UNIVERSIDADE DE SÃO PAULO ESCOLA DE ENGENHARIA DE … · para o cloreto de sódio, hidróxido de...
63
UNIVERSIDADE DE SÃO PAULO ESCOLA DE ENGENHARIA DE SÃO CARLOS DEPARTAMENTO DE ENGENHARIA DE MATERIAIS . GUSTAVO PENTEADO DELBONI ESTUDO DE SILICATOS, CARBONATOS E SURFACTANTES COMO ADITIVOS PARA MEIOS DE RESFRIAMENTO NA TÊMPERA São Carlos 2017
Transcript of UNIVERSIDADE DE SÃO PAULO ESCOLA DE ENGENHARIA DE … · para o cloreto de sódio, hidróxido de...

UNIVERSIDADE DE SÃO PAULO
ESCOLA DE ENGENHARIA DE SÃO CARLOS
DEPARTAMENTO DE ENGENHARIA DE MATERIAIS
.
GUSTAVO PENTEADO DELBONI
ESTUDO DE SILICATOS, CARBONATOS E SURFACTANTES COMO ADITIVOS
PARA MEIOS DE RESFRIAMENTO NA TÊMPERA
São Carlos
2017


GUSTAVO PENTEADO DELBONI
ESTUDO DE SILICATOS, CARBONATOS E SURFACTANTES COMO ADITIVOS
PARA MEIOS DE RESFRIAMENTO NA TÊMPERA
Monografia apresentada ao Curso de
Engenharia de Materiais e Manufatura, da
Escola de Engenharia de São Carlos da
Universidade de São Paulo, como parte dos
requisitos para obtenção do título de
Engenheiro de Materiais e Manufatura
Orientadora: Prof.a Dra. Vera Lúcia Arantes
Coorientadora: Prof.a Dra. Lauralice de
Campos Franceschini Canale
São Carlos
2017




AGRADECIMENTOS
À Prof.a Dra. Lauralice de Campos F. Canale e à Prof.ª Dra Vera Lúcia Arantes, que me
guiaram em todo esse trabalho.
Ao Dr. George E. Totten, que me auxiliou sempre quando necessitava e muito contribuiu
para este trabalho.
Ao pesquisador Luigi Mazzucco que me apoiou e me auxiliou nos momentos em que
eu precisei
A pesquisadora Dra Ana Rita de Araújo Nogueira que gentilmente realizou ensaios os
quais contribuíram muito para esse trabalho.


RESUMO
DELBONI, G.P. Estudo de Silicatos, Carbonatos e Surfactantes como aditivos para meios
de resfriamento na têmpera. 2017. 63f. Monografia (Trabalho de Conclusão de Curso) –
Escola de Engenharia de São Carlos, Universidade de São Paulo, São Carlos, 2017.
No presente trabalho constam informações sobre o estudo da aplicação de diferentes
formulações de sabões industriais para máquina de lava-louça utilizados como aditivos à água
para verificação da sua eficácia como fluídos de resfriamento no tratamento térmico de têmpera.
Foram utilizadas três marcas de sabão sendo que duas delas estavam no estado sólido (pó), e
uma no estado líquido. Os sabões foram diluídos em água formando soluções com três
diferentes concentrações em massa, 0,5%, 4% e 8%. Para identificar a composição química do
sabão foi utilizada a técnica de ICP-OES (Espectrometria de Emissão Atômica por Plasma
Acoplado Indutivamente) podendo assim estudar de forma mais detalhada a influência da
composição no desempenho em resfriamento. Além disso, forma realizados ensaios também
ensaios de remolhabilidade. Os sais presentes no sabão, assim como os surfactantes
modificaram o desempenho obtido no resfriamento. Esse desempenho foi medido pela
aquisição de curvas de resfriamento a partir de uma sonda padrão instrumentada, realizadas a
partir de banho na temperatura a 25°C. Concentrações de 4% e 8% tornaram os fluidos mais
eficientes no resfriamento com alterações na duração da camada de vapor observada no
primeiro estágio de resfriamento. Os resultados foram comparados com os resultados obtidos
em solução de cloreto de sódio, hidróxido de sódio, silicato de sódio e também com a água sem
aditivos.
Palavras-chave: Têmpera, Tratamento Térmica, Fluído de Resfriamento, Silicatos, Carbonatos
e Surfactantes


ABSTRACT
DELBONI, G.P. Silicate, Carbonates and Surfactants as additives for quenchants in the
heat treatment of steels. 2017. 63p. Monograph (Final Course Thesis) - Department of
Materials Engineering, School of Engineering of São Carlos, University of São Paulo, São
Carlos, 2017.
In the present work, we present information on the study of the application of different
formulations of industrial soap for dishwasher used as additives to water to verify its
effectiveness of them as quenchants. Three brands of soap were used, two of which were in the
solid state (powder), and one in the liquid state. The soaps were diluted in water to form
solutions with three different mass concentrations, 0.50%, 4.00% and 8.00%. In order to
identify the chemical composition of the soap, the ICP-OES (Inductively Coupled Plasma
Atomic Emission Spectrometry) technique was used to study the influence of the composition
on cooling performance. In addition, tests were also carried out on towing tests. The salts
present in the soap, just as the surfactants modified the performance obtained in the cooling.
This performance was measured by the acquisition of cooling curves from an instrumented
standard probe, performed from a bath at 25 ° C. Concentrations of 4.00% and 8.00% made the
fluids more efficient in the cooling with changes in the duration of the vapor layer observed in
the first stage of cooling. The results were compared with the results obtained of sodium
hydroxide, sodium silicate solutions, and also with water without additives.and also with water
without additives.
Keywords: Quenching, Heat Treatment, Quenchy, Silicates, Carbonates and Surfactants


LISTA DE FIGURAS
Figura 1 - Diagrama CCT de um aço padrão. Adaptada de fonte: [4] ..................................... 20
Figura 2 - Variação da taxa de Resfriamento durante a Têmpera. Adaptada da fonte [5] ....... 22
Figura 3 - Polarização do aço em altas temperaturas ............................................................... 21
Figura 4– Mecanismo de ação dos cristais de sais no rompimento da camada de vapor.
Adaptada de fonte [19] ............................................................................................................. 23
Figura 5 - Efeito da concentração do sal NaCl nas taxas de resfriamento. Adaptada de fonte
[19] ........................................................................................................................................... 23
Figura 6 - Influência da temperatura de banho nas características de resfriamento da água.
Adaptada de fonte [19] ............................................................................................................. 24
Figura 7 - Etapas do resfriamento ocorrendo simultaneamente ............................................... 25
Figura 8 - Remolhamento da sonda para: (a) água; (b) 1ºe (c) 3º ensaio em nanofluido de
alumina (0.01%vol). Para temperatura de banho de 80°C [23]. ............................................... 26
Figura 9 - Chapas de alumínios distorcidas após serem temperadas com água a 30°C com
agitação média .......................................................................................................................... 26
Figura 10 - Chapas de alumínio após serem temperadas com soluções aquosas de polímeros
na concentração de 12%, temperatura do banho 40°C com agitação média ............................ 26
Figura 11 - Ângulo de Contato de uma Partícula Líquida Molhando uma Superfície Sólida.
Fonte [19] ................................................................................................................................. 27
Figura 12 - Sequência de formação da espuma a partir da formação de bolhas de ar em
soluções aquosas de tensoativos acima da CMC. Fonte [17] ................................................... 30
Figura 13 - Estrutura Molecular Característica de Substância Surfactantes [17] ..................... 30
Figura 14 - Ruptura da formação de espuma através de método "bridging-dewetting" que
consiste na ruptura do filme de espuma por meio da entrada de uma partícula hidrofóbica na
interface espuma/água. Modificado de fonte: [18]. ................... Erro! Indicador não definido.
Figura 15 - A - Aquecedor de Sonda Marchesoni®, 220V, 550W; B - Suporte, sonda diâmetro
12,5mm e recipiente aço inox; C - Aquisitor de dados National Instuments® SCXI 1000-DC;
D - Termômetro de fluido biodegradável. Fonte: autor............................................................ 34
Figura 16 -Imagem ilustrativa mostrando os pontos nos quais retirou-se as taxas de
resfriamento para cálculo do coeficiente de transferência de calor. Fonte: Autor ................... 36
Figura 17 - Alturas utilizadas para calcular os coeficientes do ensaio de espuma, onde I da
solução sem agitação, M é a altura da solução logo após ser batida no liquidificador e R é
altura da solução após 30 segundos de descanso da solução. Fonte: Autor ............................. 37

Figura 18- Curva de Resfriamento da água, e das soluções água + sabão A nas concentrações
0,5%; 4% e 8% ......................................................................................................................... 39
Figura 19 - Variação da taxa de resfriamento pelo tempo para a água destilada, e para as
soluções de água com sabão da marca A nas concentrações 0,5%, 4% e 8% .......................... 40
Figura 20 - Curva de Resfriamento da água, e das soluções água com sabão da marca B nas
concentrações 0,5%; 4% e 8% .................................................................................................. 42
Figura 21 - Variação da taxa de resfriamento pelo tempo para a água destilada, e para as
soluções de água com sabão da marca B nas concentrações 0,5%, 4% e 8% .. Erro! Indicador
não definido.
Figura 22 - Curva de Resfriamento da água, e das soluções água com sabão da marca C nas
concentrações 0,5%; 4% e 8% .................................................................................................. 44
Figura 23 - - Variação da taxa de resfriamento pelo tempo para a água destilada, e para as
soluções de água com sabão da marca C nas concentrações 0,5%, 4% e 8% .......................... 45
Figura 25 - Variação da taxa de resfriamento pelo tempo para a água destilada, e para as
soluções de água com silicato de sódio nas concentrações 0,5%, 4% e 8% ............................ 48
Figura 24 - Curva de Resfriamento da água, e das soluções água com silicato de sódio nas
concentrações 0,5%; 4% e 8% .................................................................................................. 47
Figura 26 - Curva de Resfriamento da água, e das soluções água com cloreto de sódio nas
concentrações 0,5%; 4% e 8% .................................................................................................. 49
Figura 27 - Variação da taxa de resfriamento pelo tempo para a água destilada, e para as
soluções de água com cloreto de sódio nas concentrações 0,5%, 4% e 8% ............................. 50
Figura 28 - Curva de Resfriamento da água, e das soluções água com hidróxido de sódio nas
concentrações 0,5%; 4% e 8% .................................................................................................. 50
Figura 29 - Variação da taxa de resfriamento pelo tempo para a água destilada, e para as
soluções de água com hidróxido de sódio nas concentrações 0,5%, 4% e 8% ........................ 51
Figura 30 - Precipitado observado na solução com sabão da marca C após o processo de
resfriamento da sonda. Fonte: autor ......................................................................................... 55
Figura 31 - Imagens do ensaio de remolhamento para as soluções de sabão A e B na
concentração de 0,5%, no instante em que a sonda é colocada e na ruptura da camada de
vapor .......................................................................................... Erro! Indicador não definido.
Figura 32 - Imagens do ensaio de remolhamento logo no início do resfriamento para as
soluções de 8% de sabão A B e C e 4% para o sabão B ........................................................... 56

LISTA DE TABELAS
Tabela 1 - Codificação das amostras de sabão por marca ........................................................ 33
Tabela 2 - Massas de água e de solutos utilizadas para a preparação do fluído de resfriamento
.................................................................................................................................................. 33
Tabela 3 - Porcentagem de massa dos elementos obtidos através da análise química via ICP-
OES ........................................................................................................................................... 38
Tabela 4 - Parâmetros de resfriamento obtidos para as soluções de água com sabão da marca
A á 25°C sem agitação, para as concentrações 0,5%, 4% e 8% ............................................... 41
Tabela 5 - Parâmetros de resfriamento para as soluções de água com sabão da marca B á
25°C, sem agitação ................................................................................................................... 43
Tabela 6 - Parâmetros de resfriamento para as soluções de água com sabão marca C a 25°C,
sem agitação ............................................................................................................................. 46
Tabela 7 - Taxas máximas de resfriamento, variação da taxa em máxima em relação a água
sem aditivos e temperatura na qual a taxa máxima de resfriamento ocorre para os 3 sabões,
para o cloreto de sódio, hidróxido de sódio e silicato de sólido, .............................................. 52
Tabela 8 - Coeficientes de transferência de calor para as 3 marcas de sabão, para as soluções
de hidróxido de sódio, cloreto de sódio e silicato de sódio nas temperaturas de 700°C, 300°C e
200°C ........................................................................................................................................ 53
Tabela 9 - Tabela de resultados do ensaio de espuma .............................................................. 57


SUMÁRIO
1. INTRODUÇÃO ................................................................................................................ 19
2. REVISÃO BIBLIOGRÁFICA .......................................................................................... 19
2.1 - Têmpera ................................................................................................................... 19
2.2 - Fases do Resfriamento .................................................................................................. 21
2.3 - Molhabilidade e remolhamento .................................................................................... 24
2.4 - Cálculo do coeficiente de transferência de calor ..................................................... 27
2.5 - Sabões de máquina de lava-louça ............................................................................ 29
2.5.1 - Funcionamento dos sabões de máquina de lava-louça ..................................... 29
2.5.2 - Tensão Superficial e Molhabilidade ................................................................. 31
2.6 - Espectrometria de Emissão Óptica por Plasma Acoplado Indutivamente (ICP-OES)
32
3 OBJETIVO ........................................................................................................................ 32
4 METODOLOGIA ............................................................................................................. 32
4.1 – Caracterização do sabão por ICP-OES ........................................................................ 32
4.2 – Preparação das Soluções utilizadas para o resfriamento ............................................. 33
4.3 – Realização do Ensaio para Obtenção da Curva de Resfriamento ................................ 34
4.4 – Cálculo do coeficiente de transferência de calor .................................................... 35
4.5 – Ensaios de Espuma ................................................................................................. 36
5 RESULTADOS E DISCUSSÃO ...................................................................................... 37
5.1 - Resultados da análise química via ICP-OES ................................................................ 37
5.2 - Gráficos Curva de Resfriamento .................................................................................. 38
5.2.1 Solução com Sabão Marca A: Curvas e Parâmetros .......................................... 39
5.2.2 Solução com Sabão Marca B: Curvas e Parâmetros ................................................ 42
5.2.3 Solução com Sabão Marca C: Curvas e Parâmetros ................................................ 44
5.3 - Resultado de Soluções de Silicato de Sódio ............................................................ 47
5.4 - Resultados Soluções de NaCl e NaOH ................................................................... 48
5.5 - Comparação dos parâmetros de resfriamento de todas as soluções ............................. 51
5.6 - Ensaio de remolhamento ......................................................................................... 56
5.7 - Ensaio de Espuma ................................................................................................... 56
6 CONCLUSÃO .................................................................................................................. 57
7 TRABALHOS FUTUROS ................................................................................................ 58
8 REFERÊNCIAS ................................................................................................................ 59
9 APÊNDICE ....................................................................................................................... 62


19
1. INTRODUÇÃO
O tratamento térmico, denominado têmpera em aço, consiste em mergulhar o
componente a ser tratado em um banho de resfriamento a partir da temperatura de
austenitização. Esse resfriamento rápido tem como objetivo a formação de uma estrutura
metaestável, a martensita, inibindo assim a formação de ferrita, perlita ou bainita, que são
estruturas obtidas por difusão, e de menor dureza. O aço com grande quantidade de martensita
apresenta uma elevada dureza necessitando de um tratamento de revenimento para aliviar as
tensões e adequar as propriedades de tenacidade. No processo de têmpera o resfriamento é de
fundamental importância para o sucesso do tratamento.
Dentre os meios líquidos, a água é o fluído de resfriamento mais antigo. Entretanto traz
alguns inconvenientes dada a estabilização da camada de vapor que este meio apresenta. Assim
aditivos (sais, nanofluídos, etc.) são bastante estudados e utilizados nesse tipo de tratamento
térmico. A adição de determinadas quantidades de sais, em geral, aumenta a eficiência da
têmpera. Sabões de máquina de lava-louça possuem em sua composição grande quantidade de
sais, como carbonato de sódio e silicato de sódio, e de substâncias surfactantes e
antiespumantes. Os sais aumentam a condutividade térmica do fluído e os surfactantes
diminuem a tensão superficial do fluído aumentando assim a eficiência da têmpera.
Esse trabalho traz uma contribuição estudando um novo fluído baseado em soluções
aquosas com sabão de máquina de lava-louça. Esse trabalho pode trazer benefícios,
demonstrando maior eficácia dessas soluções de resfriamento. Sendo assim diferentes
formulações e concentrações de fluido de resfriamento devem ser estudadas e analisadas.
2. REVISÃO BIBLIOGRÁFICA
2.1 - Têmpera
A têmpera tem como objetivo o aumento da dureza de aço. Este tratamento térmico é
amplamente utilizado na indústria metalúrgica, e consiste no aquecimento de uma peça de aço
até a temperatura de austenitização (em torno de 850°C), e em seguida mergulhar essa peça em
um fluído de resfriamento que esteja a uma temperatura muito menor do que a peça, com o
objetivo de obter o máximo da fase metaestável chamada de martensita (estrutura TCC) [1,2].

20
Para aços com baixo teor de carbono, o resfriamento abrupto da peça é a única forma de
aumento da dureza do mesmo. Esses resfriamentos abruptos causam distorções residuais, as
quais são tratadas posteriormente por meio de outro tratamento térmico denominado
revenimento.
Variáveis relacionadas a peça a ser tratada, sendo principalmente a composição química
do aço e as propriedades requeridas após o tratamento são determinantes para a escolha da taxa
de resfriamento, e consequentemente do fluído de resfriamento que fornecerá essa taxa
desejada. Variáveis de processo como temperatura do banho e grau de agitação tem também
forte influência na taxa de resfriamento. Altas taxas de resfriamento podem causar defeitos
como trincas e distorções na peça, e baixas taxas de resfriamento podem não ser suficientes
para atingir a dureza desejada. A escolha do fluído de resfriamento e dos parâmetros de banho
são baseadas no diagrama TTT (tempo-temperatura-transformação), mais especificamente nas
curvas CCT presentes nesse diagrama, como demonstrado na figura 1. Essas curvas auxiliam a
prever, dependendo da taxa de resfriamento de um determinado aço, sua composição final após
uma têmpera a uma determinada taxa de resfriamento [3].
A água é um fluído de baixo custo usado no resfriamento de componentes desde há
muito tempo, porém tal fluído apresenta algumas limitações, como por exemplo o baixo ponto
de ebulição, fato que ocasiona a formação de uma camada de vapor indesejável para o
tratamento. Sendo assim uso de aditivos que desestabilizem a camada de vapor melhorando
suas características de esfriamento é de suma importância no ramo da de engenharia de
materiais.
Figura 1 - Diagrama CCT de um aço padrão. Adaptada de fonte: [4]
21
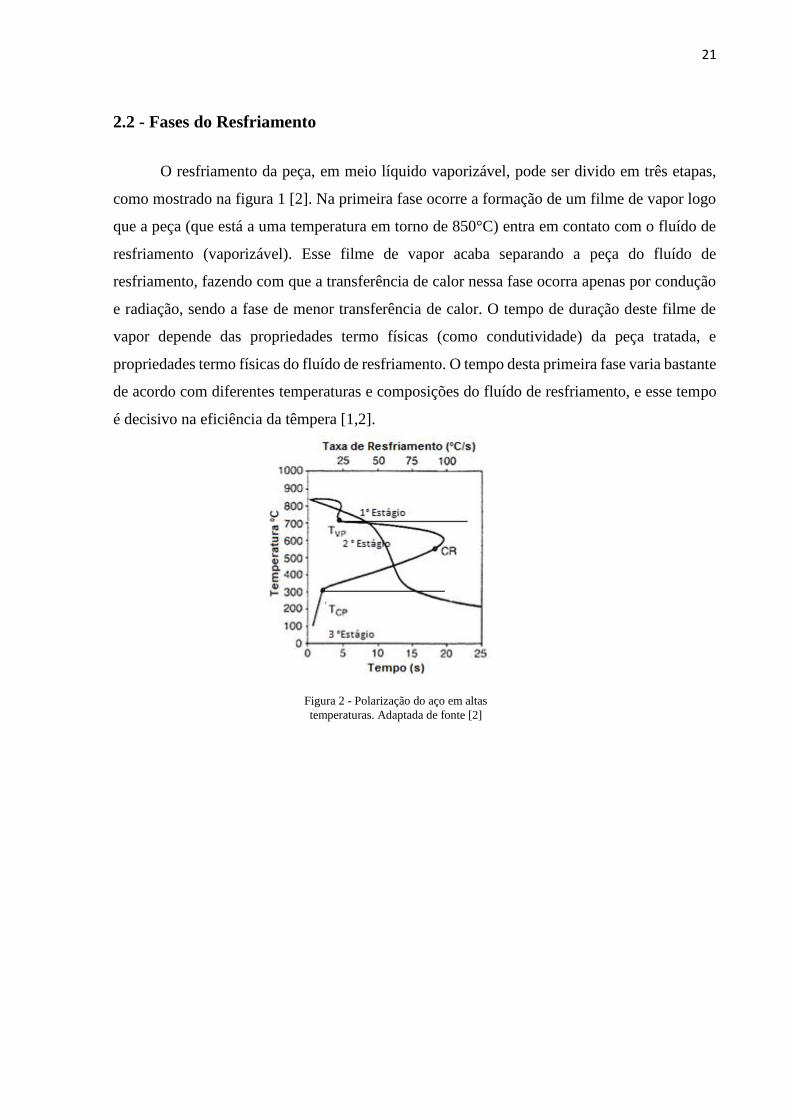
2.2 - Fases do Resfriamento
O resfriamento da peça, em meio líquido vaporizável, pode ser divido em três etapas,
como mostrado na figura 1 [2]. Na primeira fase ocorre a formação de um filme de vapor logo
que a peça (que está a uma temperatura em torno de 850°C) entra em contato com o fluído de
resfriamento (vaporizável). Esse filme de vapor acaba separando a peça do fluído de
resfriamento, fazendo com que a transferência de calor nessa fase ocorra apenas por condução
e radiação, sendo a fase de menor transferência de calor. O tempo de duração deste filme de
vapor depende das propriedades termo físicas (como condutividade) da peça tratada, e
propriedades termo físicas do fluído de resfriamento. O tempo desta primeira fase varia bastante
de acordo com diferentes temperaturas e composições do fluído de resfriamento, e esse tempo
é decisivo na eficiência da têmpera [1,2].
Figura 2 - Polarização do aço em altas
temperaturas. Adaptada de fonte [2]

22
A segunda fase, conhecida como ebulição nucleada, acontece após o fim da formação
do filme de vapor, fazendo com que o líquido toque a peça novamente. Como mostrado na
figura 2[2], esta fase é uma fase de grande troca de calor pois as bolhas movimentando-se
provocam como que uma agitação local do meio, colocando sempre um fluido “novo” ao redor
da peça.
A terceira e última etapa do resfriamento ocorre quando o metal já está com uma
temperatura menor do que a temperatura de ebulição do líquido da solução de resfriamento.
Nessa fase, a transferência de calor do sólido para o líquido ocorre por convecção do líquido, e
a transferência de calor volta a diminuir, como mostrado na figura 2 [3].
É desejável que o estágio 1 seja o mais curto possível, pois as baixas taxas de
resfriamento podem levar à formação de estruturas de difusão como a ferrita e perlita que são
microestruturas de menor dureza que a martensita. Normalmente consegue-se diminuir o tempo
de permanência desta camada de vapor usando-se de agitação no banho. A adição é outra
solução para desestabilizar a camada de vapor. Isso é especialmente verdadeira para as soluções
salinas. pois quando se aquece um metal a uma temperatura muito elevada, esse metal tende a
ficar com sua superfície carregada positivamente, como mostrado na figura 3 [2], atraindo os
íons que estão na solução do fluído de resfriamento, melhorando o contato do fluido com a peça
quente. O contato dos cristais na superfície da peça quente provoca também a ruptura desses,
fazendo com que a camada de vapor se rompa instantaneamente, praticamente eliminando-a. A
figura X ilustra este mecanismo de ação dos cristais de sais.
Figura 3 - Variação da taxa de Resfriamento durante a
Têmpera. Adaptada da fonte [5]

23
Figura 4– Mecanismo de ação dos cristais de sais no rompimento da camada de vapor. Adaptada de fonte [19]
Existe uma concentração ótima de sais para que isso aconteça, função do tipo de sal e
outras condições de banho. A figura y ilustra o efeito da concentração de NaCl nas
características de resfriamento comparado à água (na figura representada pela curva 0).
Concentrações de 5%, 10% e 15% eliminam a camada de vapor, aumentando ainda a taxa
máxima de resfriamento.
Figura 5 - Efeito da concentração do sal NaCl nas taxas de resfriamento. Adaptada de fonte [19]
Na terceira etapa espera-se que as taxas de resfriamento voltem a valores baixos. Nesta
fase já não há riscos de formar estruturas de menor dureza e a martensita está sendo formada.
Associada à transformação martensítica está um aumento de volume em torno de 4%, de
maneira que velocidades menores promovem menores tensões residuais, pois há uma melhor
acomodação da estrutura cristalina.

24
Essas características de resfriamento são fortemente influenciadas pelo tipo de fluido
utilizado e também pelos parâmetros do banho, como temperatura e agitação, como pode ser
visto na figura Z
Figura 6 - Influência da temperatura de banho nas características de resfriamento da água. Adaptada de fonte
[19]
O aumento na agitação tende a elevar as taxas de resfriamento trazendo também
velocidades maiores para o terceiro estágio. Por isso muitas vezes, numa têmpera industrial,
opta-se por reduzir a agitação depois do segundo estágio. Isso é chamado de “time quenching”.
(G.E. Totten, C.E. Bates and N.A. Clinton, Handbook of Quenchants and Quenching Technology, ASM
International, Materials Park, OH, 1993.)
2.3 - Molhabilidade e remolhamento
A presença de uma camada de vapor estável é bastante prejudicial para o resfriamento
uma que traz grande não uniformidade no resfriamento. Isso porque essa camada de vapor não
se rompe instantaneamente em todo o componente e haverá, em determinado momento, os três
estágios de resfriamento acontecendo simultaneamente. Esse fenômeno pode ser visto na figura
7.

25
Figura 7 - Etapas do resfriamento ocorrendo simultaneamente. Fonte [6]
Como demonstrado nessa figura a troca de calor acontece simultaneamente a várias
velocidades, caracterizando a não uniformidade, que por sua vez é responsável pelas distorções,
causando insucessos no tratamento térmico. Essa ruptura gradual da camada de vapor é
chamada de frente de remolhamento e quanto mais rápida for esta ruptura mais efetivo é o fluido
em extrair calor da superfície aquecida. A velocidade de remolhamento é a velocidade (mm/s)
a qual o líquido molha totalmente a superfície de um sólido após a formação da camada de
vapor. Essa velocidade é medida através de um ensaio no qual ocorre filmagem da sonda
durante o resfriamento. Após a filmagem são capturadas imagens em tempos preestabelecidos,
e para essas imagens são medidas a duração da camada de vapor. Com esses dados calcula-se
a velocidade de remolhamento (mm/s). A figura a seguir, mostra a variação da camada de vapor
em função do tempo para ensaios realizados com água pura resfriando uma amostra a 430°C
(s), e para ensaios realizados com nanofluídos com corpos de prova nas temperaturas de 420°
(b) e 700°C.

26
Figura 8 - Remolhamento da sonda para: (a) água; (b) 1ºe (c) 3º ensaio em nanofluido de alumina (0.01%vol). Para
temperatura de banho de 80°C. Fonte [6].
Alguns aditivos como os sais ou mesmo as soluções de polímeros tem a característica
de romper a camada de vapor de maneira mais uniforme, o que melhora a condição de têmpera
(figura W). As figuras Ka e Kb, mostram a influência desta característica na distorção de chapas
de alumínio durante a têmpera, com água e com solução polimérica.
Figura 10 - Chapas de alumínios distorcidas após
serem temperadas com água a 30°C com agitação
média. Fonte: autor
Figura 9 - Chapas de alumínio após serem
temperadas com soluções aquosas de
polímeros na concentração de 12%,
temperatura do banho 40°C com agitação
média. Fonte: autor

27
Outra característica importante é a molhabilidade de um líquido que se refere à
tendência desse líquido em se distribuir sobre superfície sólida, e este parâmetro é inversamente
relacionada com a tensão superficial do líquido. [3,6]
A molhabilidade de um líquido pode ser mensurada através de um ensaio que consiste
em medir o ângulo de contato (θ) formado pela interface das três fases (sólida, líquida e gasosa)
e é definido por um plano tangente a uma gota do líquido sobre a superfície, e o plano da
superfície na qual ele repousa, como mostrado na figura 5.
Quanto menor esse ângulo de contato θ, maior o espalhamento do líquido sobre a
superfície sólida, ou seja, maior a molhabilidade desse líquido sobre determinada superfície.
Quanto maior esse ângulo θ, menor o espalhamento do líquido sobre a superfície sólida, ou
seja, menor a molhabilidade de determinado líquido em relação a superfície. Um ângulo θ igual
a 0° representa que o líquido molhou totalmente a superfície, e ângulos θ igual ou superior a
90° entende-se que o líquido não molhou a superfície. Quanto maior a molhabilidade do líquido
sobre uma superfície, maior interação desse líquido com a superfície, consequentemente maior
a capacidade desse líquido em conduzir, ou extrair o calor da peça. [5]
No ensaio de molhabildiade ângulo θ é dado pela equação a seguir
cos 𝜃 = 𝛾𝑠𝑣 − 𝛾𝑠𝑙 𝛾𝑙𝑣⁄ (1)
Onde γ, significa respectivamente energia de superfície (J/m2), sólido, líquido e vapor.
Quanto maior a molhabilidade maior a capacidade do líquido de remover o calor da superfície.
2.4 - Cálculo do coeficiente de transferência de calor
Figura 11 - Ângulo de Contato de uma Partícula Líquida Molhando uma
Superfície Sólida. Fonte [17]

28
O coeficiente de transferência de calor é um dos melhores parâmetros utilizados para se
medir a eficiência da transferência de calor de um fluído de resfriamento.
Métodos computacionais como por exemplo, métodos dos elementos finitos, são muito
utilizados para o cálculo deste coeficiente, porém existem métodos mais simplificados que
podem ser utilizados para tal cálculo, como o método Kobasko, explicado no artigo de Otero
[14], o qual calcula o coeficiente de transferência de calor através da relação entre o número de
Kondratjev (Kv) e o número de Biot Generalizado (Biv), o qual foram mostrados os passos do
cálculo a seguir.
O número de Kondratjev é calculado pela seguinte razão
𝐾𝑣 =𝑚
𝑚𝑎 (2)
Onde:
𝑚 =ln(𝑇1−𝑇𝑚)−ln(𝑇2−𝑇𝑚)
𝑡2−𝑡1 (3)
ou
𝑚 =𝑤
𝑇−𝑇𝑚 (4)
𝑚𝑎 =𝑎
𝐾𝑛 (5)
Onde a (m2/s) é a difusividade térmica da sonda na temperatura Te Kn é o fator forma da
sonda, e no caso do experimento será utilizada uma sonda Iconel 600, que possui o formato
cilíndrico. Para formato de sonda cilíndrico têm-se que:
𝐾𝑛 =𝑅2
5.783 (6)
Tm (K) é a temperatura do fluido de resfriamento, T (K) é a temperatura no centro da sonda, T1
(K) e T2 (K) são as temperaturas da sonda nos instantes t1 e t2, e w é a taxa de resfriamento, °C/s
na temperatura T.
A formula que correlaciona o Número de Biot com o número de Kondratjev é a seguinte:
𝐾𝑣 =𝐵𝑖𝑣
(𝐵𝑖𝑣2+1.437𝐵𝑖𝑣+1)1/2
(7)
A correlação entre esses números também pode ser feita através da tabela A1 no
apêndice.

29
Para os cálculos assume-se que o número de Biot Generalizado é igual a condutividade
térmica do material da sonda (Ω), que é calculado pela seguinte formula:
Ω =𝑎𝐾𝑉
𝜆𝐴 (8)
𝐵𝑖𝑣 = Ω (9)
Portanto:
𝐵𝑖𝑣 =𝑎𝐾𝑉
𝜆𝐴 (10)
Isolando o coeficiente de transferência de calor α (𝑊/𝑚2. 𝐾) tem se a seguinte formula:
𝑎 =𝐵𝑖𝑣𝜆𝐴
𝐾𝑣 (11)
Onde 𝜆(𝑚2/𝑠) é a difusividade térmica do material da sonda, A (𝑚2) é a área superficial
da sonda, V(𝑚3).
2.5 - Sabões de máquina de lava-louça
2.5.1 - Funcionamento dos sabões de máquina de lava-louça
Os sabões de máquinas de lava-louça funcionam de maneira diferente aos detergentes
comuns. Estes são compostos por um ativo clorídrico que em água libera ácido hipocloroso
(HOCl). Esse ácido degrada a gordura transformando-a em ácidos graxo de sódio de baixo peso
molecular, substância que tem como característica de gerar grande quantidade de espuma [15].
Os sais (carbonatos e silicatos) auxiliam na limpeza agindo como abrasivos, que junto aos jatos
de água da máquina, ajudam na remoção da sujeira. Para auxiliar na remoção da gordura, há
uma pequena quantidade de surfactante [16], substância que age de forma a estabilizar as bolhas
de ar que formam espuma. Essa estabilização ocorre quando a concentração de surfactante está
acima da CMC (concentração crítica micelar), nessa concentração, surfactantes formam
micelas, devido à característica bipolar de suas moléculas como mostrado na figura 12.
A figura 7 ilustra a formação e estabilização das bolhas que formam espumas:

30
A presença excessiva de espuma é prejudicial para a limpeza, pois acarreta a formação de
manchas e filmes nas louças, sendo assim necessária a adição de substâncias inibidoras de
espuma nesse tipo de sabão
Surfactantes são formados por moléculas que possuem parte hidrofílica, solúvel em água,
que seria a “cabeça” da molécula, e parte hidrofóbica, não solúvel em água, que seria a “cauda”
da molécula, como mostrado na figura 7 [17].
Substâncias surfactantes diminuem a tensão superficial do meio formador de espuma
(mecanismo que será explicado no próximo item) tornando-as mais instáveis, até que ocorra
Figura 13 - Estrutura Molecular Característica de Substância Surfactantes [17]
Figura 12 - Sequência de formação da espuma a partir da formação de bolhas de ar em soluções
aquosas de tensoativos acima da CMC. Fonte [17]

31
sua ruptura. Essa ruptura é causada pois o surfactante aproxima os filmes de espuma, até que
eles se encontrem e colapsem, alterando as características físicas do meio. O mecanismo de
ruptura do filme de espuma é esquematizado na figura 8, esse mecanismo é chamado de
“bridging-dewetting” [18], ou ponte de não molhamento:
Nos sabões de máquina de lava-louça, os inibidores de espuma estão presente em baixas
quantidades (cerca de 2-3% em massa), sendo substâncias mantidas em sigilo pelas empresas
na maioria das vezes.
2.5.2 - Tensão Superficial e Molhabilidade
A tensão superficial de um líquido está ligada a força de atração que a molécula do
interior deste exerce sobre as que estão em sua superfície. Exemplificando, em um copo com
um líquido, existem interações intermoleculares no líquido e interações entre as moléculas do
líquido do ar. Essas moléculas que estão na interface acabam sofrendo uma força resultante
para seu interior. Quanto maior a força de interação entre as moléculas de um líquido, maior a
tensão superficial deste, e maior a tendência das moléculas se manterem juntas. Sendo assim,
quanto maior a tensão superficial de um líquido, menor o espalhamento (molhabilidade) do
líquido sobre uma superfície [17].
Figura 14 - Ruptura da formação de espuma através de método "bridging-dewetting" que consiste na ruptura do
filme de espuma por meio da entrada de uma partícu hidrofóbica na interface espuma/água. Modificado de
fonte: [18].

32
Substâncias surfactantes quando diluídas em água diminuem a tensão superficial do líquido,
pois a parte hidrofílica (cabeça), adere as moléculas de água quebrando suas interações
intermoleculares. Como essas interações são as responsáveis pela formação da tensão
superficial, quando ocorre a quebra das ligações intermoleculares da superfície do líquido, a
tensão superficial sofre uma diminuição, aumentando então a molhabilidade do liquido na
superfície em questão [17].
2.6 - Espectrometria de Emissão Óptica por Plasma Acoplado Indutivamente
(ICP-OES)
Para um estudo mais detalhado sobre a influência do sabão no comportamento em
resfriamento dessas soluções é importante realizar uma análise química qualitativa e
quantitativa do sabão, assim como suas quantidades, podendo analisar melhor a influência da
substância e de suas concentrações na capacidade de resfriamento das soluções medida por
meio das curvas de resfriamento e também pelo cálculo do coeficiente de transferência de calor.
A técnica utilizada para identificação das substâncias do sabão da marca Chama-se
Espectrometria de Emissão Óptica por Plasma Acoplado Indutivamente. Esta é uma análise
muita precisa, que permite quantificar elementos em diversos tipos de amostra. Os elementos
que são possíveis quantificar na técnica de ICP-OES variam desde os mais leves até os mais
pesados como para o exemplo terras raras.
3 OBJETIVO
Esta pesquisa tem como objetivo analisar a influência da adição de sabão de máquina
de lava-louça, variando composições químicas e concentração, no desempenho de soluções
aquosas quanto a sua capacidade de resfriamento. Esses resultados foram comparados com o
desempenho de soluções salinas conhecidas.
4 METODOLOGIA
4.1 – Caracterização do sabão por ICP-OES

33
Essas análises foram gentilmente feitas em laboratório da Embrapa sob supervisão da
Prof.ª Dr. ª Ana Rita de Araújo Nogueira. Resultado desta análise foram apresentados no item
resultados e discussão muito embora não tenham sido feitas pelo autor deste trabalho.
4.2 – Preparação das Soluções utilizadas para o resfriamento
As amostras foram codificadas conforme a tabela 2:
Para a preparação das soluções foram usados:
1. Cerca de 150g de cada marca de sabão, dois em pó (C e B) e um líquido (A)
2. Um Becker Deltex de 1000ml
3. Um Becker Deltex de 50 ml
4. Um bastão de vidro maciço
5. Uma balança de precisão modelo BL320H e = 0,1g
6. Um misturador magnético
7. Um aquecedor
8. Água destilada
Primeiramente pesou-se na balança de precisão, utilizando o Becker de 50ml a quantidade
de sabão necessária para a concentração desejada, na tabela a seguir estão o valor da massa de
sabão utilizado para cada concentração:
Observação: os procedimentos a seguir foram repetidos para os 3 tipos de sabões, e para as
soluções com NaCl, NaOH e Na2SiO3
Tabela 1 - Codificação das amostras de sabão por marca
Tabela 2 - Massas de água e de solutos utilizadas para a
preparação do fluído de resfriamento
Amostra Código
Sabão Cascade (Líquido) Amostra Sabão Marca A
Sabão Sun (pó) Amostra Sabão Marca B
SabãoFinish (pó) Amostra Sabão Marca C
Massa Concentração (% de massa) Massa de Água
Aprox. 10g Aprox.0,5% Aprox. 1990g
Aprox. 80g Aprox.4% Aprox. 1920g
Aprox. 160g Aprox.8% Aprox. 1840g

34
Após pesagem do sabão, colocou-se o mesmo no béquer de 2000ml, e em seguida
preencheu o Becker de 2000ml com água destilada, após isso foi feita a mistura com a paleta
de vidro por cerca de 15 minutos até que se observe diluição total do sabão. Em seguida as
soluções foram armazenadas em garrafas PETs e devidamente identificadas.
4.3 – Realização do Ensaio para Obtenção da Curva de Resfriamento
Para a obtenção da curva de resfriamento foram utilizados os seguintes materiais:
1. Aquisitor de dados National Instuments® SCXI 1000-DC
2. Termômetro de mercúrio;
3. Sonda cilíndrica INCONEL 600, com termopar do tipo K no centro geométrico
diâmetro 12,5mm;
4. Recipiente metálico 2000ml
5. Tripé para fixação de sonda durante a têmpera;
6. Aquecedor para sonda N1100;
7. Aquecedor Marchesoni®, 220V, 550W
Figura 15 - A - Aquecedor de Sonda Marchesoni®, 220V, 550W; B - Suporte, sonda diâmetro 12,5mm e
recipiente aço inox; C - Aquisitor de dados National Instuments® SCXI 1000-DC; D - Termômetro de fluido
biodegradável. Fonte: autor

35
Obteve-se a curva de resfriamento para cada uma das soluções aquisitados em duplicatas
sendo a média dos resultados utilizadas. Foram usadas 3 diferentes composições químicas de
sabão e 3 diferentes concentrações para cada sabão, totalizando 9 curvas de resfriamento. Para
estudo comparativo obteve-se também as curvas de resfriamento para a água destilada e para
as soluções de cloreto do sódio, hidróxido de sódio e silicato de sódio nas mesmas
concentrações usadas para o sabão. Todos os ensaios foram realizados com solução a
temperatura ambiente (25°C), (toda vez que se realizava o ensaio, media a temperatura do
líquido, e quando necessário ajustava a temperatura por meio água corrente caso estivesse acima
de 25°C). As curvas de resfriamento foram obtidas seguindo a norma ASTM D6200-01, ou
seja, é utilizada uma sonda cilíndrica de 12,5mm de diâmetro, com um termopar do tipo K em
seu centro, solução sem agitação e com temperatura de 25°C, e os dados são gravados pela
aquisitora (figura 12) a uma frequência de 8Hz. A cada troca de solução a sonda era lavada com
sabão e álcool, assim como o recipiente de aço inox, para que não ficasse nenhum resíduo.
Foram colocadas cerca de 1800ml da solução em um recipiente de aço inox. Aqueceu-
se a sonda até se obter a estabilização de sua temperatura em 850 °C. Em seguida a sonda foi
retirada do aquecedor e inserida no recipiente metálico que estava com o líquido de
resfriamento. O tripé metálico foi utilizado como apoio para a sonda. Antes da retirada da sonda
do aquecedor, era necessário iniciar a aquisição de dados, em uma frequência de 8Hz, como diz
a norma. Quando a temperatura da sonda chega aos 40° a aquisição de dados é encerrada. Os
dados de temperatura versus tempo eram salvos pelo aquisitor em um arquivo txt e
posteriormente manipulados em uma planilha para a obtenção das curvas de resfriamento. Essas
curvas se encontrão nos resultados e discussão do presente trabalho.
4.4 – Cálculo do coeficiente de transferência de calor
De posse das curvas de resfriamento, os parâmetros, taxa de resfriamento a 700°C,
300°C e 200°C, foram extraídos e os valores do coeficiente de transferência de calor
calculados seguindo a sequência apresentada na revisão bibliográfica. Esses parâmetros
podem ser vistos de maneira genérica na figura 16.

36
Os valores 700°C, 300°C e 200°C foram escolhidos por se tratar de temperaturas nas quais
pode iniciar a formação de perlita (700°C) e onde se situam grande parte das transformção de
martensítica (300°C e 200°C)
4.5 – Ensaios de Espuma
O ensaio de espuma realizado é baseado na norma ASTM D3519 – Método padrão para
teste de espuma em soluções aquosas (Teste de Liquidificador).
Para realiza-lo foram utilizados:
• Becker Deltex de 500ml
• Liquidificador Mondel 4 velocidades
• Uma fita métrica
• Termômetro
• Cronometro de celular
• Proveta graduada de 250ml
Figura 16 -Imagem ilustrativa mostrando os pontos nos quais retirou-
se as taxas de resfriamento para cálculo do coeficiente de
transferência de calor. Fonte: Autor

37
Esse teste consiste em colocar 200ml da solução aquosa a temperatura ambiente na proveta
graduada de 250ml e medir a altura da solução, sendo essa altura I. Em seguida deve-se ligar o
liquidificador a uma rotação entre 4000 e 13000 rpm (a rotação usada foi de 5000 rpm), por 30
segundos e logo ao desligar, colocar a solução na mesma proveta e medir a altura final da, sendo
essa altura igual a M. Esses valores estão representados na figura a seguir:
Com esses dados calcula-se a altura máxima de espuma, dada pela formula:
Fm = M – I (12)
Após isso analisa-se o tempo para que a espuma fique a uma altura residual menor que
10mm, sendo este outro parâmetro importante adquirido nesse teste, por último obtêm-se o
coeficiente de espuma residual dado pela formula a seguir:
Fr = R – I (13)
Onde R é a altura da espuma após 5 minutos do desligamento do liquidificador e I é o
mesmo utilizado na equação 12.
Realizou-se esses ensaios para as soluções de sabão da marca A, B e C na concentração de 8%
de soluto.
5 RESULTADOS E DISCUSSÃO
5.1 - Resultados da análise química via ICP-OES
I
R
I R
M
Figura 17 - Alturas utilizadas para calcular os coeficientes do ensaio de espuma, onde I da solução sem agitação,
M é a altura da solução logo após ser batida no liquidificador e R é altura da solução após 30 segundos de
descanso da solução. Fonte: Autor

38
A tabela a seguir mostra os resultados obtidos pela análise de ICP-OES. Nele obteve-se
a quantidade de massa dos elementos químicos os quais acredita-se que podem influenciar na
eficiência dos parâmetros de resfriamento.
Da tabela acima verifica-se que todos os 3 sabões possuem grande quantidade de
carbono, sendo o sabão A o que possui maior quantidade, seguido pelo B e depois pelo C,
significando assim que o sal o predominante nesses sabões são carbonatos. Levando em conta
a quantidade de sódio encontrada nos sabões B e C, pode se assumir que a substância de maior
quantidade encontrada nesses dois sabões é carbonato de sódio. No sabão A, a quantidade de
sódio é bem menor do que as nos outros sabões e a quantidade de silício relativamente maior.
Observando as quantidades de cálcio e magnésio dos sabões, verifica-se que esses sais
estão presentes em maior quantidade nos sabões B e C, do que no sabão A. Considerando que
esses sais endurecem a água, é esperado que ocorra uma menor formação de espuma para os
sabões da marca B e C do que para o sabão da marca A.
Além disso, observa uma maior quantidade de enxofre nas amostras de sabão B e C. O
enxofre reage com a superfície dos metais, fazendo com que haja um aumento da molhabilidade
das soluções.
Apesar do princípio ativo dos sabões de máquina de lava-louça ser um ativo clorídrico,
as quantidades desse ativo nos sabões são muito pequenas (menos que 2%), portanto acreditou-
se que a quantidade de cloro seria de pouca influência para o resfriamento, não realizando assim
a análise quantitativa deste elemento.
5.2 - Gráficos Curva de Resfriamento
Tabela 3 - Porcentagem de massa dos elementos obtidos
através da análise química via ICP-OES
Analitos (%
massa)Amostra A Amostra B Amostra C
Ca 0,0012 0,0048 0,0042
Mg 0,111 0,628 0,361
P 0,035 0,089 0,028
S 0,05 0,86 0,69
Zn 0,006 1,173 0,086
Na 1,21 42,54 46,8
Si 3,491 0,121 0,022
C 66,1 52,2 45,1

39
Os gráficos e tabelas a seguir são referentes as curvas e os parâmetros de resfriamento
obtidos nos ensaios. Nesse item será discutido os resultados obtidos, sendo um item para cada
marca (composição) de sabão, e em seguida os parâmetros de resfriamento obtidos nas soluções
de sabão foram comparados com os obtidos para soluções salinas.
5.2.1 Solução com Sabão Marca A: Curvas e Parâmetros
A seguir são retratadas as curvas de resfriamento, taxas de resfriamento e os coeficientes
de transferência de calor das soluções água mais sabão (A) para as três diferentes concentrações.
A temperatura do banho foi de 25°C, sem agitação:
Figura 18- Curva de Resfriamento da água, e das soluções água + sabão A nas
concentrações 0,5%; 4% e 8%

40
Vale ressaltar que o sabão da marca A foi utilizado na forma líquida, sendo
possivelmente o principal veículo de sua composição a água, fato que pode explicar a menor
eficiência de resfriamento dessa solução.
Analisando as figuras 15 e 16 é possível observar que para a concentração de 0,5% de
sabão da marca A ainda ocorre a formação da camada de vapor, sendo os resultados para essa
concentração, muito similar com o da água sem aditivos. Outro fenômeno observado nos
gráficos é o fato de que as taxas de resfriamento para a concentração de 8% são menores do que
para uma concentração de 4%, e muito similar as taxas de resfriamento observadas para a
solução de 0,5%. Uma diferença verificada entre concentração de 8% e 0,5%, é que para a
maior concentração não há a formação da camada de vapor.
Na tabela a seguir estão as taxas de resfriamento, os coeficientes de transferência de
calor para as seguintes temperaturas: 200°C, 300°C e 700°C. O tempo que leva para a sonda
atingir essas mesmas temperaturas também estão na tabela.
Analisando os coeficientes calculados a temperatura de 700°C (início da têmpera),
verifica-se que o coeficiente de transferência de calor é ligeiramente maior para a concentração
de 4% de sabão da marca A (5735 W/m2k), sendo o menor coeficiente para essa temperatura o
da água sem aditivos. Elevadas taxas de resfriamento no início da têmpera são favoráveis ao
Figura 19 - Variação da taxa de resfriamento pelo tempo para a água destilada, e para as
soluções de água com sabão da marca A nas concentrações 0,5%, 4% e 8%

41
processo de resfriamento do aço, pois essas inibem a formação de perlita, fazendo com que a
composição final do aço tenha maior quantidade de martensita.
Os coeficientes de transferência de calor calculado para a concentração de 4% desse
sabão nas temperaturas de 300°C e 200°C são menores que o da água sem aditivos. Tal fato é
benéfico para o tratamento de têmpera uma vez que nessas temperaturas ocorrem as
transformações martensítica sendo desejáveis taxas de resfriamento menores. Isso porque a
transformação martensítica ocorre por meio de uma expansão da rede de austenita, portanto
quanto mais lenta essa transformação menor a chance de formação de trincas e distorções nas
peças tratadas.
O comportamento do resfriamento para a concentração de 0,5% desse sabão é muito
parecido com o da água destilada, sendo possível observar ainda a existência da camada de
vapor. Para as temperaturas de transformação martensítica, a concentração de 8% leva uma
ligeira vantagem na eficiência do resfriamento, quando comparado com a água, uma vez que
os coeficientes de transferência de calor cerca de 10% menores do que o da água sem aditivos
nessas temperaturas.
Tabela 4 - Parâmetros de resfriamento obtidos para as soluções de água com sabão da
marca A á 25°C sem agitação, para as concentrações 0,5%, 4% e 8%
0,50% 4% 8%
CR700°C (°C/s) 161,90 160,46 193,58 183,76
CR300°C (°C/s) 95,61 91,76 91,88 93,35
CR200°C (°C/s) 46,13 39,88 43,13 45,07
t700°C (s) 4,39 4,08 3,30 3,60
t300°C (s) 6,88 6,60 5,72 6,10
t200°C (s) 8,34 8,16 7,23 7,56
0,50% 4% 8%Coeficiente de
Transferência de Calor á
700°C (W/m2K)
4317 4437 5735 5330
Coeficiente de
Transferência de Calor á
300°C (W/m2K)
7829 7136 7153 7370
Coeficiente de
Transferência de Calor á
200°C (W/m2K)
4741 4000 4501 4825
Sabão Marca A
Sabão Marca ATemperatura do Banho 25°C Água
Temperatura de Banho 25°C Água

42
A solução de 8% desse sabão mostrou vantagem apenas no início do resfriamento, tendo
um coeficiente de transferência de calor cerca de 20% maior que o da água e não havendo ainda
existência da camada de vapor.
Sendo assim, a solução de concentração 4% de sabão C foi a que demonstrou melhor
desempenho dentre as três concentrações. A de 0,5% foi a que demonstrou o pior desempenho,
sendo seus parâmetros muito semelhante ao da água sem aditivos.
5.2.2 Solução com Sabão Marca B: Curvas e Parâmetros
A seguir estão representadas as curvas de resfriamento, as taxas de resfriamento assim
como o coeficiente de transferência de calor para a água e para as soluções de água mais sabão
Nas figuras acima é possível perceber que as curvas das concentrações de 0,5%, são
muito semelhantes às da água sem aditivos, sendo possível observar a formação da camada de
vapor para essa concentração, também é possível observar que taxa de resfriamento máxima é
ligeiramente maior para essa concentração quando comparada com a da água.
Figura 20 - Curva de Resfriamento da água, e das soluções água com sabão da marca B
nas concentrações 0,5%; 4% e 8%

43
Para as concentrações de 4% e 8% de sabão da marca B, o ganho na eficiência do
resfriamento é muito evidente quando comparado com água, uma vez que ocorre a eliminação
da camada de vapor e suas taxas de resfriamento maiores que a da água.
Analisando a tabela 5, verifica-se que a adição do sabão da marca B em água promoveu
alteração nos parâmetros de resfriamento. Essas alterações são mais evidentes no início do
resfriamento. Para os coeficientes obtidos á 700°C, têm-se que o de maior valor foi o da solução
que continha 8% de aditivo (B), sendo esse valor igual a 9195 W/m2k. O segundo maior
coeficiente calculado para essa temperatura foi o da solução com 4% de sabão da marca B,
sendo esse valor igual a 8752 W/m2k. Tais valores são maiores que o dobro do coeficiente
calculado para a água a mesma temperatura, havendo então uma grande inibição da formação
de perlita. A solução com concentração de 0,5% apresentou um ligeiro aumento no coeficiente
de transferência de calor em relação ao da água pura para essa mesma temperatura.
Nas temperaturas de transformação martensítica (200°C e 300°C), as soluções com
concentrações de 4% e 8% também mostraram um bom desempenho, sendo os coeficientes de
Tabela 5 - Parâmetros de resfriamento para as soluções de água com sabão da marca B á
25°C, sem agitação
0,50% 4% 8%
CR700°C (°C/s) 161,90 181,46 254,50 261,93
CR300°C (°C/s) 95,61 90,19 91,06 92,49
CR200°C (°C/s) 46,13 39,57 42,52 43,10
t700°C (s) 4,39 4,00 3,06 2,05
t300°C (s) 6,88 6,46 5,30 4,24
t200°C (s) 8,34 8,04 6,83 5,74
0,50% 4% 8%Coeficiente de
Transferência de Calor á
700°C (W/m2K)
4317 5237 8752 9195
Coeficiente de
Transferência de Calor á
300°C (W/m2K)
7829 7029 7029 7243
Coeficiente de
Transferência de Calor á
200°C (W/m2K)
4741 4000 4402 4496
Sabão Marca B
Sabão Marca BTemperatura do Banho 25°C Água
Temperatura de Banho 25°C Água

44
transferência de calor para essas temperaturas menores do que o da água sem aditivos, o que é
benéfico para o tratamento de têmpera como comentado anteriormente.
As concentrações de 4% e 8% de sabão da marca B mostraram-se um perfil de
resfriamento desejado para serem utilizadas como meio de resfriamento na têmpera, o que não
ocorreu com a concentração de 0,5% do mesmo sabão. Levando em consideração os perfis de
resfriamento dos sabões de marca B além de aspectos econômicos, têm se que para esta marca
de sabão o a concentração de 4% é a mais adequada para ser utilizada no tratamento térmico de
têmpera, uma vez que seria necessário utilizar o dobro de soluto (ou seja, o dobro do custo) na
concentração de 8%, para se obter um perfil de resfriamento muito parecido, ou até mesmo pior
do que o obtido para a concentração de 4%.
5.2.3 Solução com Sabão Marca C: Curvas e Parâmetros
A seguir estão representadas as curvas e as taxas de resfriamento assim como o
coeficiente de transferência de calor para a água e para as soluções de água mais sabão da marca
B.
Figura 21 - Curva de Resfriamento da água, e das soluções água com sabão da marca C
nas concentrações 0,5%; 4% e 8%

45
As curvas das soluções com sabão da marca C mostraram um comportamento muito
semelhantes com as curvas das soluções com sabão da marca B.
Analisando o gráfico de variação da taxa de resfriamento para concentração de 0,5% de
sabão C observa-se a ocorrência de formação da camada de vapor, sendo suas curvas muito
semelhantes às da água sem aditivos, com exceção de um leve aumento na taxa máxima de
resfriamento.
Assim como para o sabão B, as curvas apresentadas para as soluções com sabão da
marca C nas concentrações de 4% e 8% nota-se um grande aumento na eficiência do
resfriamento quando comparado com a água sem aditivos, com taxas de resfriamentos bem
maiores e a inexistência da camada de vapor.
Figura 22 - - Variação da taxa de resfriamento pelo tempo para a água destilada, e para as
soluções de água com sabão da marca C nas concentrações 0,5%, 4% e 8%

46
Tabela 6 - Parâmetros de resfriamento para as soluções de água com sabão marca C a 25°C, sem agitação
Analisando a tabela 7, nota-se que adição do sabão da marca C em água promoveu
alterações nas propriedades de resfriamento do fluído principalmente no início do tratamento
térmico, sendo essas propriedades muito semelhantes ás de resfriamento das soluções com
sabão da marca B.
Para os coeficientes obtidos á 700°C, têm-se que o de maior valor foi o da solução que
continha 8% de substrato (C), com o valor de 8705 W/m2k. O segundo maior coeficiente
calculado para essa temperatura foi o da solução com 4% de sabão da marca C, sendo esse valor
igual a 8633 W/m2k , estes são maiores que o dobro do coeficiente calculado para a água sem
aditivos para essa temperatura Tal fato é muito favorável para o processo de têmpera, pois inibi
a formação de perlita, obtendo maior quantidade de martensita na peça tratada.
Em relação a solução com concentração de 0,5% houve um ligeiro aumento no
coeficiente de transferência de calor em relação ao da água pura.
Os parâmetros de resfriamento calculados para as temperaturas de transformação
martensítica para o sabão da marca C também são muito semelhantes aos observados para o
sabão da marca B. Para os coeficientes calculados á 200°C e a 300°C têm se que o da água
destilada é ligeiramente maior do que o de qualquer concentração.
0,50% 4% 8%
CR700°C (°C/s) 161,90 157,63 253,21 253,73
CR300°C (°C/s) 95,61 92,67 90,39 91,49
CR200°C (°C/s) 46,13 40,98 40,32 41,20
t700°C (s) 4,39 4,70 2,20 2,23
t300°C (s) 6,88 7,33 4,43 4,45
t200°C (s) 8,34 8,86 6,01 5,99
0,50% 4% 8%Coeficiente de
Transferência de Calor á
700°C (W/m2K)
4317 4334 8633 8705
Coeficiente de
Transferência de Calor á
300°C (W/m2K)
7829 7271 6918 7100
Coeficiente de
Transferência de Calor á
200°C (W/m2K)
4741 4161 4061 4194
Sabão Marca C
Sabão Marca C
Temperatura do Banho 25°C Água
Temperatura de Banho 25°C Água

47
Sendo assim, têm-se que para as soluções com sabão da marca C, existe um aumento
da eficiência no início do resfriamento (á 700°C), para as 3 concentrações. Entretanto, para a
concentração de 0,5% o aumento da eficiência é quase imperceptível. Analisando os perfis de
resfriamento das soluções de sabão C nas concentrações de 4% e 8%, têm se um perfil mais
desejado para a concentração de 4% principalmente nas temperaturas de 200°C e 300°C (a
700°C a concentração de 4% apresenta um coeficiente um pouco menor do que do que o da
solução de 4%, porém essa diferença é muito pequena). Além disso, considerando aspectos
econômicos, a concentração de 4% de sabão é muito mais interessante, uma vez que utiliza
metade da quantidade de soluto.
5.3 - Resultado de Soluções de Silicato de Sódio
Para que pudesse estudar melhor qual a interferência do surfactante e dos inibidores de
espuma nos parâmetros de resfriamento, realizou-se ensaios para soluções de silicatos de
sódio puro, nas mesmas concentrações realizadas para os sabões. As curvas de
resfriamento, assim como as curvas de variação da taxa de resfriamento pelo tempo do
silicato de sódio são exibidas a seguir:
Figura 23 - Curva de Resfriamento da água, e das soluções água com silicato de sódio nas
concentrações 0,5%; 4% e 8%

48
Analisando aos gráficos acima, nota-se que a curva para a concentração de 4% se aproxima
bastante da curva de contração 0,5%, ao contrário do que acontece com os sabões,
principalmente das marcas B e C, nas quais as curvas de resfriamento, e de variação da taxa de
resfriamento da concentração 4% estão bem mais próximas das curvas nas concentrações de
8%.
Comparando as curvas de silicato de sódio com as de sabão, nota-se que elas apresentam
comportamento semelhante. A comparação entre a eficiência do resfriamento das soluções de
silicato de sódio puro, e das soluções de sabão será melhor discutida no item no qual é exibido
todos os parâmetros de resfriamento para todas as curvas adquiridas.
5.4 - Resultados Soluções de NaCl e NaOH
Figura 24 - Variação da taxa de resfriamento pelo tempo para a água destilada, e para as
soluções de água com silicato de sódio nas concentrações 0,5%, 4% e 8%

49
Aditivos com cloreto de sódio (NaCl) e hidróxido de sódio (NaOH), possuem um
desempenho muito eficaz no tratamento térmico de têmpera, porém seus altos teores corrosivos
acabam limitando o uso desses aditivos em fluídos de resfriamento de têmpera. Para analisar
melhor os resultados obtidos no resfriamento utilizando os sabões como aditivos, foram
aquisitados os parâmetros de resfriamento das soluções de NaCl e NaOH. A seguir são
mostradas as curvas de resfriamento e de variação do coeficiente da taxa de resfriamento para
as soluções de NaCl e NaOH nas mesmas concentrações dos sabões:
Figura 25 - Curva de Resfriamento da água, e das soluções água com cloreto de sódio nas
concentrações 0,5%; 4% e 8%

50
Figura 27 - Curva de Resfriamento da água, e das soluções água com hidróxido de sódio
nas concentrações 0,5%; 4% e 8%
0
100
200
300
400
500
600
700
800
900
0 10 20 30 40 50
TEM
PER
ATU
RA
(°C
)
TEMPO (S)
0,50% 4,00% 8,00% Água
Figura 26 - Variação da taxa de resfriamento pelo tempo para a água destilada, e para as
soluções de água com cloreto de sódio nas concentrações 0,5%, 4% e 8%

51
Uma diferença clara que se nota comparando as curvas para a concentração de 0,5% de
sabão com as dos sais puros é que para os sais puro quase não se observa mais a formação da
camada de vapor, enquanto para os sabões, nessa mesma concentração, observa a formação da
camada de vapor para as três marcas de sabão. Isso ocorre, pois, os sabões não são formados
apenas por sais, sendo assim, em uma pequena concentração de sabão, não há íon suficiente
para que ocorra a ruptura da camada de vapor.
5.5 - Comparação dos parâmetros de resfriamento de todas as soluções
A tabela 7 refere-se a taxa máxima de resfriamento das soluções e as respectivas
temperaturas nas quais essas taxas ocorrem:
Figura 28 - Variação da taxa de resfriamento pelo tempo para a água destilada, e para as
soluções de água com hidróxido de sódio nas concentrações 0,5%, 4% e 8%

52
Analisando a tabela 7, verifica-se que para baixas concentrações, 0,5%, as soluções que
possuem apenas sal atingem uma taxa de resfriamento maior do que para as mesmas
concentrações de sabão. Para as demais concentrações, 4% e 8%, os sabões da marca A e B
apresentaram taxas máximas de resfriamento máxima maiores do que as taxa máximas para a
solução de NaCl. Comparando o sabão da marca B e C com o hidróxido de sódio para as
concentrações de 4% e 8%, verifica-se que eles apresentam taxas máximas muito similares,
sendo as do hidróxido cerca de 3 a 5 por cento maior que a dos sabões.
As temperaturas nas quais ocorrem as taxas máxima de resfriamento são importantes
pois elas estão relacionadas com o tempo da camada de vapor. Quanto maior a temperatura da
taxa máxima, menor o tempo da camada de vapor, pois a camada de vapor desloca a taxa de
resfriamento para baixo, como explicado na revisão bibliográfica.
Para concentrações de 4% e 8% dos sabões de marca A e B não há mais ocorrência da
camada de vapor, assim como para as mesmas concentrações par as soluções de NaOH e NaCl.
Sendo assim, a temperatura nas quais ocorrem as taxas máximas para essas soluções, nessas
concentrações são muito similares.
Tabela 7 - Taxas máximas de resfriamento, variação da taxa em máxima em relação a água sem aditivos e
temperatura na qual a taxa máxima de resfriamento ocorre para os 3 sabões, para o cloreto de sódio, hidróxido de
sódio e silicato de sólido,
Concentração 0,50% 4% 8% 0,50% 4% 8% 0,50% 4% 8%
Taxa de
Resfriamento
Máxima (°C/s)
176,80 209,07 178,59 211,27 194,79 246,24 185,53 255,75 258,30 189,04
Variação em Relaçaõ
á àgua (%)-6% 11% -6% 12% 3% 30% -2% 35% 37% -
Temperatura da taxa
máxima de
resfriamento (°C)
579,84 634,88 624,51 628,09 714,24 712,48 585,49 719,21 727,20 591,25
Concentração 0,50% 4% 8% 0,50% 4% 8% 0,50% 4% 8%
Taxa de
Resfriamento
Máxima (°C/s)
194,71 233,01 246,87 208,12 270,62 246,24 200,42 196,98 233,70 189,04
Variação em Relaçaõ
á àgua (%)3% 23% 31% 10% 43% 30% 6% 4% 24% -
Temperatura da taxa
máxima de
resfriamento (°C)
579,58 721,25 738,17 658,45 719,96 711,81 649,41 606,26 662,94 591,25
Hidóxido de Sódio
Sabão Marca A Sabão Marca B Sabão Marca C
Cloreto de Sódio
Água
ÁguaSilicato de Sódio

53
A tabela 7 traz outro fato interessante. Olhando as taxas máxima de resfriamento para o
sabão da marca A nas concentrações 0,5% e 8% observa-se que elas são muito próximas. Porém
se analisarmos a temperatura máxima de ocorrência dessas taxas nota-se que para a
concentração de 0,5%, ela é bem menor do que para a concentração de 8%. Isso corre pois para
a concentração de 0,5% de sabão da marca A, ainda há formação da camada de vapor,
deslocando, o que faz com que a taxa máxima de resfriamento ocorra a uma temperatura bem
menor.
A seguir estão todos os coeficientes de transferência de calor, para as temperaturas de
200C, 300°C e 700°C
Analisando a tabela 8, e levando em conta aspectos econômicos, verifica-se que dentre os
sabões, o que apresentou melhor desempenho como aditivo a água em fluído de têmpera foi o
sabão da marca C na concentração de 4%. O coeficiente de transferência de calor a 700°C para
essa solução ficou cerca de 5% menor do que o maior coeficiente de transferência de calculado
0,50% 4% 8% 0,50% 4% 8% 0,50% 4% 8%
Coeficiente de
Transferência de Calor á
700°C (W/m2K)
4317 4437 5735 5330 5237 8752 9195 4334 8633 8705
Coeficiente de
Transferência de Calor á
300°C (W/m2K)
7829 7136 7153 7370 7029 7029 7243 7271 6918 7100
Coeficiente de
Transferência de Calor á
200°C (W/m2K)
4741 4000 4501 4825 4000 4402 4496 4161 4061 4194
0,50% 4% 8% 0,50% 4% 8% 0,50% 4% 8%
Coeficiente de
Transferência de Calor á
700°C (W/m2K)
4317 5036 7194 8154 6595 9593 9473 5995 5396 7674
Coeficiente de
Transferência de Calor á
300°C (W/m2K)
7829 6675 6345 5686 5686 5604 5274 5192 4862 5233
Coeficiente de
Transferência de Calor á
200°C (W/m2K)
4741 4889 4370 3778 4815 3704 3259 2133 2074 2141
Sabão Marca C
Silicato de Sódio
Sabão Marca A Sabão Marca B
NaOHTemperatura de Banho 25°C Água
Temperatura de Banho 25°C Água
NaCl
Tabela 8 - Coeficientes de transferência de calor para as 3 marcas de sabão, para as soluções de hidróxido de
sódio, cloreto de sódio e silicato de sódio nas temperaturas de 700°C, 300°C e 200°C

54
para os aditivos estudados, que é o da solução de hidróxido de sódio na concentração de 4%.
Comparando a solução que obteve o melhor desempenho dentre os sabão (4% sabão da marca
C), observa que ele apenas não é melhor do que para soluções de hidróxido de sódio na
concentração de 4% e 8%. O hidróxido de sódio nessas concentrações apresenta um coeficiente
de transferência de calor a 700°C cerca de 10% e carca de 25% menor para os coeficientes
calculados nas temperaturas de 300°C e 200°C, sendo um perfil muito desejado para o
resfriamento de aços em têmpera, porém o hidróxido de sódio apresenta alguns fatores
negativos. Um deles é alto grau corrosivo, e outro é seu descarte que é crítico. Caso descartado
em lugares indevidos e sem uma tratativa adequada, pode acarreta em sérios danos para o meio
ambiente.
Os melhores resultados obtidos para as temperaturas de transformação martensítica também
foram os da concentração de 4% de silicato de sódio, sendo seus coeficientes a 200°C e a 300°C
um dos menores calculados. Porém os coeficientes de resfriamento calculado para esse sal á
temperatura de 700°C também são muitos baixos, não sendo assim um sal interessante para ser
usado como aditivo em fluido de resfriamento de têmpera.
Os parâmetros obtidos para as curvas obtidas para soluções de sabão, principalmente
para o sabão da marca B e C foram mais satisfatórios quando comparado com os coeficientes
obtidos para as soluções de silicato de sódio puro. Tal fato deve-se atribuir a presença de
surfactantes e antiespumantes presentes no sabão.
O fabricante do sabão da marca C foi o que maior detalhou sua composição química,
sendo que ele diz ter cerca de 70% de carbonato de sódio além disso, as outras substâncias de
em maiores quantidades encontrada nesse sabão também são derivados de sódio. Se
compararmos os resultados do sabão de marca C com os resultados obtidos pelas soluções de
NaCl, observa-se um perfil de resfriamento melhor para o tratamento de têmpera para a solução
com sabão de marca C, o que faz concluir que outras substâncias além dos sais presentes no
sabão influenciam de forma positiva a eficiência do resfriamento.
Para maiores explicações sobre a influência dos componentes químicos na eficiência do
resfriamento seria necessária uma quantificação mais detalhada da parte orgânica dos sabões.

55
Outra característica que pode ter afetado na eficiência do resfriamento é que a
decomposição dos carbonatos ocorre a uma temperatura de aproximadamente 400°C. Quando
a peça de aço é mergulhada na solução, a uma temperatura em torno de 850°C, pequenos filmes
da solução que estão em contato com a peça podem sofrer um aquecimento que pode decompor
os carbonatos em óxidos, alterando assim o comportamento da solução no resfriamento,
entretanto não foram feitos testes que comprovassem essas alterações. Para o sabão de marca
C, que é o qual possui a maior quantidade de carbonato de sódio segundo o fabricante, foi
possível observar a formação de um precipitado como mostrado na figura a seguir. Esse
precipitado pode ser consequência dessa oxidação do carbonato de sódio.
Silicatos de sódios são usados como desfloculastes na indústria de materiais cerâmicos,
portanto a medida do potencial zeta, que mede a tendência a tendência das suspensões ou
emulsões coloidais em se manterem dispersas, permitiria tirar conclusões mais detalhadas do
comportamento dessas partículas. Entretanto este trabalho busca verificar apenas o
comportamento da eficiência dessas soluções e o que verificou foi que os sabões de marca B e
C nas concentrações de 4% e 8% foram os que apresentaram os melhores desempenhos. Por
questões de custo têm-se que a sugestão inicial é a utilização da concentração de 4% dos sabões
B e C para serem usados como fluidos de resfriamento em têmpera.
Figura 29 - Precipitado observado na solução
com sabão da marca C após o processo de
resfriamento da sonda. Fonte: autor
56
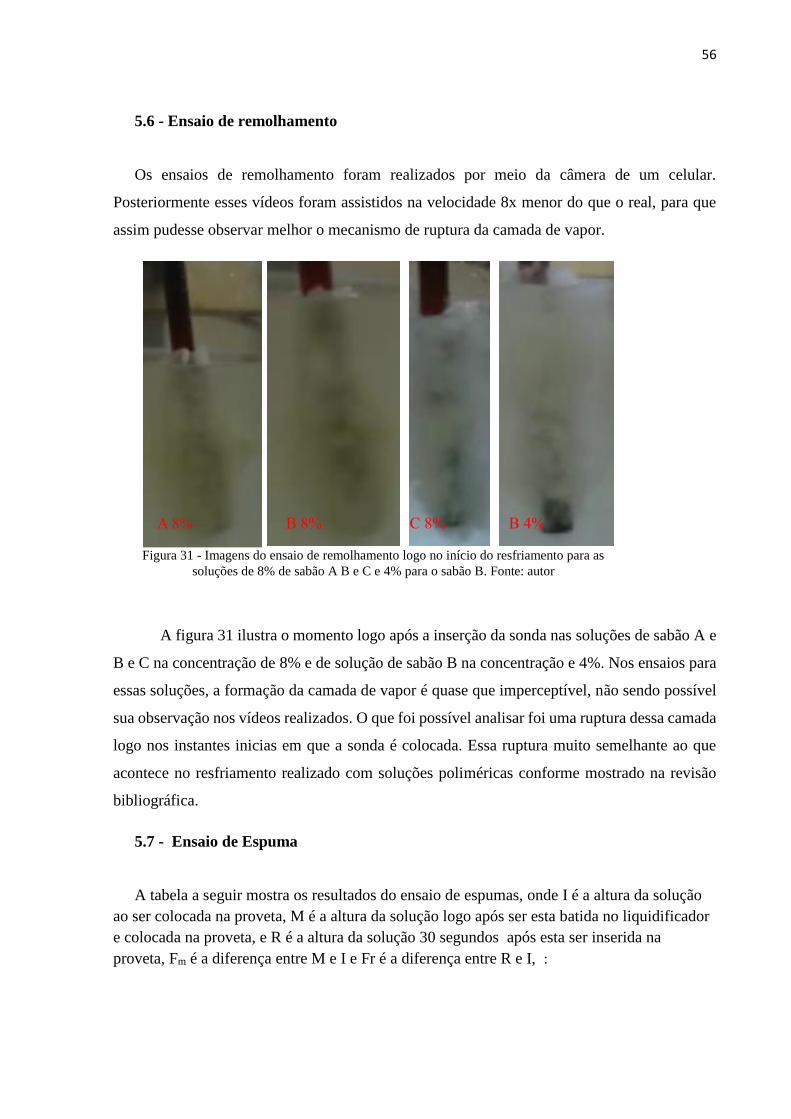
5.6 - Ensaio de remolhamento
Os ensaios de remolhamento foram realizados por meio da câmera de um celular.
Posteriormente esses vídeos foram assistidos na velocidade 8x menor do que o real, para que
assim pudesse observar melhor o mecanismo de ruptura da camada de vapor.
A figura 31 ilustra o momento logo após a inserção da sonda nas soluções de sabão A e
B e C na concentração de 8% e de solução de sabão B na concentração e 4%. Nos ensaios para
essas soluções, a formação da camada de vapor é quase que imperceptível, não sendo possível
sua observação nos vídeos realizados. O que foi possível analisar foi uma ruptura dessa camada
logo nos instantes inicias em que a sonda é colocada. Essa ruptura muito semelhante ao que
acontece no resfriamento realizado com soluções poliméricas conforme mostrado na revisão
bibliográfica.
5.7 - Ensaio de Espuma
A tabela a seguir mostra os resultados do ensaio de espumas, onde I é a altura da solução
ao ser colocada na proveta, M é a altura da solução logo após ser esta batida no liquidificador
e colocada na proveta, e R é a altura da solução 30 segundos após esta ser inserida na
proveta, Fm é a diferença entre M e I e Fr é a diferença entre R e I, :
A 8% C 8% B 8% B 4%
Figura 31 - Imagens do ensaio de remolhamento logo no início do resfriamento para as
soluções de 8% de sabão A B e C e 4% para o sabão B. Fonte: autor

57
Analisando a tabela acima é possível observar que o sabão da marca A é o qual têm se
maior formação de espuma, sendo o maior Fm dentre os 3 sabões, seguido pela solução com
sabão B e por último, a solução com sabão C a qual quase não se observa formação de
espuma.
Além disso, observando o Fr, que representa a altura da espuma após relaxar 30
segundos, têm -se que o da marca C o maior também.
Como era esperado levando em conta a análise química, os sabões da marca B e C foram
os que apresentaram menor formação de espuma, fato que é
Sendo assim, levando em conta os resultados desse ensaio, pode se atribuir como um dos
fatores relacionado a menor eficiência observada nos parâmetros de resfriamento do sabão A,
a maior formação de espuma, uma vez que espumas são formadas por grande quantidade de ar,
e o ar é um péssimo condutor de calor. Além disso, outra suposição possível de fazer analisando
o ensaio de espuma, é a de que a menor eficiência nos parâmetros de resfriamento observada
para as soluções de 8% de sabão da marca A em relação 4% do mesmo sabão pode estar
relacionada com a formação de espuma, uma vez que possivelmente a formação de espuma será
menor para a concentração de 4%, tendo está uma melhor eficiência, porém para confirmar isto
é necessário realizar o ensaio de espuma para a concentração de 4% de sabão da marca A.
Comparando os resultados dos sabões B e C, verifica-se considerando apenas a formação
de espuma, o C teria uma eficiência ligeiramente maior, por formar menos espumas.
6 CONCLUSÃO
Os três sabões apresentaram desempenho muito satisfatório para serem usados como
aditivos para fluídos de têmpera.
O sabão da marca A foi o que apresentou desempenho bem diferentes dentre os estudados,
sendo o que teve pior eficiência no resfriamento. Esse fato pode ser atribuído tanto pela
composição química do sabão, a qual é muito diferente das dos outros sabões.
Tabela 9 - Tabela de resultados do ensaio de espuma
Sabão I (mm) M (mm) R (mm) Fm (mm) Fr (mm)
Sabão Marca A 85 101 95 16 10
Sabão Marca B 85 91 90 6 5
Sabão Marca C 85 86 86 1 1

58
Meios de resfriamento formado por sais a base de carbonatos e silicatos, aliado com
substâncias surfactantes e antiespumantes formaram uma solução aquosa muito eficiente para
serem usada em têmpera.
As soluções de 0,5% de concentração em sabão não foram suficientes para romper a
camada de vapor formada no início da têmpera. Isso porque os sabões possuem outras
substâncias além de sais (surfactantes e antiespumantes), sendo assim, a concentração de íons
presente na solução não foi suficiente para romper a camada de vapor nessas temperaturas.
O sabão C, foi o que teve melhor desempenho como aditivo de fluído de têmpera e também
foi o sabão que apresentou maior quantidade sódio, ou seja, maior quantidade de carbonatos e
silicatos em sua composição. Por fatores de custo, têm se que a concentração de 4% do sabão
da marca C seria a melhor para ser usada no tratamento térmico de aços.
Apesar do hidróxido de sódio puro apresenta maior eficiência para ser usado em fluídos
de resfriamento de têmpera, a sua utilização acaba sendo limitada pela característica altamente
corrosiva e pela dificuldade de descarte dessa solução.
A solução com sabão A foi que se observou maior formação da quantidade de espuma,
sendo este um fator possível para explicar sua eficiência menor no resfriamento em relação aos
outros sabões.
7 TRABALHOS FUTUROS
Recomenda-se que para trabalhos futuros realizados com sabões de máquina de lava-
louça como aditivo para meio de resfriamento em têmpera, que sejam realizados:
1. Ensaios de resfriamento com temperatura do banho a 45°C e 60°C;
2. Ensaios de molhabilidade;
3. Análise química por cromatografia iônica para que se tenha maior conhecimentos dos
tipos de íons encontrados nas soluções com os sabões.

59
8 REFERÊNCIAS
[1]. KORAD, Thanaporn; POLBON, Mana; PEARCE, John; CHUMCHERY, Niphon.
Improving quench hardening of low carbon steell. Journal of Metals, Materials and
Minerals, [S.L], v. 21, n. 1, p. 67-74, 2011.
[2]. LOZANO, Diego. Encyclopedia of iron, steel and their alloy: Quenching: brine and
caustica. Nova Iorque, EUA: [s.n.], 2016. P. 2824-2833.
[3]. PRABHU, K. N. Wetting Kinetics and Quench Severity of Selected Vegetable Oils for
Heat Treatment. Em: LIŠČIĆ, B. Quenching Theory and Technology, Boca Renton, Fl, USA:
CRC Press, 2010. Cap. 8, p. 205-228.
[4]. INDUSTRIAL HEATING. Aços e processos para tecnologia a vácuo - parte 3.
Disponível em: <http://revistaih.com.br/tempera-a-vacuo-parte-iii-acos-e-processos-para-a-
tecnologia-de-vacuo/>. Acesso em: 29 out. 2017.
[5]. SEGERBERG, S.O. Classification of Quench Oils: A Method of Comparison, Heat
Treating, 1988, December, p. 30-33.
[6]. CASTRO, B.A. de. Estudo de nanofluidos para aplicação em têmpera; 79f. Monografia
(Trabalho de conclusão de curso) – Departamento de Engenharia de Materiais, Escola de
Engenharia de são Carlos – Universidade de São Paulo, São Carlos, 2017.
[7]. TOTTEN, G.E.; TENSI, H.M. Using Conductance Data to Characterize
Quenchants. Heat Treating Progress. USA, p. 39-42. Jul. 2002.
[8]. PRABHU, K. N.; FERNANDES, Peter. Determination of Wetting Behavior, Spread
Activation Energy, and Quench of Bioquenchants. Metallurgical And Materials
Transactions B, Mangalor, Índia, p. 631-640. Ago. 2007.
[9]. LUZ, A. P.; RIBEIRO, S.; PANDOLFELLI, V.C. Artigo revisão: uso da molhabilidade
na investigação do comportamento de corrosão de materiais refratários cerâmicas, São
Paulo, v. 54, n. 330, p. 17-183, abr./jun. 2008.
[10]. KIM, H., et al. Effect of nanoparticle deposition on rewetting temperature and
quench velocity in experiments with stainless steel rodlets and nanofluids. Proceedings of
the ASME 2009 7th International Conference on Nanochannels, Microchannels and
Minichannels, ICNMM2009, June 22-24, 2009, Pohang, South Korea.
[11]. TOTTEN, G.E.; BATES, C.E.; CLINTON, N.A. Handbook of Quenchants and
Quenching Technology. Materials Park, OH: ASM Internacional, 1993. P. 69-128.
[12]. PRABHU, K. N. Wetting Kinetics and Quench Severity of Selected Vegetable Oils
for Heat Treatment. Em: LIŠČIĆ, B. Quenching Theory and Technology, Boca Renton, Fl,
USA: CRC Press, 2010. Cap. 8, p. 205-228.

60
[13]. TOTTEN, G.E.; TENSI, H.M. Using Conductance Data to Characterize
Quenchants. Heat Treating Progress. USA, p. 39-42. Jul. 2002.
[14]. OTERO, R. L. S. Calculation of Kobasko’s Simplifeid Heat Transfer Coefficients
from Cooling Curve Data Obtained with Small Probes. Journal of Astm
International, São Carlos, abr. 2012.
[15]. FUCHS, R J. Formulation of household automatic dishwasher detergent. Journal of
the american oil chemists society, [S.L.], v. 58, n. 4, p. 366-370, abr. 1981.
[16]. HOWSTUFFWORKS. How dishwashers work. Disponível em:
<https://home.howstuffworks.com/dishwasher.htm>. Acesso em: 29 out. 2017.
[17]. DALTIN, Décio. Tensoativos: química, propriedades de aplicação. 1 ed. São Paulo,
Brasil: Edgard Blücher Ltda., 2012. P. 1-49.
[18]. UNDERSTANDING OUR PLANET THROUGH CHEMISTRY. ICP-OES technique
description. Disponivel em: <https://minerals.cr.usgs.gov/gips/na/5process.html>. Acesso em:
14 set. 2017.
[19]. TOTTEN, G.E.; BATES, C.E.; CLINTON, N.A. Handbook of Quenchants and
Quenching Technology. Materials Park, OH: ASM Internacional, 1993. P. 69-128.
[20]. HSU, S. et al. On the formation of vapor film during quenching in de-ionized water
and elimination of film boiling during quenching in natural sea water. International journal
of heat and mass transfer, [S.L.], v. 86, p. 65-71, jan. 2015.
[21]. YANGXIN, Yu; JIN, Zhao; BAYLY, Andrew E. Development of surfactants and
builders in detergent formulations. Chinese journal of chemical engineering. Pequim, v.
16, n. 4, p. 517-527, Jan. 2008.
[22]. PICKUP, John. Environmental safety of halogenate organic by-products from use of
active chlorine. Euro chlor, [S.L.], v. 1, p. 1-7, jan. 2012.
[23]. MANUAL QUÍMICA. Composição química do sabão. Disponível em:
<http://manualdaquimica.uol.com.br/curiosidades-quimica/composicao-quimica-sabao.htm>.
Acesso em: 27 out. 2017.
[24]. MUNDO EDUCAÇÃO. Sais de ácidos carboxílico. Disponível em:
<http://mundoeducacao.bol.uol.com.br/quimica/sais-acidos-carboxilicos.htm>. Acesso em: 26
out. 2017.
[25]. CHAISALEE, Ratchadaporn; SOONTAVANICH, Sukhwan; SCAMEHORN, John F.;
YANUMET, Nantaya. Mechanism of antifoam behavior of solutions of noionic surfactants
above the cloud point. Journal of surfactans and detergents, [S.L.], v. 6, n. 4, p. 345-351, out.
2013.

61
[26]. SOME PHYSICAL PHENOMENA DURING QUENCHING. Nova Iorque:
Consultants Bureau,Junho 1973.
[27]. Wenzel, R.N. Surface roughness and contact angle (letter),
Journal of Physical and Colloid Chemistry. 53 (9) (1949) 1466.
[28]. REDDY, A.V.; AKERS, D.A.; CHUZOY, L; PERSHING, M.A.; WOLDOW, R.A. A
Simple Method Evaluates Quenches, Heat Treating Progress, 2001, June/July, p. 40-42.
[29]. MONROE, R.W.; BATES, C.E. Evaluating Quenchants and Facilities for Hardening
Steel, J. Heat Treating, 1983, Vol. 3, No. 2, p. 83-99.
[30]. DAKINS, M.E.; BATES, C.E.; TOTTEN, G.E. Estimating Quench Severity with
Cooling Curves, Heat Treating, 1992, April, p 24-26.
[31]. TAMURA, I.; SHIMIZU, N.; OKADA, T. A Method to Judge the Quench-Hardening
of Steel from Cooling Curves of Quenching Oils, j. Heat Treating, 1984, Vol. 3, No. 4, p.
335-343.
[32]. BODIN, J; SEGERBERG, S. Measurement and Evaluation of the Quenching Power
of Quenching Media for Hardening, in Proceed. of the First International Conference on
Quenching and Control of Distortion, Chicago, IL 22-25 September 1992, G.E. Totten, Ed.;
ASM International, Materials Park, OH, p. 1-11.
.

62
9 APÊNDICE
Tabela A1: Propriedades termo físicas do INCONEL 600 em diferentes temperaturas [9].
Propriedade Temperatura (ºC)
100 200 300 400 500 600 700
Condutividade térmica – α (W/mK) 14.2 16 17.8 19.7 21.7 23.7 25.9
Difusividade térmica – λ
(x 10-6 m2/s)
3.7 4.1 4.3 4.8 5.1 5.4 5.6
Tabela A2: Correlação entre número de Biot generalizado (Biv), Critério de campo de temperatura (“criterion of
temperature field non-smoothness) (ψ) e número de Kondratjev (Kn).
BiV ψ Kn BiV ψ Kn BiV ψ Kn
0.00 1.00000 0.00000 0.68 0.64000 0.43536 1.95 0.36263 0.70712
0.01 0.99284 0.00993 0.70 0.63297 0.44308 2.00 0.35637 0.71274
0.02 0.98574 0.01971 0.72 0.62585 0.45061 2.05 0.35032 0.71816
0.04 0.97171 0.03887 0.74 0.61887 0.45796 2.10 0.34447 0.72338
0.06 0.95791 0.05747 0.76 0.61200 0.46513 2.15 0.33880 0.72841
0.08 0.94434 0.07555 0.78 0.60531 0.47214 2.20 0.33331 0.73328
0.10 0.93101 0.09310 0.80 0.59873 0.47898 2.25 0.32799 0.73797
0.12 0.91792 0.11015 0.82 0.59227 0.48566 2.30 0.32283 0.74251
0.14 0.90507 0.12671 0.84 0.58594 0.49319 2.35 0.31783 0.74690
0.16 0.89246 0.14279 0.86 0.57973 0.49857 2.40 0.31298 0.75115
0.18 0.88009 0.15842 0.88 0.57364 0.50480 2.45 0.30827 0.75525
0.20 0.86796 0.17359 0.90 0.56766 0.51089 2.50 0.30369 0.75923
0.22 0.85607 0.18833 0.92 0.56179 0.51851 2.55 0.29925 0.76309
0.24 0.84441 0.20266 0.94 0.55604 0.52268 2.60 0.29493 0.76682
0.26 0.83298 0.21657 0.96 0.55039 0.52837 2.65 0.29074 0.77045
0.28 0.82178 0.23010 0.98 0.54484 0.53395 2.70 0.28665 0.77396
0.30 0.81081 0.24324 1.00 0.53940 0.53940 2.75 0.28268 0.77737
0.32 0.80007 0.25602 1.05 0.52622 0.55253 2.80 0.27882 0.78069
0.34 0.78954 0.26844 1.10 0.51362 0.56498 2.85 0.27505 0.78390
0.36 0.77923 0.28052 1.15 0.50157 0.57680 2.90 0.27139 0.78703
0.38 0.76913 0.29227 1.20 0.49003 0.58804 2.95 0.26782 0.79007
0.40 0.75923 0.30369 1.25 0.47898 0.59873 3.00 0.26434 0.79302
0.42 0.74954 0.31481 1.30 0.46839 0.60891 3.05 0.26095 0.79590

63
0.44 0.74005 0.32562 1.35 0.45823 0.61861 3.10 0.25764 0.79870
0.46 0.73076 0.33615 1.40 0.44848 0.62787 3.15 0.25442 0.80142
0.48 0.72166 0.34640 1.45 0.43911 0.63672 3.20 0.25127 0.80407
0.50 0.71274 0.35637 1.50 0.43011 0.64517 3.25 0.24820 0.80665
0.52 0.70401 0.36608 1.55 0.42146 0.65326 3.30 0.24520 0.80917
0.54 0.69545 0.37555 1.60 0.41312 0.66100 3.35 0.24228 0.81162
0.56 0.68708 0.38476 1.65 0.40510 0.66842 3.40 0.23942 0.81402
0.58 0.67887 0.39374 1.70 0.39737 0.67553 3.45 0.23662 0.81635
0.60 0.67082 0.40249 1.75 0.38992 0.68236 3.50 0.23389 0.81863
0.62 0.66294 0.41103 1.80 0.38273 0.68892 3.55 0.23122 0.82085
0.64 0.65522 0.41934 1.85 0.37580 0.69523 3.60 0.22862 0.82302
0.66 0.64766 0.42745 1.90 0.36910 0.70129 3.65 0.22606 0.82513