ANÁLISE DA CAPACIDADE DE PRODUÇÃO E … · of intermediary stocks. ... Estes aspectos incluem a...
12
12 a 15/09/06 Goiânia, GO Pesquisa Operacional na Sociedade: Educação, Meio Ambiente e Desenvolvimento XXXVIII SIMPÓSIO BRASILEIRO PESQUISA OPERACIONAL DE ANÁLISE DA CAPACIDADE DE PRODUÇÃO E DIMENSIONAMENTO DE ESTOQUES INTERMEDIÁRIOS DE PROCESSAMENTO NO ESTUDO DE UM NOVO PROCESSO DE MANUFATURA ATRAVÉS DA SIMULAÇÃO DE EVENTOS DISCRETOS Fabiano Leal Universidade Federal de Itajubá Caixa Postal 50 – CEP 37500-903, Itajubá, MG, Brasil. [email protected] José Arnaldo Barra Montevechi Universidade Federal de Itajubá [email protected] Alexandre Ferreira de Pinho Universidade Federal de Itajubá [email protected] Dagoberto Alves de Almeida Universidade Federal de Itajubá [email protected] Fernando Augusto Silva Marins Universidade Estadual Paulista Av. Dr. Ariberto Pereira da Cunha, 333, CEP 12.516-410 – Guaratinguetá [email protected] José Benedito de Oliveira Universidade Federal de Itajubá [email protected] RESUMO Este trabalho apresenta uma análise de um processo de manufatura do tipo funcional a ser implantada em uma empresa de sistemas automotivos do estado de São Paulo, Brasil. Para esta análise confeccionou-se um modelo computacional para simulação utilizando-se o software ProModel®. Através de dados estocásticos serão apresentados os resultados da simulação após um número pré-determinado de replicações e a definição do problema através do mapeamento do processo. Estes resultados referem-se à capacidade provável de produção por turno do processo e ao dimensionamento dos estoques intermediários. Visando atender à futura demanda, os resultados poderão auxiliar na tomada de decisões e correções do planejamento do processo antes mesmo de sua implantação, reduzindo custos e falhas de projeto. PALAVRAS CHAVE: simulação, mapeamento de processo, estudo de layout. Área de classificação principal do trabalho: SIM Simulação. ABSTRACT This work presents a simulation study on the job shop manufacturing process analysis. The related production layout will be implanted in an automotive plant in the São Paulo state, in Brazil. The software ProModel® was used to simulate the computational model. Using stochastic data, the simulation results are presented after a number of replications and the definition of the problem through the mapping process, as well. The results are related to the probable production capacity per shift and the determination of intermediary stocks. Aiming to assist the future demand, the results will support the decisions making process and eventual corrections on the production process planning. Consequently, reducing costs and project failures are expected. KEY WORDS: simulation, mapping process, layout study. XXXVIII SBPO [ 2080 ]
Transcript of ANÁLISE DA CAPACIDADE DE PRODUÇÃO E … · of intermediary stocks. ... Estes aspectos incluem a...

12 a 15/09/06 Goiânia, GOPesquisa Operacional na Sociedade: Educação, Meio Ambiente e DesenvolvimentoXXXVIII SIMPÓSIO BRASILEIRO PESQUISA OPERACIONALDE
ANÁLISE DA CAPACIDADE DE PRODUÇÃO E DIMENSIONAMENTO DE ESTOQUES INTERMEDIÁRIOS DE PROCESSAMENTO NO
ESTUDO DE UM NOVO PROCESSO DE MANUFATURA ATRAVÉS DA SIMULAÇÃO DE EVENTOS DISCRETOS
Fabiano Leal
Universidade Federal de Itajubá Caixa Postal 50 – CEP 37500-903, Itajubá, MG, Brasil.
José Arnaldo Barra Montevechi Universidade Federal de Itajubá
Alexandre Ferreira de Pinho Universidade Federal de Itajubá
Dagoberto Alves de Almeida Universidade Federal de Itajubá
Fernando Augusto Silva Marins Universidade Estadual Paulista
Av. Dr. Ariberto Pereira da Cunha, 333, CEP 12.516-410 – Guaratinguetá [email protected]
José Benedito de Oliveira
Universidade Federal de Itajubá [email protected]
RESUMO
Este trabalho apresenta uma análise de um processo de manufatura do tipo funcional a ser
implantada em uma empresa de sistemas automotivos do estado de São Paulo, Brasil. Para esta análise confeccionou-se um modelo computacional para simulação utilizando-se o software ProModel®. Através de dados estocásticos serão apresentados os resultados da simulação após um número pré-determinado de replicações e a definição do problema através do mapeamento do processo. Estes resultados referem-se à capacidade provável de produção por turno do processo e ao dimensionamento dos estoques intermediários. Visando atender à futura demanda, os resultados poderão auxiliar na tomada de decisões e correções do planejamento do processo antes mesmo de sua implantação, reduzindo custos e falhas de projeto.
PALAVRAS CHAVE: simulação, mapeamento de processo, estudo de layout. Área de classificação principal do trabalho: SIM Simulação.
ABSTRACT
This work presents a simulation study on the job shop manufacturing process analysis. The related production layout will be implanted in an automotive plant in the São Paulo state, in Brazil. The software ProModel® was used to simulate the computational model. Using stochastic data, the simulation results are presented after a number of replications and the definition of the problem through the mapping process, as well. The results are related to the probable production capacity per shift and the determination of intermediary stocks. Aiming to assist the future demand, the results will support the decisions making process and eventual corrections on the production process planning. Consequently, reducing costs and project failures are expected. KEY WORDS: simulation, mapping process, layout study.
XXXVIII SBPO [ 2080 ]

12 a 15/09/06 Goiânia, GOPesquisa Operacional na Sociedade: Educação, Meio Ambiente e DesenvolvimentoXXXVIII SIMPÓSIO BRASILEIRO PESQUISA OPERACIONALDE
1- Introdução
As constantes evoluções nos processos produtivos têm procurado atender, em grande parte, às necessidades dos clientes. De modo a se adequar ao atual mercado altamente competitivo, as empresas necessitam de respostas rápidas, fazendo uso de técnicas de tomada de decisão que pondere todos os fatores críticos, a fim de que a decisão tomada seja a melhor possível, podendo reduzir os custos e melhorar a qualidade dos produtos.
Segundo Pereira (2000), simulação computacional é a representação de um sistema real através de um modelo utilizando o computador, trazendo a vantagem de se poder visualizar este sistema, implementar mudanças e responder a questões do tipo: “o que aconteceria se” (what-if), minimizando gastos e tempo. Ferramentas de simulação foram desenvolvidas para estudar o impacto das mudanças ou até mesmo visualizar um projeto futuro. A utilização da simulação vem sendo mais difundida com a vinculação por parte dos fornecedores de pacotes de simulação e se mostra bastante eficaz, cujo uso em empresas vem crescendo nos últimos anos. Inserido neste contexto, este trabalho tem como objetivo simular um processo de manufatura ainda não implantado, representando um processo do tipo funcional. Pretende-se com isto levantar algumas informações para auxiliar na tomada de decisões, antes mesmo da implementação definitiva do processo. Dois resultados são considerados fundamentais neste trabalho: o total de produtos acabados em um turno de produção e o dimensionamento dos estoques intermediários. Para tanto, a simulação foi realizada em uma empresa do setor automotivo no estado de São Paulo. 2- A Simulação computacional
Segundo O'Kane et al. (2000), os modelos de simulação tornaram-se uma das técnicas mais populares empregadas a análises de sistemas industriais complexos. Ainda segundo este autor, a fase operacional compreende as maiores potencialidades de se obter os melhores resultados com o uso da simulação.
De acordo com Leal (2003), a simulação é, então, o ato de imitar um procedimento real em menor tempo e com menor custo, permitindo um melhor estudo do que vai acontecer e de como consertar erros que gerariam grandes gastos.
Diversas aplicações de simulação podem ser encontradas na literatura. Medeiros et al. (2005) propõe a simulação na análise de mudanças ou mesmo investimentos em novas unidades/células de fabricação, a fim de se determinar a real necessidade de equipamentos e operadores visando a redução de custos e a otimização da produção.
Para Kelton et al. (1998) e Banks et al. (2004), pode-se estabelecer alguns parâmetros nos quais as simulações são classificadas, de acordo com o comportamento do seu modelo mediante tal parâmetro. Estes parâmetros são, segundo estes autores:
• Tempo: quando o tempo não apresenta seu papel natural, ou seja, é invariável, classifica-se a simulação como estática. Caso contrário, apresenta-se a simulação como dinâmica, correspondendo a maioria dos modelos operacionais;
• Estado de mudança: se o estado do sistema muda continuamente com o tempo, como no caso de fluxos de água em reservatórios, classifica-se a simulação como contínua. Contudo, se as mudanças ocorrem somente após a separação de alguns pontos no tempo, como no caso de peças no processo de manufatura com tempos específicos, atribui-se à simulação a classificação de discreta;
• Aleatoriedade: modelos que não possuem entradas aleatórias são chamados de determinísticos, como no caso de uma operação de agenda rígida com tempos fixos. Por outro lado, modelos estocásticos operam com entradas aleatórias, como um banco com clientes chegando aleatoriamente requerendo serviços de tempos variados.
XXXVIII SBPO [ 2081 ]

12 a 15/09/06 Goiânia, GOPesquisa Operacional na Sociedade: Educação, Meio Ambiente e DesenvolvimentoXXXVIII SIMPÓSIO BRASILEIRO PESQUISA OPERACIONALDE
A simulação apresentada neste trabalho possui um caráter dinâmico, de natureza discreta e comportamento estocástico, o que implica em análise de replicações de resultados.
As simulações também podem ser caracterizadas por seus mecanismos internos. A Tabela 1 apresenta estes mecanismos, além de exemplos do próprio caso analisado neste trabalho.
Mecanismos Definição Exemplos deste trabalho
características ou atributos do sistema que assumem Número de produtos acabadosuma gama de valores distintos conformeo desempenho do sistema, quando simulado.características ou atributos do sistema que têm Capacidade máxima do estoqueapenas um valor em toda a simulação, mas podem mudarse alternativas diferentes forem estudadas;parâmetros ou variáveis cujo valor afeta o sistema, Distribuição de tempos de operaçãoporém não são afetados por ele.parâmetros ou variáveis que tem o valor determinado Número de produtos acabadospelo sistemaFatores endógenos
Variáveis
Parâmetros
Fatores exógenos
Tabela 1 – Mecanismos de simulação exemplificados neste trabalho
De acordo com Law e Kelton (1991), e Harrel et al. (2000), antes da aplicação de
técnicas de simulação, é importante estar atento a alguns aspectos que devem ser bem executados, para não comprometer a fase de simulação. Estes aspectos incluem a definição do problema, a análise dos dados e a validação.
Mesmo que não houvesse limite de tempo disponível, bem como de recursos para se trabalhar na modelagem, e mesmo que os trabalhos de simulação tenham sido bem conduzidos, não há possibilidade de validação absoluta, ou seja, existem circunstâncias do sistema real que podem acontecer e que não foram previstas no simulador (PEREIRA, 2000). Existem diversas formas de se validar um modelo. Uma destas técnicas, chamada de Turing test, é descrita por Harrel et al. (1996) como um processo onde as respostas dadas pelo modelo e as respostas que são dadas pelo sistema real são entregues a pessoas que conheçam o sistema. Outra forma de validação é desenvolver o modelo juntamente com o usuário. Harrel et al. (1996) sugerem que no desenvolvimento do modelo é imprescindível que haja envolvimento tanto das pessoas que conhecem o sistema a ser modelado quanto àqueles que vão tomar as decisões. Informações importantes podem ser levantadas pelo mapeamento do processo, no intuito de facilitar o processo de modelagem. 3- Mapeamento de processo
Johansson (1995) destaca que a compreensão do processo é importante, pois representa a chave para o sucesso em qualquer negócio. Afinal, uma organização é tão efetiva quanto os seus processos, sendo eles responsáveis pelo que será ofertado ao cliente.
Segundo Soliman (1999), o mapeamento de processo é uma técnica usada para detalhar o processo de negócios focando os elementos importantes que influenciam em seu comportamento atual. O mapeamento de processo é usualmente executado nos seguintes passos:
• Identificação dos produtos e serviços e seus respectivos processos. Os pontos de início e fim dos processos são identificados neste passo.
• Reunião de dados e preparação • Transformação dos dados em representação visual para identificar gargalos,
desperdícios, demoras e duplicação de esforços. Para Pidd (1998), faz sentido modelar o processo para descobrir os componentes
essenciais e sensíveis em que as melhorias farão diferença, já que as mudanças tecnológicas permitem que o processo seja mudado no espaço ou no tempo, capacitando a organização a
XXXVIII SBPO [ 2082 ]

12 a 15/09/06 Goiânia, GOPesquisa Operacional na Sociedade: Educação, Meio Ambiente e DesenvolvimentoXXXVIII SIMPÓSIO BRASILEIRO PESQUISA OPERACIONALDE
operar mudanças rapidamente auxiliadas por modelos simulados em computador e pela engenharia dos processos de negócio.
Neste ponto, o conceito de mapeamento do processo começa a ser discutido levando-se em conta os avanços tecnológicos disponíveis. A simulação computacional atua como uma poderosa ferramenta, facilitando a visualização do processo e o acompanhamento dos seus resultados.
O mapeamento dos processos também ganha importância pela sua função de registro e documentação histórica da organização, pelo fato do aprendizado ser construído com base em conhecimentos e experiências passadas, isto é, com base na memória (VILLELA, 2000).
Segundo Nazareno et al. (2001), as atividades definidas com excesso de detalhes podem complicar a análise global, sem acrescentar informações úteis. Por outro lado, as atividades definidas de forma ampla demais deixam de revelar oportunidades para melhoramentos.
Soliman (1999) demonstra que o tempo e conseqüentemente o custo do mapeamento do processo são diretamente proporcionais com o número de níveis do mapeamento. Experiências têm demonstrado que a relação entre o nível do mapeamento e o custo do mapeamento pode ser aproximada a uma função linear.
Neste trabalho, o mapeamento de processo será utilizado para a confecção do modelo conceitual, fundamental para a elaboração do modelo computacional.
4- Metodologia de pesquisa A metodologia de pesquisa utilizada neste trabalho é a simulação. Autores como Berends e Romme (1999) defendem a simulação como uma metodologia de pesquisa. Andrade (1989) apresenta em seu trabalho um fluxograma da metodologia de simulação, representado na Figura 1.
Figura 1 – Fluxograma da metodologia de simulação. Fonte: Andrade (1989).
XXXVIII SBPO [ 2083 ]

12 a 15/09/06 Goiânia, GOPesquisa Operacional na Sociedade: Educação, Meio Ambiente e DesenvolvimentoXXXVIII SIMPÓSIO BRASILEIRO PESQUISA OPERACIONALDE
A formulação do problema irá auxiliar o modelador a não perder o foco do objetivo do trabalho. Modelos projetados para abordar vários problemas podem crescer em complexidade e dificultar o processo de validação e experimentação. No trabalho em questão, o problema é analisar a capacidade de produção e o dimensionamento dos estoques intermediários de um processo do tipo funcional, ainda não implantado. Os limites deste processo podem ser claramente definidos em um mapeamento de processo. Este mapa de processo corresponde ao modelo conceitual, proposto por Sargent (2004). O mapeamento foi realizado através de fluxograma, onde cada processo foi representado pelo símbolo de atividade, com o objetivo de se obter uma visão mais geral do sistema a ser modelado. Além disto, o fluxograma definiu o fluxo de material entre os processos. Os próprios modeladores, neste caso, participaram da confecção do fluxograma, juntamente com especialistas no processo. Esta elaboração conjunta facilitou a construção do modelo computacional posteriormente. Assim como no caso do modelo computacional, o modelo conceitual foi validado pelos especialistas. As Figuras 2 e 3 representam o fluxograma do sistema a ser simulado, com seus limites. Da mesma forma, houve a necessidade do registro das filas de entrada (estoques intermediários) em cada processo.
01
02 03
Braço int. LE/LD (Fila 3A)
Sup. em “L” (Fila 1A)Sup. em “U” c/ aba (Fila 1C)
Porcas M 8 x1,25 (Fila 1B)
Disp. Mont. Braço int. c/ “L” - LE
Máq. Solda projeção
Subconjunto em “L” c/ porca (Fila
3B)
Célula robôSoldagem
dos braços e das placas
Subcj. Braçoint. c/ “L”LE (Fila 2B)
Placas LE/LD(Fila 5B)
Trava (Fila 5A)
Montagem de Kit
Subconj. em “U” c/ aba/porca (Fila 6B)
Sup. em “U” (Fila 6A)
Olhete LE/LDTubos (Fila 4A)
Subconjuntos braços LE/LD (Fila 4B)
Célula robô mont. Eixo SW
Kit célula robô mont. Eixo SW(Fila 6C)
12
Braço int. LE/LDBraço Ext. LE Braço Ext. LDBuchas (Fila 2A)
Disp. Mont. e Pontdos Braços
LE/LD
Subconjuntosbraços Pont.
LE/LD. (Fila 5C)
Figura 2 – Primeira parte do fluxograma do sistema analisado
Na Figura 2 existem três estoques principais de matéria prima, que abastecem outros
setores da empresa. A partir destes três estoques, representados na parte alta da Figura 2, alguns processos são diretamente abastecidos, enquanto outros processos são abastecidos pelos subprodutos gerados pelos processos interligados.
XXXVIII SBPO [ 2084 ]

12 a 15/09/06 Goiânia, GOPesquisa Operacional na Sociedade: Educação, Meio Ambiente e DesenvolvimentoXXXVIII SIMPÓSIO BRASILEIRO PESQUISA OPERACIONALDE
1
Disp. Mont. Eixo SW c/ placas
Subconjunto Eixo SW (Fila 7B)
2Subconjunto placas LE/LD(Fila 7A)
Usinagem do eixo SW
Conjunto eixo SW c/ placas (Fila 8)
Célula acabam./embalagem
Conjunto eixo SW usinado (Fila 9)
Pintura
Conjunto eixo SW montado
Limite de análise deste trabalho
Figura 3 – Segunda parte do fluxograma do sistema analisado.
Como o processo ainda não está implantado, foi necessária a consulta a especialistas da
empresa, no intuito de levantar os tempos esperados de cada parte do processo. As máquinas envolvidas já existem na empresa, porém destinadas a outros processos. Desta forma, com base nesta experiência, foram definidos tempos de operação e tempos de deslocamentos, na forma de distribuição de probabilidade normal.
Vale destacar que os especialistas do processo definiram analisar o processo segundo a ótica de um fluxo contínuo.
A modelagem realizada será discutida em um tópico específico.
5- Desenvolvimento e apresentação do modelo
Após definido o fluxograma de processo e os tempos envolvidos, os pesquisadores definiram o software a ser utilizado na simulação. Para isto, utilizou-se o ProModel, aproveitando-se assim de sua aceitação científica e seus recursos de animação. O ProModel trabalha com a definição de locations e entities. Desta forma, a partir do fluxograma gerado, criou-se uma tabela com as locations e entities a serem utilizadas na simulação. Esta representação apresenta-se na Tabela 2.
A presença das filas de entrada em cada processo tem um objetivo especial: dimensionar o espaço necessário para os estoques intermediários. Esta análise será realizada na simulação. A variável “Produtos acabados” irá registrar os produtos finalizados, ou seja, aqueles processados pela célula de acabamento e embalagem. Esta variável irá orientar futuras mudanças no projeto deste sistema de produção, de acordo com a demanda do cliente. Também foram definidas duas macros para o modelo: “tempo de transporte” e “estoque intermediário”. Como o sistema em análise ainda não está implantado, não existem dados concretos a respeito do tempo de transporte entre os processos. Não serão considerados os tempos de deslocamento dos estoques externos de matéria prima. Para isto, será considerado um abastecimento contínuo, assim que as filas de entrada
XXXVIII SBPO [ 2085 ]

12 a 15/09/06 Goiânia, GOPesquisa Operacional na Sociedade: Educação, Meio Ambiente e DesenvolvimentoXXXVIII SIMPÓSIO BRASILEIRO PESQUISA OPERACIONALDE
permitirem o acesso. Considerou-se, então, uma distribuição normal para os tempos de processamento, de acordo com a Tabela 3.
Processo Filas de entrada Entradas SaídaPacote braços e bucha
Pacote olhete LE/LD e tubosPlacas LE/LD
Braço int. LE/LDTrava
Sup. em USup. em L
Sup. em U com abaEstoque 03 Porcas
Fila 1A Sup. em U Sunconj. em U c/ aba e porcaFila 1B Porcas Subconj. em L c/ porcaFila 1C Sup. em U com abaFila 2A Pacote braços e bucha Subconj braços pont LE/LDFila 2B Subconj braço int c/ L-LEFila 3A Braço int. LE/LD Subconj braço int c/ L-LEFila 3B Subconj. em L c/ porcaFila 4A Pacote olhete LE/LD e tubos Kit célula robô mont eixo SWFila 4B Subconj braços LE/LDFila 5A Trava Subconj braços LE/LDFila 5B Placas LE/LD Subconj placas LE/LDFila 5C Subconj braços pont LE/LDFila 6A Sup. em UFila 6B Sunconj. em U c/ aba e porca Subconj eixo SWFila 6C Kit célula robô mont eixo SWFila 7A Subconj placas LE/LD Conj eixo SW com placasFila 7B Subconj eixo SW
Usinagem do eixo SW Fila 8 Conj eixo SW com placas Conj eixo SW usinadoCélula acabamento e embalagem Fila 9 Conj eixo SW usinado Conj eixo SW montado
Robô 01-soldagem dos braços e placas
Robô 02 - montagem eixo SW
Disp mont eixo SW c/ placas
Máquina solda projeção
Disp mont e pont dos braços LE/LD
Disp mont braço int c/ L-LE
Montagem de Kit
Locations Entities
Estoque 01
Estoque 02
Tabela 2 – Representação esquemática das locations e entities a serem utilizadas na simulação.
Dois cenários foram definidos de acordo com a estimativa dos tempos de deslocamento (transporte) entre os processos. Estes dados estão registrados na Tabela 4.
Processo Filas de entrada Tempo de processamento (seg)Fila 1AFila 1BFila 1CFila 2AFila 2BFila 3AFila 3BFila 4AFila 4BFila 5AFila 5BFila 5CFila 6AFila 6BFila 6CFila 7AFila 7B
Usinagem do eixo SW Fila 8 Normal (140,14)Célula acabamento e embalagem Fila 9 Normal (120,12)
Robô 02 - montagem eixo SW
Disp mont eixo SW c/ placas
Normal (30,3)
Normal (120,12)
Normal (40,4)
Normal (30,3)
Normal (150,6)
Normal (180,7)
Normal (175, 17,5)
Disp mont e pont dos braços LE/LD
Disp mont braço int c/ L-LE
Montagem de Kit
Robô 01-soldagem dos braços e placas
Locations
Máquina solda projeção
Tabela 3 – Tempos de processamento em distribuições normais (média, desvio padrão).
XXXVIII SBPO [ 2086 ]

12 a 15/09/06 Goiânia, GOPesquisa Operacional na Sociedade: Educação, Meio Ambiente e DesenvolvimentoXXXVIII SIMPÓSIO BRASILEIRO PESQUISA OPERACIONALDE
Fila de entrada/processo Entre processosProvável 30 segundos Normal (3,1) minPessimista 30 segundos Normal (6,2) min
Deslocamentos
Tabela 4 – Cenário “provável” e “pessimista”, de acordo com o tempo de deslocamento entre processos.
Apesar da não existência de dados históricos para a validação do modelo, esta pode ser realizada segundo a técnica do Turing test, onde a validação é realizada através das considerações do especialista do sistema a ser simulado. Além disto, todo o modelo, a partir do mapeamento, foi desenvolvido junto aos especialistas do sistema em questão. A seguir será apresentada a simulação do modelo e os resultados encontrados, devidamente comentados.
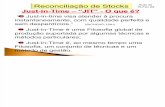
6- A simulação do modelo desenvolvido Como foi relatado anteriormente, foi utilizado o software ProModel para a simulação do modelo. A Figura 4 demonstra a tela onde está projetado o processo em análise.
Figura 4 – Tela da simulação em operação do software ProModel.
Por se tratar de uma simulação estocástica, torna-se necessário definir o número de replicações necessárias. Para isto, foi definido um conjunto de 30 replicações (conjunto inicial de amostras, para definição de média e desvio padrão iniciais). A partir destes dados, utilizou-se a Eq. (1), segundo Stevenson (2001), com a definição do número ideal de replicações, a partir de algumas condições pré-determinadas.
XXXVIII SBPO [ 2087 ]

12 a 15/09/06 Goiânia, GOPesquisa Operacional na Sociedade: Educação, Meio Ambiente e DesenvolvimentoXXXVIII SIMPÓSIO BRASILEIRO PESQUISA OPERACIONALDE
2.⎟⎠⎞
⎜⎝⎛=
eSZn
(1)
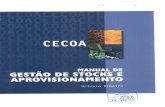
Considerando um nível de confiança de 99% e um erro máximo aceitável de 5% em relação à média, obteve-se a indicação da necessidade de 11 amostras (replicações da simulação). Antes da simulação final, foi definido o tamanho máximo dos estoques intermediários, representados pelas filas. O modelo foi ajustado para uma simulação de 8 horas, onde registrou-se o número de produtos acabados para diversos dimensionamentos de estoques intermediários. Vale lembrar que cada estoque intermediário não foi dimensionado de maneira isolada. As Figuras 5 e 6 registram os gráficos encontrados. Nota-se que no cenário provável há uma tendência de estabilização em 61 produtos acabados em 8 horas, com um estoque intermediário máximo de 9 peças entre cada processo. No cenário pessimista há uma estabilização de 58 produtos acabados em 8 horas de produção, com um estoque intermediário máximo de 16 peças entre cada processo.
Produtos acabados por dimensionamento de estoques intermediários (provável)
010203040506070
1 2 3 4 5 6 7 8 9 10 11 ∞
Capacidade máxima dos estoques intermediários
Prod
utos
aca
bado
s
Figura 5 – Cenário provável para o número de produtos acabados, de acordo com o valor dos estoques
intermediários.
Produtos acabados por dimensionamento de estoques intermediários (pessimista)
010203040506070
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 ∞
Capacidade máxima dos estoques intermediários
Prod
utos
aca
bado
s
Figura 6 – Cenário pessimista para o número de produtos acabados, de acordo com o valor dos estoques
intermediários.
XXXVIII SBPO [ 2088 ]

12 a 15/09/06 Goiânia, GOPesquisa Operacional na Sociedade: Educação, Meio Ambiente e DesenvolvimentoXXXVIII SIMPÓSIO BRASILEIRO PESQUISA OPERACIONALDE
Esta diferença entre os cenários pode ser justificada pela diferença nos tempos de deslocamento entre processos, o que acarreta um maior estoque no caso do cenário pessimista. Para a simulação completa, será considerado um dimensionamento máximo de estoque intermediário de 9 unidades para o cenário provável e 16 unidades para o cenário pessimista.
Para a simulação foi utilizado um PC com processador AMD Sempron 2,6 Giga. A simulação em ProModel dos 2 cenários, com 11 replicações para cada um, consumiu 2 minutos e 6 segundos de processamento computacional, mantendo os efeitos de animação ativados e configuração de velocidade do software no máximo. A Tabela 5 representa o número de produtos acabados após as 11 replicações, nos cenários provável e pessimista. Os valores de produção foram definidos através da média e do desvio padrão das replicações.
Provável PessimistaMédia 58,9 57,27Desvio padrão 1,22 0,78
Produtos acabados
Tabela 5 – Média e desvio padrão do número de produtos acabados, após 8 horas de produção em ambos
os cenários simulados.
Estas informações podem auxiliar os especialistas do sistema no planejamento da aquisição de máquinas e funcionários, de acordo com a demanda do cliente, antes mesmo de sua real implantação. Nas Figuras 2 e 3 estão representadas as filas em cada processo. Apesar de previamente dimensionadas, suas utilizações podem variar. Após a simulação, analisou-se a ocupação de cada fila (estoque intermediário), tendo em vista que suas capacidades foram dimensionadas em 9 unidades para o cenário provável e 16 unidades para o cenário pessimista. Os resultados de ocupação de cada fila estão representados na Figura 7 (cenário provável) e na Figura 8 (cenário pessimista).
Figura 7 – Ocupação das filas no cenário provável (esquema de apresentação do ProModel).
A partir da análise das Figuras 7 e 8, pode-se concluir que algumas filas ainda estão superdimensionadas, como é o caso das filas 2B, 3B, 4B, 6C, 7B, 8 e 9. Estas filas permanecem
XXXVIII SBPO [ 2089 ]

12 a 15/09/06 Goiânia, GOPesquisa Operacional na Sociedade: Educação, Meio Ambiente e DesenvolvimentoXXXVIII SIMPÓSIO BRASILEIRO PESQUISA OPERACIONALDE
vazias na maior parte do tempo. Esta informação leva a concluir que estas filas merecem uma nova análise, com uma redução em seu dimensionamento. Isto irá diminuir os espaços previamente destinados a estoques intermediários.
Figura 8 – Ocupação das filas no cenário pessimista (esquema de apresentação do ProModel).
7- Conclusões e recomendações Este trabalho utilizou a simulação como ferramenta de análise de um projeto de processo de montagem, procurando analisar situações antes mesmo da operacionalização do projeto. Através das informações obtidas com esta simulação, a equipe responsável pela implantação deste projeto poderá tomar decisões respaldadas nos cenários simulados, podendo realizar correções no processo antes mesmo de sua implantação, reduzindo custos e falhas de projeto. Considerando um fluxo contínuo de peças, a simulação demonstrou que, em um cenário provável, há uma tendência de estabilização em 61 produtos acabados em 8 horas, com um estoque intermediário máximo de 9 peças entre cada processo. No caso do cenário pessimista, há uma estabilização de 58 produtos acabados em 8 horas de produção, com um estoque intermediário máximo de 16 peças entre cada processo. A execução deste trabalho também demonstra a importância do mapeamento do processo. A construção do modelo computacional é fortemente facilitada pelas informações obtidas com o mapeamento, como os inputs e outputs de cada atividade e a própria lógica do processo, representada no mapeamento através das conexões.
Apesar da não existência de dados preliminares concretos, ou mesmo um histórico de dados, o uso da simulação em processos ainda não implementados possibilita a realização de experimentos antes mesmo da implantação, diminuindo a execução de possíveis atuações incorretas ou mesmo criando a possibilidade de alterar o projeto visando o atendimento de alguns indicadores.
8- Referências bibliográficas
ANDRADE, E. L. Introdução à Pesquisa Operacional. Rio de Janeiro: Livros Técnicos e Científicos, p.156-171, 1989.
XXXVIII SBPO [ 2090 ]

12 a 15/09/06 Goiânia, GOPesquisa Operacional na Sociedade: Educação, Meio Ambiente e DesenvolvimentoXXXVIII SIMPÓSIO BRASILEIRO PESQUISA OPERACIONALDE
BANKS, J.; CARSON, J.; NELSON B. L.; NICOL, D. Discrete-Event System Simulation. Fourth Edition. Prentice Hall, 2004.
BERENDS, P. e ROMME, G. Simulation as a research tool in management studies. European Management Journal, vol 17, n.6, 1999.
HARREL, C. R.; BATEMAN, R. E.; GOGG, T. J.; MOTT, J. R. A. System Improvement Using Simulation. Orem, Utah: PROMODEL Corporation. 1996. HARRELL, C.R.; GHOSH, B.K.; BOWDEN, R.O. Simulation using promodel. McGraw Hill, 2000.
JOHANSSON, H. J. Processos de negócios. São Paulo: Pioneira, 1995.
KELTON, W. D.; SADOWSKI, R. P.; SADOWSKI, D. A. Simulation with Arena. MacGraw Hill, 1998.
LAW, A.M. e KELTON, W.D. Simulation Modelling and Analisys, 2nd Edition, McGraw Hill, New York, 1991.
LEAL, F. Um diagnóstico do processo de atendimento a clientes em uma agência bancária através de mapeamento de processo e simulação computacional. Dissertação (Mestrado em Eng. de Produção) Programa de Pós-Graduação em Engenharia de Produção, Universidade Federal de Itajubá, Itajubá, MG, 2003.
MEDEIROS, A.L.; MONTEVECHI, J.A.B.; ALMEIDA FILHO, R.G. de. Uso da simulação e otimização no planejamento do número de operários em uma indústria de material de defesa. XXXVII Simpósio Brasileiro de Pesquisa Operacional, 2005.
NAZARENO, R. R.; RENTES, A. F.; SILVA, A. L. da. Implantado técnicas e conceitos da produção enxuta integradas à dimensão de análise de custos. XXI Encontro Nacional de Engenharia de Produção, Salvador, BA, 2003.
O'KANE, J.F.; SPENCELEY, J.R.; TAYLOR, R. Simulation as an Essential Tool for Advanced Manufacturing Technology Problems. Journal of Materials Processing Technology, n.107, p. 412-424, 2000.
PEREIRA, I. C. Proposta de Sistematização da Simulação para Fabricação em Lotes. Dissertação (Mestrado em Eng. de Produção) Programa de Pós-Graduação em Engenharia de Produção, Universidade Federal de Itajubá, Itajubá, MG, 2000.
PIDD, M. Modelagem empresarial: ferramentas para tomada de decisão. Porto Alegre: Artes Médicas, 1998.
SILVA, W.A.da; GALHARDO, M.R.; MONTEVECHI, J.A.B. Otimização de uma célula utilizando simulação computacional. XXIV Encontro Nacional de Engenharia de Produção, Florianópolis, SC, 2004.
SOLIMAN, F. Optimum level of process mapping and least cost business process reengineering. International Journal of Operations Production Management, p.810-816, 1999.
STEVENSON, W.J. Administração das operações de Produção. Editora LTC, sexta edição, Rio de Janeiro, 2001.
VILLELA, C. da Silva S. Mapeamento de Processos como Ferramenta de Reestruturação e Aprendizado Organizacional. Dissertação (Mestrado em Eng. Produção) Programa de Pós- Graduação em Engenharia de Produção, Universidade Federal de Santa Catarina, Florianópolis, SC, 2000.
XXXVIII SBPO [ 2091 ]