siscoord.francomontoro.com.br · Web viewA descoberta e utilização do ferro é milenar, sua...
30
INFLUÊNCIA DA VELOCIDADE DE ESFRIAMENTO DA TÊMPERA NA MICRODUREZA E CARACTERIZAÇÃO DA MICROESTRUTURA EM UM AÇO SAE 5160 Autor (a):Larissa Guadalupe da Silva Diaz 1 Orientador (a): Prof. MSc. José Paulo Diogo Junior 2 RESUMO A descoberta do aço é milenar e sua descomunal evolução é responsável por sua habitual presença no cotidiano urbano e industrial. Devido ao emprego de calor e técnicas de esfriamento de ligas de Fe-C, é possível formar aços com propriedades únicas. Dentre múltiplos tratamentos térmicos, a têmpera é largamente aplicada, pela geração de martensita, microestrutura exclusiva capaz de elevar consideravelmente as propriedades mecânicas de dadas ligas de aço. Contudo para o sucesso da transformação os parâmetros de tratamento térmico e dimensões da peça devem estar coerentes. Um dos parâmetros do tratamento de têmpera é a velocidade de esfriamento, fator crucial para formação de martensita, que por sua vez é proveniente do meio de resfriamento adotado. Sendo este o propósito do artigo, avaliar a influência da escolha do meio 1 Larissa Guadalupe da Silva Diaz é discente de graduação em Engenharia Química (2020) pela Faculdade Municipal Professor Franco Montoro, Mogi Guaçú, São Paulo. E- mail: [email protected] 2 José Paulo Diogo Júnior possui graduação em Engenharia Química (2010), Especialização em Gestão de Projetos/MBA e em Docência no Ensino Superior/Educação, Mestrado em Tecnologia de Ambiente/Tecnologia, pela Faculdade de Tecnologia - UNICAMP (2020). Professor da Faculdade Municipal Professor Franco Montoro, Mogi Guaçu, São Paulo. E-mail: [email protected] 1 2 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 3 4 5 6 7 8 9 10
Transcript of siscoord.francomontoro.com.br · Web viewA descoberta e utilização do ferro é milenar, sua...

INFLUÊNCIA DA VELOCIDADE DE ESFRIAMENTO DA TÊMPERA NA MICRODUREZA E CARACTERIZAÇÃO DA MICROESTRUTURA EM UM AÇO
SAE 5160
Autor (a):Larissa Guadalupe da Silva Diaz1
Orientador (a): Prof. MSc. José Paulo Diogo Junior2
RESUMO
A descoberta do aço é milenar e sua descomunal evolução é responsável por sua
habitual presença no cotidiano urbano e industrial. Devido ao emprego de calor e
técnicas de esfriamento de ligas de Fe-C, é possível formar aços com propriedades
únicas. Dentre múltiplos tratamentos térmicos, a têmpera é largamente aplicada,
pela geração de martensita, microestrutura exclusiva capaz de elevar
consideravelmente as propriedades mecânicas de dadas ligas de aço. Contudo para
o sucesso da transformação os parâmetros de tratamento térmico e dimensões da
peça devem estar coerentes. Um dos parâmetros do tratamento de têmpera é a
velocidade de esfriamento, fator crucial para formação de martensita, que por sua
vez é proveniente do meio de resfriamento adotado. Sendo este o propósito do
artigo, avaliar a influência da escolha do meio de esfriamento na dureza de um aço
SAE 5160 e posterior caracterização microestrutural. Para isso foram seccionadas
quatro amostras para que três passassem por têmpera em óleo, água e salmoura
respectivamente, e uma se manteve nas condições naturais. Foi assegurada a
influência do fluido de resfriamento sobre as propriedades do aço SAE 5160 e
verificada a transformação martensítica com a presença ou ausência de desvios no
tratamento, correlacionando microestrutura e microdureza.
Palavras-chave: SAE 5160; Têmpera; Martensita
1Larissa Guadalupe da Silva Diaz é discente de graduação em Engenharia Química (2020) pela Faculdade Municipal Professor Franco Montoro, Mogi Guaçú, São Paulo. E-mail: [email protected]é Paulo Diogo Júnior possui graduação em Engenharia Química (2010), Especialização em Gestão de Projetos/MBA e em Docência no Ensino Superior/Educação, Mestrado em Tecnologia de Ambiente/Tecnologia, pela Faculdade de Tecnologia - UNICAMP (2020). Professor da Faculdade Municipal Professor Franco Montoro, Mogi Guaçu, São Paulo. E-mail: [email protected]
12
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
345678

ABSTRACT
The discovery of steel is millenary and this extraordinary evolution is responsible for
its habitual presence in urban and industrial life. The use of heat and cooling
techniques of Fe-C alloys, it is possible to build steels with unique properties. Among
multiple heat treatments, tempering is widely applied, by the generation of
martensite, an exclusive microstructure capable of increasing the mechanical
properties of some steel alloys. However, for the transformation to be successful, the
heat treatment parameters and dimensions must be consistent. One of the
parameters of the tempering treatment is the cooling speed, a crucial factor for the
formation of martensite, which comes from the cooling medium adopted. This is the
purpose of the article, to evaluate the influence of the choice of cooling medium on
the hardness of SAE 5160 steel and subsequent microstructural characterization. For
this, four samples were cut, three used in the quenching treatment in oil, water and
brine respectively, and the last one was kept in natural conditions. The influence of
the cooling fluid on the properties of SAE 5160 steel was certified and the martensitic
transformation with the presence or absence of deviations in the treatment was
verified, correlating microstructure and microhardness.
Keywords: SAE 5160; Quenching; martensite
910
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45

1. INTRODUÇÃO
A descoberta e utilização do ferro é milenar, sua evolução ao longo da história,
desde a extração até a adição de carbono, foi responsável pela criação do aço,
protagonizando percepções na mudança das propriedades do ferro-carbono
(COLPAERT, 2008).
A experimentação também foi aplicada aos tratamentos térmicos e adição de
outras substâncias, ao passo que apenas a seleção de um número limitado de
materiais disponíveis fossem destinados à determinadas aplicações, já que não
havia uma compreensão sobre as técnicas de transformação de suas propriedades.
A partir dos anos 60 a aplicabilidade desta ciência capacitou a modelagem das
características dos materiais, sendo factível a elaboração de milhares de materiais
com características próprias (CALLISTER JR, 1999).
As propriedades e características das ligas metálicas são chave para sua
aplicabilidade nas indústrias e setores da engenharia. Elas são regidas pela
estrutura cristalina, composição química e condições de processamento. Altas
temperaturas e condições diversas de velocidade de esfriamento caracterizam as
estruturas cristalinas, que fornecem propriedades mecânicas diferenciadas. O
tratamento térmico é o recurso mais seguro e eficiente utilizado para controlar a
estrutura cristalina do material, sendo uma vez fixada a composição química o
tratamento de calor e resfriamento que o material sofre determina a estrutura
pretendida e suas propriedades próprias (CHIAVERINI, 2008).
Posto isto, a relevância do tratamento térmico de um determinado material de
composição conhecida, é fundamental na determinação das suas propriedades
mecânicas a partir da formação microestrutural pretendida. Sendo assim, possível a
modelagem de ligas de aço carbono variando os tratamentos térmicos ou apenas
um de seus parâmetros como a velocidade de esfriamento, caracterizada pelo meio
de resfriamento utilizado.
Com o objetivo de avaliar as condições finais do material SAE 5160 após
mudança dos parâmetros de tratamento térmico de tempera, este artigo, pretende
contribuir de forma empírica e técnica a influência da velocidade de esfriamento na
microdureza e microestrutura do aço SAE 5160, com a utilização de diferentes
meios de resfriamento na têmpera. Este artigo enquadra a microdureza como único
1112
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
61
62
63
64
65
66
67
68
69
70
71
72
73
74
75
76
77

critério de propriedade mecânica e referência a microestrutura do aço após o
tratamento.
2. REVISÃO BIBLIOGRÁFICA
2.1. Ligas de ferro-carbono – Aço
As ligas de ferro-carbono são as mais utilizadas entre as ligas metálicas, seja
em condições próprias ou alteradas por tratamento térmico. Dentre as ligas de ferro-
carbono as ligas mais comuns classificadas em relação ao teor presente de carbono
são: aços (0,05% - 1,50% de C) e ferros fundidos (2,5% - 4,0% de C). O aço é
comumente submetido à tratamentos térmicos, pois apresentam um alto potencial de
moldagem estrutural, acarretando em propriedades de alta relevância para
aplicações industriais e engenharia (CHIAVERINI, 2008).
Os aços com teor médio de carbono (~ 0,25% à 0,60% C) são tratados
termicamente por austenitização, têmpera e depois revenimento a fim de aprimorar
suas propriedades mecânicas, que junto com adições de cromo, níquel e molibdênio
potencializam o tratamento térmico (CALLISTER JR, 1999).
2.1.1. Aço SAE 5160
A Sociedade de Engenheiros Automotivos (SAE –Society of Automotive
Engineers) é uma instituição normativa de classificação e especificação do aço,
assim como de variadas ligas (CALLISTER JR, 1999). Dentre os copiosos aços o
SAE 5160 se destaca pela sua composição, apresentada na Tabela 1, apropriado
para o tratamento térmico de têmpera – apresenta boa temperabillidade – que
origina alta resistência mecânica, dureza elevada – temperado sua dureza é mínima
de 58HRC – e boa resistência à fadiga, sendo propenso à aplicações (Tabela 2)
sujeitas à esforço mecânico (AÇOSOPORTE, 2020).
Tabela 1–Composição química SAE 5160 (% peso).
C Mn P S Si Cr Al0,56 -
0,64
0,75 -
1,00≤ 0,030 ≤ 0,015 0,15 - 0,35 0,70 - 0,90 0,015 - 0,040
FONTE: ArcelorMittal, 2017
1314
78
79
80
81
82
83
84
85
86
87
88
89
90
91
92
93
94
95
96
97
98
99
100
101
102
103
104

Tabela 2 – Aplicações do aço SAE 5160
SAE 5160
ParafusosMolas
helicoidaisBarras de torsão Barras estabilizadoras
Perfis
Especiais:
Buchas de
correntes
Molas
parabólicas
Facas para colheitadeiras
agrícolas
FONTE: Tenax, 2020
2.2. Têmpera
A têmpera objetiva a obtenção da estrutura martensítica, para que isso ocorra é
necessário que o aço seja aquecido acima de sua temperatura crítica (temperatura
de austenitização) e esfriado rapidamente, a fim de que a austenita inicie sua
transformação em martensita na temperatura Mi e finalize em Mf (Figura 1) à tempo
suficientemente rápido, para que a curva de esfriamento não toque no cotovelo da
curva C (GEOLOGIA E METALURGIA, 1954; CHIAVERINI, 2008).
Figura 1 – Diagrama esquemático de transformação para têmpera e revenido.
FONTE: Geologia e Metalurgia, 1954
Na etapa de aquecimento do material para a austenitização, o componente a
ser temperado deve ser aquecido uniformemente e prevenir a deformação da peça
(CASTRO, 2007).
1516
105
106
107
108
109
110
111
112
113
114
115
116
117
118
119
120
121
122
123
124
125
126
127
128
129
130
131
132

A temperatura de austenitização (constituinte Austenita) varia de acordo com a
composição do aço (Figura 2), no aço SAE 5160 (aço hipoeutetoide) a temperatura
situa-se na faixa de 800-840ºC (CASTRO, 2007 apud SMITH, 1991).
Figura 2 – Diagrama de equilíbrio de fases Fe-C.
FONTE: ArcelorMittal, 2019
1718
133
134
135
136
137
138
139
140
141
142
143
144
145
146
147
148
149
150
151
152
153
154
155
156
157
158
159
160
161
162
163
164
165

2.2.1. Velocidade de Esfriamento
Posto que a importância da velocidade e esfriamento deve-se a obtenção de
estrutura martensítica. Sendo assim o aumento ou decréscimo da velocidade origina
diferentes estruturas, pois para que haja transformação de austenita em somente
martensita é necessário que se atinja uma velocidade crítica (Figura 3)(GEOLOGIA
E METALURGIA, 1954).
Figura 3 – Efeito da velocidade de esfriamento sobre a transformação austenítica de
um aço.
FONTE: Adaptado de Geologia e Metalurgia, 1954
De forma prática, as operações de tratamento térmico de têmpera comumente
utilizadas ocorrem em resfriamento contínuo, visando a obtenção de martensita,
porém dependendo da velocidade de esfriamento outras estruturas podem ser
encontradas como: bainita, perlita e ferrita (aços hipoeutetoides) (GEOLOGIA E
METALURGIA, 1954; CHIAVERINI, 2008).
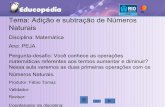
A figura 4 representa esquematicamente as constituições primárias das
microestruturas do aço 5160 de acordo com a temperatura e tempo, com acréscimo
da escala de dureza em diferentes microestruturas e temperaturas.
Austenita
Perlita
e/ou
Ferrita
Martensita
Perlita e/ou Ferrita
+ Martensita
1920
166
167
168
169
170
171
172
173
174
175176
177
178
179
180
181
182
183
184
185

Figura 4 – Diagrama de transformação isotérmica do Aço 5160. Temperatura de
austenitização de 845ºC
FONTE: Adaptado de Larrin, 2018.
Quando uma peça é submetida ao tratamento de têmpera, existem dois fatores
que influenciam sua velocidade de esfriamento, nas diferentes posições da peça: a
velocidade com que o calor é extraído da superfície da peça (função do meio de
resfriamento selecionado) e a transmissão de calor condutiva que ocorre dentro da
peça (COLPAERT, 2008). Sendo assim há diferença entre o esfriamento superficial
e do núcleo, sendo possível coexistir estruturas diferentes ao longo da peça (Figura
5), devido a isso, a dureza também pode ser desconforme.
Os desvios que ocorrem na têmpera, devido à velocidade de esfriamento,
resultam em estruturas não desejadas, já citadas, em seu todo ou em determinadas
partes da peça, graças às distintas curvas de esfriamento do centro e da superfície.
A figura 5 exibe diferentes condições de esfriamento de uma barra, que geram
diferentes distribuições microestruturais, dependendo da temperabillidade do aço,
dimensões da barra e meio de resfriamento (COLPAERT, 2008). As estruturas estão
indicadas como: A – Austenita; F – Ferrita; P – Perlita; B – Bainita; M – Martensita.
760
649
538
427
315
204
93
Te mp
era
tur a (ºC )
Tempo (seg.)
a (HRC)
Ferrita + carbonetoAustenita
Austenita +Ferrita+ carboneto
2122
186
187
188
189
190
191
192
193
194
195
196
197
198
199
200
201
202
203
204

Figura 5 – Diferentes condições de esfriamento de um determinado aço (a,b,c),
representado pelas curvas de esfriamento, que resultam em diferenças
microestruturais em determinados pontos da secção transversal da barra.
FONTE: Adaptado de Colpaert, 2008.
2.2.2. Martensita
A martensita é um solução sólida supersaturada de carbono em ferro alfa
(Feα), sendo obtida a partir da não formação de ferrita e cementita (posteriormente
perlita) que levam tempo para ocorrer. A supersaturação de carbono leva a distorção
do reticulado cúbico centrado (Feα-CCC), gerando uma estrutura tetragonal
centrada (TCC), que resulta na elevada dureza da martensita. Contudo a formação
da estrutura TCC gera tensões internas que podem ocasionar trincas após o
tratamento de têmpera (PASCOALI, 2008; GEOLOGIA E METALURGIA, 1954;
CHIAVERINI, 2008).
2324
205
206
207
208
209
210
211
212
213
214
215
216
217
218
219
220
221
222
223
224
225
226
227
228
229
230
231
232
233
234
235
236
237
238

A formação martensítica obedece exclusivamente a velocidade de esfriamento
(GEOLOGIA E METALURGIA, 1954), contudo o meio de têmpera contribui para o
esfriamento e sucesso da transformação, de acordo com sua severidade. De forma
diretamente proporcional a velocidade e a severidade se relacionam (CALLISTER
JR, 1999).
2.2.3. Severidade de têmpera e meio de resfriamento
A severidade de têmpera (fator H) costuma ser classificada de acordo com os
meios de resfriamento utilizados e estado de agitação deste. Quanto maior a
severidade do meio maior será a velocidade de esfriamento. Contudo o aumento da
severidade de têmpera leva ao crescimento do risco de distorções e trincas na peça
(COLPAERT, 2008; CHIAVERINI, 2008).
O fator H é utilizado para determinar diferentes meio de têmpera, os mais
comuns são: óleo, água e salmoura (CHIAVERINI, 2008).
Tabela 3–Severidade de têmpera em diferentes meios.
Meio de têmperaSeveridade de
têmpera (H)
Óleo sem agitação 0,2
Água sem agitação 1,0
Salmoura sem agitação 2,0
FONTE: Adaptado de Colpaert, 2008
2.3. Ensaio de dureza Vickers - Microdureza
A dureza Vickers é largamente utilizada para estudos, pesquisas e
determinação de profundidade de têmpera nos aços, sendo geralmente aplicada a
microdureza nestes ensaios. Embora requeira mais tempo e cuidados no preparo da
amostra este ensaio apresenta grandes vantagens como: grande precisão e
aplicação para os diversos matérias, sejam quais forem suas durezas (SOUZA,
1982).
O penetrador de diamante garante o mesmo valor de dureza em diferentes
cargas, a mudança de carga visa apenas a impressão regular sem deformação e
tamanho conforme o visor da máquina (SOUZA, 1982).
Crescem:Velocidade de esfriamento
TrincasDistorções
2526
239
240
241
242
243
244
245
246
247
248
249
250
251
252
253
254
255
256
257
258
259
260
261
262
263
264
265
266

3. MATERIAL E MÉTODOS
O aço SAE 5160 foi recebido em barras cilíndricas de 26mm de diâmetro,
trefiladas a frio, sem posterior tratamento. Destas barras foram seccionados quatro
amostras cilíndricas de mesmo diâmetro da barra (Ø26mm) e comprimento de
100mm.
Todas as amostras foram temperadas no forno mufla (Quimis - 0318M24),
exceto uma que passou pelo preparo “in natura”, para que fosse critério de
comparação. O forno foi programado para aquecer até a temperatura de 900ºC
ainda sem a amostra, só então a amostra foi colocada no interior do forno com o
auxílio de uma pinça, mantendo-se a temperatura programada durante todo o tempo
de encharque (tinta minutos) no forno. Passado o tempo de permanência a amostra
foi depositada imediatamente numa cuba de 15x20x10 cm, com o fluido de
resfriamento em seu interior. Todas as amostras passaram por este processo, uma
de cada vez.
Os fluidos de resfriamentos utilizados foram: óleo mineral comercial próprio
para têmpera; água proveniente do sistema de distribuição da cidade e uma solução
de 10% de cloreto de sódio (NaCl), obtido pela mistura de 100 gramas de NaCl P.A.
e 1000 mililitros de água destilada com o auxílio de um balão volumétrico de 1 litro.
Para a aferição da temperatura do meio de resfriamento foi utilizado um
termômetro de laboratório (Incoterm de -1 a 250ºC).
A Tabela 4 apresenta os parâmetros do tratamento térmico de têmpera para
cada amostra.
Tabela 4 – Parâmetros utilizados nos tratamento térmico de têmpera.
AmostrasTemperatura
(ºC)Tempo (min)
Meio de resfriamentoTemperatura do meio (ºC)
1 - - - -
2 900 30 Óleo sem agitação 25
3 900 30 Água sem agitação 25
4 900 30 Salmoura sem agitação 25
FONTE: Autora, 2020
2728
267
268
269
270
271
272
273
274
275
276
277
278
279
280
281
282
283
284
285
286
287
288
289
290
291

Após o tratamento todas as quatro amostras, incluindo a “in natura”, foram
cortadas por uma cortadora metalográfica com refrigeração (Teclago - CM 80), com
discos abrasivos. Em seguida foram embutidas a quente, por uma embutidora
metalográfica (Struers – CitoPress-1), utilizando-se resinas fenólicas em pó (Bhehler
e Baquelite - Arotec).
Logo após, as amostras foram lixadas, por uma lixadeira metalográfica manual
(Arotec, Aropol2V), utilizando lixas d’agua de carbeto de silício (Norton) em duas
granulações: 220 e 600. Seguidamente foram polidas por uma politriz (Imptech, IPM
10V), utilizando um pano apropriado para polimento de amostras metalográficas e
diamante em suspensão (Struers, DiaPro 3μm). Para finalizar o preparo, as
amostras foram secadas por um secador (Bosch, GHG 630 DCE Professional) após
serem limpas com álcool etílico absoluto, a fim de se retirar a umidade.
Terminado o preparo das amostras, estas foram submetidas ao ensaio de
microdureza, utilizando o microdurômetro Vickers (Future-Tech, FV-700), com carga
de 10 kgf durante 10 segundos e convertidos Rockwell C. Os ensaios foram
baseados na norma ASTM E384-17, onde foram medidos cinco pontos (Figura 6),
com o auxílio de uma base deslizante graduada, em seguimentos pré-determinados
iguais para todas as amostra.
Posteriormente, foram atacadas quimicamente com Nital 2%, por 10 segundos
e secas com álcool novamente. Para a caracterização da microestrutura foi utilizado
um microscópio óptico (Olympus, BX41M) e um software de computador próprio
para a captura das imagens.
4. RESULTADOS E DISCUSSÃO
4.1. Ensaio de dureza
O perfil de dureza, foi traçado de uma superfície à outra, cruzando o núcleo da
secção das amostras, como descrito na Figura 6. Este perfil foi definido pela própria
autora, a fim de se obter referências tangíveis para a caracterização da
microestrutura, em cada um destes pontos.
2930
292
293
294
295
296
297
298
299
300
301
302
303
304
305
306
307
308
309
310
311
312
313
314
315
316
317
318
319
320

Figura 6 – Localização dos pontos mensurados no perfil de dureza.
FONTE: Autora, 2020
Os Pontos 1, 2, 3, 4 e 5 representam respectivamente: superfície 1, meio raio
1, núcleo, meio raio 2 e superfície 2, localizando-se em regiões exatas ou próximas
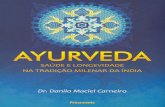
à sua nomenclatura. Mediante a Figura 7 foi possível exibir o perfil de dureza de
todas as amostras com enfoque nos cinco pontos mensurados em Vickers (HV10) e
convertido para Rockwell C (HRC), contendo o valor mínimo da dureza de têmpera
(linha tracejada).
Figura 7 – Valores de dureza em HRC x Pontos definidos nas amostras.
1 2 3 4 520
25
30
35
40
45
50
55
60
65
70
Amostra 1 Amostra 2 Amostra 3Amostra 4 Mín 58
Pontos
Dure
za H
RC
FONTE: Autora, 2020
1
Núcleo
1/2 raio
2
5
4
3
3132
321
322
323
324
325
326
327
328
329
330
331
332333

Após análise da Figura 7, é perceptível que todas as amostras tratadas
termicamente (Amostras 2, 3 e 4) obtiveram valores consideravelmente maiores que
a amostra “in natura” (Amostra 1), contudo três pontos não ultrapassam o limiar de
dureza de têmpera. Através dos dados da Figura 7 foram calculadas as médias de
dureza dos pontos 1 à 5 de cada amostra e expostos na Figura 8 a segui:
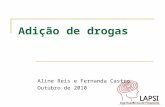
Figura 8 – Valores da dureza média em HRC de cada amostra x Condições.
0
2
4
6
8
10
12
Amostra 1 Amostra 2 Amostra 3Amostra 4 Mín 58
Dure
za H
RC
FONTE: Autora, 2020
O tratamento de têmpera foi adequado, já que todas as amostras tratadas
tiveram a dureza média (Figura 8) acima ou sobre o limiar de 58 HRC, sendo factível
o enfoque nas condições diversas de têmpera e a dureza.
Devido as medições nos Pontos 1 e 5 (Figura 7) é possível notar uma distorção
do gradiente esperado no perfil de dureza das Amostras 1 e 4, sendo ele, valores
maiores na superfície do que no núcleo das mesmas. Contudo estes desvios são
explicados pela provável não planicidade ideal da amostra e pela perturbação
gerada na aplicação de carga do ensaio em regiões próximas à superfície, gerando
distorções na impressão do diamante. Entretanto este desvio é pontual e mínimo,
sendo assim as maiores desarmonias de dureza observadas nos pontos e nas
médias comparadas (Figura 8), são geradas principalmente pela composição
microestrutural que serão apresentadas e discutidas no próximo subtópico.
3334
334
335
336
337
338
339
340
341342
343
344
345
346
347
348
349
350
351
352
353
354
355

4.2. Caracterização da microestrutura do aço temperado.
Com exame microscópico das amostras nos pontos demarcados do perfil de
dureza, foram capturadas imagens da microestrutura antes do ensaio para que fosse
exibida apenas a micrografia, sem a impressão do diamante. A partir da varredura
visual e registro fotográfico (Figura S1) foram obtidos os dados qualitativos da tabela
a seguir:
Tabela 5 – Caracterização microestrutural das amostras nos pontos definidos.
Pontos Posição Amostra 1 Amostra 2 Amostra 3 Amostra 4
1 Superfície 1
Perlita e Ferrita
BMartensita e MBainita
BMartensita e LBainita
BMartensita e MBainita
2 Meio Raio 1
Perlita e Ferrita
BMartensita e MBainita Martensita BMartensita e
LBainita
3 Núcleo Perlita e Ferrita
BMartensita e ABainita
BMartensita e LBainita
BMartensita e MBainita
4 Meio Raio 2
Perlita e Ferrita
BMartensita e ABainita Martensita BMartensita e
LBainita
5 Superfície 2
Perlita e Ferrita
BMartensita e ABainita
BMartensita e LBainita
BMartensita e MBainita
Legenda: L - Presença leve; M - Presença moderada; A - Presença alta; B - Microconstituinte base FONTE: Autora, 2020
O tratamento de têmpera nos diferentes fluidos foi apropriado para a obtenção
de martensita, já que todas as amostras atingiram o patamar necessário para sua
transformação. Entretanto todas as amostras em algum ou todos os pontos
examinados apresentaram bainita, devido a diminuição da velocidade de
esfriamento gerando uma curva de esfriamento impropria para a formação exclusiva
de martensita. Consequência do possível aquecimento dos fluidos provocado pela
falta de dissipação de calor necessária na cuba de resfriamento. Além da
interferência do fator H sobre a velocidade de esfriamento de cada condição
executada.
É notório a relação entre dureza e microestrutura, já que os pontos onde há
baixos valores de dureza há alta presença de bainita, posto que sua dureza embora
próxima da martensita – a partir de 50 HRC – denota também valores menores – a
3536
356
357
358
359
360
361
362
363
364365
366
367
368
369
370
371
372
373
374
375
376
377

partir de 40 HRC – sendo observada pela comparação entre o Figura 6 e a Tabela 5
(VENSON, 2014).
Foi observado nas Amostras 3 a 4 ocorrência de trincas de têmpera, resultante
do gradiente de tensões ocasionadas pela diferença de temperatura no interior da
peça, gerando contrações ou expansões térmicas, provocadas pelo resfriamento
rápido (COLPAERT, 2008).
5. CONCLUSÕES
Todas as amostras tratadas termicamente (Amostras 2, 3 e 4) obtiveram
valores de dureza consideravelmente maiores que a amostra “in natura” (Amostra 1),
comprovando a mudança esperada das propriedades mecânicas, após o tratamento
térmico de têmpera.
A escolha do meio de resfriamento para este tipo de material gerou diferenças
significativas na microdureza, entre as amostras temperadas, constatando a
influência da velocidade de esfriamento, derivada dos meios de resfriamento
diferentes, sobre microdureza do aço SAE 5160.
Foi possível observar que a utilização da água no meio de resfriamento
(Amostra 3) foi a mais satisfatória, pois apresentou a maior dureza média, acima da
linha tracejada de dureza mínima para a transformação em martensita e
homogeneidade nos pontos mensurados. Além da maior presença de martensita
entre as amostras, comprovando os valores de dureza encontrados em tal condição.
O fator H da água (valor: 1) contribuiu para o sucesso do tratamento, embora não
tenha sido o maior (Salmoura – valor: 2) foi suficiente para a geometria da peça,
apresentando pouca bainita no núcleo e na superfície. Esta por sua vez gerada na
superfície devido a possível falta de dissipação de calor na cuba de resfriamento,
causando o aquecimento do fluido e diminuição da velocidade de esfriamento da
amostra.
Já os tratamento em óleo (Amostra 2) e salmoura (Amostra 4) atingiram
resultados de dureza satisfatórios em relação à amostra inicial (Amostra 1), porém a
Amostra 2 apresentou valores abaixo do mínimo de 58 HRC nos pontos 3,4 e 5
mesmo que sua média tenha atingido a linha tracejada, sua microestrutura exibiu
alta presença de bainita nestes pontos, provando a dureza abaixo do limiar. Devido
a sua menor severidade entre as três condições, a grande presença de bainita na
3738
378
379
380
381
382
383
384
385
386
387
388
389
390
391
392
393
394
395
396
397
398
399
400
401
402
403
404
405
406
407
408
409
410

amostra é explicada, contudo o possível aumento da temperatura do fluido de
tratamento potencializou este efeito.
A Amostra 4 exibiu valores de dureza apropriados para o tratamento, todavia
as medições superficiais evidenciaram possíveis distorções que geraram valores
relativamente abaixo do esperado (maior dureza na superfície do que no núcleo),
sendo estas: a possível não planicidade ideal da amostra e principalmente a
presença moderada de bainita, que decaiu a medição nestes pontos (1 e 5). A
presença de bainita na superfície é compreendida pela possível diminuição da
velocidade de esfriamento desta região causada pelo aquecimento inapropriado do
meio de resfriamento, como o ocorrido nas outras duas amostras.
As trincas de têmpera observadas nas Amostras 3 e 4, eram esperadas devido
ao aumento da velocidade de esfriamento e severidade de ambos meios (Água e
Salmoura), expondo que estas condições de temperatura e agitação dos fluidos
selecionados não são convenientes para estes tratamentos de têmpera. Contudo
este não é o objetivo do presente estudo, mas sim, o enfoque na microdureza e
microestrutura.
Posto isso, conclui-se que a velocidade de esfriamento do tratamento de
têmpera, influi na microdureza de um aço SAE 5160. Pois a escolha do meio de
resfriamento está intimamente ligada a severidade de têmpera (Fator H), fator
determinante para o sucesso do tratamento.
Com base na micrografia das amostras foram atestados os valores do perfil de
dureza encontrado em cada amostra, além do modo com que a microestrutura atua
nesta propriedade mecânica.
De forma sugestiva para estudos futuros, a mudança de parâmetros como:
agitação e temperatura do fluido de resfriamento podem contribuir para otimização
dos resultados.
6. REFERÊNCIAS BIBLIOGRÁFICAS
AÇOSOPORTE. Aço SAE 5160. Disponível em: http://www.acosporte.com.br/aco-
sae-5160. Acesso em: 20 set. 2020.
AMERICAN SOCIETY FOR TESTING AND MATERIALS. 2017. Standard Test Method for MicroindentationHardnessofMaterials, [S. l.], n. E384-17, 2017.
3940
411
412
413
414
415
416
417
418
419
420
421
422
423
424
425
426
427
428
429
430
431
432
433
434
435
436
437
438
440
441
442
443

ARCELORMITTAL. Barras Trefiladas. [S. l.: s. n.], 2017. Disponível em:
https://brasil.arcelormittal.com/pdf/produtos-solucoes/catalogos/catalogo-barras-
trefiladas.pdf?asCatalogo=pdf. Acesso em: 20 set. 2020.
ARCELORMITTAL. Guia do Aço. [S. l.: s. n.], 2019. Disponível em:
https://brasil.arcelormittal.com/pdf/produtos-solucoes/catalogos/catalogo-guia-
aco.pdf?asCatalogo=pdf. Acesso em: 25 out. 2020.
CALLISTER JR, Willian D. Ciência e Engenharia de Materias: Uma Introdução. 5.
ed. Salt Lake City: Ltc, 1999.
CASTRO, Danilo Borges Villarino de. Influência da Temperatura de Austenitização para Têmpera e de Revenimento na Tenacidade e na Vida em Fadiga do Aço 5160 com Diferentes Teores de Fósforo. 2007. Dissertação
(Mestrado em Engenharia de Materiais) - Escola de Engenharia de São Carlos da
Universidade de São Paulo, São Carlos, 2007. Disponível em:
https://teses.usp.br/teses/disponiveis/88/88131/tde-04092008-163946/pt-br.php.
Acesso em: 20 set. 2020.
CHIAVERINI, Vicente. Tratamento Térmico das Ligas Metálicas. São Paulo:
Associação Brasileira de Metalurgia e Materiais, 2008.
COLPAERT, Hubertus. Metalografia dos produtos siderúrgicos comuns. 4. ed.
São Paulo: Blucher, 2008. Edição revisada e atualizada por André Luiz V. da Costa
e Silva.
GEOLOGIA E METALURGIA. São Paulo: Cmr, 1954. Disponível em:
http://sites.poli.usp.br/geologiaemetalurgia/Revistas/Edi%C3%A7%C3%A3o%2011/
completo11.pdf. Acesso em: 20 set. 2020.
LARRIN. BainitevsMartensite – The SecrettoUltimateToughness?. [S. l.], 2018.
Disponível em: https://knifesteelnerds.com/2018/07/09/bainite-vs-martensite/. Acesso
em: 20 set. 2020.
PASCOALI, Suzy. Módulo II: Tecnologia dos Materiais I. Santa Catarina: [s. n.],
2008. Disponível em: https://docplayer.com.br/3346838-Modulo-ii-tecnologia-dos-
materiais-i.html. Acesso em: 20 set. 2020.
SOUZA, Sérgio Augusto de. ENSAIOS MECÂNICOS DE MATERIAIS METÁLICOS.
5. ed. São Paulo: Edgard Blucher, 1982.
TENAX, Aços Especiais. SAE 5160. [S. l.], 2020. Disponível em:
https://www.tenax.com.br/tenax/produtos/acos-para-construcao-mecanica/sae-5160/.
Acesso em: 20 set. 2020.
4142
444
445
446
447
448
449
450
451
452
453
454
455
456
457
458
459
460
461
462
463
464
465
466
467
468
469
470
471
472
473
474
475
476
477

VENSON, Ivan. Constituintes estruturais de equilíbrio dos aços. [S. l.], 2014.
Disponível em: http://www.madeira.ufpr.br/disciplinasivan/processoscorte_arquivos/
FerroAcoConceitos.pdf. Acesso em: 8 nov. 2020.
7. MATERIAL SUPLEMENTAR
Figura S1 – Micrografia da Amostra 1, 2, 3 e 4 nos pontos predeterminados.
Ataque químico com Nital 2% e ampliação de 200x.
a) b) c)
d) e) f)
g) h) i)
j) k) l)
4344
478
479
480
481
482
483
484
485
486
487
488

a) Superfície 1 da Amostra 1 não tratada, presença de perlita e ferrita; b) Meio Raio 1 da Amostra 1
não tratada, presença de perlita e ferrita; c) Núcleo da Amostra 1 não tratada, presença de perlita e
ferrita; d) Meio Raio 2 da Amostra 1 não tratada, presença de perlita e ferrita; e) Superfície 2 da
Amostra 1 não tratada, presença de perlita e ferrita; f) Superfície 1 da Amostra 2 tratada em óleo,
presença moderada de bainita em base de martensita; g) Meio Raio 1 da Amostra 2 tratada em óleo,
presença moderada de bainita em base de martensita; h) Núcleo da Amostra 2 tratada em óleo,
presença alta de bainita em base de martensita; i) Meio Raio 2 da Amostra 2 tratada em óleo,
presença alta de bainita em base de martensita; j) Superfície 2 da Amostra 2 tratada em óleo,
presença alta de bainita em base de martensita; k) Superfície 1 da Amostra 3 tratada em água,
presença leve de bainita em base de martensita; l) Meio Raio 1 da Amostra 3 tratada em água,
presença de martensita; m) Núcleo da Amostra 3 tratada em água, presença leve de bainita em base
de martensita; n) Meio Raio 2 da Amostra 3 tratada em água, presença de martensita; o) Superfície 2
da Amostra 3 tratada em água, presença leve de bainita em base de martensita; p) Superfície 1 da
Amostra 4 tratada em salmoura, presença moderada de bainita em de martensita; q) Meio Raio 1 da
Amostra 4 tratada em salmoura, presença leve de bainita em de martensita; r) Núcleo da Amostra 4
tratada em salmoura, presença moderada de bainita em de martensita; s) Meio Raio 2 da Amostra 4
tratada em salmoura, presença leve de bainita em de martensita; t) Superfície 2 da Amostra 4 tratada
em salmoura, presença moderada de bainita em de martensita.
FONTE: Autora, 2020
m) n) o)
p) q) r)
s) t)
4546
489
490
491492493494495496497498499500501502503504505506507508509510