Viabilidade Na Industria Com Implantação de Inversores
10
ESTUDO DE VIABILIDADE TÉCNICA E ECONÔMICA PARA AUMENTO DA EFICIÊNCIA ENERGÉTICA NUMA INDÚSTRIA Joelson Gomes Correia (UTFPR) [email protected] Dálcio Roberto dos Reis (UTFPR) [email protected] João Luiz Kovaleski (UTFPR) [email protected] Este artigo apresenta um estudo de viabilidade técnica e econômica de duas diferentes propostas para o aumento da eficiência energética numa indústria. A análise compara o custo-benefício de um projeto para a otimização dos sistemas motrizees da empresa com outro voltado para a melhoria qualidade da energia elétrica (QEE), através da redução da distorção harmônica da rede. O objetivo é identificar as oportunidades para redução do desperdício de eletricidade, levando em consideração o detalhamento do perfil de consumo, bem como o mapeamento das perdas de eletricidade da empresa estudada, utilizando para isso a abordagem da metodologia PDCA. Os resultados mostram que, apesar da expressiva participação dos motores elétricos na demanda de energia daquela fábrica, o investimento em melhoria da QEE é mais viável. Desta forma, procura-se com o presente trabalho definir um conjunto de medidas economicamente atraentes para aumento da eficiência energética, mas sem perder de vista a relevância da redução dos impactos ambientais relacionados ao consumo de energia elétrica. Palavras-chaves: eficiência energética, qualidade da energia elétrica, distorção harmônica, sistemas motrizes Foz do Iguaçu, PR, Brasil, 09 a 11 de outubro de 2007
-
Upload
marco-aurelio-franca -
Category
Documents
-
view
214 -
download
2
description
Inversores de frequênciaviabilidade da implantação de inversores
Transcript of Viabilidade Na Industria Com Implantação de Inversores

ESTUDO DE VIABIL IDADE TÉCNICA E
ECONÔMICA PARA AUMENTO DA EFICIÊNCIA ENERGÉTICA NUMA
INDÚSTRIA
Joelson Gomes Correia (UTFPR) [email protected]
Dálcio Roberto dos Reis (UTFPR) [email protected]
João Luiz Kovaleski (UTFPR) [email protected]
Este artigo apresenta um estudo de viabilidade técnica e econômica de duas diferentes propostas para o aumento da eficiência energética numa indústria. A análise compara o custo-benefício de um projeto para a otimização dos sistemas motrizees da empresa com outro voltado para a melhoria qualidade da energia elétrica (QEE), através da redução da distorção harmônica da rede. O objetivo é identificar as oportunidades para redução do desperdício de eletricidade, levando em consideração o detalhamento do perfil de consumo, bem como o mapeamento das perdas de eletricidade da empresa estudada, utilizando para isso a abordagem da metodologia PDCA. Os resultados mostram que, apesar da expressiva participação dos motores elétricos na demanda de energia daquela fábrica, o investimento em melhoria da QEE é mais viável. Desta forma, procura-se com o presente trabalho definir um conjunto de medidas economicamente atraentes para aumento da eficiência energética, mas sem perder de vista a relevância da redução dos impactos ambientais relacionados ao consumo de energia elétrica. Palavras-chaves: eficiência energética, qualidade da energia elétrica, distorção harmônica, sistemas motrizes
������������������ ������������������� ������������������� � ����!���"���#�$���"%'&)(*&)+�,.- /10.2*&4365879&4/1:.+�58;.2*<>=?5.@A2*3B;.- C)D 5.,.5FE)5.G.+�&4- (IHJ&?,.+�/?<>=)5.KA:.+�5MLN&OHJ5F&4E)2*EOHJ&)(IHJ/)G.- D - ;./);.&
Foz do Iguaçu, PR, Brasil, 09 a 11 de outubro de 2007

PP�QRSRUT8V�WXYVAZ\[�X�VA]�WRSXYVA]�^F_Y`6`.aYbY`8aYcY%dYe %f_Y`6gUd�hY_Yi�jk%hl'mMn?mIo p?q r�sut9m�v�wJx*myr�z9o w9{?t9|~}~w?�?t?v�{9q �~� w?p9w��~w9�?o myq nO��mMp9o r~|u}~w9�>z?o wO��m��Nw�my�It?�N��mMnJ��rM�?q � q {?r~{9m
Foz do Iguaçu, PR, Brasil, 09 a 11 de outubro de 2007
2
1. Introdução
O racionamento de energia elétrica ocorrido em 2001-2002 trouxe à tona as deficiências do sistema elétrico brasileiro, tendo causado grandes prejuízos à sociedade como um todo e, principalmente, ao setor produtivo. Aquela situação colocou o assunto eficiência energética definitivamente em lugar de destaque no conjunto de prioridades governamentais. Em meio à crise, o Governo Federal acelerou a aprovação de leis relacionadas ao tema e elaborou planos emergenciais para contornar a situação. O Projeto de Otimização de Sistemas Motrizes foi concebido dentro deste contexto, tendo sido desenvolvido pelo PROCEL INDÚSTRIA – Programa de Eficiência Energética Industrial, no âmbito de um programa ainda mais abrangente, o PROCEL – Programa Nacional de Conservação de Energia Elétrica, o qual vem sendo executado pela ELETROBRÁS desde 1985 (ELETROBRÁS, 2007).
O foco na otimização dos sistemas motrizes é justificado pelo elevado impacto desta modalidade de utilização da energia elétrica no setor industrial. O Balanço Energético Nacional – BEN (MME, 2006) mostra que a indústria foi responsável pelo consumo de 46,7% de toda a eletricidade produzida no Brasil em 2005, enquanto a força motriz, por sua vez, representou 69% de toda a demanda industrial naquele ano. Isto equivale a dizer que os motores elétricos foram responsáveis por 32% do consumo global daquele período.
No entanto, apesar de sua influência direta na eficiência energética, a qualidade da energia elétrica (QEE) não possui regulamentação expressiva no Brasil. Tampouco possui um programa governamental estruturado, com vistas ao melhoramento contínuo, como ocorre com a otimização de motores industriais. Desta forma, a linha que divide o conceito de energia elétrica como produto ou serviço ainda é muito tênue, dando margem para diferentes interpretações entre consumidores e fornecedores no que diz respeito aos indicadores de qualidade. Enquanto isso, o ambiente industrial permanece sujeito a uma série de problemas relacionados à QEE, que resultam em grandes prejuízos financeiros. Dentre eles, a existência de distorções harmônicas é um dos mais comuns, tendo sua origem relacionada ao grande número de cargas não lineares presentes nos processos produtivos automatizados.
Estas duas abordagens, quais sejam, a otimização dos sistemas motrizes e a melhoria da QEE através da redução das distorções harmônicas, são analisadas no presente artigo, sob a forma de um estudo de viabilidade técnica e econômica. Tal estudo faz parte de um projeto de desenvolvimento ambiental, ainda em andamento, numa indústria de Ponta Grossa, no Paraná.
2. Metodologia
O objetivo do projeto é a redução do consumo de energia elétrica, visando, primeiramente, a diminuição dos impactos ambientais e, consequentemente, dos custos com este insumo industrial. O trabalho, resultado do esforço conjunto entre os departamentos de Desenvolvimento Ambiental, Engenharia de Processos e Manutenção, está sendo realizado em uma indústria de embalagens, que tem o desenvolvimento sustentável como um de seus valores.
O PDCA, que corresponde a um ciclo de melhoria contínua (CAMPOS, 2004), é a metodologia utilizada para a condução deste projeto, conforme seqüência descrita na figura 1. O estudo de viabilidade técnica e econômica, aqui apresentado, é resultado dos quatro primeiros passos da metodologia, estando contido na fase de planejamento (plan - P) do ciclo de melhoria. Portanto, as demais fases do ciclo PDCA não serão abordadas no presente artigo, tendo em vista que o objetivo do mesmo é a obtenção de subsídios que possibilitem uma

PP�QRSRUT8V�WXYVAZ\[�X�VA]�WRSXYVA]�^F_Y`6`.aYbY`8aYcY%dYe %f_Y`6gUd�hY_Yi�jk%hl'mMn?mIo p?q r�sut9m�v�wJx*myr�z9o w9{?t9|~}~w?�?t?v�{9q �~� w?p9w��~w9�?o myq nO��mMp9o r~|u}~w9�>z?o wO��m��Nw�my�It?�N��mMnJ��rM�?q � q {?r~{9m
Foz do Iguaçu, PR, Brasil, 09 a 11 de outubro de 2007
3
análise dos custo-benefícios da otimização dos sistemas motrizes, comparativamente à melhoria da QEE através redução das distorções harmônicas.
Figura 1 – Ciclo PDCA
Fonte: adaptado de CAMPOS (2004)
Como ponto de partida para tais avaliações, foi realizado um estudo nos dados de consumo de energia elétrica, gerados pelo sistema Lobo HX Net®, já utilizado pela indústria. Com base nestas informações foi possível identificar os pontos críticos de demanda de eletricidade na fábrica. Já na fase de investigação das características específicas do problema, através do estudo da literatura, foi constatado que o sistema motriz, juntamente com distúrbios da QEE, seriam os responsáveis pela maior parcela de perdas de energia elétrica no ambiente industrial. Sendo assim, partiu-se para a contratação de duas empresas especializadas, respectivamente, em diagnóstico energético e adequação de motores elétricos.
A empresa especializada em adequação de motores elétricos realizou medições de corrente no parque composto por 496 motores. Já a empresa responsável pelo diagnóstico energético realizou, em toda a área de produção, o monitoramento de distorção harmônica total (THD), além de corrente, tensão e fator de potência (FP). Os relatórios técnicos das empresas, em conjunto com os resultados do sistema de monitoramento diário, já realizado na fábrica, deram origem à base de informações sobre a qual os estudos de viabilidade puderam ser efetivados. O ponto fundamental para definição de prioridades foi a criação dos detalhamentos (deployments) de consumo e perdas de energia elétrica, que evidenciaram os pontos com maior potencial de ganhos.
3. Resultados
3.1. O per fil do consumo de energia
O deployment do consumo de energia da fábrica, com o resultado acumulado de janeiro a
A
C
D • Executar as ações
Passo
2
3
4
Identificação do problema • Definir claramente o problema
e reconhecer sua importância 1
Observação • Investigar as características específicas do problema com uma visão ampla e sob vários pontos de vista.
Análise • Descobrir as causas fundamentais
Plano de Ação • Conceber um plano para eliminar as causas fundamentais
5 Ação
6 Verificação • Verificar se o resultado foi efetivo
Resultado foi efetivo? • Se sim, prosseguir e se não, então voltar para o passo 2 e repetir
7 Padronização • Prevenir contra o reaparecimento do problema
8 Conclusão • Recapitular todo o processo de solução do problema para o trabalho futuro
Coleta de Dados Pareto Coleta de DadosEstratificação (5W e 1H)
Causa e efeito Lista de verificação
5W e 1H, Cronograma e Lista de ações
Pareto, Cartas de Controle e Histograma
Instruções de trabalho
P
Objetivo Ferramentas
Pareto Cronogra-ma
Método de solução de problemas
Diagrama correlação Histograma

PP�QRSRUT8V�WXYVAZ\[�X�VA]�WRSXYVA]�^F_Y`6`.aYbY`8aYcY%dYe %f_Y`6gUd�hY_Yi�jk%hl'mMn?mIo p?q r�sut9m�v�wJx*myr�z9o w9{?t9|~}~w?�?t?v�{9q �~� w?p9w��~w9�?o myq nO��mMp9o r~|u}~w9�>z?o wO��m��Nw�my�It?�N��mMnJ��rM�?q � q {?r~{9m
Foz do Iguaçu, PR, Brasil, 09 a 11 de outubro de 2007
4
abril de 2007, pode ser visto na figura 2. A partir deste perfil, foi estabelecida como prioridade a atuação no Processo 2 de fabricação, visto que ele é responsável por 44,4% do consumo total da empresa. Neste primeiro momento do estudo, as demais vozes de consumo, incluindo outros processos de produção, foram deixadas em segundo plano, haja vista a limitação do número de pessoas trabalhando no projeto. Sendo assim, o próximo passo foi buscar a clarificação de como se comportam as perdas de energia elétrica no processo produtivo. Para isso, além de toda a informação detalhada já obtida pelo sistema de monitoramento diário, foi necessário também um estudo sobre o sistema motriz da fábrica, tendo em vista as pesquisas que mostram o mesmo como a maior parcela de consumo de energia elétrica numa indústria (MME, 2006).
122 1,6%
158 2,1%
168 2,2%
176 2,3%
199 2,6%
262 3,5%
268 3,6%
281 3,7%
290 3,9%
376 5,0%
568 7,6%
1.311 17,5%
3.331 44,4%
7.511 100,0%TOTAL
Processo 2
Chillers
Processo 1
Ar comprimido
Ar cond. Processo 1
Ar cond. Processo 2
Processo 3
Ar cond. Processo 3
Iluminação geral/adm
Iluminação Processo 1
Ar cond. geral/adm
Iluminação Processo 2
Apoio
Deployment do consumo de energia na fábrica em MWh
Valor acumulado de janeiro a abril de 2007
Figura 2 – Deployment do consumo de energia da fábrica em MWh.
3.2. O per fil das perdas de energia
Os dados obtidos a partir do estudo do parque de motores, em conjunto com as informações já existentes do sistema diário de monitoramento, permitiram a abertura das perdas em um novo gráfico, identificando a localização e os motivos que levam ao desperdício de energia elétrica.

PP�QRSRUT8V�WXYVAZ\[�X�VA]�WRSXYVA]�^F_Y`6`.aYbY`8aYcY%dYe %f_Y`6gUd�hY_Yi�jk%hl'mMn?mIo p?q r�sut9m�v�wJx*myr�z9o w9{?t9|~}~w?�?t?v�{9q �~� w?p9w��~w9�?o myq nO��mMp9o r~|u}~w9�>z?o wO��m��Nw�my�It?�N��mMnJ��rM�?q � q {?r~{9m
Foz do Iguaçu, PR, Brasil, 09 a 11 de outubro de 2007
5
0,3 0,0%
6,0 0,7%
11,1 1,4%
29,1 3,5%
178,1 21,6%
293,4 35,6%
306,4 37,2%
824,4 100,0%TOTAL
Qualidade da energia - distorçõesharmônicas e de tensão
Motores sem modulação de velocidade -corrente contínua
Motores de baixo rendimento - padrão(standard)
Eficiência global do processo (OEE)
Motores sub-dimensionados
Motores super-dimensionados
Motores de baixo rendimento - especiais
Deployment das perdas de energia da fábrica em MWh
Valor acumulado de janeiro a abril de 2007
0,3 0,0%
6,0 0,7%
11,1 1,4%
29,1 3,5%
178,1 21,6%
293,4 35,6%
306,4 37,2%
824,4 100,0%TOTAL
Qualidade da energia - distorçõesharmônicas e de tensão
Motores sem modulação de velocidade -corrente contínua
Motores de baixo rendimento - padrão(standard)
Eficiência global do processo (OEE)
Motores sub-dimensionados
Motores super-dimensionados
Motores de baixo rendimento - especiais
Deployment das perdas de energia da fábrica em MWh
Valor acumulado de janeiro a abril de 2007 Figura 3 – Deployment das perdas de energia da fábrica em MWh.
Com base nos dados apresentados na figura 3, foi possível constatar que aproximadamente 11% de toda a energia consumida na fábrica em 2007 foi perdida. Um valor relativamente alto, ainda mais considerando-se a magnitude do consumo mensal da empresa, algo em torno de 1.900 MWh, na média. No ano de 2006 o consumo total foi de 22.220 MWh.
Como já era esperado, os motores elétricos corresponderam, juntos, à maior parcela das perdas. Os motores de corrente contínua sem modulação de velocidade representaram 35,6% do desperdício total, enquanto os motores de indução trifásicos padrão (standard), de baixo rendimento, contribuíram com outros 21,6%.
Merece destaque também a contribuição do fator qualidade da energia elétrica (QEE) para a baixa eficiência energética da fábrica. A QEE representou 37,2% das perdas. De acordo com o relatório da empresa contratada para este monitoramento, as distorções harmônicas, associadas aos distúrbios de tensão, têm o maior peso dentre os fatores que deterioram a QEE da indústria analisada. Os 306,4 MWh perdidos de janeiro a abril de 2007, em função da má qualidade de energia, correspondem a 4,1% de toda a eletricidade consumida pela fábrica no mesmo período.
4. Análise e discussão
Os indicadores do Ministério das Minas e Energia – (MME, 2006) mostram que nos últimos anos o desperdício de energia elétrica tem recuado pouco no país. Segundo o relatório Balanço de Energia Útil (BEU), do Balanço Energético Nacional (BEN, 2006), em 2005 as perdas sobre a Oferta Interna de Energia Elétrica (OIEE) chegaram a 15,1%. Como no ano anterior foi registrado um valor de 15,3%, fica claro que houve uma redução pouco significativa. Além de preservar o sistema elétrico brasileiro, economizar energia significa também retardar o avanço dos distúrbios ambientais registrados ao longo dos últimos anos. O Protocolo de Quioto, de 1997, do qual o Brasil é signatário, considera a eficiência energética como uma das maneiras de conter a emissão de gases do efeito estufa (MCT, 2007), o que confere ao tema uma dimensão que vai além da mera redução do custo de produção.

PP�QRSRUT8V�WXYVAZ\[�X�VA]�WRSXYVA]�^F_Y`6`.aYbY`8aYcY%dYe %f_Y`6gUd�hY_Yi�jk%hl'mMn?mIo p?q r�sut9m�v�wJx*myr�z9o w9{?t9|~}~w?�?t?v�{9q �~� w?p9w��~w9�?o myq nO��mMp9o r~|u}~w9�>z?o wO��m��Nw�my�It?�N��mMnJ��rM�?q � q {?r~{9m
Foz do Iguaçu, PR, Brasil, 09 a 11 de outubro de 2007
6
4.1. A eficiência energética na indústr ia
Pesquisa realizada pela Ecoluz em 2006 (ELETROBRÁS – PROCEL INFO, 2007), com 488 indústrias de 17 setores, em âmbito nacional, mostrou que apenas 28% daquelas empresas informaram ter a intenção de implantar projetos de eficiência energética em suas instalações. O mesmo estudo revelou ainda que 43% das indústrias consultadas não admitem a possibilidade de redução do consumo atual de energia elétrica. No Paraná a situação não é diferente, como demonstram os resultados da XI Sondagem Industrial da FIEP – Federação das Indústrias do Estado do Paraná (FIEP, 2007), realizada em 2006. Para 44,56% dos empresários, o principal obstáculo à adoção de processos de produção amigáveis ao meio ambiente é o custo elevado. Outro dado importante é que apenas 30,84% das empresas paranaenses adotam alguma política de uso racional e(ou) sustentável de seus insumos. Já no plano local, os resultados obtidos em pesquisa realizada com indústrias instaladas na cidade de Ponta Grossa ratificam esta tendência, evidenciando a baixa prioridade dada pelos empresários à eficiência energética (SOLA e KOVALESKI, 2005). O estudo mostra que as empresas não relacionam o tema ao sistema elétrico nem tampouco ao meio ambiente, mas restritamente ao custo operacional e à competitividade da organização.
De modo geral, ainda é tímida a consciência empresarial no que diz respeito a iniciativas ligadas à sustentabilidade. Muitas empresas, conforme mostram os dados das pesquisas referidas anteriormente, sequer conhecem o potencial de economia de energia de suas instalações. Por outro lado, as poucas empresas que investem neste tipo de estudo com preocupação ambiental, acabam gerando resultados positivos que refletem não apenas em suas políticas de desenvolvimento sustentável, mas também no custo de produção. Realizar um estudo detalhado, estabelecendo o perfil de consumo e perdas de energia é o primeiro passo no sentido de implementar um sistema de gestão energética. Feito isso, é necessário então entender quais são as causas das perdas, de modo que seja possível estabelecer ações eficazes para combatê-las.
4.2. Distorções harmônicas e QEE
Qualquer forma de onda pode ser descrita matematicamente como uma combinação de ondas senoidais puras, sendo cada uma delas um múltiplo inteiro da freqüência fundamental. Idealmente, a rede de energia elétrica possui uma forma de onda senoidal, com freqüência de 60Hz, o que implica no aparecimento de harmônicas da ordem de 60Hz, 120Hz, 180Hz e assim sucessivamente (WULFINGHOF, 1999). Estas harmônicas, isoladamente ou em conjunto, causam distorções da forma de onda fundamental da rede elétrica, resultando em dificuldades para o correto funcionamento de equipamentos eletrônicos, transformadores e motores elétricos a indução. O impacto do conjunto de todas as harmônicas na alteração da forma de onda original é chamado de distorção harmônica total, ou total harmonic distortion (THD). A THD é obtida pelo cálculo percentual da corrente gerada pelas harmônicas em comparação com a corrente na freqüência fundamental (NETO, MELLO e GOMES, 2003). As harmônicas são um problema comum em sistemas elétricos, provocando a deterioração da QEE e do fator de potência, sendo necessárias ações corretivas quando determinados limites são ultrapassados.
4.3. Sistemas motr izes
Os motores de indução trifásicos, por serem dispositivos simples, compactos, confiáveis e baratos, respondem pela maior parte da força mecânica utilizada em aplicações estacionárias. Sua grande desvantagem, no entanto, é tratar-se de um dispositivo de velocidade única. A velocidade deste tipo de motor é determinada pela freqüência da corrente alternada utilizada

PP�QRSRUT8V�WXYVAZ\[�X�VA]�WRSXYVA]�^F_Y`6`.aYbY`8aYcY%dYe %f_Y`6gUd�hY_Yi�jk%hl'mMn?mIo p?q r�sut9m�v�wJx*myr�z9o w9{?t9|~}~w?�?t?v�{9q �~� w?p9w��~w9�?o myq nO��mMp9o r~|u}~w9�>z?o wO��m��Nw�my�It?�N��mMnJ��rM�?q � q {?r~{9m
Foz do Iguaçu, PR, Brasil, 09 a 11 de outubro de 2007
7
no acionamento (WULFINGHOF, 1999). Portanto, a maneira mais direta de variar a velocidade de um motor de corrente alternada é alterar a freqüência da corrente que o aciona.
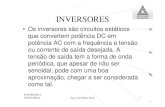
Mesmo podendo provocar efeitos adversos na eficiência e confiabilidade de motores de indução, os acionadores de freqüência variável, ou inversores de freqüência, tornaram-se o principal método para aplicações que requerem modulação suave de velocidade em larga faixa de valores (WEG, 2006). A base do problema é que a simulação de corrente alternada produzida por este tipo de dispositivo eletrônico não corresponde a uma onda senoidal suave. Na verdade, a saída de um acionador eletrônico na maioria das vezes é uma aproximação grosseira de uma onda senoidal. Como resultado, a energia entregue ao motor possui uma grande quantidade de componentes harmônicas de alta freqüência. Motores convencionais são projetados para utilizar ondas senoidais puras com a freqüência de 60Hz da fase de alimentação. Desta maneira, as componentes de alta freqüência não são eficientemente convertidas em energia mecânica, mas sim em calor, o que representa desperdício de energia, além de degradar significativamente a vida útil do motor. Além disso, a forma de onda rudimentar produzida pelo acionador pode conter picos de tensão que danificam a isolação do motor (WULFINGHOF, 1999).
Apesar de constituírem cargas altamente não lineares, os acionadores contribuíram em muito para o avanço da automação de processos industriais. Curiosamente, apesar de responderem por grande parte da geração de harmônicas no ambiente industrial, este tipo de equipamento também é afetado pela degradação da QEE, causando paradas de processos e perdas financeiras elevadas. Os modelos mais modernos já possuem características melhoradas de imunidade a este tipo de interferência da rede elétrica (BARROS et al, 2002).
4. 4. Avaliação da adequação da QEE
Como visto anteriormente, a qualidade da energia elétrica tem influência direta no rendimento de sistemas motrizes, enquanto a presença de harmônicas representa uma das maiores causas da degradação da QEE. Sendo assim, com base nas informações provenientes do deployement que apontava a QEE como responsável por 37,2% das perdas, foi realizado um estudo para projeção dos ganhos com a instalação de filtros de energia elétrica, através de um projeto piloto no Processo 2, responsável pelo maior consumo de energia da fábrica, respondendo por 44,4% da demanda total. O objetivo de tais filtros é extrair da rede elétrica fontes de degradação da QEE, tais como distorções harmônicas; descargas atmosféricas; picos gerados pela partida de motores e transientes da rede elétrica (REDUMAX, 2007). A figura 4, abaixo, apresenta os principais distúrbios de tensão que podem ser eliminados através da utilização de filtros de energia.

PP�QRSRUT8V�WXYVAZ\[�X�VA]�WRSXYVA]�^F_Y`6`.aYbY`8aYcY%dYe %f_Y`6gUd�hY_Yi�jk%hl'mMn?mIo p?q r�sut9m�v�wJx*myr�z9o w9{?t9|~}~w?�?t?v�{9q �~� w?p9w��~w9�?o myq nO��mMp9o r~|u}~w9�>z?o wO��m��Nw�my�It?�N��mMnJ��rM�?q � q {?r~{9m
Foz do Iguaçu, PR, Brasil, 09 a 11 de outubro de 2007
8
Figura 4 – Principais distúrbios de tensão Fonte: adaptado de REDUMAX (2007)
As informações do sistema diário de monitoramento, tais como evolução da THD no mês de abril de 2007, mostrada na figura 5, e a variação da tensão de alimentação do Processo 2 no mesmo período, mostrada na figura 6, forneceram os subsídios necessários para análise da necessidade de implementação dos filtros de energia. A partir dos gráficos, verificou-se uma acentuada variação no percentual de THD, principalmente em função de paradas e partidas de grandes motores. Da mesma maneira, observou-se variação de tensão, com alguns picos durante o período, além de alguns afundamentos de tensão, igualmente prejudiciais ao correto funcionamento dos equipamentos. Diante de tais evidências, foi tomada a decisão de orçar o projeto de instalação do sistema de filtragem de energia para todos os processos, tendo em vista o promissor potencial de ganho observado no Processo 2.
0
5
10
15
20
25
30
35
40
45
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24
200
205
210
215
220
225
230
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24
Fase 1 Fase 2 Fase 3
200
205
210
215
220
225
230
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24
Fase 1Fase 1 Fase 2Fase 2 Fase 3Fase 3
Figura 5 – Monitoramento diário de THD Figura 6 – Monitoramento diário de tensão
O orçamento solicitado ao fornecedor de filtros discrimina uma potência de 3 MWh, pouco superior à demanda da fábrica, por questões de segurança. O custo total da implementação ficará em R$ 200.000,00. Com esta ação, estima-se uma redução de até 80% nas perdas de energia elétrica por degradação da QEE. No acumulado 2007, as perdas por QEE representam 4,1% do total de energia consumida nesta indústria. A obtenção do resultado esperado com este projeto representa um ganho mínimo de aproximadamente 3,2% do consumo total da fábrica. Isto significaria economizar 240 MWh no total acumulado em 2007, o que implica em ganho de R$ 26.679,00. Se o mesmo percentual, de 3,2%, for aplicado ao consumo de energia de 2006, que foi de 22.220MWh, obtém-se uma economia de 711 MWh, ou R$ 79.000,00. Desta maneira, o retorno financeiro do investimento ocorreria em dois anos e meio.
4.5. Avaliação da adequação da força motr iz
A partir da análise dos dados dos 496 motores da fábrica e com os valores de corrente medidos, determinaram-se os casos passíveis de melhoria, em função da potência e das cargas dos motores de corrente alternada (CA). Com o analisador de energia, foram monitoradas as curvas de carga para partida e regime permanente daqueles motores. Isto permitiu identificar tanto os motores sub quanto os super dimensionados. Além destes, foram apontados também os motores importados, com tecnologia já obsoleta. As projeções de ganhos foram feitas com base no consumo total de energia em 2006, que foi de 22.220MWh.
No que diz respeito à substituição dos motores convencionais (standard) por outros de alto rendimento, a economia anual seria de 580 MWh, ou R$ 63.800,00. O investimento ficaria em
%THD
Dia Abril 2007
Tensão (V)
Dia
Abril 2007

PP�QRSRUT8V�WXYVAZ\[�X�VA]�WRSXYVA]�^F_Y`6`.aYbY`8aYcY%dYe %f_Y`6gUd�hY_Yi�jk%hl'mMn?mIo p?q r�sut9m�v�wJx*myr�z9o w9{?t9|~}~w?�?t?v�{9q �~� w?p9w��~w9�?o myq nO��mMp9o r~|u}~w9�>z?o wO��m��Nw�my�It?�N��mMnJ��rM�?q � q {?r~{9m
Foz do Iguaçu, PR, Brasil, 09 a 11 de outubro de 2007
9
R$ 157.663,00, sendo, portanto, recuperado em dois anos e cinco meses. Quanto à padronização/nacionalização dos motores, o potencial de economia de energia chegaria a 19,6 MWh, equivalente a R$ 2.170,00 ao ano, sendo necessário um investimento de R$ 68.950,00. Neste caso o tempo para retorno de investimento seria demasiadamente longo, ficando fora do patamar normalmente aceito pela empresa. Avaliou-se também a viabilidade de substituição dos motores de corrente contínua (CC) por motores CA com controle de velocidade através de inversores de freqüência. Apesar de degradar ainda mais a QEE, conforme visto anteriormente, a economia anual com energia elétrica chegaria a aproximadamente 880,1 MWh, o que corresponderia a R$ 94.800,00. Porém, o investimento para este caso ficaria em R$ 2.025.280,00, resultando em 21 anos para retorno do investimento, não atendendo às expectativas da empresa. Vale salientar que com a substituição dos motores de corrente contínua, obtém-se ganhos expressivos com manutenção, que não foram considerados na análise, porque não foi possível estimar os custos anuais com manutenção preventiva e/ou corretiva destes motores. Por outro lado, no investimento necessário também não foram considerados os custos com adaptações do sistema de supervisão e controle, nem custos com adaptações mecânicas eventualmente necessárias.
5. Conclusão
A substituição dos motores standard por outros de alto rendimento é a alternativa mais viável entre aquelas disponíveis para otimização do sistema motriz da fábrica, representando um investimento de R$ 157.663,00, para uma economia anual de R$ 63.800,00. Com um investimento cerca de 20% maior, a instalação dos filtros de energia requer R$ 200.000,00 e possibilita retorno de R$ 79.000,00 ao ano, ou seja, também 20% maior que a economia obtida com os motores de alto rendimento. Tendo em vista a maior complexidade e dificuldade para substituição dos motores em comparação com a instalação dos filtros, e sabendo da equivalência entre os tempos de retorno de ambos os investimentos, fez-se a opção pela melhoria da QEE neste primeiro momento. Desta forma, os filtros serão instalados e as informações do sistema diário de monitoramento permitirão o acompanhamento e avaliação contínua dos resultados. Por outro lado, por tratar-se de um projeto que ainda não finalizou, os dados referentes aos motores de indução serão preservados e a otimização do sistema motriz será realizada num próximo passo, quando a QEE já não representar mais a maior voz de perdas de energia elétrica da fábrica. Este pensamento está alinhado com a metodologia utilizada no projeto, o ciclo PDCA de melhoria contínua.
Realizando os dois investimentos analisados no presente artigo, a economia de energia anual chegaria a 1.291 MWh, ou R$ 142.000,00, o que representaria aproximadamente 6% da demanda total de eletricidade da fábrica. Considerando-se que todos os cálculos apresentados neste trabalho possuem uma margem de segurança que subestima um pouco os valores economizados, acredita-se que seja possível chegar a 8% de economia de energia elétrica com a implementação das duas ações analisadas. Trata-se de um número bastante expressivo, ainda mais se comparado aos tímidos 0,2% de redução das perdas sobre a OIEE registrados entre 2004 e 2005 no Brasil.
Referências
BARROS, J.;PREZ, E.; PIGAZO, A.; DIEGO, R.I . Simultaneous measurement of harmonics interharmonics power system for power quality analysis. University of Cantabria, Spain. ISBN: 0-85296-748-9, 2002.
CAMPOS, V. F. Gerenciamento da rotina do trabalho do dia-a-dia. INDG Tecs. Belo Horizonte. ISBN 8-5982540-3-7, 2004.

PP�QRSRUT8V�WXYVAZ\[�X�VA]�WRSXYVA]�^F_Y`6`.aYbY`8aYcY%dYe %f_Y`6gUd�hY_Yi�jk%hl'mMn?mIo p?q r�sut9m�v�wJx*myr�z9o w9{?t9|~}~w?�?t?v�{9q �~� w?p9w��~w9�?o myq nO��mMp9o r~|u}~w9�>z?o wO��m��Nw�my�It?�N��mMnJ��rM�?q � q {?r~{9m
Foz do Iguaçu, PR, Brasil, 09 a 11 de outubro de 2007
10
ELETROBRAS. Programa Nacional de Conservação de Energia Elétrica (PROCEL). MME/ELETROBRAS, 2007. Disponível em: <http://www.eletrobras.com/elb/procel/main.asp>. Acesso em 20 de abril de 2007.
ELETROBRÁS - PROCEL INFO. Avaliação do mercado de eficiência energética no Brasil. Apresentações realizadas no evento. Rio de Janeiro, RJ, 2007. Disponível em: <http://www.eletrobras.com/pci/main.asp>. Acesso em 22 de abril de 2007.
FIEP – Federação das Indústr ias do Estado do Paraná. XI Sondagem Industrial. Paraná, 2007. Disponível em < http://www.fiepr.org.br/fiepr/analise/sondagem/>. Acesso em 20 de abril de 2007.
MCT – M inistér io da Ciência e Tecnologia. Texto do Protocolo de Quioto à Convenção-Quadro das Nações Unidas sobre Mudança do Clima. Disponível em: <http://www.mct.gov.br/index.php/content/view/28739.html>. Acesso em 16 de abril de 2007.
MME – M inistér io das M inas e Energia. Consumo setorial de eletricidade. Balanço Energético Nacional de 2006 – ano base 2005. Brasília, DF, 2006. Disponível em: <http://www.mme.gov.br/site/menu/select_main_menu_item.do?channelId=1432&pageId=10780> Acesso em 22 de abril de 2007.
NETO, L.B.; MELLO, J.C.C.B.S. de; GOMES, E.G. Método Fourier-DEA na medição de um componente da qualidade de energia elétrica. In: Encontro Nacional de Engenharia de Produção (ENEGEP). Anais / XXIII Encontro Nacional de Engenharia de Produção, IX International Conference on Industrial Engineering and Operations Management. Ouro Preto, MG: UFOP. ISBN 85-88478-09-9, 2003.
REDUMAX ENERGIA. Memorial Descritivo – filtros de energia elétrica. Camboriú, SC, 2007.
SOLA, A. V. H.; KOVALESKI, J. L. Eficiência energética nas indústrias: cenários & oportunidades. In: Encontro Nacional de Engenharia de Produção (ENEGEP). Anais / XXIV Encontro Nacional de Engenharia de Produção, X International Conference on Industrial Engineering and Operations Management. Florianópolis, SC: UFSC. ISBN 85-88478-11-0, 2004.
WEG. Relatório Técnico. Consultoria para uso adequado da energia elétrica. Jaraguá do Sul, SC, 2006.
WULFINGHOF, D.R. Energy Efficiency Manual. Energy Institute Press. Wheaton, Maryland. ISBN 0-9657926-7-6, 1999.