UNIVERSIDADE CANDIDO MENDES PÓS-GRADUAÇÃO … REGINA PITANGUI AMIM.pdf · na zona de queima, de...
47
UNIVERSIDADE CANDIDO MENDES PÓS-GRADUAÇÃO “LATO SENSU” PROJETO A VEZ DO MESTRE O CO-PROCESSAMENTO E A INCINERAÇÃO COMO TECNOLOGIAS DE TRATAMENTO DE RESÍDUOS SÓLIDOS Por: Príscilla Regina Pitangui Amim Orientador Prof. Ms. Celso Sanchez Rio de Janeiro 2003
-
Upload
vuongkhanh -
Category
Documents
-
view
212 -
download
0
Transcript of UNIVERSIDADE CANDIDO MENDES PÓS-GRADUAÇÃO … REGINA PITANGUI AMIM.pdf · na zona de queima, de...

UNIVERSIDADE CANDIDO MENDES
PÓS-GRADUAÇÃO “LATO SENSU”
PROJETO A VEZ DO MESTRE
O CO-PROCESSAMENTO E A INCINERAÇÃO COMO
TECNOLOGIAS DE TRATAMENTO DE RESÍDUOS SÓLIDOS
Por: Príscilla Regina Pitangui Amim
Orientador
Prof. Ms. Celso Sanchez
Rio de Janeiro
2003

2
UNIVERSIDADE CANDIDO MENDES
PÓS-GRADUAÇÃO “LATO SENSU”
PROJETO A VEZ DO MESTRE
O CO-PROCESSAMENTO E A INCINERAÇÃO COMO
TECNOLOGIAS DE TRATAMENTO DE RESÍDUOS SÓLIDOS
Apresentação de monografia à Universidade Candido
Mendes como condição prévia para a conclusão do
Curso de Pós-Graduação “Lato Sensu” em
Planejamento e Educação Ambiental.
Por: Príscilla Regina Pitangui Amim

3
AGRADECIMENTOS
- À minha família pela força, incentivo e confiança.
- Ao meu noivo, Cláudio, pelo carinho e amizade, compreensão e pelo grande auxílio no momento em que eu mais necessitava.
- À Lisa pela amizade e colaboração na montagem desta monografia. - À todos os professores, funcionários e amigos da UCAM, principalmente, à Isabela, à Ednéa, ao Márcio e ao Queiroz. - À Direção da Escola Estadual Professor Mário Campos pela simpática e rica convivência diária no ambiente de trabalho.

4
DEDICATÓRIA
Aos meus pais, José Amim e Noêmia Amim, por todo apoio que têm me dado
ao longo de toda a minha vida.

5RESUMO
A incineração constitui-se num método de tratamento que utiliza a
decomposição térmica de resíduos em alta temperatura, com uma quantidade
apropriada de ar e durante um tempo pré-determinado, com o objetivo de tornar um
resíduo menos volumoso e menos tóxico.
A prática do Co-processamento de resíduos vem sendo amplamente
explorada e incentivada como forma de destruição térmica de resíduos perigosos e
não perigosos. O Co-processamento de resíduos, utiliza a decomposição térmica, via
oxidação, com finalidade de tornar o resíduo atóxico através de sua incorporação
química às matérias-primas, ou ainda, eliminá-lo sob a forma de gás carbônico e
água, através de sua queima.
Para que uma indústria realize a incineração e o co-processamento é
necessário o licenciamento junto aos órgãos ambientais, para que façam um serviço
seguro e de qualidade. São feitos monitoramentos constantes nessas indústrias.
Os dois processos são vantajosos por suprimir o efeito poluidor, garantindo
uma assimilação ou confinamento ecologicamente correto com o meio ambiente
receptor.

6SUMÁRIO
INTRODUÇÃO 7
CAPÍTULO I
INCINERAÇÃO 8
CAPÍTULO II
CO-PROCESSAMENTO 24
CAPÍTULO III
ANÁLISE COMPARATIVA ENTRE INCINERAÇÃO E
CO-PROCESSAMENTO
37
CONCLUSÃO 41
BIBLIOGRAFIA 42
ÍNDICE 44
FOLHA DE AVALIAÇÃO 47

7INTRODUÇÃO
A cada dia que passa, encontram-se mais dificuldades para dar-se um
destino adequado aos resíduos gerados tanto por atividades humanas como em
processos industriais. Muitas das soluções até agora empregadas têm se caracterizado
por inviabilidade técnica e econômica.
Economicamente, a geração de resíduos é um evidente desperdício de
materiais e de energia. Por trás dessa prática destruidora do meio ambiente, está a
falta da consciência. Com um consumo menor de recursos naturais,
conseqüentemente, seria reduzida a necessidade de tratar, armazenar e eliminar os
rejeitos, diminuindo o potencial impacto ambiental.
Além disso, com o decorrer do tempo, as áreas disponíveis para aterro de
resíduos vêm diminuindo. Em paralelo, os locais de tratamento e disposição final
requerem cada vez mais cuidados para não causarem danos ambientais irreversíveis e
ameaça à saúde pública.
A cobrança por ações, que visam a proteção ao meio ambiente não vem
apenas da sociedade, mas da exigência do mercado, diante de uma nova realidade
sócio-ambiental, onde a competitividade é a lei maior. Reduzir custos com a
eliminação de desperdícios, desenvolver tecnologias limpas e baratas, reciclar
insumos, são mais do que princípios de gestão ambiental, representam condições de
sobrevivência.
Neste contexto, a preocupação em gerenciar adequadamente os resíduos tem
aumentado em todos os setores. Faz parte do gerenciamento, a escolha de um
tratamento adequado. O Co-processamento e a incineração são tratamentos térmicos
que constituem alternativas importantes para o tratamento de resíduos, objeto de
nosso estudo.

8
CAPÍTULO I
Incineração

9
INCINERAÇÃO
A incineração pode ser definida como um processo de redução de volume e
periculosidade de um resíduo, a partir de um conjunto de fenômenos físicos
(evaporação e sublimação, por exemplo) e químicos (pirólise, oxiredução e
combustão). Ela é adaptada ao tratamento de resíduos hidrocarbonados e mais ou
menos ricos em espécies como os halogênios, o enxofre e os cianetos. No entanto,
para ser totalmente eficaz, esta técnica não deve provocar outras perturbações
suscetíveis de constituir uma transferência de poluição. Por essa razão, este
tratamento deve considerar igualmente os fenômenos físico-químicos que ocorrem
no exterior do forno durante a depuração dos resíduos gasosos, líquidos e sólidos
gerados. A incineração pode ser regida por um conjunto reduzido de parâmetros
agrupados em critérios de combustão, regulamentares e de funcionamento de
instalação (BIDONE, 2001).
1.1. Resíduos
Para que ocorra uma boa incineração é necessário o conhecimento das
características do resíduo, mediante a realização de análise para que assim sejam
cadastrados. As características dos resíduos e seu comportamento durante a
combustão, é que determinam como devem ser misturados, estocados e introduzidos
na zona de queima, de maneira a produzir concentrações de poluentes dentro das
concentrações e capacidades adequadas aos sistemas de lavagem que é
implementado à saída dos gases da chaminé.
Os parâmetros essenciais à caracterização de um resíduo são
(IPT/CEMPRE):
• PCI (poder calorífico inferior) – indica quanto calor é liberado durante a
queima, sendo que quanto maior o seu valor menor o consumo de combustível. Se

10muito variável pode dificultar o controle de temperatura e causar combustão
incompleta com emissão de material tóxico pela chaminé, fusão e acúmulo de cinz
• as devido a temperaturas excessivas, consumo excessivo de combustível
e geração de CO devido à insuficiência de ar para a combustão.
• Umidade – a quantidade de água contida influencia na recuperação de
energia, pois se for alta prejudica a recuperação.
• Composição elementar
• C, H, O – permitem calcular as condições da combustão
• S, organoclorado, N – afetam a durabilidade do equipamento devido à
formação de gases ácidos corrosivos
• Metais (Hg, Cd, Pb e outros) – podem conferir toxicidade aos resíduos e
às correntes gasosa e líquida que saem do incinerador. São fatores primordiais na
classificação das cinzas.
• Características especiais – toxicidade, corrosividade, odor, liberação de
fumaça, reatividade que influenciam na consideração do incinerador e nos cuidados
operacionais visando garantir a integridade dos operadores e do equipamento.
O processo de incineração tem utilidade maior para eliminar resíduos
combustíveis ou com presença elevada de orgânicos – embora qualquer rejeito que
possua uma fração orgânica seja, a princípio adequado - não apresentando vantagens
para outros materiais como vidros e metais (resíduos com alto teor de voláteis e de
compostos inorgânicos não são desejados). Sendo assim, os resíduos que apresentam
maior potencial para o processo de incineração são (SITE B):
1. Resíduos orgânicos constituídos basicamente de carbono, hidrogênio
e/ou oxigênio;
2. Resíduos que contêm carbono, hidrogênio, cloro com teor inferior a 30
% em peso e/ou oxigênio; e
3. Resíduos que apresentam seu poder calorífico inferior (PCI) maior que
4.700 kcal/kg (não necessitando de combustível auxiliar para queima).
Uma vez definida no projeto a composição dos resíduos a serem
incinerados, é exigido pelo órgão de controle de meio ambiente um plano mínimo de
monitoramento, que se torna mais complexo e caro à medida que se deseje incinerar
substâncias mais perigosas e em maior quantidade e variedade. A admissão de

11resíduos com composição muito diferente da esperada pode causar problemas de
gravidade variável, tais como (SITE C):
1. Contaminação da corrente gasosa, líquida e/ou das cinzas, como metais
pesados
2. Danos ao revestimento refratário e grelhas, como excesso de flúor e
vidros
3. Explosões devido a explosivos e substâncias instáveis ou muito reativas
4. Desgaste do revestimento refratário devido a alto teor de sódio
5. Corrosão devido a altos teores de enxofre e/ou cloro
6. Combustão incompleta causada como por exemplo por sólidos em
pedaços grandes (madeiras, vidros, gesso ortopédico)
7. Consumo excessivo de combustível pelo resíduo muito úmido, como
lixo urbano
8. Geração de monóxido de carbono (CO) e material particulado em
excesso devido a PCI alto e variável.
1.1.1. Classes dos resíduos
Os resíduos são classificados em (SITE H):
1.1.1.1. Classe I - perigosos;
1.1.1.2. Classe II - não inertes;
1.1.1.3. Classe III - inertes.
1.1.1.1. Classe I
São aqueles que apresentam periculosidade, conforme definido
anteriormente, ou uma das características seguintes.
• Inflamável
• Corrosivo
• Reativo
• Tóxico
• Patogênico

121.1.1.2. Classe II
São aqueles que não se enquadram nas classificações de resíduos classe I ou
classe III, nos termos da norma.
1.1.1.3. Classe III
Quaisquer resíduos que, quando amostrados de forma representativa e
submetidos a um contato estático ou dinâmico com água destilada ou ionizada, a
temperatura ambiente, conforme teste de solubilização, não tiverem nenhum de seus
constituintes solubilizados a concentrações superiores aos padrões de potabilidade de
água, executando-se ou os padrões de aspecto, cor, turbidez e sabor. Como exemplo
desses materiais, podem se citar as rochas, tijolos, vidros e certos plásticos ou
borrachas que não são decompostos prontamente.
1.2. DESCRIÇÃO DO PROCESSO
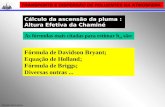
Pode-se dividir o processo de incineração em três grandes segmentos:
- Preparação e alimentação do resíduo;
- Combustão,
- Controle de gases e cinzas (figura 1).

13
Figura 1 – Orientação geral da Incineração e opções de componentes do
processo
Fonte: DEMPSEY & OPPELTY, 1993
1.2.1. Preparação e Alimentação do Resíduo
A forma física do resíduo determina o método adequado de alimentação.
Líquidos são misturados e bombeados para dentro das câmaras de combustão através
de bicos spray ou via queimadores atomizadores. Resíduos contendo sólidos em
suspensão podem necessitar de uma filtragem. A mistura de resíduos que entra na
câmara pode ser preparada antes da alimentação ou dentro da câmara usando bicos
spray. Para garantia do poder calorífico utiliza-se combustível auxiliar. A mistura de
resíduos também é uma forma de controlar o teor de cloro (DEMPSEY & OPPELT,
1993).

141.2.2.Combustão
A Unidade de Combustão constitui a parte fundamental de uma incineradora
porque do seu funcionamento depende a capacidade da incineradora para destruir
mais ou menos, eficazmente os resíduos orgânicos perigosos. Há diferentes tipos de
tecnologias aplicadas na queima de resíduos perigosos que incluem majoritariamente
fornos rotativos, incineradores de câmaras fixas, sistemas de injeção líquida e
sistemas em leito fluidizado (DEMPSEY & OPPELT, 1993).
Entretanto, a maioria das incineradoras comerciais de resíduos perigosos é
do tipo forno rotativo (figura 2) devido à sua maleabilidade e capacidade para tratar
diferentes tipos de resíduos. Os fornos rotativos utilizados na incineração de resíduos
perigosos são constituídos tipicamente por duas partes: o forno rotativo propriamente
dito onde ocorre a combustão primária e a câmara de pós-combustão.
A função primária do forno é converter os resíduos sólidos em gases,
processo este que ocorre através de uma série de volatilizações, destilação destrutiva
e reações parciais de combustão; é onde ocorre a secagem, o aquecimento, a
liberação de substâncias voláteis e a transformação do resíduo remanescente em
cinzas (IPT/CEMPRE). Neste processo é gerado o material particulado, que
basicamente é a fumaça escura gerada em uma queima não-controlada. As partículas
menores são as mais prejudiciais ao ser humano. Para esta fase é importante fornecer
ar de combustão em quantidade suficiente e de maneira homogênea, expondo
totalmente o resíduo ao calor. Ao final, a massa de cinzas já não mais se reduz,
restando carbono não-queimado, compostos minerais de alto ponto de vaporização e
a maioria dos metais, sendo necessário um pós-queimador para completar as reações
de combustão, para garantir a destruição das substâncias voláteis e parte do material
particulado.
Os gases, vapores e material particulado, liberados na combustão primária,
são soprados ou succionados para a câmara de combustão secundária ou pós-
combustão, onde permanecem por cerca de 2 segundos expostos a l.000ºC ou mais
para completar a queima. Nessas condições, ocorre a destruição das substâncias
voláteis e parte do material particulado.

15Tanto o forno quanto o pós-queimador são, usualmente, equipados com
sistemas de queima de combustível auxiliar para elevar e manter a temperatura de
operação desejada (FREEMAN et al, 1986). A substituição de óleo combustível por
gás natural permite uma diminuição do material particulado (FREITAS, 2001).
Figura 2 – Forno Rotativo
Fonte: DEMPSEY & OPPELT, 1993
A queima em incineradoras, embora eficaz, nunca é total, como em
qualquer processo térmico. Além disso, os elementos vestigiais presentes nos
reagentes não são destruídos e têm que sair com os efluentes. Adicionalmente, os
produtos de combustão completa nem sempre são substâncias inócuas, como os
resultantes da queima de enxofre, cloro e flúor, que são substâncias ácidas (SO2 e
H2SO4, HCl e HF). Assim, da incineração resultam efluentes sólidos e gasosos que
contêm poluentes, isto é, compostos orgânicos resultantes da queima incompleta ou
sintetizados a partir de precursores, monóxido de carbono, partículas de cinzas e
fuligem, óxidos de azoto, SO2, HCl e HF, e elementos vestigiais tóxicos como o
mercúrio, chumbo e outros. Uma parte das substâncias poluentes sai com as cinzas e

16resíduos sólidos da combustão, pela base do forno. Esses resíduos normalmente
permanecem não queimados e podem estar contaminados com concentrações
importantes de metais tóxicos não-voláteis ou semi-voláteis, de compostos orgânicos
tóxicos e de dioxinas/furanos. Devem assim ser considerados resíduos perigosos e
tratados com as regras de segurança aplicadas a esse tipo de resíduos.
1.2.3. Controle e Monitoramento das Condições de Operação
Como nenhum processo de incineração opera com 100% de eficácia,
substâncias presentes nos resíduos podem não ser totalmente queimadas e acabam
sendo liberadas na forma de gases ácidos (HCl, NOx, SO2), compostos orgânicos
(hidrocarbonetos e dioxinas/furanos), particulados e cinzas (LEE & HUFFMAN,
1995).
Os produtos que esperamos obter através de uma combustão completa são:
dióxido de carbono, vapor d’água e cinzas inertes, mas devido à ausência da
idealidade, pequenas quantidades de outros produtos podem ser formadas,
dependendo da composição química do resíduo e das condições de combustão
encontradas.
Um parâmetro a ser analisado e de grande importância é a eficiência de
destruição e remoção que é em torno de 99,99 a 99,999%. Os principais fatores que
influenciam a destruição dos resíduos são (SITE G):
Temperatura - Na incineração, o objetivo é fornecer energia suficiente para
que ocorra o rompimento das ligações químicas entre os átomos do resíduo e, depois,
recombinação das ligações, visando formar principalmente CO2 e água, substâncias
que são bastante estáveis. A necessidade de manter a temperatura correta de
incineração exige controle automático de temperatura nas duas câmaras, geralmente
com alarme para temperatura baixa e bloqueio automático da alimentação de
resíduos;
Tempo - A absorção da energia fornecida ao resíduo pela queima do
combustível é rápida, mas não instantânea. O tempo de 0,8 a 2s, exigido como tempo

17de residência dos gases, é necessário para que ocorram as reações químicas de
destruição dos compostos tóxicos. Variações na quantidade alimentada de resíduo ou
na pressão no interior do incinerador podem provocar a redução do tempo de
residência, prejudicando a incineração.
Turbulência - É necessário que todo o material, passando pela câmara,
permaneça exposto à temperatura de incineração durante o mesmo tempo. Assim, a
câmara secundária é dimensionada visando permitir o escoamento turbulento dos
gases, garantindo uma mistura adequada.
Excesso de ar - A combustão completa de um resíduo exige a presença de
oxigênio (O2), em quantidade adequada. Sabendo-se a composição deste resíduo
pode-se calcular a quantidade teórica de 02 a ser suprida. Na prática, porém, é preciso
fornecer um excesso de ar, porque a mistura resíduo/O2 não é perfeita. Normalmente,
o excesso de ar e a concentração de CO (monóxido de carbono) são medidos
continuamente na chaminé resultando um valor igual a zero, indicando que todos os
compostos orgânicos estão sendo adequadamente destruídos. Quando o excesso de
ar cai abaixo de l a l,5 % , a combustão passa a ser incompleta, fato indicado pelo
aparecimento de CO na chaminé.
1.2.4. Controle e Monitoramento das Emissões e Cinzas
1.2.4.1. Emissões Tóxicas
1.2.4.1.1. Cloreto de Hidrogênio
O cloro presente pode ser convertido em cloreto de hidrogênio, um gás
ácido forte, que sob temperaturas altas ataca a maioria dos metais que encontra, ou
seja, alguns dos materiais dos quais o incinerador é construído, como forros de forno,
tubos condutores e tubos de caldeira, que precisam de atenção freqüente e cara. A
maior parte deste gás pode ser removida com substâncias abrasivas alcalinas.
1.2.4.1.2. Óxidos de Nitrogênio

18Formado pela combinação de nitrogênio e oxigênio sob altas temperaturas
de combustão. Por ser um gás neutro, não pode ser removido por substâncias
químicas alcalinas, sendo necessário sistemas de injeção de uréia ou amônia para
converter parte do óxido novamente em nitrogênio, evitando que esse seja convertido
pela luz solar em dióxido de nitrogênio que contribui para a formação de fumaça
fotoquímica e chuva ácida. Entretanto, esses reagentes são caros.
1.2.4.1.3. Metais
A fração inorgânica dos resíduos contém a maioria dos metais e suas
espécies, ficando grande parte inerte durante a incineração e formando as cinzas. A
preocupação em relação aos metais é devida a sua presença em vários resíduos
perigosos e seus efeitos adversos sobre a saúde humana (arsênio, cádmio, cromo e
berílio são carcinogênicos; antimônio, bário, chumbo, mercúrio, prata e tálio são
tóxicos). Sob temperatura de combustão são liberados de materiais razoavelmente
estáveis, na forma de minúsculas partículas ou gases. O particulado dos
incineradores de resíduos perigosos é composto na sua maior parte por óxidos de
silício, ferro, cálcio e alumínio e uma pequena fração é carreada pelos gases de
combustão. Algumas espécies são voláteis e vaporizam nas condições de
incineração, podendo condensar de maneira homogênea ou heterogênea, ou sob outro
mecanismo, espécies podem reagir para formar novos compostos, tais como
fluoretos, cloretos, óxidos metálicos e espécies reduzidas. Sua remoção é feita por
dispositivo de controle de partículas como precipitadores eletrostáticos ou filtros
industriais. Ainda assim, os metais são meramente transferidos para as cinzas e para
os equipamentos de controle que serão aterrados. O mercúrio recebe atenção especial
devido ao fato de que na temperatura de combustão, em forma de gás, escapa dos
controles de partículas, podendo ser empregado carvão ativado para absorver o
mercúrio. Esta forma de controle causa problemas futuros, quanto ao descarte deste
carvão ou a sua reativação.
1.2.4.1.4. Subprodutos

19Produtos de combustão incompleta podem ser emissões substancialmente
perigosas de impacto ao meio ambiente e a saúde humana. Segundo (DELLINGER,
1990), essas emissões são causadas principalmente por baixas temperaturas, curtos
tempos de residência e altas razões resíduos/oxigênio. Eles podem resultar dos
seguintes fenômenos: destruição incompleta dos PCOPs, formação de novos
compostos na zona de combustão como resultado da destruição parcial seguida de
reações de moléculas-radicais com outros compostos ou fragmentos de compostos
presentes, ou compostos de outras fontes como poluentes presentes no ar ambiente,
que estejam no ar de combustão (DEMPSEY & OPPELT, 1993).
1.2.4.1.5. Dioxinas e Furanos
Fazem parte dos poluentes mais tóxicos que existem e são geradas quando
materiais contendo cloro são queimados. Contêm substâncias químicas que têm
carbono, oxigênio e cloro como base. Invisíveis, inodoros e bioacumuláveis. Não
possuem valor comercial e apresentam riscos à saúde, tais como: alterações sexuais,
problemas reprodutivos, supressão do sistema imunológico, diabetes, toxicidade
orgânica e uma ampla gama de efeitos sobre hormônios. Não existe um nível
'aceitável' de exposição às dioxinas, visto que são cumulativas e degradam
lentamente. São liberadas no meio ambiente através dos gases, cinzas de fundo e
suspensas ou fuligens nos efluentes de dispositivos controladores de poluição
(GREENPEACE). Podem estar presentes nos resíduos ou no combustível, serem
resultados de uma queima incompleta ou da recombinação de produtos exauridos na
queima ou formados durante o resfriamento dos gases incinerados (LEE &
HUFFMAN, 1995; McKAY, 2001, DEMPSEY & OPPELT, 1993). Sendo assim,
faz-se necessário um controle efetivo de parâmetros que garantam a eficácia da
combustão: resíduo (resíduos contendo cloro podem ser precursores da formação de
dioxinas), tempo de residência (1,5-2,0s), turbulência, temperatura (> 850°C) e
excesso de O2 (3-6%). Essas condições possibilitam a minimização da formação das
dioxinas (McKAY, 2001). Como as dioxinas podem ser formadas novamente depois
dos fluxos de gás ao deixarem a câmara de combustão, se passadas através de
dispositivos de controle de poluição de ar, que operem a temperaturas entre 200-

20400°C (DEMPSEY & OPPELT, 1993; McKAY, 2001), extinguir os fluxos de gás
imediatamente após emergirem da câmara de combustão é uma estratégia para a
minimização da formação de dioxinas pós-combustão, invalidando a possibilidade de
aproveitamento de energia, pois este gás não passaria através das caldeiras para
geração de vapor (FURTADO, 2001; CERQUEIRA & ALVES, 1999). Além disso,
as dioxinas podem estar presentes nas cinzas suspensas e sedimentada, as quais
geralmente são ignoradas.
1.2.4.2. Cinzas
Os componentes inorgânicos dos resíduos não são destruídos pela
incineração. As cinzas de incineração, geradas no fundo da câmara de combustão e
nos equipamentos de controle de poluição do ar, podem ser extremamente tóxicas,
contendo uma concentração alta de metais como chumbo e cádmio, assim como
dioxinas e furanos. Os dois tipos de cinza gerados num incinerador são a cinza
sedimentada e a em suspensão, praticamente de mesma composição, diferenciada
pelo tamanho das partículas. A primeira é formada partículas maiores (escória), que
caem por gravidade através do sistema de grelha da fornalha e representa
aproximadamente 90% da cinza. A segunda é formada por partículas menores
coletadas nas caldeiras, nos dissipadores de calor e nos dispositivos de controle de
poluição do ar, ou seja, quanto melhor for o controle de poluição do ar, mais tóxica
se torna a cinza (GREENPEACE).
Após análise do sistema de controle de gases e cinzas de vários
incineradores, de uma maneira geral podemos citar (CERQUEIRA & ALVES, 1999;
CERQUEIRA, 2000; FURTADO, 2000; FREITAS, 2001, ALVES & BRITO):
Um sistema de lavagem (scrubber) para a remoção de gases ácidos. O
princípio de funcionamento de um scrubber consiste na injeção de água, na corrente
gasosa, ou de uma substância básica com a qual os poluentes ácidos gasosos reagem,
dando origem a produtos neutros, na forma condensada, que são separados do
efluente gasoso.
Um sistema de despoeiramento para a remoção de partículas sólidas (pó e
cinza) geradas durante a combustão, ou resultantes da lavagem dos gases. Do mesmo

21modo que em uma unidade cimenteira, os sistemas de despoeiramento utilizados em
incineração dedicada são do tipo ciclone, precipitador eletrostático, filtro de mangas
e lavadores Venturi.
Um sistema para a remoção de compostos orgânicos em geral, dioxinas e
metais voláteis. Os sistemas de lavagem e despoeiramento não conseguem remover
uma fração considerável de compostos voláteis tóxicos, como certos hidrocarbonetos
perigosos, dioxinas e metais voláteis. Essas substâncias devem ser removidas do
efluente antes da sua emissão pela chaminé, quer por adsorção sobre adsorventes
específicos, quer por destruição através de um catalisador. Na indústria de
incineração, tem sido experimentados e aplicados um conjunto de agentes
adsorventes, dos quais o mais eficaz e comumente utilizado é o carvão ativado.
Os gases após passagem pelos diversos processos de depuração são emitidos
para a atmosfera através de uma chaminé com uma altura adequada de forma a que
os poluentes que subsistirem nesses gases ao chegarem ao solo tenham uma
concentração suficientemente pequena para não afetar a saúde pública ou o ambiente,
isto é, estejam dentro dos padrões aceitáveis.
No aterro, a cinza deve ser cuidadosamente analisada, resfriada, manuseada
e enviada para aterro industrial, no próprio local ou não.
É necessário o monitoramento de uma variedade de parâmetros operacionais
do incinerador para que as condições de destruição térmica sejam mantidas. Logo
que a central de incineração entra em funcionamento é necessário monitorar as
emissões de poluentes, sendo contínuo O2, CO2 e SO2 e descontínuo material
particulado, NOx e HCl. No entanto, para alguns poluentes, como é o caso das
dioxinas, essa medição é feita de forma pontual, sendo por isso, mais difícil garantir
que não ocorram problemas ambientais. Quando há a realização de um teste de
queima de um novo resíduo a ser licenciado, amostragens são feitas para avaliar a
performance do incinerador.
1.3. Atendimento às Normas e Legislações Ambientais

22A norma que regulamenta a incineração de resíduos sólidos perigosos é a
NBR 11.175, de dezembro de 1989, que fixas as condições exigíveis de desempenho
do equipamento para incineração de resíduos sólidos perigosos.
Na norma, estão os padrões de emissão de HCl, HF, CO, SOx, NOx e
materiais particulados. Ela é a definição do monitoramento contínuo, requisitos de
operação e orienta a respeito do chamado teste de queima.
Antes da utilização de um resíduo para a incineração deve ser realizado um
teste de queima, ou seja, uma queima experimental antes do incinerador entrar em
operação normal ou antes de se incinerar um resíduo não especificado na licença. É
onde se verifica o atendimento aos padrões de desempenho especificados na norma.
Os padrões de desempenho são relativos ao resíduo, ao equipamento, aos padrões de
emissão e ao material particulado. O teste de queima ocorre sob as piores condições;
o resíduo utilizado no teste será então de baixo poder calorífico e com alta emissão
de material particulado e dos outros poluentes. Se nesse teste os padrões de emissão
e a eficiência de destruição e de remoção estiverem dentro dos limites, então em
qualquer outra condição também estará.
A eficiência de destruição e de remoção de um composto ou substância é
calculada baseada na destruição e remoção de PCOP – principais compostos
orgânicos perigosos, substâncias presentes no resíduo que constam da listagem n°4
da NBR 10.004 e que são de difícil queima.
O equipamento pode funcionar com teste de queima, comprovando uma
EDR de 99,99% para PCOP e 99,999% para PCB e dioxinas ou sem teste de queima,
através de condições específicas, podendo restar então 0,01 e 0,001%
respectivamente, que sae pela chaminé ou nas cinzas. O excesso de ar deve ser usado
para garantir a eficiência de destruição e minimizar a formação de PCI. Quanto aos
padrões de emissão, estes estão na tabela 1.
POLUENTE PADRÃO DE EMISSÃO
Material particulado 120 mg/Nm3
SOx (como SO2) 250 mg/Nm3
HCl 100 mg/Nm3 e 1,8 kg/h

23
HF 5 mg/Nm3
Classe I 0,28 mg/Nm3
Classe II 1,4 mg/Nm3
Classe III 7 mg/Nm3
CO 125 mg/ Nm3
Dioxinas e furanos 0,14 mg/ Nm3 (capacidade do incinerador 200 a 1.500 kg/dia
Concentração em base seca, corrigida a 7% O2
Tabela 1 – Padrões de Emissão para a incineração de resíduos perigosos
Fonte: NBR 11.175 da ABNT
Parâmetros como O2, CO2 e temperatura devem ser monitorados
continuamente, por permitirem um controle da eficiência da combustão.

24
CAPÍTULO II
Co-Processamento

25
CO-PROCESSAMENTO
A prática do Co-processamento de resíduos vem sendo amplamente
explorada e incentivada como forma de destruição térmica de resíduos perigosos e
não perigosos. O Co-processamento de resíduos, utiliza a decomposição térmica, via
oxidação, com finalidade de tornar o resíduo atóxico através de sua incorporação
química às matérias-primas, ou ainda, eliminá-lo sob a forma de gás carbônico e
água, através de sua queima.
O Co-processamento tem se apresentado como uma das alternativas
tecnológicas mais viáveis para o gerenciamento de resíduos, por ser um processo
fechado, com poucas limitações técnicas, custo relativamente baixo, destruição de
resíduos e retenção de cinzas na matriz do clínquer e por não apresentar impacto
ambiental negativo. Além disso, essa alternativa contribui para a conservação de
recursos não renováveis, entretanto a prática mais difundida é a utilização em fornos
de cimento, onde o reaproveitamento pode ser feito através da incorporação à massa
reacional ou na sua queima para reduzir o consumo de combustível (KOEHLER, A.
2000).
2.1. Resíduos usados no Co-processamento
A técnica de Co-processamento que vem utilizando fornos de cimento como
equipamentos para a destruição térmica de vários tipos de resíduos industriais, tem se
tornado imprescindível especialmente para os sólidos e lamas orgânicas provenientes
de um conjunto diverso de atividades.
Entre os resíduos industriais que vem sendo co-processados, encontramos
na literatura os seguintes (Site D):
• Resíduos oleosos: borras, lodos, óleos e graxas
• Catalisadores gastos
• Materiais de refino e resíduos de refinarias de petróleo
• Pneus e emborrachados

26• Lodos de ETE Estações de Tratamento de Efluentes
• Solventes
• Plásticos
• Madeira
• tintas, vernizes, resinas, corantes
• Substâncias inorgânicas
• Produtos fora da especificação e da validade
• Resíduos sólidos municipais *
• Resíduos ambulatoriais *
• Carne de animais com vaca louca (Bélgica)
* resíduos que não são permitidos pela Resolução CONAMA 264.
Produzir cimento de alta qualidade respeitando a Legislação Ambiental é
prioridade, por isso, estudos minuciosos são feitos para a aceitação de resíduos que
possam ser utilizados com segurança (sem causar poluição) e que sejam compatíveis
com o processo de fabricação do cimento.
Testes de queima são realizados de modo que haja garantia da confirmação
da predição teórica de 99,99% da eficiência de destruição e remoção. A presença de
compostos de difícil destruição térmica no resíduo faz com que sua destruição nos
testes de queima seja garantia da destruição de muitas outras moléculas.
Entretanto, nem todos os resíduos podem ser utilizados no co-
processamento. São recusados resíduos que não forem compatíveis com o processo
de produção de cimento como substâncias tóxicas, venenos, produtos corrosivos ou
que tenham alto teor de cloro e de mercúrio. No caso do cloro, este causa problemas
no processo de fabricação do clínquer e de corrosão nos equipamentos; já em relação
ao mercúrio, as cimenteiras não têm capacidade de monitorar seu teor de gases
tóxicos que saem majoritariamente pela chaminé.
Pela Resolução CONAMA Nº 264 DE 26/08/99, excetua-se do processo de
licenciamento de forno rotativo de produção de clínquer, para atividades de co-
processamento de resíduos, os resíduos domiciliares brutos, resíduos de serviço de
saúde, radiativos, explosivos, organoclorados, agrotóxicos e afins.

27
2.2. O Co-processamento em Cimenteiras
As altas temperaturas alcançadas nos fornos, além de outros aspectos
favoráveis, os tornam ideais para destruição térmica de resíduos. O interesse das
indústrias cimenteiras por resíduos industriais como insumo alternativo é de obter
uma redução no consumo de insumos tradicionais e combustíveis fósseis não-
renováveis, com uma grande redução nos custos de produção, mantendo o preço
competitivo com os preços internacionais e mantendo os níveis de produção e de
emprego.
2.2.1. Produção de Cimento
Os fornos de cimento reúnem algumas características que os recomendam
como possíveis instalações para a eliminação de resíduos perigosos, principalmente,
se esses resíduos forem combustíveis e puderem ser destruídos por reação com o
oxigênio atmosférico ou incorporados à matéria prima. Para compreender como
ocorre o co-processamento em fornos de cimento, inicialmente se faz necessário o
entendimento de como se dá a produção de cimento.
O cimento é feito basicamente de argila, calcário, areia e uma pequena
quantidade de compostos contendo ferro que são aquecidos num forno robusto e de
grande porte, a altas temperaturas, durante tempo suficiente para reagirem
quimicamente e se transformarem em pequenas bolas chamadas clínquer. O clínquer
é então misturado com gesso e moído formando um pó bastante fino com dimensões
médias da ordem de 50 µm, chamado cimento que é o ingrediente chave na produção
do concreto, componente vital de edifícios, estradas, casas e escritórios.
A matéria prima é misturada e moída finamente, e submetida a um processo
de aquecimento que leva à produção final do clínquer. São alimentadas em devidas
proporções no “back end” do forno de cimento. Esse material atravessa o forno,
inicialmente perdendo água (desidratação). Entre temperaturas de 500-900 ºC
procede-se a descarbonatação do material calcário, ou seja, a calcinação, com
produção de óxido de cálcio (CaO) e liberação de gás carbônico. A temperaturas

28entre 850 e 1250 ºC dá-se a reação entre o óxido de cálcio e as substâncias sílico-
aluminosas, com a formação do produto final o clínquer, constituído por silicatos di-
cálcicos (2CaO.SiO2), aluminatos tri-cálcicos (3CaO.Al2O3) e ferro-aluminatos
tetra cálcicos (4CaO.Al2O3.Fe2O3) (GOSSMAN, 1992).
A temperatura na zona perto da saída do clínquer pode atingir 2000 ºC, na
chama do queimador. Finalmente, após o término das reações químicas na parte mais
quente, o material é então resfriado. Os gases de exaustão que deixam o forno
passam por equipamentos especiais de retenção de particulados, tais como: torres de
arrefecimento e precipitadores eletrostáticos.
2.2.2. O Co-processamento dos Resíduos em Fornos de Cimento
O que acontece com os resíduos dentro do forno é que a elevada
temperatura, a turbulência e o longo tempo de residência no forno provocam a
destruição de praticamente todos os compostos orgânicos, fazendo com que os
compostos inorgânicos, como os metais, que não são destruídos, reajam com a
matéria prima participando da formação do clínquer. Entretanto, esses compostos
devem ser analisados de modo que não contenham quantidades excessivas de metais.
A destruição dos constituintes orgânicos vai depender das condições concretas da
operação de queima (tipo de queimador, porcentagem de oxigênio, etc.). O objetivo
dos testes é o de medir a capacidade de destruição das moléculas mais resistentes,
previamente dosadas no combustível alternativo, e a percentagem de fixação dos
metais. Se não existirem em quantidade significativa qualquer dos produtos de
destruição mais difícil, é possível a utilização desse resíduo.
Uma vez comprovada a possibilidade de sua utilização, os resíduos, para
serem introduzidos no forno, devem ter poder calorífico relativamente constante, de
forma a permitir que as condições de queima sejam estáveis, garantindo assim um
funcionamento controlado do forno, devendo sofrer uma padronização prévia
(blendagem). O processo de queima de um determinado resíduo pode prejudicar a
fabricação do cimento, em função da alternância de temperaturas do forno, pois
como já visto anteriormente, a fabricação do cimento ocorre em etapas e cada reação

29envolvida acontece em determinada faixa de temperatura. Ao selecionar e controlar
as fontes alternativas de calor, a tecnologia garante a eliminação da parte orgânica
pela queima a altas temperaturas.
As blendas energéticas são queimadas no forno de clínquer, como
substituição de parte do combustível. Eventualmente, resíduos de baixo poder
calorífico podem ser utilizados como blendas substitutas de matéria-prima, caso
contribuam como parte alternativa da matéria-prima da indústria, dependendo da
caracterização inicial. Se contiverem óxidos de cálcio, alumínio, silício e ferro,
podem ser utilizados como substitutos de matéria-prima, uma vez que, são partes
integrantes da farinha do cimento. Por entrarem no forno junto com a matéria-prima,
deve-se ter cuidado com o seu poder energético, pois se possuírem voláteis orgânicos
podem gerar emissões atmosféricas ou causar a explosão do forno (FURTADO,
2000).
É necessário tomar algumas precauções em relação ao modo como o
material é adicionado ao forno. O local de injeção mais apropriado é o queimador
principal junto à saída do clínquer, porque nessas condições a temperatura e o tempo
de residência são maximizados. Substâncias líquidas ou sólidas trituradas são
normalmente queimados nesse ponto do forno.
Dependendo do local de alimentação dos resíduos, em relação à fonte de
calor, também se tem maior ou menor produção de gases tóxicos. Metais como Hg,
Pb e Cd evaporam e são liberados diretamente na atmosfera, caso não haja sistemas
eficientes de lavagem de gases.
Os gases no forno de clínquer atingem temperaturas máximas de 2000 ºC no
queimador principal e permanecem a temperaturas acima dos 1200 ºC por períodos
de 4 – 6 segundos. Por sua vez, o clínquer sai do forno a temperaturas da ordem de
1450 ºC. Estas temperaturas são das mais elevadas encontradas em qualquer
processo industrial e o tempo de residência dos gases a alta temperatura é também
bastante superior ao conseguido em outros processos de combustão alternativos,
como a incineração. Assim, um forno de clínquer é um local com condições ótimas
para uma queima ou destruição eficaz de qualquer resíduo orgânico que se possa
oxidar/decompor com a temperatura.

30
Nos fornos de cimento, as variações de temperatura são lentas e mais
facilmente controláveis. Esta característica é vantajosa quando se queimam
substâncias com composição e poder calorífico variável como são os resíduos
industriais, mesmo tendo sido previamente padronizados.
2.2.3. Controle Operacional do Forno de Cimento
Para que sejam cumpridas as premissas da legislação vigente e que seja
garantida a qualidade do produto final, atividades de controle e monitoramento são
importantes ao longo de todas as etapas envolvidas no co-processamento, desde a
caracterização e seleção dos resíduos, passando pelo controle operacional do
processo até o controle de emissões gasosas, de metais no clínquer, além de um
monitoramento ao redor da unidade cimenteira, para medição da qualidade do ar e do
impacto dos efluentes no solo.
Como nem todos os resíduos podem ser co-incinerados, para a sua completa
destruição é necessário que entrem no forno de cimento em condições que permitam
uma combustão completa e regular. A operação de fabricação do cimento é um
processo contínuo, com exigência de laboração a alta temperatura. Assim, pela
natureza intrínseca do processo, as condições necessárias à eliminação das
substâncias orgânicas nocivas e a inertização dos materiais pesados, em grande
quantidade, devem estar asseguradas.
Como nos fornos de cimento, o resíduo orgânico sofre um processo de
destruição térmica a alta temperatura que envolve o aquecimento do resíduo até sua
temperatura de destruição, a manutenção nesta temperatura por determinado tempo e
o fornecimento de uma quantidade suficiente de oxigênio para destruí-lo, quatro
parâmetros operacionais, característicos de equipamentos destinados à destruição
térmica, exercem grande influência na eficiência de destruição:
• altas temperaturas
• tempo de residência dos gases de combustão
• turbulência

31• excesso de oxigênio
Mesmo com todo o controle das condições do processo de combustão, deve-
se atentar para as emissões de gases e a geração de metais.
Para que possa ser garantido o limite máximo de emissões fixadas e que não
haja prejuízo da qualidade do cimento, os seguintes parâmetros são cuidadosamente
definidos (SITE E):
• Taxa máxima de alimentação de resíduos metais e cloro, provenientes
tanto das matérias primas quanto dos combustíveis e resíduos
• Concentração máxima de monóxido de carbono, hidrocarbonetos,
material particulado, HCl, cloro enxofre e metais no efluente gasoso.
• Excetuando as concentrações de hidrocarbonetos, materiais particulados,
HCl, cloro, enxofre e metais no efluente gasoso, que são medidas, diretamente na
chaminé, a cada novo resíduo que vai ser alimentado no forno, todos os outros
parâmetros são monitorados continuamente.
Das emissões gasosas as que chamam maior atenção são as dioxinas e
furanos. Admite-se atualmente que as moléculas de dioxinas são destruídas dentro
dos fornos de cimento, mas em certas condições elas poderão formar-se no percurso
de saída dos gases. Como os fornos de cimento operam a temperaturas muito mais
altas, acima de 1400ºC, e com um tempo médio de residência superior a dois
segundos, toda a dioxina é destruída. Mesmo assim, resíduos contendo
organoclorados (substâncias que poderiam dar origem a dioxinas) não são aceitos.
Quanto aos metais, todos os combustíveis utilizados na indústria de cimento
(carvão, coque, óleo ou resíduos combustíveis) e as matérias-primas utilizadas na
fabricação de cimento (calcário, argila e areia) os contêm. Alguns metais, como ferro
e alumínio, são componentes essenciais do cimento. Como metais não são
destruídos, o co-processamento os trata eficientemente de três maneiras (SITE E):
1. A mais importante é o cálculo das taxas de alimentação dos resíduos ao
forno, de forma a manter as emissões abaixo dos limites estabelecidos pelos Órgãos
Ambientais.
2. O material particulado, retido na torre de arrefecimento, é removido da
corrente gasosa e, através de um circuito fechado, retorna ao forno. No forno, os
compostos metálicos reagem quimicamente com argila, calcário e com outras

32matérias-primas, formando uma estrutura cristalina bastante resistente. Os metais
ficam então permanentemente confinados a essa estrutura, tornando-se parte do
clínquer.
3. As partículas que não retornam ao forno são capturadas por modernos
eficientes sistemas de controle antipoluição, sendo emitida apenas uma quantidade
muito pequena, abaixo dos limites estabelecidos pelos Órgãos Ambientais.
Os metais controlados pela legislação são: Hg, Pb, Cd, Ti, As, Be, Co, Ni,
Se, Te, Cr, Cu, Mn, Sb, Zn, Sn. Todas as fábricas de cimento que pretendam realizar
co-processamento necessitam monitorar a emissão desses metais.
O tipo de equipamento de controle de poluição utilizado para reter metais
que seriam emitidos pelo forno é o precipitador eletrostático, que retém o material
particulado contendo metais, através de um campo elétrico para remover as
partículas. A grande maioria das partículas é retida, retornando ao forno, através de
circuito fechado, onde reagem para formar o clínquer. A utilização de precipitadores
eletrostáticos na produção de cimento é o mínimo para que haja proteção ambiental e
manutenção dos equipamentos.
Além dos metais contidos nas emissões gasosas, restam aqueles que são
incorporados ao clínquer que, em quantidades indevidas, podem afetar a qualidade
final do produto ou ter lixiviação acentuada nos cimentos produzidos. Os metais
devem ser determinados nos efluentes gasosos e no clínquer. Conhecida a sua
concentração à entrada do forno é possível determinar a percentagem de fixação no
clínquer.
2.2.4. Monitoramento das Condições de Operação
O monitoramento de determinados parâmetros é uma etapa tão igualmente
importante quanto o processo em si, pois é através dele que se determina a eficiência
da destruição dos resíduos, a manutenção da qualidade do cimento e das condições
ambientais.
Todas as operações de condução do forno devem ser monitoradas
continuamente e registradas, sendo possível assim, em qualquer altura, verificar os

33teores em CO, O2, NOx, SO2, HCl, e quantidade de partículas, bem como as
temperaturas em diferentes pontos do equipamento.
Análises químicas dos efluentes gerados, principalmente dioxinas/furanos e
metais pesados, devem ser realizadas, além de monitoramento na imediação de cada
unidade cimenteira, onde deverá ser feita coleta de amostras para avaliar a
quantidade de partículas e metais pesados precipitados no solo, bem como a
qualidade do ar.
2.3. Legislação sobre Fornos de Cimento
A legislação específica para controle de carga de resíduos perigosos em
fornos de cimento tem sua importância face à sensibilidade do processo a variações
na matéria-prima, de modo que as indústrias fabricantes de cimento não podem
utilizar resíduos que possam causar variações na qualidade do clínquer.
Sendo assim, para aceitação de qualquer resíduo que possa ser utilizado
como insumo alternativo, são realizadas análises químicas para determinar sua
composição. Os resíduos que não são compatíveis com o processo de produção de
cimento e que não possam ser misturados a outros de modo a se enquadrar dentro das
restrições operacionais (composição, valor energético, compatibilidade química), não
são aceitos.
Para que a indústria cimenteira realize o co-processamento de resíduos é
necessário o licenciamento junto aos Órgãos Ambientais. É bom salientar que a
licença é específica para cada tipo de resíduo que a cimenteira deseja co-processar
em seus fornos.
Para assegurar que as indústrias cimenteiras que desejam co-processar
resíduos perigosos o façam de maneira segura, os Órgãos Ambientais somente dão
permissão aos fornos que comprovem estar de acordo com os requisitos necessários.
Fornos que não se enquadrem não são liberados para esta atividade.
A atividade é regulamentada no País através da Resolução CONAMA nº
264, de 26 de agosto de 1999, em vigor desde março de 2000, onde são definidos os
procedimentos, critérios e aspectos técnicos específicos de licenciamento ambiental

34para o co-processamento de resíduos em fornos rotativos de clínquer, para a
fabricação de cimento. Constam nesta resolução aspectos relativos aos
procedimentos dos critérios básicos para a utilização de resíduos, do licenciamento
ambiental, do estudo de viabilidade de queima, do teste em branco, do plano de teste
de queima, do teste de queima, dos critérios para a seleção dos principais compostos
orgânicos perigosos, dos limites de emissão, do monitoramento ambiental, das
unidades de mistura e pré-condicionamento de resíduos, do plano de treinamento
pessoal, dos procedimentos para controle de recebimento e do armazenamento de
resíduos e da análise de risco do processo.
De uma maneira geral, podemos destacar algumas premissas básicas
estabelecidas para que a prática de co-processamento seja adotada:
• A quantidade de resíduo gerado e/ou estocado, deverá ser suficiente para
justificar sua utilização como substituto parcial de matéria prima e/ou de
combustível, no sistema forno de produção de clínquer, após a realização e
aprovação do Teste de Queima. Este é realizado com o objetivo de avaliar a
compatibilidade das condições operacionais da instalação de produção de clínquer
com o atendimento aos limites de emissões, definidos na resolução CONAMA 264 e
com as exigências técnicas fixadas pelo Órgão Ambiental.
• Deverá ser feito de modo a garantir a manutenção da qualidade
ambiental, evitar danos e riscos à saúde e atender aos padrões de emissão fixados
nesta Resolução.
• O produto final (cimento) resultante da utilização de resíduos no co-
processamento em fornos de clínquer, não deverá agregar substâncias ou elementos
em quantidades tais que possam afetar a saúde humana e o meio ambiente.
• São considerados, para fins de co-processamento em fornos de produção
de clínquer, resíduos passíveis de serem utilizados como substituto de matéria prima
e ou de combustível, desde que as condições do processo assegurem o atendimento
às exigências técnicas e aos parâmetros fixados na presente Resolução, comprovados
a partir dos resultados práticos do plano do Teste de Queima proposto.
O resíduo pode ser utilizado como substituto à matéria-prima desde que
apresente características similares às dos componentes normalmente empregados na

35produção de clínquer, incluindo neste caso os materiais mineralizadores e/ou
fundentes ou como substituto de combustível, para fins de reaproveitamento de
energia, desde que o ganho de energia seja comprovado.
Não se aplica aos resíduos domiciliares brutos, os resíduos de serviços de
saúde, os radiativos, explosivos, organoclorados, agrotóxicos e afins.
No caso da alimentação de resíduos ser feita em ponto que não seja a
extremidade de temperatura mais elevada do forno rotativo, deverá ser demonstrado
que haverá condições adequadas e suficientes de tempo de residência, temperatura e
concentração de O2, no percurso dos gases, a partir do ponto de alimentação do
resíduo, para garantir o nível de eficiência de destruição do(s) PCOP(s) definido(s)
(mínimo 99,99%).
Em relação aos limites de emissão atmosférica, devem ser respeitados os
limites estabelecidos (tabela 2), que além de serem previamente analisados, no teste
de queima dos resíduos, devem ser monitorados.
Poluentes Limites Máximos de Emissão
HCl 1,8kg/h ou 99% de redução
HF 5 mg/Nm3, corrigido a 7% de O2 (base seca)
CO 100 ppm , corrigido a 7% de O2 (base seca)
MP 70 mg/Nm3 farinha seca, corrigido a 11% de O2 (base seca)
THC (propano) 20 ppm, corrigido a 7% de O2 (base seca)
Mercúrio (Hg) 0,05 mg/Nm3 corrigido a 7% de O2 (base seca)
Chumbo (Pb) 0,35 mg/Nm3 corrigido a 7% de O2 (base seca)
Cádmio (Cd) 0,10 mg/Nm3 corrigido a 7% de O2 (base seca)
Tálio (Tl) 0,10 mg/Nm3 corrigido a 7% de O2 (base seca)
(Be, Co, Ni, Se, Te) 1,4 mg/Nm3 corrigido a 7% de O2 (base seca)
(Be, Co, Cr, Cu, Mn, Ni, Pb, Sb, Se, Sn, Te, Zn) 7,0 mg/Nm3 corrigido a 7% de O2 (base seca)
Tabela 2 – Limites de Emissão Fonte: Resolução CONAMA 264

36Estes limites podem ser mais restritivos a critério do Órgão Ambiental local,
em função da capacidade de dispersão atmosférica dos poluentes, considerando as
variações climáticas e de relevo locais; ou da intensidade de ocupação industrial e os
valores de qualidade de ar da região. Os limites de emissão para os parâmetros SOx e
NOx também dependerão dos Órgãos Ambientais competentes levando em
consideração as peculiaridades regionais.
Deverão ser monitorados, de forma contínua, os seguintes parâmetros:
pressão interna, temperatura dos gases do sistema forno e na entrada do precipitador
eletrostático, vazão de alimentação do resíduo, material particulado, O2, CO, NOx
quando necessário. Entretanto, deverão ser monitoradas, mesmo que de forma não
contínua, os seguintes parâmetros: SOx, PCOPs, HCl / Cl2, HF.
O monitoramento dos efluentes líquidos deverá obedecer aos parâmetros
fixados na legislação pertinente. Já o monitoramento ambiental da área de entorno
deverá ser definido caso a caso, com base na avaliação de riscos à saúde humana, ao
meio ambiente e aqueles decorrentes de emissões não acidentais.

37
CAPÍTULO III
Análise Comparativa entre
Incineração e Co-processamento

38
ANÁLISE COMPARATIVA ENTRE
INCINERAÇÃO E CO-PROCESSAMENTO
3.1. Vantagens e Desvantagens da Incineração
3.1.1. Vantagens da Incineração:
• Redução do volume a ser descartado, uma vez que deixa apenas cinzas
a serem descartadas, que geralmente são inertes, diminuindo assim, a necessidade de
espaço em um aterro;
• Redução do impacto ambiental em relação ao aterro já que os resíduos
são destruídos e não apenas guardados, resultando numa minimização da
preocupação em longo prazo com a monitorização do lençol freático;
• Desintoxificação, pois destrói bactérias, vírus e compostos orgânicos,
além de poder ser utilizada também para a descontaminação de solos contendo
resíduos tóxicos;
• Recuperação de energia onde uma parte dela pode ser recuperada para
geração de vapor ou eletricidade.
3.1.2. Desvantagens da Incineração:
• Custo elevado no investimento inicial e no operacional, devendo por
isso ser usado como última alternativa.
• Exigência de mão de obra qualificada para supervisão e operação de
incineradores.
• Problemas operacionais pela variabilidade da composição dos resíduos
poder resultar em problemas de manuseio de resíduos e operação do incinerador,
além de exigir manutenção constante.

39• Inexistência de um limite máximo de emissões de componentes da
classe das dioxinas e furanos.
• A localização é uma barreira social e técnica, uma vez que tem efeito
sobre os moradores; tem que ser considerado o custo do transporte e, em
conseqüência, a proximidade da fonte de geração, os aspectos logísticos quanto ao
zoneamento da área, às rotas de acesso, ao local para disposição das cinzas geradas,
além da proximidade das fontes de energia.
• Vale lembrar que a adoção da incineração não elimina a necessidade de
aterros, posto que as cinzas dos incineradores devem ser dispostas nestes, porém são
aterros menores nos quais são requeridos menos cuidados com a proteção do meio
ambiente, pois as cinzas são materiais inertes e não poluentes.
3.2. Vantagens e Desvantagens do Co-processamento
3.2.1. Vantagens do Co-processamento:
• Altas temperaturas e longos tempos de residência.
• Elevado índice de destruição.
• Processo com autolavagem de gases.
• Dupla valorização de produtos orgânicos e minerais.
• Alta eficiência e Recuperação: 1 MJ resíduo = 1 MJ de combustível
tradicional.
• Redução das emissões globais: CO2 global é reduzido.
3.2.2. Desvantagens Co-processamento:
• Limitações quanto aos tipos e quantidades de resíduos a serem co-
processados.

40
Parâmetros Forno de Cimento Incinerador
Temperatura máxima
do gás
>2200 °C <1480 °C
Temperatura máxima
de sólido e líquido
1420-1480 °C <1370°C
Tempo de retenção do
gás em T>2000 °F
6-10 s 0-3 s
Tempo de retenção do
sólido em T<2000 °F
20-30 min 2-20 min
Oxidação sim sim
Turbulência >100,00 >10,00
Tabela 3 – Parâmetros dos processos de co-processamento e incineração Fonte: GOSSMAN, 1992

41
CONCLUSÃO
Com relação às técnicas de tratamento térmico, essas representam uma das
melhores alternativas para a destruição de resíduos que vem sendo estocados por
falta de tecnologia adequada. O co-processamento vem se destacando como sendo
amplamente compatível com a atual política mundial de preservação dos recursos
ambientais e energéticos, apresentando-se como uma das alternativas mais seguras,
eficientes e econômicas para a destruição térmica de resíduos. Embora nem todos os
resíduos contendo matéria orgânica sejam admitidos para co-incineração, deve ficar
claro que esta técnica é uma alternativa às demais, principalmente em relação à
incineração ou a simples disposição em aterros. Entretanto, mesmo com toda a
polêmica e oposição pública, a incineração, ainda é uma das técnicas mais segura
para absorver a maior parte dos resíduos tóxicos e perigosos, até mesmo
considerando o custo, principalmente na atual fase de maiores cobranças ambientais
da sociedade e do governo. A grande preocupação dessas técnicas é com respeito às
emissões de metais pesados, dioxinas e furanos. Desde que operem e sejam
monitoradas de forma correta, não implicam em riscos elevados para a população.
Tanto o co-processamento e a incineração não trazem uma solução
definitiva à sociedade no que se refere à gestão de resíduos, no entanto, representa
uma alternativa viável para a destruição de uma gama de resíduos.

42
BIBLIOGRAFIA
1. ALVES, F.; BRITO, A . “Incineração – Ainda Existe Capacidade Ociosa”. In:
SANEAMENTO AMBIENTAL, ano VI, n.33, março/abril 1995. p. 22-28.
2. BIDONE, F.R.A. (coord). “Lixo: Resíduos sólidos provenientes de coletas
especiais. Eliminação e valorização”, Prosab2, RS, 2001. p. 135-137.
4. CERQUEIRA, L.; ALVES, F. “Alternativas para a Gestão de Resíduos
Perigosos”. In: SANEAMENTO AMBIENTAL, ano X, n. 59, jul/ago 1999. p. 18-
23.
5. CERQUEIRA, L. P.. “Resíduos Industriais: Cresce a Disputa no Mercado de
Incineração”. In: SANEAMENTO AMBIENTAL, ano XI, n. 70, out 2000 16-21.
6. DELLINGER, B. Minimization and Control of Hazardous Combustion by
products. EPA/600/R-90/039, Ntis Pb 90-239854/As, ago. 1990
7. DEMPSEY, C.R.; OPPELT, E.T. Incineration of Hazardous Waste: A Critical
Review. In: JOURNAL OF THE AIR & WASTE MANAGEMENT
ASSOCIATION, jan. 1993
7. FREEMAN, H.M.; OLEXSEY, R.A.; OBERACKER, D.A.; MOURNIGHAN,
R.E. Thermal Destruction of Hazardous Waste – A State Of The Art Review. In:
JOURNAL OF HAZARDOUS MATERIALS, n.14. 1987. p.103-117.
8. FREITAS, E. Resíduos Industriais: Co-Processamento Avança como Solução
Alternativa. In: SANEAMENTO AMBIENTAL, Ano XII, n.78. jul/ago 2001. p. 22-
24

439. FURTADO, M. Destino Limpo para o Lixo Industrial. In: QUÍMICA E
DERIVADOS. Ano XXXV n. 387, out 2000. p. 10-25.
10. GOSSMAN, D. The Reuse of Petroleum and Petrochemical Waste In Cement
Kilns”. In: ENVIRONMENTAL PROGRESS. v.1, n. 1, fev 1992.
11. GREENPEACE – Expedição das Américas: Uma Estratégia para uma América
Livre de Substâncias Tóxicas.
12. IPT/CEMPRE – “Lixo Municipal – Manual de Gerenciamento Integrado”.
13. KOEHLER, A. Consciência do Consumidor faz Cimento ficar mais Verde. In:
GAZETA MERCANTIL DO PARANÁ . Seção Meio Ambiente. dez 2000.
14. LAROSA, M.A.; AYRES, F. A. Como produzir uma monografia passo a passo
… siga o mapa da mina. RJ: WAK, 2002.
15. LEE, C.C.; HUFFMAN, G.L. Research on the Thermal Destruiction of Waste.
In: JOURNAL OF HAZARDOUS MATERIAL. n. 49. 1996. p. 299-310.
16. McKAY, G. “Dioxin Characterisation, Formation and Minimisation During
Municipal Solid Waste Incineration: Review”. In: CHEMICAL ENGINEERING
JOURNAL. n. 3907. ago 2001.
17. NBR 11.175 – Incineração de Resíduos Sólidos Perigosos – Padrões de
Desempenho. 1987.
18. RESOLUÇÃO CONAMA 264 - Co-processamento de Resíduos em Forno de
Clínquer. Brasil 1999.
19. SITE A: www.destinoresiduos.hpg.ig.com.br. Co-processamento de Resíduos
Industriais, 2003.

44
20. SITE B: www.incinerador.hpg.ig.com.br. Co-processamento de Resíduos
Industriais, 2003.
21. SITE C: www.lixohospitalar.vilabol.uol.com.br. Lixo Hospitalar, 2003.
22. SITE D: www.resotec.com.br. Resotec – Tratamento de Resíduos, 2003.
23. SITE E: www.coprocessar.hpg.ig.com.br. Co-processamento de Resíduos
Industriais, 2003.
24. SITE F: www.prodam.sp.gov.br. Secretaria do Verde e do Meio Ambiente,
2003.
25. SITE G: www.e-meioambiente.com.br. Meio ambiente, 2003.
26. SITE H: www.geocities.com/reciclagem2000/main.htm. Reciclagem 2000. Eng.
Charles, 2003.

45ÍNDICE
FOLHA DE ROSTO 2
AGRADECIMENTO 3
DEDICATÓRIA 4
RESUMO 5
SUMÁRIO 6
INTRODUÇÃO 7
CAPÍTULO I
INCINERAÇÃO
8
1.1. Resíduos 9
1.1.1. Classes dos resíduos 11
1.1.1.1.Classe I 11
1.1.1.2. Classe II 11
1.1.1.3. Classe III 12
1.2. Descrição do Processo 12
1.2.1. Preparação e Alimentação do Resíduo 13
1.2.2.Combustão 14
1.2.3. Controle e Monitoramento das Condições de Operação 16
1.2.4. Controle e Monitoramento das Emissões e Cinzas 17
1.2.4.1. Emissões Tóxicas 17
1.2.4.1.1. Cloreto de Hidrogênio 17
1.2.4.1.2. Óxidos de Nitrogênio 17
1.2.4.1.3. Metais 18
1.2.4.1.4. Subprodutos 18
1.2.4.1.5. Dioxinas e Furanos 19
1.2.4.2. Cinzas 20
1.3. Atendimento às Normas e Legislações Ambientais 21
CAPÍTULO II
CO-PROCESSAMENTO
24
2.1. Resíduos usados no Co-processamento 25
2.2. O Co-processamento em Cimenteiras 27

462.2.1. Produção de Cimento 27
2.2.2. O Co-processamento dos Resíduos em Fornos de Cimento 28
2.2.3.Controle Operacional do Forno de Cimento 30
2.2.4. Monitoramento das Condições de Operação 32
2.3. Legislação sobre Fornos de Cimento 33
CAPÍTULO III
ANÁLISE COMPARATIVA ENTRE INCINERAÇÃO E
CO-PROCESSAMENTO
37
3.1. Vantagens e Desvantagens da Incineração: 38
3.1.1. Vantagens da Incineração: 38
3.1.2. Desvantagens da Incineração: 38
3.2. Vantagens e Desvantagens do Co-processamento 39
3.2.1. Vantagens do Co-processamento: 39
3.2.2. Desvantagens do Co-processamento: 39
CONCLUSÃO 41
BIBLIOGRAFIA 42
ÍNDICE 44
FOLHA DE AVALIAÇÃO 47

47
FOLHA DE AVALIAÇÃO
Nome da Instituição: UNIVERSIDADE CANDIDO MENDES
Título da Monografia: O CO-PROCESSAMENTO E A INCINERAÇÃO
COMO TECNOLOGIAS DE TRATAMENTO DE RESÍDUOS SÓLIDOS
Autor: Príscilla Regina Pitangui Amim
Data da entrega: 14/06/2003
Avaliado por: Conceito:
Avaliado por: Conceito:
Avaliado por: Conceito:
Conceito Final: