UNIVERSIDADE DE PASSO FUNDO - usuarios.upf.brusuarios.upf.br/~engeamb/TCCs/2011-2/Jaerton...
73
UNIV FACULDAD CURS Filtro de mangas material particula VERSIDADE DE PASSO FUND DE DE ENGENHARIA E ARQUITE SO DE ENGENHARIA AMBIENTA Jaerton Santini s para o controle de emissões atm ado gerados no beneficiamento d granitos. Passo Fundo, 2011. DO ETURA AL mosféricas de de mármore e
Transcript of UNIVERSIDADE DE PASSO FUNDO - usuarios.upf.brusuarios.upf.br/~engeamb/TCCs/2011-2/Jaerton...

UNIVERSIDADE DE PASSO FUNDO
FACULDADE DE ENGENHARIA E ARQUITETURA
CURSO DE ENGENHARIA AMBIENTAL
Filtro de mangas para o controle de emissões atmosféricas de material particulado gerados no beneficiamento de mármore e
UNIVERSIDADE DE PASSO FUNDO
FACULDADE DE ENGENHARIA E ARQUITETURA
URSO DE ENGENHARIA AMBIENTAL
Jaerton Santini
Filtro de mangas para o controle de emissões atmosféricas de particulado gerados no beneficiamento de mármore e
granitos.
Passo Fundo, 2011.
UNIVERSIDADE DE PASSO FUNDO
FACULDADE DE ENGENHARIA E ARQUITETURA
URSO DE ENGENHARIA AMBIENTAL
Filtro de mangas para o controle de emissões atmosféricas de particulado gerados no beneficiamento de mármore e
Filtro de mangas para o controle de emissões atmosféricas de material particulado gerados no beneficiamento de mármore e
Jaerton Santini
Filtro de mangas para o controle de emissões atmosféricas de material particulado gerados no beneficiamento de mármore e
granitos.
Trabalho de conclusão de curso de Engenharia Ambiental, como parte dos requisitos exigidos para obtenção do título de Engenheiro Ambiental.Orientador: Prof. Vandré Barbosa Brião,Doutor.
Passo Fundo, 2011.
Filtro de mangas para o controle de emissões atmosféricas de material particulado gerados no beneficiamento de mármore e
Trabalho de conclusão de curso apresentado ao curso de Engenharia Ambiental, como parte dos requisitos exigidos para obtenção do título de Engenheiro Ambiental.
Vandré Barbosa Brião,

Filtro de mangas para o controle de emissões atmosféricas de
material particulado gerados no beneficiamento de mármore e
Trabalho de Conclusão de Curso como requisito parcial para a obtenção do título de
Engenheiro Ambiental –
Arquitetura da Universidade de Passo Fundo. Aprovado pela banca examinadora:
Orientador:_________________________
Faculdade de Engenharia e Arquitetura, UPF
___________________________________
Faculdade de Engenharia e Arquitetura, UPF
___________________________________
Faculdade de Engenharia e Arquitetura, UPF
TERMO DE APROVAÇÃO
Jaerton Santini
mangas para o controle de emissões atmosféricas de
material particulado gerados no beneficiamento de mármore e
granitos.
Trabalho de Conclusão de Curso como requisito parcial para a obtenção do título de
– Curso de Engenharia Ambiental da Faculdade de Engenharia e
Arquitetura da Universidade de Passo Fundo. Aprovado pela banca examinadora:
Orientador:_________________________
Vandré Barbosa Brião, Dr. Eng.
Faculdade de Engenharia e Arquitetura, UPF
___________________________________
Marcelo Henkemeier, Dr. Eng.
Faculdade de Engenharia e Arquitetura, UPF
___________________________________
Ricardo Salami Debastiani, Eng.
Faculdade de Engenharia e Arquitetura, UPF
Passo Fundo, 30 de novembro de 2011.
mangas para o controle de emissões atmosféricas de
material particulado gerados no beneficiamento de mármore e
Trabalho de Conclusão de Curso como requisito parcial para a obtenção do título de
da Faculdade de Engenharia e
Arquitetura da Universidade de Passo Fundo. Aprovado pela banca examinadora:

DEDICATÓRIAS
Dedico este Trabalho:
A Deus pela vida e pelas pessoas
maravilhosas que Ele permitiu que cruzassem o
meu caminho.
Aos meus pais, Jaime e Leony que
compartilharam os meus ideais e os alimentaram,
que incomparavelmente compreenderam meus
anseios e me incentivaram para que, com
coragem, eu atingisse meus objetivos, fossem
quais fossem os obstáculos; aos meus irmãos e
minha sobrinha, pelo apoio dado
momento; e à minha namorada que mesmo
distante sempre se manteve ao meu lado, dedico
essa minha conquista com a mais profunda
admiração e respeito.
Dedico este Trabalho:
A Deus pela vida e pelas pessoas
maravilhosas que Ele permitiu que cruzassem o
Aos meus pais, Jaime e Leony que
compartilharam os meus ideais e os alimentaram,
que incomparavelmente compreenderam meus
anseios e me incentivaram para que, com
oragem, eu atingisse meus objetivos, fossem
quais fossem os obstáculos; aos meus irmãos e
minha sobrinha, pelo apoio dado a todo o
; e à minha namorada que mesmo
ve ao meu lado, dedico
essa minha conquista com a mais profunda
“Eu sou dono do meu
destino, capitão da minha
alma.”
Eu sou dono do meu
destino, capitão da minha
Nelson Mandela

AGRADECIMENTOS
Ao Professor orientador Vandré Barbosa Brião,
desenvolvimento de todo o meu trabalho, pelos ensinamentos, e pela amizade
Aos Professores Marcelo He
Aos meus pais pelo grande apoio, ao longo de todo o curso.
Aos meus familiares que de uma forma ou de outra contribuíram com e
Aos Professores, funcionários e secretários da UPF.
A Universidade de Passo Fundo, pela disponibilidade da infra
Aos colegas e amigos, que de alguma forma ou de outra contribuíram para a
AGRADECIMENTOS
Ao Professor orientador Vandré Barbosa Brião, pelo incentivo durante o
desenvolvimento de todo o meu trabalho, pelos ensinamentos, e pela amizade
longo do curso.
Marcelo Hemkemeier e Ricardo Salami Debastiani
participar da banca.
Aos meus pais pelo grande apoio, ao longo de todo o curso.
Aos meus familiares que de uma forma ou de outra contribuíram com e
Aos Professores, funcionários e secretários da UPF.
A Universidade de Passo Fundo, pela disponibilidade da infra
Aos colegas e amigos, que de alguma forma ou de outra contribuíram para a
realização deste trabalho.
pelo incentivo durante o
desenvolvimento de todo o meu trabalho, pelos ensinamentos, e pela amizade conquistada ao
kemeier e Ricardo Salami Debastiani, por aceitarem
Aos meus pais pelo grande apoio, ao longo de todo o curso.
Aos meus familiares que de uma forma ou de outra contribuíram com esta conquista.
Aos Professores, funcionários e secretários da UPF.
A Universidade de Passo Fundo, pela disponibilidade da infra-estrutra.
Aos colegas e amigos, que de alguma forma ou de outra contribuíram para a

O Brasil é um dos cinco maiores produtores de rochas do mundo, sendo 80% da sua produção
exportada em matéria-prima bruta e com o desenvolvimento tecnológico na exploração de
rochas, o mercado está aquecido e tende a se expandir. Estima
de 10.000 empresas do setor de rochas, sendo aproximadamente 6.500 marmorarias,
responsáveis pelo acabamento final das rochas. As exportações no 1° trimestre de 2011
alcançaram um faturamento de U$$ 474,85 milhões no País.
de rochas é a principal causadora da silicose, com exposição dos trabalhadores a ambientes de
trabalho sem os cuidados mínimos de segurança para a exposição ocupacional à sílica,
presente nos mármores e granitos. Assim, o objetivo deste trabalho foi cara
particulado (M.P.) gerado em uma marmoraria, avaliar a eficiência de um filtro de mangas
piloto para controle do M.P
controle do M.P. Com a realização dos ensaios foi determinado
partículas respiráveis é de 2,92 µm. Estando situadas numa faixa de diâmetro considerada
crítica para a saúde do homem, pois as mesmas são inaladas pelo trato respiratório. A
avaliação do equipamento piloto apresentou uma eficiênci
ainda foi possível determinar o momento ideal para realização da limpeza do meio filtrante
com a análise da perda de carga e da variação da velocidade de filtração. Ao final realizou
o dimensionamento do equipamento em escala industrial
Palavras-chave: Material Particulado, Filtro de Mangas, Emissão Atmosférica, Pó de
mármore, Rochas ornamentais, Silicose.
RESUMO
é um dos cinco maiores produtores de rochas do mundo, sendo 80% da sua produção
prima bruta e com o desenvolvimento tecnológico na exploração de
rochas, o mercado está aquecido e tende a se expandir. Estima-se que hoje o país possua c
de 10.000 empresas do setor de rochas, sendo aproximadamente 6.500 marmorarias,
responsáveis pelo acabamento final das rochas. As exportações no 1° trimestre de 2011
alcançaram um faturamento de U$$ 474,85 milhões no País. A exploração e beneficiament
de rochas é a principal causadora da silicose, com exposição dos trabalhadores a ambientes de
trabalho sem os cuidados mínimos de segurança para a exposição ocupacional à sílica,
presente nos mármores e granitos. Assim, o objetivo deste trabalho foi cara
particulado (M.P.) gerado em uma marmoraria, avaliar a eficiência de um filtro de mangas
piloto para controle do M.P. e realizar o dimensionamento de um filtro de mangas para
controle do M.P. Com a realização dos ensaios foi determinado que o tamanho médio das
partículas respiráveis é de 2,92 µm. Estando situadas numa faixa de diâmetro considerada
crítica para a saúde do homem, pois as mesmas são inaladas pelo trato respiratório. A
avaliação do equipamento piloto apresentou uma eficiência de 99,9% no controle deste M.P
ainda foi possível determinar o momento ideal para realização da limpeza do meio filtrante
com a análise da perda de carga e da variação da velocidade de filtração. Ao final realizou
o dimensionamento do equipamento em escala industrial.
ve: Material Particulado, Filtro de Mangas, Emissão Atmosférica, Pó de
mármore, Rochas ornamentais, Silicose.
é um dos cinco maiores produtores de rochas do mundo, sendo 80% da sua produção
prima bruta e com o desenvolvimento tecnológico na exploração de
se que hoje o país possua cerca
de 10.000 empresas do setor de rochas, sendo aproximadamente 6.500 marmorarias,
responsáveis pelo acabamento final das rochas. As exportações no 1° trimestre de 2011
A exploração e beneficiamento
de rochas é a principal causadora da silicose, com exposição dos trabalhadores a ambientes de
trabalho sem os cuidados mínimos de segurança para a exposição ocupacional à sílica,
presente nos mármores e granitos. Assim, o objetivo deste trabalho foi caracterizar o material
particulado (M.P.) gerado em uma marmoraria, avaliar a eficiência de um filtro de mangas
e realizar o dimensionamento de um filtro de mangas para
que o tamanho médio das
partículas respiráveis é de 2,92 µm. Estando situadas numa faixa de diâmetro considerada
crítica para a saúde do homem, pois as mesmas são inaladas pelo trato respiratório. A
a de 99,9% no controle deste M.P. e
ainda foi possível determinar o momento ideal para realização da limpeza do meio filtrante
com a análise da perda de carga e da variação da velocidade de filtração. Ao final realizou-se
ve: Material Particulado, Filtro de Mangas, Emissão Atmosférica, Pó de
Brazil is one of the five largest producers of stones in the world, with 80% of its production
exported as raw. With the technological
growing and tends to expand. It is estimated that the country hás about 10,000 companies in
the Stone sector, with approximately 6,500 quarries, responsible for finishing the stones.
Exports in the first quarter of 2011 reached about U$$ 474.85 million. The exploitation and
processing of stone is the main cause of silicosis, with exposure of workers to workplaces
without safety care for occupational exposure to silica, present in marble and granite. The
objective of this study was to characterize the particulate matter (PM) generated in a marble
quarrying, evaluate the efficiency of a bag filter pilot to control the PM and design a bag filter
to control PM. It was determined that the average size of aerosol
in diameter range considered critical to health, because they are inhaled through the
respiratory system. The evaluation of the bag filter pilot had an efficiency of 99.9% in the
control of the MP and still was possible to det
the filter with the analysis of pressure drop and variation of the rate of filtration. Then, with
the design of equipment on industrial scale, all of the objectives of this work were achieved.
The evaluation of the pilot team had an efficiency of 99.9% in the control of the MP and still
was possible to determine the ideal time to perform the cleaning of the filter medium with the
analysis of pressure drop and variation of the rate of filtration. At the end we
design of the equipment on an industrial scale
Keywords: Particulate Matter, Bag Filter, Air Emissions, marble powder, Ornamental
Silicosis.
ABSTRACT
Brazil is one of the five largest producers of stones in the world, with 80% of its production
exported as raw. With the technological development in the exploration of stones, trade is
growing and tends to expand. It is estimated that the country hás about 10,000 companies in
the Stone sector, with approximately 6,500 quarries, responsible for finishing the stones.
uarter of 2011 reached about U$$ 474.85 million. The exploitation and
processing of stone is the main cause of silicosis, with exposure of workers to workplaces
without safety care for occupational exposure to silica, present in marble and granite. The
ective of this study was to characterize the particulate matter (PM) generated in a marble
quarrying, evaluate the efficiency of a bag filter pilot to control the PM and design a bag filter
to control PM. It was determined that the average size of aerosol particles is 2.92 micrometres
in diameter range considered critical to health, because they are inhaled through the
The evaluation of the bag filter pilot had an efficiency of 99.9% in the
control of the MP and still was possible to determine the ideal time to perform the cleaning of
the filter with the analysis of pressure drop and variation of the rate of filtration. Then, with
the design of equipment on industrial scale, all of the objectives of this work were achieved.
of the pilot team had an efficiency of 99.9% in the control of the MP and still
was possible to determine the ideal time to perform the cleaning of the filter medium with the
analysis of pressure drop and variation of the rate of filtration. At the end we
design of the equipment on an industrial scale.
Keywords: Particulate Matter, Bag Filter, Air Emissions, marble powder, Ornamental
Brazil is one of the five largest producers of stones in the world, with 80% of its production
development in the exploration of stones, trade is
growing and tends to expand. It is estimated that the country hás about 10,000 companies in
the Stone sector, with approximately 6,500 quarries, responsible for finishing the stones.
uarter of 2011 reached about U$$ 474.85 million. The exploitation and
processing of stone is the main cause of silicosis, with exposure of workers to workplaces
without safety care for occupational exposure to silica, present in marble and granite. The
ective of this study was to characterize the particulate matter (PM) generated in a marble
quarrying, evaluate the efficiency of a bag filter pilot to control the PM and design a bag filter
particles is 2.92 micrometres
in diameter range considered critical to health, because they are inhaled through the
The evaluation of the bag filter pilot had an efficiency of 99.9% in the
ermine the ideal time to perform the cleaning of
the filter with the analysis of pressure drop and variation of the rate of filtration. Then, with
the design of equipment on industrial scale, all of the objectives of this work were achieved.
of the pilot team had an efficiency of 99.9% in the control of the MP and still
was possible to determine the ideal time to perform the cleaning of the filter medium with the
analysis of pressure drop and variation of the rate of filtration. At the end we carried out the
Keywords: Particulate Matter, Bag Filter, Air Emissions, marble powder, Ornamental Stones,

Figura 1: Transformações técnicas e principais produtos da indústria de rochas
Figura 2: Evolução e projeção da produção e do intercâmbio mundial de rochas ornamentais e
de revestimento ................................
Figura 3: Empresas do Setor de Rochas Operantes no Brasil
Figura 4: Perfil da Produção Brasileira por tipo de Rocha
Figura 5: Distribuição Regional da Produção Bruta de Rochas Ornamentais no Brasil
Figura 6: Distribuição do Consumo Interno Aparente por Estados e Regiões
Figura 7: Exportações Mensais do Setor de Rochas Ornamentais Brasi
Figura 8: Exportações Mensais do Setor de Rochas Ornamentais Brasileiro
Figura 9: Importações acumuladas do setor de rochas
Figura 10: Tempo de deposição de partículas no solo partindo de uma altura de 1,65 m
Figura 11: Representação das principais regiões do trato respiratório
Figura 12: Filtro de mangas com sistema de limpeza por sacudimento (entr
................................................................
Figura 13: Filtro de mangas com sistema de limpeza por jato pulsante
Figura 14: Filtro de mangas com entrada externa de ar poluído
Figura 15: Comparação genérica entre mangas bem e mal dimensionadas
Figura 16: Preços relativos e aproximados entre os materiais das mangas
Figura 17: Peneiras utilizadas para o ensaio de granulometria
Figura 18: Filtro de mangas piloto utilizado nos testes laboratoriais
Figura 19: Leiaute do filtro de mangas utilizado
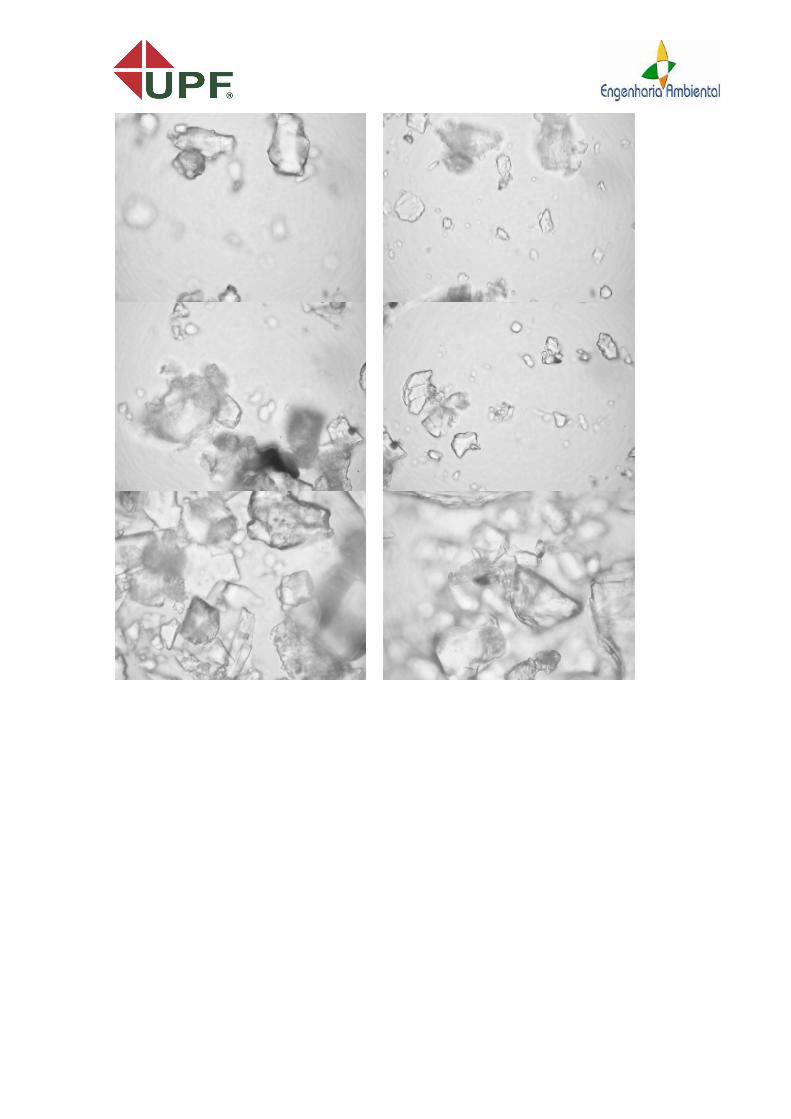
Figura 20: Microfotografia do M.P coletado no setor de polimento da marmoraria
Figura 21: Régua utilizada para caracterização do M.P, ampliação de 20 x
Figura 22: Histograma de distribuição de frequência do M.P
Figura 23: Histograma de distribuição do M.P (pó de mármore)
Figura 24: Perda de carga ao longo da alimentação no filtro de mangas.
Figura 25: Velocidade do ar ao longo do processo de filtração
Figura 26: Ciclos de limpeza das mangas de filtração
Figura 27: Sistema de exaustão da marmoraria no setor de polimento
Figura 28: Vista superior do filtro de mangas
Figura 29: Vista lateral do filtro de mangas
LISTA DE ILUSTRAÇÕES
ura 1: Transformações técnicas e principais produtos da indústria de rochas
Figura 2: Evolução e projeção da produção e do intercâmbio mundial de rochas ornamentais e
................................................................................................
Figura 3: Empresas do Setor de Rochas Operantes no Brasil ................................
Figura 4: Perfil da Produção Brasileira por tipo de Rocha ................................
Figura 5: Distribuição Regional da Produção Bruta de Rochas Ornamentais no Brasil
Distribuição do Consumo Interno Aparente por Estados e Regiões
Figura 7: Exportações Mensais do Setor de Rochas Ornamentais Brasileiro
Figura 8: Exportações Mensais do Setor de Rochas Ornamentais Brasileiro
Figura 9: Importações acumuladas do setor de rochas – ton ................................
Figura 10: Tempo de deposição de partículas no solo partindo de uma altura de 1,65 m
resentação das principais regiões do trato respiratório ................................
Figura 12: Filtro de mangas com sistema de limpeza por sacudimento (entr
................................................................................................
Figura 13: Filtro de mangas com sistema de limpeza por jato pulsante ................................
Figura 14: Filtro de mangas com entrada externa de ar poluído ................................
Figura 15: Comparação genérica entre mangas bem e mal dimensionadas
Figura 16: Preços relativos e aproximados entre os materiais das mangas
utilizadas para o ensaio de granulometria ................................
Figura 18: Filtro de mangas piloto utilizado nos testes laboratoriais ................................
Figura 19: Leiaute do filtro de mangas utilizado ................................................................
Figura 20: Microfotografia do M.P coletado no setor de polimento da marmoraria
gura 21: Régua utilizada para caracterização do M.P, ampliação de 20 x
Figura 22: Histograma de distribuição de frequência do M.P respirável ................................
Figura 23: Histograma de distribuição do M.P (pó de mármore) ................................
Figura 24: Perda de carga ao longo da alimentação no filtro de mangas. ................................
Figura 25: Velocidade do ar ao longo do processo de filtração ................................
Figura 26: Ciclos de limpeza das mangas de filtração ................................
Figura 27: Sistema de exaustão da marmoraria no setor de polimento ................................
Figura 28: Vista superior do filtro de mangas ................................................................
lateral do filtro de mangas ................................................................
ura 1: Transformações técnicas e principais produtos da indústria de rochas ...................... 5
Figura 2: Evolução e projeção da produção e do intercâmbio mundial de rochas ornamentais e
.................................................... 8
.................................................. 11
....................................................... 12
Figura 5: Distribuição Regional da Produção Bruta de Rochas Ornamentais no Brasil .......... 13
Distribuição do Consumo Interno Aparente por Estados e Regiões ......................... 14
leiro – US$ ............... 15
Figura 8: Exportações Mensais do Setor de Rochas Ornamentais Brasileiro – ton ................. 15
.................................................... 16
Figura 10: Tempo de deposição de partículas no solo partindo de uma altura de 1,65 m ....... 19
..................................... 21
Figura 12: Filtro de mangas com sistema de limpeza por sacudimento (entrada interna de ar)
........................................... 26
................................... 27
.............................................. 27
Figura 15: Comparação genérica entre mangas bem e mal dimensionadas ............................. 30
Figura 16: Preços relativos e aproximados entre os materiais das mangas .............................. 31
................................................ 39
....................................... 40
...................................... 41
Figura 20: Microfotografia do M.P coletado no setor de polimento da marmoraria................ 43
gura 21: Régua utilizada para caracterização do M.P, ampliação de 20 x ............................ 43
................................. 44
............................................. 45
................................ 47
............................................... 48
............................................................. 49
.................................... 51
.......................................... 52
............................................. 53

Tabela 1: Principais Produtores Mundiais de
Tabela 2: Principais Países Exportadores de Rochas Ornamentais
Tabela 3: Principais Importadores Mundiais de Rochas Ornamentais
Tabela 4: Eficiência fracionada de coletores de material particulado em função da distribuição
de tamanho das partículas (em porcentagens).
Tabela 5: Limitações e vantagens dos principais tipos de coletores de pó
Tabela 6: Temperatura de trabalho e agentes químicos agressivos ao material das mangas
Tabela 7: Diâmetro das peneiras utilizadas para o ensaio d
Tabela 8: Tamanho médio do M.P
Tabela 9: Resultados do experimento de avaliação da eficiência do filtro de mangas piloto
LISTA DE TABELAS
Tabela 1: Principais Produtores Mundiais de Rochas Ornamentais ................................
Tabela 2: Principais Países Exportadores de Rochas Ornamentais ................................
Tabela 3: Principais Importadores Mundiais de Rochas Ornamentais ................................
Tabela 4: Eficiência fracionada de coletores de material particulado em função da distribuição
de tamanho das partículas (em porcentagens). ................................................................
Tabela 5: Limitações e vantagens dos principais tipos de coletores de pó
atura de trabalho e agentes químicos agressivos ao material das mangas
Tabela 7: Diâmetro das peneiras utilizadas para o ensaio de granulometria.
Tabela 8: Tamanho médio do M.P ................................................................
Tabela 9: Resultados do experimento de avaliação da eficiência do filtro de mangas piloto
........................................... 9
............................................ 9
..................................... 10
Tabela 4: Eficiência fracionada de coletores de material particulado em função da distribuição
.................................. 24
Tabela 5: Limitações e vantagens dos principais tipos de coletores de pó .............................. 28
atura de trabalho e agentes químicos agressivos ao material das mangas ... 32
e granulometria. ........................... 38
........................................................... 44
Tabela 9: Resultados do experimento de avaliação da eficiência do filtro de mangas piloto .. 46

Quadro 1: Equipamentos para controle de material particulado.
Quadro 2: Velocidade recomendada para filtração com pulso de ar reverso
LISTA DE QUADROS
Quadro 1: Equipamentos para controle de material particulado. ................................
Quadro 2: Velocidade recomendada para filtração com pulso de ar reverso
............................................. 23
Quadro 2: Velocidade recomendada para filtração com pulso de ar reverso ........................... 50
1 INTRODUÇÃO ................................
2 DESENVOLVIMENTO
2.1 Características gerais dos produtos e processos
2.2 Evolução da Produção Mundial e do Mercado Internacional
2.3 Produção Mundial
2.3.1 Principais Exportadores
2.3.2 Principais Importadores
2.4 O Setor de Rochas no Brasil
2.5 Balanço das Exportações e Importações
Revestimentos Situação Atual
2.5.1 Exportações ................................
2.5.2 Importações ................................
2.6 Marmorarias ................................
2.7 Materiais Particulados
2.7.1 Poeiras ................................
2.7.2 Tamanho das Partículas
2.7.3 Mecanismos de deposição das partículas
2.7.4 Penetração e deposição das partículas no trato respiratório humano
2.7.5 Poeira contendo sílica livre cristaliz
2.7.6 Limites de exposição ocupacional
2.8 Equipamentos de controle de poluição atmosférica
2.8.1 Seleção de Equipamentos de Controle de Poluição de Ar
2.8.2 Fatores envolvidos
2.9 Filtros de Mangas
2.10 Velocidade de Filtração
2.11 Escolha do Meio Filtrante
2.11.1 Parâmetros de qualidade
3 Materiais e Métodos
3.1 Seleção da Marmoraria
3.1.1 Descrição do ambiente de trabalho da marmoraria
3.1.2 Fontes geradoras de poeira e localização dos pontos de trabalho
3.2 Coleta das Amostras de Poeira
SUMÁRIO
................................................................................................
DESENVOLVIMENTO ................................................................................................
cas gerais dos produtos e processos................................
Evolução da Produção Mundial e do Mercado Internacional ................................
Produção Mundial ................................................................................................
Principais Exportadores ................................................................
Principais Importadores ................................................................
O Setor de Rochas no Brasil ................................................................
Balanço das Exportações e Importações Brasileira de Rochas Ornamentais e de
Revestimentos Situação Atual ................................................................
................................................................................................
................................................................................................
................................................................................................
Particulados ................................................................................................
................................................................................................
Tamanho das Partículas ................................................................
Mecanismos de deposição das partículas ................................
Penetração e deposição das partículas no trato respiratório humano
Poeira contendo sílica livre cristalizada ................................
Limites de exposição ocupacional ................................................................
Equipamentos de controle de poluição atmosférica................................
Seleção de Equipamentos de Controle de Poluição de Ar ................................
Fatores envolvidos ................................................................
Filtros de Mangas ................................................................................................
Velocidade de Filtração ................................................................
Escolha do Meio Filtrante ................................................................
Parâmetros de qualidade ................................................................
Materiais e Métodos ................................................................................................
Seleção da Marmoraria ................................................................
Descrição do ambiente de trabalho da marmoraria ................................
Fontes geradoras de poeira e localização dos pontos de trabalho
Coleta das Amostras de Poeira ................................................................
............................................... 1
.................................. 4
........................................................... 4
...................................... 7
........................................ 8
........................................................ 9
........................................................ 9
...................................................... 10
Brasileira de Rochas Ornamentais e de
............................................................... 14
........................................ 14
........................................ 16
............................................... 16
................................ 17
................................................ 18
...................................................... 18
........................................................... 19
Penetração e deposição das partículas no trato respiratório humano ................. 20
............................................................. 21
...................................... 22
................................................... 22
................................. 23
.............................................................. 24
....................................... 24
............................................................. 28
.......................................................... 29
..................................................... 32
...................................... 36
.............................................................. 36
............................................ 36
Fontes geradoras de poeira e localização dos pontos de trabalho ...................... 36
.................................................. 37

3.2.1 Coletas para medição dos tamanhos das partículas
3.3 Caracterização do material particulado
3.3.1 Microfotografia
3.3.2 Peneiramento
3.4 Avaliação da eficiência do filtro de mangas piloto para o M.P
3.4.1 Descrição do equipamento utilizado
3.5 Dimensionamento do filtro de mangas
4 Resultados e discussões
4.1 Caracterização do material particulado
4.1.1 Microfotografia
4.1.2 Peneiramento
4.2 Avaliação da eficiência do filtro de mangas piloto
4.3 Dimensionamento do filtro de mangas
4.3.1 Escolha do tipo de limpeza
4.3.2 Escolha do meio filtrante
4.3.3 Velocidade de Filtração
4.3.4 Cálculo da área de filtração
4.3.5 Dimensionamento das mangas
5 CONCLUSÃO ................................
REFERÊNCIAS BIBLIOGRÁFICAS
APÊNDICE A/ANEXO A................................
Coletas para medição dos tamanhos das partículas ................................
Caracterização do material particulado ................................................................
Microfotografia ................................................................................................
Peneiramento ................................................................................................
da eficiência do filtro de mangas piloto para o M.P ................................
Descrição do equipamento utilizado................................................................
Dimensionamento do filtro de mangas ................................................................
Resultados e discussões ................................................................................................
Caracterização do material particulado ................................................................
Microfotografia ................................................................................................
Peneiramento ................................................................................................
Avaliação da eficiência do filtro de mangas piloto ................................
Dimensionamento do filtro de mangas ................................................................
Escolha do tipo de limpeza ................................................................
Escolha do meio filtrante ................................................................
Velocidade de Filtração ................................................................
Cálculo da área de filtração ................................................................
Dimensionamento das mangas ................................................................
................................................................................................
REFERÊNCIAS BIBLIOGRÁFICAS ................................................................
................................................................................................
............................................ 37
...................................... 37
................................... 38
...................................... 38
................................. 39
................................... 40
...................................... 42
................................. 43
...................................... 43
................................... 43
...................................... 44
.................................................... 45
...................................... 49
................................................. 49
.................................................... 50
...................................................... 50
................................................ 50
........................................... 52
............................................... 54
..................................................... 55
........................................ 58

1 INTRODUÇÃO
No Brasil, as atividades
ornamentais tiveram início na década de 40 quando as importações, especialmente de
mármores, foram suspensas por ocasião da Segunda Guerra Mundial, propiciando o
surgimento e o desenvolvimento de
Com participação de cerca de 5% da produção mundial de blocos de mármores e
granitos e com aproximadamente 6% do volume total das exportações mundiais, o Brasil esta
entre os cinco maiores produtores mundiais de
como exportador, sendo 80% de suas exportações em matéria
O segmento possui registradas 300 empresas mineradoras e 25 empresas de
beneficiamento de blocos de mármore e granito com quase 1.600 teares e,
marmorarias responsáveis pelo trabalho de acabamento final e aplicação. Além dessas,
de 510 empresas processam exportações. A mão de obra estimada é de 105.000 empregados
diretos em aproximadamente 10.000 empresas. O país conta com uma e
desdobramento de rochas ornamentais equivalente a uma capacidade instalada da ordem de
2,3 milhões de toneladas por ano, sendo que a região sudeste detém cerca de 80% dessa
capacidade. Estima-se que a
considerando as atividades de comercialização do mercado interno e
2011)
Segundo a ABIROCHAS (2011), as exportações brasileiras de rochas ornamentais
alcançaram faturamento de US$ 474,85 milhões no 1
de 2010, registrou variação positiva de 3,78%. Poré
ornamentais apresenta divers
geração de poeiras e contaminação da água, dando ênfase para o
particulado (poeiras).
O material particulado é um dos problemas da poluição atmosférica, pois não apenas
pode causar desequilíbrio como também pode vir
à substâncias tóxicas que podem ter em
composto presente nas rochas ornamentais,
doenças do pulmão. A silicose
de silício cristalino, que é um
A silicose pode ser gerada por diversas atividades na indústria da construção. No
entanto, seus riscos podem ser reduzidos ou até mesmo eliminados/neutralizados por medidas
atividades de exploração, beneficiamento e comercialização de rochas
ornamentais tiveram início na década de 40 quando as importações, especialmente de
mármores, foram suspensas por ocasião da Segunda Guerra Mundial, propiciando o
surgimento e o desenvolvimento de polos extrativistas e industriais pelo país.
Com participação de cerca de 5% da produção mundial de blocos de mármores e
granitos e com aproximadamente 6% do volume total das exportações mundiais, o Brasil esta
entre os cinco maiores produtores mundiais de rochas ornamentais e vem se consolidando
como exportador, sendo 80% de suas exportações em matéria-prima bruta
O segmento possui registradas 300 empresas mineradoras e 25 empresas de
beneficiamento de blocos de mármore e granito com quase 1.600 teares e,
marmorarias responsáveis pelo trabalho de acabamento final e aplicação. Além dessas,
empresas processam exportações. A mão de obra estimada é de 105.000 empregados
diretos em aproximadamente 10.000 empresas. O país conta com uma e
desdobramento de rochas ornamentais equivalente a uma capacidade instalada da ordem de
2,3 milhões de toneladas por ano, sendo que a região sudeste detém cerca de 80% dessa
se que a atividade, movimenta cerca de US$ 2,1 bilhõ
considerando as atividades de comercialização do mercado interno e externo.
a ABIROCHAS (2011), as exportações brasileiras de rochas ornamentais
alcançaram faturamento de US$ 474,85 milhões no 1˚ semestre de 2011, fren
variação positiva de 3,78%. Porém o processo de exploração das rochas
ornamentais apresenta diversos problemas do ponto de vista ambiental. Podemos citar a
geração de poeiras e contaminação da água, dando ênfase para o
O material particulado é um dos problemas da poluição atmosférica, pois não apenas
sequilíbrio como também pode vir a causar graves problemas de saúde, devido
ncias tóxicas que podem ter em sua composição. Identifica-
composto presente nas rochas ornamentais, sendo um dos principais agentes
doenças do pulmão. A silicose é uma doença causada pela inalação de partículas de dióxido
de silício cristalino, que é um elemento encontrado amplamente nas rochas da crosta terrestre.
A silicose pode ser gerada por diversas atividades na indústria da construção. No
entanto, seus riscos podem ser reduzidos ou até mesmo eliminados/neutralizados por medidas
1
de exploração, beneficiamento e comercialização de rochas
ornamentais tiveram início na década de 40 quando as importações, especialmente de
mármores, foram suspensas por ocasião da Segunda Guerra Mundial, propiciando o
extrativistas e industriais pelo país.
Com participação de cerca de 5% da produção mundial de blocos de mármores e
granitos e com aproximadamente 6% do volume total das exportações mundiais, o Brasil esta
rochas ornamentais e vem se consolidando
prima bruta.
O segmento possui registradas 300 empresas mineradoras e 25 empresas de
beneficiamento de blocos de mármore e granito com quase 1.600 teares e, ainda, 6.500
marmorarias responsáveis pelo trabalho de acabamento final e aplicação. Além dessas, cerca
empresas processam exportações. A mão de obra estimada é de 105.000 empregados
diretos em aproximadamente 10.000 empresas. O país conta com uma estrutura de
desdobramento de rochas ornamentais equivalente a uma capacidade instalada da ordem de
2,3 milhões de toneladas por ano, sendo que a região sudeste detém cerca de 80% dessa
movimenta cerca de US$ 2,1 bilhões por ano,
externo. (ABIROCHAS,
a ABIROCHAS (2011), as exportações brasileiras de rochas ornamentais
˚ semestre de 2011, frente ao 1˚ semestre
m o processo de exploração das rochas
do ponto de vista ambiental. Podemos citar a
geração de poeiras e contaminação da água, dando ênfase para o controle do material
O material particulado é um dos problemas da poluição atmosférica, pois não apenas
blemas de saúde, devido
-se a sílica como um
s principais agentes causadores de
é uma doença causada pela inalação de partículas de dióxido
elemento encontrado amplamente nas rochas da crosta terrestre.
A silicose pode ser gerada por diversas atividades na indústria da construção. No
entanto, seus riscos podem ser reduzidos ou até mesmo eliminados/neutralizados por medidas

de controle no ambiente e no homem,
coletiva e/ou individuais. De acordo com as normas brasileiras
devem identificar, quantificar e controlar estes agentes dentro de níveis considerados salubres.
A poeira pode ser definida como um grupo de partículas sólidas dispersas no ar
medindo de 0,1 a 25 micrômetros de diâmetro, liberadas durante os processos de trituração,
manejo, pulverização ou decomposição de materiais sólidos. As poeiras com diâmetr
a 10 micrômetros penetram facilmente no organismo através da respiração, podendo
permanecer nos alvéolos e bronquíolos após sua deposição no local.
As indústrias de rochas ornamentais em sua maioria são empresas de pequeno porte, o
que dificulta o investimento em sistemas de controle de emissão de material particulado.
Além disso, grande parte das
que faz com que a população
quantidade de poeiras geradas.
Com o avanço tecnológico
equipamentos para a remoção de materiais particulados do ar. Os filtros de manga são um
exemplo desses tipos de tecnologias. Outros equipamentos que também podem s
são os ciclones, multiciclones, lavadores, precipitadores el
cada um possui uma maneira diferente de trabalho e utilização. A eficiência de coleta varia
muito de um equipamento para o outro conforme o tamanho
chegar a 99,9% como é o caso dos filtros de manga.
O ciclone por não possuir uma alta eficiência de remoção de material particulado com
diâmetro inferior a 20 µm vem sendo utilizado principalmente como pré
ciclone não consegue atingir as legislações mais exigentes, necessitando de um segundo
sistema que coleta material com diâmetro inferior a 20 µm com eficiência. Geralmente o
segundo sistema de coleta é o filtro de manga, por ser relativamente barato, pou
flutuação de vazão e possuir alta eficiência podendo chegar a 99,9% quando bem projetados.
Os filtros de manga possuem fácil operação, instalação e manutenção, possuem ainda
uma vida útil relativamente longa quando devidamente operado e inspe
manga por estes motivos são um dos equipamentos mais utilizados para a remoção de
materiais particulados do ar em indústrias. Devido a sua alta eficiência em coletar
praticamente todos os tamanhos de partículas
Este trabalho tem como objetivo avaliar a eficiência de remoção de material
particulado proveniente da indústria de mármores e granitos, de uma empresa situada na
região norte do Rio Grande do Sul, através do uso de filtro manga construído em escala de
iente e no homem, ou seja, a utilização de equipamentos de proteção
coletiva e/ou individuais. De acordo com as normas brasileiras – NR’s 9 e 15, as empresas
identificar, quantificar e controlar estes agentes dentro de níveis considerados salubres.
poeira pode ser definida como um grupo de partículas sólidas dispersas no ar
medindo de 0,1 a 25 micrômetros de diâmetro, liberadas durante os processos de trituração,
manejo, pulverização ou decomposição de materiais sólidos. As poeiras com diâmetr
micrômetros penetram facilmente no organismo através da respiração, podendo
permanecer nos alvéolos e bronquíolos após sua deposição no local.
de rochas ornamentais em sua maioria são empresas de pequeno porte, o
timento em sistemas de controle de emissão de material particulado.
grande parte das indústrias se localizam em áreas urbanas ou muito próximas, o
que faz com que a população realize queixas a promotoria pública, devido a grande
oeiras geradas.
Com o avanço tecnológico atualmente é possível encontrar no mercado diversos
equipamentos para a remoção de materiais particulados do ar. Os filtros de manga são um
exemplo desses tipos de tecnologias. Outros equipamentos que também podem s
são os ciclones, multiciclones, lavadores, precipitadores eletrostáticos, entre outros. Poré
cada um possui uma maneira diferente de trabalho e utilização. A eficiência de coleta varia
muito de um equipamento para o outro conforme o tamanho das partículas, em alguns pode
chegar a 99,9% como é o caso dos filtros de manga.
O ciclone por não possuir uma alta eficiência de remoção de material particulado com
diâmetro inferior a 20 µm vem sendo utilizado principalmente como pré
ciclone não consegue atingir as legislações mais exigentes, necessitando de um segundo
material com diâmetro inferior a 20 µm com eficiência. Geralmente o
segundo sistema de coleta é o filtro de manga, por ser relativamente barato, pou
flutuação de vazão e possuir alta eficiência podendo chegar a 99,9% quando bem projetados.
Os filtros de manga possuem fácil operação, instalação e manutenção, possuem ainda
uma vida útil relativamente longa quando devidamente operado e inspe
manga por estes motivos são um dos equipamentos mais utilizados para a remoção de
materiais particulados do ar em indústrias. Devido a sua alta eficiência em coletar
tamanhos de partículas, pode ser utilizado sozinho.
Este trabalho tem como objetivo avaliar a eficiência de remoção de material
particulado proveniente da indústria de mármores e granitos, de uma empresa situada na
região norte do Rio Grande do Sul, através do uso de filtro manga construído em escala de
2
a utilização de equipamentos de proteção
NR’s 9 e 15, as empresas
identificar, quantificar e controlar estes agentes dentro de níveis considerados salubres.
poeira pode ser definida como um grupo de partículas sólidas dispersas no ar
medindo de 0,1 a 25 micrômetros de diâmetro, liberadas durante os processos de trituração,
manejo, pulverização ou decomposição de materiais sólidos. As poeiras com diâmetro de 0,5
micrômetros penetram facilmente no organismo através da respiração, podendo
de rochas ornamentais em sua maioria são empresas de pequeno porte, o
timento em sistemas de controle de emissão de material particulado.
se localizam em áreas urbanas ou muito próximas, o
blica, devido a grande
é possível encontrar no mercado diversos
equipamentos para a remoção de materiais particulados do ar. Os filtros de manga são um
exemplo desses tipos de tecnologias. Outros equipamentos que também podem ser utilizados
etrostáticos, entre outros. Porém
cada um possui uma maneira diferente de trabalho e utilização. A eficiência de coleta varia
das partículas, em alguns pode
O ciclone por não possuir uma alta eficiência de remoção de material particulado com
diâmetro inferior a 20 µm vem sendo utilizado principalmente como pré-coletor. Com isso o
ciclone não consegue atingir as legislações mais exigentes, necessitando de um segundo
material com diâmetro inferior a 20 µm com eficiência. Geralmente o
segundo sistema de coleta é o filtro de manga, por ser relativamente barato, pouco sensível a
flutuação de vazão e possuir alta eficiência podendo chegar a 99,9% quando bem projetados.
Os filtros de manga possuem fácil operação, instalação e manutenção, possuem ainda
uma vida útil relativamente longa quando devidamente operado e inspecionado. Os filtros de
manga por estes motivos são um dos equipamentos mais utilizados para a remoção de
materiais particulados do ar em indústrias. Devido a sua alta eficiência em coletar
zinho.
Este trabalho tem como objetivo avaliar a eficiência de remoção de material
particulado proveniente da indústria de mármores e granitos, de uma empresa situada na
região norte do Rio Grande do Sul, através do uso de filtro manga construído em escala de

laboratório na Universidade de Passo Fundo. Busca
velocidade de filtração, a caracterização do material, a perda de carga ao longo do processo de
filtração. Será realizado ainda,
empresa em estudo.
oratório na Universidade de Passo Fundo. Busca-se também avaliar a influência da
velocidade de filtração, a caracterização do material, a perda de carga ao longo do processo de
ainda, o dimensionamento de um sistema de filtro de m
3
se também avaliar a influência da
velocidade de filtração, a caracterização do material, a perda de carga ao longo do processo de
o dimensionamento de um sistema de filtro de mangas para a
2 DESENVOLVIMENTO
2.1 Características gerais dos produtos e processos
O setor de rochas ornamentais tem características inerentes a uma
Trata-se de uma atividade extrativa cujos traços mais marcantes são o
recursos naturais; a baixa intensidade tecnológica; a reduzida exigência em termos de escala
mínima de produção; o caráter exógeno da inovação tecnológica, pois ela costuma vir
incorporada nos equipamentos; e o fato da capacidade empreend
fator crítico para a competiti
As rochas ornamentais e de revestimento, também chamadas de pedras naturais,
rochas lapídeas e rochas dimensionais, do ponto de vista comercial, são basicamente
classificadas em mármores e gra
mundial. Os demais tipos de rochas são quartzitos, serpentinitos, ardósias, pedra sabão e
basalto. (PEITER et al, 2001)
Os granitos são classificados como rochas sílicaticas e os mármores
carbonáticas. Na categoria de rocha carbonática metamorfizada, o mármore tem quase a
mesma aplicação que o granito. Possui como característica
nobreza, e apresenta como ponto fraco a baixa resistência a riscos e sensibilidade ao ataque
químico. Pela sua constituição geológica, os mármores dos países mediterrâneos são mais
nobres, e possuem uma massa fina e apresenta padrões cr
As rochas ornamentais são utilizadas na
revestimentos de pisos, paredes, colunas, pilares e soleiras. Fazem parte também de peças
isoladas, como tampos, bancadas, lápides e balcões, alem
passar por um processo de torneamento para revestimentos em colunas. A utilização do
granito na construção civil em substituição a outros produtos vem crescendo ao longo dos
anos, devido a suas características apresentarem vant
além, da facilidade de limpeza e estética. Na
técnicas pelas quais passam as rochas ornamentais até o produto final.
DESENVOLVIMENTO
Características gerais dos produtos e processos
O setor de rochas ornamentais tem características inerentes a uma
se de uma atividade extrativa cujos traços mais marcantes são o
recursos naturais; a baixa intensidade tecnológica; a reduzida exigência em termos de escala
mínima de produção; o caráter exógeno da inovação tecnológica, pois ela costuma vir
incorporada nos equipamentos; e o fato da capacidade empreendedora do dirigente ser um
tividade.
As rochas ornamentais e de revestimento, também chamadas de pedras naturais,
rochas lapídeas e rochas dimensionais, do ponto de vista comercial, são basicamente
classificadas em mármores e granitos. Estas duas categorias respondem por 90% da produção
mundial. Os demais tipos de rochas são quartzitos, serpentinitos, ardósias, pedra sabão e
2001)
classificados como rochas sílicaticas e os mármores
Na categoria de rocha carbonática metamorfizada, o mármore tem quase a
mesma aplicação que o granito. Possui como característica principal
nobreza, e apresenta como ponto fraco a baixa resistência a riscos e sensibilidade ao ataque
químico. Pela sua constituição geológica, os mármores dos países mediterrâneos são mais
nobres, e possuem uma massa fina e apresenta padrões cromáticos variados
As rochas ornamentais são utilizadas na indústria da construção civil como
revestimentos de pisos, paredes, colunas, pilares e soleiras. Fazem parte também de peças
isoladas, como tampos, bancadas, lápides e balcões, alem de edificações.
passar por um processo de torneamento para revestimentos em colunas. A utilização do
granito na construção civil em substituição a outros produtos vem crescendo ao longo dos
anos, devido a suas características apresentarem vantagens de uso, durabilidade e resistência
da facilidade de limpeza e estética. Na Figura 1, apresentam-
técnicas pelas quais passam as rochas ornamentais até o produto final.
4
O setor de rochas ornamentais tem características inerentes a uma indústria tradicional.
se de uma atividade extrativa cujos traços mais marcantes são o processamento de
recursos naturais; a baixa intensidade tecnológica; a reduzida exigência em termos de escala
mínima de produção; o caráter exógeno da inovação tecnológica, pois ela costuma vir
ra do dirigente ser um
As rochas ornamentais e de revestimento, também chamadas de pedras naturais,
rochas lapídeas e rochas dimensionais, do ponto de vista comercial, são basicamente
nitos. Estas duas categorias respondem por 90% da produção
mundial. Os demais tipos de rochas são quartzitos, serpentinitos, ardósias, pedra sabão e
classificados como rochas sílicaticas e os mármores como rochas
Na categoria de rocha carbonática metamorfizada, o mármore tem quase a
principal a durabilidade e a
nobreza, e apresenta como ponto fraco a baixa resistência a riscos e sensibilidade ao ataque
químico. Pela sua constituição geológica, os mármores dos países mediterrâneos são mais
omáticos variados. (CHIODI, 2008)
da construção civil como
revestimentos de pisos, paredes, colunas, pilares e soleiras. Fazem parte também de peças
de edificações. Também podem
passar por um processo de torneamento para revestimentos em colunas. A utilização do
granito na construção civil em substituição a outros produtos vem crescendo ao longo dos
, durabilidade e resistência
-se as transformações

Figura 1: Transformações tFonte: Spínola(2003)
O primeiro estágio da cadeia pr
blocos a céu aberto. O beneficiamento primário é f
blocos em chapas com a utilização
para cada metro cúbico de pedra bruta seja gerado 30 m² de chapas, variando de acordo com a
espessura da chapa, tipo e qualidade do material. O ú
nas marmorarias, que para atender a demanda do consumidor final, as marmorarias situam
na fase de corte que dá dimensões e detalhes de acordo com as especificações requeridas.
(Spínola, 2003)
Transformações técnicas e principais produtos da indústria de
rimeiro estágio da cadeia produtiva das rochas ornamentais é
blocos a céu aberto. O beneficiamento primário é feito nas serrarias, compreende
blocos em chapas com a utilização de equipamentos denominados como teares. Estima
para cada metro cúbico de pedra bruta seja gerado 30 m² de chapas, variando de acordo com a
ipo e qualidade do material. O último processo de transformação ocorre
que para atender a demanda do consumidor final, as marmorarias situam
na fase de corte que dá dimensões e detalhes de acordo com as especificações requeridas.
5
de rochas
odutiva das rochas ornamentais é a extração da lavra de
eito nas serrarias, compreende o corte dos
de equipamentos denominados como teares. Estima-se que
para cada metro cúbico de pedra bruta seja gerado 30 m² de chapas, variando de acordo com a
ltimo processo de transformação ocorre
que para atender a demanda do consumidor final, as marmorarias situam-se
na fase de corte que dá dimensões e detalhes de acordo com as especificações requeridas.
O equipamento mais comum na serragem de granitos é a tear convencional,
constituído por multi lâminas. No entanto este modelo de tear vem sendo
de lâminas diamantadas, sobretudo na serragem do mármore bege. Segundo
apud Spínola (2003), enquanto um tear convencional leva cem horas para serrar um bl
6 m³, o de laminas diamantadas leva dez horas. Na mé
m² de chapas de mármore e o de lâminas diamantadas, de 6.000 a 8.000 m².
As chapas de mármores e as de granito, na maioria dos casos são polidas após a
serragem. No caso do mármore que apresenta uma superfície mais irregular se comparada
com os granitos, ocorre primeiramente o estucamento, processo no qual tem a função de
fechar os poros existentes na superfície com a utilização de resinas especiais. Após far
polimento para dar brilho e lustre ao material.
Encontra-se no Brasil,
de granito de altíssima produtividade, com maquinário de origem italiana. Sua produção
atinge um patamar de 1,1 mil m² de chapas por dia, e a
automática.
2.1.1 Rochas Silicáticas (Granitos
Para o setor de rochas ornamentais e de re
amplo conjunto de rochas silicáticas, abrangendo monzonitos, granodioritos, charmockitos
sienitos, dioritos, diabásios/basalto e os próprios granitos, geradas p
de materiais crustais preexistentes.
A composição mineralógica desses granitos é definida por associações muito variáveis
de quartzo, feldspato, micas (biotita e muscovita), anfibólios, piroxênios e olivina. Alguns
desses constituintes podem estar ausentes em determinadas associações mineralógicas,
anotando-se diversos outros minerais acessórios em proporções bem mais reduzidas. Quartzo,
feldspatos, micas, e anfibólios são os minerais dominantes nas rochas graníticas e granitoides.
A textura das rochas silica
e a estrutura definida pela distribuição desses cristais. Composição, textura e estrutura
representam, assim, parâmetros de muito interesse para a caracterização de g
distinção dos mármores. (CHIODI, 2009)
2.1.2 Rochas Carbonáticas (Mármores, Travertinos e Calcários)
As principais rochas carbonáticas abrangem calcários e dolomitos, sendo os mármores
seus correspondentes metamórficos. Os calcários são rochas sedi
principalmente de calcita (CaCO
formadas, sobretudo, por dolomita (CaCO
O equipamento mais comum na serragem de granitos é a tear convencional,
minas. No entanto este modelo de tear vem sendo
minas diamantadas, sobretudo na serragem do mármore bege. Segundo
enquanto um tear convencional leva cem horas para serrar um bl
iamantadas leva dez horas. Na média, um tear convencional produz 1500
m² de chapas de mármore e o de lâminas diamantadas, de 6.000 a 8.000 m².
As chapas de mármores e as de granito, na maioria dos casos são polidas após a
m. No caso do mármore que apresenta uma superfície mais irregular se comparada
com os granitos, ocorre primeiramente o estucamento, processo no qual tem a função de
fechar os poros existentes na superfície com a utilização de resinas especiais. Após far
polimento para dar brilho e lustre ao material.
se no Brasil, especificamente no Espírito Santo, unidades de beneficiamento
de granito de altíssima produtividade, com maquinário de origem italiana. Sua produção
atinge um patamar de 1,1 mil m² de chapas por dia, e a sequência
Rochas Silicáticas (Granitos e Similares)
r de rochas ornamentais e de revestimento, o termo granito designa um
amplo conjunto de rochas silicáticas, abrangendo monzonitos, granodioritos, charmockitos
sienitos, dioritos, diabásios/basalto e os próprios granitos, geradas por fusão parcial ou total
de materiais crustais preexistentes.
A composição mineralógica desses granitos é definida por associações muito variáveis
de quartzo, feldspato, micas (biotita e muscovita), anfibólios, piroxênios e olivina. Alguns
intes podem estar ausentes em determinadas associações mineralógicas,
se diversos outros minerais acessórios em proporções bem mais reduzidas. Quartzo,
feldspatos, micas, e anfibólios são os minerais dominantes nas rochas graníticas e granitoides.
A textura das rochas silicaticas é determinada pela granulometria e hábito dos cristais,
e a estrutura definida pela distribuição desses cristais. Composição, textura e estrutura
representam, assim, parâmetros de muito interesse para a caracterização de g
distinção dos mármores. (CHIODI, 2009)
Rochas Carbonáticas (Mármores, Travertinos e Calcários)
As principais rochas carbonáticas abrangem calcários e dolomitos, sendo os mármores
seus correspondentes metamórficos. Os calcários são rochas sedi
principalmente de calcita (CaCO3), enquanto dolomitos são também rochas sedimentares
formadas, sobretudo, por dolomita (CaCO3,Mg CO3).
6
O equipamento mais comum na serragem de granitos é a tear convencional,
minas. No entanto este modelo de tear vem sendo substituído pelo tear
minas diamantadas, sobretudo na serragem do mármore bege. Segundo Kurt Menchen
enquanto um tear convencional leva cem horas para serrar um bloco de
, um tear convencional produz 1500
m² de chapas de mármore e o de lâminas diamantadas, de 6.000 a 8.000 m².
As chapas de mármores e as de granito, na maioria dos casos são polidas após a
m. No caso do mármore que apresenta uma superfície mais irregular se comparada
com os granitos, ocorre primeiramente o estucamento, processo no qual tem a função de
fechar os poros existentes na superfície com a utilização de resinas especiais. Após far-se-á o
Espírito Santo, unidades de beneficiamento
de granito de altíssima produtividade, com maquinário de origem italiana. Sua produção
de maquinário é toda
vestimento, o termo granito designa um
amplo conjunto de rochas silicáticas, abrangendo monzonitos, granodioritos, charmockitos,
or fusão parcial ou total
A composição mineralógica desses granitos é definida por associações muito variáveis
de quartzo, feldspato, micas (biotita e muscovita), anfibólios, piroxênios e olivina. Alguns
intes podem estar ausentes em determinadas associações mineralógicas,
se diversos outros minerais acessórios em proporções bem mais reduzidas. Quartzo,
feldspatos, micas, e anfibólios são os minerais dominantes nas rochas graníticas e granitoides.
ticas é determinada pela granulometria e hábito dos cristais,
e a estrutura definida pela distribuição desses cristais. Composição, textura e estrutura
representam, assim, parâmetros de muito interesse para a caracterização de granitos e sua
As principais rochas carbonáticas abrangem calcários e dolomitos, sendo os mármores
seus correspondentes metamórficos. Os calcários são rochas sedimentares compostas
), enquanto dolomitos são também rochas sedimentares

Alguns outros minerais carbonáticos, notadamente a siderita (FeCO
(Ca,MgFe(CO3)4) e a Magn
dolomitos, mas em geral em pequenas proporções. Os mármores são caracterizados pela
presença de minerais carbonáticos com graus variados de recristalização metamórfica. Argilo
minerais, (caulinita, illita, clorita, smectita, etc.) e seus produtos metamórficos (sericita,
muscovita, flogopita, biotita, tremolita, actinolita, diopsídio, etc) constituem impurezas
comuns, tanto disseminadas quanto laminadas, nas rochas carbonaticas. (CHIODI, 2009)
Processos deposicionais, conduzidos por precipitação
carbonatos em ambientes de água doce, determinam
bastante heterogêneas do tipo travertino e marga.
No setor de rochas ornamentais e de
designar todas as rochas carboná
lustro, o crescimento recente da participação relativa dos granitos foi, pelo menos em parte,
estéticos não tradicionais e possibilidades de paginação em pisos e fachadas.
2.2 Evolução da Produção Mundial e do Mercado Internacional
A produção mundial de rochas ornamentais e revestimento
de 1,8 milhões de toneladas, para um patamar atual de 100 mil
t de rochas brutas e beneficiadas
destacando-se que o notável crescimento do intercambio mundial caracterizou
de 1980 e 1990 como a “nova idade da pedra”
importantes áreas emergentes de negócios minero
mundial o setor de rochas esteja movimentando atualmente o valor de US$ 80 a 100
bilhões/ano. (CHIODI, 2009)
A década de 2000
internacionais, pela modernização das tecnologias, beneficiamento e acabamento, e pela
grande diversidade de produtos comerciais
instalação da crise econômica mundia
corte no setor de crédito, e o aumento da concorrência entre os grandes exportadores, seguido
do aumento pela oferta, que devem favorecer o estabelecimento de barreiras comerciais.
Outra perspectiva i
ambiental das atividades produtivas, determinando a conservação da energia utilizada e a
otimização das matérias primas. Diante deste cenário
de tecnologias limpas para as atividades extrativistas e industriais.
outros minerais carbonáticos, notadamente a siderita (FeCO
) e a Magnesita (MgCO3), estão frequentemente associados com calcários e
dolomitos, mas em geral em pequenas proporções. Os mármores são caracterizados pela
presença de minerais carbonáticos com graus variados de recristalização metamórfica. Argilo
ita, illita, clorita, smectita, etc.) e seus produtos metamórficos (sericita,
muscovita, flogopita, biotita, tremolita, actinolita, diopsídio, etc) constituem impurezas
comuns, tanto disseminadas quanto laminadas, nas rochas carbonaticas. (CHIODI, 2009)
ocessos deposicionais, conduzidos por precipitação química e bioquímica direta de
carbonatos em ambientes de água doce, determinam a formação de rochas não fossilí
do tipo travertino e marga.
No setor de rochas ornamentais e de revestimento, o termo mármore é empregado para
designar todas as rochas carbonáticas, metamórficas ou não, capazes de receber polimento e
lustro, o crescimento recente da participação relativa dos granitos foi, pelo menos em parte,
ais e possibilidades de paginação em pisos e fachadas.
Evolução da Produção Mundial e do Mercado Internacional
A produção mundial de rochas ornamentais e revestimento passou da década de 1920,
de 1,8 milhões de toneladas, para um patamar atual de 100 milhões t/ano. Cerca de 46
rochas brutas e beneficiadas foram comercializadas no mercado internacional em 2007,
se que o notável crescimento do intercambio mundial caracterizou
de 1980 e 1990 como a “nova idade da pedra” e, o setor de rochas como umas das mais
ergentes de negócios minero-indústriais. Estima
mundial o setor de rochas esteja movimentando atualmente o valor de US$ 80 a 100
bilhões/ano. (CHIODI, 2009)
de 2000, foi marcada pelo crescente numero de feiras setoriais
internacionais, pela modernização das tecnologias, beneficiamento e acabamento, e pela
grande diversidade de produtos comerciais. Com o estouro imobiliário americano e a
instalação da crise econômica mundial, em 2008, nasceu um novo cenário, delineado
corte no setor de crédito, e o aumento da concorrência entre os grandes exportadores, seguido
do aumento pela oferta, que devem favorecer o estabelecimento de barreiras comerciais.
Outra perspectiva interessante está sendo orientada pela forte cobrança no setor
ambiental das atividades produtivas, determinando a conservação da energia utilizada e a
otimização das matérias primas. Diante deste cenário verifica-se a crescente oferta e demanda
ias limpas para as atividades extrativistas e industriais. Montani (2007)
7
outros minerais carbonáticos, notadamente a siderita (FeCO3), ankerita
), estão frequentemente associados com calcários e
dolomitos, mas em geral em pequenas proporções. Os mármores são caracterizados pela
presença de minerais carbonáticos com graus variados de recristalização metamórfica. Argilo
ita, illita, clorita, smectita, etc.) e seus produtos metamórficos (sericita,
muscovita, flogopita, biotita, tremolita, actinolita, diopsídio, etc) constituem impurezas
comuns, tanto disseminadas quanto laminadas, nas rochas carbonaticas. (CHIODI, 2009)
e bioquímica direta de
a formação de rochas não fossilíferas e
o termo mármore é empregado para
ticas, metamórficas ou não, capazes de receber polimento e
lustro, o crescimento recente da participação relativa dos granitos foi, pelo menos em parte,
ais e possibilidades de paginação em pisos e fachadas.
passou da década de 1920,
hões t/ano. Cerca de 46 milhões
foram comercializadas no mercado internacional em 2007,
se que o notável crescimento do intercambio mundial caracterizou-se as décadas
e, o setor de rochas como umas das mais
striais. Estima-se que em âmbito
mundial o setor de rochas esteja movimentando atualmente o valor de US$ 80 a 100
marcada pelo crescente numero de feiras setoriais
internacionais, pela modernização das tecnologias, beneficiamento e acabamento, e pela
. Com o estouro imobiliário americano e a
l, em 2008, nasceu um novo cenário, delineado pelo alto
corte no setor de crédito, e o aumento da concorrência entre os grandes exportadores, seguido
do aumento pela oferta, que devem favorecer o estabelecimento de barreiras comerciais.
nteressante está sendo orientada pela forte cobrança no setor
ambiental das atividades produtivas, determinando a conservação da energia utilizada e a
se a crescente oferta e demanda
Montani (2007) estimou

que, no ano de 2025, a produção mundial de rochas ornamentais ultrapassará
milhões t, correspondentes a quase 5 bilhões m² equivalentes/ano. (
Figura 2: Evolução e projeção da produção e do intercâmbio mundial de rochas ornamentais e de revestimento Fonte: Montani (2007)
2.3 Produção Mundial
Segundo Montani (2008), a produção mundial estimada de rochas ornamentais, no ano
de 2007, totalizou 103,5 milhões t, correspondendo a cerca de 1,13 bilhões de m² de chapas
com 2 cm de espessura. Está produção envolveu 60,5 milhões t de rochas carbonáticas, 37,5
milhões t de rochas silicáticas e 5,5 milhões t de ardósias e outras rochas xistosas. Como
resultado do desenvolvimento de tecnologias mais adequadas para a lavra e beneficiamento de
materiais duros, a participação das rochas silicáticas no total da produção evoluiu de 10%, na
década de 1920, para cerca de 40% atualmente. Um dos principais respo
crescimento foi sem dúvida o Brasil que a partir da década de 1980 colocou centenas de
novos granitos no mercado internacional.
Conforme observado na
com 26,5 milhões t. Além de prin
a China tornou-se a maior exportadora de rochas
brutas. O segundo maior produtor mundial é a Índia, com 13,0 milhões t em 2007. Seguem,
com uma produção ao redor de 8,0 milhões t, o Brasil, a Turquia e a Itália.
que, no ano de 2025, a produção mundial de rochas ornamentais ultrapassará
milhões t, correspondentes a quase 5 bilhões m² equivalentes/ano. (Figura 2
volução e projeção da produção e do intercâmbio mundial de rochas ornamentais e
Segundo Montani (2008), a produção mundial estimada de rochas ornamentais, no ano
ou 103,5 milhões t, correspondendo a cerca de 1,13 bilhões de m² de chapas
com 2 cm de espessura. Está produção envolveu 60,5 milhões t de rochas carbonáticas, 37,5
milhões t de rochas silicáticas e 5,5 milhões t de ardósias e outras rochas xistosas. Como
resultado do desenvolvimento de tecnologias mais adequadas para a lavra e beneficiamento de
materiais duros, a participação das rochas silicáticas no total da produção evoluiu de 10%, na
década de 1920, para cerca de 40% atualmente. Um dos principais respo
crescimento foi sem dúvida o Brasil que a partir da década de 1980 colocou centenas de
novos granitos no mercado internacional.
Conforme observado na Tabela 1, a china foi a maior produtora mundial em 2007,
com 26,5 milhões t. Além de principal produtora mundial, já desde o final da década de 1990
se a maior exportadora de rochas processada e maior importadora de rochas
. O segundo maior produtor mundial é a Índia, com 13,0 milhões t em 2007. Seguem,
redor de 8,0 milhões t, o Brasil, a Turquia e a Itália.
8
que, no ano de 2025, a produção mundial de rochas ornamentais ultrapassará a casa dos 400
Figura 2)
volução e projeção da produção e do intercâmbio mundial de rochas ornamentais e
Segundo Montani (2008), a produção mundial estimada de rochas ornamentais, no ano
ou 103,5 milhões t, correspondendo a cerca de 1,13 bilhões de m² de chapas
com 2 cm de espessura. Está produção envolveu 60,5 milhões t de rochas carbonáticas, 37,5
milhões t de rochas silicáticas e 5,5 milhões t de ardósias e outras rochas xistosas. Como
resultado do desenvolvimento de tecnologias mais adequadas para a lavra e beneficiamento de
materiais duros, a participação das rochas silicáticas no total da produção evoluiu de 10%, na
década de 1920, para cerca de 40% atualmente. Um dos principais responsáveis por esse
crescimento foi sem dúvida o Brasil que a partir da década de 1980 colocou centenas de
, a china foi a maior produtora mundial em 2007,
cipal produtora mundial, já desde o final da década de 1990
processada e maior importadora de rochas
. O segundo maior produtor mundial é a Índia, com 13,0 milhões t em 2007. Seguem,
redor de 8,0 milhões t, o Brasil, a Turquia e a Itália.

Tabela 1: Principais Produtores Mundiais de Rochas Ornamentais
2.3.1 Principais Exportadores
A china foi responsável por 25 % do total do volume físico das exportações mundiais
de rochas ornamentais em 2007
(7,2%), Espanha (5,7%) e Brasil (5,4%). Percebe
Tabela 2, apenas o Brasil e a África do Sul apresentaram redução no volume físico de suas
exportações em 2007.
Tabela 2: Principais Países Exportadores de Rochas Ornamentais
Fonte: (adaptado) Montani (2008) 2.3.2 Principais Importadores
Na Tabela 3, são apresentados os principais países importadores, responsáveis por
60% do volume total físico das importações efetuadas em 2007. Nota
Mt % Mt
China 14,00 20,80 17,50
Itália 8,00 11,90 7,85
Indía 6,50 9,60 8,50
Espanha 5,35 7,90 5,75
Irã 4,25 6,30 4,85
Brasil 2,75 4,10 3,20
Portugal 2,30 3,40 2,25
Turquia 2,50 3,70 3,25
EUA 2,00 3,00 2,25
Grécia 1,50 2,20 1,45
Egito
Outros 17,85 26,50 18,15
Total 67,50 100,00 75,00
Mt = milhões de toneladas. Fonte: (adaptado) Montani (2008)
Países2002 2003
Principais Produtores Mundiais de Rochas Ornamentais
Principais Exportadores
A china foi responsável por 25 % do total do volume físico das exportações mundiais
de rochas ornamentais em 2007 (9) e, em sequência, a Índia (12,1%), Turquia (10,2%), Itália
(7,2%), Espanha (5,7%) e Brasil (5,4%). Percebe-se que entre todos os países apresentados na
, apenas o Brasil e a África do Sul apresentaram redução no volume físico de suas
ses Exportadores de Rochas Ornamentais
Fonte: (adaptado) Montani (2008)
Principais Importadores
são apresentados os principais países importadores, responsáveis por
60% do volume total físico das importações efetuadas em 2007. Nota-se que os 10 primeiros
% Mt % Mt % Mt
17,50 23,30 18,00 22,20 20,00 23,50 22,50
7,85 11,00 7,65 9,40 7,50 8,80 7,65
8,50 11,30 9,50 11,70 10,00 11,70 11,50
5,75 7,70 6,25 7,70 6,30 7,40 6,00
4,85 6,50 5,25 6,50 5,50 6,50 6,45
3,20 4,30 4,00 4,90 4,50 5,30 5,50
2,25 3,00 2,45 3,00 2,50 2,90 2,75
3,25 4,30 4,20 5,20 4,75 5,60 6,20
2,25 3,00 2,30 2,80 2,40 2,80 2,25
1,45 1,90 1,40 1,70 1,35 1,60 1,40
3,20 3,90 3,25 3,80 3,50
18,15 24,20 17,05 20,10 17,20 20,20 9,55
75,00 100,00 81,28 100,00 85,25 100,00 92,75
Mt = milhões de toneladas. Fonte: (adaptado) Montani (2008)
2003 2004 2005 2006
9
A china foi responsável por 25 % do total do volume físico das exportações mundiais
, Turquia (10,2%), Itália
se que entre todos os países apresentados na
, apenas o Brasil e a África do Sul apresentaram redução no volume físico de suas
são apresentados os principais países importadores, responsáveis por
se que os 10 primeiros
% Mt %
24,20 26,50 25,60
8,20 7,75 7,50
12,40 13,00 12,60
6,50 6,00 5,80
6,90 6,50 6,30
5,90 5,75 5,60
3,00 2,95 2,90
6,70 8,00 7,70
2,40 2,00 1,90
1,50 1,25 1,20
3,80 3,80 3,70
10,30 17,75 17,10
100,00 103,50 100,00
2007

foram responsáveis por cerca de 50% do total das importações, o que revela a grande
concentração de vendas em apenas poucos mercados.
Existem três perfis de mercados ou países importadores:
• Países importadores de rochas bruta
mercado doméstico e para exportação, como a China e Itália.
• Países importadores de r
atendimento do mercado doméstico, como
Taiwan e Alemanha.
• Países principalmente importadores de rochas processadas, para atendimento
do mercado doméstico, como
Tabela 3: Principais Importadores Mundiais de Rochas Ornamentais
Fonte: Montani (2008)
A China foi a maior importadora mundial em 2007, praticamente só adquirindo rochas
brutas, figurando em 2° lugar, os EUA, que quase só importam rochas processadas. Esses dois
países são também destacados pelo contínuo incremento de suas importações no perí
considerado (2002 a 2007).
2.4 O Setor de Rochas no Brasil
Entre negócios relativos aos mercados interno e externo, o setor de rochas brasileiro já
está movimentando transações comerciais de US$ 4,1 bilhões/ano. Cerca de 11.300 empresas
integradas à cadeia produtiva do setor, no Brasil, são responsáveis pela geração de
por cerca de 50% do total das importações, o que revela a grande
de vendas em apenas poucos mercados.
Existem três perfis de mercados ou países importadores:
Países importadores de rochas brutas, que as beneficiam para o atendimento do
mercado doméstico e para exportação, como a China e Itália.
Países importadores de rochas brutas e processadas, basicamente para
atendimento do mercado doméstico, como por exemplo,
Taiwan e Alemanha.
Países principalmente importadores de rochas processadas, para atendimento
do mercado doméstico, como por exemplo, Japão, EUA e Coréia do Sul.
Principais Importadores Mundiais de Rochas Ornamentais
A China foi a maior importadora mundial em 2007, praticamente só adquirindo rochas
brutas, figurando em 2° lugar, os EUA, que quase só importam rochas processadas. Esses dois
países são também destacados pelo contínuo incremento de suas importações no perí
considerado (2002 a 2007).
O Setor de Rochas no Brasil
Entre negócios relativos aos mercados interno e externo, o setor de rochas brasileiro já
está movimentando transações comerciais de US$ 4,1 bilhões/ano. Cerca de 11.300 empresas
a produtiva do setor, no Brasil, são responsáveis pela geração de
10
por cerca de 50% do total das importações, o que revela a grande
, que as beneficiam para o atendimento do
mercado doméstico e para exportação, como a China e Itália.
ochas brutas e processadas, basicamente para
por exemplo, o Reino Unido,
Países principalmente importadores de rochas processadas, para atendimento
e Coréia do Sul.
A China foi a maior importadora mundial em 2007, praticamente só adquirindo rochas
brutas, figurando em 2° lugar, os EUA, que quase só importam rochas processadas. Esses dois
países são também destacados pelo contínuo incremento de suas importações no período
Entre negócios relativos aos mercados interno e externo, o setor de rochas brasileiro já
está movimentando transações comerciais de US$ 4,1 bilhões/ano. Cerca de 11.300 empresas
a produtiva do setor, no Brasil, são responsáveis pela geração de

aproximadamente 140 mil empregos diretos e 420 mil empregos indiretos. Sendo cerca de
600 empresas deste setor exportadoras. (ABIROCHAS, 2008) A
empresas por setor de rochas operantes no Brasil em 2007.
Figura 3: Empresas do Setor de Rochas Operantes no BrasilFonte: ABIROCHAS (2008)
Segundo a ABIROCHAS (2008), são identificadas 18 aglomerações produtivas de
rochas ornamentais no Brasil, distribuídas por 80
maior parte desses arranjos produtivos está localizada na região sudeste, pela proximidade
geográfica com os principais polos de consumo, beneficiamento e exportação.
A produção brasileira de rochas ornamentais e d
milhões de toneladas no ano de 2007. Essa produção envolveu uma grande quantidade de
rochas, como granitos, mármores, quartzitos maciços e foliados, ardósias, pedra
metaconglomerados, calcários e outras, comerci
Figura 4.
aproximadamente 140 mil empregos diretos e 420 mil empregos indiretos. Sendo cerca de
600 empresas deste setor exportadoras. (ABIROCHAS, 2008) A Figura 3
rochas operantes no Brasil em 2007.
Empresas do Setor de Rochas Operantes no Brasil
Segundo a ABIROCHAS (2008), são identificadas 18 aglomerações produtivas de
rochas ornamentais no Brasil, distribuídas por 80 municípios em 10 estados da Federação. A
maior parte desses arranjos produtivos está localizada na região sudeste, pela proximidade
geográfica com os principais polos de consumo, beneficiamento e exportação.
A produção brasileira de rochas ornamentais e de revestimento totalizou cerca de 8,0
milhões de toneladas no ano de 2007. Essa produção envolveu uma grande quantidade de
, como granitos, mármores, quartzitos maciços e foliados, ardósias, pedra
metaconglomerados, calcários e outras, comercializadas no mercado interno e
11
aproximadamente 140 mil empregos diretos e 420 mil empregos indiretos. Sendo cerca de
Figura 3, apresenta as
Segundo a ABIROCHAS (2008), são identificadas 18 aglomerações produtivas de
municípios em 10 estados da Federação. A
maior parte desses arranjos produtivos está localizada na região sudeste, pela proximidade
geográfica com os principais polos de consumo, beneficiamento e exportação.
e revestimento totalizou cerca de 8,0
milhões de toneladas no ano de 2007. Essa produção envolveu uma grande quantidade de
, como granitos, mármores, quartzitos maciços e foliados, ardósias, pedra-sabão,
alizadas no mercado interno e externo. Ver
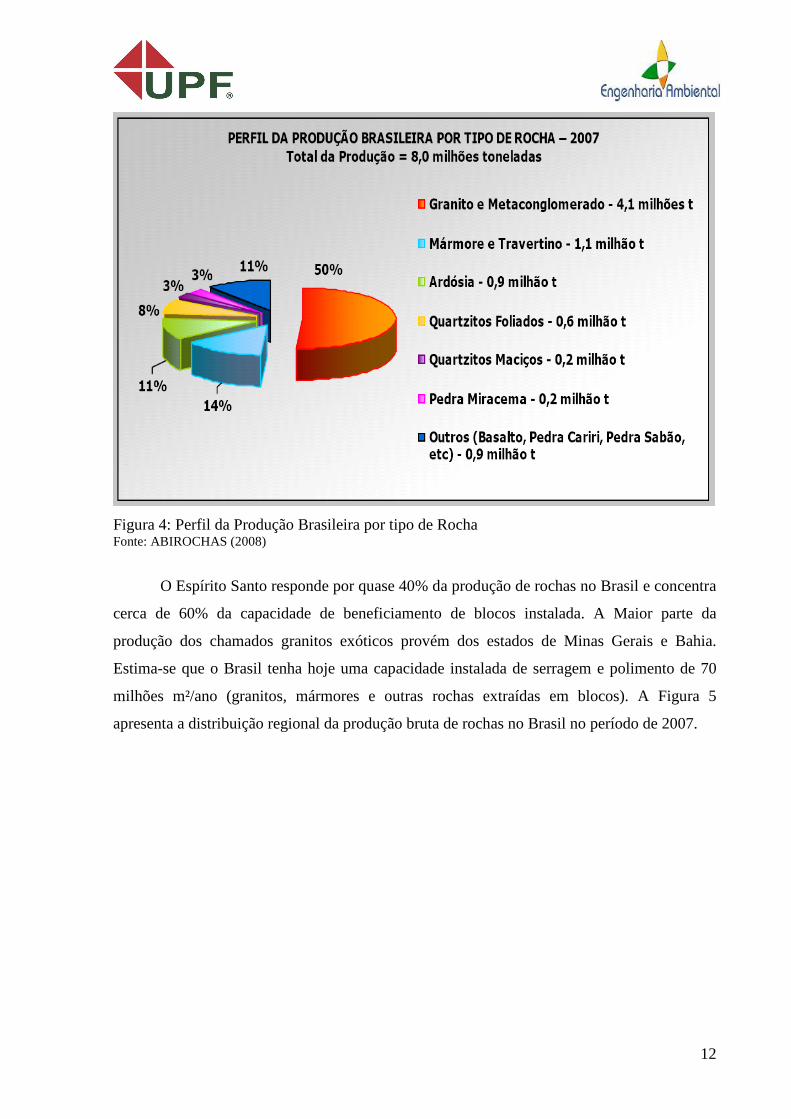
Figura 4: Perfil da Produção Brasileira por tipo de RochaFonte: ABIROCHAS (2008)
O Espírito Santo responde por quase 40% da produção de rochas no Brasil e concentra
cerca de 60% da capacida
produção dos chamados granitos exóticos provém dos estados de Minas Gerais e Bahia.
Estima-se que o Brasil tenha hoje uma capacidade instalada de serragem e polimento de 70
milhões m²/ano (granitos, mármores e outras rochas extraídas em blocos). A
apresenta a distribuição regional da produção bruta de rochas no Brasil no período de 2007.
Perfil da Produção Brasileira por tipo de Rocha
Santo responde por quase 40% da produção de rochas no Brasil e concentra
cerca de 60% da capacidade de beneficiamento de blocos instalada.
produção dos chamados granitos exóticos provém dos estados de Minas Gerais e Bahia.
se que o Brasil tenha hoje uma capacidade instalada de serragem e polimento de 70
, mármores e outras rochas extraídas em blocos). A
apresenta a distribuição regional da produção bruta de rochas no Brasil no período de 2007.
12
Santo responde por quase 40% da produção de rochas no Brasil e concentra
de de beneficiamento de blocos instalada. A Maior parte da
produção dos chamados granitos exóticos provém dos estados de Minas Gerais e Bahia.
se que o Brasil tenha hoje uma capacidade instalada de serragem e polimento de 70
, mármores e outras rochas extraídas em blocos). A Figura 5
apresenta a distribuição regional da produção bruta de rochas no Brasil no período de 2007.

Figura 5: Distribuição Regional da Produção Bruta de Rochas Ornamentais no BrasilFonte: ABIROCHAS (2008)
As rochas mais utilizadas no Brasil são as silicáticas, que abrangem granitos e suas
variedades. Seguem-se os mármores, travertinos e limestones (rochas carbonáticas), as
ardósias e os quartzitos maciços e foliados. Sua preferência é dec
ligados à disponibilidade das matérias
parâmetros estéticos e qualificação físico
imobiliário de alto padrão continua demandando p
para os ambientes internos, tendo
gregos, espanhóis, turcos e portugueses mais difundidos no país.
Para efeitos de cálculos expedidos, das 8,0 milhões de toneladas
ornamentais, produzidas no Brasil em 2007, 58% foram consumidas no mercado interno e
42% foram destinadas, como rochas brutas ou após beneficiamento, ao mercado externo.
Também em valores aproximados, transformando
metros quadrados equivalentes de chapas, com 2 cm de espessura, o consumo brasileiro de
produtos foi de 56,7 milhões de m² em 2007, totalizando 58,3 milhões de m² se somados os
produtos importados.(ABIROCHAS,
Segundo Mello (2004), São Paulo
rochas no Brasil (Figura 6
Conjuntamente, os estados da Região Sudeste, incluindo
aproximadamente 70 – 75% do consumo
Distribuição Regional da Produção Bruta de Rochas Ornamentais no Brasil
As rochas mais utilizadas no Brasil são as silicáticas, que abrangem granitos e suas
se os mármores, travertinos e limestones (rochas carbonáticas), as
ardósias e os quartzitos maciços e foliados. Sua preferência é decorrente de diversos fatores,
ligados à disponibilidade das matérias-primas, cultura de utilização, tendências de mercado,
parâmetros estéticos e qualificação físico-mecânica. Segundo Chiodi (200
imobiliário de alto padrão continua demandando preferencialmente mármores importados
para os ambientes internos, tendo-se cerca de 30 a 40 variedades de materiais italianos,
gregos, espanhóis, turcos e portugueses mais difundidos no país.
Para efeitos de cálculos expedidos, das 8,0 milhões de toneladas
ornamentais, produzidas no Brasil em 2007, 58% foram consumidas no mercado interno e
42% foram destinadas, como rochas brutas ou após beneficiamento, ao mercado externo.
Também em valores aproximados, transformando-se a produção para o mercado i
metros quadrados equivalentes de chapas, com 2 cm de espessura, o consumo brasileiro de
produtos foi de 56,7 milhões de m² em 2007, totalizando 58,3 milhões de m² se somados os
rodutos importados.(ABIROCHAS, 2008)
Segundo Mello (2004), São Paulo é responsável, por quase 50% do consumo de
Figura 6), seguindo-se os estados do Rio de Janeiro e Minas Gerais.
Conjuntamente, os estados da Região Sudeste, incluindo-se o Espírito
75% do consumo interno de rochas.
13
Distribuição Regional da Produção Bruta de Rochas Ornamentais no Brasil
As rochas mais utilizadas no Brasil são as silicáticas, que abrangem granitos e suas
se os mármores, travertinos e limestones (rochas carbonáticas), as
orrente de diversos fatores,
tendências de mercado,
mecânica. Segundo Chiodi (2005), o mercado
referencialmente mármores importados
se cerca de 30 a 40 variedades de materiais italianos,
Para efeitos de cálculos expedidos, das 8,0 milhões de toneladas de rochas
ornamentais, produzidas no Brasil em 2007, 58% foram consumidas no mercado interno e
42% foram destinadas, como rochas brutas ou após beneficiamento, ao mercado externo.
se a produção para o mercado interno em
metros quadrados equivalentes de chapas, com 2 cm de espessura, o consumo brasileiro de
produtos foi de 56,7 milhões de m² em 2007, totalizando 58,3 milhões de m² se somados os
é responsável, por quase 50% do consumo de
se os estados do Rio de Janeiro e Minas Gerais.
Santo, respondem por
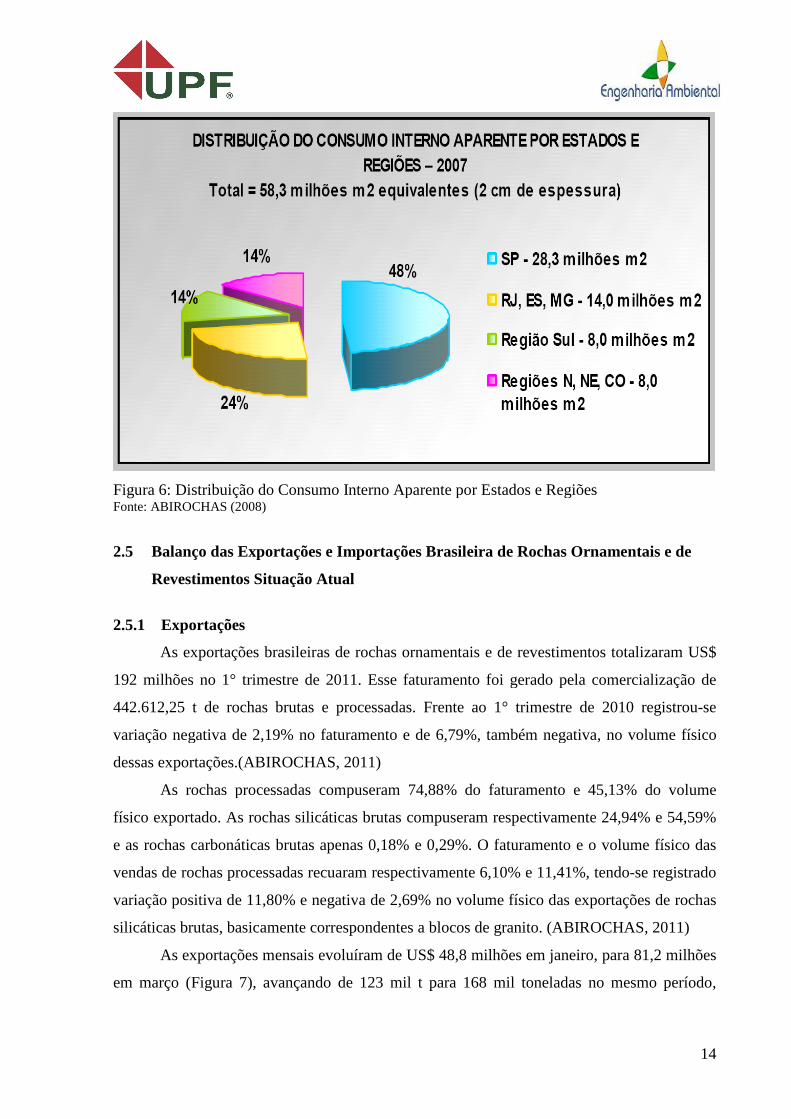
Figura 6: Distribuição do Consumo Interno Aparente por Estados e RegiõesFonte: ABIROCHAS (2008)
2.5 Balanço das Exportações e Importações
Revestimentos Situação Atual
2.5.1 Exportações
As exportações brasileiras de rochas ornamentais e de revestimentos totalizaram US$
192 milhões no 1° trimestre de 2011. Esse faturamento foi gerado pela comercialização de
442.612,25 t de rochas brutas e processadas. Frente ao 1° trimestre de 2010 registr
variação negativa de 2,19% no faturamento e de 6,79%, também negativa, no volume físico
dessas exportações.(ABIROCHAS, 2011)
As rochas processadas compuseram 74,88% do faturamento e 45,13% do volume
físico exportado. As rochas silicáticas brutas comp
e as rochas carbonáticas brutas apenas 0,18% e 0,29%. O faturamento e o volume físico das
vendas de rochas processadas recuaram respectivamente 6,10% e 11,41%, tendo
variação positiva de 11,80% e negativ
silicáticas brutas, basicamente correspondentes a blocos de granito.
As exportações mensais evoluíram de US$ 48,8 milhões em janeiro, para 81,2 milhões
em março (Figura 7), avançando d
Distribuição do Consumo Interno Aparente por Estados e Regiões
Balanço das Exportações e Importações Brasileira de Rochas Ornamentais e de
Revestimentos Situação Atual
As exportações brasileiras de rochas ornamentais e de revestimentos totalizaram US$
192 milhões no 1° trimestre de 2011. Esse faturamento foi gerado pela comercialização de
442.612,25 t de rochas brutas e processadas. Frente ao 1° trimestre de 2010 registr
variação negativa de 2,19% no faturamento e de 6,79%, também negativa, no volume físico
(ABIROCHAS, 2011)
As rochas processadas compuseram 74,88% do faturamento e 45,13% do volume
físico exportado. As rochas silicáticas brutas compuseram respectivamente 24,94% e 54,59%
e as rochas carbonáticas brutas apenas 0,18% e 0,29%. O faturamento e o volume físico das
vendas de rochas processadas recuaram respectivamente 6,10% e 11,41%, tendo
variação positiva de 11,80% e negativa de 2,69% no volume físico das exportações de rochas
silicáticas brutas, basicamente correspondentes a blocos de granito. (ABIROCHAS, 2011)
As exportações mensais evoluíram de US$ 48,8 milhões em janeiro, para 81,2 milhões
), avançando de 123 mil t para 168 mil toneladas no mesmo período
14
Distribuição do Consumo Interno Aparente por Estados e Regiões
Brasileira de Rochas Ornamentais e de
As exportações brasileiras de rochas ornamentais e de revestimentos totalizaram US$
192 milhões no 1° trimestre de 2011. Esse faturamento foi gerado pela comercialização de
442.612,25 t de rochas brutas e processadas. Frente ao 1° trimestre de 2010 registrou-se
variação negativa de 2,19% no faturamento e de 6,79%, também negativa, no volume físico
As rochas processadas compuseram 74,88% do faturamento e 45,13% do volume
useram respectivamente 24,94% e 54,59%
e as rochas carbonáticas brutas apenas 0,18% e 0,29%. O faturamento e o volume físico das
vendas de rochas processadas recuaram respectivamente 6,10% e 11,41%, tendo-se registrado
a de 2,69% no volume físico das exportações de rochas
(ABIROCHAS, 2011)
As exportações mensais evoluíram de US$ 48,8 milhões em janeiro, para 81,2 milhões
e 123 mil t para 168 mil toneladas no mesmo período,

como pode ser visto na Figura
mês de março de 2010. (ABIROCHAS, 2011)
Figura 7: Exportações Mensais do Setor de Rochas Ornamentais BrFonte: ABIROCHAS (2011)
Figura 8: Exportações Mensais do Setor de Rochas Ornamentais Brasileiro Fonte: ABIROCHAS (2011)
Figura 8. Os números do mês de março de 2011 são inferiores ao do
(ABIROCHAS, 2011)
Exportações Mensais do Setor de Rochas Ornamentais Brasileiro
Exportações Mensais do Setor de Rochas Ornamentais Brasileiro
15
. Os números do mês de março de 2011 são inferiores ao do
asileiro – US$
Exportações Mensais do Setor de Rochas Ornamentais Brasileiro – ton
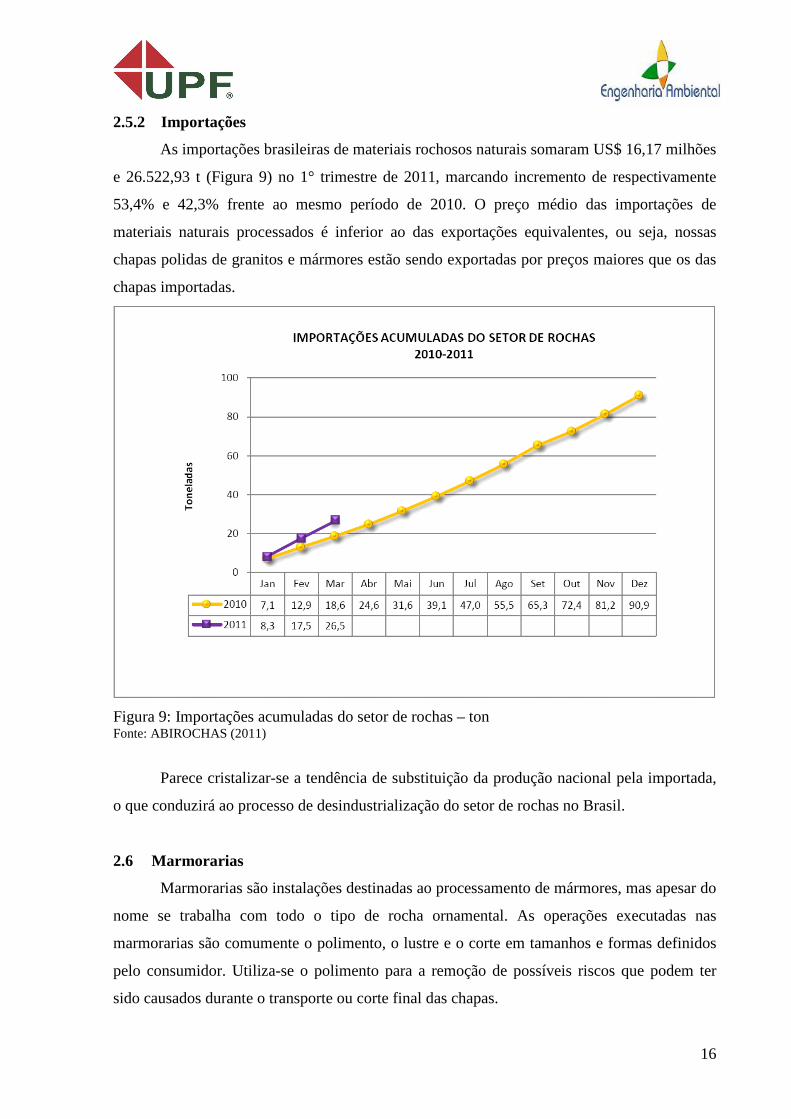
2.5.2 Importações
As importações brasileiras de materiais rochosos naturais somaram US$ 16,17 milhões
e 26.522,93 t (Figura 9) no 1° trimestre de 2011, marcando incremento de respectivamente
53,4% e 42,3% frente ao mesmo período de 2010. O preço médio das importações de
materiais naturais processados é inferior ao das exportações equivalentes, ou seja, nossa
chapas polidas de granitos e mármores estão sendo exportadas por preços maiores que os das
chapas importadas.
Figura 9: Importações acumuladas do setor de rochas Fonte: ABIROCHAS (2011)
Parece cristalizar-se a tendência de substituição da produção nacional pela importada,
o que conduzirá ao processo de desindustrialização do setor de rochas no Brasil.
2.6 Marmorarias
Marmorarias são instalações destinadas ao processamento de mármores, mas a
nome se trabalha com todo o tipo de rocha ornamental. As operações executadas nas
marmorarias são comumente o polimento, o lustre e o corte em tamanhos e formas definidos
pelo consumidor. Utiliza-se o polimento para a remoção de possíveis riscos q
sido causados durante o transporte ou corte final das chapas.
As importações brasileiras de materiais rochosos naturais somaram US$ 16,17 milhões
no 1° trimestre de 2011, marcando incremento de respectivamente
53,4% e 42,3% frente ao mesmo período de 2010. O preço médio das importações de
materiais naturais processados é inferior ao das exportações equivalentes, ou seja, nossa
chapas polidas de granitos e mármores estão sendo exportadas por preços maiores que os das
Importações acumuladas do setor de rochas – ton
se a tendência de substituição da produção nacional pela importada,
o que conduzirá ao processo de desindustrialização do setor de rochas no Brasil.
Marmorarias são instalações destinadas ao processamento de mármores, mas a
nome se trabalha com todo o tipo de rocha ornamental. As operações executadas nas
marmorarias são comumente o polimento, o lustre e o corte em tamanhos e formas definidos
se o polimento para a remoção de possíveis riscos q
sido causados durante o transporte ou corte final das chapas.
16
As importações brasileiras de materiais rochosos naturais somaram US$ 16,17 milhões
no 1° trimestre de 2011, marcando incremento de respectivamente
53,4% e 42,3% frente ao mesmo período de 2010. O preço médio das importações de
materiais naturais processados é inferior ao das exportações equivalentes, ou seja, nossas
chapas polidas de granitos e mármores estão sendo exportadas por preços maiores que os das
se a tendência de substituição da produção nacional pela importada,
o que conduzirá ao processo de desindustrialização do setor de rochas no Brasil.
Marmorarias são instalações destinadas ao processamento de mármores, mas apesar do
nome se trabalha com todo o tipo de rocha ornamental. As operações executadas nas
marmorarias são comumente o polimento, o lustre e o corte em tamanhos e formas definidos
se o polimento para a remoção de possíveis riscos que podem ter

O processo de corte das chapas dá forma e dimensão final ao produto. Este é feito com
o uso de discos rotativos diamantados, acionados por cortadeiras, fresadoras ou furadeiras. O
acabamento final é realizado com o uso de f
rebolos, movidos por lixadeiras, fresadoras e similares. Para o desenvolvimento destas
atividades existem riscos para os trabalhadores devidos a geração de poeiras.
a seco, as operações mais perigosas são o desbaste e o lixamento, pois geram altas
concentrações de poeira. Em ambientes sem as medidas de controle adequadas a poeira pode
causar doenças respiratórias. Se essa poeira tiver sílica cristalina o
grave.
Segundo dados do Projeto Marmoristas, divulgados em dezembro de 2001, na
atividade de marmorarias o local onde a maior geração de poeiras é no setor de acabamento e
corte, sendo que o processo úmido é adotado no setor de corte
Mais de 90% das empresas não adotam ventilação exaustora para a remoção da poeira e mais
de 75 % não realizam lavagem diária do local de trabalho.
Com base nos dados disponíveis pela
e Medicina do Trabalho
marmorarias é definida como microempresa. A principal característica desse tipo de empresa
é a estrutura administrativa enxuta e informal. O processo produtivo é realizado por meio
trabalho árduo, visando o aumento da eficiência e controle de custos.
instalações associadas à moradia do próprio empresário e a participação de vários membr
família envolvidos no negó
e Segurança no Trabalho (SST), pois
exigências da legislação.
2.7 Materiais Particulados
Os materiais particulados também são chamados de aerodispersóides
são, por definição, partículas sólidas ou líquidas de
a 100 µm), que se encontram suspensas no ar ou em um gás por um tempo suficiente para
serem observadas ou medidas
De acordo com a (FUNDACENTRO
partir da ruptura mecânica de um material sólido seco, seja por corte, quebra
fricção ou fundição e ainda por processos físico
combustão, dando origem, por ex
de interesse neste trabalho, destacam
O processo de corte das chapas dá forma e dimensão final ao produto. Este é feito com
o uso de discos rotativos diamantados, acionados por cortadeiras, fresadoras ou furadeiras. O
cabamento final é realizado com o uso de ferramentas abrasivas na forma de discos, lixas e
rebolos, movidos por lixadeiras, fresadoras e similares. Para o desenvolvimento destas
atividades existem riscos para os trabalhadores devidos a geração de poeiras.
a seco, as operações mais perigosas são o desbaste e o lixamento, pois geram altas
concentrações de poeira. Em ambientes sem as medidas de controle adequadas a poeira pode
causar doenças respiratórias. Se essa poeira tiver sílica cristalina o problema é ainda mais
Segundo dados do Projeto Marmoristas, divulgados em dezembro de 2001, na
atividade de marmorarias o local onde a maior geração de poeiras é no setor de acabamento e
corte, sendo que o processo úmido é adotado no setor de corte em 87,4 % das marmorarias.
Mais de 90% das empresas não adotam ventilação exaustora para a remoção da poeira e mais
de 75 % não realizam lavagem diária do local de trabalho.
Com base nos dados disponíveis pela Fundação Jorge Duprat Figueiredo de Segurança
e Medicina do Trabalho (FUNDACENTRO), no Projeto Marmor
marmorarias é definida como microempresa. A principal característica desse tipo de empresa
é a estrutura administrativa enxuta e informal. O processo produtivo é realizado por meio
trabalho árduo, visando o aumento da eficiência e controle de custos.
instalações associadas à moradia do próprio empresário e a participação de vários membr
família envolvidos no negócio. Em geral, são precárias ou inexistentes as iniciativas de Saúde
e Segurança no Trabalho (SST), pois essas empresas têm dificuldades para compreender as
Materiais Particulados
Os materiais particulados também são chamados de aerodispersóides
são, por definição, partículas sólidas ou líquidas de tamanho bastante reduzido
a 100 µm), que se encontram suspensas no ar ou em um gás por um tempo suficiente para
serem observadas ou medidas.
FUNDACENTRO), aerodispersoide sólido é a partícula formada a
partir da ruptura mecânica de um material sólido seco, seja por corte, quebra
fricção ou fundição e ainda por processos físico-químicos de condensação, vaporização,
combustão, dando origem, por exemplo, às poeiras, às nevoas, neblinas e fumaças. Como foco
de interesse neste trabalho, destacam-se as poeiras que, segundo definição da norma brasileira
17
O processo de corte das chapas dá forma e dimensão final ao produto. Este é feito com
o uso de discos rotativos diamantados, acionados por cortadeiras, fresadoras ou furadeiras. O
erramentas abrasivas na forma de discos, lixas e
rebolos, movidos por lixadeiras, fresadoras e similares. Para o desenvolvimento destas
atividades existem riscos para os trabalhadores devidos a geração de poeiras. No acabamento
a seco, as operações mais perigosas são o desbaste e o lixamento, pois geram altas
concentrações de poeira. Em ambientes sem as medidas de controle adequadas a poeira pode
problema é ainda mais
Segundo dados do Projeto Marmoristas, divulgados em dezembro de 2001, na
atividade de marmorarias o local onde a maior geração de poeiras é no setor de acabamento e
em 87,4 % das marmorarias.
Mais de 90% das empresas não adotam ventilação exaustora para a remoção da poeira e mais
Fundação Jorge Duprat Figueiredo de Segurança
rmoristas a maioria das
marmorarias é definida como microempresa. A principal característica desse tipo de empresa
é a estrutura administrativa enxuta e informal. O processo produtivo é realizado por meio do
trabalho árduo, visando o aumento da eficiência e controle de custos. É comum encontrar
instalações associadas à moradia do próprio empresário e a participação de vários membros da
as iniciativas de Saúde
dificuldades para compreender as
Os materiais particulados também são chamados de aerodispersóides ou aerossóis e
tamanho bastante reduzido (entre 0,01 µm
a 100 µm), que se encontram suspensas no ar ou em um gás por um tempo suficiente para
aerodispersoide sólido é a partícula formada a
partir da ruptura mecânica de um material sólido seco, seja por corte, quebra, usinagem,
químicos de condensação, vaporização,
emplo, às poeiras, às nevoas, neblinas e fumaças. Como foco
se as poeiras que, segundo definição da norma brasileira
NBR 12.543 (ABNT, 1999), são aerossóis cuja fase dispersa é originada de um processo de
ruptura mecânica de um sólido. As partículas de uma poeira podem variar de tamanho desde
submicroscópicas até visíveis.
2.7.1 Poeiras
As poeiras são de particular interesse como contaminantes do ar de ambientes de
trabalho, uma vez que estão associadas a diversos tipos de d
Podem reagir com os tecidos ou ser absorvidas por eles causando efeitos adversos à saúde.
Dependendo do tamanho, forma, propriedades químicas e densidade das partículas,
concentração de poeira no ar, tempo de exposição e out
variar de uma simples irritação a uma doença fatal. (SANTOS, 2005)
Segundo Gabas (2008), uma das maneiras de se classificar as poeiras é através de suas
características básicas, que incluem forma, origem e tamanho.
importante fator que influê
respiratório e os projetos de instrumentos adequados para amostragem e análises de partículas.
A variedade de formas
irregulares, com formato de flocos, fibras, cadeias, plaquetas, escamas, etc. A origem da
partícula pode ser classificada conforme sua origem em minerais (areia, argila, carvão),
animais (peles, couros, pelos) e vegetais (made
partículas é de fundamental importância
2.7.2 Tamanho das Partículas
Segundo Santos (2005), o comportamento das partículas está diretamente associado ao
tamanho das mesmas, tendo influencia sobre os mecanismos de deposição, espalhamento da
luz e os efeitos ocasionados a saúde dos expostos. Além disso, o tamanho influencia na
determinação dos equipamentos para controle e redução das concentrações de partículas no ar.
O tamanho de uma partícula por ser definido tanto em termos lineares quanto em
termos bidimensionais e tridimensionais. Estudos de deposição no trato respiratório
relacionam-se o mais próximo possível com o diâmetro aerodinâmico da partícula,
experimentos onde são apresentados processos de transferência de calor, o diâmetro de área
superficial pode ser o mais adequado. (GABAS, 2008)
Para Gabas (2008), o tempo de suspensão depende diretamente do tamanho da
partícula, de seu peso especifico e da velocidade de m
analisado. O comportamento das partículas no ambiente com fluxo contínuo no ar pode ser
543 (ABNT, 1999), são aerossóis cuja fase dispersa é originada de um processo de
ica de um sólido. As partículas de uma poeira podem variar de tamanho desde
submicroscópicas até visíveis.
As poeiras são de particular interesse como contaminantes do ar de ambientes de
trabalho, uma vez que estão associadas a diversos tipos de doenças do sistema respiratório.
Podem reagir com os tecidos ou ser absorvidas por eles causando efeitos adversos à saúde.
Dependendo do tamanho, forma, propriedades químicas e densidade das partículas,
concentração de poeira no ar, tempo de exposição e outros fatores, os efeitos à saúde podem
variar de uma simples irritação a uma doença fatal. (SANTOS, 2005)
Segundo Gabas (2008), uma das maneiras de se classificar as poeiras é através de suas
características básicas, que incluem forma, origem e tamanho. A forma da partícula é um
nfluência os processos de impactação e deposição inercial no sistema
respiratório e os projetos de instrumentos adequados para amostragem e análises de partículas.
A variedade de formas de particulados é muito grande são
irregulares, com formato de flocos, fibras, cadeias, plaquetas, escamas, etc. A origem da
partícula pode ser classificada conforme sua origem em minerais (areia, argila, carvão),
animais (peles, couros, pelos) e vegetais (madeiras, grãos, cereais). Já o tamanho das
partículas é de fundamental importância para determinar o seu comportamento.
Tamanho das Partículas
Segundo Santos (2005), o comportamento das partículas está diretamente associado ao
tendo influencia sobre os mecanismos de deposição, espalhamento da
luz e os efeitos ocasionados a saúde dos expostos. Além disso, o tamanho influencia na
determinação dos equipamentos para controle e redução das concentrações de partículas no ar.
o de uma partícula por ser definido tanto em termos lineares quanto em
termos bidimensionais e tridimensionais. Estudos de deposição no trato respiratório
se o mais próximo possível com o diâmetro aerodinâmico da partícula,
de são apresentados processos de transferência de calor, o diâmetro de área
superficial pode ser o mais adequado. (GABAS, 2008)
Para Gabas (2008), o tempo de suspensão depende diretamente do tamanho da
partícula, de seu peso especifico e da velocidade de movimentação do ar no ambiente
analisado. O comportamento das partículas no ambiente com fluxo contínuo no ar pode ser
18
543 (ABNT, 1999), são aerossóis cuja fase dispersa é originada de um processo de
ica de um sólido. As partículas de uma poeira podem variar de tamanho desde
As poeiras são de particular interesse como contaminantes do ar de ambientes de
oenças do sistema respiratório.
Podem reagir com os tecidos ou ser absorvidas por eles causando efeitos adversos à saúde.
Dependendo do tamanho, forma, propriedades químicas e densidade das partículas,
ros fatores, os efeitos à saúde podem
Segundo Gabas (2008), uma das maneiras de se classificar as poeiras é através de suas
orma da partícula é um
ncia os processos de impactação e deposição inercial no sistema
respiratório e os projetos de instrumentos adequados para amostragem e análises de partículas.
rande são esféricas, cúbicas,
irregulares, com formato de flocos, fibras, cadeias, plaquetas, escamas, etc. A origem da
partícula pode ser classificada conforme sua origem em minerais (areia, argila, carvão),
iras, grãos, cereais). Já o tamanho das
erminar o seu comportamento.
Segundo Santos (2005), o comportamento das partículas está diretamente associado ao
tendo influencia sobre os mecanismos de deposição, espalhamento da
luz e os efeitos ocasionados a saúde dos expostos. Além disso, o tamanho influencia na
determinação dos equipamentos para controle e redução das concentrações de partículas no ar.
o de uma partícula por ser definido tanto em termos lineares quanto em
termos bidimensionais e tridimensionais. Estudos de deposição no trato respiratório
se o mais próximo possível com o diâmetro aerodinâmico da partícula, já em
de são apresentados processos de transferência de calor, o diâmetro de área
Para Gabas (2008), o tempo de suspensão depende diretamente do tamanho da
ovimentação do ar no ambiente
analisado. O comportamento das partículas no ambiente com fluxo contínuo no ar pode ser
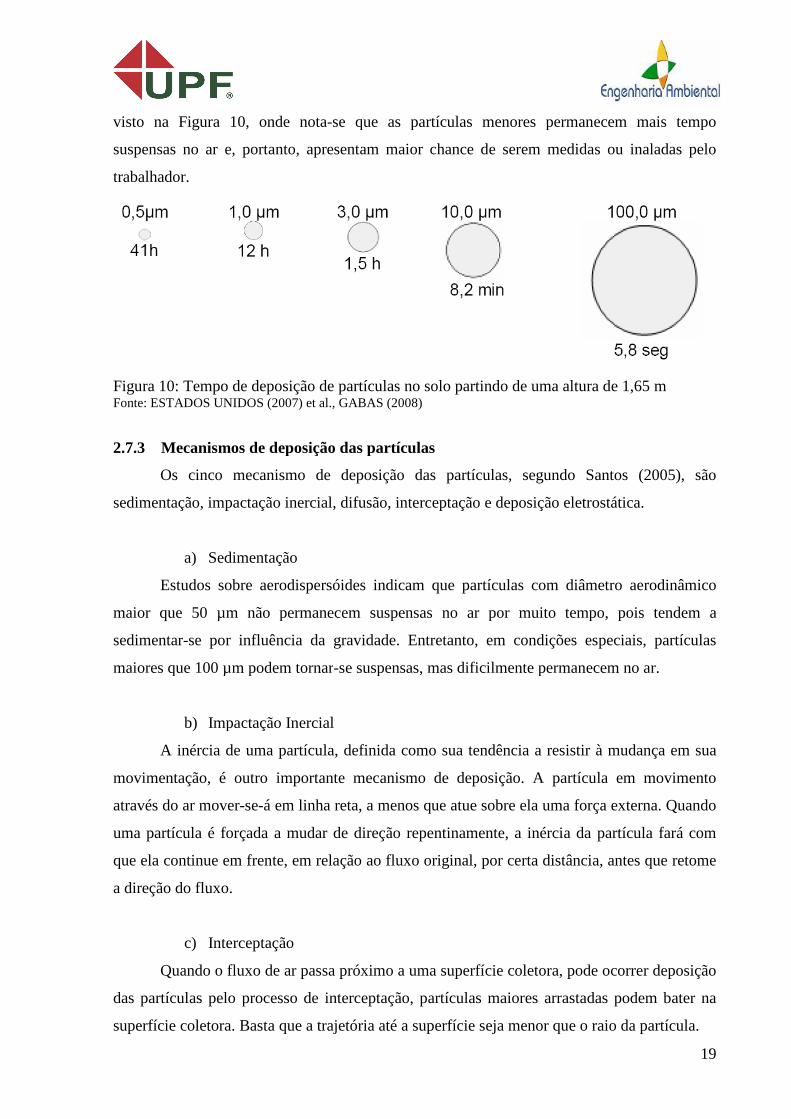
visto na Figura 10, onde nota
suspensas no ar e, portanto
trabalhador.
Figura 10: Tempo de deposição de partículas no solo partindo de uma altura de 1,65 mFonte: ESTADOS UNIDOS (2007) et al., GABAS (2008)
2.7.3 Mecanismos de deposição das partículas
Os cinco mecanismo de depos
sedimentação, impactação inercial, difusão, interceptação e deposição eletrostática.
a) Sedimentação
Estudos sobre aerodispersóides indicam que partículas com diâmetro aerodinâmico
maior que 50 µm não permanecem suspensas no ar por muito tempo, pois tendem a
sedimentar-se por influência da gravidade
maiores que 100 µm podem tornar
b) Impactação Inercial
A inércia de uma partícula,
movimentação, é outro importante mecanismo de deposição. A partícula em movimento
através do ar mover-se-á em linha reta, a menos que atue sobre ela uma força externa. Quand
uma partícula é forçada a mudar de direção repentinamente, a inércia da partícula fará com
que ela continue em frente, em relação ao
a direção do fluxo.
c) Interceptação
Quando o fluxo de ar passa
das partículas pelo processo de interceptação,
superfície coletora. Basta que a trajetória até a superfície seja menor que o raio da partícula.
, onde nota-se que as partículas menores permanecem mais tempo
, portanto, apresentam maior chance de serem medidas ou inaladas pelo
Tempo de deposição de partículas no solo partindo de uma altura de 1,65 mFonte: ESTADOS UNIDOS (2007) et al., GABAS (2008)
Mecanismos de deposição das partículas
Os cinco mecanismo de deposição das partículas, segundo Santos (2005), são
sedimentação, impactação inercial, difusão, interceptação e deposição eletrostática.
Sedimentação
Estudos sobre aerodispersóides indicam que partículas com diâmetro aerodinâmico
não permanecem suspensas no ar por muito tempo, pois tendem a
ncia da gravidade. Entretanto, em condições especiais, partículas
maiores que 100 µm podem tornar-se suspensas, mas dificilmente permanecem no ar.
Impactação Inercial
inércia de uma partícula, definida como sua tendência a resistir à mudança em sua
movimentação, é outro importante mecanismo de deposição. A partícula em movimento
á em linha reta, a menos que atue sobre ela uma força externa. Quand
uma partícula é forçada a mudar de direção repentinamente, a inércia da partícula fará com
que ela continue em frente, em relação ao fluxo original, por certa distâ
Interceptação
Quando o fluxo de ar passa próximo a uma superfície coletora, pode ocorrer deposição
pelo processo de interceptação, partículas maiores arrastadas podem bater na
superfície coletora. Basta que a trajetória até a superfície seja menor que o raio da partícula.
19
se que as partículas menores permanecem mais tempo
erem medidas ou inaladas pelo
Tempo de deposição de partículas no solo partindo de uma altura de 1,65 m
las, segundo Santos (2005), são
sedimentação, impactação inercial, difusão, interceptação e deposição eletrostática.
Estudos sobre aerodispersóides indicam que partículas com diâmetro aerodinâmico
não permanecem suspensas no ar por muito tempo, pois tendem a
ntretanto, em condições especiais, partículas
se suspensas, mas dificilmente permanecem no ar.
definida como sua tendência a resistir à mudança em sua
movimentação, é outro importante mecanismo de deposição. A partícula em movimento
á em linha reta, a menos que atue sobre ela uma força externa. Quando
uma partícula é forçada a mudar de direção repentinamente, a inércia da partícula fará com
fluxo original, por certa distância, antes que retome
próximo a uma superfície coletora, pode ocorrer deposição
partículas maiores arrastadas podem bater na
superfície coletora. Basta que a trajetória até a superfície seja menor que o raio da partícula.

d) Difusão
Neste mecanismo, partículas suspensas em um meio gasoso são bombardeadas por
colisões com moléculas individuais do gás, provocando deslocamentos aleatórios das
partículas, conhecidos com difusão, fazendo com que elas permaneçam suspensas no ar por
longos períodos de tempo.
e) Deposição eletrostática
Este mecanismo de captura é relevante quando o meio filtrante apresenta cargas
eletrostáticas, podendo ocorrer
por meio de indução elétrica preliminar e
2.7.4 Penetração e deposição das partículas no trato respiratório humano
Partículas pequenas o suficiente para estarem suspensas no ar podem ser inaladas pelo
nariz e pela boca. Entretanto
o comportamento da mesma no sistema respiratório é influ
fatores relacionados a partícula. De maneira abrangente, esses fatores levam em consideração
a natureza física e química da poeira, as condições de exp
indivíduo exposto. (SANTOS, 2005)
Partículas depositadas
mesmo nos pulmões, tem potencial para causar danos à saúde. Para estudos as faixas ou
frações de tamanho de maior interesse est
deposição no trato respiratório cujas definições são apresentadas a seguir:
a) Particulado inalável
A fração inalável é aquela com diâmetro menor que 100 µm, capaz de entrar pelas
narinas e pela boca, penetrando no trato respiratório durante a inalação, podendo ficar retida
em qualquer lugar dele.
b) Particulado torácico
A fração de particulado torácico é aquela constituída por partículas de diâmetro menor
que 25 µm, capaz de passar pela laringe, podendo ficar retida nas
(vias aéreas dos pulmões) e na região de troca de gases.
este mecanismo, partículas suspensas em um meio gasoso são bombardeadas por
colisões com moléculas individuais do gás, provocando deslocamentos aleatórios das
partículas, conhecidos com difusão, fazendo com que elas permaneçam suspensas no ar por
Deposição eletrostática
Este mecanismo de captura é relevante quando o meio filtrante apresenta cargas
eletrostáticas, podendo ocorrer à captura das mesmas por meio da ação eletrostática direta ou
por meio de indução elétrica preliminar e posterior atração.
Penetração e deposição das partículas no trato respiratório humano
Partículas pequenas o suficiente para estarem suspensas no ar podem ser inaladas pelo
nariz e pela boca. Entretanto, a probabilidade de inalação depende do diâmetro da
o comportamento da mesma no sistema respiratório é influenciado por fatores fisiológicos e
fatores relacionados a partícula. De maneira abrangente, esses fatores levam em consideração
a natureza física e química da poeira, as condições de exposição e as características do
duo exposto. (SANTOS, 2005)
Partículas depositadas nas vias aéreas superiores (lábios ou narinas), laringe e até
mesmo nos pulmões, tem potencial para causar danos à saúde. Para estudos as faixas ou
e maior interesse estão divididas de modo a relacioná
deposição no trato respiratório cujas definições são apresentadas a seguir:
Particulado inalável
A fração inalável é aquela com diâmetro menor que 100 µm, capaz de entrar pelas
nas e pela boca, penetrando no trato respiratório durante a inalação, podendo ficar retida
articulado torácico
A fração de particulado torácico é aquela constituída por partículas de diâmetro menor
, capaz de passar pela laringe, podendo ficar retida nas regiões
(vias aéreas dos pulmões) e na região de troca de gases.
20
este mecanismo, partículas suspensas em um meio gasoso são bombardeadas por
colisões com moléculas individuais do gás, provocando deslocamentos aleatórios das
partículas, conhecidos com difusão, fazendo com que elas permaneçam suspensas no ar por
Este mecanismo de captura é relevante quando o meio filtrante apresenta cargas
captura das mesmas por meio da ação eletrostática direta ou
Penetração e deposição das partículas no trato respiratório humano
Partículas pequenas o suficiente para estarem suspensas no ar podem ser inaladas pelo
a probabilidade de inalação depende do diâmetro da partícula, já
nciado por fatores fisiológicos e
fatores relacionados a partícula. De maneira abrangente, esses fatores levam em consideração
osição e as características do
(lábios ou narinas), laringe e até
mesmo nos pulmões, tem potencial para causar danos à saúde. Para estudos as faixas ou
ão divididas de modo a relacioná-las com o local de
deposição no trato respiratório cujas definições são apresentadas a seguir:
A fração inalável é aquela com diâmetro menor que 100 µm, capaz de entrar pelas
nas e pela boca, penetrando no trato respiratório durante a inalação, podendo ficar retida
A fração de particulado torácico é aquela constituída por partículas de diâmetro menor
regiões traqueobrônquica

c) Particulado respirável
A fração respirável é constituída por partículas de diâmetro menor que 10 µm,
conhecida como MP 10, que penetra e pode ficar retida na região de troca de gases ou região
pulmonar. Está fração respirável está associada com doenças fibrogênicas (como silicose) ou
enfisema pulmonar.
A Figura 11, ilustra as frações de particulados e as respect
trato respiratório.
Figura 11:Representação das principais regiões do trato respiratórioFonte: BON (2006) 2.7.5 Poeira contendo sílica livre cristalizada
Devido a grande quantidade
expostos a concentrações de sílica cristalina na fração respirável em uma grande quantidade
de indústrias e ocupações, entre as quais se destaca o corte de rochas nas marmorarias. Para
Santos (2005), o risco de desenvolvimento de silicose
relacionado com a poeira respirável.
Particulado respirável
A fração respirável é constituída por partículas de diâmetro menor que 10 µm,
que penetra e pode ficar retida na região de troca de gases ou região
pulmonar. Está fração respirável está associada com doenças fibrogênicas (como silicose) ou
ilustra as frações de particulados e as respectivas regiões de deposição no
Representação das principais regiões do trato respiratório
Poeira contendo sílica livre cristalizada
Devido a grande quantidade de materiais contendo quartzo, os traba
concentrações de sílica cristalina na fração respirável em uma grande quantidade
de indústrias e ocupações, entre as quais se destaca o corte de rochas nas marmorarias. Para
), o risco de desenvolvimento de silicose em marmorarias está claramente
relacionado com a poeira respirável.
21
A fração respirável é constituída por partículas de diâmetro menor que 10 µm, também
que penetra e pode ficar retida na região de troca de gases ou região
pulmonar. Está fração respirável está associada com doenças fibrogênicas (como silicose) ou
ivas regiões de deposição no
materiais contendo quartzo, os trabalhadores são
concentrações de sílica cristalina na fração respirável em uma grande quantidade
de indústrias e ocupações, entre as quais se destaca o corte de rochas nas marmorarias. Para
em marmorarias está claramente
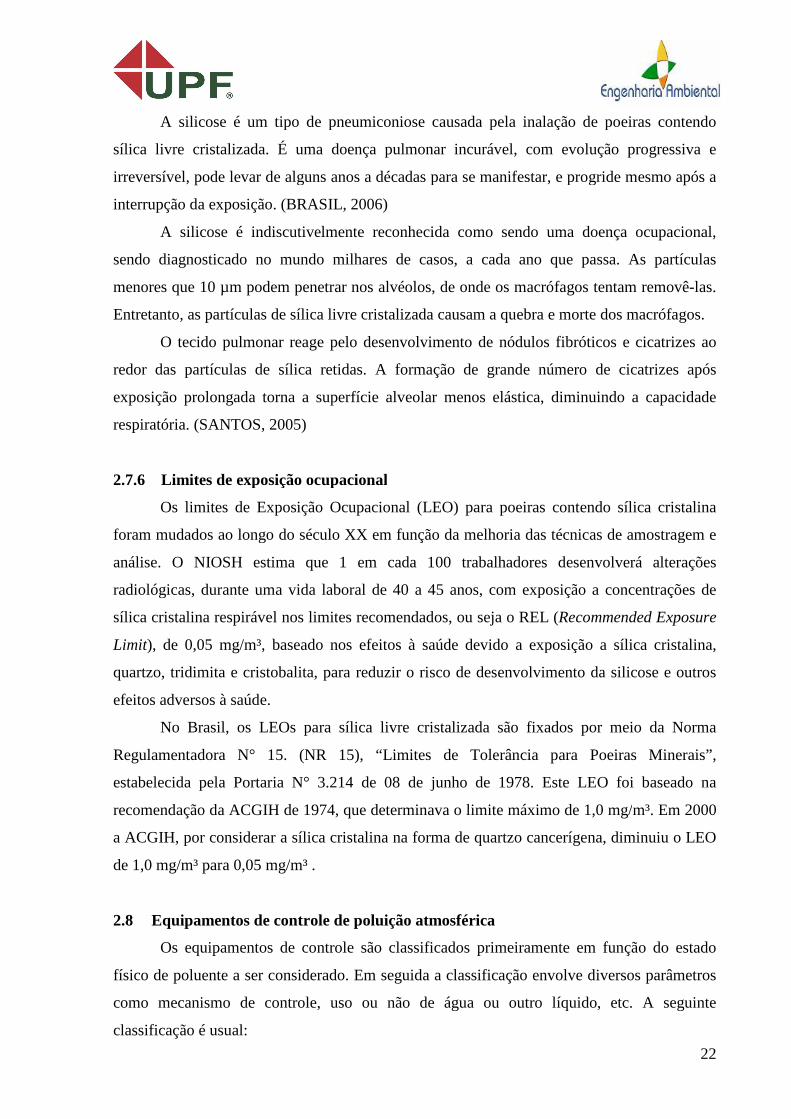
A silicose é um tipo de pneumiconiose causada pela inalação de poeiras contendo
sílica livre cristalizada. É uma doença pulmonar incurável, com evolução progressiva e
irreversível, pode levar de alguns anos a décadas para se manifestar, e progride mesmo
interrupção da exposição. (BRASIL, 2006)
A silicose é indiscutivelmente reconhecida como sendo uma doença ocupacional
sendo diagnosticado no mundo milhare
menores que 10 µm podem penetrar
Entretanto, as partículas de sílica livre cristalizada causam a quebra e morte dos macrófagos.
O tecido pulmonar reage pelo desenvolvimento de nódulos fibróticos e cicatrizes ao
redor das partículas de sílica retidas. A formação de grande número de cicatrizes após
exposição prolongada torna a superfície alveolar menos elástica, diminuindo a capacida
respiratória. (SANTOS, 2005)
2.7.6 Limites de exposição ocupacional
Os limites de Exposição Ocupacional (LEO) para poeiras contendo sílica cristalina
foram mudados ao longo do século XX em função da melhoria das técnicas de amostragem e
análise. O NIOSH estima que 1 em cada 100 trabalhadores
radiológicas, durante uma vida laboral de 40 a 45 anos, com exposição a concentrações de
sílica cristalina respirável nos limit
Limit), de 0,05 mg/m³, baseado nos efeitos à saúde devido a exposição a sílica cristalina,
quartzo, tridimita e cristobalita, para reduzir o risco de desenvolvimento da silicose e outros
efeitos adversos à saúde.
No Brasil, os LEOs para sílica livre cristalizada são fixado
Regulamentadora N° 15.
estabelecida pela Portaria N° 3.214
recomendação da ACGIH de 1974,
a ACGIH, por considerar a sílica cristalina na forma de quartzo cancerígena, diminuiu o LEO
de 1,0 mg/m³ para 0,05 mg/m³ .
2.8 Equipamentos de controle de poluição atmosférica
Os equipamentos de controle são classificados primeiramente em função d
físico de poluente a ser considerado. Em seguida a classificação envolve diversos parâmetros
como mecanismo de controle, uso ou não de água ou outro líquido, etc. A seguinte
classificação é usual:
A silicose é um tipo de pneumiconiose causada pela inalação de poeiras contendo
sílica livre cristalizada. É uma doença pulmonar incurável, com evolução progressiva e
evar de alguns anos a décadas para se manifestar, e progride mesmo
(BRASIL, 2006)
A silicose é indiscutivelmente reconhecida como sendo uma doença ocupacional
endo diagnosticado no mundo milhares de casos, a cada ano que
menores que 10 µm podem penetrar nos alvéolos, de onde os macrófagos tentam removê
Entretanto, as partículas de sílica livre cristalizada causam a quebra e morte dos macrófagos.
O tecido pulmonar reage pelo desenvolvimento de nódulos fibróticos e cicatrizes ao
redor das partículas de sílica retidas. A formação de grande número de cicatrizes após
exposição prolongada torna a superfície alveolar menos elástica, diminuindo a capacida
respiratória. (SANTOS, 2005)
Limites de exposição ocupacional
Os limites de Exposição Ocupacional (LEO) para poeiras contendo sílica cristalina
foram mudados ao longo do século XX em função da melhoria das técnicas de amostragem e
ma que 1 em cada 100 trabalhadores desenvolverá
radiológicas, durante uma vida laboral de 40 a 45 anos, com exposição a concentrações de
sílica cristalina respirável nos limites recomendados, ou seja o REL (Recommended Exposure
, baseado nos efeitos à saúde devido a exposição a sílica cristalina,
quartzo, tridimita e cristobalita, para reduzir o risco de desenvolvimento da silicose e outros
No Brasil, os LEOs para sílica livre cristalizada são fixados por meio da Norma
15. (NR 15), “Limites de Tolerância para Poeiras Minerais”,
Portaria N° 3.214 de 08 de junho de 1978. Este LEO foi baseado na
recomendação da ACGIH de 1974, que determinava o limite máximo de 1,0 mg/
a ACGIH, por considerar a sílica cristalina na forma de quartzo cancerígena, diminuiu o LEO
de 1,0 mg/m³ para 0,05 mg/m³ .
Equipamentos de controle de poluição atmosférica
Os equipamentos de controle são classificados primeiramente em função d
a ser considerado. Em seguida a classificação envolve diversos parâmetros
como mecanismo de controle, uso ou não de água ou outro líquido, etc. A seguinte
22
A silicose é um tipo de pneumiconiose causada pela inalação de poeiras contendo
sílica livre cristalizada. É uma doença pulmonar incurável, com evolução progressiva e
evar de alguns anos a décadas para se manifestar, e progride mesmo após a
A silicose é indiscutivelmente reconhecida como sendo uma doença ocupacional,
s de casos, a cada ano que passa. As partículas
onde os macrófagos tentam removê-las.
Entretanto, as partículas de sílica livre cristalizada causam a quebra e morte dos macrófagos.
O tecido pulmonar reage pelo desenvolvimento de nódulos fibróticos e cicatrizes ao
redor das partículas de sílica retidas. A formação de grande número de cicatrizes após
exposição prolongada torna a superfície alveolar menos elástica, diminuindo a capacidade
Os limites de Exposição Ocupacional (LEO) para poeiras contendo sílica cristalina
foram mudados ao longo do século XX em função da melhoria das técnicas de amostragem e
desenvolverá alterações
radiológicas, durante uma vida laboral de 40 a 45 anos, com exposição a concentrações de
Recommended Exposure
, baseado nos efeitos à saúde devido a exposição a sílica cristalina,
quartzo, tridimita e cristobalita, para reduzir o risco de desenvolvimento da silicose e outros
s por meio da Norma
), “Limites de Tolerância para Poeiras Minerais”,
de 08 de junho de 1978. Este LEO foi baseado na
que determinava o limite máximo de 1,0 mg/m³. Em 2000
a ACGIH, por considerar a sílica cristalina na forma de quartzo cancerígena, diminuiu o LEO
Os equipamentos de controle são classificados primeiramente em função do estado
a ser considerado. Em seguida a classificação envolve diversos parâmetros
como mecanismo de controle, uso ou não de água ou outro líquido, etc. A seguinte

a) Equipamentos de c
Quadro 1: Equipamentos para controle de material particulado.
Coletores secos
• Coletores mecânicos inerciais e
gravitacionais
• Filtros de mangas
• Coletores centrífugos (ex. ciclones)
• Precipitadores eletrostáticos secos
• Precipitadores dinâmicos secos
b) Equipamentos de controle de gases e vapores:
• Condensadores
• Absorvedores
• Incineradores com chama direta
• Incineradores catalíticos
• Processos especiais
2.8.1 Seleção de Equipamentos de Controle de Poluição de Ar
A característica básica que influê
necessária para enquadrar emissão da
todos os tipos de coletores de material particulado
das partículas presentes no gás a ser tratado.
diferentes tipos de coletores de material particulado
Equipamentos de controle de material particulado, ver Quadro 1
Equipamentos para controle de material particulado.
Coletores mecânicos inerciais e
iltros de mangas
Coletores centrífugos (ex. ciclones)
Precipitadores eletrostáticos secos
Precipitadores dinâmicos secos
Coletores úmidos
• Lavadores com pré
(spray)
• Lavador com atomização pelo
gás
• Lavador do leite móvel
• Precipitadores eletrostáticos
úmidos
• Precipitadores dinâmicos úmidos
Equipamentos de controle de gases e vapores:
Condensadores
Absorvedores
Incineradores com chama direta
Incineradores catalíticos
Processos especiais
Seleção de Equipamentos de Controle de Poluição de Ar
característica básica que influência em primeira instância é a eficiência de coleta
necessária para enquadrar emissão da fonte nos padrões exigidos. A eficiência de coleta, para
letores de material particulado é dependente da distribuição do tamanho
das partículas presentes no gás a ser tratado. A Tabela 4, apresenta a eficiência de coleta
tipos de coletores de material particulado em diferentes tamanhos.
23
Quadro 1.
Coletores úmidos
Lavadores com pré-atomização
Lavador com atomização pelo
Lavador do leite móvel
Precipitadores eletrostáticos
Precipitadores dinâmicos úmidos
ncia em primeira instância é a eficiência de coleta,
A eficiência de coleta, para
é dependente da distribuição do tamanho
a eficiência de coleta para
diferentes tamanhos.

Tabela 4: Eficiência fracionada de coletores de material particulado em função da
distribuição de tamanho das partículas (em porcentagens).
Tipo de equipamento
Câmara de sedimentação
Ciclone de baixa pressão
Ciclone de alta pressão
Multiciclone
Filtro de mangas
Lavadores de média energia
Lavador Venturi
Precipitador eletroestático
Torre de spray
Fonte: Lisboa (2007)
2.8.2 Fatores envolvidos
Os fatores envolvidos na escolha de um equipamento de controle técnica e
economicamente viável são:
� Caracterização do Problema
� Possíveis Soluções:
• Métodos
• Métodos
• Combinação
• Característica
� Aspectos econômicos de cada alternativa
� Custo anualizado
2.9 Filtros de Mangas
A utilização de filtros de mangas
desde o Egito antigo. Nesta época, usavam
redor do pescoço para proteger contra a exposição ao pó do dióxido de chumbo. Leonardo da
Vinci defendia o uso de panos molhados (wetting cloth) sobre a boca e o nariz, visando a
melhoria na respiração (filtração). A primeira patente relativa de um filtro de mangas consta
de 1852, nos Estados Unidos, onde
Eficiência fracionada de coletores de material particulado em função da
distribuição de tamanho das partículas (em porcentagens).
Tipo de equipamento Diâmetro (µm)
0 →5 5 → 10 10 → 20 20
7,5 22,0 43,0
12,0 33,0 57,0
40,0 79,0 92,0
25,0 54,0 74,0
99,0 100,0 100,0
Lavadores de média energia 80,0 90,0 98,0
95,0 99,5 100,0
Precipitador eletroestático 97,0 99,0 99,5
90,0 96,0 98,0
Fatores envolvidos
envolvidos na escolha de um equipamento de controle técnica e
economicamente viável são:
Caracterização do Problema
Possíveis Soluções:
Métodos diretos
Métodos indiretos
Combinação de dois ou mais métodos
Característica de cada alternativa
econômicos de cada alternativa
Custo anualizado
utilização de filtros de mangas para limpeza do ar é datada de 5000 anos atrás,
desde o Egito antigo. Nesta época, usavam-se sacos traçados sobre a cabeça e
para proteger contra a exposição ao pó do dióxido de chumbo. Leonardo da
Vinci defendia o uso de panos molhados (wetting cloth) sobre a boca e o nariz, visando a
melhoria na respiração (filtração). A primeira patente relativa de um filtro de mangas consta
de 1852, nos Estados Unidos, onde, um simples projeto de manga para a recuperação de
24
Eficiência fracionada de coletores de material particulado em função da
20 → 50 >50
80,0 90,0
82,0 91,0
95,0 97,0
95,0 98,0
100,0 100,0
100,0 100,0
100,0 100,0
100,0 100,0
100,0 100,0
envolvidos na escolha de um equipamento de controle técnica e
para limpeza do ar é datada de 5000 anos atrás,
se sacos traçados sobre a cabeça e amarrados ao
para proteger contra a exposição ao pó do dióxido de chumbo. Leonardo da
Vinci defendia o uso de panos molhados (wetting cloth) sobre a boca e o nariz, visando a
melhoria na respiração (filtração). A primeira patente relativa de um filtro de mangas consta
um simples projeto de manga para a recuperação de

fumaças de óxido de zinco foi patenteado. Com o desenvol
meados do século passado, ocorreu a fabricação de tecidos de alta qualidade e, assi
filtros de tecido entraram na era moderna (MYCOCK, ROCHA et al., 2010).
Os filtros de mangas
não só para o controle da
industrial. O princípio de funcionamento de um filtro de mangas é simples. Trata
passagem da mistura gasosa que contém partículas através de um tecido, sendo que o gás
atravessa os poros do tecido e as partículas
que de tempos em tempo tem que ser retiradas para evitar uma camada muito espessa, o que
dificultará a passagem do gás (aumento da perda de carga). No começo do processo de
filtragem a coleta se inicia com a colisão das partículas contra as fibras d
posterior aderência às mesmas.
coletadas vai aumentando tornando
torna-se necessária a remoção das partículas coletadas, a
eficiência do processo.
Os mecanismos envolvidos na coleta de partículas em filtros de mangas são
principalmente a impactação inercial, a difusão, a atração eletrostática e a força gravitacional
e secundariamente, a intercepção. O
categoria dos de alta eficiência de coleta, chegando
99,9%.
Os filtros de mangas tem forma de saco alongado, tubular,
limpeza das mangas os filtr
• Sacudimento mecânico:
horizontal ou vertical; o sacudimento mecânico não tem muito êxito quando o
material particulado consiste de partículas ade
pode fazer com que as mangas girem o se soltem dos ganchos de sustentação.
A Figura 12
saco fica embaixo, e sai deixando as impurezas do lado de dentro.
fumaças de óxido de zinco foi patenteado. Com o desenvolvimento de fibras sintéticas em
meados do século passado, ocorreu a fabricação de tecidos de alta qualidade e, assi
filtros de tecido entraram na era moderna (MYCOCK, ROCHA et al., 2010).
mangas são os sistemas mais comumente utilizados. Sua utilização
poluição do ar, mas também como parte integrante do processo
rial. O princípio de funcionamento de um filtro de mangas é simples. Trata
passagem da mistura gasosa que contém partículas através de um tecido, sendo que o gás
atravessa os poros do tecido e as partículas, na sua maioria, ficam retidas na sua super
que de tempos em tempo tem que ser retiradas para evitar uma camada muito espessa, o que
dificultará a passagem do gás (aumento da perda de carga). No começo do processo de
filtragem a coleta se inicia com a colisão das partículas contra as fibras d
mesmas. À medida que o processo continua a camada de partículas
coletadas vai aumentando tornando-se então, o meio de coleta. Em determinado momento,
se necessária a remoção das partículas coletadas, a fim de impedir a redução da
Os mecanismos envolvidos na coleta de partículas em filtros de mangas são
principalmente a impactação inercial, a difusão, a atração eletrostática e a força gravitacional
e secundariamente, a intercepção. O filtro de mangas são equipamentos enquadrados na
categoria dos de alta eficiência de coleta, chegando a alguns casos, a valores maiores que
Os filtros de mangas tem forma de saco alongado, tubular, segundo o mecanismo de
limpeza das mangas os filtros de mangas podem ser classificados da seguinte maneira:
Sacudimento mecânico: neste método, o pó é removido por agitação mecânica,
horizontal ou vertical; o sacudimento mecânico não tem muito êxito quando o
material particulado consiste de partículas aderentes, pois a agitação excessiva
pode fazer com que as mangas girem o se soltem dos ganchos de sustentação.
Figura 12, apresenta que o ar penetra pela parte interna, quando a boca do
saco fica embaixo, e sai deixando as impurezas do lado de dentro.
25
vimento de fibras sintéticas em
meados do século passado, ocorreu a fabricação de tecidos de alta qualidade e, assim, os
filtros de tecido entraram na era moderna (MYCOCK, ROCHA et al., 2010).
são os sistemas mais comumente utilizados. Sua utilização se dá
poluição do ar, mas também como parte integrante do processo
rial. O princípio de funcionamento de um filtro de mangas é simples. Trata-se da
passagem da mistura gasosa que contém partículas através de um tecido, sendo que o gás
na sua maioria, ficam retidas na sua superfície,
que de tempos em tempo tem que ser retiradas para evitar uma camada muito espessa, o que
dificultará a passagem do gás (aumento da perda de carga). No começo do processo de
filtragem a coleta se inicia com a colisão das partículas contra as fibras do meio filtrante e sua
medida que o processo continua a camada de partículas
. Em determinado momento,
m de impedir a redução da
Os mecanismos envolvidos na coleta de partículas em filtros de mangas são
principalmente a impactação inercial, a difusão, a atração eletrostática e a força gravitacional
filtro de mangas são equipamentos enquadrados na
alguns casos, a valores maiores que
egundo o mecanismo de
os de mangas podem ser classificados da seguinte maneira:
neste método, o pó é removido por agitação mecânica,
horizontal ou vertical; o sacudimento mecânico não tem muito êxito quando o
rentes, pois a agitação excessiva
pode fazer com que as mangas girem o se soltem dos ganchos de sustentação.
esenta que o ar penetra pela parte interna, quando a boca do
saco fica embaixo, e sai deixando as impurezas do lado de dentro.

Figura 12: Filtro de mangas com sistema de limpeza por sacudimento (entrada interna de ar)Fonte: Lisboa, (2007)
• Ar reverso: neste caso, as partículas se desprendem do tecido pela inversão no
sentido do fluxo do ar. É mais utilizado quando operado com baixas vazões.
• Jato pulsante de ar comprimido
demais comumente, um tubo de Venturi aco
um jato de ar que percorre toda a extensão da manga, expandindo
com que a camada aderida ao tecido se desprenda do mesmo, ver
Neste tipo de filtro o ar normalmente penetra pela parte interna, como a
14, o ar poluído é empurrado de fora pra dentro, deixando o MP aderido a
parede externa do saco. Para que não ocorra estrangulamento dos sacos os
mesmo possuem uma estrutura metálica de suporte.
Este último tipo de limpeza é o que tem sido mais utili
apresenta a vantagem de exigir uma área de filtragem menor que os que
utilizam por sacudimento mecânico ou ar reverso, possibilitando limpeza
contínua e automática das mangas.
Filtro de mangas com sistema de limpeza por sacudimento (entrada interna de ar)
neste caso, as partículas se desprendem do tecido pela inversão no
sentido do fluxo do ar. É mais utilizado quando operado com baixas vazões.
Jato pulsante de ar comprimido: é o sistema mais utilizado e relação aos
omumente, um tubo de Venturi acoplado ao topo de cada manga gera
um jato de ar que percorre toda a extensão da manga, expandindo
com que a camada aderida ao tecido se desprenda do mesmo, ver
Neste tipo de filtro o ar normalmente penetra pela parte interna, como a
14, o ar poluído é empurrado de fora pra dentro, deixando o MP aderido a
parede externa do saco. Para que não ocorra estrangulamento dos sacos os
mesmo possuem uma estrutura metálica de suporte.
ltimo tipo de limpeza é o que tem sido mais utili
apresenta a vantagem de exigir uma área de filtragem menor que os que
utilizam por sacudimento mecânico ou ar reverso, possibilitando limpeza
contínua e automática das mangas.
26
Filtro de mangas com sistema de limpeza por sacudimento (entrada interna de ar)
neste caso, as partículas se desprendem do tecido pela inversão no
sentido do fluxo do ar. É mais utilizado quando operado com baixas vazões.
: é o sistema mais utilizado e relação aos
plado ao topo de cada manga gera
um jato de ar que percorre toda a extensão da manga, expandindo-a e fazendo
com que a camada aderida ao tecido se desprenda do mesmo, ver Figura 13.
Neste tipo de filtro o ar normalmente penetra pela parte interna, como a Figura
14, o ar poluído é empurrado de fora pra dentro, deixando o MP aderido a
parede externa do saco. Para que não ocorra estrangulamento dos sacos os
ltimo tipo de limpeza é o que tem sido mais utilizado atualmente, pois
apresenta a vantagem de exigir uma área de filtragem menor que os que
utilizam por sacudimento mecânico ou ar reverso, possibilitando limpeza
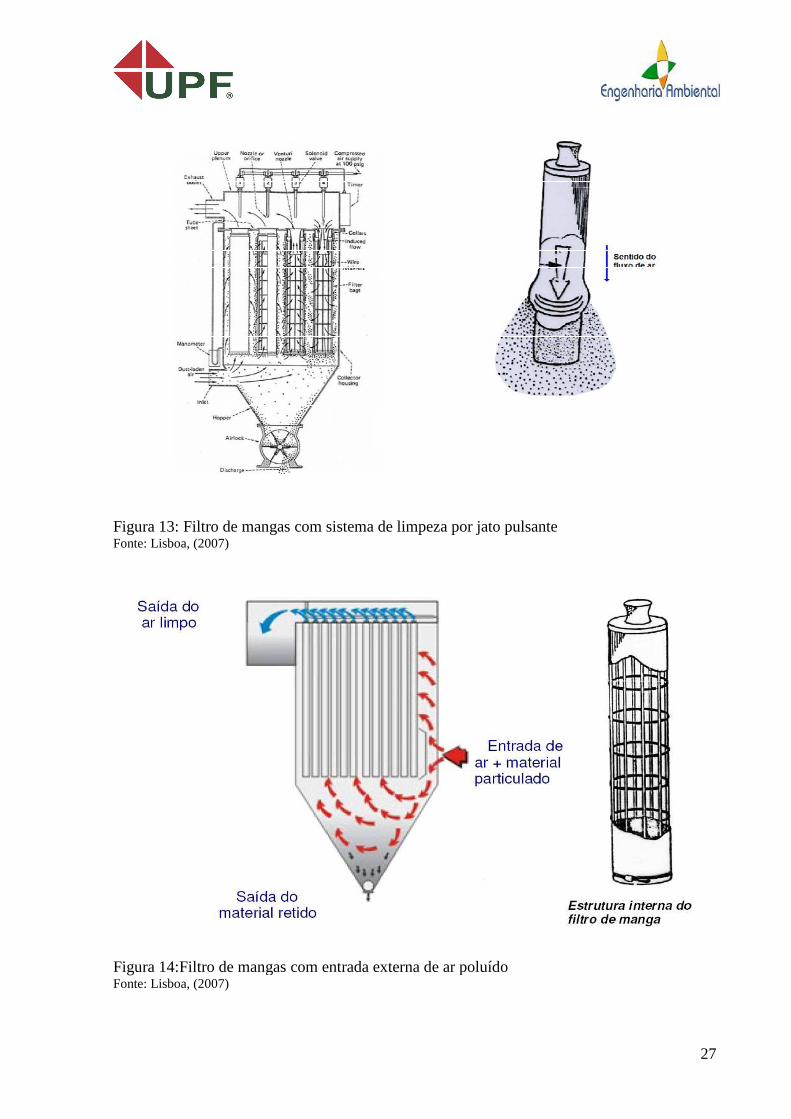
Figura 13: Filtro de mangas com sistema de limpeza por jato pulsanteFonte: Lisboa, (2007)
Figura 14:Filtro de mangas com entrada externa de ar poluídoFonte: Lisboa, (2007)
Filtro de mangas com sistema de limpeza por jato pulsante
Filtro de mangas com entrada externa de ar poluído
27
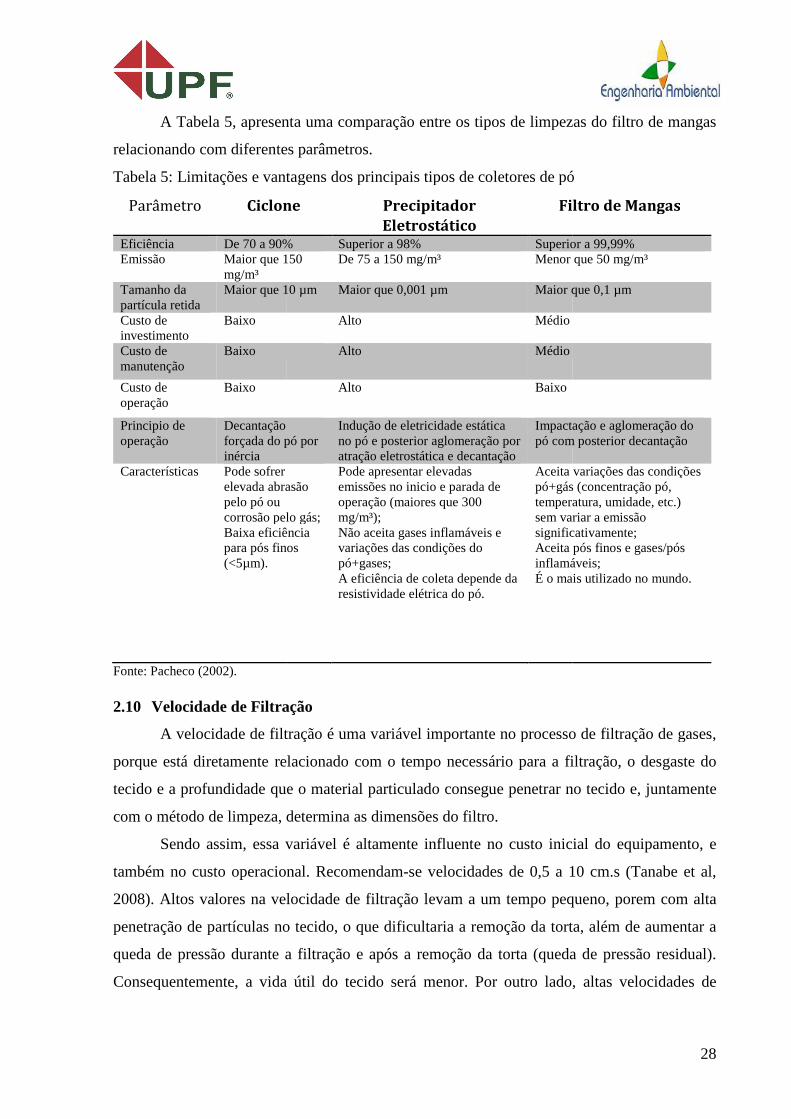
A Tabela 5, apresenta
relacionando com diferentes parâmetros
Tabela 5: Limitações e vantagens dos principais tipos de coletores de pó
Parâmetro Ciclone
Eficiência De 70 a 90%Emissão Maior que 150
mg/m³ Tamanho da partícula retida
Maior que 10 µm
Custo de investimento
Baixo
Custo de manutenção
Baixo
Custo de operação
Baixo
Principio de operação
Decantação forçada do pó por inércia
Características Pode sofrer elevada abrasão pelo pó ou corrosão pelo gás;Baixa eficiência para pós finos (<5µm).
Fonte: Pacheco (2002). 2.10 Velocidade de Filtração
A velocidade de filtração é uma variável importante no processo de filtração de gases,
porque está diretamente relacionado com o tempo
tecido e a profundidade que o material particulado consegue penetrar no tecido e, juntamente
com o método de limpeza, determina as dimensões do filtro.
Sendo assim, essa variável é altamente influente no custo ini
também no custo operacional. Recomendam
2008). Altos valores na velocidade de filtração levam a um tempo pequeno, porem com alta
penetração de partículas no tecido, o que dificultaria a
queda de pressão durante a filtração e após a remoção da torta (queda de pressão residual).
Consequentemente, a vida útil do tecido será menor. Por outro lado, altas velocidades de
, apresenta uma comparação entre os tipos de limpezas do filtro de mangas
relacionando com diferentes parâmetros.
Limitações e vantagens dos principais tipos de coletores de pó
Ciclone Precipitador
Eletrostático
Filtro de Mangas
De 70 a 90% Superior a 98% Superior a 99,99%Maior que 150 De 75 a 150 mg/m³ Menor que 50 mg/m³
Maior que 10 µm Maior que 0,001 µm Maior que
Alto Médio
Alto Médio
Alto Baixo
Decantação forçada do pó por
Indução de eletricidade estática no pó e posterior aglomeração por atração eletrostática e decantação
Impactaçãopó com posterior decantação
Pode sofrer elevada abrasão
corrosão pelo gás; Baixa eficiência para pós finos
Pode apresentar elevadas emissões no inicio e parada de operação (maiores que 300 mg/m³); Não aceita gases inflamáveis e variações das condições do pó+gases; A eficiência de coleta depende da resistividade elétrica do pó.
Aceita variações das condições pó+gás (concentração pó, temperatura, umidade, etc.) sem variar a emissão significativamente;Aceita pós finos e gases/pós inflamáveis;É o mais utilizado no mundo
Velocidade de Filtração
A velocidade de filtração é uma variável importante no processo de filtração de gases,
porque está diretamente relacionado com o tempo necessário para a filtração, o desgaste do
tecido e a profundidade que o material particulado consegue penetrar no tecido e, juntamente
com o método de limpeza, determina as dimensões do filtro.
Sendo assim, essa variável é altamente influente no custo inicial do equipamento, e
também no custo operacional. Recomendam-se velocidades de 0,5 a 10 cm.s (Tanabe et al,
2008). Altos valores na velocidade de filtração levam a um tempo pequeno, porem com alta
penetração de partículas no tecido, o que dificultaria a remoção da torta, além de aumentar a
queda de pressão durante a filtração e após a remoção da torta (queda de pressão residual).
Consequentemente, a vida útil do tecido será menor. Por outro lado, altas velocidades de
28
uma comparação entre os tipos de limpezas do filtro de mangas
Limitações e vantagens dos principais tipos de coletores de pó
Filtro de Mangas
Superior a 99,99% Menor que 50 mg/m³
Maior que 0,1 µm
Impactação e aglomeração do pó com posterior decantação
Aceita variações das condições pó+gás (concentração pó, temperatura, umidade, etc.) sem variar a emissão significativamente;
ita pós finos e gases/pós inflamáveis; É o mais utilizado no mundo.
A velocidade de filtração é uma variável importante no processo de filtração de gases,
necessário para a filtração, o desgaste do
tecido e a profundidade que o material particulado consegue penetrar no tecido e, juntamente
cial do equipamento, e
se velocidades de 0,5 a 10 cm.s (Tanabe et al,
2008). Altos valores na velocidade de filtração levam a um tempo pequeno, porem com alta
remoção da torta, além de aumentar a
queda de pressão durante a filtração e após a remoção da torta (queda de pressão residual).
Consequentemente, a vida útil do tecido será menor. Por outro lado, altas velocidades de

filtração reduzem a área de filtração
manutenção dos filtros.
Rocha (2010), estudando a remoção de tortas em diferentes materiais particulados, e
com três velocidades de filtração de 6, 9 e 11 cm/s, concluiu que a resistência específica d
torta aumenta com a velocidade de filtração para todos os materiais estudados e que a
porosidade da torta diminui com o aumento da velocidade de filtração para a rocha fosfática.
2.11 Escolha do Meio Filtrante
A escolha do meio filtrante a ser utilizado depe
transportador (temperatura, umidade, alcalinidade e acidez), das características das partículas
a serem filtradas (concentração, distribuição de tamanhos, abrasividade) do tipo de limpeza a
ser utilizado, do custo e da disp
eficiência para poeiras acima de 0,1 µm e são usados na captação de poeira de moagem,
mistura e pesagem de grãos de cereais, moagem de pedra, argila e minerais, trituração de
cimento, limpeza por abrasão, etc.
Considerando um filtro corretamente selecionado, dimensionado e operado, a sua
otimização pode ser feita pela correta especificação das mangas filtrantes, ou seja,
maximização de sua vida útil. Contudo, para avaliação correta do tempo de tro
manga necessita-se conhecer os conceitos da vida útil e durabilidade do elemento filtrante
A vida útil é o tempo econômico da manga, durante o qual são atendidas as exigências
técnicas de emissão e eficiência de limpeza. A durabilidade consiste
manga até a ocorrência de furo, rasgo ou entupimento completo. Usualmente a durabilidade
de uma manga é maior que a sua vida útil.
mangas bem e mal dimensionadas.
filtração reduzem a área de filtração requerida, diminuindo o custo inicial, operacional e de
Rocha (2010), estudando a remoção de tortas em diferentes materiais particulados, e
com três velocidades de filtração de 6, 9 e 11 cm/s, concluiu que a resistência específica d
torta aumenta com a velocidade de filtração para todos os materiais estudados e que a
porosidade da torta diminui com o aumento da velocidade de filtração para a rocha fosfática.
Escolha do Meio Filtrante
A escolha do meio filtrante a ser utilizado dependerá das características do gás
transportador (temperatura, umidade, alcalinidade e acidez), das características das partículas
a serem filtradas (concentração, distribuição de tamanhos, abrasividade) do tipo de limpeza a
ser utilizado, do custo e da disponibilidade do mercado. Os filtros de mangas são de elevada
eficiência para poeiras acima de 0,1 µm e são usados na captação de poeira de moagem,
mistura e pesagem de grãos de cereais, moagem de pedra, argila e minerais, trituração de
abrasão, etc.
Considerando um filtro corretamente selecionado, dimensionado e operado, a sua
otimização pode ser feita pela correta especificação das mangas filtrantes, ou seja,
maximização de sua vida útil. Contudo, para avaliação correta do tempo de tro
se conhecer os conceitos da vida útil e durabilidade do elemento filtrante
A vida útil é o tempo econômico da manga, durante o qual são atendidas as exigências
técnicas de emissão e eficiência de limpeza. A durabilidade consiste no tempo de uso total da
manga até a ocorrência de furo, rasgo ou entupimento completo. Usualmente a durabilidade
de uma manga é maior que a sua vida útil. A Figura 15, apresenta o comparativo entre as
mangas bem e mal dimensionadas.
29
requerida, diminuindo o custo inicial, operacional e de
Rocha (2010), estudando a remoção de tortas em diferentes materiais particulados, e
com três velocidades de filtração de 6, 9 e 11 cm/s, concluiu que a resistência específica da
torta aumenta com a velocidade de filtração para todos os materiais estudados e que a
porosidade da torta diminui com o aumento da velocidade de filtração para a rocha fosfática.
nderá das características do gás
transportador (temperatura, umidade, alcalinidade e acidez), das características das partículas
a serem filtradas (concentração, distribuição de tamanhos, abrasividade) do tipo de limpeza a
Os filtros de mangas são de elevada
eficiência para poeiras acima de 0,1 µm e são usados na captação de poeira de moagem,
mistura e pesagem de grãos de cereais, moagem de pedra, argila e minerais, trituração de
Considerando um filtro corretamente selecionado, dimensionado e operado, a sua
otimização pode ser feita pela correta especificação das mangas filtrantes, ou seja,
maximização de sua vida útil. Contudo, para avaliação correta do tempo de troca de uma
se conhecer os conceitos da vida útil e durabilidade do elemento filtrante.
A vida útil é o tempo econômico da manga, durante o qual são atendidas as exigências
no tempo de uso total da
manga até a ocorrência de furo, rasgo ou entupimento completo. Usualmente a durabilidade
apresenta o comparativo entre as
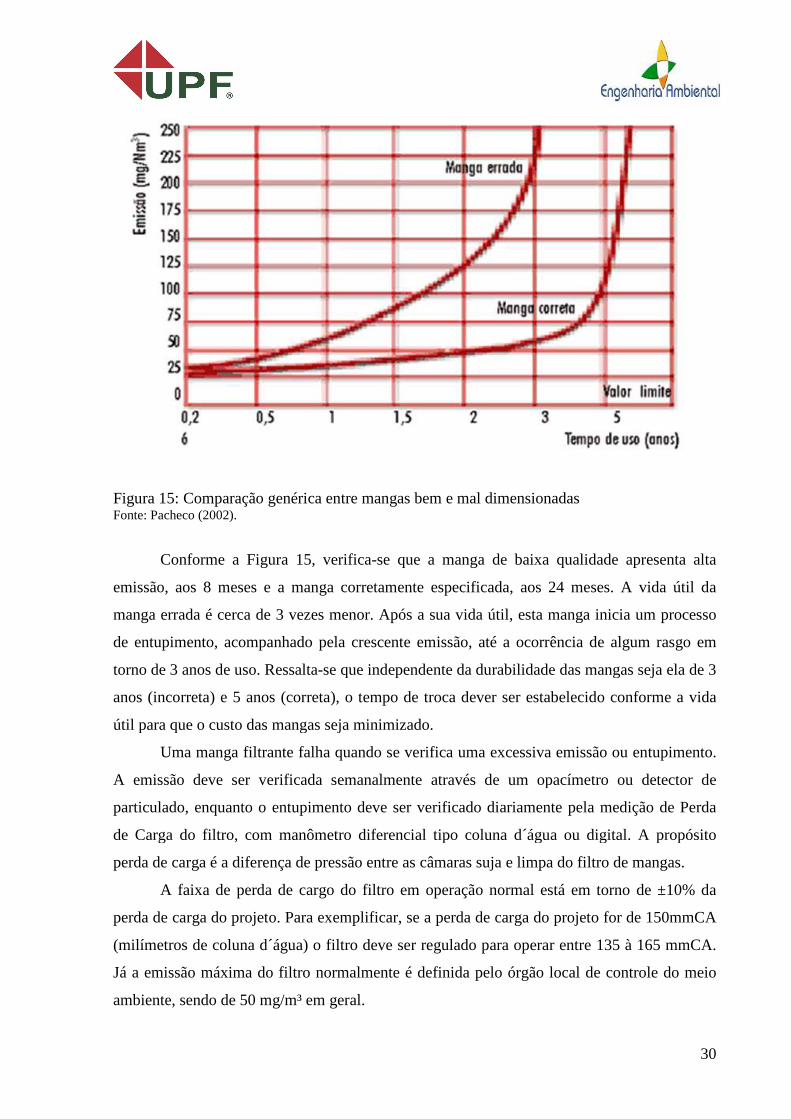
Figura 15: Comparação genérica entre mangas bem e mal dimensionadasFonte: Pacheco (2002).
Conforme a Figura 15
emissão, aos 8 meses e a manga corretam
manga errada é cerca de 3 vezes menor.
de entupimento, acompanhado pela crescente emissão, até a ocorrência de algum rasgo em
torno de 3 anos de uso. Ressalta
anos (incorreta) e 5 anos (correta), o tempo de troca dever ser estabelecido conforme a vida
útil para que o custo das mangas seja minimizado.
Uma manga filtrante falha quando se verifica uma excessiva emissão ou
A emissão deve ser verificada semanalmente através de
particulado, enquanto o entupimento deve ser verificado diaria
de Carga do filtro, com manômetro diferencial tipo coluna d´água ou digital. A propósito
perda de carga é a diferença de pressão entre as câmaras suja e limpa do filtro de mangas.
A faixa de perda de cargo do filtro em operação normal está em torno de ±10% da
perda de carga do projeto. Para exemplificar, se a perda de carga do projeto for de 150mmCA
(milímetros de coluna d´água) o filtro deve ser regulado para operar entre 135 à 165 mmCA.
Já a emissão máxima do filtro normalmente é definida pelo órgão local de controle do meio
ambiente, sendo de 50 mg/m³ em geral.
Comparação genérica entre mangas bem e mal dimensionadas
Figura 15, verifica-se que a manga de baixa qualidade apresenta alta
aos 8 meses e a manga corretamente especificada, aos 24 meses.
rrada é cerca de 3 vezes menor. Após a sua vida útil, esta manga
de entupimento, acompanhado pela crescente emissão, até a ocorrência de algum rasgo em
torno de 3 anos de uso. Ressalta-se que independente da durabilidade das mangas seja
anos (incorreta) e 5 anos (correta), o tempo de troca dever ser estabelecido conforme a vida
útil para que o custo das mangas seja minimizado.
Uma manga filtrante falha quando se verifica uma excessiva emissão ou
rificada semanalmente através de um opacímetro ou detector de
particulado, enquanto o entupimento deve ser verificado diariamente pela medição de Perda
de Carga do filtro, com manômetro diferencial tipo coluna d´água ou digital. A propósito
é a diferença de pressão entre as câmaras suja e limpa do filtro de mangas.
A faixa de perda de cargo do filtro em operação normal está em torno de ±10% da
perda de carga do projeto. Para exemplificar, se a perda de carga do projeto for de 150mmCA
ros de coluna d´água) o filtro deve ser regulado para operar entre 135 à 165 mmCA.
Já a emissão máxima do filtro normalmente é definida pelo órgão local de controle do meio
ambiente, sendo de 50 mg/m³ em geral.
30
Comparação genérica entre mangas bem e mal dimensionadas
se que a manga de baixa qualidade apresenta alta
ente especificada, aos 24 meses. A vida útil da
a sua vida útil, esta manga inicia um processo
de entupimento, acompanhado pela crescente emissão, até a ocorrência de algum rasgo em
se que independente da durabilidade das mangas seja ela de 3
anos (incorreta) e 5 anos (correta), o tempo de troca dever ser estabelecido conforme a vida
Uma manga filtrante falha quando se verifica uma excessiva emissão ou entupimento.
um opacímetro ou detector de
te pela medição de Perda
de Carga do filtro, com manômetro diferencial tipo coluna d´água ou digital. A propósito
é a diferença de pressão entre as câmaras suja e limpa do filtro de mangas.
A faixa de perda de cargo do filtro em operação normal está em torno de ±10% da
perda de carga do projeto. Para exemplificar, se a perda de carga do projeto for de 150mmCA
ros de coluna d´água) o filtro deve ser regulado para operar entre 135 à 165 mmCA.
Já a emissão máxima do filtro normalmente é definida pelo órgão local de controle do meio

A diferença de preço entre diversos materiais
diferenças de temperatura máxima de trabalho, resistência química, resistência à abrasão de
cada material, sem falar na disponibilidade ou não de fabrica
Figura 16: Preços relativos e Fonte: Pacheco (2002).
Como se observa na
temperatura e da composição química dos gases a serem filtrados, não obstante, as
propriedades físico-químicas do
A diferença de preço entre diversos materiais atualmente disponíveis é função das
diferenças de temperatura máxima de trabalho, resistência química, resistência à abrasão de
cada material, sem falar na disponibilidade ou não de fabricante nacional (
Preços relativos e aproximados entre os materiais das mangas
Como se observa na Tabela 6, a seleção do material é basicamente função da
temperatura e da composição química dos gases a serem filtrados, não obstante, as
químicas do pó também devem ser consideradas.
31
atualmente disponíveis é função das
diferenças de temperatura máxima de trabalho, resistência química, resistência à abrasão de
nte nacional (Figura 16).
aproximados entre os materiais das mangas
, a seleção do material é basicamente função da
temperatura e da composição química dos gases a serem filtrados, não obstante, as
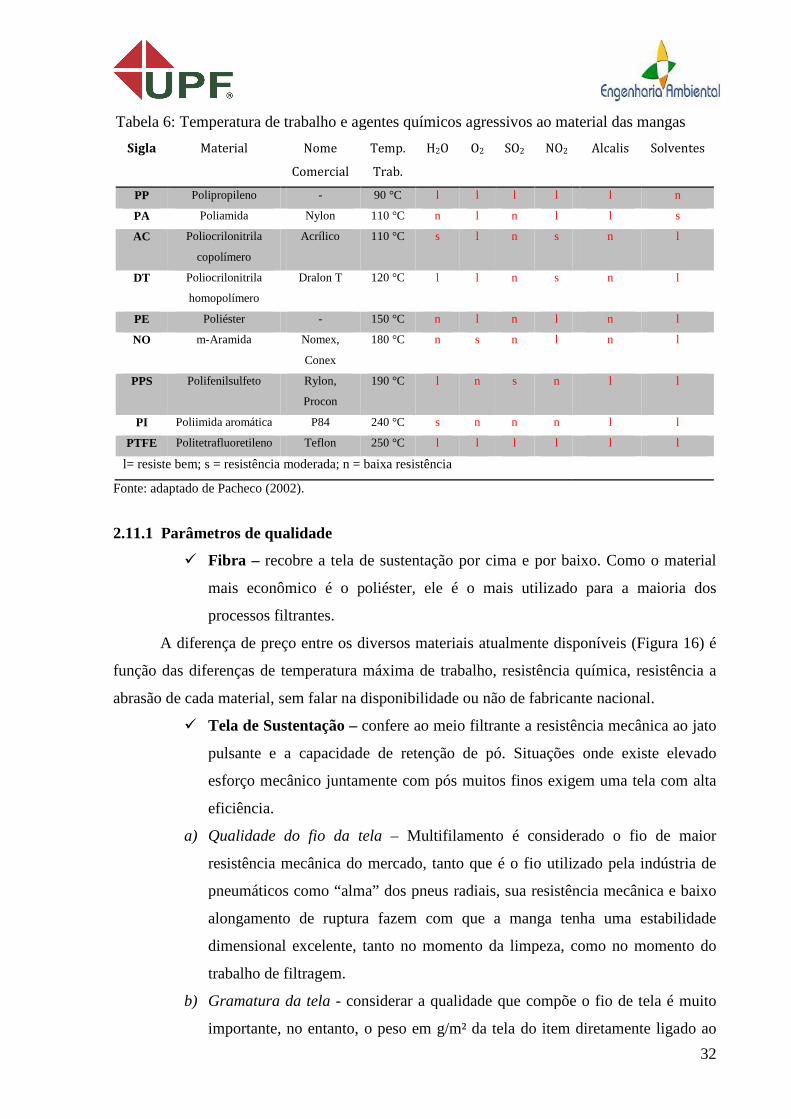
Tabela 6: Temperatura de trabalho e agentes químicos agressivos ao material das mangas
Sigla Material
PP Polipropileno
PA Poliamida
AC Poliocrilonitrila
copolímero
DT Poliocrilonitrila
homopolímero
PE Poliéster
NO m-Aramida
PPS Polifenilsulfeto
PI Poliimida aromática
PTFE Politetrafluoretileno
l= resiste bem; s = resistência moderada; n = baixa resistência
Fonte: adaptado de Pacheco (2002).
2.11.1 Parâmetros de qualidade
� Fibra – recobre a tela de sustentação por cima e por baixo. Como o material
mais econômico é o poliéster, ele é o mais utilizado para a maioria dos
processos filtrantes.
A diferença de preço entre os diversos materiais atualmente disponíveis (
função das diferenças de temperatura máxima de trabalho, resistência químic
abrasão de cada material, sem falar na disponibilidade ou não de fabricante nacional
� Tela de Sustentação
pulsante e a capacidade de retenção de pó. Situações on
esforço mecânico juntamente com pó
eficiência.
a) Qualidade do fio da t
resistência mecânica do mercado,
pneumáticos como “alma” dos pneus radiais, sua resistência mecânica e baixo
alongamento de ruptura fazem com que a manga tenha uma estabilidade
dimensional excelente, tanto no momento da limpeza, como no moment
trabalho de filtragem.
b) Gramatura da tela
importante, no entanto, o peso em g/m² da tela do item diretamente ligado ao
Temperatura de trabalho e agentes químicos agressivos ao material das mangas
Nome
Comercial
Temp.
Trab.
H2O O2 SO2 NO2
- 90 °C l l l l
Nylon 110 °C n l n l
Acrílico 110 °C s l n s
Dralon T 120 °C l l n s
- 150 °C n l n l
Nomex,
Conex
180 °C n s n l
Rylon,
Procon
190 °C l n s n
P84 240 °C s n n n
Teflon 250 °C l l l l
l= resiste bem; s = resistência moderada; n = baixa resistência
(2002).
Parâmetros de qualidade
recobre a tela de sustentação por cima e por baixo. Como o material
mais econômico é o poliéster, ele é o mais utilizado para a maioria dos
processos filtrantes.
A diferença de preço entre os diversos materiais atualmente disponíveis (
as diferenças de temperatura máxima de trabalho, resistência químic
abrasão de cada material, sem falar na disponibilidade ou não de fabricante nacional
Tela de Sustentação – confere ao meio filtrante a resistência mecânica ao jato
e e a capacidade de retenção de pó. Situações on
forço mecânico juntamente com pós muitos finos exigem uma tela com alta
Qualidade do fio da tela – Multifilamento é considerado o fio de maior
resistência mecânica do mercado, tanto que é o fio utilizado pela ind
pneumáticos como “alma” dos pneus radiais, sua resistência mecânica e baixo
alongamento de ruptura fazem com que a manga tenha uma estabilidade
dimensional excelente, tanto no momento da limpeza, como no moment
trabalho de filtragem.
Gramatura da tela - considerar a qualidade que compõe o fio de tela é muito
importante, no entanto, o peso em g/m² da tela do item diretamente ligado ao
32
Temperatura de trabalho e agentes químicos agressivos ao material das mangas
Alcalis Solventes
l n
l s
n l
n l
n l
n l
l l
l l
l l
recobre a tela de sustentação por cima e por baixo. Como o material
mais econômico é o poliéster, ele é o mais utilizado para a maioria dos
A diferença de preço entre os diversos materiais atualmente disponíveis (Figura 16) é
as diferenças de temperatura máxima de trabalho, resistência química, resistência a
abrasão de cada material, sem falar na disponibilidade ou não de fabricante nacional.
confere ao meio filtrante a resistência mecânica ao jato
e e a capacidade de retenção de pó. Situações onde existe elevado
s muitos finos exigem uma tela com alta
Multifilamento é considerado o fio de maior
tanto que é o fio utilizado pela indústria de
pneumáticos como “alma” dos pneus radiais, sua resistência mecânica e baixo
alongamento de ruptura fazem com que a manga tenha uma estabilidade
dimensional excelente, tanto no momento da limpeza, como no momento do
considerar a qualidade que compõe o fio de tela é muito
importante, no entanto, o peso em g/m² da tela do item diretamente ligado ao

custo do material. Telas leves resultam consequentemente em materiais mais
baratos e em resistências mecânicas mais baixas. Uma gramatura de tela
equivalente a 30% da gramatura de feltro pode ser considerada adequada.
c) Material da tela
manga, pois a resistência à abrasão é
Problema dos mais graves é a alta emissão de particulados que os feltros de
baixo peso (g/m²) apresentam. Por isso, é recomendável que as mangas
utilizadas para jato pulsante,
boa resistência à abrasão e retenção de particulado.
d) Gramatura do Feltro
muito importante, no entanto, o peso em g/m² da tela
ligado ao c
materiais mais baratos e em resistências mecânicas mais baixas. Uma
gramatura de tela equivalente a 30% da gramatura do feltro pode ser
considerada adequada.
e) Material da tela
contudo, podem existir aplicações muito específicas onde a mesclagem de
materiais diferentes resulta numa manga com maior vida útil que a de cada
material isoladamente.
f) Gramatura do feltro
da manga pois a
maior. Problema dos mais graves é a alta emissão de particulados que os feltros
de baixo peso (g/m²) apresentam. Por isso, é recomendável que as mangas
utilizadas para jato pulsante, por exemplo, te
boa resistência à abrasão e
g) Permeabilidade ao ar
recomendável. Pois há uma tendência de penetração excessiva de pó,
resultando em maior emissão e em entu
elevação da perda de carga para valores acima de 180 mmCA.
uma permeabilidade muito alta, resulta em menor perda de carga no sistema,
aumentando assim, a velocidade das partículas e o atrito entro o pó e a manga
Com isso, a vida útil do elemento filtrante será consideravelmente menor.
h) Acessórios
descarregamento da eletricidade estática e os siste
custo do material. Telas leves resultam consequentemente em materiais mais
baratos e em resistências mecânicas mais baixas. Uma gramatura de tela
equivalente a 30% da gramatura de feltro pode ser considerada adequada.
Material da tela - O uso de baixas gramaturas resulta em menor vida útil da
manga, pois a resistência à abrasão é menor e a permeabilidade ao ar é maior.
Problema dos mais graves é a alta emissão de particulados que os feltros de
baixo peso (g/m²) apresentam. Por isso, é recomendável que as mangas
utilizadas para jato pulsante, por exemplo, tenham 550 g/m² para ofere
boa resistência à abrasão e retenção de particulado.
Gramatura do Feltro – considerar a qualidade que compõe
muito importante, no entanto, o peso em g/m² da tela é um
ligado ao custo do material. Telas leves resultam consequentemente em
materiais mais baratos e em resistências mecânicas mais baixas. Uma
gramatura de tela equivalente a 30% da gramatura do feltro pode ser
considerada adequada.
Material da tela – em geral, é recomendável que seja o mesmo da fibra,
do, podem existir aplicações muito específicas onde a mesclagem de
materiais diferentes resulta numa manga com maior vida útil que a de cada
material isoladamente.
Gramatura do feltro – o uso de baixas gramaturas resulta em menor vida útil
da manga pois a resistência a abrasão é menor e a permeabilidade ao ar é
maior. Problema dos mais graves é a alta emissão de particulados que os feltros
de baixo peso (g/m²) apresentam. Por isso, é recomendável que as mangas
utilizadas para jato pulsante, por exemplo, tenham 550 g/m² para oferecer uma
boa resistência à abrasão e retenção de particulado.
Permeabilidade ao ar – elevada permeabilidade ao ar na manga não é
recomendável. Pois há uma tendência de penetração excessiva de pó,
resultando em maior emissão e em entupimento precoce, verificado pela
elevação da perda de carga para valores acima de 180 mmCA.
uma permeabilidade muito alta, resulta em menor perda de carga no sistema,
aumentando assim, a velocidade das partículas e o atrito entro o pó e a manga
Com isso, a vida útil do elemento filtrante será consideravelmente menor.
– são acessórios a cordoalha de cobre (ou aço) para
descarregamento da eletricidade estática e os sistemas de fixação das mangas,
33
custo do material. Telas leves resultam consequentemente em materiais mais
baratos e em resistências mecânicas mais baixas. Uma gramatura de tela
equivalente a 30% da gramatura de feltro pode ser considerada adequada.
O uso de baixas gramaturas resulta em menor vida útil da
menor e a permeabilidade ao ar é maior.
Problema dos mais graves é a alta emissão de particulados que os feltros de
baixo peso (g/m²) apresentam. Por isso, é recomendável que as mangas
tenham 550 g/m² para oferecer uma
considerar a qualidade que compõe o fio da tela é
é um item diretamente
m consequentemente em
materiais mais baratos e em resistências mecânicas mais baixas. Uma
gramatura de tela equivalente a 30% da gramatura do feltro pode ser
em geral, é recomendável que seja o mesmo da fibra,
do, podem existir aplicações muito específicas onde a mesclagem de
materiais diferentes resulta numa manga com maior vida útil que a de cada
o uso de baixas gramaturas resulta em menor vida útil
resistência a abrasão é menor e a permeabilidade ao ar é
maior. Problema dos mais graves é a alta emissão de particulados que os feltros
de baixo peso (g/m²) apresentam. Por isso, é recomendável que as mangas
nham 550 g/m² para oferecer uma
elevada permeabilidade ao ar na manga não é
recomendável. Pois há uma tendência de penetração excessiva de pó,
pimento precoce, verificado pela
elevação da perda de carga para valores acima de 180 mmCA. Além disso,
uma permeabilidade muito alta, resulta em menor perda de carga no sistema,
aumentando assim, a velocidade das partículas e o atrito entro o pó e a manga.
Com isso, a vida útil do elemento filtrante será consideravelmente menor.
são acessórios a cordoalha de cobre (ou aço) para
mas de fixação das mangas,

como anel de feltro, anel de vedação, a
mais crítico é o anel aço
diâmetro do furo do espelho, onde a manga é encaixada, e de sua variação.
Recomenda-
i) Espessura –
rasgos precoces devido a abrasão do pó. Isso é consequência direta do menor
peso (g/m²) do feltro.
j) Encolhimento na temperatura de trabalho
para sua temperatura de trabalho, Ela irá encolher mais que 1% (valor máximo
tolerável). Ao encolher durante o trabalho de filtração, a manga ficará justa
demais a gaiola,
pela ação do jato de ar comprimido. A
progressivamente, independentemente dos ajustes na pressão ou na frequência
de limpeza. Desta forma, ocorrerá a saturação do elemento filtrante de forma
rápida e irreversível.
k) Tração de ruptura
manga assim como pelo alongamento, é a tela de sustentação do feltro que
compõe a manga. A tração de ruptura diminui no decorrer do uso da manga
devido a fadiga mecânica proporcionada pelo jato de ar comprimido. Portanto,
quanto maior fo
dela atingir a resistência mínima. Verifica
constituídas com fios multifilamento possuem uma taxa de fadiga menor que
as constituídas com fios de fibra cortada.
l) Alongamento
da manga no decorrer dos meses de uso. Dessa forma, assim como no caso do
encolhimento, a alteração dimensional da manga comprometerá sua limpeza,
podendo inclusive, gerar rasgos pela f
sua gaiola. Um valor de alongamento até 35% é satisfatório para operação
normal no filtro de mangas.
m) Dimensões –
eficiência de filtração e de li
padrões dimensionais dos fabricantes de equipamentos, a confusão entre as
medidas nominais x reais, o sistema de unidades métrico x
anel de feltro, anel de vedação, anel arame ou anel aço
mais crítico é o anel aço-mola, cujo projeto depende intrinsecamente do
diâmetro do furo do espelho, onde a manga é encaixada, e de sua variação.
-se que esse furo tenha uma variação máxima de ± 0,3 mm.
– se a espessura do feltro for reduzida demais, a manga pode sofrer
rasgos precoces devido a abrasão do pó. Isso é consequência direta do menor
peso (g/m²) do feltro.
Encolhimento na temperatura de trabalho – se a manga não for termofixada
mperatura de trabalho, Ela irá encolher mais que 1% (valor máximo
tolerável). Ao encolher durante o trabalho de filtração, a manga ficará justa
gaiola, o que compromete sua limpeza pelo não destacamento do pó
pela ação do jato de ar comprimido. A perda de carga aumentará
progressivamente, independentemente dos ajustes na pressão ou na frequência
de limpeza. Desta forma, ocorrerá a saturação do elemento filtrante de forma
rápida e irreversível.
Tração de ruptura – o componente responsável pela resis
manga assim como pelo alongamento, é a tela de sustentação do feltro que
compõe a manga. A tração de ruptura diminui no decorrer do uso da manga
devido a fadiga mecânica proporcionada pelo jato de ar comprimido. Portanto,
quanto maior for o seu valor inicial, maior será o tempo de uso da manga antes
dela atingir a resistência mínima. Verifica-se que telas de sustentação
constituídas com fios multifilamento possuem uma taxa de fadiga menor que
as constituídas com fios de fibra cortada.
ngamento – um excessivo alongamento de ruptura resulta em esga
da manga no decorrer dos meses de uso. Dessa forma, assim como no caso do
encolhimento, a alteração dimensional da manga comprometerá sua limpeza,
podendo inclusive, gerar rasgos pela fricção excessiva da manga folgada com a
sua gaiola. Um valor de alongamento até 35% é satisfatório para operação
normal no filtro de mangas.
– o correto dimensionamento da manga é fundamental para sua
de filtração e de limpeza. Contudo, dado o grande nú
padrões dimensionais dos fabricantes de equipamentos, a confusão entre as
medidas nominais x reais, o sistema de unidades métrico x
34
nel arame ou anel aço-mola. Contudo, o
mola, cujo projeto depende intrinsecamente do
diâmetro do furo do espelho, onde a manga é encaixada, e de sua variação.
se que esse furo tenha uma variação máxima de ± 0,3 mm.
se a espessura do feltro for reduzida demais, a manga pode sofrer
rasgos precoces devido a abrasão do pó. Isso é consequência direta do menor
se a manga não for termofixada
mperatura de trabalho, Ela irá encolher mais que 1% (valor máximo
tolerável). Ao encolher durante o trabalho de filtração, a manga ficará justa
compromete sua limpeza pelo não destacamento do pó
perda de carga aumentará
progressivamente, independentemente dos ajustes na pressão ou na frequência
de limpeza. Desta forma, ocorrerá a saturação do elemento filtrante de forma
o componente responsável pela resistência à tração da
manga assim como pelo alongamento, é a tela de sustentação do feltro que
compõe a manga. A tração de ruptura diminui no decorrer do uso da manga
devido a fadiga mecânica proporcionada pelo jato de ar comprimido. Portanto,
r o seu valor inicial, maior será o tempo de uso da manga antes
se que telas de sustentação
constituídas com fios multifilamento possuem uma taxa de fadiga menor que
um excessivo alongamento de ruptura resulta em esgarçamento
da manga no decorrer dos meses de uso. Dessa forma, assim como no caso do
encolhimento, a alteração dimensional da manga comprometerá sua limpeza,
ricção excessiva da manga folgada com a
sua gaiola. Um valor de alongamento até 35% é satisfatório para operação
o correto dimensionamento da manga é fundamental para sua
Contudo, dado o grande número de
padrões dimensionais dos fabricantes de equipamentos, a confusão entre as
medidas nominais x reais, o sistema de unidades métrico x inglês, reserva a
possibilidade de acerto somente aos fabricantes de mangas com grande temp
de atuação no mercado.
n) Tratamentos
tratamentos químicos são responsáveis pelo aumento da durabilidade da manga
à frente da abrasão (antiabrasivo) ou facilidade de limpeza em condições
úmidas (tratamen
diminuição da intensidade de limpeza (frequência de pulsos).
o) Acabamentos
manga mais lisa. Proporciona ao filtro baixa perda de carga, máxim
gás e, portanto, máxima captação/recuperação de particulado. É fundamental
que ele esteja localizado, pelo menos, na face que receberá o pó, caso
contrario, a manga pode entupir em menos de 3 meses.
possibilidade de acerto somente aos fabricantes de mangas com grande temp
de atuação no mercado.
Tratamentos – são opções para a especificação básica da manga. Os
tratamentos químicos são responsáveis pelo aumento da durabilidade da manga
à frente da abrasão (antiabrasivo) ou facilidade de limpeza em condições
úmidas (tratamento antiaderente). Este último pode
diminuição da intensidade de limpeza (frequência de pulsos).
Acabamentos – é o acabamento que o feltro recebe para tornar a
manga mais lisa. Proporciona ao filtro baixa perda de carga, máxim
gás e, portanto, máxima captação/recuperação de particulado. É fundamental
que ele esteja localizado, pelo menos, na face que receberá o pó, caso
contrario, a manga pode entupir em menos de 3 meses.
35
possibilidade de acerto somente aos fabricantes de mangas com grande tempo
são opções para a especificação básica da manga. Os
tratamentos químicos são responsáveis pelo aumento da durabilidade da manga
à frente da abrasão (antiabrasivo) ou facilidade de limpeza em condições
pode proporcionar uma
diminuição da intensidade de limpeza (frequência de pulsos).
é o acabamento que o feltro recebe para tornar a superfície da
manga mais lisa. Proporciona ao filtro baixa perda de carga, máxima vazão de
gás e, portanto, máxima captação/recuperação de particulado. É fundamental
que ele esteja localizado, pelo menos, na face que receberá o pó, caso
3 Materiais e Métodos
Este capítulo apresenta a
instrumentos utilizados para a coleta, preparação e caracterização do material particulado,
bem como a descrição das etapas realizadas para obtenção dos resultados.
3.1 Seleção da Marmoraria
O critério para seleção da marmoraria levou em consideração a execução de atividades
consideradas como representativas das
marmorarias do país e a existência de algum tipo de iniciativa de implantação de medida de
controle de caráter coletivo para a redução da exposição à poeira.
A marmoraria foi visitada para observação e obtenção de informações complementares
sobre métodos, organização de trabalho e processos utilizados durante as atividades típicas
desse ramo de atividade. A partir de observações preliminares foram planejadas as estratégias
de amostragem adequadas para as coletas destinadas às medições dos tamanhos das partículas
suspensas no ar.
3.1.1 Descrição do ambiente de trabalho da marmoraria
A marmoraria selecionada pa
alvenaria com paredes de blocos de cimento e telhado metálico e
por vigas de concreto armado.
aumentos da iluminação natural, por
junto ao telhado. As ferramentas manuais mais utilizadas no setor de acabamento são a
lixadeira manual elétrica, a serra manual elétrica e o esmeril reto.
Os trabalhadores do setor de acabamento a seco utilizam máscaras descartáveis como
proteção contra a poeira, que pod
periodicamente. No setor de corte são utilizados aventais de plástico e botas de bor
proteção contra a umidade.
3.1.2 Fontes geradoras de poeira e localização dos pontos de trabalho
As principais fontes geradoras de poeira são as lixadeiras manuais. O movimento de
vai-e-vem lateral e vertical, característico do acabamento das bordas
propicia o espalhamento da poeira em direção às vias respiratórias dos trabalhadores que
manuseiam a ferramenta e em direção aos colegas de trabalho que executam suas atividades
todos
Este capítulo apresenta a descrição dos procedimentos experimentais, métodos e
instrumentos utilizados para a coleta, preparação e caracterização do material particulado,
bem como a descrição das etapas realizadas para obtenção dos resultados.
Seleção da Marmoraria
seleção da marmoraria levou em consideração a execução de atividades
representativas das situações de trabalho mais comuns na maioria das
marmorarias do país e a existência de algum tipo de iniciativa de implantação de medida de
de caráter coletivo para a redução da exposição à poeira.
A marmoraria foi visitada para observação e obtenção de informações complementares
sobre métodos, organização de trabalho e processos utilizados durante as atividades típicas
e. A partir de observações preliminares foram planejadas as estratégias
de amostragem adequadas para as coletas destinadas às medições dos tamanhos das partículas
Descrição do ambiente de trabalho da marmoraria
A marmoraria selecionada para a realização deste trabalho apresenta construções de
alvenaria com paredes de blocos de cimento e telhado metálico e de fibro
por vigas de concreto armado. As paredes apresentam pequenas janelas de vidros fixos para
nação natural, porém a frestas de ventilação no alto das paredes, quase
junto ao telhado. As ferramentas manuais mais utilizadas no setor de acabamento são a
lixadeira manual elétrica, a serra manual elétrica e o esmeril reto.
Os trabalhadores do setor de acabamento a seco utilizam máscaras descartáveis como
que podem ter sua qualidade comprometida se não foram trocadas
. No setor de corte são utilizados aventais de plástico e botas de bor
Fontes geradoras de poeira e localização dos pontos de trabalho
As principais fontes geradoras de poeira são as lixadeiras manuais. O movimento de
vem lateral e vertical, característico do acabamento das bordas e superfícies das rochas,
propicia o espalhamento da poeira em direção às vias respiratórias dos trabalhadores que
e em direção aos colegas de trabalho que executam suas atividades
36
descrição dos procedimentos experimentais, métodos e
instrumentos utilizados para a coleta, preparação e caracterização do material particulado,
bem como a descrição das etapas realizadas para obtenção dos resultados.
seleção da marmoraria levou em consideração a execução de atividades
situações de trabalho mais comuns na maioria das
marmorarias do país e a existência de algum tipo de iniciativa de implantação de medida de
A marmoraria foi visitada para observação e obtenção de informações complementares
sobre métodos, organização de trabalho e processos utilizados durante as atividades típicas
e. A partir de observações preliminares foram planejadas as estratégias
de amostragem adequadas para as coletas destinadas às medições dos tamanhos das partículas
ra a realização deste trabalho apresenta construções de
de fibro-cimento, sustentado
As paredes apresentam pequenas janelas de vidros fixos para
m a frestas de ventilação no alto das paredes, quase
junto ao telhado. As ferramentas manuais mais utilizadas no setor de acabamento são a
Os trabalhadores do setor de acabamento a seco utilizam máscaras descartáveis como
comprometida se não foram trocadas
. No setor de corte são utilizados aventais de plástico e botas de borracha como
Fontes geradoras de poeira e localização dos pontos de trabalho
As principais fontes geradoras de poeira são as lixadeiras manuais. O movimento de
e superfícies das rochas,
propicia o espalhamento da poeira em direção às vias respiratórias dos trabalhadores que
e em direção aos colegas de trabalho que executam suas atividades

nas proximidades. A marmoraria apresenta segregação
acabamento (seco), o que diminui o risco de exposição ocupacional dos trabalh
demais setores, porém quando
acabamento a seco para levar peças cortadas ou o
peças compostas, podem se expor a estes pontos de geração de M.P.
3.2 Coleta das Amostras de Poeira
A partir da observação do ambiente e do processo de trabalho foi definido o local para
coleta das amostras para caract
seco. Os trabalhadores desse setor estão, indiscutivelmente, expostos à maior quantidade de
poeira, devido à posição típica de trabalho diretamente sobre as ferramentas elétricas manuais.
Sem a implantação de medidas de controle, ou a adoção insuficiente dessas medidas,
os trabalhadores de outros setores ou atividades, como os do setor de corte, ajudantes gerais e
encarregados, também estão expostos a essa poeira que se espalha por todo o ambiente
Assim sendo, foi coletado amostras no principal setor produtivo da empresa
(acabamento), de maneira
atividades da marmoraria.
3.2.1 Coletas para medição dos tamanhos das partículas
Para a medição dos tamanhos das partículas presentes no ar do ambiente de trabalho
foi realizado a amostragem para analise por microscopia, que representa a técnica de
referência clássica para medição de tamanhos de partícula.
Essas amostras foram coletadas junto
tarefas. O amostrador utilizado
bancada de trabalho, o mais próximo possível
coletadas as partículas possíve
foram realizadas em dias
semana.
3.3 Caracterização do material particulado
A caracterização do material
microfotografia para a poeira
avaliação da eficiência do filtro de mangas.
nas proximidades. A marmoraria apresenta segregação entre o setor de corte (úmido) e
acabamento (seco), o que diminui o risco de exposição ocupacional dos trabalh
quando os trabalhadores do setor de corte circulam pelo setor de
acabamento a seco para levar peças cortadas ou orientar os colegas quanto à montagem das
, podem se expor a estes pontos de geração de M.P.
Coleta das Amostras de Poeira
A partir da observação do ambiente e do processo de trabalho foi definido o local para
coleta das amostras para caracterização da poeira, definiu-se então o setor de acabamento a
seco. Os trabalhadores desse setor estão, indiscutivelmente, expostos à maior quantidade de
poeira, devido à posição típica de trabalho diretamente sobre as ferramentas elétricas manuais.
mplantação de medidas de controle, ou a adoção insuficiente dessas medidas,
os trabalhadores de outros setores ou atividades, como os do setor de corte, ajudantes gerais e
encarregados, também estão expostos a essa poeira que se espalha por todo o ambiente
Assim sendo, foi coletado amostras no principal setor produtivo da empresa
a determinar o tamanho característico das partículas presentes
Coletas para medição dos tamanhos das partículas
medição dos tamanhos das partículas presentes no ar do ambiente de trabalho
foi realizado a amostragem para analise por microscopia, que representa a técnica de
referência clássica para medição de tamanhos de partícula.
Essas amostras foram coletadas junto aos trabalhadores durante a execução de suas
amostrador utilizado foi um recipiente Becker de 1 L, que foi posicionado sobre a
bancada de trabalho, o mais próximo possível dos trabalhadores, de maneira que fossem
coletadas as partículas possíveis de serem inaladas, durante o dia de trabalho. As coletas
normais de produção da empresa durante três dias alternados
Caracterização do material particulado
A caracterização do material particulado coletado foi feita
microfotografia para a poeira respirável e o peneiramento para o pó de varrição utilizado para
avaliação da eficiência do filtro de mangas.
37
entre o setor de corte (úmido) e
acabamento (seco), o que diminui o risco de exposição ocupacional dos trabalhadores dos
os trabalhadores do setor de corte circulam pelo setor de
rientar os colegas quanto à montagem das
A partir da observação do ambiente e do processo de trabalho foi definido o local para
se então o setor de acabamento a
seco. Os trabalhadores desse setor estão, indiscutivelmente, expostos à maior quantidade de
poeira, devido à posição típica de trabalho diretamente sobre as ferramentas elétricas manuais.
mplantação de medidas de controle, ou a adoção insuficiente dessas medidas,
os trabalhadores de outros setores ou atividades, como os do setor de corte, ajudantes gerais e
encarregados, também estão expostos a essa poeira que se espalha por todo o ambiente.
Assim sendo, foi coletado amostras no principal setor produtivo da empresa
stico das partículas presentes nas
medição dos tamanhos das partículas presentes no ar do ambiente de trabalho
foi realizado a amostragem para analise por microscopia, que representa a técnica de
aos trabalhadores durante a execução de suas
foi posicionado sobre a
, de maneira que fossem
is de serem inaladas, durante o dia de trabalho. As coletas
três dias alternados da
foi feita de duas formas
e o peneiramento para o pó de varrição utilizado para

3.3.1 Microfotografia
Para o desenvolvimento deste estudo, foi
imagens digital das partículas coletadas do ar, com o auxilio de um microscópio
Modelo BX 50, localizado no laboratório de microscopia,
da Universidade de Passo Fundo.
A técnica de microscopia fornece a oport
partículas analisadas e requerem somente uma quantidade muito pequena de amostra. Cerca
de 1 grama de M.P. foi colocado em uma l
Sobre o material foi disposto uma l
em aumento de 1000 vezes.
A possibilidade de medição direta do tamanho linear das partículas faz da microscopia
a técnica primária de medição, servindo como referê
instrumentos automáticos, portanto, uma lâ
utilizada para medir o tamanho das partículas.
3.3.2 Peneiramento
Foi realizado o peneiramento do pó de varrição para a caracterização do material
particulado mais grosseiro, antes da utilização do mesmo nos experimentos realizados no
filtro de mangas. Os experimentos foram realizados no laboratório de Operações Unitárias, da
Faculdade de Engenharia d
Foram utilizadas 6 pene
ABNT/ASTM para o ensaio de granulometria,
Tabela 7: Diâmetro das peneiras utilizadas para o ensaio de granulometria.
Diâmetro ( mm)
0,500
0,425
0,354
0,250
0,149
0,125
0,074
Para o desenvolvimento deste estudo, foi realizada a microscopia
das partículas coletadas do ar, com o auxilio de um microscópio
o no laboratório de microscopia, do Instituto de Ciências Biológicas
da Universidade de Passo Fundo.
A técnica de microscopia fornece a oportunidade de observação da forma das
partículas analisadas e requerem somente uma quantidade muito pequena de amostra. Cerca
foi colocado em uma lâmina de vidro e adicionado algumas gotas de óleo.
Sobre o material foi disposto uma lâmina de vidro e levado para visualização no microscópio
em aumento de 1000 vezes.
A possibilidade de medição direta do tamanho linear das partículas faz da microscopia
de medição, servindo como referência para medições realizadas por
os automáticos, portanto, uma lâmina graduada com suas respectivas escalas foi
utilizada para medir o tamanho das partículas.
Foi realizado o peneiramento do pó de varrição para a caracterização do material
ro, antes da utilização do mesmo nos experimentos realizados no
filtro de mangas. Os experimentos foram realizados no laboratório de Operações Unitárias, da
de Alimentos, da Universidade de Passo Fundo (UPF).
Foram utilizadas 6 peneiras com diferentes tamanhos, classificadas conforme a
para o ensaio de granulometria, conforme a Tabela 7.
Diâmetro das peneiras utilizadas para o ensaio de granulometria.
Mesh (ABNT/ASMT)
32
35
42
60
100
115
200
38
realizada a microscopia para a aquisição de
das partículas coletadas do ar, com o auxilio de um microscópio Olympus,
Instituto de Ciências Biológicas
unidade de observação da forma das
partículas analisadas e requerem somente uma quantidade muito pequena de amostra. Cerca
mina de vidro e adicionado algumas gotas de óleo.
e vidro e levado para visualização no microscópio
A possibilidade de medição direta do tamanho linear das partículas faz da microscopia
ncia para medições realizadas por
mina graduada com suas respectivas escalas foi
Foi realizado o peneiramento do pó de varrição para a caracterização do material
ro, antes da utilização do mesmo nos experimentos realizados no
filtro de mangas. Os experimentos foram realizados no laboratório de Operações Unitárias, da
da Universidade de Passo Fundo (UPF).
iras com diferentes tamanhos, classificadas conforme a
Diâmetro das peneiras utilizadas para o ensaio de granulometria.
Mesh (ABNT/ASMT)
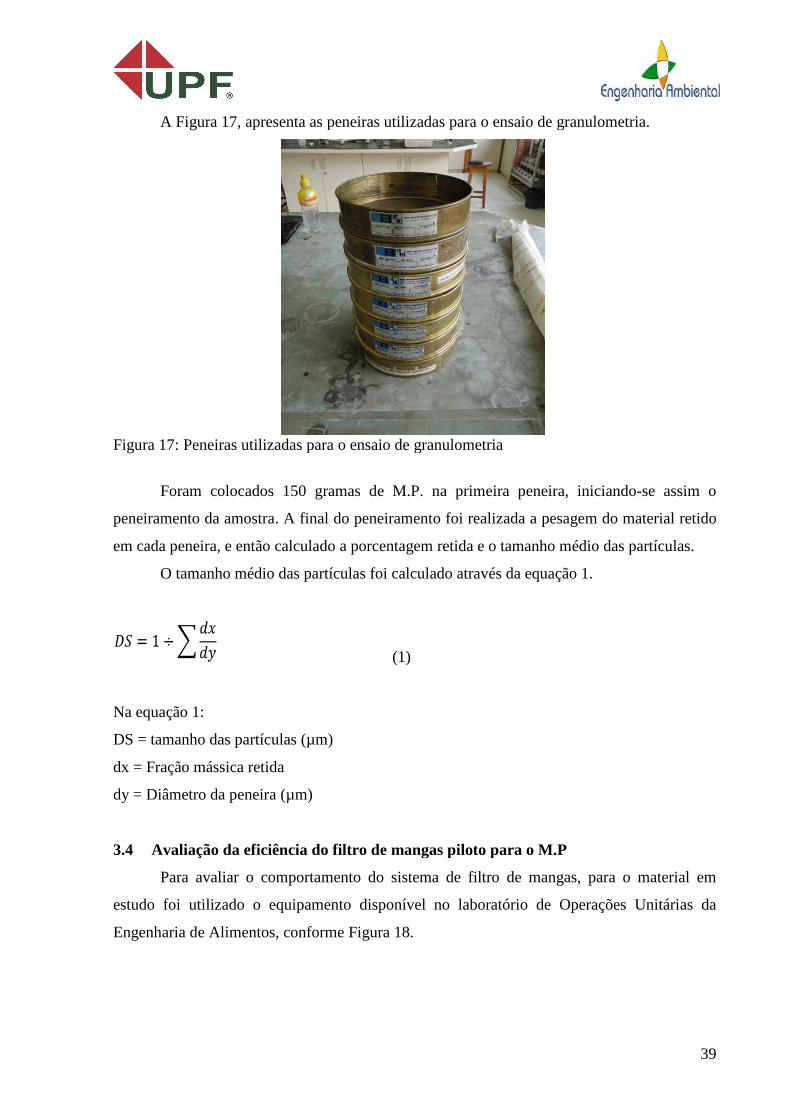
A Figura 17, apresenta as peneiras utilizadas para o ensaio de
Figura 17: Peneiras utilizadas para o ensaio de granulometria
Foram colocados 150 gramas de M.P
peneiramento da amostra. A final do peneiramento foi realizada a pesagem do material retido
em cada peneira, e então calculado a porcentagem retida e o tamanho médio das partículas.
O tamanho médio das partículas
Na equação 1:
DS = tamanho das partículas (µm)
dx = Fração mássica retida
dy = Diâmetro da peneira (µm)
3.4 Avaliação da eficiência do filtro de mangas piloto para o M.P
Para avaliar o comportamento
estudo foi utilizado o equipamento
Engenharia de Alimentos, conforme
apresenta as peneiras utilizadas para o ensaio de granulometria
Peneiras utilizadas para o ensaio de granulometria
Foram colocados 150 gramas de M.P. na primeira peneira, iniciando
peneiramento da amostra. A final do peneiramento foi realizada a pesagem do material retido
em cada peneira, e então calculado a porcentagem retida e o tamanho médio das partículas.
O tamanho médio das partículas foi calculado através da equação 1.
(1)
DS = tamanho das partículas (µm)
dy = Diâmetro da peneira (µm)
Avaliação da eficiência do filtro de mangas piloto para o M.P
r o comportamento do sistema de filtro de mangas
estudo foi utilizado o equipamento disponível no laboratório de Operações Unitárias
conforme Figura 18.
39
granulometria.
na primeira peneira, iniciando-se assim o
peneiramento da amostra. A final do peneiramento foi realizada a pesagem do material retido
em cada peneira, e então calculado a porcentagem retida e o tamanho médio das partículas.
foi calculado através da equação 1.
filtro de mangas, para o material em
disponível no laboratório de Operações Unitárias da

Figura 18: Filtro de mangas piloto utilizado nos te
3.4.1 Descrição do equipamento utilizado
Os ensaios foram realizados em batelada com a inserção de amostras de 100 g de
material particulado, para que fosse possível avaliar a perda de carga (
velocidade de filtração (V)
apresenta o leiaute do equipamento
Filtro de mangas piloto utilizado nos testes laboratoriais
Descrição do equipamento utilizado
Os ensaios foram realizados em batelada com a inserção de amostras de 100 g de
, para que fosse possível avaliar a perda de carga (
velocidade de filtração (V) e a fração mássica retida pelo filtro de mangas
apresenta o leiaute do equipamento utilizado.
40
Os ensaios foram realizados em batelada com a inserção de amostras de 100 g de
, para que fosse possível avaliar a perda de carga (∆p), a influência da
e a fração mássica retida pelo filtro de mangas. A Figura 19,
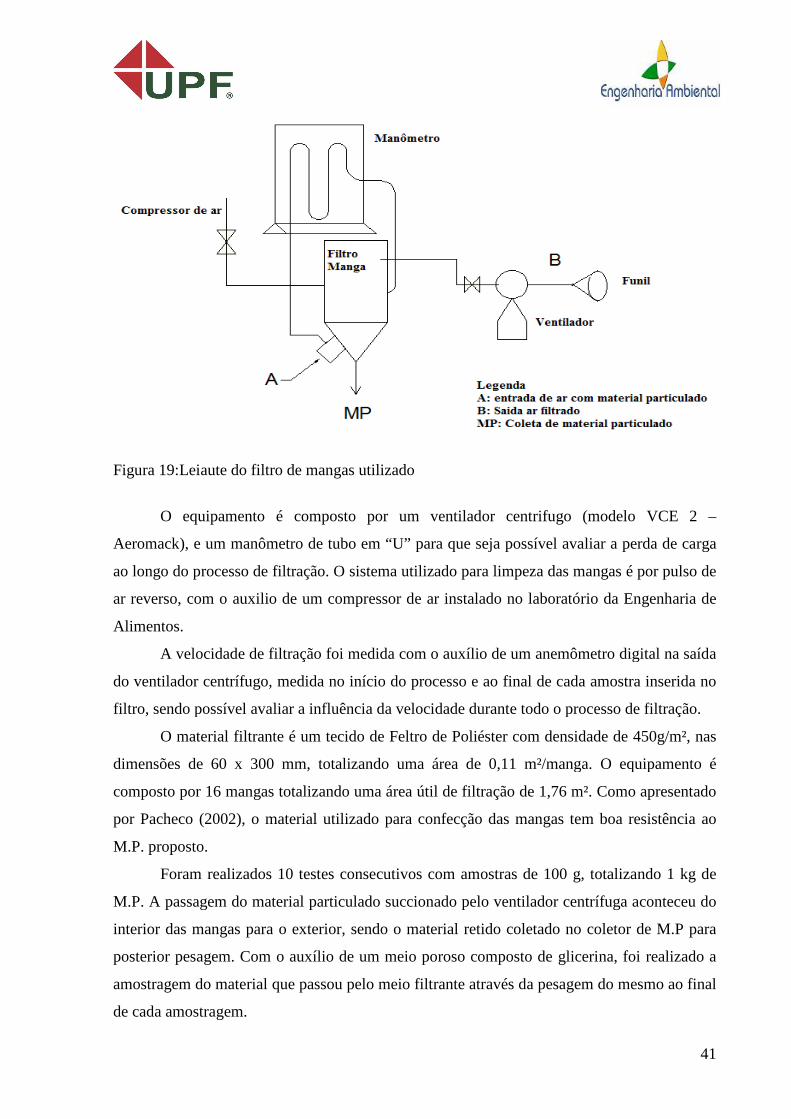
Figura 19:Leiaute do filtro de mangas utilizado
O equipamento é
Aeromack), e um manômetro de tubo em “U” para que
ao longo do processo de filtração.
ar reverso, com o auxilio de um compressor de ar instalado no laboratório
Alimentos.
A velocidade de filtração foi
do ventilador centrífugo, medida
filtro, sendo possível avaliar a influência da velocidade du
O material filtrante é um tecido de Feltro de Poliéster com densidade de 450g/m², nas
dimensões de 60 x 300 mm, totalizando uma área de 0,11 m²/manga. O equipamento é
composto por 16 mangas totalizando uma área útil de f
por Pacheco (2002), o material utilizado para confecção das mangas tem boa resistência ao
M.P. proposto.
Foram realizados 10 testes consecutivos com amostras de 100 g, totalizando 1 kg de
M.P. A passagem do material pa
interior das mangas para o exterior, sendo o material retido coletado no coletor de M
posterior pesagem. Com o auxílio de um meio poroso composto de glicerina
amostragem do material que passou pelo meio filtrante
de cada amostragem.
Leiaute do filtro de mangas utilizado
composto por um ventilador centrifugo (modelo VCE 2
um manômetro de tubo em “U” para que seja possível avaliar a perda de carga
ao longo do processo de filtração. O sistema utilizado para limpeza das mangas é
ar reverso, com o auxilio de um compressor de ar instalado no laboratório
A velocidade de filtração foi medida com o auxílio de um anemômetro digital
medida no início do processo e ao final de cada amostra inserida no
filtro, sendo possível avaliar a influência da velocidade durante todo o processo de filtração
O material filtrante é um tecido de Feltro de Poliéster com densidade de 450g/m², nas
de 60 x 300 mm, totalizando uma área de 0,11 m²/manga. O equipamento é
totalizando uma área útil de filtração de 1,76 m²
, o material utilizado para confecção das mangas tem boa resistência ao
Foram realizados 10 testes consecutivos com amostras de 100 g, totalizando 1 kg de
gem do material particulado succionado pelo ventilador centr
interior das mangas para o exterior, sendo o material retido coletado no coletor de M
Com o auxílio de um meio poroso composto de glicerina
o material que passou pelo meio filtrante através da pesagem do mesmo ao final
41
composto por um ventilador centrifugo (modelo VCE 2 –
possível avaliar a perda de carga
O sistema utilizado para limpeza das mangas é por pulso de
ar reverso, com o auxilio de um compressor de ar instalado no laboratório da Engenharia de
lio de um anemômetro digital na saída
cio do processo e ao final de cada amostra inserida no
rante todo o processo de filtração.
O material filtrante é um tecido de Feltro de Poliéster com densidade de 450g/m², nas
de 60 x 300 mm, totalizando uma área de 0,11 m²/manga. O equipamento é
iltração de 1,76 m². Como apresentado
, o material utilizado para confecção das mangas tem boa resistência ao
Foram realizados 10 testes consecutivos com amostras de 100 g, totalizando 1 kg de
ionado pelo ventilador centrífuga aconteceu do
interior das mangas para o exterior, sendo o material retido coletado no coletor de M.P para
Com o auxílio de um meio poroso composto de glicerina, foi realizado a
a pesagem do mesmo ao final

Ao final dos ensaios
carga e a variação da velocidade de filtração
a limpeza das mangas sem acarretar na
3.5 Dimensionamento do
Para o dimensionamento do filtro de mangas foi realizada a caracterização do material
particulado conforme o item 3.3,
equipamento e o meio filtrante.
pelo fabricante dos exaustores já utilizados na marmoraria, e com o auxí
anemômetro digital com medições n
ar.
Sendo:
Q= vazão de ar (m³/s)
Vat= velocidade do ar na seção transversal do sistema de exaustão (m/s)
Ad= área da seção transversal do
A área de filtração necessária para o processo foi
velocidade de filtração, definida pela equação 3.
f = Vazão de ar das mangas
A relação f foi obtida em refer
e, conhecido “f” e a vazão de ar,
da área de filtração necessária é realizado o dimensionamento das mangas.
o final dos ensaios foi possível avaliar a eficiência do filtro de mangas
carga e a variação da velocidade de filtração, sendo possível determinar o momento ideal para
s sem acarretar na diminuição da eficiência do processo
do filtro de mangas
Para o dimensionamento do filtro de mangas foi realizada a caracterização do material
particulado conforme o item 3.3, a determinação do tipo de limpeza a ser usado no
equipamento e o meio filtrante. A velocidade de exaustão será baseada
pelo fabricante dos exaustores já utilizados na marmoraria, e com o auxí
com medições no local. Através da equação 2 foi determinada a vazão de
(2)
= velocidade do ar na seção transversal do sistema de exaustão (m/s)
= área da seção transversal do sistema de exaustão (m²)
ção necessária para o processo foi calculada com a relação da
velocidade de filtração, definida pela equação 3.
f = Vazão de ar das mangas (3)
obtida em referências de acordo com o material particulado a ser tratado,
” e a vazão de ar, obtêm-se na equação 2 a área de filtração necessária. Através
da área de filtração necessária é realizado o dimensionamento das mangas.
42
foi possível avaliar a eficiência do filtro de mangas, a perda de
ar o momento ideal para
diminuição da eficiência do processo.
Para o dimensionamento do filtro de mangas foi realizada a caracterização do material
a determinação do tipo de limpeza a ser usado no
no catálogo fornecido
pelo fabricante dos exaustores já utilizados na marmoraria, e com o auxílio de um
determinada a vazão de
calculada com a relação da
ial particulado a ser tratado,
na equação 2 a área de filtração necessária. Através
da área de filtração necessária é realizado o dimensionamento das mangas.
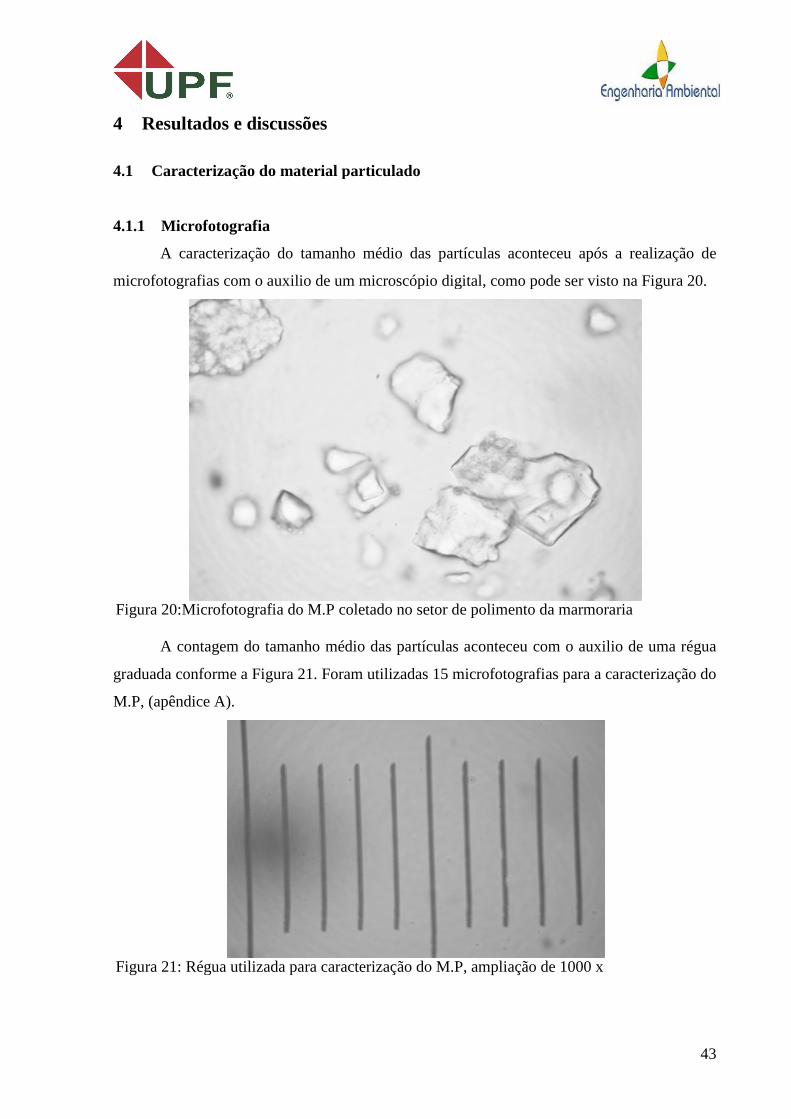
4 Resultados e discussões
4.1 Caracterização do material par
4.1.1 Microfotografia
A caracterização do tamanho médio das partículas aconteceu após a realização de
microfotografias com o auxilio de um microscópio digital, como pode ser visto na
Figura 20:Microfotografia do M.P coletado no setor de polimento
A contagem do tamanho médio das partículas aconteceu com o auxilio de uma régua
graduada conforme a Figura 21
M.P, (apêndice A).
Figura 21: Régua utilizada para caracterização do M.P,
Resultados e discussões
Caracterização do material particulado
caracterização do tamanho médio das partículas aconteceu após a realização de
microfotografias com o auxilio de um microscópio digital, como pode ser visto na
Microfotografia do M.P coletado no setor de polimento da marmoraria
A contagem do tamanho médio das partículas aconteceu com o auxilio de uma régua
Figura 21. Foram utilizadas 15 microfotografias para a caracterização do
Régua utilizada para caracterização do M.P, ampliação de 100
43
caracterização do tamanho médio das partículas aconteceu após a realização de
microfotografias com o auxilio de um microscópio digital, como pode ser visto na Figura 20.
da marmoraria
A contagem do tamanho médio das partículas aconteceu com o auxilio de uma régua
s 15 microfotografias para a caracterização do
1000 x

Foram medidas 141
desvio padrão de 1,74 µm
tamanho heterogênea, entre
distribuição de frequência do M.P respirável.
Figura 22: Histograma de distribuição de frequência do M.P respirável
4.1.2 Peneiramento
Os resultados do peneiramento foram obti
Tabela 8, apresenta os resultados obtidos após o peneiramento e a abertura em mm das
peneiras utilizadas no ensaio.
Tabela 8: Tamanho médio do M.P
Abertura em mm
0,500
0,425
0,354
0,250
0,149
0,125
0,074
Fundo
141 partículas, apresentando um tamanho médio de
m. Demonstrando que o M.P apresenta-se dentro de um faixa de
, entre 0,5 a 10 micrômetros. A Figura 22, apresent
distribuição de frequência do M.P respirável.
Histograma de distribuição de frequência do M.P respirável
Os resultados do peneiramento foram obtidos através de ensaios de laboratório. A
os resultados obtidos após o peneiramento e a abertura em mm das
peneiras utilizadas no ensaio.
Tamanho médio do M.P
Fração Mássica Retida % Retida
0,00166 0,1658
0,00256 0,25561
0,00345 0,34542
0,66287 66,2867
0,24677 24,677
0,03786 3,78584
0,01575 1,57513
0,02908 2,90846
44
partículas, apresentando um tamanho médio de 2,92 µm, com um
se dentro de um faixa de
apresenta o histograma de
dos através de ensaios de laboratório. A
os resultados obtidos após o peneiramento e a abertura em mm das
% Retida
0,25561
0,34542
66,2867
3,78584
1,57513
2,90846

O tamanho médio das partículas amostradas no peneiramento se manteve na faixa de
150 a 250 µm, mas com uma fração de aproximadamente 5 % de partículas menores que 100
µm. O que demonstra a necessidade da instalação de filtros de mangas para a remoção desta
porcentagem de M.P na marmoraria.
A Figura 23, apresenta o histograma de distribuição com a
cada malha da peneira. Destaque para a fração que ficou depositada no fundo do recipiente,
sendo de aproximadamente 3%, com tamanho menor que 70 µm.
Figura 23:Histograma de distribuição do M.P (pó de mármore)
4.2 Avaliação da eficiência do
Os resultados obtidos nos experimentos realizados em laboratório para avaliação da
eficiência do filtro de mangas pode ser visto na
O tamanho médio das partículas amostradas no peneiramento se manteve na faixa de
, mas com uma fração de aproximadamente 5 % de partículas menores que 100
µm. O que demonstra a necessidade da instalação de filtros de mangas para a remoção desta
porcentagem de M.P na marmoraria.
apresenta o histograma de distribuição com a porcentagem retida em
Destaque para a fração que ficou depositada no fundo do recipiente,
sendo de aproximadamente 3%, com tamanho menor que 70 µm.
Histograma de distribuição do M.P (pó de mármore)
Avaliação da eficiência do filtro de mangas piloto
resultados obtidos nos experimentos realizados em laboratório para avaliação da
eficiência do filtro de mangas pode ser visto na Tabela 9, a seguir.
45
O tamanho médio das partículas amostradas no peneiramento se manteve na faixa de
, mas com uma fração de aproximadamente 5 % de partículas menores que 100
µm. O que demonstra a necessidade da instalação de filtros de mangas para a remoção desta
porcentagem retida em
Destaque para a fração que ficou depositada no fundo do recipiente,
resultados obtidos nos experimentos realizados em laboratório para avaliação da
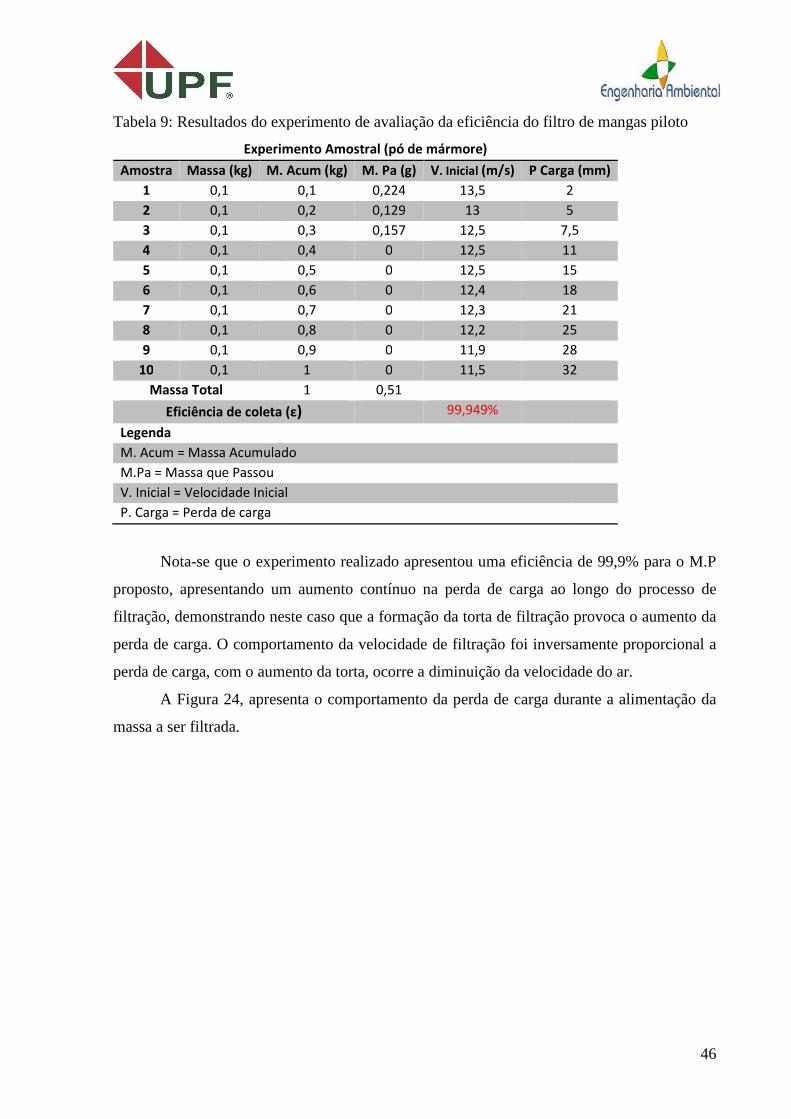
Tabela 9: Resultados do experimento
Experimento Amostral (pó de mármore)
Amostra Massa (kg) M. Acum (kg)
1 0,1
2 0,1
3 0,1
4 0,1
5 0,1
6 0,1
7 0,1
8 0,1
9 0,1
10 0,1
Massa Total
Eficiência de coleta (ε
Legenda
M. Acum = Massa Acumulado
M.Pa = Massa que Passou
V. Inicial = Velocidade Inicial
P. Carga = Perda de carga
Nota-se que o experimento realizado apresentou uma eficiência de 99,9% para o M.P
proposto, apresentando um aumento contínuo na perda de carga ao longo do processo de
filtração, demonstrando neste caso que a formação da torta de filtração
perda de carga. O comportamento da velocidade de filtração foi inversamente proporcional a
perda de carga, com o aumento da torta
A Figura 24, apresenta
massa a ser filtrada.
Resultados do experimento de avaliação da eficiência do filtro de mangas pilo
Experimento Amostral (pó de mármore)
. Acum (kg) M. Pa (g) V. Inicial (m/s) P Carga (mm)
0,1 0,224 13,5 2
0,2 0,129 13 5
0,3 0,157 12,5 7,5
0,4 0 12,5 11
0,5 0 12,5 15
0,6 0 12,4 18
0,7 0 12,3 21
0,8 0 12,2 25
0,9 0 11,9 28
1 0 11,5 32
1 0,51
de coleta (ε) 99,949%
Acumulado
V. Inicial = Velocidade Inicial
se que o experimento realizado apresentou uma eficiência de 99,9% para o M.P
proposto, apresentando um aumento contínuo na perda de carga ao longo do processo de
filtração, demonstrando neste caso que a formação da torta de filtração
perda de carga. O comportamento da velocidade de filtração foi inversamente proporcional a
perda de carga, com o aumento da torta, ocorre a diminuição da velocidade do ar.
apresenta o comportamento da perda de carga durante a alimentação da
46
eficiência do filtro de mangas piloto
P Carga (mm)
2
5
7,5
11
15
18
21
25
28
32
se que o experimento realizado apresentou uma eficiência de 99,9% para o M.P
proposto, apresentando um aumento contínuo na perda de carga ao longo do processo de
provoca o aumento da
perda de carga. O comportamento da velocidade de filtração foi inversamente proporcional a
ocorre a diminuição da velocidade do ar.
o comportamento da perda de carga durante a alimentação da
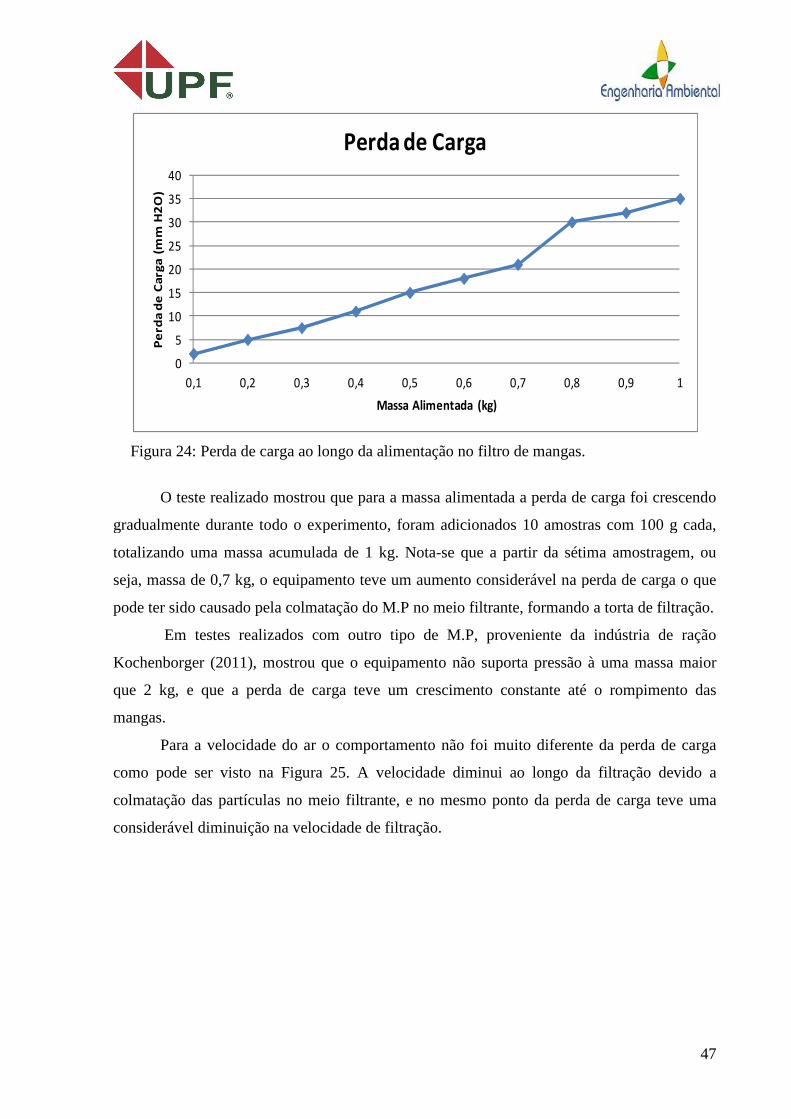
Figura 24: Perda de carga ao longo da alimentação no filtro de mangas.
O teste realizado mostrou que para a massa alimentada a
gradualmente durante todo o experimento, foram adicionados 10 amostras com 100 g cada,
totalizando uma massa acumulada de 1 kg
seja, massa de 0,7 kg, o equipamento teve um aumento
pode ter sido causado pela colmatação do M.P no meio filtrante, formando a torta de filtração.
Em testes realizados com outro tipo de M.P, proveniente da indústria de ração
Kochenborger (2011), mostrou que
que 2 kg, e que a perda de carga teve um crescimento constante até o rompimento das
mangas.
Para a velocidade do ar
como pode ser visto na Figura 25
colmatação das partículas no meio filtrante,
considerável diminuição na velocidade de filtração.
0
5
10
15
20
25
30
35
40
0,1 0,2
Pe
rda
de
Ca
rga
(m
m H
2O
)
Perda de carga ao longo da alimentação no filtro de mangas.
O teste realizado mostrou que para a massa alimentada a perda de carga foi crescendo
gradualmente durante todo o experimento, foram adicionados 10 amostras com 100 g cada,
massa acumulada de 1 kg. Nota-se que a partir da sétima
seja, massa de 0,7 kg, o equipamento teve um aumento considerável na perda de carga o que
pode ter sido causado pela colmatação do M.P no meio filtrante, formando a torta de filtração.
Em testes realizados com outro tipo de M.P, proveniente da indústria de ração
mostrou que o equipamento não suporta pressão à uma massa maior
que a perda de carga teve um crescimento constante até o rompimento das
do ar o comportamento não foi muito diferente da perda de carga
Figura 25. A velocidade diminui ao longo da filtração devido a
colmatação das partículas no meio filtrante, e no mesmo ponto da perda de carga teve uma
considerável diminuição na velocidade de filtração.
0,3 0,4 0,5 0,6 0,7 0,8
Massa Alimentada (kg)
Perda de Carga
47
Perda de carga ao longo da alimentação no filtro de mangas.
perda de carga foi crescendo
gradualmente durante todo o experimento, foram adicionados 10 amostras com 100 g cada,
sétima amostragem, ou
considerável na perda de carga o que
pode ter sido causado pela colmatação do M.P no meio filtrante, formando a torta de filtração.
Em testes realizados com outro tipo de M.P, proveniente da indústria de ração
pressão à uma massa maior
que a perda de carga teve um crescimento constante até o rompimento das
o comportamento não foi muito diferente da perda de carga
idade diminui ao longo da filtração devido a
e no mesmo ponto da perda de carga teve uma
0,8 0,9 1

Figura 25: Velocidade do ar ao longo do processo de filtração
Em relação à Tabela 9
fração de partículas que atravessaram o meio filtrante na fase inicial do experimento, o que
pode ter ocorrido pela alta velocidade do ar, e também pelas mangas estarem limpas, sem
material colmatado, que diminui
ficar muito espessa, pois pode levar ao rompimento das mangas devido a alta pressão e até
mesmo quando a velocidade do ar for muito alta pode ocasionar na passagem de M.P muit
fino.
O comportamento ideal de ciclos de filtração considera uma compactação inalterável
da torta de filtração, com fluxos e concentrações de pó constantes, bem como limpezas
uniformes do meio filtrante
do filtro virgem. Nesse caso, o aumento da queda de pressão residual deve
irreversível de partículas no interior do meio filtrante ou à permanência de uma fina camada
de pó, com espessura uniforme, após a regeneração do
comportamento de funcionamento descrito para
Velocidade do ar ao longo do processo de filtração
Tabela 9, apresentada anteriormente nota-se que ouve uma pequena
fração de partículas que atravessaram o meio filtrante na fase inicial do experimento, o que
pela alta velocidade do ar, e também pelas mangas estarem limpas, sem
diminui a eficiência do processo de filtração. Esta torta não deve
ficar muito espessa, pois pode levar ao rompimento das mangas devido a alta pressão e até
mesmo quando a velocidade do ar for muito alta pode ocasionar na passagem de M.P muit
O comportamento ideal de ciclos de filtração considera uma compactação inalterável
da torta de filtração, com fluxos e concentrações de pó constantes, bem como limpezas
uniformes do meio filtrante. Isso leva a ciclos uniformes, cujo tempo de filtra
do filtro virgem. Nesse caso, o aumento da queda de pressão residual deve
irreversível de partículas no interior do meio filtrante ou à permanência de uma fina camada
de pó, com espessura uniforme, após a regeneração do meio filtrante. A
de funcionamento descrito para limpeza do meio filtrante.
48
se que ouve uma pequena
fração de partículas que atravessaram o meio filtrante na fase inicial do experimento, o que
pela alta velocidade do ar, e também pelas mangas estarem limpas, sem
a eficiência do processo de filtração. Esta torta não deve
ficar muito espessa, pois pode levar ao rompimento das mangas devido a alta pressão e até
mesmo quando a velocidade do ar for muito alta pode ocasionar na passagem de M.P muito
O comportamento ideal de ciclos de filtração considera uma compactação inalterável
da torta de filtração, com fluxos e concentrações de pó constantes, bem como limpezas
Isso leva a ciclos uniformes, cujo tempo de filtração é idêntico ao
do filtro virgem. Nesse caso, o aumento da queda de pressão residual deve-se à incorporação
irreversível de partículas no interior do meio filtrante ou à permanência de uma fina camada
meio filtrante. A Figura 26, ilustra o
limpeza do meio filtrante.
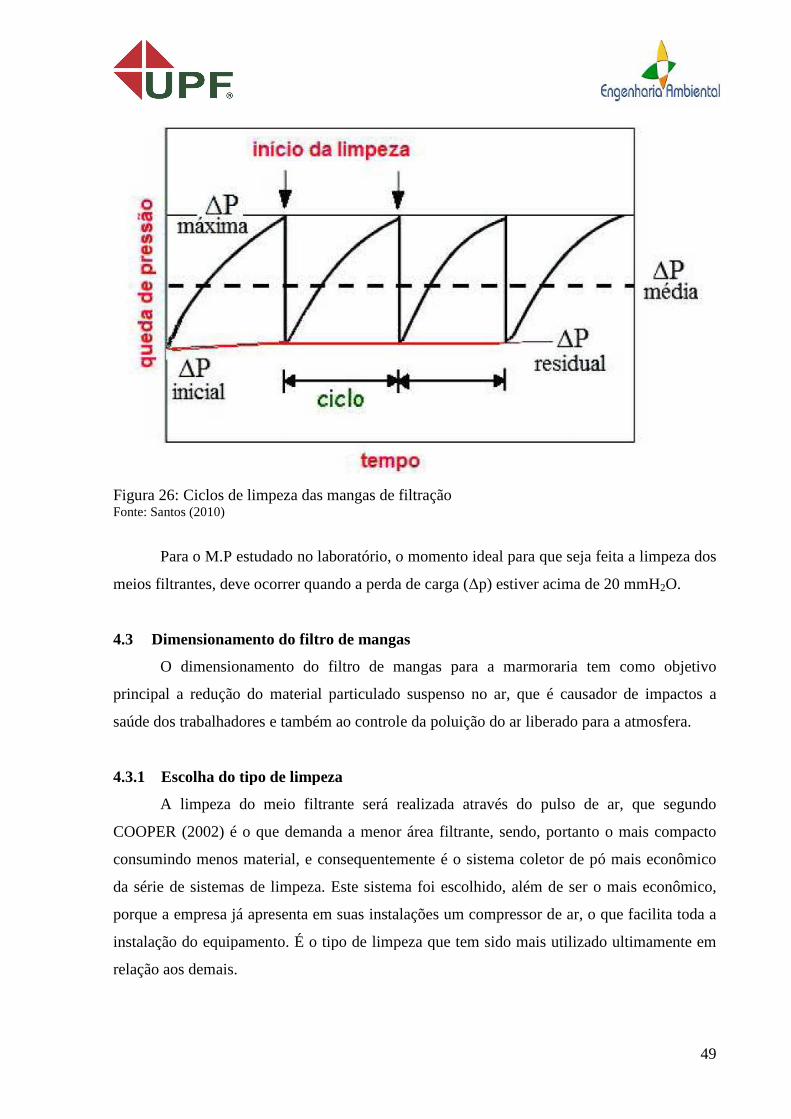
Figura 26: Ciclos de limpeza das mangas de filtraçãoFonte: Santos (2010)
Para o M.P estudado no laboratório
meios filtrantes, deve ocorrer quando a perda de carga (
4.3 Dimensionamento do filtro de mangas
O dimensionamento do filtro de man
principal a redução do material particulado suspenso no ar, que é causador de impactos a
saúde dos trabalhadores e também ao controle da poluição do ar
4.3.1 Escolha do tipo de limpeza
A limpeza do meio filtrante será realizada através do pu
COOPER (2002) é o que demanda a menor área
consumindo menos material
da série de sistemas de limpeza. Este sistema foi escolhido,
porque a empresa já apresenta em suas instalações
instalação do equipamento.
relação aos demais.
Ciclos de limpeza das mangas de filtração
o no laboratório, o momento ideal para que seja feita a limpeza dos
meios filtrantes, deve ocorrer quando a perda de carga (∆p) estiver acima de 20 mmH
Dimensionamento do filtro de mangas
O dimensionamento do filtro de mangas para a marmoraria tem como objetivo
al a redução do material particulado suspenso no ar, que é causador de impactos a
saúde dos trabalhadores e também ao controle da poluição do ar liberado para a
Escolha do tipo de limpeza
A limpeza do meio filtrante será realizada através do pulso de ar, que segundo
COOPER (2002) é o que demanda a menor área filtrante, sendo, portanto o mais compacto
consumindo menos material, e consequentemente é o sistema coletor de pó mais econômico
da série de sistemas de limpeza. Este sistema foi escolhido, além de ser o mais econômico,
empresa já apresenta em suas instalações um compressor de ar, o que facilita toda a
instalação do equipamento. É o tipo de limpeza que tem sido mais utilizado ultimamente em
49
o momento ideal para que seja feita a limpeza dos
) estiver acima de 20 mmH2O.
gas para a marmoraria tem como objetivo
al a redução do material particulado suspenso no ar, que é causador de impactos a
liberado para a atmosfera.
lso de ar, que segundo
sendo, portanto o mais compacto
coletor de pó mais econômico
m de ser o mais econômico,
um compressor de ar, o que facilita toda a
É o tipo de limpeza que tem sido mais utilizado ultimamente em

4.3.2 Escolha do meio filt
O material selecionado para a filtração foi o tecido de feltro de Poliester, com
densidade de 450 g/m², que
também é o material que tem o menor custo em relação aos demais meios filtran
citado por Pacheco (2002).
4.3.3 Velocidade de Filtração
O dimensionamento da área filtrante depende da velocidade de filtração (razão vazão
de gás/área filtrante) recomendada para o caso específico. A velocidade depende do tipo de
partícula a ser coletada, da sua concentração, do material filtrante e do sistema de limpeza.
Para limpeza por pulso de ar reverso com meio filtrante do ti
0,3 m.min-1 a 5 m.min-1. Estes valores baixos justificam
partículas com tamanhos muito pequenos.
A velocidade de filtração é recomendada, pela prática, para cada tipo de poluente.
Como podemos ver no Quadro
de 8 pés/min. Utilizamos a bauxita como
com o pó de mármore.
Quadro 2: Velocidade recomendada para filtração com pulso de ar reverso
Fonte: Pacheco (2002)
4.3.4 Cálculo da área de filtração
A área de filtração terá como base de cálculo a velocidade do ar, no sistema de
exaustão do ar poluído. Com base nos exaustores instalados na empresa,
auxílio de um anemômetro digital a velocidade do ar do sistema de exaustão
Escolha do meio filtrante
O material selecionado para a filtração foi o tecido de feltro de Poliester, com
que apresenta características que suportam temperaturas até 150 °C,
é o material que tem o menor custo em relação aos demais meios filtran
Velocidade de Filtração
O dimensionamento da área filtrante depende da velocidade de filtração (razão vazão
de gás/área filtrante) recomendada para o caso específico. A velocidade depende do tipo de
coletada, da sua concentração, do material filtrante e do sistema de limpeza.
Para limpeza por pulso de ar reverso com meio filtrante do tipo feltro, os valores variam de
. Estes valores baixos justificam-se pelo fato do M.P apresen
partículas com tamanhos muito pequenos.
A velocidade de filtração é recomendada, pela prática, para cada tipo de poluente.
Quadro 2, a velocidade recomendada para a limpeza com jato de ar, é
. Utilizamos a bauxita como parâmetro, por ser uma substância muito parecida
Velocidade recomendada para filtração com pulso de ar reverso
lculo da área de filtração
A área de filtração terá como base de cálculo a velocidade do ar, no sistema de
exaustão do ar poluído. Com base nos exaustores instalados na empresa,
auxílio de um anemômetro digital a velocidade do ar do sistema de exaustão
50
O material selecionado para a filtração foi o tecido de feltro de Poliester, com
apresenta características que suportam temperaturas até 150 °C,e
é o material que tem o menor custo em relação aos demais meios filtrantes, conforme
O dimensionamento da área filtrante depende da velocidade de filtração (razão vazão
de gás/área filtrante) recomendada para o caso específico. A velocidade depende do tipo de
coletada, da sua concentração, do material filtrante e do sistema de limpeza.
po feltro, os valores variam de
se pelo fato do M.P apresentar
A velocidade de filtração é recomendada, pela prática, para cada tipo de poluente.
a para a limpeza com jato de ar, é
parâmetro, por ser uma substância muito parecida
Velocidade recomendada para filtração com pulso de ar reverso
A área de filtração terá como base de cálculo a velocidade do ar, no sistema de
exaustão do ar poluído. Com base nos exaustores instalados na empresa, (Figura 27), e com o
auxílio de um anemômetro digital a velocidade do ar do sistema de exaustão foi determinado.

Figura 27: Sistema de exaustão da marmoraria no setor de polimento
A velocidade do ar encontrada
do exaustor de 400 mm.
Portanto a vazão de ar do sistema de exaustão da empresa é de
equação 2:
Onde,
Q= vazão de ar (m³/s)
Vat= velocidade do ar na seção transversal do sistema de exaustão (m/s)
Ad= área da seção transversal do sistema de exaustão (m²)
Sendo, no entanto a vazão de:
A área filtrante será
Portanto:
Sistema de exaustão da marmoraria no setor de polimento
encontrada no sistema de exaustão foi de 4,6 m/s
Portanto a vazão de ar do sistema de exaustão da empresa é definida pela fórmula da
= velocidade do ar na seção transversal do sistema de exaustão (m/s)
= área da seção transversal do sistema de exaustão (m²)
Sendo, no entanto a vazão de:
A área filtrante será encontrada a partir da equação 3:
51
no sistema de exaustão foi de 4,6 m/s, sendo o diâmetro
finida pela fórmula da

4.3.5 Dimensionamento das mangas
As mangas utilizadas devem
D = 5 pol x 0,0254 m = 0,127 m
L = 1,5 m
Onde,
D = Diâmetro da manga
L = Comprimento da manga
Portanto, a área de filtração
O número de mangas necessário para a filtração do ar contaminado será:
Sendo neste caso adotado o valor de
A Figura 28 e Figura 29
marmoraria.
Figura 28: Vista superior do filtro de mangas
Dimensionamento das mangas
m possuir as seguintes dimensões:
x 0,0254 m = 0,127 m
L = Comprimento da manga
Portanto, a área de filtração será definida pela seguinte equação:
mero de mangas necessário para a filtração do ar contaminado será:
o valor de 25 mangas.
A Figura 28 e Figura 29 apresentam um escopo do filtro de mangas
Vista superior do filtro de mangas
52
mero de mangas necessário para a filtração do ar contaminado será:
apresentam um escopo do filtro de mangas dimensionado para a
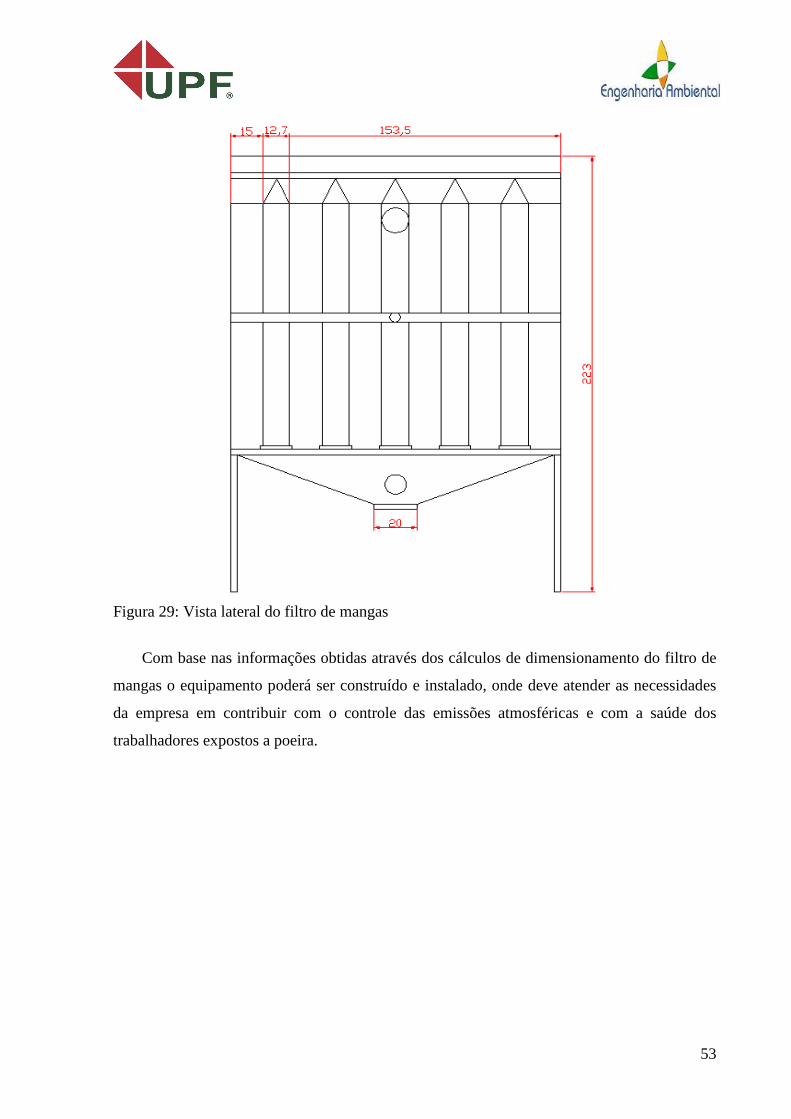
Figura 29: Vista lateral do filtro de mangas
Com base nas informações obtidas através dos cálculos de dimensionamento do filtro de
mangas o equipamento poderá ser construído e instalado, onde deve atender as
da empresa em contribuir com o controle das emissões
trabalhadores expostos a poeira.
Vista lateral do filtro de mangas
Com base nas informações obtidas através dos cálculos de dimensionamento do filtro de
mangas o equipamento poderá ser construído e instalado, onde deve atender as
contribuir com o controle das emissões atmosféricas e com a saúde dos
trabalhadores expostos a poeira.
53
Com base nas informações obtidas através dos cálculos de dimensionamento do filtro de
mangas o equipamento poderá ser construído e instalado, onde deve atender as necessidades
atmosféricas e com a saúde dos
5 CONCLUSÃO
Com o presente trabalho foi possível alcançar os objetivos, concluindo
material particulado caracterizad
considerado de alto risco aos trabalhadores expostos.
A microscopia do M.P
aproximadamente 80% do total do M.P
M.P. de varrição situou-se na faixa de 150 a 250 µm, mas apresentou uma fração de
aproximadamente 5% de partículas menores
M.P. respirável. Isto demonstrou a necessidade de instalação de um sist
M.P., neste caso o filtro de mangas.
O M.P. possui uma fácil remoção para o modelo de equipamento testado, inclusive
para o meio filtrante, apresentando uma eficiência de 99,9%.
Foi possível ainda, avaliar a perda de carga durante o proc
da velocidade. Para a massa total alimentada de 0,7 kg
elevação na perda de carga apresentado o momento ideal para a limpeza do meio filtrante,
evitando o rompimento das mangas.
A velocidade de filtração do ar,
filtração com a colmatação do M.P no meio filtrante, apresentou uma constante declividade,
sendo considerada mais significativa no momento inicial dos experimentos (até 0,2 kg M.P) e
no momento em que obtivemos uma considerável elevação
situando-se na faixa de 10 m/s
A partir destes estudos foi possível dimensionar o equipamento ideal para ser instalado
na marmoraria, em prol do controle da emissão do M.P lanç
assim, a exposição ocupacional dos trabalhadores e do meio ambiente em geral.
Com o presente trabalho foi possível alcançar os objetivos, concluindo
material particulado caracterizado na marmoraria, apresenta um tamanho característico
considerado de alto risco aos trabalhadores expostos.
A microscopia do M.P. respirável apresentou um tamanho médio de 2,92 µm
aproximadamente 80% do total do M.P. situando-se entre 0 e 5 µm. O tamanho médio do
se na faixa de 150 a 250 µm, mas apresentou uma fração de
aproximadamente 5% de partículas menores que 100 µm, podendo ser considerada como
respirável. Isto demonstrou a necessidade de instalação de um sist
, neste caso o filtro de mangas.
possui uma fácil remoção para o modelo de equipamento testado, inclusive
para o meio filtrante, apresentando uma eficiência de 99,9%.
Foi possível ainda, avaliar a perda de carga durante o processo de filtração e a variação
assa total alimentada de 0,7 kg no equipamento piloto
elevação na perda de carga apresentado o momento ideal para a limpeza do meio filtrante,
evitando o rompimento das mangas.
de filtração do ar, à medida que aumentava o tamanho da torta de
filtração com a colmatação do M.P no meio filtrante, apresentou uma constante declividade,
sendo considerada mais significativa no momento inicial dos experimentos (até 0,2 kg M.P) e
nto em que obtivemos uma considerável elevação na perda de carga (
se na faixa de 10 m/s.
A partir destes estudos foi possível dimensionar o equipamento ideal para ser instalado
na marmoraria, em prol do controle da emissão do M.P lançado na atmosfera, reduzindo
assim, a exposição ocupacional dos trabalhadores e do meio ambiente em geral.
54
Com o presente trabalho foi possível alcançar os objetivos, concluindo-se que o
o na marmoraria, apresenta um tamanho característico
apresentou um tamanho médio de 2,92 µm, sendo
. O tamanho médio do
se na faixa de 150 a 250 µm, mas apresentou uma fração de
odendo ser considerada como
respirável. Isto demonstrou a necessidade de instalação de um sistema de controle de
possui uma fácil remoção para o modelo de equipamento testado, inclusive
esso de filtração e a variação
no equipamento piloto, tive-se uma
elevação na perda de carga apresentado o momento ideal para a limpeza do meio filtrante,
medida que aumentava o tamanho da torta de
filtração com a colmatação do M.P no meio filtrante, apresentou uma constante declividade,
sendo considerada mais significativa no momento inicial dos experimentos (até 0,2 kg M.P) e
na perda de carga (0,7 kg M.P),
A partir destes estudos foi possível dimensionar o equipamento ideal para ser instalado
ado na atmosfera, reduzindo
assim, a exposição ocupacional dos trabalhadores e do meio ambiente em geral.
REFERÊNCIAS BIBLIOGRÁFICAS ____NR – 15 – Atividades e operações insalubres.e Saúde no Trabalho. 1978 A. Dispon<www.mte.gov.br/legislacao/normas_regulamentadoras/nr_15.pdf> Acesso em 14 out. 2011. ACGIH. American Conference of Governmental Industrial Hygienists. Limit for Chemical Substances and Physical Agents and Biological Exposures InCincinnati: ACGIH,2000. FUNDACENTRO. Fundação Jorge Duprat Figueiredo de Segurança e Medicina do Trabalho. Norma de Higiene Ocupacional sólidos coletados sobre filtro de membrana FUNDACENTRO. Fundação Jorge Duprat Figueiredo de Segurança e Medicina do Trabalho. Norma de Higiene Ocupacional. Coleta de Material Particulado sólido suspenso no ar deambientes de Trabalho – Procedimento Técnico NIOSH. National Institute for Occupational Safety and Health. Health Effects of Occupational Exposure to Respirable Crystalline Silica. 2002-129; 2002. ABIROCHAS – Associação Brasileira da Indústria de Rochas Ornamentais. perspectivas brasileiras no setor de rochas ornamentais.(2008). <www.abirochas.com.br> Acesso em 13 ago. de 2011. ABIROCHAS – Associação Brasileira da Indústria de exportações e importações brasileiras de rochas ornamentais e de revestimento no 1° trimestre de 2011. Disponível em: < ABIROCHAS – Associação Brasileira da Indústria de Rochaexportações e importações brasileiras de rochas ornamentais e de revestimentoperíodo de janeiro – agosto de 2011. 23 set. de 2011. ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. proteção respiratória – Terminologia. BON, A.M.T. Exposição ocupacional à sílica e silicose entre trabalhadores de marmorarias, no município de São PauloAmbiental - Universidade de São Paulo, São Paulo, 2006. BRASIL. Ministério do Trabalho. Secretaria de Segurança e Medicina do Trabalho. n°. 3214, de 08 de junho de 1978.
REFERÊNCIAS BIBLIOGRÁFICAS
Atividades e operações insalubres. Normas regulamentadoras de Segurança e Saúde no Trabalho. 1978 A. Disponível em: <www.mte.gov.br/legislacao/normas_regulamentadoras/nr_15.pdf> Acesso em 14 out. 2011.
ACGIH. American Conference of Governmental Industrial Hygienists. 2000 Limit for Chemical Substances and Physical Agents and Biological Exposures In
. Fundação Jorge Duprat Figueiredo de Segurança e Medicina do Trabalho. Norma de Higiene Ocupacional – NHO 03. Análise gravimétrica de aerodispersóidessólidos coletados sobre filtro de membrana - Método de ensaio. São Paulo (SP); 2001.
. Fundação Jorge Duprat Figueiredo de Segurança e Medicina do Trabalho. Norma de Higiene Ocupacional. Coleta de Material Particulado sólido suspenso no ar de
Procedimento Técnico, 2006.
. National Institute for Occupational Safety and Health. NIOSH Hazard Review Health Effects of Occupational Exposure to Respirable Crystalline Silica.
Associação Brasileira da Indústria de Rochas Ornamentais. perspectivas brasileiras no setor de rochas ornamentais.(2008). Disponível em: <www.abirochas.com.br> Acesso em 13 ago. de 2011.
Associação Brasileira da Indústria de Rochas Ornamentais. exportações e importações brasileiras de rochas ornamentais e de revestimento no 1°
. Disponível em: <www.abirochas.com.br> Acesso em 13 ago. de 2011.
Associação Brasileira da Indústria de Rochas Ornamentais. exportações e importações brasileiras de rochas ornamentais e de revestimento
agosto de 2011. Disponível em: < www.abirochas.com.br
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 12543: Equipamentos de Terminologia. Rio de Janeiro, 1999.
Exposição ocupacional à sílica e silicose entre trabalhadores de marmorarias, no município de São Paulo. (Tese doutorado) Departamento de Saúde
niversidade de São Paulo, São Paulo, 2006.
BRASIL. Ministério do Trabalho. Secretaria de Segurança e Medicina do Trabalho. n°. 3214, de 08 de junho de 1978. Norma Regulamentadora N°15: Atividades e
55
Normas regulamentadoras de Segurança
<www.mte.gov.br/legislacao/normas_regulamentadoras/nr_15.pdf> Acesso em 14 out. 2011.
2000 – Threshold Limit for Chemical Substances and Physical Agents and Biological Exposures Indices.
. Fundação Jorge Duprat Figueiredo de Segurança e Medicina do Trabalho. Análise gravimétrica de aerodispersóides
São Paulo (SP); 2001.
. Fundação Jorge Duprat Figueiredo de Segurança e Medicina do Trabalho. Norma de Higiene Ocupacional. Coleta de Material Particulado sólido suspenso no ar de
NIOSH Hazard Review – Health Effects of Occupational Exposure to Respirable Crystalline Silica. Publication n.
Associação Brasileira da Indústria de Rochas Ornamentais. Situação atual e Disponível em:
Rochas Ornamentais. Balanço das exportações e importações brasileiras de rochas ornamentais e de revestimento no 1°
> Acesso em 13 ago. de 2011.
s Ornamentais. Balanço das exportações e importações brasileiras de rochas ornamentais e de revestimento do
www.abirochas.com.br> Acesso em
BR 12543: Equipamentos de
Exposição ocupacional à sílica e silicose entre trabalhadores de (Tese doutorado) Departamento de Saúde
BRASIL. Ministério do Trabalho. Secretaria de Segurança e Medicina do Trabalho. Portaria 15: Atividades e

Operações Insalubres. In: Manuais de Legislação Trabalho. 31a ed. São Paulo: Atlas, 2006. CHIODI FILHO, CID. Perfil de rochas ornamentais e de revestimento. Minas e Energia – MME, Secretaria de Geologia, Mineração e transformação Mineral SGM. São Paulo, 2009. CHIODI FILHO, CID. Prevenção e controle da exposição aos agentes ambientais em marmorarias: da pesquisa à prática.Ornamentais. São Paulo, 2008. COOPER, C. D; ALLEY, F. C.. Grove: Waveland Press, 2002. 738p. ISBN 1577662180 GABAS, G.C.C. Análise crítica dos critérios de seleção de respiradores para particulados em ambientes de mineração. Universidade de São Paulo, 2008. KOCHENBORGER, G. Filtro Manga para remoção de material particulado de indústrias de ração. Projeto de Pesquisa, Faculdade de Engenharia Ambiental Universidade de Passo Fundo, 2011. LISBOA, H.M. Metodologia de controle da poluição atmosférica. (Unidade VII). Universidade Federal de Santa Catarina, 2007. MELLO, I.S.C. Condicionantes geológicos para a ocorrência de conglomerados ornamentais no Brasil. Anais do Simpósio de Geologia do Sudeste, 2004. MONTANI, C. Stone – Repertorio Economico Mondialede 2007 e 2008. MYCOCK, J.C. “ Handbook of air Pollution Control Engeneering and Technology”. PACHECO, T.A. Como obter o rendimento máximo dos filtros de manga”Brasileiro de Cimento - SBC & Derivados n° 407, Agosto de 2002. Disponível em: <www.quimica.com.br/revista/qd407/filt PEITER, C.C. et al. Rochas Ornamentais no século XXI: sustentado das exportações brasileiras ROCHA, S.M.S. Estudo da influnênciaformação da torta na limpeza de gases em filtro de mangas. Departamento de Engenharia Química
In: Manuais de Legislação Atlas – Segurança e Medicina do Trabalho. 31a ed. São Paulo: Atlas, 2006.
Perfil de rochas ornamentais e de revestimento. MME, Secretaria de Geologia, Mineração e transformação Mineral
Prevenção e controle da exposição aos agentes ambientais em marmorarias: da pesquisa à prática. Associação Brasileira da Indústria de Rochas Ornamentais. São Paulo, 2008.
COOPER, C. D; ALLEY, F. C.. Air pollution control: a design approachGrove: Waveland Press, 2002. 738p. ISBN 1577662180
Análise crítica dos critérios de seleção de respiradores para particulados em ambientes de mineração. (Tese Mestrado) Escola Politécnica
o, 2008.
Filtro Manga para remoção de material particulado de Projeto de Pesquisa, Faculdade de Engenharia Ambiental
Universidade de Passo Fundo, 2011.
Metodologia de controle da poluição atmosférica. (Unidade VII). Universidade Federal de Santa Catarina, 2007.
Condicionantes geológicos para a ocorrência de conglomerados Anais do Simpósio de Geologia do Sudeste, 2004.
Repertorio Economico Mondiale. Milano: Faenza Editrice, edições
Handbook of air Pollution Control Engeneering and Technology”.
Como obter o rendimento máximo dos filtros de manga”SBC - São Paulo, Novembro de 1999 e publicado na Revista Química
& Derivados n° 407, Agosto de 2002. Disponível em: www.quimica.com.br/revista/qd407/filtros1.htm> Acesso em 04 de set.2011
. Rochas Ornamentais no século XXI: Bases de desenvolvimentosustentado das exportações brasileiras. Rio de Janeiro: Cetem/Abirochas. 150p, 2001.
Estudo da influnência da velocidade e dos ciclos de filtração na formação da torta na limpeza de gases em filtro de mangas. (Tese Doutorado) Departamento de Engenharia Química – Universidade Federal de Uberlândia, 2010.
56
Segurança e Medicina do
Perfil de rochas ornamentais e de revestimento. Ministério de MME, Secretaria de Geologia, Mineração e transformação Mineral –
Prevenção e controle da exposição aos agentes ambientais em Associação Brasileira da Indústria de Rochas
gn approach – 3rd Ed. Long
Análise crítica dos critérios de seleção de respiradores para (Tese Mestrado) Escola Politécnica –
Filtro Manga para remoção de material particulado de Projeto de Pesquisa, Faculdade de Engenharia Ambiental –
Metodologia de controle da poluição atmosférica. (Unidade VII).
Condicionantes geológicos para a ocorrência de conglomerados Anais do Simpósio de Geologia do Sudeste, 2004.
. Milano: Faenza Editrice, edições
Handbook of air Pollution Control Engeneering and Technology”.1995.
Como obter o rendimento máximo dos filtros de manga” ; 5° Congresso São Paulo, Novembro de 1999 e publicado na Revista Química
> Acesso em 04 de set.2011.
Bases de desenvolvimento . Rio de Janeiro: Cetem/Abirochas. 150p, 2001.
da velocidade e dos ciclos de filtração na (Tese Doutorado)
Universidade Federal de Uberlândia, 2010.

SANTOS, A.M.A. Exposição ocupacional a poeiras em marmorpartículas característicos.Universidade Federal de Minas Gerais, 2005. SPÍNOLA, Vera. Potencial Exportador e Política Pública para uma EvoluçãoIndústria de Rochas Ornamentais da Bahia.Universidade Federal da Bahia TANABE, E.H. Estudo do comportamento da deposição das partículas em diferentes meios filtrantes. (Tese Mestrado) Departamento de EngenhaSão Carlos, 2008. VENTEC AMBIENTAL EQUIPAMENTOS E INSTALAÇOES LTDA. Instalação, Operação e Manutenção. Filtro de Mangas.<www.ventec.com.br> Acesso em 06 ago. 2011.
Exposição ocupacional a poeiras em marmorarias: tamanhos de partículas característicos. 2005. (Tese Doutorado) – Engenharia Metalúrgica e de Minas, Universidade Federal de Minas Gerais, 2005.
Potencial Exportador e Política Pública para uma EvoluçãoOrnamentais da Bahia. Dissertação(Mestrado em
Universidade Federal da Bahia – UFBA, Salvador, 2003, 179 p.
Estudo do comportamento da deposição das partículas em diferentes (Tese Mestrado) Departamento de Engenharia Química
VENTEC AMBIENTAL EQUIPAMENTOS E INSTALAÇOES LTDA. Instalação, Operação e Manutenção. Filtro de Mangas.Disponível em: <www.ventec.com.br> Acesso em 06 ago. 2011.
57
arias: tamanhos de Engenharia Metalúrgica e de Minas,
Potencial Exportador e Política Pública para uma Evolução Virtuosa a Dissertação(Mestrado em Economia).
Estudo do comportamento da deposição das partículas em diferentes ria Química – Universidade de
VENTEC AMBIENTAL EQUIPAMENTOS E INSTALAÇOES LTDA. Manual Técnico de Disponível em:

58
APÊNDICE A

Apêndice A: Microfotografia do MMicrofotografia do M .P. coletado na marmoraria
coletado na marmoraria