AVALIAÇÃO DAS EMISSÕES DE CO2 NA INDÚSTRIA DE … · contribui negativamente para a balança...
15
AVALIAÇÃO DAS EMISSÕES DE CO2 NA INDÚSTRIA DE AMÔNIA VIA SIMULAÇÃO Área temática: Gestão Ambiental e Sustentabilidade Pedro Souza [email protected] Diego Prata [email protected] Simone Silva [email protected] Resumo: In industry the major environmental concerns are related to water consumption, effluents and waste generation, energy consumption and mainly by the CO2 emission, which is the one of the causes of the greenhouse effect, reported as eco-indicators. The eco-indicators represent a relationship of an environmental variable and an economic element (production or revenue). The present work aims to evaluating the CO2 emissions for a plant to produce ammonia, based on eco-indicator and computer simulation. Thus, the monitoring and the possibility of reducing emissions through engineering and heat integration actions should be realized, besides contributing to the development of a sustainable production model, will add value to the process and the final product. Palavras-chaves: ISSN 1984-9354
Transcript of AVALIAÇÃO DAS EMISSÕES DE CO2 NA INDÚSTRIA DE … · contribui negativamente para a balança...

AVALIAÇÃO DAS EMISSÕES DE CO2 NA INDÚSTRIA DE
AMÔNIA VIA SIMULAÇÃO
Área temática: Gestão Ambiental e Sustentabilidade
Pedro Souza
Diego Prata
Simone Silva
Resumo: In industry the major environmental concerns are related to water consumption, effluents and waste generation,
energy consumption and mainly by the CO2 emission, which is the one of the causes of the greenhouse effect, reported as
eco-indicators. The eco-indicators represent a relationship of an environmental variable and an economic element
(production or revenue). The present work aims to evaluating the CO2 emissions for a plant to produce ammonia, based on
eco-indicator and computer simulation. Thus, the monitoring and the possibility of reducing emissions through engineering
and heat integration actions should be realized, besides contributing to the development of a sustainable production model,
will add value to the process and the final product.
Palavras-chaves:
ISSN 1984-9354
XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
2
1. INTRODUÇÃO
O conceito do desenvolvimento sustentável é definido como aquele que atende às necessidades
do presente sem comprometer as possibilidades das gerações futuras atenderem suas próprias
necessidades. Como consequência prática para o desenvolvimento sustentável foi desenvolvida a ideia
da ecoeficiência, geralmente avaliada por meio de ecoindicadores.
Atualmente as empresas alinhadas com os conceitos e princípios do desenvolvimento
sustentável atuam para minimizar os impactos ambientais e sociais provocados por suas operações. O
tema sustentabilidade, particularmente emissões de gases de efeito estufa (GEEs), tem ganhado
importância devido à necessidade crescente de manutenção e recuperação do meio ambiente. Assim,
têm sido criadas formas de avaliar e diminuir emissões e despejos de indústrias e empresas. Isto se
deve às sanções impostas pelos governos, impulsionados pela conscientização e mobilização crescente
da sociedade civil, organizações não governamentais e grupos técnico-científicos da área ambiental.
Entre essas medidas pode-se citar a melhoria da eficiência energética, que é vista como uma
das estratégias mais promissoras para reduzir as emissões globais de CO2 (gás poluente tomado como
referência; os outros gases são contabilizados em equivalência) e dependência da importação de
combustíveis fósseis. A indústria de transformação responde por um terço do consumo global de
energia e, portanto, a melhoria da eficiência energética e redução das emissões de CO2 são prioridade
para essas indústrias (Siitonen et al., 2010).
Os ecoindicadores representam uma relação de uma variável ambiental e um elemento
econômico (produção ou receita). Um dos principais objetivos dos ecoindicadores é melhorar a tomada
de decisões, de modo que a capacidade de monitoramento e a geração de informações que eles trazem
possam auxiliar nas diretrizes de decisões econômica e ambientalmente seguras, além de permitir a
avaliação dos impactos gerados (Pereira et al., 2014).
Atualmente, plantas de produção de amônia têm ganhado atenção de pesquisadores em
problemas de controle e otimização, principalmente energética (Araújo e Skogestad, 2008; Zhang et
al., 2010). Modificações propostas do processo convencional incluem um reator multitubular (Luyben,
2012) e dois reatores com integração energética (Amin et al., 2012). Entretanto, nenhum destes
trabalhos visou à avaliação de emissões de CO2.
A amônia é um dos insumos mais consumidos no mundo (Luyben, 2012), dada a sua utilidade
em diversos setores econômicos. Portanto, este trabalho propõe a avaliação de emissões de CO2 na
indústria de produção de amônia, com base em ecoindicadores e por meio de simulação. Escolheu-se a
planta apresentada em Araújo e Skogestad, 2008 por ter sido otimizada econômica e energeticamente e
por representar o processo convencional de produção de amônia.
Este trabalho está organizado em cinco seções, além desta introdução. A seção 2 revisa os
trabalhos sobre plantas de amônia e ecoindicadores para indústria apresentados na literatura. A seção 3
apresenta a metodologia para desenvolver o ecoindicador de CO2. A seção 4 apresenta a planta de
amônia em detalhes. A seção 5 apresenta os resultados para a simulação e ecoindicador. E, finalmente,
a seção 6 conclui o artigo.
XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
3
2. Revisão da Literatura.
2.1. Produção de Amônia.
A obtenção de amônia como produto final é feita pela reação direta entre hidrogênio e
nitrogênio, através da síntese de Haber, de acordo com a Equação (1).
123 322 NHHN
Inicialmente é feita a síntese de hidrogênio a partir do metano e posteriormente é adicionado
nitrogênio. Como a formação de amônia é intermediada por catalisador de ferro é necessário
considerar as correntes oxidativas do processo. Dessa forma, como parte de suas etapas de processo é
necessária a remoção de correntes de água, monóxido de carbono e dióxido de carbono (Amin et al.,
2013).
Em termos comerciais a amônia se apresenta na forma anidra ou em solução aquosa,
precisando ser armazenada a baixas temperaturas ou em altas pressões devido sua alta volatilidade. A
relevância mundial da amônia para vários setores econômicos inclui a base para produtos de limpeza
doméstica e industrial, produção de fertilizantes nitrogenados e síntese de fármacos (Luyben, 2012).
Para a economia brasileira a demanda por amônia merece especial atenção na sua participação
no setor agrícola. A amônia anidra representa 82% de toda matéria prima necessária para a produção
de fertilizantes nitrogenados, críticos no cultivo das principais culturas do país. Enquanto isso, a
capacidade mundial de produção de amônia se concentra em países asiáticos e do leste europeu, o que
contribui negativamente para a balança comercial nacional (Dias e Fernandes, 2006). E ainda, as
expansões previstas das atividades agrícolas no país geram uma previsão no aumento das importações
de fertilizantes em 63% até 2023 (SNA, 2014).
2.2. Plantas Industriais de Amônia.
Considerando que a produção de amônia representa um insumo crítico para diversos setores
econômicos são naturais as discussões e propostas de diferentes configurações de processos industriais
para sua síntese. O processo produtivo de amônia é constituído por uma série de etapas integradas. No
início a matéria prima: gás natural de um gasoduto ou de outras fontes (gás natural sintético) ou nafta é
tratado pelas etapas de dessulfurização para remover enxofre, reformas primárias (com vapor) e
secundárias (com ar), conversão, remoção de dióxido de carbono e metanação. Assim, é formada uma
mistura comumente chamada "gás de síntese", composto por: hidrogênio, nitrogênio, monóxido de
carbono, dióxido de carbono, água e traços de vários gases inertes incluindo metano e argônio, enviado
ao processo de síntese. Tipicamente o processo de síntese de amônia é realizado em etapas de reação e
posterior separação para purificação do produto final, com altas taxas de reciclo das correntes
secundárias. Além disso, a síntese de amônia tende a ser realizada em elevadas pressões, de maneira a
promover maior taxa de conversão, o que exige a otimização adequada dos seus sistemas de
compressores (Luyben, 2012).
O design industrial escolhido para o presente trabalho é o proposto em Araujo e Skogestad
(2008), caracterizado pelo uso de um único reator contínuo adiabático, do tipo escoamento pistonado
(do idioma inglês "Plug Flow Reactor" - PFR) operando a 196 bar. Este reator de 2m de diâmetro é
dividido em três leitos de diferentes comprimentos (2,130; 3,0650 e 4,840, respectivamente). Sua
XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
4
corrente de alimentação é de 8129 kmol/h a 23 bar com uma composição de 74,5% molar de
hidrogênio, 24,9% molar de nitrogênio, 0,3% molar de argônio e 0,3% molar de metano. A relação
molar de hidrogênio e nitrogênio é 3:1. A corrente de produto líquido é de 4172 kmol/h com 1,4%
molar de hidrogênio, 0,5% molar de nitrogênio, 0,6% molar de argônio, 0,6% molar de metano e 96,9
% molar de amônia. Enquanto isso, a corrente de purga do sistema é de apenas 4,257 kmol/h.
Dada a demanda por processos alternativos de síntese de amônia, Luyben (2012) propõe uma
configuração alternativa para a planta proposta por Araújo e Skogestad (2008). Esta se utiliza de um
reator tubular com múltiplos tubos para o processo operando a uma pressão menor de 140 bar, quando
comparado ao processo convencional (Araújo e Skogestad, 2008) com correntes de alimentação e
condições operacionais similares. No entanto, o novo processo obtém amônia ligeiramente mais
concentrada (97,46% molar) do que o convencional (96,9% molar). O novo dimensionamento de
equipamentos torna a proposta mais atraente economicamente. Posteriormente, Amin et al. (2013)
propuseram uma modificação generalizada na planta de amônia, introduzindo mais um reator e com
integração energética. Para maiores detalhes o leitor interessado deve consultar estas referências.
2.3. Ecoindicadores.
A utilização de ecoindicadores tem sido largamente considerada como solução prática nas
avaliações de sustentabilidade envolvendo principalmente o setor da indústria de transformação, de
modo a inferir a ecoeficiência do processo.
Revisões nesta área realizada por Pereira et al. (2014) incluem a indústria do aço (Sititonen et
al., 2010), da petroquímica (Charmondusit e Keartpanpraek, 2011), do ferro (Kharel e Chamondusit,
2008) e da própria indústria de produção da amônia (Zhou et al., 2010). Os autores apontaram os
principais ecoindicadores considerados para estudo e desenvolvimento na indústria: consumo de água,
consumo energético, geração de CO2, geração de resíduos sólidos e geração de efluentes, e um modo
de avaliá-los conjuntamente através de um índice de ecoeficiência.
Os ecoindicadores ambientais escritos como relação variável ambiental (numerador) por
produção (denominador) resultam em melhor resultado para quanto menor for o valor desta relação.
Assim, Pereira et al. (2014) agruparam os ecoindicadores, após normalização de cada categoria, em um
gráfico tipo radar, e calcularam o índice pela área do polígono formado. Quanto menor a área, maior a
ecoeficiência. Isso, por exemplo, possibilita comparar duas unidades de produção de amônia com
tecnologias de processo diferentes para as mesmas categorias de ecoindicadores.
Além de proporcionar um diagnóstico em termos ambientais, o uso de ecoindicadores de
consumo energético merece especial destaque pelo seu apelo econômico, proporcionando uma
integração entre os dois temas (econômico e ambiental), algo crítico para as discussões sobre
sustentabilidade. Já ecoindicadores de emissão de CO2 merecem atenção pela série de leis e diretrizes
ambientais para a mitigação do efeito estufa e até mesmo pelo interesse da sociedade, cada vez mais
consciente sobre o assunto.
Segundo Pereira et al. (2014) o ecoindicador de emissão de CO2 pode ser definido de duas
formas como:
• (a) Ecoindicador de emissão de CO2: Razão do total de emissão de CO2 em um período pela
produção total equivalente (unidade tCO2/t). Avaliação: Quanto menor o resultado melhor.
• (b) Ecoindicador de emissão de CO2: Razão do total de receita na venda de produção pela
XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
5
emissão de CO2 no período equivalente (unidades monetárias/unidade tCO2). Avaliação: Quanto maior
o resultado melhor.
A primeira forma será considerada neste trabalho, pois permite sua utilização com base nos
resultados de simulação computacional de um processo. E por, ainda, como discutido previamente,
possibilitar uma avaliação conjunta como índice de ecoeficiência para mais categorias de
ecoindicadores.
3. Metodologia.
3.1. Metodologia de Simulação.
Foi utilizado como base para a simulação o pacote computacional UNISIM Design Suite R390
da empresa Honeywell. Neste caso, é critico para obtenção de resultados coerentes o correto
preenchimento das especificações fornecidas pela planta de referência. Sendo assim, se faz necessário
dar atenção aos dados das correntes de alimentação (suas vazões, composições, pressões e
temperaturas) bem como parâmetros operacionais e aos parâmetros da reação, principalmente as
constantes cinéticas, energias de ativação e informações do catalisador.
Finalmente, o correto preenchimento das variáveis independentes de dimensões dos
equipamentos e eficiências fornecerá as variáveis dependentes de saída da planta: Vazões de topo e
fundo de equipamentos e suas composições, temperaturas e pressões.
3.2. Obtenção de Ecoindicadores.
Pereira et al. (2014) propuseram metodologia para os cálculos de emissão de CO2 aplicável a
plantas industriais partindo de trabalhos desenvolvidos por Siitonen et al. (2010). Ambas as
metodologias são referendadas, por sua vez, nas diretrizes do Intergovernamental Panel on Climate
Change - IPCC (IPCC, 1996).
Primeiramente as emissões de CO2 são divididas e classificadas em três categorias principais.
São elas:
1. Emissões por combustão: Produzidas na queima direta de combustíveis gasosos e líquidos para
suprir o processo.
2. Emissões indiretas: Geradas por fontes externas de energia (majoritariamente vapor e energia
elétrica).
3. Emissões fugitivas: Originais de vazamentos indesejados em equipamentos, emissões de
veículos transportadores de insumos e produtos e emissões geradas por alívio de válvulas.
Uma das adaptações de Pereira et al. (2014) é a de inserir as emissões fugitivas de alívio para
queima no flare. A medida tem potencial para reduzir as emissões totais de CO2 da planta, uma vez
que as emissões por alívio contêm substâncias com valor de CO2 equivalente de magnitudes
superiores. Segundo os autores as emissões do tipo fugitivas provenientes de vazamentos indesejados e
XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
6
de transporte são proporcionalmente muito inferiores às demais e serão, para fins práticos,
desconsideradas neste trabalho.
Ainda segundo Pereira (2014) a geração de CO2 por combustão pode ser generalizada pela
Equação (2):
222 COOC
Assumindo combustão total dos hidrocarbonetos à CO2 e partindo das estequiometrias das
reações de queima completa é possível relacionar as correntes de emissão para o flare com a geração
de CO2. A vazão de CO2 (mCO2) fica então relacionada com a vazão mássica de um dado
hidrocarboneto (mhc) pela Equação (3):
32 hchcCO pmm
Sendo phc a relação mássica entre CO2 e o hidrocarboneto que será queimado por completo. Na
planta de amônia avaliada neste trabalho o único hidrocarboneto relevante foi metano. Sua relação
mássica e reação de conversão são apresentadas na Tabela 1
Tabela 1. Relação entre a massa de CO2 emitida para hidrocarboneto queimado.
Hidrocarboneto Reações de Conversão: Reagente/Produto phc(tCO2/t)
Metano CH4 + 2 O2 → 1 CO2 + 2 H2O 2,75
Para o cálculo das emissões indiretas são utilizados os valores de conversão de acordo com a
Tabela 2.
Tabela 2. Fatores de conversão para emissões de CO2 de fontes indiretas.
Conversão / Propriedade Valor Referência
Energia Elétrica 3,60 × 106 kJ/MWh IPCC (1996)
Conversão Energia Elétrica em CO2 0,1355 tCO2/MWh MCT (2015)
Conversão de Energia em CO2 (base Gás Natural) 0,0561 tCO2/GJ* IPCC (1996)
* 0,20196 tCO2/ MWh. (1 MWh= 3,6 GJ).
O valor de 0,1355 tCO2/MWh é a média do Brasil para o ano de 2014, conforme Tabela 3. Este
valor é superior a média do ano de 2013 devido a utilização das termoelétricas na matriz energética do
país. Vale a pena ressaltar também que em 2006 o valor era de apenas 0,0323 tCO2/MWh, o que
representa uma aumento de cerca de 400% nas emissões de CO2 em menos de 10 anos. Este padrão na
produção de energia elétrica nacional reforça a necessidade de se promover eficiência energética como
forma de reduzir impactos ambientais associados ao aquecimento global.
Tabela 3. Fator de emissão de CO2 por geração de energia elétrica no Sistema Interligado
Nacional, em toneladas de CO2 / MWh. Fonte: MCT (2015).
Ano Mês
Média Jan Fev Mar Abr Mai Jun Jul Ago Set Out Nov Dez
2013 0,1151 0,1090 0,0981 0,0959 0,1151 0,1079 0,0838 0,0833 0,0840 0,0831 0,093 0,0841 0,0960
2014 0,0911 0,1169 0,1238 0,1310 0,1422 0,1440 0,1464 0,1578
3 0,1431 0,1413
1 0,1514 0,1368
1 0,1355
XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
7
Partindo dos resultados de simulação é possível determinar as vazões e respectivas
composições que serão direcionadas para a queima no flare. Estas serão contabilizadas como emissões
fugitivas de CO2. Já as quantidades de vapor e energia elétrica irão contribuir para as emissões
indiretas e vão variar de acordo com as possibilidades de operação dos compressores, se movidos a
vapor ou energia elétrica. Neste estudo de simulação ambas possibilidades são analisadas. Muito
provavelmente, como a síntese de amônia depende intrinsecamente desses equipamentos, é de se
esperar que em um processo real os compressores operem no modo a vapor, tendo um terceiro
compressor elétrico sobressalente para emergências operacionais.
O ecoindicador será obtido pela razão entre a soma destas emissões de CO2 apresentadas e a
produção de amônia da planta.
4. Planta de Amônia.
O processo de síntese de amônia avaliado neste trabalho foi baseado no apresentado e
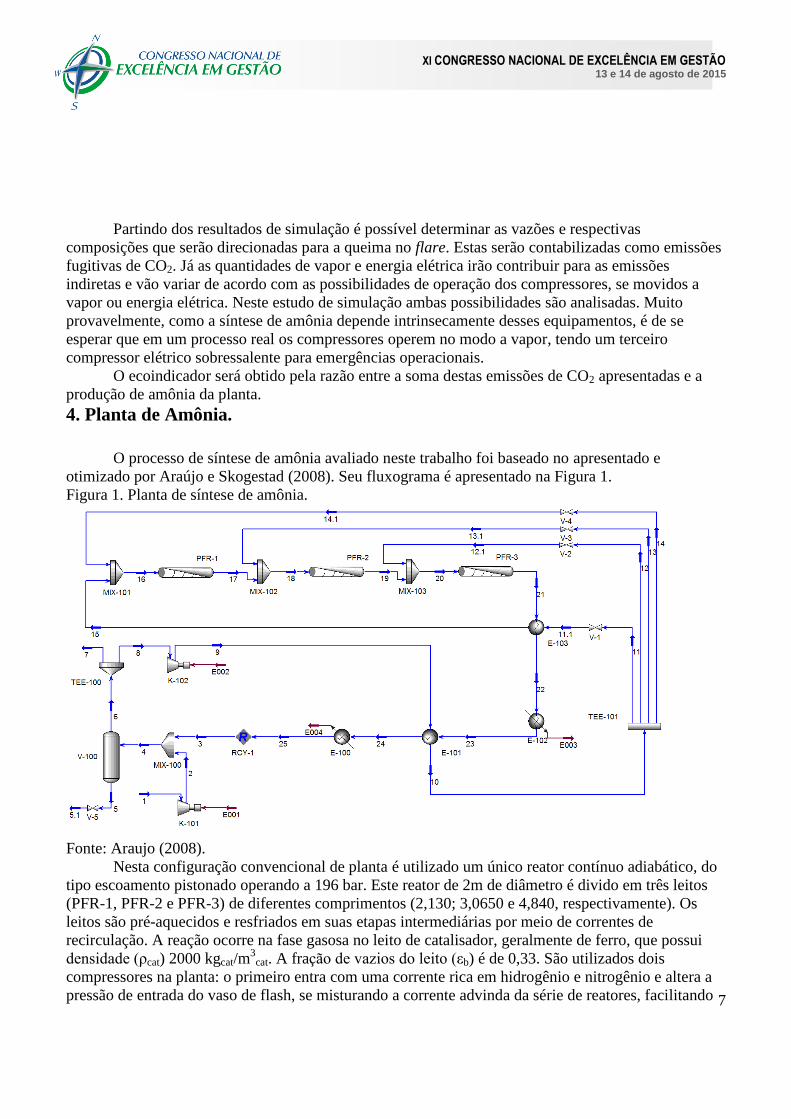
otimizado por Araújo e Skogestad (2008). Seu fluxograma é apresentado na Figura 1.
Figura 1. Planta de síntese de amônia.
Fonte: Araujo (2008).
Nesta configuração convencional de planta é utilizado um único reator contínuo adiabático, do
tipo escoamento pistonado operando a 196 bar. Este reator de 2m de diâmetro é divido em três leitos
(PFR-1, PFR-2 e PFR-3) de diferentes comprimentos (2,130; 3,0650 e 4,840, respectivamente). Os
leitos são pré-aquecidos e resfriados em suas etapas intermediárias por meio de correntes de
recirculação. A reação ocorre na fase gasosa no leito de catalisador, geralmente de ferro, que possui
densidade (ρcat) 2000 kgcat/m3
cat. A fração de vazios do leito (εb) é de 0,33. São utilizados dois
compressores na planta: o primeiro entra com uma corrente rica em hidrogênio e nitrogênio e altera a
pressão de entrada do vaso de flash, se misturando a corrente advinda da série de reatores, facilitando
XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
8
a condensação da amônia e preparando a composição de topo para a recirculação direcionada aos
reatores e troca de calor com a corrente direta, corrente esta conduzida por sua vez pelo segundo
compressor.
O processo é considerado em estado estacionário e não são atribuídas quedas de pressão
significativas nos equipamentos.
4.1. Seção de Alimentação e Separação
A alimentação deste processo consiste em uma corrente (identificada pelo número 1) com
vazão de 8212,72 kmol/h a 17°C e 23,10 bar, composta por 74,5% de Hidrogênio, 24,9% de
Nitrogênio, 0,3% de Argônio e 0,3% de metano. Esta é enviada ao primeiro compressor (K-101), de
modo a elevar sua pressão a 196,3 bar e temperatura a 309°C. Para tal, exige-se uma potência de
19800 kW. Esta corrente é posteriormente misturada com a corrente efluente da bateria de
permutadores de calor (identificada pelo número 3). Esta mistura (identificada pelo número 4) com
vazão de 45106,33 kmol/h, temperatura de 39,60°C, pressão de 196,28 bar, e composta por 54,13% de
Hidrogênio, 22,44% de Amônia, 19,14% de Nitrogênio, 2,33% de Metano e 1,96% de Argônio, é
enviada ao vaso de flash (V-100) de modo a promover a separação das fases líquida (identificada pelo
número 5) e vapor (identificada pelo número 6). Este vaso dispõe de 5,835 m de diâmetro e 8,752 m de
altura, compondo um volume de 234 m³.
A fase líquida efluente do vaso de flash consiste no produto gerado pelo processo com vazão de
4190,4 kmol/h a 39,60°C e 196,28 bar, composta por 96,12% de Amônia, 2,24% de Hidrogênio, 0,6%
de Nitrogênio, 0,54% de Argônio e 0,5% de Metano. A fase gasosa efluente do vaso de flash possui
uma vazão de 40915,93 kmol/h a 39,60°C e 196,28 bar, e composição de 59,44% de Hidrogênio,
21,04% de Nitrogênio, 14,89% de Amônia, 2,52% de Metano e 2,11% de Argônio. Parte desta
corrente é purgada, objetivando o não acúmulo de inertes no sistema. Esta purga (identificada pelo
número 7), com vazão de 3,98 kmol/h, é encaminhada à queima no flare, para eliminar os inertes
(Metano e aArgônio) A parcela restante da fase gasosa efluente do vaso de flash (identificada pelo
número 8), com vazão de 40911,95 kmol/h e a mesma composição da corrente anterior, é enviada ao
segundo compressor da unidade (K-102), de modo a elevar sua pressão a 208 bar e temperatura a
39,6°C, e direcionada ao permutador E-101. Para tal, exige-se uma potência de 2718 kW.

XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
9
4.2. Seção de Reação.
Os parâmetros reacionais utilizados neste trabalho seguem a proposta de Araújo e Skogestad
(2008). Neste caso, a cinética heterogênea em função das pressões parciais de nitrogênio, hidrogênio e
amônia (PN2, PH2 e PNH3) assumida para reação é representada pela Equação (4) a seguir:
5,1
2
3
1
3
5,1
22
13 2H
NH
NH
HN
NHP
PK
P
PPKfr em (kmol NH3 / kgcat h) (4)
Com a densidade do catalisador em kgcat/m3
cat e a pressão em bar. Os fatores pré-exponenciais:
direto (K1) e reversível (K-1) são os apresentados na Equação (5):
RTeK
87090
4
1 1079,1
(5)
RTeK
198464
16
1 1075,2
Na Equação (5) a temperatura T é calculada em Kelvin e o fator de correção para a atividade do
catalisador é f = 4,75. As energias de ativação direta e reversível já estão contempladas (em kJ/kmol) e
R é a constante universal dos gases perfeitos.
Cabe ressaltar que está equação heterogênea não se molda a opção de reação heterogênea do
tipo Langmuir-Hinshelwood do software UNISIM. Sendo assim, se faz necessário uma adaptação para
utilização de cinética homogênea, considerando um modelo pseudohomogêneo, conforme Equação
(6):
33.
)1(NHcat
b
b
NHUNISIM rr
em (kmol NH3 / m
3v h) (6)
Considerações sobre a Equação (6):
A fração de vazios do leito εb é adimensional, pois representa a relação entre o volume de
vazio e o volume total do leito do reator, representado por m3
v/ m3;
O termo (1- εb) representa fração de catalisador, sendo adimensional, pois representa a
relação entre o volume de catalisador sólido e o volume total do leito do reator,
representado por m3
cat/ m3;
O volume total do leito do reator é representado por m3 e é composto pelo volume de
catalisador sólido m3
cat e pelo volume de vazio m3v (m
3= m
3cat + m
3v);
A reação ocorre no volume de vazios m3
v.
Dessa forma, é possível realizar a simulação computacional no software UNISIM R390 sem
perda de generalidade.
A seção de reação consiste fundamentalmente em um reator tubular, divido em 3 leitos de
diferentes comprimentos com entradas intermediárias de reciclo de material. Como a reação é
XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
10
exotérmica, há um incremento da temperatura da corrente de saída de cada reator. De modo a não
ocorrer um aumento excessivo desta temperatura, e não promover a conseqüente diminuição da
conversão dos reagentes, há um resfriamento intermediário entre os reatores. Este resfriamento é
promovido através da simples mistura entre a corrente efluente do reator e parte da corrente efluente o
permutador E-101.
A corrente efluente do compressor K-102 (identificada pelo número 9) é pré-aquecida no
permutador E-101 até atingir a temperatura de 232°C. Esta corrente (agora identificada pelo número
10) é dividida em quatro novas correntes para a alimentação dos diferentes reatores: correntes 11, 12,
13 e 14. Consequentemente as correntes 7, 8, 9, 10, 11, 12, 13 e 14 possuem a mesma composição.
A corrente 11, com vazão de 20619,62 kmol/h, temperatura de 232°C e pressão de 207 bar,
após passagem pela válvula V-1 sofre uma despressurização para 205 bar (agora identificada pelo
número 11.1) e é pré-aquecida no permutador E-103. Este pré-aquecimento eleva sua temperatura para
340°C e diminui sua pressão para 204 bar (agora identificada pelo número 15). Analogamente à
corrente 11, as correntes 12, 13 e 14 também sofrem despressurização nas válvulas V-2, V-3 e V-4
respectivamente, todavia sem passarem por permutadores de calor. A corrente 14, com vazão de
9409,75 kmol/h, temperatura de 232°C e pressão de 207 bar, após passagem pela válvula V-4 sofre
uma despressurização para 204 bar (agora identificada pelo número 14.1) e é misturada com a corrente
15. Esta mistura (identificada pelo número 16), agora com vazão de 30029,37 kmol/h, temperatura de
306,3°C e pressão de 204 bar, e a mesma composição das correntes que a antecedem, é a alimentação
do primeiro leito do reator tubular (PFR-100).
O primeiro leito do reator tubular dispõe de 2,13 m de comprimento e 2 m de diâmetro,
gerando um volume total de 6,692 m³. Sua corrente efluente (identificada pelo número 17), com vazão
de 27313,99 kmol/h, temperatura de 452,7°C e pressão de 203 bar, é composta por 50,44% de
Hidrogênio, 26,31% de Amônia, 18,16% de Nitrogênio, 2,77% de Metano e 2,32 de Argônio. Com o
intuito de reduzir sua temperatura, há a mistura da corrente 17 com a corrente 13.1, gerada após a
despressurização da corrente 13 de 207 bar para 203 bar e com vazão de 5686,76 kmol/h. Esta mistura
(identificada pelo número 18), agora com vazão de 33000,75 kmol/h, temperatura de 417,3°C, pressão
de 203 bar e composta por 51,99% de Hidrogênio, 24,35% de Amônia, 18,66% de Nitrogênio, 2,73%
de Metano e 2,28 de Argônio, é a alimentação do segundo leito do reator tubular (PFR-101).
O segundo leito do reator tubular dispõe 3,07 m de comprimento e 2 m de diâmetro, gerando
um volume total de 9,645 m³. Sua corrente efluente (identificada pelo número 19), com vazão de
32316,169 kmol/h, temperatura de 448,7°C e pressão de 202 bar, é composta por 49,91% de
Hidrogênio, 26,98% de Amônia, 17,99% de Nitrogênio, 2,78% de Metano e 2,33% de Argônio.
Novamente para reduzir sua temperatura, há a mistura da corrente 19 com a corrente 12.1, gerada após
a despressurização da corrente 12 de 207 bar para 202 bar e com vazão de 5195,82 kmol/h. Esta
mistura (agora identificada pelo número 20) possui vazão de 37511,97 kmol/h, temperatura de 421°C,
pressão de 202 bar e composta por 51,23% de Hidrogênio, 25,31% de Amônia, 18,42% de Nitrogênio,
2,75% de Metano e 2,30 de Argônio, e é a alimentação do terceiro e último leito do reator tubular
(PFR-102).
O terceiro leito do reator tubular dispõe 4,84 m de comprimento e 2 m de diâmetro, gerando um
volume total de 15,205 m³. Sua corrente efluente (identificada pelo número 21), com vazão de
36888,18 kmol/h, temperatura de 446°C e pressão de 201 bar, e composição de 49,56% de Hidrogênio,
27,42% de Amônia, 17,88% de Nitrogênio, 2,79% de Metano e 2,34% de Argônio, é então direcionada
a uma bateria de permutadores de calor.
XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
11
4.3. Seção de Resfriamento.
A seção de resfriamento consiste apenas de 4 permutadores de calor e objetiva resfriar a
corrente efluente do último reator tubular (corrente 21). Como objetivo secundário ocorre o pré-
aquecimento das correntes 9 e 11.1, as quais destinam-se à seção de reação.
A corrente efluente da seção de reação (corrente 21) é direcionada ao permutador de calor E-
103 de modo a promover o seu resfriamento e conseqüente aquecimento da corrente 11.1. Inicialmente
a uma temperatura de 446°C, a corrente 21 tem a sua temperatura reduzida para 391,4°C (sendo
renomeada para corrente 22). Já a corrente 11.1, inicialmente a 232°C tem a sua temperatura
aumentada para 340°C (sendo renomeada para corrente 15).
A corrente 22 segue para o permutador de calor E-102, reduzindo a sua temperatura de 391,4°C
a 297°C (sendo renomeada para corrente 23). Não há integração energética neste permutador, tendo
em vista este utilizar uma utilidade como fluido refrigerante.
A corrente efluente do permutador E-102 (corrente 23) é direcionada ao permutador de calor E-
101 de modo a promover o seu resfriamento e conseqüente aquecimento da corrente 9. Inicialmente a
uma temperatura de 297°C, a corrente 23 tem a sua temperatura reduzida para 107°C (sendo
renomeada para corrente 24). Já a corrente 9, inicialmente a 47,28°C tem a sua temperatura aumentada
para 232°C (sendo renomeada para corrente 10).
Finalmente, a corrente 24 segue para o permutador de calor E-100, reduzindo a sua temperatura
de 107°C a 27°C (sendo renomeada para corrente 25). Não há integração energética neste permutador,
tendo em vista este utilizar uma utilidade como fluido refrigerante.
Como há somente trocas de calor nesta seção, a composição das correntes 21, 22, 23, 24, 25 e 3
são iguais.
5. Resultados.
5.1. Resultados de Simulação.
Os resultados da simulação da planta de amônia são apresentados na Tabela 4.
XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
12
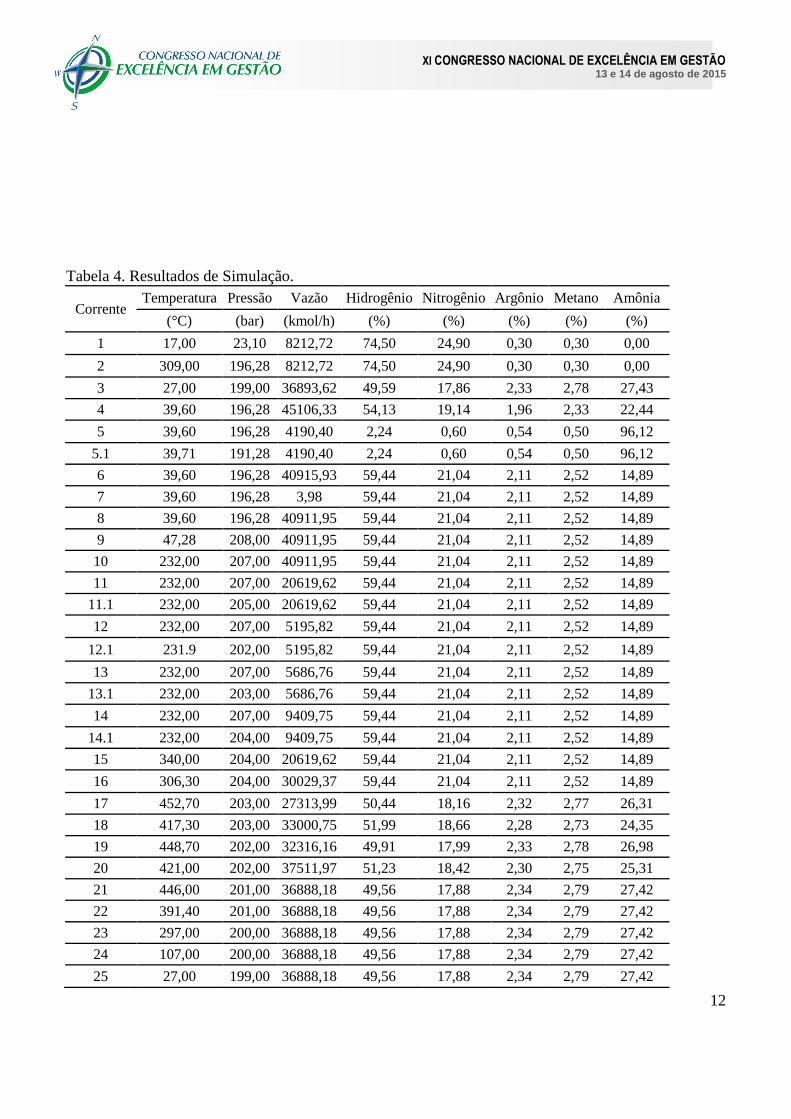
Tabela 4. Resultados de Simulação.
Corrente Temperatura Pressão Vazão Hidrogênio Nitrogênio Argônio Metano Amônia
(°C) (bar) (kmol/h) (%) (%) (%) (%) (%)
1 17,00 23,10 8212,72 74,50 24,90 0,30 0,30 0,00
2 309,00 196,28 8212,72 74,50 24,90 0,30 0,30 0,00
3 27,00 199,00 36893,62 49,59 17,86 2,33 2,78 27,43
4 39,60 196,28 45106,33 54,13 19,14 1,96 2,33 22,44
5 39,60 196,28 4190,40 2,24 0,60 0,54 0,50 96,12
5.1 39,71 191,28 4190,40 2,24 0,60 0,54 0,50 96,12
6 39,60 196,28 40915,93 59,44 21,04 2,11 2,52 14,89
7 39,60 196,28 3,98 59,44 21,04 2,11 2,52 14,89
8 39,60 196,28 40911,95 59,44 21,04 2,11 2,52 14,89
9 47,28 208,00 40911,95 59,44 21,04 2,11 2,52 14,89
10 232,00 207,00 40911,95 59,44 21,04 2,11 2,52 14,89
11 232,00 207,00 20619,62 59,44 21,04 2,11 2,52 14,89
11.1 232,00 205,00 20619,62 59,44 21,04 2,11 2,52 14,89
12 232,00 207,00 5195,82 59,44 21,04 2,11 2,52 14,89
12.1 231.9 202,00 5195,82 59,44 21,04 2,11 2,52 14,89
13 232,00 207,00 5686,76 59,44 21,04 2,11 2,52 14,89
13.1 232,00 203,00 5686,76 59,44 21,04 2,11 2,52 14,89
14 232,00 207,00 9409,75 59,44 21,04 2,11 2,52 14,89
14.1 232,00 204,00 9409,75 59,44 21,04 2,11 2,52 14,89
15 340,00 204,00 20619,62 59,44 21,04 2,11 2,52 14,89
16 306,30 204,00 30029,37 59,44 21,04 2,11 2,52 14,89
17 452,70 203,00 27313,99 50,44 18,16 2,32 2,77 26,31
18 417,30 203,00 33000,75 51,99 18,66 2,28 2,73 24,35
19 448,70 202,00 32316,16 49,91 17,99 2,33 2,78 26,98
20 421,00 202,00 37511,97 51,23 18,42 2,30 2,75 25,31
21 446,00 201,00 36888,18 49,56 17,88 2,34 2,79 27,42
22 391,40 201,00 36888,18 49,56 17,88 2,34 2,79 27,42
23 297,00 200,00 36888,18 49,56 17,88 2,34 2,79 27,42
24 107,00 200,00 36888,18 49,56 17,88 2,34 2,79 27,42
25 27,00 199,00 36888,18 49,56 17,88 2,34 2,79 27,42
XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
13
A corrente 5.1, na base da unidade flash fornece os dados de produção de amônia da planta,
enquanto que a corrente 7 no topo da mesma unidade fornece os dados de geração de CO2 por alívio,
direcionado para a queima no flare.
Foram utilizados condições de alimentação idênticas aos de Araújo e Skogestad (2008), bem
como o pacote termodinâmico PengRobson. Dessa forma os resultados podem ser considerados
satisfatórios para uma planta industrial real mesmo que não sejam exatamente idênticos aos
apresentados pelos autores. O maior motivo para as pequenas discrepâncias observadas é devido aos
softwares utilizados para simulação computacional. Neste trabalho utilizou-se a versão R390 do
UNISIM e em Araújo e Skogestad (2008) foi utilizado o Aspen Plus versão 7.1.
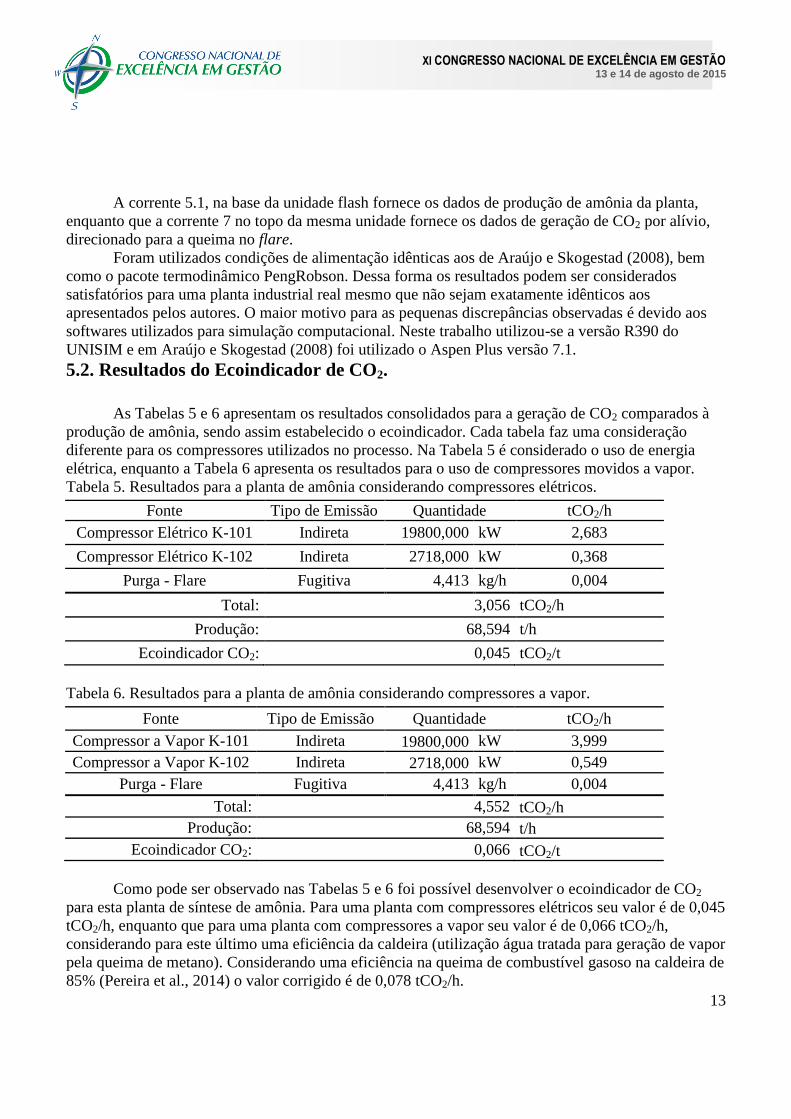
5.2. Resultados do Ecoindicador de CO2.
As Tabelas 5 e 6 apresentam os resultados consolidados para a geração de CO2 comparados à
produção de amônia, sendo assim estabelecido o ecoindicador. Cada tabela faz uma consideração
diferente para os compressores utilizados no processo. Na Tabela 5 é considerado o uso de energia
elétrica, enquanto a Tabela 6 apresenta os resultados para o uso de compressores movidos a vapor.
Tabela 5. Resultados para a planta de amônia considerando compressores elétricos.
Fonte Tipo de Emissão Quantidade tCO2/h
Compressor Elétrico K-101 Indireta 19800,000 kW 2,683
Compressor Elétrico K-102 Indireta 2718,000 kW 0,368
Purga - Flare Fugitiva 4,413 kg/h 0,004
Total: 3,056 tCO2/h
Produção: 68,594 t/h
Ecoindicador CO2: 0,045 tCO2/t
Tabela 6. Resultados para a planta de amônia considerando compressores a vapor.
Fonte Tipo de Emissão Quantidade tCO2/h
Compressor a Vapor K-101 Indireta 19800,000 kW 3,999
Compressor a Vapor K-102 Indireta 2718,000 kW 0,549
Purga - Flare Fugitiva 4,413 kg/h 0,004
Total: 4,552 tCO2/h
Produção: 68,594 t/h
Ecoindicador CO2: 0,066 tCO2/t
Como pode ser observado nas Tabelas 5 e 6 foi possível desenvolver o ecoindicador de CO2
para esta planta de síntese de amônia. Para uma planta com compressores elétricos seu valor é de 0,045
tCO2/h, enquanto que para uma planta com compressores a vapor seu valor é de 0,066 tCO2/h,
considerando para este último uma eficiência da caldeira (utilização água tratada para geração de vapor
pela queima de metano). Considerando uma eficiência na queima de combustível gasoso na caldeira de
85% (Pereira et al., 2014) o valor corrigido é de 0,078 tCO2/h.
XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
14
A diferença considerável na geração de CO2 se justifica principalmente pela natureza da matriz
energética nacional ser de baixa geração de CO2 associado, mesmo com o aumento nos últimos anos
pela utilização de termoelétricas. Vale a pena ressaltar, no entanto, que o uso de vapor pode se
justificar por motivos econômicos. A utilização de compressores puramente elétricos aumenta os
riscos de parada de produção, devido à possibilidade de flutuações, picos ou apagões na rede elétrica.
Em relação aos dados obtidos na geração de CO2 pela corrente de alívio do sistema, nota-se sua baixa
contribuição para o valor global da planta, o que revela a sua eficiência e o próprio design limpo deste
processo, em termos de CO2.
6. Conclusões.
Os resultados obtidos na simulação baseada no software UNISIM foram satisfatórios para o
desenvolvimento do ecoindicador de CO2. Este foi desenvolvido por meio de metodologia simples e
prática, podendo ser aplicada facilmente ao ambiente empresarial industrial. A ferramenta, por sua vez,
tem significativa aplicabilidade para processos de planejamento, monitoramento e ação em torno de
metas de ecoeficiência, tendo potencial econômico associado.
Na planta de amônia estudada a principal forma de emissão de CO2 foi a de natureza indireta
(consumo de vapor e energia). É possível afirmar que os valores de emissão de CO2 seriam superiores
em matrizes energéticas mais poluentes, como as baseadas em termoelétricas. Já as emissões diretas
foram inexistentes e as de natureza fugitiva foram significativamente inferiores às associadas com o
consumo de energia e de vapor.
Como o consumo de energia foi considerado crítico para o aumento de valores do ecoindicador
de CO2, a importância do desenvolvimento de ecoindicador do tipo consumo energético se torna ainda
mais interessante. Vale a pena ressaltar que, como apontaram Pereira et al. (2014), este outro
ecoindicador tem recebido especial atenção devido a sua dupla função: ambiental e econômica. Os
demais ecoindicadores apontados pelos autores também seriam interessantes de serem desenvolvidos
e, dessa forma, revelar um quadro ainda mais completo dos passivos ambientais da planta de síntese de
amônia, bem como apontar possíveis soluções mais integradas. Em especial para os ecoindicadores de
consumos de consumo de água e geração de efluentes se faz necessário desenvolver a planta de
utilidades. Podem-se ainda, analisar as plantas resultantes das modificações de processo,
principalmente na seção de reação, propostas por Luyben (2012) e Amin et al. (2013).
XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
15
Referências.
AMIN, M. R.; SHAREAR S.; SIDDIQUE, N.; ISLAM S. Simulation of Ammonia Synthesis.
American Journal of Chemical Engineering. v. 3, p. 59-64, 2013.
ARAÚJO, A.; SKOGESTAD, S. Control Structure Design for the Ammonia Synthesis Process.
Computers and Chemical Engineering. v. 32, p. 2920-2932, 2008.
CHARMONDUSIT, K.; KEARTPAKPRAEK, K. Eco-efficiency evaluation of the petroleum and
petrochemical group in the map Ta Phut Industrial Estate, Thailand. Journal of Cleaner
Production. v.19, p. 241–252, 2011.
DIAS, V. P.; FERNANDES, E. Fertilizantes: Uma Visão Global Sintética. In: Rio de Janeiro: BNDES
Setorial, 2006 p. 97-138.
IPCC - INTERGOVERNMENTAL PANEL ON CLIMATE CHANGE. (1996). Greenhouse Gas
Inventory Reference Manual, v. 3. Disponível em: < http://www.ipcc-
nggip.iges.or.jp/public/gl/invs6.html>. Acesso em 16 de Abril de 2015.
KHAREL, G. P.; CHARMONDUSIT, K. Eco-efficiency evaluation of iron rod industry in Nepal.
Journal of Cleaner Production. v. 16, p. 1379-1387, 2008.
LUYBEN, W. L. Design and Control of a Cooled Ammonia Reactor. In: Rangaiah, G. P.;
KARIWALA, V. (editores). Plantwide Control, Recent Developments and Applications. EUA:
John Wiley & Sons, Ltd, 2012. Capítulo 13.
MCT - Ministério da Ciência e Tecnologia (2015). Fator de Emissão de CO2 pela geração de energia
elétrica no Sistema Interligado Nacional (SIN). Disponível em:
<http://www.mct.gov.br/index.php/content/view/321144.html#ancora>. Acesso em 17 de abril
de 2015.
PEREIRA, C. P.; PAES, D. P.; PRATA, D. M.; MONTEIRO, L. P. C. Desenvolvimento de índice de
comparação de Ecoeficiência a partir de Ecoindicadores. Sistemas & Gestão. v. 9, p. 168–180,
2014.
SIITONEN, S.; TUOMAALA, M.; AHTILA, P. Variables affecting energy efficiency and CO2
emissions in the steel industry. Energy Policy. v. 38, p. 2477–2485, 2010.
SNA - SOCIEDADE NACIONAL DE AGRICULTURA (2015). Importação de fertilizantes segue em
alta mesmo com incremento da produção local. Rio de Janeiro, 2014. Disponível em: <
http://sna.agr.br/importacao-de-fertilizantes-segue-em-alta-mesmo-com-incremento-da-
producao-local/>. Acesso em 20 de abril de 2015.
ZHANG, C.; VASUDEVAN, S; RANGAIAH, G.P. Plantwide Control System Design and
Performance Evaluation for Ammonia Synthesis Process. Industrial Engineering Chemical
Research. v. 49, p. 12538–12547, 2010.
ZHOU, W., ZHU, B., LI, Q., MA, T., HU., S., GRIFFY-BROWN, C. CO2 emissions and mitigation
potential in China’s ammonia industry. Energy Policy. v. 38, p. 3701–3709, 2010.