UNIVERSIDADE DE SÃO PAULO ESCOLA DE ENGENHARIA DE...
54
UNIVERSIDADE DE SÃO PAULO ESCOLA DE ENGENHARIA DE LORENA TAMIRES PEREIRA FREITAS AVALIAÇÃO DO RESÍDUO GERADO NA PRODUÇÃO DE UM MEDICAMENTO PARA O TRATAMENTO DA EPILEPSIA E LIBERADO PARA ETE Lorena 2013
Transcript of UNIVERSIDADE DE SÃO PAULO ESCOLA DE ENGENHARIA DE...
UNIVERSIDADE DE SÃO PAULO
ESCOLA DE ENGENHARIA DE LORENA
TAMIRES PEREIRA FREITAS
AVALIAÇÃO DO RESÍDUO GERADO NA PRODUÇÃO DE UM MEDIC AMENTO
PARA O TRATAMENTO DA EPILEPSIA E LIBERADO PARA ETE
Lorena 2013

TAMIRES PEREIRA FREITAS
AVALIAÇÃO DO RESÍDUO GERADO NA PRODUÇÃO DE UM MEDIC AMENTO
PARA O TRATAMENTO DA EPILEPSIA E LIBERADO PARA ETE
Monografia apresentada à Escola de Engenharia de Lorena – EEL-USP como requisito parcial para a conclusão de Graduação do curso de Engenharia Química. Área de Projeto: Qualidade e Produtividade Orientador: Prof. MSc Antonio Carlos da Silva
Lorena 2013

AGRADECIMENTOS
Em primeiro lugar agradeço a Deus pela benção da vida.
Aos meus pais, Vanderlei e Adriene, pelos valores transmitidos, pela educação
que me proporcionaram, por acreditar e me ajudarem a lutar pelos sonhos, e
principalmente pelo amor dedicado a mim. Peças fundamentais na minha vida,
sem as quais não teria chegado até aqui.
As minhas irmãs Suellen, Lívia e Mileny que viveram comigo os meus sonhos e
principalmente por tudo que me ensinaram durante a vida, com vocês aprendi a
ser uma pessoa melhor.
Aos amigos que tornaram o período de graduação tão prazeroso, a vocês
agradeço cada momento inesquecível vivido durante a faculdade, de luta e
alegria. Em especial aos amigos que se tronaram a família que eu escolhi: Benhe,
Cabeça, Bonita, Naty, Angels e os pardais, Vini, João e Le.
Ao Gustavo que de alguma forma sempre esteve presente durante minha
graduação, obrigada pelo companheirismo, força, paciência, e claro, pela
felicidade que me proporciona.
Ao meu orientador Antonio Carlos, pela orientação deste trabalho e por estar
presente e disponível sempre que necessário. Agradeço também pela dedicação
a todos nós, alunos.
Ao Léo, pela oportunidade da realização do estágio como integrante de sua
equipe. Também sou grata pela orientação no desenvolvimento deste projeto.

RESUMO
FREITAS, T. P. Avaliação de Substâncias Ativas Liberadas para ETE na Produção de Remédio para o Tratamento da Epilepsia. Monografia (Trabalho de Graduação em Engenharia Química) – Escola de Engenharia de Lorena, Universidade de São Paulo, Lorena, 2013.
Cada vez mais, esforços vêm sendo direcionados a pesquisas e projetos visando a otimização dos resíduos industriais da produção de remédios. Este trabalho apresenta uma análise do processo de produção e quantificação do tipo de resíduo eliminado na ETE em uma indústria farmacêutica. Foram identificadas fontes emissoras de substâncias ativas durante o processo de produção do princípio ativo utilizado na composição de um medicamento para tratamento de epilepsia. Foi então monitorada a quantidade liberada em cada etapa. Compararam-se os valores com o permitido pela legislação. Mesmo com resultado satisfatório em relação à legislação vigente no Brasil, foram propostas melhorias no processo para diminuir a quantidade de resíduos liberados, visando à melhoria do processo e a sustentabilidade.
Palavras chave: Princípio ativo, resíduo, Estação de Tratamento de Esgoto.

LISTA DE TABELAS
Tabela 1: Potencial de risco dos resíduos químicos farmacêuticos. (FONTE: Gil e
Mathias, 2005).
Tabela 2: Características do Princípio Ativo (FONTE: Plano Mestre de Fabricação
– Dados de Segurança, 2012).
Tabela 3: Fontes de perda de resíduo para ETE durante Etapa de Síntese.
Tabela 4: Fontes de perda de resíduo para ETE durante Etapa de Purificação.
Tabela 5: Fontes de perda de resíduo para ETE durante Etapa de Recuperação.
Tabela 6: Atividade com fonte de perda quantificada por pesagem do utensílio.
Tabela 7: Atividade com fonte de perda quantificada por amostras analisadas
no laboratório de controle de qualidade.
Tabela 8: Atividade com fonte de perda quantificada por estimativa da área ao
redor do equipamento.
Tabela 9: Porcentagem de massa eliminada em cada etapa da produção do
princípio ativo utilizado na fabricação do remédio para epilepsia.
Tabela 10: Porcentagem de massa eliminada de acordo com a forma de medição.
LISTA DE FIGURAS
Figura 1: Fluxograma do processo de fabricação do princípio ativo.
Figura 2: Fluxograma da etapa de síntese do princípio ativo.
Figura 3: Fluxograma da etapa de purificação do princípio ativo.
Figura 4: Fluxograma da etapa de recuperação do princípio ativo.

SUMÁRIO
1 INTRODUÇÃO ............................................................................................... 10
2 REVISÃO DE LITERATURA .......................................................................... 13
2.1 A INDÚSTRIA FARMACÊUTICA ............................................................. 13
2.1.1 A Indústria Farmacêutica no Mundo .................................................. 13
2.1.2 A Indústria Farmacêutica no Brasil .................................................... 14
2.2 RESIDUOS E QUESTÃO AMBIENTAL ................................................... 16
2.2.1 Resíduos da Indústria Farmacêutica ................................................. 17
2.2.2 Resíduo Sólido .................................................................................. 20
2.2.3 Resíduos Líquidos ............................................................................. 21
2.2.4 Controle de Resíduos ........................................................................ 22
2.2.5 Proteção dos Corpos D’água ............................................................ 25
2.2.6 Legislação Ambiental ........................................................................ 26
2.3 Princípio Ativo .......................................................................................... 27
2.3.1 Princípio Ativo Relacionado ao Trabalho ........................................... 27
2.4 PROCESSO INDUSTRIAL ...................................................................... 29
2.4.1 Processo de Fabricação do Princípio Ativo ....................................... 30
3 METODOLOGIA ............................................................................................. 31
3.1 Tipo de Pesquisa ..................................................................................... 31
3.2 Identificação ............................................................................................. 31
3.2.1 Etapa de Síntese ............................................................................... 32
3.2.2 Etapa de Purificação ......................................................................... 35
3.2.3 Etapa de Recuperação ...................................................................... 38
3.3 Quantificação ........................................................................................... 39

3.3.1 Pesagem do Utensílio ....................................................................... 40
3.3.2 Amostra Analisada pelo Laboratório de Controle de Qualidade ........ 41
3.3.3 Estimativa por Marcação da Área ...................................................... 43
4 RESULTADOS E DISCUSSÕES ................................................................... 45
5 CONCLUSÕES .............................................................................................. 48
REFERÊNCIAS ..................................................................................................... 49

10
1 INTRODUÇÃO
Os danos ambientais causados pelas catástrofes que ocuparam a mídia,
nestes últimos anos, são insignificantes, quando comparados aos danos
cumulativos, na maioria das vezes, imperceptíveis, provocados pela grande
quantidade de poluentes menores disponibilizados ao meio ambiente de maneira
constante e gradativa.
Vivemos num ecossistema no qual os recursos são limitados, mas cujo
crescimento é ilimitado, e onde os recursos existentes são fortemente inter-
relacionados e interdependentes. Uma postura exaustivamente consumista e
descartável poderá inevitavelmente comprometer a qualidade de vida da espécie
dominante.
Os riscos ambientais recorrentes de práticas inadequadas das disposições
de efluentes das indústrias têm aumentado com o crescimento dos processos
industriais e também com o aumento e envelhecimento da população, sendo os
resíduos das indústrias químico-farmacêuticas um dos efluentes que mais geram
preocupação à gestão ambiental. A rota de entrada desse tipo de resíduo no
ambiente ocorre por meio do lançamento de esgotos domésticos em cursos de
água, efluentes de indústrias farmacêuticas, efluentes rurais, e disposição
inadequada de fármacos após expiração do prazo de validade. Assim, os
resíduos seguem com o esgoto bruto para as estações de tratamento de esgoto
(ETEs), contudo os processos convencionais de tratamento a que são submetidos
não realizam a remoção de fármacos residuais.
Com o aumento do impacto ambiental proveniente dos resíduos industriais
se fez necessária a criação de novas leis que limitem a emissão de quaisquer
tipos de efluentes, fazendo com que as indústrias voltem os olhos para seus
processos e busquem se adequar às legislações ambientais tanto por meio de
alterações no processo de produção como no desenvolvimento de novas técnicas
para as estações de tratamento de efluentes.
Com a legislação ambiental cada vez mais rígida, os prejuízos advindos de
seu não-cumprimento podem apresentar um custo muito elevado aos infratores.

11
Paralelamente, a conscientização do consumidor impulsiona-os a adquirir
produtos que sejam considerados “verdes/limpos”, “ambientalmente corretos”, ou
seja, produtos que, além de apresentarem boa qualidade, possuam uma linha de
produção que não gera comprometimento ambiental. Esses aspectos vêm
incentivando, a cada dia, a indústria a procurar sistemas eficazes que provoquem
a redução de seus impactos ambientais, com custo de mercado compatível
(Macêdo, 2000).
Empresas estão procurando adotar o Sistema de Gestão Ambiental (SGA).
Esse sistema de gestão ambiental permite à empresa controlar permanentemente
os efeitos ambientais de todo o seu processo de produção, desde a escolha da
matéria-prima até o destino final do produto e dos resíduos líquidos, sólidos e
gasosos, levando-a a operar da forma mais sustentável possível.
Em um mercado globalizado, competitivo, com consumidores cada vez
mais exigentes e alicerçado por uma legislação comprometida com os anseios
sociais futuristas, a gestão ambiental passou a ter caráter marcante e decisivo na
escolha de produtos. Empresas tecnológica e culturalmente habilitadas no efetivo
controle dos seus processos apresentam seus custos reduzidos, uma vez que
consomem menos matéria-prima e insumos, geram menos subprodutos,
reutilizam, reciclam, lucram com seus resíduos e gastam menos com o manejo e
controle da poluição e recuperação ambiental. As empresas ganham
competitividade, por meio da gestão ambiental, tanto para a sua sobrevivência no
mercado internacional, quanto para controle dos aspectos ambientais, garantindo
a sustentabilidade do processo de desenvolvimento e, consequentemente, a
melhoria da qualidade ambiental e de vida da população.
A indústria químico-farmacêutica, devido à complexidade dos mecanismos
de reação envolvidos nas rotas de síntese e análise de fármacos e ao usual
consumo de solventes nas etapas de purificação, entre outros aspectos, é
considerada como um importante setor gerador de resíduos, sendo necessário ter
cada vez mais controle das substâncias envolvidas nos processos de fabricação
de medicamentos.

12
O presente trabalho, desenvolvido em uma indústria farmacêutica, tem
como objetivo principal mostrar se a empresa está cumprindo com a legislação
ambiental em relação ao descarte residual do princípio ativo produzido por esta e
utilizado em um medicamento para epilepsia. Neste contexto, será mapeado e
analisado o processo de produção deste princípio ativo a fim de adequar, se
necessário, a emissão de substancia ativa de acordo com a lei vigente no Brasil e
possível melhoria no processo.

13
2 REVISÃO DE LITERATURA
2.1 A INDÚSTRIA FARMACÊUTICA
A indústria farmacêutica tem como atividade final a produção de
medicamentos, utilizados pela sociedade no tratamento de doenças ou outras
indicações médicas. A produção de medicamentos envolve quatro estágios
principais: pesquisa e desenvolvimento (P&D) de novos fármacos; produção
industrial de fármacos; formulação e processamento final de medicamentos; e
comercialização e distribuição por intermédio de farmácias e outros varejistas, e
das unidades prestadoras de serviços de saúde (FRENKEL et al., 1978). Além
disso, é importante ressaltar que a indústria farmacêutica está subdividida em
produtos farmoquímicos e medicamentos. Os primeiros consistem na matéria-
prima para o desenvolvimento dos produtos farmacêuticos, enquanto que os
segundos são aqueles que os consumidores encontram na prateleira das
farmácias.
Em geral, as empresas farmacêuticas se especializam em classes
terapêuticas devido à variedade e complexidade dos processos e conhecimentos
envolvidos, e às peculiaridades de cada segmento de mercado. Essa
especialização conduz à formação de submercados farmacêuticos.
2.1.1 A Indústria Farmacêutica no Mundo
As principais empresas farmacêuticas são mundiais: atuam na maioria dos
países, desenvolvidos e em desenvolvimento, para a produção e/ou
comercialização de medicamentos. Embora alguns países em desenvolvimento
figurem entre os principais mercados farmacêuticos mundiais, há uma expressiva

14
concentração do mercado no âmbito dos países desenvolvidos. Essa
concentração também se desdobra para os fluxos de importação e exportação,
envolvendo tanto produtos acabados (medicamentos) como fármacos, assim
como entre empresas (FIALHO, 2001).
Estudos mostram que a indústria farmacêutica mundial apresenta elevadas
taxas de crescimento e inovação tecnológica, muito acima da média da indústria
como um todo, sendo estruturada como altamente concentrada em grandes
laboratórios multinacionais de países desenvolvidos. (BERTOLAI, 2006; TICKELL,
2004).
2.1.2 A Indústria Farmacêutica no Brasil
A década de 1930 é considerada o marco inicial da consolidação da
indústria farmacêutica no Brasil, configurando a formação das primeiras empresas
desse tipo com características industriais conhecidas por boticas. Nessa primeira
parte, a liderança do capital nacional respondia por apenas 14% da produção
brasileira de medicamentos. Em contrapartida, com o aumento da atratividade das
empresas multinacionais a partir de 1940, e mais intensamente na década de
1950, houve um salto na participação das empresas com capital de origem
estrangeira na produção doméstica, chegando a 35% em 1940 e 73% em 1960.
Por outro lado, uma vez que as empresas multinacionais internalizaram a
produção, houve uma certa redução das importações de medicamentos a um
nível residual, enquanto que os fármacos necessários para a produção interna
continuaram a ser importados em quantidades crescentes. (PALMEIRA FILHO;
PAN, 2003)
Desde a década de 70 a indústria farmacêutica brasileira é dominada por
empresas multinacionais, que respondem por cerca de 80% do mercado nacional
(QUEIROZ, 1993). O início da década de 1990 trouxe grandes mudanças
institucionais que modificaram vários aspectos da indústria farmacêutica
brasileira, como, por exemplo, o comportamento das empresas nacionais e
multinacionais e a estrutura de mercado.

15
Em 1999, instituiu-se a criação da Agência Nacional de Vigilância Sanitária
(ANVISA), voltada para a criação de bases para uma elevação dos padrões
sanitários da produção nacional e as pré-condições para eventuais incrementos
das exportações (OLIVEIRA et al., 2006; PALMEIRA FILHO; PAN, 2003).
O parque industrial brasileiro de medicamentos é bastante desenvolvido,
existindo capacidade produtiva elevada em produtos finais e capacidade restrita
na produção dos insumos farmacêuticos da química fina (fármacos). A maior
parte da produção local é direcionada para o mercado interno, sendo exportada
apenas uma pequena parcela.
Embora com uma infraestrutura científica razoavelmente consolidada, o
desenvolvimento tecnológico realizado no Brasil é mínimo, restrito a algumas
poucas empresas privadas nacionais e a algumas organizações públicas,
chamando a atenção para a desproporção do esforço de desenvolvimento
tecnológico realizado em relação ao tamanho do mercado. Apesar dos bons
resultados apresentados pela indústria farmacêutica em termos de margem de
lucro (CALLEGARI, 2000), as empresas instaladas no País, estrangeiras ou
nacionais, não realizam atividades de P&D tecnológico.
Um fato importante a ser destacado foi a promulgação da Lei dos
Genéricos, incentivando a competição dentro da indústria e, consequentemente,
reduzindo os preços dos medicamentos internamente, bem como a promulgação
da atual Lei de Propriedade Intelectual nº 9.279 de 1996.
Portanto com esses fatores pode-se compreender a atual organização e
inserção internacional da indústria farmacêutica brasileira, mesmo que os efeitos
das transformações mais recentes ainda não tenham sido clara, detalhada e
suficientemente estudadas. No decorrer da evolução histórica, consolidou-se no
Brasil uma indústria farmacêutica altamente internacionalizada e integrada a
indústria farmacêutica mundial, cuja estrutura de mercado concentra grandes
laboratórios, especialmente os multinacionais, e a baixa integração vertical da
cadeia produtiva, evidenciada pela grande dependência com relação a insumos
importados. Por outro lado, o recente e significativo crescimento do mercado de
genéricos e o baixo investimento em P&D, comparativamente aos indicadores
dessa indústria em outros países, se fizeram presentes na evolução da estrutura
produtiva desta indústria. Vale ressaltar, também, a grande relevância do

16
comércio exterior intra-firma, decorrente da grande presença de multinacionais e
da dependência de farmoquímicos importados, o que ocasionou os sucessivos
déficits na balança comercial da indústria farmacêutica. Ademais, algumas
características são usuais de tal indústria como o percentual de valor adicionado
acima da média da indústria, a baixa intensidade do fator trabalho, grandes
barreiras à entrada, derivadas especialmente dos altos dispêndios com P&D e
com marketing etc.
O presente trabalho foi realizado em uma indústria farmacêutica que é
resultado de uma fusão ocorrida entre duas companhias de história corporativa
rica e diversificada. Atualmente, esta farmacêutica encontra-se consolidada como
uma empresa líder em cuidados com a saúde, que tem o paciente no centro de
suas ações, oferecendo o melhor portfólio de produtos para atender suas
necessidades:
• Medicamentos inovadores protegidos por patentes;
• Medicamentos genéricos e biosimilares de alta qualidade e preços
acessíveis;
• Vacinas para o combate a mais de 20 doenças virais e bacterianas
imunopreveníveis;
• Medicamentos isentos de prescrição.
2.2 RESIDUOS E QUESTÃO AMBIENTAL
Os rejeitos gerados a partir de atividades antrópicas muitas vezes trazem
prejuízos graves e até mesmo irreversíveis ao homem e à natureza em função do
seu impacto sobre o meio ambiente. Nos últimos anos a questão ambiental, que
abrange os problemas gerados por todos os setores produtivos vem sendo
intensamente debatida no mundo e igualmente no Brasil. A conscientização da
sociedade quanto às agressões à natureza e a conseqüente evolução das leis
ambientais têm contribuído para com o incentivo de ações tais como a reciclagem
de papel, vidro, alumínio, entre outros, “produção mais limpa” e “Atuação
Responsável”. Somadas todas estas ações, buscam-se nos dias atuais uma

17
redução na produção de rejeitos, assim como uma atuação mais responsável com
relação à questão ambiental (SANSEVERINO, 2002).
A grande diversidade das atividades industriais ocasiona durante o
processo produtivo, a geração de resíduos sólidos, líquidos e gasosos, os quais
podem poluir/contaminar o solo, a água e o ar. A poluição ocorre quando esses
resíduos modificam o aspecto estético, a composição ou a forma do meio físico,
enquanto o meio é considerado contaminado quando existir a mínima ameaça à
saúde de homens, plantas e animais. É preciso observar que nem todas as
indústrias geram resíduos com poder impactante nesses três ambientes. Em um
primeiro momento, é possível imaginar serem simples os procedimentos e
atividades de controle de cada tipo de resíduo na indústria. Todavia, as diferentes
composições físicas, químicas e biológicas, as variações de volumes gerados em
relação ao tempo de duração do processo produtivo, a potencialidade de
toxicidade e os diversos pontos de geração na mesma unidade de processamento
recomendam que os resíduos sejam caracterizados, quantificados e tratados e/ou
acondicionados, adequadamente, antes da disposição final no meio ambiente
(PEREIRA, 2001).
O licenciamento das atividades industriais precisa ser fundamentado em
estudos que avaliem o impacto do empreendimento no meio ambiente, de modo a
definir com segurança técnica a fonte de suprimento (manancial) de água, os
locais para disposição final dos resíduos sólidos, a forma de lançamento dos
efluentes gasosos na atmosfera e o destino final dos efluentes líquidos gerados
nas unidades de processamento. Onde sempre devem ser atendidas as
recomendações do Conselho Nacional de Meio Ambiente (CONAMA).
2.2.1 Resíduos da Indústria Farmacêutica
Algumas toneladas de medicamentos são produzidas por ano e aplicadas
na medicina humana e veterinária. Segundo Pedroso (2007), o Brasil junto com
os Estudos Unidos, França e Alemanha constituem os maiores consumidores de
medicamentos do mundo. A principal forma de entrada de resíduos de
18
medicamentos no meio ambiente é por meio do lançamento direto na rede de
esgotos domésticos que, tratados ou não, são despejados em cursos de água. No
entanto, também devem ser considerados os efluentes de indústrias
farmacêuticas, efluentes rurais, a presença de fármacos no esterco animal
utilizado para adubação de solo e a disposição inadequada de fármacos após a
expiração do prazo de validade (MELO et al.,2009).
No que diz respeito ao setor industrial farmacêutico, a complexidade dos
mecanismos de reação envolvidos nas rotas de síntese e análise de fármacos, o
usual consumo de solventes nas etapas de purificação, entre outros aspectos,
coloca este setor como um importante gerador de resíduos (GR) (LINNINGER , et
al., 2000).
O risco industrial associado à emissão de resíduos pode variar muito, seja
em função da capacidade produtiva ou dos mecanismos de segurança
disponíveis (monitoração automática, segurança de armazenagem, etc.), seja em
função da linha de produtos, ou seja, das características das substâncias
químicas geradas (JARDIM, 1998).
Sob a ótica da perspectiva econômica, apenas as substâncias químicas
residuais dos processos de síntese ou purificação de fármacos pode ser por
definição, entendido como resíduo. Contudo do ponto de vista ambiental, tanto os
fármacos como seus metabólitos ativos, embora até recentemente tenham
recebido pouca atenção, são micro poluentes que vêm sendo alvos de estudos do
ponto de vista da exposição ao meio ambiente.
Quanto ao potencial de risco, os resíduos químico-farmacêuticos poderiam
ser divididos e sub-dividos da seguinte forma conforme Tabela 1:
Tabela 1: Potencial de risco dos resíduos químicos farmacêuticos.

19
O advento da globalização traz também necessidade de se estabelecer
padrões aceitáveis no que diz respeito a questões ambientais (Afonso et al.,
2003).
As normas de meio ambiente atendem às novas exigências do mercado,
em que o fator de preservação ambiental estará cada vez mais relacionado com a
aceitação dos produtos, logo, com ampliação de vendas e competitividade,
destacando-se nesse contexto a adoção das normas ISO 14000 – Gestão
Ambiental (Ahmad, Barton, 1999).
Assim sendo, o inerente potencial dos riscos envolvidos ao manejo de
substâncias químicas, aumenta a importância da implantação de programas de
gerenciamento de resíduos eficazes, a fim de evitar o comprometimento da
segurança e saúde de trabalhadores, população e meio ambiente (Montesano,
Hall, 2001; Sorensen et al., 1998). Tal importância tem influenciado agências
regulatórias de diversos países a endurecer as leis pertinentes à gestão
ambiental.
Em 2004 foi aprovado o regulamento técnico para o gerenciamento de
resíduos de serviços da saúde, a RDC 306, que traz diretrizes, incluindo:
segregação, acondicionamento, identificação, transporte, armazenamento,
tratamento, coleta e disposição final. Abrange todos os serviços relacionados, tais
como: laboratórios analíticos; necrotérios, funerárias e serviços de embalsamento;
drogarias e farmácias; distribuidores de produtos farmacêuticos; estabelecimentos
de ensino; importadores, distribuidores e produtores de materiais e controles para
diagnóstico in vitro; centros de controle de zoonoses; unidades móveis de
atendimento à saúde; serviços de acupuntura, serviços de tatuagem, dentre
outros similares (Blenkharn, 2006).
Entre as estratégias comuns adotadas por diversos tipos de unidades GR,
está a minimização dos resíduos gerados (Linninger, Chakraborty, Colberg,
2000), já que o reaproveitamento ou práticas de reciclagem são particularmente
limitados a indústrias farmacêuticas e de química fina, em função do elevado nível
de pureza desejado (Linninger, Chakraborty, 2001).
Reconhece-se, porém, que há uma forte interação entre adaptação do
processo e prevenção da poluição, fato que originou o conceito da química limpa

20
e tem fomentado a elaboração de vários propostas para o gerenciamento de
resíduos químicos (Imbroisi et al., 2006; Jabbour, Santos 2006; Gerbase et al.,
2005; Biniecka, Campana, Iannilli, 2005).
2.2.2 Resíduo Sólido
Os resíduos sólidos estão entre as principais preocupações da sociedade.
O crescimento da população, o desenvolvimento industrial e a urbanização
acelerada, atrelados à postura individualista da sociedade, vêm contribuindo para
o aumento do uso dos recursos naturais e para a geração dos resíduos. Na
maioria das vezes, esses resíduos são devolvidos ao meio ambiente, de forma
inadequada, levando à contaminação do solo e das águas, trazendo vários
prejuízos ambientais, sociais e econômicos.
NAUMOFF & PERES (2000) citam que os resíduos sólidos são originados
das atividades dos diversos ramos da indústria, tais como metalúrgica, química,
petroquímica, papeleira, alimentícia etc, sendo bastante variados, podendo ser
representados por cinzas, lodos, óleos, resíduos alcalinos ou ácidos, plásticos,
papéis, madeiras, fibras, borrachas, metais, escórias, vidros e cerâmicas, dentre
outros.
A empresa geradora dos resíduos deve ser responsável pela separação
entre resíduos perigosos e resíduos comuns. Após a identificação e a sua
separação, os resíduos devem ser colocados em recipientes adequados, para
que se possa ter a sua coleta, tratamento e destinação final, de acordo com suas
características (SIQUEIRA, 2001).
Tais resíduos são classificados com base na sua periculosidade e
solubilidade. De acordo com a Norma Brasileira — NBR 10.004, os Resíduos
Classe I são perigosos, tendo periculosidade por inflamabilidade, corrosividade,
reatividade, toxicidade ou patogenicidade; os Resíduos Classe II são não-inertes,
podendo ter propriedades como combustibilidade, biodegradabilidade ou
solubilidade em água; e os Resíduos Classe III são inertes, não representando
maiores problemas para a saúde pública ou riscos para o meio ambiente.

21
Atualmente, algumas indústrias brasileiras estão realizando programas
internos para reciclagem dos seus resíduos sólidos, pois a segregação do
material, ainda na fonte geradora, diminui o volume total de resíduos, reduz os
gastos operacionais e, em alguns casos, pode gerar uma nova receita para
indústria. A incineração de resíduos sólidos industriais é uma alternativa para
redução do seu volume, sendo bastante discutida. Os que a defendem
consideram que é uma forma de eliminar possíveis riscos para a saúde pública,
enquanto os que a combatem argumentam que a má operação dos incineradores
pode ser uma nova fonte de poluição / contaminação atmosférica (gases e
material particulado). Já disposição dos resíduos em aterros industriais é muito
utilizada, pois essas grandes escavações no terreno armazenam grande volume
desse material. Contudo, os aterros sanitários precisam ser construídos e
operados com grande segurança, para que não ocorra contato do material com o
solo ou percolação de líquidos para o aquífero livre.
2.2.3 Resíduos Líquidos
De acordo com a Norma Brasileira — NBR 9800/1987, efluente líquido
industrial é o despejo líquido proveniente do estabelecimento industrial,
compreendendo emanações de processo industrial, águas de refrigeração
poluídas, águas pluviais poluídas e esgoto doméstico.
Por muito tempo não existiu a preocupação de caracterizar a geração de
efluentes líquidos industriais e de avaliar seus impactos no meio ambiente. No
entanto, a legislação vigente e a conscientização ambiental fazem com que
algumas indústrias desenvolvam atividades para quantificar a vazão e determinar
a composição dos resíduos líquidos industriais. A vazão dos efluentes líquidos
industriais é relacionada com o tempo de funcionamento de cada linha de
produção e com as características do processo, da matéria-prima e dos
equipamentos, podendo ser constante ou bastante variada.
As características físicas, químicas e biológicas do efluente líquido
industrial são variáveis com o tipo de indústria, com o período de operação, com a
22
matéria-prima utilizada, com a reutilização de água etc. Com isso, o efluente
líquido pode ser solúvel ou com sólidos em suspensão, com ou sem coloração,
orgânico ou inorgânico, com temperatura baixa ou elevada (PEREIRA, 2001).
Entre as determinações mais comuns para caracterizar a massa líquida
estão as determinações físicas (temperatura, cor, turbidez, sólidos etc.), as
químicas (pH, alcalinidade, teor de matéria orgânica, metais etc.) e as biológicas
(bactérias, protozoários, vírus etc.) (PEREIRA, 2001).
O conhecimento da vazão e da composição do efluente líquido industrial
possibilita a determinação das cargas de poluição / contaminação, o que é
fundamental para definir o tipo de tratamento, avaliar o enquadramento na
legislação ambiental e estimar a capacidade de autodepuração do corpo receptor.
(VON SPERLING, 1995)
Segundo Pereira (2001), as tecnologias para tratamento dos efluentes
líquidos, ou águas residuais (esgoto), que são as águas com alterações
indesejáveis nas características, são classificadas em três grupos distintos de
processo:
• Processos biológicos;
• Processos físicos;
• Processos químicos.
Geralmente, esses grupos não atuam isoladamente e o processo mais
adequado ao seu efluente será definido a partir de alguns itens, como:
• As características dos efluentes a ser tratado;
• O atendimento as exigências legais;
• A área disponível;
• O custo envolvido.
2.2.4 Controle de Resíduos
A prevenção à poluição refere-se a qualquer prática que vise a redução
e/ou eliminação, seja em volume, concentração ou toxicidade, das cargas
poluentes na própria fonte geradora. Inclui modificações nos equipamentos,
23
processos ou procedimentos, reformulação ou replanejamento de produtos e
substituição de matérias primas e substâncias tóxicas que resultem na melhoria
da qualidade ambiental (FIGUEIREDO et al., 2000).
Qualquer que seja a solução adotada para o lançamento dos resíduos
originados no processo produtivo ou na limpeza das instalações, é fundamental
que a indústria disponha de sistema para tratamento ou condicionamento desses
materiais residuais.
Conforme Paulella & Scapim (1996), a gestão de resíduos deve estar
alicerçada sobre condições ambientais adequadas, em que sejam considerados
todos os aspectos envolvidos, desde a fonte geradora até a disposição segura,
assim como os aspectos de reciclagem máxima dos resíduos, buscando,
inclusive, incorporar as mudanças dos padrões de produção e consumo.
No caso das águas residuais, os efluentes industriais, águas pluviais e
esgotos sanitários não devem ser coletados na mesma tubulação, pois isso
dificulta e torna mais oneroso o tratamento dos efluentes líquidos industriais, que
passam a apresentar maior variação de vazão e composição ao longo do dia. O
ideal é encaminhar as águas pluviais e os esgotos sanitários diretamente para o
sistema público de drenagem e de esgotamento sanitário, respectivamente.
Por sua vez, os resíduos líquidos devem ser tratados na própria indústria,
antes do encaminhamento para a tubulação coletora de esgoto sanitário ou para o
corpo d’água, sendo preciso quantificar a vazão e determinar a composição dessa
massa líquida, a fim de definir o tipo do sistema de tratamento.
BRAILE & CAVALCANTI (1993) sublinham a importância de determinar as
concentrações de DQO e de DBO para definir o tipo de tratamento de uma água
residual, utilizando-se numa estimativa inicial.
HAMMER & HAMMER (1996) observam que, normalmente, indústrias
situadas na área urbana descarregam seus efluentes líquidos, após tratamento
prévio, no sistema de coleta de esgoto sanitário. Uma outra maneira de
disposição final dos efluentes líquidos tratados na indústria é o lançamento em
corpo d’água. Para isso é preciso uma avaliação criteriosa, pois o corpo d’água
não pode receber a carga poluente / contaminante superior à sua capacidade de
autodepuração.

24
No caso dos resíduos sólidos industriais, é preciso que o gerenciamento e
o manuseio sejam bem planejados para que esses materiais sejam rapidamente
removidos e destinados de forma adequada. Além disso, existe a possibilidade de
reutilização e reciclagem de parte dos resíduos sólidos antes da definição do
procedimento que será utilizado, ou seja, se os resíduos serão encapsulados,
incinerados ou dispostos em aterros industriais.
Alguns resíduos perigosos precisam ser encapsulados ou incinerados,
sendo essas duas alternativas dispendiosas e trabalhosas, especialmente em
razão dos perigos durante o manuseio, da necessidade de controle dos
subprodutos da incineração e da disponibilidade de espaço para armazenamento
do material encapsulado.
BONJAN (1999) observa que o problema dos passivos ambientais é uma
das características das sociedades industriais modernas, sendo o resultado de
muitas décadas de produção industrial despreocupada da eliminação dos seus
produtos. Os materiais tóxicos ou radioativos armazenados em aterros e em
deposições abandonadas apresentam grande poder contaminante no solo e
riscos à saúde pública, sendo que os passivos ambientais podem ser encarados
de forma mais ampla, já que a água (superficial e subterrânea) é um excelente
meio para conduzir as substâncias contaminantes até os seres vivos.
Por outro lado, a consolidação das leis ambientais e a participação da
sociedade aumentam a atuação e o rigor dos órgãos ambientais federal, estadual
e municipal, obrigando que as indústrias modifiquem as interações com o meio
ambiente ou, então, ampliem seu quadro jurídico para enfrentar possíveis
demandas no campo do direito ambiental. Para evitar esse tipo de situação, um
expressivo número de indústrias já implantou, ou está implantando, treinamentos
e auditorias internas para adequar suas atividades às exigências das normas
internacionais das séries ISO 9.000 (Sistema de Gestão da Qualidade) e ISO
14.000 (Sistema de Gestão Ambiental) de forma integrada.
25
2.2.5 Proteção dos Corpos D’água
O encaminhamento de águas residuais industriais para corpos d’água
precisa ser acompanhado de minucioso estudo e avaliação dos impactos
ambientais, do comprometimento da biota aquática e da capacidade de
autodepuração do corpo receptor. Isso resulta dos efluentes líquidos tratados,
líquidos percolados em aterros industriais e até mesmo da chamada chuva ácida,
que modificam a qualidade das águas, prejudicando as atividades nela
desenvolvidas pelo homem ou a ocasionando danos na fauna e na flora aquática.
Segundo VALENZUELA (1999), hoje, nossos rios e lagos são o destino
final dos efluentes industriais e do esgoto doméstico, estando seriamente
contaminados com metais pesados e esgotos, que dizimam muitos tipos de vida
aquática benéfica ao homem e também geram um ambiente propício a outras
espécies aquáticas não desejáveis. Esse autor complementa citando que os
aqüíferos freáticos também vêm sendo poluídos através de infiltração, de fossas
sépticas, sumidouros ou reservatórios de águas residuais industriais, disso
resultando contaminação de pessoas e animais que usam água subterrânea.
Em razão dos prejuízos econômicos, técnicos e ambientais, atualmente
existe grande mobilização da sociedade para cobrar das autoridades medidas
eficazes para proteção da qualidade e do uso dos corpos d’água. A participação
das organizações não governamentais (ONGs) é cada vez mais intensa, o mesmo
ocorrendo com a imprensa que constantemente publica matérias referentes a
impactos ambientais e às medidas legais que podem ser tomadas contra os
responsáveis.
AZEVEDO NETO et al. (1998) comentam que o uso industrial da água
pode ser dividido em 4 (quatro) grandes categorias, que são: água utilizada como
matéria-prima, água usada no processo industrial, água empregada para
resfriamento e água necessária para as instalações sanitárias, refeitórios etc.
Independentemente do tipo de fornecimento, é preciso incentivar a
utilização racional da água na unidade de processamento, pois a redução no
consumo de água resulta em menor geração de efluentes líquidos industriais,

26
sendo essa uma das formas de reduzir os custos operacionais e minimizar ou
eliminar a poluição / contaminação ambiental.
2.2.6 Legislação Ambiental
A Legislação ambiental é um poderoso instrumento colocado à disposição
da sociedade, a fim de que se faça valer o direito constitucionalmente assegurado
a todo o cidadão brasileiro de viver em condições dignas de sobrevivência, num
ambiente saudável e ecologicamente equilibrado (Barros, 2002).
A Constituição Federal, promulgada em 1988, garante a necessidade da
proteção ambiental, ao definir, em seu artigo 225: “Todos tem o direito ao meio
ambiente ecologicamente equilibrado, bem de uso comum do povo e essencial à
sadia qualidade de vida, impondo-se ao poder público e à coletividade o dever de
defendê-lo e preservar para as presentes e futuras gerações” (Brasil, 1995).
Em resumo, a indústria farmacêutica irá pagar pela água que utiliza e pela
quantidade de efluente lançado no recurso hídrico.
De acordo com Macêdo (2000), apesar de a legislação ser considerada
moderna, é necessária uma fiscalização mais rígida e com maior freqüência.
Cabe ao consumidor escolher produtos de boa qualidade, de empresas cujas
linhas de produção não degradem o meio ambiente.
A empresa que gera impactos ambientais, através de suas linhas de
produção, além de infringir a legislação vigente e ter que pagar os custos desta
infração, vai se desgastar perante o público consumidor. Enquanto isso, outras
marcas estarão disponíveis no mercado, identificando se junto ao público, através
de um chamado “rótulo ecológico”, como proposto pela revista da ABNT, em
janeiro/ fevereiro de 1996. Esse rótulo atesta que determinados produtos são
adequados ao uso e apresentam menor impacto ambiental em relação aos seus
concorrentes (Macêdo, 2000).
Diante de todas essas exigências, empresas irão utilizar o SGA (Sistema
de Gestão Ambiental) como uma vantagem competitiva em vendas. Para a
indústria farmacêutica, o SGA é garantia junto ao mercado consumidor de que

27
este encontrará um fármaco de qualidade, fabricado de forma a não degradar o
meio ambiente ao redor de suas instalações, contribuindo para uma melhor
qualidade de vida das futuras gerações.
A implantação de Sistema de Gestão Ambiental em uma empresa garante
a redução da carga poluidora gerada, porque envolve a revisão do processo
produtivo com vistas à melhoria contínua do desempenho ambiental da
organização, resultando em redução do consumo de matéria-prima e insumos e
das emissões de poluentes e resíduos. A certificação desses sistemas é um
mecanismo que permite que se formalize a internalização do sistema (MAZZER,
2004).
2.3 Princípio Ativo
O princípio ativo de um medicamento é o elemento da formulação que
causa os efeitos terapêuticos esperado, ação biológica e inclusive as ações
tóxicas, e é também denominado de fármaco.
2.3.1 Princípio Ativo Relacionado ao Trabalho
As principais características físicas do princípio ativo utilizado no
medicamento para epilepsia, são: Sólido branco amarelado, inodoro, densidade
de 1,34 kg/dm³, ponto de fusão entre 189-193®C, muito pouco solúvel em água.
Em relação aos perigos que esta proporciona podemos destacar: é nocivo
quando ingerido, pode provocar reação alérgica cutânea, nocivo para vida
aquática e muito tóxico para os organismos aquáticos com exposição a longo
tempo (Hazard Statements, H303, H317, H402 e H410). De acordo com a EC
Label este princípio ativo é nocivo (Xn). Segundo as Risk Phrases podemos citar:
R40- possibilidade de efeitos cancerígenos, R43- Pode causar sensibilização em

28
contato com a pele, R52/53- Nocivo ao organismo aquático, podendo causar em
longo prazo efeitos negativos ao ambiente aquático.
O Fato mais preocupante em relação ao principio ativo que nos leva a este
presente trabalho é em relação aos danos a vida aquática, pois no processo de
fabricação, certa quantidade deste princípio ativo é enviada ao ETE e o problema
está em não saber exatamente a quantidade de resíduo eliminado e se este valor
está de acordo com a legislação.
Na tabela 2, encontram-se as principais características deste princípio
ativo.
Tabela 2: Características do Princípio Ativo.
Características Princípio Ativo
Aspecto Pó cristalino branco até levemente amarelado
inodoro.
Peso molecular 236,3
Ponto de fusão 189-193 ºC
Densidade 590 kg/m³ bulk
Categoria de estocagem 20.2
LD50 (toxicidade) >3850mg/kg oral rat
LC50 (toxicidade aquática) 43 mg/l
Solubilidade Água: 0,12 g/l 25 ºC
Inflamabilidade e explosão
O produto é combustível. O produto acumula carga eletrostática.
Quando envolvido em incêndio, combater com pó químico seco, gás carbônico ou água na forma de
neblina. Quando exposto ao calor ou chama, decompõe-se
emitindo fumos tóxicos.
Estocagem Armazenar em local seco e arejado, em recipientes bem fechados.
Toxicidade O produto é muito tóxico.
Evitar contato com a pele e olhos, assim como a inalação.
(FONTE: Plano Mestre de Fabricação - Dados de Segurança, 2012)

29
2.4 PROCESSO INDUSTRIAL
Processo é um conjunto de causas que provoca um ou mais efeitos
(Campos, 1992) ou qualquer atividade que recebe uma entrada, agrega-lhe valor
e gera uma saída para um cliente interno ou externo, fazendo uso dos recursos
da organização para gerar resultados concretos (Harrington, 1993). Na indústria
farmacêutica de hoje, o controle de processo está cada vez mais sincronizado
com outras operações, controles de fabricação, e aplicações de gerenciamento de
projeto (Abel, 2002).
A atenção rigorosa aos requisitos de Boas Práticas de Fabricação (BPF) de
medicamentos tem colocado as empresas sob vigilância constante no que
concerne aos seus sistemas de qualidade. As BPF são aplicáveis a todas as
operações envolvidas na fabricação de medicamentos, e o cumprimento das BPF
está dirigido primeiramente para a diminuição dos riscos inerentes a qualquer
etapa da produção de uma forma farmacêutica, os quais não podem ser
detectados através da realização dos ensaios nos produtos acabados (Brasil,
2003; FDA, 2006).
A Agencia Nacional de Vigilância Sanitária (ANVISA) adota a garantia de
qualidade para o medicamento, que consiste no acompanhamento de todo o
processo desde a aquisição de uma matéria-prima farmacêutica pelo fabricante
até sua transformação em um produto acabado à disposição do consumidor
(Nunes et al., 2005).
A ANVISA, para essa finalidade, conta com a existência de legislação
regulamentando todas as etapas da cadeia do medicamento e executa ações de
fiscalização para avaliar a qualidade dos processos produtivos de fabricação, das
condições de armazenagem, transporte e consumo desses produtos (Martins &
Penna, 2004).

30
2.4.1 Processo de Fabricação do Princípio Ativo
Em relação ao processo de fabricação deste princípio ativo, em linhas
gerais é a reação entre duas diferentes matérias-primas, que reagem em meio a
um solvente na presença de um catalisador ácido. Esta reação é exotérmica e se
dá dentro de um reator. Depois desta etapa, água comum é adicionada para fazer
a extração da fase orgânica e cristalização do produto. Este produto é então
centrifugado e seco, obtendo assim o princípio ativo na fase crua. Após esta
etapa de síntese, inicia-se a purificação do produto através da solubilização deste
em solvente específico, seguido de uma filtração em carvão ativo até o ponto
desejado. O produto obtido após a filtração é então centrifugado, seco e moído.
Obtendo-se assim o princípio ativo, na fase pura (final), utilizado no medicamento
para tratamento de epilepsia. (Plano Mestre de Fabricação da Indústria
Farmacêutica, 2012).
Figura 1: Fluxograma do processo de fabricação do princípio ativo.

31
3 METODOLOGIA
3.1 Tipo de Pesquisa
O método de pesquisa adotado para esse trabalho foi a Pesquisa
Experimental.
A pesquisa experimental constitui o delineamento mais prestigiado nos
meios científicos. Consiste essencialmente em determinar um objeto de estudo,
selecionar as variáveis capazes de influenciá-lo e definir as formas de controle e
de observação dos efeitos que a variável produz no objeto. Trata-se, portanto, de
uma pesquisa em que o pesquisador é um agente ativo, e não um observador
passivo (GIL, 2007). Este tipo de pesquisa é caracterizada pela clareza, precisão
e parcimônia que o objetivo é determinado e também nos resultados alcançados.
Neste trabalho a pesquisa experimental foi dividida em duas partes:
• Identificação (Qualitativa)
• Quantificação
3.2 Identificação
Esta primeira etapa da pesquisa experimental foi realizada com o objetivo
de levantar os dados qualitativos do processo de produção do princípio ativo
utilizado no remédio para tratamento de epilepsia. Para isto, foi feito um
acompanhamento do processo desse princípio ativo na área de fabricação da
indústria farmacêutica do presente trabalho, onde foram feitos o mapeamento e a
identificação das fontes emissoras do resíduo para ETE.
O mapeamento foi divido em três etapas, de acordo com o processo de
fabricação: Etapa de síntese (crua), Etapa de purificação (pura) e etapa de
recuperação (2ª Fração).

32
3.2.1 Etapa de Síntese
Figura 2: Fluxograma da etapa de síntese do princípio ativo.
A etapa de síntese do produto se inicia com a suspensão de duas
matérias-primas diferentes em um solvente onde é feita a adição de um
catalisador ácido dando início a uma reação exotérmica. Essa reação se dá em
um reator. Nesta etapa foram mapeadas duas atividades com emissão de resíduo
para ETE – amostragem e verificação do pH. Em ambas as atividades, amostras
são retiradas para avaliação e depois são despejadas em um reservatório
plástico. Esse resíduo é incinerado, porém durante a lavagem do reservatório

33
plástico há descarte de resíduo para ETE, e o mesmo ocorre com os utensílios
utilizados para retirada da amostra.
Depois dessa etapa é feita a extração da fase orgânica e cristalização do
produto através da adição de água. O produto é então transferido, por tubulações
em sistema fechado, para uma centrífuga. Por se tratar de uma transferência em
sistema fechado não ocorre perda de resíduo para ETE. Porém após a
centrifugação o produto é descarregado manualmente para carrinho inox. Durante
o descarregamento foram detectadas quatro fontes de perda de resíduo para
ETE. Todas essas fontes estão relacionadas com a lavagem de utensílio ou com
a lavagem do chão ao redor do equipamento de centrifugação. Ainda na etapa de
centrifugação outra fonte de perda de resíduo para ETE foi mapeada: trata-se da
água da 3ª e 4ª lavagens da torta que é eliminada para ETE. Água de lavagem da
torta é a água retirada após a centrifugação. A água retirada na 1ª e 2ª lavagens
da torta são reutilizadas para fazer recuperação do solvente, já a água da 3ª e 4ª
lavagem são diretamente eliminadas para ETE. Depois de encerrada a etapa de
centrifugação é feita a limpeza do equipamento e durante esse processo há
eliminação de resíduo para a ETE juntamente com a água utilizada na limpeza,
adicionando mais uma fonte de descarte de resíduo nesta atividade.
O produto centrifugado é levado, através do carrinho inox, para o secador.
Para se iniciar a etapa de secagem, carrega-se o secador manualmente. No
descarregamento do carrinho inox três fontes de perda de resíduo para ETE
foram mapeadas. Estas fontes estão relacionadas com a lavagem do utensílio
utilizado e o chão ao redor do secador. Encerrada a etapa de secagem uma
amostra é retirada para análise e o utensílio utilizado quando lavado gera resíduo
para a ETE. Após a secagem, conclui-se a etapa de síntese obtendo o princípio
ativo na etapa crua do processo. A partir deste produto cru, inicia-se a purificação
do produto.
As fontes de perda de resíduo para ETE da etapa de síntese podem ser
melhores visualizadas na tabela 3:

34
Tabela 3: Fontes de perda de resíduo para ETE durante Etapa de Síntese
IDENTIFICAÇÃO - ETAPA DE SÍNTESE
Equipamento Etapa do processo Atividade Fonte de Perda
Reator Crua Amostragem Lavagem do frasco com resíduo de amostra
Reator Crua Amostragem Lavagem do reservatório plástico com resíduo de amostra
Reator Crua Verificação de pH Lavagem do frasco com resíduo de amostra
Centrífuga Crua Descarregamento Lavagem de concha com resíduo
Centrífuga Crua Descarregamento Lavagem do chão ao redor da centrífuga com resíduo
Centrífuga Crua Descarregamento Lavagem do chão abaixo da centrífuga com resíduo
Centrífuga Crua Descarregamento Lavagem do funil de transferência para carrinho
Container Crua 3º Lavagem da Torta
Princípio ativo solubilizada na água de lavagem
Container Crua 4º Lavagem da Torta
Princípio ativo solubilizada na água de lavagem
Centrífuga Crua Limpeza Água de lavagem com resíduo
Carrinho Inox Crua Descarregamento Lavagem da concha com resíduo de produto
Carrinho Inox Crua Descarregamento Lavagem do chão ao redor do funil de carregamento
Carrinho Inox Crua Descarregamento Lavagem do chão ao redor do secador
Amostragem Crua Amostragem Lavagem da espátula

35
3.2.2 Etapa de Purificação
Figura 3: Fluxograma da etapa de purificação do princípio ativo.
A etapa de purificação do princípio ativo utilizado para a fabricação de
remédio para epilepsia se inicia com a solubilização do produto da etapa de
síntese em solvente específico. Esse processo ocorre em um reator, que ao ser
carregado com o produto cru se torna uma fonte de perda de resíduo para ETE.

36
As três fontes detectadas nesta etapa de carregamento do reator estão
relacionadas com a lavagem dos utensílios utilizados e do chão ao redor do
equipamento. Este reator utilizado, quando lavado também elimina resíduos para
ETE.
O produto do reator é transferido por tubulações em sistema fechado para
dois diferentes filtros. Durante a filtração (filtro robocop) o solvente eliminado
possui resíduos do princípio ativo, tornando-se uma fonte de perda de resíduo.
Outras duas fontes de perda nesta etapa são as lavagens, tanto do filtro robocop
quanto do segundo filtro utilizado nesta atividade.
O produto da filtração é levado para a etapa de centrifugação, por sistema
fechado de tubulações. Nessa etapa a única fonte de perda de resíduo está na
limpeza da centrífuga, onde a água de limpeza com resíduo é diretamente
eliminada na ETE. Nessa centrifugação do produto puro o descarregamento é
realizado automaticamente em sistema fechado para carrinho inox, não havendo
perda de resíduo. As águas de lavagem da torta são coletadas em tanques para a
recuperação do princípio ativo – 2ª fração e solvente.
Depois de ser centrifugado o princípio ativo puro, armazenado no carrinho
inox, é levado para o equipamento de secagem, o duplocone. Na etapa de
descarregamento do carrinho inox para o duplocone há perda de resíduo para
ETE na lavagem do carrinho inox e também do chão ao redor do secador. Depois
de encerrar a etapa do duplocone, uma amostra é retirada e os utensílios
utilizados para esta análise também é uma fonte de perda de resíduo para ETE,
além da água de limpeza do equipamento de secagem após a utilização. O
descarregamento do produto seco para o tambor inox é feito em sistema fechado,
não se tronando uma fonte de perda.
Após terminar a secagem do produto, inicia-se a última etapa para obter o
princípio ativo final. Esta consiste na moagem do produto. Durante o
carregamento do silo, há fonte de perda de resíduo na lavagem do chão ao redor
dessa parte do equipamento. Nessa fase, antes de começar a moagem, é retirada
uma amostra para análise, a lavagem dos utensílios utilizados é uma fonte de
perda de resíduo. A etapa de moagem é uma das principais fontes de perda de
resíduo para ETE, que ocorre na limpeza do moinho. Ainda relacionado com a
moagem há duas outras fontes de perda, a lavagem dos utensílios utilizados para
37
retirada de uma amostra para análise do lote final, após a moagem, e a lavagem
do tambor inox onde o princípio ativo estava armazenado antes da moagem.
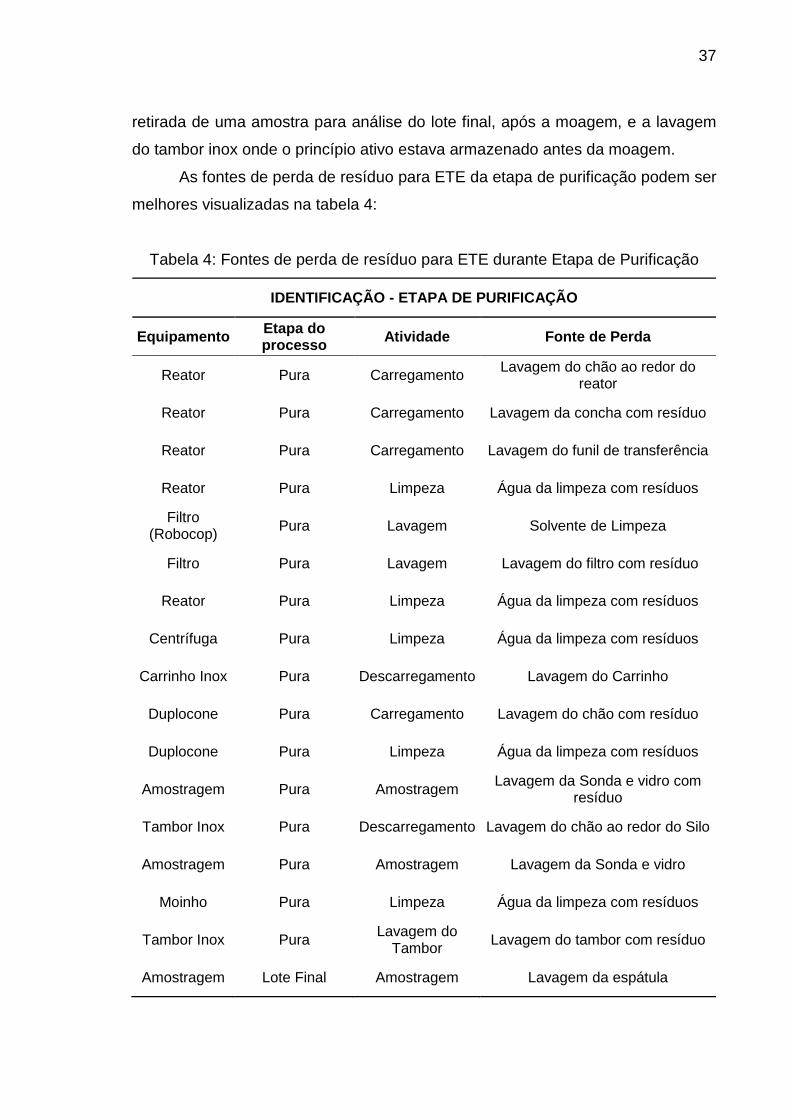
As fontes de perda de resíduo para ETE da etapa de purificação podem ser
melhores visualizadas na tabela 4:
Tabela 4: Fontes de perda de resíduo para ETE durante Etapa de Purificação
IDENTIFICAÇÃO - ETAPA DE PURIFICAÇÃO
Equipamento Etapa do processo Atividade Fonte de Perda
Reator Pura Carregamento Lavagem do chão ao redor do reator
Reator Pura Carregamento Lavagem da concha com resíduo
Reator Pura Carregamento Lavagem do funil de transferência
Reator Pura Limpeza Água da limpeza com resíduos
Filtro (Robocop) Pura Lavagem Solvente de Limpeza
Filtro Pura Lavagem Lavagem do filtro com resíduo
Reator Pura Limpeza Água da limpeza com resíduos
Centrífuga Pura Limpeza Água da limpeza com resíduos
Carrinho Inox Pura Descarregamento Lavagem do Carrinho
Duplocone Pura Carregamento Lavagem do chão com resíduo
Duplocone Pura Limpeza Água da limpeza com resíduos
Amostragem Pura Amostragem Lavagem da Sonda e vidro com resíduo
Tambor Inox Pura Descarregamento Lavagem do chão ao redor do Silo
Amostragem Pura Amostragem Lavagem da Sonda e vidro
Moinho Pura Limpeza Água da limpeza com resíduos
Tambor Inox Pura Lavagem do Tambor Lavagem do tambor com resíduo
Amostragem Lote Final Amostragem Lavagem da espátula

38
3.2.3 Etapa de Recuperação
Figura 4: Fluxograma da etapa de recuperação do princípio ativo.
A etapa de recuperação é baseada na extração do princípio ativo presente
na água de lavagem da torta, armazenada em tanques coletores, após a
centrifugação da etapa pura. Esta etapa se inicia em um reator onde o solvente
recuperado é retirado e o produto é transferido para uma centrífuga por
tubulações, em sistema fechado. A única fonte de perda nessa etapa é a água de
limpeza do reator.
Na etapa de centrifugação, existem duas fontes de perdas de resíduo para
ETE, a primeira é a água da centrifugação que é eliminada diretamente do
container para ETE. Já a segunda está relacionada com a limpeza do
equipamento de centrifugação. O produto desta etapa é transferido em sistema
fechado para carrinho inox, não havendo perda de resíduo.
O princípio ativo armazenado no carrinho inox é descarregado em um
secador, nesse processo há perda de resíduo para ETE na lavagem do carrinho
inox e do utensílio utilizado para fazer o carregamento do equipamento de

39
secagem. Ainda nesta etapa foram mapeadas outras duas fontes de perda do
resíduo, ambas estão relacionadas com a lavagem do chão ao redor do secador,
uma devido ao carregamento e outra com o descarregamento do equipamento de
secagem.
O produto recuperado é chamado de 2ª fração. Este é adicionando na
etapa crua do próximo lote a ser produzido.
As fontes de perda de resíduo para ETE da etapa de recuperação podem
ser melhores visualizadas na tabela 5:
Tabela 5: Fontes de perda de resíduo para ETE durante Etapa de Recuperação
IDENTIFICAÇÃO - ETAPA DE RECUPERAÇÃO
Equipamento Etapa do processo Atividade Fonte de Perda
Reator 2a Fração Limpeza Água da limpeza com resíduos
Container 2a Fração Centrifugação Água da centrifugação
Centrífuga 2a Fração Limpeza Água da limpeza com resíduos
Carrinho Inox 2a Fração Descarregamento Lavagem do carrinho
Secador 2a Fração Carregamento Lavagem da concha
Secador 2a Fração Carregamento Lavagem do chão com produto
Secador 2a Fração Descarregamento Lavagem do chão com produto
3.3 Quantificação
Esta segunda etapa da pesquisa experimental foi realizada com o objetivo
de quantificar o resíduo eliminado para ETE em cada atividade. Para isto se fez
necessário definir a melhor forma de medição para cada atividade onde há perda

40
de resíduo. Para quantificar o produto foram previamente definidas três maneiras
distintas: Pesagem do utensílio, Amostra analisada pelo controle de qualidade,
estimativa através da marcação da área.
3.3.1 Pesagem do Utensílio
Em algumas atividades, do total detectada na etapa de identificação, a
perda de resíduo se deu devido à lavagem dos utensílios utilizados para retirada
de amostra ou transferência de material. Para quantificar essa massa de resíduo
liberado para a ETE foi realizada a pesagem do utensílio. Este processo foi
realizado de duas maneiras distintas.
A primeira foi baseada na diferença de peso do utensílio momentos antes
da utilização e após a atividade concluída. Com isto pode-se concluir que a
diferença na pesagem antes e após a utilização do utensílio, resulta na massa de
princípio ativo liberado para ETE.
A segunda maneira foi aplicada em utensílios de grande porte onde a
pesagem seria inviável para a precisão desejada. Utensílios como: carrinho inox,
tambor inox e reservatório plástico. Para a medição foi utilizada a operação de
filtração. Normalmente, a água de lavagem destes utensílios é eliminada
diretamente para a ETE assim que a atividade vai sendo realizada. Durante o
projeto em cada atividade onde havia eliminação de resíduo, a água de lavagem
do utensílio foi armazenada em um recipiente e após acumular toda a água que
foi utilizada em determinada atividade, fez-se a filtração a vácuo desta água em
papel de filtro faixa branca previamente pesado. Depois de ter o papel de filtro
com o resíduo seco, fez-se novamente a pesagem obtendo-se a diferença de
massa, que é a quantidade de resíduo eliminada para a ETE nessa atividade.
A tabela 6 mostra as atividades em que a pesagem do utensílio foi à forma
de medição utilizada e a etapa do processo.

41
Tabela 6: Atividade com fonte de perda quantificada por pesagem do utensílio
QUANTIFICAÇÃO - PESAGEM DO UTENSÍLIO
Equipamento Etapa do Processo Atividade Fonte de Perda
Reator Crua Amostragem Lavagem do frasco com resíduo de amostra
Reator Crua Amostragem Lavagem do reservatório plástico com resíduo de amostra
Reator Crua Verificação de pH Lavagem do frasco com resíduo de amostra
Centrífuga Crua Descarregamento Lavagem de concha com resíduo
Carrinho Inox Crua Descarregamento Lavagem da concha com resíduo de produto
Amostragem Crua Amostragem Lavagem da espátula
Reator Pura Carregamento Lavagem da concha com resíduo
Reator Pura Carregamento Lavagem do funil de transferência
Filtro Pura Lavagem Lavagem do filtro com resíduo
Carrinho Inox Pura Descarregamento Lavagem do Carrinho
Amostragem Pura Amostragem Lavagem da Sonda e vidro com resíduo
Amostragem Pura Amostragem Lavagem da Sonda e vidro
Tambor Inox Pura Lavagem do Tambor Lavagem do tambor com resíduo
Amostragem Lote final Amostragem Lavagem da espátula
Carrinho Inox 2a Fração Descarregamento Lavagem do carrinho
Secador 2a Fração Carregamento Lavagem da concha
3.3.2 Amostra Analisada pelo Laboratório de Control e de Qualidade
Em algumas atividades do processo mapeado notou-se que o resíduo é
eliminado juntamente com a água ou algum tipo de solvente. Este é um caso
comum, como visto na etapa de identificação, nas águas de limpeza, lavagem,
centrifugação ou solvente de limpeza. Para determinar a quantidade de resíduo
que é eliminado para a ETE nestas atividades, amostras do líquido total eliminado
foi coletado e levado para o laboratório de controle de qualidade, da empresa

42
farmacêutica, para análise. No laboratório foi determinada a concentração de
resíduo em cada amostra e com este dado foi possível fazer uma estimativa do
valor total que é lançado na ETE. Este cálculo e baseado na quantidade média de
água utilizada e eliminada em cada atividade que foi mapeada como fonte de
perda de princípio ativo para ETE.
A tabela 7 mostra as atividades em que a amostra com resíduo foi
analisada pelo laboratório de controle de qualidade da empresa como forma de
medição e as etapas do processo.
Tabela 7: Atividade com fonte de perda quantificada por amostras analisadas no
laboratório de controle de qualidade.
QUANTIFICAÇÃO - AMOSTRA ANLISADA NO LABORATÓRIO DE CONTROLE DE QUALIDADE
Equipamento Etapa do Processo Atividade Fonte de Perda
Centrífuga Crua Descarregamento Solvente de limpeza do funil de transferência para carrinho
Container Crua 3º Lavagem da Torta
Princípio ativo solubilizada na água de lavagem
Container Crua 4º Lavagem da Torta
Princípio ativo solubilizada na água de lavagem
Centrífuga Crua Limpeza Água de lavagem com resíduo
Reator Pura Limpeza Água da limpeza com resíduos
Filtro (Robocop) Pura Lavagem Solvente de Limpeza
Reator Pura Limpeza Água da limpeza com resíduos
Centrífuga Pura Limpeza Água da limpeza com resíduos
Duplocone Pura Limpeza Água da limpeza com resíduos
Moinho Pura Limpeza Água da limpeza com resíduos
Reator 2a Fração Limpeza Água da limpeza com resíduos
Container 2a Fração Centrifugação Água da centrifugação
Centrífuga 2a Fração Limpeza Água da limpeza com resíduos

43
3.3.3 Estimativa por Marcação da Área
Como mostrado na etapa de identificação durante o mapeamento das
atividades com fonte de perda de resíduo para ETE, muitos casos estão
relacionados com a lavagem do chão ao redor do equipamento a ser utilizado
durante determinada atividade. Isto se deve ao fato de que muitos carregamentos
ou descarregamentos são feitos manualmente, havendo assim perdas do
princípio ativo durante a transferência de um recipiente para o equipamento ou na
atividade inversa.
No dia-a-dia do processo de fabricação do princípio ativo uma quantidade
significante de resíduo se acumula no chão ao redor destes equipamentos.
Portanto antes de fazer a lavagem do chão é feita uma varrição para retirada do
excesso de produto acumulado. Este excesso retirado com o auxilio de uma
vassoura adequada é levado para a incineração e o restante que ficou depositado
no chão é eliminado para ETE durante a lavagem do chão.
Para quantificar a massa de princípio ativo enviada para a ETE nessas
atividades foi realizado o seguinte procedimento: Fez-se com base nos desenhos
de projeto da área de fabricação e auxilio do software AutoCAD uma estimativa
da área ao redor ou embaixo de cada equipamento onde há perda de resíduo.
Com essa área determinada foi realizada uma simulação de como ocorre no dia-
a-dia de produção. Pesou-se cerca de dez gramas do princípio ativo, relacionada
com a etapa do processo da atividade, e espalhou em um quadrado de 0,01 m2
(10cm x 10cm). Após ter o produto na área, foi realizada uma retirada do excesso
de produto com o auxílio de uma vassoura adequada, como é feito normalmente
no processo de fabricação. A massa então retirada, como excesso, foi pesada e a
diferença quando comparada com a massa inicial de dez gramas é então a massa
de resíduo que vai ficar no chão e ser enviada para a ETE quando o mesmo for
lavado. Esta massa é relativa ao quadrado de 0,01 m2, para estimar a quantidade
de princípio ativo liberado para ETE em cada atividade, faz-se o cálculo baseado
na área total determinada previamente relacionado com a massa encontrada na
medição.

44
A tabela 8 mostra as atividades em que a estimativa por marcação da área
ao redor do equipamento foi a forma de medição utilizada e a etapa do processo.
Tabela 8: Atividade com fonte de perda quantificada por estimativa da área ao
redor do equipamento
QUANTIFICAÇÃO - ESTIMATIVA POR ÁREA
Equipamento Etapa do Processo Atividade Fonte de Perda
Centrífuga Crua Descarregamento Lavagem do chão ao redor da centrífuga com resíduo
Centrífuga Crua Descarregamento Lavagem do chão abaixo da centrífuga com resíduo
Carrinho Inox Crua Descarregamento Lavagem do chão ao redor do funil de carregamento
Carrinho Inox Crua Descarregamento Lavagem do chão ao redor do secador
Reator Pura Carregamento Lavagem do chão ao redor do reator
Duplocone Pura Carregamento Lavagem do chão com resíduo
Tambor Inox Pura Descarregamento Lavagem do chão ao redor do Silo
Secador 2a Fração Carregamento lavagem do chão com produto
Secador 2a Fração Descarregamento lavagem do chão com produto

45
4 RESULTADOS E DISCUSSÕES
Após a definição do projeto, o processo de fabricação foi mapeado para
levantar os dados qualitativos. As fontes emissoras de resíduo do princípio ativo
para ETE foram identificadas. A próxima etapa do processo consistiu na definição
da melhor forma de medição da quantidade de resíduo que era eliminado em
cada atividade previamente demarcada como fonte de perda de resíduo para
ETE.
Todas as medições foram realizadas três vezes em cada etapa e a média
dos valores encontrados foi considerada como resultado final. Com os resultados
obtidos foi possível visualizar que a etapa de purificação é onde se elimina a
maior quantidade de princípio ativo para a ETE, sendo responsável por
aproximadamente 45% de toda a massa eliminada. E quando relacionada à forma
de medição, as amostras analisadas pelo laboratório de controle de qualidade
eliminam cerca de 44% do total.
Este cálculo foi realizado comparando a massa total gerada no processo
com a massa de cada etapa, segundo a equação abaixo:
% da etapa = (massa da etapa x 100) / massa total gerada no processo
As tabelas 9 e 10 mostram a porcentagem referente a cada etapa de
produção e cada forma de medição, respectivamente.
Tabela 9: Porcentagem de massa eliminada em cada etapa da produção
do princípio ativo utilizado na fabricação do remédio para epilepsia.
Resultado em % por etapa
Etapa de Síntese - Crua 35,6%
Etapa de Purificação - Pura 45,8%
Etapa de Recuperação - 2a Fração 18,6%

46
Tabela 10: Porcentagem de massa eliminada de acordo com a forma de
medição.
Resultado em % por forma de medição
Pesagem do Utensílio 41%
Amostra analisada pelo CQ 44%
Estimativa da área 15%
O resultado obtido após as medições foi então comparado com o valor
permitido pela legislação ambiental vigente no Brasil. Trata-se de um dado
confidencial da empresa onde o trabalho foi realizado, por isso os valores em
massa não estão disponíveis neste trabalho. Este cálculo foi realizado com base
na massa total eliminada durante a produção do princípio ativo e a quantidade de
água que se utiliza durante a fabricação. Comparando-se os dados, o resultado
foi satisfatório. A quantidade de resíduo que é liberada para ETE durante a
produção do princípio ativo utilizado na fabricação do remédio para epilepsia está
14,25% abaixo da quantidade em massa que é permitido pela legislação. Os
limites determinados pela lei vigente no Brasil são baseados nas seguintes leis:
Lei N°7804, de 18 de Julho de 1989 que dispõe sobre a Política Nacional do Meio
Ambiente, lei N°9.974, de 6 Junho de 2000, que dispõe sobre Resíduos
Industriais, em conjunto com a Resolução CONAMA nº 357, de 17 de março de
2005 que diz: Art. 24. “Os efluentes de qualquer fonte poluidora somente poderão
ser lançados, direta ou indiretamente, nos corpos de água, apos o devido
tratamento e desde que obedeçam as condições, padrões e exigências dispostos
nesta Resolução e em outras normas aplicáveis”. Vale ressaltar que a planta de
fabricação da indústria mencionada neste trabalho está localizada em um site
pertencente a outra empresa, a qual é responsável da ETE. A água de todo o site
é tratada conjuntamente, visando a adequação desta, para ser despejada,
obedecendo as condições e padrões exigidos.
Por se tratar de um processo de fabricação onde os equipamentos não são
os mais modernos disponíveis no mercado e muitas das atividades são realizadas
de forma manual, não se pode propor melhorias de forma a otimizar o processo,
porém foram propostas formas de diminuir a quantidade de resíduo eliminado de
forma a considerar a sustentabilidade do processo e da empresa.

47
As melhorias foram identificadas durante o mapeamento de cada atividade
que compõe o processo de fabricação. Porém as propostas de melhorias ainda
não foram implementadas e não se tem dados estatísticos de quanto se pode
diminuir em ralação a massa eliminada para ETE.
As propostas de melhorias no processo de fabricação deste princípio ativo
foram:
• Utilização de um aspirador de pó na etapa de moagem. Durante esta
etapa grande quantidade de massa do princípio ativo é liberada para
ETE no processo de limpeza do equipamento. Foi então proposto a
utilização do aspirador de pó antes da lavagem do equipamento.
Assim irá diminuir a quantidade de pó que é eliminada na limpeza do
equipamento. E o princípio ativo que é capturado pelo aspirador de
pó será incinerado.
• Armazenagem da água que é liberada na limpeza dos utensílios.
Neste trabalho foi visto que os utensílios utilizados no processo de
fabricação, quando lavados liberam grande quantidade de resíduo
do princípio ativo para ETE. Por isto foi proposto que ao invés de
fazer a lavagem em recipiente onde a água vai direto para a ETE,
armazenar a água utilizada em um tambor de plástico e depois de
cheio, fazer a filtração desta água. Como o princípio ativo não e
solúvel em água a temperatura ambiente, este irá ficar retido no filtro
e pode ser levado depois para a incineração.
Estes foram dois pontos de melhoria a ser considerado e de fácil acesso
para a implementação, sendo que não haverá nenhum impacto negativo no
andamento do processo de fabricação do princípio ativo.

48
5 CONCLUSÕES
A metodologia utilizada neste trabalho não traz resultados tão precisos
quanto se espera em uma pesquisa experimental. Porém, por se tratar de um
processo de fabricação onde cada lote pode ter valores diferentes de quantidade
de massa de resíduo liberado para ETE, o resultado torna-se uma média
aproximada que foi comparada com o limite requerido pela legislação vigente no
Brasil.
Quanto à comparação dos valores, pode-se concluir que o processo de
fabricação do princípio ativo utilizado no remédio para epilepsia da indústria
farmacêutica obedece a legislação vigente no Brasil e está dentro do limite
estabelecido pelos “guidelines” de saúde, segurança e meio ambiente da
empresa.
Por fim, conclui-se que um resultado satisfatório foi encontrado, no
desenvolvimento deste projeto, em relação a quantidade de resíduo liberado no
processo de fabricação do princípio ativo utilizado no remédio para epilepsia. Mas
com melhorias no processo este resultado pode ainda ser melhor e isto deve ser
feito pensando principalmente no meio ambiente.
49
REFERÊNCIAS
ABEL, J.T. Repensando o controle de processo para fabricação farmacêutica.
Pharm Technol 2002; 7(1):27-8.
AFONSO, J.C.; NORONHA, L.A.; FELIPE, R.P.; FREIDINGER, N. Gerenciamento
de resíduos laboratoriais: recuperação de elementos e preparo para descarte
final. Quim. Nova, São Paulo, v. 26, p.602-611, 2003.
AHMAD, B.S.; BARTON, P.I. Solvent recovery targeting. AIChE Journal, Hoboken,
v. 45, p.335-349, 1999.
ANVISA. Resolução RDC nº306, de 07 de dezembro de 2004. Disponível em:
<www.e-legis.anvisa.gor.br/leiserf/public/showAct.php?id=13554&word=RDC.>
Acesso em abril de 2013
ANVISA. Disponível em: <www.anvisa.gov.br>. Acesso em abril de 2013.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR-9800: critérios para
lançamento de efluentes líquidos industriais no sistema coletor público de esgoto
sanitário. Rio de Janeiro, 1987. 6 p.
AZEVEDO NETO, José Martiniano de et al. Manual de hidráulica. 8. ed. São
Paulo: E. Blucher, 1998. 669 p.
BARROS, C.J. Os resíduos sólidos urbanos na cidade de Maringá – Um modelo
de gestão. Departamento de Engenharia Química/UEM, Maringá, PR, Brasil,
2002.

50
BERTOLAI, J.D.P. Transformações na inserção internacional do setor produtor de
fármacos e medicamentos: uma análise do comércio exterior brasileiro. Ribeirão
Preto: FEARP/USP, 2006. 139f. (Monografia em Economia) – Faculdade de
Economia, Administração e Contabilidade de Ribeirão Preto da Universidade de
São Paulo, Ribeirão Preto.
BINIECKA, M.; CAMPANA, P.; IANNILLI, I. The technological and economic
management of the environmental variable in the pharmaceutical-chemical
industry. Microchem. J., Amsterdam, v. 79, p. 325-329, 2005.
BLENKHARN, J.I. Medical wastes management in the south of Brazil. Waste
Manag., Amsterdam, v.26, p. 315-317, 2006.
BOJAN, Schianetz. Passivos ambientais : levantamento histórico, avaliação de
periculosidade e ações de recuperação. Curitiba: SENAI, 1999. 329 p.
BRAILE, P. M.; CAVALCANTE, J. E. W. A. Manual de tratamento de águas
residuárias industriais. São Paulo: Companhia de Tecnologia de Saneamento
Ambiental, 1993. 764 p.
BRASIL, Constituição da República Federativa do Brasil. Promulgada em 5 de
outubro de 1998, ed. Saraiva, São Paulo, 1995.
BRASIL. Ministério da Saúde. Secretaria de Vigilância Sanitária. Resolução nº 33.
Dispõe sobre o Regulamento Técnico para o gerenciamento de resíduos de
serviços de saúde. Diário Oficial da União 25.02.2003.CONSELHO NACIONAL
DO MEIO AMBIENTE (CONAMA).
Brasil. Resolução RDC nº. 210 de 04 de Agosto de 2003, Regulamento de boas
práticas de fabricação de medicamentos brasileira. Brasília, DF: ANVISA. Agência
Nacional de Vigilância Sanitária, Diário Oficial da União, 14 de agosto de 2003.

51
CALLEGARI, L., 2000. Análise Setorial. A IndústriaFarmacêutica. São Paulo:
Gazeta Mercantil. CORDEIRO, H., 1980. A Indústria de Saúde no Brasil. Rio de
Janeiro: Edições Graal.
Campos, V.F. TQC: Controle da qualidade total (no estilo japonês). 6.ed. Belo
Horizonte: Fundação Christiano Ottoni; 1992. p.17.
Disponível em: www.iso14000-iso14001-environmental-management.com/.
Acesso em abril de 2013.
FDA, "God, Motherhood and the Flag" Implementing the First Pharmaceutical
Current Good Manufacturing Practices (CGMP's) Regulations. FDA. U. S. Food
and Drug Administration. Disponível em URL:
http://www.fda.gov/oc/history/makinghistory/firstgmps.html. Acesso em abril de
2013.
FIALHO, B. C.; QUENTAL, C. & GADELHA, C. A. G., 2001. Public Roles in the
Pharmaceutical Sector. Rio de Janeiro: Fundação Oswaldo Cruz.
Ficha de descrição, segurança e informações do Principio ativo, Fonte indústria
farmacêutica do presente trabalho, 2012.
FIGUEIREDO, M.G; SANTOS, M. S.; FERRARI, L. R. Estação de Tratamento de
Efluentes das Indústrias Têxteis: otimização através da implantação de medidas
de prevenção à poluição. In: CONGRESSO INTERAMERICANO DE
ENGENHARIA SANITÁRIA E AMBIENTAL, 27. 2000, Porto Alegre.
FRENKEL, J.; REIS, J. A.; ARAÚJO Jr., J. T. & NAIDIN, L. C., 1978. Tecnologia e
Competição na Indústria Farmacêutica Brasileira. Rio de Janeiro: Financiadora de
Estudos e Projetos, Centro de Estudos e Pesquisas.

52
GERBASE, A.E.; COELHO, F.S.; MACHADO, P.F.L.; FERREIRA, V.F.
Gerenciamento de resíduos químicos em instituições de ensino e pesquisa. Quim.
Nova, São Paulo,v. 28, p.3, 2005.
GIL, A.C.. Como Elaborar Projeto de Pesquisa; Como classificar pesquisa. 2007
GIL, E. de S.; MATHIAS, R. O. Classificação e riscos associados aos resíduos
químico-farmacêuticos. Rev. Eletrônica de Farmácia, Mato Grosso do Sul, v. 2,
2005.
HAMMER, Mark J.; HAMMER, Mark J. Jr. Water and wastewater technology. 5.
ed. New Jersey, EUA: Prentice-Hall, 1996. 519 p.
Harrington J. Aperfeiçoando processos empresariais. São Paulo: McGraw-Hill e
Makron Books do Brasil, 1993. 343p. CEP na indústria farmacêutica 187
IMBROISI, D.; GUARITÁ-SANTOS, A.J.M.; BARBOSA, S.S.; SHINTAKU, S.F.;
MONTEIRO, H.J.; PONCE, G.E.; FURTADO, J.G.; TINOCO, C.J.; MELLO, D.C.;
MACHADO, P.F.L. Gestão de resíduos químicos em universidades: Universidade
de Brasília em foco. Quím. Nova., São Paulo, v. 29, n. 2, p. 404-409, 2006.
JABBOUR, C.J.C., SANTOS, F.C.A. Relationships between human resource
dimensions and environmental management in companies: proposal of a model, J.
Clean. Prod., Amsterdam. Disponível em: <http://www.
http://www.sciencedirect.com/science>. Acesso em abril de 2013.
JARDIM, W. de F. Waste management program for chemical residues in both
teaching and research laboratories. Química Nova, São Paulo, v. 21, n. 5,1998.
Lei n° 7.804. Política Nacional do Meio Ambiente, 1989.
Lei n° 9.974. Resíduos Industriais, 2000.

53
LINNINGER, A. A.; CHAKRABORTY, A. Pharmaceutical waste management
under uncertaninty. Comp. Chem. Eng., Amsterdam, v.25, p.675-681, 2001.
LINNINGER, A. A.; CHAKRABORTY, A.; COLBERG, R.D. Planning of waste
reduction strategies under uncertainty. Comp. Chem. Eng., Amsterdam, v.24,
p.1043-1048, 2000.
MACÊDO, J.A.B. As Indústrias Farmacêuticas e o Sistema de Gestão Ambiental
(SGA). Revista Fármacos & Medicamentos. Editorial Racine. Maio/junho 2000, 46
– 50
MARTINS, A.N.S., PENNA, T.C.V. Gerenciamento de risco em produtos para a
saúde. Control Contam 2004; 6(59):32-5.
MAZZER, C. ; CAVALCANTI, O. A. Introdução a gestão ambiental de resíduos,
Maringá, Paraná, 2004.
MELO, S. A.S.;TROVÓ, A. G.; BAUTITZ, I. R.; NOGUEIRA, R. F. P. Degradação
de fármacos residuais por processos oxidativos avançados. Rev.Quím. Nova, São
Paulo, vol.32, nº 1. 188-197, 2009.
MONTESANO, R.; HALL, J. Environmental causes of human cancers. Europ. J.
Cancer, Amsterdam, v. 37, p.567-587, 2001.
NAUMOFF, Alexandre Feraz; PERES, Clarita Schvartz. Reciclagem de matéria
orgânica. In: D’ALMEIDA, Maria L. O.; VILHENA, André. Lixo Municipal: Manual
de Gerenciamento Integrado. São Paulo: IPT/CEMPRE, 2000.
NBR 10004. Resíduos sólidos: classificação. Rio de Janeiro, ABNT, 1986.
NUNES, L.C.C., MEDEIROS, M.G.F., SOARES-SOBRINHO, J.L., ALENCAR,
J.R.B., ROLIM NETO, P.J., COSTA, F.O. Análise de perigos na produção de
comprimidos. Control Contam 2005; (79)24-8.

54
OLIVEIRA, E.A.; LABRA, M.E.; BERMUDEZ, J. A produção pública de
medicamentos no Brasil: uma visão geral. Caderno de Saúde Pública, Rio de
Janeiro, 22 (11): 2379-2389, nov. 2006. 65
PALMEIRA FILHO, P.L.; PAN, S.S.K. Cadeia farmacêutica no Brasil: avaliação
preliminar e perspectivas. BNDES Setorial. Rio de Janeiro: n. 18, p. 3-22, set.
2003.
PAULELLA, E.D.; SCAPIM C.O.; 1996, Campinas: a gestão dos resíduos sólidos
urbanos. Campinas, Secretaria de Serviços Públicos, Secretaria da
Administração.
PEDROSO, C.F. Indústria farmacêutica. Acta Farmaceutica Bonaerense, v.26,
2007.
PEREIRA, José Almir Rodrigues; Geração de resíduos industriais e controle
Ambiental. Pará, 2001.
Plano Mestre de Fabricação da Indústria Farmacêutica do presente trabalho,
(2012).
QUEIROZ, S. R., 1993. Os Determinantes da Capacitação Tecnológica no Setor
Químico-farmacêutico Brasileiro. Tese de Doutorado, Campinas: Universidade
Estadual de Campinas.
Resolução nº 357. CONAMA. 2005.
SANSEVERINO, A. M.; Química verde, uma nova filosofia. Ciência Hoje, 31, 21.
2002.
SIQUEIRA, A. Resíduos sólidos: da classificação à disposição final. Revista
Fármacos & Medicamentos. Editorial Racine. Jan/fev 2001; 10 – 16.

55
TICKELL, S. The Pharmaceutical sector: a long-term value outlook. Pharma
Futures. Oxford. Mimeo, dez.2004.
VON SPERLING, Marcos. Introdução à qualidade das águas e ao tratamento de
esgotos. Belo Horizonte: DESA/UFMG, 1995. v. 1.