. Organização das Nações Unidas. 2009.
PORTAL ECONOMIA. Moçambique registra inflação mais baixa dos últimos dez anos. Portal do Governo de Moçambique. Disponível em: www.portaldogoverno.gov.mz/noticias/news_folder_econom_neg/janeiro-2010. Acesso em: 01/Set/2010.
PORTAL ENSINO. Instituições de Ensino Superior em Moçambique. Portal do Governo de Moçambique. Disponível em: www.portaldogoverno.gov.mz/Informacao/edu/subfo_inst_ens_sup. Acesso em: 10/Set/2010.
RIBAS, Luciane Cristina Mota. Higienização de instalações e equipamentos em indústria de laticínios. Curso de Especialização Lato Sensu em Higiene e Inspeção de Produtos de Origem Animal. UNIVERSIDADE CASTELO BRANCO. Curitiba PR, 2008.
SAKALL, Sérgio Eduardo. História de Moçambique. Disponível em: www.girafamania.com.br/africano/materia_mozambique.historia. Acesso em: 25/Julho/2010.
SILVA, R.T e PANNIR SELVAM, P.V. Estudo comparativo da viabilidade da produção de geleia usando frutas tropicais para agricultura familiar e micro-usina. Núcleo de Tecnologia da Universidade Federal do Rio Grande do Norte. Disponível em: Acesso em: Novembro/2010.
SOUSA, M.H.P; LIMA, S.A; MAIA, A.G. Processamento de sucos de frutas tropicais. Editora Fortaleza. 2007.
TECHNOSERVE. Competitividade da Agricultura em Moçambique. Business Solutions to Rural Poverty. Outubro/2008.
UBI. História de Moçambique Universidade da Beira Interior. Portugal. Disponível em: mzpt.no.sapo.pt/his. Acesso em: 23/Julho/2010.
UNICEF. Relatório sobre infraestrutura mundial. Fundo das Nações Unidas para a Infância. ONU. 2006.
WIKIPÉDIA. História de Moçambique. Disponível em: pt.wikipedia.org/wiki/Historia_de_Moçambique. Acesso em: 23/Julho/2010.

ANEXO 01 Layout Fabril

ANEXO 02 Fluxograma do Processo de Extração da
Polpa de Manga e Abacaxi

ANEXO 03 Legislação sobre Investimentos em
Moçambique