Técnicas de Acompanhamento ( Sistemática, Condicional, Estimada, Análise de Óleo, Ruído )
24
2015 – 3 ANO UNIVERSIDADE METODISTA DE ANGOLA FACULDADE DE ENGENHARIA ENGENHARIA INDUSTRIAL E SISTEMAS ELÉCTRICOS TÉCNICAS DE ACOMPANHAMENTO ( SISTEMÁTICA, CONDICIONAL, ESTIMADA, ANÁLISE DE ÓLEO, RUÍDO ) II SIMESTRE GRUPO Nº 7 Domingos Brito – 20594 Helder Falcão – 16133 Cláudio Paulo – 16318
-
Upload
helder-falcao -
Category
Documents
-
view
31 -
download
13
description
Manutenção
Transcript of Técnicas de Acompanhamento ( Sistemática, Condicional, Estimada, Análise de Óleo, Ruído )

2015 – 3 ANO
UNIVERSIDADE METODISTA DE ANGOLA
FACULDADE DE ENGENHARIA
ENGENHARIA INDUSTRIAL E SISTEMAS ELÉCTRICOS
TÉCNICAS DE ACOMPANHAMENTO ( SISTEMÁTICA, CONDICIONAL,
ESTIMADA, ANÁLISE DE ÓLEO, RUÍDO )
II SIMESTRE
GRUPO Nº 7
Domingos Brito – 20594
Helder Falcão – 16133
Cláudio Paulo – 16318

2
UNIVERSIDADE METODISTA DE ANGOLA
FACULDADE DE ENGENHARIA
ENGENHARIA INDUSTRIAL E SISTEMAS ELÉCTRICOS
TÉCNICAS DE ACOMPANHAMENTO ( SISTEMÁTICA, CONDICIONAL,
ESTIMADA, ANÁLISE DE ÓLEO, RUÍDO )
Trabalho apresentado a EISE da Faculdade
De Engenharia da disciplina de Máquinas
Eléctricas II ministrada pelo Prof º Paulo
Barros.

3
Índice 1. Intrudução............................................................................................................................... 4
2. História .................................................................................................................................... 5
3. Manutenção Preventiva ......................................................................................................... 6
3.1 Manutenção Preventiva Sistemática (períodica) ............................................................... 7
3.1.1 Trabalho preventivo sistemático ................................................................................ 8
3.1.2 Trabalho de calibração............................................................................................... 9
3.1.3 Trabalho de inspencção ............................................................................................. 9
3.1.4 Trabalho de lubrificação .......................................................................................... 10
3.2 Manutenção Preventiva Condicional .............................................................................. 11
3.2.1 Faseamento .............................................................................................................. 12
3.2.2 Ferramentas ............................................................................................................. 12
4 Manutenção Preditiva .......................................................................................................... 15
4.1 Execução da manutenção preditiva ................................................................................. 16
4.2 Metodos de Investigação e Acompanhamento das Máquinas: ....................................... 17
4.2.1 Análise das vibrações .............................................................................................. 17
4.2.2 Análise do Óleo ....................................................................................................... 19
4.2.3 Análise do estado das superfícies ............................................................................ 20
4.2.4 Análise estrutural ..................................................................................................... 20
4.3 Periocidade dos controles ............................................................................................... 21
5 Conclusão .............................................................................................................................. 23
Referências Bibliográficas .......................................................................................................... 24

4
1. Intrudução
Hoje em dia, sabe-se que as empresas (industria), têm sido mais competitivas a nivel mundial,
e sabe-se que, para uma boa produção é necessario que as empresas estejam, capacitadas e bem
estruturadas para dar resposta ao mercado. Com os clientes, cada vez mais exigentes na qualidade
dos serviços prestados pelas empresas, é necessário que a mesma tenha um bom plano de
manutenção.
Não havendo um bom plano de manutenção, os prejuízos serão inevitáveis, pois máquinas
com defeitos causarão: diminuição ou interrupção da produção, atrasos nas entregas, perdas
financeiras, aumento dos custos, defeitos de fabricação, insatisfação dos clientes e perda de
mercado.
Para evitar tais prejuízos, é obrigatorio definir um programa de manutenção com métodos
preventivos que devo incluir, as ferramentas a serem utilizadas e a previsão da vida útil de cada
elemento das máquinas.
Todos esses aspectos mostram a importância que se deve dar à manutenção.
Com base no desenvolvimento teremos a oportudade de saber, a história da manutenção,
objectivos e suas aplicações nas industrias.

5
Alguns serviços são fundamentais para o bom funcionamento de uma Empresa (industria),
sendo a manutenção uma delas. Se as máquinas não estiverem a funcionar de forma desejada, se a
fabrica não estiver bem organizada a Empresa não consegui atingir os seus objectivos.
2. Conceito Histórico
O nome manutenção surgio no século XVI na Europa quando surgiram as primeiras máquinas
mecanicas e com elas os primeiros técnicos em montagem e assistencia. Mais tarde na epoca da
revolução industrial a manutenção evoluio muito, e afirmou-se como necessidade absoluta, na
Segunda Guerra Mundial (1939-1945). Com uma guerra cada vez mais mecanizada a falta de
manutenção poderia levar a grandes derrotas. Logo apos a guerra na epoca da reconstrução da
Inglaterra, Alemanha, Italia e principalmente o Japão, a manutenção teve um papel muito
importante no grande avanço industrial desses paises, baseados na engenharia e na manutenção.
Figura 1. Aparato acustico – Dectetor de aviões
Nos ultimos tempos os empresarios, tecnicos e operarios têm vindo a procurar maneiras de
melhorar a qualidade de funcionamento das máquinas, deste modo nasce o conceito de
manutenção.
Conceito
Manutenção: é o conjunto de técnicas de acompanhamento para melhorar o funcionamento
regular ou permanente de máquinas, equipamentos, ferramentas e instalações. Este
acompanhamento permite à adequação, restauração, subistituição e a prevenção. Existem dois
grupos de manutenção que podem ser: Planejada e a não Planejada.
A manutenção Planejada (programada) esta classificada em:
Preventiva;
Preditiva;
TPM (manutenção produtiva total).
A manutenção Não Planejada (não programada) esta classificada em:
Correctiva;
De ocasião.
Neste trabalho vamos direicionar a nossa atenção para o estudo da manutenção planejada,
concretamente da preventiva e a preditiva.

6
3. Manutenção Preventiva
Para se poder fazer uma manutenção preventiva esclarecida seria necessário saber como é que
as avarias acontecem. Conhecer os multiplos mecanismos de ocorrência é tarefa muito difícil, se
não impossível, pelo que as respostas a estas questões são, necessariamente, sempre aproximadas.
Conceito: Manutenção preventiva é a que é realizada em intervalos de tempo pré-
determinados ou de acordo com critérios prescritos com o objectivo de reduzir a probabilidade de
avaria e garantir o bom funcionamento de um bem duravel (máquina).
Em qualquer caso, as técnicas de manutenção preventiva têm sempre como objectivos:
1º Prever as datas prováveis em que as avarias poderão ocorrer a fim de poder tomar,
antecipadamnete, as medidas tendentes a evitá-las.
2º Reduzir ao mínimo os factores que contribuem para as avarias ou, se preferimos,
incrementar os foctores que contribuem para o bom funcionamento dos equipamentos.
3º Diminuir, na medida possível, as consequências de uma avaria.
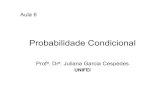
Padrões das falhas
Na figura 3 apresentam-se as seis representações conhecidas da probabilidade de ocorrência
de uma falha em função do tempo. O eixo dos YY exprime a probabilidade de ocorrência da falha
e os XX o tempo.
Figura 3
A curva ‘A’, conhecida por ‘curva da banheira’ exprime que, num período relativamente
curto, no início da vida do equipamento, existe alta probabilidade de uma avaria – é o chamado de
mortalidade infantial. Essa probabilidade decresce, rapidamente para um nivel inferior, mantendo-
se constante por um período relativamente longo; a probabilidade de ocorrência de uma avaria é
aleatória, isso é, mantém-se constante em uma curva horizontal. Findo este período, a
probabilidade cresce, de novo, definindo o período de desgaste.

7
A curva ‘B’ é idêntica mas sem o período de mortalidade infantil. As restantes representações,
de C a F, são auto-explicativas e observa-se que, em mais nenhum caso, existe um ponto bem
definido, a partir do qual a probabilidade de avaria começa a subir.
Manutenção preventiva é aquela que é realizada com o objectivo de evitar a ocorrência de
avarias. Existem dois tipos de manutenção preventiva:
a) Preventiva sistemática, assume que as falhas ocorrem segundo o padrão da curva da
banheira, portanto, os trabalhos são planeado com periocidades tais que os vários
constituintes se mantenham a funcionar na parte inferior da curva, a intervalos de tempo
subistitui-se ou recondiciona-se o componente, independentemente de ele se manifestar
em bom estado de funcionamento.
b) Preventiva condicional, recorre a meio de vigilância sistemáticos para determinar qual é
a oportunidade certa para intervir em determinado componente para evitar que ele falhe.
Se ele funcionar bem não mexe, intervém quando houver indícios de mau funcionamento.
O sucesso da primeira depende do rigor com que for possível, quando o for, prever o período
durante o qual o componente trabalhará sem falhar.
O sucesso da segunda depende da eficácia dos recursos e da metodologia para vigiar o estado
do equipamento.
3.1 Manutenção Preventiva Sistemática (períodica)
Actividade em que cada equipamento pára, após um periodo de funcionamento, para que
sejam feitas medições, ajustes, e se necessario, troca de peças. A actividade segue um programa
preestabelecido a partir de recomendações do fabricante ou referências externas.
Figura 4

8
A manutenção preventiva sistemática propõe, os seguintes tipos de trabalho:
Preventivo sistemático (Sistemática)
Confirmação matrológica (Calibração)
Rotinas de inspencçã (Inspecção)
Rotinas de lubrificação (Lubrificação)
3.1.1 Trabalho preventivo sistemático
O trabalho sistemático é feito, na maioria dos casos a partir das recomendações dos fabricantes
e cuja preparação incluirá normalmente, uma descrição de tarefas e previsões, conforme aplicável,
aplicação de mão-de-obra, materiais e serviços.
Figura 5 – Acções na manutenção períodica
Para o desenvolvimento da diagnose, o profissional de manutenção deverá estudar o
equipamento para compreender a cadeia de funcionamento e então descobrir a origem das falhas,
bem como as conseqüências destas nos outros componentes. O conhecimento do funcionamento
permite, com segurança, obter os dados necessários à diagnose dentro de uma estreita margem de
erros. Descobrir as causas de uma falha é mais importante do que a simples troca de um
componente danificado.
Exemplo de planilha de uma MP em um Torno Mecânico.
Manutenção Preventiva no Torno Mecânico
Equipamento Procedimentos Realizador
Manutenção Diária
Torno Limpar com ar comprimido Operador
Lubrificante Verificar o nível de óleo Operador
Área de trabalho Limpeza Operador
Manutenção Semanal ou Quando Necessário
Barramentos Lubrificação Operador
Polias e Engrenagens Verificar desgastes e lubrificar Operador
Eixos Verificar desgastes e alinhamento Operador
Manutenção Mensal
Torno Verificar se os conjuntos estão fixados Mecânico
Filtros de Limpeza Verificar se não estão congestionados Mecânico
Barramentos Limpeza e lubrificação Mecânico
Polias Limpeza e verificar tensão Mecânico

9
Engrenagens Limpeza e lubrificação Mecânico
Botões Verificar se estão bem fixados e funcionado Mecânico
Fios de Alimentação Verificar o isolamento Mecânico
Lubrificante Verificar nível e qualidade Mecânico
Fluido de Corte Verificar qualidade e quantidade Mecânico
Eixos Verificar desgastes e alinhamento Mecânico
Estrutura do Torno Verificar nivelamento e limpeza superficial Mecânico/Operador
Manutenção Anual
Bomba do Fluido de Corte Verificar vedações e pressão da bomba Mecânico
Motor Verificar força motriz, mancais e rolamentos Mecânico
Estrutura da maquina Verificar se há indício corrosões e oxidação Mecânico
3.1.2 Trabalho de calibração
O trabalho sistemático é feito, na maioria dos casos, em resultado das exigências da qualidade.
A calibração consiste em um conjunto de operações que estabelece, sob condições específicas,
a relação entre os valores indicados por um instrumento de medição e, os valores correspondentes
das grandezas estabelecidas por padrões de referência.
3.1.3 Trabalho de inspecção
O trabalho sistemático, de pequena envergadura, feito por uma pessoa que percorre a
instalação, munido de uma chek list, lendo um instrumento ali, sondando a temperatu acolá,
olhando para o equipamento, limpando pontualmente, etc.
A freqüência destas inspeções depende, sobretudo, da importância critica do equipamento em
questão, das condições ambientais, e/ou das condições operacionais. Atitudes simples, como
verificar se há ventilação suficiente e efetuar a limpeza freqüentemente são fatores da maior
importância. Além disto, é necessário intervir imediatamente ao surgirem ou ao serem notados
quaisquer indicativos de anormalidades. No caso de máquinas rotativas tem-se, por exemplo:
vibrações excessivas, batidas de eixo, resistência de isolamento decrescente, indícios de fumaça e
fogo, faiscamento ou forte desgaste no comutador ou coletor e escovas (se houverem), variações
bruscas de temperatura nos mancais e outros.
A primeira providência a ser tomada nestes casos é desligar o equipamento e examinar todas
as suas partes, tanto mecânicas como elétricas. Deste modo, o conhecimento adequado de alguns
sintomas, suas causas e efeitos é de suma importância pois permite evitar a evolução de problemas
indesejáveis que tornam necessária uma ação corretiva com prejuízos financeiros elevados.
As rotinas de inspeção básicas para equipamentos elétricos em operação normal envolvem,
de uma forma geral, avaliar:
Corrente: O aquecimento de um equipamento elétrico depende de sua capacidade
térmica. O controle de sua temperatura de operação se reveste de elevada importância
pois, quando o mesmo opera acima do nível máximo de temperatura permitido pela
classe de isolamento, ocorre um decréscimo na sua expectativa de vida. Por exemplo,
um equipamento com isolamento classe B ou F, operando com 8 a 10 ºC acima de sua
temperatura normal de trabalho, tem sua expectativa de vida reduzida à metade. Estes
fatos reforçam a necessidade de um monitoramento adequado das condições de

10
carregamento, ou seja, da corrente de carga e da temperatura associadas, para evitar
eventuais sobrecargas;
Tensão: A tensão aplicada a um equipamento deve ser monitorada de forma similar à
corrente de carga. Sobre e subtensões, tensões desequilibradas e/ou com conteúdo
harmônico são fatores que afetam o seu isolamento e o seu desempenho em muitos
casos.
Limpeza: É importante que o equipamento fique isento de poeiras, teias de aranha,
fiapos de algodão, óleo, ou seja, sujeira em geral. A sujeira cria uma camada nos
enrolamentos e/ou carcaça diminuindo a troca de calor com o ambiente, além de reter
umidade e provocar um curto-circuito, bem como, ser um elemento propagador de
incêndios. Desta forma, é conveniente limpar externamente o equipamento e, logo
após, as suas partes internas. Para tanto, usa-se ar comprimido seco e limpo, soprando-
se o pó e os resíduos do seu interior. É importante certificar-se que todas as passagens
de ar estão livres e desimpedidas.
Nas máquinas elétricas rotativas, também é interessante verificar-se:
Vibrações ou ruídos: Deve-se atentar para a ocorrência de vibrações anormais ou ruídos
estranhos para máquinas rotativas em perfeito estado de funcionamento. Elas podem ser
indicativos de problemas de origem elétrica e mecânica;
Temperatura dos mancais: Para bom desempenho de suas funções a temperatura do
mancal de máquinas rotativas deve ser, no máximo, 800, 850 C. Assim, é conveniente
verificá-la através de termômetro. Ressalta-se que, também neste caso, a vida útil
diminui com a temperatura;
Superfície do estator e do rotor: Inspeção visual para determinar a presença de alguma
contaminação ou ferrugem, bem como lascas, borbulhas e arranhões;
Naturalmente, quaisquer planos de inspeção devem ser determinados de acordo com
anatureza critica ou não do funcionamento dos equipamentos.
3.1.4 Trabalho de lubrificação
O trabalho sistemático, de pequena envergadura, feito por uma pessoa que percorre a
instalação, munido de uma chek list, onde são aplicados massa, verificando o nível do óleo.

11
Vantagens e desvantagens da manutenção sistématica
Vantagens
O custo de cada operação de manutenção é predeterminado;
A gestão financeira é simplificada;
As operações e paragens são programadas de acordo com a produção;
Desvantagens
O custo de cada operação é elevado, devido à periodicidade;
Existe maior possibilidade de erro humano, dada a frequência de intervenção;
O custo da mão-de obra é elevado, pois, de um modo geral, estas intervenções são
realizadas aos fins-de-semana;
A desmontagem, ainda que superficial, incita à substituição de peças provocadas pela
síndrome de precaução;
A multiplicidade de operações aumenta o risco de introdução de novas avarias;
3.2 Manutenção Preventiva Condicional
É realizada em função do estado dos componentes do equipamento. É tambem
chamada de manutenção inteligente, ja que a intervenção se faz apenas com a manifestação
da necessidade.
É uma manutenção preventiva, subordinada a um tipo de acontecimento
predeterminado (auto-diagnostico), a informação de um sensor, a uma medida de um
desgaste ou outro indicador que possa revelar o estado de degradação do equipamento. É
geralmente aplicada a maquinas vitais para produção, a equipamentos cuja avaria
compromente a segurança e a equipamentos criticos, com avarias caras e frequentes.
Figura - 6

12
Geralmente o estado de gradação do equimapento e ocasionada pela idade,
sobrecarga mecânica, deformação, fadiga, corrosão, cavitação ou poluição. De salientar
que qualquer mecanismo de desgaste será uma reacção física e/ou química da carga interna.
Esse desgaste terá consequências no aspecto visual e, consequentemente, alguma mudança
mensurável.
Vantagens
Aumento da longevidade dos equipamentos;
Controlo mais eficaz de peças de reservas e sua limitação;
Custo menor de reparação;
Aumento de produtividade;
3.2.1 Faseamento
Fase 1 - Detecção do defeito que se desenvolve
A detecção do defeito é efectuada normalmente pelo registo de vibrações ou através
da medição de alguns parâmetros, tais como pressão, temperatura, aceleração, intensidade
de corrente e caudal.
Fase 2 - Estabelecimento de diagnóstico
Nesta fase localizam-se a origem e a gravidade dos defeitos.
Fase 3 - Análise da tendência
Faz-se um pré-julgamento do tempo disponível antes da avaria, de modo a
determinar o momento de início de vigilância apertada e prever a reparação.
3.2.2 Ferramentas
Análise das vibrações;
Análise dos lubrificantes utilizados;
Inspecção visual;
Medições ultra-sónicas;
Termografia;
Análise dos parâmetros de rendimento;

13
A termográfia, análise de vibrações e a análise dos lubrificante utilizados, por serem as
ferramentas mais destacadas iremos fazer algumas breves considerações.
Análise de vibrações
Vibração é o movimento de um ponto oscilando em torno de um ponto de referência,
causado por uma força indesejável.
Em manutenção é a técnica de manutenção preventiva condicionada com maior
expressão. Utiliza equipamentos com sensores, portáteis ou fixos, capazes de medir a vibração,
possibilitando estabelecer análises de tendências. É, contudo, uma técnica que requer
conhecimentos práticos e consequente treino do pessoal.
Figura 3.2-Medidor de Vibrações
Figura 3.2.1-Analise de Vibrações
Termográfia
É uma técnica que usa instrumentos que permitem visualizar e medir a energia
infravermelha (calor) emitida pelos equipamentos, ou seja, a detecção de anomalias térmicas.
A temperatura é um dos parâmetros de mais fácil compreensão e o acompanhamento de
sua variação permite constatar alteração na condição dos equipamentos, componentes e do próprio
processo produtivo.

14
A seguir estão listados alguns exemplos clássicos, onde a monitoração da temperatura é
primordial:
Temperatura de mancais de máquinas rotativas;
Temperatura da superfície de equipamentos estacionários;
Temperatura de barramentos e ligações (conexões) elétricas
Figura 3.2.2-Analise Termográfica
Podem ser detectadas, através desta técnica, avarias que sejam precedidas de um aumento
ou abaixamento de temperatura significativa, como, por exemplo, as que ocorrem em motores
eléctricos, transformadores, quadros de distribuição e outros equipamentos électricos em
sobrecarga ou curto-circuito, instalações e equipamentos de aquecimento, refrigeração ou de
permuta de calor sujeitos a pressões acima do normal, órgãos mecânicos sujeitos a atrito anormal.
Análise dos lubrificantes utilizado
Lubrificantes são substâncias que colocadas entre duas superfícies móveis ou uma fixa e
outra móvel, formam uma película protetora que tem por função principal reduzir o atrito, o
desgaste, bem como auxiliar no controle da temperatura e na vedação dos componentes de
máquinas e motores, proporcionando a limpeza das peças, protegendo contra a corrosão decorrente
dos processos de oxidação, evitando a entrada de impurezas, podendo também ser agente de
transmissão de força e movimento , ajudando também em atitudes extras.
A lubrificação é um dos principais itens de manutenção de máquinas industriais e
automotivas e deve, portanto, ser entendida e praticada para garantir um real aumento da vida útil
dos componentes. Os lubrificantes apresentam-se principalmente nos estados sólido (grafite),
pastoso (graxas) e líquido (óleos lubrificantes).
Objetivos da análise de lubrificantes.
A análise de lubrificantes é utilizada com dois objetivos principais:
Identificar as condições do óleo: escolher o lubrificante correto; manter o lubrificante limpo
(filtragem); manter a temperatura correta; manter o lubrificante seco; garantir o bom desempenho
da lubrificação; reduzir os gastos com o lubrificante.
Identificar possíveis falhas do equipamento: reduzir ou eliminar falhas por deficiências na
lubrificação; proteger o equipamento do desgaste excessivo ou prematuro; reduzir os custos de
manutenção; aumentar a disponibilidade do equipamento; reduzir os gastos com o lubrificante.

15
A análise do óleo lubrificante pode ser utilizada para a avaliação das condições do
equipamento. Através da avaliação da composição química, quantidade e forma dos
contaminantes, foram desenvolvidas técnicas de acompanhamento e análise que permitem definir
mecanismos de falha de componentes da máquina.
Figura 3.2.3-Lubrificante pastoso e liquido
Temperatura da superfície de equipamentos estacionários;
Temperatura de barramentos e ligações (conexões) elétricas
4 Manutenção Preditiva
Conceito: é aquela que indica as condições reais de funcionamento das máquinas com base
em dados que informam o seu desgaste ou processo de degradação. Trata-se da manutenção
que prediz o tempo de vida útil dos componentes das máquinas e equipamentos e as condições
para que esse tempo de vida seja bem aproveitado.
Quando a intervenção, fruto do acompanhamento preditivo, é realizada, estamos
fazendo uma MANUTENÇÃO CONDICIONADA. Algumas empresas adotam uma
classificação onde a Preventiva engloba a Manutenção Periódica e a Manutenção
Condicionda, isto é, a Preditiva seria um ramo da Preventiva. Optamos por mantê-la separada
tendo em vista as características diferentes das duas.
Na Europa, a manutenção preditiva é conhecida pelo nome de manutenção
condicional e nos Estados Unidos recebe o nome de preditiva ou previsional.
Objectivo Da Manutenção Preditiva:
Determinar, antecipadamente, a necessidade de serviços de manutenção
numa peça específica de um equipamento;
Eliminar desmontagens desnecessárias para inspeção;
Aumentar o tempo de disponibilidade dos equipamentos;
Reduzir o trabalho de emergência não planejado;
Impedir o aumento dos danos;

16
Aproveitar a vida útil total dos componentes e de um equipamento;
Aumentar o grau de confiança no desempenho de um equipamento ou linha de
produção;
Determinar previamente as interrupções de fabricação para cuidar dos equipamentos
que precisam de manutenção.
Por meio desses objetivos, pode-se deduzir que eles estão direcionados a
uma finalidade maior e importante: redução de custos de manutenção e aumento
da produtividade.
4.1 Execução da manutenção preditiva
Para ser executada, a manutenção preditiva exige a utilização de aparelhos adequados,
capazes de registrar vários fenômenos, tais como:
Vibrações das máquinas;
Pressão;
Temperatura;
Desempenho;
Aceleração.
Após a análise dos fenômenos pode-se prever com antecedencia defeitos, ou problemas
que podem acontecer com as maquinas, a manutenção preditiva adota dois procedimentos para
atacar os problemas detectados:
Estabelece um diagnóstico
Efetua uma análise de tendências.
Diagnóstico
Detectada a irregularidade, o responsável terá o encargo de estabelecer, na
medida do possível, um diagnóstico referente à origem e à gravidade do defeito
constatado. Este diagnóstico deve ser feito antes de se programar o reparo.

17
Análise da tendência da falha
A análise consiste em prever com antecedência a avaria ou a quebra, por meio de aparelhos
que exercem vigilância constante predizendo a necessidade da reparo.
Represetação gráfica da analise de tendência
4.2 Métodos de Investigação e Acompanhamento das Máquinas:
Análise das vibrações;
Análise dos óleos;
Análise do estado das superfícies;
Análises estruturais de peças.
4.2.1 Análise das vibrações
Durante o funcionamento toda máquina vibra. Essas vibrações são inevitaveis, fazem parte do
proprio movimento da máquina, que com o tempo essas vibrações acabaram causando problemas
aos mecanismos. São utilizados analizadores de vibrações que são colocados em um ponto chave
das maquinas, para captar as vibrações sofridas em toda estrutura da máquina. Dependendo da
máquina esses analizadores são fixos ou moveis, acompanhando o funcionamento a todo tempo.
Grandezas medidas no monitoramento de vibrações mecânicas:
Deslocamento
Unidade: micrometro (mm) ou milésimos de polegada (mils).
Velocidade
Unidade: metros por segundo (m/s) ou polegadas por segundo (ips).
Aceleração
Unidade: metros por segundo ao quadrado (m/s2) ou aceleração da gravidade (g).

18
Se captadores de vibrações forem colocados em pontos definidos da máquina, eles captarão as
vibrações recebidas por toda a estrutura. O registro das vibrações e sua análise permitem identificar
a origem dos esforços presentes em uma máquina operando
Pontos de medição para monitoramento de máquinas:
Mancais são pontos obrigatórios;
Evitar pontos flexíveis em carcaças;
Os pontos escolhidos devem ser perfeitamente acessíveis, marcados de maneira visível no
próprio equipamento;
Pontos de medição devem ser retos, limpos e isentos de graxa;
O sensor e o cabo não devem ser movidos durante a operação de medição.
Figura 4.-Exemplo de pontos de medida recomendado
Por meio da medição e análise das vibrações de uma máquina em serviço normal de
produção detecta-se, com antecipação, a presença de falhas que devem ser corrigidas:
Rolamentos deteriorados;
Engrenagens defeituosas;
Acoplamentos desalinhados;
Rotores desbalanceados;
Eixos deformados;
Lubrificação deficiente;
Falta de rigidez;
Problemas elétricos em motores;
Folgas mecânicas.

19
Regras básicas de Diagnóstico de Defeitos
Todos os equipamentos em funcionamento produzem vibrações.
A deterioração do funcionamento traduz-se por uma modificação da distribuição de
energia vibratória e aumento do nível das vibrações.
A frequência de vibração é determinada pela geometria da máquina e pela sua velocidade
de operação.
Sensores em locais específicos registam essas vibrações – a sua análise posterior permite
identificar a origem desses esforços.
A obtenção dos dados quando a máquina é nova permite, por comparação, apreciar a
evolução do seu estado ou identificaro aparecimento de esforços dinâmicos novos.
O aparelho empregado para a análise de vibrações é conhecido como
analisador de vibrações. No mercado há vários modelos de analisadores de
vibrações, dos mais simples aos mais complexos; dos portáteis – que podem ser
transportados manualmente de um lado para outro – até aqueles que são
instalados definitivamente nas máquinas com a missão de executar monitoração
constante.
4.2.2 Análise do Óleo
Os objetivos da análise dos óleos são dois: economizar lubrificantes e eliminar os defeitos.
Os modernos equipamentos permitem análises exatas e rápidas dos óleos utilizados em máquinas.
É por meio das análises que o serviço de manutenção pode determinar o momento adequado para
sua troca ou renovação, tanto em componentes mecânicos quanto hidráulicos. A economia é obtida
regulando-se o grau de degradação ou de contaminação dos óleos. Essa regulagem permite a
otimização dos intervalos das trocas.
A análise dos óleos permite, também, identificar os primeiros sintomas de desgaste de um
componente. A identificação é feita a partir do estudo das partículas sólidas que ficam misturadas
com os óleos. Tais partículas sólidas são geradas pelo atrito dinâmico entre peças em contato. A
análise dos óleos é feita por meio de técnicas laboratoriais que envolvem vidrarias, reagentes,
instrumentos e equipamentos. Entre os instrumentos e equipamentos utilizados temos
viscosímetros, centrífugas, fotômetros de chama, peagômetros, espectrômetros, microscópios etc.
O laboratorista, usando técnicas adequadas, determina as propriedades dos óleos e o grau de
contaminantes neles presentes.
As principais propriedades dos óleos que interessam em uma análise são:
Índice de viscosidade;
Índice de acidez;
Índice de alcalinidade;
Ponto de fulgor;
Ponto de congelamento.

20
Em termos de contaminação dos óleos, interessa saber quanto existe de:
Resíduos de carbono;
Partículas metálicas;
Água.
Assim como no estudo das vibrações, a análise dos óleos é muito importante na
manutenção preditiva. É a análise que vai dizer se o óleo de uma máquina ou equipamento precisa
ou não ser substituído e quando isso deverá ser feito.
4.2.3 Análise do estado das superfícies
A análise das superfícies das peças, sujeitas aos desgastes provocados pelo atrito, também
é importante para se controlar o grau de deteriorização das máquinas e equipamentos.
A análise superficial abrange, além do simples exame visual – com ou sem lupa – várias
técnicas analíticas, tais como:
endoscopia;
holografia;
estroboscopia;
molde e impressão.
4.2.4 Análise estrutural
A análise estrutural de peças que compõem as máquinas e equipamentos também é
importante para a manutenção preditiva. É por meio da análise estrutural que se detecta, por
exemplo, a existência de fissuras, trincas e bolhas nas peças das máquinas e equipamentos. Em
uniões soldadas, a análise estrutural é de extrema importância.
As técnicas utilizadas na análise estrutural são:
Interferometria holográfica;
Ultra-sonografia;
Radiografia (raios X);
Gamagrafia (raios gama);
Ecografia;
Magnetoscopia;
Correntes de Foucault;
Infiltração com líquidos penetrantes.

21
4.3 Periocidade dos controles
A coleta de dados é efetuada periodicamente por um técnico que utiliza sistemas portáteis
de monitoramento. As informações recolhidas são registradas numa ficha, possibilitando ao
responsável pela manutenção preditiva tê-las em mãos para as providências cabíveis.
A periocidade dos controles é determinada de acordo com os seguintes fatores:
Número de máquinas a serem controladas;
Número de pontos de medição estabelecidos;
Duração da utilização da instalação;
Caráter “estratégico” das máquinas instaladas;
Meios materiais colocados à disposição para a execução dos serviços.
A tabela a seguir mostra um exemplo de um programa básico de vigilância de acordo com
a experiência e histórico de uma determinada máquina.

22
As vantagens da manutenção preditiva são:
Aumento da vida útil do equipamento;
Controle dos materiais (peças, componentes, partes etc.) e melhor
gerenciamento;
Diminuição dos custos nos reparos;
Melhoria da produtividade da empresa;
Diminuição dos estoques de produção;
Limitação da quantidade de peças de reposição;
Melhoria da segurança;
Credibilidade do serviço oferecido;
Motivação do pessoal de manutenção;
Boa imagem do serviço após a venda, assegurando o renome do fornecedor
O esquema a seguir resume o que foi discutido até o momento sobre manutenção preditiva.

23
5. Conclusão
As máquinas ou equipamentos em uma industria ou empresa, devem funcionar nas
melhores condições possiveis, de modo que os objectivos estabelecidos pela empresa sejam
alcançados. Estes objectivos serão alcançados da melhor forma, quando forem aplicado técnicas
de acompanhamento de cada máquina ou equipamento em funcionamento.
Estas técnicas podem ser aplicados em períodos determinados, ou indeterminados para
garantir o bom funcionamento e a vida útil das máquinas ou equipamentos, tornando a manutenção
uma componente importante.

24
Referências Bibliográficas
BRITO, Mário. Manual Pedagógico PRONACI, Manutenção (2003). AEP
ALMEIDA, Tadeu Antonio. Manutenção em Equipamentos Eléctricos
Telecurso Manutenção 2000