UNIVERSIDADE ESTADUAL DE CAMPINAS · de Engenharia Mecânica e coordenador do programa de...
176
PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA Efeito da adição de partículas de borracha de pneus nas propriedades físico-mecânicas de compósito cimentício São João Del Rei, 2012
Transcript of UNIVERSIDADE ESTADUAL DE CAMPINAS · de Engenharia Mecânica e coordenador do programa de...

PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA
Efeito da adição de partículas de
borracha de pneus nas propriedades
físico-mecânicas de compósito
cimentício
São João Del Rei, 2012
Reniene Maria dos Santos
Efeito da adição de partículas de
borracha de pneus nas propriedades
físico-mecânicas de compósito
cimentício
Dissertação apresentada ao Curso de Mestrado da Universidade Federal de São João del-Rei, como requisito para a obtenção do título de Mestre em Engenharia Mecânica Área de Concentração: Materiais e processos de Fabricação Orientador: Túlio Hallak Panzera Co-orientador: Paulo Henrique Ribeiro Borges
São João Del Rei, 2012.

Ficha catalográfica elaborada pelo Setor de Processamento Técnico da Divisão de Biblioteca da UFSJ
Santos, Reniene Maria dos
S237e Efeito da adição de partículas de borracha de pneus nas propriedades físico-mecânicas de
compósito cimentício[manuscrito] / Reniene Maria dos Santos . – 2012.
175f . ; il.
Orientador: Túlio Hallak Panzera
Dissertação (mestrado) – Universidade Federal de São João del-Rei. Departamento de Engenharia
Mecânica .
Referências: f. 118-129.
1. Reciclagem – indústria - Teses. 2. Compósitos – propriedades físico-mecânicas - Teses.
3.Borracha de pneus – Teses. 4. Planejamento experimental – Teses. I. Panzera, Túlio Hallak
(orientador) II. Universidade Federal de São João Del- Rei. Departamento de Engenharia Mecânica.
III. Título
CDU: 678.03

iii
São João del Rei, 14 de Dezembro de 2012

iv
Dedico este trabalho aos meus familiares especialmente meus pais Eva Maria dos Santos e José Gonçalves dos Santos.

v
Agradecimentos
Aproveitando a conclusão de mais uma etapa deste trabalho, gostaria de
expressar minha mais profunda admiração e mais sinceros agradecimentos a diversas
pessoas:
Primeiramente a Deus que em sua grandeza não escolhe os capacitados, mas
capacita os escolhidos; por permitir que eu não desistisse me dando força para
ultrapassar todas as barreiras.
Aos meus Pais, Eva Maria dos Santos e José Gonçalves dos Santos, e o meu
irmão Antônio Ronald dos Santos, que me fartam com o mais puro amor e me
ensinaram desde cedo, que a humildade absoluta é o instrumento perfeito para a busca
do mais alto grau de sabedoria. Ensinando-me que a perseverança é características de
vencedores.
À minha sobrinha e afilhada Rayssa Layza Santos que na maioria das vezes
pensando em me ajudar, dava era muito trabalho. Mas incessantemente ao meu lado
com seu amor e companheirismo. Minha amigona...
Ao meu noivo Carlos Bandeira que esteve ao meu lado sempre me apoiando e
nunca medindo esforços para me ajudar. Mesmo não estando presente em todos os
momentos, sempre tinha uma palavra de anima e de “siga sempre em frente”.
Enfim, todos vocês sou grata pela compreensão, que por diversas vezes abriram
mão do direito de momentos tão aprazíveis destinados ao convívio familiar, para não
comprometer o andamento deste trabalho.
Ao orientador Professor Doutor Túlio Hallak Panzera do corpo docente do
departamento de Engenharia Mecânica que se fez excepcional na arte de ser mestre.
vi
Agradeço pelo apoio, incentivo, amizade, oportunidade, orientação segura e
fundamentada. Obrigada pelo exemplo e por todo ensinamento adquirido.
Ao co-orientador Professor Doutor Paulo Henrique Ribeiro Borges do corpo
docente do Centro Federal de Educação Tecnológica de Minas Gerais por ter aceitado
ser o co-orientador deste trabalho, pelo auxílio imprescindível, competência, amizade e
por sua orientação.
À Professora Doutora Vânia Regina Velloso Silva do corpo docente do
departamento de Engenharia Mecânica, por sua amizade, dedicação,
aconselhamentos, apoio, incentivos e por acompanhar meus passos desde a
graduação.
Ao Professor Doutor André Luis Christoforo do corpo docente do departamento de
Engenharia Mecânica, pela amizade, pelo exemplo de profissional e pessoa e por sua
valiosa colaboração e parceria nos trabalhos produzidos durante o curso de pós-
graduação.
A toda banca examinadora que aceitaram participar desta dissertação de
mestrado contribuindo com suas sugestões para o enriquecimento da mesma.
Ao Professor Doutor Frederico Ozanan Neves do corpo docente do departamento
de Engenharia Mecânica e coordenador do programa de pós-graduação em
Engenharia mecânica, pelos ensinamentos e auxílios oferecidos durante todo o curso
de pós-graduação.
Ao Aluno do curso de graduação em Engenharia Mecânica Fidelis, pela preciosa
contribuição no processo de qualificação das partículas, testes preliminares e na
fabricação dos corpos de prova dos compósitos.
vii
Aos técnicos do Laboratório de caracterização mecânica Francisco Marcelino da
Silva e Emílio Dias Moreira, pela amizade e pelo precioso auxílio nos ensaios
primordiais e definitivos dos compósitos, cujas contribuições ajudaram a concretizar
este trabalho.
À empresa Mantiqueira Recauchutadora e Comércio de Pneus Ltda., localizada
na cidade de São João del Rei pelo fornecimento dos resíduos de borracha de pneu.
À empresa Moinhos Gerais Ltda., localizada na cidade de Ribeirão Vermelho pelo
fornecimento das partículas de quartzo.
À empresa Sika S.A situada em São Paulo pelo fornecimento do aditivo
superplastificante Sika Viscocrete® 6500.
Aos colegas, professores e funcionários do curso de Pós-Graduação em
Engenharia Mecânica pelas oportunas manifestações de companheirismo e
encorajamento.
E a todos aqueles que direta ou indiretamente auxiliaram no desenvolvimento e
conclusão desse trabalho, o meu profundo agradecimento.

viii
"Com a sabedoria se edifica a casa, e com a inteligência ela se firma; E pelo
conhecimento se encherão as câmaras de todas as substâncias preciosas e
deleitáveis” (Provérbios 24. 3-4).

ix
Resumo
O mundo atual tem sofrido graves problemas devido ao grande número de pneus
inservíveis, proveniente de veículos, descartados inadequadamente no meio ambiente,
causando danos ecológicos e riscos à humanidade. A utilização destes resíduos como
fase dispersa em materiais compósitos tem sido o foco de inúmeras pesquisas, com o
objetivo de desenvolver materiais sustentáveis principalmente para a construção civil. O
presente trabalho aborda o tema de reutilização de resíduos de borracha de pneus
provenientes do processo de recauchutagem de pneus, com o objetivo de substituir o
agregado de quartzo na mesma proporção em compósitos cimentícios fabricados com
cimento Portland e identificar o efeito dessas partículas nas propriedades mecânicas
desses compósitos. Neste estudo, uma metodologia baseada no planejamento fatorial
de experimentos (DOE) foi utilizada para avaliar o efeito dos fatores experimentais nas
propriedades físicas e mecânicas efetivas dos compósitos sustentáveis. Os resultados
permitiram concluir que quanto maior o teor de borracha de pneus incorporado nos
compósitos cimentícios maior a redução das propriedades tais como: densidade
aparente, resistência a compressão, módulo de elasticidade estático além de promover
um aumento da porosidade aparente, absorção de água e permeabilidade. Notou-se
através das micrografias dos compósitos que a formação de poros maiores e em
maiores quantidades se deu em compósitos com maior presença de partículas de
borracha de pneus, sendo possível também detectar a ação da água na pasta
cimentícia, verificando a hidratação ou não do cimento Portland. Finalmente, os
resultados obtidos permitiram identificar e quantificar o efeito das partículas de
borracha de pneus nos compósitos, vislumbrando seu uso em aplicações não
estruturais para construção civil.
Palavras-chave: reciclagem; compósito; resíduos de borracha de pneu;
planejamento fatorial de experimento.

x
Abstract
In today´s world the environment has suffered serious problems due to the large
number of scrap tires from vehicles improperly disposed in the nature, causing damage
and risks to humanity. The reuse of these wastes as dispersive phase into composite
materials has been the focus of much research in the construction industry mainly to
develop new sustainable materials. The present work investigates the effect of rubber
particle additions as replacement of quartz particles in mortars. A full factorial design
(DOE) was conducted to assess the effect of the experimental factors on the physical
and mechanical properties these composites. The results revealed that rubber particle
addition reduced properties such as density, compressive strength and modulus of
elasticity and also increased apparent porosity, water absorption and permeability. It
was noted by the micrographs the presence of macro pores mainly when larger rubber
particles were added. In addition, the effect of water on the hydration of the
cementitious phase was verified. Finally, some experimental conditions exhibited
acceptable properties being suitable to employ in non-structural applications for civil
engineering.
Keywords: recycling; composite; wastes tire rubber; full factorial design of
experiment.
xi
Lista de Figuras
1.1 Geração de resíduos sólidos industriais no Brasil (Parcial) 05
1.2 Produção anual de pneumáticos - Distribuição por grupos 06
2.1 Composição química média de um pneu 11
2.2 Corte radial de um pneu de automóvel 12
2.3 Histograma que representa a destinação de pneus inservíveis 17
2.4 Fases de um material compósito 21
2.5 Classificação dos materiais compósitos quanto à fase dispersa 23
2.6 (a) Representação esquemática do empilhamento de fibras no compósito
laminado. (b) Construção do compósito painel de sanduiche com núcleo
favo de mel
24
2.7 Ilustração do método de reforço seqüencial de um compósito particulado
híbrido tendo fibras curtas de enchimento
25
2.8 Imagem da superfície de corte do corpo de prova de concreto sendo:
concreto com 50% de areia natural e 50% de brita
27
2.9 Curva de liberação de calor na hidratação do cimento Portland 33
2.10 Evolução média de resistência à compressão dos distintos tipos de cimento
Portland
34
2.11 Formas características de grãos de areias silicosas 37
2.12 Classificação do grau de arredondamento 45
2.13 Variações no Empacotamento entre: (a) Partículas com diversos tamanhos
(b) Partículas grandes e relativamente uniformes
45
2.14 Efeito da quantidade e tamanho das partículas na eficiência do
empacotamento
46
2.15 Representação esquemática das formas de poros que podem ocorrer nas
partículas
47
2.16 (a) Corpo de prova com w/c = 0,8; areia fina. (b) Corpo de prova com w/c =
0,4; areia grossa
51

xii
2.17 Adaptação de uma representação gráfica da hidratação do cimento pelo
método da calorimetria
56
3.1 (a) Processo de raspagem, uma das etapas de reparo para recauchutagem
de pneus; (b) Partículas de borracha de pneus
59
3.2 (a) Processo de lavagem; (b) Processo de secagem. 60
3.3 Peneirador mecânico com série de peneiras ABNT 62
3.4 Partículas de borracha e quartzo: (a) grossa, (b) média, (c) fina 62
3.5 Picnômetro a gás 64
3.6 Materiais para estudo de dosagem 67
3.7 Preparação e mistura dos componentes para obtenção dos corpos de
prova.
68
3.8 Moldes poliméricos 69
3.9 Processo de fabricação dos corpos de prova 69
3.10 Compósitos cimentícios com/sem borracha (C1 a C28). 70
3.11 Montagem de sistema para saturação de água nas amostras 73
3.12 Pesagem do material submerso 73
3.13 (a) Manômetro de coluna d'água: detalhe dos níveis de água.
(b) bolhômetro e célula de confinamento.
76
3.14 Sistema de vedação de gás e acoplamento da amostra no permeâmetro 76
3.15 Máquina Universal de ensaio mecânico 77
3.16 Painel de controle para obtenção dos gráficos 78
3.17 Microscópio eletrônico de varredura Hitachi TM 3000 80
4.1 Imagens das partículas de quartzo com ampliação de 50X: (a) 1180µm;
(b) 600 µm; (c) 300 µm.
83
4.2 Imagens das partículas de borracha de pneu com ampliação de 50X:
(a) 1180 µm; (b) 600 µm; (c) 300 µm.
85
4.3 Distribuição granulométrica da borracha bruta. 86
4.4 Distribuição da borracha no compósito – ausência de segregação.
Compósito com substituição total de quartzo (C28 – 100% borracha, a/c =
0,5; com aditivo).
88

xiii
4.5 Gráficos de resíduos para média da densidade volumétrica 90
4.6 Gráfico do efeito da interação dos fatores substituição de quartzo e aditivo
sobre a média da densidade volumétrica.
92
4.7 Gráfico do efeito principal relação água/cimento sobre a média da
densidade volumétrica dos compósitos.
93
4.8 Gráficos de resíduos para média da densidade aparente 94
4.9 Gráfico de efeito da interação dos fatores substituição de quartzo e relação
água/cimento sobre a média da densidade aparente.
95
4.10 Gráfico do efeito da interação substituição de quartzo e aditivo sobre a
média da densidade aparente dos compósitos.
96
4.11 Gráficos de resíduos para média da porosidade aparente 97
4.12 Gráfico do efeito da interação dos fatores substituição de quartzo, relação
água/cimento e aditivo sobre a média da porosidade aparente
98
4.13 Gráficos de resíduos para média da absorção de água 99
4.14 Gráfico do efeito da interação dos fatores substituição de quartzo, relação
água/cimento e aditivo sobre a média da absorção de água.
100
4.15 Gráficos de resíduos para a média da permeabilidade 101
4.16 Efeito da substituição de quartzo sobre a média da permeabilidade dos
compósitos.
102
4.17 Gráfico do efeito da interação dos fatores substituição de quartzo e aditivo
sobre a média da permeabilidade
103
4.18 Gráficos de resíduos para a média da resistência à compressão 104
4.19 Gráfico do efeito da interação dos fatores substituição de quartzo e relação
água/cimento sobre a média da resistência à compressão.
105
4.20 Gráfico do efeito da interação dos fatores substituição de quartzo e aditivo
sobre a média da resistência à compressão.
106
4.21 Gráficos de resíduos para a média do módulo de elasticidade 107
4.22 Gráfico de probabilidade normal para o módulo de elasticidade 108
4.23 Gráficos de resíduos para a média do módulo de elasticidade 109

xiv
4.24 Gráfico de probabilidade normal para os resíduos considerando ln (módulo
de elasticidade).
110
4.25 Gráfico da Interação de terceira ordem para média de ln (módulo de
elasticidade).
110
4.26 Imagens de elétrons retro espalhados com uma ampliação de 50 X (a) C3:
100% quartzo; a/c 0,5; sem aditivo e (b) C4: 100% quartzo; a/c 0,5; com
aditivo.
112
4.27 Imagens de elétrons retro espalhados com uma ampliação de 50 X (a)
C27: 100% borracha; a/c 0,5; sem aditivo e (b) C28: 100% borracha; a/c
0,5; com aditivo.
113

xv
Lista de Tabelas
1.1 Classificação dos resíduos sólidos 2
2.1 Metodologia de utilização de pneus usados 15
2.2 Componentes presentes na pasta endurecida de cimento 33
2.3 Propriedades Físicas de Polímeros elastômeros 38
2.4 Relações entre a porosidade e as propriedades da pasta de cimento
endurecida.
51
2.5 Classificação dos aditivos em função da redução de água, dosagem típica e
incremento à compressão de concretos
56
3.1 Porcentagem e faixa granulométrica das partículas dos agregados 63
3.2 Fatores e Níveis experimentais investigados 65
3.3 Condições experimentais, planejamento fatorial completo (712
12) 65
4.1 Características físico-químicas do cimento Portland CP-V 81
4.2 Relação das peneiras para classificação das partículas de quartzo e de
borracha
82
4.3 Densidade de empacotamento e aparente das partículas de quartzo 83
4.4 Distribuição granulométrica do resíduo de borracha de pneu bruto 85
4.5 Caracterização das partículas de borracha de pneu 86
4.6 Propriedades do Aditivo utilizado (Sika ViscoCrete® 6500) 86
4.7 Análise de Variância (ANOVA) 89

xvi
Lista de Equações
2.1 Silicato de cálcio hidratado 30
2.2 Hidróxido de cálcio 31
2.3 Sulfoaluminato hidratado de cálcio 32
2.3 Monossulfoaluminato 32
3.1 Densidade volumétrica 71
3.2 Volume do corpo de prova 71
3.3 Densidade aparente 72
3.4 Volume dado pelo deslocamento de água 72
3.5 Porosidade aparente 74
3.6 Absorção de água 74
3.7 Permeabilidade 75
3.8 Resistência à compressão 78
3.9 Módulo de elasticidade estático 79

xvii
Lista de Abreviaturas e Siglas
Letras Latinas
A Área transversal da amostra [m2]
Ab Absorção de água [%]
Ac Área da superfície de carregamento [mm2]
E Módulo de elasticidade estático [Pa]
F Carga máxima total [N]
k Permeabilidade intrínseca [m2/s]
L Comprimento da amostra [m]
m Massa do corpo de prova [g]
m1 Massa do corpo de prova seco [g]
m2 Massa da amostra saturada com água [g]
m3 Massa da amostra totalmente submersa na água [g]
P1 Pressão absoluta aplicada [bar]
P2 Pressão à qual a vazão é medida [bar]
Q Vazão [cm3/s]
Rc Resistência a compressão [MPa]
V Volume do corpo de prova [cm3]
V1 Volume do corpo de prova dado pelo deslocamento de água [cm3]
...................................................
Letras Gregas
∆ɛ variação da deformação
∆σ variação da tensão
ρa densidade aparente do material [g/cm3]
ρv densidade volumétrica [g/cm3]
...................................................
xviii
Abreviações
A Aditivo acelerador
a/c Relação água/cimento
ANOVA Análise de variância
C2S Belita
C3A Tricálcio Aluminato
C3S Alita
CES Cambridge Engineering Selector
CH Hidróxido de Cálcio
CMC Compósitos de matriz cerâmica
CPV ARI Cimento Portland V - alta resistência inicial
C-S-H silicato hidratado de cálcio
DOE Design of experiment
IAR Aditivo incorporador de ar
ITZ Zona de transição da interface
MEV Microscopia eletrônica de varredura
P Aditivo plastificante
PA Aditivo plastificante acelerador
PR Aditivo plastificante retardador
PVC Poli(cloreto de vinila)
R Aditivo retardador
SP Aditivo superplastificante
SPA Aditivo superplastificante acelerado
SPR Aditivo superplastificante retardador
CP’ Corpo de prova
...................................................

xix
Siglas
ABCP Associação Brasileira de Cimento Portland
ABNT Associação Brasileira de Normas Técnicas
ABRELPE Associação Brasileira de Limpeza Pública e Resíduos Especiais
ANIP Associação Nacional da Indústria de Pneumático
ASTM American Society of Testing Materials
CONAMA Conselho Nacional do Meio Ambiente
ISO International Organization for Standardization
UFSJ Universidade Federal de São João del Rei
...................................................

xx
SUMÁRIO
1 INTRODUÇÃO 1
1.1 Comentários gerais 1
1.2 Objetivos do trabalho 8
1.3 Justificativa 8
1.4 Organização da dissertação 9
2 REVISÃO BIBLIOGRÁFICA 10
2.1 Meio ambiente e sustentabilidade 10
2.2 Materiais compósitos 19
2.2.1 Definição 20
2.2.2 Tipos e classificação dos compósitos 21
2.2.3 Compósitos particulados 25
2.2.3.1 Compósitos com partículas grandes 26
2.2.3.2 Compósitos reforçados por dispersão 27
2.2.4 Fase Matriz 28
2.2.4.1 Matrizes cerâmicas 28
2.2.4.1.1 Cimento Portland 29
2.2.5 Fase dispersa 35
2.2.5.1 Agregado de quartzo 36
2.2.5.2 Borracha de pneu 37
2.2.6 Resíduos de borracha em compósitos cimentícios 38

xxi
2.2.7 Efeito do tamanho da partícula em compósitos cimentícios 44
2.2.7.1 Efeito do tamanho da partícula de borracha de pneus em
compósitos
48
2.2.8 Efeito da quantidade de água em compósitos cimentícios 50
2.2.9 Aditivos Superplastificantes em compósitos cimentícios 52
3 METODOLOGIA EXPERIMENTAL 58
3.1 Materiais 58
3.1.1 Fase Matriz Cerâmica – Cimento Portland 58
3.1.2 Fase Dispersa – Partículas de Quartzo 58
3.1.3 Fase Dispersa – Resíduos de borracha de pneu 59
3.1.4 Aditivo Superplastificante 60
3.1.5 Água 61
3.2 Distribuição granulométrica 61
3.3 Densidade de Empacotamento das Partículas 63
3.4 Densidade aparente das Partículas 63
3.5 Planejamento estatístico fatorial de experimentos: fatores e níveis
experimentais
64
3.6 Fabricação dos corpos de prova 67
3.7 Variáveis respostas 70
3.7.1 Densidade volumétrica 71
3.7.2 Densidade Aparente 72
3.7.3 Porosidade Aparente 73
3.7.4 Absorção de Água 74
xxii
3.7.5 Permeabilidade 74
3.7.6 Resistência à Compressão 77
3.7.7 Módulo de Elasticidade Estático 78
3.8 Análise estatística utilizando o Minitab 79
3.9 Análise microestrutural dos compósitos 79
4 RESULTADOS E DISCUSSÕES 81
4.1 Caracterizações das fases do compósito 81
4.1.1 Fase matriz cerâmica - cimento Portland 81
4.1.2 Fase dispersa – partículas de quartzo 82
4.1.3 Fase dispersa – partículas de borracha de pneus 84
4.1.4 Aditivo superplastificante 86
4.2 Ensaios físicos e mecânicos nos compósitos cimentícios 87
4.2.1 Densidade volumétrica e aparente 90
4.2.1 Densidade volumétrica 90
4.2.1 Densidade aparente 93
4.2.2 Porosidade Aparente 96
4.2.3 Absorção de Água 98
4.2.4 Permeabilidade 100
4.2.5 Resistência à Compressão 103
4.2.6 Módulo de Elasticidade Estático 106
4.2.7 Microestrutura 111
5 CONCLUSÕES 114
xxiii
6
PERSPECTIVAS
116
REFERÊNCIAS 118
APÊNDICE 130
1
CAPÍTULO 1
INTRODUÇÃO
1.1 Comentários gerais
A indústria da construção civil é extremamente impactante tanto na fase de
produção quanto na fase de produto, tornando-se uma atividade com relevante papel
social, na geração de empregos e no combate ao déficit habitacional. O número de
construções aumenta progressivamente a cada ano, causando redução da
disponibilidade de materiais naturais. Assim, engenheiros e pesquisadores buscam
materiais que possam desenvolver boa performance com custo relativamente baixo e
que acarretem benefícios a natureza. Dentro desta busca de materiais novos e
ecologicamente corretos para a construção, tem se destacado a utilização de diferentes
resíduos sólidos como agregados para concretos e argamassas.
Entende-se por resíduo tudo aquilo que sobra em processos de diversas
atividades da sociedade, tais como processo industrial, doméstico, hospitalar,
comercial, agrícola, de serviço e ainda da varrição pública. De modo geral, os resíduos
podem ser classificados quanto a diversos critérios como, por exemplo, o estado em
que se encontram: sólido, gasoso ou líquido. Os resíduos classificados como sólidos
apresentam importante participação no total de resíduos gerados no mundo;
conceituados como descartáveis ou inúteis e classificados quanto aos seus riscos
potenciais ao meio ambiente e à saúde pública, para que possam ser gerenciados
adequadamente (ABNT NBR 10004, 2004).
Outra classificação se dá de acordo com a origem, tipo de resíduo, composição
química e peculiaridade conforme demonstrado na Tabela 1.1. A classificação de
resíduos envolve a identificação do processo ou atividade que lhes deu origem e de
seus constituintes e características e a comparação destes constituintes com listagens
de resíduos e substâncias cujo impacto à saúde e ao meio ambiente é conhecido.

2
Tabela 1.1: Classificação dos resíduos sólidos
Classificação Tipo Definição
Origem
Resíduo Hospitalar ou
Serviços de Saúde
Qualquer resíduo proveniente de hospital ou serviço
de saúde. São constituídos de seringas, agulhas,
curativos e outros.
Resíduo Domiciliar
Qualquer resíduo gerado de residências e sua
composição é bastante variável. São constituídos de
restos de alimentos, restos sanitários, e alguns
considerados perigosos (pilhas, fogão,
medicamentos vencidos) que possuem uma
destinação diferente dos demais.
Resíduo Agrícola
Qualquer resíduo proveniente de atividades
agropecuárias. São compostos de embalagens de
defensivos agrícolas, restos orgânicos, produtos
veterinários entre outros.
Resíduo Comercial
Qualquer resíduo produzido pelo comércio em geral.
São constituídos de materiais recicláveis, como,
embalagens, papel, plásticos entre outros.
Resíduo Industrial
Qualquer resíduo originado de processos industriais.
Apresentam composição diversificada e uma grande
quantidade desses rejeitos é considerada perigosa.
São compostos por escórias, cinzas, lodos entre
outros.
Entulho
Qualquer resíduo proveniente da construção civil e
reformas. Grande parte destes resíduos podem ser
reaproveitados como: restos de demolição, de obras
e solos de escavações diversas.
Resíduo Público ou de
Varrição
Qualquer resíduo recolhido de locais públicos. Possui
uma composição variada, pois, depende do local e da
situação onde é recolhido, podendo conter folhas,
restos de alimentos, animais mortos entre outros.
Resíduos Sólidos
Urbanos
Todo e qualquer resíduo gerado na cidade e coletado
pelo serviço municipal.

3
Continuação da Tabela 1.1
Classificação Tipo Definição
Resíduos de Portos,
Aeroportos e
Terminais
Rodoviários e
Ferroviários
Tratado como resíduo séptico, pois pode conter
agentes causadores de doenças trazidas de outros
países. Resíduo que não apresenta esse risco de
contaminação é tratado como lixo domiciliar.
Resíduo de
Mineração
Qualquer resíduo proveniente de indústrias
mineradoras, sendo constituídos de solo removido,
metais pesados entre outros.
Tipo
Resíduo Reciclável Papel, plástico, vidro entre outros.
Resíduo não
Reciclável ou Rejeito
Qualquer resíduo que não é reciclável ou recicláveis
contaminados.
Composição
Química
Resíduo Orgânico
Resíduo Não tóxico: restos de alimentos, madeira,
folhas.
Resíduo Tóxico:
- Poluentes Orgânicos Persistentes (POP):
Hidrocarbonetos, clorados, pesticidas.
- Poluentes Orgânicos não Persistentes: óleos
usados, pesticidas biodegradáveis e a maioria dos
detergentes.
Resíduos Inorgânicos Vidros, plásticos, borrachas entre outros.
Peculiaridade
Classe 1
Resíduos perigosos: são aqueles que apresentam
riscos à saúde pública e ao meio ambiente, exigindo
tratamento e disposição especiais em função de
suas características e inflamabilidade, corrosividade,
reatividade, toxidade e patogenecidade.
Classe 2
Classe 2A: Resíduos não perigosos/não-inertes: são
os resíduos que não apresentam periculosidade,
conhecidos como basicamente o lixo doméstico.
Podem ter propriedades como: combustibilidade,
biodegradabilidade ou solubilidade em água.

4
Continuação da Tabela 1.1
Classificação Tipo Definição
Peculiaridade Classe 2
Classe 2B: Resíduos não perigosos/inertes: são
aqueles resíduos que, segundo a NBR 10007 –
ABNT, submetidos a um contato dinâmico ou
estático com a água desionizada ou destilada, à
temperatura ambiente, conforme a NBR 10006 -
ABNT, não tiveram nenhum dos seus constituintes
solubilizados a concentrações superiores aos
padrões de potabilidade de água, excetuando-se,
cor, tubidez, dureza e sabor.
Fonte: norma ABNT NBR 10004, 2004.
A caracterização dos resíduos sólidos consiste em estudar suas principais
características físicas (granulometria, peso, volume, resistência mecânica etc.) e/ou
químicas (reatividade, composição, solubilidade etc.) qualitativa e/ou quantitativa,
seguindo padrões específicos de amostragem e testes. A caracterização deve ser feita
por profissional especializado e, dependendo da complexidade, em laboratórios de
análises, para que sejam feitos testes específicos.
Uma visão da geração dos resíduos sólidos industriais gerados no Brasil é
mostrada na Figura 1.1, onde estão reunidos dados entre o período de 2001 a 2005
(ABRELPE, 2007).

5
Figura 1.1: Geração de Resíduos Sólidos Industriais no Brasil (Parcial)- Distribuição por
Estados. Fonte: ABRELPE, 2007.
De acordo com a figura 1.1, nota-se que do total de resíduos sólidos gerados no
Brasil, o resíduo sólido perigoso é significativamente menor que o resíduo sólido não
perigoso. Além dos estados da região Sudeste, os estados que mais contribuem no
aumento da geração de resíduos no país são: Goiás, Paraná e Pernambuco.
Entre os resíduos sólidos produzidos pelas indústrias, os pneus se classificam
ocupando papel de destaque na discussão dos impactos sanitários e ambientais.
Conforme dados da Associação Nacional da Indústria de Pneumático (ANIP, 2010),
foram produzidos 67,3 milhões de unidades de pneus no Brasil em 2010, com um
crescimento de 15% em relação à produção de 2009, (Figura 1.2). O grande problema
por trás desses dados é que a maioria desses pneus quando se tornam inservíveis, não
são aproveitados devidamente.

6
Figura 1.2: Produção anual de pneumáticos - Distribuição por grupos.
Fonte: Anip, 2010.
* Em 2010, o número de associados da ANIP aumentou, passando de oito para nove empresas.
Um recente estudo do Instituto de Pesquisas Tecnológicas para a Associação
Nacional da Indústria de Pneumáticos (Anip) revela que cerca de 22 milhões de pneus
trocados anualmente no Brasil, 53,2% são inservíveis (não podem mais rodar em
veículos automotivos) e 46,8% podem ser reformados mediante avaliação. Vale
lembrar que o Brasil ainda tem uma grande quantidade de pneus dispostos
inadequadamente (CEMPRE, 2008).
Segundo a resolução nº. 258 do Conselho Nacional do Meio Ambiente
(CONAMA, 1999), os pneus inservíveis abandonados ou dispostos inadequadamente
constituem passivo ambiental, o que resulta em sério risco ao meio ambiente e à saúde
pública. Estes resíduos apresentam grandes problemas ambientais da atualidade
mundial, funcionando como perfeitas incubadoras de larvas de mosquitos, como os da
dengue, febre amarela e malária. Por serem volumosos e perceptíveis, precisam ser
armazenados apropriadamente para evitar riscos de incêndio cuja queima gera
substâncias altamente tóxicas. Além disso, sua disposição em aterros se torna inviável,
uma vez que apresentam baixa compressibilidade e degradação muito lenta, Quando

7
os pneus são aterrados inteiros tendem a voltar a sua forma original e retornam a
superfície, causando grande movimentação no solo.
Conforme Motta (2008), a queima do pneu não é recomendável, pois para cada
pneu queimado são liberados 10 litros de óleo, que podem percolar e contaminar o solo
e o lençol freático, além de gases como carbono, dioxinas, hidrocarbonetos aromáticos
policíclicos e outras substâncias também tóxicas, cancerígenas e que são severamente
danosas à saúde humana.
Segundo Monteiro Filho (2007), em território brasileiro, uma forma comum de
destinação dos pneus é a queima em fornos de cimenteiras, ou seja, a borracha entra
como substituto do carvão, por apresentar um poder calorífero maior. Esse processo é
um pouco menos agressivo ao meio ambiente do que a queima a céu aberto, mas
ainda assim gera emissões poluentes.
Tendo em vista a dificuldade para a disposição desses resíduos e a falta de
legislação para o controle da destinação adequada, a grande maioria da população tem
a tendência de abandonar os pneus em cursos de água, terrenos vazios e beiras de
estradas, agravando gradativamente o problema.
Considerando a necessidade de dar destinação final, de forma ambientalmente
adequada e segura, aos pneumáticos, o artigo 1° da Resolução nº. 258 CONAMA,
(1999) determina que as empresas fabricantes e as importadoras de pneumáticos
ficam obrigadas a coletar e dar destinação final ambientalmente adequada aos pneus
inservíveis existente no território nacional, adquirindo a consciência da necessidade de
reciclagem deste material. O 3° parágrafo desta Resolução determina que a partir de 1°
de Janeiro de 2005, os prazos e quantidades para coleta e destinação final de forma
ambientalmente adequada, dos pneumáticos inservíveis devem respeitar as seguintes
normas:
Para cada quatro pneus novos fabricados no País ou pneus novos
importados, inclusive aqueles que acompanham os veículos importados, as empresas
fabricantes e as importadoras deverão dar destinação final a cinco pneus inservíveis.
Para cada três pneus reformados importados, de qualquer tipo, as
empresas importadoras deverão dar destinação final a quatro pneus inservíveis.

8
Com intuito de solucionar este problema que também é global, diversos estudos
têm sido conduzidos para examinar várias aplicações de resíduos de borracha de pneu.
Em pesquisa realizada por Yesilataa et al. (2011) adicionou-se sucata de borracha
de pneus em compósito cimentício, desenvolvendo material de construção com menor
transmitância térmica. Segundo Turgut et al. (2008) foram combinadas partículas de
borracha de pneu em concreto para produzir tijolo composto de peso leve com
resistência térmica melhorada e baixo custo.
Segundo Silva et al. (2007), o concreto é o material mais consumido na fabricação
de calçadas e nem sempre satisfaz as características exigidas no projeto. Para
melhorar certas características como durabilidade e elasticidade do concreto, a adição
de fibras de borracha tem se mostrado promissora.
Dado o exposto, nota-se que, aos poucos os pneus inservíveis são direcionados à
coleta e reciclagem devido à existência de programas e empresas voltados à correta
destinação desses produtos.
1.2 Objetivos do trabalho
Este trabalho investiga o efeito de partículas de borracha nas propriedades físico-
mecânicas de compósitos de matriz cimentícia, permitindo a reutilização de resíduos de
pneus em materiais para construção civil. Este estudo verifica também a influência da
nova fase dispersa nos compósitos cimentícios, através da substituição de agregados
de quartzo pelas partículas de borracha de tamanhos equivalentes.
Tem-se como objetivo específico verificação dos principais fatores que podem
afetar significativamente as seguintes variáveis respostas entre elas, resistência à
compressão, módulo de elasticidade, permeabilidade, absorção de água, densidade
aparente e porosidade aparente dos compósitos, por meio de uma metodologia
estatística de planejamento de experimentos.
1.3 Justificativa
Sabe-se que os conceitos de meio ambiente e sustentabilidade é hoje bastante
evidente, o que reforça a necessidade de integração das ações do setor da construção

9
civil para o desenvolvimento de novos materiais que possuam maior resistência,
durabilidade e melhor ciclo de vida. Sendo assim o presente trabalho investiga o efeito
do tamanho e fração de resíduos de borracha nas propriedades físico-mecânicas de
compósitos de matriz cimentícia. As partículas de borracha são provenientes do
processo de raspagem durante sua recauchutagem, dispensando gastos em sua
transformação, que seria muito complexa e onerosa. Outros projetos de reciclagem da
borracha tornam-se inviáveis devido ao alto custo para transformação da borracha,
sendo muitas vezes superior à produção convencional.
Diante deste contexto, somente a reciclagem não é suficiente para solucionar de
forma definitiva a geração de pneus inservíveis. Assim, no campo da construção civil, a
utilização desses pneus tem demonstrado ser uma alternativa tecnológica interessante,
permitindo adequá-los como agregados na produção de argamassas e concretos
1.4 Organização da dissertação
Esta dissertação é constituída por seis capítulos, os quais apresentam os
seguintes conteúdos:
O capítulo 1 apresenta uma introdução do assunto desta pesquisa bem como
objetivo, justificativa e organização do trabalho.
O capítulo 2 é composto de uma revisão bibliográfica onde inicialmente focaliza a
realidade do descarte de pneus em relação ao meio ambiente. Posteriormente, uma
revisão sobre materiais compósitos e discussão sobre trabalhos realizados com
borracha e material cimentício serão abordados.
O capítulo 3 apresenta a metodologia adotada para a realização deste trabalho,
onde traz o detalhamento da caracterização dos materiais utilizados, bem como do
processo de mistura, moldagem e cura dos compósitos e seus ensaios. Trata-se
também da metodologia estatística.
O capítulo 4 são apresentados os resultados obtidos nos ensaios experimentais e
análises dos mesmos.
O capítulo 5 apresenta as conclusões obtidas no trabalho e no capítulo 6 são
apresentadas sugestões colocadas pelo autor para trabalhos futuros.
10
CAPÍTULO 2
REVISÃO BIBLIOGRÁFICA
2.1 Meio Ambiente e Sustentabilidade
A borracha natural é a matéria-bruta extraída de uma seringueira conhecida como
Hevea brasiliensis. No século XIX, o norte-americano Charles Goodyear descobriu por
acaso o tratamento da borracha natural pelo processo de vulcanização a partir do qual
a borracha tratada com enxofre em alta temperatura tornava-se mais resistente, mais
elástica. Goodyear percebeu também que, a borracha carbonizada, mesmo depois de
congelada, não mudava suas características básicas.
Em 1888, o veterinário escocês John Boy Dunlop criou o pneumático, que era
composto de um tubo de borracha com ar sob pressão, que cobria um aro. No começo
do século XX, as duas invenções se uniram, transformando-se no pneu com câmara de
ar, tendo como características a leveza e a resistência (GOMES FILHO, 2007).
Graças a estas descobertas, a humanidade tem desfrutado por anos de um útil e
necessário invento, o pneu, que proporciona desempenho, economia, mobilidade,
agilidade, rapidez e conforto através do funcionamento em inúmeros veículos.
O pneumático, simplificadamente denominado de pneu, é um tubo de borracha
cheio de ar e ajustado ao aro da roda do veículo, permitindo a tração do veículo e, ao
mesmo tempo, absorvendo os choques com o solo sobre o qual o veículo trafega
(DOSSIÊ TÉCNICO, 2007).
O processo de produção do pneu inicia com a seleção de vários tipos de borracha
juntamente com óleos especiais, carbono preto, pigmentos, antioxidantes, silicone e
outros aditivos que serão combinados para oferecer as características desejadas.
Compostos diferentes são usados para diferentes partes do pneu. A Figura 2.1
descreve em porcentagem os itens que fazem parte da composição média de um pneu
novo:

11
Figura 2.1: Composição química média de um pneu (alterado de MARQUES,
2005).
Cada uma das partes do pneu é composta por diferentes materiais que garantem
o seu funcionamento. Dentre estes materiais incluem-se: a estrutura em aço, náilon,
fibra de aramida, rayon, fibra de vidro e/ou poliéster; borrachas naturais e sintéticas,
incorporando, também, centenas de tipos diferentes de polímeros; reforçadores
químicos, como carbono, sílica e resinas; antidegradantes (ceras de parafina
antioxidantes e inibidoras da ação do gás ozônio); promotores de adesão (sais de
cobalto, banhos metálicos nos arames e resinas); agentes de cura (aceleradores de
cura, ativadores, enxofre) e, produtos auxiliares no processamento dos pneus, como
óleos (GOMES FILHO, 2007; FRANÇA, 2004).
O negro de fumo é usado para conferir à borracha resistência aos esforços e à
abrasão, e os óleos são misturas de hidrocarbonetos aromáticos que servem para
conferir maciez à borracha e aumentar sua trabalhabilidade durante a confecção dos
pneus. O enxofre é usado para ligar as cadeias de polímeros dentro da borracha e
também para endurecer e prevenir deformação excessiva pelas elevadas temperaturas.
O acelerador é tipicamente um composto orgânico sulfúrico que age como um
catalisador para o processo de vulcanização. O óxido de zinco e o ácido esteárico
também agem para controlar a vulcanização e realçar as propriedades físicas da
borracha. (GOULART, 1999).
12
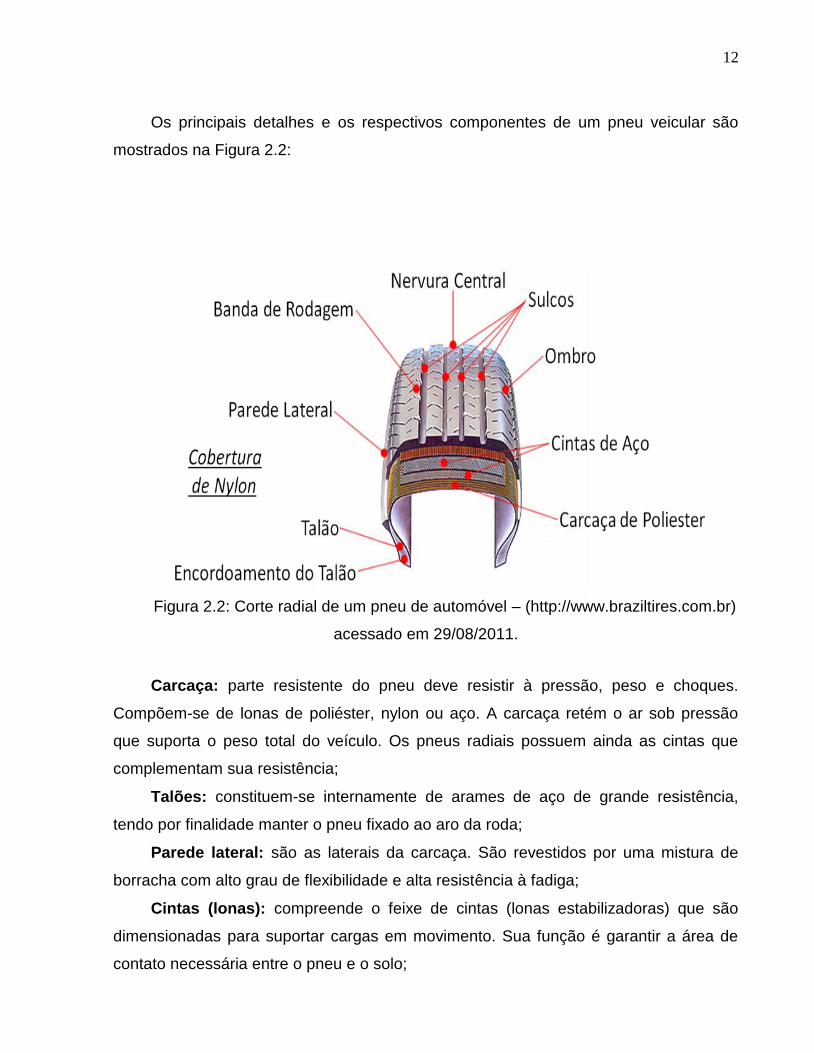
Os principais detalhes e os respectivos componentes de um pneu veicular são
mostrados na Figura 2.2:
Figura 2.2: Corte radial de um pneu de automóvel – (http://www.braziltires.com.br)
acessado em 29/08/2011.
Carcaça: parte resistente do pneu deve resistir à pressão, peso e choques.
Compõem-se de lonas de poliéster, nylon ou aço. A carcaça retém o ar sob pressão
que suporta o peso total do veículo. Os pneus radiais possuem ainda as cintas que
complementam sua resistência;
Talões: constituem-se internamente de arames de aço de grande resistência,
tendo por finalidade manter o pneu fixado ao aro da roda;
Parede lateral: são as laterais da carcaça. São revestidos por uma mistura de
borracha com alto grau de flexibilidade e alta resistência à fadiga;
Cintas (lonas): compreende o feixe de cintas (lonas estabilizadoras) que são
dimensionadas para suportar cargas em movimento. Sua função é garantir a área de
contato necessária entre o pneu e o solo;
13
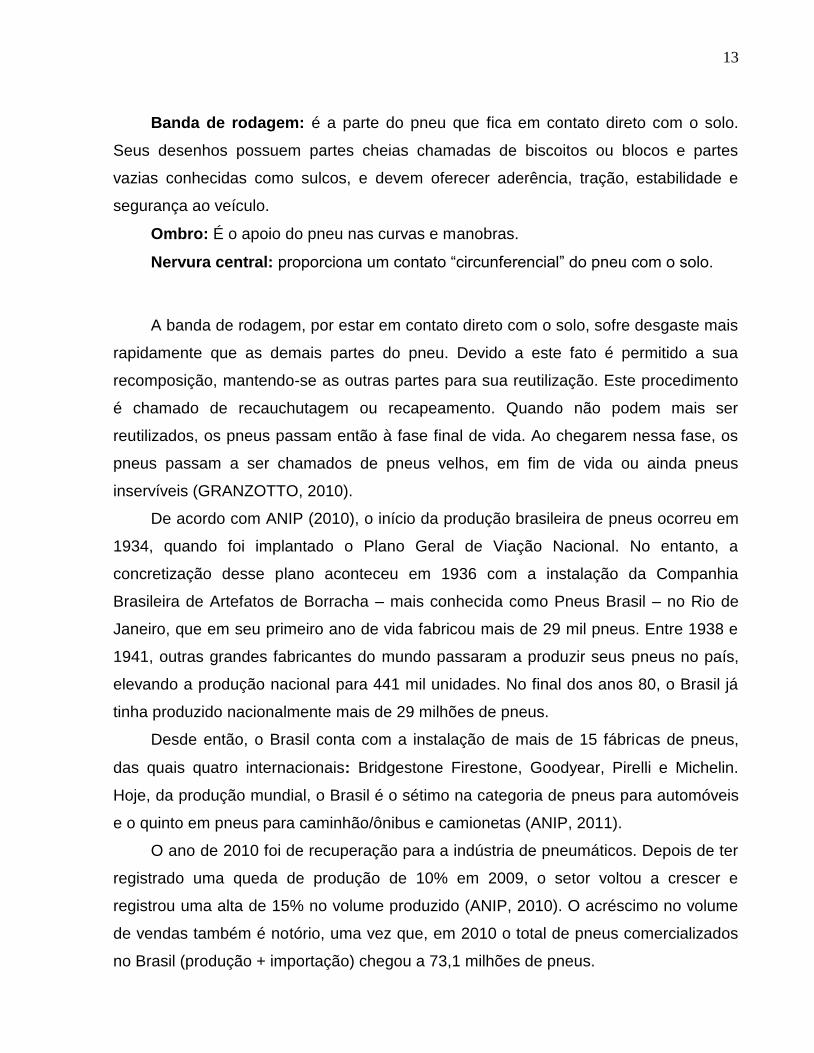
Banda de rodagem: é a parte do pneu que fica em contato direto com o solo.
Seus desenhos possuem partes cheias chamadas de biscoitos ou blocos e partes
vazias conhecidas como sulcos, e devem oferecer aderência, tração, estabilidade e
segurança ao veículo.
Ombro: É o apoio do pneu nas curvas e manobras.
Nervura central: proporciona um contato “circunferencial” do pneu com o solo.
A banda de rodagem, por estar em contato direto com o solo, sofre desgaste mais
rapidamente que as demais partes do pneu. Devido a este fato é permitido a sua
recomposição, mantendo-se as outras partes para sua reutilização. Este procedimento
é chamado de recauchutagem ou recapeamento. Quando não podem mais ser
reutilizados, os pneus passam então à fase final de vida. Ao chegarem nessa fase, os
pneus passam a ser chamados de pneus velhos, em fim de vida ou ainda pneus
inservíveis (GRANZOTTO, 2010).
De acordo com ANIP (2010), o início da produção brasileira de pneus ocorreu em
1934, quando foi implantado o Plano Geral de Viação Nacional. No entanto, a
concretização desse plano aconteceu em 1936 com a instalação da Companhia
Brasileira de Artefatos de Borracha – mais conhecida como Pneus Brasil – no Rio de
Janeiro, que em seu primeiro ano de vida fabricou mais de 29 mil pneus. Entre 1938 e
1941, outras grandes fabricantes do mundo passaram a produzir seus pneus no país,
elevando a produção nacional para 441 mil unidades. No final dos anos 80, o Brasil já
tinha produzido nacionalmente mais de 29 milhões de pneus.
Desde então, o Brasil conta com a instalação de mais de 15 fábricas de pneus,
das quais quatro internacionais: Bridgestone Firestone, Goodyear, Pirelli e Michelin.
Hoje, da produção mundial, o Brasil é o sétimo na categoria de pneus para automóveis
e o quinto em pneus para caminhão/ônibus e camionetas (ANIP, 2011).
O ano de 2010 foi de recuperação para a indústria de pneumáticos. Depois de ter
registrado uma queda de produção de 10% em 2009, o setor voltou a crescer e
registrou uma alta de 15% no volume produzido (ANIP, 2010). O acréscimo no volume
de vendas também é notório, uma vez que, em 2010 o total de pneus comercializados
no Brasil (produção + importação) chegou a 73,1 milhões de pneus.
14
A grande problemática por trás destes dados a ser enfrentada é a destinação de
pneumáticos e a possibilidade de se ter um desenvolvimento econômico sustentável,
sem degradar o meio ambiente. Apesar dos vários estudos realizados sobre a
reciclagem, destinação e prejuízos que os pneus inservíveis causam à natureza e a
humanidade, ainda não há ampla divulgação para a população. Portanto, a função dos
órgãos responsáveis é monitorar no sentido de resguardar, esclarecer e advertir a
população quanto aos efeitos danosos causados pela má destinação dos pneus
inservíveis e, sobretudo, àqueles nocivos à saúde.
O evento, intitulado “Sistema de gestão ambiental para reciclagem de pneus”, teve
o objetivo de informar e conscientizar a população sobre a importância da reutilização
de pneus e materiais recicláveis para o meio ambiente (PNEUS&CIA, 2010).
“Para fabricar um pneu de carga (ônibus e caminhão) são retirados 60
kg de matéria-prima da natureza. Ao reformar esse mesmo pneu, se
gasta apenas 15 kg, ou seja, na reforma deixa-se de retirar 75% de
recursos naturais”, discursou Vanderlei Carvalho.
Giacobbe (2008) divide a metodologia de utilização de pneus usados em três
categorias: reutilização, reciclagem e vaporização energética. Na reutilização são
aproveitados os pneus inteiros. Na reciclagem são transformados em um novo produto
a partir de métodos físicos e/ou químicos (por exemplo: tapetes, barreiras de choque).
Por sua vez, na vaporização energética, os pneus são utilizados na geração de energia
calorífera devido ao seu elevado poder calorífero (aproximadamente 8170 kcal/kg,
superior ao do carvão).
Os principais campos de destinação de pneus inservíveis são apresentados na
Tabela 2.1:

15
Tabela 2.1: Metodologia de utilização de pneus usados.
Tipo de reciclagem Aplicalção Objetivo
Reutilização
Recauchutagem
A recauchutagem é um processo técnico que permite que um pneu usado, depois de selecionado e inspecionado, receba uma nova banda de rodagem. Gerando economia em custo por quilômetro, além de contribuir como agente ecológico para a conservação de energia, retardando o descarte (GOODYEAR 2010).
Recifes artificiais
Oferecem substrato e habitat para diversos locais, bem como, proteção contra a ação destrutiva das redes de arrasto (ROCHA, 2008).
Quebra-mares
Proteção de zonas costeiras, evitando os efeitos das marés sobre estruturas (GIACOBBE APUD SILVA, 2004).
Estabilização de taludes
Estabilização de encostas através da construção de muros constituídos de pneus descartados (SIEIRA, 2009).
Barreiras anti-choques Amortecer impactos
Reciclagem Física
Aterros
Substituir as britas em cobertura alternativa, camada de fundação e de finalização do aterro, camada coletora de coletora de gás produzido no aterro, camada operacional de segurança e camada de drenagem do lixiviado (Giacobbe apud Silva, 2004).
Concreto asfáltico
Limitar a fragilidade,melhorar a resistência, evitar o trincamento apresentando um alto nível de deformação antes de microtrincas aparecerem (TURATSINZEA, 2005).
Artefatos de borracha (tapetes, solas de sapatos, buchas,
estrados).
Os pneus passam pelo processo de trituração, desvulcanização e transformação em pasta através da adição de óleos aromáticos (ROCHA,2008).
Barreiras de choques Amortecimento de impactos

16
Continuação da Tabela 2.1
Tipo de reciclagem Aplicação Objetivo
Reciclagem Química
Pirólise
Também conhecida como destilação destrutiva de pneus, é a transformação do material elastomérico, de composição química complexa, em outros compósitos hidrocarbonetos como óleo e gás, unicamente pelo calor. É uma alternativa adequada para o reaproveitamento energético de pneus.
Desvulcanização
Este processo envolve duas etapas distintas: a redução de tamanho e a quebra de ligações químicas. Consiste na regeneração da borracha (LAGARINHOS, 2008).
Hidrogenação
Produtos de óleos leves, gasolinas, gases e óleos lubrificantes (GIACOBBE APUD SEGRE, 1999).
Gaseificação
Produção de metano (GIACOBBE APUD SEGRE, 1999).
Valorização energértica
Combustível/ Co-processamento
A borracha picada originaria de pneu inservível ou o pneu inteiro é enviado as cimenteiras licenciadas, pelos órgãos ambientais estaduais, para serem utilizados como combustível alternativo. A principal característica é o poder calorífico do pneu (AEROBOP, 2011).
Fonte: alterado de Giacobbe,2008.
Motta (2008) explica que os pneus inservíveis podem seguir três caminhos: (I) os
pneus convencionais são destinados para as empresas que realizam a laminação e
transformação da borracha em artefatos diversos, como solados, cintas de sofá,
tapetes para carros etc.; (II) os pneus radiais, na maior parte das vezes, são triturados
e depois encaminhados para empresas produtoras de cimento, para queima nos fornos
de clinquer, ou para o Processo Petrosix® (unidade produtiva de Petróleo Brasileiro S.A
(PETROBRAS) que processa xisto betuminoso para obtenção de petróleo bruto) que os
coprocessa; (III) os pneus podem ser encaminhados para empresas regeneradoras de
borracha, que os transforma em pó de borracha, embora sejam poucas as empresas
17
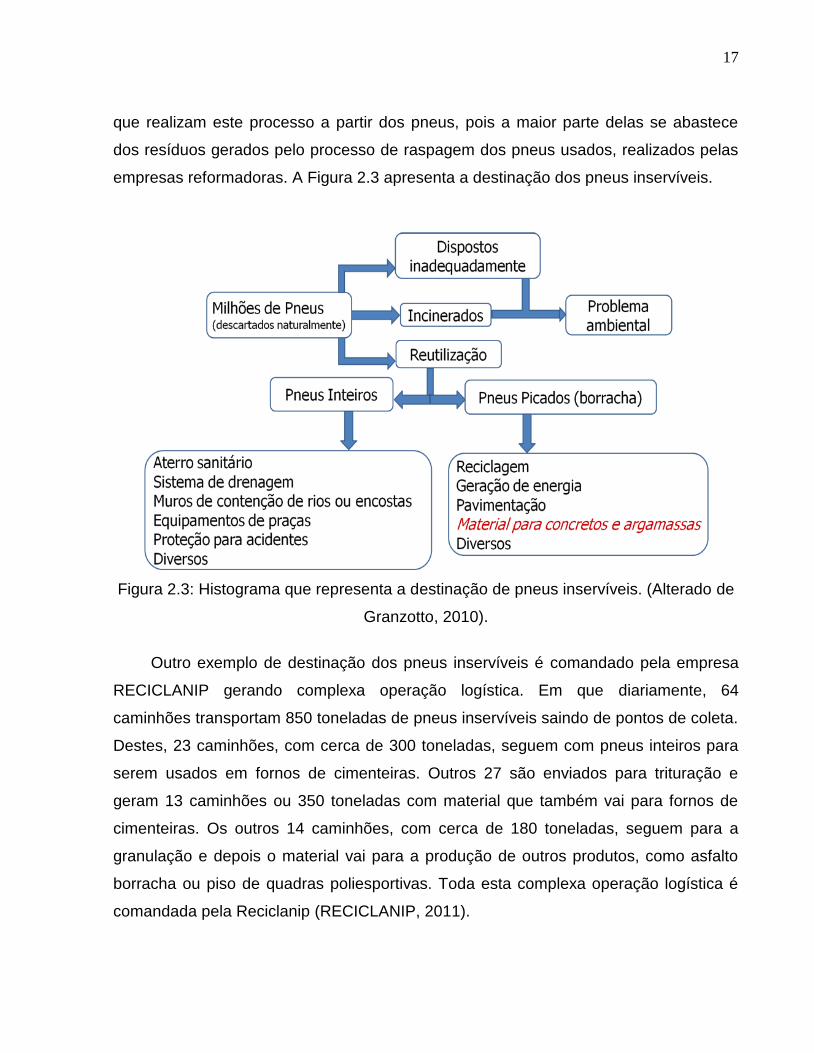
que realizam este processo a partir dos pneus, pois a maior parte delas se abastece
dos resíduos gerados pelo processo de raspagem dos pneus usados, realizados pelas
empresas reformadoras. A Figura 2.3 apresenta a destinação dos pneus inservíveis.
Figura 2.3: Histograma que representa a destinação de pneus inservíveis. (Alterado de
Granzotto, 2010).
Outro exemplo de destinação dos pneus inservíveis é comandado pela empresa
RECICLANIP gerando complexa operação logística. Em que diariamente, 64
caminhões transportam 850 toneladas de pneus inservíveis saindo de pontos de coleta.
Destes, 23 caminhões, com cerca de 300 toneladas, seguem com pneus inteiros para
serem usados em fornos de cimenteiras. Outros 27 são enviados para trituração e
geram 13 caminhões ou 350 toneladas com material que também vai para fornos de
cimenteiras. Os outros 14 caminhões, com cerca de 180 toneladas, seguem para a
granulação e depois o material vai para a produção de outros produtos, como asfalto
borracha ou piso de quadras poliesportivas. Toda esta complexa operação logística é
comandada pela Reciclanip (RECICLANIP, 2011).

18
A solução mais promissora para os pneus inservíveis é fazer o pneu velho voltar
para as estradas, mas sob a forma de asfalto. Os pesquisadores descobriram que é
possível adicionar à composição asfáltica um percentual de borracha de pneu triturada.
A medida aumenta em mais do que o dobro a durabilidade do asfalto. Os fabricantes
do asfalto-borracha prometem ainda outros benefícios, como uma maior aderência e a
redução sensível dos ruídos de atrito (OLIVEIRA E CASTRO, 2007). Segundo SE –
ESP (2013) relata que o asfalto-borracha custa R$ 1,4 mil por tonelada, frente aos R$
1,1 mil do asfalto tradicional. Há muitos benefícios, mas nem todas as empresas estão
dispostas a arcar com o custo maior. Outras alternativas são estudadas, mas o asfalto-
borracha é visto como o mais viável. A tecnologia traz vantagens ambientais - já que a
produção reaproveita pneus velhos. A cada quilômetro de rodovia com asfalto
ecológico, cerca de mil pneus são utilizados. Duas outras vantagens da estrada com
borracha são o aumento da aderência dos veículos na pista e a maior absorção da
água em dias de chuva.
A reforma, tanto por recauchutagem como por remoldagem, é entendida como a
maneira mais racional de utilização de uma carcaça de pneu descartado em boas
condições. Entretanto, esta não elimina o problema dos pneus inservíveis e, sim,
prolonga o tempo de vida útil das carcaças, alivia o meio ambiente e contribui para a
redução dos custos de transportes.
Segundo a Norma ISO 14001 (2004) impacto ambiental é qualquer modificação
do meio ambiente, adversa ou benéfica, que resulte, no todo ou em parte, das
atividades, produtos ou serviços de uma organização. Logo, os impactos ambientais
são ocasionados por confrontos diretos ou indiretos entre o homem e a natureza.
Exemplos bem conhecidos de impacto ambiental são os desmatamentos, as
queimadas, a poluição das águas, o buraco na camada de ozônio, entre outros.
Os pneus inservíveis estão no ranking dos maiores causadores de impactos
ambientais causados pelo homem, de forma indireta, se não destinados corretamente.
De acordo com a ANIP (2011) a adoção de procedimentos para implementação
da coleta e destinação dos pneus inservíveis no Brasil é uma tarefa que envolve vários
colaboradores como: os distribuidores, revendedores, reformadores e consertadores,
sem esquecer os consumidores finais de pneus, em articulação com os fabricantes,

19
importadores e o Poder Público. No conceito moderno de gestão empresarial, a
responsabilidade pós-consumo deve fazer parte dos princípios de qualquer companhia.
Desde 1999, quando começou a coleta pelos fabricantes, 1,82 milhões de
toneladas de pneus inservíveis foram coletados e destinados adequadamente, o
equivalente a 364,3 milhões de pneus de passeio. Desde então, os fabricantes de
pneus já investiram US$ 154,4 milhões no programa até outubro de 2011. A previsão
de investimento para 2011 foi de US$ 41,5 milhões, o que significa um aumento de
25% em relação à verba investida em 2010, que foi de US$ 33 milhões (RECICLANIP,
2011). Dentro deste contexto, a reutilização de resíduos de borracha de pneus torna-se
uma ação de cunho social e ambiental.
Devido ao significativo crescimento da construção civil nos últimos anos, novos
materiais alternativos e sustentáveis vêm a cada dia se consolidando no mercado
brasileiro. Os termos “alternativos e sustentáveis” não são sinônimos de produtos de
baixa qualidade, mas sim de uma tecnologia adequada capaz de transformar os
resíduos em produtos de alto desempenho. Por este motivo, a reutilização de partículas
de borracha provenientes da indústria de recauchutagem em produtos cimentícios que
atendam aos padrões e normas técnicas da construção civil brasileira é a principal
motivação deste trabalho. Para tanto, a próxima seção abordará a teoria sobre os
materiais compósitos, que por sua vez permitirá a investigação do reuso de partículas
de borracha na preparação de argamassas que contribuirão para a produção de
materiais de construção sustentável.
2.2 Materiais compósitos
Segundo Padilha (2007), os materiais são substâncias com propriedades que
tornam úteis na construção de máquinas, estruturas, dispositivos e produtos. Para cada
material específico tem-se um tipo de aplicação. As propriedades específicas são
resultantes de uma seleção e controle do processo de fabricação dos materiais, usados
para converter a matéria-prima no produto final. A classificação de materiais é um
processo que tem como objetivo agrupar todos os materiais com características
comuns. Os materiais sólidos são frequentemente classificados em três grupos

20
principais: materiais metálicos, materiais cerâmicos e materiais poliméricos ou
plásticos. Esta classificação é baseada na estrutura atômica e nas ligações químicas
predominantes em cada grupo. Um quarto grupo, os materiais compósitos, tem sido
incorporado nesta classificação nas últimas décadas por diversos autores (PADILHA,
2007).
2.2.1 Definição
A classe de materiais compósitos tem sido utilizada com sucesso em diversos
setores da indústria, sendo inicialmente desenvolvida e aplicada na indústria
aeroespacial-militar, difundindo-se em áreas como: construção civil, aeronáutica,
petroquímica, naval, bioengenharia, automobilística e artigos esportivos.
Estes materiais vêm sendo empregada cada vez mais em substituição aos
materiais tradicionais, atendendo às crescentes exigências de melhor desempenho,
segurança, economia, durabilidade e de mercado.
Há na literatura inúmeras definições para os materiais compósitos: união de
materiais (ASKELAND, 1998), materiais conjugados (Padilha, 2002), combinações de
materiais individuais (SHACKELFORD, 2006), conjunto de dois ou mais materiais
diferentes (MENDONÇA, 2005, NEWELL, 2010), material multifásico feito
artificialmente (CALLISTER 2011), substância constituída de dois ou mais materiais,
selecionado para formar um material exibindo características desejáveis, apresentando
propriedades que não se encontram nos materiais isoladamente (ASTM D3878, 2007).
Mistura de duas ou mais fases sendo uma denominada matriz (responsável pela
adesão) e as outras dispersa, onde não há formação de fases adicionais, a fim de
otimizar um desempenho específico (Panzera, 2012).
Dentre estas citações descritas uma das mais utilizada na literatura é dada por
Daniel e Ishai (1994). Estes autores definem um compósito estruturado como um
sistema de materiais consistindo de duas ou mais fases numa escala macroscópica,
cujo desempenho mecânico e propriedades são projetados para serem superiores
àqueles dos constituintes atuando independentemente. Uma das fases denomina-se
fase dispersa que proporciona resistência e rigidez, sendo descontínua. Em
contrapartida, a outra fase é menos resistente e contínua, sendo denominada fase

21
matriz. A fase matriz também fornece proteção contra ataques químicos, umidade e
preenchimento dos espaços vazios. A região de contato entre a fase dispersa e matriz
é denominada de interface, podendo esta ser forte ou fraca dependendo do tipo de
interação, seja física e/ou química. A zona de transição de interface (ZTI) pode
desempenhar um papel importante no controle dos mecanismos de falha, tenacidade à
fratura, e comportamento de tensão-deformação global do material. Por causa de
interações químicas ou efeitos de processamento, uma fase adicional, chamada
interfase, pode existir entre o reforço e a matriz, exibindo composição química distinta.
A Figura 2.4 ilustra claramente as fases constituintes de um compósito.
Figura 2.4: Fases de um material compósito.
Enfim, por definição, qualquer material constituído por pelo menos de dois ou
mais componentes, multifásico, com propriedades físicas e químicas nitidamente
distintas e não miscíveis, podem ser tratados como um material compósito. Apesar das
vantagens oferecidas pelos materiais compósitos em relação aos demais materiais, o
seu uso correto pelo engenheiro ainda não é generalizado, em razão dos seguintes
fatores: as propriedades mecânicas são diferentes, e suas características e formas de
determinação são, em geral, mais complexas; os processos de fabricação são próprios;
e as ferramentas básicas da resistência dos materiais, em geral, não funcionam para
esses materiais (LEVY NETO, 2006).
2.2.2 Tipos e classificação dos compósitos
A classificação dos materiais compósitos depende do tipo de matriz, tipo de
reforço, geometria, orientação das fibras, entre outros métodos avaliativos. Porém, a
22
literatura refere-se mais (I) à natureza da fase matriz, classificando os compósitos em
três grupos: metálico, cerâmico e polimérico; (II) à natureza da fase dispersa ou
reforçadora, onde o compósito pode ser classificado em três categorias: compósitos
particulados, compósitos reforçados por fibras, compósitos estruturais e compósitos
híbridos. A Figura 2.5 demonstra um fluxograma de classificação dos materiais
compósitos, com pelo menos duas subdivisões para cada.

23
A fase dispersa é diferente para cada tipo de compósito. Segundo Callister (2011),
a fase dispersa para compósitos reforçados com partículas é equiaxial (as dimensões
24
das partículas são aproximadamentes as mesmas em todas as direções); já para
compósitos reforçados com fibras, a fase dispersa possui a geometria da fibra (uma
grande razão entre o comprimento e o diâmetro). Por sua vez a fase dispersa para
compósitos estruturais são combinações de materiais compósitos e homogêneos.
Os compósitos fibrosos são aqueles em que a sua fase dispersa é sob a forma de
fibras contínuas ou descontínuas (whiskers). De acordo com Callister (2011), o arranjo
e a orientação das fibras umas em relação às outras, a concentração de fibras e a
distribuição também se tornam um fator de grande influência sobre a resistência e
outras propriedades de compósitos reforçados por fibras.
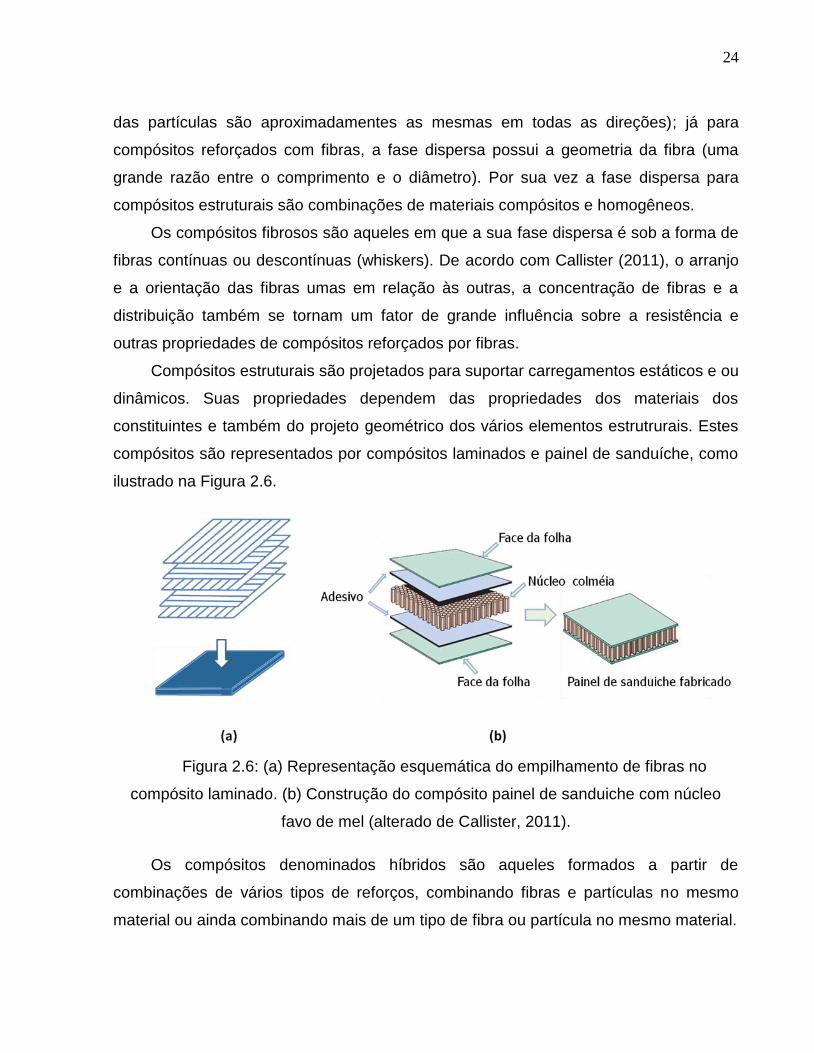
Compósitos estruturais são projetados para suportar carregamentos estáticos e ou
dinâmicos. Suas propriedades dependem das propriedades dos materiais dos
constituintes e também do projeto geométrico dos vários elementos estrutrurais. Estes
compósitos são representados por compósitos laminados e painel de sanduíche, como
ilustrado na Figura 2.6.
Figura 2.6: (a) Representação esquemática do empilhamento de fibras no
compósito laminado. (b) Construção do compósito painel de sanduiche com núcleo
favo de mel (alterado de Callister, 2011).
Os compósitos denominados híbridos são aqueles formados a partir de
combinações de vários tipos de reforços, combinando fibras e partículas no mesmo
material ou ainda combinando mais de um tipo de fibra ou partícula no mesmo material.
25
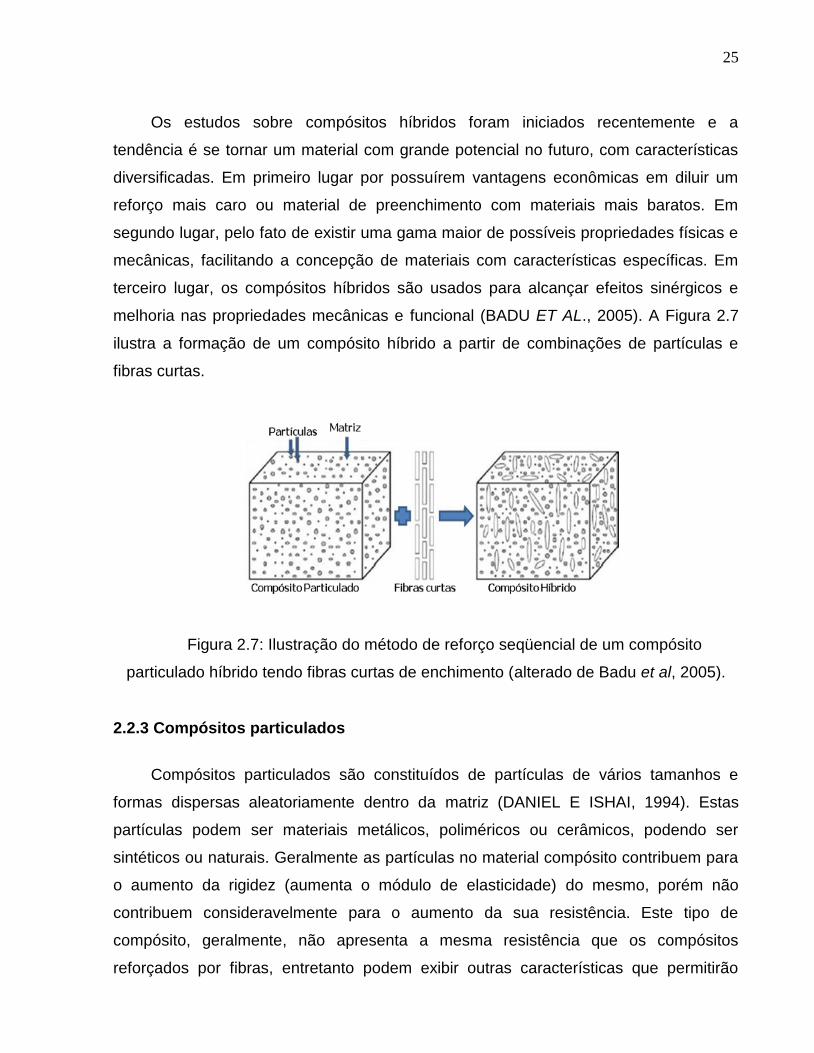
Os estudos sobre compósitos híbridos foram iniciados recentemente e a
tendência é se tornar um material com grande potencial no futuro, com características
diversificadas. Em primeiro lugar por possuírem vantagens econômicas em diluir um
reforço mais caro ou material de preenchimento com materiais mais baratos. Em
segundo lugar, pelo fato de existir uma gama maior de possíveis propriedades físicas e
mecânicas, facilitando a concepção de materiais com características específicas. Em
terceiro lugar, os compósitos híbridos são usados para alcançar efeitos sinérgicos e
melhoria nas propriedades mecânicas e funcional (BADU ET AL., 2005). A Figura 2.7
ilustra a formação de um compósito híbrido a partir de combinações de partículas e
fibras curtas.
Figura 2.7: Ilustração do método de reforço seqüencial de um compósito
particulado híbrido tendo fibras curtas de enchimento (alterado de Badu et al, 2005).
2.2.3 Compósitos particulados
Compósitos particulados são constituídos de partículas de vários tamanhos e
formas dispersas aleatoriamente dentro da matriz (DANIEL E ISHAI, 1994). Estas
partículas podem ser materiais metálicos, poliméricos ou cerâmicos, podendo ser
sintéticos ou naturais. Geralmente as partículas no material compósito contribuem para
o aumento da rigidez (aumenta o módulo de elasticidade) do mesmo, porém não
contribuem consideravelmente para o aumento da sua resistência. Este tipo de
compósito, geralmente, não apresenta a mesma resistência que os compósitos
reforçados por fibras, entretanto podem exibir outras características que permitirão

26
exibir um elevado desempenho especifico, seja ele químico, térmico, elétrico, etc
(CASARIAL, 2009).
Segundo Callister (2011), os compósitos particulados podem ser divididos em
compósitos com partículas grandes e compósitos reforçados por dispersão.
2.2.3.1 Compósitos com partículas grandes
Partículas, por definição, possuem pequenas dimensões. Logo o termo “grande” é
usado para destacar que a interações entre a fase dispersa e a fase matriz não podem
ser tratadas em nível atômico ou molecular. Nestes compósitos, a fase particulada é
mais rígida do que a fase matriz. De acordo com Newell (2010) o compósito particulado
contém grande número de partículas grossas, para reforçar a matriz.
Essas partículas de reforço, devido ao tamanho, tendem a restringir o movimento
da fase matriz na vizinhança de cada partícula. Essencialmente, a matriz transfere
parte da tensão aplicada às partículas, as quais suportam uma fração de carga. O grau
de reforço ou de melhoria do comportamento mecânico depende de uma ligação forte
na interface matriz-partícula (CALLISTER, 2011). Entretanto, de acordo com Askeland
(1998), os compósitos particulados são projetados para produzir combinações
incomuns de propriedades, e não para melhorar a resistência mecânica propriamente
dita.
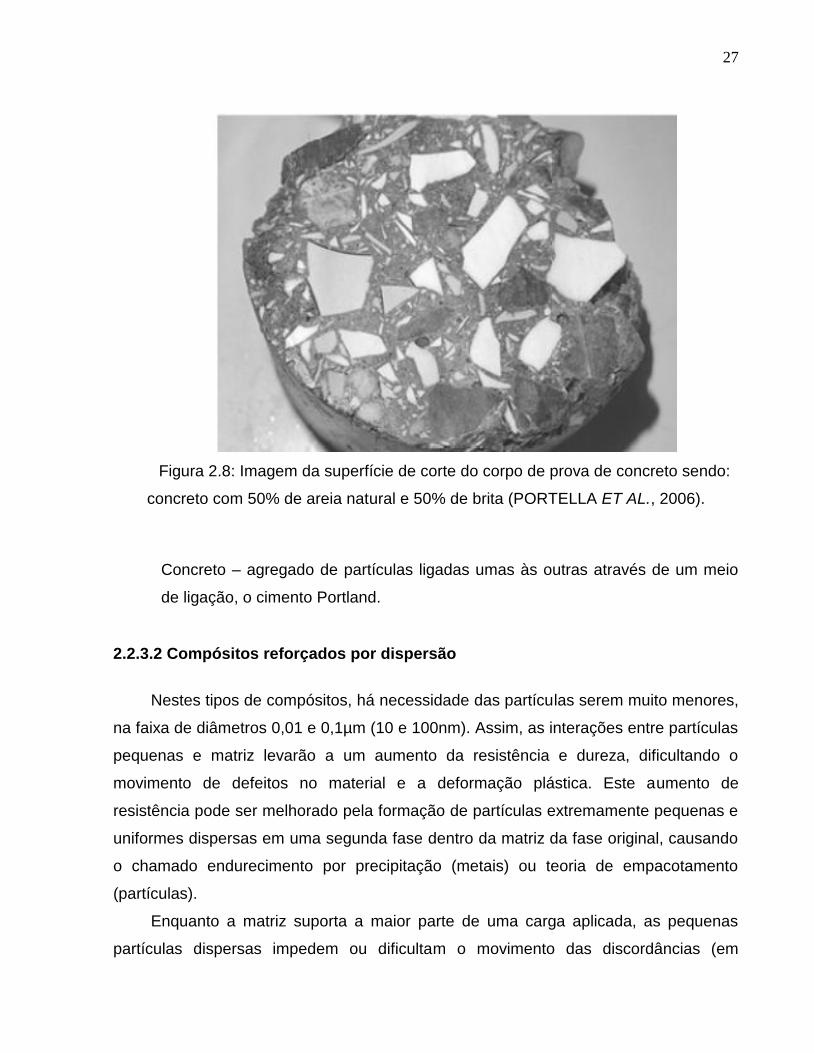
O concreto é o melhor exemplo para representar a classe de compósitos com
partículas grandes. Sua fase matriz cerâmica é o cimento e a fase particulada também
cerâmica é composta pela areia e brita, como pode ser visualizado na Figura 2.8. Neste
caso, a resistência mecânica da matriz cimentícia é reduzida com adição das
partículas, entretanto o material altera o seu modo de falha, tornando menos frágil o
que é de grande valia para a segurança na construção civil, pois o mesmo revela
fissuras antes de sua ruptura final.
27
Figura 2.8: Imagem da superfície de corte do corpo de prova de concreto sendo:
concreto com 50% de areia natural e 50% de brita (PORTELLA ET AL., 2006).
Concreto – agregado de partículas ligadas umas às outras através de um meio
de ligação, o cimento Portland.
2.2.3.2 Compósitos reforçados por dispersão
Nestes tipos de compósitos, há necessidade das partículas serem muito menores,
na faixa de diâmetros 0,01 e 0,1µm (10 e 100nm). Assim, as interações entre partículas
pequenas e matriz levarão a um aumento da resistência e dureza, dificultando o
movimento de defeitos no material e a deformação plástica. Este aumento de
resistência pode ser melhorado pela formação de partículas extremamente pequenas e
uniformes dispersas em uma segunda fase dentro da matriz da fase original, causando
o chamado endurecimento por precipitação (metais) ou teoria de empacotamento
(partículas).
Enquanto a matriz suporta a maior parte de uma carga aplicada, as pequenas
partículas dispersas impedem ou dificultam o movimento das discordâncias (em
28
metais). Dessa forma, a deformação plástica é restringida de modo tal que os limites de
escoamento e de resistência à tração, assim como a dureza, são melhorados
(CALISTTER, 2011). No trabalho estudado este procedimento não ocorre.
2.2.4 Fase Matriz
As matrizes têm como função principal, união das fibras e suporte dos
particulados, proteção contra o meio exterior, conservação da disposição geométrica
das mesmas, bem como transferência de solicitações mecânicas.
As matrizes também são muito importantes para a resistência final do compósito.
Alguns fatores precisam ser analisados quando se trata de matriz, como: propriedades
mecânicas (resistência à tração e compressão, impacto), coeficiente de expansão
térmica, resistência térmica, temperatura de trabalho, temperatura de fusão,
cristalinidade e resistência à fadiga. De acordo com a literatura, as matrizes dos
compósitos podem ser classificadas em poliméricas, metálicas e cerâmicas. Neste
trabalho, o cimento Portland será utilizado como fase matriz cerâmica, sendo este
detalhado na seção subsequente.
2.2.4.1 Matrizes cerâmicas
Os materiais cerâmicos são os materiais que a humanidade utiliza desde a
antiguidade, possuindo qualidades importantíssimas como resistência à oxidação e à
deterioração em temperaturas elevadas. Entretanto estes materiais possuem
predisposição à fratura frágil, isto é, ausência de deformação plástica e
consequentemente baixa resistência ao impacto.
Material cerâmico é quaisquer dos vários materiais duros, frágeis e resistentes ao
calor e à corrosão, formados tipicamente por elementos metálicos combinados com
oxigênio ou com carbono, nitrogênio ou enxofre. A maioria dos materiais cerâmicos são
cristalinos e maus condutores de eletricidade, embora algumas cerâmicas
recentemente descobertas, formadas por óxidos de cobre, sejam supercondutoras a
baixas temperaturas (Newell, 2010).

29
Os materiais compósitos com matriz cerâmica (CMC – Ceramic-Matrix
Composites) estão sendo desenvolvidos para melhorar a tenacidade à fratura dos
materiais cerâmicos. São formados de uma fase dispersa constituída por particulados,
fibras ou whiskers de um material cerâmico incorporados a uma matriz de outro
material cerâmico. Com isso, Callister (2011) afirma que, os materiais compósitos com
matriz cerâmica elevaram as tenacidades entre aproxidamente 6 e 20 MPA√m (5,5 e 18
Ksi√in). Esta melhora é devido a interações entre as partículas e a matriz, pois quando
iniciada a fissura da matriz, as partículas agem, impedindo e retardando a propagação
da mesma. Atualmente, ‘aumento da tenacidade por transformação’ é a mais
promissora técnica empregada para bloquear a propagação de fissuras.
Os materiais compósitos de matriz cerâmica podem ser classificados segundo seu
tipo de reforço, como: compósitos cerâmicos reforçados por fibras contínuas,
compósitos cerâmicos reforçados por fibras descontínuas (whiskers) e compósitos
cerâmicos reforçados por partículas.
Os compósitos com matriz cerâmica podem ser fabricados utilizando-se
prensagem a quente, prensagem isostática a quente, sinterização a partir da fase
líquida e hidratação a partir da fase pulverulenta que é o caso dos materiais
cimentícios.
2.2.4.1.1 Cimento Portland
O cimento Portland é de fundamental importância para a construção civli, resulta
da moagem e mistura íntima de argila e minerais que contêm cal em proporções
adequadas (CALLISTER, 2011). Quando misturado com a água e outros materiais de
construção, tais como areia, pedra britada, pó-de-pedra, cal entre outros, resulta nos
concretos e argamassas usadas na construção civil. As características e propriedades
desses concretos e argamassas dependem da qualidade e proporções dos materiais
com que são compostos. Dentre eles, o cimento é o mais ativo, do ponto de vista
químico, sendo responsável pela transformação da mistura dos materiais componentes
dos concretos e das argamassas no produto final desejado (laje, viga, revestimento,
etc.).

30
O primeiro emprego do cimento Portland no concreto data de 1756, quando o
engenheiro inglês John Smeaton misturou o cimento com tijolos moídos e pedriscos. O
concreto é atualmente onipresente na construção e na pavimentação (NEWELL, 2010).
O cimento Portland é dito ser um cimento hidráulico, pois sua natureza se
desenvolve através de reações químicas com a água. Ele é usado principalmente em
argamassa e em concreto, para aglutinar, em uma massa coesa, agregados de
partículas inertes (areia e/ou cascalho); na confecção de materiais compósitos.
(CALLISTER, 2011).
As propriedades do cimento Portland estão diretamente relacionadas às
concentrações de suas fases constituintes, principalmente a alita, a belita, a fase
ferrítica e o aluminato. Estas fases são resultado da queima de uma mistura contendo
rocha calcária e argila, com altos teores de CaCO3, SiO2, Fe2O3 e Al2O3. (NEVILLE,
1997). Tenório et al. (2003) reporta que este processo de queima atinge temperaturas
entre 1450°C e 1500°C e o produto final é o clínquer de cimento Portland. É o clínquer
que, misturado e pulverizado com sulfato de cálcio entre outras adições, produz o
cimento Portland. A mistura resultante atinge um tamanho médio de partículas de
aproximadamente 10µm, com uma faixa entre 1µm e 100µm.
Os silicatos de cálcio são os principais constituintes do cimento Portland, assim,
as matérias-primas para a produção do cimento devem suprir cálcio e sílica em formas
adequadas. Os materiais de carbonato de cálcio que ocorrem naturalmente como pedra
calcária, giz, mármore e conchas do mar são as fontes industriais de cálcio, e as argilas
e xistos argilosos, são as fontes preferidas de sílica suplementar na mistura de
matérias-primas para produção de silicatos de cálcio (MEHTA e MONTEIRO, 1994).
Segundo Newell (2010) os silicatos de cálcio (C3S - Alita e C2S - Belita) compõem
três quartos da massa total e dão a maior parte da resistência do cimento. Os silicatos
de cálcio sofrem reações altamente exotérmicas com a água, formando silicatos de
cálcio hidratados (C-S-H) e hidróxido de cálcio (CH), como resumidos nas Equações
2.1 e 2.2:
(2.1)
31
(2.2)
Os silicatos de cálcio hidratados são partículas amorfas, extremamente pequenas,
incluem diversas composições; de modo que a designação C-S-H usada não implica
uma razão exata entre os constituintes. Cabe ressaltar que a nomenclatura adotada
para referenciar os elementos químicos da hidratação do cimento não são os mesmos
estipulados na química, ou seja, C = CaO, S= SiO2, H = H2O. Embora o cimento
Portland consista essencialmente de vários compostos de cálcio, os resultados de
análises químicas de rotina são expressos em termos dos óxidos dos elementos
(MEHTA e MONTEIRO, 1994).
Como o cimento Portland é uma mistura heterogênea de vários compostos, o
processo de hidratação consiste na ocorrência de reações simultâneas dos compostos
anidros com a água. Entretanto, todos os compostos não hidratam à mesma
velocidade. Os aluminatos são conhecidos por hidratarem muito mais rapidamente do
que os silicatos. Na verdade, o enrijecimento (perda de consistência) e a pega
(solidificação) características da pasta do cimento Portland, são amplamente
determinados por reações de hidratação envolvendo os aluminatos. Os silicatos, que
compõem aproximadamente 75% do cimento Portland comum, tem um importante
papel na determinação das características de endurecimento e desenvolvimento de
resistência (MEHTA e MONTEIRO, 1994).
As reações do silicato de cálcio ocorrem, realmente, em cinco estágios distintos.
O estágio 1 ocorre durante os primeiros minutos, após a água ser misturada ao
cimento. Os íons cálcio e hidróxido são liberados do C3S, resultando na geração de
calor e em um rápido aumento no pH. CH e C-S-H também começam a se cristalizar no
estágio 1. Após aproximadamente 15 minutos, o cimento entra em um período de
dormência (estágio 2) durante o qual a reação diminui. Uma cobertura de C-S-H se
desenvolve sobre a superfície do cimento, a qual cria uma barreira à difusão da água. À
medida que a espessura aumenta, a taxa de reação se torna, cada vez mais,
controlada pela difusão. Após 2-4 horas, é alcançada uma massa crítica de íons e a
taxa de reação acelera (estágio 3). Durante o estágio 3, tanto C3S e o menos reativo
C2S se hidratam rapidamente. Após cerca de 8 horas, a taxa de reação desacelera e a

32
difusão controla completamente todas as taxas (estágio 4). Finalmente, um estágio de
equilíbrio (estágio 5) acontece, no qual a hidratação é essencialmente independente da
temperatura (Newel, 2010).
Ao mesmo tempo, o tricálcio aluminato (C3A) também sofre uma reação de
hidratação. Sem o gesso, o C3A reagiria rapidamente com a água, causando um
endurecimento prematuro e propriedades menos desejáveis. Em vez disso, o C3A
reage com o gesso para formar sulfoaluminato hidratado de cálcio (etringita), como
apresentado na Equação 2.3:
(2.3)
Aluminato + Gesso + Água → Etringita
de Cálcio
A etringita forma uma barreira contra a difusão em torno do aluminato de cálcio e
reduz a reação de hidratação. Uma vez que o gesso tenha sido consumido, a entrigita
reage com o tricálcio aluminato para formar monossulfoaluminato, como apresentado
na Equação 2.4:
(2.4)
O monossulfoaluminato é estável no cimento, mas torna o cimento vulnerável ao
ataque de íons sulfatos. O monossulfoaluminato irá reagir para formar mais etringita na
presença dos íons sulfato. A nova estringita causa uma expansão dentro do cimento,
que pode resultar em trincas.
Quando a pasta cimento endurece, ela consiste majoritariamente em C-S-H, CH e
monossulfoaluminato, com cerca de 5% de silicatos não hidratados. O C-S-H
corresponde a cerca de 50% a 70% do volume total e dá a maior parte da resistência,
como na Tabela 2.2.

33
Tabela 2.2: Componentes presentes na pasta endurecida de cimento.
Componente
Fração
Volumétrica
Massa Específica
(kg/m3)
Microestrutura
C-S-H
0,50-0,70
2000
Misturas de agulhas radiantes de sólidos porosos
CH
0,20-0,25
2250
Placas cristalinas grossas
0,10-0,15
1950
Placas cristalinas finas, aglutinadas, irregulares
Silicatos não hidratados
>0,05
3150
Ainda mantendo a estrutura de grãos originais
Fonte: Newell, 2010.
Em função do caráter eminentemente exotérmico das reações de hidratação do
cimento, uma das maneiras mais usuais de acompanhar o desenvolvimento dessas
reações tem sido através de medidas calorimétricas, nas quais se registra a quantidade
de calor liberado em função do tempo de reação. A curva de liberação de calor em
pastas de cimento Portland é composta basicamente por quatro etapas, ilustradas na
Figura 2.9 (MELO, 2009):
Figura 2.9: Curva de liberação de calor na hidratação do cimento Portland (MELO apud
QUARCIONI, 2009).
Gel é o nome que se dá aos produtos da hidratação do cimento, tais como o
silicato hidratado de cálcio (C-S-H), a portlandita ou hidróxido de cálcio (CH), o sulfato-

34
aluminato de cálcio hidratado ou etringita, o monosulfoaluminato de cálcio hidratato,
etc. Estes compostos apresentam na forma cristalina, com morfologia bem variada, tais
como fibras no C-S-H, placas hexagonais finas no CH, agulhas alongadas na etringita,
etc (CAMPITELI, 1987).
No Brasil existem vários tipos de cimento Portland apresentando composições em
massa e algumas propriedades intrínsecas que os tornam diferentes entre si. Estes são
produzidos para aplicações diversas e todos regidos por normas da ABNT.
As escórias granuladas de alto-forno e os materiais pozolânicos tem menor
velocidade de hidratação em relação ao clínquer, os cimentos com adição desses
materiais podem apresentar, em igualdade de condições, menor desenvolvimento
inicial de resistência. Entretanto, na prática, verifica-se que as resistências efetivamente
alcançadas em todas as idades superam os limites mínimos estabelecidos pelas
normas técnicas da ABNT, que especificam os valores necessários às aplicações mais
usuais. A Figura 2.10 ilustra a evolução média de resistência dos principais tipos de
cimento, com base nos valores experimentais obtidos nos laboratórios da ABCP. Estes
valores são expressos em megapascal – MPa e garantidos pelos fabricantes após 28
dias de cura (ABCP, 2002).
Figura 2.10: Evolução média de resistência à compressão dos distintos tipos de
cimento Portland (ABCP, 2002).
O CP-V tem a peculiaridade de atingir altas resistências já nos primeiros dias de
aplicação. Há, entretanto, uma tendência mundial de abandonar a classificação do
cimento de alta resistência como sendo um tipo específico do qual se exijam limitações
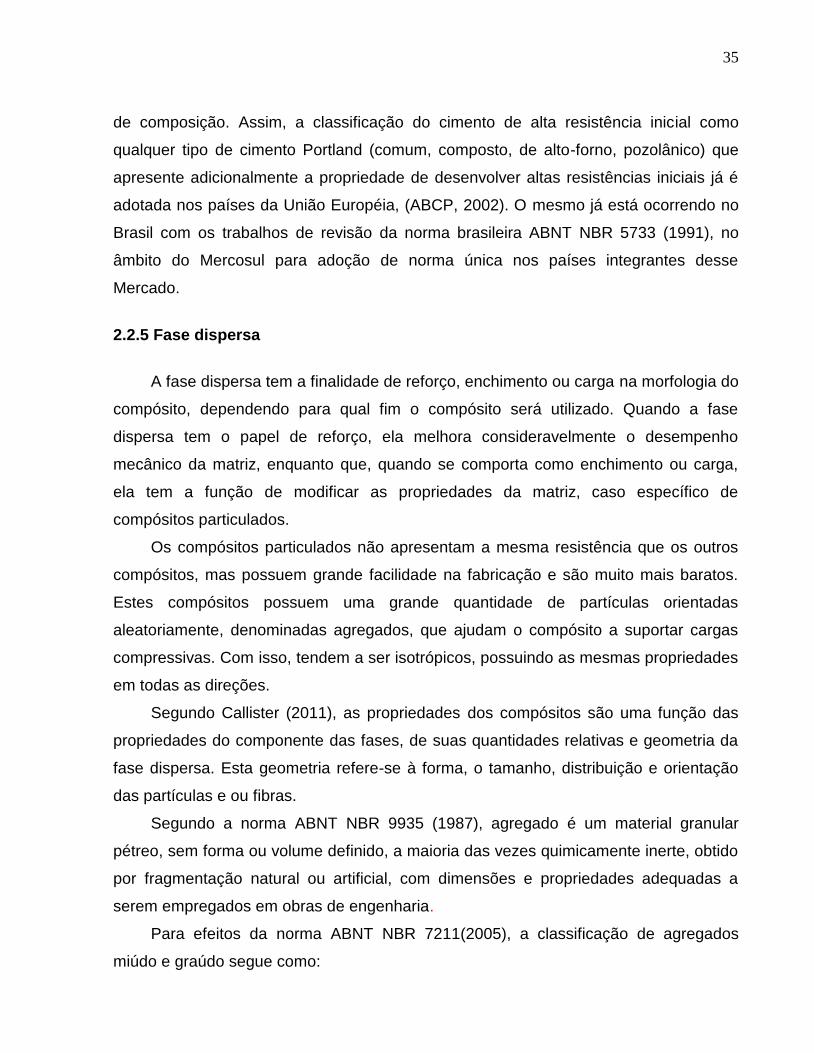
35
de composição. Assim, a classificação do cimento de alta resistência inicial como
qualquer tipo de cimento Portland (comum, composto, de alto-forno, pozolânico) que
apresente adicionalmente a propriedade de desenvolver altas resistências iniciais já é
adotada nos países da União Européia, (ABCP, 2002). O mesmo já está ocorrendo no
Brasil com os trabalhos de revisão da norma brasileira ABNT NBR 5733 (1991), no
âmbito do Mercosul para adoção de norma única nos países integrantes desse
Mercado.
2.2.5 Fase dispersa
A fase dispersa tem a finalidade de reforço, enchimento ou carga na morfologia do
compósito, dependendo para qual fim o compósito será utilizado. Quando a fase
dispersa tem o papel de reforço, ela melhora consideravelmente o desempenho
mecânico da matriz, enquanto que, quando se comporta como enchimento ou carga,
ela tem a função de modificar as propriedades da matriz, caso específico de
compósitos particulados.
Os compósitos particulados não apresentam a mesma resistência que os outros
compósitos, mas possuem grande facilidade na fabricação e são muito mais baratos.
Estes compósitos possuem uma grande quantidade de partículas orientadas
aleatoriamente, denominadas agregados, que ajudam o compósito a suportar cargas
compressivas. Com isso, tendem a ser isotrópicos, possuindo as mesmas propriedades
em todas as direções.
Segundo Callister (2011), as propriedades dos compósitos são uma função das
propriedades do componente das fases, de suas quantidades relativas e geometria da
fase dispersa. Esta geometria refere-se à forma, o tamanho, distribuição e orientação
das partículas e ou fibras.
Segundo a norma ABNT NBR 9935 (1987), agregado é um material granular
pétreo, sem forma ou volume definido, a maioria das vezes quimicamente inerte, obtido
por fragmentação natural ou artificial, com dimensões e propriedades adequadas a
serem empregados em obras de engenharia.
Para efeitos da norma ABNT NBR 7211(2005), a classificação de agregados
miúdo e graúdo segue como:

36
Agregados graúdos possuem partículas que passam pela peneira com
abertura de malha de 75mm e ficam retidas na peneira com abertura de malha
de 4,75mm.
Agregados miúdos possuem partículas que passam pela peneira com
abertura de malha de 4,75mm e ficam retidas na peneira com abertura de malha
de 150µm.
Segundo Newell (2010) os agregados possuem funções básicas nos concretos e
argamassas como:
Redução do custo do concreto e argamassa, pois estes aumentam o volume
da massa, sem perda de resistência, além de serem mais baratos que o
cimento;
Aumentam a resistência da superfície do concreto e argamassa quanto ao
desgaste e intempéries;
Diminuem as variações do volume do concreto e argamassa durante sua
cura;
Ajudam a aumentar ou diminuir a densidade, ou o peso do concreto e
argamassa, em situações que se faz necessário.
O aumento da durabilidade e desempenho de compósitos cimentícios tem sido
buscado através de uma correta seleção de partículas (agregados), desenvolvimento
de diversos aditivos e adições; dentre eles o agregado de sílica.
2.2.5.1 Agregado de quartzo
Quartzo são rochas metamórficas, ou seja, aquelas resultantes de rochas pré-
existentes que sofreram modificações na sua textura, estrutura e composição devido à
variação das condições físicas (temperatura e pressão) e químicas (
Por características geométricas dos grãos de quartzo entende-se sua forma, sua
dimensão e sua distribuição granulométrica. A forma dos grãos de quartzo (Figura 2.11)
é mais comumente determinada através de exame por meio de um microscópio
37
estereoscópico ou uma lupa. Quanto à sua forma, os grãos de quartzo podem ser
classificados como arredondados, subangulares ou angulares (PANZERA, 2007).
Figura 2.11: Formas características de grãos de quartzo (PANZERA, 2007).
Sabe-se que o agregado corresponde a cerca de 75% do volume total do concreto
e também a extração dos mesmos constitui uma atividade de mineração, tratando-se
de um empreendimento exploratório que degrada o meio ambiente. Este processo
causa impactos ambientais como, alteração da paisagem, supressão da vegetação
(mata ciliar), alteração dos cursos d’água, lançamento de efluentes entre outros.
Visando diminuir a extração de agregados em prol do meio ambiente,
pesquisadores têm investigado as propriedades de concretos e argamassas,
substituindo agregados naturais por agregados especiais (industriais e minerais).
De acordo com a ABNT NBR 9935 (1987) agregado especial é aquele de origem
natural ou artificial, resultante de processo industrial, cujas propriedades podem conferir
aos concretos e argamassas um desempenho que permite ou auxilie o atendimento de
solicitações específicas de obras não usuais. Assim, as partículas de borracha de
pneus têm sido estudadas como agregado especial em concretos e argamassas.
2.2.5.2 Borracha de pneu
Os polímeros elastômeros exibem uma larga variedade de propriedades. As
misturas físicas poliméricas são adequadas para inúmeras aplicações. A Tabela 2.3
apresentada as propriedades físicas e mecânicas para polímeros elastômeros mais
utilizados na fabricação de pneus.
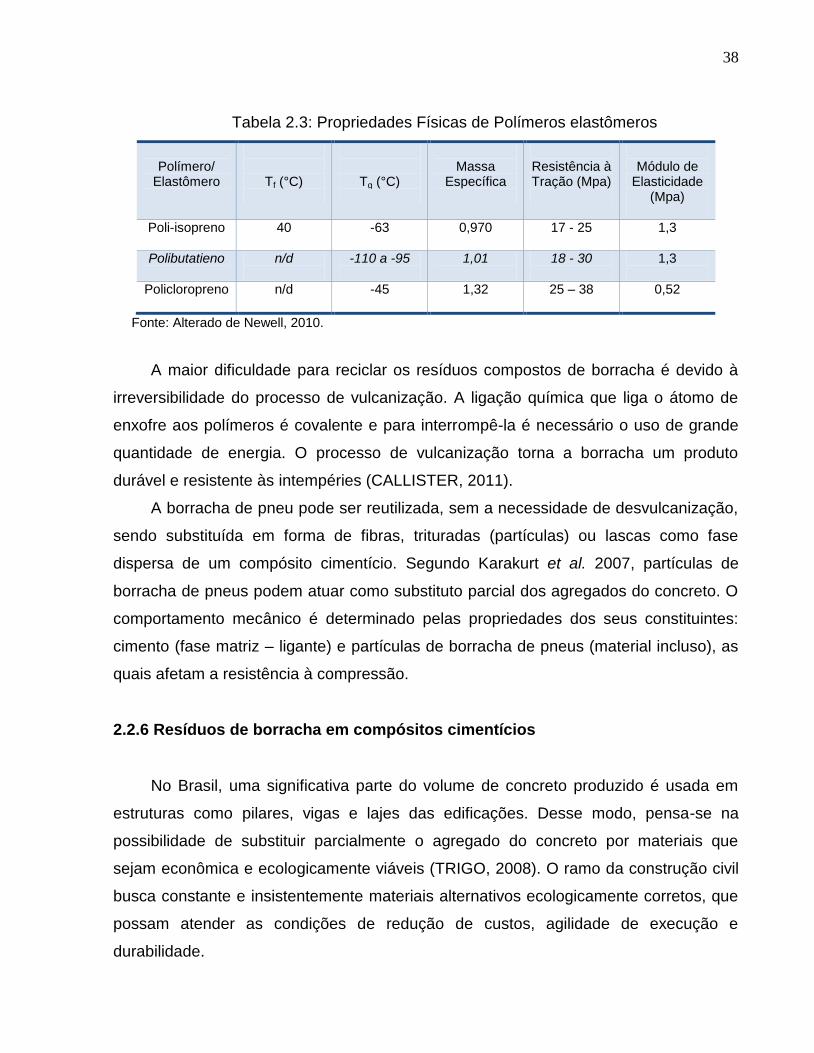
38
Tabela 2.3: Propriedades Físicas de Polímeros elastômeros
Polímero/
Elastômero
Tf (°C)
Tg (°C)
Massa
Específica
Resistência à Tração (Mpa)
Módulo de
Elasticidade (Mpa)
Poli-isopreno
40
-63
0,970
17 - 25
1,3
Polibutatieno
n/d
-110 a -95
1,01
18 - 30
1,3
Policloropreno
n/d
-45
1,32 25 – 38
0,52
Fonte: Alterado de Newell, 2010.
A maior dificuldade para reciclar os resíduos compostos de borracha é devido à
irreversibilidade do processo de vulcanização. A ligação química que liga o átomo de
enxofre aos polímeros é covalente e para interrompê-la é necessário o uso de grande
quantidade de energia. O processo de vulcanização torna a borracha um produto
durável e resistente às intempéries (CALLISTER, 2011).
A borracha de pneu pode ser reutilizada, sem a necessidade de desvulcanização,
sendo substituída em forma de fibras, trituradas (partículas) ou lascas como fase
dispersa de um compósito cimentício. Segundo Karakurt et al. 2007, partículas de
borracha de pneus podem atuar como substituto parcial dos agregados do concreto. O
comportamento mecânico é determinado pelas propriedades dos seus constituintes:
cimento (fase matriz – ligante) e partículas de borracha de pneus (material incluso), as
quais afetam a resistência à compressão.
2.2.6 Resíduos de borracha em compósitos cimentícios
No Brasil, uma significativa parte do volume de concreto produzido é usada em
estruturas como pilares, vigas e lajes das edificações. Desse modo, pensa-se na
possibilidade de substituir parcialmente o agregado do concreto por materiais que
sejam econômica e ecologicamente viáveis (TRIGO, 2008). O ramo da construção civil
busca constante e insistentemente materiais alternativos ecologicamente corretos, que
possam atender as condições de redução de custos, agilidade de execução e
durabilidade.

39
Constata-se, no Brasil, que enquanto o aproveitamento de alguns resíduos sólidos
evoluiu nas últimas décadas, outros materiais como os pneus inservíveis e demais
derivados da borracha, continuam sendo dispostos inadequadamente no meio
ambiente (RODRIGUES, 2010).
Hoje, com o passivo ambiental de mais de 100 milhões de pneus inservíveis no
Brasil, a sua reciclagem tornou-se necessária, visto que estes materiais,quando
abandonados,tornam-se um risco ao meio ambiente e também a saúde pública,
servindo de local para a procriação de mosquitos e outros vetores de doenças e
representam um risco constante de incêndio que contamina o ar com uma fumaça
altamente tóxica e deixa um óleo que se infiltra e contamina o lençol freático (IGNÁCIO,
2011). Segundo Meshgin (2012) métodos de eliminação comumente utilizados como
aterro tornam-se inaceitáveis, devido ao rápido esgotamento dos locais disponíveis.
A adição de partículas de borracha é capaz de aumentar a resistência ao impacto,
além de reduzir a massa específica, características estas muitas vezes desejadas em
concretos.
Lopes et al. (2005) analisaram o comportamento do concreto adicionado de
resíduos de borracha quanto à sua resistência à compressão. Foram elaborados
concretos com cimentos CPV ARI PLUS, substituindo parte do agregado miúdo (d ≤
4,76 mm) por borracha de pneu (5% em massa) proveniente do processo de
recauchutagem. Observou-se a queda na resistência à compressão após a adição do
resíduo, o que foi atribuído à falta de aderência entre as partículas de borracha e matriz
de cimento.
Marques (2005) estudou algumas propriedades de concretos e argamassas, com
substituição parcial do agregado miúdo por resíduos de borracha de pneus (1,19 mm)
provenientes do processo de recauchutagem. Para todas as misturas foi utilizado o
cimento CP V – ARI PLUS, areia e, para os concretos, brita basáltica. As substituições
foram de 12% em volume do agregado miúdo por borracha para argamassa e 10% em
volume para concreto. Em argamassa procurou-se verificar a influência do tratamento
do resíduo de borracha com solução saturada de hidróxido de sódio. As propriedades
estudadas foram: resistência à compressão, resistência à tração, absorção de água e
índice de consistência. Observou-se redução da trabalhabilidade e resistência

40
mecânica. Os resultados de resistência à abrasão em concreto mostraram-se
interessantes para o uso da mistura em pavimentação.
Marques et al. (2005) avaliaram o comportamento de argamassas mediante
ensaio de resistência à compressão, resistência à tração, absorção de água, densidade
e índice de consistência em argamassas contendo adição de diferentes granulometrias
de borracha (420 µm, 1000 µm, 1500 µm e 2000 µm). As argamassas foram testadas
no estado fresco e endurecido com borracha sem tratamento e tratada com solução
saturada de NaOH. Concluiu-se que a variação granulométrica da borracha não teve
efeito significativo nos resultados de resistência à compressão. Observou-se também
que as argamassas constituídas com borracha sem tratamento, apresentaram melhor
trabalhabilidade do que argamassas constituídas com borracha tratada, exceto para a
granulometria de 2000 μm que apresentou resultado inverso.
Rodrigues et al. (2006) investigaram as propriedades de compósitos cimentícios
contendo adição de partículas de borracha, obtidas pela trituração mecânica de pneus
inservíveis, em uma matriz de cimento Portland. A partir dessa argamassa produziram-
se placas para revestimentos especiais com absorção acústica e custo bastante
competitivo, quando comparadas a materiais e produtos convencionais.
Sukontasukkul et al. (2006) projetaram um compósito utilizando migalhas de
borracha de pneus para substituir agregados grosseiros e finos em bloco de concreto
para pedestres, sendo as borrachas passadas nas peneiras n°6 e n°20 (ASTM). Os
blocos resultantes, embora não tão fortes como a superfície do bloco de concreto, são
mais leves e parecem ser mais flexível com uma melhor absorção de energia. Tanto a
resistência à compressão, a resistência à flexão e a resistência à abrasão diminuíram
com o teor de borracha, enquanto que a tenacidade e a resistência à derrapagem
aumentaram em relação à superfície do concreto convencional.
Mayer Filho (2006) avaliou o comportamento mecânico de concretos acrescidos
de fibras de borracha vulcanizada, com diferentes granulometrias em substituição
parcial dos agregados. Percebeu-se que os valores foram satisfatórios considerando a
adição da borracha sem função estrutural. Estes materiais podem ser utilizados em
paredes e coberturas, telhas de concreto, blocos de alvenaria e painéis para isolamento
térmico e acústico e em locais onde são exigidas maior resistência ao impacto e alta

41
absorção de energia, como barreiras de proteção, quebra mar, postes etc. Benazzouk
et al. (2006) investigaram o efeito de agentes incorporadores de ar nas propriedades
físico-mecânicas de compósitos de cimento areado contendo diferentes proporções de
volume de partículas de borracha. Concluiu-se que a presença de vazios de ar e
partículas de borracha na matriz reduz o módulo de elasticidade dinâmico, o que indica
um alto nível de isolamento acústico do compósito. Em 2007, Benazzouk et al.,
investigaram a utilização de resíduos de borracha em matrizes cimentícias, como
agregados finos a fim de obter materiais leves para a construção civil. O aumento do
volume de partículas de borracha diminui a massa específica, a resistência mecânica, e
o módulo de elasticidade, além de aumentar a tenacidade dos compósitos.
Turatsinze et al. (2007) avaliaram a resistência mecânica e o mecanismo de falha
de materiais cimentícios com adição de borracha. Como esperado, os resultados
mostraram que argamassas com tiras de borracha apresentaram um menor módulo de
elasticidade, maior capacidade de tração e deformação antes da formação da
macrotrinca além de uma diminuição da sua resistência. Kang et al. (2008)
apresentaram melhoria na propagação de trincas e na resistência à flexão do cimento
com resíduos de borracha de pneus.
Reda Taha et al. (2008) avaliaram as propriedades mecânicas e fratura do
concreto com adições de partículas de borracha de pneus, em duas faixas
granulométricas (5 a 10 mm e 10 a 20 mm) usados para substituir agregados grossos e
finos, com diferentes níveis de substituição de volume. Concluiu-se que a escolha da
relação ótima de substituição das partículas de borracha de pneus pode produzir
concretos com resistência aceitável e critérios de tenacidade à fratura para diferentes
aplicações.
Turgut et al. (2008) combinaram partículas de borracha de pneu com concreto
para produzir tijolo composto de baixa massa específica com resistência térmica
melhorada e de baixo custo. Em testes realizados por Batayneh et al. (2008) notou-se a
redução de peso do compósito com a redução da resistência à compressão à medida
que partículas de pneus foram adicionadas. Trigo et al. (2008) utilizaram resíduos
proveniente da recauchutagem de pneu como parte do agregado de concreto para lajes
42
de forro, uma vez que essas lajes não possuem exigências estruturais, quando
comparadas às lajes de piso.
Yilmaz et al. (2009) estudaram um material compósito cimentício com borracha
para aplicações em alvenaria, revelando moderada resistência à flexão, diminuição do
peso específico e absorção de água com o aumento do teor de resíduo. Ganjian et al.
(2009) investigaram o desempenho do concreto incorporando borracha na substituição
de agregados em variadas proporções, concluindo que pequenas proporções de
borracha não causaram grandes alterações nas características do concreto.
Panzera et al. (2009) investigaram o efeito da adição de partículas de borracha
nas propriedades mecânicas de compósitos cimentícios, mostrando que o aumento da
fração de borracha proporcionou uma redução da densidade e aumento da porosidade.
Este mesmo resultado foi observado por Nacif et al. (2010).
Granzotto (2010) investigou as propriedades mecânicas do concreto constituído
de borracha de pneu, revelando uma dosagem otimizada a qual não altera
significativamente suas propriedades, possibilitando aplicações em calçadas, meio-fio,
e demais usos onde não requer a aplicação de concreto estrutural.
Correia et al. (2010) investigaram a substituição de agregados naturais em
misturas de argamassa por partículas de borracha vulcanizada. Concluiu-se que a
substituição de partículas de borracha diminuiu a trabalhabilidade do compósito e
enfraqueceu a zona de transição da interface (ITZ) entre agregados e matriz cimentícia
de argamassas endurecidas apresentando uma resistência à compressão aos 28 dias
de 13 a 17 MPa. Ling et al. (2010) estudaram partículas de borracha em pavimentos de
concreto. Os resultados revelaram que a substituição da borracha não deve exceder
20% em volume de areia, a fim de evitar excessivas reduções na resistência à
compressão.
Frazzan et al. (2011) estudaram as composições dos traços de concreto sem e
com adição de resíduos de borracha de pneu, verificando a resistência à compressão
dos materiais. Os traços com resíduo de borracha apresentaram aumento nos valores
de teor de ar incorporado se comparado aos traços sem resíduo. O aumento do teor de
ar incorporado nas misturas e a baixa aderência na zona de transição pasta de
cimento/agregado de borracha causaram um aumento significativo de pontos frágeis

43
em concretos com adição de resíduos, o que refletiu na redução das resistências
mecânicas.
Marques et al. (2011) investigaram concretos com a incorporação de resíduos de
borracha vulcanizada em diferentes traços, verificando a interferência deste material
nas propriedades mecânicas do concreto. Substituiu-se parte da massa do agregado
miúdo por partículas de borracha de pneus, no teor de 7,5%. Os resultados indicaram
um desempenho mecânico satisfatório, com resistência média à compressão da ordem
de 30 MPa, o que torna este concreto utilizável em diferentes setores da construção
civil.
Cunha et al. (2011) avaliaram as dosagens de concretos adicionados de resíduo
de borracha de pneu tratados com hidróxido de sódio. Os resultados obtidos
demonstraram que a produção de concreto com pneus é viável, mas, não é
aconselhável para casos de exigência estrutural, sugerindo sua utilização em calçadas
e blocos para enchimento. Ignácio et al. (2011) analisaram o comportamento de
concretos leves com adição de fibras de borrachas inservíveis concluindo que quanto
maior a adição de fibras de borracha ao concreto , menor é o módulo de elasticidade,
além de exibir uma maior deformação antes da ruptura do que o concreto convencional.
Romualdo et al. (2011) desenvolveram um concreto com raspas de pneus inservíveis,
com consequente redução de agregado miúdo, verificando a possibilidade de implantá-
lo na fabricação de calçadas de borracha.Os resultados apresentam desvantagens em
relação à resistência à compressão, entretanto a resistência à tração e à flexão foram
satisfatórias para utilização em calçadas. Ling (2011) sugere que a substituição de
borracha em blocos de concreto não deve exceder a 10% do volume para aplicações
estruturais e 40% em volume para aplicações não estruturais.
Yesilata et al. (2011) construíram uma sala cujas paredes exteriores são
totalmente feitos com sucata de pneus na adição de concreto para a obtenção de
melhor proteção térmica. Verificou-se que a introdução de pedaços de pneus em
paredes de construção reduz a transferência de calor através deles, aumentando a
resistência térmica. Tal aplicação pode ser uma solução de elevado custo-benefício.
Recentemente Meshgin et al. (2012) estudaram os efeitos de pneus inservíveis
nas propriedades mecânica e térmica de argamassa de isolamento. Com o aumento do
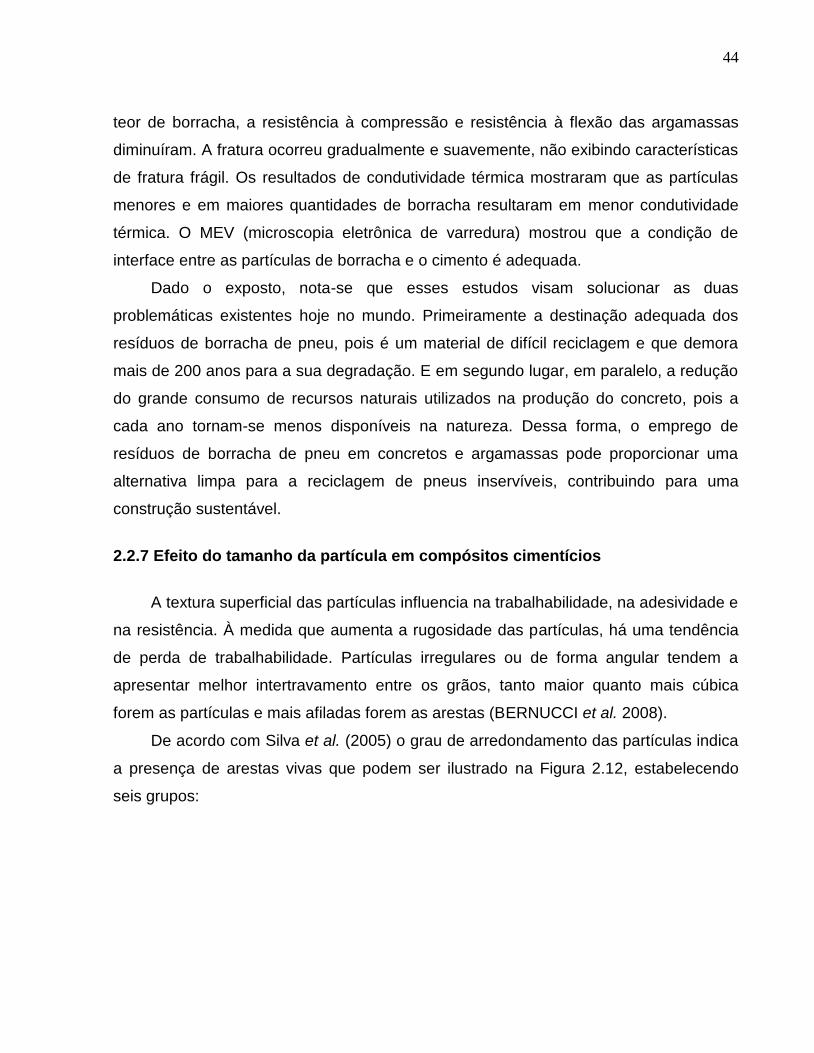
44
teor de borracha, a resistência à compressão e resistência à flexão das argamassas
diminuíram. A fratura ocorreu gradualmente e suavemente, não exibindo características
de fratura frágil. Os resultados de condutividade térmica mostraram que as partículas
menores e em maiores quantidades de borracha resultaram em menor condutividade
térmica. O MEV (microscopia eletrônica de varredura) mostrou que a condição de
interface entre as partículas de borracha e o cimento é adequada.
Dado o exposto, nota-se que esses estudos visam solucionar as duas
problemáticas existentes hoje no mundo. Primeiramente a destinação adequada dos
resíduos de borracha de pneu, pois é um material de difícil reciclagem e que demora
mais de 200 anos para a sua degradação. E em segundo lugar, em paralelo, a redução
do grande consumo de recursos naturais utilizados na produção do concreto, pois a
cada ano tornam-se menos disponíveis na natureza. Dessa forma, o emprego de
resíduos de borracha de pneu em concretos e argamassas pode proporcionar uma
alternativa limpa para a reciclagem de pneus inservíveis, contribuindo para uma
construção sustentável.
2.2.7 Efeito do tamanho da partícula em compósitos cimentícios
A textura superficial das partículas influencia na trabalhabilidade, na adesividade e
na resistência. À medida que aumenta a rugosidade das partículas, há uma tendência
de perda de trabalhabilidade. Partículas irregulares ou de forma angular tendem a
apresentar melhor intertravamento entre os grãos, tanto maior quanto mais cúbica
forem as partículas e mais afiladas forem as arestas (BERNUCCI et al. 2008).
De acordo com Silva et al. (2005) o grau de arredondamento das partículas indica
a presença de arestas vivas que podem ser ilustrado na Figura 2.12, estabelecendo
seis grupos:
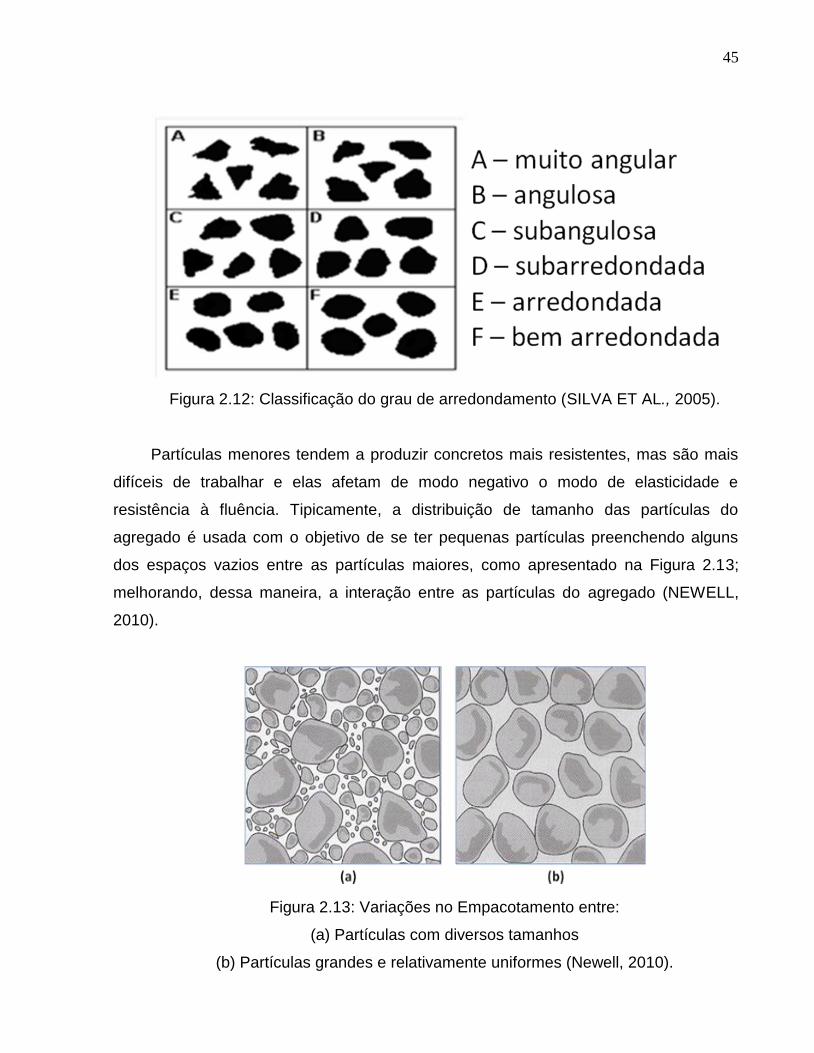
45
Figura 2.12: Classificação do grau de arredondamento (SILVA ET AL., 2005).
Partículas menores tendem a produzir concretos mais resistentes, mas são mais
difíceis de trabalhar e elas afetam de modo negativo o modo de elasticidade e
resistência à fluência. Tipicamente, a distribuição de tamanho das partículas do
agregado é usada com o objetivo de se ter pequenas partículas preenchendo alguns
dos espaços vazios entre as partículas maiores, como apresentado na Figura 2.13;
melhorando, dessa maneira, a interação entre as partículas do agregado (NEWELL,
2010).
Figura 2.13: Variações no Empacotamento entre:
(a) Partículas com diversos tamanhos
(b) Partículas grandes e relativamente uniformes (Newell, 2010).

46
O estudo de empacotamento de partículas pode ser definido segundo McGeary
(1961), como:
“o problema da correta seleção da proporção e do tamanho adequado dos
materiais particulados, de forma que os vazios maiores sejam preenchidos com
partículas menores, cujos vazios serão novamente preenchidos com partículas
ainda menores e assim sucessivamente”.
A Figura 2.14 ilustra o efeito da quantidade e do tamanho das partículas na
eficiência de empacotamento.
Figura 2.14: Efeito da quantidade e tamanho das partículas na eficiência do
empacotamento: a) sistema monodisperso; (b) máxima densidade de empacotamento
teórica; (c) deficiência de partículas dispersas; (d) deficiência de partículas grandes; (e)
distribuição inadequada de tamanhos de partículas (PANDOLFELLI ET AL. 2000).
Segundo Conceição (2011) o empacotamento de partículas pode ser alterado por
alguns fatores. O primeiro fator é a existência de diversas distribuições granulométricas
alterando a condição de dispersão inicial. A distribuição granulométrica do sistema

47
determina o aumento ou não da densidade de empacotamento da monodispersão,
como visto na Figura 2.14. O segundo fator importante é a morfologia das partículas,
pois quanto mais afastada do formato esférico for a partícula, menor é a densidade de
empacotamento de uma distribuição que a contenha. Á medida em que se aumenta a
concentração de partículas não esféricas, a estrutura de empacotamento é destruída e
ocorre a diminuição da densidade, resultando em maior porosidade, principalmente
quando as partículas apresentam tamanhos similares.
A porosidade interna das partículas é outro fator complicador na obtenção de
empacotamentos ótimos, pois ela altera a densidade de um material. As partículas
podem ser totalmente densas, com porosidade interna fechada ou com porosidade
aberta, como na Figura 2.15. Para se obter um empacotamento de máxima densidade
para uma dada distribuição granulométrica, é necessário que se utilizem partículas
densas e com a menor porosidade possível (CONCEIÇÃO, 2011).
Figura 2.15: Representação esquemática das formas de poros que podem ocorrer
nas partículas: (a) partícula densa (isenta de poros); (b) partícula com poro interno
fechado; (c) partículas com poros abertos (PANDOLFELLI ET AL. 2000).
A distribuição granulométrica ou a sequência de preenchimento dos vazios
existentes entre as partículas é o fator que determina o aumento ou não da densidade
de empacotamento da monodispersão. Empacotamentos com menor porosidade
podem ser obtidos se os vazios existentes entre as partículas de uma dispersão forem
preenchidos por partículas menores que os mesmos. Porém, caso sejam introduzidas
partículas maiores que os vazios existentes, essas promoverão o surgimento de novos
vazios, levando a um aumento na porosidade e redução da eficiência do
empacotamento. Segundo Conceição (2011), através de controle da distribuição
48
granulométrica é possível otimizar a densidade de empacotamento em sistemas
compostos por partículas não esféricas.
A granulometria, módulo de finura, é outro fator que garante o empacotamento
ótimo das partículas de aglomerantes. A quantidade e tipo de agregado desempenham
um papel importante na trabalhabilidade do concreto fresco, uma vez que os agregados
possuem um efeito fundamental na reologia do concreto, aumentando
consideravelmente tanto a viscosidade plástica quanto a tensão de escoamento.
Para obtenção de misturas com elevadas densidades de empacotamento, tem-se
também o fator efeito pared, no empacotamento de partículas pequenas (finas) na
superfície de partículas maiores (grossas). Onde a relação entre os diâmetros efetivos
das partículas seja tal que permita a uma partícula fina considerar a superfície de
contato com a partícula grossa como praticamente plana (parede), a porosidade na
região próxima à superfície das partículas grossas será maior que no restante do
volume.
2.2.7.1 Efeito do tamanho da partícula de borracha de pneus em compósitos
Inúmeros estudos estão sendo realizados em busca de verificar os efeitos
causados através da substituição de tamanhos variados de agregados por partículas de
pneus na mistura de concretos e argamassas. Em geral, a maioria destes estudos
relata que a adição de borracha ao concreto ou argamassa é capaz de mudar as
características dos mesmos, provocando um aumento no seu comportamento elástico,
mas reduzindo a sua resistência à compressão, quando o tamanho e proporção da
partícula de borracha são aumentados.
Segundo Ganjian et al (2009), três categorias gerais de borracha de pneu
descartado têm sido considerados como:
Borracha lascada ou em pedaços é usada para substituir o cascalho. Para
produzir esta borracha, deve-se rasgar o pneu em duas fases. Ao final da primeira fase
a borracha tem comprimento de 300-430 mm e largura de 100-230 mm. Na segunda
fase sua dimensão muda para 100-150 mm por corte. Se o retalhamento continuar, as
partículas produzidas chegam até 13-76 mm sendo chamadas de partículas desfiadas
ou tiras.

49
Borracha granulada ou migalhada é usada para substituir a areia. É
fabricada por moinhos especiais onde borrachas grandes transformam-se em partículas
pequenas. Nessa produção, diferentes tamanhos de partículas de borracha podem ser
produzidas dependendo do tipo de moinho usado e temperatura gerada. Em um
método simples, partículas são feitas com alta irregularidade na escala de 0,425-4,75
mm.
Borracha sedimentada ou moída pode ser substituida ao cimento e é
dependente de um equipamento para redução de tamanho. Os pneus usados são
transformados e submentidos a duas fases de separação magnética e triagem. No
processo e micro moagem, as partículas produzidas estão na escala de 0,075 – 0,475
mm.
O formato alongado do resíduo da borracha de pneu e sua superfície áspera
contribuem para o aprisionamento de bolhas de ar; consequentemente, os traços com
a adição de borracha apresentam um aumento na porcentagem de ar incorporado dos
concretos (FAZZAN ET AL., 2011).
Panzera et al. (2009) estudaram o efeito do tamanho de partícula de borracha na
densidade aparente, porosidade e resistência à compressão. Constatou-se que o fator
de empacotamento das partículas menores é superior às partículas maiores por causa
da forma mais arredondada das partículas. O aumento da fração de borracha promove
a diminuição da densidade dos compósitos. A quantidade de poros formados em torno
das partículas maiores é maior do que em torno das partículas menores, devido ao
fator de empacotamento que nas partículas menores é mais elevado, observando-se
uma grande quantidade de borracha por área, e em consequência diminuindo a
porosidade aparente do compósito. E finalmente concluíram que a resistência à
compressão está correlacionada com a distribuição de poros, ocorrendo redução com o
aumento de partículas de borracha.
Mavrolidou e Figueiredo (2010) investigaram a influência do tamanho das
partículas de borracha nas propriedades de compósitos cimentícios. Notaram que a
densidade reduziu tanto para partículas finas como para partículas grossa; esperava-se
esta redução da densidade devido à baixa massa específica das partículas de
borracha, podendo ser uma característica desejável em um número de aplicações,

50
incluindo aplicações de arquitetura, tais como fachadas falsas, construção interior, bem
como blocos de concreto pré-moldado e lajes.
Khalilitabas (2011) relata que uma melhor resistência do concreto com resíduos
de borracha foi alcançada quando a borracha em pó foi usada para substituir o
agregado fino. Além disso, o teor de borracha não deve exceder 10% em peso de
agregado fino. Com essas melhorias, o concreto emborrachado pode ser utilizado em
aplicações de construção. Para o concreto ser aplicado como um novo material
estrutural, ou utilizado como semi ou não-estrutural, os seus outros aspectos
comportamentais, tais como a sua durabilidade, deve ser investigados.
Meshgin et al. (2012) reportaram que a condutividade térmica da argamassa
depende não só da fração de volume das partículas de borracha mas também do
tamanho médio das partículas. Quanto menor for o tamanho de partícula da borracha,
menor será a condutividade térmica da argamassa com resíduos de borracha.
A partir desta revisão da literatura pode-se concluir que a adição de diferentes
tamanhos de partículas de borracha no concreto ou argamassa é capaz de mudar as
características dos mesmos, provocando um aumento no seu comportamento elástico,
mas reduzindo a sua resistência à compressão quando o tamanho de partícula de
borracha é aumentada.
2.2.8 Efeito da quantidade de água em compósitos cimentícios
A razão água-cimento exerce a maior influência sobre a resistência e a
durabilidade do concreto. Quando a razão água-cimento é alta, um gel úmido é
produzido, resultando em um concreto de baixa resistência e muito suscetível ao tempo
(NEWELL, 2010). De acordo com a norma ABNT NBR 6118 (2004), a relação
água/cimento em massa deve ser de, no máximo, 0,65 para concretos. Haach et al.
(2011) observaram a influência da relação a/c na trabalhabilidade e nas propriedades
de argamassas endurecidas. Verificaram-se que com o aumento da relação a/c, a
consistência da argamassa aumentou, em contrapartida todas as propriedades
avaliadas no estado endurecido diminuíram.
A Figura 2.16 ilustra superfícies de corpos de prova de argamassa com relação
a/c igual 0,4 em comparação com corpos de prova de argamassa com relação a/c igual
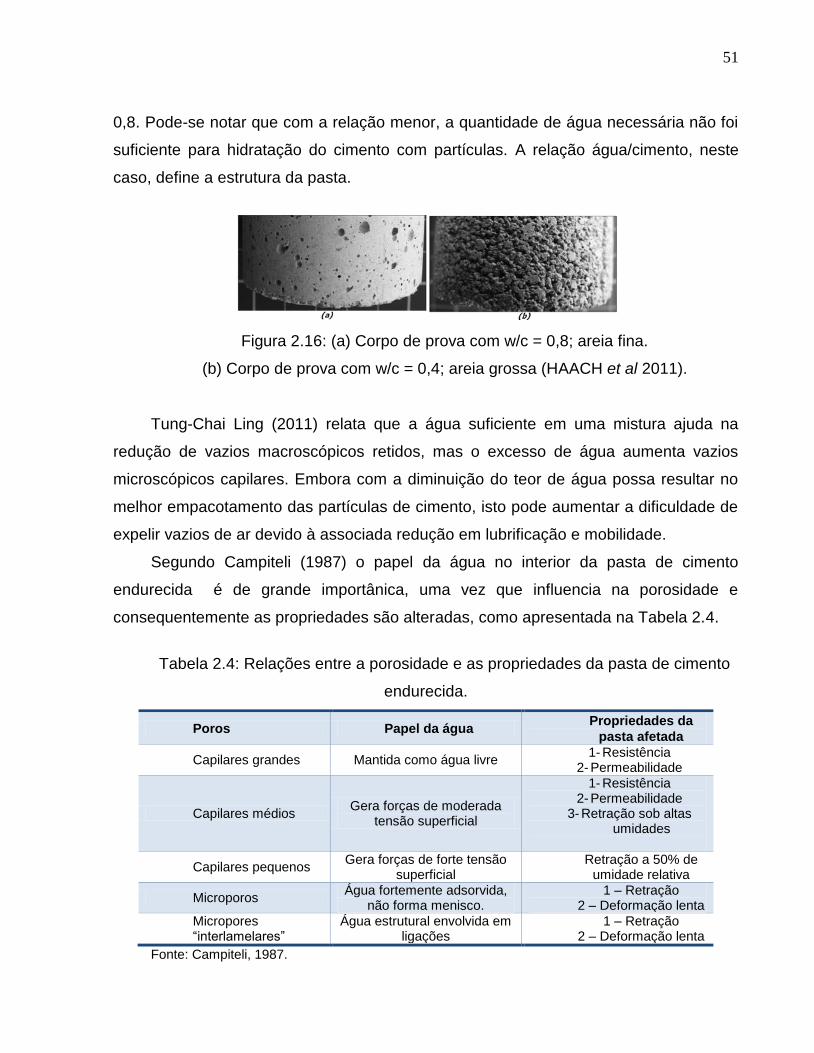
51
0,8. Pode-se notar que com a relação menor, a quantidade de água necessária não foi
suficiente para hidratação do cimento com partículas. A relação água/cimento, neste
caso, define a estrutura da pasta.
Figura 2.16: (a) Corpo de prova com w/c = 0,8; areia fina.
(b) Corpo de prova com w/c = 0,4; areia grossa (HAACH et al 2011).
Tung-Chai Ling (2011) relata que a água suficiente em uma mistura ajuda na
redução de vazios macroscópicos retidos, mas o excesso de água aumenta vazios
microscópicos capilares. Embora com a diminuição do teor de água possa resultar no
melhor empacotamento das partículas de cimento, isto pode aumentar a dificuldade de
expelir vazios de ar devido à associada redução em lubrificação e mobilidade.
Segundo Campiteli (1987) o papel da água no interior da pasta de cimento
endurecida é de grande importânica, uma vez que influencia na porosidade e
consequentemente as propriedades são alteradas, como apresentada na Tabela 2.4.
Tabela 2.4: Relações entre a porosidade e as propriedades da pasta de cimento
endurecida.
Poros Papel da água Propriedades da
pasta afetada
Capilares grandes Mantida como água livre 1- Resistência
2- Permeabilidade
Capilares médios Gera forças de moderada
tensão superficial
1- Resistência 2- Permeabilidade
3- Retração sob altas umidades
Capilares pequenos Gera forças de forte tensão
superficial Retração a 50% de
umidade relativa
Microporos Água fortemente adsorvida,
não forma menisco. 1 – Retração
2 – Deformação lenta
Micropores “interlamelares”
Água estrutural envolvida em ligações
1 – Retração 2 – Deformação lenta
Fonte: Campiteli, 1987.
52
Segundo a Lei de Abrams a resistência é inversamente proporcional à porosidade
e ao consumo de água em concretos. A quantidade de água absorvida por um material
está associada ao índice de vazios presentes em sua microestrutura, que, por sua vez,
determina a permeabilidade do material (QUARCIONI ET AL., 2009).
Assim é evidente que uma menor quantidade de água será necessária para obter
um cimento ou argamassa com excelente trabalhabilidade e melhores propriedades
mecânicas. Lembrando que a maioria dos defeitos causados nas propriedades
mecânicas de um concreto é devido ao excesso de água. Por outro lado, cabe ressaltar
que a escassez de água no sistema pode ser insuficiente para hidratar o cimento e por
sua vez, reduzindo a resistência mecânica do material. Assim, o uso de aditivos
químicos em produtos cimentícios visa à redução da relação a/c, permitindo uma boa
trabalhabilidade e correta hidratação.
2.2.9 Aditivos Superplastificantes em compósitos cimentícios
Um concreto ou argamassa com baixa porosidade, no qual as partículas estão
densamente empacotadas, apresentam propriedades mecânicas e durabilidade
superiores, contudo uma baixa relação água/cimento e consequentemente uma menor
trabalhabilidade é alcançada. Entretanto, para correta aplicação, um produto cimentício
necessita de muito mais água do que apenas para a hidratação do cimento, o que
resulta em certa porosidade no concreto endurecido, reduzindo o potencial de suas
propriedades mecânicas e facilitando a degradação desse material. Neste caso então,
o emprego de aditivos é considerado a solução mais adequada. Pela adição de
pequenas quantidades de aditivos pode-se diminuir consideravelmente a quantidade de
água necessária para a obtenção da trabalhabilidade desejada e, consequentemente,
reduzindo a porosidade e melhorando a durabilidade do concreto. Os aditivos são um
meio suplementar para melhorar a qualidade do concreto.
De acordo com a ABNT NBR 11768 (1992) aditivos são produtos que adicionados
em pequena quantidade a produtos cimentícios modificam algumas propriedades, no
sentido de melhor adequá-las a determinadas condições.
53
Os aditivos são encontrados tanto no estado sólido como no estado líquido.
Porém no estado líquido torna-se mais comum, uma vez que um líquido pode ser
dispersado mais rapidamente de modo uniforme durante a mistura do concreto.
Dosadores adequadamente calibrados são usados, sendo os aditivos descarregados
na água de amassamento, geralmente durante a parte final da descarga da água
(NEVILLE, 1997).
Hoje os aditivos já são parte integrante de concretos e argamassas e suas
vantagens podem ser observadas em função dos inúmeros benefícios oferecidos por
eles, entre os quais se podem citar maiores viabilidade e agilidade de execução pelo
uso de concretos mais fluidos e capacidade de atender a classe de resistência e
durabilidade maiores com viabilidade técnica e econômica (HARTMANN, 2003).
No Brasil, a classificação dos aditivos para serem utilizados em concretos de
cimento Portland é dada pela ABNT NBR 11768 (1992) como:
Tipo P – (aditivo plastificante) produto que aumenta o índice de consistência
do concreto mantida a quantidade de água de amassamento ou que possibilita a
redução de, no mínimo, 6% da quantidade de água de amassamento para produzir um
concreto com determinada consistência.
Tipo R – (aditivo retardador) produto que aumenta os tempos de início e fim
de pega do concreto.
Tipo A – (aditivo acelerador) produto que diminui os tempos de início e fim
de pega do concreto, bem como acelera o desenvolvimento das suas resistências
iniciais.
Tipo PR – (aditivo plastificante retardador) produto que combina os efeitos
dos aditivos plastificantes e retardador.
Tipo PA – (aditivo plastificante acelerador) produto que combina os efeitos
dos aditivos plastificantes e acelerador.
Tipo IAR – (aditivo incorporador de ar) produto que incorpora pequenas
bolhas de ar ao concreto.
Tipo SP – (aditivo superplastificante) produto que aumenta o índice de
54
consistência do concreto mantida a quantidade de água de amassamento ou possibilita
a redução de, no mínimo, 12% da quantidade de água de amassamento, para produzir
um concreto com determinada consistência.
Tipo SPR – (aditivo superplastificante retardador) produto que combina os
efeitos dos aditivos superplastificantes e retardador.
Tipo SPA – (aditivo superplastificante acelerado) produto que combina os
efeitos dos aditivos superplastificantes e acelerador.
Os aditivos, conforme suas características proporcionam aos concretos e
argamassas as seguintes vantagens (BAUMGART, 1999):
Aumento da trabalhabilidade, sem aumento do consumo de água;
Redução do consumo de água, mantendo a mesma trabalhabilidade:
maiores resistências;
Redução da água e do cimento, na mesma proporção, mantendo a mesma
trabalhabilidade e as mesmas resistências originais;
Aumento das resistências iniciais;
Retardação ou aceleração da pega;
Redução da exsudação;
Aumento da durabilidade frente à ação físico-química;
Redução do coeficiente de permeabilidade;
Controle da expansão causada pela reação álcali/agregado;
Anulação da retração ou leve expansão;
Redução da segregação;
Penetração do concreto em ferragens densas;
Melhor bombeabilidade;
Aumento da aderência do concreto à ferragem;
Melhor aspecto e acabamento;
Ausência de trincas e fissuras;
Correção da deficiência de finos no traço;
Possibilidade de concretagens em temperaturas elevadas e
Redução no custo unitário do concreto.
55
De acordo com Garcez (2008), o uso de superplastificantes em pastas de cimento
sujeitas a diferentes métodos de cura leva a um decréscimo do volume total de poros e
ao refinamento da estrutura de poros das pastas hidratadas. O refinamento de poros,
além da redução de seu volume, diminui a permeabilidade e aumenta a resistência,
permitindo a obtenção de concretos muito mais duráveis.
De acordo com a ABNT NBR 11768 (1992), os aditivos superplastificantes (tipo
SP), também chamados de aditivos redutores de água de alta eficiência pela norma
americana ASTM C-494 (1992), são definidos como os produtos que aumentam o
índice de consistência do concreto, mantendo-se a quantidade de água de mistura
constante, ou ainda, como aqueles que possibilitam a redução mínima de 12% da água
de mistura na produção de um concreto com uma dada consistência.
Os aditivos superplastificantes são polímeros orgânicos hidrossolúveis - com
moléculas longas e de massa molecular elevada - obtidos sinteticamente por meio de
um processo de polimerização complexo. A primeira geração de superplastificantes foi
baseada em condensados sulfonados de naftaleno-formaldeído e/ou condensados
sulfonados de melanina-formaldeído, dispersantes poliméricos baseados em uma única
unidade repetitiva, não permitindo grandes variações de sua estrutura molecular. Mais
recentemente introduzido no mercado nacional, uma nova geração de aditivos
superplastificantes – à base de policarboxilatos com moléculas de poliéteres pendentes
- tem se tornado mais comum (VICKERS, JR., 2005).
O peso molecular de um superplastificante é de fundamental importância para sua
eficiência na redução de água de misturas à base de cimento: polímeros com baixo
peso molecular tendem a permanecer em solução, enquanto polímeros com pesos
moleculares maiores são adsorvidos sobre as partículas de cimento, influenciando
tanto as propriedades de dispersão quanto a morfologia dos produtos da hidratação do
C3A (BONEN ET AL., 1995).
Segundo Fracalossi (2011) a dosagem adequada empregada para os aditivos
podem ser apresentadas na Tabela 2.5 abaixo.
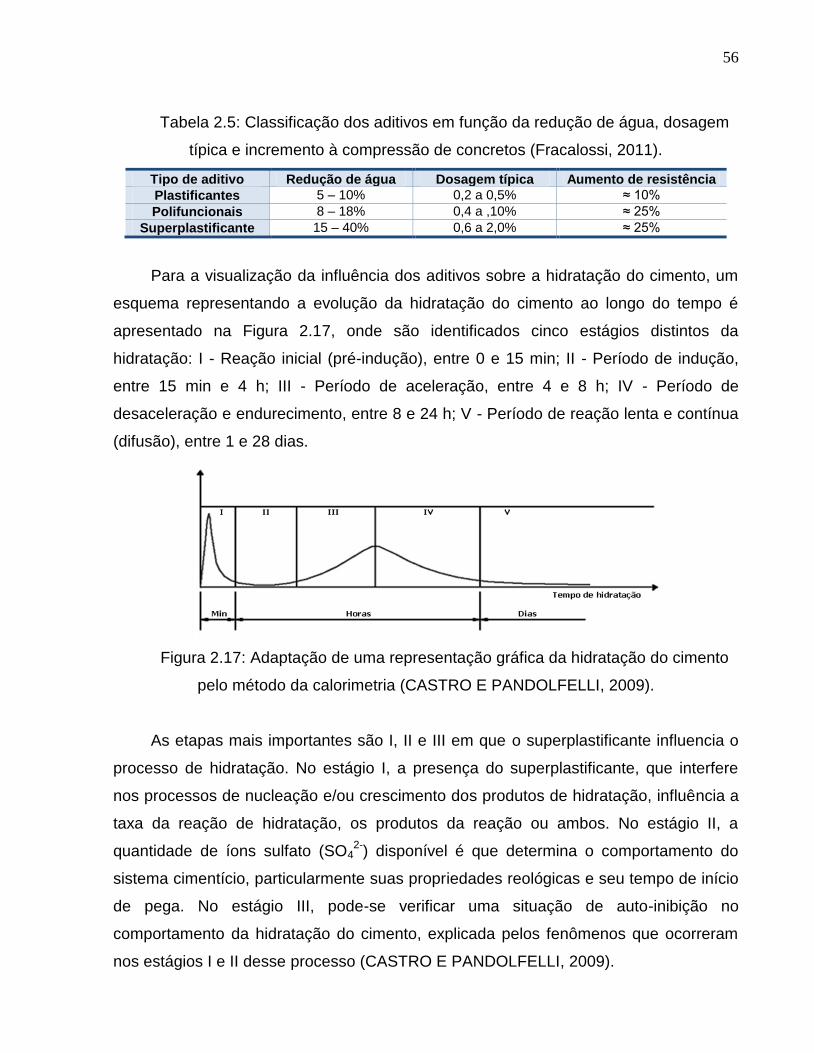
56
Tabela 2.5: Classificação dos aditivos em função da redução de água, dosagem
típica e incremento à compressão de concretos (Fracalossi, 2011).
Tipo de aditivo Redução de água Dosagem típica Aumento de resistência
Plastificantes 5 – 10% 0,2 a 0,5% ≈ 10%
Polifuncionais 8 – 18% 0,4 a ,10% ≈ 25%
Superplastificante 15 – 40% 0,6 a 2,0% ≈ 25%
Para a visualização da influência dos aditivos sobre a hidratação do cimento, um
esquema representando a evolução da hidratação do cimento ao longo do tempo é
apresentado na Figura 2.17, onde são identificados cinco estágios distintos da
hidratação: I - Reação inicial (pré-indução), entre 0 e 15 min; II - Período de indução,
entre 15 min e 4 h; III - Período de aceleração, entre 4 e 8 h; IV - Período de
desaceleração e endurecimento, entre 8 e 24 h; V - Período de reação lenta e contínua
(difusão), entre 1 e 28 dias.
Figura 2.17: Adaptação de uma representação gráfica da hidratação do cimento
pelo método da calorimetria (CASTRO E PANDOLFELLI, 2009).
As etapas mais importantes são I, II e III em que o superplastificante influencia o
processo de hidratação. No estágio I, a presença do superplastificante, que interfere
nos processos de nucleação e/ou crescimento dos produtos de hidratação, influência a
taxa da reação de hidratação, os produtos da reação ou ambos. No estágio II, a
quantidade de íons sulfato (SO42-
) disponível é que determina o comportamento do
sistema cimentício, particularmente suas propriedades reológicas e seu tempo de início
de pega. No estágio III, pode-se verificar uma situação de auto-inibição no
comportamento da hidratação do cimento, explicada pelos fenômenos que ocorreram
nos estágios I e II desse processo (CASTRO E PANDOLFELLI, 2009).
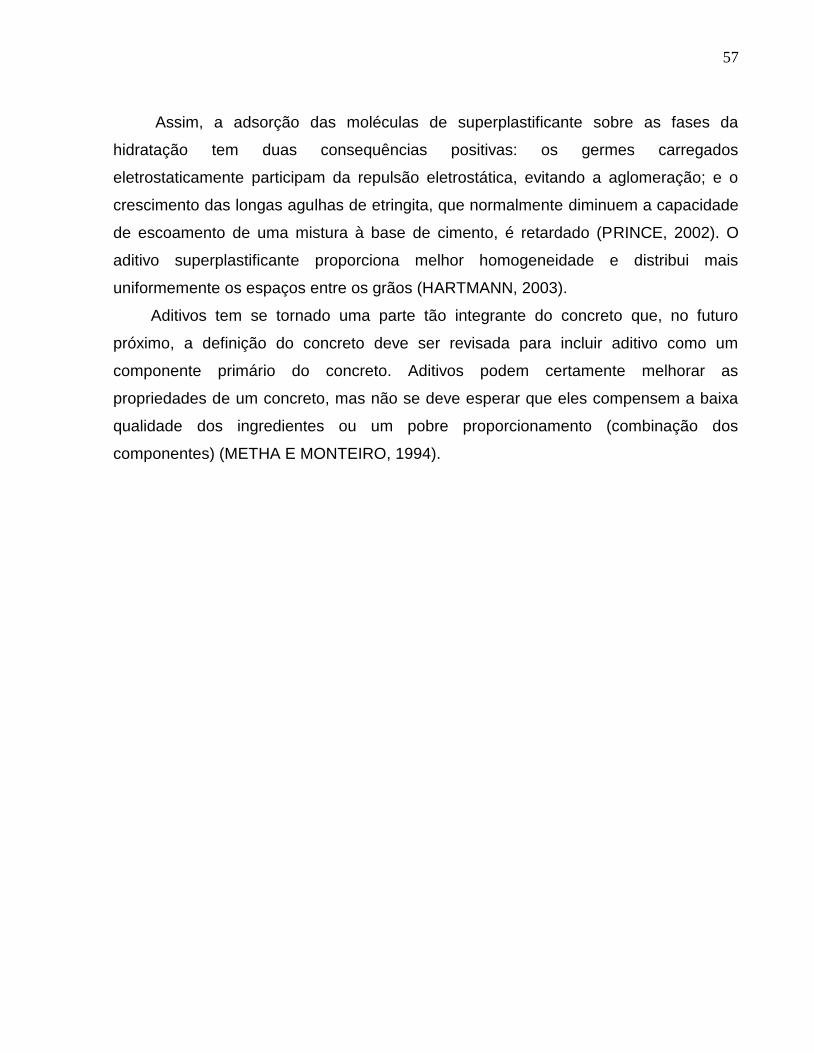
57
Assim, a adsorção das moléculas de superplastificante sobre as fases da
hidratação tem duas consequências positivas: os germes carregados
eletrostaticamente participam da repulsão eletrostática, evitando a aglomeração; e o
crescimento das longas agulhas de etringita, que normalmente diminuem a capacidade
de escoamento de uma mistura à base de cimento, é retardado (PRINCE, 2002). O
aditivo superplastificante proporciona melhor homogeneidade e distribui mais
uniformemente os espaços entre os grãos (HARTMANN, 2003).
Aditivos tem se tornado uma parte tão integrante do concreto que, no futuro
próximo, a definição do concreto deve ser revisada para incluir aditivo como um
componente primário do concreto. Aditivos podem certamente melhorar as
propriedades de um concreto, mas não se deve esperar que eles compensem a baixa
qualidade dos ingredientes ou um pobre proporcionamento (combinação dos
componentes) (METHA E MONTEIRO, 1994).
58
CAPÍTULO 3
Metodologia Experimental
3.1 Materiais
Os compósitos particulados em estudo são argamassas constituídas de uma fase
matriz cerâmica (cimento Portland), uma fase dispersa composta por partículas de
quartzo e/ou partículas de borracha de pneus, com e sem aditivo químico e água. As
matérias-primas serão detalhadas nas seções subsequentes.
3.1.1 Fase Matriz Cerâmica – Cimento Portland
O cimento em estudo trata-se do CPV - ARI Plus, fabricado pela Holcim de Pedro
Leopoldo, Minas Gerais. A fabricação dos compósitos utilizou o mesmo lote de cimento,
com o intuito de evitar variações da composição química e por sua vez afetar o
comportamento mecânico dos mesmos.
A escolha por este tipo de cimento Portland se deu por se tratar de um material
com alta resistência inicial, apresentar pouco teor de adição, e possuir ausência de
pozolana sendo recomendado para concretos e argamassas com agregados não
reativos.
3.1.2 Fase Dispersa – Partículas de Quartzo
As partículas de quartzo utilizadas neste estudo foram fornecidas pela empresa
Moinhos Gerais Ltda, localizada na cidade de Ribeirão Vermelho, Minas Gerais. Estas
partículas foram fornecidas em faixas granulométricas comumente industrializadas,
para tanto, foram peneiradas e classificadas em faixas granulométricas conforme
previsto na norma ABNT NBR 7211 (2005). Cabe ressaltar que as partículas de quartzo
foram substituídas pela adição de partículas de borracha respeitando a mesma faixa

59
granulométrica do compósito cimentício. A faixa granulométrica utilizada na preparação
dos compósitos será discutida na seção 3.2.
3.1.3 Fase Dispersa – Resíduos de borracha de pneu
A borracha utilizada como fase dispersa foi raspas obtidas de decapagem de
pneus automotivos durante o processo de recauchutagem (Figura 3.1). As partículas
resultantes apresentam formatos e tamanhos diversos.
Figura 3.1: (a) Processo de raspagem, uma das etapas de reparo para
recauchutagem de pneus; (b) Partículas de borracha de pneus.
Os resíduos de borracha foram fornecidos pela empresa Mantiqueira
Recauchutadora e Comércio de Pneus Ltda. situada na cidade São João Del Rei,

60
Minas Gerais. Os resíduos de pneus coletados passaram pelo processo de lavagem
com água a fim de retirar impurezas como poeira, fios de nylon e fios de aço. Em
seguida os resíduos foram secados em estufa a temperatura de 50°C por 24h. Após a
secagem as partículas foram peneiradas e classificadas em faixas granulométricas
conforme previsto na ABNT NBR 7211 (2005). As mesmas não receberam qualquer
tratamento antes da utilização. A Figura 3.2 mostra o processo de lavagem e secagem
dos resíduos de borracha.
Figura 3.2: (a) Processo de lavagem; (b) Processo de secagem.
3.1.4 Aditivo Superplastificante
O aditivo superplastificante utilizado neste trabalho foi o Sika ViscoCrete® 6500,
fornecido pela empresa Sika SA, situado em São Paulo. O Viscocrete 6500 tem como
objetivo proporcionar a argamassa um aumento da trabalhabilidade, promovendo
maiores resistências sem o aumento da quantidade de água. Este aditivo atende aos
requisitos da norma ABNT EB 1763, 1992 (Tipo SP). O Sika ViscoCrete® 6500 permite
uma alta taxa de redução de água, mantendo uma excelente fluidez e uma ótima
coesão da massa por um período de tempo maior em relação a outros
superplastificantes, permitindo a confecção de concretos e argamassas com altíssima
fluidez, auto-adensável e com baixas relações a/c.

61
3.1.5 Água
A reação química do cimento com a água é fundamental para fornecer resistência,
durabilidade, trabalhabilidade, impermeabilidade em pastas cimentícias.
A trabalhabilidade de concretos e argamassas depende principalmente da relação
água/cimento (ou fator água/cimento), relação entre o peso da água e do cimento
empregados na mistura. A norma ABNT NBR 6118 (2004) recomenda uma relação
água/cimento variando entre 0,45 a 0,65 (Kg/Kg) para concreto.
3.2 Distribuição granulométrica
O equipamento utilizado para separação segundo o tamanho geométrico das
partículas foi o peneirador mecânico (Figura 3.3). As peneiras, previamente limpas,
foram encaixadas de modo a formar um único conjunto de peneiras, com abertura de
malha em ordem crescente da base para o topo (1,18 mm – 600 µm; 600 µm – 300 µm;
300 µm – 150 µm; fundo).
As aberturas das peneiras são relacionadas ao número de malhas (mesh) que
representa o número de aberturas de uma mesma dimensão contida num comprimento
de 25,4 milímetros ou 1 polegada. O material retido na tela da peneira é denominado
oversize e o passante, undersize.

62
Figura 3.3: Peneirador mecânico com série de peneiras ABNT.
Após o peneiramento as partículas foram separadas em classes: partículas
grossas (1,18 mm – 600 µm), médias (600 µm – 300 µm), e finas (300 µm – 150 µm). A
Figura 3.4 exibe as fotos das partículas de quartzo e borracha nas faixas
granulométricas grossa (a), média (b) e fina (c).
Figura 3.4: Partículas de borracha e quartzo: (a) grossa, (b) média, (c) fina.
As dosagens de cimento, partículas de borracha e quartzo foram avaliadas em
porcentagens de massa. A proporção em massa (%) foi discretizada baseada na norma

63
ASTM C114(2011). A incorporação da borracha se dará em substituição à porcentagem
de quartzo como exibido na Tabela 3.1.
Tabela 3.1. Porcentagem e faixa granulométrica das partículas dos agregados.
Discretização das
distribuição granulometrica
Proporção em massa (%) Faixas granulométricas
Grossa 30 [16-30 US -Tyler] / 1180 µm –
600 µm
Média 50 [30-50 US -Tyler] / 600 µm –
300 µm
Fina 20 [50-100 US -Tyler] / 300 µm –
150 µm
3.3 Densidade de Empacotamento das Partículas
É por meio da massa unitária que são feitas as transformações de massa para
volume e vice-versa. Para a obtenção da massa específica absoluta utilizou-se um
recipiente graduado com uma balança. As partículas de agregados secas em estufas
foram colocadas no recipiente, logo após, o recipiente foi pesado com o agregado nele
contido para a determinação da massa. O volume de 200 cm3
foi fixado para todas as
medições. Assim, a densidade de empacotamento foi determinada pelo quociente entre
massa e volume de todos os materiais utilizados na confecção dos corpos de prova.
Vale ressaltar que o teste foi realizado em triplicata, calculando o valor médio.
3.4 Densidade aparente das Partículas
A empregabilidade deste ensaio é para analisar a densidade aparente do material,
ou seja, é possível corrigir o valor de densidade excluindo o volume de poros abertos .
Um ensaio de picnometria a gás foi realizado a fim de determinar as densidades
aparentes das partículas de quartzo e borracha investigadas, permitindo assim uma
comparação entre elas. O picnômetro a gás da Micromeritics modelo AccuPyc 1330 foi
utilizado na realização das medições (Figura 3.5).

64
Figura 3.5: Picnômetro a gás.
3.5 Planejamento estatístico fatorial de experimentos: fatores e níveis
experimentais
A escolha dos fatores e níveis experimentais deste trabalho foi baseada em
resultados de artigos publicados recentemente. Dentre os fatores de maior relevância e
possíveis de serem controlados, escolheram-se três, dentre eles: substituição de
partículas de quartzo por partículas de borracha de pneu, relação água/cimento e
adição de aditivo químico superplastificante para analisar melhorias das propriedades
dos compósitos cimentícios. O teor de água foi adicionado em função da massa de
cimento presente na mistura. Os fatores mantidos constantes no experimento foram: a
fase matriz, ou seja, o cimento Portland, o tempo de mistura (5 min), o tempo de cura
(28 dias) e a temperatura ambiente (~25oc) de fabricação. A Tabela 3.2 exibe os fatores
e níveis experimentais investigados neste trabalho.

65
Tabela 3.2. Fatores e Níveis experimentais investigados.
Fatores experimentais Níveis experimentais
Substituição de quartzo por borracha 100%Quartzo Grossa Média Fina
Grossa/Média Média/Fina 0%Quartzo
Relação água/cimento 0,40 0,50
Aditivo químico superplastificante Sem Com
O planejamento fatorial completo foi adotado no experimento, ou seja, todas as
combinações possíveis dos fatores e níveis experimentais foram fabricadas e
ensaiadas. O planejamento fatorial do tipo 712
12
1 foi utilizado, fornecendo 28
combinações experimentais distintas, conforme exibido na matriz de planejamento da
Tabela 3.3.
O método de aleatorização foi adotado na etapa de preparação dos corpos de
prova, como também na etapa de realização dos ensaios, permitindo uma ordenação
arbitrária das condições experimentais, evitando que efeitos de fatores não-controlados
pudessem afetar as variáveis-respostas.
Tabela 3.3 - Condições experimentais, planejamento fatorial completo (712
12
1).
Condições
experimentais
Substituição de
partículas
quartizo (%) Relação água/cimento Aditivo (%)
C1 0 0,4 0
C2 0 0,4 0,50
C3 0 0,5 0
C4 0 0,5 0,50
C5 30 (G) 0,4 0
C6 30 (G) 0,4 0,50
C7 30 (G) 0,5 0
C8 30 (G) 0,5 0,50
C9 50 (M) 0,4 0
C10 50 (M) 0,4 0,50
C11 50 (M) 0,5 0
C12 50 (M) 0,5 0,50

66
Continuação da Tabela 3.3
Condições
experimentais
Substituição de
partículas
quartizo (%) Relação água/cimento Aditivo (%)
C13 20 (F) 0,4 0
C14 20 (F) 0,4 0,50
C15 20 (F) 0,5 0
C16 20 (F) 0,5 0,50
C17 80 (G/M) 0,4 0
C18 80 (G/M) 0,4 0,50
C19 80 (G/M) 0,5 0
C20 80 (G/M) 0,5 0,50
C21 70 (M/F) 0,4 0
C22 70 (M/F 0,4 0,50
C23 70 (M/F 0,5 0
C24 70 (M/F 0,5 0,50
C25 100 0,4 0
C26 100 0,4 0,50
C27 100 0,5 0
C28 100 0,5 0,50
G = Partículas Grossas; M = Partículas Médias e; F = Partículas Finas.
O cálculo do número de corpos de prova a serem fabricados foi baseado na
quantidade de ensaios destrutivos e não destrutivos a serem realizados, levando em
consideração a adoção de duas réplicas e 28 condições experimentais. O número
mínimo de 7 corpos de prova atenderia a realização dos ensaios não-destrutivos (3
CP’s) e destrutivos (4CP’s) para cada condição por réplica. Finalmente, 392 corpos de
prova foram preparados para serem analisados.
A réplica consiste na repetição da condição experimental, proporcionando a
estimativa do erro experimental de uma resposta individual. A extensão desse erro é
importante na decisão se existem ou não efeitos significativos que possam atribuir à
ação dos fatores (WERKEMA, 1996).

67
3.6 Fabricação dos corpos de prova
O procedimento de obtenção dos corpos de prova iniciou-se com a disposição das
matérias-primas classificadas, pesagem e acondicionamento em embalagens
adequadas, como mostra a Figura 3.6.
Figura 3.6: Materiais para estudo de dosagem
A preparação da mistura para fabricação dos corpos de prova, como também os
procedimentos de cura, seguiram as recomendações da norma ABNT NBR 5738
(1994), a fim de manter uma pequena variabilidade no processo de fabricação.
O processo de fabricação foi o adensamento manual, o qual se mostrou bastante
adequado por não demandar equipamentos complexos, diminuindo o custo de
fabricação.
Com base nos trabalhos relatados no capítulo de Revisão bibliográfica, as
proporções mais usuais de cimento e agregado miúdo na argamassa, variam entre
1:1,5 e 1:3 e a relação água/cimento entre 0,38 e 0,48, essa relação afeta diretamente
a porosidade da pasta de cimento endurecida, ou seja quanto menor a porosidade,
maior a resistência mecânica. Um ensaio preliminar foi realizado com os corpos de
prova C1 e C28 (condições extremas) a fim de verificar a trabalhabilidade dos
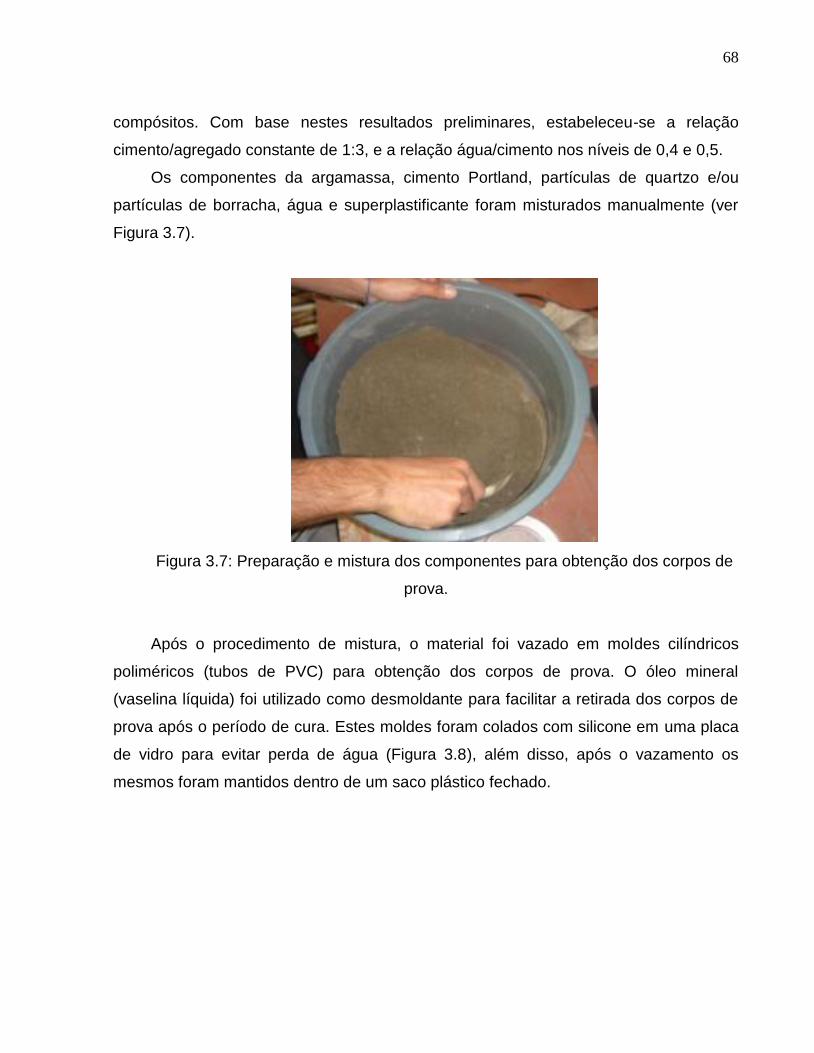
68
compósitos. Com base nestes resultados preliminares, estabeleceu-se a relação
cimento/agregado constante de 1:3, e a relação água/cimento nos níveis de 0,4 e 0,5.
Os componentes da argamassa, cimento Portland, partículas de quartzo e/ou
partículas de borracha, água e superplastificante foram misturados manualmente (ver
Figura 3.7).
Figura 3.7: Preparação e mistura dos componentes para obtenção dos corpos de
prova.
Após o procedimento de mistura, o material foi vazado em moldes cilíndricos
poliméricos (tubos de PVC) para obtenção dos corpos de prova. O óleo mineral
(vaselina líquida) foi utilizado como desmoldante para facilitar a retirada dos corpos de
prova após o período de cura. Estes moldes foram colados com silicone em uma placa
de vidro para evitar perda de água (Figura 3.8), além disso, após o vazamento os
mesmos foram mantidos dentro de um saco plástico fechado.

69
Figura 3.8: Moldes poliméricos
O tempo de mistura (~5 min) e de vibração (~5 min) foram mantidos constantes,
garantindo a homogeneidade dos corpos de prova. O processo de vibração visa uma
melhor compactação do compósito, eliminado possíveis bolhas internas garantindo um
material sólido sem imperfeições. Todos os corpos de prova foram vibrados com uma
frequência de 1,5 Hz (Figura 3.9).
Figura 3.9: Processo de fabricação dos corpos de prova.

70
Após o período de cura de 28 dias, os corpos de prova foram retirados do molde
polimérico. Este procedimento foi realizado através do corte longitudinal do tubo PVC
usando uma máquina Makita Bosch (GWS 8-115Z), permitindo assim a partição do
molde e retirada do material sem danificação.
Os diâmetros dos corpos de prova são equivalentes ao diâmetro interno dos tubos
PVC, aproximadamente 47,5 mm. Uma máquina de policorte foi utilizada para cortar os
corpos de prova, garantindo assim o paralelismo e uma altura padrão de 95 mm,
equivalente a duas vezes a dimensão do diâmetro. A Figura 3.10 exibe uma imagem de
todas as condições experimentais.
Figura 3.10: Compósitos cimentícios com/sem borracha (C1 a C28).
3.7 Variáveis respostas
As variáveis respostas investigadas neste trabalho foram: densidade volumétrica e
aparente, porosidade aparente, absorção de água, permeabilidade, resistência à
compressão, módulo de elasticidade estático na compressão.
71
3.7.1 Densidade volumétrica
A densidade volumétrica de um material pode ser determinada por meio da
relação existente entre a massa e o volume do corpo de prova seco. Dependendo da
geometria do corpo de prova, a densidade volumétrica pode ser expressa conforme a
Equação 3.1.
(3.1)
Em que:
ρv é densidade volumétrica (g/cm3);
m é massa do corpo de prova (g);
V é volume do corpo de prova (cm3).
A densidade volumétrica mede o grau de concentração de massa em determinado
volume. Os equipamentos utilizados na determinação da densidade volumétrica dos
corpos de prova foram: uma balança de precisão modelo BL 3200H (d= 0,001 g e e=
0,1) para medição da massa e um paquímetro digital modelo Starret 727 (0,01
mm/.0005”) para efetuar a medição indireta do volume do corpo de prova, que sendo
cilíndrico tem seu volume dado pela Equação 3.2.
(3.2)
Sendo:
R é o raio da base (cm);
h é a altura do cilindro (cm).
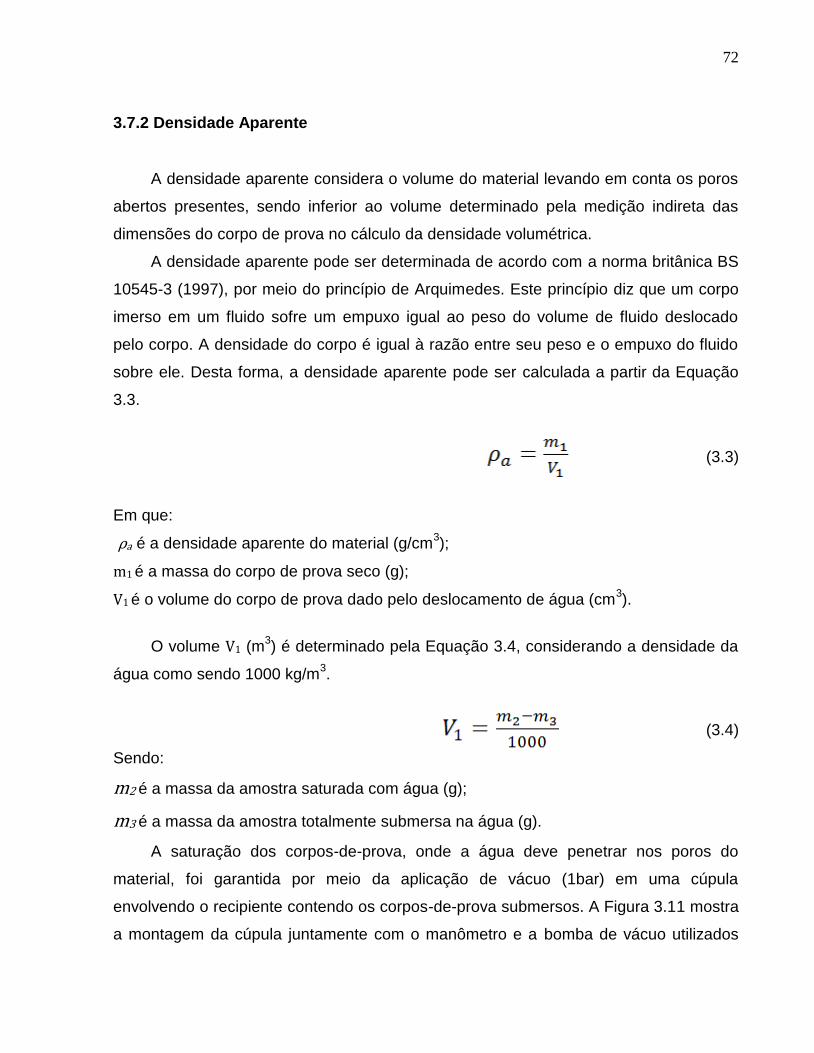
72
3.7.2 Densidade Aparente
A densidade aparente considera o volume do material levando em conta os poros
abertos presentes, sendo inferior ao volume determinado pela medição indireta das
dimensões do corpo de prova no cálculo da densidade volumétrica.
A densidade aparente pode ser determinada de acordo com a norma britânica BS
10545-3 (1997), por meio do princípio de Arquimedes. Este princípio diz que um corpo
imerso em um fluido sofre um empuxo igual ao peso do volume de fluido deslocado
pelo corpo. A densidade do corpo é igual à razão entre seu peso e o empuxo do fluido
sobre ele. Desta forma, a densidade aparente pode ser calculada a partir da Equação
3.3.
(3.3)
Em que:
ρa é a densidade aparente do material (g/cm3);
m1 é a massa do corpo de prova seco (g);
V1 é o volume do corpo de prova dado pelo deslocamento de água (cm3).
O volume V1 (m
3) é determinado pela Equação 3.4, considerando a densidade da
água como sendo 1000 kg/m3.
(3.4)
Sendo:
m2 é a massa da amostra saturada com água (g);
m3 é a massa da amostra totalmente submersa na água (g).
A saturação dos corpos-de-prova, onde a água deve penetrar nos poros do
material, foi garantida por meio da aplicação de vácuo (1bar) em uma cúpula
envolvendo o recipiente contendo os corpos-de-prova submersos. A Figura 3.11 mostra
a montagem da cúpula juntamente com o manômetro e a bomba de vácuo utilizados
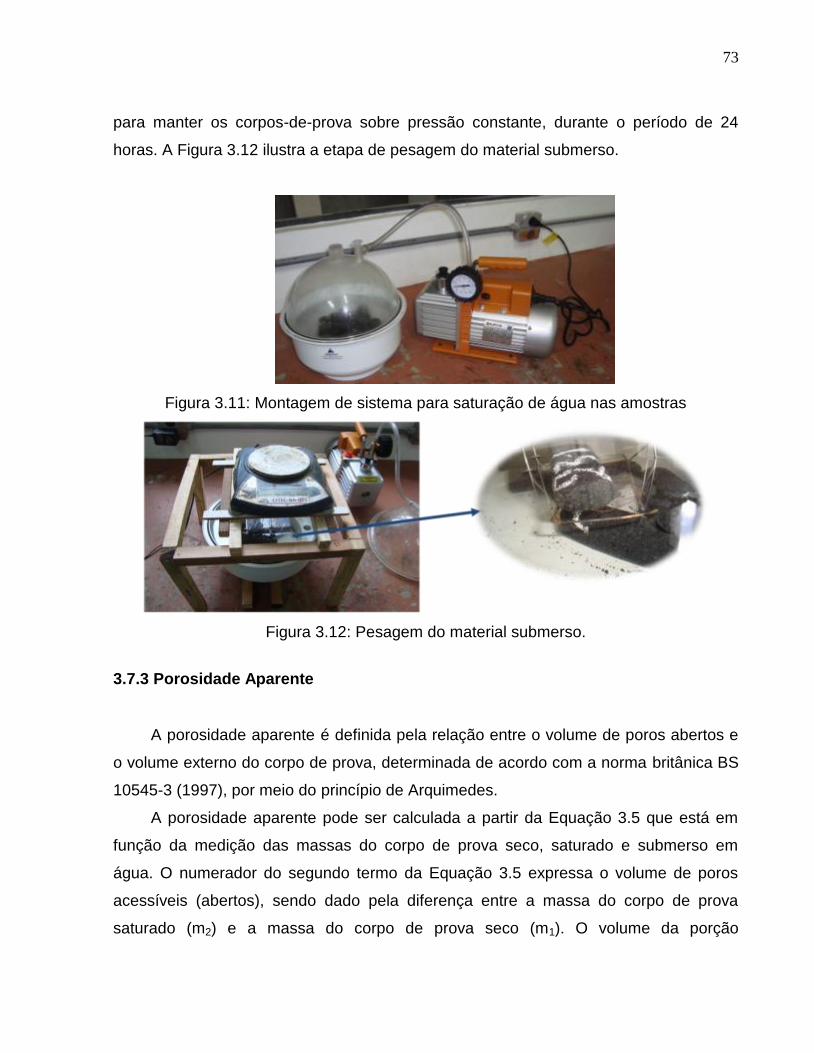
73
para manter os corpos-de-prova sobre pressão constante, durante o período de 24
horas. A Figura 3.12 ilustra a etapa de pesagem do material submerso.
Figura 3.11: Montagem de sistema para saturação de água nas amostras
Figura 3.12: Pesagem do material submerso.
3.7.3 Porosidade Aparente
A porosidade aparente é definida pela relação entre o volume de poros abertos e
o volume externo do corpo de prova, determinada de acordo com a norma britânica BS
10545-3 (1997), por meio do princípio de Arquimedes.
A porosidade aparente pode ser calculada a partir da Equação 3.5 que está em
função da medição das massas do corpo de prova seco, saturado e submerso em
água. O numerador do segundo termo da Equação 3.5 expressa o volume de poros
acessíveis (abertos), sendo dado pela diferença entre a massa do corpo de prova
saturado (m2) e a massa do corpo de prova seco (m1). O volume da porção

74
impermeável do corpo de prova (denominador da Equação 3.5) é dado pela diferença
entre as massas da amostra seca (m1) e submersa (m3), respectivamente.
(3.5)
Sendo:
m1 é a massa do corpo de prova seco (g),
m2 é a massa da amostra saturada de água (g) e
m3 é a massa da amostra totalmente submersa na água (g).
3.7.4 Absorção de Água
A absorção de água de um material é definida pelo percentual de água absorvida
por um corpo de prova após a imersão em água sobre pressão negativa constante,
conforme descrito na determinação da densidade e porosidade aparentes. A Equação
3.6 mostra o cálculo desta variável resposta.
(3.6)
Sendo:
Ab é a absorção de água (%);
m1 é a massa do corpo de prova seco (g); e
m2 é a massa do corpo de prova saturado (g).
3.7.5 Permeabilidade
A permeabilidade pode ser definida como a facilidade que um fluido percola um
material poroso sob a ação de uma pressão diferencial. A permeabilidade é a

75
propriedade que permite com maior ou menor facilidade a taxa de fluxo de um fluido
para o interior de um sólido poroso.
O método descrito por Cabrera e Lynsdale (1988) consiste em fazer o oxigênio
pressurizado fluir através da amostra, a qual é completamente selada por um tubo de
silicone contido em um cilindro de aço. A vazão é mensurada por um bolhômetro após
entrar em regime permanente (em torno de 30 minutos após começo do experimento).
A permeabilidade intrínseca pode então ser calculada pela equação (3.7) (CABRERA E
LYNSDALE, 1988; CABRERA E CLAISSE, 1999). A equação abaixo leva em conta a
compressibilidade e a viscosidade do oxigênio, assim como as unidades selecionadas.
(3.7)
Sendo:
k é a permeabilidade intrínseca (m2/s),
L é o comprimento da amostra (m),
Q é a vazão (cm3/s),
A é a área transversal da amostra (m2) e
P1 é a pressão absoluta aplicada (bar).
P2 é a pressão à qual a vazão é medida (bar).
As peças que constituem o permeâmetro são: uma fonte de oxigênio, uma célula
que restringe o fluxo à amostra, uma vidraria para mensurar a vazão e um manômetro
conectado a entrada da célula de confinamento. O oxigênio percorre o seguinte
caminho: sai da fonte de oxigênio, percorre o duto que o dirige a célula de
confinamento, sendo neste conectado perpendicularmente um manômetro, atravessa a
amostra, percorre outro duto que o leva até ao bolhômetro. Dentro do bolhômetro o gás
encontra uma obstrução causada por uma película de bolha de saponáceo, a qual se
move até a saída da vidraria. O permeâmetro é representado pela junção do
manômetro de coluna e o bolhômetro (Figura 3.13 (a, b)) utilizados para a realização
dos ensaios.

76
Figura 3.13: (a) Manômetro de coluna d'água: detalhe dos níveis de água. (b)
bolhômetro e célula de confinamento.
O sistema de permeâmetro utilizado na realização deste experimento se encontra
no laboratório do Departamento de Engenharia Mecânica da Universidade Federal de
São João Del Rei. A amostra é encaixada em uma camisa de silicone e depois é
inserida na câmara de aço, evitando qualquer vazamento de gás que possa interferir
nas medições realizadas (Figura 3.14).
Figura 3.14: Sistema de vedação de gás e acoplamento da amostra no
permeâmetro.
Célula de confinamento
Anteparo do bolhômetro
Bolhômetro
Bulbo com sabão
(a) (b)
77
3.7.6 Resistência à Compressão
O ensaio de compressão mecânica foi conduzido baseado nas recomendações da
norma BS EN12390 (2003).
Os ensaios de compressão foram realizados numa máquina de ensaio universal
da marca Emic MEM 10000 com capacidade para 10000 kN, a uma velocidade de
1mm/s. Um painel de controle é usado para monitoramento da força e deslocamento da
máquina.
A Figura 3.15 exibe fotos do ensaio de compressão que foram realizados no
laboratório do departamento de engenharia mecânica da UFSJ – Universidade Federal
de São João Del Rei.
Figura 3.15: Máquina Universal de ensaio mecânico
O cálculo da resistência à compressão é determinado através da divisão do
máximo carregamento obtido no ensaio pela área superficial correspondente, equação
(3.8):
78
(3.8)
Em que:
Rc é resistência à compressão (MPa);
F é carga máxima total (N);
Ac é área da superfície de carregamento (mm2).
A resistência à compressão foi calculada individualmente para cada corpo de
prova sendo que a resistência à compressão média foi obtida pela média aritmética das
resistências individuais.
3.7.7 Módulo de Elasticidade Estático
O módulo de elasticidade representa o comportamento mecânico da deformação
do corpo de prova em função do carregamento aplicado sobre ele. Através do gráfico
tensão-deformação obtido no ensaio mecânico de compressão (Figura 3.16), o módulo
de elasticidade estático pode ser determinado.
Figura 3.16: Painel de controle para obtenção dos gráficos
O cálculo do módulo de elasticidade estático é determinado através da inclinação
da secante a curva obtida, que é determinada através da relação de Δσ e Δε, que são
as diferenças da tensão e da deformação respectivamente (Equação 3.9).
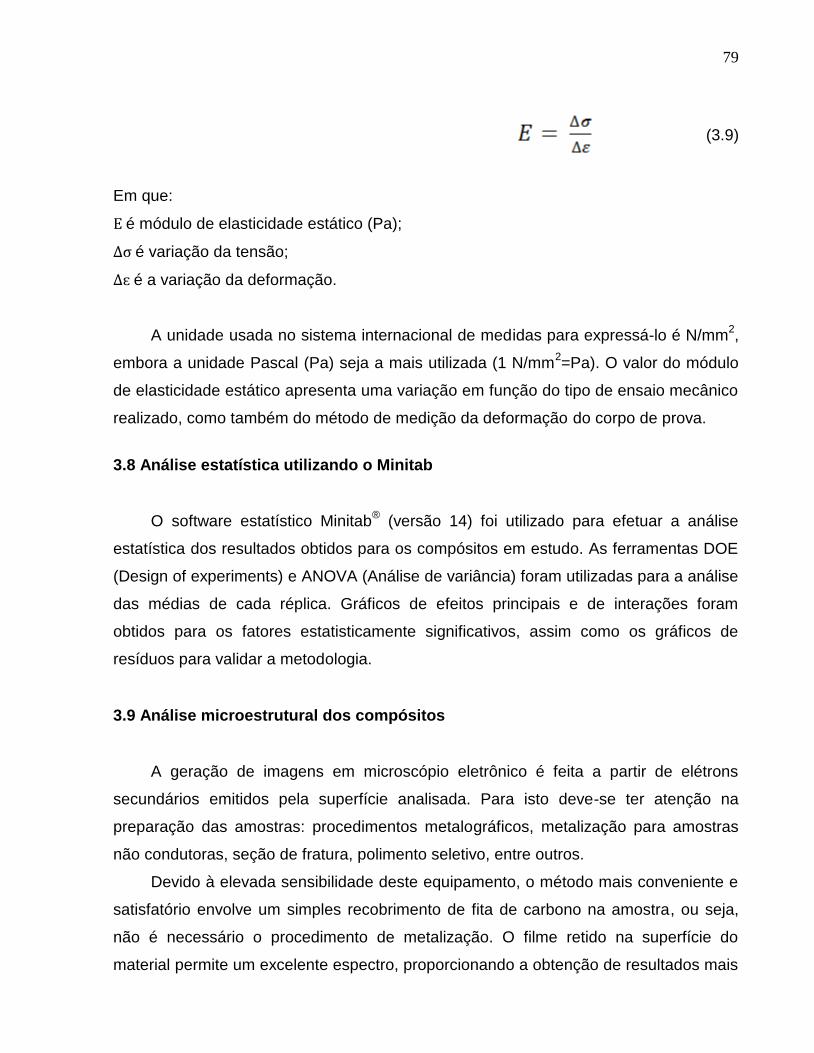
79
(3.9)
Em que:
E é módulo de elasticidade estático (Pa);
∆σ é variação da tensão;
∆ɛ é a variação da deformação.
A unidade usada no sistema internacional de medidas para expressá-lo é N/mm2,
embora a unidade Pascal (Pa) seja a mais utilizada (1 N/mm2=Pa). O valor do módulo
de elasticidade estático apresenta uma variação em função do tipo de ensaio mecânico
realizado, como também do método de medição da deformação do corpo de prova.
3.8 Análise estatística utilizando o Minitab
O software estatístico Minitab® (versão 14) foi utilizado para efetuar a análise
estatística dos resultados obtidos para os compósitos em estudo. As ferramentas DOE
(Design of experiments) e ANOVA (Análise de variância) foram utilizadas para a análise
das médias de cada réplica. Gráficos de efeitos principais e de interações foram
obtidos para os fatores estatisticamente significativos, assim como os gráficos de
resíduos para validar a metodologia.
3.9 Análise microestrutural dos compósitos
A geração de imagens em microscópio eletrônico é feita a partir de elétrons
secundários emitidos pela superfície analisada. Para isto deve-se ter atenção na
preparação das amostras: procedimentos metalográficos, metalização para amostras
não condutoras, seção de fratura, polimento seletivo, entre outros.
Devido à elevada sensibilidade deste equipamento, o método mais conveniente e
satisfatório envolve um simples recobrimento de fita de carbono na amostra, ou seja,
não é necessário o procedimento de metalização. O filme retido na superfície do
material permite um excelente espectro, proporcionando a obtenção de resultados mais

80
confiáveis. As imagens de elétrons retroespalhados e secundários proporcionarão a
identificação da distribuição de poros, tamanho de poros e partículas como também
fases de hidratação presentes. A investigação da microestrutura é de fundamental
importância para a compreensão das propriedades desenvolvidas pelo material. O
equipamento de microscopia eletrônica de bancada da marca Hitachi, modelo TM 3000
(Figura 3.17) foi utilizado na analise microestrutural dos compósitos.
Figura 3.17: Microscópio eletrônico de varredura Hitachi TM 3000.
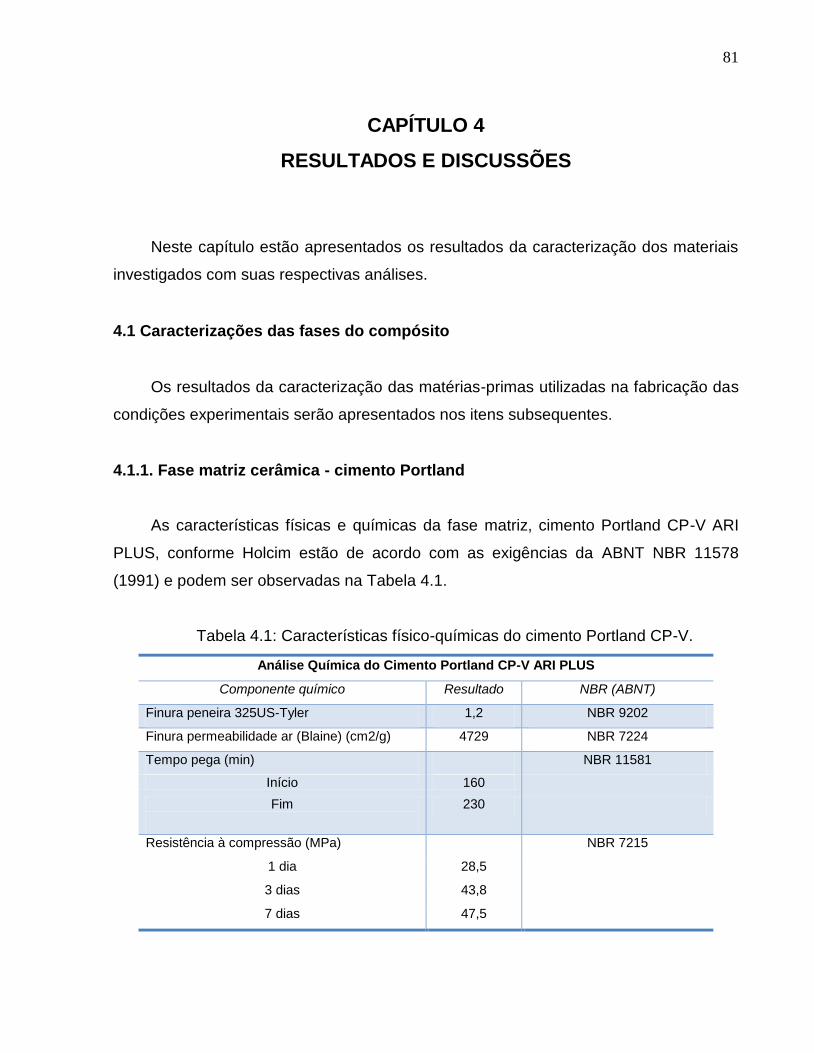
81
CAPÍTULO 4
RESULTADOS E DISCUSSÕES
Neste capítulo estão apresentados os resultados da caracterização dos materiais
investigados com suas respectivas análises.
4.1 Caracterizações das fases do compósito
Os resultados da caracterização das matérias-primas utilizadas na fabricação das
condições experimentais serão apresentados nos itens subsequentes.
4.1.1. Fase matriz cerâmica - cimento Portland
As características físicas e químicas da fase matriz, cimento Portland CP-V ARI
PLUS, conforme Holcim estão de acordo com as exigências da ABNT NBR 11578
(1991) e podem ser observadas na Tabela 4.1.
Tabela 4.1: Características físico-químicas do cimento Portland CP-V.
Análise Química do Cimento Portland CP-V ARI PLUS
Componente químico Resultado NBR (ABNT)
Finura peneira 325US-Tyler 1,2 NBR 9202
Finura permeabilidade ar (Blaine) (cm2/g) 4729 NBR 7224
Tempo pega (min) NBR 11581
Início 160
Fim
230
Resistência à compressão (MPa) NBR 7215
1 dia 28,5
3 dias 43,8
7 dias 47,5
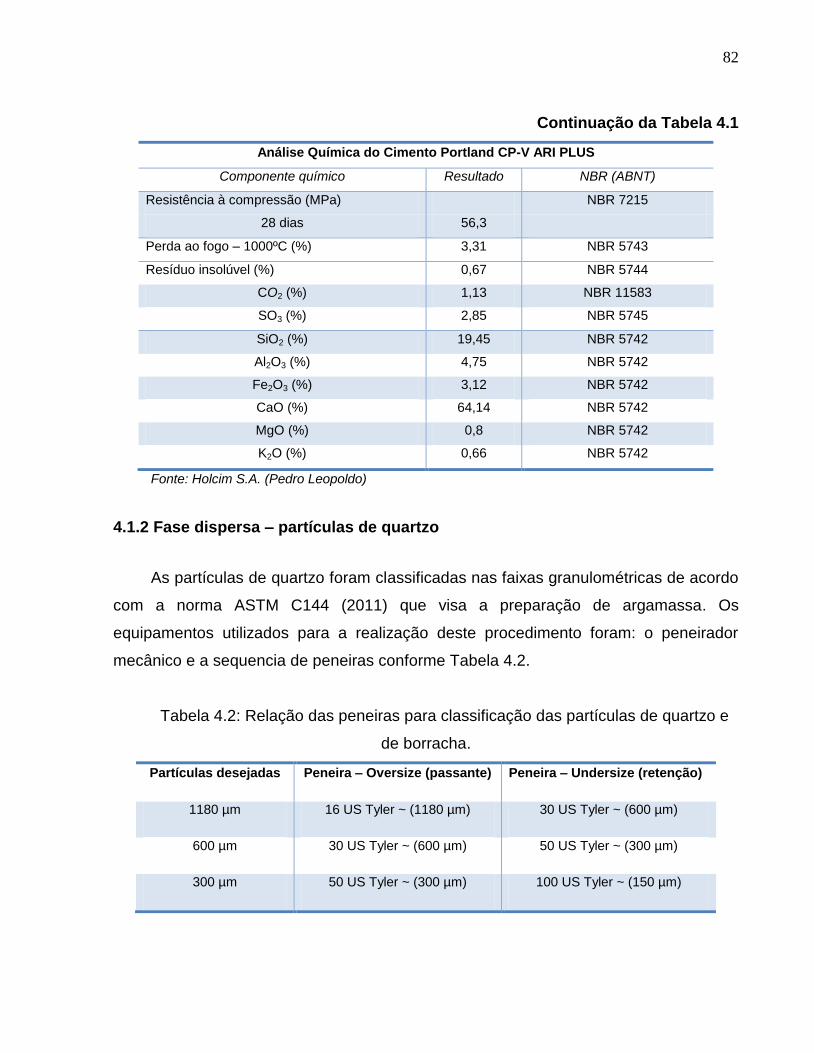
82
Continuação da Tabela 4.1
Análise Química do Cimento Portland CP-V ARI PLUS
Componente químico Resultado NBR (ABNT)
Resistência à compressão (MPa) NBR 7215
28 dias 56,3
Perda ao fogo – 1000ºC (%) 3,31 NBR 5743
Resíduo insolúvel (%) 0,67 NBR 5744
CO2 (%) 1,13 NBR 11583
SO3 (%) 2,85 NBR 5745
SiO2 (%) 19,45 NBR 5742
Al2O3 (%) 4,75 NBR 5742
Fe2O3 (%) 3,12 NBR 5742
CaO (%) 64,14 NBR 5742
MgO (%) 0,8 NBR 5742
K2O (%) 0,66 NBR 5742
Fonte: Holcim S.A. (Pedro Leopoldo)
4.1.2 Fase dispersa – partículas de quartzo
As partículas de quartzo foram classificadas nas faixas granulométricas de acordo
com a norma ASTM C144 (2011) que visa a preparação de argamassa. Os
equipamentos utilizados para a realização deste procedimento foram: o peneirador
mecânico e a sequencia de peneiras conforme Tabela 4.2.
Tabela 4.2: Relação das peneiras para classificação das partículas de quartzo e
de borracha.
Partículas desejadas Peneira – Oversize (passante) Peneira – Undersize (retenção)
1180 µm 16 US Tyler ~ (1180 µm) 30 US Tyler ~ (600 µm)
600 µm 30 US Tyler ~ (600 µm) 50 US Tyler ~ (300 µm)
300 µm 50 US Tyler ~ (300 µm) 100 US Tyler ~ (150 µm)

83
A caracterização macroscópica da forma e tamanho das partículas de quartzo foi
feita através da observação das mesmas, utilizando um microscópico óptico e um
sistema de aquisição de imagens. A Figura 4.1 exibe as imagens das partículas de
quartzo identificando uma geometria angular.
(a) (b)
(c)
Figura 4.1: Imagens das partículas de quartzo com ampliação de 50X:
(a) 1180 µm; (b) 600 µm; (c) 300 µm.
Os resultados da densidade de empacotamento e aparente das partículas de
quartzo para cada faixa granulométrica estão apresentados na Tabela 4.3, os quais
estão dentro dos limites estabelecidos pela norma ASTM C144 (2011).
Tabela 4.3: Densidade de empacotamento e aparente das partículas de quartzo.
Ensaio Caracterização
Faixa Granulométrica Resultados
Densidade de
empacotamento
1180µm 1,27 g/cm3
600 µm 1,35 g/cm3
300 µm 1,28 g/cm3
1180 µm 600 µm
300 µm

84
Continuação da Tabela 4.3
Ensaio Caracterização
Faixa Granulométrica Resultados
Densidade aparente
(picnometria)
1,18mm
2,83 ± 0,45 g/cm3 600 µm
300 µm
4.1.3 Fase dispersa – partículas de borracha de pneus
As partículas de borracha foram classificadas em faixas granulométricas de
acordo com as recomendações da norma ASTM C144 (2011) ver Tabela 4.2
A caracterização macroscópica da forma e tamanho das partículas de borracha foi
feita através da observação das mesmas utilizando um microscópico óptico e um
sistema de aquisição de imagens. A Figura 4.2 exibe as imagens das partículas de
borracha, sendo possível identificar uma geometria angular de tamanho irregular, uma
vez que as mesmas são provenientes do processo de raspagem dos pneus.
(a) (b)
1180 µm 600 µm

85
(c) Figura 4.2: Imagens das partículas de borracha de pneu com ampliação de
50X: (a) 1180 µm; (b) 600 µm; (c) 300 µm.
A Tabela 4.4 exibe a distribuição granulométrica do resíduo de borracha bruto
obtido do processo de raspagem.
Tabela 4.4: Distribuição granulométrica do resíduo de borracha de pneu bruto.
Peneira (US-Tyler) Abertura (mm) Material Retido (%) Material Retido
Acumulado (%)
16 1,18 60 60
30 0,6 18 78
50 0,3 15 92
100 0,15 6 99
Fundo - 1 100
A Figura 4.3 apresenta o gráfico de distribuição granulométrica da borracha bruta.
Nota-se uma menor quantidade de partículas finas. As partículas de borracha retidas
na peneira de abertura 1,18 mm exibem uma geometria variando desde pequenos
grânulos até pequenos pedaços de fibras. A partir da peneira de abertura 0,6mm as
partículas exibem tamanho e geometria menos heterogêneos.
300 µm

86
Figura 4.3: Distribuição granulométrica da borracha bruta.
A densidade de empacotamento e aparente das partículas de borracha de pneus
estão apresentados na Tabela 4.5, as quais estão dentro dos limites estabelecidos pela
norma ASTM C144 (2011).
Tabela 4.5: Caracterização das partículas de borracha de pneu.
Ensaio Caracterização
Faixa Granulométrica Resultados
Densidade de
empacotamento
1180µm 0,32 g/cm3
600 µm 0,29 g/cm3
300 µm 0,27 g/cm3
Densidade aparente
(picnometria)
1,18mm
1,24 ± 0,11 g/cm3 600 µm
300 µm
4.1.4 Aditivo superplastificante
As características do aditivo ViscoCrete® 6500 foram cedidas pelo fabricante
Sika, ver Tabela 4.6.
Tabela 4.6: Propriedades do Aditivo utilizado (Sika ViscoCrete® 6500).
Propriedades Especificações*
Composição Básica Solução de policarboxilato em meio aquoso
Efeito de Pega Abaixo do teor de saturação não retarda a pega

87
Continuação da Tabela 4.6
Propriedades Resultados*
Efeito da super dosagem Poderá haver exsudação
Dosagem 0,4 a 0,6% sobre o peso do cimento
Densidade 1,08 ± 0,02 kg/ litro
pH 5,0 ± 1,0
Cor Marrom Claro
Aspecto Líquido
*Dados fornecidos pelo fabricante: Sika
4.2 Ensaios físicos e mecânicos nos compósitos cimentícios
Este subitem exibe os resultados dos ensaios realizados nos compósitos
cimentícios, entre eles: densidade volumétrica, densidade aparente, porosidade
aparente, absorção de água, permeabilidade, resistência à compressão e módulo de
elasticidade estático.
As condições experimentais mais críticas, ou seja, com menor relação água-
cimento e maior quantidade de borracha, foram fabricadas a fim de verificar a
dispersão das partículas de borracha e possíveis defeitos de fabricação, principalmente
a segregação dos compósitos cimentícios. Constatou-se uma distribuição homogênea
das partículas de borracha e ausência de segregação (Figura 4.4). Este tipo de
comportamento também foi observado por Albano et al (2005) e Giacobbe (2008).

88
Figura 4.4: Distribuição da borracha no compósito – ausência de segregação.
Compósito com substituição total de quartzo (C28 – 100% borracha, a/c = 0,5; com
aditivo).
Os fatores relacionados a P-valor menor ou igual a 0,05 são considerados
estatisticamente significativos, ou seja, afetam significativamente a variável resposta
correspondente. Um nível de α= 0,05 é o nível de significância com a probabilidade de
95% do efeito ser significativo.
O efeito de um fator principal deve ser interpretado individualmente somente
quando não há evidências de interação com outros fatores. Segundo Werkema e
Aguiar (1996), quando uma interação de ordem mais elevada é significativa, o efeito
principal não é interpretado isoladamente e os fatores que interagem devem ser
considerados mutuamente.
O valor de R² ajustado indica a qualidade de ajuste do modelo, assim o modelo
torna-se mais eficaz quanto maior for o R². Os valores de R2 encontrados na Tabela 4.7
para as variáveis respostas são superiores a 82%, satisfazendo as condições de ajuste
da ANOVA.
Os resultados da análise de variância (ANOVA) para as variáveis respostas são
investigados e estão apresentados na Tabela 4.7. Os P-valores iguais ou menores que
0,05 estão em negrito na Tabela 4.7, contudo os P-valores sublinhados e em vermelho
representam aqueles que serão avaliados nos gráficos de efeitos principais ou
interações, respeitando a significancia de fatores de ordem superiores.
10mm

89
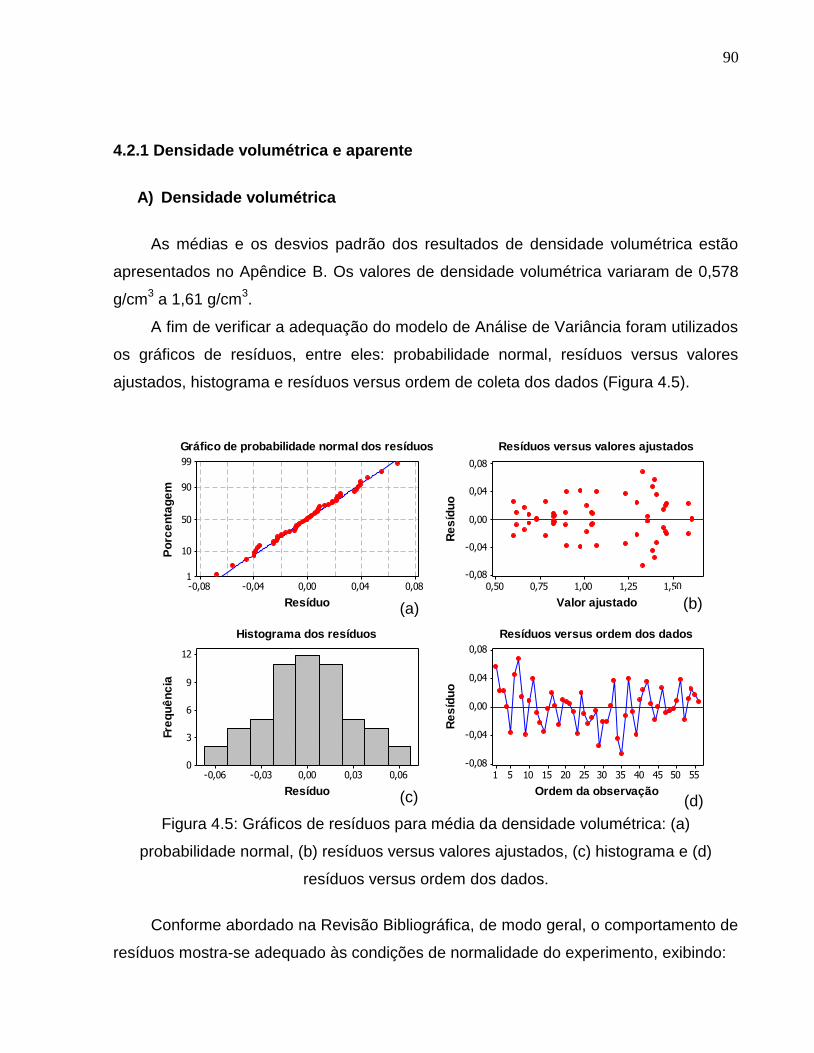
90
4.2.1 Densidade volumétrica e aparente
A) Densidade volumétrica
As médias e os desvios padrão dos resultados de densidade volumétrica estão
apresentados no Apêndice B. Os valores de densidade volumétrica variaram de 0,578
g/cm3 a 1,61 g/cm
3.
A fim de verificar a adequação do modelo de Análise de Variância foram utilizados
os gráficos de resíduos, entre eles: probabilidade normal, resíduos versus valores
ajustados, histograma e resíduos versus ordem de coleta dos dados (Figura 4.5).
Resíduo
Po
rce
nta
ge
m
0,080,040,00-0,04-0,08
99
90
50
10
1
Valor ajustado
Re
síd
uo
1,501,251,000,750,50
0,08
0,04
0,00
-0,04
-0,08
Resíduo
Fre
qu
ên
cia
0,060,030,00-0,03-0,06
12
9
6
3
0
Ordem da observação
Re
síd
uo
5550454035302520151051
0,08
0,04
0,00
-0,04
-0,08
Gráfico de probabilidade normal dos resíduos Resíduos versus valores ajustados
Histograma dos resíduos Resíduos versus ordem dos dados
Figura 4.5: Gráficos de resíduos para média da densidade volumétrica: (a)
probabilidade normal, (b) resíduos versus valores ajustados, (c) histograma e (d)
resíduos versus ordem dos dados.
Conforme abordado na Revisão Bibliográfica, de modo geral, o comportamento de
resíduos mostra-se adequado às condições de normalidade do experimento, exibindo:
(a) (b)
(d) (c)
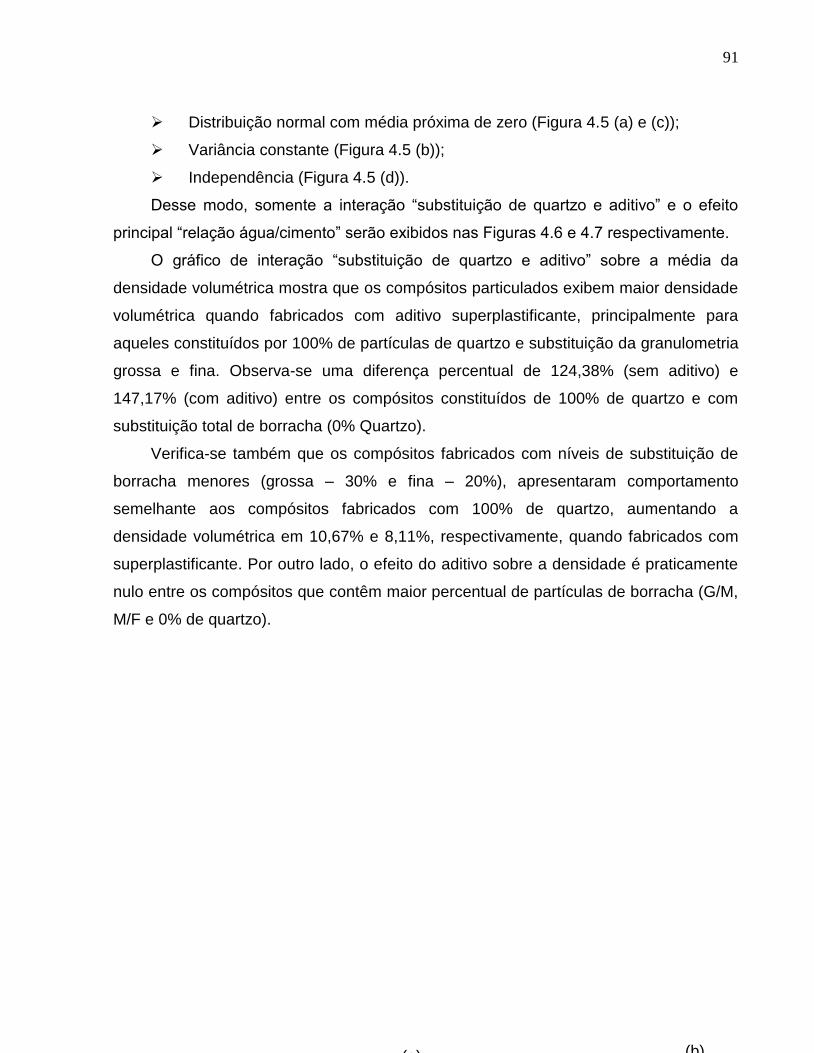
91
Distribuição normal com média próxima de zero (Figura 4.5 (a) e (c));
Variância constante (Figura 4.5 (b));
Independência (Figura 4.5 (d)).
Desse modo, somente a interação “substituição de quartzo e aditivo” e o efeito
principal “relação água/cimento” serão exibidos nas Figuras 4.6 e 4.7 respectivamente.
O gráfico de interação “substituição de quartzo e aditivo” sobre a média da
densidade volumétrica mostra que os compósitos particulados exibem maior densidade
volumétrica quando fabricados com aditivo superplastificante, principalmente para
aqueles constituídos por 100% de partículas de quartzo e substituição da granulometria
grossa e fina. Observa-se uma diferença percentual de 124,38% (sem aditivo) e
147,17% (com aditivo) entre os compósitos constituídos de 100% de quartzo e com
substituição total de borracha (0% Quartzo).
Verifica-se também que os compósitos fabricados com níveis de substituição de
borracha menores (grossa – 30% e fina – 20%), apresentaram comportamento
semelhante aos compósitos fabricados com 100% de quartzo, aumentando a
densidade volumétrica em 10,67% e 8,11%, respectivamente, quando fabricados com
superplastificante. Por outro lado, o efeito do aditivo sobre a densidade é praticamente
nulo entre os compósitos que contêm maior percentual de partículas de borracha (G/M,
M/F e 0% de quartzo).
(a) (b)

92
Aditivo
Mé
dia
da
De
nsi
da
de
Vo
lum
étr
ica
(g
/cm
^3)
ComSem
1,50
1,25
1,00
0,75
0,50
Substituição
Fina
Grossa/Média
Média/Fina
de quartzo
0% Quartzo
100% Quartzo
Grossa
Média
Figura 4.6: Gráfico do efeito da interação dos fatores substituição de quartzo e aditivo
sobre a média da densidade volumétrica.
O gráfico de efeito principal do fator relação água/cimento revela um aumento
percentual de 7% sobre a densidade volumétrica quando a relação água/cimento
aumenta de 0,4 para 0,5.
124,38% 147,17%

93
Relação água/cimento
Mé
dia
da
De
nsi
da
de
Vo
lum
étr
ica
(g
/cm
^3)
0,50,4
1,13
1,12
1,11
1,10
1,09
1,08
1,07
1,06
1,05
Figura 4.7: Gráfico do efeito principal relação água/cimento sobre a média da
densidade volumétrica dos compósitos.
B) Densidade aparente
A densidade aparente foi determinada por meio do princípio de Arquimedes. As
médias e desvios padrão dos resultados de densidade aparente estão apresentados no
Apêndice C. Os valores de densidade aparente variaram de 0,751 g/cm3 a 1,748 g/cm
3.
A Figura 4.8 exibe os gráficos de resíduos para a variável-resposta densidade
aparente.
7%
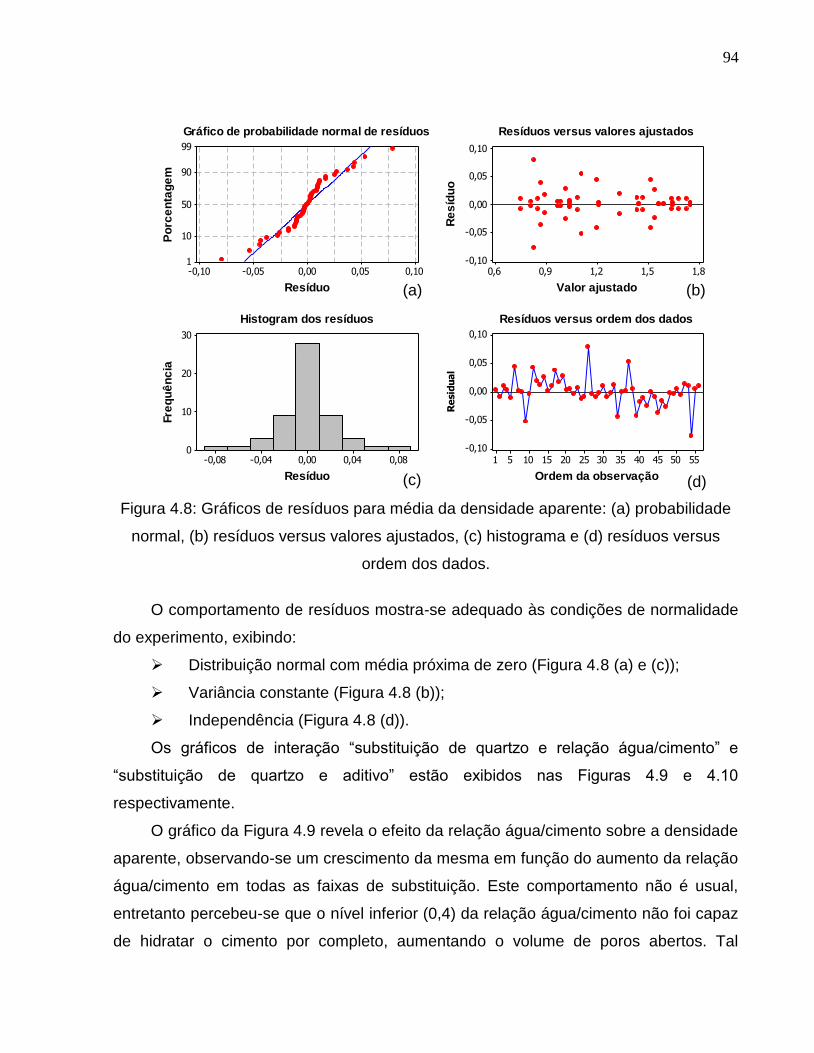
94
Resíduo
Po
rce
nta
ge
m
0,100,050,00-0,05-0,10
99
90
50
10
1
Valor ajustado
Re
síd
uo
1,81,51,20,90,6
0,10
0,05
0,00
-0,05
-0,10
Resíduo
Fre
qu
ên
cia
0,080,040,00-0,04-0,08
30
20
10
0
Ordem da observação
Re
sid
ua
l5550454035302520151051
0,10
0,05
0,00
-0,05
-0,10
Gráfico de probabilidade normal de resíduos Resíduos versus valores ajustados
Histogram dos resíduos Resíduos versus ordem dos dados
Figura 4.8: Gráficos de resíduos para média da densidade aparente: (a) probabilidade
normal, (b) resíduos versus valores ajustados, (c) histograma e (d) resíduos versus
ordem dos dados.
O comportamento de resíduos mostra-se adequado às condições de normalidade
do experimento, exibindo:
Distribuição normal com média próxima de zero (Figura 4.8 (a) e (c));
Variância constante (Figura 4.8 (b));
Independência (Figura 4.8 (d)).
Os gráficos de interação “substituição de quartzo e relação água/cimento” e
“substituição de quartzo e aditivo” estão exibidos nas Figuras 4.9 e 4.10
respectivamente.
O gráfico da Figura 4.9 revela o efeito da relação água/cimento sobre a densidade
aparente, observando-se um crescimento da mesma em função do aumento da relação
água/cimento em todas as faixas de substituição. Este comportamento não é usual,
entretanto percebeu-se que o nível inferior (0,4) da relação água/cimento não foi capaz
de hidratar o cimento por completo, aumentando o volume de poros abertos. Tal
(a) (b)
(d) (c)

95
comportamento será discutido mais detalhadamente na seção posterior de análise
microestrutural.
Observa-se uma diferença percentual de 113,25% (a/c = 0,4) e de 106,07% (a/c =
0,5) entre os compósitos fabricados com 100% de quartzo e com substituição total de
borracha (0% de quartzo). É fato que os compósitos fabricados com porcentagens de
substituição menores de borracha (grossa – 30% e fina – 20%) exibam densidades
superiores devido à maior presença de partículas de quartzo e consequentemente
maiores densidade das partículas.
Relação água/cimento
Mé
dia
da
De
nsi
da
de
Ap
are
nte
(g
/cm
^3)
0,50,4
1,7
1,6
1,5
1,4
1,3
1,2
1,1
1,0
0,9
0,8
Substituição
Fina
Grossa/Média
Média/Fina
de quartzo
0% Quartzo
100% Quartzo
Grossa
Média
Figura 4.9: Gráfico de efeito da interação dos fatores substituição de quartzo e relação
água/cimento sobre a média da densidade aparente.
O gráfico de interação “substituição de quartzo e aditivo” sobre a média da
densidade aparente (Figura 4.10) mostra que a adição de superplastificante aumenta a
densidade dos compósitos (~4,5%), sendo este efeito mais evidente naqueles
compósitos contendo maior quantidade de partículas de quartzo (100% quartzo,
substituição fina e grossa). Verifica-se uma diferença percentual significativa de 25,17%
113,25% 106,07%
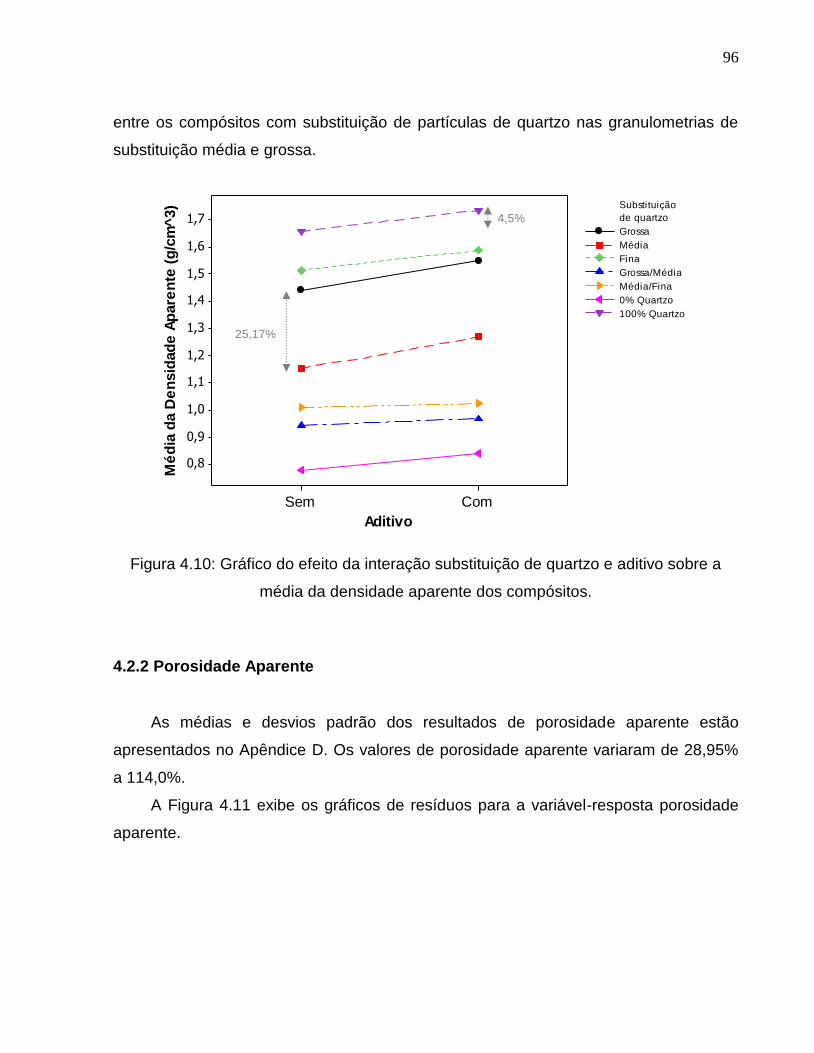
96
entre os compósitos com substituição de partículas de quartzo nas granulometrias de
substituição média e grossa.
Aditivo
Mé
dia
da D
en
sid
ad
e A
pare
nte
(g
/cm
^3)
ComSem
1,7
1,6
1,5
1,4
1,3
1,2
1,1
1,0
0,9
0,8
Substituição
Fina
Grossa/Média
Média/Fina
de quartzo
0% Quartzo
100% Quartzo
Grossa
Média
Figura 4.10: Gráfico do efeito da interação substituição de quartzo e aditivo sobre a
média da densidade aparente dos compósitos.
4.2.2 Porosidade Aparente
As médias e desvios padrão dos resultados de porosidade aparente estão
apresentados no Apêndice D. Os valores de porosidade aparente variaram de 28,95%
a 114,0%.
A Figura 4.11 exibe os gráficos de resíduos para a variável-resposta porosidade
aparente.
25,17%
4,5%

97
Resíduo
Po
rce
nta
ge
m
5,02,50,0-2,5-5,0
99
90
50
10
1
Valor ajustado
Re
síd
uo
10080604020
5,0
2,5
0,0
-2,5
-5,0
Resíduo
Fre
qu
ên
cia
420-2-4
12
9
6
3
0
Ordem da observação
Re
síd
uo
5550454035302520151051
5,0
2,5
0,0
-2,5
-5,0
Gráfico de probabilidade normal dos resíduos Resíduos versus valores ajustados
Histograma dos resíduos Resíduos versus ordem dos dados
Figura 4.11: Gráficos de resíduos para média da porosidade aparente: (a) probabilidade
normal, (b) resíduos versus valores ajustados, (c) histograma e (d) resíduos versus
ordem dos dados.
Os gráficos de resíduos para média da porosidade aparente exibidos na Figura
4.11 apresentaram um comportamento que atende as condições de normalidade
exigidas para validação do modelo de análise de variância:
Distribuição normal com média próxima de zero (Figura 4.11 (a) e (c));
Variância constante (Figura 4.11 (b));
Independência (Figura 4.11 (d)).
A Figura 4.12 apresenta o gráfico de interação dos fatores substituição de quartzo,
relação água/cimento e aditivo” sobre a média da porosidade aparente. A Figura 4.12a
exibe uma redução da porosidade aparente com o aumento da relação água/cimento
em todas as substituições, verificando também uma redução da porosidade em função
da presença de partículas de quartzo no sistema. Nota-se que o aditivo químico foi
capaz de reduzir a porosidade em todas as substituições de quartzo, exceto para a
granulometria média/fina (Figura 4.12b). A Figura 4.12c mostra que o superplastificante
(a) (b)
(d) (c)
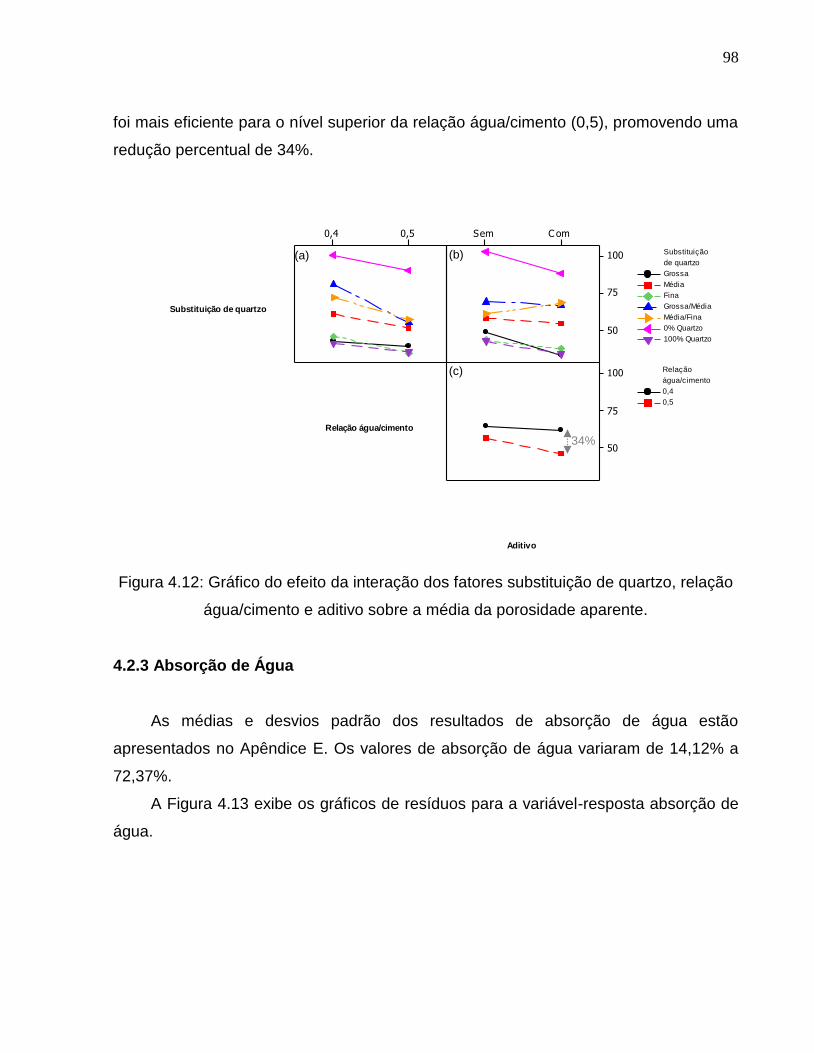
98
foi mais eficiente para o nível superior da relação água/cimento (0,5), promovendo uma
redução percentual de 34%.
Substituição de quartzo
Relação água/cimento
Aditivo
0,50,4 C omSem
100
75
50
100
75
50
Substituição
Fina
Grossa/Média
Média/Fina
de quartzo
0% Quartzo
100% Quartzo
Grossa
Média
Relação
água/cimento
0,4
0,5
Figura 4.12: Gráfico do efeito da interação dos fatores substituição de quartzo, relação
água/cimento e aditivo sobre a média da porosidade aparente.
4.2.3 Absorção de Água
As médias e desvios padrão dos resultados de absorção de água estão
apresentados no Apêndice E. Os valores de absorção de água variaram de 14,12% a
72,37%.
A Figura 4.13 exibe os gráficos de resíduos para a variável-resposta absorção de
água.
(a) (b)
(c)
34%

99
Resíduo
Po
rce
nta
ge
m
5,02,50,0-2,5-5,0
99
90
50
10
1
Valor ajustado
Re
síd
uo
604020
5,0
2,5
0,0
-2,5
-5,0
Resíduo
Fre
qu
ên
cia
420-2-4
30
20
10
0
Ordem da observação
Re
síd
uo
5550454035302520151051
5,0
2,5
0,0
-2,5
-5,0
Gráfico de probabilidade normal dos resíduos Resíduos versus valores ajustados
Histograma de resíduos Resíduos versus ordem dos dados
Figura 4.13: Gráficos de resíduos para média da absorção de água: (a) probabilidade
normal, (b) resíduos versus valores ajustados, (c) histograma e (d) resíduos versus
ordem dos dados.
Os gráficos de resíduos para média da absorção de água exibidos na Figura 4.13
apresentam um comportamento que atende as condições de normalidade exigidas para
validação do modelo de análise de variância:
Distribuição normal com média próxima de zero (Figura 4.13 (a) e (c));
Variância constante (Figura 4.13 (b));
Independência (Figura 4.13 (d)).
O gráfico de interação “substituição de quartzo, relação água cimento e aditivo”
sobre a média da absorção de água (Figura 4.14) apresenta um comportamento
semelhante ao gráfico da Figura 4.12. O aumento da relação água/cimento promoveu
uma redução da absorção de água em todas as faixas de substituições (ver Figura
4.14a).
Os compósitos cimentícios exibem menor absorção de água quando fabricados
com aditivo superplastificante, com exceção da substituição média/fina correspondente
a 70% de borracha nos compósitos (ver Figura 4.14b). Nota-se também que
(a) (b)
(d) (c)

100
compósitos fabricados com maior relação água/cimento e com aditivo apresentaram
uma maior redução da absorção de água em relação aos demais compósitos. Uma
diferença percentual de 30,27% é observada entre as relações de água (0,4 e 0,5)
contendo superplastificante (ver Figura 4.14c).
Substituição de quartzo
Relação água/cimento
Aditivo
0,50,4 C omSem
60
40
20
60
40
20
Substituição
Fina
Grossa/Média
Média/Fina
de quartzo
0% Quartzo
100% Quartzo
Grossa
Média
Relação
água/cimento
0,4
0,5
Figura 4.14: Gráfico do efeito da interação dos fatores substituição de quartzo, relação
água/cimento e aditivo sobre a média da absorção de água.
4.2.4 Permeabilidade
Os resultados dos parâmetros utilizados no cálculo de permeabilidade estão
apresentados nos Apêndice F. A permeabilidade foi obtida pelo uso de permeâmetro a
oxigênio desenvolvido na Universidade de Federal de São João del Rei, os valores
variaram de 2,2x1010
m2 a 0,35x10
10 m
2.
A Figura 4.15 exibe os gráficos de resíduos para a variável-resposta absorção de
água.
(a) (b)
(c)
30,3%

101
Resíduo
Po
rce
nta
ge
m
0,500,250,00-0,25-0,50
99
90
50
10
1
Valor ajustado
Re
síd
uo
2,01,51,00,5
0,50
0,25
0,00
-0,25
-0,50
Resíduo
Fre
qu
ên
cia
0,40,20,0-0,2-0,4
10,0
7,5
5,0
2,5
0,0
Ordem da observação
Re
síd
uo
5550454035302520151051
0,50
0,25
0,00
-0,25
-0,50
Gráfico de probabilidade normal dos resíduos Resíduos versus valores ajustados
Histograma dos resíduos Resíduos versus ordem de dados
Figura 4.15: Gráficos de resíduos para a média da permeabilidade: (a) probabilidade
normal, (b) resíduos versus valores ajustados, (c) histograma e (d) resíduos versus
ordem dos dados.
O comportamento dos resíduos mostra ser satisfatório às condições de
normalidade do experimento, exibindo:
Distribuição normal com média próxima de zero (Figura 4.11(a) e (c));
Variância constante (Figura 4.11 (b));
Independência (Figura 4.11 (d)).
A Figura 4.16 apresenta o gráfico de efeito principal da substituição de quartzo
sobre a permeabilidade dos compósitos. A substituição total de partículas de quartzo
por borracha promoveu um aumento percentual de 168% na permeabilidade do
material. Observa-se que as substituições agrupadas grossa-média e média-fina
implica no aumento da permeabilidade dos compósitos, isto indica que a presença de
partículas de borracha altera o empacotamento e por sua vez a reologia do sistema,
promovendo também o aumento da porosidade, absorção de água e redução da
densidade como discutido anteriormente. As partículas médias (600 µm) exibiram um
(a) (b)
(d) (c)

102
aumento superior da permeabilidade (59,53%) em relação à inserção de partículas
grossas (1,18 µm) e finas (300 µm). Entre a substituição de partículas de quartzo de
granulometria média e fina, notou-se uma redução percentual da permeabilidade de
aproximadamente 6,28%.
Substituição de quartzo
Mé
dia
da P
erm
eab
ilid
ad
e (
x10^
10 m
2)
0% QuartzoMédia/FinaGrossa/MédiaFinaMédiaGrossa100%Quarzto
1,50
1,25
1,00
0,75
0,50
Figura 4.16: Efeito da substituição de quartzo sobre a média da permeabilidade dos
compósitos.
O gráfico de interação “substituição de quartzo e aditivo” (Figura 4.17) mostra que
os compósitos substituídos por partículas de borracha grossa/média e média/fina
exibem maior permeabilidade quando fabricadas com aditivo, com diferenças
percentuais de 39,59% e 54,05% respectivamente. Por outro lado, os demais
compósitos alcançam menores valores de permeabilidade quando fabricados com
aditivo.
168%
59,53%
6,28%
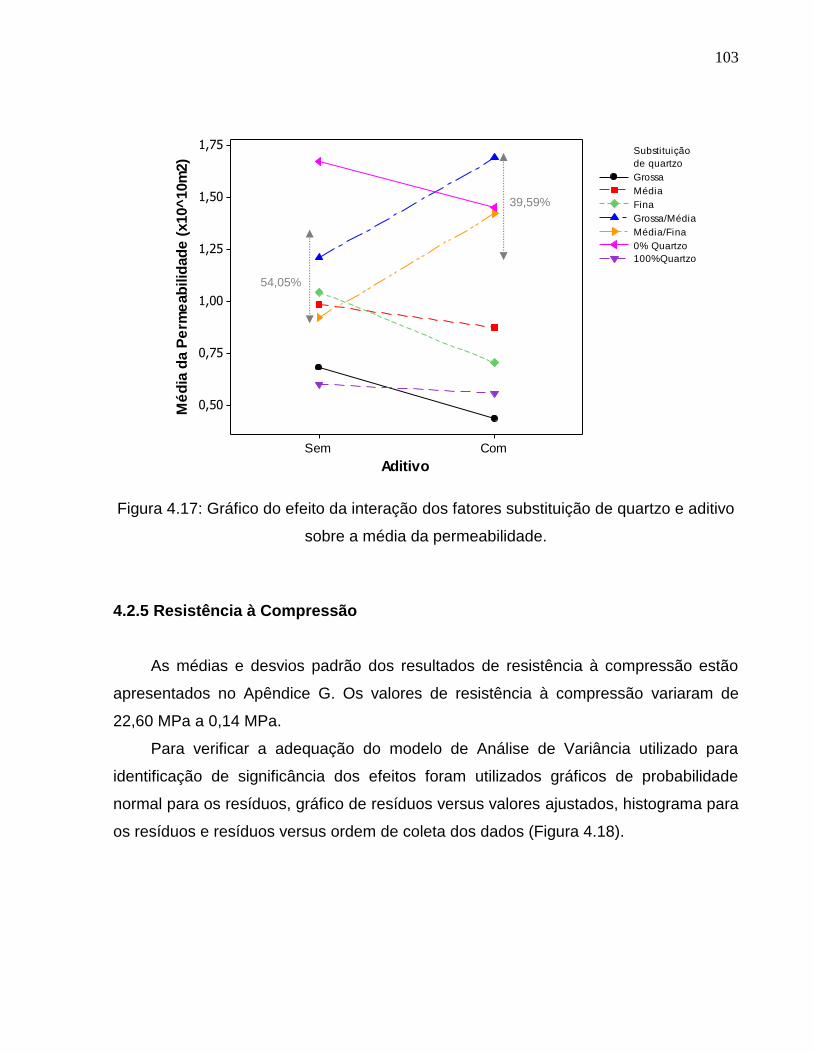
103
Aditivo
Mé
dia
da P
erm
eab
ilid
ad
e (
x10^
10m
2)
ComSem
1,75
1,50
1,25
1,00
0,75
0,50
Substituição
Fina
Grossa/Média
Média/Fina
de quartzo
0% Quartzo
100%Quartzo
Grossa
Média
Figura 4.17: Gráfico do efeito da interação dos fatores substituição de quartzo e aditivo
sobre a média da permeabilidade.
4.2.5 Resistência à Compressão
As médias e desvios padrão dos resultados de resistência à compressão estão
apresentados no Apêndice G. Os valores de resistência à compressão variaram de
22,60 MPa a 0,14 MPa.
Para verificar a adequação do modelo de Análise de Variância utilizado para
identificação de significância dos efeitos foram utilizados gráficos de probabilidade
normal para os resíduos, gráfico de resíduos versus valores ajustados, histograma para
os resíduos e resíduos versus ordem de coleta dos dados (Figura 4.18).
54,05%
39,59%
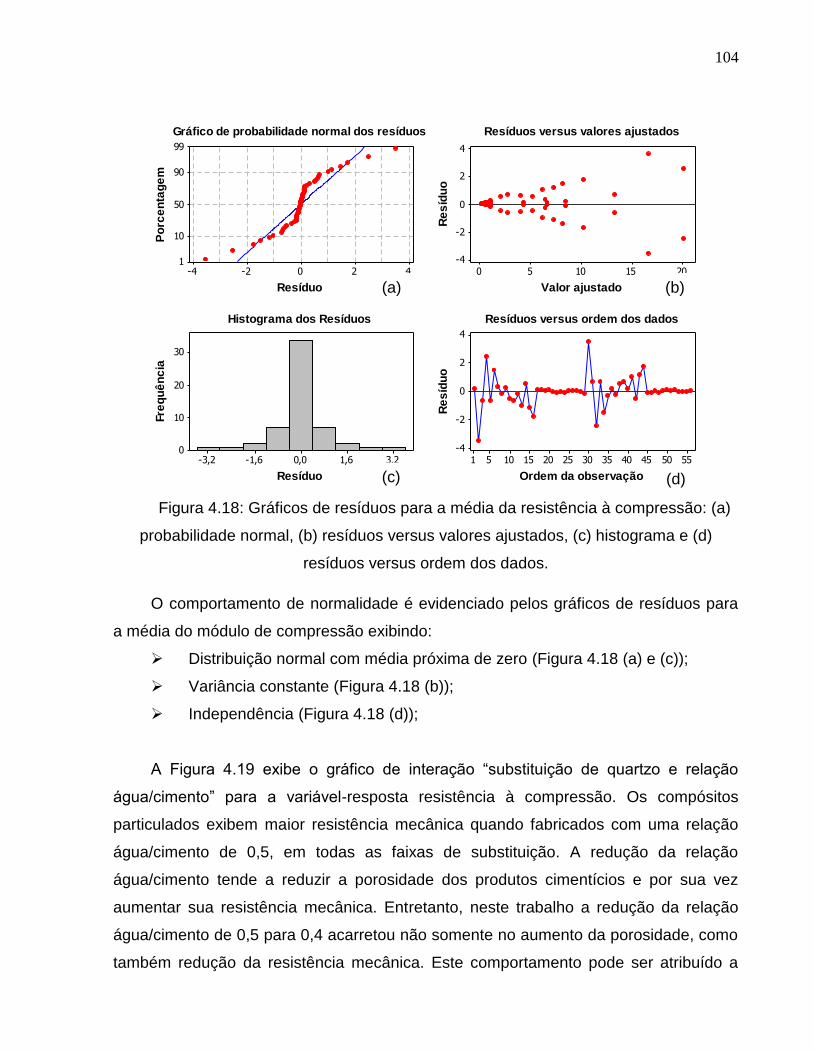
104
Resíduo
Po
rce
nta
ge
m
420-2-4
99
90
50
10
1
Valor ajustado
Re
síd
uo
20151050
4
2
0
-2
-4
Resíduo
Fre
qu
ên
cia
3,21,60,0-1,6-3,2
30
20
10
0
Ordem da observação
Re
síd
uo
5550454035302520151051
4
2
0
-2
-4
Gráfico de probabilidade normal dos resíduos Resíduos versus valores ajustados
Histograma dos Resíduos Resíduos versus ordem dos dados
Figura 4.18: Gráficos de resíduos para a média da resistência à compressão: (a)
probabilidade normal, (b) resíduos versus valores ajustados, (c) histograma e (d)
resíduos versus ordem dos dados.
O comportamento de normalidade é evidenciado pelos gráficos de resíduos para
a média do módulo de compressão exibindo:
Distribuição normal com média próxima de zero (Figura 4.18 (a) e (c));
Variância constante (Figura 4.18 (b));
Independência (Figura 4.18 (d));
A Figura 4.19 exibe o gráfico de interação “substituição de quartzo e relação
água/cimento” para a variável-resposta resistência à compressão. Os compósitos
particulados exibem maior resistência mecânica quando fabricados com uma relação
água/cimento de 0,5, em todas as faixas de substituição. A redução da relação
água/cimento tende a reduzir a porosidade dos produtos cimentícios e por sua vez
aumentar sua resistência mecânica. Entretanto, neste trabalho a redução da relação
água/cimento de 0,5 para 0,4 acarretou não somente no aumento da porosidade, como
também redução da resistência mecânica. Este comportamento pode ser atribuído a
(a) (b)
(d) (c)

105
não hidratação da fase cimentícia, promovendo o aumento da
porosidade/permeabilidade e consequente redução da resistência. Observa-se uma
diferença percentual significativa de 5541,57% entre os compósitos particulados com
100% de quartzo e com substituição total de borracha para uma relação água/cimento
de 0,4, e de 4520,69% para relação água/cimento de 0,5.
Relação água/cimento
Mé
dia
da R
esis
tên
cia
à C
om
pre
ssão
(M
Pa)
0,50,4
18
16
14
12
10
8
6
4
2
0
Substituição
Fina
Grossa/Média
Média/Fina
de quartzo
0% Quartzo
100%Quartzo
Grossa
Média
Figura 4.19: Gráfico do efeito da interação dos fatores substituição de quartzo e relação
água/cimento sobre a média da resistência à compressão.
A Figura 4.20 exibe o gráfico de interação dos fatores “substituição de quartzo e
aditivo” para a resistência à compressão. A adição de aditivo superplastificante
promove o aumento da resistência mecânica, principalmente quando uma maior
percentual de quartzo esta presente. Verifica-se que o superplastificante não exibe
efeito significativo na reologia do sistema quando partículas de borracha estão
presentes em abundancia. Nota-se uma variação percentual de 5593% entre os
compósitos com aditivo fabricados com 100% de quartzo e de borracha.
4520,69 %
5541,57%
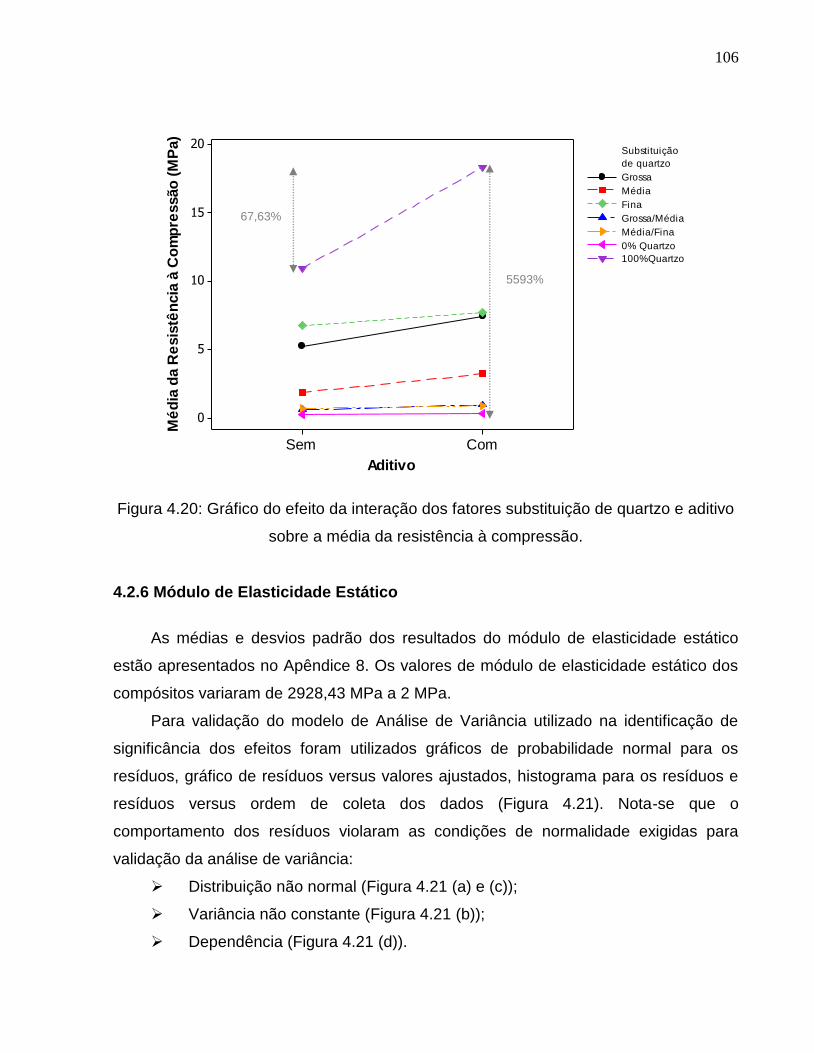
106
Aditivo
Mé
dia
da R
esis
tên
cia
à C
om
pre
ssão
(M
Pa)
ComSem
20
15
10
5
0
Substituição
Fina
Grossa/Média
Média/Fina
de quartzo
0% Quartzo
100%Quartzo
Grossa
Média
Figura 4.20: Gráfico do efeito da interação dos fatores substituição de quartzo e aditivo
sobre a média da resistência à compressão.
4.2.6 Módulo de Elasticidade Estático
As médias e desvios padrão dos resultados do módulo de elasticidade estático
estão apresentados no Apêndice 8. Os valores de módulo de elasticidade estático dos
compósitos variaram de 2928,43 MPa a 2 MPa.
Para validação do modelo de Análise de Variância utilizado na identificação de
significância dos efeitos foram utilizados gráficos de probabilidade normal para os
resíduos, gráfico de resíduos versus valores ajustados, histograma para os resíduos e
resíduos versus ordem de coleta dos dados (Figura 4.21). Nota-se que o
comportamento dos resíduos violaram as condições de normalidade exigidas para
validação da análise de variância:
Distribuição não normal (Figura 4.21 (a) e (c));
Variância não constante (Figura 4.21 (b));
Dependência (Figura 4.21 (d)).
5593%
67,63%

107
Resíduo
Po
rce
nta
ge
m
5002500-250-500
99
90
50
10
1
Valor ajustado
Re
síd
uo
3000200010000
500
250
0
-250
-500
Resíduo
Fre
qu
ên
cia
6004002000-200-400-600
48
36
24
12
0
Ordem da observação
Re
síd
uo
5550454035302520151051
500
250
0
-250
-500
Gráfico de probabilidade normal dos resíduos Resíduos versus valores ajustados
Histograma dos resíduos Resíduos versus ordem de dados
Figura 4.21: Gráficos de resíduos para a média do módulo de elasticidade: (a)
probabilidade normal, (b) resíduos versus valores ajustados, (c) histograma e (d)
resíduos versus ordem dos dados.
Para a avaliação da suposição de normalidade da variável resposta “Módulo de
elasticidade”, construiu-se o gráfico de probabilidade normal do módulo de elasticidade
exibido na Figura 4.22.
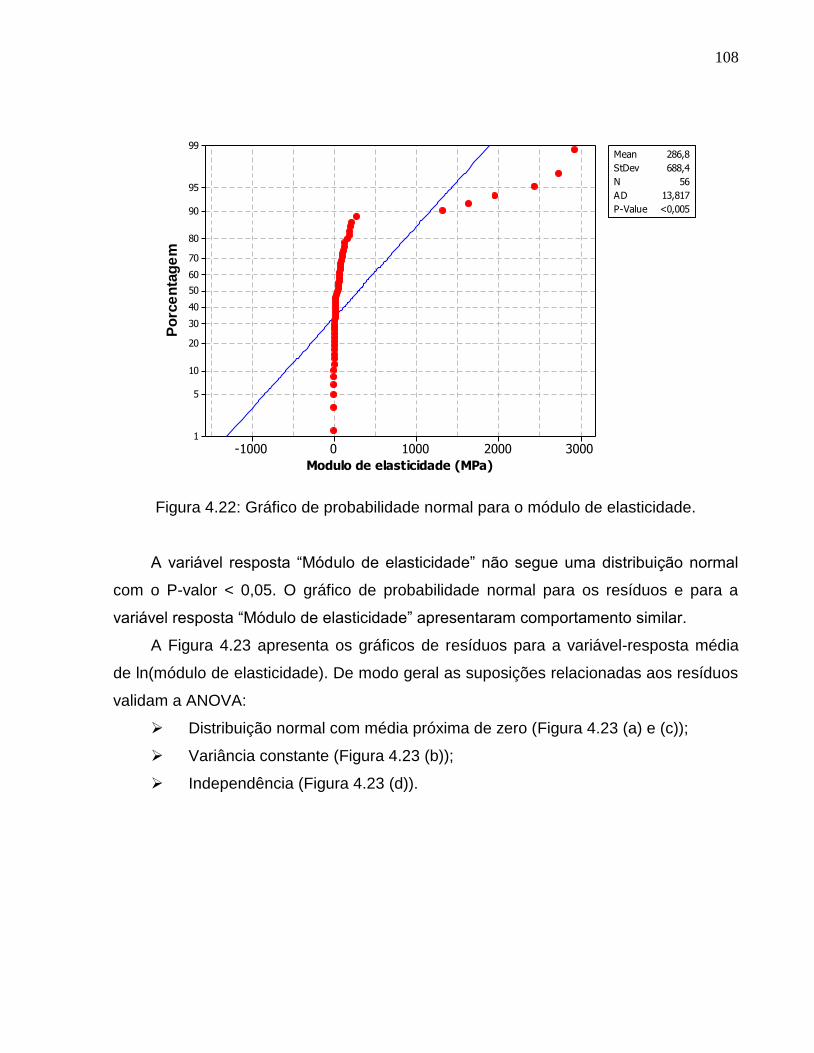
108
Modulo de elasticidade (MPa)
Po
rce
nta
ge
m
3000200010000-1000
99
95
90
80
70
60
50
40
30
20
10
5
1
Mean
<0,005
286,8
StDev 688,4
N 56
AD 13,817
P-Value
Figura 4.22: Gráfico de probabilidade normal para o módulo de elasticidade.
A variável resposta “Módulo de elasticidade” não segue uma distribuição normal
com o P-valor < 0,05. O gráfico de probabilidade normal para os resíduos e para a
variável resposta “Módulo de elasticidade” apresentaram comportamento similar.
A Figura 4.23 apresenta os gráficos de resíduos para a variável-resposta média
de ln(módulo de elasticidade). De modo geral as suposições relacionadas aos resíduos
validam a ANOVA:
Distribuição normal com média próxima de zero (Figura 4.23 (a) e (c));
Variância constante (Figura 4.23 (b));
Independência (Figura 4.23 (d)).
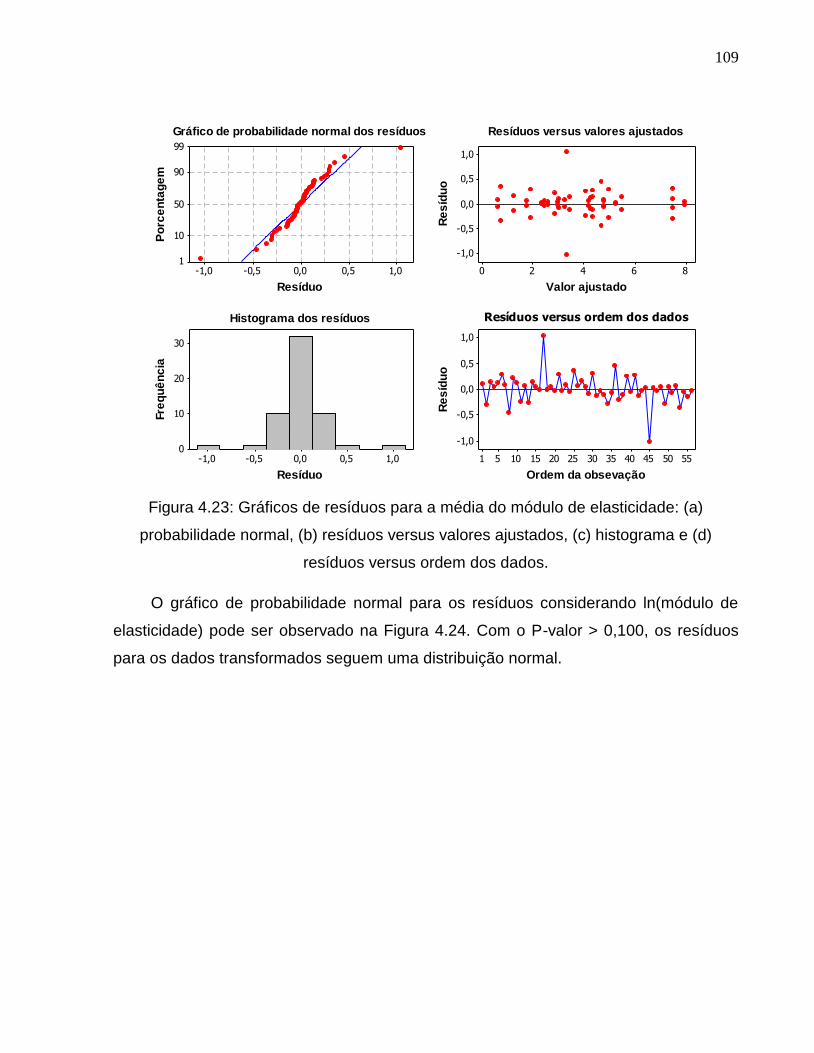
109
Resíduo
Po
rce
nta
ge
m
1,00,50,0-0,5-1,0
99
90
50
10
1
Valor ajustado
Re
síd
uo
86420
1,0
0,5
0,0
-0,5
-1,0
Resíduo
Fre
qu
ên
cia
1,00,50,0-0,5-1,0
30
20
10
0
Ordem da obsevação
Re
síd
uo
5550454035302520151051
1,0
0,5
0,0
-0,5
-1,0
Gráfico de probabilidade normal dos resíduos Resíduos versus valores ajustados
Histograma dos resíduos Resíduos versus ordem dos dados
Figura 4.23: Gráficos de resíduos para a média do módulo de elasticidade: (a)
probabilidade normal, (b) resíduos versus valores ajustados, (c) histograma e (d)
resíduos versus ordem dos dados.
O gráfico de probabilidade normal para os resíduos considerando ln(módulo de
elasticidade) pode ser observado na Figura 4.24. Com o P-valor > 0,100, os resíduos
para os dados transformados seguem uma distribuição normal.

110
Resíduo
Po
rce
nta
ge
m
86420
99
95
90
80
70
60
50
40
30
20
10
5
1
Mean
>0,100
3,809
StDev 1,893
N 56
RJ 0,983
P-Value
Figura 4.24: Gráfico de probabilidade normal para os resíduos considerando
ln(módulo de elasticidade).
A interação de terceira ordem, “substituição de quartzo*relação
água/cimento*aditivo”, para a variável ln (modulo de elasticidade) foi significativa, sendo
este exibido na Figura 4.25. A Figura 4.25a revela um pequeno aumento do ln(modulo
de elasticidade) com o aumento da relação água-cimento de 0,4 para 0,5, exceto para
os compósitos constituídos de 100% de partículas de quartzo.
A adição do superplastificante promoveu o aumento do ln(módulo de
elasticidade), dos compósitos, principalmente para aqueles constituídos de 100% de
partículas de quartzo (Figura 4.25b), resultado similar à variável resposta resistência a
compressão (Figura 4.20).
Verifica-se que o efeito do aditivo superplastificante é mais eficiente quando a
maior relação água/cimento (0,5) é utilizada, aumentando o ln(módulo de elasticidade)
dos compósitos.
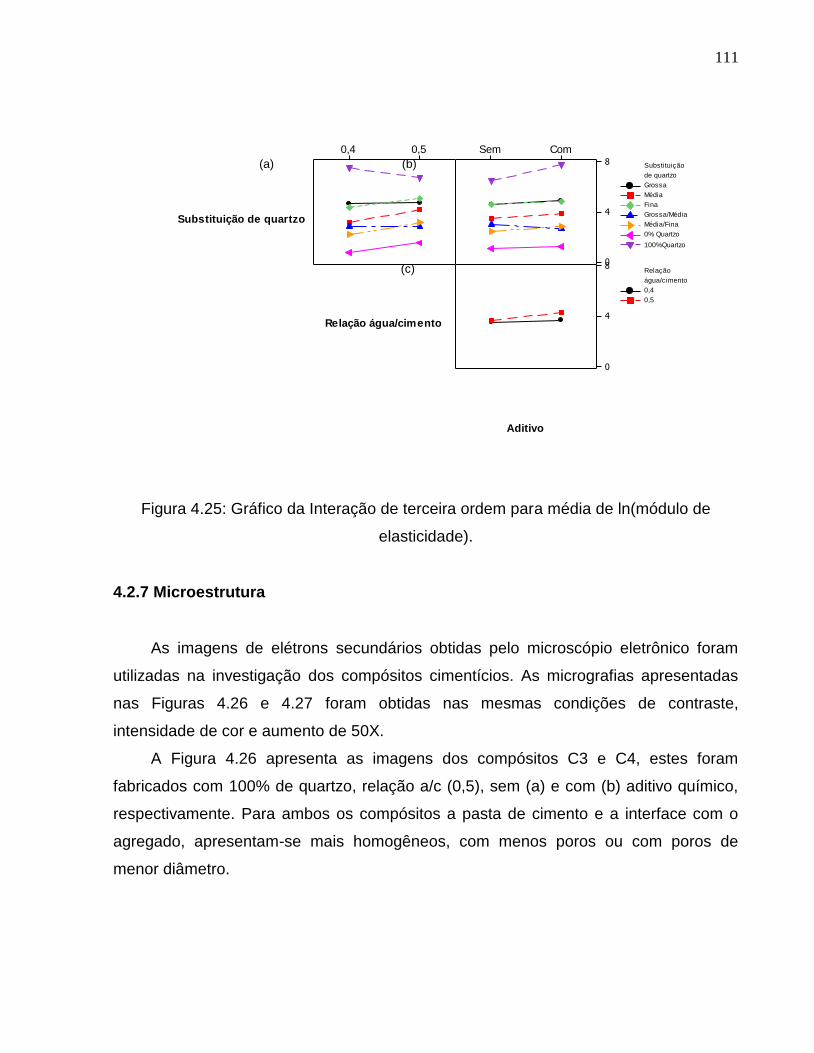
111
Substituição de quartzo
Relação água/cimento
Aditivo
0,50,4 ComSem8
4
08
4
0
Substituição
Fina
Grossa/Média
Média/Fina
de quartzo
0% Quartzo
100%Quartzo
Grossa
Média
Relação
água/cimento
0,4
0,5
Figura 4.25: Gráfico da Interação de terceira ordem para média de ln(módulo de
elasticidade).
4.2.7 Microestrutura
As imagens de elétrons secundários obtidas pelo microscópio eletrônico foram
utilizadas na investigação dos compósitos cimentícios. As micrografias apresentadas
nas Figuras 4.26 e 4.27 foram obtidas nas mesmas condições de contraste,
intensidade de cor e aumento de 50X.
A Figura 4.26 apresenta as imagens dos compósitos C3 e C4, estes foram
fabricados com 100% de quartzo, relação a/c (0,5), sem (a) e com (b) aditivo químico,
respectivamente. Para ambos os compósitos a pasta de cimento e a interface com o
agregado, apresentam-se mais homogêneos, com menos poros ou com poros de
menor diâmetro.
(a) (b)
(c)

112
(a) (b)
Figura 4.26: Imagens de microscopia eletrônica de varredura (MEV) com uma
ampliação de 50 X (a) C3: 100% quartzo; a/c 0,5; sem aditivo e (b) C4: 100% quartzo;
a/c 0,5; com aditivo.
As micrografias obtidas dos compósitos C27 e C28 estão exibidas na Figura 4.27,
com proporções de 100% de borracha, relação a/c (0,5), sem (a) e com (b) aditivo
químico, respectivamente. Estes compósitos apresentaram tamanhos de poros
superiores e em maiores quantidades, em comparação aos compósitos exibidos na
Figura 4.26. A substituição total de borracha por quartzo afetou as propriedades dos
compósitos, aumentando a porosidade e em contrapartida reduzindo a resistência à
compressão.

113
(a) (b)
Figura 4.27: Imagens de microscopia eletrônica de varredura (MEV) com uma
ampliação de 50 X (a) C27: 100% borracha; a/c 0,5; sem aditivo e (b) C28: 100%
borracha; a/c 0,5; com aditivo.

114
CAPÍTULO 5
CONCLUSÕES
Esta pesquisa investigou a incorporação de resíduos de borracha de pneu como
substitutos de agregados naturais em compósitos cimentícios (argamassa), visando
contribuir para a redução do impacto ambiental e os problemas de saúde pública
causados por este resíduo. As principais conclusões obtidas foram:
i. A adição do resíduo de borracha em substituição às partículas de quartzo
nos compósitos diminuiu a trabalhabilidade da argamassa resultante, apresentando
uma melhoria quando adicionado aditivo superplastificante.
ii. Os níveis de relação a/c adotados não apresentaram grandes níveis de
trabalhabilidade e também não foram suficientes para hidratar todo o cimento,
mostrando melhoras quando adicionado aditivo superplastificante. Portanto, os
compósitos fabricados com relação a/c 0,4 apresentou maior porosidade, absorção de
água e permeabilidade, além da diminuição da resistência à compressão e módulo de
elasticidade.
iii. As densidades volumétrica e aparente aumentaram à medida que ocorre o
aumento da proporção de substituição de quartzo por borracha. A relação a/c mostrou-
se significativa nestas propriedades, ou seja, quando a relação a/c aumentou houve
também um aumento das mesmas.
iv. As propriedades porosidade aparente, absorção de água e permeabilidade
apresentaram comportamentos semelhantes. Estas foram menores nos compósitos
fabricados com relação a/c 0,5 e com aditivo superplastificante. Ficou evidente que os
compósitos contendo menor porcentagem de partículas de borracha apresentaram
melhores resultados, sendo estes faixas granulométricas grossa e fina.
v. A adição de superplastificante foi significativa em todas as propriedades,
apresentando bom desempenho principalmente no aumento da resistência à
compressão.
115
vi. Quanto à resistência à compressão, observou-se redução em relação às
argamassas sem substituição, sendo que a maior influência ocorreu nas argamassas
com maiores teores de substituição de quartzo. Esta propriedade é bastante afetada
pela relação a/c, faixa granulométrica de substituição e inserção de aditivo químico. A
condição C8 (grossa; a/c 0,5, aditivo) apresentou baixa porosidade, baixa absorção de
água e permeabilidade, elevada resistência à compressão e módulo de elasticidade,
podendo ser considerada a melhor condição para reuso de partículas de borracha de
pneu em compósitos cimentícios tipo argamassa.
vii. A analise microestrutural revelou o aumento da formação de poros com a
adição de partículas de borracha, o efeito do aditivo na hidratação do cimento e a
existência de regiões menos hidratadas principalmente quando a relação a/c era de
0,4, sendo esta não recomendada para uso prático.
Em geral conclui-se que é possível o reuso de partículas de borracha de pneu em
compósitos cimentícios para aplicações não estruturais, em se tratando das
propriedades físicas e mecânicas encontradas.
116
CAPÍTULO 6
PERSPECTIVAS
O aprofundamento na análise do comportamento de compósitos cimentícios
contendo borracha de pneu é fundamental para assegurar a viabilidade de sua
utilização em aplicações das engenharias. Existem muitos trabalhos que podem ser
desenvolvidos, no sentido de contribuir para aumentar o conhecimento sobre o assunto
tratado nesta pesquisa. Determinados aspectos podem ser investigados a fim de
contribuir para o melhor conhecimento do material, portanto, sugere-se:
Realizar uma análise micromecânica dos compósitos cimentícios buscando
avaliar as condições de interface entre fase matriz e particulada;
Realizar ensaios de aderência;
Realizar análise termogravimétrica (TGA) com o objetivo de mensurar o fator
de hidratação do cimento;
Realizar ensaios de isolamento térmico e acústico;
Avaliar a inserção de outros tamanhos de partículas e fibras de borracha
com o efeito de minimizar o efeito negativo nas propriedades físico-mecânicas dos
compósitos;
Analisar desempenho dos compósitos quanto ao impacto, resistência à
flexão e à abrasão;
Avaliar o comportamento deste tipo de compósito quando submetido ao
fogo, para definição de medidas preventivas de segurança dos usuários;
Avaliar o comportamento dos compósitos cimentícios com borracha quanto à
tenacidade;
Confeccionar corpos de prova com relação a/c superiores, a exemplo 0,6 e
ou 0,8 como meio de comparação das propriedades encontradas;
Confeccionar e caracterizar artefatos para verificar se os mesmos cumprem
ou não as exigências das normas vigentes;

117
Identificar a viabilidade operacional e econômica da utilização de resíduos de
borracha como substitutos de agregados naturais.

118
REFERÊNCIAS
1. ALBANO, C; CAMACHO, N; REYES, J; FELIU, J. L; HERNÁNDEZ, M. Influence of
scrap rubber addition to Portand I concrete composites: Destructive and non-
destructive testing. Composite Strutures, v. 71, p. 439-446, 2005.
2. AMERICAN SOCIETY FOR TESTING AND MATERIALS, ASTM C 494: standard
specification for chemical admixtures for concrete, Book of Standards Volume 04.02
(1992).
3. AMERICAN SOCIETY FOR TESTING AND MATERIALS. ASTM D3878. Standard
Terminology for Composite Materials. 2007.
4. ANIP. Associação Nacional da Indústria de Pneumáticos. ANIP em números.
Disponível em: < http://www.anip.com.br/anip> Acesso em 15 de setembro de 2011.
5. ANIP. Associação Nacional da Indústria de Pneumáticos. Os pneumáticos no
Brasil. Disponível em: < http://www.anip.com.br/?cont=anip> Acesso em 15 de
setembro de 2011.
6. ANIP. Associação Nacional da Indústria de Pneumáticos. Os pneumáticos no
Brasil. Disponível em: < http://www.anip.com.br/?cont=anip> Acesso em 15 de
setembro de 2011.
7. ASKELAND, D. R. Ciencia e ingeniería de lós materiales – Microestrutura e
Propriedades. 3ed. International Thomson Editores. México: 1998, 649p.
8. ASSOCIAÇÃO BRASILEIRA DE LIMPEZA PÚBLICA E RESÍDUOS ESPECIAIS
(ABRELPE). Panorama dos Resíduos Sólidos no Brasil, 2007. Caderno Especial
–Disponível em: <http://www.abrelpe.org.br>. Acesso em: 9 de julho de 2011.
9. ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS (International). C 114:
standard specification for aggregate for masonry mortar. United States, 2011. 2p.
10. Associação Brasileira de Normas Técnicas. ABNT NBR10004 – Resíduos sólidos -
Classificação. 2ª Edição. Rio de Janeiro: ABNT, 2004.
11. ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. EB 1763: aditivos para
concreto de cimento Portland. Rio de Janeiro, 1992. 4p.

119
12. ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 10004: Resíduos
Sólidos - Classificação, Rio de Janeiro, 2004.
13. ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 11578: Cimento
Portland Cimento Portland Composto, Rio de Janeiro, 1991.5p.
14. ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 11768: aditivos para
concreto de cimento Portland. Rio de Janeiro, 1992. 4p.
15. ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 5733: cimento
Portland de alta resistência inicial. Rio de Janeiro, 1991. 5p.
16. ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 5738: moldagem e
cura de corpos-de-prova cilíndricos ou prismáticos de concreto. Rio de Janeiro,
1994. 9p.
17. ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 6118: projeto de
estruturas de concreto - procedimento. Rio de Janeiro, 2004. 221p.
18. ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 6118: projetos de
estruturas de concreto - procedimento. Rio de Janeiro, 2004. 2215p.
19. ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 7211: agregados para
concreto: especificação. Rio de Janeiro, 2005. 11p.
20. ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 9935: agregados:
terminologia. Rio de Janeiro, 1987. 6p.
21. Associação Nacional das Empresas de Reciclagem de Pneus e Artefatos de
Borrachas (AEROBOP). Reciclagem - Reutilização. Disponível em:
<http://www.aerobop.org.br>. Acesso em: 7 de setembro de 2011.
22. BABU, P. E. J; SAVITHRI, S; PILLAI, U. T. S; PAI, B. C. Michomechanical
modeling of hybrid composites. Polymer, India, v.46, p. 7478-7484, 2005.
23. BARROS NETO, B.; SCARMINIO, I.S.; BRUNS, R. E. Planejamento e otimização
de experimentos. 2ed. Campinas: Editora da UNICAMP, 1996. 299p.
24. BATAYNEH, M. K; MARIE, I; ASI, I. Promoting the use of crumb rubber concrete in
developing countries. Waste Management. Jordan, v. 28, n. 1, p. 2171-2176, 2008.
25. BAUMGART, O. VEDACIT – Aditivos para concreto, argamassas e caldas de
cimento. Indústria e Comécio S.A – Produtos químicos para construção – VEDACIT
impermeabilizantes. Edição: 12°, p.24, 1999.
120
26. BENAZZOUK, A; DOUZANE, O; LANGLET, T; MEZREB, K; ROUCOULT, J. M;
QUE´NEUDEC. Physico-mechanical properties and water absorption of cement
composite containing shredded rubber wastes. Cement & Concrete Composites.
France, v. 29, n. 1, p. 732-740, 2007.
27. BENAZZOUK, A; DOUZANE, O; MEZREB,K; QUE´NEUDEC, M. Physico-
mechanical properties of aerated cement composites containing shredded rubber
waste. Cement & Concrete Composites. France, v. 28, n. 1, p. 650-657, 2006.
28. BERNUCCI, L. B; MOTTA, L. M. G; CERATTI, J. A. P; SOARES, J. B.
Pavimentação Asfáltica – Formação Básica para Engenheiros. Rio de Janeiro:
Petrobrás – ABEDA, 2008.
29. BONEN, D; SARKAR, S. L. The superplasticizer adsorption capacity of cement
pastes, pore solution composition, and parameters affecting flow loss. Cement and
Concrete, v. 25, n. 7, p. 1423-143, 1995.
30. BRASIL, J. L.; VAGHETTI, J. C. P.; SANTOS JR, B. R. A.; SIMON, N. M.; PAVAN,
F. A.; DIAS, S. L. P.; LIMA, E. C. Planejamento estatístico de experimentos como
uma ferramenta paraotimização das condições de biossorção de Cu(II) em batelada
utilizando-se casca de nozes pecã como biossorvente. Quimica Nova, v.30, n.3,
p.548-553, 2007.
31. Brazil Tires Maxxis – Estrutura do pneu. Disponível em:
<http://www.braziltires.com.br/novo/noticias/pneus.html>. Acesso em: 28 de agosto
de 2011.
32. BRITISH STANDARD. BS EN ISO 10545-3. Ceramic Tiles - Part 3: Determination of
water absorption, apparent porosity, apparent relative density and bulk density.
1997. 4p.
33. BRITISH STANDARD. BS EN ISO 12390. Testing hardened concrete - Part 3:
Compressive strength of test specimens. 2003. 15p.
34. BUTTON, S. T. Metodologia para planejamento experimental e análise de
resultados. 2005. Disponível em: <http://www.fem.unicamp.br/~sergio1/pos-
graduacao/IM317/ im317.htm>. Acesso em: 21 de novembro de 2011.
121
35. CABRERA J.G.; LYNSDALE, C.J. A New Gas Permeameter for Measuring the
Permeability of Mortar and Concrete, Magazine of Concrete Research, v. 40, n.
144, p. 177-182, 1988.
36. CABRERA, J. G.; CLAISSE, P. A. Oxygen and water vapour transport in cement-
silica fume pastes. Construction and building materials, v.13, p. 405-414, 1999.
37. CALADO, V; MONTGOMERY, D. C. Planejamento de Experimentos usando
Statística. Rio de Janeiro: E-Papers Serviços Editoriais, 2003.
38. CALLISTER Jr, W. D. Ciência e engenharia de materiais: uma introdução. 7. ed.
Rio de Janeiro: LTC, 2011. 705p. (Tradução de: Materials science and engineering:
na introducion, 5th ed).
39. CAMPITELI, V. C. Porosidade do Concreto. Departamento de Engenharia de
Construção Civil da EPUSP, p. BT-PCC 09/97, São Paulo.
40. CARVALHO, J.D.V, Dossiê Técnico: Fabricação e reciclagem de pneus, Centro
de Apoio ao Desenvolvimento Tecnológico da Universidade de Brasília-CDT/UNB,
Brasília, 2007.
41. CASARIL, A. Modelagem matemática e avaliação experimental do módulo de
elasticidade de materiais compósitos particulados de matriz fenólica para uso
como material de fricção. 67p. Dissertação (Mestrado) – Universidade Federal do
Rio Grande do Sul – UFRGS, Porto Alegre, 2009.
42. CASTRO, A. L; PANDOLFELLI, V. C. Revisão: Conceitos de dispersão e
empacotamento de partículas para a produção de concretos especiais aplicados na
construção civil. Cerâmica, v.55, n. 1, p.18-32, 2009.
43. CES-4. CAMBRIDGE ENGINEERING SELECTOR.
44. Compromisso Empresarial para a reciclagem (CEMPRE). Disponível em:
<http://www.cempre.org.br>. Acesso em 30 de agosto de 2011.
45. CONCEIÇÃO, E. S. Influência da distribuição granulométrica no
empacotamento de matérias-primas na formulação de porcelânicos. 105p.
Dissertação (Mestrado) – Escola Politécnica da USP, São Paulo, 2011
46. Conselho Nacional de Meio Ambiente – Resolução CONAMA n°258 de 26 de
agosto de 1999. Publicação – Diário Oficial da União em 02 de dezembro de 1999.

122
47. CORREIA, S. L; PARTALA, T; LOCH, F. C; SEGADÃES, A. M. Factorial design
used to model the compressive strength of mortars containing recycled rubber.
Composite Structures. Brazil, v. 92, n. 1, p. 2047-2051, 2010.
48. CUNHA, R. R; GOMES, A. N; MACEDO, R. V; SOUZA, P. S. L. Aproveitamento de
resíduo de borracha de pneu como agregado miúdo na produção de concreto:
influência na resistência mecânica. In: 53° Congresso Brasileiro do Concreto,
2011, Florianópolis. Anais: IBRACON – ISSN 2175-8182.
49. DANIEL, I. M.; ISHAI, O. Engineering mechanics of composite materials. New
York: Oxford University Press, 1994.
50. FAZZAN, J. V; DIAS, T. J; SOUZA, R. C.A; AKASAKI, J. L; MELGES, J. L. P;
MANZOLI JUNIOR, W. Análise das propriedades do concreto com resíduos de
borracha de pneu elaborada a partir de dois métodos de dosagem. In: 53°
Congresso Brasileiro do Concreto, 2011, Florianópolis. Anais: IBRACON – ISSN
2175-8182.
51. FRACASSOLI, R. A. R. Aditivos à base de policarboxililatos (2011).
52. FRANÇA, V. H. Aderência aço-concreto: uma análise do comportamento do
concreto fabricado com resíduos de borracha. 175f. Dissertação (Mestrado) –
Faculdade de Engenharia de Ilha Solteira – UNESP, São Paulo, 2004.
53. GALDÁMEZ, E. V. C. Aplicação das técnicas de planejamento e análise de
experimentos na melhoria da qualidade de um processo de fabricação de
produtos plásticos. São Carlos, 2002. 133p. Dissertação (Mestrado em
Engenharia de Produção), Escola de Engenharia de São Carlos, Universidade de
São Paulo
54. GANJIAN, E; KHORAMI, M; MAGHSOUDI, A. A. Scrap-tyre-rubber replacement for
aggregate and filler in concrete. Construction and Buildings Materials. UK, v. 23,
n. 1, p. 1828-1836, 2009.
55. GARCEZ, A. D. Tecnologia do concreto de alto desempenho (CAD). 2008. 46f.
Trabalho de Conclusão de Curso (Engenharia Civil) – Universidade de Anhembi
Morumbi, São Paulo.
56. GIACOBBE, S. Estudo do comportamento físico-mecânico do concreto de
cimento Portland com adição de borracha de pneus. 106p. Dissertação

123
(Mestrado) – Escola Politécnica da Universidade de São Paulo - USP, Universidade
de São Paulo, São Paulo, 2008
57. GIACOBBE, S. Estudo do comportamento físico-mecânico do concreto de
cimento Portland com adição de borracha de pneus. 106p. Dissertação
(Mestrado) – Escola Politécnica da Universidade de São Paulo - USP, Universidade
de São Paulo, São Paulo, 2008.
58. GOMES FILHO, C. V. Levantamento do potencial de resíduos de borracha no
Brasil e avaliação de sua utilização na indústria da construção civil. 138p.
Dissertação (Mestrado) – Instituto de Engenharia do Paraná - IEP, Curitiba, 2007.
59. GOODYEAR BRASIL. Vida longa sem segredos. Boletim de Orientação Técnica
Goodyear, São Paulo, ano1, n. 1, jul. 2010.
60. GOULART, E. A; MARIOTONI, C. A; SANCHEZ, C. G. A Utilização da Gaseificação
de Pneus Usados em Leito Fluidizado para a Produção de Energéticos. Polímeros,
v.9, n. 4, São Carlos, 1999.
61. GRANZOTTO, A. Concreto com adições de borracha: Uma alternativa
ecologicamente viável. 132p. Dissertação (Mestrado) – Pós-Graduação em
Engenharia Urbana, Universidade Estadual de Maringá, Paraná, 2010.
62. GRANZOTTO, A. Concreto com adições de borracha: Uma alternativa
ecologicamente viável. 132p. Dissertação (Mestrado) – Pós-Graduação em
Engenharia Urbana, Universidade Estadual de Maringá, Paraná, 2010.
63. HAACH, V. G; VASCONCELOS, G. LOURENÇO, P. B. Influence of aggregates
grading and water/cement ratio in workability and hardened properties of mortars.
Construction and Building Materials, V. 25, n. 1, p.2980-2987, 2011.
64. HARTMANN, C. T.; HELENE, P. R. L. Avaliação de aditivos superplastificantes
base policarboxilatos destinados a concretos de cimento Portland. 2003. 20p.
– Boletim Técnico da Escola Politécnica da USP, Departamento de Engenharia de
Construção Civil, BT/PCC/330, São Paulo.
65. HOFFMANN, A. T. Influência da adição de sílica ativa, relação
água/aglomerante, temperatura e tempo de cura no coeficiente de difusão de
cloretos em concretos. Dissertação de Mestrado. Universidade Federal do Rio
Grande do Sul, 2001, Porto Alegre.

124
66. IGNÁCIO, G. A; SILVA, M. H; FRAGA, R. S; MORAVIA, W. G. Avaliação do
Módulo de Elasticidade de concretos leves com adição de borracha. 53°
Congresso Brasileiro do Concreto, 2011, Florianópolis. Anais: IBRACON – ISSN
2175-8182.
67. JEFF WU, C. F; HAMADA, M. EXPERIMENTS: PLANNING, ANALYSIS, AND
PARAMETER OPTIMIZATION. NEW YORK, JOHN WILEY & SONS, 2000.
68. KANG, J; JIANG, Y. Improvement of cracking-resistance and flexural behavior of
cement-based materials by addition of rubber particles. Journal of Wuhan
University of Technology-Mater, v. 23, n. 4, p. 579-583, 2008.
69. KARAKUT, C; TOPÇCU, I. B. A discussion of the paper “Physico-mechanical
properties of aerated cement composites containing shredded rubber waste” by A.
Benazzouk, O. Douzane, K. Mezreb and M. Quéneudec. Cement & Concrete
Composites, Turkey, v. 29, p. 337-338, 2007.
70. KHALILITABAS, A. A; DEHGHANIAN, C; ALIOFKHAZRAEI, M. Corrosion behavior
of concrete modified with waste tire. Anti-Corrosion Methods and Materials, V. 52,
n. 2, p.76-85, 2011.
71. LAGARINHOS, C. A. F. ; TENÓRIO. J. A. S. Tecnologia utilizadas para a
reutilização, reciclagem e valorização energética de pneus no Brasil. Polímeros:
Ciência e Tecnologia, v.18, n.2, p. 106-118, 2008.
72. LEVI NETO, FLAMÍNIO. Compósitos estruturais: ciência e tecnologia. São
Paulo, SP: Edgard Blücher, 2006.
73. LING, T. C; NOR, H. M; LIM, S. K. Using recycled waste tyres in concrete paving
blocks. Waste and Resource Management. Hong kong, v. 163, n. 1, p. 37-45,
2010.
74. LING, T. C; Prediction of density and compressive strength for rubberized concrete
blocks. Construction and Building Materials. Hong Kong, v. 25, n. 1, p. 4303-
4306, 2011.
75. LOPES, R. E; MARQUES, A. C; RICCI, E. C; CÉSAR, F. F; AKASAK, J. L. Estudo
de dosagens para obter concretos com resíduos de borracha de pneus. 47°
Congresso Brasileiro do Concreto, 2005, Recife. Anais: Volume V – Inovações
Tecnológicas para o Concreto. Trabalho 47CBC0329 – p. V806-812.
125
76. Marques, A. C. Estudo da influência da adição de borracha vulcanizada em
concreto à temperatura ambiente e elevada temperatura. 85p. Dissertação
(Mestrado) – Faculdade de Engenharia de Ilha Solteira, Universidade Estadual
Paulista, Ilha Solteira, 2005.
77. MARQUES, J. DE SOUSA; GUERRA, L; MORALES, G; CUGLER, C. S.
Interferência da adição de resíduos de borracha de pneus nas propriedades
mecânicas do concreto de cimento Portland. In: 53° Congresso Brasileiro do
Concreto, 2011, Florianópolis. Anais: IBRACON – ISSN 2175-8182.
78. MARQUES, M. L; MARQUES, A. C; TRIGO, A. P. M; AKASAKI, J. L. Avaliação do
comportamento da argamassa adicionada de diferentes granulometrias de
borracha após o tratamento com NAOH. In: Anais do 47° Congresso Brasileiro do
Concreto, 2005, Recife. Anais... Volume V – Inovações Tecnológicas para o
Concreto. Trabalho 47CBC0107 – p. V268-279.
79. MAYER FILHO, L. A. P. Influência da adição de resíduos de pneu nas
propriedades físicas do concreto. 82p. Dissertação (Mestrado) – Universidade
Anhembi Morumbi, São Paulo, 2006.
80. MCGEARY, R. K. Mechanical packing of spherical particles. American Ceramic
Society Journal, v. 44, n. 10, p. 513-522, 1961.
81. MEHTA, P. K. ; MONTEIRO, P. J. M. Concreto: Estrutura, Propriedades e
Materiais. São Paulo: Pini, 1994, 581p.
82. MELO, J. D. D; SANTOS, E. A. Mechanical and Microstrutuctural Evaluation of
Polymer Matrix Composites Filled with Recycled Industrial Waste. Jornal of
Reinforced Plastics and Composites, v. 28, n. 20, p. 2459-2471, 2009.
83. MENDONÇA, PAULO DE TARSO R. Materiais compostos e estruturas-
sanduíche: projeto e análise. Barueri, SP, 2005.
84. MESHGIN, P; XI, Y; LI, Y. Utilization of phase change materials and rubber particles
to improve thermal and mechanical properties of mortar. Construction and
Building Materials, v. 28, n. 1, p. 713-721, 2012.
85. MONTEIRO FILHO, M. Importar pneus ou problemas? Revista Problemas
Brasileiros, n. 383, set/out. 2007. Disponível em: < http://www.sescsp.org.br>.
Acesso em: 06 de julho de 2011.

126
86. MONTGOMERY, D. C. Design and Analysis of Experiments. 5ª ed. United States
of America: Wiley, 2001.
87. MOTTA, F. G.. A Cadeira de Destinação de Pneus Inservíveis – O Papel da
Regulação e do Desenvolvimento Tecnológico. Ambiente & Sociedade, v. XI, n. 1,
p. 167 – 184, 2008.
88. MOTTA, F. G. A. Cadeia de destinação dos pneus inservíveis – O papel da
regulação e do desenvolvimento tecnológico. Ambiente & Sociedade, v. XI, n. 1, p.
167-184, Campinas, 2008.
89. MOVROLIDOU, M E FIGUEIREDO, J. Discarded tyre rubber as concrete aggregate:
a possible outlet for used tyres. Global Nest Journal, v. X, n. X, p. XX-XX, 2010.
90. NACIF, G. C. L.; PANZERA, T. H.; SILVA, L. J. ; CHRISTOFORO, A. L.; BRANDÃO,
L. C. Comportamento Mecânico de Compósitos Cimentícios Reforçados com
Partículas Finas de Borracha. In: 19° Congresso Brasileiro de Engenharia e
Ciência dos Materiais. 43, 2010, Campos do Jordão, São Paulo.
91. NEVES, C. F. C; SCHVARTZMAN, M. M. A. M.; J., E. Variables search technique
applied to gas separation. Química Nova, v. 25, n. 2, p. 327 – 329, 2002.
92. NEVILLE A. M. Properties of concrete. Harlow: Longman, 1997
93. NEWELL, J. Fundamentos da Moderna Engenharia e Ciência dos Materiais.
1°ed. Rio de Janeiro: LTC, 2010. 288p.
94. OLIVEIRA, O. J, CASTRO, R. Estudo da destinação e da reciclagem de pneus
inservíveis no Brasil. IN: 17° ENEGEP – Encontro Nacional de Engenharia de
Produção – 09 a 11 de outubro de 2007, Foz do Iguaçu, Paraná.
95. Os atalhos rumo ao sucesso: Sindpneus aponta o caminho. Revista Pneus & Cia.
Publicação bimestral de pneus. Ano2 – n°3 – janeiro/fevereiro 2010.
96. PADILHA, A. F. Materiais de Engenharia – Microestrutura e Propriedades. 1ed.
Hemus. São Paulo: 2007, 352p.
97. PAIVA, E. J; RODRIGUES, L. O; COSTA, S. C; PAIVA, A. P; BALESTRASSI, P. P.
FCAW Welding Process Optimization Using the Multivariate Mean Square Error.
Soldagem Insp. São Paulo, Vol. 15, N°. 1, p. 031-040, 2010.
98. PANDOLFELLI, V. C. et al. Dispersão e empacotamento de partículas. São
Paulo: Fazendo Arte, 2000.

127
99. PANZERA, T, H. Desenvolvimento de um material compósito cerâmico para
aplicações em mancais porosos. 220p. Tese (Doutorado) – Universidade Federal
de Minas Gerais – UFMG, Belo Horizonte, 2007.
100. PANZERA, T. H.; STRECKER, K.; ASSIS, M. A. O.; PAINE, K. A.; WALKER, P. J.
Recycling of rubber waste into cementitiuos composites. In: 11º NOCMAT –
Non-Conventional Materials and Technologies, 6-9 September, 2009, Bath, UK.
101. PANZERA, T. H; Notas de aula. Disciplina: Tópicos Especiais em Materiais I
(Materiais Compósitos), São João del Rei – 2012.
102. PORTELLA, K. F; JOUKOSKIL, A; FRANCK, R; DERKSEN, R. Reciclagem
secundária de rejeitos de porcelanas elétricas em estruturas de concreto:
determinação do desempenho sob envelhecimento acelerado. Cerâmica, v. 52, n.
1, p. 155-167, 2006.
103. PRINCE, W; EDWARDS-LAJNEF, M; AITCIN, P.-C. Interaction between ettringite
and a polynaphthalene sulfonate superplasticizer in a cementitious paste. Cement
and Concrete, v. 32, n. 1, p. 79-85, 2002.
104. QUARCIONI, V. A; CHOTOLI, V. A; ÂNGULO, S. C; GUILDE, M. S; CAVANI, G.
R; CASTRO, A. L; CINCOTTO, A. A. Estimativa da porosidade de argamassas de
cimento e cal pelo método de cálculo de volumes. Ambiente Construído, Pouso
Alegre, V. 9, n. 4, p.175-187, 2009.
105. RECICLANIP. Logística Complexa. Disponível em: < http://
http://www.reciclanip.com.br> Acesso em 11 de dezebro de 2011.
106. REDA TAHA, M. M. R; ASCE, M; EL-DIEB, A. S; ABD EL-WAHAB, M. A; ABDEL-
HAMEED, M. E. Mechanical, Fracture, and Microstructural Investigations of Rubber
Concrete. Journal of Materials in Civil Engineering. Albuquerque, v. 20, n. 10, p.
640-649, 2008.
107. ROCHA, B. O. Utilização de modelos de localização para dinamização do
fluxo reverso de pneus inservíveis. 126p. Dissertação (Mestrado) – Universidade
Federal do Ceará, Fortaleza, 2008.
108. RODRIGUES, M. R. P; FERREIRA, O. P. Compósito cimentício com adição de
partículas de borracha de pneus inservíveis. Minerva. São Paulo, v. 6, n. 3, p. 255-
261, 2006.
128
109. RODRIGUES, M. R. P; FERREIRA, O.P. Caracterização de compósitos
produzidos com borracha de pneus inservíveis e resina poliuretana. Revista
Iberoamericana de Polímeros. São Paulo, v. 11, n. 5, p. 274-283, 2010.
110. ROMUALDO, A. C; DOS SANTOS, D. E; DE CASTRO, L. M; MENEZES, W. P;
PASQUALETTO, W. P; DOS SANTOS, O. R. Pneus inservíveis como agregados
na composição de concreto para calçadas de borracha. 3rd
International
Workshop – Advances in Cleaner Production, São Paulo, 2011.
111. SHACKELFORD, J. F. Introducción a La Ciencia de Materiales para
Ingenieros. 6ed. Pearson Prentice Hall. São Paulo: 2006, 821p.
112. SIEIRA, A. C. C. F. Geossintéticos e pneus: Alternativas de estabilização de
taludes. Engevista, n. 11, n. 1, p.50 -59, 2009.
113. SILVA, L. B. A; DA SILVA, J. M; DIAS, F. M. Adição de borracha de pneu em
concreto. In: 51° Congresso Brasileiro de Cerâmica - 3 a 6 de junho de 2007,
Salvador, Bahia.
114. SILVA, N. G; BUEST, G; CAMPITELLI, V. C. Argamassas com areia britada:
Influência dos finos e da forma das partículas. In: VI Simpósio Brasileiro de
Tecnologia de Argamassas, 23 a 25 de maio de 2005, Florianópolis.
115. Sindicato dos Engenheiros no Estado de São Paulo (SEESP). Disponível em
<http://www.seesp.org.br/site/cotidiano/1817-custo-barra-uso-de-asfalto-
ecologico.html>. Acesso em 28 de janeiro de 2013.
116. SUKONTASUKKUL, P; CHAIKAEW, C. Properties of concrete pedestrian block
mixed with crumb rubber. Construction and Building Material. Thailand, v. 20, n.1,
p. 450-457, 2006.
117. TENÓRIO, J. A. S; ARAÚJO, F. G. S; PEREIRA, S. S. R; FERREIRA, A. V;
ESPINOSA, D. C. R; BARROS, A. Decomposição da fase majoritária do cimento
Portland – Parte I: Alita Pura. Metalurgia & Materiais, v. 56, n. 2, p. 87-90, 2003.
118. TRIGO, A. P. M; AKASAKI, J. L; MELGES, J. L. P; CAMACHO, J. S; Avaliação do
comportamento estrutural de protótipos de lajes pré-moldadas com concreto com
resíduo de borracha de pneu. Ambiente Construído, Porto Alegre, v. 8, n. 4, p. 37-
50, 2008.

129
119. TURATSINZE, A; BONNET, S; GRANJU, J. –L. Mechanical characterization of
cement-based mortar incorporating rubber aggregates from recycled worn tyres.
Building and Environment, v. 40, n. 1, p. 221-226, 2005.
120. TURATSINZE, A; BONNET, S; GRANJU, J. –L. Potential of rubber aggregates to
modify properties of cement based-mortars: Improvement in cracking shrinkage
resistance. Construction and Building Materials, v. 21, n. 1, p. 176-181, 2007.
121. TURGUT, P; YESILATA, B. Physico-mechanical and thermal performances of
newly develop rubber-added bricks. Energy and Buildings. Turkey, v. 40, n. 1, p.
679-688, 2008.
122. TURGUT, P; YESILATA, B. Physico-mechanical and thermal performances of
newly develop rubber-added bricks. Energy and Buildings. Turkey, v. 40, n. 1, p.
679-688, 2008.
123. VICKERS JR, T. M; Farrington, S. A. Bury, J. R. Brower, L. R. Influence of
dispersant structure and mixing speed on concrete slump retention. Cement and
Concrete, v. 35, n.10, p.1882-1890, 2005.
124. WERKEMA, M. C. C.; AGUIAR, S. Planejamento e análise de experimentos:
como identificar e avaliar as principais variáveis influentes em um processo.
Belo Horizonte: Fundação Christiano Ottoni, Escola de Engenharia da UFMG, 1996.
125. YESILATA, B; BULUT, H; TURGUT, P. Experimental study on thermal behavior of
a building structure using rubberized exterior-walls. Energy and Buildings, v. 43, n.
1, p. 393-399, 2011.
126. YILMAZ, A; DEGIRMENCI, N. Possibility of using waste tire rubber and fly ash with
Portland cement as construction materials. Waste Management, v. 29, n. 5, p. 154-
1546, 2009.

130
APÊNDICES
O apêndice A apresenta o planejamento fatorial de experimento.
O apêndice B apresenta as médias e desvios padrão dos resultados de densidade
volumétrica.
O apêndice C apresenta as médias de desvios padrão dos resultados da
densidade aparente.
O apêndice D apresenta as médias de desvios padrão dos resultados da
porosidade aparente.
O apêndice E apresenta as médias de desvios padrão dos resultados da absorção
de água.
O apêndice F apresenta as médias de desvios padrão dos resultados do tempo
para o cálculo permeabilidade.
O apêndice G apresenta as médias de desvios padrão da resistência à
compressão.
O apêndice H apresenta as médias de desvios padrão dos resultados do módulo
de elasticidade.

131
APÊNDICE A: PLANEJAMENTO FATORIAL DE EXPERIMENTO
A metodologia de Planejamento e Análise de Experimentos (DOE – Design of
Experiment) é uma das principais estratégias disponíveis para a melhoria de processos.
A partir de uma análise sistematizada acerca de um problema, busca-se avaliar a
magnitude de várias fontes de variação que influenciam um processo (PAIVA ET AL.,
2010).
Segundo Calado e Montgomery (2003), os três princípios básicos de um
planejamento de experimentos são replicação, aleatoriedade e blocagem. Fazer um
experimento com réplicas é muito importante por dois motivos. O primeiro é que isso
permite a obtenção do erro experimental. O segundo motivo se refere ao fato de que,
se a média de uma amostra for usada para estimar o efeito de um fator no
experimento, a replicação permite a obtenção de uma estimativa mais precisa desse
fator Os experimentos, com suas réplicas, devem ser realizados de forma aleatória, de
modo a garantir a distribuição equânime de todos os fatores não considerados. A
blocagem é uma técnica extremamente importante, utilizada industrialmente tendo o
objetivo de aumentar a precisão de um experimento, controlando e avaliando
sistematicamente a variabilidade resultante da presença de fatores conhecidos, que
perturbam o sistema, mas que não se tem interesse de estudá-los.
Alguns benefícios da utilização das técnicas estatísticas de planejamento
experimental são destacados por Button (2005), como:
Redução do número de ensaios sem prejuízo da qualidade da informação;
Estudo simultâneo de diversas variáveis, separando seus efeitos;
Determinação da confiabilidade dos resultados;
Realização da pesquisa em etapas, num processo iterativo de acréscimo de
novos ensaios;
Seleção das variáveis que influem num processo com número reduzido de
ensaios;
Representação do processo estudado através de expressões matemáticas;
Elaboração de conclusões a partir de resultados qualitativos.
132
A seguir uma terminologia básica utilizada é apresentada, antes de prosseguirmos
para os principais conceitos em planejamento de experimentos.
Terminologia básica
Variável resposta: o resultado de interesse registrado após a realização de
um ensaio.
Variáveis de processo: são aquelas controláveis pelo pesquisador e que
supostamente têm grande efeito na resposta. Podem ser divididas em duas categorias:
- Fatores: variáveis que serão investigadas no experimento.
- Variáveis fixas: variáveis que terão valores fixos no experimento.
Variáveis de ruído: são aquelas que podem afetar a resposta, mas não são
controláveis, quer seja por impossibilidade técnica, inviabilidade econômica ou pelo
grau de perturbação na variável resposta.
Níveis de um fator: cada um dos diferentes modos de presença de um fator
no estudo.
Tratamento: são as combinações específicas dos níveis de diferentes
fatores.
Ensaio: cada realização do experimento em uma determinada condição de
interesse.
Aleatorização: é um método de alocação do material experimental às
diversas condições experimentais e ordenação dos ensaios de maneira aleatória. Seu
propósito é obter estimativa não-tendenciosas dos efeitos dos fatores e respostas
independentes.
Replicação ou réplica: é a repetição do experimento sob as mesmas
condições. É capaz de estimar o erro experimental envolvido na diferença entre os
tratamentos.
133
Procedimento Experimental
De acordo com Werkema (1996), um experimento é um procedimento no qual
alterações propositais são feitas nas variáveis de entrada de um processo ou sistema,
de modo que se possam avaliar as possíveis alterações sofridas pela variável resposta,
como também as razões destas alterações. Sendo que as variáveis de entrada
correspondem aos fatores ou causas do processo, enquanto a variável resposta
corresponde ao efeito deste processo.
Segundo Montgomery (2001), o processo deve se iniciar com a identificação e
seleção dos fatores que possam contribuir para a variação, proceder-se, em seguida, à
seleção de um modelo que inclua os fatores escolhidos, determinar seus níveis e
planejar experimentos eficientes para estimar seus efeitos. Conduzir adequadamente
os experimentos, de acordo com o planejamento elaborado, garante o sucesso do
problema em estudo ou, no mínimo, evita os riscos de insucesso da experimentação
não planejada. Durante a sua condução, deve se estar atento para detectar as
anormalidades ocorridas, além de documentá-las para posterior análise, quando, então,
serão estimados os fatores incluídos no modelo utilizando métodos estatísticos
adequados, culminando na inferência, interpretação, discussão dos resultados, além da
recomendação de melhorias, quando necessário.
Geralmente, um roteiro pode ser seguido na elaboração de um dado experimento,
segundo Werkema (1996).
1. Identificação dos objetivos do experimento
2. Seleção da variável resposta
3. Escolha dos fatores e seus níveis
4. Planejamento do procedimento experimental
5. Realização do experimento
6. Análise de dados
7. Interpretação dos resultados
8. Elaboração do relatório.

134
Com estes planejamentos podemos obter economia no número de experimentos,
além de ser possível calcular, com a precisão desejada, estimativas dos efeitos de
interesse e da variância do erro experimental. Além disto, estes planejamentos são
elaborados para atender aos objetivos e às limitações físicas dos experimentos.
Segundo Juran (1988) apud Werkema (1996), podemos classificar os planejamentos
experimentais de acordo com os seguintes critérios:
1. Pelo número de fatores a serem estudados (por exemplo, um único fator ou
vários fatores).
2. Pela estrutura do planejamento experimental (por exemplo, planejamentos
em blocos, fatoriais, hierárquicos ou para superfícies de resposta).
3. Pelo tipo de informação que o experimento pode fornecer (por exemplo,
estimativa dos efeitos, estimativa da variância ou mapeamento empírico da resposta).
Planejamento Fatorial
Planejar experimentos é definir uma sequência de coletas de dados experimentais
para atingir certos objetivos. Dentre os métodos de planejamento experimentais
disponíveis na literatura, o planejamento fatorial é o mais indicado quando se deseja
estudar os efeitos de duas ou mais variáveis de influência, sendo que em cada tentativa
ou réplica, todas as combinações possíveis dos níveis de cada variável são
investigadas (Barros Neto et al., 1996).
Os sistemas de planejamento fatorial destacam-se, pois permitem avaliar
simultaneamente o efeito de um grande número de variáveis, a partir de um número
reduzido de ensaios experimentais. Segundo Button (2005) o planejamento fatorial é
um modelo de efeitos fixos, assim os resultados de sua análise não podem ser
transferidos para outros níveis que não os analisados no planejamento.
O planejamento fatorial normalmente é representado por bK, sendo que k
representa o número de fatores e “b” o número de níveis escolhidos. O caso mais
simples de planejamento fatorial é aquele em que cada fator k está presente em
apenas dois níveis (experimento fatorial 2k), ou seja, em um experimento com k fatores
(ou variáveis) e dois níveis, são realizadas 2 x 2 x ... x 2 (k vezes) = 2k observações da
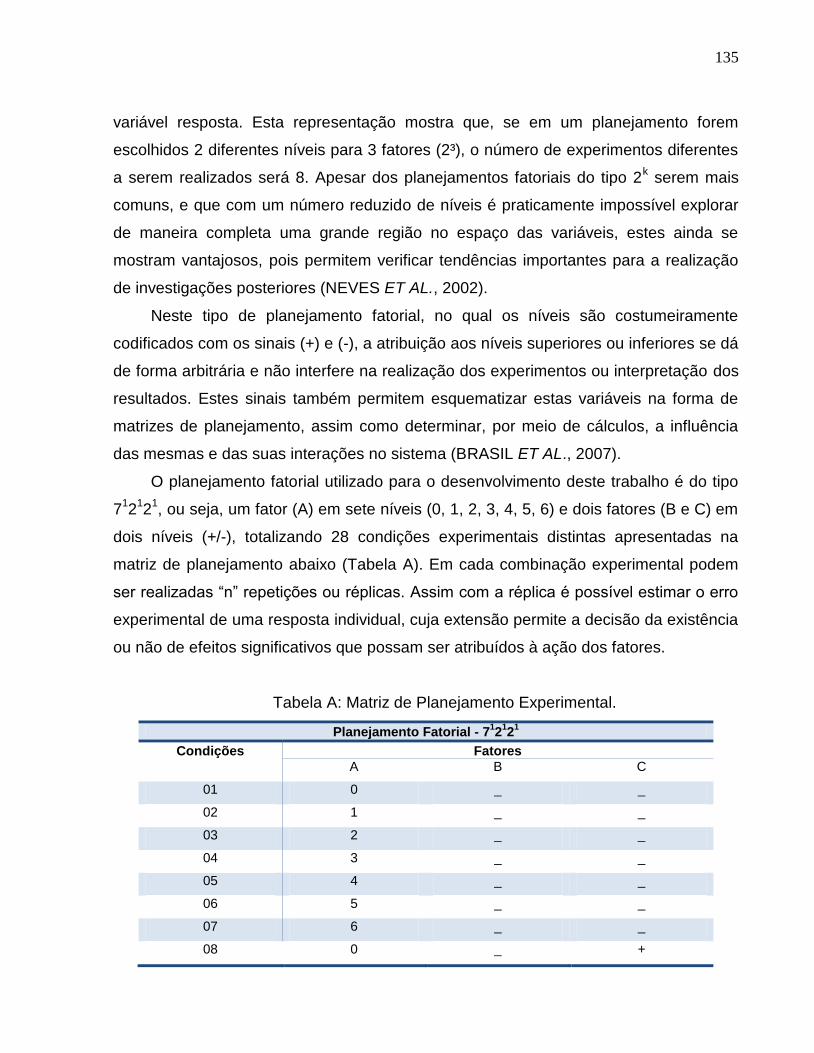
135
variável resposta. Esta representação mostra que, se em um planejamento forem
escolhidos 2 diferentes níveis para 3 fatores (2³), o número de experimentos diferentes
a serem realizados será 8. Apesar dos planejamentos fatoriais do tipo 2k serem mais
comuns, e que com um número reduzido de níveis é praticamente impossível explorar
de maneira completa uma grande região no espaço das variáveis, estes ainda se
mostram vantajosos, pois permitem verificar tendências importantes para a realização
de investigações posteriores (NEVES ET AL., 2002).
Neste tipo de planejamento fatorial, no qual os níveis são costumeiramente
codificados com os sinais (+) e (-), a atribuição aos níveis superiores ou inferiores se dá
de forma arbitrária e não interfere na realização dos experimentos ou interpretação dos
resultados. Estes sinais também permitem esquematizar estas variáveis na forma de
matrizes de planejamento, assim como determinar, por meio de cálculos, a influência
das mesmas e das suas interações no sistema (BRASIL ET AL., 2007).
O planejamento fatorial utilizado para o desenvolvimento deste trabalho é do tipo
712
12
1, ou seja, um fator (A) em sete níveis (0, 1, 2, 3, 4, 5, 6) e dois fatores (B e C) em
dois níveis (+/-), totalizando 28 condições experimentais distintas apresentadas na
matriz de planejamento abaixo (Tabela A). Em cada combinação experimental podem
ser realizadas “n” repetições ou réplicas. Assim com a réplica é possível estimar o erro
experimental de uma resposta individual, cuja extensão permite a decisão da existência
ou não de efeitos significativos que possam ser atribuídos à ação dos fatores.
Tabela A: Matriz de Planejamento Experimental.
Planejamento Fatorial - 712
12
1
Condições Fatores
A B C
01 0 _ _
02 1 _ _
03 2 _ _
04 3 _ _
05 4 _ _
06 5 _ _
07 6 _ _
08 0 _ +

136
Continuação da Tabela A
Planejamento Fatorial - 712
12
1
Condições Fatores
A B C
09 1 _ +
10 2 _ +
11 3 _ +
12 4 _ +
13 5 _ +
14 6 _ +
15 0 + _
16 1 + _
17 2 + _
18 3 + _
19 4 + _
20 5 + _
21 6 + _
22 0 + +
23 1 + +
24 2 + +
25 3 + +
26 4 + +
27 5 + +
28 6 + +
É importante esclarecer que números de experimentos e número de condições
experimentais são conceitos distintos, já que certo número de réplicas deve ser
adicionado ao número de condições experimentais para fornecer o número de
experimentos. Sendo assim, todos os ensaios e replicatas devem ser realizados de
forma aleatória, visando evitar distorções estatísticas comprometedoras da qualidade
dos resultados obtidos e dos efeitos calculados para as variáveis estudadas
(GALDÁMEZ, 2002).
Para análise dos resultados e manipulação dos dados, é utilizado um programa
computacional estatístico, Minitab[TM]
versão 14, considerando-se a complexidade dos
cálculos envolvidos neste tipo de planejamento. A técnica estatística Análise de

137
Variância (ANOVA – Analysis of Variance) é utilizada para análise dos dados, visando
fundamentalmente verificar se existe uma diferença significativa entre as médias e se
os fatores exercem influência em alguma variável dependente.
A principal aplicação da ANOVA é a comparação de médias oriundas de grupos
diferentes, também chamados tratamentos. Segundo Werkema (1996) o objetivo é
testar hipóteses apropriadas sobre os efeitos dos tratamentos o que possibilita avaliar a
influência exercida por dois ou mais fatores sobre a variável de interesse e permite que
seja avaliada a interação significativa entre eles. A hipótese nula é que todas as médias
são iguais, enquanto a hipótese alternativa considera que pelo menos uma média é
diferente.
Uma tabela ilustra os resultados da ANOVA contendo os principais parâmetros
envolvidos no cálculo de P valores. Segundo Montgomery (2001), o “P-valor” indica a
probabilidade de cada fator não afetar a variável resposta. Em outras palavras, o “P-
valor” indica quais efeitos no sistema são estatisticamente significantes, baseando-se
nos resultados experimentais das réplicas. Quando o “P-valor” for menor ou igual ao
valor da significância (0,05), que indica 95% de probabilidade do efeito ser significativo,
pode-se concluir que o fator analisado exerce influência significativa no processo ou
propriedade avaliada para o material.
Os efeitos significativos são mostrados em gráficos de “efeitos principais” e de
“interações”. Os primeiros são usados para comparar as variações no nível da média,
investigando quais fatores possuem efeito significativo sobre a variável-resposta.
Quando diferentes níveis do fator afetam a resposta diferentemente, diz-se que um
efeito principal está presente. A “interação” existe quando a variação da média da
resposta depende do nível de um segundo fator. A visualização do efeito de interação
de dois ou mais fatores experimentais sobre a variável resposta é feita pelos gráficos
de interações, permitindo, ainda, comparar a significância relativa entre os efeitos
(WERKEMA, 1996).
A ANOVA para verificar o efeito de cada fator e de suas interações nas variáveis
respostas. Se o fator principal não interage com outros fatores deve ser interpretado
individualmente. Quando um ou mais efeitos de interação de ordem superior são

138
significativos, os fatores que interagem devem ser mutuamente considerados (JEFF ET
AL., 2000).
Outro parâmetro informado na Análise de Variância é o R2, medindo a proporção
da variabilidade presente nas observações da variável resposta y explicada pelas
variáveis preditoras presentes na equação de regressão. Quanto mais próximo de 1
(100%) for o valor de R2, melhor é a qualidade da equação ajustada aos dados
(MONTGOMERY, 2001).
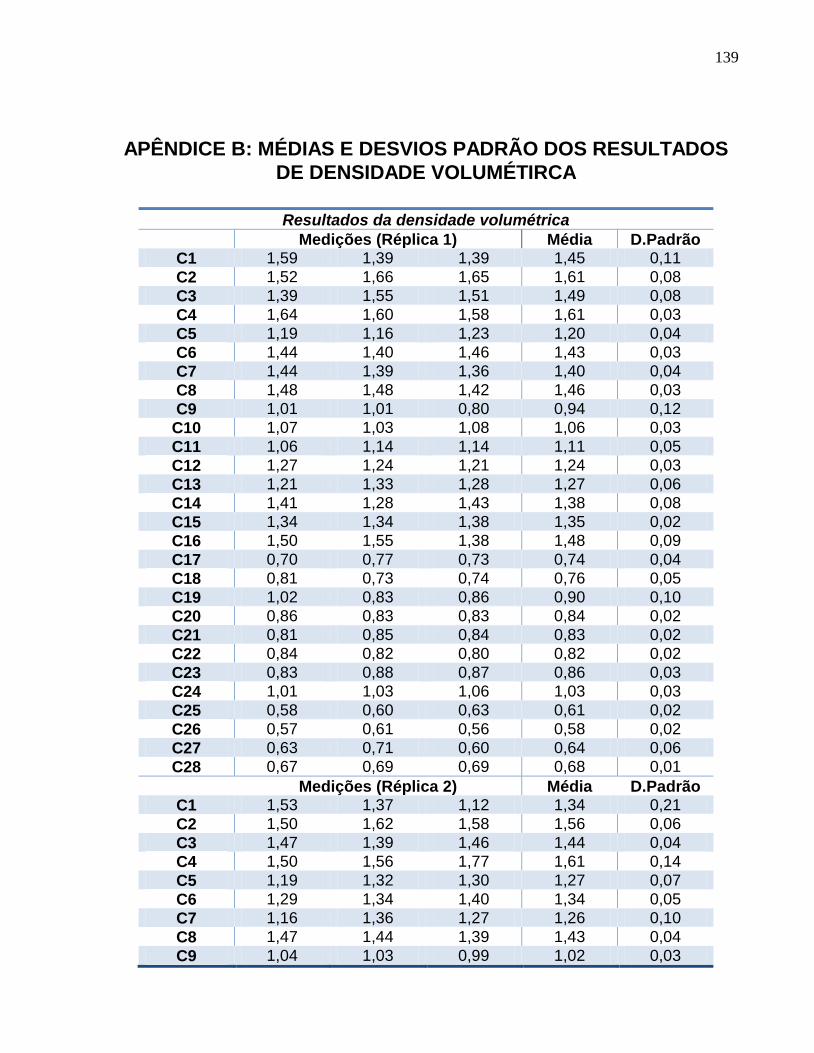
139
APÊNDICE B: MÉDIAS E DESVIOS PADRÃO DOS RESULTADOS
DE DENSIDADE VOLUMÉTIRCA
Resultados da densidade volumétrica
Medições (Réplica 1) Média D.Padrão
C1 1,59 1,39 1,39 1,45 0,11
C2 1,52 1,66 1,65 1,61 0,08
C3 1,39 1,55 1,51 1,49 0,08
C4 1,64 1,60 1,58 1,61 0,03
C5 1,19 1,16 1,23 1,20 0,04
C6 1,44 1,40 1,46 1,43 0,03
C7 1,44 1,39 1,36 1,40 0,04
C8 1,48 1,48 1,42 1,46 0,03
C9 1,01 1,01 0,80 0,94 0,12
C10 1,07 1,03 1,08 1,06 0,03
C11 1,06 1,14 1,14 1,11 0,05
C12 1,27 1,24 1,21 1,24 0,03
C13 1,21 1,33 1,28 1,27 0,06
C14 1,41 1,28 1,43 1,38 0,08
C15 1,34 1,34 1,38 1,35 0,02
C16 1,50 1,55 1,38 1,48 0,09
C17 0,70 0,77 0,73 0,74 0,04
C18 0,81 0,73 0,74 0,76 0,05
C19 1,02 0,83 0,86 0,90 0,10
C20 0,86 0,83 0,83 0,84 0,02
C21 0,81 0,85 0,84 0,83 0,02
C22 0,84 0,82 0,80 0,82 0,02
C23 0,83 0,88 0,87 0,86 0,03
C24 1,01 1,03 1,06 1,03 0,03
C25 0,58 0,60 0,63 0,61 0,02
C26 0,57 0,61 0,56 0,58 0,02
C27 0,63 0,71 0,60 0,64 0,06
C28 0,67 0,69 0,69 0,68 0,01
Medições (Réplica 2) Média D.Padrão
C1 1,53 1,37 1,12 1,34 0,21
C2 1,50 1,62 1,58 1,56 0,06
C3 1,47 1,39 1,46 1,44 0,04
C4 1,50 1,56 1,77 1,61 0,14
C5 1,19 1,32 1,30 1,27 0,07
C6 1,29 1,34 1,40 1,34 0,05
C7 1,16 1,36 1,27 1,26 0,10
C8 1,47 1,44 1,39 1,43 0,04
C9 1,04 1,03 0,99 1,02 0,03
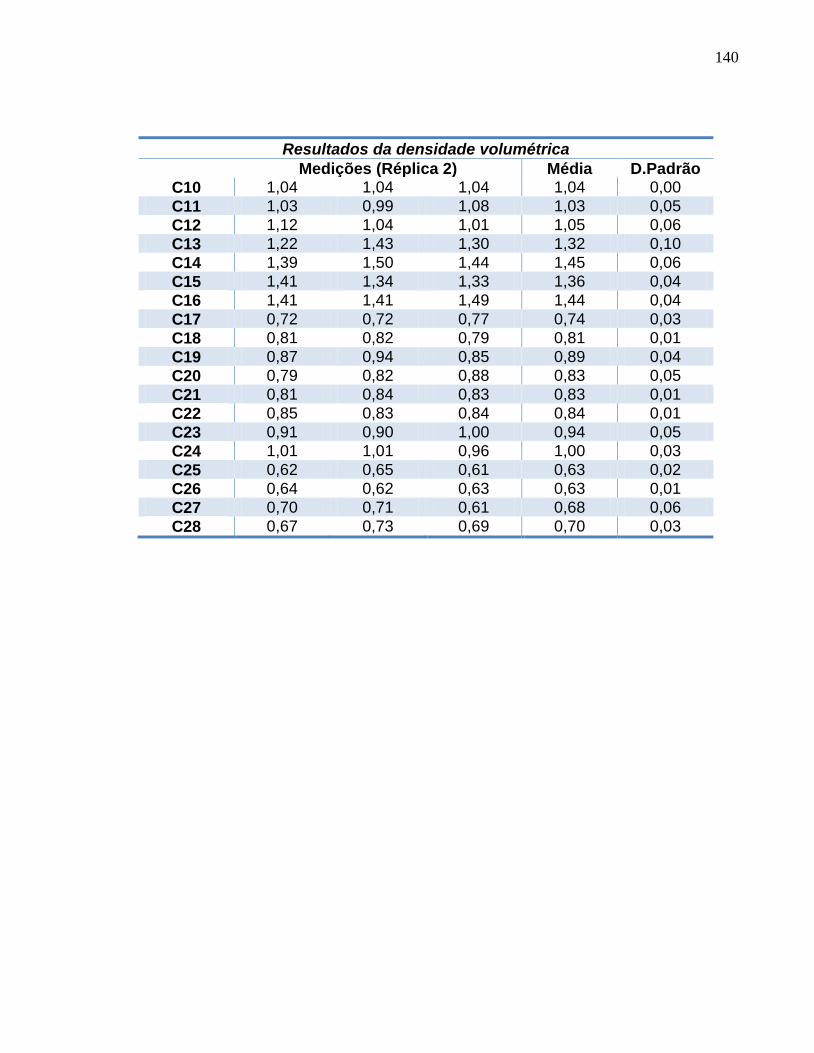
140
Resultados da densidade volumétrica
Medições (Réplica 2) Média D.Padrão
C10 1,04 1,04 1,04 1,04 0,00
C11 1,03 0,99 1,08 1,03 0,05
C12 1,12 1,04 1,01 1,05 0,06
C13 1,22 1,43 1,30 1,32 0,10
C14 1,39 1,50 1,44 1,45 0,06
C15 1,41 1,34 1,33 1,36 0,04
C16 1,41 1,41 1,49 1,44 0,04
C17 0,72 0,72 0,77 0,74 0,03
C18 0,81 0,82 0,79 0,81 0,01
C19 0,87 0,94 0,85 0,89 0,04
C20 0,79 0,82 0,88 0,83 0,05
C21 0,81 0,84 0,83 0,83 0,01
C22 0,85 0,83 0,84 0,84 0,01
C23 0,91 0,90 1,00 0,94 0,05
C24 1,01 1,01 0,96 1,00 0,03
C25 0,62 0,65 0,61 0,63 0,02
C26 0,64 0,62 0,63 0,63 0,01
C27 0,70 0,71 0,61 0,68 0,06
C28 0,67 0,73 0,69 0,70 0,03
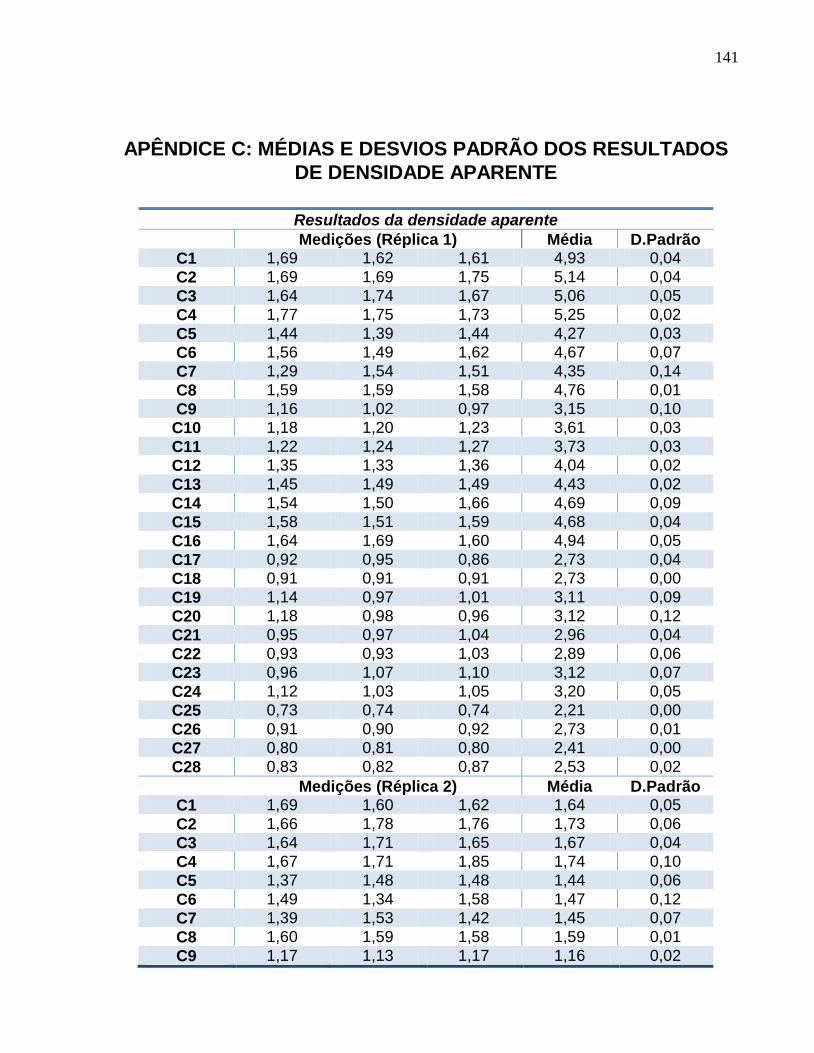
141
APÊNDICE C: MÉDIAS E DESVIOS PADRÃO DOS RESULTADOS
DE DENSIDADE APARENTE
Resultados da densidade aparente
Medições (Réplica 1) Média D.Padrão
C1 1,69 1,62 1,61 4,93 0,04
C2 1,69 1,69 1,75 5,14 0,04
C3 1,64 1,74 1,67 5,06 0,05
C4 1,77 1,75 1,73 5,25 0,02
C5 1,44 1,39 1,44 4,27 0,03
C6 1,56 1,49 1,62 4,67 0,07
C7 1,29 1,54 1,51 4,35 0,14
C8 1,59 1,59 1,58 4,76 0,01
C9 1,16 1,02 0,97 3,15 0,10
C10 1,18 1,20 1,23 3,61 0,03
C11 1,22 1,24 1,27 3,73 0,03
C12 1,35 1,33 1,36 4,04 0,02
C13 1,45 1,49 1,49 4,43 0,02
C14 1,54 1,50 1,66 4,69 0,09
C15 1,58 1,51 1,59 4,68 0,04
C16 1,64 1,69 1,60 4,94 0,05
C17 0,92 0,95 0,86 2,73 0,04
C18 0,91 0,91 0,91 2,73 0,00
C19 1,14 0,97 1,01 3,11 0,09
C20 1,18 0,98 0,96 3,12 0,12
C21 0,95 0,97 1,04 2,96 0,04
C22 0,93 0,93 1,03 2,89 0,06
C23 0,96 1,07 1,10 3,12 0,07
C24 1,12 1,03 1,05 3,20 0,05
C25 0,73 0,74 0,74 2,21 0,00
C26 0,91 0,90 0,92 2,73 0,01
C27 0,80 0,81 0,80 2,41 0,00
C28 0,83 0,82 0,87 2,53 0,02
Medições (Réplica 2) Média D.Padrão
C1 1,69 1,60 1,62 1,64 0,05
C2 1,66 1,78 1,76 1,73 0,06
C3 1,64 1,71 1,65 1,67 0,04
C4 1,67 1,71 1,85 1,74 0,10
C5 1,37 1,48 1,48 1,44 0,06
C6 1,49 1,34 1,58 1,47 0,12
C7 1,39 1,53 1,42 1,45 0,07
C8 1,60 1,59 1,58 1,59 0,01
C9 1,17 1,13 1,17 1,16 0,02

142
Resultados da densidade aparente
Medições (Réplica 2) Média D.Padrão
C10 1,18 1,27 1,19 1,21 0,05
C11 1,15 1,10 1,23 1,16 0,07
C12 1,32 1,32 1,29 1,31 0,02
C13 1,38 1,44 1,55 1,45 0,09
C14 1,59 1,51 1,44 1,51 0,07
C15 1,58 1,53 1,57 1,56 0,02
C16 1,58 1,59 1,71 1,63 0,08
C17 0,84 0,81 0,85 0,83 0,02
C18 0,92 0,85 0,85 0,88 0,04
C19 1,00 1,02 0,94 0,98 0,04
C20 0,98 1,01 1,11 1,03 0,06
C21 0,93 1,01 1,00 0,98 0,04
C22 1,00 0,97 0,94 0,97 0,03
C23 0,99 1,03 1,06 1,03 0,04
C24 1,17 1,09 1,02 1,09 0,07
C25 0,69 0,82 0,75 0,76 0,07
C26 0,74 0,76 0,76 0,75 0,01
C27 0,82 0,81 0,81 0,81 0,01
C28 0,84 0,86 0,88 0,86 0,02

143
APÊNDICE D: MÉDIAS E DESVIOS PADRÃO DOS RESULTADOS
DE POROSIDADE APARENTE
Resultados da porosidade aparente
Medições (Réplica 1) Média D.Padrão
C1 42,11 49,65 47,99 139,74 3,96
C2 38,75 37,79 33,43 109,98 2,83
C3 42,94 33,40 39,63 115,97 4,84
C4 27,79 31,03 32,60 91,41 2,45
C5 51,55 54,25 51,03 156,83 1,73
C6 33,50 40,96 29,54 104,00 5,80
C7 56,49 36,01 39,31 131,80 10,99
C8 28,58 31,08 36,04 95,70 3,80
C9 42,64 65,11 64,12 171,87 12,70
C10 64,64 63,73 58,82 187,19 3,13
C11 54,13 53,32 53,87 161,32 0,41
C12 40,90 44,65 42,55 128,10 1,88
C13 54,77 49,04 46,24 150,05 4,35
C14 45,13 50,70 35,22 131,05 7,84
C15 34,43 43,59 35,79 113,80 4,94
C16 30,37 26,93 35,56 92,86 4,34
C17 81,23 66,07 102,86 250,15 18,49
C18 81,60 81,67 81,72 244,99 0,06
C19 55,21 62,76 58,85 176,81 3,78
C20 26,25 61,88 69,83 157,96 23,21
C21 85,32 47,92 39,94 173,18 24,23
C22 92,84 93,57 77,32 263,73 9,18
C23 77,10 61,83 57,59 196,53 10,26
C24 52,50 51,50 52,70 156,70 0,65
C25 114,38 113,91 113,78 342,07 0,31
C26 94,95 95,17 92,37 282,49 1,56
C27 101,71 95,91 101,52 299,15 3,29
C28 87,19 88,78 79,48 255,45 4,97
Medições (Réplica 2) Média D.Padrão
C1 42,88 45,37 43,67 43,97 1,27
C2 43,31 31,82 31,75 35,63 6,65
C3 41,19 35,32 40,43 38,98 3,19
C4 39,10 34,07 16,06 29,75 12,11
C5 56,69 44,99 41,87 47,85 7,81
C6 43,95 20,43 37,91 34,10 12,21
C7 49,66 44,34 50,28 48,09 3,27
C8 29,61 28,42 28,82 28,95 0,60
C9 72,91 51,47 59,04 61,14 10,87
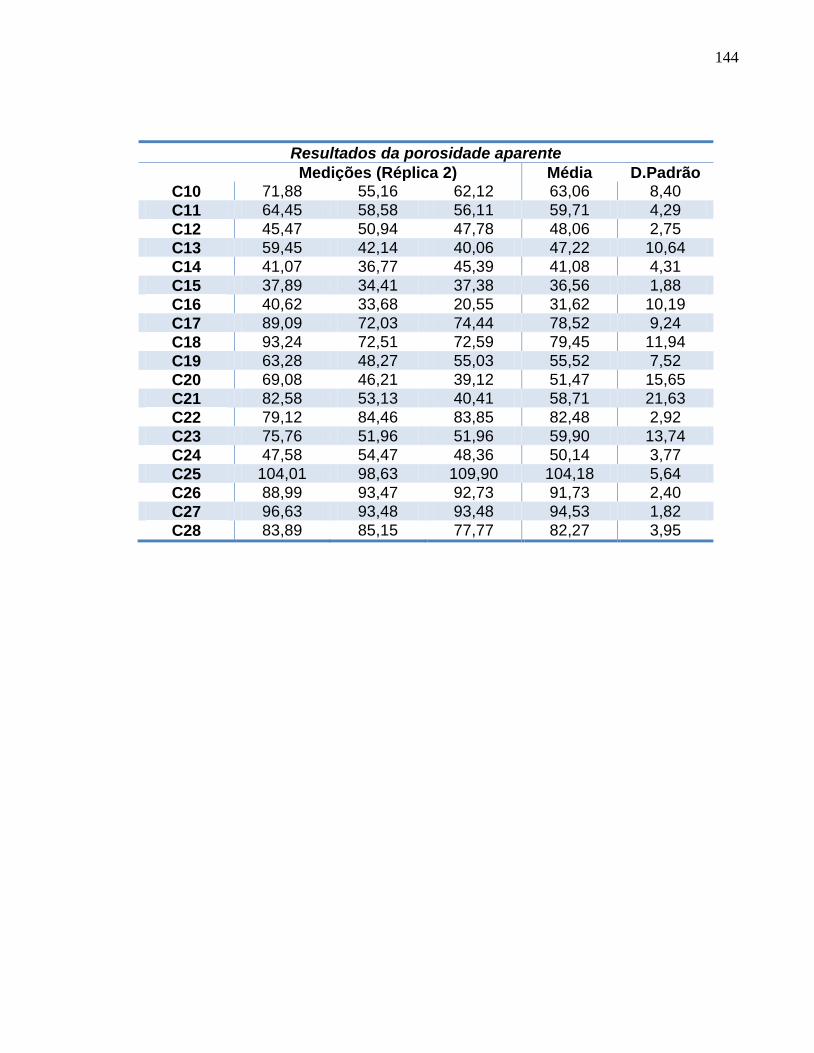
144
Resultados da porosidade aparente
Medições (Réplica 2) Média D.Padrão
C10 71,88 55,16 62,12 63,06 8,40
C11 64,45 58,58 56,11 59,71 4,29
C12 45,47 50,94 47,78 48,06 2,75
C13 59,45 42,14 40,06 47,22 10,64
C14 41,07 36,77 45,39 41,08 4,31
C15 37,89 34,41 37,38 36,56 1,88
C16 40,62 33,68 20,55 31,62 10,19
C17 89,09 72,03 74,44 78,52 9,24
C18 93,24 72,51 72,59 79,45 11,94
C19 63,28 48,27 55,03 55,52 7,52
C20 69,08 46,21 39,12 51,47 15,65
C21 82,58 53,13 40,41 58,71 21,63
C22 79,12 84,46 83,85 82,48 2,92
C23 75,76 51,96 51,96 59,90 13,74
C24 47,58 54,47 48,36 50,14 3,77
C25 104,01 98,63 109,90 104,18 5,64
C26 88,99 93,47 92,73 91,73 2,40
C27 96,63 93,48 93,48 94,53 1,82
C28 83,89 85,15 77,77 82,27 3,95
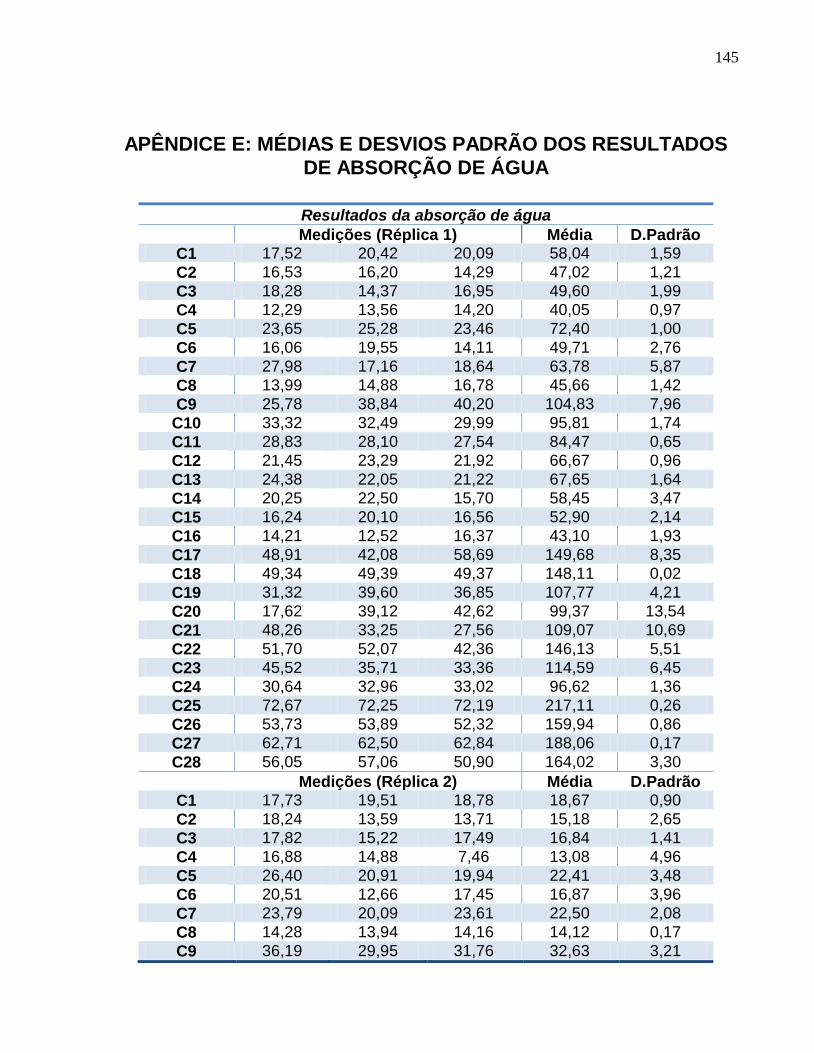
145
APÊNDICE E: MÉDIAS E DESVIOS PADRÃO DOS RESULTADOS
DE ABSORÇÃO DE ÁGUA
Resultados da absorção de água
Medições (Réplica 1) Média D.Padrão
C1 17,52 20,42 20,09 58,04 1,59
C2 16,53 16,20 14,29 47,02 1,21
C3 18,28 14,37 16,95 49,60 1,99
C4 12,29 13,56 14,20 40,05 0,97
C5 23,65 25,28 23,46 72,40 1,00
C6 16,06 19,55 14,11 49,71 2,76
C7 27,98 17,16 18,64 63,78 5,87
C8 13,99 14,88 16,78 45,66 1,42
C9 25,78 38,84 40,20 104,83 7,96
C10 33,32 32,49 29,99 95,81 1,74
C11 28,83 28,10 27,54 84,47 0,65
C12 21,45 23,29 21,92 66,67 0,96
C13 24,38 22,05 21,22 67,65 1,64
C14 20,25 22,50 15,70 58,45 3,47
C15 16,24 20,10 16,56 52,90 2,14
C16 14,21 12,52 16,37 43,10 1,93
C17 48,91 42,08 58,69 149,68 8,35
C18 49,34 49,39 49,37 148,11 0,02
C19 31,32 39,60 36,85 107,77 4,21
C20 17,62 39,12 42,62 99,37 13,54
C21 48,26 33,25 27,56 109,07 10,69
C22 51,70 52,07 42,36 146,13 5,51
C23 45,52 35,71 33,36 114,59 6,45
C24 30,64 32,96 33,02 96,62 1,36
C25 72,67 72,25 72,19 217,11 0,26
C26 53,73 53,89 52,32 159,94 0,86
C27 62,71 62,50 62,84 188,06 0,17
C28 56,05 57,06 50,90 164,02 3,30
Medições (Réplica 2) Média D.Padrão
C1 17,73 19,51 18,78 18,67 0,90
C2 18,24 13,59 13,71 15,18 2,65
C3 17,82 15,22 17,49 16,84 1,41
C4 16,88 14,88 7,46 13,08 4,96
C5 26,40 20,91 19,94 22,41 3,48
C6 20,51 12,66 17,45 16,87 3,96
C7 23,79 20,09 23,61 22,50 2,08
C8 14,28 13,94 14,16 14,12 0,17
C9 36,19 29,95 31,76 32,63 3,21

146
Resultados da absorção de água
Medições (Réplica 2) Média D.Padrão
C10 35,49 28,06 32,28 31,95 3,72
C11 34,21 33,66 29,24 32,37 2,73
C12 23,60 25,53 25,11 24,75 1,01
C13 27,10 20,61 18,46 22,06 4,50
C14 18,32 17,84 21,66 19,28 2,08
C15 17,44 16,69 17,39 17,17 0,42
C16 18,26 15,89 9,94 14,70 4,28
C17 56,22 51,70 50,07 52,66 3,19
C18 52,27 49,25 49,28 50,27 1,73
C19 38,90 32,00 37,81 36,24 3,71
C20 41,54 31,24 25,39 32,72 8,17
C21 48,50 34,37 28,82 37,23 10,15
C22 44,10 47,16 48,34 46,53 2,19
C23 43,51 33,09 32,23 36,28 6,28
C24 27,63 32,49 31,90 30,67 2,66
C25 73,98 60,37 69,35 67,90 6,92
C26 63,73 63,75 63,61 63,70 0,08
C27 59,69 59,50 59,98 59,72 0,24
C28 54,07 53,27 49,80 52,38 2,27

147
APÊNDICE F: MÉDIAS E DESVIOS PADRÃO DOS RESULTADOS
DO TEMPO PARA O CÁLCULO PERMEABILIDADE
Resultados da medição do tempo para cálculo do coeficiente
de permeabilidade
Medições (Réplica 1): Tempos (s) Média D.Padrão
C1 2,13 2,01 2,13 2,04 2,08 0,06
C2 1,15 1,23 1,19 1,15 1,18 0,04
C3 1,45 1,54 1,53 1,55 1,52 0,05
C4 1,19 1,13 1,32 1,25 1,22 0,08
C5 1,44 1,78 1,61 1,56 1,60 0,14
C6 1,77 1,80 2,00 1,71 1,82 0,13
C7 1,58 1,45 1,71 1,45 1,55 0,12
C8 1,56 1,64 1,64 1,87 1,68 0,13
C9 1,88 1,85 1,87 2,06 1,92 0,10
C10 1,88 1,88 1,78 1,91 1,86 0,06
C11 1,21 1,19 1,22 1,32 1,24 0,06
C12 1,63 1,88 1,68 1,58 1,69 0,13
C13 2,01 1,95 2,17 1,97 2,03 0,10
C14 1,16 1,09 1,09 1,13 1,12 0,03
C15 1,21 1,16 1,32 1,25 1,24 0,07
C16 3,47 3,07 3,17 3,33 3,26 0,18
C17 1,35 1,32 1,40 1,41 1,37 0,04
C18 1,39 1,32 1,32 1,45 1,37 0,06
C19 2,69 2,72 2,96 2,72 2,77 0,13
C20 1,19 1,14 1,15 1,24 1,18 0,05
C21 0,90 0,81 0,94 0,87 0,88 0,05
C22 1,19 0,99 1,10 0,93 1,05 0,12
C23 0,58 0,60 0,64 0,58 0,60 0,03
C24 1,00 0,93 0,94 0,93 0,95 0,03
C25 1,73 1,99 1,58 1,91 1,80 0,18
C26 1,07 1,13 1,07 1,03 1,08 0,04
C27 0,96 0,96 0,88 0,86 0,92 0,05
C28 1,64 1,55 1,55 1,58 1,58 0,04
Medições (Réplica 2): Tempos (s) Média D.Padrão
C1 1,14 1,06 1,07 1,13 1,10 0,04
C2 1,19 1,15 1,12 1,19 1,16 0,03
C3 2,24 2,19 2,28 2,03 2,19 0,11
C4 1,93 1,74 1,93 1,61 1,80 0,16
C5 1,78 1,78 1,65 1,77 1,75 0,06
C6 2,23 1,80 2,07 2,06 2,04 0,18
C7 1,10 1,13 1,09 1,02 1,09 0,05
C8 1,78 1,57 1,97 2,27 1,90 0,30

148
Resultados da medição do tempo para cálculo do coeficiente
de permeabilidade
Medições (Réplica 2): Tempos (s) Média D.Padrão
C9 1,91 1,93 2,04 2,07 1,99 0,08
C10 2,11 2,15 2,03 2,13 2,11 0,05
C11 2,14 1,97 2,29 2,34 2,19 0,17
C12 2,16 2,22 2,14 2,77 2,32 0,30
C13 1,10 1,19 1,19 1,32 1,20 0,09
C14 1,39 1,36 1,42 1,61 1,45 0,11
C15 2,52 2,78 2,49 2,57 2,59 0,13
C16 1,75 1,87 1,73 1,78 1,78 0,06
C17 2,62 2,64 2,69 2,60 2,64 0,04
C18 2,65 2,39 2,93 2,75 2,68 0,23
C19 1,45 1,46 1,49 1,71 1,53 0,12
C20 1,28 1,42 1,36 1,35 1,35 0,06
C21 1,35 1,43 1,39 1,36 1,38 0,04
C22 1,55 1,57 1,54 1,64 1,58 0,05
C23 1,81 1,88 1,87 2,00 1,89 0,08
C24 1,49 1,39 1,55 1,38 1,45 0,08
C25 1,29 1,29 1,29 1,48 1,34 0,10
C26 1,15 1,15 1,13 1,10 1,13 0,02
C27 1,87 1,68 1,73 1,68 1,74 0,09
C28 1,98 2,20 2,42 2,28 2,22 0,18

149
APÊNDICE G: MÉDIAS E DESVIOS PADRÃO DOS RESULTADOS
DA RESISTÊNCIA À COMPRESSÃO
Resultados da resistência à compressão
Medições (Réplica 1) Média D.Padrão
C1 8,53 8,97 8,44 8,65 0,29
C2 13,35 13,95 13,49 13,60 0,32
C3 12,77 12,66 12,79 12,74 0,07
C4 22,32 22,88 22,62 22,61 0,28
C5 3,44 3,99 3,61 3,68 0,28
C6 9,95 9,95 9,21 9,70 0,43
C7 6,84 6,65 6,93 6,81 0,14
C8 6,70 6,98 5,95 6,54 0,53
C9 1,02 1,02 1,67 1,24 0,38
C10 1,21 2,42 1,12 1,58 0,73
C11 1,58 2,98 1,77 2,11 0,76
C12 4,40 4,33 4,58 4,44 0,13
C13 5,95 4,98 5,51 5,48 0,49
C14 5,19 6,18 5,89 5,75 0,51
C15 6,71 6,01 6,93 6,55 0,48
C16 8,54 8,32 8,69 8,52 0,18
C17 0,63 0,60 0,61 0,61 0,02
C18 0,81 0,87 0,84 0,84 0,03
C19 0,56 0,86 0,48 0,63 0,20
C20 1,30 1,21 1,30 1,27 0,05
C21 0,45 0,43 0,45 0,44 0,01
C22 0,47 0,52 0,40 0,47 0,06
C23 0,93 0,85 0,83 0,87 0,05
C24 1,10 1,00 1,11 1,07 0,06
C25 0,24 0,25 0,28 0,26 0,02
C26 0,31 0,29 0,25 0,28 0,03
C27 0,39 0,33 0,34 0,35 0,03
C28 0,35 0,42 0,41 0,39 0,04
Medições (Réplica 2) Média D.Padrão
C1 8,30 8,25 8,46 8,34 0,09
C2 22,23 22,10 21,94 22,09 0,12
C3 14,23 14,62 13,28 14,04 0,57
C4 17,72 17,53 16,98 17,41 0,31
C5 5,12 4,37 4,65 4,71 0,31
C6 7,74 6,58 5,86 6,73 0,78
C7 5,67 5,39 7,25 6,11 0,82
C8 6,60 6,32 7,53 6,82 0,52
C9 0,74 0,84 0,74 0,78 0,04
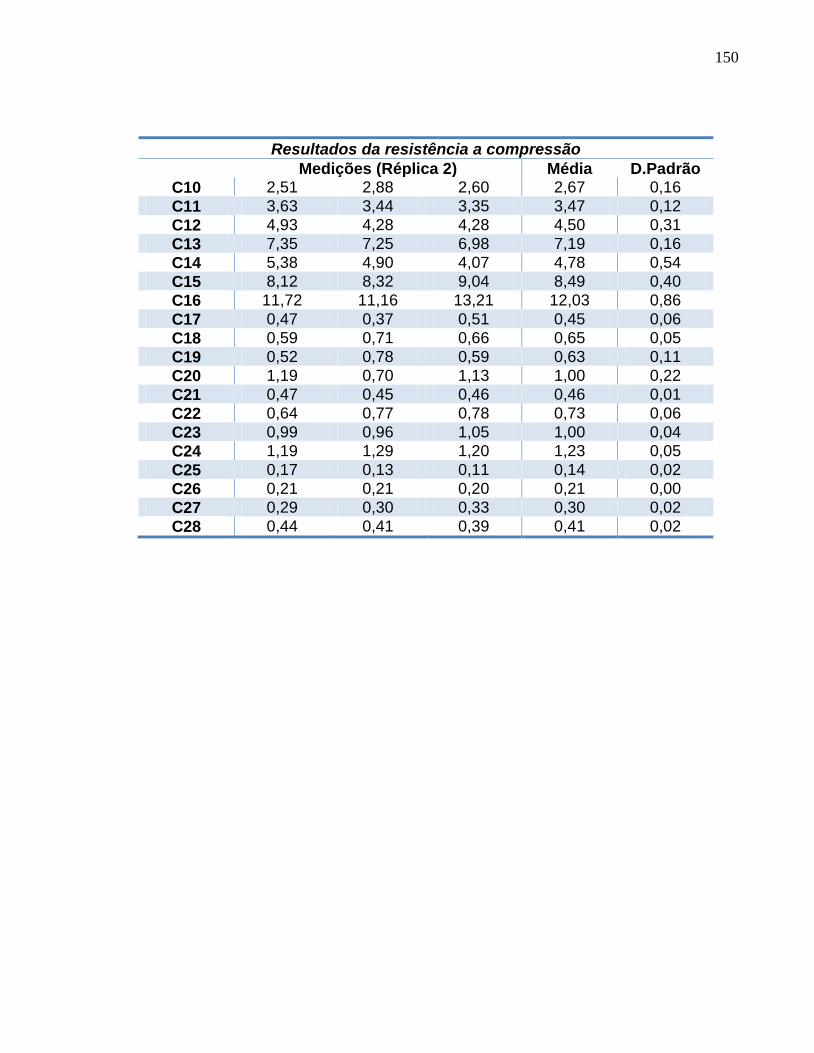
150
Resultados da resistência a compressão
Medições (Réplica 2) Média D.Padrão
C10 2,51 2,88 2,60 2,67 0,16
C11 3,63 3,44 3,35 3,47 0,12
C12 4,93 4,28 4,28 4,50 0,31
C13 7,35 7,25 6,98 7,19 0,16
C14 5,38 4,90 4,07 4,78 0,54
C15 8,12 8,32 9,04 8,49 0,40
C16 11,72 11,16 13,21 12,03 0,86
C17 0,47 0,37 0,51 0,45 0,06
C18 0,59 0,71 0,66 0,65 0,05
C19 0,52 0,78 0,59 0,63 0,11
C20 1,19 0,70 1,13 1,00 0,22
C21 0,47 0,45 0,46 0,46 0,01
C22 0,64 0,77 0,78 0,73 0,06
C23 0,99 0,96 1,05 1,00 0,04
C24 1,19 1,29 1,20 1,23 0,05
C25 0,17 0,13 0,11 0,14 0,02
C26 0,21 0,21 0,20 0,21 0,00
C27 0,29 0,30 0,33 0,30 0,02
C28 0,44 0,41 0,39 0,41 0,02

151
APÊNDICE H: MÉDIAS E DESVIOS PADRÃO DOS RESULTADOS
DO MÓDULO DE ELASTICIDADE
Resultados de módulo de elasticidade estático
Medições (Réplica 1) Média X
103
LN
Média
D.Padrão
C1 1,8479 2,3410 1,6793 1956,08 7,58 0,3438
C2 0,9084 1,7383 1,3187 1321,80 7,19 0,4149
C3 0,2797 0,3294 0,2210 276,70 5,62 0,0543
C4 2,7169 3,1399 2,9287 2928,50 7,98 0,2115
C5 0,0798 0,0769 0,0819 79,55 4,38 0,0025
C6 0,1952 0,2117 0,1959 200,92 5,30 0,0093
C7 0,2750 0,0639 0,0478 128,89 4,86 0,1268
C8 0,0860 0,0731 0,0465 68,56 4,23 0,0201
C9 0,0118 0,0244 0,0299 22,04 3,09 0,0093
C10 0,0122 0,0701 0,0246 35,64 3,57 0,0305
C11 0,0283 0,0887 0,0191 45,37 3,81 0,0378
C12 0,0192 0,0943 0,0970 70,16 4,25 0,0442
C13 0,0598 0,0290 0,0838 57,55 4,05 0,0275
C14 0,0297 0,1951 0,0370 87,28 4,47 0,0935
C15 0,1336 0,1288 0,1164 126,27 4,84 0,0089
C16 0,2011 0,1545 0,2111 188,92 5,24 0,0302
C17 0,0079 0,0061 0,0159 9,97 2,30 0,0053
C18 0,0081 0,0122 0,0104 10,25 2,33 0,0021
C19 0,0142 0,0176 0,0113 14,37 2,66 0,0031
C20 0,0290 0,0039 0,0245 19,11 2,95 0,0134
C21 0,0086 0,0086 0,0100 9,04 2,20 0,0008
C22 0,0132 0,0099 0,0103 11,13 2,41 0,0018
C23 0,0187 0,0209 0,0270 22,19 3,10 0,0043
C24 0,0228 0,0312 0,0200 24,68 3,21 0,0058
C25 0,0021 0,0059 0,0023 3,42 1,23 0,0022
C26 0,0017 0,0028 0,0017 2,03 0,71 0,0006
C27 0,0027 0,0050 0,0044 4,04 1,40 0,0012
C28 0,0067 0,0049 0,0066 6,03 1,80 0,0010
Medições (Réplica 2) Média X
103
LN
Média
D.Padrão
C1 1,7906 1,4859 1,6399 1638,78 7,40 0,1524
C2 2,3054 2,4611 2,5421 2436,19 7,80 0,1203
C3 0,2290 0,1931 0,2101 210,73 5,35 0,0180
C4 2,4049 3,0692 2,7294 2734,50 7,91 0,3322
C5 0,0703 0,0732 0,0477 63,74 4,15 0,0139
C6 0,1167 0,1099 0,1065 111,02 4,71 0,0052
C7 0,0900 0,1315 0,1163 112,60 4,72 0,0210
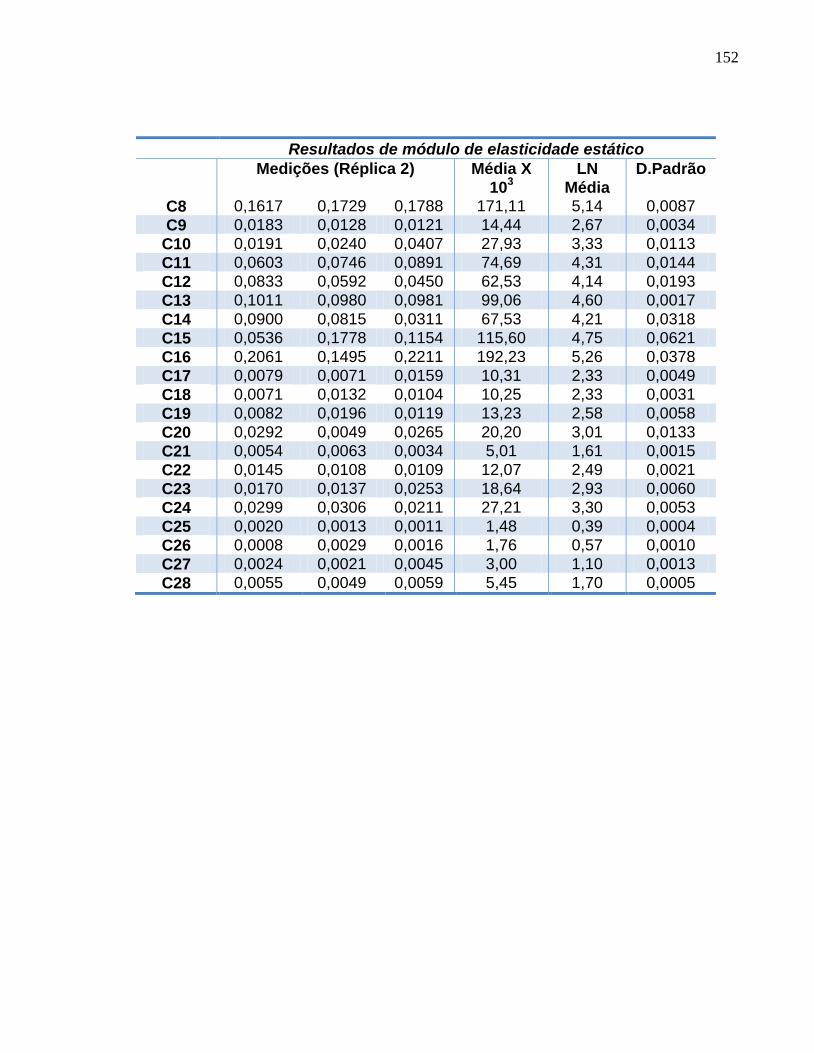
152
Resultados de módulo de elasticidade estático
Medições (Réplica 2) Média X
103
LN
Média
D.Padrão
C8 0,1617 0,1729 0,1788 171,11 5,14 0,0087
C9 0,0183 0,0128 0,0121 14,44 2,67 0,0034
C10 0,0191 0,0240 0,0407 27,93 3,33 0,0113
C11 0,0603 0,0746 0,0891 74,69 4,31 0,0144
C12 0,0833 0,0592 0,0450 62,53 4,14 0,0193
C13 0,1011 0,0980 0,0981 99,06 4,60 0,0017
C14 0,0900 0,0815 0,0311 67,53 4,21 0,0318
C15 0,0536 0,1778 0,1154 115,60 4,75 0,0621
C16 0,2061 0,1495 0,2211 192,23 5,26 0,0378
C17 0,0079 0,0071 0,0159 10,31 2,33 0,0049
C18 0,0071 0,0132 0,0104 10,25 2,33 0,0031
C19 0,0082 0,0196 0,0119 13,23 2,58 0,0058
C20 0,0292 0,0049 0,0265 20,20 3,01 0,0133
C21 0,0054 0,0063 0,0034 5,01 1,61 0,0015
C22 0,0145 0,0108 0,0109 12,07 2,49 0,0021
C23 0,0170 0,0137 0,0253 18,64 2,93 0,0060
C24 0,0299 0,0306 0,0211 27,21 3,30 0,0053
C25 0,0020 0,0013 0,0011 1,48 0,39 0,0004
C26 0,0008 0,0029 0,0016 1,76 0,57 0,0010
C27 0,0024 0,0021 0,0045 3,00 1,10 0,0013
C28 0,0055 0,0049 0,0059 5,45 1,70 0,0005