




Línguas
Páginas
Legal


Sistemas de Produção
A Produtividade
no Chão de Fábrica
ATENÇÃO: Em função do término do contrato de edição do livro, estou
disponibilizando o material do mesmo. Este material é o original do livro
editado pela Bookman, alguns trechos podem ter sido modificados em
função das correções e/ou alterações na edição final do livro.
Prof. Dalvio Ferrari Tubino, Dr. [email protected]

Sistemas de Produção
A Produtividade no Chão de Fábrica
ii
Sumário
Abreviaturas e siglas empregadas iv
Prefácio
1 Os sistemas de produção
1.1 Introdução
1.2 Planejamento estratégico e estratégia produtiva
1.2.1 Critérios estratégicos da produção
1.2.2 Áreas de decisão na produção
1.3 A filosofia JIT/TQC
1.4 Classificação dos sistemas de produção
1.5 Um modelo genérico para os sistemas de produção
2 Produção focalizada
2.1 Introdução
2.2 Focalização nos processos de fabricação repetitiva em lotes
2.2.1 Configuração das células de fabricação
2.3 Focalização nos processos de montagem
2.4 Focalização na armazenagem e movimentação
3 Planejamento e controle da produção JIT
3.1 Introdução
3.2 Características gerais do PCP na produção JIT
3.3 Plano-mestre na produção JIT
3.4 Nivelamento do plano-mestre à demanda
4 Sistema kanban
4.1 Introdução
4.2 Tipos de cartões kanban
4.2.1 Cartão kanban de produção
4.2.2 Cartão kanban de requisição interna
4.2.3 Cartão kanban de fornecedor
4.2.4 Painel porta-kanban
4.2.5 Outros tipos de kanbans
4.3 Funcionamento do sistema kanban
4.3.1 Sistema kanban com dois cartões
4.3.2 Sistema kanban com um cartão
4.3.3 Sistema kanban com fornecedores
4.4 Cálculo do número de cartões kanban
4.5 Funções executadas pelo sistema kanban
4.6 Pré-requisitos para o funcionamento do sistema kanban
5 Redução dos lead times produtivos
5.1 Introdução
5.2 Melhoria nos tempos de espera
5.2.1 Melhoria no tempo de programação da produção
5.2.2 Melhoria no tempo de espera na fila
5.2.3 Melhoria no tempo de espera no lote
5.3 Troca rápida de ferramentas

Sistemas de Produção
A Produtividade no Chão de Fábrica
iii
5.3.1 Identificar e separar o setup interno do externo
5.3.2 Converter o setup interno em externo
5.3.3 Simplificar e melhorar os pontos relevantes
5.3.4 Eliminar o setup
5.4 Melhoria nos tempos de processamento
5.5 Melhoria nos tempos de inspeção
5.6 Melhoria nos tempos de transporte
6 Padronização das operações e polivalência
6.1 Introdução
6.2 Tempo de ciclo
6.3 Operações padrões
6.4 Rotina de operações padrão
6.5 Quantidade padrão de materiais
6.6 Polivalência
7 A cadeia logística JIT
7.1 Introdução
7.2 Desenvolvimento de fornecedores JIT
7.3 Diminuição da base de fornecedores
7.4 Integração da produção com o fornecedor
7.4.1 Planejamento e programação da produção conjuntos
7.4.2 kanban com fornecedores
7.4.3 Troca eletrônica de documentos (EDI)
7.4.4 Pedidos em aberto
7.4.5 Redução das funções de expedição/recepção
7.4.6 Contabilidade simplificada
7.4.7 Engenharia simultânea
7.5 Participação dos transportadores no processo de parcerias
Referências Bibliográficas

Sistemas de Produção
A Produtividade no Chão de Fábrica
iv
ABREVIATURAS E SIGLAS EMPREGADAS
5S – Organização, arrumação, limpeza, padronização e disciplina
AGVs – Veículos Auto Guiáveis
Andons – Dispositivos sinalizadores
Autonomação – Controle autônomo de defeitos
Buffers – Estoques protetores
CAD – Desenho ajudado pelo computador
CAE – Engenharia ajudada pelo computador
CAM – Manufatura ajudada pelo computador
CAPP – Planejamento do processo ajudado pelo computador
CCQ – Círculos de Controle de Qualidade
CEP – Controle estatístico do Processo
CIM – Manufatura integrada pelo computador
CNC – Controle por comando numérico
EDI – Troca eletrônica de documentos (Eletronic Data Interchange)
ERP – Planejamento dos recursos do negócio (Enterprise Resource Planning)
Extranets – Redes de caracter fechado entre empresas
Gargalos – Limitações do sistema produtivo
GPS – Sistema de localização via satélite (Global Positioning System)
ISO – International Standardization Organization
Jidoka – Autonomação ou controle autônomo dos defeitos
JIT – Justo no tempo (Just in Time)
Kaizen - Melhoramento contínuo
Kanban – Sistema puxado de programação e acompanhamento da produção
Layout – Instalações industriais
Lead time – Tempo de passagem ou atravessamento
Linha stop-and-go – linha de velocidade controlada
Mix – Variedades
MOD – Mão de obra direta
MP – Matérias primas
MRP – Planejamento das necessidades de materiais (Material Requirements Planning)
MRP II – Planejamento dos recursos de manufatura (Manufacturing Resource Planning)
NQA – Nível de Qualidade Aceitável
OC – Ordens de compra
OJT – Treinamento no chão de fábrica (on-the-job-treining)
OM – Ordens de montagem
OTED – Troca de ferramentas em um toque (One Touch Exchange of Die)
P&D – Pesquisa e Desenvolvimento
PA – Produtos Acabados
PC – Peças componentes
PCP – Planejamento e Controle da Produção
PFA – Análise do fluxo de produção
PMP – Plano-mestre de Produção
Poka-yoke – Dispositivos à prova de erros
RM – Requisição de materiais
Setup – Troca de ferramentas ou preparação
Sistema on line – Sistema em tempo real
SMED – Troca de ferramentas em minutos (Single Minute Exchange of Die)
Software – Programa computacional

Sistemas de Produção
A Produtividade no Chão de Fábrica
v
Staff – Pessoal de apoio
Supermercados – Estoques focalizados de kanbans
TC – Tempo de ciclo
TG – Tecnologia de grupo
TP – Tempo disponível para a produção diária
TQC – Controle Total da Qualidade
TRF – Troca rápida de ferramentas
TX – Taxa de produção
WIP – Materiais em processo (Work in process)
Yo-I-Don – pronto-colocado-adiante

Sistemas de Produção
A Produtividade no Chão de Fábrica
vi
Dedico esse trabalho as pessoas que conseguem
Enxergar em um copo meio vazio
O potencial de enchê-lo

Sistemas de Produção
A Produtividade no Chão de Fábrica
vii
PREFÁCIO
A capacidade humana de criar é impressionante. Sem dúvida ela é a mola precursora do
desenvolvimento da humanidade. Dentro da engenharia de produção o surgimento de novos
“paradigmas” para enfrentar os “mercados globalizados” é tema de discussão constante nos
congressos quando se trata de sistemas de produção. Tenho visto muitos trabalhos de pós-graduação
tratarem desse tema e livros sendo editados. O único problema é que antes de gerar os “novos”
devemos entender muito bem o que são os “velhos paradigmas”, até para evitar que palavras de
efeito com “reengenharia” ou “automação” tirem o sono de alguém.
Nesse sentido, como o título sugere, esse livro tem por objetivo discutir as técnicas de
produtividade no chão de fábrica, tratando dos bons e velhos paradigmas relacionados com a
filosofia JIT/TQC. Nem todas as empresas podem (e devem) destruir seus sistemas produtivos
atuais e montar outros totalmente novos, principalmente as de médio e pequeno porte. A prática tem
mostrado que as técnicas de produção Just In Time (JIT) e as ferramentas da Qualidade Total
(TQC) são de ampla aplicação e fazem com que os sistemas produtivos evoluam continuamente em
termos de qualidade, flexibilidade, redução de custos e desempenho de entrega.
Visando evitar a criação de novos termos, procurei manter o nome histórico de sistemas de
produção JIT, até porque o termo Just In Time diz muito do que se espera de um sistema de
produção eficiente. Dentro dele é fácil identificar as ferramentas gerenciais desenvolvidas pelos
mestres japoneses Taiichi Ohno e Shigeo Shingo, que compõem o conhecido Sistema Toyota de
Produção e que deu origem a vários termos como: produção enxuta, fabricação classe universal,
sistema de produção sem estoques, etc. Apesar de ser mais comum tratar a questão de modo
inverso, busquei durante todo o texto apresentar as técnicas de produção JIT como catalisadoras
para a efetiva implantação do TQC. Por não ser o objetivo desse livro, não entrei em detalhes sobre
as ferramentas da qualidade total.
No sentido de facilitar o entendimento da lógica de funcionamento do sistema de produção
JIT, o livro está estruturado em sete capítulos interrelacionados. No primeiro capítulo procuro
apresentar as questões que dão forma aos sistemas de produção, como o planejamento estratégico e
a estratégia produtiva, os princípios da filosofia JIT/TQC e as diferentes formas de classificá-los.
Ao final do primeiro capítulo proponho um modelo genérico para os sistemas de produção JIT.
O capítulo 2 trata da estrutura física do sistema de produção JIT, aqui chamada de produção
focalizada. A produção focalizada é a forma mais racional de dividir um sistema produtivo através
da criação de unidades de negócios com foco em uma gama restrita de produtos. Procuro descrever
a produção focalizada segundo a ótica dos processos de fabricação repetitiva em lotes com a
configuração de células de fabricação, e segundo a ótica dos processos de montagem com a
configuração de linhas de montagem celulares. Comento também a focalização na armazenagem e
movimentação dos materiais.
No capítulo 3 discuto as particularidades do planejamento e controle da produção segundo a
ótica do JIT. Essa discussão é importante para se entender como o sistema de produção JIT, ao
desenvolver sua funções de longo, médio e curto prazos, trata as variáveis estruturais da produção
(demanda, capacidade produtiva, tempo de ciclo, estoques, etc.) no sentido de buscar a flexibilidade
no atendimento das necessidades dos clientes. Dentro desse contexto apresento as diferenças entre
puxar e empurrar um programa de produção. Complementando esse terceiro capítulo, procuro

Sistemas de Produção
A Produtividade no Chão de Fábrica
viii
descrever a importância do plano-mestre de produção no contexto do JIT e seu nivelamento com a
demanda como forma de estabilizar os programas de curto prazo.
Dedico o capítulo 4 totalmente ao sistema kanban de programação e acompanhamento da
produção JIT. Por ser extremamente simples e fácil de implantar, o sistema kanban de puxar a
produção é a ferramenta mais difundida do sistema de produção JIT, contudo nem sempre ela é
entendida e aplicada corretamente. Apresento nesse capítulo os tipos de cartões, as regras de
funcionamento, o cálculo do número de cartões, as funções executadas pelo sistema e os pré-
requisitos necessários para seu funcionamento.
No capítulo 5 tenho por intento descrever como os sistemas de produção JIT agem no
sentido de reduzir os lead times produtivos. Para que um sistema seja justo no tempo ele deve
converter rapidamente as matérias primas em produtos acabados. Nesse sentido, procuro discutir
como o sistema de produção JIT se propõem a acelerar essa conversão dividindo a análise dos
tempos produtivos em tempos gastos com esperas (na programação da produção, nas filas, no lote),
com processamento, com inspeção e com transporte. Para dar sustentação à redução dos lead times,
introduzo dentro desse capítulo os conceitos de troca rápida de ferramentas para a produção
econômica de pequenos lotes, e de autonomação e dispositivos a prova de erros para a inspeção
100%.
Reservo para o capítulo 6 a discussão de como deve ser realizada a distribuição dos
trabalhos pelos operadores dentro de um sistema de produção JIT. Sem entrar em questões que
devem ser aprofundadas pela área de recursos humanos das empresas, procuro mostrar a
importância da polivalência e da distribuição de rotinas de operações padrões pelos operadores na
lógica de flexibilidade da produção JIT. Dessa forma, defino e exemplifico os pontos que irão
compor a folha de operações padronizadas, como o tempo de ciclo, as operações padrões, a rotina
de operações padrão e a quantidade padrão de materiais.
No último capítulo busco expandir os conceitos de sistemas de produção JIT para a cadeia
produtiva como um todo, gerando o que chamo de uma cadeia logística JIT. Apesar a área de
logística ter suas ferramentas próprias, procuro associar o desenvolvimento e a diminuição da base
de fornecedores, a integração da produção do cliente com o fornecedor e a participação dos
transportadores nos processos de parcerias com uma visão otimizada de cadeia produtiva JIT.
Sem esgotar todos os assuntos na esfera de ação da filosofia JIT/TQC, busco com esses sete
capítulos fornecer uma visão ampla e coordenada sobre esse importante tema da administração da
produção. Como professor universitário meu objetivo foi também de limitar o conteúdo para que
possa ser ministrado durante uma disciplina. Para aprofundar mais os assuntos aqui apresentados
listo ao final do meu livro uma gama de outros livros, muitos deles dos próprios idealizadores das
ferramentas aqui apresentadas, utilizados como importante fonte de referência.
Assim como procedi no meu livro anterior sobre planejamento e controle da produção,
coloco à disposição dos colegas professores dispostos a adotar esse livro como texto de auxílio para
suas aulas um arquivo contendo um conjunto de transparências de cada capítulo. Para tanto, solicito
que o colega professor entre em contato comigo por telefone (048-331-7052) ou e-mail
([email protected]) para proceder ao download do arquivo.
Finalizando, como coloca o mestre Shingo, mais importante do que ter o “know-how” (saber
como) para implementar um novo sistema de produção, é ter o “know-why” (saber o porquê) desse
sistema. Com isso as adaptações, e evoluções, necessárias nas aplicações práticas ficam mais fáceis

Sistemas de Produção
A Produtividade no Chão de Fábrica
ix
de serem feitas. Espero que ao final da leitura desse livro, eu tenha contribuído para aumentar o
entendimento não só de como implantar um sistema JIT mas, principalmente, do porquê implantá-
lo. Por último, agradeço a todas as pessoas que de forma direta, ou indireta, contribuíram para sua
realização, e, convicto do princípio de melhoramento contínuo, me coloco a disposição para corrigir
inevitáveis erros que essa obra ainda contenha.
Prof. Dalvio Ferrari Tubino, Dr. [email protected]
Departamento de Engenharia de Produção
Universidade Federal de Santa Catarina

Sistemas de Produção
A Produtividade no Chão de Fábrica
1 OS SISTEMAS DE PRODUÇÃO
O capítulo 1 tem por finalidade apresentar os conceitos gerais associados aos sistemas de
produção. Inicialmente, discorre-se sobre a influência da globalização na competitividade
industrial das empresas que atuam no Brasil. Em seguida, apresenta-se a estrutura do
planejamento estratégico e sua relação com a estratégia de produção, dando-se ênfase aos
critérios estratégicos da produção e as áreas de decisões dentro dos sistemas de produção.
Essas questões servem de base para a apresentação da filosofia JIT/TQC e seus princípios
gerais de ação. No sentido de entender as diferentes formas de aplicação dessa filosofia, os
sistemas de produção são classificados segundo várias óticas, que permitem, ao final do
capítulo, a montagem de modelos genéricos dos sistemas de produção convencional e Just In
Time. Esses modelos genéricos serão empregados com referência para apresentação das
diversas técnicas de produção durante os demais capítulos de livro.
1.1 INTRODUÇÃO
À semelhança dos seres vivos, pode-se dizer que as empresas são organismos com vida
própria (possuem até uma "cultura interna"), em constante transformação (evolução das espécies),
sujeitos as leis do mercado (da natureza). Quanto mais livre e dinâmico esse mercado for, mais forte
e resistente essas empresas serão, pois terão que conviver diariamente com oportunidades e ameaças
ao seu desempenho produtivo.
Conforme o passado demonstra, as empresas, uma vez criadas, possuem um tempo de vida
relativamente curto, principalmente em mercados competitivos. Nos EUA a vida média de empresas
de capital aberto é de 45 anos, e a das empresas familiares é de 24 anos. Somente duas das 25
maiores empresas que atuavam no início desse século na economia americana sobrevivem até hoje
(a GE e a US Steel).
Na economia brasileira, apesar do protecionismo nacionalista que imperou durante muito
tempo, a situação não é diferente. Conforme dados anuais da publicação das "Melhores e Maiores"
da Revista Exame (KANITZ, 1993 : 43), das 500 maiores empresas que operavam no Brasil em
1973, quando foi publicado pela primeira vez esse anuário, apenas 223 empresas (44,6%)
sobreviveram na lista 20 anos, ou seja, até o ano de 1992. Além disso, das que sobreviveram, apenas
95 delas (19%) melhoraram de posição entre as 500 empresas.
A pergunta que fica no ar é: o que levou essas empresas a desaparecerem? Com certeza a
resposta a esse dilema é complexa. Uma parte dessa resposta pode estar associada à fatores externos
a empresa, como por exemplo, o acontecido recentemente com fabricantes de implementos
agrícolas no Brasil, onde dois anos de condições climáticas adversas, associados à redução do
crédito agrícola governamental, fez com que a demanda por seus produtos caíssem a níveis
insuportáveis.
Porém, um outro lado dessa resposta está relacionado a como as empresas administram seus
recursos financeiros, tecnológicos e de gestão para fazer frente as ameaças do mercado. É dentro
desse campo que esse trabalho pretende atuar. Serão discutidos aqui que princípios e técnicas os

Os Sistemas de Produção
Sistemas de Produção
A Produtividade no Chão de Fábrica
2
sistemas produtivos devem valorizar para administrar de forma lucrativa seus recursos e conter
essas ameaças.
Um ponto importante para o início dessa discussão está associado com a questão da
administração, ou não, dos preços dos produtos ofertados ao mercado. Em economias fechadas à
concorrência externa, como a brasileira foi até início dos anos noventa, as empresas estabeleciam
seus preços a partir da colocação de uma margem de lucro sobre seus custos, conforme pode-se ver
na Equação (1.1) abaixo.
Preço = Custo + Lucro (1.1)
Dessa forma, quando ocorriam aumentos de custos, como, por exemplo, um aumento salarial
reivindicado pelo sindicato da indústria metalúrgica, os representantes da indústria automobilística
nacional se reuniam com representantes do governo e justificavam o aumento de preço no produto,
pelo aumento de seus custos. Geralmente, essas reivindicações eram aceitas e apresentadas como
justas pelo governo, sobrando para os consumidores pagarem a conta. É lógico que dentro dessa
sistemática de preços administrados, as empresas não eram estimuladas à reduzirem seus custos
produtivos, muito menos a melhorarem a qualidade, e, caso isso fosse obtido, apenas serviria para
incrementar seus lucros.
Com a "globalização" da economia, as empresas se viram diante de uma nova situação: não
é mais possível administrar os preços. Na mesa de negociação não cabem todas as empresas que
participam do mercado, fazendo com que o preço dos produtos sejam estabelecidos pela lei da
oferta e procura. Dessa forma, a equação de formação de preços (1.1), apesar de manter as mesmas
variáveis, transformou-se na Equação (1.2) de formação do lucro.
Lucro = Preço - Custo (1.2)
Para a empresa obter lucros com esta nova equação, dado que o preço é fixado pelo
mercado, seu sistema produtivo deve, obrigatoriamente, trabalhar com custos abaixo do preço de
venda. Caso seus custos sejam tão altos que não permitam a remuneração através do lucro para o
capital investido, a empresa está fora desse mercado globalizado.
Dentro dessa nova ótica de concorrência é importante notar duas mudanças radicais
ocorridas no comportamento do mercado brasileiro: a redução das margens de lucro, e as fusões
estratégicas entre empresas.
Foi comprovada na prática a teoria de que as margens de lucro são menores num mercado
onde impera a livre concorrência. Dados levantados pelo BNDES (NETZ, 1997 : 24), de 1990 a
1995, identificaram que dos 38 setores mais importantes da economia nacional, 29 deles
apresentaram reduções nas suas margens de lucro nesse período, que coincide com a abertura da
economia brasileira. Além disso, nos setores onde essa competição foi maior (eletroeletrônico,
têxtil, vidro, motores e autopeças) as margens caíram de 30% a 50%.
É lógico que com essas quedas nas margens de lucro, muitas empresas que não tinham
sistemas de produção eficientes tiveram que mudar de ramo. No setor calçadista e têxtil, devido a
grande defasagem tecnológica, muitas empresas fecharam. Até mesmo empresas como a Metal
Leve, considerada como "ilha de excelência" em qualidade e tecnologia, operando no ramo de
autopeças, não foi capaz de acompanhar a redução dos preços pela concorrência (Mahle) em 30%

Capítulo 1
Sistemas de Produção
A Produtividade no Chão de Fábrica
3
no período de 1993 a 1996, e acabou sendo comprada pela própria Mahle, associada ao Bradesco e
a Cofap. Em 1997 até a Cofap acabou trocando de dono.
A segunda mudança no panorama industrial brasileiro a partir da globalização da economia
está relacionada com o grande número de fusões e aquisições entre empresas nacionais e grandes
grupos multinacionais no sentido de obter recursos financeiros, tecnológicos e de gestão para fazer
frente a concorrência. Em 1996 ocorreram 329 fusões e aquisições entre empresas no Brasil. Por
exemplo, a Dako, tradicional fabricante de fogões populares, com 35% do mercado brasileiro,
vendo-se ameaçada pela entrada no mercado de novos concorrentes de peso, como Electrolux e
Bosch-Siemens, associou-se com a GE americana na busca de tecnologia de ponta para continuar
competitiva.
Segundo Corrêa e Gianesi (CORRÊA, 1993 : 16-21), a perda do poder de competitividade
das empresas nacionais deve-se em grande parte a obsolescência das práticas gerenciais e
tecnológicas aplicadas aos seus sistemas produtivos, tendo sua origem atribuída a cinco pontos
básicos, quais sejam: deficiência nas medidas de desempenho; negligência com considerações
tecnológicas; especialização excessiva das funções de produção sem a devida integração; perda de
foco dos negócios; resistência e demora em assumir novas posturas produtivas.
Conforme pesquisa sobre qualidade e produtividade realizada pelo IMAM (MOURA, 1996)
a cada três anos, confirmou-se novamente, na sua versão de 1996, que a indústria brasileira ainda
deixa muito a desejar em termos de desempenho produtivo quando comparada às empresas ditas
"classe mundial". Conforme pode ser visto na Tabela 1.1 (adaptada da referida pesquisa) os diversos
índices de desempenho produtivos deixam claro os temores da nossa indústria pela liberalização do
comércio internacional.
Tabela 1.1 Indicadores de desempenho da indústria (fonte: MOURA 1996).
Indicadores Brasil Média Mundial Japão
Valor Agregado 88 vezes 240 vezes 335 vezes
% investimentos em P&D 1,45% 3 a 5% 8 a 12%
Índice de Rejeição 20.380 ppm 200 ppm 10 ppm
Retrabalho Interno 3,7% 2% 0,001%
Setup de Fábrica 100 min. 10 min. 5 min.
Tamanho Médio dos Lotes 2900 peças 20 a 50 peças 1 a 10 peças
Lead time Médio 19 dias 2 a 4 dias 2 dias
Rotatividade dos Estoques 13 vezes/ano 60 a 70 vezes/ano 150 a 200 vezes/ano
Fatores relacionados com a sobrevivência das empresas em mercados altamente
competitivos estão ligados a forma como as organizações planejam estrategicamente seus negócios.
Infelizmente, no Brasil as empresas não contemplavam em seus planejamentos estratégicos as
questões associadas aos sistemas de produção, direcionando-os para as áreas de marketing e/ou
finanças, onde potencialmente, em mercados carterizados, os ganhos são rápidos e maiores.
A partir de agora as empresas se vêem forçadas a rever esta postura, e repensar em como
seus sistemas produtivos devem se posicionar estrategicamente para garantir vantagens em relação à
concorrência. Nesse sentido, esse capítulo buscará inicialmente ressaltar como deve ser realizado o
processo de planejamento estratégico e como as decisões no âmbito da produção devem ser
equacionadas para que as empresas atinjam os critérios de desempenho valorizados pelo mercado

Os Sistemas de Produção
Sistemas de Produção
A Produtividade no Chão de Fábrica
4
consumidor onde deseja-se atuar. Em seguida, serão tratadas as questões relativas a montagem de
um sistema produtivo que busque operacionalizar essas decisões estratégicas dentro de um conceito
amplo de filosofia JIT/TQC.
1.2 PLANEJAMENTO ESTRATÉGICO E ESTRATÉGIA PRODUTIVA
O planejamento estratégico busca maximizar os resultados das operações e minimizar os
riscos nas tomadas de decisões das empresas. O impacto de suas decisões são de longo prazo e
afetam a natureza e as características das empresas no sentido de garantir o atendimento de sua
missão. Para efetuar um planejamento estratégico, a empresa deve entender os limites de suas forças
e habilidades no relacionamento com o meio ambiente, de maneira a criar vantagens competitivas
em relação à concorrência, aproveitando-se de todas as situações que lhe trouxerem ganhos. Em
outras palavras, planejar estrategicamente consiste em gerar condições para que as empresas possam
decidir rapidamente perante oportunidades e ameaças, otimizando suas vantagens competitivas em
relação ao ambiente concorrencial onde atuam, garantindo sua perpetuação no tempo (TUBINO,
1997 : 33-43).
A partir da definição da missão corporativa, existem três níveis hierárquicos dentro de uma
empresa onde encontram-se estratégias de planejamento: o nível corporativo, o nível da unidade de
negócios e o nível funcional. O nível corporativo define estratégias globais, a estratégia
corporativa, apontando as áreas de negócios nas quais a empresa irá participar, e a organização e
distribuição dos recursos para cada uma dessas áreas ao longo do tempo, com decisões que não
podem ser descentralizadas. O nível da unidade de negócios é uma subdivisão do nível corporativo,
no caso da empresa atuar com unidades de negócios semi-autônomas. Cada unidade de negócios
teria uma estratégia de negócios, também chamada de estratégia competitiva, definindo como o seu
negócio compete no mercado, o desempenho esperado, e as estratégias que deverão ser conduzidas
pelas áreas operacionais para sustentar tal posição. O terceiro nível é o da estratégia funcional.
Nesse nível estão associadas as políticas de operação das diversas áreas funcionais da empresa,
consolidando as estratégias corporativa e competitiva. Esta relação de dependência pode ser
visualizada na Figura 1.1.
Como resultado da definição de uma estratégia funcional, são gerados os planos de ação
dentro das três áreas básicas da empresa: o plano financeiro, o plano de marketing e o plano de
produção. Esses planos serão detalhados e desmembrados a nível tático no sentido de fornecer os
métodos e a direção que os vários setores da empresa necessitarão para por em prática tal estratégia.
No âmbito do sistema de produção é montada uma estratégia produtiva, cuja função consiste
em definir um conjunto de políticas que dê sustento à posição competitiva da unidade de negócios
da empresa. A estratégia produtiva deve especificar como o sistema produtivo irá suportar uma
vantagem competitiva, e como ele irá complementar e apoiar as demais estratégias funcionais.

Capítulo 1
Sistemas de Produção
A Produtividade no Chão de Fábrica
5
Estratégia Funcional
Finanças
Plano Financeiro
Marketing
Plano de Marketing
Produção
Plano de Produção
Missão
Estratégia Corporativa
Estratégia Competitiva
Táticas
Sistema Financeiro Sistema de Marketing Sistema de Produção
Figura 1.1 Visão geral do Planejamento Estratégico (TUBINO, 1987 : 34).
A definição de uma estratégia produtiva baseia-se em dois pontos chaves: as prioridades
relativas dos critérios de desempenho, e a política para as diferentes áreas de decisões da produção.
Nesse sentido, conforme visto na Figura 1.2, uma estratégia de produção consiste em estabelecer o
grau de importância relativa entre os critérios de desempenho, e formular políticas consistentes com
esta priorização para as diversas áreas de decisão.
Prioridades dosCritérios deDesempenho
Áreasde Decisão
Políticasda
Produção
Estratégiade
Produção
Figura 1.2 Definição de uma estratégia produtiva (TUBINO, 1997 : 39).
A seguir apresenta-se os principais critérios de desempenho empregados na produção, e,
posteriormente, as áreas de decisão onde a estratégia de produção deverá se posicionar.
1.2.1 Critérios estratégicos da produção
O objetivo da estratégia de produção é fornecer à empresa um conjunto de características
produtivas que dêem suporte à obtenção de vantagens competitivas de longo prazo. O ponto de
partida para isso consiste em estabelecer quais critérios, ou parâmetros, de desempenho são
relevantes para a empresa e que prioridades relativas devem ser dadas aos mesmos. Esses critérios

Os Sistemas de Produção
Sistemas de Produção
A Produtividade no Chão de Fábrica
6
deverão refletir as necessidades dos clientes que se buscam atingir para um determinado produto de
maneira a mantê-los fieis à empresa.
De uma forma geral, os principais critérios de desempenho nos quais a produção deve agir
podem ser colocados em quatro grupos: custo, qualidade, desempenho de entregas e flexibilidade.
Na Tabela 1.2 é dada uma rápida descrição sobre cada um deles.
Atualmente, estão sendo considerados como critérios de desempenho desejáveis nos
sistemas de produção, além dos quatro básicos citados acima, a inovatividade e a não agressão ao
meio ambiente. A inovatividade corresponde a capacidade do sistema produtivo introduzir de forma
rápida em seu processo produtivo nova gama de bens e/ou serviços. A não agressão ao meio
ambiente, como o próprio nome já indica, consiste em se ter um sistema de produção integrado ao
meio ambiente. Já existem ações concretas da sociedade como um todo nesse sentido, visando
informar aos consumidores quais empresas são “amigas do meio ambiente”, com objetivo de
pressiona-las nessa direção.
Tabela 1.2 Descrição dos critérios de desempenho (TUBINO, 1997 : 40).
Critérios Descrição
Custo Produzir bens/serviços a um custo mais baixo do que a
concorrência.
Qualidade Produzir bens/serviços com desempenho de qualidade melhor
que a concorrência.
Desempenho de Entrega Ter confiabilidade e velocidade nos prazos de entrega dos
bens/serviços melhores que a concorrência.
Flexibilidade Ser capaz de reagir de forma rápida a eventos repentinos e
inesperados.
Como todo sistema de produção possui uma atuação de desempenho limitada pelas forças
estruturais que emprega, há necessidade de se priorizar e quantificar o grau de intensidade que se
buscará atingir em cada um dos critérios de desempenho citados. Em sistemas de produção
convencionais trabalha-se com a curva de troca (trade offs), ou seja, para aumentar o desempenho
de um critério, perde-se em outro. Um exemplo simplificado dessa situação é a troca entre a
qualidade e o custo, conforme ilustrado na Figura 1.3, onde para aumentar o nível de qualidade (de
A para B) de um sistema produtivo, acaba-se aumentando também o custo.
Atualmente porém, com os modernos conceitos de produtividade associados à filosofia
JIT/TQC, é possível incrementar um critério competitivo sem deteriorar os outros, como por
exemplo aumentar a qualidade e a flexibilidade sem perder em custos. Nesse sentido, parece ser
mais coerente tratar a questão de priorização dos critérios dentro da ótica de quais são qualificadores
e quais são ganhadores de pedidos. Os critérios qualificadores são aqueles que qualificam a empresa
à participar do mercado que pretende-se atingir, como por exemplo possuir o certificado ISO 9000
para exportar para a Europa. Já os critérios ganhadores de pedidos são aqueles que irão definir a
escolha do cliente pela empresa, uma vez que ela esteja qualificada. Nesse sentido, sempre que
atingido o nível mínimo exigido pelo mercado nos critérios qualificadores, a empresa deve trabalhar
na busca pela excelência nos critérios ganhadores.

Capítulo 1
Sistemas de Produção
A Produtividade no Chão de Fábrica
7
Qualidade
C
u
s
t
oA
B
Figura 1.3 Curva de troca entre critérios (TUBINO, 1997 : 41).
Segundo a nova ótica de mercados globalizados, os critérios custo e qualidade são requisitos
mínimos para que os sistemas produtivos participem desse mercado, sendo portanto qualificadores,
enquanto que os critérios desempenho de entrega e flexibilidade passam a ser o grande diferencial
entre os concorrentes, sendo portanto mais valorizados na definição de uma estratégia produtiva.
Uma vez definidos os critérios competitivos e priorizados, o passo seguinte dentro da
estratégia de produção consiste em definir as políticas de ação em cada uma das áreas de decisão do
sistema produtivo. A seguir serão apresentadas as principais áreas dentro de um sistema produtivo
onde o planejamento estratégico da produção deve agir.
1.2.2 Áreas de decisão na produção
Resumindo o exposto até agora, pode-se considerar a estratégia competitiva como a posição
competitiva da empresa em um ambiente concorrencial, e a estratégia de produção como um
conjunto coeso de políticas nas diversas áreas de decisão relativas ao sistema de produção que
sustentem esta posição competitiva. Na Tabela 1.3 estão apresentadas as principais áreas de decisão
nos sistemas de produção, bem como uma descrição das decisões que devem ser tomadas.
As políticas definidas para cada área do sistema de produção orientam a operação e evolução
desse sistema, portanto a formulação e implementação de uma estratégia de produção deve dar
consistência e coerência ao conjunto das decisões. Por exemplo, ao se priorizar o critério de
flexibilidade, as políticas de instalações, capacidade de produção e tecnologia devem privilegiar o
setup rápido e os pequenos lotes, com focalização da produção, e a política de recursos humanos
privilegiar a polivalência.
Na realidade, como existe uma relação intensa entre os sistemas de produção e o meio
ambiente onde ele está inserido, as decisões estratégicas devem ser entendidas como um processo
dinâmico, sofrendo alterações conforme o mercado e a concorrência forem se posicionando. A
Figura 1.4 procura ilustrar esta característica das decisões estratégicas. Conforme pode-se ver, cada
decisão estratégica num determinado momento é resultado da visão atual e futura da posição

Os Sistemas de Produção
Sistemas de Produção
A Produtividade no Chão de Fábrica
8
competitiva que a empresa deve seguir. A melhor alternativa é aquela que trouxer um bom resultado
para o momento, prejudicando o mínimo possível as alternativas futuras.
Tabela 1.3 Descrição das áreas de decisão (TUBINO, 1997 : 42).
Áreas de decisão Descrição
Instalações Qual a localização geográfica, tamanho, volume e mix de
produção, que grau de especialização, arranjo físico e forma
de manutenção.
Capacidade de Produção Que nível, como obtê-la e como incrementá-la.
Tecnologia Quais equipamentos e sistemas, com que grau de automação
e flexibilidade, como atualizá-la e disseminá-la.
Integração Vertical O que a empresa irá produzir internamente, o que irá comprar
de terceiros, e qual política implementar com fornecedores
Organização Qual a estrutura organizacional, nível de centralização,
formas de comunicação e controles das atividades.
Recursos Humanos Como recrutar, selecionar, contratar, desenvolver, avaliar,
motivar e remunerar a mão-de-obra.
Qualidade Atribuição de responsabilidades, que controles, normas e
ferramentas de decisões empregar, quais os padrões e formas
de comparação.
Planejamento e Controle
da Produção
Que sistema de PCP empregar, que política de compras e
estoques, que nível de informatização das informações, que
ritmo de produção manter e formas de controles.
Novos Produtos Com que freqüência lançar, como desenvolver e qual a
relação entre produtos e processos.
Posição Competitiva
Prioridades entre os critérios
de desempenho e políticas
de produção desejáveis
Estratégia de Produção atual
Alternativas de
Posições Competitivas
F
u
t
u
r
o
E
v
o
l
u
ç
ã
o
Figura 1.4 A dinâmica da estratégia de produção (TUBINO, 1997 : 43).

Capítulo 1
Sistemas de Produção
A Produtividade no Chão de Fábrica
9
A seguir serão tratadas as questões relativas a montagem de um sistema produtivo que
busque operacionalizar essas decisões estratégicas dentro de um conceito amplo de filosofia
JIT/TQC. Para tanto, inicialmente serão apresentados os princípios por trás dessa filosofia e, no
decorrer do trabalho, serão descritas as principais características técnicas de um sistema de produção
JIT moldado segundo esses princípios.
1.3 A FILOSOFIA JIT/TQC
A filosofia JIT/TQC surgiu no Japão na década de 60, sendo aplicada inicialmente na
indústria automobilística, em particular na Toyota Motors Company. Aos poucos os princípios
gerais dessa filosofia foram se consolidando, e seus conceitos difundidos para o ramo de autopeças
e eletrônica, onde o Japão passou a ser reconhecido como padrão de excelência. Nos anos 80, com o
avanço da economia japonesa, a filosofia JIT/TQC passou a receber maior atenção dos estudiosos
em sistemas de produção e a filosofia foi universalizada e implantada com sucesso no mundo
ocidental (TUBINO, 1997 : 44-46).
Alguns autores costumam apresentar separadamente os conceitos de JIT (just in time) e TQC
(controle total da qualidade). O JIT seria uma filosofia voltada para a otimização da produção,
enquanto o TQC seria uma filosofia voltada para a identificação, análise e solução de problemas
(considerando que qualquer problema é perda de qualidade). Porém, não parece conveniente separar
as questões de forma tão imediata, pois o JIT e o TQC possuem uma interface comum muito
grande, e a sua aplicação conjunta, proveniente de sua origem japonesa, parece ser a melhor
alternativa e será seguida nesse livro.
Como o assunto a ser tratado nesse trabalho está centrado no direcionamento dos sistemas
produtivos para a obtenção simultânea de aumento de desempenho nos critérios competitivos, nesse
momento serão apresentados apenas os principais conceitos estratégicos que estão por trás da
filosofia JIT/TQC, que na sua forma operacional são desmembrados em técnicas específicas,
resumidas na Tabela 1.4. No decorrer do livro as técnicas que compõem o sistema de produção JIT
serão detalhadas.
Satisfazer as necessidades dos clientes: satisfazer as necessidades dos clientes significa
entender e responder aos anseios dos clientes, fornecendo produtos de qualidade no momento em
que for solicitado. Entenda-se como clientes, tanto os participantes da cadeia produtiva interna
como os da cadeia externa à empresa. Existem várias maneiras de melhorar o relacionamento com
os clientes, pode-se citar algumas:
reduzir os custos internos dos clientes;
produzir pequenos lotes com qualidade;
ser flexível;
reduzir os estoques do cliente;
projetar em conjunto com o cliente etc.

Os Sistemas de Produção
Sistemas de Produção
A Produtividade no Chão de Fábrica
10
Tabela 1.4 Conceitos e técnicas da filosofia JIT/TQC (TUBINO, 1997 : 44).
Filosofia JIT/TQC
Satisfazer as necessidades do cliente
Eliminar desperdícios
Melhorar continuamente
Envolver totalmente as pessoas
Organização e visibilidade
JIT TQC
Produção focalizada;
Produção puxada;
Nivelamento da produção;
Redução de lead times;
Fabricação de pequenos lotes;
Redução de setups;
Manutenção preventiva;
Polivalência;
Integração interna e externa etc.
Produção orientada pelo cliente;
Lucro pelo domínio da qualidade;
Priorizar as ações;
Agir com base em fatos;
Controle do processo;
Responsabilidade na fonte;
Controle a montante;
Operações a prova de falha;
Padronização etc.
Eliminar desperdícios: eliminar desperdícios significa analisar todas as atividades
realizadas no sistema de produção e eliminar aquelas que não agregam valor ao produto. A
eliminação de tudo que não agrega valor ao produto implica em, inicialmente, identificar o que
acrescenta valor para o cliente do produto (informações úteis para melhorar o projeto e produção
dos bens/serviços), e em seguida o que não acrescenta valor. Uma classificação de desperdícios
bastante usada é a que os identifica em sete categorias:
desperdício de superprodução;
desperdício de espera;
desperdício de movimentação e transporte;
desperdício da função processamento;
desperdício de estoques;
desperdícios de movimentos improdutivos;
desperdícios de produtos defeituosos.
Melhorar continuamente: o princípio de melhoria contínua, conhecido como “Kaizen”
(IMAI, 1989), significa que nenhum dia deve se passar sem que a empresa melhore sua posição
competitiva. Todos dentro da empresa são responsáveis por isso, e devem trabalhar nesse sentido.
Dessa forma um problema, ou um erro, acontecido dentro do sistema deve ser visto como uma
oportunidade de melhoramento. É importante, sob a ótica do melhoramento contínuo, estabelecer
metas bastante otimistas, mesmo que inatingíveis, como forma de direcionar o incremento de
produtividade. As metas da filosofia JIT/TQC são:
zero de defeitos;
zero de estoques;
zero de movimentações;
zero de lead time;
zero de tempos de setups;
lotes unitários etc.

Capítulo 1
Sistemas de Produção
A Produtividade no Chão de Fábrica
11
Envolver totalmente as pessoas: praticamente todos os aspectos relacionados à filosofia
JIT/TQC requerem um envolvimento total das pessoas. Mudanças de atitude a nível humano são
solicitadas por toda a empresa, principalmente nos níveis gerenciais. A gerência deve travar um
compromisso pela participação das pessoas, desenvolvendo treinamentos contínuos em atividades
de equipes de trabalho, com o devido aporte financeiro. É importante deixar claro que as pessoas, e
não a tecnologia, são a prioridade número um da empresa.
Organização e visibilidade: a organização e a visibilidade do ambiente de trabalho é um
requisito fundamental da filosofia JIT/TQC. É o início da luta contra os desperdícios e a base para a
motivação das pessoas. A organização do ambiente de trabalho passa pela reformulação dos layouts
convencionais, pela definição de locais específicos para armazenagem de materiais em processo e
ferramentas, e pela própria postura dos funcionários ao seguirem os padrões de higiene e segurança.
A organização leva ao benefício da visibilidade dos problemas, de forma que qualquer situação
anormal seja óbvia.
Os princípios expostos acima, que no seu conjunto dão forma a filosofia JIT/TQC, não são
fáceis de serem implementados. Se o fossem, não dariam uma vantagem competitiva as empresas
que os alcançassem. Além do mais, a própria questão da busca pelo melhoramento contínuo
diferenciará as empresas que chegarem a soluções mais satisfatórias para seus problemas. O
importante é que nos dias de hoje a dicotomia entre o capital e o trabalho não é tão intensa, e está
perdendo espaço para a cooperação e divisão de resultados, o que tem levado as empresas a
aumentar sensivelmente sua produtividade, com conseqüente ganho para a humanidade como um
todo.
Antes de ser proposto um modelo de sistema produtivo baseado nesses princípios aqui
discutidos, convém abrir um parêntese para descrever as diferentes alternativas de composição dos
sistemas de produção, que irão influenciar a forma como os mesmos poderão se adequar à esta
filosofia.
1.4 CLASSIFICAÇÃO DOS SISTEMAS DE PRODUÇÃO
Existem várias formas de classificar os sistemas de produção, sendo que as mais conhecidas
são a classificação pelo grau de padronização dos produtos, pelo tipo de operação que sofrem os
produtos e pela natureza do produto. A classificação dos sistemas produtivos tem por finalidade
facilitar o entendimento das características inerentes a cada sistema de produção e sua relação com a
complexidade do planejamento e execução das atividades produtivas (TUBINO, 1997 : 27-31).
Segundo a ótica do grau de padronização dos produtos fabricados pelos sistemas produtivos
pode-se classificá-los como sistemas que produzem produtos padronizados, e sistemas que
produzem produtos sob medida. Produtos padronizados são aqueles bens ou serviços que
apresentam alto grau de uniformidade, são produzidos em grande escala, os clientes esperam
encontrá-los a sua disposição no mercado, seus sistemas produtivos podem ser organizados de
forma a padronizar mais facilmente os recursos produtivos (máquinas, homens e materiais) e os
métodos de trabalho e controles, contribuindo para uma maior eficiência do sistema, com
conseqüente redução dos custos. Dentro desse grupo estão incluídas a fabricação de bens como:
eletrodomésticos, combustíveis, automóveis, roupas, alimentos industrializados etc., e a prestação
de serviços como: linhas aéreas, serviços bancários, fastfoods etc.

Os Sistemas de Produção
Sistemas de Produção
A Produtividade no Chão de Fábrica
12
Os produtos sob medida são bens ou serviços desenvolvidos para um cliente em específico.
Como o sistema produtivo espera a manifestação dos clientes para definir os produtos, esses não são
produzidos para estoque e os lotes normalmente são unitários. Devido ao fato do prazo de entrega
ser um fator determinante no atendimento ao cliente, os sistemas que trabalham sob encomenda
possuem normalmente grande capacidade ociosa, e dificuldade em padronizar os métodos de
trabalho e os recursos produtivos, gerando produtos mais caros do que os padronizados. A
automação dos processos é menos aplicável visto que a quantidade produzida não justifica os
investimentos. Dentro da produção sob medida pode-se citar a fabricação de máquinas-ferramentas,
construção civil, alta costura, estaleiros etc., e a produção de serviços como restaurantes, taxis,
projetos arquitetônicos, clínicas médicas etc.
Os sistemas de produção podem ser classificados também segundo seu tipo de operação em
dois grandes grupos: processos contínuos e processos discretos. Esta classificação está associada ao
grau de padronização dos produtos e ao volume de produção demandada. Os processos contínuos
envolvem a produção de bens ou serviços que não podem ser identificados individualmente, e os
processos discretos envolvem a produção de bens ou serviços que podem ser isolados, em lotes ou
unidades, particularizando-os uns dos outros. Por sua vez, os processos discretos podem ser
subdivididos em processos repetitivos em massa, processos repetitivos em lotes, e processos por
projeto.
Os processos contínuos são empregados quando existe uma alta uniformidade na produção e
demanda de bens ou serviços, fazendo com que os produtos e os processos produtivos sejam
totalmente interdependentes, favorecendo a automatização, não existindo flexibilidade no sistema.
São necessários altos investimentos em equipamentos e instalações, a mão-de-obra é empregada
apenas para a condução e manutenção das instalações, sendo seu custo insignificante em relação aos
outros fatores produtivos. Estão classificadas dentro desse grupo a produção de bens de base, como
energia elétrica, petróleo e derivados, produtos químicos de uma forma geral etc. Alguns serviços
também podem ser produzidos dentro dessa ótica com o emprego de máquinas, como serviços de
aquecimento e ar condicionado, de limpeza contínua, sistemas de monitoramento por radar etc.
Os processos repetitivos em massa são aqueles empregados na produção em grande escala
de produtos altamente padronizados. Normalmente, a demanda pelos produtos são estáveis fazendo
com que seus projetos tenham poucas alterações no curto prazo, possibilitando a montagem de uma
estrutura produtiva altamente especializada e pouco flexível, onde os altos investimentos possam ser
amortizados durante um longo prazo. Nesse sistema produtivo a variação entre os produtos
acabados se dá geralmente apenas a nível de montagem final, sendo seus componentes padronizados
de forma a permitir a produção em grande escala. Convencionalmente, a “produção em massa”
emprega mão-de-obra pouco qualificada e pouco polivalente, porém com a implantação de sistemas
baseados na filosofia JIT/TQC esse quadro vem se modificando, devolvendo ao empregado funções
de gerenciamento do processo, como por exemplo a garantia da qualidade e a programação da
produção, que lhes foram retiradas com a especialização decorrente da revolução industrial. São
classificadas dentro desse grupo a fabricação de bens padronizados como automóveis,
eletrodomésticos, produtos têxteis, produtos cerâmicos, abate e beneficiamento de aves, suínos,
gado etc., e a prestação de serviços em grande escala como transporte aéreo, editoração de jornais e
revistas etc.
Os processos repetitivos em lote caracterizam-se pela produção de um volume médio de
bens ou serviços padronizados em lotes, sendo que cada lote segue uma série de operações que

Capítulo 1
Sistemas de Produção
A Produtividade no Chão de Fábrica
13
necessita ser programada a medida que as operações anteriores forem realizadas. O sistema
produtivo deve ser relativamente flexível, empregando equipamentos pouco especializados e mão-
de-obra polivalente, visando atender diferentes pedidos dos clientes e flutuações da demanda. Os
processos repetitivos em lote situam-se entre os dois extremos, a produção em massa e a produção
sob projeto, onde a quantidade solicitada de bens ou serviços é insuficiente para justificar a
massificação da produção e especialização das instalações, porém justifica a produção de lotes no
sentido de absorver os custos de preparação do processo. Como exemplo dos processos repetitivos
em lote pode-se citar a fabricação de produtos têxteis em pequena escala, sapatos, alimentos
industrializados, ferragens etc. e a prestação de serviços como oficinas de reparo para automóveis e
aparelhos eletrônicos, laboratórios de análise químicas, restaurantes etc.
Os processos por projeto têm como finalidade o atendimento de uma necessidade específica
dos cliente, com todas as suas atividades voltadas para esta meta. O produto tem uma data
específica para ser concluído e, uma vez concluído, o sistema produtivo se volta para um novo
projeto. Os produtos são concebidos em estreita ligação com os clientes, de modo que suas
especificações impõem uma organização dedicada ao projeto. Exige-se alta flexibilidade dos
recursos produtivos, normalmente a custa de certa ociosidade enquanto a demanda por bens ou
serviços não ocorrer. Exemplos de processos por projeto estão na fabricação de bens como navios,
aviões, usinas hidroelétricas etc., e na prestação de serviços específicos como agências de
propaganda, escritórios de advocacia, arquitetura etc.
Na Tabela 1.5 estão resumidas as principais características da classificação dos sistemas de
produção por tipos de operação.
Outra classificação para os sistemas de produção leva em conta a natureza do produto. Os
sistemas de produção podem estar voltados para a geração de bens ou de serviços. Quando o
produto fabricado é algo tangível, como um carro, uma geladeira ou uma bola, podendo ser tocado e
visto, diz-se que o sistema de produção é uma manufatura de bens. Por outro lado, quando o
produto gerado é intangível, podendo apenas ser sentido, como uma consulta médica, um filme ou
transporte de pessoas, diz-se que o sistema de produção é um prestador de serviços.
Tabela 1.5 Características dos sistemas de produção (TUBINO, 1997 : 29).
Contínuo Rep. em Massa Rep. em Lotes Projeto
Volume de produção Alto Alto Médio Baixo
Variedade de
produtos
Pequena Média Grande Pequena
Flexibilidade Baixa Média Alta Alta
Qualificação da MOD Baixa Média Alta Alta
Layout Por produto Por produto Por processo Por processo
Capacidade ociosa Baixa Baixa Média Alta
Leadtimes Baixo Baixo Médio Alto
Fluxo de informações Baixo Médio Alto Alto
Produtos Contínuos Em lotes Em lotes Unitário
Tanto a manufatura de bens como a prestação de serviços são similares sob o aspecto de
transformar insumos em produtos úteis aos clientes através da aplicação de um sistema de produção.
Ambas devem projetar seus produtos, prever sua demanda, balancear seu sistema produtivo, treinar
sua mão-de-obra, vender seus produtos, alocar seus recursos e planejar e controlar suas operações.

Os Sistemas de Produção
Sistemas de Produção
A Produtividade no Chão de Fábrica
14
Porém, existem grandes diferenças em como essas atividades são executadas. Uma diferença
básica reside no fato da manufatura de bens ser orientada para o produto enquanto a prestação de
serviços é orientada para a ação. Nesse sentido, pode-se listar a seguir algumas características que se
diferenciam conforme a abordagem dada ao sistema de produção:
orientação do produto: os serviços são intangíveis, ou seja são experiências vivenciadas
pelos clientes, enquanto os bens são tangíveis, ou seja, são coisas que podem ser
possuídas pelos clientes. Em conseqüência, os serviços não podem ser previamente
executados e estocados como os bens, há necessidade da presença do cliente para ocorrer
a ação, pois a produção e o consumo ocorrem simultaneamente;
contato com o cliente: os serviços envolvem um maior contato do cliente, ou um bem de
sua propriedade, com o sistema produtivo, enquanto a manufatura de bens separa
claramente a produção do consumo, ocorrendo a fabricação dos bens longe dos olhos dos
clientes. Nesse sentido, o planejamento da prestação dos serviços deve levar em conta o
tempo que os clientes estão dispostos a esperar nessa operação, bem como a qualificação
da mão-de-obra prestadora do serviço, pois é ela que terá contato direto com o cliente,
sendo por ele avaliada;
uniformidade dos fatores produtivos: os serviços estão sujeitos a uma maior
variabilidade de entrada do que a manufatura, onde as matérias primas e peças
componentes são padronizadas. Por exemplo, um carro quebrado que chega à uma
oficina ou um paciente que é atendido em uma consulta médica, podem ter uma gama
muito variável de problemas a serem tratados, enquanto que as peças de um
eletrodoméstico que será montado são padronizadas. Nesse sentido, o processo produtivo
na prestação de serviços também é variável e pouco propenso a automação, tornando sua
gestão mais complexa, enquanto a manufatura de bens, devido a sua uniformidade de
tratamento, apresenta facilidade na mecanização e controle dos trabalhos. Em
conseqüência, as saídas resultantes da manufatura são mais estáveis e padronizadas do
que o resultado de uma prestação de serviços;
avaliação do sistema: em decorrência dos itens anteriores, na prestação de serviços é
mais complexo avaliar o desempenho do sistema, pois as entradas, o processamento e as
saídas são variáveis, enquanto na manufatura de bens esses fatores podem ser
predeterminados e avaliados, com base nos padrões, uma vez concluída a operação.
Devido à dificuldade em avaliar o resultado dos serviços, bem como senti-los antes da
compra, os consumidores tendem a ser mais instáveis e basearem-se em opiniões (outros
clientes ou a reputação da empresa) do que em dados reais para sua escolha.
Apesar de existirem diferenças claras entre prestação de serviços e manufatura de bens, na
prática a maioria das empresas estão situadas entre esses dois extremos, produzindo
simultaneamente bens e serviços. Por exemplo, um restaurante que é considerado um prestador de
serviços, ao “produzir” a refeição atua como se fosse uma manufatura, assim como a manutenção e
reparo dos equipamentos vendidos por uma fábrica podem ser considerados como prestação de
serviços. A tendência mundial é de considerar os sistemas produtivos como geradores de um pacote
composto de bens e serviços, tendo predominância maior de um ou de outro fator.
As diferentes formas de classificação dos sistemas produtivos ajudam a entender o nível de
complexidade necessário para o projeto e posterior operação das atividades produtivas. O grau de
padronização dos produtos, o tipo de operações necessárias e a natureza dos produtos são fatores
determinantes para a definição dessas atividades.

Capítulo 1
Sistemas de Produção
A Produtividade no Chão de Fábrica
15
Projetar e operar as atividades de uma empresa que produz produtos padronizados para
estoque é bastante diferente de projetar e operar um sistema para produtos sob encomenda. Por
exemplo, no primeiro caso, pode-se iniciar a produção em cima de uma previsão de vendas e ir
equilibrando-se as vendas realizadas com o nível de estoque, enquanto que no processo sob
encomenda o sistema espera a manifestação dos clientes para agir. Além disso, os produtos
padronizados por se repetirem, assim como os processos necessários a produção desses bens ou
serviços, são mais passíveis de controle e acompanhamento, podendo-se prever e acompanhar seus
desempenhos de forma mais eficiente do que para aqueles produtos que serão produzidos apenas
uma vez.
Da mesma forma, o tipo de processo produtivo define a complexidade do projeto,
planejamento e controle das atividades. De uma forma geral, essas atividades são simplificadas a
medida que se reduz a variedade de produtos concorrentes por uma mesma gama de recursos. Nesse
sentido, os processos contínuos e os processos intermitentes em massa são mais fáceis de serem
projetados e administrados do que os processos repetitivos em lote e sob encomenda, pois a
variedade de produtos é pequena e o fluxo produtivo uniforme. Ocorrendo uma variação na
demanda em um processo contínuo ou de produção em massa, basta regular o fluxo de produção
para esse novo nível, enquanto que nos processos intermitentes em lote e sob encomenda, uma
alteração na composição da demanda exige o replanejamento de todos os recursos produtivos.
Finalmente, o fato do produto ser um bem ou um serviço também tem seu reflexo na
complexidade do sistema de produção. Bens são tangíveis, em grande parte fabricados por máquinas
que recebem matérias primas e as transformam em produtos acabados, dentro de padrões
previsíveis, em conseqüência o seu planejamento e controle é mais consistente. Já a produção de
serviços envolve uma maior participação das pessoas, por natureza mais difíceis de serem
padronizadas, e a necessidade da presença dos clientes no momento da produção, tornando a
colocação de estoques amortecedores entre os processos uma tarefa complicada e de difícil
administração.
Mesmo considerando essa diversidade de sistemas produtivos, a seguir será feita uma
tentativa de desenvolver um modelo genérico de sistema produtivo no sentido de abrir a
possibilidade para discutir as diversas técnicas de produção dos sistemas JIT que formalizam uma
estratégia de produção dentro da visão da filosofia JIT/TQC.
1.5 UM MODELO GENÉRICO PARA OS SISTEMAS DE PRODUÇÃO
Logicamente, conforme foi colocado no tópico anterior, existe uma gama muito grande de
alternativas para compor um sistema de produção, tornando impossível montar e descrever um
sistema genérico que abranja todas essas composições de "produtos-processos" diferentes. Nesse
sentido, será escolhido como sistema de produção genérico, aproveitando-se a classificação dos
sistemas por tipo de operação, um sistema que produza de forma repetitiva itens padronizados em
lotes para posterior montagem em uma linha contínua.
Esse tipo de sistema de produção é o mais encontrado na prática. Apresenta características
de processo intermitente na fabricação de itens, e características de processo contínuo na montagem
dos produtos acabados, o que permite expandir suas soluções para as demais variedades de sistemas

Os Sistemas de Produção
Sistemas de Produção
A Produtividade no Chão de Fábrica
16
produtivos. Nas situações limites com sistemas de produção puramente contínuo ou totalmente
sobre encomenda, geram-se simplificações no modelo, no caso do contínuo, ou impossibilidade de
aplicação de determinadas técnicas, no caso do sistema sob encomenda, que serão discutidas no
decorrer do livro.
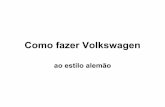
A Figura 1.5 ilustra de forma simplificada a operação de um sistema de produção
convencional. Essa figura será usada para apoiar a descrição das principais características que em
geral compõem um sistema convencional de produção.
Figura 1.5 O sistema de produção convencional.
Inicialmente, pode-se ver que o layout na fabricação dos itens é do tipo departamental. As
máquinas são agrupadas segundo suas funções específicas (tornos, prensas, fresas etc.). Os diversos
itens fabricados, geralmente em grandes lotes, seguem seus roteiros de fabricação indo de encontro

Capítulo 1
Sistemas de Produção
A Produtividade no Chão de Fábrica
17
às máquinas nesses departamentos, exigindo equipamentos de movimentação. Devido a falta de
balanceamento das capacidades produtivas dos recursos e a grande variedade de itens processados,
há muita formação de estoques entre as operações, os chamados work-in-process (WIP). Os
trabalhadores são especializados em determinadas funções, podendo, eventualmente, acionar várias
máquinas idênticas. A ênfase no trabalho, e na avaliação do mesmo, é individual, existindo pouca
cooperação entre eles.
A linha de montagem é projetada de forma a garantir um fluxo linear de trabalho nos
produtos. Para evitar eventuais paradas na linha, colocam-se estoques protetores (buffers) entre os
postos de trabalho. Esses postos retiram os produtos da linha para executar suas funções,
recolocando-os na linha após concluídas. A capacidade de produção da linha é controlada pela
adição, ou subtração, de pessoas em cada posto de trabalho.
Notam-se grandes áreas de armazenagem tanto no início, para matérias-primas e peças
componentes, como no fim do processo produtivo para produtos acabados. Esses estoques são
decorrentes da falta de confiabilidade nas funções internas de produção e nas funções externas de
relacionamento com clientes e fornecedores da cadeia produtiva. Há necessidade de se montar uma
estrutura formal de administração de materiais, com vários níveis de segurança, para administrar
essas funções.
O fluxo de informações e de materiais para a produção é do tipo "empurrado". O setor de
Planejamento e Controle da Produção (PCP) periodicamente, a partir de uma previsão de vendas
pouco precisa devido ao baixo nível do relacionamento com os clientes, monta um plano-mestre de
produção (PMP) para os produtos acabados considerando a existência de estoques em mãos. Esse
PMP é a base para o cálculo das ordens de montagem (OM), ordens de fabricação (OF), requisições
de materiais (RM) e ordens de compra (OC) que irão acionar o sistema produtivo da empresa.
Geralmente empregam-se softwares sofisticados para executar essas funções, quando então são
avaliadas as ordens em andamento, emitidas no período anterior, e os diversos estoques do sistema.
Uma vez emitidas, essas novas ordens são "empurradas" para os vários elos da cadeia produtiva que
passam a trabalhar em cima das mesmas. No próximo período de planejamento o processo se repete.
Além desses pontos citados, outros fatores caracterizam os sistemas convencionais de
produção. A ênfase na qualidade é dada à inspeção final dos produtos. A manutenção dos
equipamentos e instalações é basicamente corretiva. Os lotes de fabricação e movimentação são
grandes devido ao alto tempo de setup das máquinas. O sistema de custos emprega o conceito de
"valor adicionado" fazendo com que recursos parados sejam vistos como perda de oportunidade
para agregar valor aos itens. Existe alta rotatividade da mão-de-obra como forma de adaptar a
capacidade produtiva a demanda, gerando baixo envolvimento dos funcionários no atendimento dos
objetivos globais da organização. Também é baixa a sinergia entre os diversos departamentos de
apoio à produção, entre outros fatores. No decorrer do livro mais alguns pontos relevantes serão
apresentados.
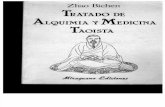
Olhando agora para a Figura 1.6, pode-se ver um modelo genérico de um sistema de
produção montado segundo os princípios da filosofia JIT/TQC. Algumas diferenças fundamentais
em relação ao sistema convencional já descrito podem ser salientadas.
A primeira grande diferença encontra-se na forma como estão dispostos os recursos
produtivos. No sistema de produção JIT os recursos produtivos estão focalizados para a produção de
uma gama limitada de produtos. A fábrica é dividida em "mini-fábricas" responsáveis por famílias

Os Sistemas de Produção
Sistemas de Produção
A Produtividade no Chão de Fábrica
18
de produtos. A Figura 1.6 representa uma delas. O layout dentro da mini-fábrica é do tipo celular,
onde as máquinas são dispostas segundo o roteiro de fabricação dos itens, buscando-se o fluxo
contínuo de produção. O objetivo é de que o processo de produção dentro das células de fabricação
e montagem obtenham as vantagens da produção contínua em lotes unitários, acelerando a
conversão de insumos em produtos acabados e eliminando a necessidade dos estoques em processo
(WIP).
Kanban
Kanban
PCPDemanda ?
PMP
No K. TC.
TC
Kanban
Kan
ban
Kan
ban
TCTC
TC
TC
TC
TC
TC
TC
TC
TC
TC
TC
TC
TC
TC
TC
!
Figura 1.6 O sistema de produção JIT.
Para operar as células de fabricação há necessidade de empregar operadores "polivalentes"
que possam, dentro de um determinado tempo de ciclo (TC), executar um conjunto de operações em
sincronia com os demais companheiros, de forma que ao final de cada tempo de ciclo uma unidade
de produto acabado seja completada. A capacidade de produção é administrada pela inclusão, ou
exclusão, desses operadores polivalentes dentro das células de fabricação e montagem. Nesse

Capítulo 1
Sistemas de Produção
A Produtividade no Chão de Fábrica
19
sistema produtivo a ênfase é do trabalho em grupo, onde cada operador é cliente do operador
anterior e fornecedor do operador subseqüente. Qualquer problema que surja, como não se projetam
estoques protetores internos, leva a interrupção do fluxo produtivo e a necessidade de imediata
solução, com a participação de todos os envolvidos no processo.
Com a focalização da produção, os estoques, antes centralizados em grandes almoxarifados,
são distribuídos em "supermercados" colocados estrategicamente entre dois pontos (geralmente
células) que compõem o fluxo produtivo. O fluxo de informações e de materiais para a produção é
do tipo "puxado", ou seja, só se produz ou movimenta-se materiais quando houver efetivo consumo
dos mesmos. O sistema kanban é o mais empregado para gerenciar esta lógica de funcionamento.
Quando cliente e fornecedor estiverem fisicamente próximos, apenas um supermercado de kanban é
necessário, porém quando a distância física entre eles for grande há necessidade de se colocar um
supermercado junto ao cliente e outro junto ao fornecedor. Nesse caso, um movimentador (interno
ou externo) faz a conexão entre os dois supermercados.
Outra grande diferença entre os dois sistemas de produção está na forma de atuação do setor
de Planejamento e Controle da Produção (PCP). No sistema convencional o PCP, a partir da
montagem do programa-mestre de produção (PMP), empurra um conjunto de ordens para o sistema
produtivo. Nesse caso, a diferença de tempo entre a programação do sistema produtivo e o real
consumo dos clientes é grande, com alto potencial de erro entre o planejado e o executado. No
sistema JIT, dentro do conceito de produção puxada, o PCP elabora o PMP com o objetivo de
dimensionar os estoques, em termos de número de kanbans, e os ritmos de trabalho, traduzidos em
termos de tempo de ciclo (TC), de forma que o sistema produtivo no curto prazo, ou seja, quando os
clientes forem confirmando seus pedidos, tenha condições de responder a essa demanda real sem a
necessidade de contar com grandes estoques de produtos. O único ponto do sistema que necessita de
informações prévias para a produção é a linha de montagem.
Para que o sistema de puxar se torne uma ferramenta efetiva no atendimento das
necessidades dos clientes externos e internos, é imperativo que o PCP ao montar o PMP utilize o
conceito de nivelamento da produção. Nivelar a produção significa programar para a montagem
final pequenos lotes em sincronia com o mix de produtos demandados pelos clientes. Isso garante a
rápida resposta às variações de curto prazo nas necessidades dos clientes, e, internamente, um ritmo
ordenado ao sistema kanban. Como pré-requisito ao nivelamento da produção dois pontos são
fundamentais no sistema JIT: a produção econômica de pequenos lotes e a estabilidade na demanda.
A produção econômica de pequenos lotes é viável dentro do sistema JIT, por um lado,
através da busca contínua pela redução dos tempos de setup dos equipamentos com a aplicação das
técnicas de troca rápida de ferramentas (TRF), e por outro, pela própria focalização da produção
com a montagem de células balanceadas à demanda de poucos itens.
A estabilidade na demanda é obtida pela revisão dos antigos paradigmas que norteiam as
relações entre empresas. Dentro da filosofia JIT/TQC busca-se estabilizar a base de clientes e
fornecedores, compondo uma cadeia logística de produção e distribuição que privilegie a confiança
e o relacionamento de longo prazo em detrimento da convencional concorrência entre os atores
dessa cadeia. A concorrência, dentro dessa nova ótica, dar-se-á entre cadeias produtivas e não mais
dentro das mesmas. Dessa forma, os planejamentos de longo e médio prazos podem ser repassados
aos fornecedores, reduzindo-se as atividades especulativas.

Os Sistemas de Produção
Sistemas de Produção
A Produtividade no Chão de Fábrica
20
Além desses pontos divergentes, que serão explorados no decorrer do livro, outros fatores
diferenciam o sistema de produção convencional do sistema JIT. Na busca pela qualidade total,
todas as atividades da fábrica devem ser padronizadas e operadas dentro desse padrão. Os padrões
de trabalho devem ser os mais simples possíveis, evitando-se erros de regulagens e operação.
Investimentos em treinamento da mão-de-obra para identificação, análise e correção dos problemas
devem ser prioritários. A ênfase na qualidade deve ser dada a prevenção dos potenciais problemas.
Logo, a manutenção dos equipamentos e instalações deve ser preventiva e a qualidade deve ser
garantida para todos os itens. Com a focalização da produção os custos passam a ser diretos e o
sistema de custos por atividades pode ser implementado. A visão de cadeia produtiva, direcionando
os relacionamentos entre clientes e fornecedores, permitirá o uso efetivo de técnicas como análise
de valor e engenharia simultânea.
Como forma de aprofundar os diferentes conceitos e técnicas que caracterizam os sistemas
de produção JIT, os próximos capítulos propõem-se a tratar desses temas. No capítulo 2 será
discutida a focalização da produção com células de fabricação, no capítulo 3 será apresentado
planejamento e controle da produção JIT, para em seguida, no capítulo 4, detalhar-se o sistema
kanban de programação e controle de estoques. Para o capítulo 5 está reservada a discussão da
redução dos tempos que compõem os lead times de produção, incluindo-se as questões relativas a
troca rápida de ferramentas e o conceito de “autonomação”. No capítulo 6 a padronização dos
trabalhos e a distribuição dos operadores polivalentes dentro do tempo de ciclo é tratado.
Finalmente, no capítulo 7 as questões referentes a montagem de um sistema logístico JIT, com a
inclusão de fornecedores e transportadores ao sistema de produção, é proposto.

Sistemas de Produção
A Produtividade no Chão de Fábrica
2 PRODUÇÃO FOCALIZADA
O capítulo 2 pretende apresentar os principais conceitos associados à focalização dos
sistemas produtivos em unidades de negócios. Inicialmente questionam-se as formas
convencionais de organização da produção, apresentando suas desvantagens perante à
produção focalizada. Uma estrutura organizacional focalizada é então proposta. Como forma
de desenvolver a apresentação do tema, divide-se o processo de focalização em três tópicos
interrelacionados: a focalização nos processos de fabricação repetitiva em lotes e a
configuração das células de fabricação, a focalização nos processos de montagem, e a
focalização na armazenagem e movimentação de materiais.
2.1 INTRODUÇÃO
Projetar e produzir bens não tem se mostrado uma tarefa muito difícil para as empresas. A
dificuldade está em projetar e produzir bens de forma organizada e eficiente, atendendo as
necessidades dos clientes. Veja-se o exemplo da indústria automobilística. Até a década de 80, para
se obter um carro de aceitação popular a baixo custo, como o famoso Fusca, as empresas
projetavam seus produtos e processos, e administravam suas fábricas, de maneira a obter uma
produção em grande escala desses bens. A ênfase era na redução dos custos fixos pelo aumento
cada vez maior dos lotes produtivos. Por outro lado, se o objetivo estratégico da empresa era atingir
um mercado automobilístico mais sofisticado para carros de luxo, procurava-se projetar e instalar
fábricas quase artezanais onde, com mão-de-obra super qualificada e inspeção 100%, buscava-se
produtos de qualidade em pequena escala.
Essas duas alternativas são pontos extremos para uma gama de soluções de projeto e
fabricação de automóveis. Tanto a busca pela redução dos custos fixos aumentando a capacidade
instalada, como a ênfase na qualidade pela produção artezanal, são soluções que se mostraram
ineficientes frente a concorrência globalizada desse final de século. Capitaneadas pela Toyota
Motors, as montadoras de automóveis reprojetaram suas fábricas, reduzindo a complexidade dos
processos e dando ênfase a prevenção da qualidade, de forma a redirecionar seu foco para o
atendimento simultâneo dos critérios competitivos atuais (qualidade, custo, flexibilidade e
desempenho de entrega) conforme proposto pela filosofia JIT/TQC.
Nos processos de produção em massa, como o das montadoras de automóveis, talvez essa
questão de perda de foco não fique bem clara, porém quando se desce um nível nessa cadeia
produtiva, olhando para os fornecedores de autopeças, com processos intermitentes em lotes, a
situação encontrada no final dos anos 80 era caótica. Fábricas de grande porte, centralizadas em
determinada região, buscavam atender a todos os seus clientes simultaneamente, produzindo de
forma antecipada as potenciais necessidades desses clientes. A medida em que novos clientes iam
aparecendo, procurava-se adicionar ao sistema atual mais capacidade produtiva para atendê-los.
Dessa forma, os administradores pensavam estar reduzindo seus custos fixos com o crescimento das
fábricas, porém na realidade, problemas de várias ordens afloravam agindo no sentido contrário,
como por exemplo:
excessivos níveis hierárquicos, com baixo entrosamento e motivação entre as equipes de
trabalho, aumentando os custos de supervisão;

Capítulo 2
Sistemas de Produção
A Produtividade no Chão de Fábrica
22
dificuldades em exercer o planejamento e controle do processo produtivo, mesmo
empregando softwares complexos, aumentando os estoques e projetando operações
múltiplas em paralelo como forma de proteger o sistema;
gerenciamento a distância com base em relatórios periódicos, aumentando a burocracia e
dificultando a identificação e correção rápida dos problemas;
busca pelo incremento da produtividade individual dos funcionários retirando-lhes
funções de apoio a produção (manutenção, inspeção da qualidade, movimentação etc.),
delegadas à especialistas melhor remunerados e em pequeno número.
Em resumo, o crescimento desorganizado das empresas levou-as a perder o foco de seus
negócios. A proposta de hierarquizar o planejamento estratégico em estratégia corporativa e
estratégia competitiva, conforme apresentado no capítulo inicial, não fica claro em sistemas de
produção muito complexos. A estratégia corporativa que deveria estar definindo as áreas de
negócios nas quais a empresa pretende participar, organizando e distribuindo os recursos
corporativos para cada uma destas áreas, se perde no gigantismo do sistema. E a estratégia
competitiva que deveria estar focalizada em cada unidade de negócios, estabelecendo como cada
negócio da empresa compete no mercado, direcionando as áreas produtivas para dar sustentação à
posição escolhida, fica impraticável.
O que se pretende com a produção focalizada é reverter esse crescimento excessivo, fazendo
com que cada produto, ou família de produtos, possa ser tratado como um negócio específico, com
suas características produtivas e mercadológicas próprias, segundo a definição de uma estratégia
competitiva adequada para cada produto. Desta forma, as empresas dividiriam fisicamente seus
recursos, montando fábricas focalizadas em produtos, ou famílias, específicos. O crescimento não
se daria mais pelo aumento dos antigos departamentos e linhas de montagem, mas sim pela criação
de novas unidades de negócios focalizadas.
Seguindo o exemplo dos fornecedores de autopeças, o que se vê hoje em dia com a
globalização da economia é a montagem de pequenas fábricas focalizadas para uma determinada
montadora, instaladas fisicamente próximas da mesma, de maneira a tirar vantagens tanto em
termos organizacionais internos, como em ternos de logística de fornecimento externo para o
cliente. Segundo Harmon e Peterson (HARMON, 1991 : 16-17) uma fábrica focalizada possui as
seguintes vantagens na busca pelos princípios da filosofia JIT/TQC:
domínio do processo produtivo: por ser uma fábrica pequena as comunicações fluem
mais facilmente, permitindo que cada gerente, supervisor e funcionário conheça todos os
aspectos importantes da fabricação dos produtos. Dessa forma, aumenta-se a
identificação e solução de problemas;
gerência junto à produção: com o enxugamento dos níveis hierárquicos pela redução da
complexidade dos processos, a gerência pode ficar localizada próxima ao chão-de-
fábrica, aumentando a velocidade de resposta na tomada de decisões. O gerenciamento
pode ser mais centrado nos aspectos visuais do que em cima de relatórios periódicos;
staff reduzido e exclusivo: o pessoal de apoio pode ficar junto ao local onde presta o
serviço, especializando-se em suas tarefas. A focalização do staff facilita a programação
dos serviços de apoio aos clientes internos, reduzindo as paradas de produção e
acelerando a solução dos problemas;
estímulo à polivalência de funções: em fábricas pequenas tanto as funções produtivas
como as de apoio são executadas por um número menor de pessoas, induzindo ao
conceito de funcionário polivalente. As responsabilidades pela produção, qualidade,
manutenção, movimentação etc. são compartilhadas por todos e podem ser melhor

Produção Focalizada
Sistemas de Produção
A Produtividade no Chão de Fábrica
23
distribuídas. Permite o uso efetivo do conceito de Círculos de Controle de Qualidade
(CCQ) e de remuneração variável pelo desempenho do grupo;
uso limitado dos recursos: em fábricas pequenas os recursos colocados a disposição da
produção são limitados, o que facilita a identificação e eliminação de atividades que não
agregam valor aos produtos e estimula a disseminação do princípio do melhoramento
contínuo. Estoques excessivos e equipamentos ociosos prontamente aparecem.
Ao transformar a grande fábrica convencional em uma série de estruturas mais ágeis
focalizadas em cada unidade de negócios da empresa, há necessidade de se repensar a sua estrutura
organizacional no sentido de suportar esta nova forma de fabricação. A Figura 2.1 apresenta um
modelo genérico de estrutura organizacional dentro desse conceito de produção focalizada. Nessa
figura pode-se ver uma estrutura onde cada unidade de negócios está focalizada em um gerente
específico, capitaneadas por um gerente geral da fábrica que mantêm centralizadas as funções de
finanças, marketing e pessoal a nível corporativo. De acordo com Harmon e Peterson (HARMON,
1991 : 19-20) cada unidade de negócio, chamada por eles de subfábrica, pode comportar de 30 a
300 pessoas, sendo que acima desse número seria mais interessante dividir a estrutura
organizacional em unidades menores, como, por exemplo, uma subfábrica para a produção das
peças componentes e outra para a montagem do produto acabado.
Figura 2.1 Organograma para a produção focalizada.
Atrelado ao gerente das diversas subfábricas, focalizam-se as funções de apoio a produção
como o planejamento e controle da produção, engenharia, manutenção etc. Como coordenador dos
grupos de trabalho na fabricação e montagem dos itens ter-se-ia tantos supervisores quantos fossem
necessários. Geralmente, um supervisor pode se encarregar de até 30 pessoas sob sua
responsabilidade. Desta forma com a focalização da produção, o número de níveis hierárquicos
entre os funcionários do chão-de-fábrica e a direção da empresa se reduziria para apenas quatro,
agilizando as decisões.
Um ponto importante na focalização da produção diz respeito a quanto do processo
produtivo pode ser efetivamente organizado por produto dentro de uma estrutura verticalizada. Esta
questão está ligada ao balanceamento entre a capacidade produtiva dos recursos e a demanda
esperada pelos produtos que utilizam esses recursos. Em fábricas novas esse balanceamento pode
ser alcançado com um projeto voltado para o equilíbrio dos recursos produtivos com a demanda
negociada com clientes que busquem um relacionamento estável de longo prazo calcado na filosofia
Finanças
Marketing
Recursos Humanos
Engenharia Manutenção
Células de Fabricação Linha de Montagem
Supervisor da
Subfábrica 1
PCP/Materiais Ferramentaria
Gerente da Subfábrica 1Gerente da Subfábrica 2
Gerente da Subfábrica 3
Gerente da Subfábrica N
Gerente Geral da Fábrica

Capítulo 2
Sistemas de Produção
A Produtividade no Chão de Fábrica
24
JIT/TQC. Em fábricas já instaladas muitas vezes esse balanceamento é dificultado pela
característica instável da demanda ou pelo superdimensionamento de determinados grupos de
recursos, como por exemplo um forno de tratamento térmico, ou uma cabina de pintura, que tem
condições de atender a todos os produtos da fábrica. Apesar destas limitações, a focalização da
produção deve ser tentada.
Por exemplo, uma indústria metal-mecânica que tem sua produção centrada em
compressores de grande porte, fabrica paralelamente outros produtos, como elevadores hidráulicos,
morsas, pistolas manuais de pintura, entre mais de dez produtos diferentes. O roteiro de fabricação
desses produtos tem início em um processo de fundição, que atende a fábrica como um todo. Uma
vez fundido, cada lote de peças segue para um ponto específico da fábrica onde existe uma estrutura
produtiva focalizada que se encarrega de completar a fabricação e montagem de cada produto. Ao
visitar suas instalações, tem-se uma visão global de todas as subfábricas ali instaladas (sem paredes
entre elas), ficando bastante evidente o senso de organização e controle que se obtêm ao optar por
essa forma avançada de organização industrial.
Muitas vezes soluções não convencionais devem ser tentadas no sentido de balancear a
capacidade com a demanda. Shingo (SHINGO, 1996 : 171) apresenta o exemplo de uma indústria
metalúrgica que, no sentido de buscar um balanceamento em fluxo unitário de produção para as
peças, substituiu as convencionais cabinas de pintura de grande porte, por pequenas caixas de um
metro cúbico de volume com dispositivos de pintura em spray, posicionadas dentro da linha
imediatamente após a furação e o rosqueamento das peças. Ganhos significativos foram alcançados
não só em termos de eliminação do transporte e armazenagem intermediária das peças como,
principalmente, pela eliminação da insalubridade existente dentro da antiga cabina de pintura.
Conforme tratado no capítulo inicial, existe uma gama grande de tipos de sistemas de
produção. Várias formas de classificação foram propostas. Geralmente as empresas apresentam
sistemas de produção com uma composição de processos repetitivos em lotes na fabricação de
peças e processos repetitivos em massa na montagem de produtos acabados. Nos dois extremos
tem-se por um lado os processos contínuos, por princípio totalmente focalizados, e, por outro os
processos sob encomenda, impossíveis de serem focalizados a priori. No sentido de buscar um
modelo teórico para as alternativas viáveis de focalização, serão abordadas soluções para a
focalização nos processos de fabricação repetitiva em lotes, a focalização nos processos de
montagem e a focalização na armazenagem e movimentação dos materiais. Assim, espera-se
simplificar a apresentação do tema e, ao mesmo tempo, abranger um número maior de alternativas
de sistemas produtivos.
2.2 FOCALIZAÇÃO NOS PROCESSOS DE FABRICAÇÃO REPETITIVA EM LOTES
O crescimento desorganizado (desfocado) das empresas que trabalham com processos de
fabricação repetitiva em lotes, produzindo peças para as linhas de montagem ou vendendo-as como
produtos acabados, fez com que as mesmas desenvolvessem seus layouts produtivos de forma
departamental ou por processo. O layout por processo consiste em centralizar em um mesmo local
todas as máquinas destinadas a um tipo específico de operação, criando os conhecidos
departamentos: usinagem, extrusão, corte, pintura, tornearia etc. Na medida em que o roteiro de
fabricação de determinado lote de peças exige uma operação de usinagem, o mesmo é movimentado
até o respectivo departamento para ser processado. Após a operação de usinagem, o lote segue para
o próximo departamento estabelecido no roteiro, até sua total conclusão. A Figura 2.2 ilustra esse

Produção Focalizada
Sistemas de Produção
A Produtividade no Chão de Fábrica
25
tipo de arranjo físico. Nessa figura pode-se ver quatro departamentos distintos, com funções
específicas de extrusar, serrar, tornear e soldar.
Tornos
Extrusoras
Serras
Soldas
Figura 2.2 Layout departamental.
Esse tipo de arranjo físico foi a solução encontrada pelas empresas para permitir um
crescimento de produção pelo emprego do tempo ocioso das máquinas. A capacidade de produção
de determinado departamento seria a soma das capacidades individuais das máquinas, não se
admitindo que qualquer uma delas possa ficar parada. Pode-se dizer que o maior incentivador dos
layouts departamentais foi o conceito contábil, amplamente aceito pelas empresas convencionais, de
valor agregado. Segundo esse conceito, cada vez que uma máquina é acionada para beneficiar uma
matéria-prima ou uma peça em processo, está se adicionando valor a essa matéria-prima ou peça,
mesmo que elas fiquem durante um longo tempo em estoques intermediários (WIP) ou de produtos
acabados a espera de clientes para consumi-las. A ênfase é de aumentar a produtividade individual
dos recursos, e não em acelerar o fluxo de conversão de matérias-primas em produtos acabados
segundo as necessidades dos clientes.
Além desse forte motivo de ordem contábil, outros fatores ajudaram a justificar a escolha
por layouts departamentais, como:
facilidade em elaborar o layout: máquinas do mesmo tipo possuem tamanhos e formatos
semelhantes, o que facilita a disposição das mesmas em áreas padronizadas (geralmente
retangulares), simplificando as decisões quanto ao dimensionamento dos espaços e
equipamentos necessários à movimentação e armazenagem dos materiais em processo;
instabilidade na demanda: o baixo relacionamento com clientes leva a instabilidade na
demanda, difundindo o falso conceito de que o layout departamental é a melhor
alternativa para se obter flexibilidade para aceitar qualquer tipo de pedido no curto
prazo;
facilidade no trato com os funcionários: o treinamento, a forma de remuneração e a
busca pela eficiência individual das operações ficam mais fáceis de serem administradas
quando o layout é departamental;
equipamentos de difícil integração: equipamentos de grande porte como fornos, cabinas
de pintura, prensas pesadas etc., ou então máquinas que já transformam matérias-primas

Capítulo 2
Sistemas de Produção
A Produtividade no Chão de Fábrica
26
em produtos acabados, como extrusoras para produtos plásticos, são mais fáceis de
serem dispostas em departamentos do que deslocadas para células.
Infelizmente, a escolha indiscriminada pelo layout departamental levou a uma série de
desperdícios que durante muitos anos ajudaram a deteriorar o desempenho dos sistemas produtivos
com fabricação em lotes, fazendo com que os lead times e os custos dos produtos se ampliassem,
quais sejam:
desperdício de superprodução: quando as máquinas estão agrupadas em departamentos
há dificuldade em sincronizar os setups das máquinas, não se dando ênfase as técnicas de
troca rápida de ferramentas, levando o PCP a programar grandes lotes de fabricação para
diluir esses custos. Com isso gera-se descompasso de quantidade e tempo entre a
produção e a demanda dos itens fabricados;
desperdício de espera: com a produção de grandes lotes e o baixo sincronismo entre os
vários pontos de trabalho, ocorre a formação de filas de esperas antes de cada máquina,
aumentando os lead times dos itens e os estoques do sistema. O gerenciamento dessas
filas pelo PCP, conhecido como seqüenciamento, faz parte das atividades que não
agregam valor aos produtos;
desperdício de movimentação e transporte: no layout departamental as distâncias a
serem percorridas entre cada operação do roteiro de fabricação de um lote de itens é
grande, gerando a necessidade de carregamento, transporte e descarregamento dos itens
de máquina para máquina. Essas funções aumentam de complexidade e custos
proporcionalmente ao tamanho dos lotes;
desperdício de processamento: como no layout departamental a ênfase está na utilização
das máquinas, é comum ocorrer desperdício de tempo por parte dos operadores que
ficam ociosos aguardando que o processamento do lote se complete. O trabalho
especializado repetitivo e de baixa mobilidade (monofuncional) diminui a satisfação dos
operadores e dificulta a implantação de técnicas associadas ao TQC;
desperdício de estoques: a formação de estoques nos próprios departamentos ou em
almoxarifados centralizadores é uma característica marcante do projeto de layouts
departamentais para conviver com os grandes lotes de fabricação e filas de espera nas
máquinas. A ênfase é em atender aos clientes (internos ou externos) com os itens já
existentes nos estoques;
desperdícios de produtos defeituosos: quando um problema ocorre na fabricação de um
lote de itens em uma máquina de um departamento, só é identificado após a inspeção do
lote, geralmente na última etapa do processo. Isso faz com que dentro do sistema
produtivo, potencialmente, todas os itens trabalhados a partir da máquina geradora do
problema estejam defeituosos e devam ser corrigidos. Além disso, com a baixa
comunicação entre os departamentos, é bem provável que apesar de um item
componente não estar sendo produzido em um departamento por problemas quaisquer,
os outros itens componentes continuam seguindo suas prioridades e sendo produzidos
nos demais setores.
Como forma de eliminar, ou pelo menos reduzir, esses desperdícios precisa-se repensar a
disposição das máquinas no layout fabril. Ao invés de agrupá-las por função, deve-se agrupá-las por
produto, focalizando-as a um produto ou família de produtos. A ênfase agora é de acelerar o fluxo
de conversão das matérias-primas em produtos acabados, buscando-se a formação de células que
disponham as máquinas na seqüência necessária a fabricação desses itens. A Figura 2.3 exemplifica
esse tipo de layout celular.

Produção Focalizada
Sistemas de Produção
A Produtividade no Chão de Fábrica
27
Família 1
Família 3 e 4
Família 2
Família 5
Figura 2.3 Layout celular.
Conforme pode-se ver nessa figura, as máquinas antes agrupadas por departamentos com
funções afins agora são distribuídas em células encarregadas de processar completamente uma
família de produtos. Por exemplo, para produzir os itens da família 2 uma serra, dois tornos e uma
máquina de solda são colocadas em seqüência para atender ao roteiro de fabricação dessa família.
Com isso, o fluxo de produção (lead time) dessa família é acelerado. Pode-se empregar o conceito
de produção em fluxo unitário, utilizado originalmente em linhas de montagem contínuas, fazendo
com que os tempos de fabricação sejam reduzidos a praticamente a soma dos tempos das operações
individuais das máquinas. Todos os desperdícios de tempo associados à superprodução, espera,
movimentação e transporte, processamento, estoques e fabricação de produtos defeituosos podem
ser eliminados.
Os tempos que compõem o lead time de um item fabricado de forma intermitente em lotes
podem ser divididos em: tempo de tramitação da ordem de fabricação, tempo de espera na fila do
recurso, tempo de setup, tempo de processamento e tempo de movimentação. Com exceção do
tempo de tramitação da ordem de fabricação, reduzido pela aplicação de um sistema JIT de puxar a
produção, os demais tempos são drasticamente reduzidos, ou até eliminados, com a implantação do
layout celular (a redução dos lead times produtivos será tratada em detalhe no capítulo 5). Ou seja:
tempo de espera na fila: é eliminado pela disposição adequada das máquinas segundo o
roteiro de fabricação do item e pela produção em fluxo unitário. Dessa forma evita-se a
formação de estoques internos à célula, eliminam-se as filas de espera nas máquinas e o
conseqüente seqüenciamento das ordens nas filas, que acarretam tempos e custos
indesejáveis;
tempo de setup: o simples fato de organizar o fluxo de produção por item, ou famílias de
itens, já faz com que as máquinas fiquem alocadas prioritariamente ao item, evitando-se
os setups para o processamento de itens diferentes. Contudo, a própria mudança de
filosofia e a adoção do layout celular estimula e facilita a implantação de técnicas de
redução de setups, que serão discutidas mais adiante no capítulo 5;
tempo de processamento: com a redução dos tempos de setups estimulada pelo layout
celular, pode-se diminuir economicamente o tamanho dos lotes de fabricação, fazendo
com que o tempo médio de processamento dos itens em cada máquina necessária a sua
seqüência de fabricação se reduza, acelerando seu fluxo de conversão em produto

Capítulo 2
Sistemas de Produção
A Produtividade no Chão de Fábrica
28
acabado. O ideal é implantar o conceito de produção em fluxo unitário, onde a cada
tempo de ciclo um item acabado é retirado da célula;
tempo de movimentação: a aproximação das máquinas com o layout celular faz com que
as distâncias entre elas sejam mínimas, reduzindo a necessidade de movimentação dos
itens. Por outro lado, a produção em fluxo unitário ou em pequenos lotes permite que a
movimentação dos itens possa ser feita pelo próprio operador manualmente, evitando-se
o uso de equipamentos dispendiosos e espaços físicos para a movimentação e
posicionamento desses equipamentos.
Como conseqüência direta da redução dos lead times de fabricação dos itens, a adoção do
layout celular aumenta a flexibilidade do sistema produtivo e diminui a necessidade de estoques em
processo (WIP) entre células, pois há uma conversão mais rápida dos itens em produtos acabados,
podendo-se atender diretamente a demanda com a produção. Por outro lado internamente nas
células, empregando-se a produção em fluxo unitário, o item trabalhado em uma máquina é
imediatamente transferido para a próxima máquina da célula após o tempo de ciclo, não permitindo
a formação de WIP interno, a não ser em casos onde haja necessidade de conectar operadores ou
introduzir um tempo para inspeção ou cura dos itens.
Um bom exemplo desse potencial de ganhos é a fábrica da Azaléia em Parobé (RS) que
produz tênis esportivos da marca Olympikus (CAETANO, 1997 : 44). Após a implantação de
células de produção baseada nos conceitos da filosofia JIT/TQC, a Azaléia reduziu o lead time de
fabricação dos seus tênis de cinco dias para três horas e meia, fazendo com que os pedidos dos
clientes que antes eram atendidos dentro de um prazo médio de três meses caíssem para apenas dez
dias. A partir dessa melhora na velocidade e flexibilidade da produção, os lojistas ganharam a
liberdade de fazerem seus pedidos em grades abertas, só repondo os tamanhos que tenham mais
saída. Em virtude do tênis ser um produto com ciclo de vida curto (alguns não ultrapassam três
semanas no mercado, e os melhores ficam por seis messes), esse aumento de flexibilidade permitiu
que a Azaleia obtivesse uma grande vantagem competitiva em relação à concorrência ao atender sua
demanda (12.000 varejistas) de forma diferenciada, adaptando-se às variações da demanda a baixo
custo (seus tênis, com o mesmo desempenho e nível de qualidade, são oferecidos a preços 25%
inferiores dos importados).
Outra questão importante, com a possibilidade de empregar o conceito de produção em
fluxo unitário, eliminando-se os estoques em processo entre máquinas, é que as células contribuem
para a inspeção imediata da qualidade pelo próprio operador que, ao manusear a peça, pode pegar
imediatamente o defeito, evitando sua multiplicação. A auto inspeção, as inspeções sucessivas e a
inspeção na fonte fazem parte das técnicas de inspeção 100% dentro do conceito de “autonomação”
(MONDEN, 1984 : 81-91), ou controle autônomo dos defeitos. A autonomação procura incorporar
ao processo produtivo dispositivos à prova de erros para permitir a liberação do operador da atenção
constante à máquina, possibilitando a polivalência de forma mais ampla. Esses assuntos serão
ampliados nos capítulos cinco e seis.
2.2.1 Configuração das células de fabricação
Um ponto fundamental para implantar o layout celular em processos de fabricação repetitiva
em lotes consiste na escolha das máquinas que irão compor as células. Dentro desse aspecto dois
pontos devem ser levantados. O primeiro diz respeito a definição de grupos de itens passíveis de

Produção Focalizada
Sistemas de Produção
A Produtividade no Chão de Fábrica
29
serem trabalhados em uma célula. O segundo refere-se ao balanceamento da capacidade produtiva
das máquinas com a demanda dos itens nela processados.
Como forma de resolver a primeira questão, desde a década de 50 quando o engenheiro
russo Mitrofanov desenvolveu a idéia de agrupar peças com similaridade geométrica em famílias
para serem processadas em uma única máquina, o termo “Tecnologia de Grupo” tem sido
empregado como referencial nessa área. Segundo a visão de especialistas na área de projeto
(LORINI, 1993 : 17) a Tecnologia de Grupo é considerada como “uma filosofia que define a
solução de problemas explorando semelhanças para se obter vantagens operacionais e econômicas
mediante um tratamento de grupo”. A Tecnologia de Grupo pode empregar diferentes metodologias
para agrupar famílias de itens passíveis de serem fabricados em células de manufatura através da
exploração de características comuns de projeto ou de processo desses itens.
Segundo Lorini (LORINI, 1993 : 20-28), os métodos empregados pela Tecnologia de Grupo
para a definição das famílias de itens a serem processados em uma célula podem ser divididos em
quatro grupos básicos:
inspeção visual: busca identificar famílias de itens pela análise visual de suas
características. É um método simples e rápido recomendado para soluções iniciais de
focalização, ficando limitado à experiência do analista e ao número de itens que
fisicamente podem ser manuseados;
análise do fluxo de produção (PFA): procura agrupar os itens levando em consideração
os seus roteiros de fabricação, ou fluxos de produção, através das máquinas. Os itens são
agrupados pela similaridade de roteiros, independente de suas características
dimensionais. Nesse método emprega-se uma matriz de incidência peça/máquina
preenchida com os índices 0 ou 1 (1 se a peça passa pela máquina da respectiva linha e 0
se a peça não passa pela máquina) onde são permutadas linhas e colunas, pelo emprego
de algoritmos de formação de grupos (clustering), com o objetivo de diagonalizar a
matriz e encontrar os itens que podem ser processados em grupos de máquinas. A Figura
2.4 apresenta um exemplo de matriz de incidência onde a partir de uma situação inicial
(a) se obtêm, através de trocas de posições nas linhas e colunas, uma situação idealizada
(b) que deixa claro a formação de duas células para os grupos de itens;
classificação por código: tem por objetivo desenvolver um sistema de código que
permita codificar os itens por atributos de projeto, processo ou ambos de maneira que, ao
se analisar os códigos dos itens, possa-se formar famílias com semelhanças de atributos.
A classificação por código é fundamental quando se busca uma visão integrada de
manufatura por computador (CIM) no sentido de permitir um fluxo rápido e lógico das
informações entre as etapas de engenharia (CAE), projeto (CAD), planejamento do
processo (CAPP) e manufatura (CAM);
reconhecimento de padrões: busca estabelecer algumas características geométricas ou
tecnológicas padrões para serem comparadas com as características dos itens que se
pretende agrupar de forma a obter certa similaridade entre esses itens. Empregam-se
funções analíticas para quantificar o grau de semelhança entre a característica do item e
o respectivo padrão, podendo inclusive ser utilizada ponderações diferentes conforme se
queira dar maior importância a determinada característica no agrupamento.
Dos métodos disponíveis para compor células dentro da Tecnologia de Grupo, o mais
adequado segundo os princípios de focalização da produção aqui tratados é o da análise do fluxo de
produção, pois pode ser empregado de forma rápida sem a necessidade de compor códigos
complexos que demandam tempo e retardam a implantação do JIT. Segundo Harmon e Peterson

Capítulo 2
Sistemas de Produção
A Produtividade no Chão de Fábrica
30
(HARMON, 1991 : 157) “... a experiência da Andersen Consulting em mais de 400 fábricas em
todo o mundo mostrou não ser preciso codificar peças de modo a identificar possíveis células”.
Schonberger (SCHONBERGER, 1988 : 120) coloca que só o processo de codificação das
características dos itens pode levar alguns anos e que isso tende a atrapalhar o ritmo do progresso
em focalizar a produção.
Peça1 Peça2 Peça3 Peça4 Peça5
Máquina1 0 1 0 1 0Máquina2 1 0 1 0 0Máquina3 1 0 0 0 0Máquina4 0 1 0 1 1Máquina5 0 0 0 1 1Máquina6 1 0 1 0 0
Peça1 Peça3 Peça2 Peça4 Peça5
Máquina2 1 1 0 0 0Máquina3 1 0 0 0 0Máquina6 1 1 0 0 0Máquina1 0 0 1 1 0Máquina4 0 0 1 1 1Máquina5 0 0 0 1 1
a - matriz de incidência inicial
b - matriz de incidência final
Célula 1
Célula 2
Figura 2.4 Matriz de incidência peça/máquina.
Dentro dessa ótica, não se deve confundir a informatização das informações visando a
automação industrial com o conceito gerencial de produção focalizada. A produção focalizada pode
ser implementada com máquinas convencionais de operação manual ou com robôs e modernos
centros de usinagem CNC. O importante é que ao se focalizar a produção com os equipamentos
disponíveis no momento, os desperdícios serão potencializados e poderão ser mais facilmente
identificados e eliminados, fazendo com que a futura implantação de novas tecnologias de produção
possa ser feita de forma racional e produtiva. Um estudo desenvolvido pelo Massachusetts Institute
of Tecnology durante cinco anos dentro da cadeia produtiva automobilística (WOMACK, 1992 : 85)
concluiu que fábricas de alta tecnologia mal organizadas acabam adicionando tantos técnicos
indiretos e pessoal de manutenção extra que suplantam os ganhos obtidos pela remoção via
automação dos trabalhadores diretos.
Uma vez agrupados os itens por famílias com características afins, a questão seguinte na
montagem de células visando a focalização da produção nos sistemas de produção em lotes refere-
se ao balanceamento da capacidade produtiva das máquinas com a demanda dos itens nela
processados. Inicialmente, o formato das células tem um fator determinante nesse balanceamento da
demanda com a capacidade. O desenho ideal para a montagem de células é o com formato em “U”,
podendo-se empregar também os formatos de “V” ou “L”, ou combinações desses formando uma
serpentina. Existe algumas vantagens importantes em se empregar o layout celular com formato em
“U” (MONDEN, 1984 : 57-59), quais sejam:

Produção Focalizada
Sistemas de Produção
A Produtividade no Chão de Fábrica
31
manutenção de um ritmo de produção: como os postos de entrada e de saída da célula
estão dispostos próximos, pode-se delegar essas operações a um único operador, fazendo
com que o mesmo ao colocar um item para operar na primeira máquina opere e retire,
em seqüência, um item pronto da última máquina. Dessa forma, desde que não seja
permitido formar estoques internamente, esse operador dará o ritmo de produção para a
célula como um todo, garantindo um padrão para o tempo de ciclo da célula;
flexibilidade na capacidade de produção: as células em forma de “U” permitem que as
tarefas sejam distribuídas por um número variável de operadores visando adequar sua
capacidade produtiva à demanda. Conforme a demanda cresça, diminuindo o tempo de
ciclo necessário para seu atendimento, pode-se alocar mais operadores na célula para
redistribuir as atividades pelos mesmos dentro desse novo tempo de ciclo. A Figura 2.5
ajuda a ilustrar essa característica. Essa figura apresenta uma célula com sete máquinas
onde, por exemplo, para uma demanda de 240 peças por turno de 8 horas (tempo de
ciclo = 2,0 minutos/unidade), pode-se trabalhar com dois operadores: o primeiro
executando as operações nas máquinas 1, 6 e 7, e o segundo nas máquinas 2, 3, 4, e 5 a
intervalos de 2 minutos. Com a mudança da demanda, por exemplo, para 320 unidades
por turno (tempo de ciclo = 1,5 minutos/unidade), adiciona-se mais um operador e se
redistribui as funções de maneira que cada operador cumpra um ciclo de 1,5 minutos: o
primeiro operador se encarrega das máquinas 1 e 7, o segundo das máquinas 2 e 6, e o
terceiro das máquinas 3, 4 e 5;
Três operadores
Tempo de Ciclo
de 1,5 min./unidade
Dois operadores
Tempo de Ciclo
de 2,0 min./unidade
Figura 2.5 Flexibilidade na capacidade de produção.
manutenção do padrão individual da operação: um dos pontos cruciais para se produzir
produtos com qualidade assegurada dentro da visão estratégica do TQC é a manutenção
de um padrão operacional e o constante monitoramento desse padrão. As células em
forma de “U” permitem que se altere a capacidade de produção, pela adição ou redução
do número de operadores, sem contudo alterar o padrão de trabalho individual em cada
máquina, ou seja, a alteração na capacidade de produção se dará pela redução ou
aumento do número de operações padrões que cada operador executará dentro de um
dado tempo de ciclo, e não pela aceleração, ou redução, dos ritmos individuais de
trabalho em cada máquina como no processo convencional de produção. Além disso, o

Capítulo 2
Sistemas de Produção
A Produtividade no Chão de Fábrica
32
trabalho em grupo com tempos de ciclo predeterminados e o layout celular fazem com
que cada operador seja obrigado a manter o padrão individual do trabalho para atender a
demanda do seu “cliente” interno. Caso algum ponto do sistema tenha problemas e não
consiga completar as operações padrões dentro do tempo de ciclo, isso se tornará
evidente e prontamente poderá ser resolvido pela aplicação do conceito de “ajuda
mútua” entre os operadores;
facilidade em adequar o layout as instalações: o formato em “U”, ou em serpentina,
permite que as células possam ser comprimidas ou expandidas para se enquadrarem
dentro das dimensões atuais das fábricas, evitando gastos com novas instalações.
Levando-se em conta que novos produtos possam vir a ser fabricados, e que alguns dos
atuais deixem de ser fabricados no futuro, o potencial de reorganização das células é um
fator importante a ser considerado.
Essas vantagens advindas do balanceamento entre velocidade de produção (tempo de ciclo)
e demanda a partir da polivalência dos operadores, está baseada no conceito de que não é uma tarefa
fácil em processos de fabricação repetitiva em lotes balancear precisamente as capacidades das
máquinas com a demanda esperada. A ênfase deve ser dada em cima da necessidade em se acelerar
o fluxo produtivo, mesmo que para isso ocorra um certo nível de ociosidade nas máquinas. Harmon
e Peterson (HARMON, 1991 : 167-171) consideram uma falácia certos mitos sobre utilização de
recursos e capacidade que tendem a postergar a decisão de transformar o layout convencional em
celular, quais sejam: os tempos de processamento e as capacidades das máquinas nas células devem
ser equilibrados; a capacidade das máquinas pode ser plenamente utilizada; e as demandas de longo
prazo das máquinas podem ser precisamente previstas. A demora no reconhecimento de que esses
fatores são de difícil obtenção em processos repetitivos em lotes acaba retardando a implantação da
focalização da produção.
É comum nas fábricas com processos repetitivos em lotes a utilização das máquinas estar
bem abaixo da sua capacidade plena pois sempre existirá um ponto gargalo interno ou externo que
limitará a necessidade de acionamento dos recursos. Quando o gargalo for o mercado, a produção
plena estará apenas adicionando estoques ao almoxarifado. Esse desbalanceamento se deve a lógica
convencional de repor equipamentos a medida em que a demanda cresce. Schonberger
(SCHONBERGER, 1988 : 84) chama a isso de o “ciclo da supermáquina”, que é geralmente o
seguinte:
1. a demanda aumenta e é decidido adicionar capacidade produtiva;
2. a engenharia pesquisa os equipamentos disponíveis no mercado de máquinas-operatrizes e
seleciona uma com capacidade para atender a demanda projetada para os próximos três a
cinco anos;
3. a máquina escolhida é instalada, após algumas semanas ou meses de ajuste, e opera de
forma subtilizada nos dois ou três anos seguintes;
4. finalmente, após alguns anos a demanda atinge a capacidade da máquina e ela é operada
plenamente, o que permite pouco tempo para sua manutenção;
5. com a capacidade produtiva estourada e a baixa confiabilidade operacional, a empresa
decide por substituir a máquina por outra nova e repete o ciclo da supermáquina.
Um ponto importante nessa discussão sobre o balanceamento da capacidade produtiva da
célula é a questão contábil da absorção dos custos de depreciação dos equipamentos pelos itens
produzidos. Convencionalmente, as empresas tentam tirar o máximo de produção das máquinas em
um curto espaço de tempo, balanceando os processos pela capacidade máxima de operação das
máquinas e não pela demanda dos clientes. Nesse aspecto a Toyota (SHINGO, 1996 : 107)

Produção Focalizada
Sistemas de Produção
A Produtividade no Chão de Fábrica
33
considera que em situações onde a capacidade de produção dos recursos está acima da capacidade
de absorção pela demanda, é preferível manter baixa a taxa de utilização das máquinas à manter
ociosa a mão-de-obra. Esse raciocínio deriva de dois pontos de vista peculiares. Primeiro, o de que
máquinas e equipamentos bem utilizados com manutenções eficientes, mesmo após serem
contabilmente depreciados, continuarão a ser empregados gerando lucro. Segundo, o custo por hora
do operador é geralmente maior do que o custo de depreciação da máquina e continuará a ocorrer
mesmo que o operador fique parado, enquanto que uma máquina parada não está se depreciando
“fisicamente”. O emprego de células com operadores polivalentes fez com que a Toyota obtivesse
uma produtividade por trabalhador de 20 a 30% superior as outras empresas concorrentes.
Em decorrência dessa lógica de raciocínio, procura-se evitar o emprego das
“supermáquinas” pois capacidade produtiva em excesso dificulta o nivelamento da produção com a
demanda. Dessa forma, quando se têm muita variedade de itens com demandas médias ou baixas,
característica comum nos processos repetitivos em lotes, é mais conveniente montar células com
equipamentos de baixa velocidade, mais baratos e fáceis de comprar e manter em operação. Além
disso, equipamentos simples podem ser mais facilmente adaptados na célula a um tipo específico de
operação em uma família de itens, implantando o conceito de “sistemas de construção para
colocações finitas”, que irá acelerar ainda mais a conversão dos itens em produtos acabados e
eliminar os ajustes nas operações de setup.
Uma vantagem adicional com o emprego de máquinas mais simples é a possibilidade de
planejar o crescimento da capacidade produtiva da fábrica através da montagem de células em
duplicatas. Com isso, por um lado consegue-se manter uma certa segurança caso algum dos
equipamentos da célula principal venha a quebrar, e, por outro, consegue-se manter o
balanceamento das células mais próximo da demanda com a possibilidade de se acionar as diversas
células em ritmos (tempos de ciclo) ou turnos diferentes.
Por exemplo, uma família de itens pode ser produzida em duas células semelhantes. Quando
a demanda desses itens está alta, ambas as células operam em dois turnos produzindo os mesmos
itens. Porém, quando a demanda baixa, uma célula pode continuar operando em dois turnos e a
outra pode passar a operar um turno com essa família e o outro com outra família de itens. Caso a
demanda venha efetivamente a se reduzir pela metade, pode-se deixar apenas uma célula
trabalhando com esses itens e a outra, por ter máquinas mais simples, pode ser convertida para a
produção de outros itens.
2.3 FOCALIZAÇÃO NOS PROCESSOS DE MONTAGEM
Os processos de montagem, diferentemente dos processos de fabricação repetitiva em lotes,
são processos de fabricação com características de produção repetitiva em massa onde ficam mais
fáceis as aplicações dos conceitos de focalizar a produção à linhas de produtos padronizados.
Conforme foi caracterizado no capítulo inicial, os processos de produção repetitivos em massa são
empregados na fabricação em grande escala de produtos altamente padronizados, onde a demanda
pelos produtos são estáveis fazendo com que seus projetos tenham poucas alterações no curto prazo,
possibilitando a estruturação de linhas cativas para a montagem dos mesmos. Quando há
necessidade de grandes investimentos em tecnologia, pode-se amortizá-los durante um longo
período de produção com altos volumes.

Capítulo 2
Sistemas de Produção
A Produtividade no Chão de Fábrica
34
Aparentemente os processos, ou linhas, convencionais de montagem já estão de acordo com
as questões tratadas nesse capítulo. Seu layout procura facilitar o fluxo, os produtos possuem linhas
focalizadas, os operadores seguem tempos de ciclo padrões para garantir o ritmo, os estoques de
itens são colocados próximos ao local de uso etc. No entanto, o projeto de processos de montagem
com desempenho superior em qualidade e produtividade proposto pela filosofia JIT/TQC apresenta
diferenças em relação ao convencional quanto ao seu formato, tamanho, número de produtos por
linha, distribuição de tarefas e sinalizações de auxílio à produção. Essas questões serão discutidas a
seguir.
Inicialmente cabe salientar duas características associadas aos processos de montagem que
fazem com que os processos convencionais possam ser remodelados de forma simples e com
ganhos significativos. Primeiro, a grande maioria dos processos de montagem fazem uso intensivo
de mão-de-obra permitindo que técnicas motivacionais de trabalho em equipe possam ser
implantadas. Os investimentos nesse caso são muito inferiores aos investimentos em tecnologia, e
os ganhos potenciais de qualidade e produtividade dos montadores maiores. Segundo, os processos
de montagem são na sua grande maioria os geradores dos estoques por toda a fábrica. O tamanho da
linha está associado ao uso intensivo de estoques amortecedores (buffers) de componentes dentro da
mesma. Uma melhora no desempenho da linha fará com que não só os estoques diretos na linha se
reduzam, mas também que os estoques por toda a fábrica sejam solicitados de forma organizada e
previsível. Reduzindo a necessidade de buffers haverá redução de espaços físicos, de tamanhos de
lotes e contenedores, e aproximará os operadores simplificando a burocracia para administrá-los.
Nos processos convencionais de montagem costuma-se dedicar cada linha a um produto
específico, bem como procura-se concentrar toda a montagem do produto em uma única linha.
Essas decisões são tomadas com base em que uma linha cativa reduz o tempo de ciclo de conversão
dos estoques em produtos acabados, permitindo que operações paralelas simples e menores possam
ser projetadas e que a mão-de-obra alocada para essas operações possa ser treinada mais
rapidamente. Dentro dessa visão, o baixo envolvimento dos operadores com os produtos montados
é estimulado pela excessiva subdivisão das tarefas. O aumento de produção se dá pela adição de
mais operadores na linha executando a mesma tarefa. Dessa forma o tamanho das linhas
convencionais tende a ser grande, visto que o tamanho de uma linha é proporcional ao número de
postos de trabalho e aos estoques de materiais dentro da mesma.
Contudo, em determinadas situações, pode ser vantajoso repensar esse paradigma,
desenhando linhas para montar dois, três, ou até quatro produtos simultaneamente trazendo algumas
vantagens significativas, quais sejam:
redução de espaço físico: quando dois ou mais produtos tiverem componentes comuns
pode-se juntar as linhas individuais em uma linha mista com necessidade menor de
espaço físico pois os buffers dos componentes comuns serão reduzidos;
ritmo regular de produção: a combinação das demandas dos produtos é mais estável do
que as demandas individuais dos mesmos, tendendo a um valor médio que dará o ritmo
da linha mista. Pode-se empregar mais facilmente o conceito de nivelamento do
programa-mestre de produção com a composição da demanda, passando também para os
processos fornecedores demandas niveladas, evitando-se a formação excessiva de
estoques em processo;
redução de defeitos: o trabalho em uma linha mista exige um grau de atenção maior dos
montadores, fazendo com que se erre menos devido a redução do tédio pela repetição
exagerada de operações únicas. Os montadores se sentem mais motivados com o
emprego da polivalência e da ajuda mútua;

Produção Focalizada
Sistemas de Produção
A Produtividade no Chão de Fábrica
35
segurança e flexibilidade: com a montagem de linhas mistas a possibilidade de transferir
produtos de uma linha para outra caso ocorra algum problema é maior. Nesse sentido,
pode-se também projetar mais de uma linha para um mesmo produto, ao invés de linhas
únicas com atividades em paralelo executadas por vários operadores. Dessa forma se tem
mais flexibilidade para solucionar problemas de paradas de linha e alocações de
demandas.
Assim como nos processos de fabricação repetitivos em lotes, o layout das linhas de
montagem tem um significado próprio no atendimento das metas de redução dos desperdícios e
aumento da qualidade da filosofia JIT/TQC. Convencionalmente, as linhas de montagem são
modeladas de forma retilínea. Esse formato, quando as linhas são muito grandes, dificulta as
comunicações entre os postos e a supervisão das tarefas, limitando a movimentação dos operadores
e o potencial de ajuda mútua entre eles. Como as distâncias são grandes, tende-se a implementar
equipamentos caros e automatizados para movimentação das plataformas onde serão montados os
itens. Talvez o principal problema seja o baixo envolvimento dos operadores com o resultado global
da linha, pois cada um deles ficará restrito a sua área de atuação sendo pressionado a manter um
ritmo de produção acelerado.
A proposta da produção JIT, conforme foi visto nos tópicos anteriores, é fazer com que o
layout da fábrica favoreça as ações de trabalho em grupo voltadas para a garantia da qualidade.
Nesse sentido as linhas de montagem devem dar prioridade ao formato em “L” ou “U” para as
pequenas linhas (de dois a oito posições), e ao formato em serpentina para linhas maiores. A Figura
2.6 ilustra uma linha em serpentina.
Armazenagem Focalizada
Armazenagem Focalizada
Arm
azenag
em F
ocalizad
a
Figura 2.6 Linha em serpentina.
As vantagens do formato em “U”, ou em serpentina (uma extensão do formato em “U”), já
foram citadas anteriormente na análise dos processos intermitentes em lotes, e também se aplicam
às linhas de montagem, quais sejam: manutenção de um ritmo de produção pelo sincronismo dos

Capítulo 2
Sistemas de Produção
A Produtividade no Chão de Fábrica
36
tempos de ciclo dos operadores; flexibilidade na capacidade de produção pela adição/remoção de
operadores; manutenção do padrão individual de operação independente dos tempos de ciclo; e
facilidade em adequar o layout as instalações pela compressão ou expansão da linha. Além dessas
vantagens já citadas, os layouts para linhas de montagem baseados no formato em “U” reduzem as
distâncias e os custos de retorno dos contenedores e plataformas de montagem vazias para o início
da linha, e favorecem a distribuição e movimentação dos estoques em processo, que podem ser
focalizados ao redor da área de montagem, acelerando o fluxo e reduzindo os espaços físicos
necessários.
Outra vantagem que pode ser obtida com as linhas de montagem em forma de “U” é a
possibilidade de desenvolver um layout global focalizado, integrando linhas de submontagens e
células de fabricação de peças componentes ao redor da linha de montagem final.
Um ponto importante relacionado com o layout das linhas de montagem diz respeito à forma
de acionamento da linha entre os postos de trabalho. Pode-se empregar linhas de acionamento
contínuo ou linhas com velocidade controlada pelo próprio montador, também chamadas de linhas
“stop-and-go”. A Figura 2.7 ilustra o funcionamento dessas duas alternativas.
Linha de velocidade controlada
Linha de acionamento contínuo
Figura 2.7 Forma de acionamento das linhas de montagem.
As linhas de montagem convencionais empregam o acionamento contínuo como forma de
buscar um incremento de produtividade pelo isolamento e multiplicação da ação individual dos
montadores. Ou seja, conforme pode ser visto na Figura 2.7, os montadores são dispostos “fora” da
linha de montagem que, por sua vez, segue um ritmo contínuo de acordo com o tempo de ciclo
necessário para atender a demanda do produto que está sendo montado. Cada montador possui um
estoque amortecedor (buffer) junto ao seu posto de trabalho e exerce um conjunto fixo de operações
de montagem. Sempre que ele completa suas operações, coloca o produto que está sendo montado
na linha e busca novo produto junto ao seu buffer para executar suas operações. Os buffers são

Produção Focalizada
Sistemas de Produção
A Produtividade no Chão de Fábrica
37
projetados para absorver diferenças de ritmos de trabalho e problemas de forma geral. Caso a
demanda pelo produto montado se altere, acelera-se, ou reduz-se, a velocidade da linha para se
adequar ao novo tempo de ciclo exigido, e colocam-se, ou retiram-se, postos de trabalho com
funções idênticas de forma a manter a linha abastecida.
Nas linhas de acionamento contínuo é mais fácil fazer o balanceamento das atividades em
função das mudanças de demanda pela adição, ou subtração, dos montadores. Também é mais fácil
manter a linha operando pelo emprego dos buffers, mesmo que algum problema venha a acontecer
com algum montador. Linhas convencionais de montagem desse tipo estão mais preocupadas em
manter o nível de produção final de acordo com o previsto, do que buscar alternativas para uma
montagem eficiente, não só em termos de quantidade, mas principalmente quanto à qualidade e
custo do produto. Por outro lado, as linhas de montagem de sistemas de produção JIT procuram
atingir um nível superior de eficiência global com o uso de velocidades controláveis pelos próprios
montadores, dentro da lógica de puxar a produção.
A linha de velocidade controlada, como pode ser visto na Figura 2.7, posiciona os
montadores dentro da linha, obrigando-os a trabalharem em sincronia com o tempo de ciclo da
linha. Cada montador deve receber um número específico de tarefas que possa ser executado dentro
do tempo de ciclo definido pela demanda dos produtos. Caso a demanda, e consequentemente o
tempo de ciclo, pelo produto montado se altere, acelera-se, ou reduz-se, a velocidade da linha pela
adição, ou redução, do número de montadores que passarão a executar um novo conjunto de tarefas
dentro do novo tempo de ciclo estabelecido. A capacidade de produção da linha com velocidade
controlada é administrada pela mudança no conjunto de operações distribuída entre os montadores,
limitando dessa forma o tamanho viável que a linha pode atingir. Por outro lado, a linha
convencional de acionamento contínuo pode crescer teoricamente de forma ilimitada pois sempre
pode-se adicionar novos operadores e duplicar as tarefas para se obter tempos de ciclos mais
rápidos.
O ideal em uma linha de velocidade controlada é não manter buffers entre os montadores, de
forma que cada montador, ao completar seu conjunto de operações dentro do tempo de ciclo, passe
o produto que está sendo montado diretamente ao próximo montador. Isso garante a produção
puxada, fazendo com que só se exerçam atividades em cima de produtos que realmente estejam
sendo solicitados pelos clientes. O funcionamento da linha dessa forma obriga a eliminação de
desbalanceamento entre os postos, torna mais visível os problemas e garante taxas de produção
mais altas. Contudo, essa forma ideal de trabalho em linhas de montagem não é fácil de ser atingida
e necessita da aplicação conjunta de duas técnicas japonesas, características da filosofia JIT/TQC,
que são a ajuda mútua e os painéis de aviso (andon).
Conforme coloca Taiichi Ohno (OHNO, 1997 : 44), criador do Sistema Toyota de Produção,
os locais de trabalho dentro da empresa devem ser vistos como uma corrida de revezamento. Cada
operador deve passar o produto de sua operação diretamente ao próximo posto de trabalho. Essa é a
síntese da técnica de ajuda mútua. Caso ocorra algum problema com um dos postos adjacentes ao
seu, o operador deverá ajudá-lo a resolver o problema e, só então, retornar ao seu trabalho. O
objetivo do sistema produtivo deve ser sempre o de acelerar o fluxo de conversão dos produtos, e
não o de acelerar o ritmo das atividades individuais dos operadores, principalmente em linhas de
montagem onde o trabalho manual pode ser indiscriminadamente acelerado.
Com montadores polivalentes e a ajuda mútua entre eles, as linhas de montagem podem ser
balanceadas sem a necessidade do levantamento de padrões teóricos de trabalho muito detalhados,
pois deve-se buscar a velocidade natural de cada operador. A distribuição das tarefas passa a ser

Capítulo 2
Sistemas de Produção
A Produtividade no Chão de Fábrica
38
uma função do grupo de montadores, administrada pelo supervisor da linha. Indiretamente o
trabalho em grupo faz com que os montadores sejam disciplinados pelo grupo a manter o tempo de
ciclo preestabelecido, reduzindo a necessidade de ajudas mútuas.
A ajuda mútua é uma alternativa mais inteligente de manter a linha operando sem a
necessidade de buffers. Contudo, em algumas situações os estoques protetores ainda são
necessários. Por exemplo, se os tempos de ciclo forem muito curtos, ou se a atividade de montagem
não permitir que mais de um montador participe simultaneamente do processo, os buffers ainda
terão que ser usados. Uma alternativa para garantir inicialmente a segurança de uma linha pode ser
a de colocar buffers apenas entre grupos, ou equipes, de montadores, de forma que dentro das
equipes se empregue a ajuda mútua, evitando-se os estoques.
Em conjunto com a ajuda mútua há necessidade de se colocar dispositivos de sinalizações,
conhecidos como andons, para indicar que um problema ocorreu e que necessita ser corrigido. Um
exemplo clássico do emprego de andons na linha de montagem da Toyota, apresentado por Monden
(MONDEN, 1984 : 87), consiste em equipar a linha com lâmpadas de chamada e quadros
luminosos. As lâmpadas de chamada, em diferentes cores, são utilizadas pelo montador para
solicitar a ajuda do supervisor, ferramenteiro, mecânico da manutenção ou outro montador que
possa solucionar o problema. São afixadas suspensas no alto da linha, em conjunto com um quadro
luminoso que acende uma de suas células para indicar em qual posto de trabalho está ocorrendo o
problema. Com esse sistema o montador solicita ajuda e, caso o problema não seja solucionado a
tempo, pode inclusive acionar um interruptor para parar toda a linha. Dessa forma, nenhum
problema passa despercebido pelo grupo e o princípio de melhoramento contínuo pode ser colocado
em prática.
Outra forma de aplicar o andon para manter o ritmo de linhas de montagem, consiste em
estabelecer um tempo de movimentação para a esteira transportadora associado ao tempo de ciclo
que se espera da linha. Ao final de cada tempo de ciclo, o montador que concluiu suas tarefas
aciona um interruptor dando autorização individual para que a esteira se movimente.
Simultaneamente sua luz de sinalização troca da cor amarela (operando) para verde (livre). Quando
todos os montadores acionam seus interruptores, a esteira transporta os produtos para os postos
seguinte. Caso algum montador não consiga terminar suas operações a tempo, a esteira não se
movimenta e a luz amarela sinaliza quem está com problemas.
2.4 FOCALIZAÇÃO NA ARMAZENAGEM E MOVIMENTAÇÃO
Para completar esse capítulo sobre as questões relativas à focalização da produção está
faltando apresentar algumas considerações a respeito do que ocorre com a armazenagem e a
movimentação dos materiais em uma fábrica focalizada, já que em fábricas convencionais a rotina
em torno dos materiais é bem conhecida. Essa rotina tem sua origem na própria lógica de
funcionamento dos sistemas convencionais que admitem como indispensáveis os estoques para
resolver uma série de problemas (TUBINO, 1997 : 106-107) estruturais de funcionamento interno,
ou externo, do sistema, quais sejam:
garantir a independência entre etapas produtivas: a colocação de estoques
amortecedores entre etapas de produção ou distribuição da cadeia produtiva permite que
essas etapas possam ser encaradas como independentes das demais. Qualquer problema
que uma dessas etapas tenha não será transferido para as demais;

Produção Focalizada
Sistemas de Produção
A Produtividade no Chão de Fábrica
39
permitir uma produção constante: sistemas produtivos que possuem variações sazonais
na sua demanda ou nas suas matérias-primas, estocam produtos acabados ou matérias-
primas para evitar que o ritmo de produção sofra grandes saltos nesses períodos;
possibilitar o uso de lotes econômicos: algumas etapas do sistema produtivo só permitem
a produção ou a movimentação econômica de lotes maiores do que a necessidade de
consumo imediata, gerando um excedente que precisa ser administrado;
reduzir os lead times produtivos: a manutenção de estoques intermediários dentro dos
sistemas produtivos permitem que os prazos de entrega dos produtos possam ser
reduzidos, pois ao invés de esperar-se pela produção ou compra de um item, pode-se
retirá-lo do estoque e usá-lo imediatamente;
como fator de segurança: variações aleatórias na demanda são administradas pela
colocação de estoques de segurança baseados no erro do modelo de previsão. Outros
problemas como a quebra de máquinas, o absenteísmo, a má qualidade do que é
produzido, uma programação da produção ineficiente, entregas de fornecedores fora do
prazo etc. também são administrados com a colocação de estoques protetores;
para obter vantagens de preço: algumas empresas incrementam seus níveis de estoques
para se prevenir de possíveis aumentos de preços, normalmente dos materiais comprados,
ou ainda, compram em quantidades superiores as necessárias visando obter desconto no
preço unitário. Por outro lado, as empresas também aumentam os níveis de estoques dos
produtos acabados quando sentem que seus preços no mercado irão subir.
Em conseqüência desses fatores a armazenagem e movimentação dos materiais nos sistemas
convencionais sempre foram vistas como funções operacionais indispensáveis, que deveriam ser
administradas com as melhores e mais modernas técnicas de gestão de estoques. Nesse sentido, as
empresas centralizaram a administração dos materiais em grandes almoxarifados que permitissem, e
justificassem economicamente, investimentos em sistemas de armazenagem e acesso automatizados
visando aumentar a produtividade dessas funções. Como os materiais representam algo em torno de
60% dos custos produtivos, facilmente se justificam investimentos nesses almoxarifados centrais
que trouxessem reduções de estoques da ordem de 5% ou menos.
Com a focalização da produção em unidades bem definidas de negócios e a aplicação de
técnicas de produção JIT que elevam os níveis de confiabilidade e produtividade dos sistemas
produtivos, os estoques deixaram de ter essa importância estratégica e passaram a ser tratados como
apenas mais um fator de produção que deve ser racionalizado. Dessa forma, na busca pela
agilização do fluxo de materiais dentro do sistema produtivo, a produção focalizada se propôs a
descentralizar os almoxarifados centrais e distribuir os estoques do sistema o mais perto possível do
ponto de uso. Com isso, busca-se delegar mais autoridade e responsabilidade gerencial pelos
estoques aos próprios operadores da produção, e reduzir todos os custos associados as funções de
armazenagem e movimentação dos materiais. Os investimentos em automação para acelerar o fluxo
de materiais acabam sendo desnecessários.
A Figura 2.8 ajuda a ilustrar a configuração descentralizada dos estoques em um sistema de
produção focalizado. Nesse sistema cada subfábrica se encarrega de administrar suas próprias
necessidades de materiais internas ou externas. No âmbito externo, os fornecedores de matérias-
primas e peças componentes fazem suas entregas diretamente à subfábrica correspondente, sem
passar por toda a burocracia convencional de recepção e inspeção de cargas e documentação. O
ideal é que ao melhorar o relacionamento com os fornecedores e transportadores, as entregas sejam
feitas em pequenos lotes, em contenedores padronizados, em um ritmo compassado com a
demanda. Mais adiante no capítulo sete essas questões de relacionamento JIT dentro da cadeia
produtiva serão tratadas em detalhe.

Capítulo 2
Sistemas de Produção
A Produtividade no Chão de Fábrica
40
No âmbito interno, cada célula de fabricação ou linha de montagem administra seus próprios
estoques dentro da lógica de puxar a produção, ou seja, cada processo fornecedor só produz e
repõem os estoques dos seus clientes na medida em que os mesmos são solicitados. Geralmente
emprega-se para isso o sistema de programação e controle de estoques conhecido como kanban, que
devido a sua importância para a produção JIT será detalhado em capítulo próprio. No sistema
kanban os estoques são distribuídos pela fábrica em pequenos almoxarifados de acesso livre aos
usuários, chamados de supermercados, devido a sua semelhança de operação com a lógica de
reposição dos produtos nas prateleiras dos supermercados.
Subfábrica 3 Subfábrica 4
Subfábrica 1 Subfábrica 2
Figura 2.8 Armazenagem focalizada.
Dessa forma, com a focalização dos estoques junto aos seus pontos de fabricação e uso, a
armazenagem e movimentação dos mesmos passa a ser mais uma função dos operadores
polivalentes, simplificando toda a burocracia associada à grandes almoxarifados centrais e
reduzindo drasticamente a mão-de-obra envolvida pela eliminação do pessoal de recepção,
contagem, inspeção, apontamento, movimentação, etc. Como os estoques estão próximos ao local
de uso os tempos de busca e acesso aos materiais se reduzem e as movimentações podem ser feitas
manualmente em pequenos lotes padronizados, reduzindo ainda mais a necessidade de capital de
giro e espaços físicos.
Concluindo esse capítulo, cabe ressaltar que os ganhos de produtividade oriundos da
focalização da produção se refletem em reduções superiores a 50% dos investimentos e espaços
físicos antes ocupados por estoques em processo e almoxarifados de matérias-primas, componentes
e produtos acabados. Harmon (HARMON, 1993 : 445-458) apresenta ao final de seu livro
Reinventando a Fábrica II uma lista com algumas das mais de 800 fábricas que implementaram
essas técnicas com apoio da Andersen Consulting e obtiveram ganhos dessa ordem e até superiores.

Sistemas de Produção
A Produtividade no Chão de Fábrica
3 PLANEJAMENTO E CONTROLE DA PRODUÇÃO JIT
O capítulo 3 detalha as funções de planejamento e controle da produção dentro da ótica dos
sistemas de produção JIT. Inicialmente, é apresentada a estrutura hierárquica das funções de
planejamento e controle da produção no sentido de traçar um paralelo entre a forma como
essas funções são desenvolvidas dentro dos sistemas convencionais de empurrar a produção,
e dentro dos sistemas JIT de puxar a produção. Questões referentes aos horizontes de
planejamento e a consistência hierárquica dos planos são discutidas. Na seqüência do
capítulo, o plano-mestre de produção para os produtos acabados e seu emprego para o
cálculo do tempo de ciclo e quantidade de cartões kanbans é apresentado em destaque. Ao
final do capítulo 3, o nivelamento do plano-mestre à demanda média diária através da
programação mista de pequenos lotes é explicado, deixando-se para apresentar no capítulo 4
o sistema kanban de programação e controle da produção.
3.1 INTRODUÇÃO
No capítulo anterior foram discutidas as questões relacionadas à focalização da produção. A
distribuição dos recursos produtivos em unidades de negócios focalizadas a uma gama restrita de
produtos trás uma série de vantagens em termos de incremento da qualidade e produtividade, já
discutidas, para o sistema produtivo. Nesse terceiro capítulo pretende-se explorar as funções de
planejamento e controle da produção (PCP) dentro do contexto da filosofia JIT/TQC, mostrando
quais as diferenças e quais as vantagens que um processo produtivo JIT apresenta quanto ao
desenvolvimento dessas funções.
Inicialmente, cabe ressaltar os objetivos e funções do planejamento e controle da produção
em um sistema produtivo genérico. Via de regra, as atividades de PCP são desenvolvidas por um
departamento de apoio a produção, dentro da gerência industrial, que leva seu nome. Como
departamento de apoio, o PCP está encarregado da coordenação e aplicação dos recursos produtivos
de forma a atender da melhor maneira possível aos planos estabelecidos em níveis estratégico,
tático e operacional (TUBINO, 1997 : 23). A Figura 3.1 apresenta uma visão geral das funções do
PCP em sistemas de produção.
No nível estratégico, onde são definidas as políticas estratégicas de longo prazo da empresa,
o PCP participa da formulação do planejamento estratégico da produção, gerando um plano de
produção para determinado período (longo prazo) segundo as estimativas de vendas e a
disponibilidade de recursos financeiros e produtivos. A estimativa de vendas serve para prever os
tipos e quantidades de produtos que espera-se vender no horizonte de planejamento estabelecido. A
capacidade de produção é o fator físico que restringe o processo produtivo, e pode ser incrementada
ou reduzida, desde que planejada a tempo, pela adição de recursos financeiros. No planejamento
estratégico da produção o plano de produção gerado é pouco detalhado, normalmente trabalhando
com famílias de produtos, tendo como finalidade possibilitar a adequação dos recursos produtivos à
demanda esperada dos mesmos.
No nível tático, onde são estabelecidos os planos de médio prazo para a produção, o PCP
desenvolve o planejamento-mestre da produção, obtendo o plano-mestre de produção (PMP) de
produtos finais, detalhado no médio prazo, período a período, a partir do plano de produção, com
base nas previsões de vendas de médio prazo ou nos pedidos em carteira já confirmados. Onde o

Capítulo 3
Sistemas de Produção
A Produtividade no Chão de Fábrica
42
plano de produção considera famílias de produtos, o PMP especifica itens finais que fazem parte
dessas famílias. Ao executar o planejamento-mestre da produção e gerar um PMP inicial, o PCP
deve analisá-lo quanto as necessidades de recursos produtivos com a finalidade de identificar
possíveis gargalos que possam inviabilizar esse plano quando da sua execução no curto prazo.
Identificado os potenciais problemas, e tomadas as medidas preventivas necessárias, o PMP pode
ser implementado. Apesar de ser um plano de médio prazo, já a partir do estabelecimento do PMP o
sistema produtivo passa a assumir compromissos de fabricação e montagem dos produtos.
Planejamento Estratégicoda Produção
Plano de Produção
Planejamento-mestreda Produção
Plano-mestre de Produção
Programação da Produção•Administração dos Estoques•Seqüenciamento•Emissão e Liberação de Ordens
Ordens de
Montagem
Ordens de
Fabricação
Ordens de
Compras
Fabricação e Montagem
Departamento de Compras
Pedido de Compras
EstoquesFornecedores
Departamento de Marketing
Previsão de Vendas
Pedidos em Carteira
Aco
mp
an
ha
me
nto
e C
on
tro
le
da
P
rod
uçã
o
Ava
liaçã
o d
e D
ese
mp
en
ho
Clientes
Figura 3.1 Visão geral das atividades do PCP (TUBINO, 1997 : 25).
No nível operacional são preparados os programas de curto prazo de produção e realizado o
acompanhamento dos mesmos. O PCP desenvolve a programação da produção administrando
estoques, seqüenciando, emitindo e liberando as ordens de compras, fabricação e montagem, bem
como executa o acompanhamento e controle da produção.
A programação da produção estabelece no curto prazo quanto e quando comprar, fabricar ou
montar de cada item necessário à composição dos produtos finais com base no PMP e nos registros
de controle de estoques. Para tanto, são dimensionadas e emitidas ordens de compra para os itens
comprados, ordens de fabricação para os itens fabricados internamente, e ordens de montagem para
as submontagens intermediárias e montagem final dos produtos definidos no PMP. Em função da
disponibilidade dos recursos produtivos, a programação da produção se encarrega de fazer o

Planejamento e Controle da Produção JIT
Sistemas de Produção
A Produtividade no Chão de Fábrica
43
seqüenciamento das ordens emitidas, de forma a otimizar a utilização dos recursos. Se o plano de
produção providenciou os recursos necessários, e o PMP equacionou os gargalos, não deverá
ocorrer problemas na execução do programa de produção seqüenciado. Dependendo do sistema de
produção empregado pela empresa, a programação da produção enviará as ordens a todos os setores
responsáveis (sistema empurrado) ou apenas à linha de montagem final dos produtos (sistema
puxado).
O acompanhamento e controle da produção, através da coleta e análise dos dados, busca
garantir que o programa de produção emitido seja executado a contento. Quanto mais rápido os
problemas forem identificados, mais efetivas serão as medidas corretivas visando o cumprimento do
programa de produção. Já estão disponíveis, tecnológica e economicamente falando, coletores de
dados automatizados, que aceleram as comunicações entre a Produção e o PCP. Além das
informações de produção úteis ao PCP, o acompanhamento e controle da produção normalmente
está encarregado de coletar dados (índices de defeitos, horas/máquinas e horas/homens consumidas,
consumo de materiais, índices de quebras de máquinas, etc.) para outros setores do sistema
produtivo.
Um dos objetivos básicos do PCP consiste em estruturar e dar consistência as informações
dentro destes três níveis, ou seja, o plano-mestre de produção gerado pelo planejamento-mestre da
produção só será viável se estiver compatível com as decisões tomadas a longo prazo previstas no
planejamento estratégico da produção, como a aquisição de equipamentos, negociação com
fornecedores, etc. Da mesma forma, a programação de fabricação de determinado componente será
efetivada de forma eficiente se a capacidade produtiva do setor responsável pela mesma tiver sido
equacionada no planejamento-mestre da produção, com a definição do número de turnos, recursos
humanos e materiais alocados, etc.
Essa visão geral das atividades desenvolvidas no âmbito do PCP está contida dentro de
qualquer sistema produtivo. Contudo, a forma como essas funções são implementadas e os
resultados efetivos alcançados estão intimamente relacionados com a filosofia de produção. Nos
sistemas convencionais, apesar do PCP desenvolver suas funções de planejamento,
acompanhamento e controle da produção, os resultados alcançados pelos setores produtivos ficam
muito aquém dos planejados, gerando um ciclo de replanejamentos intensos e metas não atendidas.
O reflexo disso pode ser medido pela volume de estoques em processo e os elevados lead times
produtivos. Como alternativa, muitas empresas buscam através da informatização do fluxo de
informações via softwares conhecidos como MRP II (Manufacturing Resource Planning),
atualmente evoluindo para ERP (Enterprise Resource Planning), a solução para seus problemas.
Infelizmente problemas estruturais dos sistemas de produção, como baixa confiabilidade dos
padrões de trabalho, lead times excessivos, grandes lotes de fabricação, quebras de máquinas,
atrasos de fornecedores etc., não podem ser solucionados pela simples aplicação de softwares.
Já os sistemas de produção JIT apresentam soluções particulares para resolver os problemas
de coordenação entre os vários pontos do processo produtivo e os planos e programas de produção.
Essas soluções inovadoras abrangem desde a forma de como planejar o uso dos recursos produtivos
(homens, máquinas e materiais) dentro de um determinado tempo de ciclo (TC) atrelado à demanda,
até a dinâmica de acionar esse sistema para efetivar a produção. A seguir essas características serão
descritas.

Capítulo 3
Sistemas de Produção
A Produtividade no Chão de Fábrica
44
3.2 CARACTERÍSTICAS GERAIS DO PCP NA PRODUÇÃO JIT
Inicialmente, uma questão importante no desenvolvimento das atividades do PCP diz
respeito aos horizontes de planejamento e programação da produção. Qual o período de abrangência
do longo, médio e curto prazo? Não existe um padrão, porém pode-se afirmar que os horizontes
dependerão da flexibilidade do sistema produtivo, ou seja, do tempo de resposta (lead time) aos
pedidos de compra, fabricação e montagem. Para aquelas empresas que conseguirem resolver
melhor seus problemas de coordenação entre demanda e produção, os períodos serão menores, já
para as empresas com baixa flexibilidade de resposta às variações da demanda, os horizontes de
planejamento serão mais longos e as decisões serão tomadas com maior antecedência, aumentando
a probabilidade de ocorrerem problemas entre os quantitativos planejados e os realmente
executados e entregues aos clientes.
Os sistemas de produção JIT buscam continuamente o aumento de flexibilidade, seja pela
forma estrutural de distribuição dos recursos em unidades de negócios focalizadas, com células de
fabricação e montagem operadas por funcionários polivalentes, seja pela diminuição dos lotes de
produção a partir da redução dos tempos de setups e eliminação das atividades que não agregam
valor aos produtos, ou ainda, pela estabilização e sincronização das demandas dentro da cadeia
produtiva em que a empresa está inserida. Esses pontos são os objetos de discussão desse livro.
A Toyota Motors, precursora da produção JIT, trabalha como qualquer empresa baseada nos
três horizontes de planejamento e programação já descritos. Faz um plano de produção estratégico
com períodos anuais, um plano-mestre de produção com periodicidade mensal, e uma programação
de montagem diária. Contudo, como ela possui alta flexibilidade em seu sistema produtivo, o plano-
mestre de produção é subdividido em três planos com períodos de dez dias, sendo que cada um
deles é passado à Toyota Motors pelos revendedores, com base em seus estoques, com antecedência
de sete dias. A Figura 3.2 ilustra essa seqüência de etapas.
10 - 9 - 8 - 7 - 6 - 4 - 3 - 2 - 1Dia
da
Montagem17
Entrega dos
pedidos de
dez dias
Entrega
dos
pedidos
diários
Consolidação
dos pedidos
diários
Programa
de
montagem
Figura 3.2 Horizontes de planejamento e programação da Toyota Motors.
A Toyota Motors emprega as informações desse plano de dez dias para revisar seu plano-
mestre mensal. A cada dia, com antecedência de quatro dias da data de montagem dos carros, os
revendedores enviam um pedido diário incluindo as especificações exigidas pelos clientes que não
fizeram parte dos carros solicitados anteriormente no plano de dez dias. Três dias antes da
montagem dos carros, o setor de vendas classifica e consolida os diversos pedidos dos revendedores

Planejamento e Controle da Produção JIT
Sistemas de Produção
A Produtividade no Chão de Fábrica
45
segundo os tipos de carroçarias, motores, transmissões e cores, passando essas informações à
fábrica. Com dois dias de antecedência, a fábrica finalmente estabelece a seqüência do programa de
montagem para a linha (MONDEN, 1984 : 34-35). O mais impressionante é que a Toyota Motors
emprega esse escalonamento de planos desde o início dos anos oitenta, quando o padrão do setor
automobilístico era o de produção em massa de um único modelo de automóvel.
O que se observa com esse exemplo é que quanto maiores forem os horizontes dos planos e
programações de produção, maiores serão as chances de que a produção real não se nivele com a
demanda efetiva dos produtos. A flexibilidade do sistema produtivos da Toyota Motors permite que
apenas quatro dias antes da montagem final do produto, algumas modificações sejam feitas para
adequar à produção com a demanda real. Contudo, quando se fala em flexibilidade de um sistema
de produção JIT, ela deve ser entendida dentro de uma estrutura hierárquica de planejamento. Ou
seja, como qualquer sistema produtivo, a medida em que o momento de se efetivar a produção for
chegando, o nível de flexibilização do programa de produção vai se reduzindo. A Figura 3.3 procura
apresentar esse escalonamento da flexibilidade dentro do sistema de produção JIT, relacionando-o
com os diversos planos de planejamento e controle da produção.
Plano
de
Produção
Longo
Prazo
Flexibilidade Total
Balanceamento entre
Capacidade e Demanda
Plano Mestre
de
Produção
Médio
Prazo
Flexibilidade de Volume
e Mix
Definição do Tempo de
Ciclo e Kanbans
Sistema
de
Puxar
Curto
Prazo
Flexibilidade de Mix
Produção via
Kanban
Figura 3.3 Flexibilidade e PCP no sistema de produção JIT.
No longo prazo, quando se elaboram os planos estratégicos de produção pode-se dizer que a
flexibilidade é total, pois tem-se tempo suficiente para alterar a forma e a capacidade produtiva do
sistema de maneira a atender à demanda agregada prevista. O sistema de produção JIT, conforme
apresentado no capítulo anterior, procura através da produção focalizada desenvolver uma estrutura
que permita de forma simples alterações em sua capacidade de produção, tanto em volume como
em variedade (mix) de produtos. É evidente que a flexibilidade total, da qual está se falando, não
significa a transformação de um sistema de produção de geladeiras em uma fábrica de fogões, por
exemplo, mas sim em recompor essa fábrica de geladeiras para a uma nova previsão de demanda
agregada por seus produtos.

Capítulo 3
Sistemas de Produção
A Produtividade no Chão de Fábrica
46
No médio prazo, uma vez estabelecida sua estrutura produtiva, os sistemas de produção
partem para a montagem de um plano-mestre de produção de produtos acabados baseado nas
previsões de médio prazo da demanda. Convencionalmente, as informações contidas no PMP são
usadas como ponto de partida para o início das atividades de montagem, fabricação e compras do
sistema produtivo, limitando a partir daí a flexibilidade do sistema. Nesse caso, o sistema produtivo
convencional está sendo acionado para atender as previsões de médio prazo, e a falsa flexibilidade
atribuída a esses sistemas são obtidas com base em grandes estoques de segurança. Nos sistemas de
produção JIT as informações do PMP não são empregadas para gerar um programa de produção,
mas sim, para organizar as variáveis estruturais do sistema produtivo JIT, quais sejam, os tempos de
ciclo e os níveis de estoques necessários para atender essa previsão de demanda. Dessa forma,
preserva-se no médio prazo a flexibilidade de se alterar o volume e o mix do programa de produção,
pois as ordens que autorizariam a montagem, fabricação e compras ainda não foram expedidas.
No curto prazo o sistema produtivo irá efetivar a produção a partir das ordens emitidas.
Nesse ponto existe uma grande diferença entre como isso é feito nos sistemas convencionais
(empurrando) e nos sistemas JIT (puxando), influenciando de forma direta a flexibilidade do
sistema. A Figura 3.4 ilustra essa diferença. Conforme pode ser visto nessa figura, empurrar a
produção significa elaborar periodicamente com base no PMP um programa de produção completo,
com ordens de montagem, fabricação e compras, e transmiti-lo aos setores responsáveis para que
iniciem suas funções. No próximo período de programação, em função dos estoques remanescentes,
programam-se novas ordens para atender a um novo PMP.
Processo Processo Processo PAMP
Programação da Produção
Empurrar a produção
Processo Processo Processo PAMP
Programação da Produção
Puxar a produção
OC OF OF OM
OM
Figura 3.4 Empurrar e puxar a produção (TUBINO, 1997 : 105).
No sistema de produção puxado proposto pelo JIT, a programação da produção usa as
informações contidas no PMP, preferencialmente tão próximo da data limite quanto possível, para
emitir ordens apenas para o último estágio do processo produtivo, geralmente uma montagem. Os
demais estágios do processo produtivo não estão autorizados a trabalhar, a não ser que os processos
“clientes” venham até seus estoques (dimensionados no médio prazo em função do PMP) e
consumam determinada quantidade de itens. A partir daí esse processo fornecedor estará autorizado

Planejamento e Controle da Produção JIT
Sistemas de Produção
A Produtividade no Chão de Fábrica
47
a repor especificamente os lotes consumidos. Esse forma de puxar a produção é operacionalizada
pelo sistema de programação kanban que será detalhado no próximo capítulo.
Sendo assim, o sistema JIT de puxar a produção fornece de uma forma simples, no curto
prazo, flexibilidade de mix ao processo produtivo, pois os recursos só serão acionados na medida
em que a demanda por itens realmente se efetivar. Dessa forma, com o sistema produtivo
balanceado com tempos de ciclo e estoques em processo adequados, seria indiferente a uma célula
produzir uma peça do tipo “A” ou do tipo “B”, enquanto que nos sistemas convencionais estaria se
produzindo peças tipo “A” mesmo que a demanda de curto prazo fosse por peças do tipo “B”, pois
o programa foi elaborado no médio prazo quando a demanda prevista era por peças do tipo “A”. A
Figura 3.5 dá uma visão geral das atividades de PCP quando inseridas no sistema de produção JIT.
Planejamento Estratégico
da Produção
Plano de Produção
Planejamento-mestre
da Produção
Plano-mestre de Produção
Programação da Produção
•Programa de montagem final
•Cálculo do número de kanbans
•Emissão e Liberação de kanbans
Programa de
Montagem
Kanbans
de
Produção
Kanbansde
Movimentação
FabricaçãoFornecedores
Departamento
de Marketing
Previsão de Vendas
Pedidos em Carteira
Acom
panham
ento
e C
ontr
ole
da
Pro
dução
Avalia
ção d
e D
esem
penho
Clientes
Montagem
Kanbansde
Fornecedores
K K
Figura 3.5 Visão geral das atividades do PCP no sistema JIT (TUBINO, 1997 : 196).
Alguns críticos do sistema de produção JIT, até por não entenderem o inter-relacionamento
entre as diversas ferramentas operacionais do sistema, colocam que a flexibilidade do sistema de
puxar a produção fica bastante limitada quando as demandas são variáveis, e que nesse caso
sistemas de PCP baseados na lógica computacional do MRPII seriam mais eficientes. É obvio que
nenhum sistema produtivo está preparado para atender de forma eficiente demandas muito
variáveis, pois sempre haverá um período onde o programa de produção será emitido e “congelado”
para autorizar a produção (no caso dos sistemas empurrados), ou onde os estoques em processo
serão dimensionados para suportar a demanda futura (no caso dos sistemas puxados). O que os
sistemas convencionais fazem para administrar demandas variáveis é trabalhar com estoques altos,

Capítulo 3
Sistemas de Produção
A Produtividade no Chão de Fábrica
48
de forma a não necessitar produzir de imediato o que esta sendo consumido, fazendo com que seus
clientes, internos ou externos, sejam abastecidos a partir dos estoques.
Já em sistemas onde o fluxo de informações da produção é totalmente automatizado, com
coletores de dados on line ligados à um software de PCP, o sistema não é nem empurrado, pois o
software tem condições de emitir ordens conforme as necessidades, nem é puxado, pois procura-se
não formar estoques previamente. É um sistema ideal on line! O problema de sistemas de PCP
baseados em automação é a complexidade e o custo dos softwares para esse gerenciamento
instantâneo do processo produtivo, além do que as decisões são tomadas longe do chão-de-fábrica,
prejudicando o comprometimento dos operadores com o programa de produção a ser atendido.
Deve-se considerar ainda, como já foi falado, que ter informações rápidas de processos produtivos
ineficientes não resolve o problema do fluxo de informações do PCP.
Outro ponto muito importante relacionado com a variabilidade da demanda consiste em
analisar como se dá o relacionamento entre as empresas de uma cadeia produtiva. Na maioria das
vezes os clientes são outras empresas que possuem seus próprios sistemas de PCP, e a demanda é o
resultado das ordens de compra emitidas por seus sistemas. A Figura 3.6 ilustra essa inter-relação.
Em uma cadeia produtiva convencional o relacionamento entre as empresas está baseado na
concorrência, fazendo com que fornecedores e clientes se vejam como “ameaças” à suas posições
no mercado. Nesse caso, há um baixo relacionamento entre as empresas, que escondem suas
intenções de produção, fazendo com que as demandas sejam instáveis e conhecidas apenas no curto
prazo, ou seja quando da programação da produção.
?
Plano de Produção ?
Plano-mestre de Produção ?
ProgramaçãoProgramação
Plano de Produção ?
Plano-mestre de Produção ?
Plano de Produção ?
Plano-mestre de Produção ?
?ProgramaçãoProgramação
Cadeia produtiva convencional
Cadeia produtiva JIT
Plano de Produção !
Plano-mestre de Produção!
Plano de Produção !
Plano-mestre de Produção!
Plano de Produção !
Plano-mestre de Produção!
Figura 3.6 O PCP nas cadeias produtivas.
Já no relacionamento externo na cadeia produtiva JIT, as empresas buscam formar parcerias
estratégicas com seus clientes e fornecedores no sentido de aumentar a competitividade final da
cadeia. Conforme coloca Lubben (LUBBEN, 1989 : 35), a melhor forma de desenvolver esse
relacionamento estratégico em uma cadeia produtiva consiste em operar sistemas e procedimentos
operacionais em conjunto com os parceiros dessa cadeia. É a chamada política do “quimono
aberto”. No âmbito das funções do PCP, conforme pode ser visto na Figura 3.6, o relacionamento
entre as empresas de uma cadeia produtiva JIT se dá de forma intensa nos três níveis hierárquicos.

Planejamento e Controle da Produção JIT
Sistemas de Produção
A Produtividade no Chão de Fábrica
49
No longo prazo, dentro de um planejamento estratégico para a cadeia produtiva, cada
empresa estrutura suas unidades de negócio para suprir a demanda agregada do plano de produção
dos clientes dessas unidades. Assim, quando projeta-se um aumento, ou redução, da capacidade
produtiva para atender ao mercado futuro, cada empresa participante dessa cadeia pode se
reorganizar adequadamente dentro de um tempo hábil. No médio prazo cada empresa da cadeia
produtiva compõem o seu plano-mestre de produção para suas unidades de negócio a partir das
necessidades de itens previstas por seus clientes, não usando essa informação para autorizar a
produção, mas sim para fazer seus ajustes de médio prazo no balanceamento da produção para um
dado tempo de ciclo e nos níveis de estoques em processo (kanbans). No curto prazo o sistema de
puxar a produção se encarrega de acionar toda a cadeia produtiva buscando nos fornecedores apenas
os itens necessários, no momento e quantidade necessária (just-in-time) para atender ao cliente final
dessa cadeia. Dessa forma, as incertezas quanto ao que esperar de demanda por seus produtos é
reduzida apenas ao nível do cliente final. O relacionamento entre empresas na cadeia produtiva JIT
será tratado em detalhe no capítulo 7.
Após essas considerações gerais sobre as funções de planejamento e controle da produção
em sistemas JIT de manufatura, pretende-se complementar esse capítulo descrevendo algumas
características associadas ao plano-mestre de produção que facilitam a implementação da produção
puxada de curto prazo. O sistema kanban de programação e acompanhamento da produção será
tratado no capítulo seguinte.
3.3 PLANO-MESTRE NA PRODUÇÃO JIT
O plano-mestre de produção (PMP) tem por função desmembrar o plano estratégico de
longo prazo em planos específicos de produtos acabados no sentido de direcionar as etapas de
programação da produção. A partir da montagem do PMP a empresa passa a assumir compromissos
de montagem dos seus produtos acabados, fabricação das partes manufaturadas internamente, e da
compra dos itens e matérias primas produzidos pelos fornecedores externos. Como forma de
escalonar seus compromissos, o PMP é dividido em dois níveis de horizontes de tempo com
objetivos diferentes: um nível firme de curto prazo e um nível sujeito a alterações com horizonte
mais longo. A Figura 3.7 ilustra essa dinâmica.
Tempo
Dem
an
da
Demanda Real
Demanda Prevista
PMP Firme PMP Flexível
Figura 3.7 Dinâmica do PMP (TUBINO, 1997 : 95).
No nível firme, o PMP serve de base para a programação da produção (puxada ou
empurrada) e a ocupação dos recursos produtivos, direcionando as prioridades. No nível sujeito a

Capítulo 3
Sistemas de Produção
A Produtividade no Chão de Fábrica
50
alterações, o PMP serve para o planejamento da capacidade de produção e as negociações com os
diversos setores envolvidos na elaboração do plano. Mudanças no nível firme são caras e
indesejáveis, à medida que avança-se no tempo elas são permitidas. A parte firme do PMP está
associada as certezas da demanda e ao lead time do produto, enquanto que ao entrar-se na faixa de
previsões, mantêm-se um PMP flexível. Com o passar do tempo, e uma definição melhor da
demanda, a dinâmica do planejamento-mestre da produção faz com que o PMP flexível vá
assumindo compromissos e se transforme em PMP firme.
O princípio geral do sistema de produção JIT, como já foi colocado, é por um lado trabalhar
junto aos clientes externos no sentido de reduzir as incertezas da demanda (aumentando a área
correspondente à demanda real na Figura 3.7), e, por outro, aumentar a flexibilidade de seu sistema
produtivo, reduzindo os lead times, de forma que o período usado para compor o PMP fixo seja o
menor possível e sempre possa ser sobreposto à área firme da demanda. Agindo dessa maneira, o
sistema de produção JIT só autoriza a montagem de produtos que realmente estejam sendo
consumidos pelos clientes, evitando a formação de estoques excessivos de produtos acabados.
Por outro lado, nos sistemas convencionais de produção a parte firme do PMP precisa ser
emitida com uma antecedência muito grande para suportar os altos lead times internos e externos do
processo produtivo, fazendo com que a demanda usada para compor o PMP tenha forte influência
da parte prevista. Com isso, o sistema acaba planejando e autorizando a montagem de produtos que
não necessariamente serão consumidos pelos clientes. O excesso de produção causado pelo erro de
previsão acaba indo compor os estoques de produtos acabados. A longo prazo essa dinâmica faz
com que os responsáveis pelo PCP achem normal atender a demanda a partir dos estoques,
direcionando a produção do período apenas para recompor os estoques do sistema.
Um exemplo de como são longos os períodos em sistemas convencionais ocorreu no início
da década de noventa. Quando o governo Collor lançou seu plano de estabilização econômica,
houve uma grande mudança na composição da demanda por automóveis. Com a redução do
dinheiro em circulação na economia, os consumidores passaram a procurar carros populares,
gerando a falta desses modelos no mercado e o aparecimento do ágio. A população acabou
acusando as empresas automobilísticas aqui instaladas de estarem “escondendo” os modelos básicos
de automóveis para aumentarem seus preços. Como forma de defesa, o presidente de uma dessas
empresas foi a televisão dizer que estava fazendo todo o possível para alterar seus planos de
produção, e que, em função da logística de sua cadeia produtiva, só teria efeito a partir de cinqüenta
e dois dias à frente. Esse era o período fixo usado no seu PMP que estava acionando toda a cadeia
produtiva, e qualquer mudança de plano exigiria essa carência. Comparando essa dinâmica
convencional com a flexibilidade aplicada pela Toyota Motors nos seus planos de produção,
exemplificada anteriormente, pode-se entender porque os japoneses dominaram a indústria
automobilística na década de oitenta.
Tendo o PMP firme direcionado para atender a demanda real por seus produtos, o PCP nos
sistemas de produção JIT aciona apenas a linha de montagem final, fazendo com que os demais
processos produtivos do sistema de produção respondam em cadeia as solicitações de seus clientes,
dentro da lógica de programação puxada, já explicada anteriormente. Dessa forma, o PCP nos
sistemas de produção JIT emprega a parte variável do PMP apenas para organizar os recursos
produtivos em termos de ritmos de trabalho (tempo de ciclo) e estoques entre processos (kanbans)
que serão exigidos quando da implementação da parte fixa do PMP. Esses dois pontos serão
explicados a seguir.

Planejamento e Controle da Produção JIT
Sistemas de Produção
A Produtividade no Chão de Fábrica
51
O tempo de ciclo (TC) é o ritmo que deve ser dado ao sistema de produção para a obtenção
de determinada demanda dentro de um período de tempo, geralmente um dia. Para o cálculo do
tempo de ciclo emprega-se a Fórmula (3.1). Conforme pode ser visto nessa fórmula, a demanda
esperada por dia obtida do PMP entra no denominador dividindo o tempo disponível para a
produção diária. Convencionalmente, o conceito de tempo de ciclo é usado apenas nas linhas de
montagem, dado que nos processos repetitivos em lotes com layouts departamentais não há
condições de se manter um ritmo de trabalho homogêneo em todos os recursos. Já nos sistemas de
produção focalizada JIT, com o layout celular, é possível manter cada célula de fabricação
balanceada com o tempo de ciclo da montagem final. Conforme foi explicado no capítulo anterior, a
focalização da produção com células procura transformar processos intermitentes em um conjunto
de pequenos processos de fluxo contínuo, ligados entre si por estoques reguladores (kanbans).
Quanto melhor balanceados os processos entre si, menores os estoques reguladores do sistema.
TC = TP D (3.1)
TX = D TP (3.2)
Onde: TC = Tempo de ciclo em minutos por unidade;
TP = Tempo disponível para a produção por dia;
D = Demanda esperada por dia;
TX = Taxa de produção em unidades por dia.
Apesar do tempo de ciclo ser obtido de forma similar à taxa de produção (3.2), nos sistemas
JIT dá-se preferência ao emprego do conceito de tempo de ciclo, visto que a taxa de produção, por
ser expressa em unidades por dia, não limita o acionamento dos recursos produtivos, enquanto que
o tempo de ciclo obriga os operadores a manter um ritmo de trabalho homogêneo preestabelecido
pelo PMP. Por exemplo, uma taxa de produção de 15 peças por hora pode ser obtida produzindo-se
um lote de 15 peças a cada hora ou um lote de 60 peças a cada 4 horas. Contudo, um tempo de ciclo
equivalente de 2 minutos por unidade dá a medida do tempo preciso que cada operador dispõem
para a produção. Além disso, o emprego de operadores polivalentes nas células requer sua
distribuição com base no atendimento de determinado tempo de ciclo.
Com essa informação em mãos pode-se prever com tempo hábil qual serão os ritmos de
trabalho esperados para os próximos períodos. Caso a distribuição atual das tarefas não suportem
esse tempo de ciclo projetado algumas alternativas podem ser implementadas, por exemplo:
horas extras: em situações onde a previsão seja de um aumento de demanda durante um
curto espaço de tempo o recurso de horas extras é o mais empregado. Nesse sentido
pode-se deixar um intervalo de tempo entre os turnos de trabalho para ser usado como
capacidade de produção adicional;
realocação da mão-de-obra: operadores polivalentes podem ser transferidos entre
células, ou mesmo entre subfábricas, para rebalancear os tempos de ciclo;
atendimento antecipado da demanda: pode-se optar por produzir um pouco acima da
demanda atual para garantir um atendimento futuro;
uso de mão-de-obra temporária: contratar operadores temporários para ajudar durante
períodos de alta. Para minimizar o tempo gasto com o treinamento dos operadores
temporários, essa solução exige que as tarefas sejam de simples entendimento e os
equipamentos fáceis de operar.

Capítulo 3
Sistemas de Produção
A Produtividade no Chão de Fábrica
52
Os estoques entre processos também são dimensionados com base na demanda esperada do
PMP. Dessa forma, os sistemas de produção JIT buscam um balanceamento integrado entre ritmos
de produção (tempo de ciclo) e estoques no sistema (número de kanbans). A Fórmula (3.3) é
empregada para dimensionar o número de cartões kanbans necessários para cada item do sistema
produtivo. No próximo capítulo o sistema kanban será detalhado. Nesse momento pretende-se
discutir apenas a relação entre os estoques e o PMP.
ND
QT S
D
QT Sprod mov
1 1 (3.3)
Onde: N = número total de cartões kanban no sistema;
D = demanda média diária do item;
Q = tamanho do lote por contenedor ou cartão;
Tprod = tempo total para um cartão kanban de produção completar um ciclo
produtivo, em percentual do dia, na estação de trabalho;
Tmov = tempo total para um cartão kanban de movimentação completar um circuito,
em percentual do dia, entre os supermercados do produtor e do consumidor;
S = fator de segurança, em percentual do dia.
Conforme pode ser visto na Fórmula (3.3), a demanda esperada por determinado item,
obtida pela “explosão” da demanda do produto acabado constante do PMP, entra no numerador para
o cálculo dos estoques totais necessários ao sistema de puxar a produção. Um dos erros mais
comuns cometidos por empresas que estão implantando o sistema de produção JIT consiste em não
redimensionar os seus níveis de estoques quando ocorrem mudanças nos patamares da demanda do
PMP. Nesse caso, se a demanda diminuir estoques ficarão ociosos, enquanto que se a demanda
aumentar, problemas de conexão entre os postos ocorrerão. Tendo em vista que a quebra de ritmos
de trabalho aparece de forma mais imediata do que estoques em excesso, essas empresas tendem a
superdimensionar seus níveis de estoques como forma de resolver o problema.
Um ponto muito importante dentro da elaboração do PMP em um ambiente JIT diz respeito
a forma como os produtos acabados são distribuídos nesse programa-mestre para atender a demanda
de produtos acabados. Isso é conhecido como produção nivelada (MONDEN, 1984 : 31) e será
discutido em particular a seguir.
3.4 NIVELAMENTO DO PLANO-MESTRE À DEMANDA
Todo sistema de produção busca nivelar sua produção com a demanda de forma a acionar
seus recursos apenas na medida em que os clientes forem solicitando os produtos. Nesse aspecto, o
sistema de produção ideal é o processo contínuo, no qual consegue-se dar um ritmo de trabalho para
todo o sistema regulando o fluxo de materiais de acordo com a demanda. Infelizmente, a montagem
de processos contínuos tem seu campo de atuação restrito a produção em grande escala de produtos
homogêneos (refinarias, produtos químicos, energia elétrica etc.).
Nos demais sistemas de produção convencionais a baixa flexibilidade dos recursos
produtivos faz com que o nivelamento da produção à demanda seja visto dentro de um horizonte de
planejamento de médio prazo, geralmente mensal. Dessa forma, ao elaborar o PMP de seus
produtos acabados, o PCP dimensiona lotes mensais de montagem desses produtos. Essa decisão

Planejamento e Controle da Produção JIT
Sistemas de Produção
A Produtividade no Chão de Fábrica
53
está baseada em duas das premissas básicas dos sistemas convencionais: custa caro a mudança de
modelos nas linhas de montagem convencionais, e os clientes são atendidos basicamente pelos
estoques de produtos acabados.
Por exemplo, admitindo-se um sistema de produção que trabalha 20 dias por mês, oito horas
por dia, com uma linha de montagem que produz três modelos de tamanhos diferentes (pequeno,
médio e grande), cujas demandas esperadas são de 1000 unidades do modelo pequeno, 800
unidades do modelo médio e 200 unidades do modelo grande. Para atender a demanda, a linha
necessita montar 100 produtos por dia (2000 unidades 20 dias) com um tempo de ciclo médio de
4,8 minutos por unidade (480 minutos 100 unidades). As ordens de montagem do PMP emitidas
pelo PCP muito provavelmente seriam de 1000 unidades do modelo pequeno, 800 do médio e 200
do grande. Dessa forma a linha de montagem passaria os primeiros dez dias montando o modelo
pequeno, os próximos oito dias montando o modelo médio e os últimos dois dias do mês montando
o modelo grande. Essa programação nivelada pela demanda mensal trás, pelo menos, dois grandes
problemas à eficiência do sistema.
O primeiro deles está relacionado com o efeito multiplicador que um PMP possui em um
sistema de empurrar a programação, visto ser ele o acionador dos demais processos internos e
externos ao sistema. No exemplo acima, quando o PMP projeta lotes de montagem de 100 unidades
dia do modelo pequeno durante dez dias, os demais processos ligados à montagem (submontagens,
fabricação de componentes e fornecedores externos) são programados para atender a essa demanda
em lotes iguais ao do produto acabado ou até maiores, levando-se em conta os altos custos de
preparação. A Figura 3.8 ajuda a ilustrar essa situação. Nessa figura pode-se ver que a montagem de
100 unidades do modelo pequeno no dia três do mês obrigou a programação de um lote de 200
unidades do subconjunto pequeno no dia dois, que, por sua vez, gerou a programação de lotes
econômicos de 500 unidades do componente X no dia um. E assim os estoques e os ritmos de
trabalho acabam sendo totalmente desvinculados da real demanda dos produtos acabados, gerando
muito estoque no sistema e baixa flexibilidade de resposta.
O segundo problema decorrente do nivelamento da produção à demanda dentro de um
horizonte de planejamento de médio prazo está na impossibilidade de atender as necessidades dos
clientes com a produção programada quando a demanda prevista não se confirmar. Devido ao baixo
relacionamento dos sistemas convencionais com seus clientes e à política de vendas agressiva de
aceitar pedidos de curto prazo, mudanças na demanda prevista nesses sistemas é um fato comum.
No exemplo acima, o que aconteceria se no décimo quinto dia útil do mês o cliente resolve-se
mudar seu pedido para 500 unidades do modelo pequeno, 500 do médio e 1000 do grande. Apesar
do volume total se manter em 2000 unidades, o sistema produtivo não teria como atendê-lo sem
recorrer aos estoques, por duas razões: primeiro, não haveria tempo hábil para montar mais 800
modelos grandes nos últimos cinco dias úteis do mês, e segundo, os recursos produtivos (homens,
máquinas e materiais) que já foram alocados aos modelos errados, não poderiam ser desalocados
para atenderem as novas necessidades.
Para evitar a ocorrência desses problemas, os sistemas de produção JIT buscam nivelar a
produção com a demanda média diária, elaborando um PMP com lotes diários mistos. Como pré-
requisito é indispensável que a troca de modelos na linha de montagem e de ferramentas nas
máquinas seja feita de forma rápida e econômica. Esse ponto dos sistemas de produção JIT será
tratado em detalhe mais adiante. Logo, o PMP diário para o exemplo anterior seria de 50 unidades
do modelo pequeno (1000 20), 40 unidades do modelo médio (800 20), e 10 unidades do
modelo grande (200 20). A produção diária seria mantida em 100 unidades (50 + 40 + 10) como
no caso anterior. Quanto maior a flexibilidade da linha de montagem, menores poderão ser os lotes

Capítulo 3
Sistemas de Produção
A Produtividade no Chão de Fábrica
54
do PMP. Por exemplo, poderia ser planejado um ritmo de meio dia com lotes de 25/20/5 repetidos
duas vezes, ou ainda, ritmos de 48 minutos com lotes de 5/4/1 repetidos dez vezes ao dia.
Montagem modelo pequeno Q: 100 unidades Qs : 0 unid. Leadtime: 1 dia
Período em dias úteis 1 2 3 4 5 6 7 8
Necessidades Brutas 100 100 100 100 100 100 100 100
Recebimentos Programados 100 0 0 0 0 0 0 0
Estoques Projetados 0 0 -100 -200 -300 -400 -500 -600 -700
Necessidades Líquidas 0 100 100 100 100 100 100 100
Liberação Planejada de Ordens 100 100 100 100 100 100 100 100
Submontagem modelo pequeno Q: 200 unidades Qs : 0 unid. Leadtime: 1 dia
Período em dias úteis 1 2 3 4 5 6 7 8
Necessidades Brutas 100 100 100 100 100 100 100 100
Recebimentos Programados 200 0 0 0 0 0 0 0
Estoques Projetados 0 100 0 -100 -200 -300 -400 -500 -600
Necessidades Líquidas 0 0 100 100 100 100 100 100
Liberação Planejada de Ordens 0 200 0 200 0 200 0 0
Componente X Q: 500 unidades Qs : 50 unid. Leadtime: 1 dia
Período em dias úteis 1 2 3 4 5 6 7 8
Necessidades Brutas 0 200 0 200 0 200 0 0
Recebimentos Programados 0 0 0 0 0 0 0 0
Estoques Projetados 200 200 0 0 -200 -200 -400 -400 -400
Necessidades Líquidas 0 50 0 200 0 200 0 0
Liberação Planejada de Ordens 500 0 0 0 0 0 0 0
Figura 3.8 Efeito multiplicador do PMP.
Dessa forma, todos os dias estariam saindo da linha de montagem modelos pequenos,
médios e grandes que poderiam compor um pedido a ser entregue diretamente aos clientes (just-in-
time) sem a necessidade de recorrer aos estoques. Caso em determinada situação o cliente
resolvesse alterar seu mix de demanda mensal para, por exemplo, 500 unidades do modelo pequeno,
500 unidades do modelo médio, e 1000 unidades do modelo grande, o PCP nivelaria o PMP para
um ritmo diário de 25 unidades do modelo pequeno (500 20), 25 unidades do modelo médio (500
20), e 50 unidades do modelo grande (1000 20) de forma a acompanhar as necessidades atuais
do cliente. Caso os modelos tenham tempos de montagem muito distintos, uma mudança no mix do
PMP carretará falta, ou excesso, de tempo para os montadores poderem manter um tempo de ciclo
de 4,8 minutos por unidade. Nesse caso deve-se proceder a um novo balanceamento da linha com a
inclusão, ou exclusão, de montadores polivalentes.
Com a elaboração de um PMP com pequenos lotes diários mistos, todos as demais etapas do
sistema produtivo (submontagens, fabricação de componentes e fornecedores externos) seriam
acionadas, de acordo com a lógica de puxar a produção, segundo esse programa misto. Dessa forma
as etapas internas do sistema de produção e os fornecedores da cadeia produtiva também estarão
nivelados com as necessidades reais do cliente, evitando a formação de estoques. No próximo
capítulo será dado seguimento a esse assunto, apresentando o sistema de puxar de programação da
produção, conhecido como sistema kanban.

Sistemas de Produção
A Produtividade no Chão de Fábrica
4 SISTEMA KANBAN
O capítulo 4 destina-se a apresentar o sistema kanban de programação e acompanhamento
da produção JIT. A princípio, ressalta-se a visão geral do sistema kanban dentro da ótica de
puxar o processo de produção, característica própria do PCP nos sistemas de produção JIT.
Na seqüência apresenta-se os diferentes tipos de cartões usados pelo sistema kanban e
descrevem-se suas regras básicas de funcionamento e formas de operacionalização para
atingir a produção JIT. Em seguida, apresenta-se a sistemática de cálculo do número de
cartões kanban e comenta-se as funções que o sistema kanban cumpre dentro da produção
JIT, complementando-se o capítulo com uma lista de pré-requisitos exigidos para o
funcionamento adequado desse sistema.
4.1 INTRODUÇÃO
O sistema kanban foi desenvolvido na década de 60 pelos engenheiros da Toyota Motors,
com objetivo de tornar simples e rápidas as atividades de programação, controle e acompanhamento
de sistemas de produção em lotes. Essa idéia surgiu a partir da análise da forma como os
supermercados americanos, incipientes na época, tratavam seus estoques (OHNO, 1997 :44-45). O
sistema kanban foi projetado para ser usado dentro do contexto da filosofia JIT/TQC, e busca
movimentar e fornecer os itens dentro da produção apenas nas quantidades necessárias e no
momento necessário, daí a origem do termo “just in time” para caracterizar esse tipo de sistema de
produção.
Conforme foi apresentado no capítulo 3, o sistema kanban é um dos elementos que
diferenciam o planejamento e controle da produção JIT dos sistemas convencionais, caracterizando-
se por no curto prazo “puxar” os lotes dentro do processo produtivo, enquanto que os métodos
tradicionais de programação da produção “empurram” um conjunto de ordens para serem feitas no
período. A Figura 4.1, já apresentada anteriormente, ilustra esses dois sistemas.
Nos sistemas convencionais de empurrar a produção, elabora-se periodicamente, para
atender ao programa-mestre de produção (PMP), um programa de produção completo, da compra
da matéria-prima à montagem do produto acabado, transmitindo-o aos setores responsáveis através
da emissão de ordens de compra, fabricação e montagem, não sem antes passá-lo por uma etapa de
seqüenciamento, para adequá-lo as restrições de capacidade física do processo produtivo. No
próximo período de programação, em função dos estoques remanescentes, programam-se novas
ordens para atender a um novo PMP.
No sistema kanban de puxar a produção não se produz nada até que o cliente (interno ou
externo) de seu processo solicite a produção de determinado item. Nesse caso, a programação da
produção usa as informações do PMP para emitir ordens apenas para o último estágio do processo
produtivo, normalmente a montagem final, assim como para dimensionar as quantidades de
kanbans dos estoques em processo para os demais setores. A medida em que o cliente de um
processo necessita de itens, ele recorre aos kanbans em estoque nesse processo, acionando
diretamente o processo para que os kanbans dos itens consumidos sejam fabricados e repostos aos
estoques.

Sistema Kanban
Sistemas de Produção
A Produtividade no Chão de Fábrica
56
Processo Processo Processo PAMP
Programação da Produção
Empurrar a produção
Processo Processo Processo PAMP
Programação da Produção
Puxar a produção
OC OF OF OM
OM
Figura 4.1 Empurrar e puxar a produção (TUBINO, 1997 : 105).
Desse modo, o sistema kanban de puxar a produção distribui por todas as subfábricas
quantidades previamente calculadas de estoques para fazer a conexão entre dois pontos de trabalho
relacionados. Seja entre células, entre células e a linha de montagem, ou entre os fornecedores
externos e os usuários internos. A Figura 4.2 apresenta essa forma de focalizar os estoques junto aos
pontos de uso. O sistema kanban se propõem a eliminar os almoxarifados centralizadores. Cabe
ressaltar que internamente nas células e nas linhas de montagem não se empregam kanbans visto
que nesses casos busca-se fluxo de produção unitário.
O sistema kanban na sua forma de agir simplifica em muito as atividades de curto prazo
desempenhadas pelo PCP dos sistemas de produção JIT, delegando-as aos próprios funcionários do
chão-de-fábrica. Uma vez dimensionado o sistema kanban, está embutido em sua sistemática de
funcionamento, as atividades de administração de estoques, seqüenciamento, emissão, liberação e
acompanhamento e controle das ordens referentes a um do programa de produção.
Na seqüência desse capítulo serão inicialmente apresentados os diferentes tipos de cartões
usados pelo sistema kanban. Em seguida, serão descritas suas regras básicas de funcionamento e
formas de operacionalização para atingir a produção JIT. Ao final será apresentada a sistemática de
cálculo do número de cartões kanban e descritas as funções que o sistema kanban cumpre dentro da
produção JIT, complementando com uma lista de pré-requisitos exigidos para o funcionamento
adequado do mesmo.
4.2 TIPOS DE CARTÕES KANBAN
O sistema kanban funciona baseado no uso de sinalizações para ativar a produção e
movimentação dos itens pela fábrica. Essas sinalizações são convencionalmente feitas com base nos
cartões kanban e nos painéis porta-kanbans, porém pode utilizar-se de outros meios, que não

Capítulo 4
Sistemas de Produção
A Produtividade no Chão de Fábrica
57
cartões, para passar essas informações. Os cartões kanban convencionais são confeccionados de
material durável para suportar o manuseio decorrente do giro constante entre os estoques do cliente
e do fornecedor do item. Cada empresa, ao implantar seu sistema kanban, confecciona seus próprios
cartões de acordo com suas necessidades de informações.
Subfábrica 3 Subfábrica 4
Subfábrica 1 Subfábrica 2
Figura 4.2 Armazenagem focalizada com o sistema kanban.
De acordo com a função que exercem, os cartões kanban dividem-se em dois grupos: os
cartões kanban de produção e os cartões kanban de requisição ou movimentação. Os cartões kanban
de produção autorizam a fabricação ou montagem de determinado lote de itens. Os cartões kanban
de requisição autorizam a movimentação de lotes entre o cliente e o fornecedor de determinado
item, podendo, por sua vez, serem cartões kanban de requisição interna ou serem cartões kanban de
requisição externa à empresa ou de fornecedores. A Figura 4.3 esquematiza essa subdivisão dos
cartões kanban.
Kanban
Kanban de
produção
Kanban de
requisição
Kanban de
req. interna
Kanban de
fornecedor
Figura 43 Subdivisões dos cartões kanban (TUBINO, 1997 : 197).

Sistema Kanban
Sistemas de Produção
A Produtividade no Chão de Fábrica
58
4.2.1 Cartão kanban de produção
O cartão kanban de produção, também chamado de kanban em processo, é empregado para
autorizar a fabricação ou montagem de determinado lote de itens, tendo sua área de atuação restrita
ao centro de trabalho ou célula que executa a atividade produtiva nos itens.
O cartão kanban de produção exerce as funções das ordens de fabricação e montagem
emitidas pelos sistemas convencionais de PCP, porém, devido as características da filosofia JIT de
produção, na qual se insere o sistema kanban, o nível de informações contida nos cartões kanban é
bastante reduzido. Por exemplo, em uma ordem de fabricação convencional o PCP deve informar
qual a prioridade dada a mesma e qual o roteiro de fabricação que essa ordem deve seguir no seu
processamento. Já em um cartão kanban de produção essas informações são desnecessárias, visto
que o layout celular e os painéis de controle simplificam essas funções. Na descrição do
funcionamento do sistema kanban isso ficará claro.
A Figura 4.4 apresenta uma ilustração de um cartão kanban de produção com as
informações básicas que esse tipo de cartão kanban normalmente necessita para operar, quais
sejam:
especificação do processo e do centro de trabalho ou célula onde esse item é produzido;
descrição do item, com o código e especificação do mesmo;
local onde o lote deve ser armazenado após a produção;
capacidade do contenedor ou tamanho do lote que será fabricado;
tipo de contenedor para esse item;
número de emissão desse cartão em relação ao número total de cartões de produção para
esse item;
relação dos materiais necessários para a produção desse item e local onde se deve buscá-
los.
Em sistemas automatizados esses dados podem estar representados por um código de barras
que, ao ser lido, agilizará o fluxo de informações do PCP com os demais setores da empresa.
No. prateleira
estocagem
Processo Centro de trabalho
No. de item
Nome do item
capacidade do
contenedor
No. de
emissão
Tipo de
contenedor
Materiais necessários
codigo locação
Figura 4.4 Cartão kanban de produção (TUBINO, 1997 : 198).

Capítulo 4
Sistemas de Produção
A Produtividade no Chão de Fábrica
59
4.2.2 Cartão kanban de requisição interna
O cartão kanban de requisição interna, também chamado de cartão kanban de transporte,
retirada ou movimentação, ou simplesmente cartão kanban de requisição, funciona como uma
requisição de materiais, autorizando o fluxo de itens entre a célula ou centro de trabalho produtor e
a célula ou centro de trabalho consumidor dos itens.
Os cartões kanban de requisição são utilizados quando as células ou centros de trabalho
consumidor e produtor estão distantes um do outro, funcionando como uma autorização permanente
de transporte de itens para reposição no estoque da célula ou centro consumidor, desde que o
mesmo empregue o referido lote de itens no seu processo produtivo. Dessa forma, o fluxo de
informações é agilizado e a movimentação se dá sem a interferência do pessoal do PCP, reduzindo
as funções indiretas da fábrica.
Assim como no cartão kanban de produção, no cartão kanban de requisição, visto na Figura
4.5, devem constar apenas as informações indispensáveis para a movimentação dos itens entre os
dois postos de trabalho ou células, quais sejam:
descrição do item, com o código e especificação do mesmo;
especificação do centro de trabalho ou célula onde o item é produzido, também chamado
de centro de trabalho precedente, e local onde encontra-se armazenado o lote;
especificação do centro de trabalho ou célula onde o item é consumido, também
chamado de centro de trabalho subseqüente, e local onde deve-se depositar o lote
requisitado;
capacidade do contenedor ou tamanho do lote que será movimentado;
tipo de contenedor para esse item;
número de emissão desse cartão em relação ao número total de cartões de requisição
para esse item.
Essas informações também podem estar sintetizadas por um código de barras visando
acelerar o fluxo de informações do PCP com os demais setores da empresa.
Centro de trabalhoNo. de item
Nome do item
capacidade do
contenedor
No. de
emissão
Tipo de
contenedor
precedente
subseqüente
Centro de trabalho
Locação no
estoque
Locação no
estoque
Figura 4.5 Cartão kanban de requisição (TUBINO, 1997 : 199).

Sistema Kanban
Sistemas de Produção
A Produtividade no Chão de Fábrica
60
4.2.3 Cartão kanban de fornecedor
O cartão kanban de fornecedor executa as funções de uma ordem de compra convencional,
ou seja, autoriza o fornecedor externo da empresa a fazer uma entrega de um lote de itens,
especificado no cartão, diretamente ao seu usuário interno, desde que o mesmo tenha consumido o
lote de itens correspondente ao cartão.
O uso do sistema kanban com fornecedores, a partir do relacionamento de parceria proposto
pela filosofia JIT/TQC, simplifica e racionaliza as atividades de reposição de estoques de curto
prazo por parte dos fornecedores, pois os mesmos ficam previamente autorizados a reporem os itens
consumidos por seus clientes internos, a partir da sinalização de um cartão kanban de fornecedor.
Dessa forma, além das informações usuais a um cartão kanban de requisição, o cartão
kanban de fornecedor, exemplificado na Figura 4.6, possui informações detalhadas quanto a forma
e o momento em que o fornecedor terá acesso as instalações do cliente para promover a entrega do
lote. As informações básicas de um cartão kanban de fornecedor são as seguintes:
nome e código do fornecedor autorizado a fazer a entrega;
descrição do item a ser entregue, com o código e especificação do mesmo;
especificação do centro de trabalho ou célula onde o lote do item deve ser entregue, e
local onde deve-se depositar o lote requisitado;
lista de horários em que se deve fazer as entregas dos lotes e ciclo em número de vezes
por período, normalmente diário;
capacidade do contenedor ou tamanho do lote que será entregue;
tipo de contenedor para esse item;
número de emissão desse cartão em relação ao número total de cartões de fornecedor
para esse item.
No caso do sistema kanban com fornecedores, o uso do código de barras no cartão kanban é
bastante recomendável para acelerar o fluxo de informações sobre a entrega de materiais,
principalmente com os setores de compras e financeiro, haja vista que o sistema kanban com
fornecedores dispensa a emissão de qualquer outra documentação, como a nota de entrada de
materiais por exemplo, por parte da portaria ou do almoxarifado central.
No. de item
Nome do item
capacidade do
contenedor
No. de
emissão
Tipo de
contenedor
Nome e código
do fornecedor
Centro de trabalho
para entrega
Local estocagem
Horários de
entregas
Ciclo de
entregas
Figura 4.6 Cartão kanban de fornecedor (TUBINO, 1997 : 200).

Capítulo 4
Sistemas de Produção
A Produtividade no Chão de Fábrica
61
4.2.4 Painel porta-kanban
O sistema kanban tradicional emprega painéis ou quadros de sinalização, chamados de
painéis porta-kanban, junto aos pontos de armazenagem espalhados pela produção, com a
finalidade de sinalizar o fluxo de movimentação e consumo dos itens a partir da fixação dos cartões
kanban nesses quadros. Esses painéis fazem parte do conceito mais amplo de gerenciamento visual
da fábrica JIT com a colocação de dispositivos de sinalizações (andons) por todo o processo
produtivo, já comentados anteriormente no capítulo 2.
Esses pontos de armazenagem são chamados de “supermercados” de itens, em decorrência
da origem histórica do sistema kanban estar associada a adaptação japonesa do sistema de reposição
de produtos existentes, na época de sua criação, nos supermercados americanos.
Cada supermercado de itens espalhado pelo sistema produtivo da empresa possui um painel
porta-kanban correspondente. Olhando para uma estação de trabalho ou célula isoladamente, a
mesma está atrelada a dois supermercados (Figura 4.7). Um deles é o supermercado de entrada,
onde estão as matérias-primas e peças necessárias à execução de suas atividades produtivas, com
seu respectivo painel porta-kanban de requisição e/ou fornecedor. O outro é o supermercado de
saída, onde estão os itens acabados executados por essa estação de trabalho ou célula, com seu
respectivo painel porta-kanban de produção.
O painel porta-kanban de requisição ou de fornecedor é empregado para sinalizar as
necessidades de reposição dos itens por parte dos fornecedores, internos ou externos, dessa estação
de trabalho ou célula. Enquanto que o painel porta-kanban de produção sinaliza para essa estação
de trabalho ou célula que itens estão sendo consumidos por seus clientes e que prioridades ele deve
dar à sua reposição.
Supermercado
de
itens acabados
Supermercado
de
matérias-primas
Figura 4.7 Célula e seus supermercados.
Nos painéis porta-kanban existe uma coluna para cada item armazenado no respectivo
supermercado, essas colunas são subdivididas em tantas linhas quanto forem o número de kanbans
projetados no sistema. A Figura 4.8 apresenta uma ilustração desse painel. Geralmente, como o
dimensionamento do número de kanbans no sistema é um processo dinâmico, algumas dessas linhas

Sistema Kanban
Sistemas de Produção
A Produtividade no Chão de Fábrica
62
podem no momento não estarem sendo usadas. Conforme os clientes desse supermercado forem
retirando os contenedores com os lotes de itens, o cartão kanban correspondente, que está junto ao
lote no contenedor, é afixado, geralmente de baixo para cima, na primeira linha vazia da coluna
correspondente desse item, e o movimentador, ou o produtor, estão autorizados a requisitar ou
fabricar o lote de itens referentes ao cartão kanban afixado.
peça 1 peça 2 peça 3 peça 4 peça n
Condições normais
de operação
Atenção
Urgência
Figura 4.8 Painel porta-kanban (TUBINO, 1997 : 201).
Cada linha das colunas desses painéis porta-kanban é pintada com uma cor para facilitar a
visualização da urgência em se requisitar ou produzir esse item. Normalmente, emprega-se a cor
verde para indicar condições normais de requisição ou produção, a cor amarela para indicar
“atenção” com esse item, e a cor vermelha para sinalizar urgência na requisição ou produção do
item. Quanto mais perto da faixa vermelha, maior a prioridade para repor o item. Isso permite que
os postos de trabalho ou células façam seus próprios seqüenciamentos de forma simples e racional
dentro do conceito de gerenciamento visual da fábrica. O somatório das linhas verdes, amarelas e
vermelhas de cada coluna corresponde ao número total de cartões kanban, bem como contenedores
e lotes de itens, projetados para a operação do sistema.
4.2.5 Outros tipos de kanbans
Como já foi afirmado, o sistema kanban funciona baseado no uso de sinalizações para ativar
a produção e movimentação dos itens pela fábrica. Essas sinalizações são convencionalmente feitas
com base nos cartões kanban e nos painéis porta-kanbans, porém pode utilizar-se de outros meios
para passar essas informações e promover o sistema de puxar a produção, entre os quais o kanban
contenedor, o quadrado kanban, o painel eletrônico e o kanban informatizado. A seguir, será feita
uma breve descrição desses métodos alternativos de sinalização.
Kanban contenedor: em situações onde existem contenedores específicos para cada tipo de
item, pode-se substituir o cartão kanban por um cartão afixado diretamente no contenedor
com todas as informações necessárias a sua movimentação ou produção. Ao serem
requisitados os itens constantes desse contenedor pelo cliente, o contenedor ficará vazio e,
de imediato, autorizará a sua reposição. Uma variante do kanban contenedor consiste em
empregar um carrinho como sinal de kanban, visando facilitar a movimentação das peças,
particularmente útil para peças de grande porte.

Capítulo 4
Sistemas de Produção
A Produtividade no Chão de Fábrica
63
Quadrado kanban: esse sistema consiste em identificar no chão da fábrica um espaço
predefinido, ao lado da célula ou centro de trabalho, geralmente linhas de montagem, com
capacidade para um número predeterminado de itens. A reposição se dará no momento em
que esse quadrado kanban ficar vazio, sendo, então, preenchido todo o espaço do quadrado
kanban com novos itens. Essa sistemática é útil para peças grandes com formatos
irregulares, como, por exemplo, um quadro de motocicleta, de difícil colocação em um
contenedor.
Painel eletrônico: o uso de painéis eletrônicos com lâmpadas coloridas (verde, amarela e
verde) para cada tipo de item, junto à célula ou centro de trabalho produtor, pode ser
empregado para acelerar o fluxo de informações em relação ao método de cartões kanban
convencional. Nesse método, sempre que o usuário consumir um lote de itens, ele aciona
eletronicamente o painel de seu fornecedor, que estará autorizado a produzir o item. A
medida em que as solicitações de um item forem se acumulando, as lâmpadas
correspondentes ao nível de urgência se acenderão. Quando o centro de trabalho fornecedor
concluir um lote, ele acionará o painel para desativar a lâmpada correspondente.
Kanban informatizado: o kanban pode ser informatizado através do emprego de
computadores, dispositivos de entrada e saída de dados, e de uma rede de comunicações para
interligar diferentes pontos produtivos entre si, inclusive fornecedores externos. Com a
informatização do fluxo de informações, ganha-se o tempo gasto para se fazer a
movimentação dos cartões kanban entre os pontos consumidor e produtor, podendo-se
reduzir ainda mais os níveis de estoques nesses supermercados. Uma aplicação desse
sistema em uma fábrica de componentes de PVC é feita da seguinte maneira: no
almoxarifado de produtos acabados, ao se expedir um lote de produtos, o código de barras
do cartão kanban é lido e o cartão destruído, a informação então é processada por um
computador que autoriza a impressão de um novo cartão kanban, semelhante ao anterior,
junto ao centro produtor responsável pela produção do item expedido.
Como pode ser visto, as opções para implantação do sistema kanban são múltiplas,
dependerá da criatividade e dos recursos disponíveis na empresa, respeitando sempre os princípios
básicos de funcionamento do sistema, que serão expostos a seguir.
4.3 FUNCIONAMENTO DO SISTEMA KANBAN
O sistema kanban pode ser adaptado para trabalhar em diferentes situações, porém existem
algumas condições básicas simples que devem ser respeitadas e seguidas no sentido de tirar o
máximo proveito desse sistema de programação, controle e acompanhamento da produção. Essas
condições são conhecidas como “regras” de funcionamento do sistema kanban propostas por Ohno
(MONDEN, 1984 : 11-14), e serão apresentadas e comentadas a seguir.
Regra 1: o processo subseqüente (cliente) deve retirar no processo precedente (fornecedor)
os itens de sua necessidade apenas nas quantidades e no tempo necessário.
Essa primeira regra do sistema kanban é a chave do sistema de puxar a produção,
diferenciando-o dos sistemas tradicionais de empurrar. O atendimento da mesma implica em que os
clientes estão desde já autorizados a buscar em seus fornecedores os itens de sua necessidade,

Sistema Kanban
Sistemas de Produção
A Produtividade no Chão de Fábrica
64
porém apenas nas quantidades e no momento em que ocorrer o seu consumo, ou seja, de posse de
um cartão kanban.
Como conseqüência direta dessa regra tem-se que qualquer requisição de itens sem um
cartão kanban autorizando-a é proibida, bem como, qualquer requisição de itens em quantidades
diferentes da autorizada no cartão kanban também é proibida.
Regra 2: o processo precedente (fornecedor) deve produzir seus itens apenas nas
quantidades requisitadas pelo processo subseqüente (cliente).
Essa regra tem como objetivo limitar os estoques em processo nas células ou postos de
trabalho à quantidade projetada para o sistema kanban, evitando a superprodução. Dessa forma os
fornecedores estarão produzindo apenas os itens imediatamente requisitados pelos clientes,
nivelando os ritmos de produção e garantindo uma reposição uniforme dos itens, no momento e nas
quantidades necessárias.
Em decorrência dessa regra, pode-se afirmar que qualquer produção diferente da autorizada
pelo cartão kanban está proibida.
Regra 3: produtos com defeito não devem ser liberados para os clientes.
Essa regra ressalta a importância da qualidade total dentro do sistema produtivo, via
padronização das operações, permitindo um fluxo contínuo de itens sem defeitos. Por outro lado, a
filosofia JIT/TQC na busca da flexibilidade no atendimento das necessidades dos clientes (internos
e externos), se propõem a trabalhar com pequenos lotes de produção, o que, em conseqüência, não
dá margem a existência de itens defeituosos nesses lotes.
Regra 4: o número de kanbans no sistema deve ser minimizado.
Como o sistema kanban tem por base o ambiente da filosofia JIT/TQC, deve-se seguir o
princípio do “melhoramento contínuo”, ou seja, todos os envolvidos no processo produtivo devem
buscar alternativas para trabalhar sempre com a mínima quantidade de estoques em processo.
Regra 5: o sistema kanban deve adaptar-se a pequenas flutuações na demanda.
Essa última regra diz respeito a capacidade do sistema kanban absorver pequenas alterações
de curto prazo na demanda sem a necessidade de intervenção do PCP no sentido de alterar o
número de kanbans no sistema. É a flexibilidade de mix comentada no capítulo anterior. Enquanto
que no sistema tradicional de emissão de ordens não existe a possibilidade de responder
rapidamente às variações de curto prazo na demanda, no sistema kanban, projetado para trabalhar
com pequenos lotes e tempos de ciclo operacionais balanceados, essa adaptação se dá de forma
simples e natural dentro da lógica de “puxar” a produção pela demanda do momento.
Uma vez apresentadas as regras básicas que devem ser seguidas no funcionamento do
sistema kanban, serão discutidas agora as três alternativas de operacionalização desse sistema mais
encontradas na prática, quais sejam: o sistema kanban com dois cartões, o sistema kanban com um
cartão, e o sistema kanban com fornecedores.

Capítulo 4
Sistemas de Produção
A Produtividade no Chão de Fábrica
65
4.3.1 Sistema kanban com dois cartões
O sistema kanban com dois cartões, um de produção e outro de requisição ou
movimentação, é empregado em situações onde o fornecedor (posto precedente) está situado longe
de seu cliente (posto subseqüente), obrigando-os a se comunicarem com o cartão de movimentação,
geralmente operacionalizado por uma terceira pessoa, aqui chamada de movimentador. A Figura 4.9
auxilia no entendimento do seu funcionamento.
M
M
M
P
P
M
Painel kanban Produção
P P P
P1 P2 P3 Pn
Painel kanban Produção
P P P
P1 P2 P3 Pn
Painel kanban Requisição
P1 P2 P3 Pn
M M M
Painel kanban Requisição
P1 P2 P3 Pn
M M M
M
M
PEstação de Trabalho
Posto Precedente
P P P
Estação de Trabalho
Posto Subsequente
P P P P
MM
PP
Figura 4.9 Sistema kanban com dois cartões (TUBINO, 1997 :205).
Conforme pode-se ver na Figura 4.9, existem duas estações de trabalho: o posto precedente
(fornecedor) e o posto subseqüente (cliente). Cada uma delas possui dois supermercados de itens
com seus respectivos painéis porta-kanban, um supermercado de matérias-primas, ou itens a serem
processados, com um painel kanban de requisição, onde são colocados os cartões kanban de
requisição ou movimentação, simbolizados pela letra “M”, e um supermercado de itens prontos com
um painel kanban de produção, onde são colocados os cartões kanban de produção, simbolizados
pela letra “P”.
Como o sistema kanban é de puxar a produção, inicia-se a explicação pelo posto
subseqüente que dará partida ao processo, sendo que as mesmas atividades serão executadas pelo
posto precedente, no momento oportuno.
Quando um cliente do posto subseqüente retira no supermercado de itens prontos um
contenedor com um lote de itens, ele coloca o cartão kanban de produção, que se encontrava junto
aos itens, no painel kanban de produção desse posto, na coluna correspondente ao item. Dessa
forma, o operador do posto subseqüente está autorizado a recolher o cartão do painel, seguindo a
regra de prioridade exposta quando apresentado o painel porta-kanban, e iniciar a produção do lote.
Em algumas aplicações, o operador está autorizado a recolher de uma só vez todos os cartões de um
mesmo item visando aproveitar o setup da máquina.
Para iniciar a produção do lote, o operador recorre ao seu supermercado de matérias-primas,
retirando os itens necessários para o seu trabalho. Nesse momento, ele retira o cartão kanban de
movimentação que estava junto às suas matérias-primas, e coloca-o no painel kanban de requisição,

Sistema Kanban
Sistemas de Produção
A Produtividade no Chão de Fábrica
66
na coluna correspondente ao item, para informar da necessidade de reposição do lote de matérias-
primas consumido. Deixa junto o contenedor vazio. Em seguida, o operador produz seus itens,
coloca-os dentro do contenedor de itens prontos, com o respectivo cartão kanban de produção e
deposita-os no seu supermercado de itens prontos. Terminado esse ciclo, o operador recorre
novamente ao seu painel kanban de produção para reiniciar suas atividades.
Agora será detalhado o que ocorre com o cartão kanban de movimentação. Um operário
com a função de abastecedor dos supermercados espalhados pelo sistema produtivo, aqui chamado
de movimentador (equivalente ao almoxarife dos sistemas convencionais), periodicamente visita os
supermercados de matérias-primas dos postos produtivos, e recolhe os cartões kanban de
movimentação presentes no painel kanban de requisição. De posse dos cartões kanban de
movimentação e dos contenedores vazios, o movimentador está autorizado a ir até o supermercado
de itens prontos do posto precedente, para reabastecer os contenedores com os itens equivalentes.
Lá chegando, o movimentador identifica os itens que veio buscar com o cartão kanban de
movimentação, retira do contenedor identificado o cartão kanban de produção, fixando-o na coluna
correspondente ao item no painel kanban de produção desse posto, e coloca o cartão kanban de
movimentação dentro do contenedor cheio. Deixa, ainda, o contenedor vazio no local apropriado,
para que o operador desse posto o utilize. Realizadas todas as trocas necessárias, o movimentador
retorna ao posto subseqüente onde repõem, no supermercado de matérias-primas desse posto, os
contenedores com os itens e os cartões kanban de movimentação. Encerrando assim seu ciclo de
reabastecimento.
Olhando agora para o posto de trabalho precedente, esse está autorizado, pelos cartões
kanban de produção, afixados em seu painel kanban de produção, a iniciar um ciclo de trabalho
equivalente ao descrito para o operador do posto subseqüente. Dessa forma, quando todos os postos
de trabalho do sistema produtivo seguem essas regras, o sistema de puxar a produção na quantidade,
momento e tempo certo está ocorrendo, ou seja, a produção JIT.
4.3.2 Sistema kanban com um cartão
Diferentemente do sistema kanban com dois cartões, o sistema kanban com um cartão, o
cartão de produção, é empregado em situações onde o fornecedor (posto precedente) está situado
perto do seu cliente (posto subseqüente), não havendo necessidade de se comunicarem com um
cartão kanban de movimentação, fazendo eles mesmos a tarefa antes delegada ao movimentador de
cartões. A Figura 4.10 explica o funcionamento desse sistema mais simples.
Conforme pode-se ver nessa figura, existem duas estações de trabalho: o posto precedente
(fornecedor) e o posto subseqüente (cliente). Cada uma delas possui dois supermercados de itens,
um supermercado de matérias-primas, ou itens a serem processados, e um supermercado de itens
prontos, com seus respectivos painéis porta-kanban. Porém, como as duas estações estão
fisicamente próximas, as duas dividem um mesmo supermercado colocado entre elas, pois o que é
item pronto para o posto precedente, é matéria-prima para o posto subseqüente. Nesse caso, os
cartões kanban que circulam pelo sistema são apenas os cartões de produção, simbolizados pela
letra “P”.

Capítulo 4
Sistemas de Produção
A Produtividade no Chão de Fábrica
67
Estação de Trabalho
Posto Precedente
P P P
Estação de Trabalho
Posto Subsequente
P P P P
PP
P
Painel kanban Produção
P P P
P1 P2 P3 Pn
Painel kanban Produção
P P P
P1 P2 P3 Pn
P
P
Painel kanban Produção
P P P
P1 P2 P3 Pn
PP
Figura 4.10 Sistema kanban com um cartão (TUBINO, 1997 : 207).
Inicia-se a explicação de funcionamento do sistema pelo posto subseqüente. Quando um
cliente do posto subseqüente retira no supermercado de itens prontos um contenedor com um lote
de itens, ele coloca o cartão kanban de produção, que se encontrava junto aos itens, no painel
kanban de produção desse posto, na coluna correspondente ao item. Dessa forma, o operador do
posto subseqüente está autorizado a recolher o cartão do painel, seguindo a regra de prioridade
exposta quando apresentado o painel porta-kanban, e iniciar a produção do lote. Da mesma forma
aqui, o operador poderá estar autorizado a recolher de uma só vez todos os cartões de um mesmo
item visando aproveitar o setup da máquina.
Para iniciar a produção do lote, o operador recorre ao seu supermercado de matérias-primas,
que é o mesmo compartilhado com o posto precedente, retirando os itens necessários para o seu
trabalho. Nesse momento, ele retira o cartão kanban de produção que estava junto as suas matérias-
primas, e coloca-o no painel kanban de produção desse supermercado, na coluna correspondente ao
item, para informar da necessidade de reposição do lote de matérias-primas consumido. Deixa junto
o contenedor vazio. Em seguida, o operador produz seus itens, coloca-os dentro do contenedor de
itens prontos, com o respectivo cartão kanban de produção e deposita-os no seu supermercado de
itens prontos. Terminado esse ciclo, o operador recorre novamente ao seu painel kanban de
produção para reiniciar suas atividades.
Olhando agora para o posto de trabalho precedente, esse está autorizado, pelos cartões
kanban de produção, afixados em seu painel kanban de produção pelo operador do posto
subseqüente, a iniciar um ciclo de trabalho equivalente ao descrito para o operador do posto
subseqüente. Dessa forma se dá seqüência ao sistema de puxar a produção.
4.3.3 Sistema kanban com fornecedores
O sistema kanban com fornecedores deve ser entendido na sua forma mais ampla, ou seja,
para que o sistema seja realmente eficiente, tanto para o cliente como para o fornecedor, não basta
que o fornecedor faça suas entregas freqüentes em pequenos lotes na fábrica do cliente, mas sim,
que ele sincronize seu processo produtivo a essa freqüência de entregas, reduzindo os custos totais

Sistema Kanban
Sistemas de Produção
A Produtividade no Chão de Fábrica
68
da cadeia produtiva. As questões sobre o relacionamento externo da empresa com fornecedores e
clientes da cadeia produtiva será tratada no detalhe mais adiante no capítulo7.
Dessa forma, como foi exposto no capítulo anterior, deve haver um entrelaçamento de
informações entre os setores de PCP das duas empresas, em dois níveis:
em nível de planejamento, o plano-mestre de produção do cliente deve servir de base
para a elaboração do plano-mestre de produção do fornecedor, permitindo que o mesmo
organize sua estrutura produtiva e dimensione seus kanbans internos, preparando-se para
a demanda que virá;
em nível de programação diária, a comunicação é feita por meio do sistema kanban,
especificando o que realmente o cliente está necessitando naquele momento. Essa
comunicação pode ser feita de duas formas: convencionalmente, via cartão kanban de
fornecedor, ou de forma avançada, via envio diário de uma tabela com as necessidades
de itens a serem entregues naquele dia.
Como a maioria das aplicações do sistema kanban com fornecedores se dá no modo
convencional, com a circulação de cartões, esta lógica de funcionamento será explicada com a ajuda
da Figura 4.11, considerando apenas a visão do que acontece dentro das instalações do cliente. Nos
sistemas que empregam redes computacionais para as comunicações, ao invés de circularem cartões
kanbans, os fornecedores recebem periodicamente uma listagem de necessidades de itens para
entrega no cliente de forma a repor os estoques consumidos.
Conforme pode-se ver na Figura 4.11, tem-se uma estação de trabalho com seus dois
supermercados: um supermercado de itens prontos com seu respectivo painel kanban de produção,
que serve para acionar a produção de itens nesse posto, e um supermercado de matérias-primas com
seu painel de kanban de fornecedores, abastecido por um fornecedor externo. Os cartões kanban de
fornecedor estão simbolizados pela letra “F”.
Estação de Trabalho
P P P
Painel kanban Produção
P P P
P1 P2 P3 Pn
P
P
Painel kanban Fornecedores
F F F
P1 P2 P3 Pn
F
F
F
Supermercado
de
Matérias-primas
F
FF
Figura 4.11 Sistema kanban com fornecedores (TUBINO, 1997 : 208).
O sistema de funcionamento é bastante simples. Quando o operador da estação de trabalho
necessita repor seu supermercado de itens prontos, dentro da sistemática já explicada anteriormente,
ele recorre ao seu supermercado de matérias-primas, retirando os itens necessários para o seu
trabalho. Nesse momento, ele retira o cartão kanban de fornecedor que estava junto as suas

Capítulo 4
Sistemas de Produção
A Produtividade no Chão de Fábrica
69
matérias-primas, e coloca-o no painel kanban de fornecedores desse supermercado, na coluna
correspondente ao item, para informar da necessidade de reposição do lote de matérias-primas
consumido. Deixa junto o contenedor vazio.
Nesse exemplo, está se considerando apenas um supermercado de matérias-primas, junto à
estação de trabalho. Em algumas aplicações iniciais do sistema kanban com fornecedores, ou
devido à limitações físicas da fábrica, não é permitido que o fornecedor entregue diretamente a
estação de trabalho os seus itens, existindo então dois supermercados de matérias-primas, um junto
a estação de trabalho e outro junto a recepção. O fluxo de cartões e de itens entre esses dois
supermercados, nesse caso, se dá com a intervenção do movimentador, já explicada no sistema
kanban com dois cartões.
Periodicamente, um transportador do fornecedor, próprio ou terceirizado, entra na empresa
trazendo as matérias-primas solicitadas na viajem anterior, dirigindo-se para o supermercado de
matérias-primas (na recepção ou na estação de trabalho correspondente). Nesse momento ele
deposita os contenedores cheios que trouxe, com seus respectivos cartões kanban de fornecedores,
no supermercado, e recolhe do painel kanban de fornecedores os cartões kanban de fornecedores ali
afixados, levando junto os contenedores vazios. Esses cartões kanban de fornecedores autorizam o
transportador a trazer na próxima viagem as matérias-primas equivalentes. Fechando assim o ciclo
de comunicação entre as empresas dentro da ótica de puxar a produção.
4.4 CÁLCULO DO NÚMERO DE CARTÕES KANBAN
A determinação do número de cartões kanban para os itens que circularão entre os
supermercados distribuídos pelo sistema produtivo pode ser encarada sob dois aspectos: o tamanho
do lote do item para cada contenedor e cartão, e o número total de contenedores e cartões por item,
definindo o nível total de estoques do item no sistema.
Inicialmente, há necessidade de se estabelecer o tamanho do lote para cada item, pois com
base nele é que se definirá o número total de cartões que circulam no sistema. A definição do
tamanho ideal dos lotes produtivos será tratada em detalhe no próximo capítulo, onde será visto que
a filosofia JIT/TQC considera que lotes unitários são os ideais. Na prática, apesar de a busca pelo
lote unitário ser contínua, normalmente define-se o tamanho do lote em função de dois fatores. O
número de setups, ou de reposições, que se pretende fazer por dia, e o tamanho do contenedor onde
serão colocados os itens.
Quanto maior for o tempo de setup, maior o tamanho do lote para diluir seus custos e menor
a sua freqüência de produção diária. Uma alternativa para se trabalhar com lotes menores por
cartão, já citada, consiste em estabelecer, como regra de funcionamento do sistema kanban, que o
operador espere ser afixado um determinado número de cartões kanban no painel de seu
supermercado para, então, iniciar a produção e diluir os custos de setup. Técnicas de troca rápida de
ferramentas (TRF), para reduzir o tempo de setup, serão apresentadas no próximo capítulo.
O segundo fator diz respeito a variedade de tipos e tamanhos de contenedores circulando no
sistema. Deve-se procurar reduzi-los ao máximo, no sentido de simplificar e padronizar as funções
de armazenagem e movimentação dentro do sistema produtivo. Sendo assim, o tamanho do lote de
cada item deverá se adaptar aos tamanhos predefinidos de contenedores.

Sistema Kanban
Sistemas de Produção
A Produtividade no Chão de Fábrica
70
Outro ponto a ser lembrado na determinação do tamanho do lote está relacionado à
dependência dos itens componentes a demanda do produto acabado. Em processos focalizados em
uma gama restrita de produtos, sempre que um produto acabado é montado, pela sistemática de
puxar a produção, acaba ocorrendo a necessidade de repor os componentes empregados nessa
montagem dentro de quantidades preestabelecidas. Por exemplo, cada automóvel montado na linha
emprega um lote de cinco rodas, logo o tamanho do lote de rodas deve ser proporcional a cinco
unidades, pois seu consumo puxado se dará nessa proporção.
Estabelecido para cada item o tamanho do lote por contenedor, pode-se projetar o número
total de lotes no sistema. A determinação do número de cartões kanban é função da demanda
prevista no PMP, do tempo gasto para a produção e movimentação dos lotes no sistema produtivo,
bem como, da segurança projetada. A Fórmula 4.1, já comentada no capítulo anterior, apresenta a
expressão básica usada para esse cálculo.
ND
QT S
D
QT Sprod mov
1 1 (4.1)
Onde:
N = número total de cartões kanban no sistema;
D = demanda média diária do item (itens/dia);
Q = tamanho do lote por contenedor ou cartão (itens/cartão);
Tprod = tempo total para um cartão kanban de produção completar um ciclo produtivo, em
percentual do dia, na estação de trabalho (%);
Tmov = tempo total para um cartão kanban de movimentação completar um circuito, em
percentual do dia, entre os supermercados do produtor e do consumidor (%);
S = fator de segurança, em percentual do dia (%).
A primeira parte da expressão (4.1) determina o número de cartões kanban de produção, e a
segunda o número de cartões kanban de movimentação. Obviamente, quando trabalha-se com o
sistema kanban de um cartão, emprega-se apenas a primeira parte da expressão. Para projetar o
sistema kanban com fornecedores, emprega-se apenas a segunda parte da expressão.
Conforme foi explicado no capítulo anterior, a demanda média diária do item é obtida a
partir da demanda esperada dos produtos acabados incluídos no plano-mestre de produção (PMP)
que utilizam esse item na sua composição. Pequenas variações ocasionais de demandas no PMP, em
torno de 10%, podem ser administradas pela própria lógica de puxar a produção do sistema kanban,
contudo, quando a demanda prevista no PMP alterar seu patamar, há necessidade de utilizar essa
informação para recalcular, não só o número de kanbans, como também os tempos de ciclo do
sistema produtivo. A seguir apresenta-se três exemplos de cálculo do número de kanbans.
Exemplo 4.1 - sistema com dois cartões: supondo que um item possui uma demanda média
diária de 1000 itens/dia, e que ele é acondicionado em contenedores padrões em lotes de 30
itens/cartão, e que, em função dos custos de setup da máquina, pretende-se fazer em média oito
preparações por dia para esse item, ou seja, um cartão kanban de produção irá circular em sua
estação de trabalho na velocidade de 0,125 do dia (1/8 do dia). Por outro lado, o funcionário
responsável pela movimentação dos lotes entre o produtor e o consumidor está encarregado de fazer
10 viagens por dia, ou seja, um cartão kanban de movimentação colocado no painel imediatamente
após a passagem do movimentador, gastará uma dessas viagens do movimentador, de 0,1 do dia
(1/10 do dia), esperando para ser recolhido, e outra dessas viagens, de 0,1 do dia (1/10 do dia), para

Capítulo 4
Sistemas de Produção
A Produtividade no Chão de Fábrica
71
ir até o produtor e retornar com os itens, fechando um ciclo de movimentação total de 0,2 do dia.
Complementando, admita-se uma segurança inicial para o sistema de 15%, ou seja 0,15 do dia.
Logo:
D = 1000 itens/dia;
Q = 30 itens/cartão;
Tprod = 0,125 do dia;
Tmov = 0,2 do dia;
S = 0,15 do dia.
N
1000
300 125 1 0 15
1000
300 2 1 0 15, , , ,
N = 4,79 + 7,66
Como não existem números de cartões kanban fracionados, fica-se com cinco cartões
kanban de produção e oito cartões kanban de movimentação.
O número total de cartões kanban e contenedores no sistema será de 13, ou seja um estoque
total de 390 itens (13 cartões x 30 itens/cartão), sendo que cinco contenedores, com seus cartões
kanban de produção, ficarão na supermercado de itens prontos do produtor, e oito contenedores,
com seus cartões kanban de movimentação, em circulação entre o supermercado de itens prontos do
produtor e o supermercado de matérias-primas do consumidor.
Exemplo 4.2 - sistema com um cartão: nesse segundo exemplo, admite-se que o posto
consumidor está junto ao posto produtor, existindo apenas um supermercado de itens entre eles,
com cartões kanban de produção. O consumidor demanda 2000 itens/dia, em contenedores padrões
com lotes de 20 itens/cartão, e o produtor emprega entre preparação da máquina e produção de um
lote de 20 itens, 48 minutos de um dia de 480 minutos, ou seja, 0,1 do dia (pode fazer 10 lotes em
um dia). Dimensionando uma segurança de 5%, ou 0,05 do dia, pode-se determinar o número de
cartões no sistema, pela fórmula (4.1).
Logo:
D = 2000 itens/dia;
Q = 20 itens/cartão;
Tprod = 0,1 do dia;
Tmov = 0;
S = 0,05 do dia.
N
2000
200 1 1 0 05 10 5 11, , , Kanbans
Ou seja, com apenas 11 contenedores com cartões kanban de produção é possível
sincronizar o ritmo de consumo do posto subseqüente com o ritmo de produção do posto
precedente, e atender a demanda diária de 2000 itens.
Exemplo 4.3 - kanban com fornecedores: admitindo-se um sistema para um item cuja
demanda diária é de 1500 itens/dia, com um contenedor padrão, movimentado pelo fornecedor, para
lotes de 50 itens/cartão. Supondo que o fornecedor realize quatro viagens a ao cliente por dia, duas

Sistema Kanban
Sistemas de Produção
A Produtividade no Chão de Fábrica
72
pela manhã e duas a tarde, definindo um ciclo de movimentação dos contenedores, entre as duas
empresas, de 0,5 dia, ou seja, se um cartão kanban é colocado no painel do fornecedor pela manhã
logo após a primeira visita, ele será recolhido apenas na visita seguinte (consumindo 0,25 do dia)
quando será encaminhado ao fornecedor, que retornará com os itens na terceira viagem do dia
(consumindo mais 0,5 do dia). Como as estradas não estão em boas condições de tráfego, admite-se
uma segurança de 10%, ou de 0,1 do dia. Pela fórmula (4.1) pode-se calcular o número de
contenedores e cartões kanban de fornecedor no sistema.
Logo:
D = 1500 itens/dia;
Q = 50 itens/cartão;
Tprod = 0;
Tmov = 0,5 dia;
S = 0,1 do dia.
N kanbans
1500
500 5 1 0 1 16 5 17, , ,
Há necessidade de operar o sistema com 17 cartões de fornecedor, sendo que normalmente
em cada ciclo de reposição oito (ou nove) cartões estarão no supermercado de matérias-primas do
posto consumidor, com 400 itens, a disposição do operador, enquanto os outros nove (ou oito)
cartões estarão de posse do fornecedor para reposição.
Concluindo a questão sobre o número de cartões kanban e contenedores circulando pelo
sistema produtivo, cabe ressaltar a facilidade com que, dado ao caráter prático e simples de
operacionalização do sistema de cartões, pode-se redimensionar esse número pela verificação visual
da efetiva operação do sistema. Por exemplo, inicialmente pode-se projetar uma segurança maior no
sistema, e, a medida em que os padrões operacionais se estabilizarem, ir retirando-se essa segurança
até atingir o ponto ideal, ou ainda, no cálculo dos kanbans de movimentação empregou-se a pior
situação para o tempo de movimentação de um cartão, supondo que ele entraria no painel logo após
a passagem do movimentador, gerando um tempo duplo de circulação. Caso na prática isso não
aconteça com tanta freqüência, pode-se reduzir visualmente o número de kanbans projetado.
4.5 FUNÇÕES EXECUTADAS PELO SISTEMA KANBAN
O sistema kanban, conforme definido inicialmente, é um sistema de controle do fluxo de
informações e produção de processos repetitivos em lotes, garantindo uma produção puxada em um
ambiente JIT. Contudo, essa definição é muito simplista e não expõem todas as funções executadas
e as vantagens decorrentes da implantação adequada do sistema kanban. A lista abaixo detalha
quais as funções que são executadas pelo sistema kanban, e seus benefícios em relação aos sistemas
convencionais de produção em lotes, não só na esfera de interesse do planejamento e controle da
produção, mas também dentro do sistema produtivo em geral.
O sistema kanban atua dentro das funções de planejamento e controle da produção no nível
operacional de curto prazo, ou seja, executa as atividades de programação, acompanhamento e
controle da produção, de forma simples e direta, da seguinte forma:

Capítulo 4
Sistemas de Produção
A Produtividade no Chão de Fábrica
73
as funções de administração dos estoques estão contidas dentro do próprio sistema de
funcionamento do kanban, ou seja, a definição de quanto produzir, quando produzir e
que segurança empregar são inerentes ao sistema;
seqüenciamento do programa de produção segue as regras de prioridades estabelecidas
nos painéis porta-kanban, sem a interferência do PCP, refletindo mais rapidamente as
variações na demanda do posto cliente. Dessa forma, ao utilizar os recursos produtivos
apenas para demandas reais, reduz os estoques especulativos e acelera os lead times
produtivos;
a emissão das ordens pelo PCP se dá em um único momento, quando da confecção dos
cartões kanban, sendo os mesmos reaproveitados dentro do ciclo de reposição dos itens.
Conjugado a produção focalizada, os cartões kanban possuem um conjunto mínimo de
informações, suficientes para a produção e movimentação dos itens no sistema,
contribuindo para a simplicidade operacional;
assim como para o seqüenciamento, a liberação das ordens aos postos de trabalho se dá a
nível de chão-de-fábrica, sem interferência do pessoal do PCP. Os cartões kanban de
produção e movimentação são ordens de produção e movimentação de itens,
administradas pelos próprios operários e liberadas aos mesmos sempre que forem
afixadas nos painéis porta kanban dos supermercados;
sistema kanban permite, de forma simples, o acompanhamento e controle visual e
automático do programa de produção. O atendimento das regras de funcionamento do
sistema kanban garante que não serão formados estoques superiores, ou inferiores, aos
projetados para atender à um programa de produção. A gerência, recorrendo visualmente
aos painéis porta kanban, sabe de imediato quanto de trabalho é necessário para atender
ao programa predeterminado.
Além das vantagens obtidas nas atividades do PCP, o sistema kanban desempenha uma série
de funções adicionais, não menos importantes, que fazem dele um sistema catalisador do
incremento contínuo da produtividade e da qualidade. Essas funções podem ser descritas como:
por ser conduzido pelos próprios operários, o sistema kanban estimula a iniciativa e o
sentido de propriedade nos mesmos. Os operários agem como, e sentem-se como, donos
do processo em que trabalham, seguindo suas próprias decisões;
ao estabelecer uma cadeia clara entre o cliente e o fornecedor dos itens, facilita os
trabalhos dos grupos de melhorias, como os Círculos de Controle da Qualidade, na
identificação e eliminação de problemas;
permite a identificação imediata de problemas que inibam o incremento da
produtividade, pela redução planejada do número de cartões kanban em circulação no
sistema. Esses problemas serão os temas a serem tratados pelos grupos de melhoria;
ao estimular o uso de pequenos lotes, reduz a necessidade de equipamentos de
movimentação e acusa imediatamente problemas de qualidade nos itens;
implementa efetivamente os conceitos de organização, simplicidade, padronização e
limpeza nos estoques do sistema produtivo;
dispensa a necessidade de inventários periódicos nos estoques; a quantidade de cada item
é definida por seu número de cartões kanban em circulação no sistema;
estimula o emprego do conceito de operador polivalente, pois fomenta nos operadores
atividades de programação e controle da produção, antes de responsabilidade do pessoal
do PCP;
por meio dos cartões kanban, fornece informações precisas e simples aos operadores
para execução de suas atividades, facilitando o cumprimento dos padrões de trabalho.

Sistema Kanban
Sistemas de Produção
A Produtividade no Chão de Fábrica
74
4.6 PRÉ-REQUISITOS PARA O FUNCIONAMENTO DO SISTEMA KANBAN
A lista de vantagens atribuídas ao sistema kanban, conforme vista anteriormente, é bastante
grande, porém ela só é plenamente alcançada quando o sistema produtivo está projetado para operar
dentro da filosofia JIT/TQC. Dessa forma, pode-se dizer que os pré-requisitos de funcionamento do
sistema kanban são as próprias ferramentas que compõem essa filosofia, e que determinam quão
eficiente o sistema produtivo é, quais sejam:
estabilidade de projeto de produtos, evitando-se mudanças bruscas de curto prazo,
portanto não planejadas, no roteiro de produção;
estabilidade no programa-mestre de produção empregado para projetar o sistema
kanban, obtida a partir do relacionamento de longo prazo com clientes, evitando-se
mudanças inesperadas de curto prazo nas quantidades a serem produzidas;
índices de qualidade altos, visto que lotes com defeitos causarão sérios danos ao fluxo
produtivo sob a ótica de puxar empregada no sistema kanban;
fluxos produtivos bem definidos, de preferência produção focalizada com layout celular,
permitindo roteiros claros de circulação dos cartões kanban;
lotes pequenos, viáveis com a implantação do setup rápido (TRF), possibilitando
resposta imediata às solicitações do cliente, sem a necessidade de estoques excessivos;
operários treinados e motivados com os objetivos do melhoramento contínuo, cumprindo
rigorosamente as regras de funcionamento do sistema kanban;
equipamentos em perfeito estado de conservação, com ênfase na manutenção preventiva,
evitando-se paradas inesperadas não suportadas pelo nível mínimo de estoques no
sistema.
Logicamente, as empresas não esperam atingir plenamente todos esses pré-requisitos para só
então iniciar a implantação do sistema kanban. O sistema kanban, devido a sua simplicidade, deve
ser implantado já no início, em conjunto com as demais técnicas da filosofia JIT/TQC, em setores
onde seu potencial de sucesso seja maior. Toda empresa possui algum setor onde o fornecedor e o
cliente de uma gama restrita de itens estejam próximos e as demandas sejam regulares. A medida
em que os fluxos produtivos forem se organizando pela focalização da produção, a implantação
inicial do sistema kanban pode se expandir com segurança.
O sistema kanban, conforme apresentado, é um sistema idealizado para trabalhar em
processos repetitivos em lotes, porém empresas que trabalham com produção sob encomenda, ou
com processos de produção em massa de fluxo contínuo, podem fazer uso dos seus princípios para
tratar itens, dentro de seus sistemas produtivos, que tenham características de repetitividade.
Também, internamente nos setores de apoio ao processo produtivo, como manutenção,
ferramentaria, etc., pode-se fazer uso desse sistema para administrar seus estoques de peças
componentes.

Sistemas de Produção
A Produtividade no Chão de Fábrica
5 REDUÇÃO DOS LEAD TIMES PRODUTIVOS
Procura-se nesse quinto capítulo apresentar a forma como os sistemas de produção JIT
tratam a questão da redução dos diversos tempos componentes do lead time produtivo na
busca pela flexibilidade. Inicialmente, define-se o lead time produtivo como o somatório dos
tempos de espera, processamento, inspeção e transporte, sendo que o tempo de espera pode
ser decomposto em espera para a programação da produção, espera na fila do recurso e
espera no lote de produção. Cada um desses tempos componentes do lead time produtivo é
descrito segundo a ótica dos sistemas convencional para, posteriormente, ser apresentada a
proposta dos sistemas de produção JIT para reduzi-los. As técnicas de troca rápida de
ferramentas (TRF), necessárias para a produção econômica de pequenos lotes, fundamentais
para a redução de vários dos tempos componentes do lead time produtivo, são também
descritas, assim como os conceitos de autonomação e dispositivos à prova de erro.
5.1 INTRODUÇÃO
Lead time, ou tempo de atravessamento ou fluxo, é uma medida do tempo gasto pelo sistema
produtivo para transformar matérias-primas em produtos acabados. Pode-se tanto considerar esse
tempo de forma ampla, denominando-o como lead time do cliente, quando pretende-se medir o
tempo desde a solicitação do produto pelo cliente até sua efetiva entrega ao mesmo, como pode-se
considerar esse tempo de forma restrita, lead time de produção, levando-se em conta apenas as
atividades internas ao sistema de manufatura. Nesse capítulo serão analisadas as atividades internas
ao sistema de manufatura, considerando-se o desdobramento dos tempos que compõem os lead
times produtivos. As questões referentes ao relacionamento entre fornecedores e clientes serão
tratadas no capítulo onde se discutirá a proposta da filosofia JIT/TQC para a logística da cadeia
produtiva.
Sendo o lead time uma medida de tempo, ele está relacionado à flexibilidade do sistema
produtivo em responder à uma solicitação do cliente, ou seja, quanto menor o tempo de conversão
de matérias-primas em produtos acabados, menores serão os custos do sistema produtivo no
atendimento das necessidades dos clientes. O objetivo do conjunto das técnicas JIT para o chão de
fábrica é o de buscar, dentro do princípio de melhoramentos contínuos, a meta de lead time “zero”,
ou seja, entrega imediata sem formação de estoques.
Logicamente, é impossível a produção imediata de qualquer produto. Sempre existirá um
prazo de entrega para as solicitações dos clientes. O que a filosofia JIT/TQC busca através da
implementação de suas técnicas é a redução contínua dos lead times produtivos para atender as
solicitações dos clientes com prazos de entregas cada vez menores sem a formação exagerada de
estoques. Como foi visto no capítulo sobre planejamento e controle da produção no JIT, o sistema
de puxar a produção procura não produzir sem que haja demanda efetiva, evitando a formação de
estoques desnecessários. Essa lógica de PCP só funciona com lead times curtos.
Nos sistemas convencionais, como a velocidade de resposta aos pedidos dos clientes é baixa,
o sincronismo entre lead times e prazos de entregas é obtido através da formação prévia de estoques,
tanto de produtos acabados como de componentes e matérias-primas. Essa solução tem se mostrado

Redução dos Lead Times Produtivos
Sistemas de Produção
A Produtividade no Chão de Fábrica
76
inadequada devido à uma série de razões já citadas em capítulos anteriores, entre as quais nesse
momento cabe destacar:
estoques não agregam valor aos produtos, constituindo-se em uma das principais perdas
dos sistemas produtivos;
estoques encobertam problemas de qualidade, retardando a identificação e correção dos
mesmos;
estoques impedem a comunicação imediata na cadeia “fornecedor-cliente”, dificultando
para os fornecedores, internos ou externos, o entendimento de quais são as reais
necessidades dos clientes;
estoques são formados com base em previsões de demanda, que podem não se confirmar
etc.
Não se deve confundir lead time com tempo de ciclo. Lead time é o tempo necessário para
transformar as matérias-primas em produtos acabados, enquanto tempo de ciclo é o intervalo de
tempo entre a saída de produtos acabados. Pode-se ter tempos de ciclo curtos com lead times
longos, desde que se produza com base em estoques.
Ao se acompanhar o fluxo produtivo de um item, pode-se identificar quatro grupos distintos
de tempos que compõem o lead time desse item, conforme esquematizado na Figura 5.1: o tempo de
espera, o tempo de processamento, o tempo de inspeção e o tempo de transporte. O tempo de espera
para o processamento do item compreende o somatório dos tempos consumidos com a programação
da produção, com a espera na fila do recurso e com a espera para completar o lote. O tempo de
processamento é o tempo gasto com a transformação da matéria-prima em produto acabado (é o
único que agrega valor). O tempo de inspeção é o tempo despendido para verificar se o item
produzido está de acordo com as especificações exigidas. O tempo de transporte é o tempo
empregado para movimentar o item, segundo seu roteiro de fabricação, entre os recursos produtivos.
Lead Time Produtivo
Esperas Processamento Inspeção Transporte
Programação da Produção Espera na Fila Espera no Lote
Figura 5.1 Composição do lead time produtivo.
Para se reduzir os lead times produtivos deve-se melhorar a performance do sistema quanto
aos tempos de espera, processamento, inspeção e transporte simultaneamente. Nos sistemas
convencionais, fica a cargo da automação industrial a tarefa de melhorar esses tempos, seja através
da compra de equipamentos automatizados para produção, seja através da implantação de softwares
integrados para o gerenciamento da fábrica. Contudo, a filosofia JIT/TQC apresenta soluções
simples para tratar o problema da redução dos lead times, as quais deveriam ser implementadas
antes de se recorrer a investimentos vultuosos em automação. Na seqüência, serão descritas como as
técnicas JIT buscam reduzir cada um dos tempos componentes do lead time produtivo.

Capítulo 5
Sistemas de Produção
A Produtividade no Chão de Fábrica
77
5.2 MELHORIA NOS TEMPOS DE ESPERA
Shingo (SHINGO, 1996 : 281) define a espera como um estado na qual o tempo passa sem
que haja ocorrência de processo, inspeção ou transporte no item. Dentro dessa ótica, pode-se
considerar como tempo de espera o tempo necessário para a programação da produção do item, o
tempo perdido pelo item aguardando na fila para que o recurso se libere, e o tempo necessário para
o processamento do lote do qual o item faz parte. Os tempos gastos com espera não agregam valores
aos produtos, e devem, por principio, serem eliminados. O tempo de espera é proporcional ao
número de etapas pela qual o item passa, pois para cada uma delas ele sofrerá essa espera. Em
processos convencionais intermitentes em lotes, os tempos de espera podem chegar a 80% do lead
time do item. Por isso, as técnicas JIT buscam privilegiar a lógica dos processos contínuos de
fabricação em pequenos lotes, de preferência em fluxo unitário.
5.2.1 Melhoria no tempo de programação da produção
A programação da produção foi discutida nos capítulos 3 e 4, dando-se ênfase a diferença
entre os sistemas de empurrar um programa de produção e os sistemas de puxar um programa de
produção. Nos sistemas empurrados, a partir de uma previsão da demanda, monta-se o plano-mestre
de produção (PMP) para os produtos que pretende-se vender. Esse PMP serve de base para a
emissão de um programa com ordens de montagem, fabricação e compras de itens que acionarão o
sistema produtivo durante a abrangência desse PMP.
Toda essa dinâmica operacional de empurrar um programa de produção é feita com auxílio
de softwares especializados, baseados na lógica operacional do MRP (Material Requirements
Planning), que demandam certo tempo para rodar e chegar a um programa com alguma viabilidade
de ser cumprido pelo sistema produtivo. É comum o PCP das empresas passar o fim de semana
envolvido com a coleta de dados e preparação do programa de produção para a próxima semana. O
que faz com que o tempo entre um programa e outro seja de sete dias (ou uma semana). Além disso,
como na segunda feira o programa deve estar disponível para acionar o sistema produtivo, o PCP
não detalha esse programa devidamente, apesar dos softwares possuírem módulos de cálculo de
análise da capacidade, dificultando ainda mais o atendimento de suas metas.
Outra atividade que consome algum tempo adicional na montagem de um programa de
produção para ser liberado diz respeito ao seqüenciamento (TUBINO, 1997 : 146-177) das ordens
segundo regras de prioridades. Como existe um conjunto de ordens solicitando recursos idênticos
(os chamados departamentos), há necessidade de priorizar a seqüência na qual essas ordens devem
passar por esses recursos. Dependendo da sofisticação da heurística e do software empregado isso
pode adicionar algumas horas a mais no tempo de programação da produção.
Dentro desse ciclo semanal de programação da produção, um pedido específico de um
cliente para ser adicionado ao programa da fábrica, só será considerado na programação da próxima
semana. Como já foi colocado, isso não acontece e o cliente acaba sendo atendido pelos estoques de
produtos acabados que a princípio foram formados a partir de uma estimativa de demanda.

Redução dos Lead Times Produtivos
Sistemas de Produção
A Produtividade no Chão de Fábrica
78
Resumindo a questão da programação da produção, nos sistemas de PCP convencionais o tempo de
programação da produção é longo e os clientes são atendidos basicamente pelos estoques.
Por outro lado, o sistema de puxar a produção proposto pelo JIT faz com que o período de
tempo entre a chegada de um pedido e o início da produção seja praticamente imediato. Com o
dimensionamento e a montagem de estoques intermediários (supermercados) entre clientes e
fornecedores, as ordens de montagem, fabricação e compras fluem de forma simples pelo sistema
produtivo focalizado pela ação dos próprios envolvidos no processo produtivo, sem a interferência
de curto prazo do pessoal do PCP. Essa lógica de puxar já foi devidamente detalhada no capítulo
anterior. O que se salienta aqui é o seu efeito acelerador na composição do lead time produtivo, pelo
fato da ação de programação e seqüenciamento da produção estar junto ao chão-de-fábrica, onde o
processo produtivo se desenvolve.
5.2.2 Melhoria no tempo de espera na fila
O tempo de espera de um item na fila de um recurso para ser trabalhado é, sem dúvida, o
componente de maior peso nos tempos de espera que compõem o lead time produtivo. As filas de
espera na frente dos recursos ocorrem devido a três fatores principais: desbalanceamento entre carga
de trabalho e capacidade produtiva, esperas para setup e processamento dos lotes com prioridade no
recurso, e problemas de qualidade no sistema produtivo. As técnicas JIT para o chão de fábrica
buscam continuamente a solução para, se não eliminar, pelo menos minimizar a influência desses
fatores críticos na composição do lead time produtivo.
Desbalanceamento entre carga e capacidade: todo sistema produtivo possui algum
recurso que limita sua capacidade de produção, chamado de “gargalo”. A existência de gargalos
leva ao desbalanceamento entre a carga solicitada pela programação e a capacidade dos recursos,
visto que nos sistemas convencionais tende-se a não permitir que os recursos produtivos fiquem
parados, dentro do conceito de valor agregado já comentado anteriormente. Como conseqüência da
existência dos gargalos, é inevitável a formação de filas tanto na frente dos recursos gargalos devido
a sua limitação de capacidade, como na frente dos demais recursos que estão dependentes de itens
provenientes de gargalos. A identificação clara dos gargalos é o primeiro passo para evitar a
formação de filas no sistema. O segundo passo consiste em não se programar, ou carregar, os
demais recursos acima da capacidade do recurso gargalo.
Nos processos contínuos os gargalos são de fácil identificação, pois o sistema produtivo está
focalizado em uma gama restrita de produtos, muitas vezes um único produto, com os recursos
dispostos segundo o fluxo de produção. Nesses sistemas fica claro para a programação da produção
qual a capacidade que o sistema possui, e até quanto o mesmo pode ser carregado. Já nos processos
intermitentes em lotes, a variedade de itens e roteiros produtivos dificulta a identificação dos pontos
gargalos, ainda mais que, dependendo do mix de produção, esses gargalos podem mudar de posição.
Como conseqüência, a programação da produção carrega os recursos, gargalos ou não, sempre a
plena carga e considera os estoques resultantes como inevitáveis. A formação descontrolada de filas
na frente dos recursos leva a um aumento exagerado do lead time.
A filosofia JIT/TQC e as técnicas apresentadas nesse livro buscam em seu conjunto atuar
nos dois pontos básicos para limitar a formação de filas decorrentes do desbalanceamento entre

Capítulo 5
Sistemas de Produção
A Produtividade no Chão de Fábrica
79
carga e capacidade produtiva. Por um lado facilitam a identificação dos gargalos, e, por outro,
evitam o carregamento do sistema produtivo acima dessa cota, dando atenção aos seguintes pontos:
produção focalizada com layout celular visando “linearizar” o fluxo produtivo,
facilitando a identificação dos pontos gargalos;
balanceamento dos recursos com base em um tempo de ciclo projetado a partir da
demanda do PMP, evitando por um lado que os mesmos sejam acionados em ritmos de
produção diferentes, e, por outro, que a capacidade produtiva seja usada para formar
estoques de consumo duvidoso;
emprego do sistema de puxar a produção a partir das necessidades dos recursos clientes,
evitando que se produzam itens desnecessários naquele momento;
permitindo que recursos com capacidades excedentes sejam acionados apenas para
atender aos clientes, tanto pela redução de sua velocidade de operação (desde que não
acarrete problemas mecânicos), como pela paralisação do mesmo quando a cota de
produção for alcançada.
Esperas para setup e processamento dos lotes com prioridade no recurso: quando um
lote de um item está na fila de espera para ser trabalhado em um recurso, ele ficará nessa fila tanto
tempo quanto for necessário para que todos os lotes com prioridades superiores a sua sejam
preparados (setup) para entrar no recurso e processados. Um componente importante do tempo de
espera na fila já foi tratado no tópico acima, e refere-se ao desbalanceamento entre carga e
capacidade do recurso. Contudo, além do número de lotes na fila, outro fator muito importante para
definir o tempo de espera é o tamanho dos lotes que estão nessa fila.
Convencionalmente, trata-se o tempo gasto com a preparação dos recursos, ou setup, como
algo indesejável porém, intrinsecamente, necessário ao processo produtivo. Os altos tempos (e
custos) de setups são então diluídos pelo tamanho do lote, dentro do conceito convencional de lote
econômico, gerando tamanhos grandes de lotes. Por exemplo, para uma prensa com setup de duas
horas, o lote mínimo de produção acabará sendo de 3000 itens. Dessa forma, caso existam cinco
lotes na fila de espera da prensa, o último lote terá que esperar oito horas (4 x 2 horas) pelas
preparações mais o tempo de processamento dos 12000 itens (4 x 3000 itens), para avançar na fila e
ter prioridade de processamento.
Para se reduzir esse tempo de espera na fila ações devem ser feitas para se baixar os tempos
de setup de forma a tornar econômico o uso de lotes pequenos. Com lotes pequenos e tempos de
setups na casa de minutos, ou até segundos, as filas de espera nos recursos andarão de forma rápida
e permitirão a produção just-in-time. A troca rápida de ferramentas é um dos pilares básicos da
filosofia JIT/TQC, e será tratada com o devido destaque, mais adiante, dentro desse capítulo.
Problemas de qualidade no sistema produtivo: um terceiro ponto, não menos importante
que os dois anteriores já citados, na formação de filas de espera na frente de recursos são aqueles
decorrentes da baixa qualidade de operação do sistema produtivo. Não existe produção JIT sem
Qualidade Total. Como os estoques são projetados para amortecer problemas, as filas serão tanto
maiores quanto forem os fatos geradores desses problemas, ou seja:
quebras de equipamentos, com manutenções apenas corretivas;
treinamento inadequado da mão-de-obra, não atendendo aos padrões de trabalho;
geração de itens defeituosos, com identificação apenas ao final do processo;

Redução dos Lead Times Produtivos
Sistemas de Produção
A Produtividade no Chão de Fábrica
80
baixo relacionamento com fornecedores, recebendo itens antes, ou depois, do
preestabelecido com qualidade duvidosa.
As técnicas relacionadas com o Controle Total da Qualidade buscam através do
envolvimento da mão-de-obra identificar e tratar de forma sistêmica esses pontos falhos do processo
produtivo, permitindo a redução do tamanho dos estoques, e filas, decorrentes de problemas de
qualidade.
5.2.3 Melhoria no tempo de espera no lote
O terceiro componente do lead time de um item dentro do grupo dos tempos de espera, além
do tempo de programação do lote e do tempo de espera na fila, é o tempo gasto para esse item ser
processado no recurso e aguardar que os demais itens do lote também o sejam. Infelizmente, nos
sistemas de produção convencionais não é dada atenção a esse ponto que está relacionado com o
fato do lead time médio de um item dentro de um lote ser sempre o lead time do último item
processado, ou seja, o lead time máximo dentro dos itens do lote. A Figura 5.2 ilustra esse ponto.
3000 1
Esperando processamento
3000 1
Esperando
processamento
Esperando
lote
3000 1
Lote processado
Figura 5.2 Tempo de espera do lote.
Nessa figura procura-se mostrar que um item dentro de um lote de produção, por exemplo de
3000 itens, pode estar em três estágios distintos: esperando para ser processado, esperando para que
os demais itens do lote sejam processados, e liberado para seguir em frente o seu roteiro de
fabricação. Caso o tempo de produção na máquina seja de um minuto por item, mesmo que o
primeiro item fique pronto em um minuto, ele e os demais 2998 itens terão que esperar 3000
minutos para que o último item do lote seja processado e libere o lote para seguir seu roteiro. Sendo
assim, o lead time de todos os itens do lote será de 3000 minutos, mesmo que ele fique pronto em
um minuto.
Ideologicamente, a solução para eliminar o tempo de espera no lote consiste em buscar a
produção em fluxo unitário. Ou seja, produzir e movimentar cada item como se o mesmo fosse um

Capítulo 5
Sistemas de Produção
A Produtividade no Chão de Fábrica
81
lote de um único item. Na prática, a produção focalizada com células de fabricação por famílias de
itens busca trabalhar nesse sentido, fazendo com que internamente nas células os itens sejam
tratados individualmente. Contudo, a ação que leva a produção econômica de lotes tão pequenos
quanto possíveis é a aplicação das técnicas de troca rápida de ferramentas.
Um ponto importante a ser notado, é o de que sempre que se conseguir reduções nos tempos
de preparação dos lotes, esses podem ser reduzidos na mesma proporção, baixando o lead time
médio dos itens nesse lote, sem afetar a carga total de trabalho da máquina. Por exemplo, caso o lote
de 3000 itens citado anteriormente tenha um setup de duas horas, a máquina estará ocupada durante
52 horas, das quais duas horas de setup e 50 horas de produção (3000 minutos 60 minutos/hora).
Admitindo-se que o tempo gasto com o setup seja reduzido para 12 minutos (1/10 do setup
anterior), o tamanho do lote pode ser reduzido para 300 unidades ( 3000 itens 10) sem alterar a
carga de trabalho da máquina, ou seja, produzindo-se 3000 itens em 10 lotes de 300 unidades gasta-
se as mesmas 52 horas [10 x (12 minutos + 300 x 1 minuto)]. Em decorrência disso, o lead time
médio dos itens no lote cai de 3000 minutos para 300 minutos, além de reduzir de uma forma geral
os estoques médios do sistema.
5.3 TROCA RÁPIDA DE FERRAMENTAS
A troca rápida de ferramentas (TRF) é um dos conceitos básicos da produção JIT. Ela foi
desenvolvida por Shingo na década de 70 após vários anos de experiências em empresas japonesas,
em especial na Toyota Motors, onde conseguiu transformar setups de prensas que consumiam duas
horas em três minutos. Toda sua experiência em TRF está descrita em um livro específico sobre
esse assunto, entitulado “A Revolution in Manufacturing: the S.M.E.D. System” (SHINGO, 1985).
Dentro do objetivo de caracterizar a TRF no contexto da filosofia JIT/TQC, em especial na redução
dos lead times produtivos, será apresentado a seguir um resumo adaptado desses conceitos
propostos por Shingo. Antes contudo, cabe fazer uma introdução para entender como os custos de
preparação, ou setup, influenciam na definição do tamanho do lote de produção, através da chamada
teoria do lote econômico, e como a filosofia JIT/TQC se posiciona dentro dessa conhecida teoria.
Pela teoria do lote econômico (TUBINO, 1997 : 111-124) existem três componentes de
custos associados ao processo de reposição e armazenagem dos itens: os custos diretos, os custos de
manutenção de estoques e os custos de preparação para reposição. O comportamento destes custos
irá definir qual o tamanho de lote econômico adequado ao processo de reposição e armazenagem do
item. Pode-se equacionar cada um destes custos para um dado período de planejamento da seguinte
maneira:
Custo Direto: é aquele incorrido diretamente com a compra ou fabricação do item. É
proporcional a demanda para o período e aos custos unitários do item (de fabricação ou de
compra).
CD D C (5.1)
Onde: CD = Custo direto do período;
D = Demanda do item para o período;
C = Custo unitário de compra ou fabricação do item.

Redução dos Lead Times Produtivos
Sistemas de Produção
A Produtividade no Chão de Fábrica
82
Custo de Preparação: são todos aqueles custos referentes ao processo de reposição do
item pela compra ou fabricação do lote de itens. Fazem parte destes custos os seguintes
elementos: mão-de-obra para emissão e processamento das ordens de compra ou de
fabricação, materiais e equipamentos utilizados para a confecção das ordens, custos indiretos
dos departamentos de Compras ou do PCP para a confecção das ordens, como luz, telefone,
aluguéis, etc., e, quando for o caso de fabricação dos itens, os custos de preparação, ou
setup, dos equipamentos produtivos. O custo de preparação é proporcional ao custo de uma
preparação de compra ou de fabricação do item e ao número de vezes em que este item foi
requerido durante o período de planejamento.
CP N A (5.2)
Como ND
Q (5.3)
Tem-se que: CPD
QA (5.4)
Onde: CP = Custo de preparação do período;
N = Número de pedidos de compra ou fabricação durante o período;
Q = Tamanho do lote de reposição;
A = Custo unitário de preparação.
Custo de manutenção de estoques: são aqueles custos decorrentes do fato do sistema
produtivo necessitar manter itens em estoques para o seu funcionamento. Isso implica numa
série de custos, tais como: mão-de-obra para armazenagem e movimentação dos itens,
aluguel, luz, seguro, telefone, sistemas computacionais e equipamentos do almoxarifado,
custos de deterioração e obsolescência dos estoques, e, principalmente, o custo do capital
investido. O custo de manutenção dos estoques é proporcional à quantidade de estoques
médio no período de planejamento, ao custo unitário do item, e à taxa de encargos
financeiros que incidem sobre os estoques.
CM Q C Im (5.5)
Onde: CM = Custo de manutenção de estoques do período;
Qm = Estoque médio durante o período;
I = Taxa de encargos financeiros sobre os estoques.
A partir da definição desses três custos, pode-se obter uma equação para o custo total do
sistema:
CT CD CP CM
CT D CD
QA Q C Im (5.6)

Capítulo 5
Sistemas de Produção
A Produtividade no Chão de Fábrica
83
Como forma de ilustrar o comportamento desses custos em relação ao tamanho dos lotes, ou
ao número de reposições dado que ND
Q , é apresentado o exemplo a seguir.
Um item é fabricado em uma prensa que consome o equivalente a $ 1.300,00 em custos de
setup cada vez que a máquina é preparada. A demanda anual por esse item é de 600 unidades, seu
custo unitário é de $ 50,00, e a taxa de encargos financeiros sobre o capital empatado em estoque é
de 78% ao ano. Qual o tamanho do lote a ser fabricado, ou quantas preparações devem ser feitas por
ano?
Quando o item é fabricado apenas uma vez por ano, o tamanho do lote é de 600 unidades e
os estoques médios do sistema, admitindo-se que o lote seja entregue de forma total, são de 300
itens (Q/2). Nessa primeira alternativa os custos envolvidos no processo são:
CD D C 600 50 30000.
CPD
QA
600
6001300 1300.
CM Q C Im 600
250 0 78 11700, .
CT D CD
QA Q C Im 600 50
600
6001300
600
250 0,78 43 000.
Pode-se, de forma análoga, desenvolver os custos para todas as demais alternativas de
número de setups por ano, porém até quatro setups, ou lotes de 150 unidades, já é suficiente para
visualizar o comportamento dos custos. Esses dados encontram-se na Tabela 5.1, e a Figura 5.3
ilustra o comportamento apresentado pelos custos.
Tabela 5.1 Dados do exemplo de lote econômico.
Setups Lotes CD CP CM CT
1 600 30.000 1.300 11.700 43.000
2 300 30.000 2.600 5.850 38.450
3 200 30.000 3.900 3.900 37.800
4 150 30.000 5.200 2.925 38.125
Conforme pode-se ver nos dados da Tabela 5.1 e no gráfico da Figura 5.3, o número de
preparações que minimiza o custo total é de três setups por ano, equivalente a um lote de 200
unidades por setup. Esse tamanho de lote é conhecido como “lote econômico” (Q*).
No gráfico da Figura 5.3 pode-se observar também o comportamento das curvas de custo
com relação à variações no tamanho do lote ou no número de preparações. Os custos diretos,
quando o preço do item é fixo, não se alteram com a mudança do tamanho do lote ou do número de
preparações. Os custos de preparação diminuem a medida em que o tamanho do lote aumenta ou a
periodicidade diminui. Considerando apenas esses custos, o lote ideal seria o maior possível. Já os
custos de manutenção de estoques diminuem a medida em que o tamanho do lote diminui ou a
periodicidade aumenta. Considerando apenas esses custos, o lote ideal seria o menor possível.
Somando esses três custos, tem-se a curva de custo total que apresenta um ponto de mínimo que
procura equilibrar as forças antagônicas dos custos de preparação e manutenção dos estoques.

Redução dos Lead Times Produtivos
Sistemas de Produção
A Produtividade no Chão de Fábrica
84
0
5000
10000
15000
20000
25000
30000
35000
40000
45000
50000
150 200 300 600
Tamanho do lote
$
Custo Total
Custo Direto
Custo de Manutenção de Estoques
Custo de Preparação
Figura 5.3 Gráfico do exemplo de lote econômico.
O ponto mínimo da curva de custo total pode ser obtido diretamente através da derivação da
equação dessa curva em relação à quantidade, igualando-se a zero e isolando-se essa variável.
Existem várias fórmulas para se obter o lote econômico, dependendo do comportamento dos custos.
Nesse exemplo simples, o lote econômico é obtido da seguinte forma:
QD A
C I
*
,
2 2 600 1300
50 0 78200unidades por preparação
A teoria do lote econômico apresentada de forma resumida acima, desenvolvida ainda no
início desse século, foi a melhor solução encontrada pelas empresas para dimensionar seus lotes de
reposição. Por estar baseada em uma lógica matemática associada a minimização de custos, ela é
incontestável. O que a filosofia JIT/TQC veio introduzir nesse processo de determinação dos
tamanhos de lotes foi uma nova leitura das variáveis que entram nesse cálculo. A Figura 5.4 ilustra
essa mudança.
As empresas eficientes têm demonstrado que associados aos custos convencionas de
manutenção de estoques, existem uma gama muito importante de custos, ditos da “má qualidade”
(os famosos desperdícios), que estão diretamente relacionados com a quantidade de estoques
disponíveis no sistema produtivo. A motivação da mão-de-obra que se perde ao produzir-se para
estocar, ao invés de diretamente para um cliente (interno ou externo), a não identificação imediata
dos problemas que ficam encobertos pelos estoques, a falta de ritmo entre setores produtivos que se
isolam com os estoques em processo, etc. Dessa forma a variável “I”, que entra no denominador da
equação do lote econômico, tende para infinito ou para um número bastante grande.
Paralelamente a isso, as modernas técnicas de gestão da produção JIT dão ênfase à
necessidade de se reduzir os custos de preparação. Seja o setup das máquinas através do emprego de
troca rápidas de ferramentas, transformando horas em minutos ou até segundos, seja o custo da
ordem de compra através da melhora no relacionamento com os fornecedores. Dessa maneira a
variável “A”, que entra no numerador da equação do lote econômico, tende para zero ou para um
número pequeno.

Capítulo 5
Sistemas de Produção
A Produtividade no Chão de Fábrica
85
QD A
C I
*
21
Q*convencional Lote
$
Q*JIT/TQC
CPconvencional
CMconvencionalCMJIT/TQC
CPJIT/TQC
grande
pequeno
Figura 5.4 O lote econômico e a filosofia JIT/TQC.
Com isso tem-se, por um lado, um valor pequeno no numerador, e por outro, um valor
grande no denominador, fazendo com que o lote econômico, dentro dessa nova filosofia de
gerenciamento da produção, tenda para a unidade. Essas são as razões que estão por trás da busca
constante pela produção em fluxo unitário através da aplicação das técnicas de TRF que serão
descritas.
Shingo, ao tratar o problema dos setups convencionais demorados, identificou quatro grupo
de funções tipicamente desenvolvidas durante esses setups de máquinas (SHINGO, 1996 : 82),
distribuídas proporcionalmente no tempo de acordo com a Figura 5.5. Conforme pode-se ver,
apenas 5% do tempo gasto nesses setups eram referentes à remoção e fixação das matrizes e
ferramentas. O restante do tempo era consumido com funções que podiam ser melhoradas, ou até
eliminadas, desde que tratadas adequadamente.
Figura 5.5 Distribuição dos tempos durante os setups.
Como resultado de seu trabalho na busca por setups rápidos, Shingo chegou a formulação da
teoria para a TRF, que pode ser resumida em quatro estágios seqüenciais, cada um contendo um
conjunto de técnicas específicas, apresentados na Figura 5.6. Por ser simples e de fácil aplicação, a
50%
5%
15%
30%
Preparação da matéria-prima, dispositivos de montagem, acessórios etc.
Fixação e remoção de matrizes e ferramentas.
Centragem e determinação das dimensões das ferramentas.
Procesamentos iniciais e ajustes.

Redução dos Lead Times Produtivos
Sistemas de Produção
A Produtividade no Chão de Fábrica
86
TRF deve ser implementada a partir do processo de TQC com a participação dos operadores das
máquinas envolvidas, dentro dos grupos de CCQ ou equivalentes, apoiados pelas das áreas técnicas
de Engenharia Industrial e Ferramentaria na função de disseminar os conhecimentos e implementar
as soluções encontradas. Dado que serão os operadores que irão executar os setups, é importante
que eles entendam o porquê e sintam-se responsáveis pelas soluções encontradas.
Identificar e
separar o
setup interno
do externo.
Converter o
setup interno
em externo.
Simplificar e
melhorar os
pontos
restantes.
Eliminar o
setup.
Figura 5.6 Os quatro estágios da TRF.
5.3.1 Identificar e separar o setup interno do externo
O primeiro passo para a TRF consiste em identificar como as atividades de setup estão
sendo feitas atualmente, buscando detalhar dentro dos conceitos de tempos e movimentos cada uma
dessas atividades. A melhor forma de se fazer isso consiste em filmar várias trocas de ferramentas
para serem discutidas com o grupo de melhoria. Nesse processo de obtenção de dados, deve-se usar
uma planilha onde as atividades de setup serão classificadas como internas, externas e
desnecessárias, com seus referidos tempos.
Uma atividade de setup interna é aquela executada enquanto a máquina está parada. Uma
atividade de setup externa é aquela executada enquanto a máquina está operando. Já uma atividade
desnecessária, como o próprio nome indica, é uma atividade que não faz parte das atividades
necessárias para a realização do setup da máquina e que erroneamente está sendo realizada, como
por exemplo, aguardar que uma talha, ou uma empilhadeira, fique livre e venha auxiliar na
movimentação do ferramental, ou esperar que um ferramenteiro venha ajudar na troca e regulagem
da matriz.
O primeiro passo nesse estágio inicial da TRF consiste em eliminar as atividades
desnecessárias. Um exemplo prático largamente utilizado para evitar esperas e dependências de
equipamentos de movimentação, consiste em empregar carrinhos de movimentação manual de
baixo custo para armazenar e movimentar as matrizes durante o processo de setup. Conforme pode
ser visto na Figura 5.7, esse carrinho possui roletes em uma mesa giratória que permite a um único
operador deslizar facilmente as matrizes antiga e nova para sua troca. Evita-se assim a atividade de
espera no processo de setup. De uma maneira geral, a aplicação do conceito de focalização da
produção discutido no capítulo 2 deve ser feita também no contexto da TRF, aproximando e
focalizando o ferramental e equipamentos de apoio junto às células ou linhas as quais servem.
Harmon e Peterson (HARMON, 1991 : 245 – 247) citam um exemplo de focalização dos
dispositivos de setup implementado nas linhas de fabricação usadas na estampagem, moldagem e
montagem de contatores elétricos da Siemens, na Alemanha, onde pela simples focalização dos
dispositivos às linhas conseguiu-se reduzir o tempo de troca das duas prensas perfuradoras de cada
linha, que consumia de 15 a 30 minutos, para meros um a dois minutos.

Capítulo 5
Sistemas de Produção
A Produtividade no Chão de Fábrica
87
Matriz Antiga Matriz Nova
Prensa
Carrinho Rotativo
Figura 5.7 Carrinho com roletes para a troca de matrizes.
Eliminadas as atividades desnecessárias, deve-se proceder a separação criteriosa das
atividades internas das externas. Quando a máquina estiver parada para a troca da matriz ou
ferramenta o operador deve executar apenas as operações do setup interno, ou seja, a remoção da
matriz ou ferramenta antiga e a fixação da nova. Todas as atividades referentes ao setup externo,
como preparação e transporte das matrizes, gabaritos, ferramentas e dispositivos de fixação, devem
ser feitas enquanto a máquina ainda estiver operando. Shingo (SHINGO, 1996 : 82) argumenta, com
base em sua grande experiência prática, que a simples separação e organização das operações
internas e externas podem reduzir o tempo de parada de máquina entre 30 a 50%.
5.3.2 Converter o setup interno em externo
Organizadas as atividades internas e externas do setup e eliminadas as desnecessárias, para
se chegar a uma redução maior do tempo de máquina parada deve-se proceder a uma análise
criteriosa das atividades inicialmente classificadas como internas, no sentido de verificar se
realmente essa é uma atividade que só pode ser executada com a máquina parada, bem como, se não
existe uma outra alternativa melhor que permita transferi-la, total ou parcialmente, para atividade
externa.
Um exemplo simples da aplicação desse conceito consiste em rever a atividade interna de
aquecimento de matrizes nos processos de fundição e forjamento. Deve-se utilizar o calor perdido
pelo forno nessas operações para pré-aquecer as matrizes que irão entrar em operação, evitando-se
assim, além da perda de tempo interno, custos decorrentes da produção de itens defeituosos no
início da produção.
Outra atividade considerada convencionalmente como interna que pode ser transferida, pelo
menos parcialmente, para externa é o ajuste do ferramental, empregando-se dispositivos
intermediários que padronizem a forma de fixação. Os ajustes são demorados (de 50 a 70% do
tempo total de setup interno) e requerem a habilidade de um ferramenteiro. Como seria muito
dispendioso a curto prazo padronizar todas as matrizes, deve-se inicialmente promover a

Redução dos Lead Times Produtivos
Sistemas de Produção
A Produtividade no Chão de Fábrica
88
uniformização apenas das partes necessárias ao setup. Por exemplo, a altura das matrizes pode ser
padronizada pela utilização de placas espaçadoras (Figura 5.8), de forma a evitar que a prensa
necessite regular sua abertura a cada mudança de matriz. Outro exemplo clássico consiste em
padronizar a altura dos cabeçotes fixadores de estampos (Figura 5.9), acelerando sua forma de
fixação e eliminando ajustes.
Espaçador para
padronizar a altura
Altura
Padrão
Figura 5.8 Espaçadores para a padronização da altura de matrizes (MONDEN, 1984 : 44).
Fixador com
altura padrão
Fixador com
rebaixo usinado
Fixador com
espaçador soldado
Figura 5.9 Padronização da altura dos cabeçotes fixadores de estampos (MONDEN, 1984 : 46)
O emprego de uma ferramenta de fixação suplementar padronizada para todas as matrizes é
uma outra técnica usada para passar as atividades internas de ajuste para externa. Apesar de cada
matriz ter sua regulagem diferente conforme o item para a qual se destina, projeta-se um dispositivo
padrão de fixação intermediária onde essa matriz é regulada e fixada como uma atividade externa de
setup, ou seja, com a máquina operando o item anterior. Quando a máquina para, é realizada a troca
do conjunto “matriz-dispositivo auxiliar” de forma rápida. Empregando-se ainda sistemas de guias
para direcionar o posicionamento do conjunto, semelhante ao de um vídeo cassete, chega-se ao
chamado setup em um toque (OTED – One Touch Exchange of Die).
5.3.3 Simplificar e melhorar os pontos relevantes
Uma vez separadas as atividades internas das externas, e transferidas, tanto quanto possível,
as atividades internas para externas, o terceiro estágio da TRF consiste em analisar detalhadamente
essas atividades buscando simplificar e melhorar ainda mais alguns pontos relevantes do setup.
Nesse sentido, algumas soluções propostas por Shingo podem ser exploradas, como usar operações

Capítulo 5
Sistemas de Produção
A Produtividade no Chão de Fábrica
89
paralelas, usar sistemas de colocações finitas (ou do mínimo múltiplo comum), empregar fixadores
rápidos e eliminar a tentativa e erro.
Usar operações paralelas: máquinas de grande porte envolvem posições de fixação de
matrizes em todo o seu perímetro. Com apenas um operador executando o setup, invariavelmente
muito dos seus movimentos são realizados somente para se deslocar de um ponto a outro. Porém, se
um segundo operador é convocado para ajudá-lo, o tempo total despendido por cada operador tende
a ser menor do que 50%, em função da eliminação das atividades desnecessárias. Por exemplo, se
uma troca leva 15 minutos para ser feita por um operador, pode ser realizada em 5 minutos por dois
operadores. Com a simplificação e padronização das ações necessárias ao setup, a polivalência dos
operadores pode ser estendida no sentido da ajuda mútua durante o setup.
Usar sistemas de colocações finitas: apesar de uma máquina ao ser projetada pelo
fabricante ser capaz de assumir posições em uma escala contínua, quando colocada em operação
apenas algumas dessas posições serão empregadas, principalmente quando se focaliza a produção
numa gama restrita de itens. Por exemplo, a Figura 5.10 mostra a instalação de cinco limitadores de
curso, nas cinco posições necessárias, com objetivo de eliminar o ajuste em escala contínua que era
realizado quando existia apenas um limitador. O setup passa a ser executado com um toque apenas.
Outra aplicação desse conceito pode ser vista na Figura 5.11, onde regulagens universais para o
ajuste interno e externo das proteções de uma linha de limpeza de recipientes, foram substituídos
por uma proteção fixa na parte externa e gabaritos padrões de proteção interna, conforme o tipo de
vasilhame, afixados por guias em posições fixas.
Quadro móvel
Quadro fixo
Limitadores de curso
para controlar os
golpes das batidasBatente
de curso
Figura 5.10 Sistema de colocações finitas (MONDEN, 1984 : 45).

Redução dos Lead Times Produtivos
Sistemas de Produção
A Produtividade no Chão de Fábrica
90
Dispositivos de ajuste
Dispositivos de ajuste
Proteção externa fixa
Proteção interna substituível
Figura 5.11 Setup na proteção da correia transportadora (HARMON, 1993 :395).
Empregar fixadores rápidos: parafusos são os elementos mais comuns de fixação de
ferramentas, contudo eles só fixam a ferramenta quando a porca é acionada até o último fio de sua
rosca, e só liberam a ferramenta quando a porca é totalmente desenroscada. Entre esses dois pontos
existe um desperdício de tempo onde o operador está apenas desenroscando a porca. Quando
diferentes tipos de parafusos são utilizados (phillips, allen, quadrados ou hexagonais) a situação se
complica ainda mais pela troca de chaves necessárias ao setup. No caso de equipamentos onde os
pontos de fixação são numerosos, ou em regulagens de linhas de montagens, o desperdício pode ser
multiplicado por dez, ou mesmo cem. A solução para evitar que isso ocorra passa por três ações:
rever o projeto do ferramental através de uma análise estrutural, buscando reduzir o
número de dispositivos de fixação à quantidade correta;
padronizar os dispositivos de fixação, reduzindo a sua altura à mínima necessária para
dar o aperto e desaperto da ferramenta;
substituir os parafusos convencionais por dispositivos de fixação rápida, como por
exemplo os apresentados na Figura 5.12:
a) parafusos com a cabeça em forma de T ou L eliminam a necessidade de ferramenta
suplementar;
b) diâmetro interno do furo da base da matriz maior do que o diâmetro externo da
porca, sustentada por uma arruela em forma de U que é sacada fora com apenas um
giro da porca, liberando a matriz;
c) parafuso e porca com roscas parciais complementares, permitindo sacar ou introduzir
a porca no parafuso até o final de seu curso e fixá-la com um giro;
d) grampos acionados por molas, hidráulica ou pneumaticamente, permitem o encaixe
da matriz com um toque.

Capítulo 5
Sistemas de Produção
A Produtividade no Chão de Fábrica
91
a) dispositivos com cabeça em L e T b) arruela em forma de U
c) parafuso e porca com rosca parcial d) grampos acionados por molas
Figura 5.12 Dispositivos de fixação rápida.
Eliminar a tentativa e erro: o processo de setup só é completado efetivamente quando se
consegue produzir a primeira peça dentro das especificações exigidas. O período compreendido
entre a fixação da ferramenta nova e a produção da primeira peça boa, com retirada de amostras,
medições e novas regulagens, é um desperdício de tempo e dinheiro, e como tal deve ser eliminado.
O objetivo da TRF é de que uma vez realizada a troca do ferramental, a primeira peça já esteja
dentro das especificações, partindo do princípio de que deve existir um padrão de regulagem a ser
seguido. A Figura 5.13 apresenta essa dinâmica. A razão para o emprego do método de tentativa e
erro tem sua origem, segundo Harmon e Peterson (HARMON, 1991 : 237), em três fatores:
1) como a TRF não faz parte da filosofia da empresa, padrões de setup não são seguidos;
2) com a falta de focalização da produção existente em estruturas departamentais, várias
máquinas podem executar a mesma operação em um item, tendo cada uma delas
regulagens diferentes. Isso torna dispendioso e pouco operacional a existência de padrões
atualizados;
3) com o passar do tempo, e sem manutenções preventivas e aplicação dos “5S”
(organização, arrumação, limpeza, padronização e disciplina), o desgaste e sujeira dos
componentes das máquinas tornam inúteis as regulagens padrões.

Redução dos Lead Times Produtivos
Sistemas de Produção
A Produtividade no Chão de Fábrica
92
SetupRetirar
amostraInspecionar Regular
Retirar
amostraProduzirTempo
Desperdícios
Usar
padrões
Setup Produzir
Figura 5.13 Eliminar a tentativa e erro.
5.3.4 Eliminar o setup
Eliminar a atividade de setup é o objetivo final da TRF. O melhor setup é aquele que não
existe, ou seja, ao invés de se supor que os setups são inevitáveis deve-se responder a seguinte
pergunta: como produzir itens diferentes sem promover setups? A resposta a essa pergunta pode ser
uma simples modificação no projeto do produto, a produção focalizada em células, ou a produção
de peças em grupos.
Projeto do produto: os produtos devem ser projetados de forma que seus itens
componentes sejam padronizados. Reduzindo-se a variedade de itens, reduz-se a necessidade de
trocas de ferramentas. Um exemplo simples desse ponto, apresentado por Harmon (HARMON,
1993 : 238), diz respeito ao projeto de dois virabrequins onde os orifícios para a entrada de óleo
tinham sido projetados com ângulos diferentes, resultando em um tempo de setup na usinagem
desses orifícios de quase duas horas. Uma análise mais criteriosa identificou que a diferença nos
ângulos provinha apenas do fato dos projetos das peças terem sido feitos por engenheiros diferentes,
portanto poderia se padronizar o ângulo e eliminar o setup.
Produção focalizada: a focalização da produção com células de fabricação permite uma
visão mais clara do fluxo produtivo. De nada adianta produzir itens em grandes lotes em máquinas
potentes, se o fluxo produtivo desse item está ligado ao seu tempo de ciclo, que é limitado pela
demanda. Por exemplo, ao invés de se utilizar uma prensa com múltiplas funções para furar um
item, pode-se introduzir dentro de uma célula uma máquina mais simples com a função específica
de furação, acionada pelo operador, sempre que necessário, dentro do fluxo de produção unitário.
Produção em grupos: a produção de itens diferentes agrupados na mesma operação é uma
forma de eliminar ou diluir o setup da máquina pelo grupo produzido. Os grupos podem ser
formados por itens utilizados em um mesmo produto, como por exemplo estampar os paralamas
direto e esquerdo de um automóvel simultaneamente, ou por itens diferentes empregados em
produtos diferentes. Shingo (SHINGO, 1996 : 238) cita um exemplo de dois tipos de botões para
televisão, A e B, produzidos a partir de resinas diferentes em uma máquina injetora de plástico. A
solução encontrada para evitar o setup, apresentada na Figura 5.14, foi desenvolver um molde com
cavidades para os dois tipos de botões formando ângulos retos. Conforme o tipo de botão
necessário, o molde é girado em 90 graus e a respectiva resina é injetada.

Capítulo 5
Sistemas de Produção
A Produtividade no Chão de Fábrica
93
A
A
B B
Canal de
injeção
Figura 5.14 Produção em grupo de itens (SHINGO, 1996 : 238).
5.4 MELHORIA NOS TEMPOS DE PROCESSAMENTO
O tempo de processamento é o tempo gasto com a transformação da matéria-prima em
produto acabado. Considera-se por princípio que o tempo gasto com o processamento dos itens é o
único que agrega valor ao produto, e pelo qual os clientes estão dispostos a pagar. Como o tempo de
processamento de um item é decorrente do esforço conjunto de homens e máquinas, para melhorá-lo
tem-se três alternativas: melhorar os movimentos humanos, melhorar os movimentos das máquinas,
ou ainda, substituir o movimento humano por automações. Convencionalmente delega-se a
Engenharia Industrial a função de promover melhorias nesse tempo, contudo, dentro da filosofia
JIT/TQC, a responsabilidade pela melhoria nos tempos de processamento pode ser atribuída tanto a
quem projeta o produto e sua forma de fabricação, como a quem executa essas operações.
Melhorar os tempos de processamento a nível de projeto significa planejar produtos e
processos de produção que possam ser implementados de forma simples e eficientes. Atualmente o
projeto de produtos e processos passa pelos conceitos de Engenharia Simultânea e Análise de Valor.
A Engenharia Simultânea busca desenvolver projetos interativos onde os fornecedores e clientes da
cadeia produtiva possam expor suas necessidades e potencialidades de trabalho para gerar produtos
que garantam a sobrevivência dessa cadeia em relação as demais cadeias concorrentes. A Análise de
Valor fornece as técnicas necessárias para que os engenheiros envolvidos no projeto possam
analisar e melhorar cada uma das funções que se espera que o produto execute.
Melhorar os tempos de processamento a nível de execução das operações significa não só
cumprir os padrões de trabalho dentro dos tempos de ciclo preestabelecidos, como também buscar o
melhoramento contínuo, o chamado kaizen, nas funções de operação. A filosofia JIT/TQC abre
espaço dentro dos Círculos de Controle de Qualidade, ou grupos de estudos equivalentes, para que o
nível operacional possa também contribuir com alternativas que visem facilitar a execução das
atividades produtivas. Os padrões de trabalho e a distribuição de funções operacionais dentro do
conceito de polivalência serão discutidos no próximo capítulo.
5.5 MELHORIA NOS TEMPOS DE INSPEÇÃO
Uma vez processados, os itens passam em algum ponto do sistema pela inspeção para
verificação da sua qualidade. A inspeção por amostragem, baseada no chamado NQA (nível de
qualidade aceitável), tem sido a solução utilizada pelos sistemas de produção convencionais para

Redução dos Lead Times Produtivos
Sistemas de Produção
A Produtividade no Chão de Fábrica
94
reduzir o tempo e os custos desse procedimento. Contudo, esse tipo de inspeção apresenta dois
problemas fundamentais: um certo nível de defeitos pode ser aceito, ou seja, clientes receberão itens
defeituosos, e sua atuação se restringe aos efeitos do processo. Não atuando-se em cima das causas,
os defeitos tenderão a se repetir. Uma alternativa mais recente da inspeção por amostragem é o
controle estatístico do processo (CEP), onde cartas de controle são usadas para acompanhar a média
e a variabilidade do processo, buscando evitar que esse processo saia da faixa de controle e produza
itens defeituosos. Infelizmente, com a demora na tomada de decisões inerentes aos sistemas
convencionais de produção, o CEP resulta apenas na identificação de problemas a posteriori, e não
na sua prevenção.
A filosofia JIT/TQC tem por princípio a produção sem defeitos. Para que isso ocorra há
necessidade de se trocar a inspeção por amostragem pela inspeção 100%, bem como, atuar em cima
das causas geradoras dos defeitos para que não se repitam. Várias ferramentas voltadas para a
qualidade total foram desenvolvidas e estão disponíveis na literatura específica de TQC, como
Diagrama de Ishikawa, Classificação ABC, Ciclo PDCA, Técnicas de Taguchi, 5W1H, o próprio
CEP empregado em todo o seu potencial, entre outras. Dentro da proposta desse livro há interesse
em descrever apenas a lógica da inspeção 100% e sua dinâmica para o sistema de produção JIT,
segundo o conceito de “controle autônomo de defeitos”, chamado de autonomação ou jidoka, e o de
dispositivos à prova de erros, conhecidos como poka-yoke.
A autonomação (não confundir com automação) é uma técnica de produção JIT que objetiva
de forma automática detectar e corrigir problemas no fluxo de produção. Caso algum problema
ocorra, quanto à qualidade ou quantidade dos itens, a autonomação promove a parada do processo e
direciona a atenção dos operadores ao problema. Vale lembrar que o sistema de produção JIT é do
tipo puxado, só produz após o consumo, e que uma parada em um ponto do sistema leva a parada de
todo o sistema. Sendo assim, a autonomação garante a qualidade total, exercendo a inspeção em
100% dos itens produzidos e direcionando as ações de melhorias. Outro ponto fundamental ao
sistema JIT é que a autonomação possibilita que os operadores possam operar várias máquinas
(polivalência) simultaneamente, dentro do seu tempo de ciclo, através da separação das operações
manuais das mecânicas, liberando-os da atenção constante às operações da máquina. A Figura 5.15
apresenta a dinâmica da autonomação para obtenção da produção JIT.
Segundo Shingo (SHINGO, 1996 : 52-55) o processo de inspeção autônoma da produção em
quantidade e qualidade pode ser realizado de três maneiras diferentes: auto inspeção, inspeções
sucessivas e inspeção na fonte. A auto inspeção e as inspeções sucessivas são inspeções realizadas
após a produção do item, enquanto a inspeção na fonte é realizada durante a produção do item.
Auto inspeção: a auto inspeção consiste em o próprio operador verificar se o item
produzido por ele naquele momento está em perfeitas condições. Nesse caso, a velocidade de
resposta ao problema é a mais alta possível pois quem executa a operação pode imediatamente parar
o processo e corrigir problema. Para evitar que erros por mau julgamento ou desatenção passem, a
auto inspeção deve ser reforçada pela inclusão de dispositivos à prova de erros.
Inspeções sucessivas: em processos onde vários operadores manuseiam o item que está
sendo produzido, como células de fabricação ou linhas de montagem, pode-se evitar a parcialidade
na detecção dos erros promovendo inspeções sucessivas onde cada operador inspeciona os itens
provenientes da operação anterior. Dispositivos à prova de erros também podem ser projetados para
auxiliar os operadores nessa inspeção.

Capítulo 5
Sistemas de Produção
A Produtividade no Chão de Fábrica
95
Produção JIT
Para o processo quando
a operação é completada
Para o processo quando
um defeito é detectado
Autonomação• separa operações manuais das operações à máquina
• garante a qualidade(zero defeitos)
Auto inspeção Inspeções sucessivas Inspeção na fonte
Dispositivos à prova de erros• advertência
• parada
Método do conjunto Método das etapasMétodo do contato
Figura 5.15 Dinâmica da autonomação para a produção JIT.
Inspeção na fonte: a inspeção na fonte previne a ocorrência de defeitos atuando sobre a
causa do defeito, controlando o processo antes que os itens fiquem prontos. A inspeção na fonte que
detecta o erro dentro da própria operação é chamada de inspeção horizontal, enquanto que a
inspeção na fonte para rastear as condições externas à operação, evitando que se produzam itens
defeituosos, é chamada de inspeção vertical. Para a inspeção na fonte dispositivos à prova de erros
devem ser usados.
Conforme apresentado na Figura 5.15, a auto inspeção, as inspeções sucessivas e a inspeção
na fonte podem ser implementadas através de dispositivos à prova de erros, ou poka-yoke. Os
dispositivos à prova de erros podem ter a função de parar o processo ou de apenas advertir o
operador quanto a existência de um problema. A parada do processo é utilizada no caso de defeitos
que se tornem permanentes, por exemplo o desgaste de uma ferramenta que deve ser substituída,
enquanto que a advertência funciona bem quando os defeitos são ocasionais e o item defeituoso
pode ser facilmente separado dos demais sem interferir no andamento do processo, como por
exemplo um defeito em parte da matéria prima utilizada.
De uma maneira geral, os dispositivos à prova de erros possuem um instrumento para
detectar o problema, uma ferramenta para restringir a operação ou isolar o item defeituoso, e um
sistema de sinalização (andon) para chamar a atenção do operador. Conforme o método de detecção

Redução dos Lead Times Produtivos
Sistemas de Produção
A Produtividade no Chão de Fábrica
96
empregado, os sistemas à prova de erros classificam-se em método do conjunto, do contato e das
etapas.
Método do conjunto: esse método visa assegurar que um conjunto de operações projetadas
foram executadas de forma correta. Por exemplo, em uma linha de montagem de circuitos impressos
cada operador, dentro de seu tempo de ciclo, tem que afixar um determinado número de dispositivos
na placa que está montando. Para assegurar que a operação foi realizada de forma correta, alarmes
são instalados na frente das caixas que contêm os dispositivos, de forma que se algum deles não for
retirado, o respectivo alarme dispara (ou uma luz acende) e o processo é interrompido até que o
operador corrija seu erro. Outro exemplo clássico desse método consiste no emprego de um
contador para detectar se o número de pontos de solda realizado está de acordo com o projetado,
caso contrário o processo é interrompido e o operador avisado.
Método do contato: esse método busca detectar o problema através da utilização de
dispositivos que permitam verificar a existência, ou não, de alguma característica associada à forma
ou dimensão do item. Por exemplo, na saída de um torno pode-se introduzir um dispositivo por
gravidade que obrigue as peças torneadas a passarem por um gabarito que verifica suas dimensões.
Caso um defeito ocorra, o processo para e o operador é acionado para corrigi-lo. Em processos de
montagem pode-se introduzir intencionalmente características nos componentes de forma que sua
montagem incorreta seja impossível de ocorrer. Por exemplo, duas peças que necessitam ser
soldadas podem receber no projeto guias e rasgos com a função específica de promover o encaixe
corretamente. Pode-se incluir ainda dentro do método do contato o emprego de diferentes códigos
cromáticos para evitar erros nas operações.
Método das etapas: esse método exige que o operador execute uma etapa que não faz parte
do roteiro de produção do item para garantir que o mesmo seja produzido sem erros. Por exemplo,
um fornecedor da Toyota Motors (SHINGO, 1996 :58) estava apresentando erros de montagem nos
acessórios de metal fixados nos oito tipos diferentes de acentos de automóveis fornecidos. Para
eliminar tal problema, foi projetado um sistema à prova de erros que consistia em anexar ao kanban
que autorizava a montagem dos acessórios, um pequeno disco de metal com formato diferente para
cada acento. Quando o acento chega para ser montado, o disco é introduzido em um dispositivo que
lê seu formato e acende uma lâmpada e abre a tampa da caixa de peças que contém os acessórios
para aquele modelo de acento. Como as demais caixas permanecem fechadas, a montagem certa é
garantida.
5.6 MELHORIA NOS TEMPOS DE TRANSPORTE
Uma vez produzidos e inspecionados, os itens necessitam ser transportados para as etapas
posteriores do processo produtivo, até chegarem aos estoques de produtos acabados. Nos sistemas
convencionais com produção em grandes lotes a melhoria nos tempos de transporte é obtida pela
automatização dos meios de transporte, transferindo simplesmente os custos de operações manuais
para custos de máquinas. Nos sistemas de produção JIT a atividade de transporte é uma das
primeiras na lista das atividades que não agregam valores aos produtos. Sendo assim, deve-se
inicialmente buscar todas as formas possíveis de eliminá-la, para só então melhorá-la. A eliminação
das atividades de transporte se dá pela introdução da produção focalizada, enquanto que a melhoria
na função de transporte ocorre com a introdução do conceito de produção em fluxo unitário dentro
das células, e da adoção de lotes pequenos entre etapas de processos celulares.

Capítulo 5
Sistemas de Produção
A Produtividade no Chão de Fábrica
97
A produção focalizada, discutida no capítulo 2, é a chave para a eliminação das atividades
improdutivas de movimentação e armazenagem intermediárias dos itens em produção. Por exemplo,
um lote de itens que passe por cinco operações em máquinas diferentes, distribuídas de forma
departamental, necessita ao final de cada operação solicitar, e geralmente esperar durante algum
tempo, a liberação de um equipamento de transporte para movimentá-lo até a próxima máquina que
está a dezenas, até centenas, de metros de distância. Muito freqüentemente esse lote de itens acaba
indo ao almoxarifado, ao invés do próxima máquina, duplicando as movimentações.
Já no sistema produtivo JIT, ao se focalizar a produção montando uma célula com essas
cinco máquinas, ocorrem apenas dois movimentos com o lote de itens. Um para se trazer as
matérias-primas para a primeira máquina da célula, e outro para levar o lote de itens prontos para
seguir seu roteiro. Aproximando-se células subseqüentes de forma que a saída de uma fique perto da
entrada de outra, pode-se eliminar ainda mais as movimentações dos itens.
Internamente na célula a movimentação dos itens ocorre segundo um fluxo unitário, com
roteiros predefinidos, facilitando a colocação de dispositivos baratos e rápidos de movimentação,
como esteiras e deslizadores por gravidade, entre as máquinas. Como os operadores, dependendo do
tempo de ciclo, podem operar várias máquinas da célula, nada impede que os mesmos se
encarreguem de transportar manualmente o item de uma máquina para outra, aproveitando seu
próprio deslocamento, com custo zero.
Nas movimentações entre estoques intermediários (supermercados), com a aplicação da TRF
e do sistema kanban, a racionalização se dá pelo uso de pequenos lotes colocados em contenedores
padrões. Como os supermercados são predefinidos e dispostos em locais fixos, a movimentação dos
contenedores pode ser facilmente acelerada pela automação. Algumas empresas investem em
veículos auto guiáveis (AGVs) para abastecer as linhas de forma rápida a partir desses
supermercados, contudo a movimentação mais simples e barata consiste em utilizar carrinhos
manuais acionados por operadores encarregados da movimentação, que podem transportar vários
contenedores simultaneamente.

Sistemas de Produção
A Produtividade no Chão de Fábrica
6 PADRONIZAÇÃO DAS OPERAÇÕES E POLIVALÊNCIA
O sexto capítulo pretende apresentar como deve ser realizada a distribuição da mão-de-obra
dentro do sistema de produção JIT de forma a fornecer flexibilidade e rapidez de resposta à
demanda. O emprego de operadores polivalentes e do trabalho em equipe com ajuda mútua é
ressaltado. Inicia-se o capítulo detalhando, dentro de um fluxo lógico de informações, como
os sistemas de produção JIT obtêm o balanceamento entre processos e estoques protetores.
Em seguida, cada uma das etapas dessa sistemática de balanceamento dos processos é
apresentada. O tempo de ciclo (TC), as operações padrões, a rotina de operações padrão e a
quantidade padrão de materiais em processo, necessárias à montagem da folha de operações
padronizadas, são definidas e apresentadas através de um exemplo ilustrativo. Completando
o capítulo, são feitas algumas considerações importantes sobre a necessidade de operadores
polivalentes para a lógica de funcionamento dos sistemas JIT.
6.1 INTRODUÇÃO
Os sistemas de produção JIT estão voltados para o atendimento “justo a tempo” das
necessidades dos clientes, ou seja, procuram produzir os produtos necessários, na quantidade
necessária, no momento necessário. Para que isso ocorra, os sistemas de produção JIT têm que
privilegiar a flexibilidade dos fatores de produção. Essa flexibilidade está baseada em planejar um
sistema que disponha de recursos que possam ser adaptados na medida em que pequenas variações
da demanda ocorram, sem a formação de estoques excessivos. Conforme já foi discutido
anteriormente, na visão do sistema de produção JIT é mais importante ajustar a capacidade dos
recursos humanos à demanda do que manter alta a taxa de utilização das máquinas. Nesse sentido
foram desenvolvidos os conceitos de células de fabricação para produção em fluxo unitário,
polivalência dos operadores, TRF, autonomação para liberar os operadores das máquinas, e os
sistemas de puxar a produção.
No capítulo 3 foi discutido como o planejamento e controle da produção deve ser
estruturado para obter essa flexibilidade, levando-se em consideração os três horizontes de
planejamento. A regra geral de qualquer sistema de produção é de que a flexibilidade se reduz na
medida em que o sistema tem que tomar as decisões para implementar a fabricação de um produto.
A Figura 6.1, já apresentada no capítulo 3, fornece uma visão da solução encontrada pelos sistemas
de produção JIT para manter certa flexibilidade a medida em que os horizontes vão se estreitando.
No longo prazo a flexibilidade é total no sentido que a partir do plano de produção
estratégico, pode-se alterar a forma e a capacidade do sistema de produção de maneira a atender a
demanda agregada prevista. A produção focalizada facilita essa tarefa. No médio prazo, em função
da não implementação imediata do plano-mestre de produção, tem-se flexibilidade dentro dos
limites da estrutura produtiva, tanto de mix como de volume. A parte variável do PMP é empregada
apenas para o cálculo do tempo de ciclo e do número de kanbans no sistema, e não para a emissão
de ordens. O tempo de ciclo ditará a quantidade de trabalho a ser distribuída, e o número de kanbans
os estoques de comunicação entre os processos. No curto prazo, como o sistema é de puxar, existe
ainda flexibilidade de mix pois a produção só se efetivará quando o cliente solicitar ao fornecedor

Padronização das Operações e Polivalência
Sistemas de Produção
A Produtividade no Chão de Fábrica
100
determinada quantidade de itens. O sistema kanban de produção puxada, já detalhado no capítulo 4,
se encarrega de administrar a demanda de curto prazo.
Plano
de
Produção
Longo
Prazo
Flexibilidade Total
Balanceamento entre
Capacidade e Demanda
Plano Mestre
de
Produção
Médio
Prazo
Flexibilidade de Volume
e Mix
Definição do Tempo de
Ciclo e Kanbans
Sistema
de
Puxar
Curto
Prazo
Flexibilidade de Mix
Produção via
Kanban
Figura 6.1 Flexibilidade e PCP no sistema de produção JIT.
Nesse capítulo as atenções estão voltadas para a flexibilidade do sistema de produção JIT no
médio prazo, a partir da distribuição de operadores polivalentes pelos processos de acordo com o
tempo de ciclo esperado. A Figura 6.2, já apresentada, ilustra o potencial de mudança na capacidade
de produção a partir da distribuição de diferentes rotinas de operações padrão entre os operadores de
uma célula segundo o tempo de ciclo exigido para atender justo a tempo a demanda. Nesse
exemplo, a célula pode ser operada por dois operadores, obtendo-se tempos de ciclo de 2,0 minutos
por unidade, ou por três operadores, acelerando o processo para ciclos de 1,5 minutos por unidade.
Enquanto que nos sistemas de produção convencionais a mudança na capacidade de
produção passa pela compra de novos equipamentos que devem ser trabalhados no seu limite de
capacidade para reduzir custos unitários, mesmo que apenas formando estoques, a alternativa de
compor os ritmos de trabalho de acordo com a demanda, dá aos sistemas de produção JIT o
potencial de alterar sua capacidade produtiva em um horizonte de tempo de médio prazo sem a
necessidade de manter estoques excessivos. Logicamente, conforme já foi comentado, essa
alternativa JIT de trabalhar com capacidade de máquina excedente para ser usada em momentos de
pico, leva em consideração que os investimentos em equipamentos serão absorvidos pelos produtos
durante toda a vida operacional dos equipamentos, e não apenas no período contábil de sua
depreciação, enquanto que os custos com a mão-de-obra são custos de curto prazo e devem ser
minimizados pela distribuição adequada das operações.
A Figura 6.3 apresenta quais os pontos básicos que um sistema de produção JIT deve
desenvolver para obter um processo produtivo equilibrado. O equilíbrio entre ritmos de trabalho e
estoques é a chave para a flexibilidade do sistema JIT. Como pode-se ver nessa figura, um sistema
de produção JIT possui estoques reguladores, ou supermercados, entre os processos e processos

Capítulo 6
Sistemas de Produção
A Produtividade no Chão de Fábrica
101
produtivos balanceados. Os supermercados são dimensionados a partir do cálculo do número de
kanbans necessários para a produção e movimentação dos itens entre os processos. Já o
balanceamento de cada processo decorre da distribuição da rotina de operações padrão para cada
operador e da quantidade de material padrão necessária à manutenção do fluxo interno de produção
no processo. A rotina de operações padrão para cada operador em cada processo é obtida pela
distribuição de um certo número de operações padrões dentro do tempo de ciclo.
Três operadores
Tempo de Ciclo
de 1,5 min./unidade
Dois operadores
Tempo de Ciclo
de 2,0 min./unidade
Figura 6.2 Flexibilidade na capacidade de produção.
Olhando ainda a Figura 6.3, nota-se que para obter um sistema de produção JIT equilibrado,
tanto os estoques de comunicação entre os processos (supermercados) como o balanceamento dos
processos devem ter sua origem na demanda dos itens para o qual se destinam. Sempre que a
previsão de demanda por produtos acabados constante do PMP sofrer alterações significativas, o
número de kanbans e o tempo de ciclo devem ser revistos e adequados à esse novo patamar. Daí a
importância em se manter uma base de clientes estável, com negociações de longo prazo que visem
o ganho global da cadeia produtiva. Da mesma forma, com a aplicação do princípio de
melhoramentos contínuos, a eliminação de desperdícios no processo produtivo irá alterar os padrões
das operações, e, consequentemente, a distribuição dessas operações pelos operadores. Cada um
desses passos para se chegar ao balanceamento dos processos, com exceção do sistema kanban que
já foi visto, será detalhado nesse capítulo.
6.2 TEMPO DE CICLO
O tempo de ciclo (TC), conforme já foi definido no capítulo 3, é o ritmo que deve ser dado
ao sistema de produção para a obtenção de determinada demanda dentro de um período de tempo,
geralmente um dia. O TC é obtido pela divisão do tempo disponível para a produção por dia pela
demanda esperada por dia, conforme a Fórmula (6.1).
TC = TP D (6.1)

Padronização das Operações e Polivalência
Sistemas de Produção
A Produtividade no Chão de Fábrica
102
TX = D TP (6.2)
Onde:
TC = Tempo de ciclo em minutos por unidade;
TP = Tempo disponível para a produção por dia;
D = Demanda esperada por dia;
TX = Taxa de produção em unidades por dia.
Sistema de Produção
JIT
Estoques entre
processos
(supermercados)
Balanceamento
dos
processos
Cálculo do
número de
kanbans
Quantidade de
material padrão
dentro do processo
Rotina de
operações
padrão
Tempo de Ciclo
(TC)
Operações
padrões
MelhoriasDemanda
Demanda
Figura 6.3 O equilíbrio nos sistemas de produção JIT.
O TC é um conceito convencionalmente empregado apenas para balancear linhas de
montagem, onde cada montador possui um determinado período de tempo para executar suas
tarefas. Ao final desse tempo o produto em processo é passado para o montador da frente.
Internamente no sistema produtivo, os processos repetitivos em lotes com layouts departamentais
não podem aplicar o TC porque cada operador trabalha em ritmo diferente conforme a velocidade
de sua máquina, que não pode ficar parada. Nesse caso aplica-se a taxa de produção (TX), conforme
a Fórmula (6.2). Nos sistemas de produção JIT focalizados com ênfase no layout celular, a produção
dos itens em fluxo unitário permite que o TC possa ser usado como o regulador dos ritmos de
trabalho, tanto nas linhas de montagem como nos processos repetitivos em lotes, garantindo um
balanceamento global do sistema pela demanda esperada. Cada operador dentro do sistema de
produção JIT deve receber um conjunto de operações padrões que garanta o mesmo ritmo de
trabalho dos demais.

Capítulo 6
Sistemas de Produção
A Produtividade no Chão de Fábrica
103
No cálculo do TC o tempo disponível para a produção por dia não deve ser reduzido devido
a problemas de fadiga, quebras de máquina, falta de matérias-primas etc. Essas perdas de tempo
devem ser tratadas como problemas que realmente são, e não encobertas por uma redução no tempo
disponível de produção. Por exemplo, a quebra de máquinas é eliminada pela manutenção
preventiva, a fadiga é eliminada pelo dimensionamento correto das operações padrões e pela
rotatividade entre operadores polivalentes, a falta de matérias-primas é evitada pelo
dimensionamento correto dos supermercados, etc. Pelo mesmo motivo, também a demanda
esperada por dia, proveniente do PMP, não deve ser aumentada em função da produção de itens
defeituosos. Caso algum defeito ocorra, o dimensionamento correto do TC fará com que ele
imediatamente seja notado. Dessa forma, o TC nos sistemas de produção JIT são maiores do que os
projetados para os sistemas convencionais que aplicam fatores de correção para tratar esses
problemas. Com TC maiores, o número de operações padrões que pode-se alocar aos operadores
também é maior, exigindo-se menos mão-de-obra no processo. É importante frisar que nos sistemas
de produção JIT a maior produtividade ocorre não pela aceleração das atividades individuais dos
operadores, mas sim pelo sincronismo entre o conjunto de atividades padrões de cada operador ao
TC. Isso por um lado garante o mínimo de desperdício no sistema, e por outro a identificação
imediata de problemas.
Apesar do TC ser obtido de forma similar à taxa de produção, eles estão baseados em
princípios diferentes. A taxa de produção se refere à quantidade de unidades por dia, e desde que o
operador cumpra essa quantidade ele estará dentro do padrão previsto. Já o TC definido em
minutos, ou segundos, por unidade obriga o operador a manter um ritmo padrão de operação
preestabelecido pelo PMP, independente da quantidade que produza. Por exemplo, caso um
departamento exija uma taxa de produção de 20 peças por hora para atender ao PMP, o operador
pode produzir um lote de 20 peças a cada hora ou um lote de 100 peças a cada cinco horas,
possivelmente com padrões de desempenho diferentes. Contudo, quando se estabelece um tempo de
ciclo equivalente de 3 minutos por unidade, e se distribui um conjunto de operações padrões para o
operador executar e repetir a cada 3 minutos, o controle do sistema é muito mais preciso e eficiente.
Com a evolução da legislação trabalhista no Brasil, regulando questões como o contrato
temporário de trabalho e o banco de horas, torna-se uma realidade a obtenção da flexibilidade na
capacidade de produção a partir de mudanças no tempo de ciclo dos postos de trabalho. O que antes
era apenas um exercício teórico, com exemplos de aplicações em indústrias japonesas, agora é uma
questão de investimentos em educação da mão-de-obra e técnicas JIT para o chão de fábrica.
Está claro que mudanças significativas na demanda exigem decisões infra-estruturais de
longo prazo, contudo a flexibilidade de médio prazo a partir da reorganização dos ritmos de trabalho
(TC) para pequenas alterações na demanda, é uma técnica JIT que não pode ser descartada pelas
empresas que buscam permanentemente a eficiência produtiva. A princípio essa flexibilidade pode
ser alcançada de duas maneiras: alterando-se o número de operadores ou alterando-se o tempo de
trabalho. A alteração da capacidade produtiva, e do tempo de ciclo, pela inclusão ou exclusão de
operadores temporários nos postos de trabalho em um sistema de produção celular já foi ilustrado
na Figura 6.2.
Já a alteração no tempo disponível de trabalho, criando-se o banco de horas, é útil para
manter-se um mesmo tempo de ciclo, e rotinas regulares de trabalho, apesar de mudanças na
demanda. Por exemplo, uma empresa que em períodos normais de 8 horas por dia (480 minutos)
trabalha com tempos de ciclo de 2 minutos por unidade para atender a uma demanda de 240
unidades, pode no período de baixa estação, quando sua demanda cair para 210 unidades dia,

Padronização das Operações e Polivalência
Sistemas de Produção
A Produtividade no Chão de Fábrica
104
reduzir sua jornada de trabalho para sete horas (420 minutos) por dia no sentido de manter as rotinas
de trabalho com o mesmo tempo de ciclo em 2 minutos. Durante esse período os operários ficam
“devendo” uma hora por dia para a empresa. Já em períodos de alta estação, quando sua demanda
subir para 270 unidades por dia, a empresa pode aumentar sua jornada de trabalho para nove horas
por dia (540 minutos), mantendo sua rotina de trabalho com tempos de ciclo de 2 minutos. Durante
esse período a empresa dica “devendo” para os operadores uma hora por dia. No final do ano é
realizado um balanço para equilibrar esse banco de horas. O importante nesse caso é que a empresa
estará produzindo demandas de 210 a 270 unidades por dia com eficiência e qualidade a partir de
rotinas regulares de produção.
6.3 OPERAÇÕES PADRÕES
A segunda informação básica para se obter uma rotina de operações padrão, além do tempo
de ciclo, é o conjunto de operações padrões dentro de cada etapa do processo produtivo que
necessitam ser executadas durante a transformação das matérias primas em produtos acabados.
Essas informações compõem o roteiro de fabricação e montagem de cada produto. O roteiro de
fabricação e montagem deve ser obtido através de cronometragem, com a utilização de técnicas de
tempos e movimentos para determinar o tempo gasto para executar cada operação padrão em uma
unidade do produto. Geralmente com treinamento adequado pela Engenharia Industrial, o próprio
mestre do setor pode fazer esse levantamento de tempos. A Figura 6.4 apresenta um exemplo de
roteiro de fabricação de um item.
Nos sistemas convencionais os tempos padrões levantados para a elaboração dos roteiros de
fabricação e montagem são obtidos em cima de uma quantidade de itens equivalentes ao tamanho
do lote. Nos sistemas de produção JIT, como busca-se a produção em fluxo unitário, os tempos
padrões são obtidos para cada unidade do item. Caso alguma operação resulte na produção de dois,
ou mais, itens deve-se dividir seu tempo pelo número de itens produzidos. No exemplo da Figura
6.4, cada engrenagem consome 19 segundos para ser estampada, sendo quatro segundos com o
operador junto à máquina e 15 segundos para a máquina operar sozinha, bem como 0,30 segundos
em média para trocar a ferramenta da máquina, dado que a cada 1000 unidades estampadas gasta-se
300 segundos para o setup.
Roteiro de Fabricação no 17 Atualizado em: 20/02/98 Responsável:
Código do item: 1025 Especificação do item: engrenagem Código da MP: 1024 Consumo padrão: 1pç.
Ordem Descrição
das
operações
Máquina Tempos de processamento
(seg.)
Troca de ferramentas Capacidade
de produção
por turno
(28800 seg.) Manual Máquina Total Vida
útil
(unid.)
Tempo
Total
(seg.)
Tempo
unitário
(seg.)
1 Fresar FR-18 5 30 35 500 180 0,36 814
2 Estampar PR-25 4 15 19 1000 300 0,30 1492
3 Rosquear TO-08 2 10 12 800 180 0,23 2354
4 Balancear FR-05 5 22 27 250 120 0,48 1048
5 Limpar Bancada 8 - 8 - - - 3600
6 Inspecionar Bancada 16 - 16 - - - 1800
Figura 6.4 Roteiro de fabricação de um item.

Capítulo 6
Sistemas de Produção
A Produtividade no Chão de Fábrica
105
Com a soma desses tempos, ou seja 19,3 segundos por engrenagem, pode-se calcular qual a
capacidade de produção da célula para essa operação. Admitindo-se nesse exemplo um turno de
trabalho de oito horas (28800 segundos), obtêm-se uma capacidade de estampar 1492 unidades por
turno. Contudo, como pode-se ver na coluna de capacidade de produção, a operação padrão que
limita a capacidade da célula é a de fresar com 814 unidades por turno. Isso significa que a demanda
por essa peça, e consequentemente o TC atrelado a ela, não pode ser superior a essa quantidade, a
não ser que melhorias sejam desenvolvidas nessa operação para aumentar sua capacidade.
Um segundo ponto que diferencia o roteiro de fabricação do sistema JIT dos convencionais é
a separação do tempo padrão de operação em tempo manual e tempo de máquina. O tempo manual
é o tempo em que o operador necessita estar junto à máquina para retirar a peça anterior e colocar a
nova, ou fazer uma inspeção na peça, enquanto que o tempo de máquina se refere ao tempo em que
a máquina está mecanicamente operando a peça sem a necessidade da presença do operador. Não
deve ser considerado como tempo manual o tempo do operador se deslocando entre as máquinas
pois esse tempo dependerá da distribuição das tarefas na célula, o que será feito quando da definição
da rotina de operações padrão para cada operador. A separação entre tempos manual e de máquina
tem sua origem na aplicação do conceito de polivalência, onde espera-se que os operadores após
colocarem a peça na máquina possam se dirigir até a próxima máquina para operá-la, sem se
preocuparem com a operação mecânica da máquina anterior. A autonomação, discutida no capítulo
anterior, garante que a máquina pare sempre que a operação estiver concluída ou algum defeito
detectado, permitindo ao operador afastar-se da máquina.
É importante colocar que o objetivo da obtenção de tempos padrões no sistema de produção
JIT é o de manter uma distribuição homogênea de atividades entre os operadores dentro do tempo
de ciclo, e não o de fazer com que o operador tenha o máximo de velocidade em cada uma das
operações. Sendo assim, os tempos padrões podem ser obtidos de forma mais simples, associados à
velocidade normal de trabalho dos operadores, sem entrar em detalhes difíceis de serem avaliados e
cumpridos na prática. Quando as operações forem executadas por grupos de operadores, como em
uma montagem por exemplo, a ajuda mútua entre eles permitirá um equilíbrio melhor na
distribuição das tarefas.
6.4 ROTINA DE OPERAÇÕES PADRÃO
Estabelecido o ritmo de trabalho necessário para atender determinada demanda, em termos
de tempo de ciclo, e o roteiro de fabricação ou montagem para cada produto com as operações
padrões, o passo seguinte consiste em distribuir um conjunto de operações padrões para cada posto
de trabalho dentro desse tempo de ciclo. Agindo assim, a rotina de operações padrão resultante
fornece a seqüência de operações padrões que cada operador deve executar em seu posto de trabalho
para que o sistema de produção JIT como um todo atenda as necessidades do cliente, expressa em
termos de PMP, justo a tempo. Isso se dá com o auxílio da folha de rotina de operações padrão,
exemplificada na Figura 6.5.
O primeiro passo para montar a rotina de operações padrão consiste em identificar na folha o
tempo de ciclo. Em seguida deve-se, com auxílio do roteiro de fabricação ou montagem do item,
alocar tantas atividades quanto possíveis para esse posto de trabalho, incluindo-se agora o tempo de
deslocamento do operador, de forma que o conjunto de operações padrões e deslocamentos termine
o mais próximo possível do tempo de ciclo marcado na folha, permitindo que o operador ao final da

Padronização das Operações e Polivalência
Sistemas de Produção
A Produtividade no Chão de Fábrica
106
rotina retorne para a primeira atividade e recomece seu ciclo de trabalho. Na contagem para o tempo
de ciclo deve-se considerar apenas os tempos que envolvem o operador, ou seja, as operações
padrões manuais e os deslocamentos, visto que as máquinas ficarão executando os tempos padrões
mecânicos automaticamente. Os tempos de deslocamento serão proporcionais ao layout escolhido
para o processo e devem ser minimizados com o formato em “U”.
Rotina de Operações Padrão No 78 Demanda diária:
480 unidades
Atualizado em:
20/02/98
Simbologia:
Op. Manual
Op. Mecânica
Andando Código do item: 1025 Processo: usinagem
da engrenagem
Tempo de ciclo:
60 segundos
Responsável:
Ordem Descrição
da operação
Tempo (seg.) Tempo de operação (seg.)
Manual Máquina 0
2
0
4
0
6
0
8
1
0
1
2
1
4
1
6
1
8
2
0
2
2
2
4
2
6
2
8
3
0
3
2
3
4
3
6
3
8
4
0
4
2
4
4
4
6
4
8
5
0
5
2
5
4
5
6
5
8
6
0
6
2
6
4
1 Apanhar item
no contenedor 2 -
2 Fresar
5 30
3 Estamapar
4 15
Rosquear
2 10
5 Balancear
5 22
6 Limpar
8 -
7 Inspecionar
16 -
8 Colocar item
no contenedor 2
Figura 6.5 Folha de rotina de operações padrão.
Por exemplo, a folha de rotina de operações padrão da Figura 6.5 é montada a partir do
roteiro de fabricação da Figura 6.4 da seguinte maneira. Aponta-se o tempo de ciclo de 60 segundos
na escala de tempos de forma a limitar o conjunto de operações padrões a ser distribuído. A
primeira operação consiste em apanhar a matéria prima no contenedor, que consome dois segundo.
Em seguida o operador desloca-se para a fresa, gastando mais dois segundos, onde retira a peça
pronta do ciclo anterior e coloca a nova, consumindo cinco segundos. Ao ser acionada, a fresa ficará
operando a nova peça sem auxílio do operador por mais 30 segundos. Enquanto isso, o operador
desloca-se para a prensa, gastando mais dois segundos, onde retira a peça pronta do ciclo anterior e
coloca uma nova, consumindo quatro segundos. Aciona a prensa que ficará operando a nova peça
sem auxílio do operador por mais 15 segundos. O operador segue nessa rotina de deslocamentos e
operações manuais até a última operação de colocar a engrenagem pronta no contenedor, quando
desloca-se para apanhar nova matéria prima e reiniciar seu ciclo. Note que não existe tempo de
deslocamento entre a limpeza e a inspeção, pois ambas são executadas na mesma bancada. O tempo
total líquido dessa rotina é de 58 segundos, compatível com o tempo de ciclo previsto.
No exemplo da Figura 6.5 a rotina de operações padrão está de acordo com o roteiro de
fabricação da peça, ou seja, o operador em sua rotina segue o curso normal de fabricação da
engrenagem. Contudo, nem sempre essa solução mais simples é viável pois o tempo de ciclo pode
ser menor ou maior do que a soma dos tempos padrões. Quando o tempo de ciclo for mais longo do
que o roteiro de operações padrões de um item, outras atividades devem ser incluídas na rotina do
operador para completar seu tempo de ciclo. Um layout celular adequado permitirá que os
operadores possam executar atividades em itens diferentes simultaneamente, operando tanto na
parte interna das células como na parte externa das mesmas, facilitando assim a distribuição do
tempo de ciclo entre os mesmos.

Capítulo 6
Sistemas de Produção
A Produtividade no Chão de Fábrica
107
Por outro lado, quando o tempo de ciclo for muito curto para que um único operador execute
todas as operações padrões de um item em uma célula, o roteiro de fabricação do item deve ser
distribuído por mais operadores, cada um deles operando dentro do tempo de ciclo projetado. Nesse
caso a rotina de operações padrão de cada operador não segue de forma imediata o roteiro de
fabricação da peça.
Por exemplo, na Figura 6.6 tem-se uma célula que produz um item cujo roteiro de fabricação
envolve 10 operações padrões. Em função do tempo de ciclo exigido pela demanda atual do item ser
menor do que a soma dos tempos padrões de fabricação do item, necessita-se de três operadores
para completar um item no tempo de ciclo. O primeiro operador executa as operações um, dois e
dez em 1,5 minutos. O segundo operador está encarregado das operações três, quatro, oito e nove
também em 1,5 minutos. E o terceiro operador trabalha nas operações cinco, seis e sete no mesmo
tempo de ciclo. Dessa forma, apesar do roteiro de fabricação exigir 4,5 minutos para produzir-se um
item, a cada tempo de ciclo de 1,5 minutos um item fica pronto.
Uma outra solução para distribuir as atividades quando o tempo de ciclo for curto em
relação ao roteiro de fabricação do item consiste em fazer com que os operadores executem todas as
operações, seguindo um atrás do outro, com intervalos equivalentes ao tempo de ciclo. No caso do
exemplo anterior cada um dos três operadores, separados por intervalos de 1,5 minutos, teria como
rotina as dez operações sendo repetidas a cada 4,5 minutos, o que daria um tempo de ciclo por item
de 1,5 minutos. Essa situação reduz a necessidade de WIP entre os operadores, que será tratada no
próximo tópico, sendo mais fácil de ser empregada em linhas de montagem, onde o tempo da
operação está mais centrado em funções manuais.
1
1
2 2
3
1,5
1
2
10
OperaçãoRotina Tempo de operação
1
2
3
1,5
5
6
7
OperaçãoRotina Tempo de operação
1
2
3
1,5
3
4
8
OperaçãoRotina Tempo de operação
1
2
3
4 9
2
3
4
5
10
9
8
7
6
1
3
Figura 6.6 Tempo de ciclo menor do que o roteiro de fabricação.
A necessidade de realizar setups nas máquinas para a produção de itens diferentes é outra
questão que deve ser tratada quando da elaboração da rotina de operações. Em células que

Padronização das Operações e Polivalência
Sistemas de Produção
A Produtividade no Chão de Fábrica
108
produzem um único tipo de item, há necessidade de se trocar a ferramenta apenas quando ocorre o
desgaste da mesma, contudo, em células mistas, sempre que um lote (kanban) de um item for
completado, um lote (kanban) de outro item entrará na célula. Tendo em vista que internamente na
célula busca-se a produção em fluxo unitário, o setup das máquinas deve seguir o mesmo fluxo, ou
seja, a medida em que o novo item for passando de máquina para máquina, dentro de um tempo de
ciclo, a troca de ferramenta vai se realizando também dentro de um tempo de ciclo. Logicamente,
para se obter esse estágio de sincronismo entre setups e tempos de ciclo, é indispensável a redução
dos tempos de preparação pela aplicação das técnicas de troca rápida de ferramentas (TRF), já
apresentadas.
6.5 QUANTIDADE PADRÃO DE MATERIAIS
Definidas as rotinas de operações padrões para cada posto de trabalho, o último passo para
se obter o balanceamento dos processos produtivos consiste em analisar qual a quantidade de
material padrão que deve-se colocar dentro dos processos, os chamados work-in-process (WIP), de
forma a permitir que os operadores cumpram a sua rotina padrão. É importante salientar que os
materiais em processo não devem ser projetados para absorver problemas de qualidade ou de falta
de tempo para seguir a rotina de operações.
2
3 4
9 8
5
7
63
1 2
10
1
WIP WIP
WIPWIPSupermercado
de
PA
Supermercado
de
MP
Figura 6.7 Posição dos itens em processo (WIP).
Com a produção em fluxo unitário dentro do processo cada operador na sua rotina padrão se
encarrega de retirar o item já processado e, dentro do tempo de ciclo, colocá-lo na próxima
máquina, contudo, além dos materiais que estão em processamento nas máquinas há necessidade de
se manter uma quantidade padrão de materiais nas seguintes situações:
conectar dois operadores: nos pontos dentro do roteiro de fabricação do item onde dois
operadores se comunicam, há necessidade de deixar um item na saída da máquina do
primeiro operador para que o segundo, ao chegar nesse ponto, tenha um item disponível
para processar na próxima máquina. A Figura 6.7 mostra os pontos onde deve-se manter
itens em processo (WIP) para a comunicação dos operadores dentro da célula
apresentada na Figura 6.6. Nesse caso, quatro pontos de estoques devem ser projetados
na célula para que cada um dos três operadores possa seguir sua rotina de operações
padrão dentro do tempo de ciclo previsto.

Capítulo 6
Sistemas de Produção
A Produtividade no Chão de Fábrica
109
esperas técnicas do processo: alguns processos não permitem que o item trabalhado
possa ser imediatamente manuseado para ser transferido para a próxima máquina.
Situações onde a temperatura de saída da peça é alta, ou onde deve ocorrer um processo
de “cura” ou secagem, são exemplos que exigem a colocação de um item adicional entre
as máquinas.
Como resultado final do trabalho de balanceamento dos processos à uma demanda esperada,
um documento chamado de folha de operações padronizadas para cada item, em cada posto de
trabalho do sistema de produção, deve ser montado. Esse documento, exemplificado na Figura 6.8,
deve ficar afixado junto ao processo produtivo que representa e servir de fonte de informações
visual (andon) e de fácil acesso para os operadores. A folha de operações padronizadas de um item
deve fornecer ao operador informações sobre a rotina de operações padrão a ser seguida, o tempo de
ciclo projetado, o tempo líquido de operação, os estoques em processo, os pontos de inspeção e os
cuidados com a segurança devem ser seguidos.
Tempo
Líquido
58”
Roteiro
78
20/02/98
Tempo de
ciclo
60”
Item
engrenagem
Código
1025
WIP Pontos de
segurança
Inspeção
FR-18
Fresar
PR-25
Estampar
TO-08
Rosquear
FR-05
Balancear
Bancada
Limpar Inspecionar
Supermercado
de
PA
Supermercado
de
MP
123
4
5 6 7 8
Figura 6.8 Folha de operações padronizadas.
Segundo Monden (MONDEN, 1984 :56), quando a folha de operações padronizadas é
colocada junto à cada posto de trabalho ela é útil para o controle visual nos três níveis hierárquicos
dos sistemas de produção, quais sejam:
fornece o roteiro padrão para cada operador manter sua rotina de operações;
ajuda o supervisor a verificar se cada operador está seguindo sua rotina de operações
padrão;
permite que a gerência avalie a habilidade do supervisor em melhorar o padrão de
operação pela constante revisão e atualização das rotinas.

Padronização das Operações e Polivalência
Sistemas de Produção
A Produtividade no Chão de Fábrica
110
6.6 POLIVALÊNCIA
A flexibilidade do sistema de produção JIT tem por base a distribuição dos trabalhos entre
operadores polivalentes ou multifuncionais. A função dos operadores polivalentes é a de absorver
no médio prazo as variações na demanda, expressas em termos de diferentes tempos de ciclos, pela
mudança de sua rotina de operações padrão. Ou seja, um operador polivalente é aquele que tem
condições técnicas de cumprir diferentes rotinas de operações padrões em seu ambiente de trabalho.
A obtenção desses operadores polivalentes passa por um processo de treinamento contínuo, com
rotação de postos de trabalho, e pela montagem de um sistema de produção com layout celular e
processos autônomos de detecção de problemas que favoreçam o desenvolvimento da
multifuncionalidade.
Além de permitir maior flexibilidade ao sistema produtivo, a polivalência dos operadores
possibilita uma série de vantagens adicionais quando comparado ao sistema tradicional de trabalho
monofuncional, quais sejam:
compromisso com os objetivos globais: exercendo várias funções no seu ambiente de
trabalho, as quais podem ser alteradas através da rotação entre os postos, os operadores
têm a oportunidade de hora serem clientes, hora serem fornecedores, de cada uma das
etapas do processo produtivo. Isso facilita o entendimento de quais são as reais
necessidades de seus clientes internos e estimula o senso de propriedade dos operários,
comprometendo-os com os objetivos globais do sistema produtivo;
reduz a fadiga e o stress: com a diversificação das ações físicas e o deslocamento do
operador entre os equipamentos da célula, quebra-se a excessiva repetição dos
movimentos da operação monofuncional, tornando a rotina de trabalho menos monótona
e eliminando o potencial de ocorrer doenças devido à esforços repetitivos. Nesse sentido,
os operadores ficam mais atentos ao cumprimento dos padrões das operações, evitando-
se defeitos e acidentes de trabalho;
dissemina os conhecimentos: com a rotatividade entre os postos de trabalho, os
operadores mais experientes são estimulados a passar seus conhecimentos e habilidades
para os mais novos, dado que a avaliação de desempenho do processo produtivo é feita
em cima do resultado do trabalho em grupo. As folhas de operações padronizadas,
colocadas junto aos postos de trabalho, formalizam essa disseminação dos
conhecimentos;
facilita a aplicação das técnicas de TQC: o enfoque da “qualidade total” exige que os
operadores tenham um conhecimento amplo do seu ambiente de trabalho e a noção da
dinâmica de trabalho em grupo para que a aplicação de técnicas de identificação, análise
e solução de problemas sejam efetivas. Os grupos de CCQ podem ser formados
naturalmente e todos podem contribuir de forma efetiva. A polivalência dos operadores e
a rotatividade nos postos de trabalho dá essa qualificação básica para a implementação
das técnicas de TQC, que operadores monofuncionais não dispõem;
permite uma remuneração mais justa: a polivalência e o trabalho em grupo possibilita a
implantação de um sistema de remuneração mais justo, de acordo com o desempenho e
habilidades do grupo. A remuneração deixa de ser em função apenas do tempo de
trabalho do operador e passa a considerar principalmente o nível de habilidade, ou
polivalência, do mesmo. Também a política de estímulo através da distribuição de lucros
pode ser devidamente aplicada ao grupo de trabalho que realmente gerou determinado
lucro.

Capítulo 6
Sistemas de Produção
A Produtividade no Chão de Fábrica
111
A obtenção de operadores polivalentes não é uma tarefa simples, ela está inserida dentro do
princípio da filosofia JIT/TQC de melhoramentos contínuos. Para se preparar uma equipe de
operadores polivalentes a área de recursos humanos deve traçar um plano de ação de longo prazo,
dentro do sistema conhecido como OJT (on-the-job-treining), ou treinamento dentro do local de
trabalho, baseado em três etapas seqüenciais:
treinamento e rotação dos supervisores: como serão os supervisores que iram
desenvolver e implementar as rotinas de operações padrões em suas áreas de
responsabilidade, é indispensável que os mesmos conheçam em detalhe cada operação
padrão do roteiro de fabricação dos itens. O treinamento e a rotatividade dos
supervisores dentro das mini-fábricas darão maior segurança na elaboração das rotinas e
consistência entre as várias áreas do sistema produtivo;
treinamento dos operadores polivalentes: cada um dos operadores deve possuir um
plano de ação para desenvolver suas habilidades em todas as operações padrões de sua
área de trabalho. Os supervisores serão os responsáveis pela implementação desse plano
de treinamento dentro de sua equipe;
rotação dos operadores: uma vez que os operadores dominem determinada gama de
operações padrões, o supervisor deve ficar encarregado de planejar a troca de rotinas de
operações padrões entre os operadores, uma ou mais vezes ao dia, para manter o nível de
habilidade adquirida.
É importante para o desenvolvimento da polivalência o conceito de ajuda mútua. Conforme
já foi apresentado no capítulo 2, esse conceito estabelece que os pontos de contato entre as rotinas
de operações padrões de dois, ou mais, operadores não sejam fixos, mas sim uma área onde tanto
um operador, como o outro, possa atuar caso haja necessidade. Ohno (OHNO, 1997 : 44) faz uma
analogia do local de trabalho à uma corrida de revezamento, onde o item trabalhado é passado de
operador para operador como se fosse o bastão levado pelo corredor em uma pista de atletismo.
Diferentemente de uma corrida de revezamento na natação, onde um nadador tem que esperar que o
outro toque na borda da piscina para dar sua largada, em uma pista de atletismo existe uma área de
alguns metros onde é permitida a passagem do bastão. Ou seja, caso um operador termine sua rotina
antes do tempo de ciclo previsto ele está autorizado a entrar na rotina de operações de seu colega e
auxiliá-lo na sua conclusão. Ou ainda, dentro da lógica dos sistemas de produção puxados, caso
algum problema ocorra com um de seus colegas o auxílio deve ser imediato.
Além de fortalecer o espírito de trabalho em equipe, a ajuda mútua possibilita que a
velocidade natural de cada operador possa ser utilizada sem prejuízo do atendimento da rotina de
operações padrão, equilibrando as tarefas dentro do grupo. Nesse aspecto, a busca por padrões de
tempo teóricos muito detalhados e dispendiosos de se obter, não tem tanto sentido. Basta ao
supervisor, quando da rotação das rotinas entre os operadores, designar as tarefas de acordo com as
habilidades pessoais de cada um. A longo prazo, com o treinamento contínuo e o espírito de
competição inerente ao trabalho em grupo, essas diferenças tendem a diminuir.
Como forma de melhor operacionalizar o processo de ajuda mútua, deve-se colocar
dispositivos de sinalizações ou quadros de avisos, chamados de andons, junto aos postos de trabalho
para facilitar a identificação da ocorrência de problemas. Quando um operador está com dificuldade
em cumprir sua rotina de operações padrões dentro do tempo de ciclo, ele aciona o dispositivo para
avisar aos demais companheiros e ao supervisor que necessita de ajuda.

Padronização das Operações e Polivalência
Sistemas de Produção
A Produtividade no Chão de Fábrica
112
Um desses dispositivos empregado para direcionar a ação de ajuda mútua, conhecido como
Yo-I-Don ou “pronto-colocado-adiante”, consiste em associar ao quadro de avisos (andon) um
temporizador com o objetivo de sincronizar o tempo de ciclo entre processos adjacentes, garantindo
que os operadores só iniciarão um novo tempo de ciclo após todos os demais operadores terem
completado a sua rotina de operações padrão. Nesse sentido, busca-se a produção em fluxo unitário
tanto dentro das células como entre as mesmas.
Um exemplo desse sistema pode ser visto na Figura 6.9 (MONDEN, 1984 : 54). Nesse caso,
uma fábrica de carroçarias, associada da Toyota Motors, possui três processos interligados: um
processo encarregado da estrutura do assoalho com seis postos (U1 até U6), um processo para a
produção das laterais da carroçaria com seis postos, sendo três (S1, S2 e S3) para fabricar a lateral
direita e três (S4, S5 e S6) para a esquerda, e um processo principal com quatro postos (M1 até M4)
que une o assoalho, as duas laterais e um teto. Essa fábrica se propõem a produzir em fluxo unitário
as carroçarias dentro do tempo de ciclo projetado, ou seja, cada um dos 16 postos de trabalho deve
completar sua rotina de operações padrões dentro desse tempo de ciclo e passar seu material
completado para o posto seguinte.
U1
U2
U3
U4 U5 U6 M1 M2 M3 M4
S1 S2
S3 S4
S5 S6
Processo do assoalho
da carroçaria
Processo principal
da carroçaria
Processo da lateral
da carroçaria
1/3 2/3 3/3
U1 U2 U3 U4 U5 U6
S1 S2 S3 S4 S5 S6
M1 M2 M3 M4
Andon para a fábrica de carroçaria
Figura 6.9 Sistema Yo-I-Don (MONDEN, 1984 : 54)
Como forma de coordenar esse processo, um quadro de avisos é pendurado no alto da
fábrica de maneira que todos possam vê-lo. Esse quadro possui um painel com uma lâmpada
vermelha para cada posto de trabalho, e um painel superior dividido em três partes iguais que
representa a passagem do tempo dentro do tempo de ciclo projetado. Os operadores da estrutura do

Capítulo 6
Sistemas de Produção
A Produtividade no Chão de Fábrica
113
assoalho, das laterais e do processo principal ao completarem sua rotina de operações padrão
acionam um botão que informa ao painel que seu posto de trabalho está dentro do tempo de ciclo.
Ao final de cada tempo de ciclo, a lâmpada vermelha se acende automaticamente naqueles postos
que não acionaram seus botões. Caso alguma das lâmpadas vermelhas se acenda, ou seja algum
operador esteja com problemas, todos os postos param e esse operador é imediatamente ajudado
pelo supervisor, ou pelos operadores mais próximos, a terminar sua rotina e acionar seu botão. Só
então, ao apagarem-se todas as luzes vermelhas, os demais operadores estão autorizados a iniciar
novo tempo de ciclo.
Uma aplicação mais simples desse sistema pode ser vista nas trocas de pneus das corridas de
“Fórmula 1”. Enquanto cada um dos quatro mecânicos responsáveis pela troca de cada um dos
pneus do carro não terminar sua tarefa e levantar os braços como forma de aviso, o mecânico
coordenador geral da troca que fica com uma placa de sinalização na frente do rosto do piloto, não
libera o piloto para prosseguir sua corrida. Caso algum problema ocorra e o mecânico não levante os
braços, os demais correm, literalmente, para ajudá-lo a completar seu ciclo.

Sistemas de Produção
A Produtividade no Chão de Fábrica
7 A CADEIA LOGÍSTICA JIT
O sétimo capítulo tem como objetivo apresentar a visão da filosofia JIT/TQC para as
questões referentes ao relacionamento entre empresas participantes de uma cadeia produtiva.
Em uma cadeia produtiva participam empresas clientes, fornecedoras e transportadoras.
Como base para início das discussões é feita uma descrição de cadeia produtiva e dos
problemas encontrados nos relacionamentos convencionais entre empresas. Em seguida são
apresentados os três fatores chaves para que fornecedores e clientes operem uma cadeia
logística eficiente: o desenvolvimento de fornecedores JIT, a diminuição da base de
fornecedores, e a integração da produção com o fornecedor. Dentro desse último tópico são
vistos vários sistemas mutuamente benéficos, como o planejamento e programação da
produção conjuntos, o kanban com fornecedores, a troca eletrônica de documentos, os
pedidos em aberto, etc. Completando o capítulo, a participação do transportador nesse
processo de parceria é analisada.
7.1 INTRODUÇÃO
A adoção da filosofia JIT/TQC pelas empresas foi o caminho encontrado para sobreviver e
prosperar num mercado globalizado, cada vez mais competitivo. Essas empresas procuram ser mais
eficientes do que a concorrência em custo, qualidade, desempenho de entrega e flexibilidade, e com
isto, atender as necessidades dos clientes em um nível superior. Para tanto, há necessidade de buscar
a eliminação de atividades que não agregam valor aos produtos, envolvendo não só todos os
participantes do sistema produtivo interno, no sentido de melhorar continuamente o seu
desempenho, como também buscar a simplificação e flexibilidade nas interações entre os diversos
sistemas externos envolvidos na manufatura, organizando-os e facilitando suas atribuições e
controles.
Nesse aspecto, pode-se dizer que a filosofia JIT/TQC tem sua aplicação em dois níveis
distintos: o nível interno aos sistemas produtivos das empresas e o nível de relacionamento externo
entre empresas de uma cadeia produtiva. As diversas técnicas descritas até agora nesse trabalho
tiveram como objetivo o sistema produtivo interno das empresas, podendo-se chamar a isso de JIT
interno. Já o JIT externo pode ser entendido como a extensão da aplicação dessas técnicas para
melhorar o relacionamento do sistema produtivo interno com clientes e fornecedores externos à
empresa, formando uma cadeia logística JIT, conforme ilustrado na Figura 7.1.
Olhando-se uma cadeia produtiva do ponto de vista da empresa produtora, como na Figura
7.1, pode-se identificar de uma forma genérica quatro sistemas interligados: o sistema fornecedor, o
sistema transportador, o sistema produtor e o sistema cliente. A princípio cada um desses sistemas é
ao mesmo tempo fornecedor, produtor e cliente de alguém, fazendo com que a interface entre duas
empresas contenha todos os elementos necessários ao entendimento da logística JIT. Dessa forma,
no capítulo 7 as questões sobre a cadeia logística JIT serão tratadas dentro de uma relação genérica
entre fornecedor e cliente, ou seja, serão analisados os conceitos e ferramentas da filosofia JIT/TQC
para um elo dessa cadeia produtiva. Num primeiro momento será considerado o transportador como
um fornecedor de serviços para a empresa, sendo que mais adiante será aberto um tópico específico
com questões relativas aos transportadores.

Capítulo 7
Sistemas de Produção
A Produtividade no Chão de Fábrica
115
Fornecedor Produtor ClienteTransportador Transportador
JIT Interno JIT Interno JIT Interno
JIT Externo JIT Externo
Figura 7.1 A cadeia logística JIT.
Segundo a proposição da cadeia logística JIT a união entre as empresas e seus fornecedores
deve ser forte e duradoura. Com o crescente uso de subcontratados e fornecedores no lugar da
produção vertical integrada, se faz necessário um aumento de responsabilidades entre ambas as
partes no projeto, manufatura e transporte dos produtos para o atendimento das metas
preestabelecidas. Nesse sentido mais trabalhos devem ser subcontratados de fornecedores
especialistas, as relações devem ser de longo prazo envolvendo uma pequena quantidade de
fornecedores por item, muitas vezes apenas um, o envolvimento deve iniciar-se já a partir do projeto
do produto e uma monitoração constante sobre a qualidade e pontualidade das entregas deve
acompanhar a produção, permitindo o trabalho eficiente com mínimos estoques e custos. A ênfase
no aspecto "preço cotado" na escolha dos participantes dessa cadeia deve ser substituída pela
garantia na qualidade e pontualidade das entregas em pequenos lotes.
Como a filosofia JIT/TQC apregoa o sistema de puxar a produção, sua implementação deve
ser iniciada com a estabilização de um programa de produção baseado nas necessidades dos
clientes, deve estender-se por dentro do sistema produtivo flexível (JIT interno), e só então, atingir o
fornecimento de peças componentes e matérias-primas (JIT externo), equacionando o
relacionamento com fornecedores. A Figura 7.2 ilustra essa dinâmica de implantação. A conjugação
de um sistema produtivo eficiente, buscando o melhoramento contínuo no atendimento das
necessidades dos clientes (JIT interno), com um sistema de relacionamento efetivo
fornecedor/transportador/empresa (JIT externo), onde todos ganhem através da eliminação de
atividades improdutivas (estoques, movimentações, inspeções, etc.) é o que pode-se chamar de um
sistema de produção JIT completo.
Neste sentido, uma vez obtido sucesso na implantação da filosofia JIT/TQC internamente, as
empresas passam a incluir seus fornecedores dentro desse programa. No Brasil, a grande maioria
das empresas ainda não está preparada para assumir essas novas funções, porém alguns resultados
positivos já se fazem sentir, principalmente na indústria automobilística nacional e outras empresas
de ponta, onde a concorrência globalizada fez com que as suas exigências internas de qualidade e
produtividade fossem estendidas para os fornecedores, chamando-os e treinando-os dentro destes
novos conceitos. Como os custos dos materiais e componentes adquiridos representam de 60 a 70%,
em média, do custo dos produtos fabricados, fica claro o potencial de ganho a ser obtido com o
estreitamento das relações com fornecedores numa cadeia logística otimizada.

A Cadeia Logística JIT
Sistemas de Produção
A Produtividade no Chão de Fábrica
116
ProduçãoFornecedores
Transportadores
Implantação da Filosofia JIT/TQC
JIT Externo JIT Interno Clientes
Figura 7.2 A dinâmica de implantação da filosofia JIT/TQC.
Convencionalmente pode-se dizer que os relacionamentos externos das empresas têm sido
um jogo de “soma zero”, ou seja, para que um dos participantes da cadeia produtiva ganhe “x”,
algum outro participante tem que perder “x”. Sendo assim, o relacionamento convencional entre as
empresas está baseado em se obter a máxima vantagem no curto prazo, sem benefícios para a cadeia
produtiva como um todo e, em especial, para os clientes finais que em última análise são os que
pagam os custos de toda a cadeia. As principais características desse relacionamento onde não existe
confiança mútua e cooperação na solução de problemas são:
múltiplos fornecedores: o uso de várias fontes de fornecimento como forma de prevenir-
se contra problemas futuros de desempenho de entregas (quantidade e prazo), má
qualidade, greves, aumentos abusivos de preços etc. Essa política leva ao baixo
envolvimento do fornecedor no processo do cliente e a incerteza quanto à demanda
futura, dificultando a aplicação de técnicas para a otimização interna do sistema
produtivo do fornecedor;
emprego do processo de concorrência: a escolha do fornecedor é feita em cima de
táticas adversárias de negociação com ênfase no preço cotado, estimulando o atrito entre
as partes. Como decorrência existe pouca cooperação com os fornecedores, fazendo com
que os mesmos obtenham uma baixa margem de lucro e não possam investir em
melhoramentos de seus sistemas produtivos, deteriorando a longo prazo a qualidade e o
desempenho do serviço oferecido, quando então são substituídos por outro concorrente;
excessivas atividades de controle nas operações de fornecimento: como não existe
confiança nos fornecedores, uma entrega convencional de materiais passa por mais de
dez atividades de recepção e inspeção da documentação e da carga antes de chegar até o
usuário final, encarecendo e dificultando o processo de reposição;
uso de estoques altos: em decorrência do mal relacionamento, tanto no fornecedor como
no cliente, são colocados altos estoques de segurança para garantir as deficiências de
qualidade, pontualidade e quantidade dos lotes entregues pelos fornecedores;
não compartilhamento de informações: as informações sobre planos de produção e
previsões de demanda não são repassadas para a cadeia produtiva, impossibilitando o
planejamento conjunto e o sincronismo de fabricação e transporte entre as partes;
variabilidade dos itens: com múltiplos fornecedores, cada lote de itens adquirido provem
de um sistema de produção diferente que, apesar de estar dentro dos limites de controle,
pode fornecer itens com diferentes padrões, vindo a causar problemas de variabilidade
entre lotes, principalmente em linhas de montagem.

Capítulo 7
Sistemas de Produção
A Produtividade no Chão de Fábrica
117
Todos esses fatores, durante muito tempo, levaram os fabricantes convencionais a
integrarem verticalmente as fontes de fornecimento e os sistemas de distribuição e transporte no
sentido de evitar a ocorrência de problemas que afetassem internamente a empresa, tal como fez
Henry Ford, no início do século, ao montar um sistema de extração de borracha na selva amazônica
para fabricação de seus próprios pneus. Até algumas décadas atrás isso ainda era possível porque os
níveis de tecnologia envolvidos eram tais que as empresas podiam incluir uma nova máquina ou
processos quando necessários, visto que os ciclos de vida dos produtos eram maiores e davam ao
fabricante tempo para recuperar o investimento.
Atualmente, a complexidade e sofisticação dos produtos estão conduzindo os sistemas
produtivos da integração vertical para a descentralização da tecnologia de manufatura, dentro do
enfoque da focalização da produção. O crescimento desordenado dos sistemas produtivos e a
conseqüente perda de foco nos negócios da empresa já foi tratado no capítulo 2, dentro do contexto
de produção focalizada. Assim, por exemplo, uma lavadora de roupas antiga, ou um automóvel, que
podia ser totalmente fabricada por uma única empresa, hoje em dia é produzida com peças de
precisão, motores, eletrônica e controles computadorizados, com um esforço combinado entre
muitos fornecedores e a empresa montadora, cada uma das quais focalizada em seu negócio
principal.
Um ponto que deve ser ressaltado dentro da logística JIT para a diminuição da complexidade
dos sistemas produtivos, consiste na terceirização de suas atividades com hierarquização dos níveis
de fornecimento de forma piramidal. Dentro do conceito de redução do tamanho do sistema
produtivo via focalização da produção, as empresas buscam dividir o seu sistema produtivo em
vários sistemas menores e mais controláveis. Nada impede que esses sistemas estejam a cargo dos
antigos fornecedores, individualmente ou em grupos, fazendo com que os mesmos agreguem mais
valor aos seus produtos e, pela melhor organização da cadeia produtiva, reduzam os custos totais da
mesma. Nessa estrutura de fornecimento a empresa lida apenas com o primeiro nível de
fornecedores dessa pirâmide, que por sua vez lida com os de segundo nível, e assim por diante,
conforme pode-se ver na Figura 7.3.
Por exemplo, na indústria automobilística convencional um pára-choque e seus componentes
como faróis, sinaleiras, lâmpadas, fios etc., eram comprados de vários fornecedores diferentes. Isso
gerava, por um lado, muita confusão durante a montagem desses itens no automóvel e, por outro,
setores de compras gigantescos com mais de 500 compradores para lidar com algo em torno de
2000 itens, cada um com vários fornecedores. Já nos modernos sistemas JIT, desenvolve-se um
fornecedor focalizado de primeiro nível que entrega direto na linha de montagem um “kit” completo
de pára-choque com todos os seus componentes embutidos. Não é difícil entender que a montagem
do pára-choque no automóvel fica simplificada, e que o setor de compras, ao lidar com poucos
fornecedores de primeira linha, algo como 100 a 150 deles, pode reduzir sua estrutura, e custos, para
50 compradores focalizados nesses fornecedores. Um exemplo avançado desse tipo de proposta, que
está sendo chamado de consórcio modular, é o empregado pela nova fábrica de caminhões da VW
em Resende (RJ), onde os fornecedores dos subconjuntos do caminhão estão dentro da própria
fábrica integrados ao processo de montagem.

A Cadeia Logística JIT
Sistemas de Produção
A Produtividade no Chão de Fábrica
118
F 1 F 2 F 3 F 4 F 5 F 6 F n
Produtor
F 111 F 112 F113
F 11 F 12 F 13
F 1 F 2 F 3 F 4 F 5
Produtor
Estrutura em linha convencional
Estrutura piramidal JIT
Figura 7.3 Hierarquia de fornecimento.
Nesse novo contexto de logística industrial, as empresas que buscam soluções dentro da
filosofia JIT/TQC para a cadeia produtiva têm certeza de que um bom relacionamento com seus
fornecedores promoverá altos níveis de qualidade e eficiência para todos. Esse trabalho deve ser
visto como um esforço de longo prazo pela eliminação de todas as atividades que não agregam valor
dentro da cadeia produtiva. Para tanto, alguns fatores chaves, que serão detalhados a seguir, são
básicos para se atingir um nível elevado de relacionamento, quais sejam:
desenvolvimento de fornecedores JIT;
diminuição da base de fornecedores;
integração da produção com o fornecedor.
7.2 DESENVOLVIMENTO DE FORNECEDORES JIT
Normalmente, a implantação da filosofia JIT/TQC se dá a partir da maior empresa da cadeia
produtiva, e só então ela é estendida aos fornecedores desta cadeia. Aí então, a fábrica maior trata de
prepará-los para o cumprimento de prazos, qualidade, preço e quantidade, repassando-lhes as
técnicas JIT necessárias e monitorando seu progresso. Sendo assim é essencial desenvolver vínculos
entre as organizações para assegurar uma relação comercial de longo prazo. A formação desses
vínculos é estrategicamente tão significativa, que as relações entre os participantes da cadeia
produtiva devem envolver a diretoria das empresas, e não apenas o nível tático e operacional como
no sistema convencional.

Capítulo 7
Sistemas de Produção
A Produtividade no Chão de Fábrica
119
No Japão é comum as empresas possuírem, além de interesses comerciais, participação
acionária nos fornecedores. Isso formaliza os vínculos de longo prazo entre as empresas e garante
que tanto cliente como fornecedor farão o máximo para que os negócios mútuos prosperem. O apoio
financeiro para transferência de tecnologia e treinamento dos fornecedores pode ser uma boa
oportunidade de formalizar o interesse mútuo através de uma pequena participação acionária. No
relacionamento convencional, esse tipo de vínculo acionário não é estimulado pois, nas relações de
compra de curto prazo, busca-se tirar o máximo de vantagens no processo e, uma vez esgotado seu
potencial, passar para uma nova relação semelhante com outro fornecedor.
Independente da questão acionária, o envolvimento das empresas à nível de diretoria é a
única forma de tornar clara decisões que irão afetar o futuro de ambas as organizações. As relações
convencionais de suprimento entre os departamentos de compras, de um lado, e o de vendas, de
outro, limitam as comunicações ao nível operacional das empresas. A participação do fornecedor no
desenvolvimento de novos produtos através da engenharia simultânea, a focalização da fábrica do
fornecedor junto ao cliente, a definição de contratos de longo prazo comprometendo a capacidade
produtiva do fornecedor, a transferência de tecnologia e treinamento para o fornecedor, etc. são
questões de caracter estratégico que só podem ser decididas pelas diretorias das duas empresas.
Dentro desse aspecto, muitos dos problemas resultantes de ineficiências operacionais podem
ser solucionados com o desenvolvimento de relações confiáveis com fornecedores, assegurando
contratos justos e eqüitativos. A estabilização do esquema de fornecimento baseado em
comprometimentos de longo prazo está relacionada com fatores como confiança, compromissos,
boas comunicações, redução de ciclos de entrega e otimização de custos. Além disso, enquanto os
fornecedores se mostrarem competitivos, eles terão segurança no futuro de seus negócios e lucro
garantido.
Com certeza a negociação de contratos JIT é uma tarefa extremamente complexa, pois
envolve não apenas duas empresas, mas três atores da cadeia logística: o fornecedor, o cliente e o
transportador. Eles devem buscar a melhor maneira de atingir a confiabilidade no sistema, sem
contudo aumentar os níveis de estoques e os custos do processo. É importante que estes atores
entendam o “porquê” da movimentação de pequenos lotes e da garantia do fluxo contínuo de
materiais no sistema de produção JIT.
Um aspecto a se considerar na elaboração de contratos JIT de suprimento é que, por
princípio, dentro da filosofia JIT/TQC, os problemas devem ser facilmente identificados e
prontamente resolvidos sempre que apareçam, evitando-se sua repetição. Sendo assim, os contratos
formais apenas respaldam uma situação que deve se confirmar na prática do dia a dia. Os contratos,
por si só, não garantem o desempenho do relacionamento entre as partes. Servirão somente para,
uma vez ocorrido o problema, solucionar uma disputa judicial. O espírito da filosofia JIT, aplicado à
cadeia logística, consiste em tomar ações preventivas, e não pró-ativas através de contratos formais,
que eliminem os problemas potenciais que possam surgir dentro dessa cadeia produtiva.
Outro ponto importante é de que os negócios são operados por pessoas, e as pessoas
trabalham em termos de confiança. Os contratos formais são meros instrumentos que registram os
detalhes e mantêm a honestidade das pessoas. A confiança, entretanto, pode ser alcançada mas
acarreta envolvimento e comprometimento pessoal. Ela funciona em duas direções: o cliente espera
que o fornecedor garanta as suas necessidades e, reciprocamente, o fornecedor espera o mesmo do
cliente. É nesta base que deve ser desenvolvida a confiança mútua, permitindo que as empresas
operem com uma eficiência conjunta melhor do que separadas. Neste caso as comunicações entre

A Cadeia Logística JIT
Sistemas de Produção
A Produtividade no Chão de Fábrica
120
clientes e fornecedores, mantendo canais contínuos e abertos, apresentam-se como críticas para
operar um sistema JIT.
Convencionalmente, apenas o setor de compras está autorizado a entrar em contado com o
representante do fornecedor. Caso algum problema surja na produção em relação aos itens entregues
por um fornecedor, vários níveis hierárquicos são envolvidos na tentativa de solucionar o problema,
fazendo com que a solução, caso encontrada, seja tomada tarde de mais para trazer benefícios ao
sistema. Esse processo inicia-se com o operador da linha identificando o problema, passa pela ação
do supervisor em acionar o departamento de qualidade, que, por sua vez, preenche uma série de
documentos necessários para que o departamento de compras possa exigir uma ação por parte do
fornecedor. No lado do fornecedor todas essas etapas são repassadas de forma inversa, até chegar
tarde demais ao operador que gerou o problema.
Em uma cadeia logística JIT para agilizar a solução dos problema todos os canais possíveis
de comunicação entre as empresas devem ser estimulados, desde a troca de informações entre as
equipes de engenharia das duas empresas, com visitas periódicas, até o contato direto entre os
encarregados das duas produções visando resolver de forma imediata problemas operacionais. A
justificativa de que somente o setor de compras possui a técnica e a experiência para entrar em
contato com os fornecedores não é mais válida.
7.3 DIMINUIÇÃO DA BASE DE FORNECEDORES
As razões que levam as empresas a terem vários fornecedores por item são bem conhecidas e
estão relacionadas a dois pontos básicos dentro da área de administração de materiais, que são a
segurança e a redução de custos. A segurança da reposição dos estoques quando se negocia com
fornecedores que possuem sistemas produtivos convencionais, com baixo desempenho, é feita na
base da duplicação das fontes de fornecimento, buscando-se garantir que caso algo dê errado, os
outros fornecedores possam suprir essa lacuna. A segunda razão está ligada ao fato de considerar o
custo direto do material comprado como o fator primordial na escolha do fornecedor nos processos
de concorrência, o que leva à necessidade de se ter vários fornecedores por item competindo entre
si, de forma a oferecerem o menor custo direto.
A filosofia JIT/TQC revê esses pontos e questiona sua efetiva validade. Nesse novo
relacionamento, fornecedores com sistemas de produção JIT garantem a segurança das entregas na
origem do processo de fornecimento, ou seja, dentro de sua própria empresa. Eles sabem que os
clientes dependem exclusivamente de suas entregas, e que um problema para o cliente é um
problema para eles próprios. Antes que um problema interno do fornecedor venha a atrapalhar o
cronograma de recebimento do cliente, ele deve ser identificado e solucionado a tempo. A
explicação de que deve-se manter mais de um fornecedor para absorver eventuais catástrofes, é
apenas mais uma desculpa para não se promover um sistema logístico eficiente. Hutchins
(HUTCHINS, 1993 : 26), ao relatar uma visita a fábrica da Toyota Motors no Japão (país sujeito a
inúmeras catástrofes climáticas), descreve que apesar do uso de fornecedores exclusivos num
período de nove anos ocorreram apenas duas paralisações, de pouca importância, na linha de
montagem da fábrica.
Por outro lado, analisando-se todas as atividades envolvidas no processo de reposição, pode-
se ver que o custo unitário dos itens comprados é apenas um dos componentes do custo total do

Capítulo 7
Sistemas de Produção
A Produtividade no Chão de Fábrica
121
processo, e que na maioria das vezes uma pequena redução no seu valor, via processo de
concorrência, não justifica a política de múltiplas fontes de fornecimento. Dessa forma os sistemas
de produção JIT buscam reduzir aquelas atividades especulativas que não agregam valor aos
produtos, trocando-as pela garantia do serviço de poucos e bons fornecedores. Quando as empresas
reduzem sua base de fornecedores, as relações tornam-se de longo prazo e os seguintes resultados
podem ser atingidos:
ganho de escala: fornecedores exclusivos venderão volumes maiores, e os
transportadores movimentarão volumes maiores, para um número menor de clientes, o
que reduzirá seus custos internos de ferramental, fabricação, movimentação e controle;
retorno dos investimentos: tendo a certeza de que o relacionamento com os clientes
será de longo prazo em substituição às eventuais ordens de compra de curto prazo, os
fornecedores se sentirão mais seguros e poderão investir eles próprios em um sistema de
produção JIT, de maneira a torná-lo mais confiável;
difusão dos conhecimentos e transferência de tecnologias: com o fortalecimento das
relações de longo prazo os fornecedores exclusivos poderão receber treinamento
específicos nas técnicas JIT, informações antecipadas para planejamento da produção, e,
se necessário, até ajuda financeira para investimentos produtivos. Pode-se implementar de
forma efetiva o conceito de engenharia simultânea, com a participação do fornecedor nas
etapas de projeto de novos produtos. Por exemplo, algumas empresas, como a Moto
Honda, possuem escolas específicas para o treinamento e a formação de fornecedores JIT;
processos focalizados: com uma visão de longo prazo, os fornecedores poderão
deslocar suas fábricas, ou parte delas, para perto dos clientes, estabelecendo pequenas
fábricas focalizadas de acordo com as necessidades específicas de cada um deles. Isso
permitirá a implementação de um ritmo regular diário, ou menor, de entregas fazendo
com que os encargos de transporte e embalagens sejam mínimos e as soluções de
problemas mais imediatas, reagindo melhor a emergências;
coordenação de entregas: os fretes poderão ser melhor coordenado pelos clientes,
gerando roteiros envolvendo vários fornecedores, de forma a viabilizar a entrega
econômica de pequenos lotes pelos transportadores, mesmo não existindo a proximidade
física entre os fornecedores.
Um exemplo dessa relação avançada de longo prazo com redução do número de
fornecedores foi o implementado pela Fiat Automóveis, que desde 1992 tornou exclusivo o seu
fornecedor de sistemas de comando de câmbio, negociando a sua transferência da cidade de São
Bernardo do Campo (SP) para Contagem (MG), cidade vizinha a montadora. Com essa estratégia, o
fornecedor passou a despachar as 107 peças que compõem o comando de câmbio já montadas, em
duas ou até três entregas diárias, e, em contra partida, a receber também pagamentos diários. O
mesmo ocorreu com a Santa Marina que tornou-se o principal fabricante dos vidros dos carros da
FIAT, localizando-se junto à montadora e abastecendo-a diariamente com pequenos lotes,
transportados em camionetas Fiorino onde lê-se “Entregas JIT” pintado nas laterais.
7.4 INTEGRAÇÃO DA PRODUÇÃO DO CLIENTE COM O FORNECEDOR
A implantação de um sistema logístico JIT integrando a produção do cliente com a produção
do fornecedor traz ganhos significativos na redução daquelas atividades que, convencionalmente, se

A Cadeia Logística JIT
Sistemas de Produção
A Produtividade no Chão de Fábrica
122
sobrepõem entre os dois sistemas, fazendo com que a cadeia produtiva consiga um retorno sobre
seus investimentos maior do que conseguiria cada empresa individualmente. Esse processo resulta
numa sinergia entre as empresas, reforçando ainda mais as suas relações. Dentre os vários sistemas
que podem ser implantados nesse sentido, cabe destacar os seguintes: planejamento e programação
da produção conjuntos, kanban com fornecedores, troca eletrônica de documentos (EDI), pedidos
em aberto, redução das funções de expedição/recepção, contabilidade simplificada e engenharia
simultânea.
7.4.1 Planejamento e programação da produção conjuntos
No capítulo 3 foram discutidas as questões relacionadas com as funções de planejamento e
controle da produção dentro da ótica dos sistemas de produção JIT. Conforme foi visto, essas
funções estão escalonadas no tempo em longo, médio e curto prazo. As informações de longo prazo
são empregadas para equacionar estrategicamente a capacidade produtiva do sistema com a
demanda esperada para esse período. As informações de médio prazo são utilizadas para compor um
plano-mestre de produtos acabados que, na sua parte fixa, dá partida à montagem dos produtos, e,
na sua parte flexível, permite o cálculo dos tempos de ciclo e dos estoques do sistema. As
informações de curto prazo, dentro da ótica de puxar a produção, permitem que os vários postos
produtivos se comuniquem entre si, e tornem operacional o sistema de produção just-in-time.
Um dos pontos cruciais para que o planejamento e controle da produção JIT possa atuar
dentro dessa estrutura de forma efetiva, está baseado na estabilidade da demanda do cliente desse
sistema produtivo. Contudo, quando olha-se para uma cadeia produtiva JIT, pode-se afirmar que o
único ponto da cadeia onde existem incertezas quanto a demanda, está a nível de cliente final dessa
cadeia. A partir da definição dos planos estratégicos, táticos e operacional da empresa que lida com
esse cliente final, todas as demais empresas da cadeia podem receber informações confiáveis de
longo, médio e curto prazo de seus clientes, de forma a realizarem um planejamento e programação
da produção coordenado.
?
Plano de Produção ?
Plano-mestre de Produção ?
ProgramaçãoProgramação
Plano de Produção ?
Plano-mestre de Produção ?
Plano de Produção ?
Plano-mestre de Produção ?
?ProgramaçãoProgramação
Cadeia produtiva convencional
Cadeia produtiva JIT
Plano de Produção !
Plano-mestre de Produção!
Plano de Produção !
Plano-mestre de Produção!
Plano de Produção !
Plano-mestre de Produção!

Capítulo 7
Sistemas de Produção
A Produtividade no Chão de Fábrica
123
Figura 7.4 O PCP nas cadeias produtivas.
Assim, como ilustra a Figura 7.4, ao invés de cada empresa dentro de uma cadeia produtiva
convencional fazer seus próprios planos e programações em cima do que ela prevê que seu cliente
vá necessitar, na cadeia JIT os planos de produção estratégicos, os planos-mestres de produção e a
programação puxada da produção são compartilhados entre todos os participantes, evitando-se
atividades especulativas que não agregam valor ao cliente final. Dessa forma, quando uma empresa
projeta um aumento, ou uma redução, de capacidade produtiva imediatamente os fornecedores
seguirão na mesma direção.
7.4.2 Kanban com Fornecedores
No relacionamento de curto prazo entre clientes e fornecedores o emprego do sistema
kanban de puxar as compras irá desburocratizar e simplificar em muito toda a lógica de reposição
externa de materiais. Conforme foi explicado no capítulo 4, o sistema kanban atua como o
organizador do sistema de produção JIT, direcionando os materiais justo a tempo para as estações
de trabalho no processo de fabricação e passando informações sobre o que e quanto produzir e
movimentar. Ao contrário do sistema convencional, a produção JIT utiliza o sistema de puxar.
Puxar significa não processar ou movimentar até a solicitação, isto é sob pedido. O sistema de puxar
consiste em retirar e movimentar as peças necessárias do processo precedente, iniciando o ciclo na
linha de montagem final, pois é aqui que chegam com exatidão as informações de tempo e
quantidades de peças para satisfazer às demandas reais. O processo anterior, então, produz somente
as peças retiradas pelo processo subseqüente, e assim, cada estágio de fabricação retira as peças
necessárias dos processos anteriores ao longo do sistema de produção. Desse modo não é necessária
a emissão da programação simultânea para todos os processos, incluindo os fornecedores externos.
Em seu lugar é suficiente que a linha de montagem final seja informada das alterações na
programação da produção para que todo o sistema responda adequadamente.
O kanban externo com fornecedores é um tipo especial de kanban de movimentação usado
para trazer peças e materiais dos fornecedores de forma simples e eficiente. Para que o sistema
kanban com fornecedores atinja sua eficiência plena, é indispensável que o fornecedor sincronize
seu sistema produtivo com o do cliente. Nesse sentido, a operacionalização do kanban com
fornecedores necessita que o sistema produtivo do cliente passe dois tipos de informações ao
sistema produtivo do fornecedor, quais sejam:
plano-mestre de produção: com as informações constantes do plano-mestre de produção
do cliente é possível ao fornecedor elaborar seu próprio plano-mestre de produção de
forma a organizar sua estrutura produtiva (tempo de ciclo) e dimensionar seu sistema
interno de puxar a produção (kanbans), preparando-se para a demanda que virá;
solicitação diária: dentro da ótica de puxar a produção, diariamente o cliente faz suas
solicitações ao fornecedor, especificando exatamente os itens necessários naquele
momento. Esse processo de solicitação diária pode ser executado via cartões kanbans de
fornecedores, também chamado de sistema de reabastecimento posterior, já descrito em
detalhes no capítulo 4, ou via envio diário de uma tabela contendo as necessidades de
itens a serem entregues naquele dia, chamado de sistema de retirada seqüencial.

A Cadeia Logística JIT
Sistemas de Produção
A Produtividade no Chão de Fábrica
124
O sistema de retirada seqüencial, exemplificado na Figura 7.5, representa um estágio
avançado de implantação do JIT entre clientes e fornecedores. No sistema de retirada seqüencial o
cliente utiliza o computador para comunicar ao fornecedor a seqüência e as quantidades de peças
que são necessárias para sua linha de produção diária. Essa seqüência de informação ingressa em
um banco de dados e é impressa em etiquetas kanbans que especificam os detalhes necessários para
sua produção na fábrica fornecedora e seu posterior envio para o cliente. Nesse sistema, a empresa
envia diariamente a programação seqüencial da sua produção ao computador da fábrica fornecedora
para alimentar o sistema de programação da produção de componentes que serão enviados à linha
de montagem. O sistema calcula o programa de montagem final, fornece os relatórios necessários e
imprime as etiquetas kanbans que serão entregues à linha de produção do fornecedor. O objetivo
final é a sincronização das atividades entre as operações nas linhas de montagem do fornecedor e do
cliente, de tal maneira que a comunicação e o transporte dos itens seja efetivamente em tempo e
conteúdo reais, na freqüência necessária.
Tipo de informação Cliente Fornecedor
Programa-mestre
de Produção
Programa
Montagem Final
Programa-mestre
de Produção
Programa de Montagem
Final ( Seqüencial )
Programa de Vendas
Computador
Programação da
produção
Linha de montagem Linha de montagem
Tabela de
programação
montagem final
Informação Mensal
para o planejamento
da produção mensal
Informação Diária
para o envio da
produção diária
fluxo da informação
fluxo dos produtos
Figura 7.5 Sistema de retirada seqüencial.
A Wolkswagem do Brasil, na planta de Taubaté (SP), utiliza esses dois sistemas de puxar as
reposições dos fornecedores. Para fornecedores situados a mais de 20 quilômetros da empresa é
empregado um sistema de reabastecimento posterior, informando diariamente via fax quais itens
foram consumidos e necessitam de reposição. Os fornecedores então preparam a carga, vão até a
empresa, onde têm acesso livre, descarregam o material no depósito ou diretamente no ponto de uso

Capítulo 7
Sistemas de Produção
A Produtividade no Chão de Fábrica
125
trocando uma embalagem cheia por outra vazia. Já os fornecedores situados a menos de 20
quilômetros da empresa estão conectados ao sistema computacional de programação de veículos,
permitindo que os mesmos acompanhem a fabricação de cada carro na funilaria, e fiquem sabendo
exatamente o tipo de carro que está sendo fabricado, o seu acabamento, cor e do que mais ele vai
precisar. Com essas informações os fornecedores podem preparar sua carga para ser entregue
diretamente ao ponto de uso dentro da montadora. A freqüência média de entregas nesse sistema é
de 20 minutos. Tanto os fornecedores distantes como os próximos, recebem um pedido mensal para
planejamento.
7.4.3 Troca eletrônica de documentos (EDI)
Dentro de um relacionamento JIT há necessidade de melhorar o fluxo de informações entre
os participantes da cadeia produtiva, tanto a nível de velocidade como de confiabilidade dos dados
trocados. Nesse sentido, a troca eletrônica de documentos, ou EDI (electronic data interchange),
apresenta-se como uma ferramenta fundamental para conectar eficientemente os elos dessa cadeia.
O EDI é uma tecnologia baseada em plataformas de hardware e software que permite a troca de
documentos de negócios (faturas, duplicatas, pedidos de compras, avisos de despacho, kanbans etc.)
eletronicamente e de forma padronizada entre duas empresas distintas, situadas em diferentes locais.
O EDI reduz o fluxo de papéis, diminui a necessidade de conferências e manipulações de
documentos, simplifica os controles e padroniza os processos de entrada e saída de documentos,
garantindo a integridade dos dados. Com o EDI o fornecedor programa a entrega dos itens, enviando
ao transportador os dados da nota fiscal, e esse, por sua vez, emite o conhecimento da carga e a
fatura de cobrança pelo serviço. Na outra ponta do processo, o cliente receberá via EDI as
informações dos itens a serem entregues, acelerando em até seis horas o tempo parado de um
caminhão no pátio da empresa à espera de que seja elaborada a documentação fiscal.
Além da agilização da documentação necessária à transação de cargas entre empresas, o EDI
pode ser empregado para ligar diretamente o programa de produção do cliente aos programas de
embarque dos fornecedores e transportadores, permitindo a entrega de materiais seqüenciados de
acordo com as necessidades atuais do cliente, conforme exposto no tópico anterior.
Outra vantagem que pode-se obter com o emprego dessa tecnologia de comunicação,
agregando-a à um sistema de localização via satélite GPS (global positioning system), é permitir o
uso do conceito de “estoques sobre rodas”, onde cada caminhão que se movimenta entre o cliente e
o fornecedor é inventariado como estoques em mãos, pois seus dados, tanto de conhecimento da
carga como de previsão de partida e chegada, são precisos e monitorados a cada momento.
Com o avanço dos serviços oferecidos pela Internet, melhorando as condições de acesso ao
sistema, e, através da criptografia, a privacidade e segurança dos dados, será possível formar as
chamadas Extranets, ou redes de caracter fechado para uma cadeia produtiva, conectando
fornecedores e clientes em um ambiente mais interativo e amigável do que os atuais sistemas EDI.

A Cadeia Logística JIT
Sistemas de Produção
A Produtividade no Chão de Fábrica
126
7.4.4 Pedidos em aberto
Quando o cliente passa a trabalhar com fornecedores exclusivos com contratos de longo
prazo e fábricas focalizadas junto a sua, o antigo sistema de emissão de pedidos de compras para
cada reposição de itens deverá ser abandonado em prol da compra de determinada capacidade
produtiva do fornecedor. Na verdade, ao olhar-se para a quantidade de trabalho do setor de compras
que envolve a elaboração de pedidos de compra, com especificações enviadas aos diversos
fornecedores, tomada de preços, análises de desempenho etc., além, é claro, da papelada gerada,
nota-se que esse processo já deveria estar erradicado a mais tempo.
Com contratos de longo prazo garantindo a parceria e estabelecendo critérios para a cotação
do preço dos itens negociados (pode-se empregar a técnica de análise de valor para isso), o cliente
necessita definir no contrato apenas a compra de uma determinada capacidade de produção da
fábrica (focalizada) do fornecedor. Até porque ele não sabe exatamente ainda quais os itens que irá
consumir daqui a um ou dois anos. Nesse sentido, o bom senso manda reservar uma capacidade do
fornecedor e deixar os pedidos em aberto, para serem estabelecidos a medida em que a demanda for
se tornando mais clara para o cliente.
A estrutura conjunta de planejamento e programação da produção cliente/fornecedor,
discutida anteriormente, trabalha nesse sentido. As informações são escalonadas em horizontes de
tempo, sendo que as de longo prazo servem para se fechar os contratos de parcerias, sincronizando-
se as capacidades de produção das duas fábricas. No curto prazo, com a definição de quais os
produtos que serão efetivamente montados no sistema produtivo do cliente, os fornecedores
receberão automaticamente o pedido de compra, via sistema kanban.
7.4.5 Redução das funções de expedição/recepção
Com a implantação de sistemas logísticos de reposição em pequenos lotes, o fluxo de
movimentações de materiais entre as instalações do fornecedor e do cliente será bem maior. Isso irá
gerar a necessidade de agilizar as funções de expedição por parte do fornecedor, e a recepção por
parte do cliente. Perdas de oito horas para a carga e descarga dos caminhões inviabilizarão essa
forma avançada de relacionamento JIT. Na Toyota Motors de Nagóia, no Japão, a distância média
dos fornecedores é de 27 quilômetros, com um fluxo de entregas de 7,4 vezes por dia, sendo que
30% dessas entregas são de hora em hora. Para se chegar a esse patamar de excelência, um esforço
conjunto entre fornecedor e cliente deve ser feito na redução das funções de expedição e recepção
dos lotes de entrega.
Analisando-se essas funções desenvolvidas pelos setores de expedição e recepção de
empresas convencionais pode-se entender melhor a quantidade de atividades, e custos,
desnecessários sujeitos à simplificações ou até eliminações. Na realidade o desperdício inicia-se na
fábrica do fornecedor com a própria operação de produção dos itens. O operador da máquina, ao ir
fabricando os itens de um lote, coloca-os, um a um, dentro de um enorme contenedor, com
sucessivos esforços para inclinar-se para dentro do contenedor e levantar-se de volta, sem contar a
eventual inclusão de folhas de papelão entre as várias camadas de itens no contenedor. Terminado o
preenchimento do contenedor, há necessidade de esperar que uma empilhadeira venha até ele e,

Capítulo 7
Sistemas de Produção
A Produtividade no Chão de Fábrica
127
transportando o contenedor para o distante almoxarifado de produtos acabados, libere o espaço para
a colocação de outro grande contenedor vazio.
A partir desse ponto o setor de expedição, que atua dentro do almoxarifado de produtos
acabados, assume o controle sobre esse contenedor. Os itens são então retirados do contenedor
interno da fábrica, contados, inspecionados e preparados junto com a documentação para a entrega
em embalagens de papelão. É comum essas embalagens de papelão conterem divisórias protetoras
que necessitam ser montadas antes da colocação dos itens. Finalizando o processo da expedição,
uma empilhadeira se encarrega de colocar as caixas prontas nos caminhões para o transporte até o
cliente. Não é raro nesse fluxo de atividades convencionais o caminhão ainda ser retido na portaria
da empresa para conferência da documentação e da carga.
Na outra ponta, todas as atividades que foram realizadas para a expedição dos itens na
fábrica do fornecedor são repetidas pelo setor de recepção na fábrica do cliente. Inicia-se pela
retenção do caminhão na portaria da fábrica para a conferência superficial da carga e da
documentação enviada. Autorizado, o caminhão encosta na doca de recepção e, com o auxílio de
empilhadeiras, é descarregado. A função do setor de recepção consiste em desfazer as embalagens,
contar, inspecionar e preparar os itens, junto com a documentação, para serem armazenados no
almoxarifado em grandes contenedores de uso interno da fábrica. Empilhadeiras se encarregam de
deslocar esses contenedores cheios para o local de armazenagem, onde ficam aguardando sua
solicitação, via PCP, para consumo na produção. Os desperdícios só terminam quando, dentro do
sistema produtivo do cliente, uma empilhadeira movimenta para junto do posto de trabalho esse
grande lote de materiais, que exigirá do operador muito esforço indevido com a coleta dos itens no
interior do contenedor.
Conforme pode-se ver, nesse processo de reposição convencional muitas atividades são
executas sem adicionar valor para o cliente final. Movimentos perdidos, dupla conferência,
contagem e inspeção, embalagens desperdiçadas, empilhadeiras e seus operadores acionados etc.
Todos esses pontos falhos decorrem de duas características dos sistemas de produção
convencionais, quais sejam, a desconfiança mútua devido ao baixo nível de relacionamento
cliente/fornecedor, e grandes lotes de fabricação e movimentação em função dos altos custos de
preparação dos operações. Com a mudança de mentalidade para relações de longo prazo entre
clientes e fornecedores, baseada no comprometimento e confiança mútua, e com a implantação de
técnicas JIT que favoreçam a produção em pequenos lotes, é possível simplificar toda a lógica de
expedição e recepção de itens entre as duas empresas, eliminando-se uma série de atividades.
A simplificação começa dentro do sistema produtivo do fornecedor, com o operador
produzindo apenas as necessidades imediatas do cliente e colocando-as em pequenos contenedores
padronizados para os dois sistemas, de onde os itens sairão apenas quando estiverem no sistema
produtivo do cliente. Como os contenedores são pequenos, pode-se empilhá-los em carrinhos e
deslocá-los facilmente para a expedição, sem a necessidade de empilhadeiras. Na expedição os
pequenos lotes padrões são conferidos de forma simples e rapidamente despachados para o cliente.
A documentação pode estar restrita aos cartões kanbans. Com relações de longo prazo, tanto a
portaria do fornecedor como a do cliente estão autorizadas a deixar passar livremente os
transportadores que fazem parte das entregas JIT. As empresas pintam seus caminhões com
indicações do tipo “Entregas JIT” para facilitar a identificação. Chegando a doca do cliente, a
recepção se encarrega simplesmente de retirar a carga do caminhão e deslocá-la imediatamente para
o seu ponto de uso dentro do sistema produtivo, onde os itens são então retirados para produção.

A Cadeia Logística JIT
Sistemas de Produção
A Produtividade no Chão de Fábrica
128
7.4.6 Contabilidade simplificada
Assim como nas atividades de expedição e recepção dos itens transacionados entre
fornecedores e clientes, a aplicação da filosofia JIT/TQC proporciona também a oportunidade de
rever as atividades contábeis dos setores de contas a receber (fornecedor) e contas a pagar (cliente).
O esquema tradicional contábil envolvendo a conciliação de faturas, notas fiscais, pedidos de
compras e relatórios de recebimento para autorizar o pagamento dos fornecedores não se tornará
viável quando os ritmos de entrega passarem de mensais para diários. Essa teoria tradicional de
contabilidade está baseada no fato de que apenas parte dos itens comprados serão utilizados
imediatamente, ficando o restante deles no almoxarifado. Dessa forma é necessário que o setor de
contas a pagar do cliente verifique se efetivamente o fornecedor entregou os itens constantes da
fatura remetida pelo setor de contas a receber do fornecedor, e se esse fato está de acordo com o
pedido de compras enviado e a nota fiscal recebida. O fluxo de informações fica ainda mais moroso
levando-se em conta o nível de desconfiança entre as partes evolvidas, fazendo com que o cheque
para pagamento seja retardado ao máximo.
Com lead times curtos e níveis mínimos de estoques padronizados nos supermercados
internos, no sistema produtivo JIT os itens comprados são imediatamente transformados em
produtos acabados. Sendo assim, a contabilidade dos itens comprados pode ser feita considerando-
se que o sistema produtivo JIT é uma “caixa preta”, na qual foi adicionado um número “x” de itens
comprados para cada produto acabado completado. Ou seja se um automóvel ficou pronto é lógico
que cinco pneus, uma bateria, dois pára-choques etc. foram comprados e devem ser pagos aos seus
fornecedores. Dessa forma, os fornecedores exclusivos podem ser pagos conforme a produção for se
desenvolvendo. A conferência e conciliação dos documentos, senão eliminadas, serão reduzidas a
simples comparação entre o que foi produzido e o que está sendo solicitado (fatura) pelo fornecedor,
providenciando-se um fluxo rápido, talvez semanal, de pagamentos.
Uma vantagem adicional do uso do conceito de pagamento conforme a produção, por só
autorizar o pagamento dos fornecedores quando os itens entregues forem efetivamente utilizados,
está no fato dele limitar a entrada de itens em estoques e impor mais responsabilidade sobre os
setores de compra do cliente, e vendas do fornecedor, no sentido de somente pedir e entregar os
itens no ritmo da demanda.
Nas situações onde pretende-se manter os controles de pagamento de acordo com as
entregas, o emprego de códigos de barras nos cartões kanbans agilizará o processo de conferência e
pagamento. Ao chegarem os itens comprados na recepção, o cartão kanban será lido
eletronicamente e suas informações atualizarão o recebimento dos itens nos registros físicos e
financeiros do sistema de informações. Atualizado, o sistema computacional do setor financeiro
poderá então checar o recebimento com as informações vindas do fornecedor, que também poderão
ser eletrônicas, e providenciar a transferência do dinheiro no banco, diretamente da sua conta para a
do fornecedor. Os extratos de movimentação das contas do cliente e do fornecedor servirão como
comprovação da transação.

Capítulo 7
Sistemas de Produção
A Produtividade no Chão de Fábrica
129
7.4.7 Engenharia simultânea
A engenharia simultânea consiste em desenvolver o projeto de novos produtos com a
participação de todos os interessados nesse projeto, incluindo-se os fornecedores. Essa idéia surgiu
da constatação de que além dos projetistas habituais do departamento de engenharia, os
fornecedores, produtores e clientes devem ser ouvidos simultaneamente à etapa de projeto para
contribuírem com sugestões que irão aperfeiçoar o fornecimento de itens, a técnica de produção e o
uso do produto.
Nos sistemas convencionais o projeto de novos produtos é feito segundo etapas distintas,
separadas por “muros”, onde em cada uma delas a responsabilidade pela definição dos parâmetros
do projeto fica restrita a determinada área da empresa. Por exemplo, quando a engenharia do
produto conclui o desenho e define as características técnicas do produto, ela passa seus planos para
a engenharia do processo que, a partir daí, está encarregada de estabelecer, dentre as várias
alternativas, a forma como esse produto será fabricado, especificando o ferramental, as seqüências
de fabricação, as folhas de processo etc. Nesse esquema, o baixo relacionamento entre as partes
envolvidas faz com que inevitavelmente problemas ocorram na implantação do projeto.
Com a introdução de novas tecnologias computacionais, do tipo CAE (engenharia auxiliada
por computador), CAD (projeto auxiliado por computador) e CAPP (planejamento do processo
auxiliado por computador), é possível padronizar e agilizar o fluxo de informações no projeto de
produtos de forma a romper essas barreiras departamentais. Os projetos podem agora ser tratados de
forma global, compartilhando-se informações. Nesse aspecto, os fornecedores JIT devem ser
chamados a participar da discussão, principalmente no que se refere a gerar idéias que venham a
trazer ganhos de produtividade em suas próprios fábricas, que serão repassados ao cliente final da
cadeia produtiva.
Fica difícil para um fornecedor melhorar seu sistema produtivo quando os seus clientes lhe
passam projetos prontos, sem margem para discussão. Com a engenharia simultânea, os
fornecedores podem atuar em cima de um produto em desenvolvimento, questionando os tipos de
matérias-primas propostas, as diferentes formas de fabricação, ou ainda, como e onde seu produto
entra no produto do cliente e que características são fundamentais para sua atuação correta. Na
maioria das vezes é mais fácil adaptar o projeto do cliente as condições de fabricabilidade do
fornecedor, do que exigir que um fornecedor altere seu processo produtivo para atender determinado
projeto.
7.5 PARTICIPAÇÃO DOS TRANSPORTADORES NO PROCESSO DE PARCERIAS
Até o momento tratou-se de questões do relacionamento genérico JIT entre fornecedores e
clientes. Agora nesse tópico serão tratadas algumas questões específicas relacionadas com as
empresas transportadoras, considerando-as como fornecedoras de serviço de transporte dentro da
cadeia produtiva. Conforme já foi colocado para os fornecedores, também no caso dos
transportadores a busca pela confiabilidade no relacionamento de longo prazo se dá através da
redução do seu número. Com a exclusividade do fornecimento, espera-se que os transportadores
assumam novas responsabilidades, entre as quais:

A Cadeia Logística JIT
Sistemas de Produção
A Produtividade no Chão de Fábrica
130
aumento da freqüência das entregas;
redução de tamanhos e padronização dos lotes transportados;
compromisso pela qualidade;
garantia e confiabilidade de prazos;
envolvimento em atividades internas do cliente (por exemplo: kanban e armazenagem
temporária); entre outras.
Com a redução dos estoques nas empresas, pela fabricação e movimentação de pequenos
lotes, há necessidade de deslocá-los rapidamente entre os vários pontos da cadeia produtiva. Espera-
se que os transportadores agilizem seus meios de transporte, garantindo este fluxo contínuo entre as
empresas. Com o aumento das freqüências de entrega de pequenos lotes padronizados, novos
veículos serão necessários para agilizar o embarque e desembarque das cargas, e novos
procedimentos de recepção e inspeção das cargas terão que ser desenvolvidos. Por exemplo, os
caminhões com carregamento lateral e as docas com altura de piso equivalente ao caminhão
permitem acesso rápido à carga.
A responsabilidade pela qualidade da carga transportada, que convencionalmente era
mínima, passa a ter um fator determinante dado à eliminação dos estoques de segurança dentro da
logística de reabastecimento. Logo, desde o momento em que a transportadora é chamada a intervir
no processo de suprimentos, até a entrega dos produtos ao consumidor final, a responsabilidade pela
qualidade das cargas movimentadas é do transportador. A carga pode inclusive passar por um
processo de armazenagem temporária, em um entreposto do transportador, aumentando ainda mais
sua responsabilidade.
Não só a qualidade em si pela integridade física da carga é solicitada pelo cliente. Ele espera
muito mais do serviço do transportador. Espera ênfase na “qualidade total” do transporte, ou seja,
que a carga chegue ao local de destino dentro do cronograma de prazos e quantidades estabelecidos.
A eficiência produtiva do cliente depende do compromisso do transportador em atender aos
requisitos de um transporte e entrega eficientes.
Ao se relacionar em bases que estimulam a confiança mútua entre as partes, os clientes
delegarão uma grande gama de atividades, que antes eram exclusividade do pessoal interno, para os
transportadores. O sistema de puxar a programação da produção e estoques via kanban exige que o
transportador execute atividades internas dos clientes e fornecedores, envolvendo-se na
programação e controle dos estoques. O emprego de tecnologia de troca eletrônica de documentos
(EDI) faz com que o transportador tenha conhecimento, e lide no seu dia a dia, com padrões de
informações e decisões que antes eram exclusivas do cliente. A própria armazenagem temporária
das cargas pode ser delegada aos transportadores, no sentido de racionalizar e agilizar a logística da
cadeia produtiva. Sendo assim, o perfil exigido das empresas transportadoras envolvidas no
processo de reabastecimento produtivo mudou radicalmente.
A melhora no relacionamento entre transportadores e clientes trás como conseqüência direta
um incremento de produtividade na cadeia como um todo, vindo a beneficiar o consumidor final,
que ao ser bem atendido nas suas necessidades, não só retorna para novas compras, como divulga a
outros clientes em potencial sua experiência. Isto faz com que as vendas se sustentem e se
expandam, garantindo a sobrevivência dos participantes da cadeia.
Além dessas questões globais, o relacionamento JIT com seus clientes trás para os
transportadores algumas vantagens específicas, que podem ser agrupadas segundos três tópicos:

Capítulo 7
Sistemas de Produção
A Produtividade no Chão de Fábrica
131
vantagens associadas à redução das incertezas;
vantagens associadas à exclusividade de transporte;
vantagens relacionadas à padronização das cargas.
Vantagens associadas à redução das incertezas: em um relacionamento JIT entre clientes
e transportadores procuram-se relações duradouras, com contratos de parceria de longo prazo. Isto
trás um grau maior de confiança e expectativas quanto ao futuro das empresas. O crescimento do
cliente corresponde a um aumento do fluxo de materiais, e consequentemente, ao aumento dos
negócios da transportadora. Dessa forma a transportadora tem condições, até com a ajuda financeira
do cliente, de investir melhor em seu sistema de transporte com base em previsões realísticas sobre
o futuro de seu negócio, e o retorno sobre os investimentos pode ser equacionado para um período
maior.
Olhando para o dia a dia da empresa transportadora, a redução das incertezas com o
estabelecimento de um programa firme de movimentações de itens, menos sujeito à cancelamentos
de última hora, acarretará em melhores dimensionamentos de cargas e veículos, aumentando a
eficiência do sistema de transporte e reduzindo seus custos diretos. Outra vantagem importante para
o transportador no relacionamento de longo prazo, diz respeito a possibilidade de planejar com
diferentes clientes um esquema de fretamento coletivo, dentro do qual o transporte de pequenas
cargas se torne economicamente viável, podendo esse fato representar um diferencial importante
para que um cliente decida pela escolha da transportadora em relação à concorrência.
Resumidamente, pode-se dizer que a redução das incertezas no relacionamento com clientes JIT
permite:
maior segurança nos investimentos futuros;
melhor desempenho atual da frota;
coordenação para o fretamento coletivo.
Vantagens associadas à exclusividade de transporte: quando os contratos são firmados
em bases JIT, o transportador terá exclusividade no transporte de determinada carga de itens entre
fornecedor e cliente. Junto com a exclusividade vem o aumento nos volumes movimentados. Onde
antes três, ou quatro, transportadoras dividiam as movimentações, agora apenas uma empresa
assume a responsabilidade total pela carga. O aumento da quantidade transportada permite a
redução dos custos diretos de transporte. Além de reduções de custo, o simples fato de existirem
menos contratos a serem negociados com os clientes, numa freqüência menor, faz com que os
custos indiretos de administração (não agregam valor aos produtos) sejam bastante otimizados.
Também, com a exclusividade de fornecimento, a papelada necessária e as conferências de cargas,
tanto na busca como na entrega dos materiais, podem ser reduzidas, ou até eliminadas.
A exclusividade de fornecimento dos serviços com o aumento dos volumes transportados
permite que o transportador tenha um lucro maior e duradouro, facilitando o investimento em
melhorias para a prestação do serviço como um todo. Por exemplo, sob esta perspectiva, fica
interessante ao transportador investir em sistemas de acompanhamento de carga (GPS), ou em EDI,
ou ainda em automatizar o embarque e desembarque das mercadorias. A aquisição de novas
tecnologias também exige o treinamento da mão-de-obra envolvida no sistema, o que deve ser visto
como um investimento de longo prazo.

A Cadeia Logística JIT
Sistemas de Produção
A Produtividade no Chão de Fábrica
132
Outra vantagem para o transportador advinda da exclusividade é a possibilidade de receber
apoio técnico do cliente que está interessado em aumentar a eficiência de sua cadeia produtiva.
Todo o conhecimento do cliente em armazenar e movimentar determinado item pode ser transferido
para o transportador, fazendo com que o transportador se torne um especialista no assunto, e possa,
por sua vez, utilizar essa experiência para ampliar seu mercado com outros clientes. Além disso,
com a exclusividade para o transporte e o desenvolvimento de excelência nas operações, é bem
provável que o cliente ao expandir os seus negócios considere a possibilidade de ampliar os itens
sob responsabilidade da transportadora, dando-lhe prioridade nos novos contratos de movimentação
de cargas.
Uma vantagem adicional, que pode ser explorada pelo transportador, consiste em propor
sugestões que visem um ganho de produtividade comum, reduzindo custos conjuntos. Por exemplo,
o transportador pode sugerir uma forma mais eficiente de desembarque de mercadorias para o
cliente. Ganha o cliente na agilidade do serviço e ganha o transportador com a liberação do
caminhão em curto espaço de tempo. Isto só é possível quando existem objetivos JIT de longo prazo
comuns entre clientes e transportadores. Sintetizando, pode-se dizer que os ganhos do transportador
por ter exclusividade de transporte no relacionamento JIT com clientes, reduzindo os custos totais
do sistema, são:
aumento dos volumes contratados;
poucos contratos a negociar, com baixa freqüência;
redução da quantidade de papéis e conferências;
lucro consistente no longo prazo;
transferência de conhecimento do cliente;
prioridade em conquistar novos contratos;
possibilidade de sugerir melhoramentos.
Vantagens relacionadas à padronização das cargas: existe ainda um terceiro grupo de
vantagens que podem ser obtidas pelos transportadores relacionadas à padronização das cargas. O
princípio da organização e simplicidade apregoado pela filosofia JIT/TQC faz com que os materiais
movimentados e armazenados pela cadeia produtiva estejam acondicionados em embalagens, ou
contenedores, padrões. O sistema kanban é o exemplo mais conhecido. Olhando sob o ponto de
vista dos transportes de cargas entre empresas, o fato de ter-se cargas padronizadas para transportar
permite um melhor arranjo físico da carga no meio de transporte escolhido, aumentando sua
eficiência e permitindo, em algumas situações, o compartilhamento dos espaços disponíveis para
transporte entre cargas distintas.
Outra conseqüência direta da padronização das cargas é o aumento da velocidade de
carregamento e descarregamento das mesmas nos pontos de coleta e entrega dos itens. Como a
carga é movimentada em blocos padrões, pode-se acelerar o processo pelo emprego de automação
industrial. Também a contagem e conferência da carga, necessária nesses momentos, é simplificada.
Dentro do princípio de que sempre existe uma quantidade padrão dentro do contenedor, conta-se e
confere-se apenas o contenedor, e não sua carga individual. Admite-se dentro do JIT, que se cada
operador executou sua atividade corretamente, não tem porquê incorrer em custos desnecessários
repetindo-a. Logo, se o fornecedor colocou a quantidade certa, na qualidade certa, dentro do
contenedor certo, e, por sua vez, o transportador movimentou a carga corretamente, não há
necessidade dessas atividades serem repetidas nas instalações do cliente quando a entrega chega. É
o conceito de qualidade total assegurada na fonte.

Capítulo 7
Sistemas de Produção
A Produtividade no Chão de Fábrica
133
Finalmente, a padronização das cargas e a redução dos níveis de estoques dentro do sistema,
permitirão uma contabilização mais simples e rápida dos volumes movimentados, podendo o
transportador se beneficiar com a agilização dos pagamentos devidos pelas cargas movimentadas.
Resumindo, as seguintes oportunidades podem ser conquistadas pelas empresas transportadoras em
função do manuseio e transporte de cargas padronizadas:
melhor aproveitamento do meio de transporte;
aumento da eficiência no carregamento e descarregamento das cargas;
garantia da qualidade com menores custos;
eliminação de contagens e conferências individuais;
contabilização mais simples baseada em cargas padronizadas.
A implementação de uma cadeia logística JIT traz benefícios para todos os participantes
dessa cadeia. Com a eliminação das ineficiências internas de cada sistema produtivo e externas no
relacionamento entre as empresas, ganham os fornecedores, os clientes e os transportadores. Porém,
a maior vantagem que uma empresa pode tirar desse relacionamento é a busca pelo melhoramento
contínuo, que leva a fixação de uma imagem de empresa empreendedora e eficiente. Essa imagem
positiva é a chave para a conquista de novos clientes e a liderança do mercado.

Referências Bibliográficas
Sistemas de Produção
A Produtividade no Chão de Fábrica
134
Referências Bibliográficas
BLACK, J. T. O Projeto da Fábrica com Futuro. Porto Alegre, Artes Médicas, 1998.
CAETANO, José R Da tumba para o pódio. Revista Exame, São Paulo : Abril, no 645, p.42-48, 24
de setembro de 1997.
CORRÊA, Henrique; GIANESI, Irineu. Just in Time, MRPII e OPT - Um enfoque estratégico. São
Paulo, Atlas, 1993.
HARMON, Roy L.; PETERSON, Leroy D. Reinventando a Fábrica: conceitos modernos de
produtividade aplicados na prática. Rio de Janeiro, Campus, 1991.
HARMON, Roy L. Reinventando a Fábrica II: conceitos modernos de produtividade aplicados na
prática. Rio de Janeiro, Campus, 1993.
HUTCHINS, David. Just in Time. São Paulo, Atlas, 1993.
IMAI, Massaaki. Kaizen. São Paulo, MacGraw-Hill, 1989.
KANITZ, Stephen C. A economia já pode voltar a crescer. Revista Exame - Melhores e Maiores,
São Paulo : Abril, p.42-49, agosto de 1993.
LORINI, Flávio J. Tecnologia de grupo e organização da manufatura. Florianópolis, Editora da
UFSC, 1993.
LUBBEN, Richard T. Just-In-Time - Uma Estratégia Avançada de Produção. São Paulo, MacGraw-
Hill, 1989.
MONDEN, Yasuhiro. Sistema TOYOTA de Produção. São Paulo, IMAM, 1984.
MOURA, Reinaldo A. Pesquisa sobre o desempenho da indústria brasileira - versão 1996.
Atualidades em Qualidade & Produtividade. São Paulo : IMAM, p.2-3, abril de 1996.
OHNO, Taiichi. O Sistema Toyota de Produção: além da produção em larga escala. Porto Alegre,
Artes Médicas, 1997.
NETZ, Clayton. As virtudes da paranóia. Revista Exame, São Paulo : Abril, no 633, p..20-30, 09 de
abril de 1997.
SCHONBERGER, Richard J. Fabricação Classe Universal. São Paulo, Pioneira, 1988.
SHINGO, Shigeo. A Revolution in Manufacturing: The SMED System. Productivity Press,
Cambridge, 1985.
SHINGO, Shigeo. O Sistema Toyota de Produção - Do Ponto de Vista da Engenharia de Produção.
Porto Alegre, Artes Médicas, 1996.
SHINGO, Shigeo. Sistemas de Produção com Estoque Zero: O Sistema Shingo para Melhorias
Contínuas. Porto Alegre, Artes Médicas, 1996.
TUBINO, Dalvio F. Manual de Planejamento e Controle da Produção. São Paulo, Atlas, 1997.
WOMACK, James P. et alli. A Máquina Que Mudou o Mundo. Rio de Janeiro, Campus, 1992.