APLICAÇÃO DA NORMA ABNT NBR ISO 14224 NA …
20
APLICAÇÃO DA NORMA ABNT NBR ISO 14224 NA AUTOMATIZAÇÃO E QUALIDADE DAS ANÁLISES QUANTITATIVAS DE ENGENHARIA DE CONFIABILIDADE Thiago Moreira Amato ( 1 ) Claudio Caiani Spanó ( 2 ) RESUMO A cada ano, observa-se novas organizações aderindo às metodologias e processos da engenharia de confiabilidade, onde a maioria delas relatam os mesmos desafios sobre a qualidade dos dados de manutenção. Essa restrição, em muitos casos, traz dificuldade para que as organizações sistematizem e deem continuidade às análises de seus ativos e processos, desencorajando as equipes pelo excesso de esforço na coleta e tratamento dos dados. A Norma ABNT NBR ISO 14224, apresenta requisitos e padrões para orientar a construção de um sistema de manutenção capaz de prover dados de manutenção e confiabilidade de alta qualidade. Esse trabalho aborda os principais requisitos da Norma, ilustrando seus benefícios por meio de dois estudos de casos. 1. Objetivo O objetivo desse trabalho é apresentar e discutir os principais requisitos da Norma ABNT NBR ISO 14224, as etapas, os cuidados e as considerações de sua implantação. Para ilustrar os benefícios da Norma, na gestão dos ativos físicos, será apresentado um estudo de caso comparando os resultados da análise RAM (confiabilidade, disponibilidade de mantenabilidade) em dois grupos de unidades de perfuração offshore. Um grupo possui a Norma ISO14224 implementada e o outro possui apenas uma boa estrutura taxonômica. 2. Introdução A indústria do petróleo, capitaneada pela “Petroleum Safety Authority Norway” iniciou um projeto em 1981 para criar um banco de dados de confiabilidade, chamado Offshore and Onshore Reliability Data (OREDA). O principal objetivo dessa iniciativa foi contribuir para melhorar a segurança e eficiência das operações de instalações de Óleo e Gás através da coleta, análises e compartilhamento de Thiago Moreira amato ( 1 ) Compass, Engenheiro de confiabilidade Claudio Caiani Spanó ( 2 ) Compass, Diretor Executivo
Transcript of APLICAÇÃO DA NORMA ABNT NBR ISO 14224 NA …

APLICAÇÃO DA NORMA ABNT NBR ISO 14224 NA AUTOMATIZAÇÃO E
QUALIDADE DAS ANÁLISES QUANTITATIVAS DE ENGENHARIA DE
CONFIABILIDADE
Thiago Moreira Amato (1)
Claudio Caiani Spanó (2)
RESUMO
A cada ano, observa-se novas organizações aderindo às metodologias e
processos da engenharia de confiabilidade, onde a maioria delas relatam os
mesmos desafios sobre a qualidade dos dados de manutenção. Essa restrição,
em muitos casos, traz dificuldade para que as organizações sistematizem e
deem continuidade às análises de seus ativos e processos, desencorajando as
equipes pelo excesso de esforço na coleta e tratamento dos dados.
A Norma ABNT NBR ISO 14224, apresenta requisitos e padrões para orientar a
construção de um sistema de manutenção capaz de prover dados de
manutenção e confiabilidade de alta qualidade. Esse trabalho aborda os
principais requisitos da Norma, ilustrando seus benefícios por meio de dois
estudos de casos.
1. Objetivo
O objetivo desse trabalho é apresentar e discutir os principais requisitos da
Norma ABNT NBR ISO 14224, as etapas, os cuidados e as considerações de
sua implantação. Para ilustrar os benefícios da Norma, na gestão dos ativos
físicos, será apresentado um estudo de caso comparando os resultados da
análise RAM (confiabilidade, disponibilidade de mantenabilidade) em dois
grupos de unidades de perfuração offshore. Um grupo possui a Norma ISO14224
implementada e o outro possui apenas uma boa estrutura taxonômica.
2. Introdução
A indústria do petróleo, capitaneada pela “Petroleum Safety Authority Norway”
iniciou um projeto em 1981 para criar um banco de dados de confiabilidade,
chamado Offshore and Onshore Reliability Data (OREDA). O principal objetivo dessa
iniciativa foi contribuir para melhorar a segurança e eficiência das operações de
instalações de Óleo e Gás através da coleta, análises e compartilhamento de
Thiago Moreira amato (1) Compass, Engenheiro de confiabilidade Claudio Caiani Spanó (2) Compass, Diretor Executivo

dados de manutenção e operação de boa qualidade entre os participantes desse
projeto (Offshore Reliability Data Handbook, 2002).
Com a finalidade de que as companhias participantes pudessem, por meio de
um ponto de vista comum, construir um banco de dados de confiabilidade
compartilhável, foi necessário estabelecer padrões de coleta e registro desses
eventos. Dessa forma, o OREDA propôs uma definição de equipamentos muito
bem consistente. Os equipamentos foram limitados por uma fronteira e
associados a uma classe de equipamentos, definindo assim suas características
técnicas e seu contexto operacional e ambiental. Além disso, codificações para
modos de falha foram estabelecidas e associadas a essas classes de
equipamentos para padronizar o registro dos eventos de falha. Assim, todos os
participantes da iniciativa OREDA poderiam coletar e compartilhar os dados sob
a mesma perspectiva.
A Norma ISO 14224, apresenta uma estrutura e requisitos com base nos padrões
definidos no OREDA. Embora essa Norma, como o próprio nome define:
Indústria de Petróleo e Gás Natural – Coleta e intercâmbio de dados de
confiabilidade e manutenção para equipamentos, (ANBT NBR ISO14224, 2011),
tenha sido desenvolvida para a indústria de Óleo e Gás (O&G), a mesma é
totalmente aplicável a outros segmentos industriais. A seção 3 apresenta uma
discussão dos principais requisitos dessa Norma. A aplicação e benefícios da
ISO14224 é apresentada na seção 4 por meio de dois estudos de casos
utilizando a metodologia de análise RAM (Confiabilidade, Disponibilidade e
Mantenabilidade) e análise de indicadores.
A metodologia de análise RAM é dentro da engenharia de confiabilidade, uma
metodologia quantitativa, e por isso faz uso direto de dados de manutenção.
Essa metodologia é comumente utilizada para identificar equipamentos críticos,
estimar a produção e disponibilidade de um sistema ou processo e para isso,
utiliza a modelagem do comportamento de falha e reparo de seus ativos.
Além disso, (Calixto, 2016) descreve que essa metodologia possibilita definir
quantitativamente a disponibilidade de sistemas em relação ao impacto da
política de estoque e manutenção, logística de peças e equipes, rotinas de
manutenção e inspeção, e redundância de equipamentos.
Apesar da análise RAM ser uma poderosa ferramenta, seus resultados são tão
bons quanto os dados utilizados na modelagem. Assim, para cada resultado que
se deseja, um maior e melhor número de dados de manutenção são necessários.
Por essa razão, esse trabalho além de apresentar e discutir os principais
requisitos da ISO14224, pretende ilustrar seus benefícios aplicando a
metodologia da análise RAM em um sistema de alta pressão de bombeio de
lama de perfuração e comentando uma análise de indicadores apresentada por
(Amato & Ciliberti, 2016) no IADC Asset Integrity & Reliability Conference &
Exhibition.

3. Principais requisitos da Norma ABNT NBR ISO14224
A discussão sobre a Norma ISO14224 inicia-se com a transcrição de um trecho
descrito na seção 1 conforme se segue: Esta Norma fornece uma ampla base
para a coleta de dados de confiabilidade e manutenção (RM) num formato
padrão para equipamentos em todas as instalações e operações nas indústrias
de petróleo, gás natural e petroquímica durante o ciclo de vida operacional dos
equipamentos. A padronização de práticas de coleta de dados facilita o
intercâmbio de informações entre partes interessadas, tais como por exemplo,
plantas, proprietários, fabricantes e empreiteiras, (ANBT NBR ISO14224, 2011).
Esse trecho apresenta a primeira reflexão quanto ao uso da Norma. Algumas
empresas investem pouco na estruturação do sistema informatizado de
manutenção (CMMS), principalmente na hierarquia de sistemas e equipamentos
(taxonomia). Isso se dá em muitos casos, por falta de compreensão e/ou por
representar um grande esforço com retorno entre médio a longo prazo. O esforço
para implementar uma estrutura taxonômica conforme a ISO14224 em uma
planta pequena com aproximadamente 8.000 tags, pode consumir 2 meses de
trabalho com 4 pessoas. Comparando esse esforço com o ciclo de vida
operacional de um ativo, que pode facilmente ultrapassar os 30 anos, pode-se
questionar se esse esforço é realmente grande. Quando se considera uma
multinacional com diversas plantas e milhares de ativos, o esforço passa a ser
irrisório se comparado a capacidade analítica adquirida pela organização. A
figura (1) representa a visão de processo da Norma ISO14224 quanto ao ciclo
de utilização dos dados durante todo o ciclo de vida do ativo.
Figura 1- Retroalimentação típica da análise a partir de dados de confiabilidade e manutenção coletados adaptado
da Norma ISO14224:2016 versão em inglês.
3.1. Qualidade dos dados
A Norma ISO 14224 apresenta 14 requisitos de qualidade, passando por temas
como planejamento de coleta de dados, apontamento dos registros, tempo de
operação de equipamentos, validação dos dados por parte de profissionais
especializados, dentre outros. Na prática, atender a todos esses requisitos
representa um grande desafio, principalmente quando não se tem um processo
automatizado. Segunda a Norma, o sistema de manutenção constitui a principal
fonte de registro e armazenamento de dados de RM e sua qualidade depende
da maneira de como são registrados (ANBT NBR ISO14224, 2011).
Por essa razão, algumas empresas do setor de O&G desenvolveram fluxos de
trabalho e regras dentro da ferramenta de gestão da manutenção (CMMS) como

por exemplo SAP e IBM MAXIMO (Amato & Ciliberti, 2016), para assegurar que
os registros do histórico das manutenções sejam realizados da forma mais
consistente possível. Entretanto, é importante ratificar que mesmo assegurando
a entrada de uma determinada informação na ordem de manutenção, seu
conteúdo é totalmente subjetivo à compreensão do profissional que realizou o
registro. Por essa razão, capacitar os profissionais envolvidos no processo de
abertura e encerramento das ordens de serviços de manutenção (Amato &
Ciliberti, 2016) é um passo fundamental na garantia da qualidade dos dados de
manutenção e confiabilidade.
Além dessas validações a Norma (ANBT NBR ISO14224, 2011) estabelece que
os empregados com exceção daqueles que coletaram os dados, devem verificar
a qualidade de cada registro individual conforme medidas de planejamento. Esse
trecho chama a atenção para importância de planejar a utilização e a finalidade
dos dados. Na prática, adicionar uma etapa de validação humana pode
inviabilizar um processo de coleta de dados de alta qualidade. Nesse caso
sugere-se apenas os registros dos equipamentos de maior relevância.
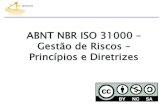
A figura (2) apresenta o processo para registro e coleta de dados de alta
qualidade definido por (Ciliberti, 2018) e apresentado no 16° Simpósio de
confiabilidade.
Figura 2 – Infraestrutura de dados – Métricas de confiabilidade corporativas. Fonte Optimize Profitability, Safety,
and Compliance with ISO 14224 Methods (Ciliberti, 2018).
Esse processo é dividido em três fases. A primeira, compreende a construção
da estrutura taxonômica (hierarquia) no CMMS. A hierarquia, compreende uma
relação lógica de localizações funcionais, representando áreas, processos,
sistemas, equipamentos e componentes. Dessa forma todos os registros de
manutenção devem ser associados a ela.
A segunda fase do processo, consiste na validação das entradas de registro de
manutenção. É nesse momento, que os fluxos de trabalho e regras
implementados no CMMS validam a consistência das informações inseridas pelo
usuário, com base nos requisitos da ISO14224. Por exemplo, uma ordem de
Industrial IIoT Platform and RM Data Repositories
Corporate ERP System· System of record for technical tags· Work management system
· Initial data collection point for equipment failure data
ERP DATABASE· Work execution· Results recording· Labor and material
bookings
Standard reliability data
processesTechnical hierarchy
Strategy development
Equipment malfunction
reports
PM results recording
Equipment failure events
Orion eAPIGE Predix Platform· APM, OPM
SAP Leonardo Bridge· AIN, ASPM, PDMS
IBM WatsonBentley Assetwise
· OREDA· CCPS PERD
Equipment reliability metrics
ISO 14224 Processes
High-quality RM
data
Engineering and Construction Phases
Plant information database, e.g. Hexagon SPO
· Technical tag list· Equipment specifications,
attributes, and interrelationships
Equipmenttaxonomy definitions
Dat
a M
appi
ng
Interface
Capital facilities specification and
equipment selection
IoT/Big Data
Analytics
Early fault detection
Risk assessment
Preventive maintenance
and inspections
Manage risk, improve production availability, reduce cost, optimize new capital facilities

manutenção onde a ação corretiva tenha sido a substituição de um componente,
deve-se ter obrigatoriamente um sobressalente associado e seus modos de falha
devem ser consistentes com a classe de equipamentos atribuída.
Uma vez concluído o processo de registro do histórico de manutenção, esses
dados podem ser utilizados em indicadores, predições e análises quantitativas
de engenharia de confiabilidade. Algumas ferramentas da gestão integrada de
ativos, como por exemplo o Orion eAPI, podem se beneficiar de dados de melhor
qualidade na automatização das análises, melhorando a acuracidade dos
resultados e previsões.
3.2. Taxonomia e fronteira de equipamentos
A taxonomia segunda a (ANBT NBR ISO14224, 2011), é definida como uma
classificação sistemática de itens em grupos genéricos com base em fatores
possivelmente comuns a vários itens. Observando a figura (3), pode-se
interpretar essa definição como a organização lógica de equipamentos em
sistemas e processos de uma instalação industrial. Por analogia, os
componentes e peças são organizados de maneira lógica representando assim,
uma unidade de equipamento.
Figura 3 – Taxonomia segunda a Norma ISO14224:2011
A estrutura taxonômica é dividida em duas partes. A primeira parte é delimitada
pelos níveis de 1 a 5 que representam o uso/localização. Esses níveis são
específicos a organização onde estiverem sendo aplicados e por isso, não é
representado pela Norma com o mesmo nível de detalhes dos níveis de 6 a 8.
Dessa forma, cada organização poderá definir seu padrão, desde que seja
consistente com os requisitos da ISO14224 e abrangente a todas as plantas.
Essa definição é fundamental para que se saiba o contexto operacional de cada
unidade de equipamento, uma vez que um compressor instalado em uma
unidade marítima sofre outros fatores de degradação em relação ao mesmo

compressor instado em uma refinaria. Da mesma maneira uma bomba pode ser
utilizada para bombear água salgada ou combustível ou água doce.
Conhecer o contexto operacional de um ativo é importante para o
compartilhamento de dados de RM dentro e fora da organização. Uma grande
operadora de petróleo pode possuir ativos operando no mar do norte, no litoral
brasileiro ou no oriente médio. Uma grande mineradora possui campos
exploratório em diversas regiões do mundo. Dessa forma o contexto operacional
deve ser considerado quando se deseja utilizar dados de manutenção para
análises de confiabilidade
Na indústria O&G é comum que esses níveis sejam preenchidos pelo sistema
SFI. O SFI é um sistema de classificação de informações técnicas e econômicas
de embarcações adotado em grande parte da indústria offshore (Xantic, Former
Station 12 and SpecTec, 2001).
A segunda parte da taxonomia, compreende as unidades de equipamentos e
seus itens manuteníveis. Essa parte da taxonomia é o ponto de maior relevância
para o registro e coleta de dados de RM. Cada unidade de equipamento (nível
6) é definida por sua fronteira contendo as subunidade e itens manuteníveis,
níveis 7 e 8 respectivamente.
Embora definir uma unidade de equipamento pareça trivial, essa atividade pode
levantar muitos questionamentos. Tomando uma bomba como exemplo, uma
organização pode considerar todo o conjunto motobomba como uma unidade de
equipamento, enquanto outra considerada apenas a unidade de bombeamento.
Algumas bombas possuem sistema de monitoramento e controle de vazão,
pressão, vibração e pode-se questionar se a falha de um desses sistemas deve
ser atribuída à bomba, ou não.
Segundo a (ANBT NBR ISO14224, 2011) o objetivo da definição de fronteiras é
garantir o entendimento de subunidade/componente e item/parte manutenível
incluídos dentro de uma fronteira de uma determinada unidade de equipamento
e assim os eventos de falha e manutenção a serem registrados. O diagrama de
fronteira deve mostrar os principais itens de nível inferior e as interfaces com os
arredores.
Assim, adotar a definição de fronteira da Norma ISO14224, além de permitir que
os dados sejam coletados sobre o mesmo ponto de vista, evita-se sobreposição
de fronteiras, ou seja, que o mesmo evento seja apontado em duas unidades de
equipamento ou item manutenível. A figura (4) apresenta um exemplo de
definição de fronteira segundo a Norma.

Figura 4 – Exemplo de diagrama de fronteira (bombas). Fonte: (ANBT NBR ISO14224, 2011)
Observa-se, na fronteira de uma bomba que o acionador, motor elétrico por
exemplo, está fora dos limites da fronteira da bomba. Isso se dá pelas diferenças
construtivas entre os dois equipamentos e pela independência dos seus eventos
de falha. Dessa forma, os registros de manutenção devem ser coletados
separadamente.
Apesar de o acionador (motor elétrico) estar fora da fronteira do acionado
(bomba), este deve estar subordinado, na estrutura taxonômica, ao acionado.
Essa afirmação se sustenta, pela premissa A.1.2 c) da (ANBT NBR ISO14224,
2011) onde é definido que: Se um acionador e a unidade acionada utilizarem
uma subunidade em comum (por exemplo, sistema de lubrificação), relacionar
os eventos de falha e manutenção nessa subunidade, de maneira geral, à
unidade acionada.
Além disso, quando se olha do ponto de vista de processo, a falha do acionador
leva a parada do acionado. Assim é possível criar indicadores específicos para
medir as paradas de processo. Agrupar acionadores, como motores elétricos por
exemplo, impossibilita esse tipo de análise.
Outro ponto importante para melhorar a acuracidade do registro de falha, é
quanto a padronização das subunidades e dos itens manuteníveis. A figura (5)
apresenta um exemplo dessa estrutura que pode ser inserido no CMMS com
objetivo de facilitar o apontamento das falhas. Assim, para equipamentos de
menor complexidade, é possível apontar a falha diretamente no item
manutenível através de uma lista, sem a necessidade de tê-lo na estrutura
taxonômica. A economia de tempo na construção da taxonomia é significativa
com a utilização desse recurso.

Figura 5 – Subdivisão de equipamentos – Gerador elétrico. Fonte: (ANBT NBR ISO14224, 2011).
Além da taxonomia, a classe de equipamento é outro parâmetro onde se define
as características técnicas e o contexto operacional de uma unidade de
equipamento. Cada organização possui autonomia para criar sua própria
codificação de classe de equipamento, entretendo, perguntas como: Estamos
comparando a mesmo coisa? Podem surgir quando não é utilizado um padrão
internacionalmente reconhecido. A figura (6) apresenta um exemplo de
classificação de um compressor.
Figura 6 – Classificação de tipo – Compressor – Fonte (ANBT NBR ISO14224, 2011)
O primeiro par de letras identifica a classe de equipamento, como por exemplo,
compressor, motor a combustão, motor elétrico, bomba, válvula, etc. Já o
segundo conjunto de letras classifica o equipamento por suas características
construtivas.
Apesar desse conjunto de letras representarem bem um equipamento, a Norma
adiciona a cada classe de equipamento uma tabela com atributos específicos
para que seja possível separar os dados considerando informações como
potência, vazão, pressão, etc. Nesse caso, é necessário preenchê-las para cada
ativo da planta. A figura (7) apresenta um exemplo da tabela de dados
específicos da classe de equipamento.

Figura 7 – Dados específicos de equipamentos – Figura adaptada da Norma ABNT NBR ISO14224:2011 pg 54.
Com essas informações um engenheiro de confiabilidade tem a capacidade
de avaliar e comparar fabricantes, agrupar dados de equipamentos
semelhantes, avaliar limites de degradação dentre outras análises.
3.3. Registro de falhas
Após concluir a taxonomia, o próximo passo é assegurar que os dados contidos
nos registros de manutenção sejam adequadamente preenchidos. Para (ANBT
NBR ISO14224, 2011), uma definição uniforme de falha e um método de
classificação de falhas são essenciais quando é necessário combinar os dados
de diferentes fontes em uma base de dados comum.
A figura (8) apresenta os dados de falha, segundo a Norma que devem ser
coletados para que seja possível, com acuracidade, realizar análises de
confiabilidade ou utilizá-los em indicadores de desempenho.

Figura 8 – Dados de Falha. Fonte (ANBT NBR ISO14224, 2011)
A consistência das informações deve ser garantida para permitir que os sistemas
integradores de gestão de ativos possam facilmente interpretar e tratar os dados.
Dessa forma, um sistema de codificação deve ser priorizado para cada um
desses parâmetros apresentados na figura (8), em relação aos textos livres.
A Norma apresenta uma série de codificações para os modos de falha, causa da
falha, mecanismo da falha dentre outros. Seguir essa codificação é de extrema
importância quando um dos objetivos da organização é compartilhar esses
dados entre outras organizações ou em um banco de dados como OREDA.
Entretanto, se o objetivo é utilizá-los internamente, a organização pode
desenvolver seu próprio sistema de codificação e ampliar, se julgar necessário,
os já existentes na Norma. Além dos dados de falha, a ISO14224 também define
quais os dados de manutenção são necessários para compor o banco de registro
de eventos de manutenção e confiabilidade. A figura (9) apresenta um trecho da
tabela 8 da Norma com esses dados.
Para as organizações que desejarem definir seu próprio sistema de codificação,
a Norma (ANBT NBR ISO14224, 2011) destaca uma nota muito relevante sobre
esse tema, onde ela cita que: Um excesso de códigos pode gerar confusão e
estes podem se sobrepor, enquanto que uma quantidade muito pequena pode
não descrever suficientemente a área que se deseja cobrir. Definição e

interpretação unificada de códigos são necessárias para se obterem informações
altamente confiáveis. Em todos os casos, recomenda-se complementar a
informação com algum texto livre adicional.
Figura 9 – Dados de Manutenção. Figura adaptada da Norma ABNT NBR ISO14224:2011
Na prática, garantir que as informações exibidas nas figuras (8) e (9) sejam
preenchidas é um enorme desafio e talvez impossível em uma grande
organização. Dessa forma, além de treinar as equipes quanto a importância dos
registros de manutenção, é também importante definir um fluxo de processos no
CMMS, com regras e críticas que confrontem as informações contidas em uma
ordem de manutenção com requisitos da Norma. A figura (10) apresenta um
exemplo de um fluxo de processo que pode ser desenvolvido dentro do CMMS
para assegurar a qualidade das informações nos registros de manutenção.
Figura 10 – Exemplo de fluxo de processo para validações de informações em registro de manutenção
O passo 5 representa uma série de verificações que o CMMS realiza para
assegurar que todos as informações exigidas pela ISO14224 e apresentada nas
figuras (8) e (9) sejam preenchidas.

3.4. Interação da Norma com sistemas integradores de gestão de ativos
A Norma ISO14224 apresenta uma série de requisitos, que se atendidos,
proporcionam dados de manutenção de alta qualidade para indicadores e
estudos de confiabilidade. Essas análises podem se tornar atividades morosas
e em muitos casos custosas quando realizadas manualmente. Além disso, dados
brutos coletados manualmente estão sujeitos a interpretações distorcidas na
tentativa de se extrair valores dessas informações (Thomas, 2001).
Sistemas integradores de informações como BI, GE Predix e Orion eAPI,
possibilitam a automatização dessas análises utilizando os dados dos registros
de manutenção, geralmente armazenados no CMMS.
Ferramentas de Business Intelligence (BI) tem a capacidade de receber um
grande volume de informações e apresentá-las de forma consistente e
estruturada para auxiliar gestores na tomada de decisão. Por melhor que seja a
ferramenta e sua programação, as informações estarão limitadas a qualidade
dos dados recebidos.
Da mesma forma, sistemas de gestão de ativos físicos, como por exemplo a
ferramenta Orion eAPI tem a capacidade de gerar automaticamente estudos
quantitativos de engenharia de confiabilidade, como por exemplo curvas de
confiabilidade, estimativa de estoque, projeção de falha futura, dentre outros.
Assim por analogia, tais análises e projeções será tão boas quanto as
informações recebidas no CMMS.
Grande parte desses sistemas integradores utilizam a estrutura taxonômica para
organizar as informações. Dessa forma, estruturas inconsistentes levam a
resultados e interpretações equivocadas. A figura (11) ilustra como um sistema
integrador de gestão de ativos interage com o banco de dados.
Figura 11 – Ilustração da integração do Orion eAPI com banco de dados e usuários.

A figura (12) (Ciliberti, 2018), apresenta uma estrutura taxonômica construída
com base nos requisitos da Norma ISO 14224. A referência do nível taxonômico,
segundo a Norma (figura (3)), foi associado a cada localização funcional. A
unidade de equipamento compressor, destacado pelo quadrado vermelho,
compreende suas subunidades e itens manuteníveis. Embora não esteja
representado pela figura (12), cada localização funcional recebeu uma classe de
equipamento com atributos gerais e específicos.
Figura 12 – Hierarquia técnica – Fonte: Optimize Profitability, Safety, and Compliance with ISO 14224 Methods slide
17.
Essa estruturação permite que os dados sejam extraídos para atender diferentes
objetivos. Segundo Ciliberti, é possível de maneira automatizada, fazer uma
análise específica em uma unidade de equipamento ou comparar os modos de
falha de várias unidades com a mesma classe de equipamento, como
apresentado na figura (13).
Em uma análise de confiabilidade, pode-se avaliar o crescimento da
confiabilidade (RGA) de um equipamento consolidando todos os eventos de
falhas de seus itens manuteníveis, bem como pode-se realizar uma análise de
dados de vida (LDA) em seus componentes.
Com os requisitos da Norma ISO14224 implementada no CMMS, a organização
terá acesso a dados de alta qualidade, e os sistemas integradores como BI e
Orion produzirão análises, projeções e indicadores confiáveis.

Figura 13 – Análise de equipamentos. Fonte: (Ciliberti, 2018)
4. Estudo de caso
Os estudos de caso apresentados nessa seção têm o objetivo, através da
metodologia de análise RAM e de análises de indicadores, ilustrar os benefícios
da aplicação da Norma ISO14224 na tomada de decisão. Além disso, esses são
bons exemplos de como transformar dados bem estruturados em informações
consistentes que podem ser utilizadas em diversos níveis na empresa.
Em seu livro, Distefano e Thomas, definem dados como elementos brutos que
servem para explicar um ativo, enquanto informações é o agrupamento desses
dados de forma que possa ser eficientemente utilizado pelos vários níveis
gerenciais em um processo de tomada de decisão.
4.1. Estudo de caso – Projeção de falhas para um ciclo operacional
Uma empresa de perfuração gostaria de conhecer o número esperado de falhas
dos equipamentos contidos em um sistema de alta pressão de bombeio de lama
de perfuração em suas unidades offshore para um ciclo operacional de 5 anos.
Seu objetivo principal é utilizar essa informação para formação do orçamento.
Durante a reunião de abertura do projeto, o engenheiro de confiabilidade
percebeu que além dessa informação, também era esperado conhecer a
disponibilidade do sistema e seus equipamentos críticos.
A empresa estava testando um projeto piloto, onde somente 3 de suas unidades
receberam os requisitos da Norma ISO14224. Dessa forma, o engenheiro de
confiabilidade trabalhou com duas estruturas distintas e pôde comparar seus
resultados em relação aos objetivos da organização. A figura (14) apresenta o

modelo de confiabilidade do sistema de alta pressão de bombeio de lama de
perfuração. Esse modelo foi adotado para os dois grupos de unidade.
Figura 14 – Diagrama de blocos de confiabilidade para o sistema de bombeio de lama de alta pressão
Para o grupo de unidade que não atendiam aos requisitos da Norma, o
engenheiro de manutenção somente teve acesso aos tempos médio entre falhas
e reparos, apresentados na tabela (1). Dessa forma, o engenheiro decidiu aplicar
uma distribuição exponencial para calcular as curvas de confiabilidade e
mantenabilidade dos equipamentos.
Tabela 1 – Dados de falha e reparo de equipamentos
Equipamento MTBF (horas) MTTR (horas)
Bomba de pré-carga 4552 10
Bomba de lama 232 24
Válvula de alívio de pressão 278 6
O grupo de unidades com a ISO14224 implementada, foi capaz de fornecer os
tempos até falha no nível do item manutenível. Logo, o engenheiro foi capaz de
calcular uma curva de confiabilidade e mantenabilidade para cada item que
melhor representa seu comportamento de falha e reparo. As figuras (15), (16) e
(17) apresentam o detalhamento dos blocos do sistema de alta pressão de lama
de perfuração apresentados na figura (14).

Figura 15 – Diagrama de blocos de confiabilidade para a bomba de lama
Figura 16 – Diagrama de blocos de confiabilidade para a bomba de pré-carga
Figura 17 – Diagrama de blocos de confiabilidade para a válvula de alívio de pressão
A tabela (2) apresenta um exemplo das curvas de confiabilidade e
mantenabilidade associados aos equipamentos e itens manuteníveis do grupo
de unidades com a Norma ISO14224 implementada.
Tabela 2 – Exemplo de curvas de confiabilidade e mantenabilidade de equipamentos
Equipamento Item Manutenível PDF Falha (h) PDF Reparo (h)
Mud Pump Electric Motor WB2 (8,27, 4594) NOR(36, 3)
Mud Pump Coupling to Driver GUM(1441, 5046) NOR(12, 4)
Mud Pump V-belt NOR(3432, 233) NOR(6, 3)
Mud Pump Coupling to driven unit GUM(1441, 5046) NOR(12, 4)
Mud Pump Lub pump WB3(1,13, 459,1458) NOR(3, 2)
Mud Pump Lub oil filter NOR(343, 23,2) NOR (1, 0,5)
Mud Pump Cooling system EX1(1579) NOR(5, 3)
Após realizar a simulação para os dois grupos, a disponibilidade do sistema de
alta pressão de bombeio de lama de perfuração foi de aproximadamente 93%
para 5 anos de operação. Somente esse resultado não foi suficiente para atender
a necessidade da organização. Assim, o estudo foi complementado com os
resultados apresentados na figura (18) para as unidades sem a ISO14224 e na
figura (19) para as unidades com a Norma implementada.

Figura 18 – Resultados da simulação para o grupo de unidades sem a ISO14224.
Figura 19 – Resultados consolidados da simulação para o grupo de unidades com a ISO14224.
Os resultados apresentados na figura (18) apontam para as bombas de lama
como os equipamentos que mais contribuem para a indisponibilidade do sistema.
Na sequência tem-se as válvulas de alívio de pressão representando quase 30%
do tempo indisponível desse sistema, além de somarem 580 falhas esperadas.
Na visão da empresa, melhorar a confiabilidade das válvulas de alívio é
relativamente mais simples do que da bomba de lama. Apesar disso, com os
resultados da figura (18), não é possível definir em que parte da válvula, a
organização deveria direcionar seus esforços. Quando se analisa os resultados
apresentado na figura (19), pode-se notar que a sede da válvula é o componente
com maior número de falhas esperadas, totalizando 505. É intuitivo pensar que,
melhorando esse componente a disponibilidade do sistema teria um ganho
expressivo. Isso não é necessariamente verdade quando se observa o indicador
DTCI3. O corpo da válvula é o item de maior relevância para a disponibilidade do
3 RS DTCI: Este índice apresenta a contribuição do bloco para o “downtime” do Sistema
Nome do Bloco RS FCI RS DECI RS DTCIDisp. Média (Todos
Eventos)
# Esperado
Falhas
Tempo
Indisponível do
Bloco (h)
Custo Total
Bomba de Lama #2 13,35% 13,35% 17,65% 0,909402 165,384 3968,187361 R$ 49.602.342,01
Bomba de Lama #1 13,31% 13,31% 17,64% 0,909475 165,253 3964,98809 R$ 49.562.351,13
Bomba de Lama #3 13,23% 13,23% 17,47% 0,909657 164,919 3957,025629 R$ 49.462.820,36
Bomba de Lama #4 13,19% 13,19% 17,42% 0,909934 164,413 3944,898382 R$ 49.311.229,78
Válvula de alívio #1 11,14% 11,14% 6,91% 0,980081 145,424 872,463873 R$ 10.905.798,41
Válvula de alívio #4 11,07% 11,07% 6,88% 0,980057 145,6 873,521923 R$ 10.919.024,04
Válvula de alívio #2 11,02% 11,02% 6,84% 0,980076 145,456 872,678159 R$ 10.908.476,99
Válvula de alívio #3 11,04% 11,04% 6,82% 0,980108 145,213 871,251196 R$ 10.890.639,94
Bomba de Pré Carga #1 0,67% 0,67% 0,60% 0,99793 9,065 90,646055 R$ 1.133.075,69
Bomba de Pré Carga #2 0,67% 0,67% 0,60% 0,997956 8,952 89,51285 R$ 1.118.910,62
Bomba de Pré Carga #4 0,65% 0,65% 0,58% 0,997927 9,081 90,800031 R$ 1.135.000,39
Bomba de Pré Carga #3 0,65% 0,65% 0,58% 0,997958 8,944 89,434073 R$ 1.117.925,91
Resumo Individual do Bloco
Rótulos de LinhaSoma de RS
FCI
Soma de RS
DECI
Soma de RS
DTCI
Mín. de
Disp. Média
(Todos
Eventos)
Soma de #
Esperado
Falhas
Soma de
Tempo
Indisponível
do Bloco (h)
Soma de
Custo Total
Corpo da Válvula 0,61% 0,63% 35,83% 94,49% 11,5 9.422,6 117.781.978,0
Sede da Válvula 17,67% 17,91% 7,42% 99,42% 505,0 1.013,4 12.667.824,1
Motor Elétrico #1 1,38% 1,42% 6,98% 99,27% 35,7 1.282,3 16.028.764,2
Motor Elétrico #2 1,35% 1,40% 6,97% 99,26% 35,7 1.285,3 16.066.127,4
Selo do atuador 15,16% 15,36% 6,39% 99,50% 431,3 866,5 10.830.975,2
Selo da Válvula 15,16% 15,36% 6,35% 99,50% 431,3 865,5 10.819.099,3
Filtro do Óleo Lubrificante 16,73% 17,34% 3,78% 99,73% 475,3 475,2 5.940.564,4
Correia 3,36% 3,37% 3,60% 99,84% 91,8 552,9 6.911.794,5
Sistema de arrefecimento 3,60% 3,55% 3,33% 99,70% 103,3 523,1 6.538.814,2
Pistão 11,90% 10,40% 2,80% 99,93% 337,7 365,3 4.566.505,1
Motor Elétrico 1,37% 1,41% 1,95% 99,84% 35,8 287,0 3.587.326,2
Acoplamento do Motor 0,89% 0,92% 1,94% 99,91% 24,8 297,3 3.715.810,0
Acoplamento da Bomba 0,89% 0,93% 1,94% 99,91% 24,8 297,4 3.717.537,5
Bomba de Lubrificação 3,01% 2,90% 1,80% 99,85% 84,5 258,4 3.230.523,3
Corpo do Atuador 0,59% 0,60% 1,77% 99,89% 11,8 189,4 2.367.211,6
Cilindros 1,30% 1,35% 0,83% 99,98% 34,2 102,4 1.279.603,0
Diafragma 0,53% 0,54% 0,58% 99,95% 15,5 92,8 1.160.338,7
Bomba 0,51% 0,52% 0,53% 99,97% 11,8 59,1 738.645,2
Mola 0,59% 0,57% 0,37% 99,98% 11,9 36,1 451.465,1
Resumo Individual do Bloco

sistema, embora seu índice de criticidade de falha FCI4 seja menor que o da
sede.
Além dessa análise, os resultados apresentados na figura (19) permitem que a
organização avalie sua estratégia de aprovisionamento de recursos, política de
estoque e manutenção. Dessa forma pode identificar e melhorar outros
componentes com potencial ganho na disponibilidade do sistema.
4.2. Estudo de caso – Capacidade analítica através de indicadores.
Esse estudo de caso é uma análise sobre os resultados do trabalho “Case
History of ISO 14224 Application in the QGOG Offshore Drilling Fleet ” de (Amato
& Ciliberti, 2016). Esse trabalho foi apresentado em uma conferência em 2016 e
ilustra o aumento da capacidade analítica de uma planta por meio da aplicação
da Norma ISO14224.
Os autores avaliaram 5 equipamentos de perfuração que estão no caminho
crítico operacional, através da métrica do tempo média entre falhas (MTBF),
conforme apresentado na figura (20). O MTBF é uma métrica que mede a
frequência de falha de um equipamento.
Figura 20 – Classificação de equipamentos por MTBF. Fonte (Amato & Ciliberti, 2016)
O equipamento mais crítico segundo essa métrica foi o Top Drive TDX-1250,
onde 30% dos seus eventos de falha foram categorizados como críticos.
Segundo a Norma (ANBT NBR ISO14224, 2011) a falha crítica significa o fim
imediato de desempenhar uma função requerida. Em uma unidade de
perfuração, a parada desse equipamento representa a parada do processo de
perfuração. A figura (21) apresenta o desdobramento dessa análise através de
outros indicadores. Observa-se que o indicador “failure modes” (modo de falha)
foi gerado utilizando os códigos de modos de falha sugeridos pela ISO14224 e
4 RS FCI: Este índice apresenta o percentual de vezes que a falha do componente causou a falha do sistema.

dessa forma foi possível avaliar que 50% das falhas críticas foram relacionadas
a vazamentos externos.
O Indicador de tipo de causa (causes type) também utiliza a codificação da
Norma e através dele, foi possível concluir que 67% dos eventos de vazamento
foram causados por falhas operacionais.
Figura 21 – Imagem adaptada do trabalho “Case History of ISO 14224 Application in the QGOG Offshore Drilling Fleet “ de (Amato & Ciliberti, 2016).
Pelo fato de a organização possuir a Norma ISO14224 implementada nessa
unidade, ela foi capaz, rapidamente, de analisar e atuar em uma causa de falha
que estava contribuindo com a indisponibilidade de sua unidade. Na indústria de
perfuração offshore, 24 horas de unidade parada pode representar uma perda
de mais de 200 mil dólares.
5. Conclusão
No artigo publicado por Harold (Thomas, 2001), ele ilustra o processo de coleta
de dados para análises de confiabilidade como um processo de mineração e
propõe mudar essa abordagem extrativista por uma ação mais proativa que ele
chamou de “fazenda” de dados. O autor considera que o processo de
estruturação da taxonomia é a base para a criação dessa “fazenda”. Já Distefano
e Thomas (Distefano & Thomas, 2010) afirmam que apesar de mais e mais
dados, encontrar informações que possam ser confiáveis é extremamente difícil.
Além disso, eles citam um estudo da Accenture realizado com 1.009 gerentes
onde concluíram que em média é perdido em trono de duas horas por dia em
busca de dados que eles precisavam.
Seguindo essa mesma linha de pensamento, a implementação da Norma
ISO14224 e por consequência o processo estruturado de coleta de dados, pode
ser considerado um investimento e quanto mais cedo for implementada mais
cedo seus frutos serão colhidos.
Embora esse trabalho tenha utilizado a metodologia de análise RAM e
indicadores para ilustrar os benefícios da Norma, outras análises como; revisão
de estratégias de manutenção, análises de risco, análise de causa raiz,

manutenção centrada em confiabilidade e controle de custo, podem se beneficiar
de dados de alta qualidade.
Em ambientes cada vez mais competitivos, saber quais as melhores estratégias
para gestão de seus ativos industriais podem fazer a diferença entre crescer ou
estagnar. Por melhores que sejam os profissionais envolvidos nas operações e
manutenção de uma planta, sua capacidade decisória, sem dados confiáveis
para suportá-las, não será muito diferente de um bom “chute”.
A Norma ISO14224 oferece todos os requisitos necessários para colher dados
de alta qualidade e quando associados a sistemas integradores, o aumento da
capacidade analítica de uma organização torna-se expressivo.
Assim, pode-se afirmar que nenhuma organização está livre de eventos de falha
e caberá a ela decidir entre atuar proativamente no controle e mitigação desses
eventos ou se acomodar no comum apagar de incêndios.
Referências
Offshore Reliability Data Handbook. OREDA. OREDA Participants, Hovik Norway 2002
ANBT NBR ISO14224, Indústria de Petróleo e Gás Natural – Coleta e intercâmbio de dados de
confiabilidade e manutenção para equipamentos. ABNT, Rio de Janeiro 2011.
Calixto, D. E. , Gas and Oil Reliability, Elsevier, Cambridge 2016.
Amato, T., & Ciliberti, T. Case History of ISO 14224 Application in the QGOG Offshore Drilling
Fleet. IADC Asset Integrity & Reliability Conference & Exhibition, Houston 2016.
Ciliberti, T. Otimize a lucratividade, a segurança e a conformidade com os métodos da ISO
14224. 16º Simpósio Internacional de Confiabilidade São Paulo: Compass 2018.
Xantic, Former Station 12 and SpecTec. SFI A system for classification of technical and
economic ship information. SFI® Group System, 2001
Thomas, H. W, Establishing a Data Farm to Harvest Quality Information, LPS-3C, 2000
Novembro, páginas de 1 a 5.
Distefano , R., & Thomas, S. Asset Data Integrity is serious business, Industrial Press Inc, Nova
York 2010