UNIVERSIDADE FEDERAL DO RIO DE JANEIRO CENTRO DE...
48
1 UNIVERSIDADE FEDERAL DO RIO DE JANEIRO CENTRO DE TECNOLOGIA Projeto de Embarcação para Construção em Polietileno de Alta Densidade Claudia Tavares de Lira Gondin da Fonseca
Transcript of UNIVERSIDADE FEDERAL DO RIO DE JANEIRO CENTRO DE...
1
UNIVERSIDADE FEDERAL DO RIO DE JANEIRO
CENTRO DE TECNOLOGIA
Projeto de Embarcação para Construção em Polietileno de Alta
Densidade
Claudia Tavares de Lira Gondin da Fonseca

2
Projeto de Embarcação para Construção em Polietileno de Alta Densidade
Claudia Tavares de Lira Gondin da Fonsca
Projeto de graduação apresentadao ao
Curso de Engenharia Naval e Oceânica da
Escola Politécnica, Universidade Federal do
Rio de Janeiro, como parte dos requisitos
necessários à obtenção do título de
Engenheiro.
Orientador: Prof. Alexandre Teixeira de Pinho Alho.
Rio de Janeiro
Março de 2018
3
PROJETO DE EMBARCAÇÃO PARA CONSTRUÇÃO EM POLIETILENO
DE ALTA DENSIDADE
Claudia Tavares de Lira Gondin da Fonseca
PROJETO DE GRADUAÇÃO SUBMETIDO AO CORPO DOCENTE DO
CURSO DE ENGENHARIA NAVAL E OCEÂNICA DA ESCOLA POLITÉCNICA
DA UNIVERSIDADE FEDERALDO RIO DE JANEIRO COMO PARTE DOS
REQUISITOS NECESSÁRIOS PARA A OBTENÇÃO DO GRAU DE
ENGENHEIRO NAVAL.
Examinada por:
________________________________________
Prof. Alexandre Teixeira de Pinho Alho - orientador
________________________________________
Prof. Carl Horst Albrecht
_______________________________________
Prof. José Henrique Sanglard, D.Sc
RIO DE JANEIRO, RJ – BRASIL
MARÇO de 2018
4
FONSECA, Claudia Tavares de Lira Gondin.
Projeto de Embarcação para Construção em
Polietileno de Alta Densidade/ Claudia Tavares de
Lira Gondin da Fonseca – Rio de Janeiro;
UFRJ/Escola Politécnica, 2018.
Orientador: Alexandre Teixeira de Pinho Alho
Projeto de Graduação – UFRJ/ Escola
Politécnica/ Curso de Engenharia Naval e
Oceânica, 2018
Referencias Bibliográficas: p. 48-49.

5
AGRADECIMENTOS
Agradeço primeiramente à todos os mestres do Departamento de Engenharia Naval
da UFRJ, por desempenharem o papel de transmitir o conhecimento aos alunos, cada
um a sua maneira, principalmente ao meu orientador Alexandre Alho.
Agradeço aos meus amigos Thiago Marinho, Ana Carolina Católico, Luiz Felipe de
Carvalho e Gabriela Benedet por estarem presentes e me darem a mão nesse momento.
Finalmente, sou muitíssimo, e sempre, grata à minha família: Ivaneth, Clarisse e
Marie.
6
Resumo do Projeto de Graduação apresentado à Escola Politécnica/UFRJ como
parte dos requisitos necessários para a obtenção do grau de Engenheiro Naval e
Oceânico.
Projeto de embarcação para construção em Polietileno de Alta Densidade
Claudia Tavares de Lira Gondin da Fonseca
Fevereiro/2018
Orientador: Alexandre Teixeira de Pinho Alho
Curso: Engenharia Naval e Oceânica
Esse trabalho tem como objetivo apresentar uma pesquisa sobre as principais
propriedades do Polietileno de Alta Densidade (PEAD) e sua aplicação como material
base para a construção de embarcações. É apresentada uma breve descrição teórica
sobre polímeros em geral e sobre as propriedades do PEAD. São discutidas as
possibilidades de aplicações no contexto da indústria náutica, apresentadas informações
a respeito das vantagens da utilização deste material e métodos construtivos empregados
e limitações de seu uso. Além disso, é apresentada uma analise comparativa entre um
projeto desenvolvido em PEAD e um projeto similar feito em alumínio, tendo como
referência uma embarcação destinada a serviços de mergulho.
Palavras-chave: Polietileno de Alta Densidade, PEAD, indústria náutica, embarcações
de serviço.

7
Abstract of Undergraduate Project presented to POLI/UFRJ as a partial fulfillment
of the requirements for the degree of Naval Architect and Marine Engineer.
High Density Polyethylene Boat Design
Claudia Tavares de Lira Gondin da Fonseca
February/2018
Adviser: Alexandre Teixeira de Pinho Alho
Graduation: Naval Architecture and Marine Engineering
This project addresses a research about the main properties of High Density
Polyethylene (HDPE) and it´s application as base material for craft construction. A brief
description about polymers and HDPE main properties. A discussion is carried out
about possible applications in nautical industry context, presenting general information
about advantages of the application of this material and about currently deployed
manufacturing processes. A comparative analysis between PEAD boat design and a
similar aluminium design is presented, considering as reference a dive service boat.
Keywords: High Density Polyethylene, HDPE, nautical industry, service boats.
8
Sumário
Sumário...................................................................................................................... 8
Índice de Figuras ..................................................................................................... 10
Índice de Tabelas ..................................................................................................... 11
1 Introdução ........................................................................................................ 12
Características e Propriedades do Material ............................................................. 13
1.1 O que são Polímeros ................................................................................. 13
1.2 Origem da utilização de Polímeros ........................................................... 13
1.3 Matéria Prima dos Polímeros ................................................................... 15
1.4 Classificação dos Polímeros ..................................................................... 15
1.4.1 Tipo de Meros ................................................................................... 15
1.4.2 Comportamento Mecânico ................................................................ 16
1.4.3 Tipos de Configuração das Cadeias .................................................. 17
1.5 Características dos Polímeros ................................................................... 18
1.5.1 Grau de Cristalinidade ....................................................................... 18
1.5.2 Comportamento Termomecânico ...................................................... 19
1.5.3 Comportamento Mecânico ................................................................ 19
1.5.4 Propriedades Mecânicas .................................................................... 21
1.6 O Polietileno ............................................................................................. 22
1.6.1 Polietileno de Alta Densidade ........................................................... 23
1.7 Aplicação do PEAD na indústria naval .................................................... 24
1.7.1 Métodos de Fabricação...................................................................... 24
1.7.2 Escolha do Material ........................................................................... 26
Estudo de Caso: Comparação entre Embarcações em PEAD e Alumínio .............. 28
3.1 Objeto de projeto ...................................................................................... 28
3.2 Arranjo Geral Preliminar .......................................................................... 29
3.3 Forma do Casco ........................................................................................ 30
9
3.4 Projeto Estrutural ...................................................................................... 32
3.4.1 Topologia Estrutural .......................................................................... 33
3.4.2 Calculo dos Esforços Atuantes .......................................................... 34
3.4.3 Propriedades do Material .................................................................. 35
3.4.4 Tensão de Projeto .............................................................................. 36
3.4.5 Espessura das chapas ......................................................................... 37
3.4.6 Dimensionamento dos Reforçadores ................................................. 39
3.5 Peso da Estrutura ...................................................................................... 41
3.6 Custo de material ...................................................................................... 41
3.7 Análise Comparativa entre PEAD e Alumínio ......................................... 41
3.8 Considerações do Estudo de Caso ............................................................ 42
4 Considerações Finais ....................................................................................... 43
5 Referências Bibliográficas ............................................................................... 45
Anexo-1 ................................................................................................................... 47
Anexo-2 ................................................................................................................... 48

10
Índice de Figuras
Figura 1 - Macromolécula do Poliestireno, um polímero formado a partir da
unidade repetitiva do Estireno. ....................................................................................... 13
Figura 2 - Configurações de cadeia para polímeros ................................................ 17
Figura 3 - Fases cristalinas e amorfas...................................................................... 18
Figura 4 - Curva tensão-deformação típica dos materiais viscoelásticos ................ 20
Figura 5 - Fenômeno de fluência e relaxamento de tensão ..................................... 21
Figura 6- Curvas de tensão-deformação para varias temperaturas .......................... 21
Figura 7 - Influencia do teor de ramificações de cadeia nas propriedades do
Polietileno ....................................................................................................................... 23
Figura 8 - Máquina extrusora para solda de chapas de PEAD ................................ 25
Figura 9 - Arranjo geral, vista superior ................................................................... 29
Figura 10 - Arranjo geral, vista lateral .................................................................... 30
Figura 11 - Arranjo geral, vista frontal .................................................................... 30
Figura 12 – Casco de deslocamento rápido , Plano de balizas ................................ 31
Figura 13 - Casco de deslocamento rápido , Plano de linhas do alto ...................... 31
Figura 14 -- Casco de deslocamento rápido , Plano de linhas d'agua ..................... 32
Figura 15 - Topologia estrutural da embarcação de estudo de caso ........................ 34
11
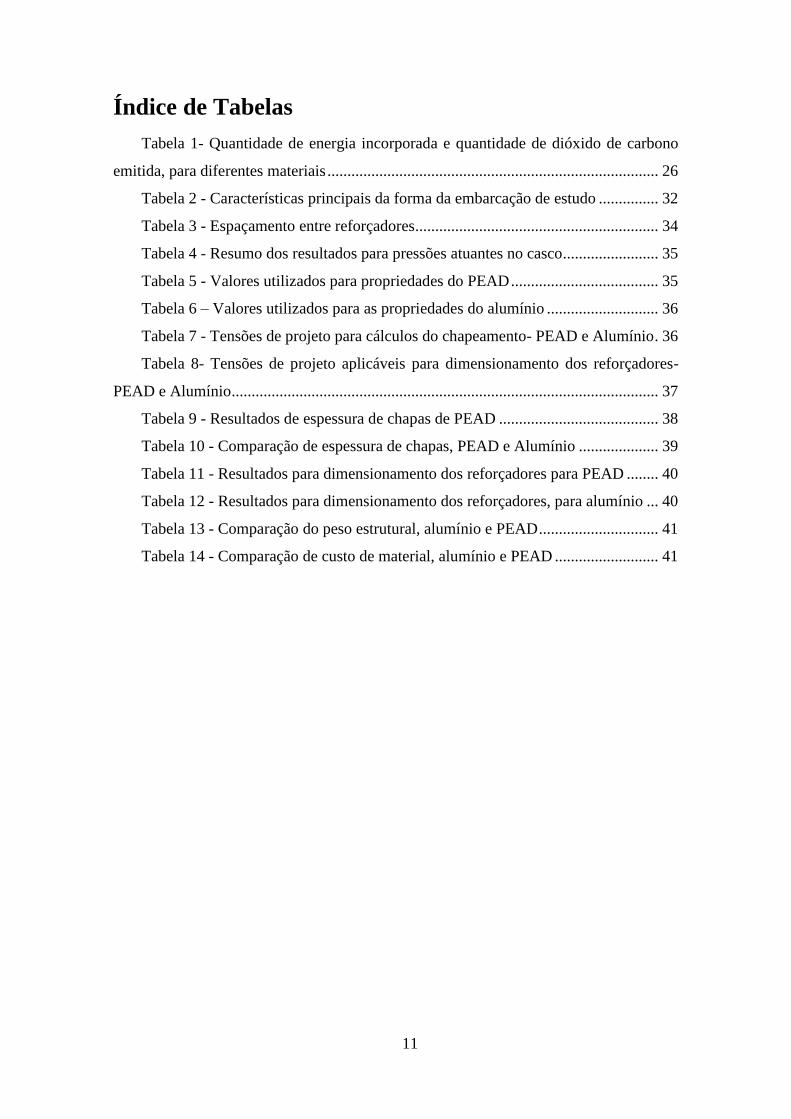
Índice de Tabelas
Tabela 1- Quantidade de energia incorporada e quantidade de dióxido de carbono
emitida, para diferentes materiais ................................................................................... 26
Tabela 2 - Características principais da forma da embarcação de estudo ............... 32
Tabela 3 - Espaçamento entre reforçadores............................................................. 34
Tabela 4 - Resumo dos resultados para pressões atuantes no casco ........................ 35
Tabela 5 - Valores utilizados para propriedades do PEAD ..................................... 35
Tabela 6 – Valores utilizados para as propriedades do alumínio ............................ 36
Tabela 7 - Tensões de projeto para cálculos do chapeamento- PEAD e Alumínio . 36
Tabela 8- Tensões de projeto aplicáveis para dimensionamento dos reforçadores-
PEAD e Alumínio ........................................................................................................... 37
Tabela 9 - Resultados de espessura de chapas de PEAD ........................................ 38
Tabela 10 - Comparação de espessura de chapas, PEAD e Alumínio .................... 39
Tabela 11 - Resultados para dimensionamento dos reforçadores para PEAD ........ 40
Tabela 12 - Resultados para dimensionamento dos reforçadores, para alumínio ... 40
Tabela 13 - Comparação do peso estrutural, alumínio e PEAD .............................. 41
Tabela 14 - Comparação de custo de material, alumínio e PEAD .......................... 41

12
1 Introdução
O Polietileno é um de material termoplástico, que pode ser produzido em diferentes
densidades, apresentando campos de aplicação comercial diversificada. Hoje em dia, a
indústria brasileira de produção de polietileno é capaz de suprir um grande volume de
produção, apresentando uma ampla oferta de grades do material, com alto desempenho
e produtividade, de modo a atender às altas exigências do mercado atual. Estima-se que
os polietilenos representam, aproximadamente, 40% da demanda de plásticos no
mundo. No Brasil, os polietilenos correspondem a 43% do consumo de plásticos.
O Polietileno de Alta Densidade, ou PEAD, é utilizado em diferentes segmentos da
indústria de plásticos, destacando-se a produção de utensílios plásticos, embalagens,
caixas d’agua, bombonas, tanques, entre outros. Devido a suas propriedades mecânicas
diferenciadas, o PEAD também encontra diversas aplicações no campo de engenharia,
principalmente na confecção de dutos e tubos para diversas utilizações.
Atualmente vem sendo observada a crescente utilização do emprego do Polietileno
de Alta Densidade (PEAD) na indústria náutica, particularmente para construção de
embarcações de serviço, como lanchas militares de patrulha e interceptação,
embarcações rápidas de suporte e transporte de tripulação. No entanto, ainda há pouca
informação disponível quanto ao projeto e construção de embarcações em PEAD.
Sendo assim, esse trabalho tem como objetivo apresentar uma pesquisa sobre as
principais propriedades do PEAD e sua aplicação como material base para a construção
de embarcações. Na primeira parte desse trabalho, é apresentada uma breve descrição
teórica sobre polímeros em geral, sendo abordadas, em mais detalhes, as propriedades
do PEAD. São discutidas as possibilidades de aplicações no contexto da indústria
náutica, sendo apresentadas informações a respeito das vantagens da utilização deste
material, métodos construtivos empregados e limitações de seu uso. Na segunda parte
do trabalho, é apresentada uma analise comparativa entre um projeto desenvolvido em
PEAD e um projeto similar feito em alumínio, tendo como referência uma embarcação
destinada a serviços de mergulho.
13
Características e Propriedades do Material
Este capítulo descreve, de forma sucinta, as propriedades e características do
material sugerido para o desenvolvimento do projeto estrutural da embarcação: o
Polietileno de Alta Densidade (PEAD).
1.1 O que são Polímeros
Os polímeros são materiais compostos por macromoléculas (moléculas de alto
peso molecular), formadas a partir de unidades estruturais menores (os monômeros). Os
monômeros são moléculas de baixa massa molecular os quais, a partir das reações de
polimerização, vêm a gerar a macromolécula polimérica. Em outras palavras,
monômero é uma pequena molécula que pode ligar-se a outros monômeros, através de
ligações covalentes (ligação química caracterizada pelo compartilhamento de um ou
mais pares de elétrons) formando moléculas maiores denominadas polímeros.
A palavra polímero vem do grego poli, que significa “muitas”, e meros, que é
“partes”, resultando no composto formado pelas repetidas “partes”.
Figura 1 - Macromolécula do Poliestireno, um polímero formado a partir da unidade
repetitiva do Estireno.
1.2 Origem da utilização de Polímeros
Os polímeros são utilizados pela humanidade desde a antiguidade. Em torno de
1000 a.C., os chineses obtiveram um verniz extraído de uma árvore chamada Rhus
vernicflua. Este verniz foi amplamente utilizado em móveis na forma de revestimento
impermeabilizante aumentando a durabilidade dos mesmos (QUEVEDO, 2016).

14
Os processos para obtenção sintética de materiais poliméricos foram viabilizados
somente no início do século XX. A década de 1920 marcou oficialmente o início de
uma nova era nas descobertas relacionadas aos materiais poliméricos, com pesquisas
relacionadas aos mecanismos de polimerização de moléculas orgânicas na Alemanha
(QUEVEDO, 2016). De acordo com SOUZA (2018) o primeiro polímero a ser
sintetizado em laboratório foi o polietileno, no ano de 1934, em uma indústria na
Inglaterra. Entretanto, esse polímero só ficou conhecido anos depois durante a Segunda
Guerra Mundial, onde desempenhou um importante papel: como isolante elétrico de
radares militares.
O polietileno foi ganhando novas formas e, no ano de 1950, Karl Ziegler utilizou
da química orgânica para fabricar um polietileno mais rígido e de alta densidade. A
partir daí que surgiram as garrafas plásticas. E foi na forma de um brinquedo, o
bambolê, que foi o primeiro produto de polietileno de alta densidade surgiu no mercado
(SOUZA, 2018). O Polietileno de Baixa Densidade (menos rígido) por sua vez é
utilizado até hoje na obtenção de sacolas plásticas, por exemplo.
De 1920 até os dias atuais, a grande diversidade de técnicas de polimerização,
síntese de novos materiais poliméricos, polímeros biodegradáveis e nanocompósitos
(material de matiz polimérica reforçada com pequena porção de composto inorgânico de
escalas nanométricas) vêm aumentando gradativamente. Contudo, atualmente a ênfase
está em desenvolver e aprimorar formulações de polímeros já existentes utilizando
novas tecnologias e processos para a obtenção de materiais com propriedades
otimizadas.
No ano de 2010, a Braskem, maior fabricante de resinas plásticas das Américas,
inaugurou sua primeira planta de produção de etileno verde, produzindo Polietileno
Verde em escala industrial e comercial. O Polietileno Verde é produzido a partir da
cana-de-açúcar, sendo esta uma matéria prima renovável. Pode-se dizer, portanto, que
durante sua produção, este produto captura e fixa gás carbônico da atmosfera,
contribuindo para a redução de gases de efeito estufa.
15
1.3 Matéria Prima dos Polímeros
Os polímeros podem ser encontrados de muitas formas na natureza, sendo
exemplos de polímeros naturais: a celulose (constituinte da parede celular dos
vegetais), glicogênio (polissacarídeo de principal reserva energética nas células animais
e bactérias), proteínas, borrachas naturais como o látex, diamante, grafite, entre outros.
Ou estes podem ser produzidos pelo homem, polímeros sintéticos, através de processos
de polimerização, que são as reações químicas que provocam a união dos monômeros,
para a produção de polímeros.
Os polímeros sintéticos mais comuns são obtidos a partir de monômeros extraídos
diretamente do petróleo, como o etileno, propileno e butadieno, originando assim os
materiais tecnicamente conhecidos como polietileno (PE), polipropileno (PP) e
polibutadieno (BR), respectivamente.
A transformação do petróleo em polímeros segue a chamada cadeia petroquímica,
na qual a refinaria destila o petróleo em diversos subprodutos, entre eles o Nafta, a qual
sofre um processo térmico de “quebra” originando diferentes moléculas menores, dentre
as quais os monômeros citados. Finalmente, as indústrias de polimerização transformam
os monômeros em diversos tipos de resinas poliméricas (LANA, 2006). As principais
fontes de matéria prima para a cadeia de produção de polímeros são: a Nafta (derivada
do petróleo), líquidos de gás natural (extraídos do gás) e carvão (BRASKEM, 2018).
1.4 Classificação dos Polímeros
As propriedades dos polímeros são fortemente influenciadas pelo comprimento das
macromoléculas, ou seja, pela sua massa molar. Sendo assim, tal característica é
vantajosamente explorada na produção comercial de vários tipos e grades de polímeros,
com ampla gama de propriedades e características, para atender variadas aplicações.
Dentro desse contexto, os polímeros podem ser classificados de diversas maneiras, entre
elas: quanto ao tipo de meros, quanto ao tipo de cadeia e quanto ao seu comportamento
mecânico.
1.4.1 Tipo de Meros
Os homopolimeros são polímeros que tem suas cadeias formadas por um único tipo
de mero, como o Polipropileno (PP), Polietileno (PE) e o Policloreto de Vinila (PVC).
16
São ditos copolímeros os polímeros que tem suas cadeias formadas por mais de um tipo
de mero, como, por exemplo, o Acrilonitrila-butadieno-estireno, composto pela
combinação de acrilonitrila, butadieno e estireno.
1.4.2 Comportamento Mecânico
Os polímeros são classificados quanto ao seu comportamento mecânico em
elastômeros, fibras ou plásticos.
Os elastômeros são polímeros que, em temperatura ambientem aceitam grandes
deformações (mais de 200% do seu comprimento), sendo capazes de retornar
rapidamente ao comprimento original após de retirado o esforço. Os elastômeros
possuem um alto grau de elasticidade, e são normalmente conhecidos pelo termo
“borracha”.
As fibras são formadas por moléculas finas, longas e filamentosas que constituem o
tecido. Neste caso as cadeias poliméricas ficam alinhadas lado a lado, conforme o eixo
longitudinal da fibra. Depois de alinhadas, as moléculas permanecem nesta posição por
causa das forças intermoleculares. Existem duas condições básicas para que o polímero
seja utilizado como fibras: o polímero deve ser linear, permitindo o alinhamento
longitudinal; forças intermoleculares que consigam manter esse alinhamento, impedindo
o que uma molécula se sobreponha na outra.
Já os plásticos são polímeros sólidos na faixa de temperatura de utilização, podendo
estes ser termoplásticos ou termofixos. Os termoplásticos se fundem quando sujeitos a
um aumento de temperatura e pressão, e se solidificam após o resfriamento. Esta
transformação de estado físico é reversível para materiais termoplásticos, podendo estes
ser fundidos diversas vezes e remoldados. São, portanto, materiais possivelmente
recicláveis. O Polietileno (PE), o Polipropileno (PP), o cloreto de Polivinila (PVC) e o
Polietileno Tereftalato (PET) são alguns exemplos de termoplásticos.
Já para os plásticos termofixos, ou também chamados de termorrígidos, a
solidificação do material é um processo químico irreversível, devido à formação de
ligações cruzadas (ligações entre moléculas lineares produzindo polímeros
tridimensionais com alta massa molar). Se reaquecidos após o seu processo de cura, os
materiais termofixos se degradam, não podendo, portanto, serem remoldados nem

17
reciclados. A Resina Epóxi e a Resina Poliéster, empregadas na fabricação de cascos de
fibra de vidro, são exemplos de plásticos termofixos.
1.4.3 Tipos de Configuração das Cadeias
As cadeias poliméricas podem apresentar varias formas, podendo ser lineares,
ramificadas, cadeias com ligações cruzadas ou cadeias em rede.
Nas cadeias lineares os meros são ligados entre si, constituindo uma cadeia sem
ramificações. As cadeias ramificadas possuem uma cadeia principal, da qual partem
ramificações que podem ser longas ou curtas. As ramificações das cadeias podem estar
dispostas de varias maneiras em relação à cadeia principal, configurando diferentes
tipos de arquiteturas. Nos polímeros de cadeias com ligações cruzadas, as cadeias
lineares principais estão ligadas umas as outras, em diferentes posições, através de uma
ramificação. Isso tudo está ilustrado na Figura 2.
Figura 2 - Configurações de cadeia para polímeros
18
1.5 Características dos Polímeros
1.5.1 Grau de Cristalinidade
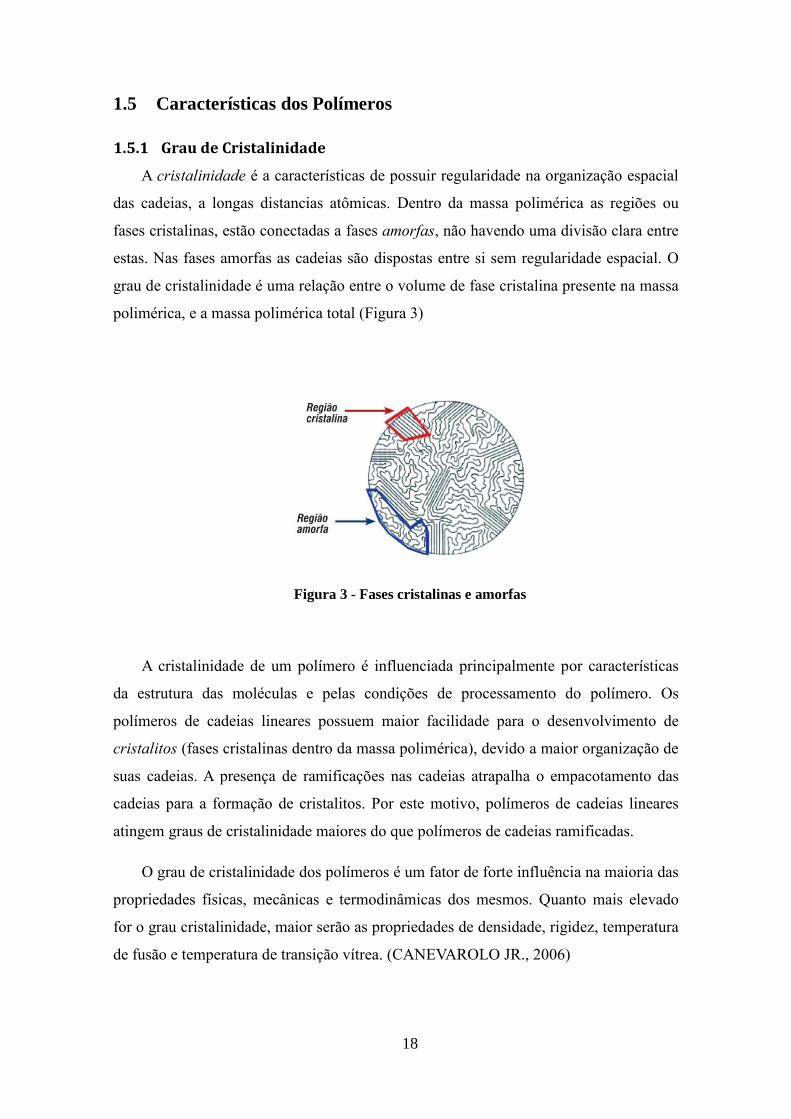
A cristalinidade é a características de possuir regularidade na organização espacial
das cadeias, a longas distancias atômicas. Dentro da massa polimérica as regiões ou
fases cristalinas, estão conectadas a fases amorfas, não havendo uma divisão clara entre
estas. Nas fases amorfas as cadeias são dispostas entre si sem regularidade espacial. O
grau de cristalinidade é uma relação entre o volume de fase cristalina presente na massa
polimérica, e a massa polimérica total (Figura 3)
Figura 3 - Fases cristalinas e amorfas
A cristalinidade de um polímero é influenciada principalmente por características
da estrutura das moléculas e pelas condições de processamento do polímero. Os
polímeros de cadeias lineares possuem maior facilidade para o desenvolvimento de
cristalitos (fases cristalinas dentro da massa polimérica), devido a maior organização de
suas cadeias. A presença de ramificações nas cadeias atrapalha o empacotamento das
cadeias para a formação de cristalitos. Por este motivo, polímeros de cadeias lineares
atingem graus de cristalinidade maiores do que polímeros de cadeias ramificadas.
O grau de cristalinidade dos polímeros é um fator de forte influência na maioria das
propriedades físicas, mecânicas e termodinâmicas dos mesmos. Quanto mais elevado
for o grau cristalinidade, maior serão as propriedades de densidade, rigidez, temperatura
de fusão e temperatura de transição vítrea. (CANEVAROLO JR., 2006)
19
1.5.2 Comportamento Termomecânico
O comportamento mecânico de um polímero pode variar muito dependendo da
temperatura. Para entender o comportamento térmico dos polímeros algumas definições
são necessárias, tais quais:
Tg (temperatura de transição vítrea): Temperatura abaixo da qual as cadeias do
material não têm energia suficiente para se deslocarem entre si, e o
comportamento do polímero é de uma matéria rígida, sendo designado de estado
vítreo.
Tm (temperatura de fusão cristalina): Temperatura a partir da qual ocorre a
fusão das regiões cristalinas, e a mudança de um estado borrachoso para um
estado físico viscoso. Está é a fase sob a qual são processados os polímeros.
O valor de tais temperaturas são propriedades que variam para os diferentes
polímeros. Essas temperaturas definem uma mudança de estado físico e comportamento
do material. A baixas temperaturas (T < Tg), a rigidez do material infere na
incapacidade de responder a solicitação mecânica dentro de um intervalo de tempo,
caracterizando comportamento mecânico frágil. Para temperaturas intermediarias (Tg <
T <Tm), existe mobilidade na fase amorfa da massa polimérica, se mantendo rígida a
fase cristalina. Neste caso, há uma mobilidade parcial, e o polímero apresenta
comportamento mecânico dúctil, caracterizando um estado chamado de borrachoso.
1.5.3 Comportamento Mecânico
Devido a sua estrutura molecular, os polímeros possuem um comportamento
elástico, assim como os sólidos hookeanos (sólidos que obedecem a lei de Hooke, onde
a deformação é proporcional à tensão). Como mencionado por Canevarolo Jr. (2006),
este comportamento elástico é sobreposto por um comportamento viscoso, similar ao
dos líquidos. Esse tipo de comportamento é chamado de viscoelástico, e está associado
a capacidade do material de armazenar e dissipar energia simultaneamente, durante a
solicitação mecânica. Abaixo são citadas características do comportamento mecânico
dos materiais viscoelasticos:
i) Enquanto submetidos a tensão uniaxial, experimentam uma parcela de
deformação elástica instantânea, e uma subsequente deformação elástica
retardada por uma componente viscosa, cuja taxa varia em função do tempo.
20
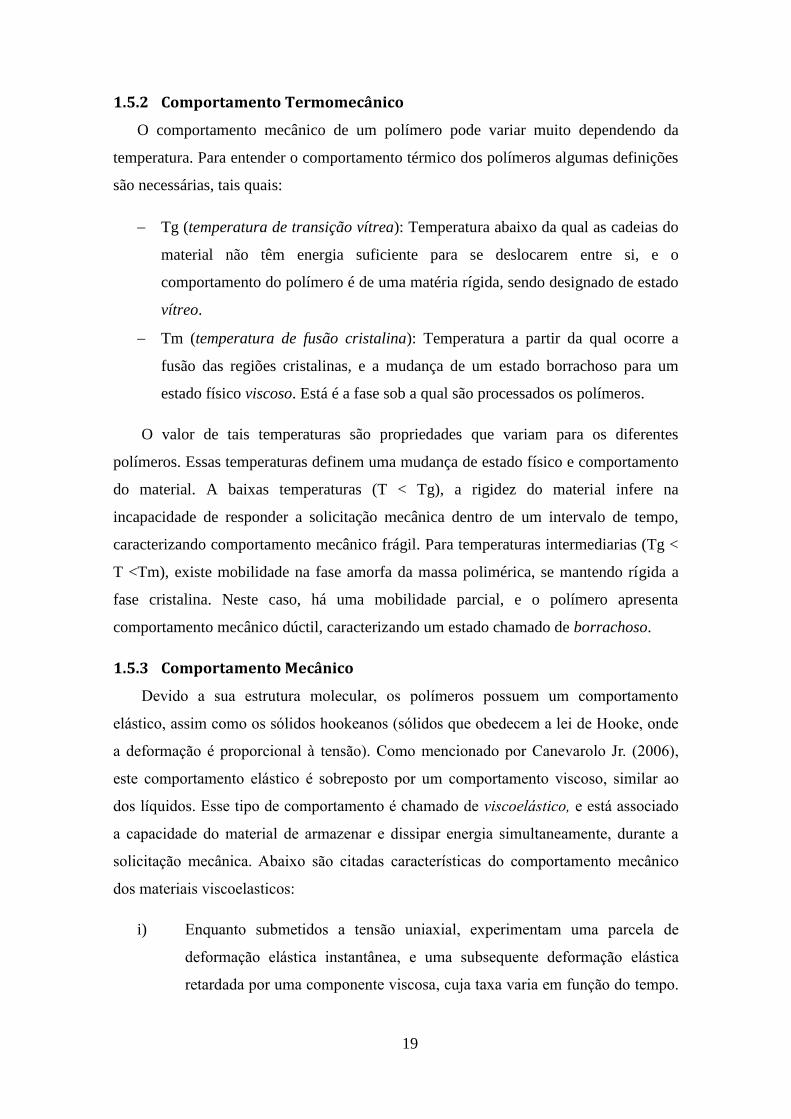
Tem-se ainda que, depois de cessada a aplicação da força, há uma
recuperação instantânea da uma parcela de deformação elástica, seguida de
uma recuperação elástica retardada, além da decorrência de uma deformação
plástica residual irrecuperável. Este comportamento é representado no
gráfico da figura 3.
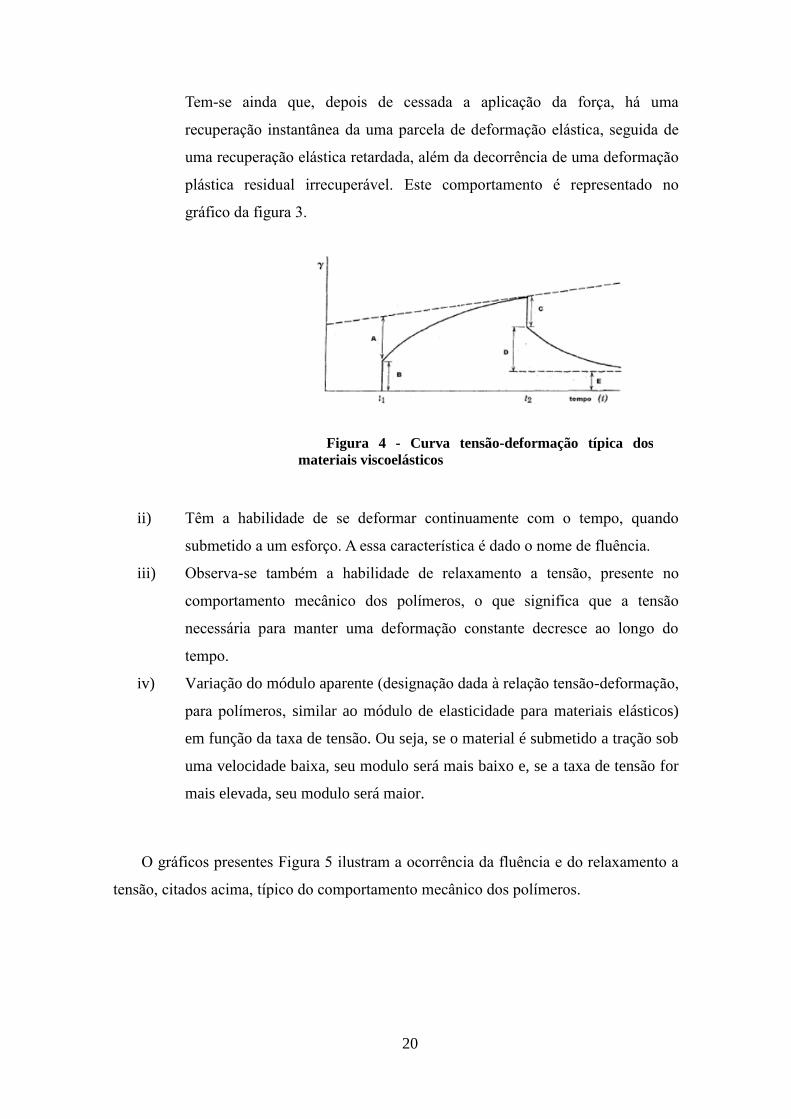
ii) Têm a habilidade de se deformar continuamente com o tempo, quando
submetido a um esforço. A essa característica é dado o nome de fluência.
iii) Observa-se também a habilidade de relaxamento a tensão, presente no
comportamento mecânico dos polímeros, o que significa que a tensão
necessária para manter uma deformação constante decresce ao longo do
tempo.
iv) Variação do módulo aparente (designação dada à relação tensão-deformação,
para polímeros, similar ao módulo de elasticidade para materiais elásticos)
em função da taxa de tensão. Ou seja, se o material é submetido a tração sob
uma velocidade baixa, seu modulo será mais baixo e, se a taxa de tensão for
mais elevada, seu modulo será maior.
O gráficos presentes Figura 5 ilustram a ocorrência da fluência e do relaxamento a
tensão, citados acima, típico do comportamento mecânico dos polímeros.
Figura 4 - Curva tensão-deformação típica dos
materiais viscoelásticos
21
Figura 5 - Fenômeno de fluência e relaxamento de tensão
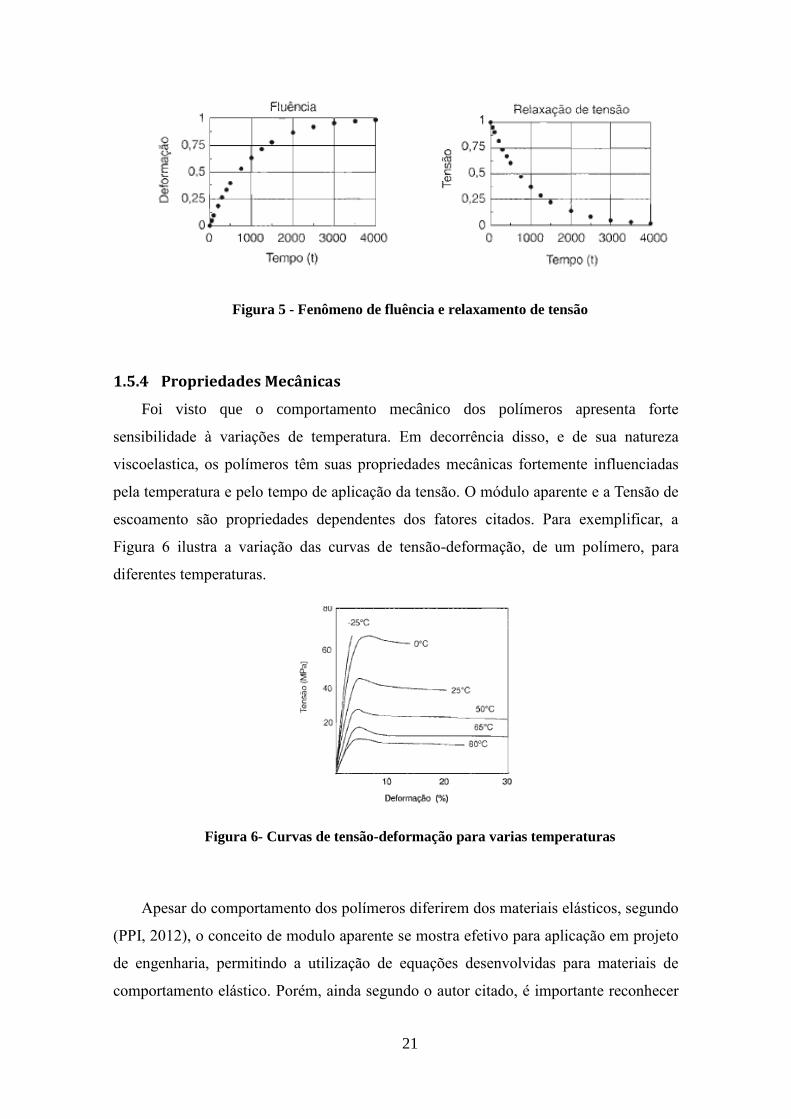
1.5.4 Propriedades Mecânicas
Foi visto que o comportamento mecânico dos polímeros apresenta forte
sensibilidade à variações de temperatura. Em decorrência disso, e de sua natureza
viscoelastica, os polímeros têm suas propriedades mecânicas fortemente influenciadas
pela temperatura e pelo tempo de aplicação da tensão. O módulo aparente e a Tensão de
escoamento são propriedades dependentes dos fatores citados. Para exemplificar, a
Figura 6 ilustra a variação das curvas de tensão-deformação, de um polímero, para
diferentes temperaturas.
Figura 6- Curvas de tensão-deformação para varias temperaturas
Apesar do comportamento dos polímeros diferirem dos materiais elásticos, segundo
(PPI, 2012), o conceito de modulo aparente se mostra efetivo para aplicação em projeto
de engenharia, permitindo a utilização de equações desenvolvidas para materiais de
comportamento elástico. Porém, ainda segundo o autor citado, é importante reconhecer
22
o valor de modulo aparente para as condições de trabalho (tipo de tensão, tempo de
tensão aplicada, temperatura, etc.) que reflitam adequadamente as condições sob as
quais o material será utilizado.
1.6 O Polietileno
Como mencionado anteriormente, o Polietileno é um polímero sintético resultante
da polimerização do gás etileno. Estão disponível no mercado diferentes tipos
polietileno, com diversidade de propriedades, sendo, portanto um material bastante
versátil, empregado em diversos seguimentos da indústria de transformação de
plásticos. Sua utilização vai desde fabricação de produtos plásticos comerciais (como
sacolas plásticas, embalagens, tanques, filmes, etc.) até produtos mais sofisticados para
aplicações industriais, na área de biomedicina e tecnologia.
Os polietilenos são comumente classificados de acordo com sua densidade, sendo
os mais comuns: Polietileno de alta densidade (PEAD), Polietileno de Baixa Densidade
(PEBD), Polietileno de Baixa Densidade Linear (PEBDL), e Polietileno de Ultra Peso
Molecular (PEUPM).
Cada tipo de polietileno tem propriedades especificas referentes à resistência,
transparência, flexibilidade, entre outras (SANTOS, 2011). Sendo suas propriedades
fortemente influenciadas pelas seguintes características: massa molecular (tamanho das
cadeias), distribuição de massa molecular e densidade. Estas características variam
dependendo do processo de polimerização empregado, possibilitando a produção dos
variados tipos de polietileno.
O Polietileno de Baixa Densidade (PEBD) é obtido através de um processo de
polimerização de alta pressão e altamente exotérmico, do qual decorre a formação de
ramificações de cadeia. Isto tem influencia no seu grau de cristalinidade, como
mencionado anteriormente, o qual fica entre 50-60% para este material. (SANTOS
2011).
A descoberta de catalisadores capazes de iniciar as reações de polimerização a
baixas temperaturas, tornou possível a obtenção do polietileno linear, o Polietileno de
23
Alta Densidade (PEAD). O primeiro polietileno obtido a baixa pressão foi sintetizado
por Max Fischer em 1934.
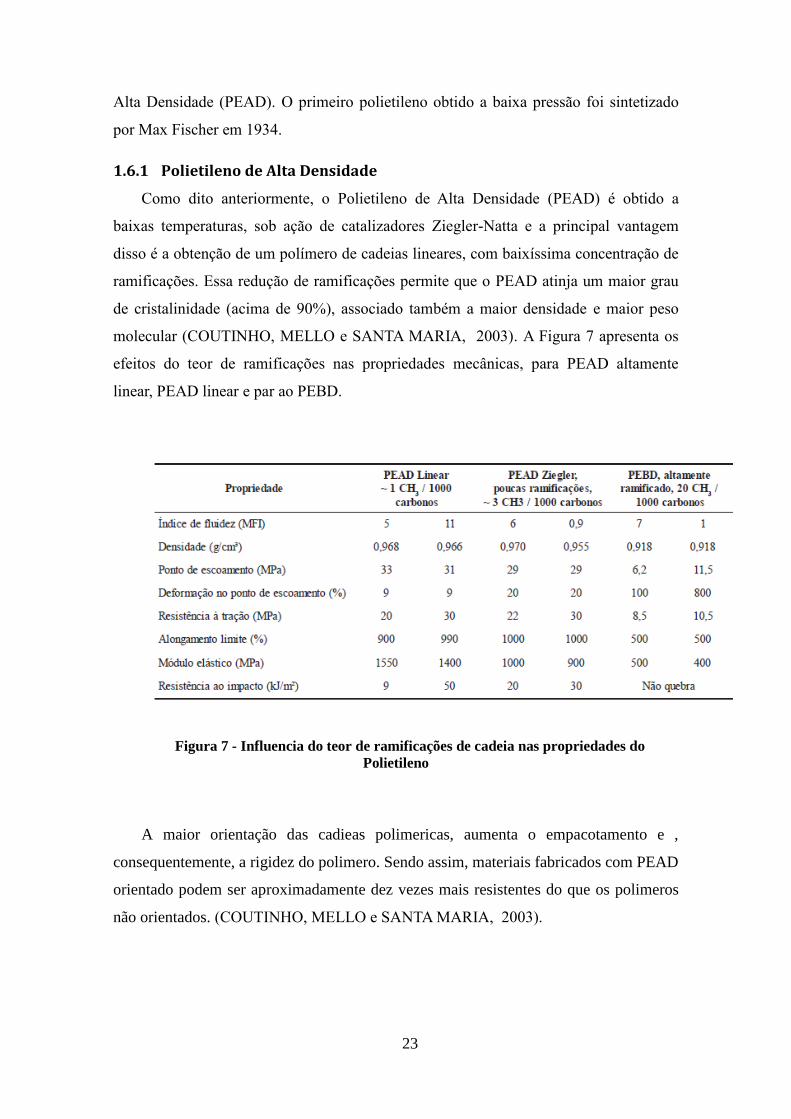
1.6.1 Polietileno de Alta Densidade
Como dito anteriormente, o Polietileno de Alta Densidade (PEAD) é obtido a
baixas temperaturas, sob ação de catalizadores Ziegler-Natta e a principal vantagem
disso é a obtenção de um polímero de cadeias lineares, com baixíssima concentração de
ramificações. Essa redução de ramificações permite que o PEAD atinja um maior grau
de cristalinidade (acima de 90%), associado também a maior densidade e maior peso
molecular (COUTINHO, MELLO e SANTA MARIA, 2003). A Figura 7 apresenta os
efeitos do teor de ramificações nas propriedades mecânicas, para PEAD altamente
linear, PEAD linear e par ao PEBD.
Figura 7 - Influencia do teor de ramificações de cadeia nas propriedades do
Polietileno
A maior orientação das cadieas polimericas, aumenta o empacotamento e ,
consequentemente, a rigidez do polimero. Sendo assim, materiais fabricados com PEAD
orientado podem ser aproximadamente dez vezes mais resistentes do que os polimeros
não orientados. (COUTINHO, MELLO e SANTA MARIA, 2003).
24
Outra caracteristica reconhecidas do PEAD é sua alta capacidade de absorver
energia mecânica, pos suindo, assim, altíssima resistência a iniciação e propagação de
fissura sob forças de impacto(PPI, 2012)
1.7 Aplicação do PEAD na indústria naval
Como mencionado anteriormente os Polietilenos são materiais plásticos versáteis,
empregados para uma diversa gama de aplicações. O Polietileno de Alta Densidade tem
aplicação dentro da indústria náutica, principalmente na fabricação de pequenas
embarcações miúdas como caiaques e botes, e para barcos de serviço, como lanchas de
salvamento, transporte, interceptação, embarcações militares, entre outras.
As principais vantagens desta opção de material estão na boa resistência ao impacto
e leveza (baixa densidade) desse, em adição à relativa simplicidade dos métodos
construtivos utilizados, se comparados com os métodos de construção em alumínio ou
fibra de vidro, materiais tradicionalmente empregados para este tipo de embarcação.
1.7.1 Métodos de Fabricação
Para a construção de embarcações de Polietileno são empregados dois tipos de
métodos: Rotomoldagem ou Soldagem de Peças Semiacabadas (GIRO, 2016).
A rotomoldagem é o processo empregado para fabricação de casco de pequenos
caiaques, pranchas ou peças. É um processo automatizado, que utiliza altas temperaturas
para fundir um material granulado de PEAD, dentro de uma forma, ou molde, de
alumínio fundido, a qual é rotacionado no interior de um forno industrial. Em seguida, o
molde é submetido a processo de resfriamento e o material termoplástico se solidifica
no interior do molde.
O processo de rotomoldagem é relativamente rápido, comparado com os processos
de fabricação em fibra de vidro ou madeira, não necessitando de mais insumos além do
material plástico. Por esse motivo é um método vantajoso para construção de
embarcações fabricadas em série. Com o emprego desse processo os caiaques e
pranchas de plástico se tornaram popular mundialmente. No entanto, para produção de

25
poucas unidades de produto, o método pode ser economicamente desvantajoso, uma vez
que requer um investimento inicial na construção do molde.
O método de soldagem de chapas de PEAD possibilita a construção menos custosa
para cascos maiores e/ou feitos em poucas unidades. Neste caso, as chapas ou peças
semiacabadas são chanfradas e soldadas, utilizando um fio de solda do mesmo material
como matéria de adição, e um soprador de calor como ferramenta de soldagem.
O método construtivo de embarcações de PEAD por soldagem de chapas é
semelhante ao utilizado para construção em metais (alumínio ou aço): Os elementos
estruturais e cavernas são soldados entre si por filetes, e posteriormente as chapas do
casco são soldadas a estes elementos (GIRO 2016).
É importante observar que o tamanho da maquina de solda extrusora limita o
espaçamento mínimo entre reforçadores da embarcação, para que seja possível ter
espaço para soldar adequadamente. Atualmente essas ferramentas possuem um
comprimento aproximado de 40 centímetros, não sendo indicado vãos menores que 50
centímetros para que o soldador possa realizar o trabalho.
Figura 8 - Máquina extrusora para solda de chapas de PEAD
Apesar do método de soldagem possibilitar a construção de cascos maiores, o uso
do PEAD para construção naval ainda é limitado pela alta flexibilidade do material, que
permitiria grandes deformações globais em casco de comprimentos maiores. Por esse
motivo a utilização do PEAD na indústria náutica ainda é restrita, estando as maiores
embarcações já construídas na faixa de 12m.
26
1.7.2 Escolha do Material
Atualmente, na indústria náutica, o PEAD vem sendo empregado principalmente
para embarcações rápidas de serviço, por apresentar alta resistência ao impacto aliado à
baixa densidade, o que o torna um material interessante para esse determinado uso.
Comparado com o alumínio, que é um material comumente utilizado para esta
aplicação, o PEAD é muito mais leve. Enquanto o alumínio naval, possui densidade de
aproximadamente 2,7g/cm³, a densidade do PEAD fica dentro da faixa de 0.93-0.96
g/cm3. Ainda em comparação com o alumínio, a construção e reparo de embarcações
em PEAD exige menos especialização de mão de obra.
Adiante, outras vantagens ainda são levantadas pelos fabricantes de barcos de
PEAD, como Tideman Boats, que cita a excelente resistência química do material, ao
qual não decorrem desgastes devido à salinidade da água ou líquidos agressivos,
resistência a incrustações e boa resistência à abrasão. Consequentemente, o casco da
embarcação terá boa durabilidade, e não necessita de manutenção de pintura ou limpeza.
Finalmente, ainda no tocante à inovação, a adoção de métodos e materiais que
geram menor impacto nocivo ao meio ambiente, tem merecido uma atenção crescente
dos projetistas. Neste âmbito, a utilização de determinados materiais, pode resultar, no
decorrer de seu ciclo de vida, na incorporação de quantidades maiores ou menores de
energia não-renovável e água, em quantidades de emissão de gases poluentes para
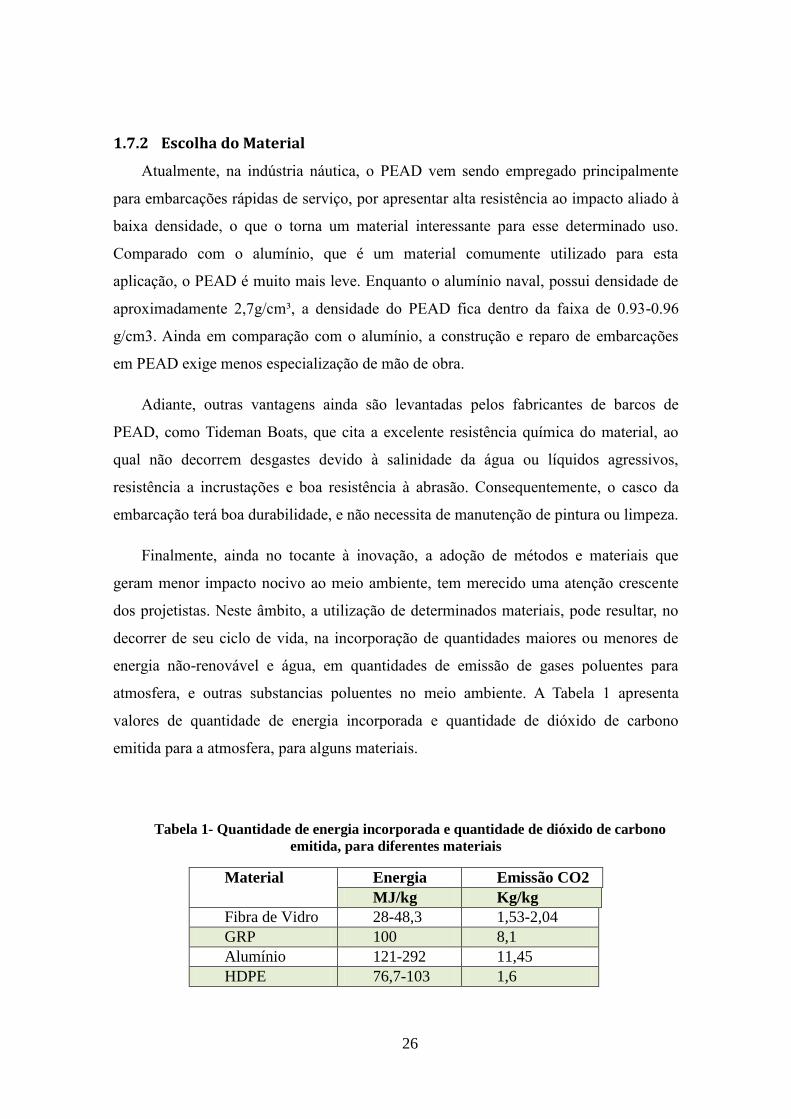
atmosfera, e outras substancias poluentes no meio ambiente. A Tabela 1 apresenta
valores de quantidade de energia incorporada e quantidade de dióxido de carbono
emitida para a atmosfera, para alguns materiais.
Tabela 1- Quantidade de energia incorporada e quantidade de dióxido de carbono
emitida, para diferentes materiais
Material Energia Emissão CO2
MJ/kg Kg/kg
Fibra de Vidro 28-48,3 1,53-2,04
GRP 100 8,1
Alumínio 121-292 11,45
HDPE 76,7-103 1,6
27
É visto que em comparação ao alumínio e plsatico reforçado com fibra de vidro
(Glass Reinforced Plastic, ou GRP), o PEAD infere em menos emissão de carbono e
menor quantidade de energia incorporada durante sua vida util. Ademais o PEAD é um
material que pode ser reciclado, apresentando, portanto, mais vantagens do ponto de
vista do desenvolvimento sustentável.
Em conclusão, o PEAD oferece vantagens de facilidade de construção e reparo,
baixa manutenção, e menor dano ao meio ambiente e saúde, quando comparado com os
materiais tradicionalmente utilizados na fabricação de pequenas embarcações, sendo
esses alumínio, madeira e fibra de vidro. Em contrapartida, é reconhecida a limitação da
utilização deste material para projeto de embarcações de maior porte devido à alta
flexibilidade do material.
28
Estudo de Caso: Comparação entre Embarcações em
PEAD e Alumínio
Esta parte do trabalho visa obter parâmetros para comparação entre um projeto de
embarcação desenvolvido em PEAD e um projeto similar em alumínio. Visto que
ambos os materiais apresentam boas propriedades mecânicas para aplicação em
embarcações rápidas, o objetivo desse estudo de caso é obter valores para o peso e custo
de material, para que essas informações possam servir de informação para as
considerações finais a respeito da escolha do material.
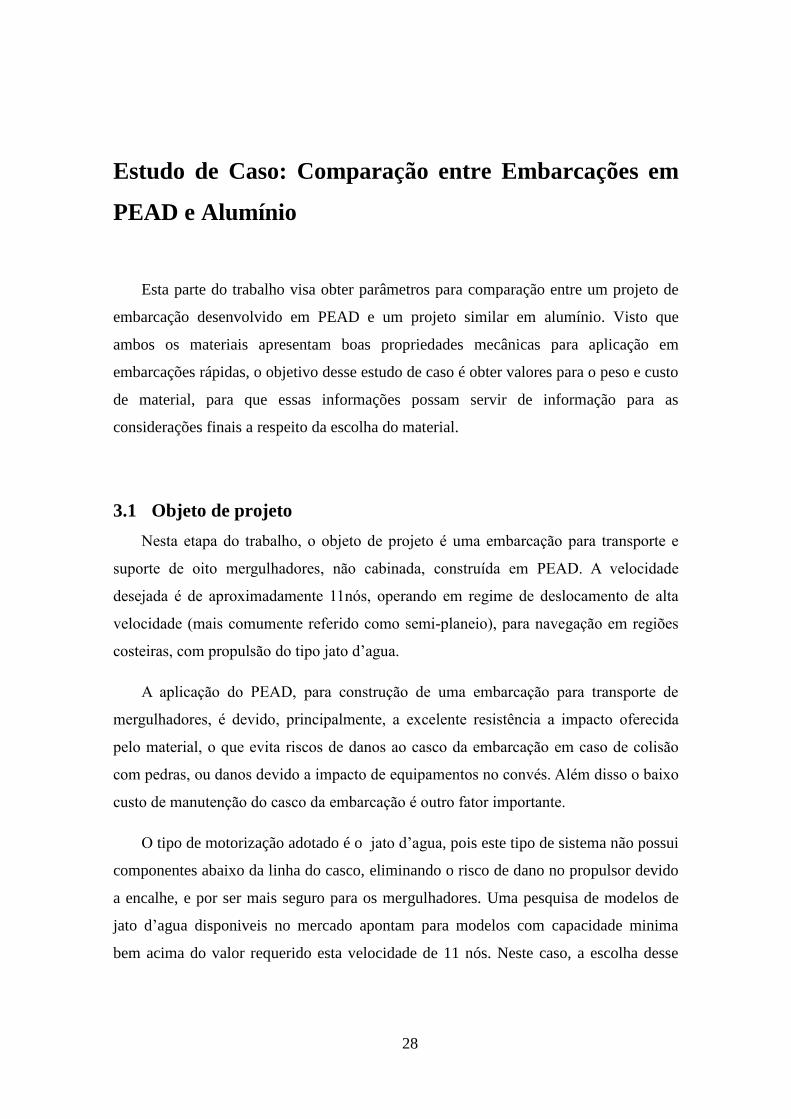
3.1 Objeto de projeto
Nesta etapa do trabalho, o objeto de projeto é uma embarcação para transporte e
suporte de oito mergulhadores, não cabinada, construída em PEAD. A velocidade
desejada é de aproximadamente 11nós, operando em regime de deslocamento de alta
velocidade (mais comumente referido como semi-planeio), para navegação em regiões
costeiras, com propulsão do tipo jato d’agua.
A aplicação do PEAD, para construção de uma embarcação para transporte de
mergulhadores, é devido, principalmente, a excelente resistência a impacto oferecida
pelo material, o que evita riscos de danos ao casco da embarcação em caso de colisão
com pedras, ou danos devido a impacto de equipamentos no convés. Além disso o baixo
custo de manutenção do casco da embarcação é outro fator importante.
O tipo de motorização adotado é o jato d’agua, pois este tipo de sistema não possui
componentes abaixo da linha do casco, eliminando o risco de dano no propulsor devido
a encalhe, e por ser mais seguro para os mergulhadores. Uma pesquisa de modelos de
jato d’agua disponiveis no mercado apontam para modelos com capacidade minima
bem acima do valor requerido esta velocidade de 11 nós. Neste caso, a escolha desse
29
tipo de sistema não representa a opção mais eficiente, contudo as vantagens
mencionadas acima justificam a escolha.
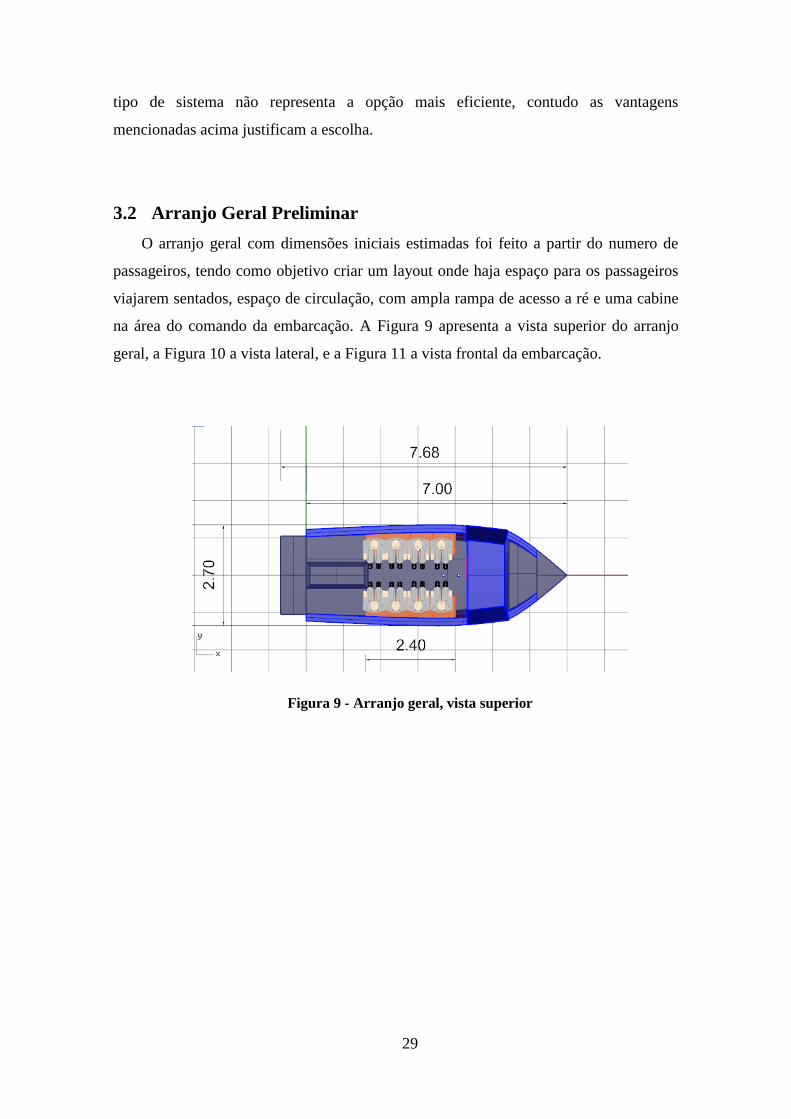
3.2 Arranjo Geral Preliminar
O arranjo geral com dimensões iniciais estimadas foi feito a partir do numero de
passageiros, tendo como objetivo criar um layout onde haja espaço para os passageiros
viajarem sentados, espaço de circulação, com ampla rampa de acesso a ré e uma cabine
na área do comando da embarcação. A Figura 9 apresenta a vista superior do arranjo
geral, a Figura 10 a vista lateral, e a Figura 11 a vista frontal da embarcação.
Figura 9 - Arranjo geral, vista superior

30
Figura 10 - Arranjo geral, vista lateral
Figura 11 - Arranjo geral, vista frontal
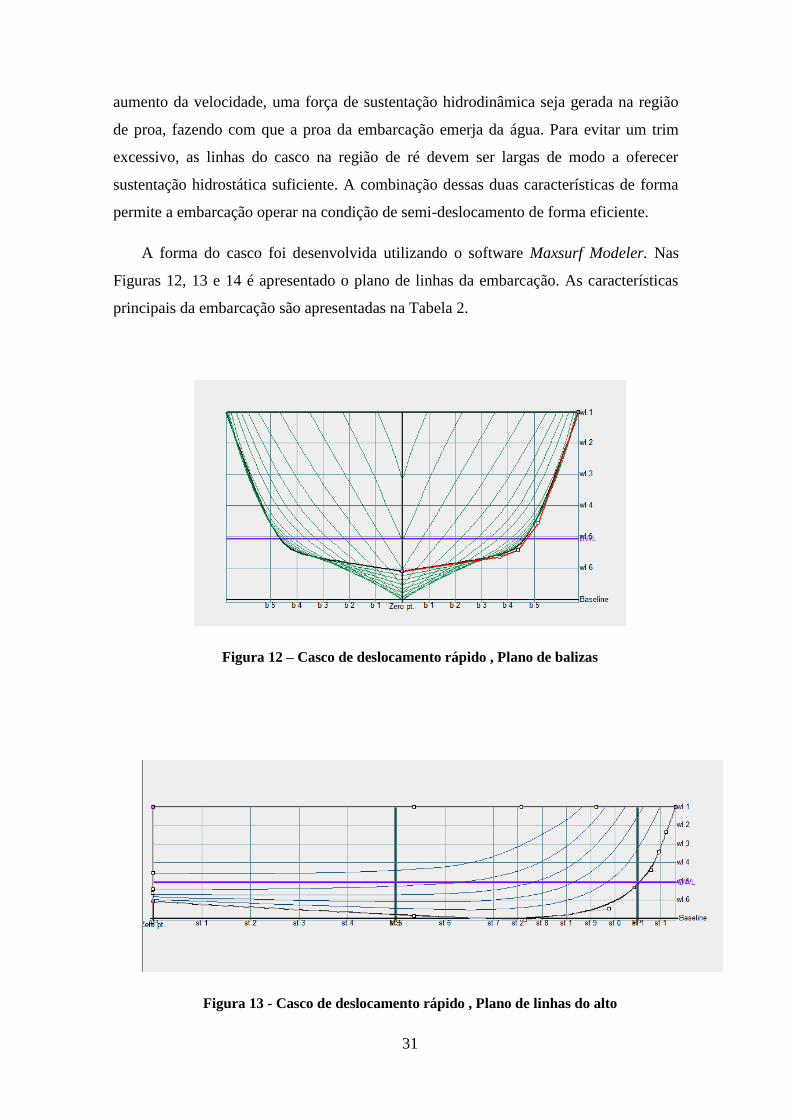
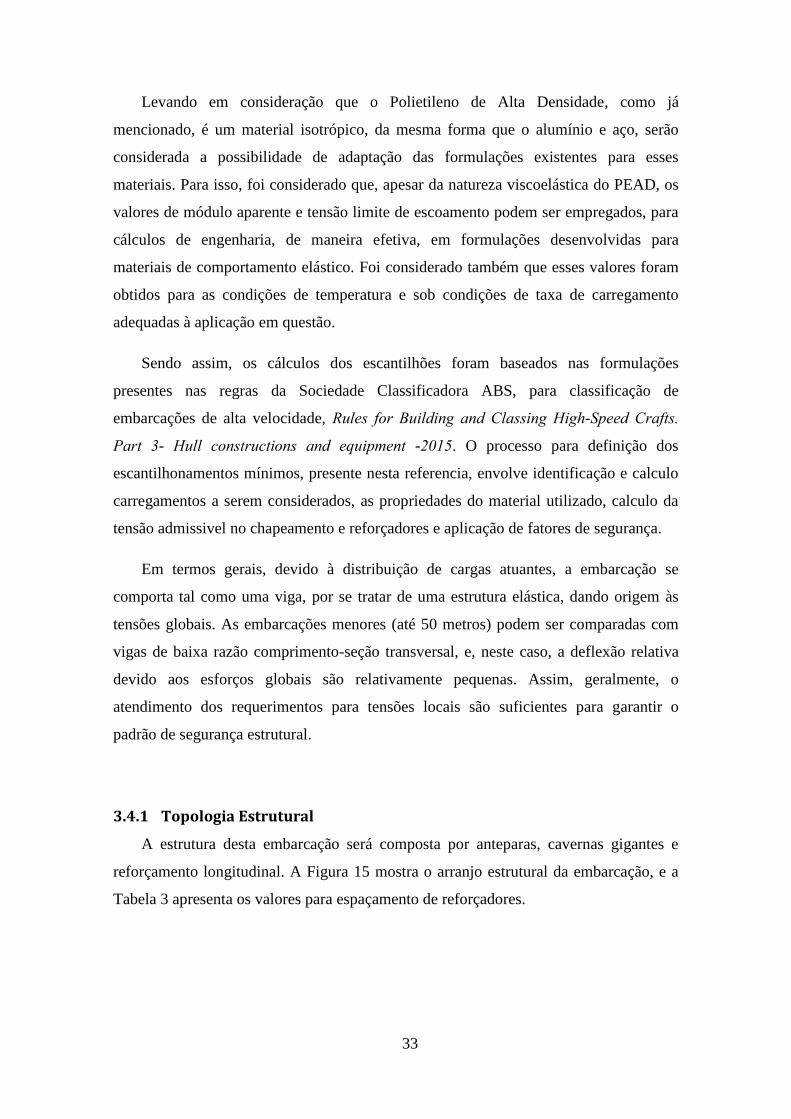
3.3 Forma do Casco
A forma do casco foi desenvolvida para operação em regime de semi -
deslocamento. Nesse regime de operação a faixa do numero de Froude (adimensional
utilizado para classificar as embarcações quanto ao seu regime de desempenho)
volumétrico é .
As linhas do casco são caracterizadas por baixo ângulo de entrada de linha d’água,
bojos arredondados (sem quina), seções constantes a ré, terminando em uma seção
transversal parcialmente submersa no transom. Este tipo de forma permite que, com o
31
aumento da velocidade, uma força de sustentação hidrodinâmica seja gerada na região
de proa, fazendo com que a proa da embarcação emerja da água. Para evitar um trim
excessivo, as linhas do casco na região de ré devem ser largas de modo a oferecer
sustentação hidrostática suficiente. A combinação dessas duas características de forma
permite a embarcação operar na condição de semi-deslocamento de forma eficiente.
A forma do casco foi desenvolvida utilizando o software Maxsurf Modeler. Nas
Figuras 12, 13 e 14 é apresentado o plano de linhas da embarcação. As características
principais da embarcação são apresentadas na Tabela 2.
Figura 12 – Casco de deslocamento rápido , Plano de balizas
Figura 13 - Casco de deslocamento rápido , Plano de linhas do alto

32
Figura 14 -- Casco de deslocamento rápido , Plano de linhas d'agua
Tabela 2 - Características principais da forma da embarcação de estudo
Comprimento (LOA) 7,00 m
Pontal (D) 1,49 m
Boca (B) 2,700 m
Deslocamento 2,261 t
Volume deslocado 2,206 m³
Calado (T) 0,500 m
Comprimento em WL
(LWL)
6,515 m
Boca max em WL 1,948 M
Coef. Prismático (Cp) 0,785
Coef. De Bloco. (Cb) 0,358
LCB 2,847 from aft perp.
(+ve fwd) m
3.4 Projeto Estrutural
Atualmente, ainda há pouca informação disponível a respeito de referências e guias
para o cálculo estrutural de embarcações em PEAD. A referência DNV (2010) fornece
considerações sobre requerimentos de fabricação e propriedades do material. Há ainda
um requerimento de espessura mínima para chapa de fundo e costado. A referência Türk
Loydu Istambul (2014), representa uma tentativa de desenvolver requerimentos para
garantir um nível de segurança no uso do PEAD para embarcações de serviço,
considerando-se a faixa de comprimento de 6 à 24 m, aproximadamente, e velocidades
até 45 nós.
33
Levando em consideração que o Polietileno de Alta Densidade, como já
mencionado, é um material isotrópico, da mesma forma que o alumínio e aço, serão
considerada a possibilidade de adaptação das formulações existentes para esses
materiais. Para isso, foi considerado que, apesar da natureza viscoelástica do PEAD, os
valores de módulo aparente e tensão limite de escoamento podem ser empregados, para
cálculos de engenharia, de maneira efetiva, em formulações desenvolvidas para
materiais de comportamento elástico. Foi considerado também que esses valores foram
obtidos para as condições de temperatura e sob condições de taxa de carregamento
adequadas à aplicação em questão.
Sendo assim, os cálculos dos escantilhões foram baseados nas formulações
presentes nas regras da Sociedade Classificadora ABS, para classificação de
embarcações de alta velocidade, Rules for Building and Classing High-Speed Crafts.
Part 3- Hull constructions and equipment -2015. O processo para definição dos
escantilhonamentos mínimos, presente nesta referencia, envolve identificação e calculo
carregamentos a serem considerados, as propriedades do material utilizado, calculo da
tensão admissivel no chapeamento e reforçadores e aplicação de fatores de segurança.
Em termos gerais, devido à distribuição de cargas atuantes, a embarcação se
comporta tal como uma viga, por se tratar de uma estrutura elástica, dando origem às
tensões globais. As embarcações menores (até 50 metros) podem ser comparadas com
vigas de baixa razão comprimento-seção transversal, e, neste caso, a deflexão relativa
devido aos esforços globais são relativamente pequenas. Assim, geralmente, o
atendimento dos requerimentos para tensões locais são suficientes para garantir o
padrão de segurança estrutural.
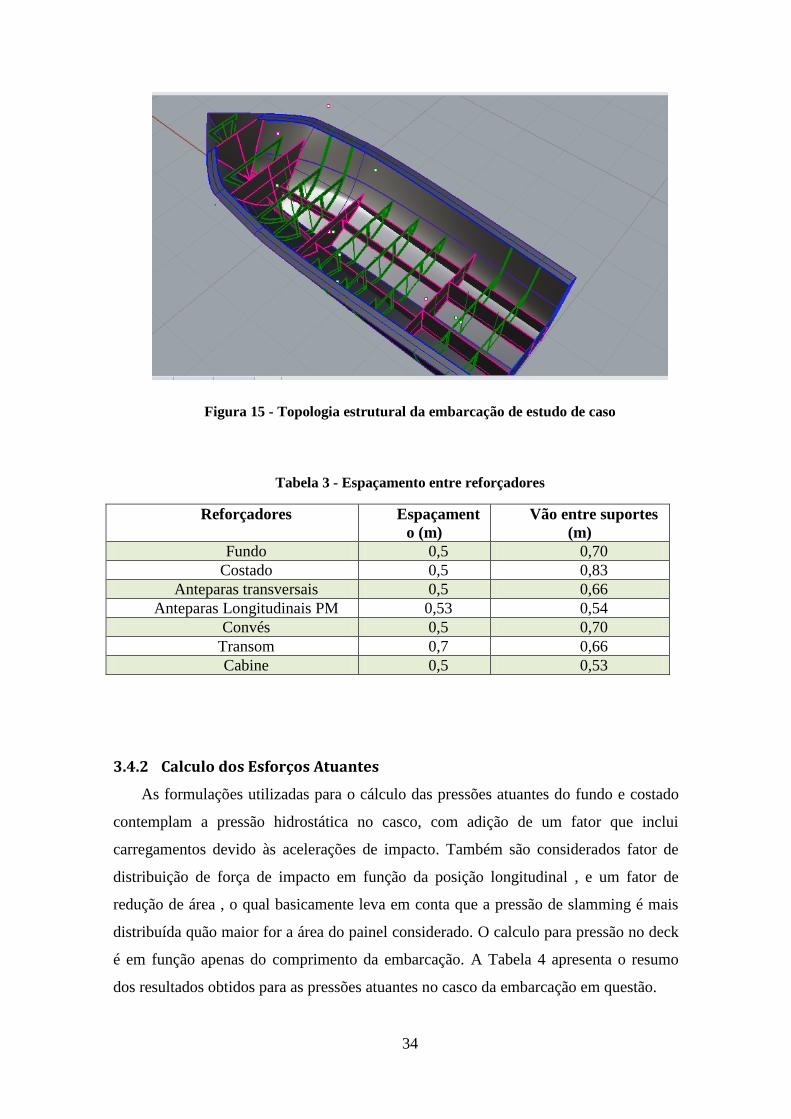
3.4.1 Topologia Estrutural
A estrutura desta embarcação será composta por anteparas, cavernas gigantes e
reforçamento longitudinal. A Figura 15 mostra o arranjo estrutural da embarcação, e a
Tabela 3 apresenta os valores para espaçamento de reforçadores.
34
Figura 15 - Topologia estrutural da embarcação de estudo de caso
Tabela 3 - Espaçamento entre reforçadores
Reforçadores Espaçament
o (m)
Vão entre suportes
(m)
Fundo 0,5 0,70
Costado 0,5 0,83
Anteparas transversais 0,5 0,66
Anteparas Longitudinais PM 0,53 0,54
Convés 0,5 0,70
Transom 0,7 0,66
Cabine 0,5 0,53
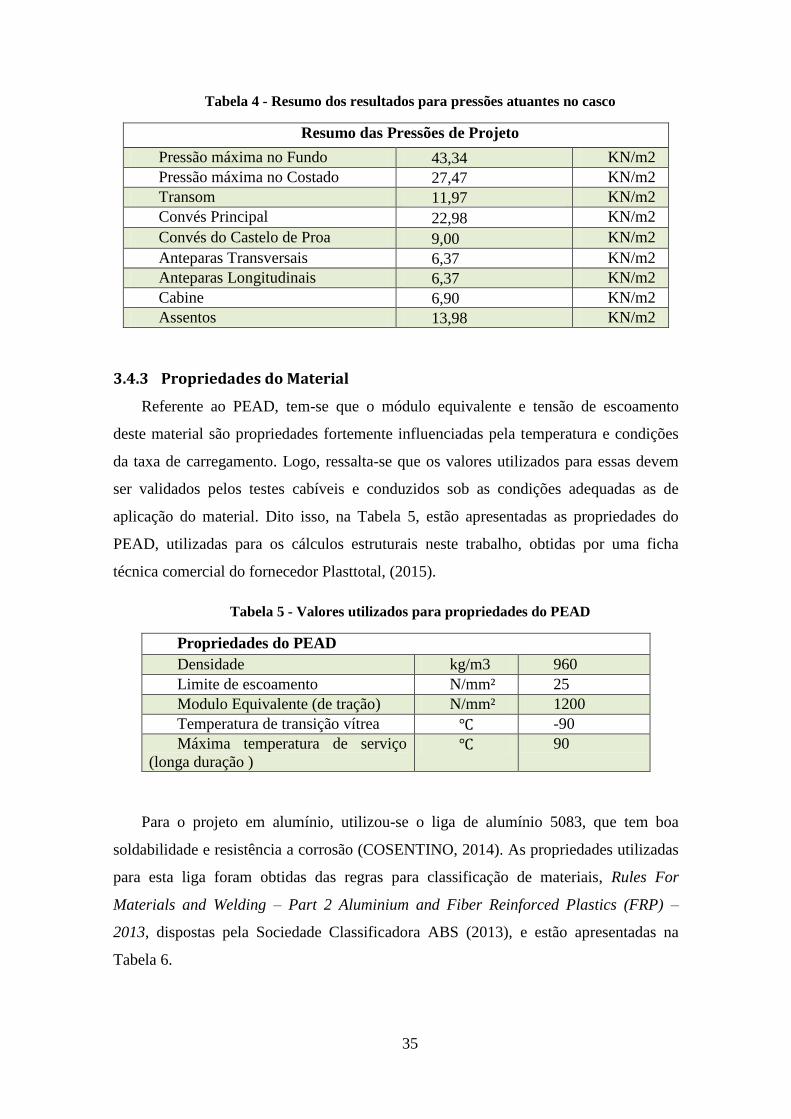
3.4.2 Calculo dos Esforços Atuantes
As formulações utilizadas para o cálculo das pressões atuantes do fundo e costado
contemplam a pressão hidrostática no casco, com adição de um fator que inclui
carregamentos devido às acelerações de impacto. Também são considerados fator de
distribuição de força de impacto em função da posição longitudinal , e um fator de
redução de área , o qual basicamente leva em conta que a pressão de slamming é mais
distribuída quão maior for a área do painel considerado. O calculo para pressão no deck
é em função apenas do comprimento da embarcação. A Tabela 4 apresenta o resumo
dos resultados obtidos para as pressões atuantes no casco da embarcação em questão.
35
Tabela 4 - Resumo dos resultados para pressões atuantes no casco
Resumo das Pressões de Projeto
Pressão máxima no Fundo 43,34 KN/m2
Pressão máxima no Costado 27,47 KN/m2
Transom 11,97 KN/m2
Convés Principal 22,98 KN/m2
Convés do Castelo de Proa 9,00 KN/m2
Anteparas Transversais 6,37 KN/m2
Anteparas Longitudinais 6,37 KN/m2
Cabine 6,90 KN/m2
Assentos 13,98 KN/m2
3.4.3 Propriedades do Material
Referente ao PEAD, tem-se que o módulo equivalente e tensão de escoamento
deste material são propriedades fortemente influenciadas pela temperatura e condições
da taxa de carregamento. Logo, ressalta-se que os valores utilizados para essas devem
ser validados pelos testes cabíveis e conduzidos sob as condições adequadas as de
aplicação do material. Dito isso, na Tabela 5, estão apresentadas as propriedades do
PEAD, utilizadas para os cálculos estruturais neste trabalho, obtidas por uma ficha
técnica comercial do fornecedor Plasttotal, (2015).
Tabela 5 - Valores utilizados para propriedades do PEAD
Propriedades do PEAD
Densidade kg/m3 960
Limite de escoamento N/mm² 25
Modulo Equivalente (de tração) N/mm² 1200
Temperatura de transição vítrea -90
Máxima temperatura de serviço
(longa duração ) 90
Para o projeto em alumínio, utilizou-se o liga de alumínio 5083, que tem boa
soldabilidade e resistência a corrosão (COSENTINO, 2014). As propriedades utilizadas
para esta liga foram obtidas das regras para classificação de materiais, Rules For
Materials and Welding – Part 2 Aluminium and Fiber Reinforced Plastics (FRP) –
2013, dispostas pela Sociedade Classificadora ABS (2013), e estão apresentadas na
Tabela 6.

36
Tabela 6 – Valores utilizados para as propriedades do alumínio
Propriedades do Alumínio 5083 – H32
Densidade t/
m3
2,
66
Limite de escoamento N/
mm²
1
45
Modulo Equivalente (de
tração)
N/
mm²
7
2.000
3.4.4 Tensão de Projeto
De acordo com Larsson & Eliasson (2000) a tensão de projeto, ou tensão
admissível, presente nas formulações da ABS (2015) é uma fração da tensão de
escoamento do material, variando com a localização da chapa ou reforço. Portanto, será
considerado que esses fatores dependem somente da composição dos esforços locais em
cada localidade da estrutura do casco, sendo portanto, aplicáveis para o projeto em
PEAD. A Tabela 7 apresenta os fatores de tensão admissível utilizados para a
determinação das tensões de projeto, para o dimensionamento de chapas, para os dois
materiais estudados.
Tabela 7 - Tensões de projeto para cálculos do chapeamento- PEAD e Alumínio
Chapas
Fator de
tensão admissível
(%Tensão de
escoamento)
Tensão
Admissível
PEAD (N/mm²)
Tensão
Admissível
Alumínio
(N/mm²)
Fundo 55,00 13,75 79,75
Costado 55,00 13,75 79,75
Convés Principal 55,00 15,00 87,00
Convés Castelo de Proa 60,00 15,00 87,00
Anteparas Transversais 60,00 15,00 87,00
Anteparas Longitudinais 60,00 15,00 87,00
Cabine 60,00 15,00 87,00
Assentos 60,00 15,00 87,00
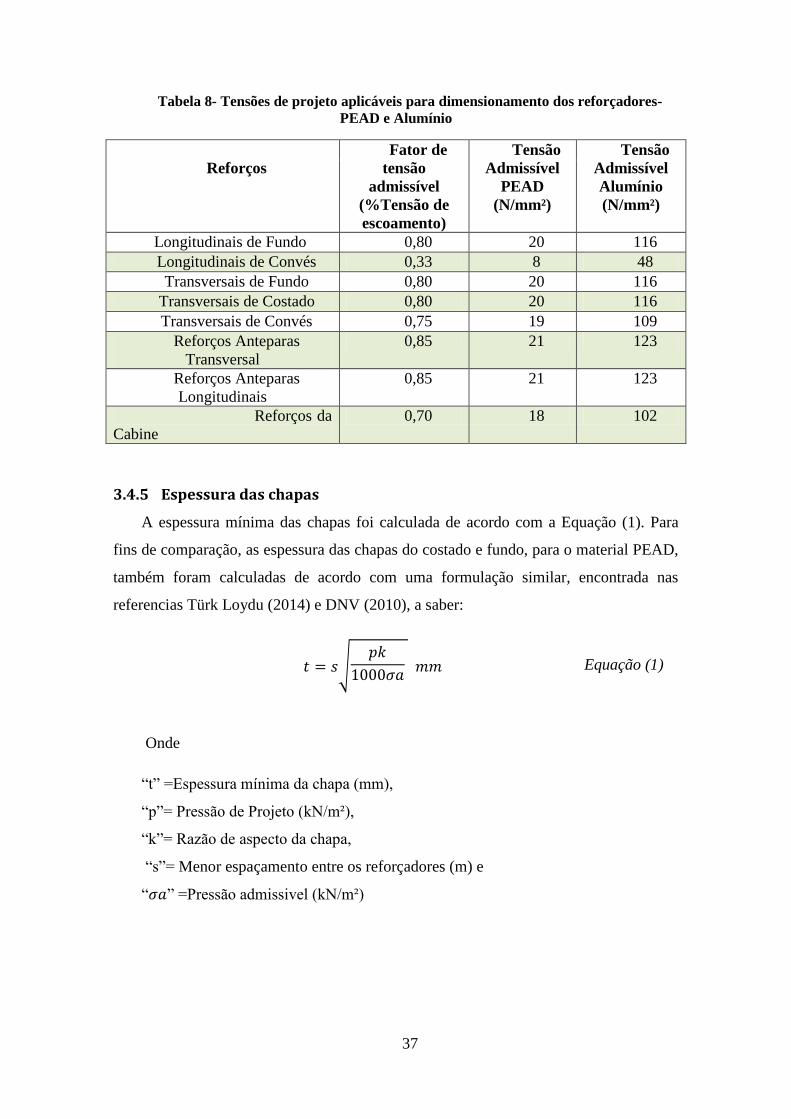
A Tabela 8 apresenta os fatores de tensão admissível utilizados para o calculo das
tensões de projeto, para o dimensionamento dos reforçadores.
37
Tabela 8- Tensões de projeto aplicáveis para dimensionamento dos reforçadores-
PEAD e Alumínio
Reforços
Fator de
tensão
admissível
(%Tensão de
escoamento)
Tensão
Admissível
PEAD
(N/mm²)
Tensão
Admissível
Alumínio
(N/mm²)
Longitudinais de Fundo 0,80 20 116
Longitudinais de Convés 0,33 8 48
Transversais de Fundo 0,80 20 116
Transversais de Costado 0,80 20 116
Transversais de Convés 0,75 19 109
Reforços Anteparas
Transversal
0,85 21 123
Reforços Anteparas
Longitudinais
0,85 21 123
Reforços da
Cabine
0,70 18 102
3.4.5 Espessura das chapas
A espessura mínima das chapas foi calculada de acordo com a Equação (1). Para
fins de comparação, as espessura das chapas do costado e fundo, para o material PEAD,
também foram calculadas de acordo com uma formulação similar, encontrada nas
referencias Türk Loydu (2014) e DNV (2010), a saber:
√
Equação (1)
Onde
“t” =Espessura mínima da chapa (mm),
“p”= Pressão de Projeto (kN/m²),
“k”= Razão de aspecto da chapa,
“s”= Menor espaçamento entre os reforçadores (m) e
“ ” =Pressão admissivel (kN/m²)

38
√
( ) Equação (2)
Onde
“L” = Comprimento da embarcação (m),
“PF” = Fator de pressão de projeto estimada, em função do comprimento e
velocidade de serviço ,
“t” e “s” como descritos acima.
“k” = Fator de material, sendo igual a:
K= 1,00 para PEAD
K= 0,85 para PEMD
K= 0,72 para PEBD
Em adição, para o projeto em PEAD, a espessura mínima de chapa utilizada foi de
8 mm, para que o material possa ser bem soldado sem a necessidade de fazer uma solda
muito controlada de modo a evitar deformações. Os resultados para as espessuras das
chapas para o projeto em PEAD são apresentados na Tabela 9.
Tabela 9 - Resultados de espessura de chapas de PEAD
Chapa Espessura
mín PEAD (mm)
- ABS
Espessura
mín PEAD (mm) -
Loydu
Espessura
comercial PEAD
(mm)
Fundo 14,96 13,03 15,00
Costado e Transom 12,08 11,29 15,00
Convés Principal 12,88 - 15,00
Convés Castelo de
Proa
8,06 - 8,00
Anteparas
Transversais
6,63 - 8,00
Anteparas
Longitudinais
5,80 - 8,00
Cabine 6,18 - 8,00
Assentos 10,00 10,00
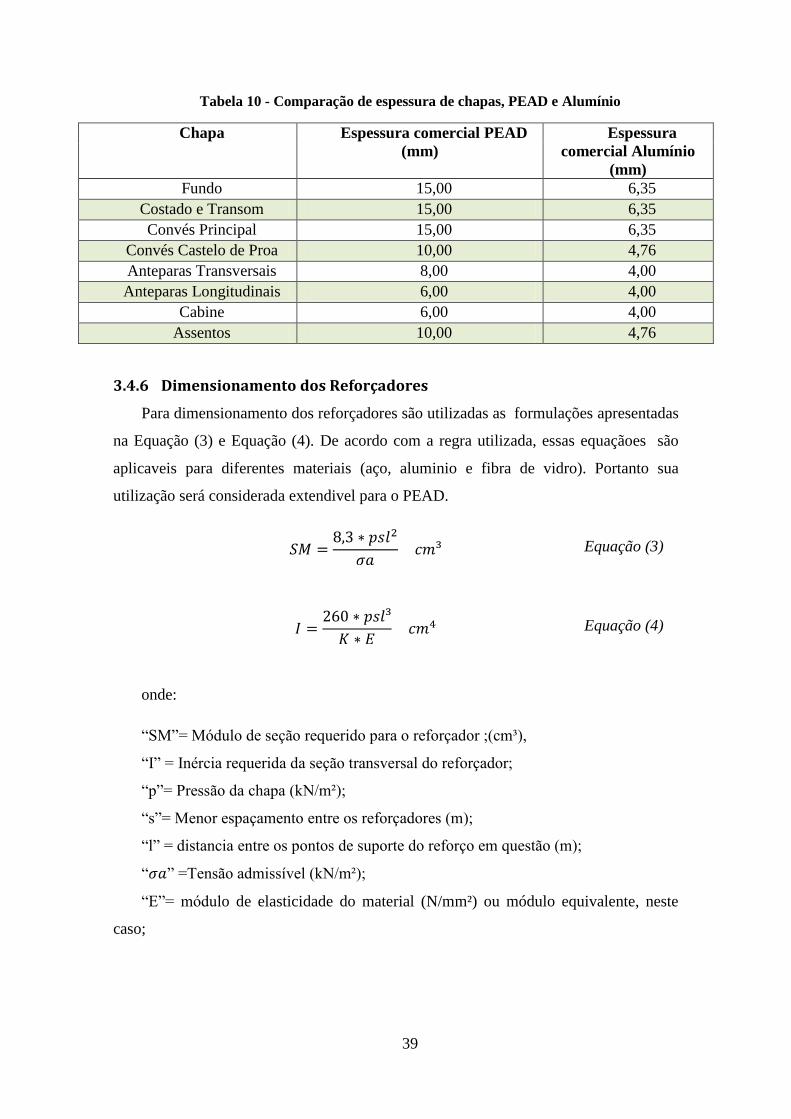
A Tabela 10 apresenta a comparação das espessuras de chapas utilizadas para os
dois projetos:
39
Tabela 10 - Comparação de espessura de chapas, PEAD e Alumínio
Chapa Espessura comercial PEAD
(mm)
Espessura
comercial Alumínio
(mm)
Fundo 15,00 6,35
Costado e Transom 15,00 6,35
Convés Principal 15,00 6,35
Convés Castelo de Proa 10,00 4,76
Anteparas Transversais 8,00 4,00
Anteparas Longitudinais 6,00 4,00
Cabine 6,00 4,00
Assentos 10,00 4,76
3.4.6 Dimensionamento dos Reforçadores
Para dimensionamento dos reforçadores são utilizadas as formulações apresentadas
na Equação (3) e Equação (4). De acordo com a regra utilizada, essas equaçãoes são
aplicaveis para diferentes materiais (aço, aluminio e fibra de vidro). Portanto sua
utilização será considerada extendivel para o PEAD.
Equação (3)
Equação (4)
onde:
“SM”= Módulo de seção requerido para o reforçador ;(cm³),
“I” = Inércia requerida da seção transversal do reforçador;
“p”= Pressão da chapa (kN/m²);
“s”= Menor espaçamento entre os reforçadores (m);
“l” = distancia entre os pontos de suporte do reforço em questão (m);
“ ” =Tensão admissível (kN/m²);
“E”= módulo de elasticidade do material (N/mm²) ou módulo equivalente, neste
caso;

40
“K” = Fator dependente do tipo de reforço e do material utilizado. Para a presente
regra, este valor varia entre 0,0015 e 0,0018. Como não há referência sobre valor para o
material PEAD, adotou-se, conservadoramente, o valor de 0,003.
Na Tabela 11 são apresentados os resultados de cálculos para modulo de seção
requerido e inercia requerida dos reforçadores, para o projeto em PEAD, e as dimensões
dos perfis:
Tabela 11 - Resultados para dimensionamento dos reforçadores para PEAD
Reforçadores SM
req.
(cm³)
I req.
(cm4)
PERFIL
Longitudinais de Fundo 38,9 273,9 I 80 x 15
Longitudinais de Convés 40,6 145,2 I 80 x 15
Transversais de Fundo - Área 1 e 2 57,8 801,3 I 115 x 15
Transversais de Fundo - Área 3 e 4 50,5 535,2 I 100 x 15
Transversais de Costado - Área 1 34,8 500,8 I 95 x 15
Transversais de Costado - Área 2 28,3 407,2 I 88 x 15
Transversais de Costado - Área 3 e 4 22,9 247,1 I 75 x 15
Transversais de Convés 25,0 284,7 I 75 x 15
Reforços Anteparas Transversal 5,4 66,1 I 60 x 8
Reforços Anteparas Longitudinais 3,9 38,4 I 50 x 8
Reforços da Cabine 4,3 37,1 I 50 x 8
Os resultados obtidos para o projeto em alumínio estão mostrados na Tabela 12:
Tabela 12 - Resultados para dimensionamento dos reforçadores, para alumínio
Reforçador SM
req. (cm³)
I req.
(cm4)
PERFIL
Longitudinais de Fundo 5,7 43,6 I 58 x 6,35
Longitudinais de Convés 7,0 40,3 I 55 x 6,35
Transversais de Fundo - Área 1 e 2 10,0 190,8 I 100 x 6,35
Transversais de Fundo - Área 3 e 4 8,7 127,4 I 85 x 6,35
Transversais de Costado - Área 1 6,0 119,2 I 85 x 6,35
Transversais de Costado - Área 3 e 4 3,9 58,8 I 65 x 6,35
Transversais de Convés 4,3 79,1 I 75 x 6,35
Reforços Anteparas Transversal 0,9 15,7 I 50 x 4,0
Reforços Anteparas Longitudinais 0,7 9,1 I 40 x 4,0
Reforços da Cabine 0,7 8,8 I 40 x 4,0
41
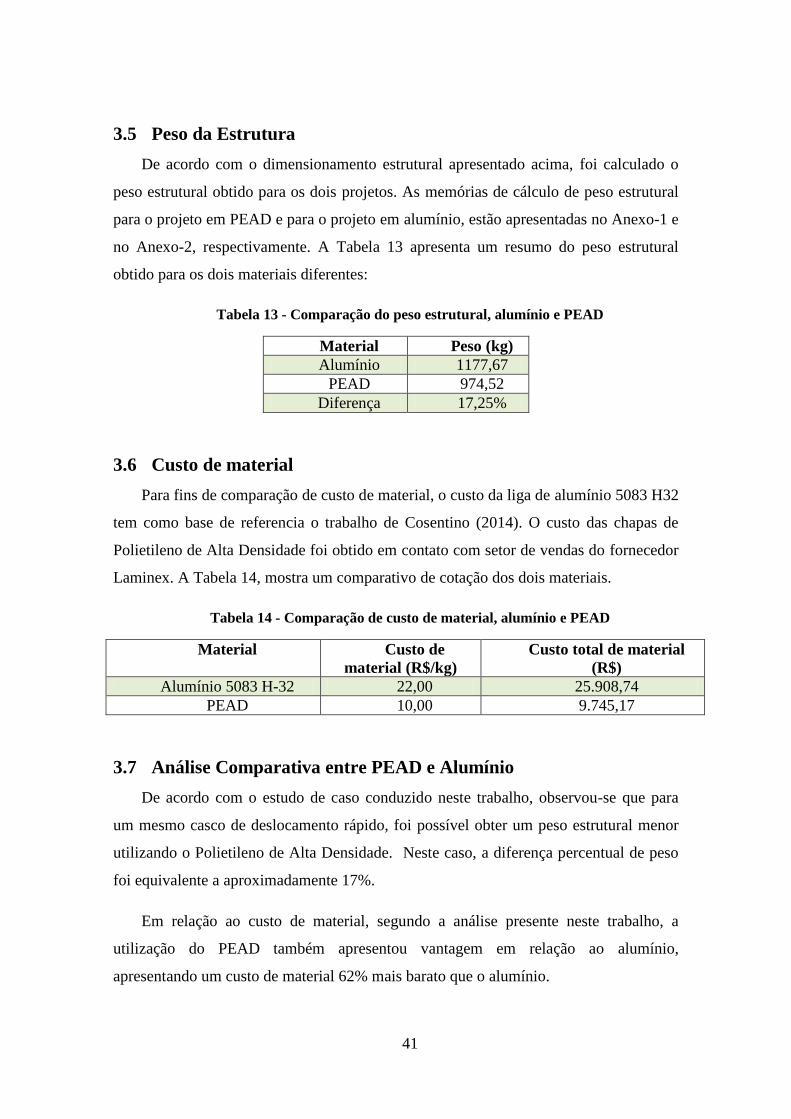
3.5 Peso da Estrutura
De acordo com o dimensionamento estrutural apresentado acima, foi calculado o
peso estrutural obtido para os dois projetos. As memórias de cálculo de peso estrutural
para o projeto em PEAD e para o projeto em alumínio, estão apresentadas no Anexo-1 e
no Anexo-2, respectivamente. A Tabela 13 apresenta um resumo do peso estrutural
obtido para os dois materiais diferentes:
Tabela 13 - Comparação do peso estrutural, alumínio e PEAD
Material Peso (kg)
Alumínio 1177,67
PEAD 974,52
Diferença 17,25%
3.6 Custo de material
Para fins de comparação de custo de material, o custo da liga de alumínio 5083 H32
tem como base de referencia o trabalho de Cosentino (2014). O custo das chapas de
Polietileno de Alta Densidade foi obtido em contato com setor de vendas do fornecedor
Laminex. A Tabela 14, mostra um comparativo de cotação dos dois materiais.
Tabela 14 - Comparação de custo de material, alumínio e PEAD
Material Custo de
material (R$/kg)
Custo total de material
(R$)
Alumínio 5083 H-32 22,00 25.908,74
PEAD 10,00 9.745,17
3.7 Análise Comparativa entre PEAD e Alumínio
De acordo com o estudo de caso conduzido neste trabalho, observou-se que para
um mesmo casco de deslocamento rápido, foi possível obter um peso estrutural menor
utilizando o Polietileno de Alta Densidade. Neste caso, a diferença percentual de peso
foi equivalente a aproximadamente 17%.
Em relação ao custo de material, segundo a análise presente neste trabalho, a
utilização do PEAD também apresentou vantagem em relação ao alumínio,
apresentando um custo de material 62% mais barato que o alumínio.
42
3.8 Considerações do Estudo de Caso
Segundo as analises comparativas entre os dois projetos similares em questão, o
Polietileno de Alta Densidade apresentou vantagens em relação ao peso e ao custo de
material. Observa-se que, em relação a questão da diminuição do peso leve da
embarcação, devida atenção deve ser dada na fase de projeto para a estabilidade de
embarcações construidas em PEAD, principalmente no que concerne a altura maxima
do centro de gravidade, em vista de garantir uma estabilidade adequada.
Aponta-se ainda que um estudo mais detalhado sobre os custos totais de construção,
incluindo custos com mão de obra, constribuirão para uma tomada de decisão mais
acertada no que se refere aos custos do projeto.
Neste trabalho foi possível desenvolver o projeto estrutural de uma embarcação em
PEAD aplicando as formulações existentes para aço e alumínio. Neste caso, foi
assumido que, apesar do polietileno possuir comportamento mecânico viscoelástico, as
formulações para cálculos de escantilhões para materiais elásticos podem ser aplicadas,
se os valores para tensão de escoamento e modulo de elasticidade forem estabelecidos
para as condições corretas de aplicação do material. Ressalta-se que é necessário
considerar as condições de temperatura e o tipo de tensão aplicada (uniaxial ou
multiaxial, magnitude da tensão aplicada e duração de aplicação da tensão).
A flambagem local do elemento estrutural não foi abordada neste trabalho.
Todavia, este pode vir a ser um ponto crítico para projeto de embarcações em PEAD,
uma vez que este é um material de baixa rigidez se comparado com materiais metálicos.
Quanto ao valor utilizado para o modulo aparente, este foi obtido por testes de carga
uniaxial, logo se considera que este valor tende a ser conservador, visto que, quando
sujeito a uma carga multiaxial, a resposta de deformação do polietileno é inibida, o que
resulta em um aumento do modulo aparente do material. (PPI, 2012).
Ressalta-se que ainda não há estudos mais aprofundados que possam servir de base
para validar a adaptação das formulações para o cálculo dos escantilhões de estruturas
de embarcações construídas em aço e alumínio para construções em PEAD. Posto isso,
indica-se a necessidade de um avanço no estudo de analise estrutural de embarcações
em PEAD e do desenvolvimento de regras especificas para sua classificação.

43
.
4 Considerações Finais
Neste trabalho foi realizado uma seleção de informações, atraves da pesquisa de
livros, trabalhos, dissertações, e contato direto com pessoas que atuam no ramo de
fabricação de embarações de PEAD, de forma a construir um material compacto e claro
de informações relevantes de engenharia sobre a utilização do PEAD para para esta
aplicação, contribuindo desta forma para futuros trabalhos ligados a este tema.
Foi mostrado que o Polietileno de Alta Densidade possui ampla utilidade para
aplicação em engenharia, e também na área nautica, sobretudo para construção de
embarcações de serviço. Atualmente, no Brasil, este material vem tendo crescentemente
empregado para projetos de embarcações militares, que necessitam ser extremamente
resistentes a impactos locais.
Foi visto que este material também apresenta grande vantagem em termos de
baixissimo custo de manutenção do casco, possuindo excelente resistencia quimica e
abrasiva. Em adição a isso, o PEAD possui grande oferta no mercado, sendo um
material de baixo custo aquisitivo. O método construtivo de soldagem de chapas semi-
acabadas não requer alta especialização da mão de obra. Todas essas caracteristicas
apontam para uma redução dos custos construtivos e de manutenção.
Contudo, tem-se que o Polietileno de Alta Densidade ainda não é um material
classificado para construção de embarcações, tendo suas possibilidades de aplicação
reduzidas por conta disso. Principalmente, aponta-se que um estudo mais aprofundado a
respeito do comportamento estrutural de embarcações construidas em PEAD , assim
como estudos para elaboração de regras de classificação especificas para Polietileno de
Alta Densidade, são dois pontos de grande importancia para a o desenvolvimento de
novos projetos em PEAD, visando a segurança no emprego deste material.
Ainda, a respeito do desenvolvimento de projeto de embarcações feitas em
termoplasticos, um maior entendimento sobre o comportamento mecanico dese material
é conclusivo para a otimização dessas. Informações referentes a detalhes da

44
construtivos, provenientes da prática, também podem vir a contribuir positivamente
para o desenvolvimento de novas soluções em engenharia e novas tecnologias.

45
5 Referências Bibliográficas
- American Bureau of Shipping. Rules for building and classing high-speed
crafts. Part 3- Hull constructions and equipment. 2015.
- American Bureau of Shipping. Rules for materials and welding. Part 2-
Aluminium and fiber reinforced plastics (FRP). 2013.
- CANEVAROLO JR, S. V. Ciência dos Polímeros: Um texto básico para
tecnólogos e engenheiros, Artliber Editora Ltda, 2006.
- COSENTINO, R. L. 2014. Análise da topologia estrutural e sua influência no
custo de fabricação do casco de catamarãs em alumínio. Projeto de Graduação –
Escola Politécnica, Universidade Federal do Rio de Janeiro, Rio de Janeiro.
- COUTINHO, F. M. B., MELLO, I. L. & SANTA MARIA, L. C. Polietileno:
Principais tipos propriedades e aplicações, Polímeros: Ciência e Tecnologia, v.13, n. 1,
p. 1-13, 2003.
- Det Norke Veritas. Rules for classification of hight speed light craft and naval
surface craft. Part 3, Ch. 1, Design principles, design loads. Janeiro 2011
- GIRO, F. L., 2016. Soldagem por extrusão em chapas de polietileno de alta
densidade. Projeto de Graduação – Escola Politécnica, Universidade Federal do Rio de
Janeiro, Rio de Janeiro.
- LARSSON L. & ELIASSON R. E. Principals of Yatch Design, 2 ed., Adlard
Coles Nautical, 2000.
- MESQUITA, F. A. 2010. Modificação das propriedades do polietileno de alta
densidade por diferentes condições de extrusão. Dissertação (Mestrado) – Escola
Politécnica, Universidade de São Paulo, São Paulo.
- SANTOS, A. C. C. 2011. 32f. Avaliação das propriedades e aplicações do
PEUAPM. Trabalho de Conclusão de Curso (Especialização) – Escola Politécnica,
Universidade Federal da Bahia, Salvador.
- Türk Loydu Istambul. Tentative Rules for Polyethylene Crafts. 2014
- Handbook of Polyethylene Pipe, The Plastics Pipe Institute, Inc. 2nd ed., 2012
46
Referências Online:
- Braskem. O setor petroquímico. [Acesso em 15 de Janeiro de 2018]. Disponível
em: http://www.braskem-ri.com.br/o-setor-petroquimico
- LANA, C. R. 2006. Polímeros sintéticos: Plásticos promoveram revolução em
nosso cotidiano [Acesso em 15 de Janeiro de 2018]. Disponível em:
https://educacao.uol.com.br/disciplinas/quimica/polimeros-sinteticos-plasticos-
promoveram-revolucao-em-nosso-cotidiano.htm
- Plasttotal. 2015. PEAD ou polietileno informações técnicas.pdf. [Acesso em 22
de Dezembro de 2017]. Disponível em: http://www.plasttotal.com.br/plasticos-de-
engenharia-polietileno.php
- QUEVEDO, R. T. 2016. Polímeros. [Acesso em 15 de Janeiro de 2018].
Disponível em: https://www.infoescola.com/quimica/polimeros/
- SOUZA, L. A.. 2018. Descoberta dos polímeros. [Acesso em 15 de Janeiro de
2018]. Disponível em: http://mundoeducacao.bol.uol.com.br/quimica/descoberta-dos-
polimeros.htm
- Tideman Boats. HDPE – the indestructible plastic – 10 reasons to choose a
HDPE workboat. [Acesso em 22 de Dezembro de 2017]. Disponível em:
http://tidemanboats.com/hdpe-the-new-plastic-10-reasons-to-choose-a-hdpe-workboat/.

47
Anexo-1
Tabela Anexo 1 - Memória de cálculo de peso estrutural para projeto em PEAD
(m2) (mm) (kg)
Chapa Área Espes
sura
Peso
Chapas do Fundo 16,92 15,00 283,65
Chapas do Costado 10,18 15,00 146,59
Chapas do Convés Principal 12,12 15,00 174,53
Chapas do Castelo de Proa 1,63 8,00 12,52
Chapa da Rampa 1,43 15,00 20,59
Chapa do Transom 1,02 15,00 14,69
Chapas da Cabine 8,25 8,00 63,36
Antepara 01 1,08 8,00 8,29
Antepara 02 1,01 8,00 7,76
Antepara 03 1,11 8,00 8,52
Antepara 04 0,82 8,00 6,30
Anteparas Longitudinais (2) 11,31 8,00 86,86
Assentos Passageiros (2) 4,90 10,00 47,04
(m) (mm) (mm) (kg)
Reforçadores Compri
mento
Altur
a
Espessura Peso
Longitudinais de Fundo 13,28 80,00 15,00 15,30
Longitudinais de Convés 13,28 80,00 15,00 15,30
Transversais de Fundo - Área 1 e
2
9,00 115,0
0
15,00 14,90
Transversais de Fundo - Área 3 e
4
7,20 100,0
0
15,00 10,37
Transversais de Costado - Área 1 4,80 95,00 15,00 6,57
Transversais de Costado - Área 3
e 4
4,80 75,00 15,00 5,18
Transversais de Convés 16,00 75,00 15,00 17,28
Reforços Anteparas Transversal 7,60 60,00 8,00 3,50
Reforços Antepara Longitudinais 2,40 50,00 8,00 0,92
Reforços da Cabine 11,70 50,00 8,00 4,49
SUBTOTAL 974,52
48
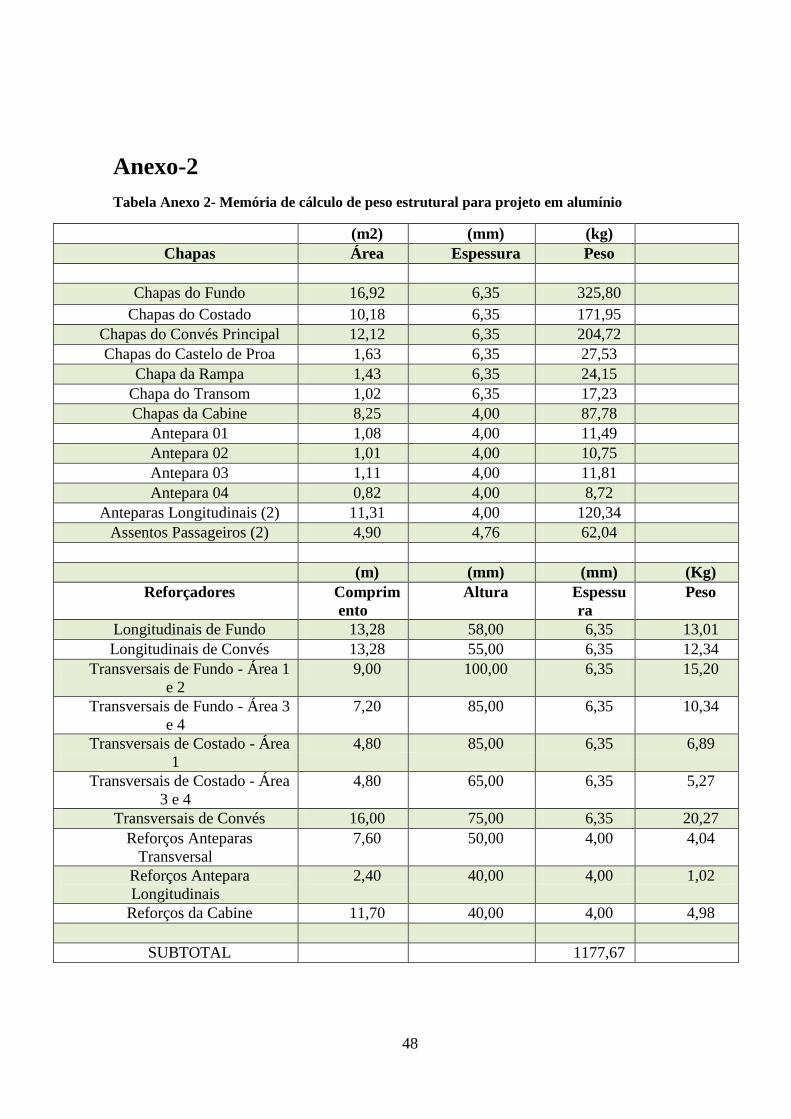
Anexo-2
Tabela Anexo 2- Memória de cálculo de peso estrutural para projeto em alumínio
(m2) (mm) (kg)
Chapas Área Espessura Peso
Chapas do Fundo 16,92 6,35 325,80
Chapas do Costado 10,18 6,35 171,95
Chapas do Convés Principal 12,12 6,35 204,72
Chapas do Castelo de Proa 1,63 6,35 27,53
Chapa da Rampa 1,43 6,35 24,15
Chapa do Transom 1,02 6,35 17,23
Chapas da Cabine 8,25 4,00 87,78
Antepara 01 1,08 4,00 11,49
Antepara 02 1,01 4,00 10,75
Antepara 03 1,11 4,00 11,81
Antepara 04 0,82 4,00 8,72
Anteparas Longitudinais (2) 11,31 4,00 120,34
Assentos Passageiros (2) 4,90 4,76 62,04
(m) (mm) (mm) (Kg)
Reforçadores Comprim
ento
Altura Espessu
ra
Peso
Longitudinais de Fundo 13,28 58,00 6,35 13,01
Longitudinais de Convés 13,28 55,00 6,35 12,34
Transversais de Fundo - Área 1
e 2
9,00 100,00 6,35 15,20
Transversais de Fundo - Área 3
e 4
7,20 85,00 6,35 10,34
Transversais de Costado - Área
1
4,80 85,00 6,35 6,89
Transversais de Costado - Área
3 e 4
4,80 65,00 6,35 5,27
Transversais de Convés 16,00 75,00 6,35 20,27
Reforços Anteparas
Transversal
7,60 50,00 4,00 4,04
Reforços Antepara
Longitudinais
2,40 40,00 4,00 1,02
Reforços da Cabine 11,70 40,00 4,00 4,98
SUBTOTAL 1177,67