







Línguas
Páginas
Legal


1
3- CEP / R&R
CEP - Controle Estatístico de Processos
2
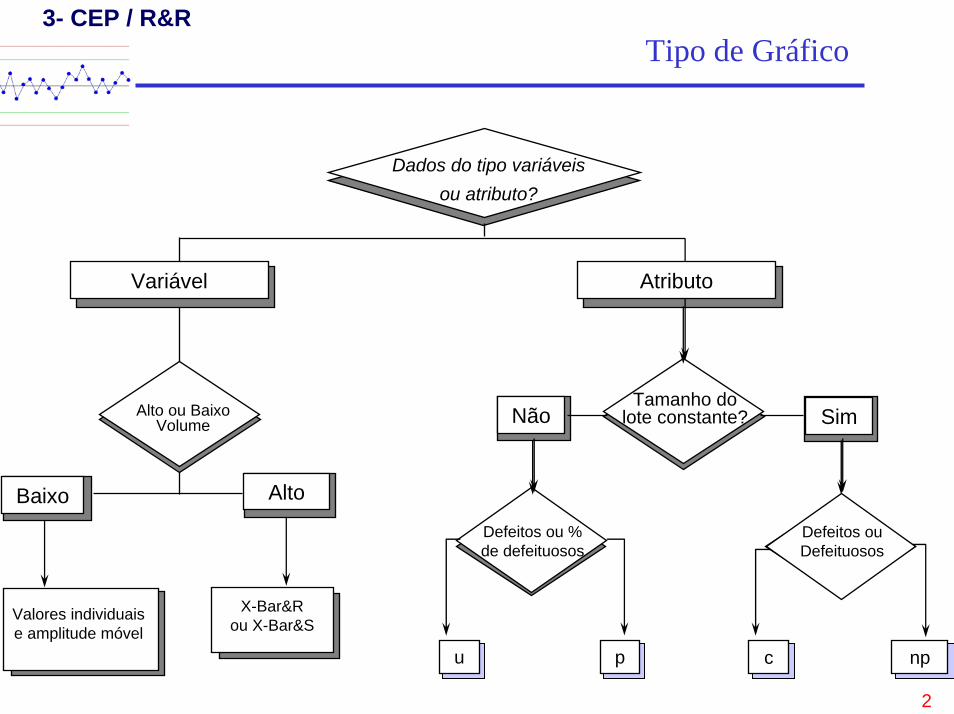
3- CEP / R&RTipo de Gráfico
Dados do tipo variáveisou atributo?
Defeitos ou % de defeituosos
Tamanho do lote constante?
u p
Não Sim
Defeitos ouDefeituosos
c np
Alto ou BaixoVolume
Baixo Alto
Valores individuaise amplitude móvel
X-Bar&Rou X-Bar&S
Variável Atributo
3
3- CEP / R&RDois tipos de gráficos de controle
Gráficos para variáveis Valores contínuos
Distribuição NormalUtiliza valores medidos
Tempo de um ciclo, comprimento, Diâmetro, temperatura, etc.
Geralmente uma característica por gráficoO Gráfico para Variáveiscontém mais informaçãoque o gráfico de Atributos
Valores discretos
Distribuição Poisson ou BinomialGráficos para atributos
Passa/Não-Passa, Bom/Ruim
Podem existir muitas características por gráfico

4
3- CEP / R&RPropósito do CEP
O propósito do controle estatístico de processos é indicar: – quando um processo está funcionando de forma ideal
(apenas causas comuns de variação estão presentes)• Nenhuma ação corretiva é necessária. • Ações desnecessárias podem na verdade aumentar
a variabilidade.– Quando um processo está desordenado e necessita
algum tipo de ação corretiva (causas especiais de variação estão presentes)
5
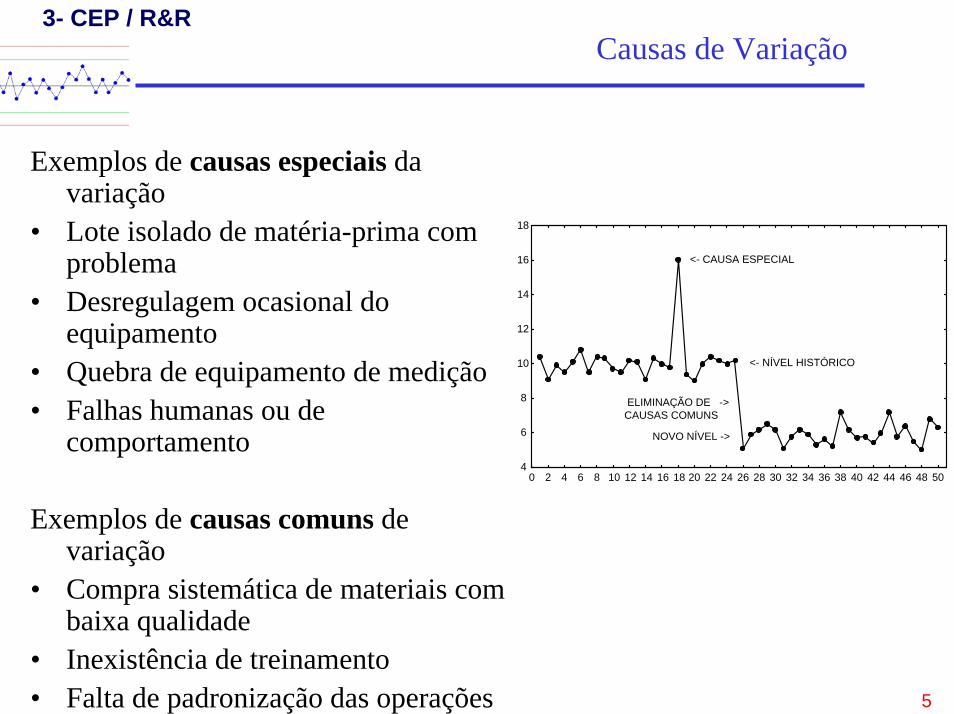
3- CEP / R&RCausas de Variação
Exemplos de causas especiais da variação
• Lote isolado de matéria-prima com problema
• Desregulagem ocasional do equipamento
• Quebra de equipamento de medição• Falhas humanas ou de
comportamento4
6
8
10
12
14
16
18
0 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32 34 36 38 40 42 44 46 48 50
<- CAUSA ESPECIAL
ELIMINAÇÃO DE ->CAUSAS COMUNS
<- NÍVEL HISTÓRICO
NOVO NÍVEL ->
Exemplos de causas comuns de variação
• Compra sistemática de materiais com baixa qualidade
• Inexistência de treinamento• Falta de padronização das operações

6
3- CEP / R&RGráficos de Controle
para Variáveis
• X Bar: uma representação gráfica da média de amostrasao longo do tempo (Between)
• R: representação da amplitude de uma amostra ao longodo tempo. (Within)
• S: representação do desvio padrão de uma amostra aolongo do tempo. (Within)
• Valores individuais: uma representação dos valoresindividuais ao longo do tempo.
• Amplitude móvel: uma representação da amplitude móvel(para duas observações |Xi - Xi-1|) ao longo do tempo.
7
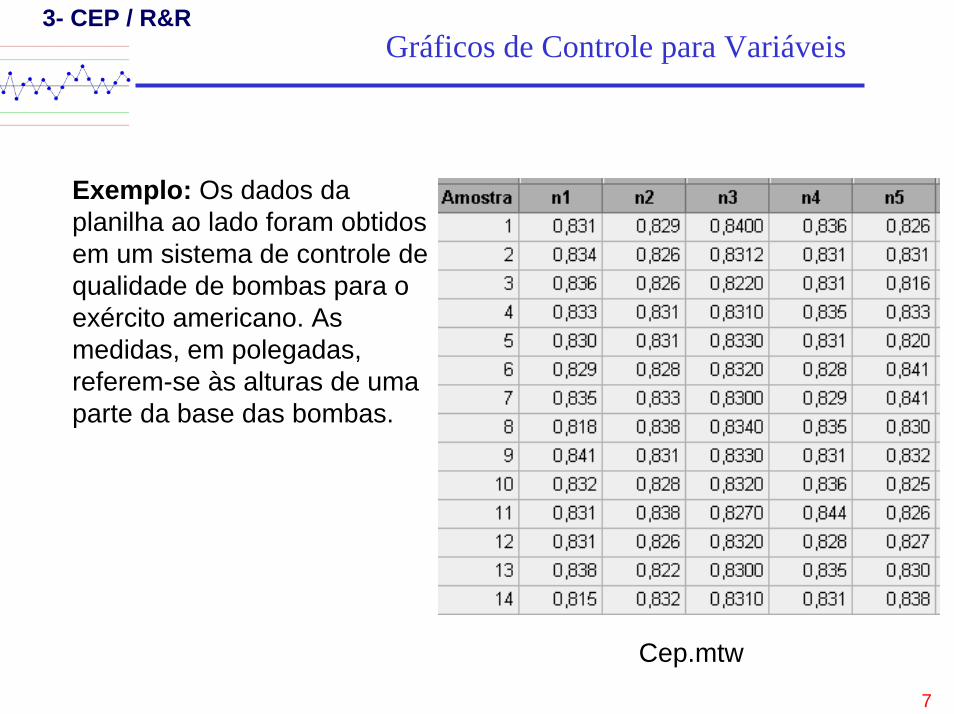
3- CEP / R&RGráficos de Controle para Variáveis
Exemplo: Os dados da planilha ao lado foram obtidos em um sistema de controle de qualidade de bombas para o exército americano. As medidas, em polegadas, referem-se às alturas de uma parte da base das bombas.
Cep.mtw

8
3- CEP / R&RXbar&R
01435,0 83115,0 == RX

9
3- CEP / R&RVariação Within e Between
Test Resultsfor XbarChart
TEST 4. 14 points in a rowalternatingup and down.
Test Failedat points: 20
10
3- CEP / R&R
2520151050
LM
LSC
LIC
3σ2σ 1σ
2520151050
LM
LSC
LIC
3σ2σ 1σ
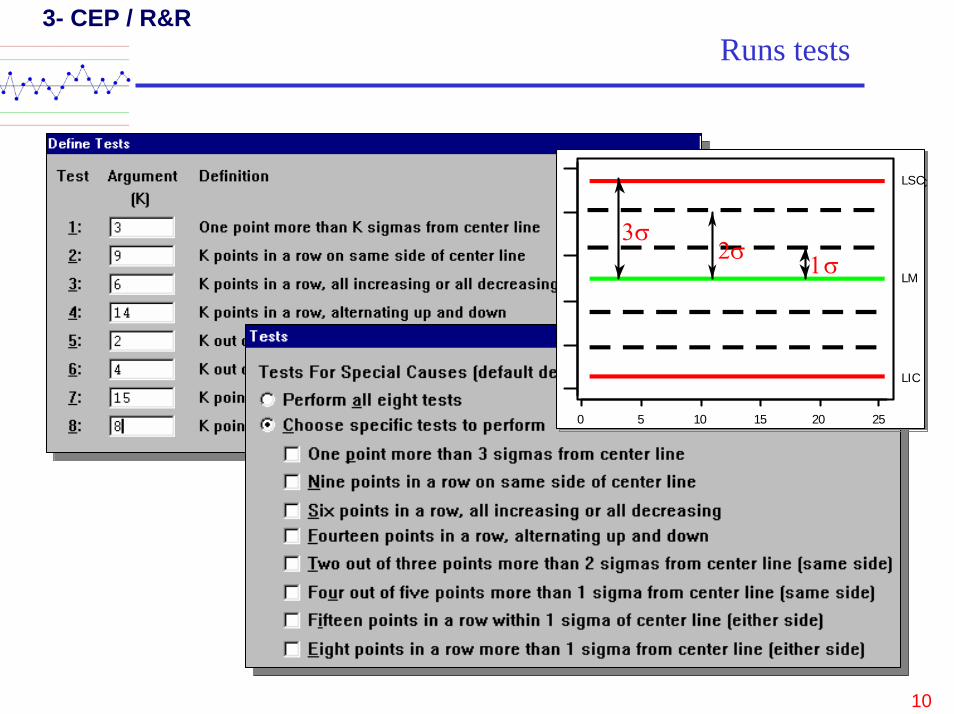
Runs tests

11
3- CEP / R&RRegras do Minitab
1. Um ponto além da zona A.2. Nove pontos em seqüência na zona C ou além. (Todos do mesmo lado da
linha média)3. Seqüência crescente ou decrescente de seis ou mais pontos.4. Quatorze pontos em seqüência alternados para cima e para baixo.5. Dois de três pontos em seqüência na zona A ou além.6. Quatro de cinco pontos em seqüência na zona B ou além.7. Quinze pontos em seqüência na zone C, acima ou abaixo da linha média.8. Oito pontos em seqüência além da zona C, acima ou abaixo da linha média.
-3σ-2σ
+2σ+3σ
-1σ
+1σC C
B
B
A
A
12
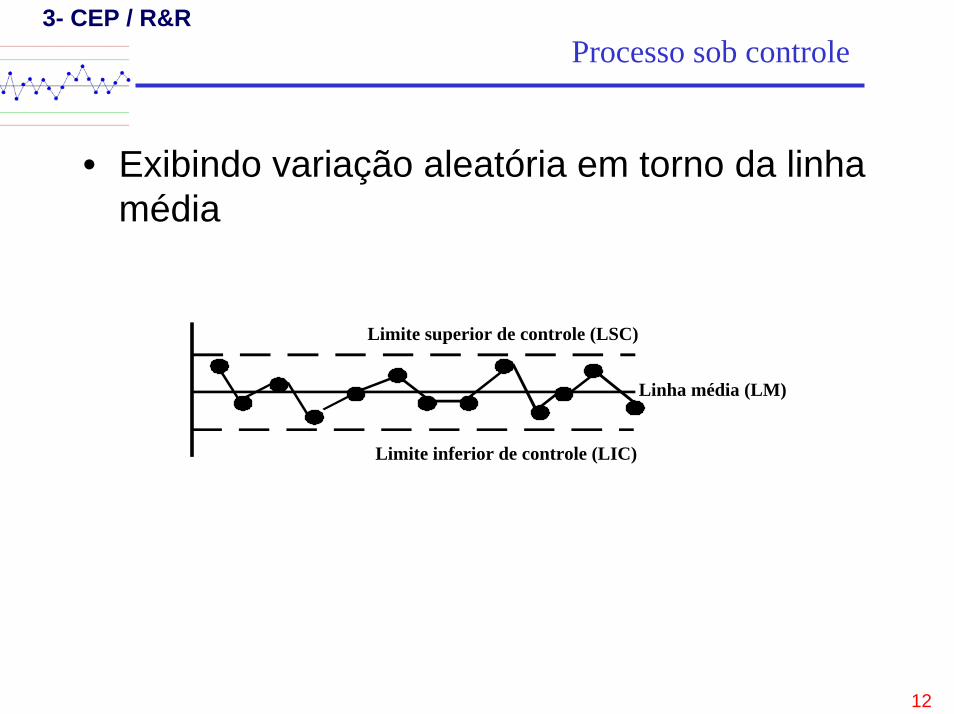
3- CEP / R&RProcesso sob controle
• Exibindo variação aleatória em torno da linhamédia
Limite superior de controle (LSC)
Linha média (LM)
Limite inferior de controle (LIC)

13
3- CEP / R&RProcesso Fora de controle
Uma seqüência de nove ou mais pontos do mesmolado da linha média
Limite superior de controle (LSC)
Limite inferior de controle (LIC)
Linha média (LM)
LSC
LM
LIC

14
3- CEP / R&RProcesso Fora de controle
Um ou mais pontos além dos limites de controle
LSC
LM
LIC
LSC
LM
LIC
15
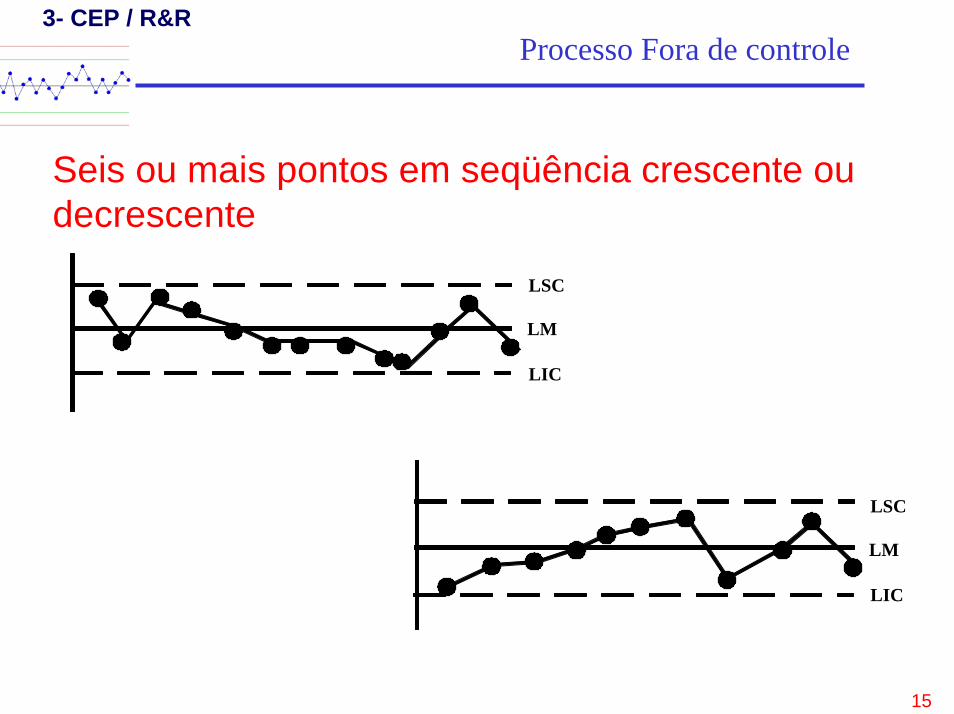
3- CEP / R&RProcesso Fora de controle
Seis ou mais pontos em seqüência crescente oudecrescente
LSC
LM
LIC
LSC
LM
LIC

16
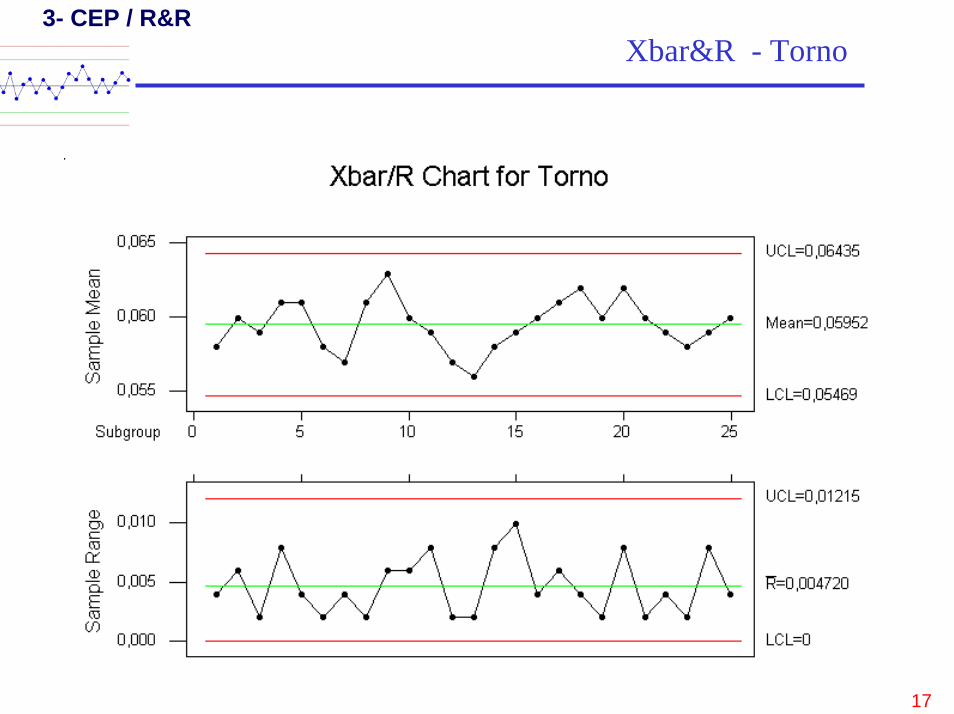
3- CEP / R&RXbar&R - Exemplo
O arquivo Xbar_r.mtw (coluna= Torno) contém dados medidos do diâmetro de um eixo. Os dados estão em subgrupos de tamanho 3.
A especificação é .060 +/- .003 polegadas
1. Verifique a estabilidade com um gráfico sequencial (run chart). Verifiquetambém a normalidade.
2. Com o Minitab, crie um gráfico Xbar&R. Quais suas conclusões?
3. As especificações dadas têm alguma relação com os limites de controle do gráfico? Se sim, como é essa relação?
4. Utilize os dados e as especificicações para estimar a capabilidade desseprocesso de usinagem.
5. Como o controle do processo está relacionado com a capabilidade do processo?
17
3- CEP / R&RXbar&R - Torno

18
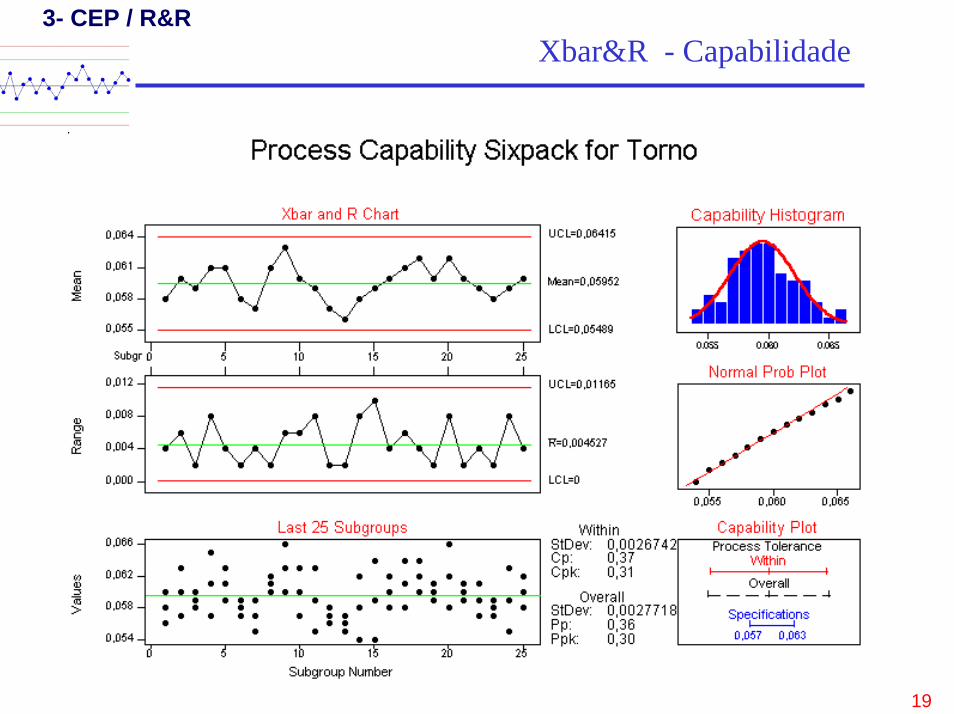
3- CEP / R&RXbar&R - Capabilidade
Capabilidade éum tema central em 6 Sigma
O processo está sob controle mas sua capabilidade não é muitoboa — de quem é a responsabilidade por essa situação? Do operador ou da gerência? Por quê?
19
3- CEP / R&RXbar&R - Capabilidade

20
3- CEP / R&RControle x Especificação
• Não confunda limites de controle com limites de especificação.
• Os limites de especificação são externos ao processo. Eles podem representar requisitos de engenharia parasatisfazer um CTQ.
• Limites de controle são internos ao processo, eles refletema faixa esperada de variação do processo.
21
3- CEP / R&R
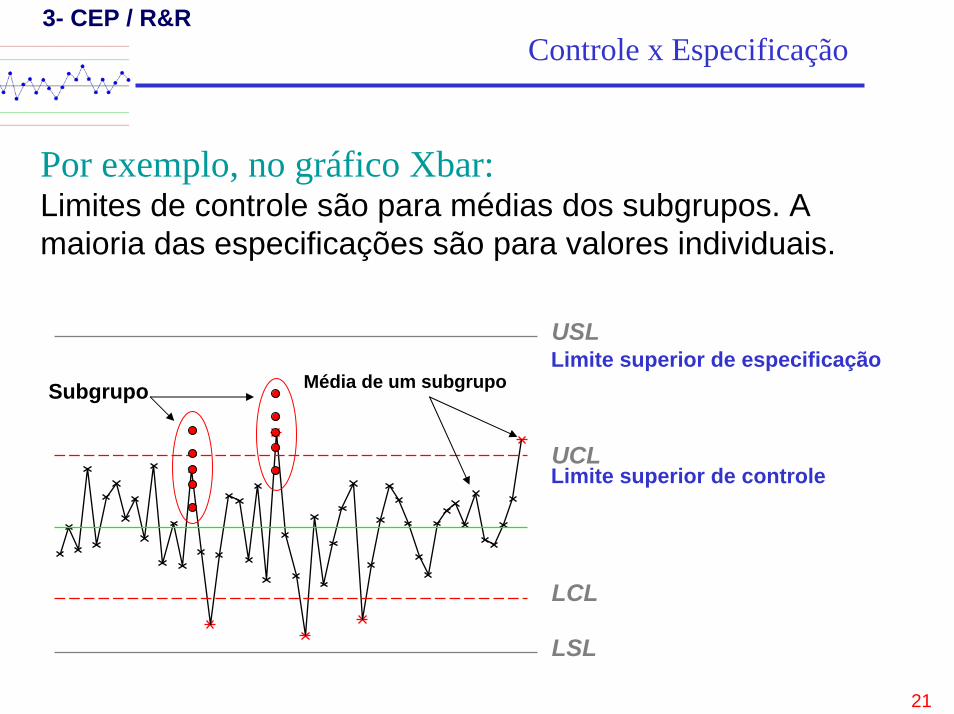
Por exemplo, no gráfico Xbar:Limites de controle são para médias dos subgrupos. A maioria das especificações são para valores individuais.
USL
UCL
LCL
LSL
Limite superior de controle
Limite superior de especificaçãoSubgrupo Média de um subgrupo
Controle x Especificação
22
3- CEP / R&RXbar&S - Exercício
O Arquivo Xbar_r.mtw (coluna= pH) contém dados de pH,tirados no tempo, de um banho para um revestimento protetivo. Cinco leituras são feitas a cada hora. O valor mínimo permitidopara o valor do pH é 4.15.
Crie um gráfico Xbar & S.
Quais suas conclusões?
Qual a capabilidade do processo?
Quais suas conclusões?
23
3- CEP / R&R
I/MR
Exemplo:
O tempo de espera na fila de um supermercado é um CTQ muito importante para os clientes deste serviço. A cada 4 horas, um cliente ao acaso éselecionado e o seu tempo de espera é cronometrado (em minutos).
Que conclusões podem ser tiradas deste estudo? Cep.mtw

24
3- CEP / R&RI/MR

25
3- CEP / R&RExemplo: I/MR
• Os dados no arquivo IMR.mtw (coluna comprimento) são referentes ao comprimento de um eixo torneadopara 25 peças consecutivas. • Crie o gráfico I/MR.• Analise seus resultados. Eles indicam uma condição
fora do controle? Liste as indicações, se houverem.• O que está acontecendo com esse processo?

26
3- CEP / R&RI/MR
0Subgroup 5 10 15 20 25
24,95
25,05
25,15
25,25
Indi
vidua
l Val
ue
1
5 5 5
2
2 2Mean=25,09
UCL=25,22
LCL=24,96
0,00
0,05
0,10
0,15
Mov
ing
Ran
ge
2
2
R=0,04792
UCL=0,1566
LCL=0
I and MR Chart for Comprimento
27
3- CEP / R&RExercício: I/MR
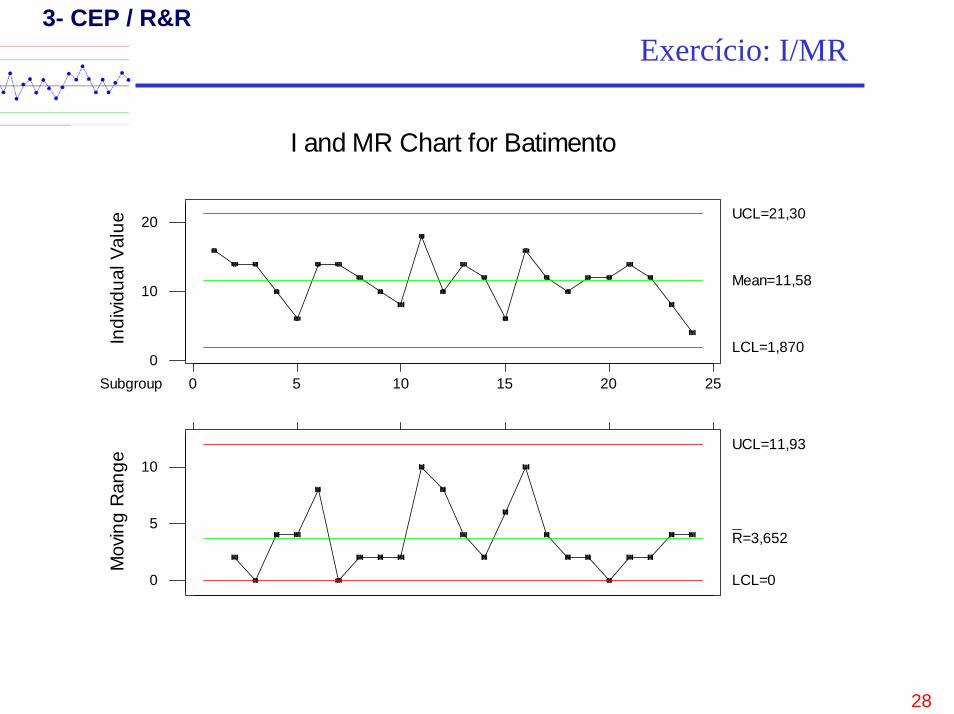
• Os dados para 24 medidas consecutivas do batimento de um diâmetro usinado estão no arquivo IMR.mtw(coluna=batimento). Os valores estão em micrômetros.– Usando o minitab, crie um gráfico I & MR.– Quais são suas conclusões?– Que ação, se existe alguma, que deve ser tomada?
28
3- CEP / R&RExercício: I/MR
0Subgroup 5 10 15 20 250
10
20
Indi
vidu
al V
alue
Mean=11,58
UCL=21,30
LCL=1,870
0
5
10
Mov
ing
Ran
ge
R=3,652
UCL=11,93
LCL=0
I and MR Chart for Batimento
29
3- CEP / R&R
Gráfico para Atributos
• Úteis quando a característica medida não é uma variável.• Baseados em contagem ou classificação (Passa/Não-Passa,
Bom/Ruim).• Baseados nas distribuições de Poisson ou Binomial• Os limites de controle são calculados de forma diferente dos
gráficos para variáveis mas seu significado e interpretação sãosimilares.
• Um gráfico (c, u) pode cobrir qualquer número de características, mas nesse caso pode ser mais difícil analisar os sinais.
• Um gráfico ao invés de dois (Não existe variação Within).
São necessárias definições operacionais inequívocas para os defeitos. Essasdefinições operacionais devem ser aplicadas por todos os inspetores.
30
3- CEP / R&RClassificação: Um item defeituoso
– Uma unidade que contém um ou mais defeitos
S IM N Ã O S IM S IM N Ã O
Gráfico P e NP

31
3- CEP / R&RContagem: Um item com defeitos
–Uma única característica que não atende os requisitos
3 01 0 2
Gráfico C e U

32
3- CEP / R&R
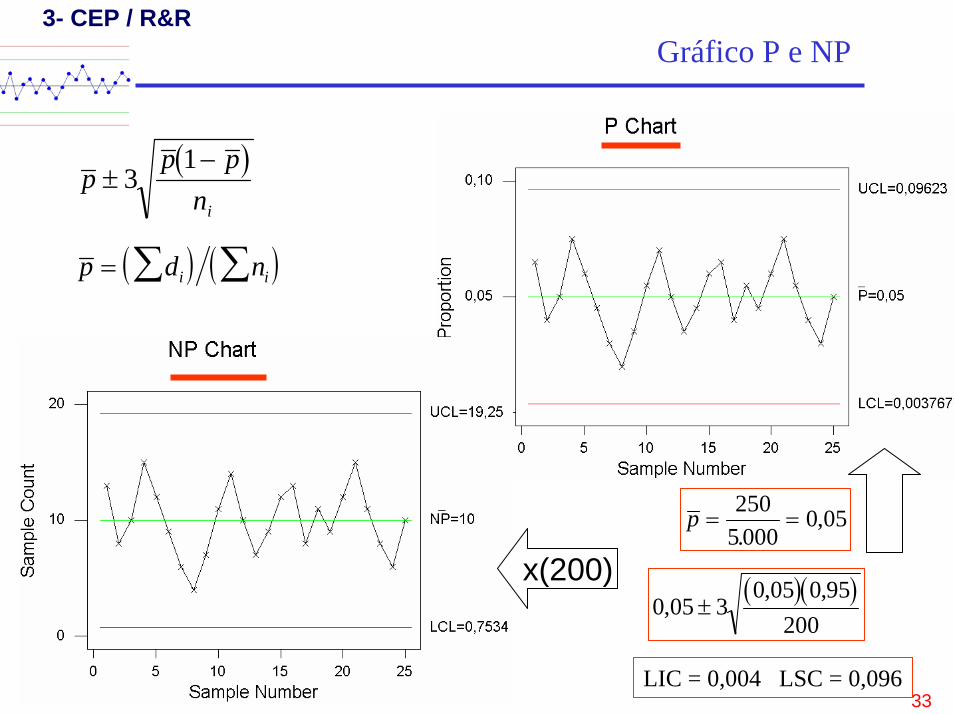
P e NP
Exemplo: Em uma fábrica de meias, 200 pares são analisados diariamente. Nos 25 dias úteis de um mês obtiveram-se os números de pares defeituosos como na planilha ao lado. Analise tal processo usando o gráfico de proporção de defeituosos.
Cep.mtw
33
3- CEP / R&R
( ) ( )p d ni i= ∑ ∑
( )pp p
ni
±−
31
Gráfico P e NP
p = =250
5 0000 05
.,
( )( )0 05 30 05 0 95
200,
, ,±
LIC = 0,004 LSC = 0,096
x(200)
34
3- CEP / R&RExemplo – Gráfico P
Gráfico para fração/percentual de defeituosos
No arquivo P_chart.mtw, a coluna “falhas” contém dados diários para o número de peças contendo falhas no revestimento, encontradas na inspeção do processo de revestimento. A coluna subgrupo contém o número de peçasinspecionadas.
Crie um gráfico P.
Quais suas observações?

35
3- CEP / R&RGráfico P - Falha

36
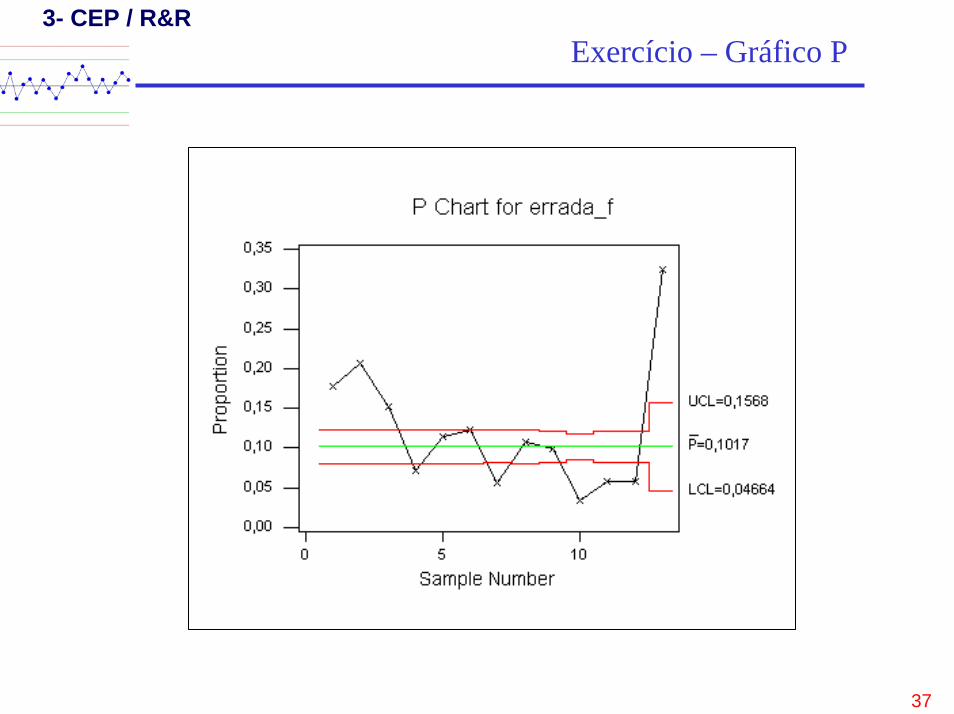
3- CEP / R&RExercício – Gráfico P
Faturas são checadas em busca de erro de preenchimentocomo entrada errada dos preços dos serviços, erros no preenchimento da identificação do cliente, etc. O número de faturas preenchidas erroneamente por mês é registrado. O arquivo P_chart.mtw contém dados referentes aos últimos13 meses.
Crie um gráfico P.
Quais suas observações?
37
3- CEP / R&RExercício – Gráfico P
38
3- CEP / R&RGráfico NP
• No arquivo Np_chart.mtw, a coluna “chaves” contémdados da inspeção de 25 lotes consecutivos de chaveselétricas.
• O tamanho de cada lote é de 100 chaves.• Crie um gráfico NP dos dados.• Quais suas observações?

39
3- CEP / R&RExercício – Gráfico NP
• Uma clínica atende 60 pacientes por dia. Eles pedemaos pacientes que classifiquem, em uma escala de 1 a 5, a qualidade do atendimento recebido. Cinco é ótimo e um é péssimo.
• O número de pacientes que classifica o atendimentocomo sendo 3 ou inferior é considerado de insatisfeitose é registrado todos os dias. Os dados estão no arquivoNp_chart.mtw, coluna “insatisfeitos.”
• Faça um gráfico np dos dados. • Avalie a capabilidade do processo.• Quais suas conclusões?

40
3- CEP / R&R
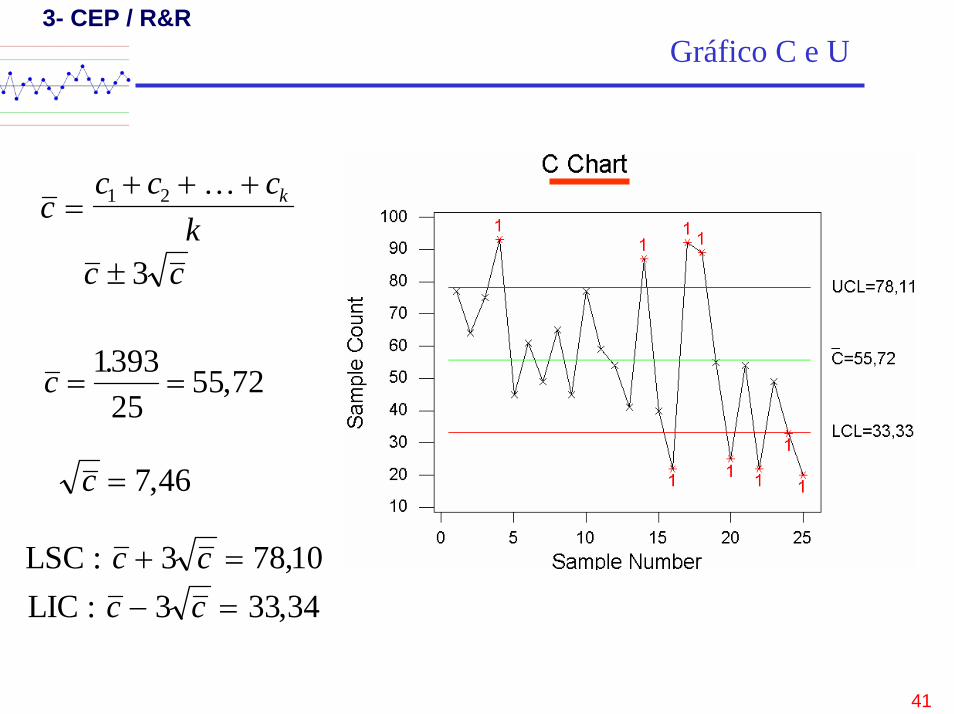
Gráfico C e U
Exemplo: O trabalho de uma datilógrafa, em fase de treinamento, é verificado através da contagem dos erros em unidades de 10 páginas datilografadas. Para os seguintes dados, construir o gráfico de controle correspondente.
41
3- CEP / R&RGráfico C e U
c = =1393
2555 72. ,
c = 7 46,
LSC : LIC :
c cc c+ =− =
3 78 103 33 34
,,
cc c c
kk=
+ + +1 2 K
c c± 3

42
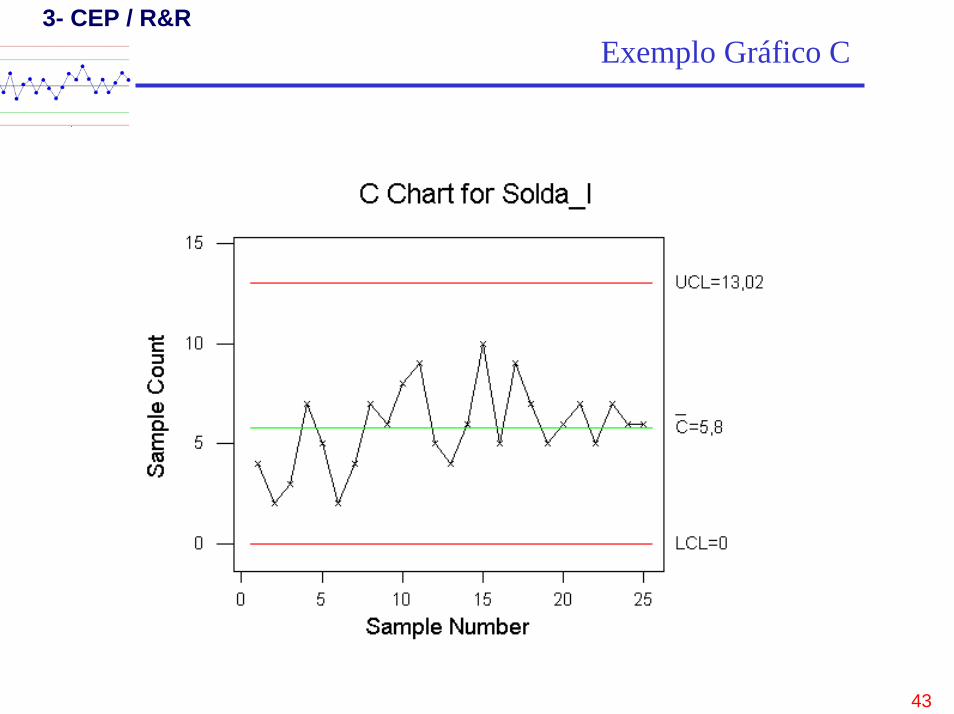
3- CEP / R&RExemplo Gráfico C
Dados de fabricação de uma peça indicam perdas devido a defeitos de soldagem. Os registros dos defeitos encontrados para cada peçaensaiada são mantidos pelos responsáveis pelo controle do processo. Os dados observados no tempo para subgrupos de 2 peças estão nacoluna Solda_I da planilha C chart.mtw.
1. Crie um gráfico C.2. As não conformidades que são observadas são devido a causas
comuns ou causas especiais de variação.3. Que tipo de ação pode ser tomada para tentar reduzir as não
conformidades desse processo?
43
3- CEP / R&RExemplo Gráfico C

44
3- CEP / R&RExemplo Gráfico C - Parte II
Uma ação que foi implementada para tentar diminuir o número de defeitos em solda foi melhorar o treinamento dos operadores. Dados de defeitos em peças fabricadas após essa ação (também em subgruposde duas peças) estão na coluna Solda_II da planilha C_chart.mtw. Essaação foi efetiva na redução das não-conformidades?
1. Crie um gráfico C.
2. O novo processo está sob controle estatístico?
3. O treinamento melhorou o processo?
4. Como isso pode ser avaliado estatisticamente?

45
3- CEP / R&RExemplo Gráfico C - Parte II
Caiu significativamente?...estatisticamente (2 sample t) e em termos de meta de projeto?
46
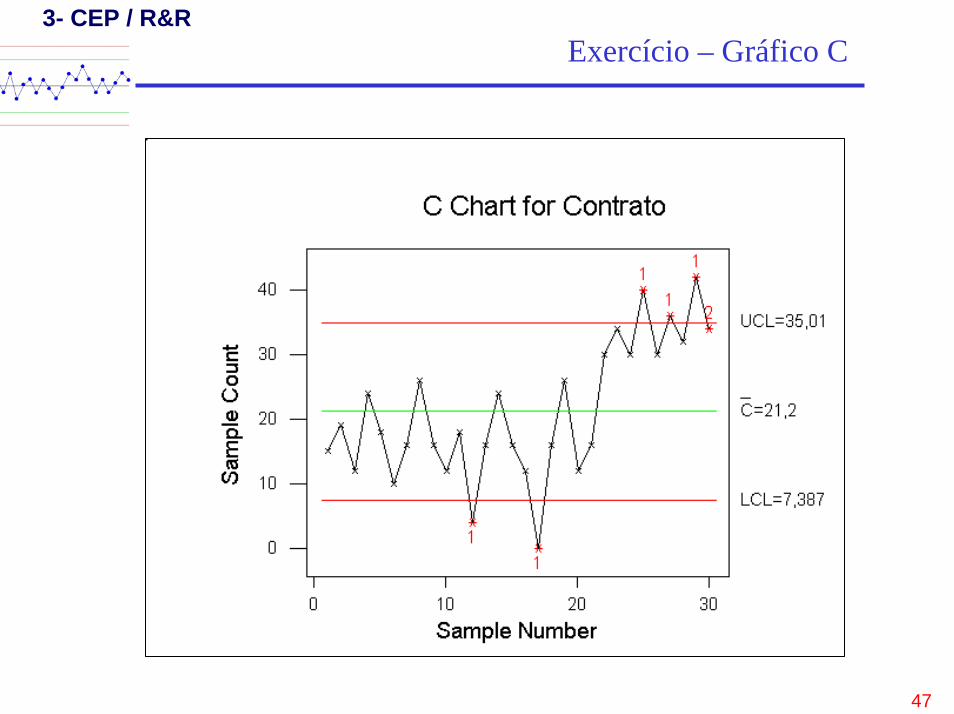
3- CEP / R&RExercício – Gráfico C
• O arquivo C_chart.mtw (coluna=contratos), contémdados referentes a contratos com plantas de geração de energia elétrica.
• Crie um gráfico C dos dados.• Quais suas conclusões?
47
3- CEP / R&RExercício – Gráfico C

48
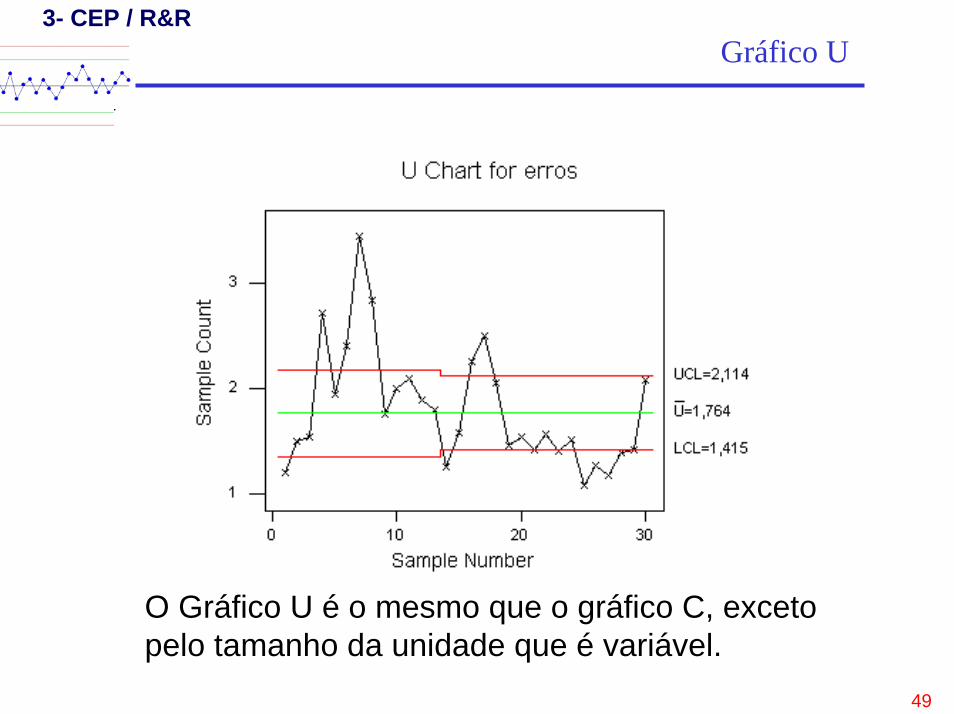
3- CEP / R&RGráfico U
• No arquivo U_chart.mtw, a coluna erros contém dados ordenadosno tempo referentes a erros no preenchimento dos pedidos para osclientes. Um defeito é definido como informações inexatasencontradas na requisição. Diariamente, o número de defeitos e o número de requisições preenchidas são registrados.
• Construa um gráfico U dos dados.
• Quais suas conclusões?
49
3- CEP / R&RGráfico U
O Gráfico U é o mesmo que o gráfico C, excetopelo tamanho da unidade que é variável.

50
3- CEP / R&RExercício – Gráfico U
• Duas partes de um readiador de autómóvel são montadasjuntas. O número de vazamentos detectados no tempo assim como o número de radiadores montados estão no arquivo U_chart.mtw.
• Construa um gráfico U para esse processo. • Quais são suas conclusões?

51
3- CEP / R&R
Tamanhos dos subgrupos
– Selecione um tamanho de subgrupo que forneça umamédia de defeitos/defeituosos:
C, U, NP > 5.0
Para que os limites de controle sejam simétricos em torno da média. (evitar LIC = 0)
:
– Para os gráficos P, selecionar os subgrupos de forma quepelo menos 95% dos subgrupos contenham pelo menos um defeituoso. Use a relação aproximada
N ~ 5 / P
52
3- CEP / R&REstratégia 6 Sigma
para uso de Gráficos de Controle
Y=f(X)Durante as primeiras investigações coloque os gráficos
nas variáveis de Saída (Y) que não estão sob controle.
Após as investigações, coloque as gráficos nas variáveiscríticas de Entrada (X).
Se um gráfico implantado não estiver proporcionandoinformação de valor e gerando ações, remova-o.
Objetivo: Monitorar e controlar Entradas (X) e, com tempo, eliminar os gráficos de controle na Saída (Y).
53
3- CEP / R&R
Principais finalidades dos gráficos de controle
• Reduzir refugo e retrabalho e melhorar produtividade.• Prevenir defeitos. Processo sob controle significa menor chance de produzir
unidades não-conformes.• Prevenir de ajustes desnecessários no processo através da distinção entre
causas comuns e causas especiais de variação.• Fornecer informação para diagnóstico de forma que um operador experiente
possa determinar o estado de seu processo analisando padrões de variabilidade. O operador pode então fazer as alterações necessárias paramelhorar a performance do processo.
• Fornecer informações importantes sobre os parâmetros do processo aolongo do tempo.
Significando:Custos mais baixos de fabricaçãoPadrões de trabalho corretosProcessos previsíveis quanto ao desempenhoEspecificações realistasMenos inspeçõesMelhor relacionamento com clientesMenor tempo de cicloMelhor qualidade de produto
54
3- CEP / R&R
RepetitividadeRepetitividade e e ReprodutividadeReprodutividade
AnAnáálise do Sistema de Medilise do Sistema de Mediçção ão (ASM)(ASM)

55
3- CEP / R&RArthur e Arthura
Antropometria Ltda
A empresa Arthur e Arthur e ArthuraArthura foi incumbida de conduzir um estudo antropométrico da altura da população de IESAnosIESAnos..
Há controvérsias de que os resultados de medição não são confiáveis e devido a isso a Arthur e Arthur e ArthuraArthura resolve avaliar o seu Sistema de Medição. Gage R&R é a melhor ferramenta para isso e será então utilizada.
Você acaba de entrar para a equipe da Arthur e Arthur e ArthuraArthura e terá que se submeter ao estudo de R&R em uma das tres modalidades:
1.Como uma imitação de um IESAnosIESAnos (denominado aqui de Elemento-Peça – EP);
2.Como um medidor de IESAnosIESAnos (denominado aqui de Elemento-Medidor – EM).
3.Como um auxiliar de assuntos aleatórios (AAA) para anotar os resultados e dar os palpites principais.

56
3- CEP / R&RAAA
Características de Conduta de um Elemento-Peça (EP) durante o estudo de R&R:
• O EP não deve emitir sons;
• O EP deve permanecer estático;
• O EP deve manter controle sobre processos flatulentos;
Características de Ônus do Elemento-Medidor (EM) durante o estudo de R&R:
• O EM será o único responsável pelo eventual fracasso do estudo e estará sujeito, em caso de desempenho insatisfatório, de exercer atividades menos dignas nos exercícios posteriores.
Características do Auxiliar de Assuntos Aleatórios:
• Avaliar o que eventualmente sair errado.
EP
EM/AAA
57
3- CEP / R&RAAA
Características do estudo:
• Cada equipe da Arthur e Arthur e ArthuraArthura deverá conter 2 EMs, um AAA e no mínimo 5 EPs;
• Tanto os EPs como os EMs deverão ser rotulados;
• Cada equipe deve salvar a sua planilha de dados;
Características da Medição:
• Cada EM deverá medir um EP por 3 vezes alternadamente;
• A trena de medição não poderá tocar o EP;
• Os resultados deverão estar em centímetros (ex.: 178 cm);
• Os EMs deverão fazer 3 rodadas de medição dos EPs;
• A cada rodada os EPs trocarão suas posições aleatoriamente;
• Os EMs não devem comunicar os seus resultados entre sí;
• O AAA ao anotar, não pode comunicar os resultados aos demais EMs.
58
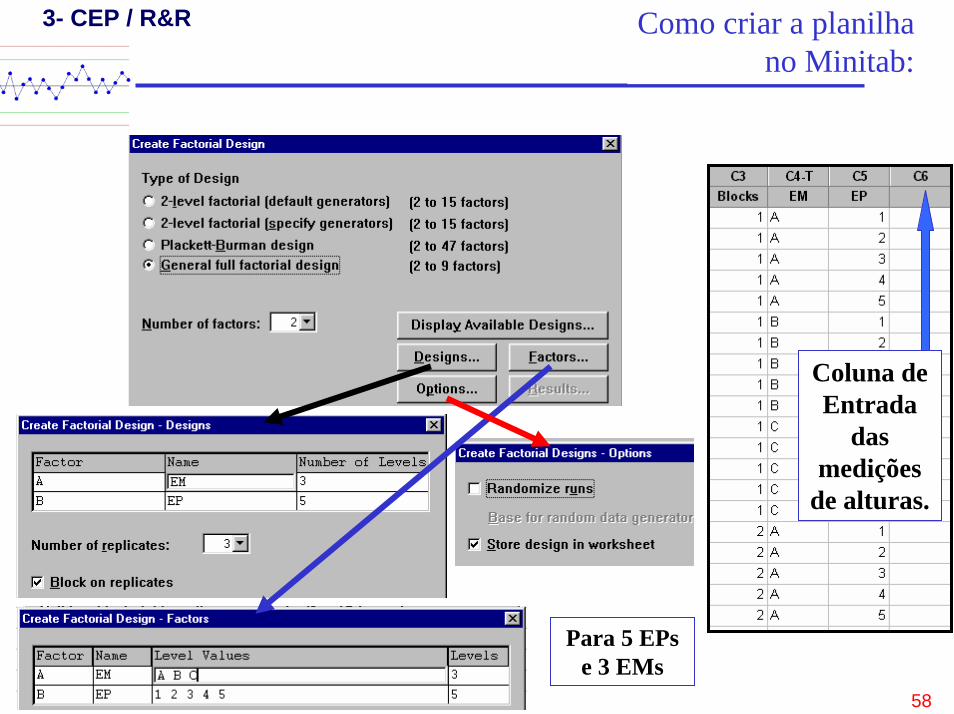
3- CEP / R&R Como criar a planilha no Minitab:
Coluna de Entrada
das medições
de alturas.
Para 5 EPse 3 EMs

59
3- CEP / R&RExatidão e Precisão
O objetivo de qualquer sistema de
medição é de fornecer dados com precisão e exatidão das características
lidas.
(Accurate)
O que é melhor: Preciso e não exato ou não preciso e exato?
O que é comumente feito em um ajuste: obter exatidão ou precisão?
60
3- CEP / R&R
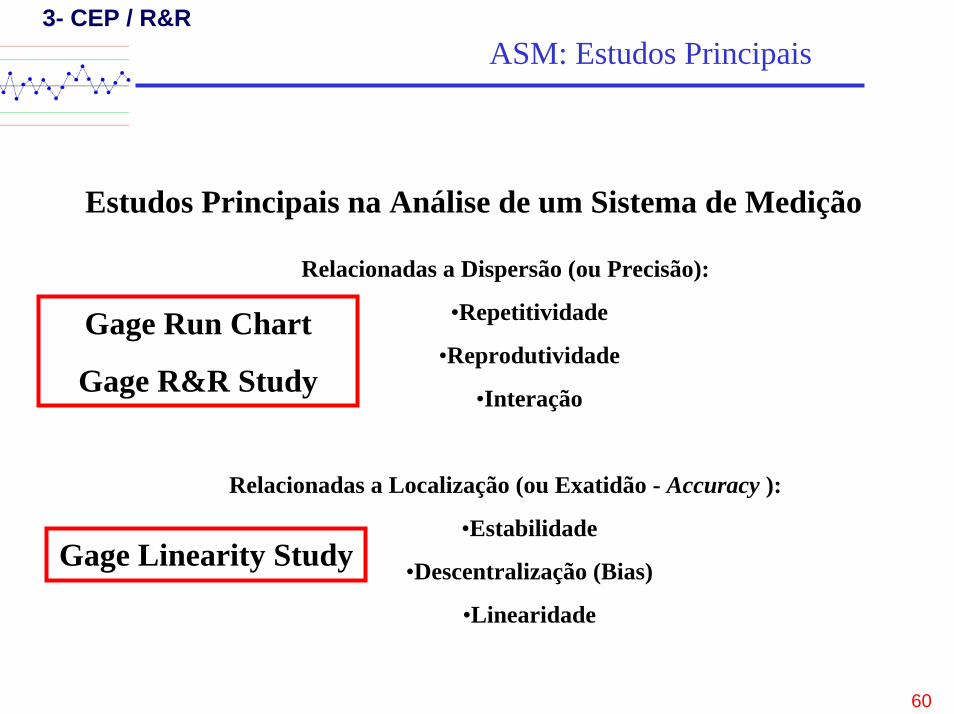
Estudos Principais na Análise de um Sistema de Medição
Relacionadas a Dispersão (ou Precisão):
•Repetitividade
•Reprodutividade
•Interação
Relacionadas a Localização (ou Exatidão - Accuracy ):
•Estabilidade
•Descentralização (Bias)
•Linearidade
Gage Run Chart
Gage R&R Study
Gage Linearity Study
ASM: Estudos Principais
61
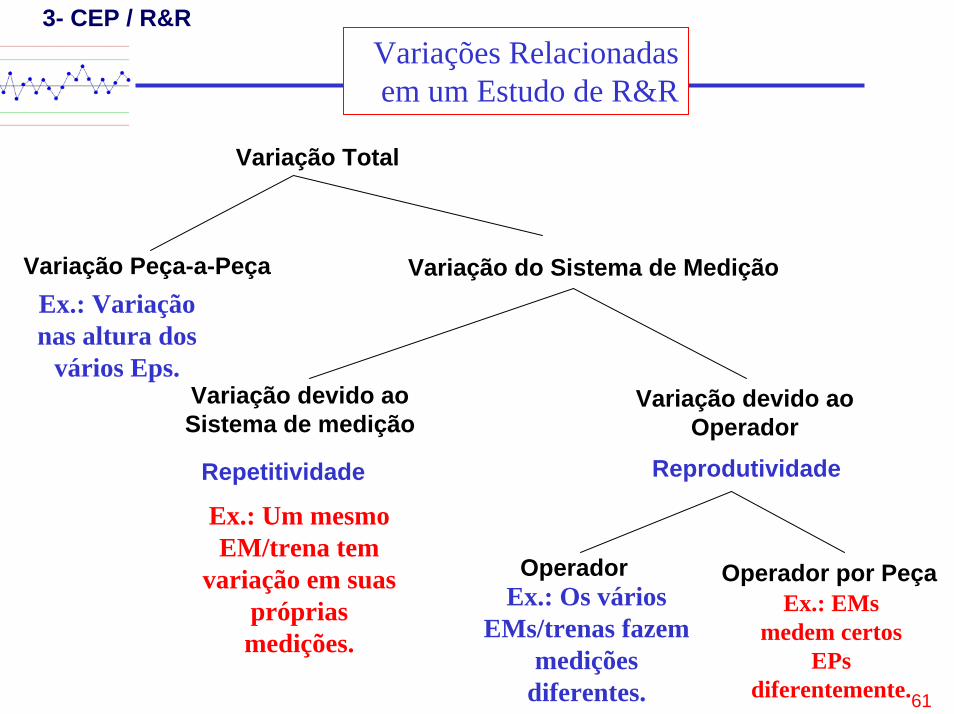
3- CEP / R&RVariações Relacionadas em um Estudo de R&R
Ex.: Variação nas altura dos
vários Eps.
Ex.: Um mesmo EM/trena tem
variação em suas próprias medições.
Ex.: Os vários EMs/trenas fazem
medições diferentes.
Ex.: EMsmedem certos
EPsdiferentemente.
Variação Total
Variação Peça-a-Peça Variação do Sistema de Medição
Variação devido ao Sistema de medição
Repetitividade
Variação devido ao Operador
Reprodutividade
Operador Operador por Peça
62
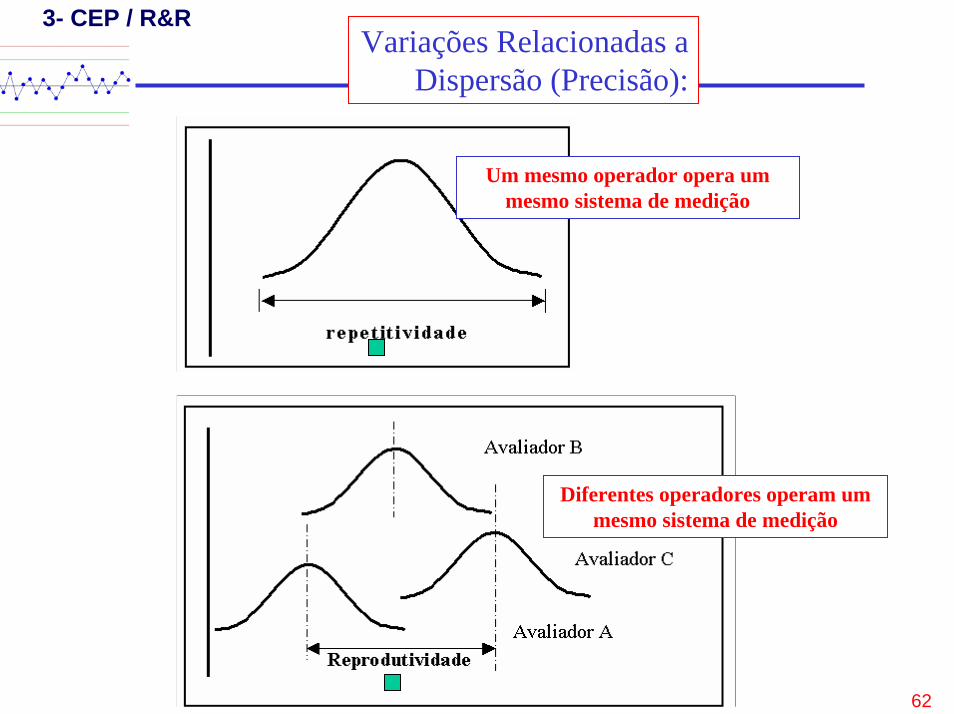
3- CEP / R&RVariações Relacionadas a
Dispersão (Precisão):
Um mesmo operador opera um mesmo sistema de medição
Diferentes operadores operam um mesmo sistema de medição

63
3- CEP / R&RVariações Relacionadas a Localização
(Exatidão -Accuracy):
time
faixa
64
3- CEP / R&RRecomendações do
manual MSA
1. Ordem Aleatória: As medições devem ser feitas em uma ordem aleatória para assegurar que qualquer deslocamento ou alterações que possam ocorrer estejam dispersas aleatoriamente ao longo do estudo.
2. Arredondamento: Ao ler o equipamento, as leituras devem ser estimadas para o número mais próximo que possa ser obtido. Se possível, as leituras devem ser feitas com a metade da menor graduação. Por exemplo, se a menor graduação é 0,0001, então a estimativa para cada medida deve ser arredondada para o mais próximo número múltiplo de 0,00005.
3. Estudo Cuidadoso: O estudo deve ser observado por uma pessoa que saiba a importância do cuidado necessário para se conduzir um estudo confiável.
4. Procedimento: Cada avaliador deve usar o mesmo procedimento - com todos os passos - para obter as leituras.
65
3- CEP / R&R
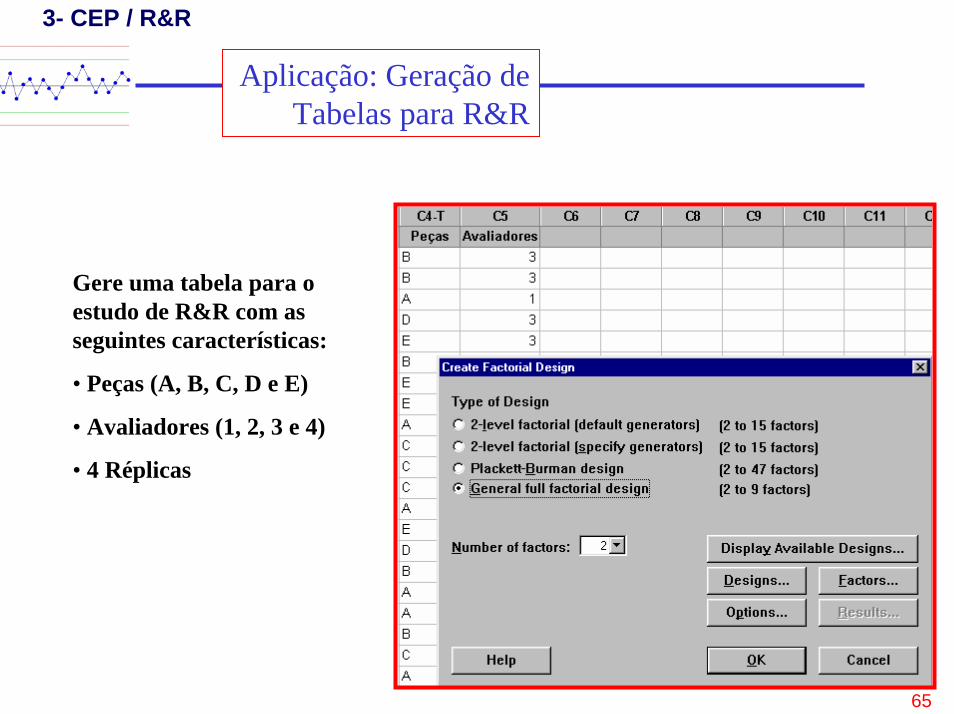
Aplicação: Geração de Tabelas para R&R
Gere uma tabela para o estudo de R&R com as seguintes características:
• Peças (A, B, C, D e E)
• Avaliadores (1, 2, 3 e 4)
• 4 Réplicas
66
3- CEP / R&R
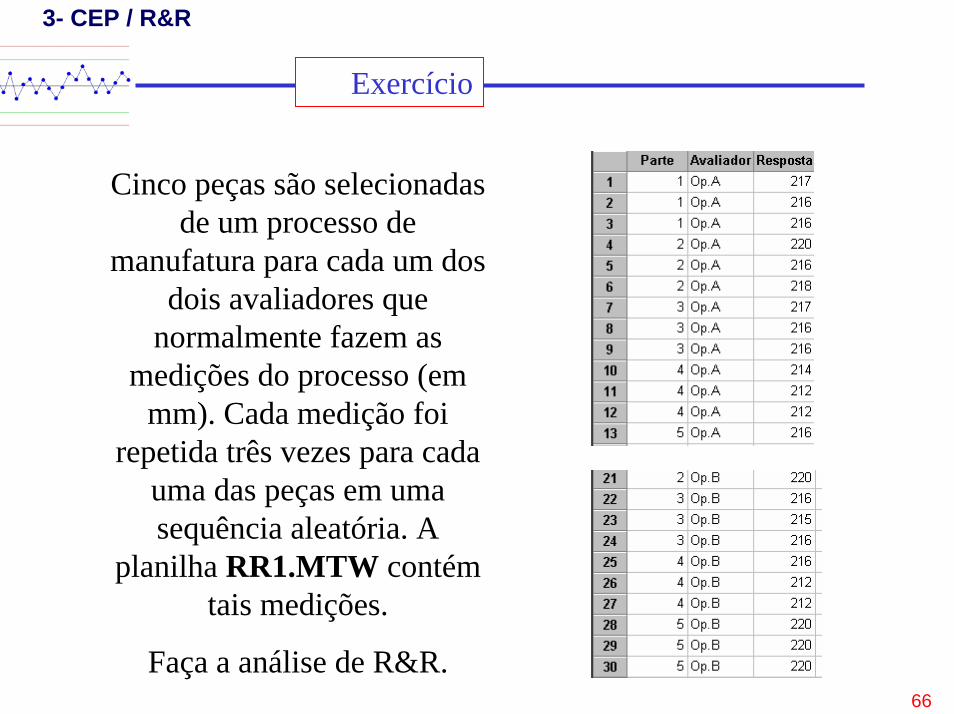
Exercício
Cinco peças são selecionadasde um processo de
manufatura para cada um dos dois avaliadores que
normalmente fazem as medições do processo (em
mm). Cada medição foirepetida três vezes para cada
uma das peças em umasequência aleatória. A
planilha RR1.MTW contémtais medições.
Faça a análise de R&R.
67
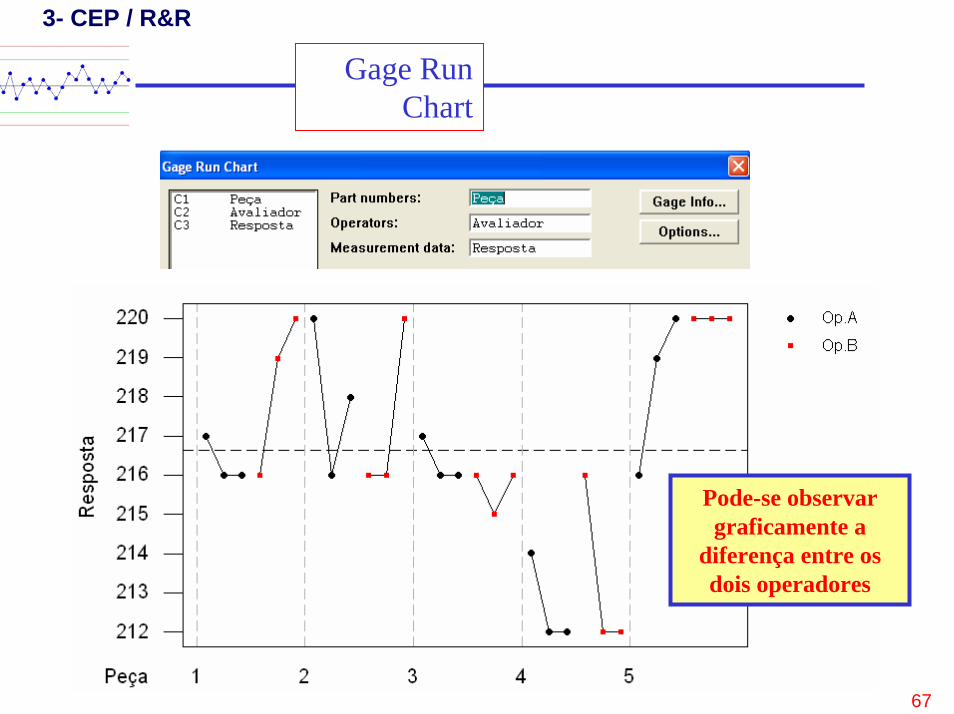
3- CEP / R&R
Gage Run Chart
Pode-se observar graficamente a
diferença entre os dois operadores

68
3- CEP / R&R
Quality Tools - GageR&R (Crossed)
Preferível pois avalia também as interações
69
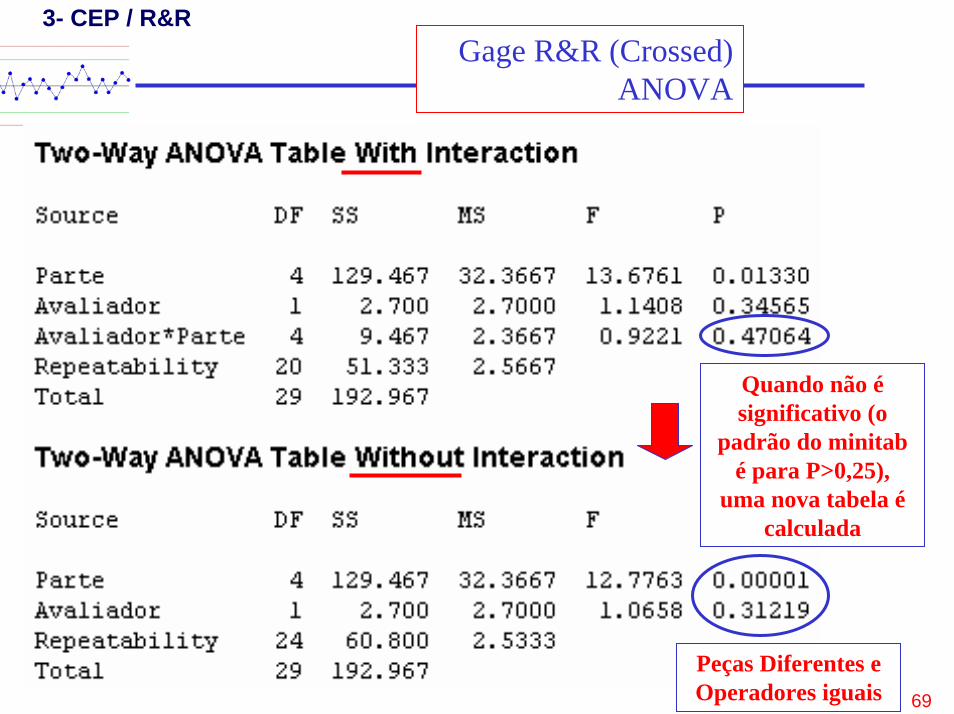
3- CEP / R&RGage R&R (Crossed)
ANOVA
Quando não ésignificativo (o
padrão do minitabé para P>0,25),
uma nova tabela écalculada
Peças Diferentes e Operadores iguais

70
3- CEP / R&R
Variação devida ao Processo de medição. Valor Muito alto!
Valores Clássicos:
•Até 10% de erro (Aprovado)
•De 10 a 30%(aprovado dependendo da Aplicação)
•Acima de 30%(consultar o cliente para avaliar o erro)
Observado (computado)
Estimado (99% de confiança)
5 ou mais éÓtimo e 0 é ruim
10033,8118,58
18,5811,14/21,822 =+
=
Gage R&R (Crossed)
71
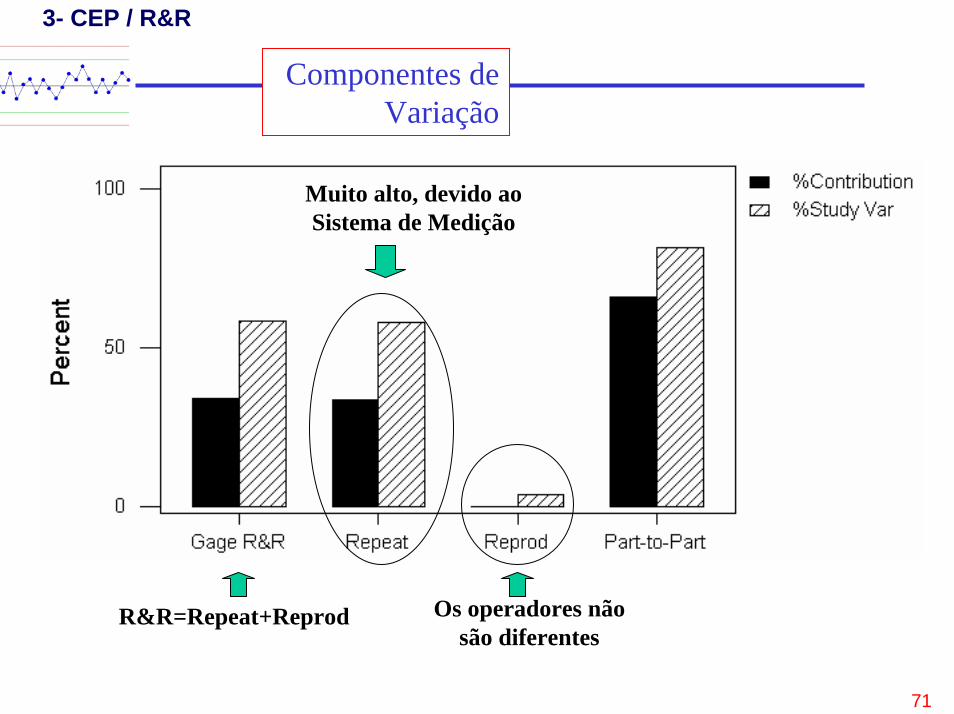
3- CEP / R&R
Muito alto, devido ao Sistema de Medição
Componentes de Variação
Os operadores não são diferentes
R&R=Repeat+Reprod
72
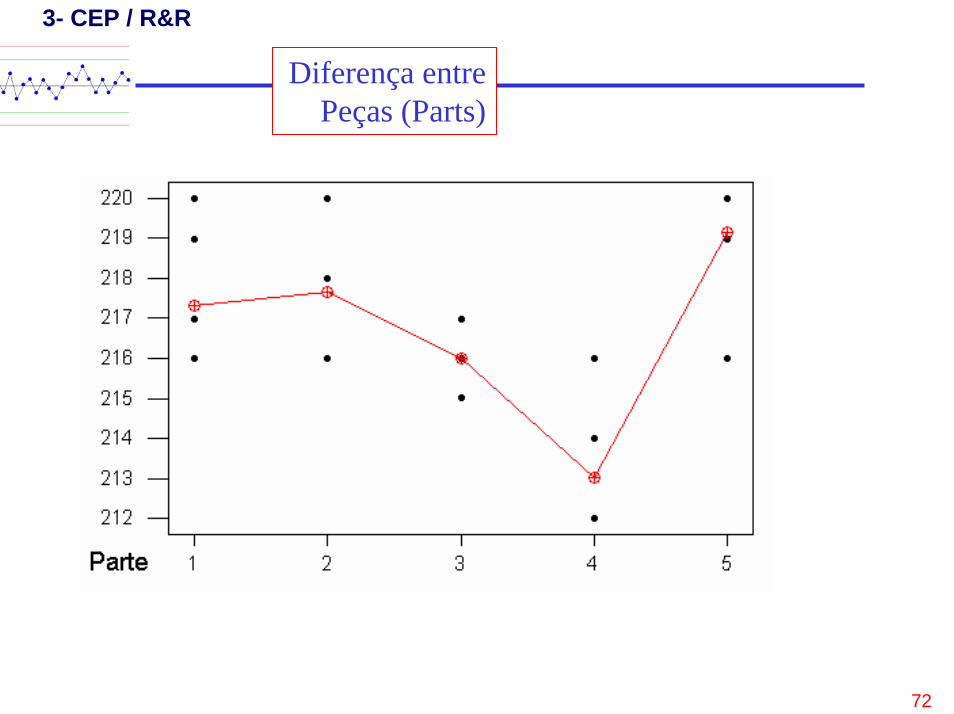
3- CEP / R&R
Diferença entre Peças (Parts)
73
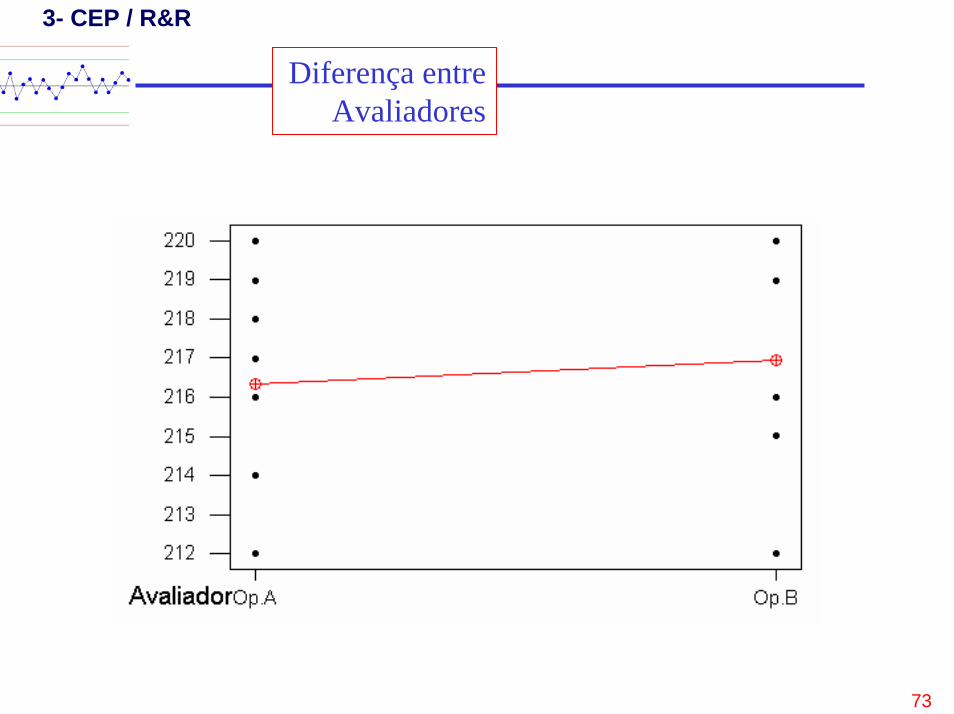
3- CEP / R&R
Diferença entre Avaliadores
74
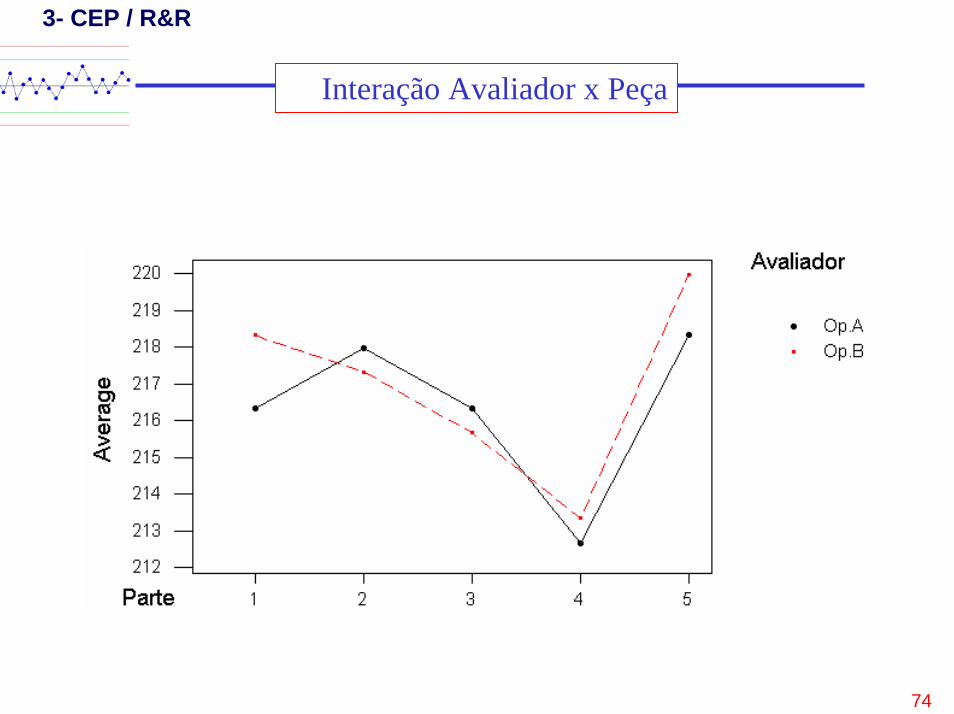
3- CEP / R&R
Interação Avaliador x Peça
75
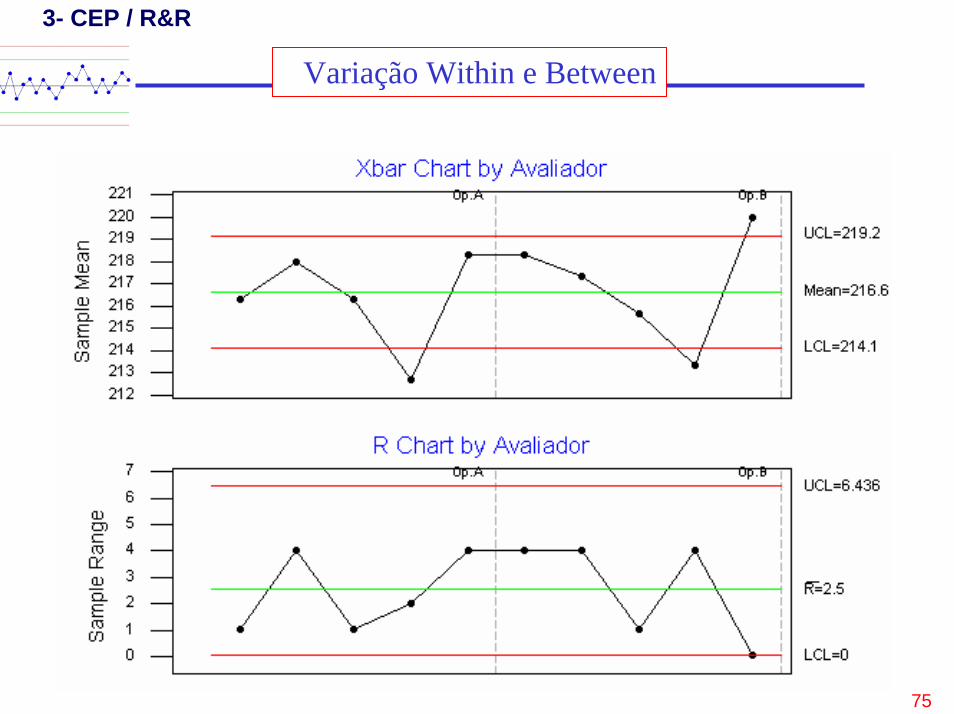
3- CEP / R&R
Variação Within e Between

76
3- CEP / R&R
Resumo Gráfico do Gage R&RGage name:Date of study:Reported by:Tolerance:Misc:
0212213214215216217218219220221 Op.A Op.B
Xbar Chart by Avaliador
Sam
ple
Mea
n
Mean=216.6
UCL=219.2
LCL=214.1
0
01234567 Op.A Op.B
R Chart by Avaliador
Sam
ple
Rang
e
R=2.5
UCL=6.436
LCL=0
1 2 3 4 5212213214215216217218219220
Parte
AvaliadorAvaliador*Parte Interaction
Ave
rage
Op.A Op.B
Op.A Op.B
212213214215216217218219220
Avaliador
By Avaliador1 2 3 4 5
212213214215216217218219220
Parte
By Parte%Contribution %Study Var
Gage R&R Repeat Reprod Part-to-Part0
50
100
Components of Variation
Perc
ent
Gage R&R (ANOVA) for Resposta
77
3- CEP / R&R
Menor Inclinação da
reta éMelhor
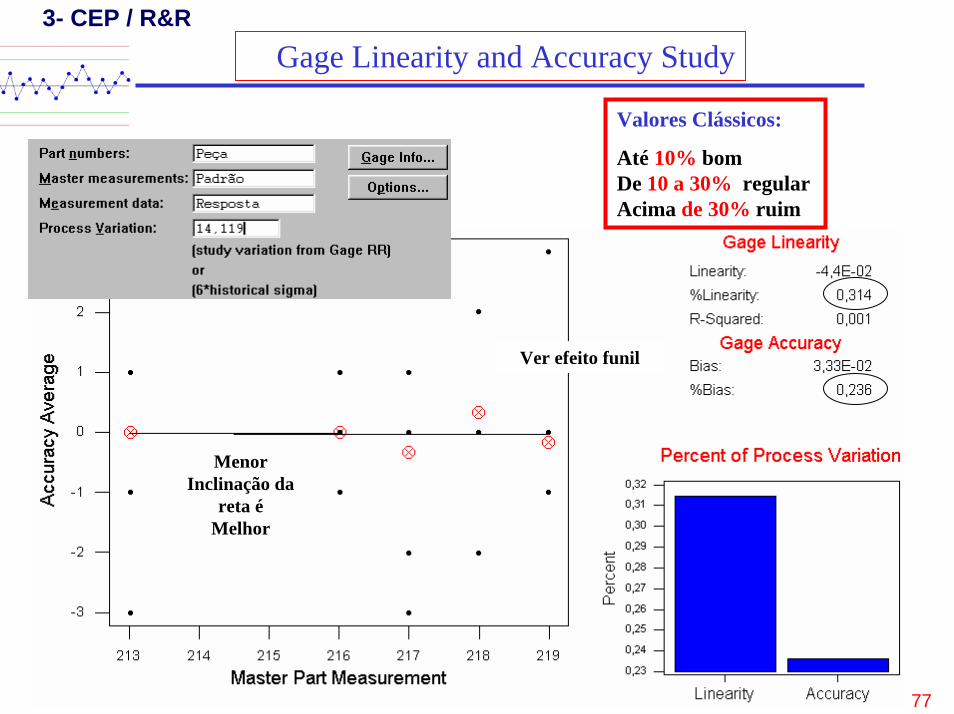
Gage Linearity and Accuracy Study
Valores Clássicos:
Até 10% bom De 10 a 30% regular Acima de 30% ruim
Ver efeito funil
78
3- CEP / R&R
Exercício
Em uma indústria, iniciou-se a avaliação da pesagem de produtos. Dez itens foram selecionados ao acaso, e cada um deles foi pesado numa de duas balanças por
duas vezes, por cada um de dois analistas (A e B).
Os dados encontram-se no arquivo RR2.mtw. O processo de medição é
adequado ?
79
3- CEP / R&RTarefas
1) Para os exemplos apresentados no capítulo 3, estruture problemas similares em sua área de interesse. Prepare uma apresentação para a formulação do problema
2) Resolva os exercícios em Flash
• CEP.swf
• R&R.swf
Top Related