
SISTEMAS DE FÔRMAS PARA ESTRUTURAS DE …pos.demc.ufmg.br/novocecc/trabalhos/pg4/167.pdfFigura 10:...
57
UNIVERSIDADE FEDERAL DE MINAS GERAIS Escola de Engenharia Curso de Especialização: Produção e Gestão do Ambiente Construído Patrícia Alexsandra de Souza SISTEMAS DE FÔRMAS PARA ESTRUTURAS DE CONCRETO ARMADO: COMPARAÇÃO ENTRE OS SISTEMAS DE FÔRMAS CONVENCIONAL E TOPEC ® SH PARA LAJES MACIÇAS Belo Horizonte, 2016
Transcript of SISTEMAS DE FÔRMAS PARA ESTRUTURAS DE …pos.demc.ufmg.br/novocecc/trabalhos/pg4/167.pdfFigura 10:...
UNIVERSIDADE FEDERAL DE MINAS GERAIS Escola de Engenharia
Curso de Especialização: Produção e Gestão do Ambiente Construído
Patrícia Alexsandra de Souza
SISTEMAS DE FÔRMAS PARA ESTRUTURAS DE
CONCRETO ARMADO: COMPARAÇÃO ENTRE OS
SISTEMAS DE FÔRMAS CONVENCIONAL E TOPEC®
SH PARA LAJES MACIÇAS
Belo Horizonte, 2016
PATRÍCIA ALEXSANDRA DE SOUZA
SISTEMAS DE FÔRMAS PARA ESTRUTURAS DE
CONCRETO ARMADO: COMPARAÇÃO ENTRE OS
SISTEMAS DE FÔRMAS CONVENCIONAL E TOPEC®
SH PARA LAJES MACIÇAS
Trabalho de Conclusão de Curso apresentado ao curso de Especialização: Produção e Gestão do Ambiente Construído, área: Tecnologia e Gestão do Ambiente Construído, do departamento de Engenharia de Materiais e Construção, da Escola de Engenharia da Universidade Federal de Minas Gerais, como requisito parcial para obtenção do título de Especialista. Orientador: White José dos Santos
Belo Horizonte, 2016

i
AGRADECIMENTOS
Agradeço a Deus e meus familiares por estarem sempre ao meu lado. Ao
professor White José dos Santos, pelos ensinamentos, atenção e disponibilidade, e
por direcionar-me ao melhor caminho para a realização deste trabalho.
A vocês a minha gratidão por mais uma etapa vencida.

ii
RESUMO
A busca por soluções que atendam da melhor forma as necessidades dos diversos subsistemas do setor da construção civil tem sido tema de inúmeros estudos. Dentre estes subsistemas pode-se citar os sistemas de fôrmas necessários para a moldagem das estruturas em concreto armado. Apesar de constituírem uma estrutura provisória, este subsistema é de suma importância, já que é a etapa que inicia todo o processo, sendo referência para as atividades subsequentes. Diante disso, este estudo tem por finalidade avaliar os fatores e características de uma edificação que podem influenciar na escolha de um sistema de fôrma convencional ou industrializado para a concretagem de lajes maciças. Para isso, fez-se uma análise por meio de uma pesquisa de mercado sobre os sistemas de fôrmas convencional e Topec
® SH, utilizados para a concretagem destes elementos estruturais, com
o objetivo de determinar para qual situação cada um deles é mais favorável. Observou-se que os fatores e características que influenciam nesta escolha estão relacionados com a tipologia da edificação, tipo de estrutura, altura do edifício, logística do canteiro de obras, produtividade esperada e análise da viabilidade econômica da solução de acordo com as características de cada empreendimento. Após a revisão bibliográfica e exemplificação das características de uma edificação adequadas a cada sistema, concluiu-se que não há como determinar o melhor sistema de fôrmas para um projeto se não analisando simultaneamente todos os fatores observados neste trabalho.
Palavras-chave: Sistemas de fôrmas. Escoramentos. Cimbramento. Estrutura de concreto. Escolha do sistema de fôrmas. Topec
® SH. Sistemas de fôrmas convencional.

iii
LISTA DE FIGURAS
Figura 1: Composição de custo de uma estrutura – pavimento-tipo. ......................... 3
Figura 2: Sistema de fôrmas convencional................................................................. 5
Figura 3: Sistema de fôrmas convencional para laje maciça...................................... 6
Figura 4: Ações de construção. .................................................................................. 8
Figura 5: Principais itens de influência na definição do sistema de fôrmas. ............. 11
Figura 6: Composição de custo pavimento atípico. .................................................. 12
Figura 7: Composição de custo pavimento tipo. ....................................................... 12
Figura 8: Sistema de fôrmas convencional............................................................... 26
Figura 9: Longarinas (dimensões em cm). ............................................................... 28
Figura 10: Detalhe dos garfos das vigas com estrutura do molde da laje apoiada em
guias. ......................................................................................................................... 28
Figura 11: Detalhe dos garfos das vigas com estrutura do molde da laje com
extremidades livres. .................................................................................................. 29
Figura 12: Sequência de montagem do sistema de fôrmas convencional. .............. 30
Figura 13: Sistema de fôrmas Topec® SH. ............................................................... 33
Figura 14: Componentes do sistema de fôrmas Topec® SH – escora, pranchão e
tripé. .......................................................................................................................... 34
Figura 15: Componentes do sistema de fôrmas Topec® SH – suporte, drophead e
painel Topec. ............................................................................................................. 34
Figura 16: Componentes do sistema de fôrmas Topec® SH – perfil T. .................... 34
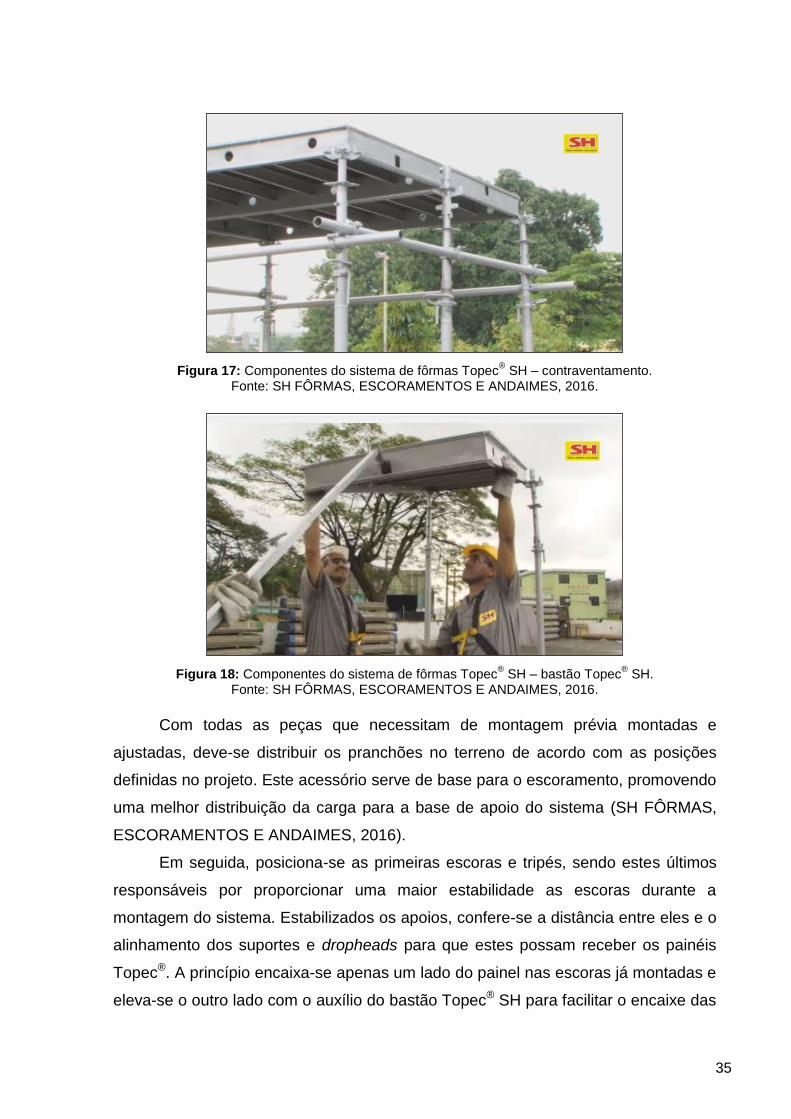
Figura 17: Componentes do sistema de fôrmas Topec® SH – contraventamento. ... 35
Figura 18: Componentes do sistema de fôrmas Topec® SH – bastão Topec® SH. .. 35
Figura 19: Encaixe dos perfis T nos dropheads. ...................................................... 36
Figura 20: Sequência de montagem do sistema de fôrmas Topec® SH. .................. 37
Figura 21: Sequência de desforma do sistema de fôrmas Topec® SH. .................... 37

iv
LISTA DE TABELAS
Tabela 1: Comparativo financeiro entre fôrmas para lajes ....................................... 39
Tabela 2: Comparativo financeiro entre fôrmas para lajes para o pavimento tipo .... 40
Tabela 3: Sistemas de fôrmas para lajes maciças versus Fatores/Características que
influenciam na escolha do sistema de fôrmas ........................................................... 45
v
SUMÁRIO
INTRODUÇÃO ............................................................................................................ 1
CAPÍTULO 1 : SISTEMAS DE FÔRMAS PARA ESTRUTURAS DE CONCRETO
ARMADO .................................................................................................................... 3
1.1 PROJETO ............................................................................................................ 4
1.1.1 Cargas a serem consideradas ................................................................... 6
1.1.2 Requisitos de desempenho ........................................................................ 9
1.1.3 Escolha do sistema .................................................................................. 10
1.1.4 Composição de um projeto convencional de fôrmas ................................ 13
1.2 EXECUÇÃO ........................................................................................................ 15
1.2.1 Materiais .................................................................................................. 16
1.2.2 Produção .................................................................................................. 18
1.2.2.1 Montagem de fôrmas e escoramentos .............................................. 18
1.2.2.2 Concretagem .................................................................................... 21
1.2.2.3 Desforma e retirada de escoramentos .............................................. 21
1.3 MANIFESTAÇÕES PATOLÓGICAS EM FUNÇÃO DE FALHAS NO SISTEMA DE FÔRMAS .... 23
CAPÍTULO 2 : COMPARAÇÃO ENTRE OS SISTEMAS DE FÔRMAS
CONVENCIONAL E TOPEC® SH PARA LAJES MACIÇAS.................................... 25
2.1 RELATO DA PESQUISA ........................................................................................ 25
2.2 METODOLOGIA ................................................................................................... 25
2.3 LEVANTAMENTO ................................................................................................. 25
2.3.1 Sistema de fôrmas convencional ............................................................. 25
2.3.1.1 Descrição .......................................................................................... 27
2.3.1.2 Vantagens e Desvantagens .............................................................. 31
2.3.2 Sistema de fôrmas Topec® SH ................................................................. 32
2.3.2.1 Descrição .......................................................................................... 33
2.3.2.2 Vantagens e Desvantagens .............................................................. 38
2.4 ANÁLISE ............................................................................................................ 41
CONSIDERAÇÕES FINAIS ...................................................................................... 46
REFERÊNCIAS BIBLIOGRÁFICAS ......................................................................... 48
1
INTRODUÇÃO
A partir do projeto arquitetônico inicia-se a concepção do projeto estrutural de
concreto moldado in loco, com o objetivo de sustentar a nova edificação. Além deste
projeto que determina as armaduras e especificações das características do
concreto, são necessários também projetos executivos de fôrmas e de
escoramentos para viabilizar a construção (TAMAKI, 2016).
Segundo a ABNT NBR 15696:2009 as fôrmas são estruturas temporárias
destinadas a moldar o concreto fresco, garantindo a geometria final dos elementos
estruturais. Além disto, elas devem resistir aos esforços variáveis provenientes do
lançamento do concreto até que este se torne autoportante. Já os escoramentos,
são também estruturas provisórias responsáveis por suportar os esforços variáveis e
permanentes oriundos dos processos de execução da obra, transmitindo-os às
bases de apoio da estrutura até que o concreto atinja a resistência final de projeto.
Ademais, o projeto de escoramentos deve contemplar a distribuição de reescoras ou
escoras remanescentes, para que parte do escoramento possa ser retirado, e dessa
forma ser reutilizado, antes de se obter a resistência total do concreto.
Além da definição citada pela norma, pode-se dizer que as fôrmas também
têm como função: conferir a superfície do concreto a rugosidade necessária; servir
de suporte para o posicionamento de armações, com seus devidos espaçadores, e
componentes de instalações; proteger o concreto contra choques mecânicos; além
de auxiliar na cura do concreto, limitando a sua perda de água (BARROS;
MELHADO; ARAÚJO, 2006; FREIRE; SOUZA, 2001).
Para o projetista de uma estrutura de concreto esta definição praticamente
não se altera, já que, para este engenheiro, é função do sistema de fôrmas
assegurar a posição explicitada em projeto dos elementos estruturais, até que o
concreto alcance as propriedades necessárias para que as fôrmas possam ser
removidas. Para isso, o profissional espera que a fôrma tenha competência para
resistir às ações naturais do concreto fresco sem exibir deformações excessivas ou
desunir (LOTURCO, 2016).
Entretanto, mesmo exercendo funções tão importantes, os projetos executivos
de fôrmas e escoramentos, geralmente, não recebem a devida atenção e não têm
seu valor reconhecido. Porém, de acordo com Loturco (2016), a importância das
2
fôrmas extrapola apenas a função técnica, já que os equipamentos empregados
influenciam diretamente o desempenho e logística do empreendimento. Portanto,
vários fatores devem ser considerados na escolha do sistema de fôrma a ser
adotado, como definições específicas dos projetos arquitetônico e estrutural,
logística do canteiro de obras e questões referentes à produtividade esperada pela
construtora.
De acordo com Nazar (2007), estudos sobre a melhor escolha dos sistemas
de fôrmas a serem adotados são justificados devido à importância das fôrmas na
concepção, execução e nos custos de um edifício, já que influenciam diretamente na
mão de obra e chegam a cerca de 15% do valor total da estrutura.
Diante disso, o objetivo geral do presente trabalho consiste em analisar os
fatores e características de uma edificação que podem influenciar na escolha de um
sistema de fôrma convencional ou industrializado para a concretagem de lajes
maciças.
Visando atingir este objetivo geral, tem-se como objetivos específicos:
realizar pesquisa em literatura publicada, de modo a esclarecer as peculiaridades
de projeto e execução de fôrmas para estruturas de concreto armado,
evidenciando os fatores e características que influenciam na escolha do sistema;
levantar materiais empregados e especificações técnicas dos sistemas de fôrmas
industrializado, adotando como exemplo o sistema Topec® SH, e convencional;
comparar as possibilidades de aplicação de cada sistema, de acordo com os
fatores e características determinados na revisão bibliográfica.
A delimitação do tema, com enfoque em sistemas de fôrmas para lajes
maciças, foi assim definida, pois, sabe-se que, em termos de produtividade, o
sistema de fôrma mais influente é o deste elemento estrutural, que merece, portanto,
um estudo detalhado desde a etapa de concepção dos projetos arquitetônico e
estrutural, visando paginações e reduções de anteparos, por exemplo, para emprego
de fôrmas mais eficientes (LOTURCO, 2016).
3
CAPÍTULO 1: SISTEMAS DE FÔRMAS PARA ESTRUTURAS DE
CONCRETO ARMADO
Para a execução de estruturas em concreto armado é fundamental o emprego
de um sistema de fôrmas constituído por elementos a serem projetados de forma tal
a atender as funções estabelecidas pela ABNT NBR 15696:2009. A evolução destes
sistemas e a procura por novas tecnologias iniciaram-se durante o século XX, com o
crescente uso do concreto armado na construção civil, principalmente quando este
deixou de ter apenas relevância estrutural e passou a assumir as mais diversas
formas arquitetônicas. A partir de então, os projetistas de fôrmas e construtores
começaram a estudar com maior empenho as chamadas estruturas provisórias, com
o objetivo de manter a produtividade e qualidade do sistema diante dos novos
desafios (HURD, 1989 apud FLECK, 2014, p. 20).
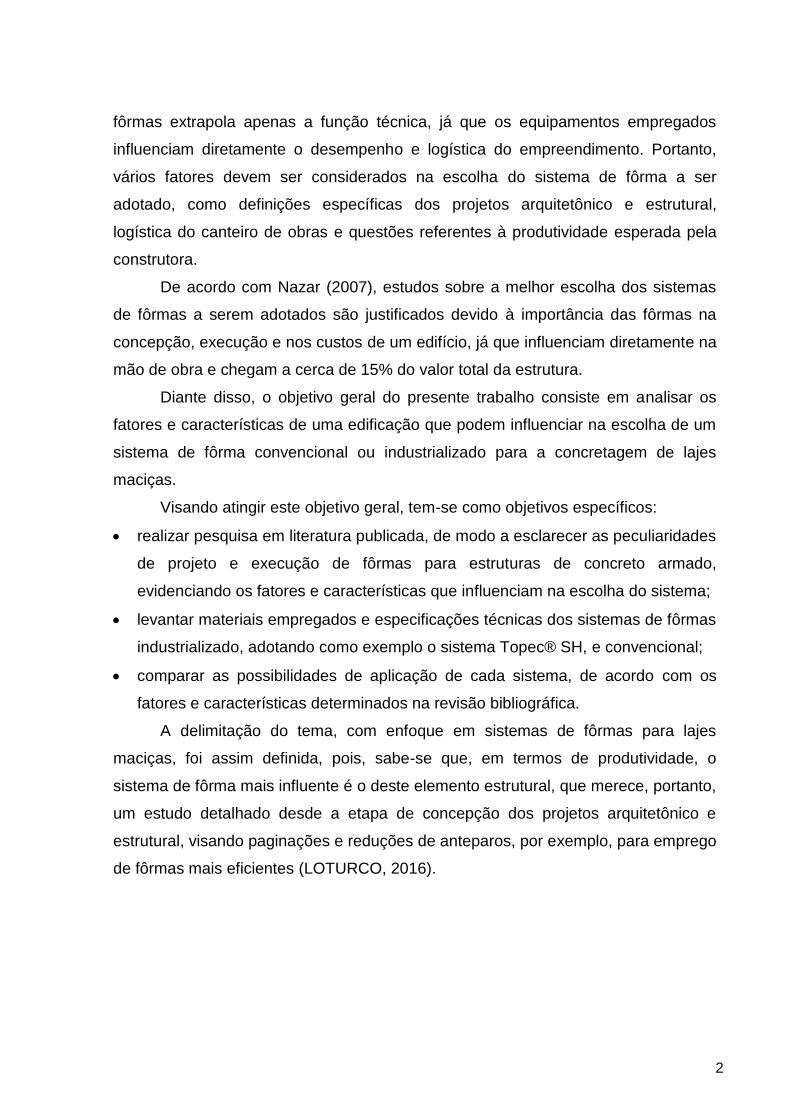
A título de exemplificar a importância dos estudos relacionados a sistemas de
fôrmas, destaca-se uma análise feita por Nazar (2007) (Figura 1), na qual o autor
constata que, para edifícios habitacionais, o custo das fôrmas pode chegar a cerca
de 15% do total da estrutura de um pavimento tipo, ou seja, o significado econômico
do sistema de fôrmas é expressivo, o que deixa claro o cuidado que deve ser
tomado nesta fase para não acarretar em prejuízos futuros.
Figura 1: Composição de custo de uma estrutura – pavimento-tipo. Fonte: Adaptado de NAZAR, 2007.
0%
5%
10%
15%
20%
25%
30%
35%
40%
45%
Lançamento Fôrma Mão de obraInsumos
Concreto Aço
Composição pavimento-tipo
4
Neste capítulo apresenta-se os principais pontos a serem observados quanto
ao projeto, execução e patologias relativos a sistemas de fôrmas para estruturas de
concreto armado, obtidos por meio de revisão bibliográfica.
1.1 Projeto
De acordo com Santos (2016), antes da elaboração do projeto de fôrmas,
deve-se atentar a algumas boas práticas que proporcionarão uma melhor concepção
do sistema a ser empregado, como por exemplo:
definir os métodos construtivos e materiais a serem utilizados;
compatibilizar os projetos das diversas disciplinas envolvidas no processo;
padronizar, sempre que possível, as dimensões dos elementos estruturais e suas
posições relativas ao pavimento, de modo a possibilitar um maior índice de
reutilização das fôrmas;
conceber, desde o projeto arquitetônico, espaços passíveis de paginação, de
modo a permitir a utilização de equipamentos e componentes com dimensões
comerciais, evitando, assim, o desperdício.
Tendo em mente as boas práticas citadas, pode-se dar início ao projeto do
sistema de fôrmas, que deve ser constituído pelos seguintes elementos
(FAJERSZTAJN; LANDI, 1992; FREIRE; SOUZA, 2001 e BARROS; MELHADO;
ARAÚJO, 2006):
a) molde: elemento responsável pela conformação das peças, conferindo a estas
geometria e textura definidas em projeto, já que é o componente que se encontra
em contato direto com o concreto. Usualmente é constituído por painéis
estruturados, que possuem peças complementares posicionadas de forma a
sustentar e travar os moldes permanentemente, ou por painéis não estruturados,
que não dispõem de peças complementares definitivas;
b) cimbramento: elemento destinado a absorver e transferir às bases de apoio da
estrutura os esforços que atuam no molde. Este elemento pode ser classificado
entre os quatro grupos a seguir:
escoramentos: componentes verticais submetidos a cargas de compressão na
direção do seu eixo longitudinal,

5
vigamento: componentes horizontais submetidos a esforços de flexão
provenientes de cargas verticais,
travamento: componentes verticais ou horizontais submetidos a esforços de
tração e/ou flexão provenientes de cargas horizontais, e
mãos-francesas: componentes inclinados destinados a contenção horizontal;
c) acessórios: elementos que auxiliam no nivelamento, prumo e locação da peças.
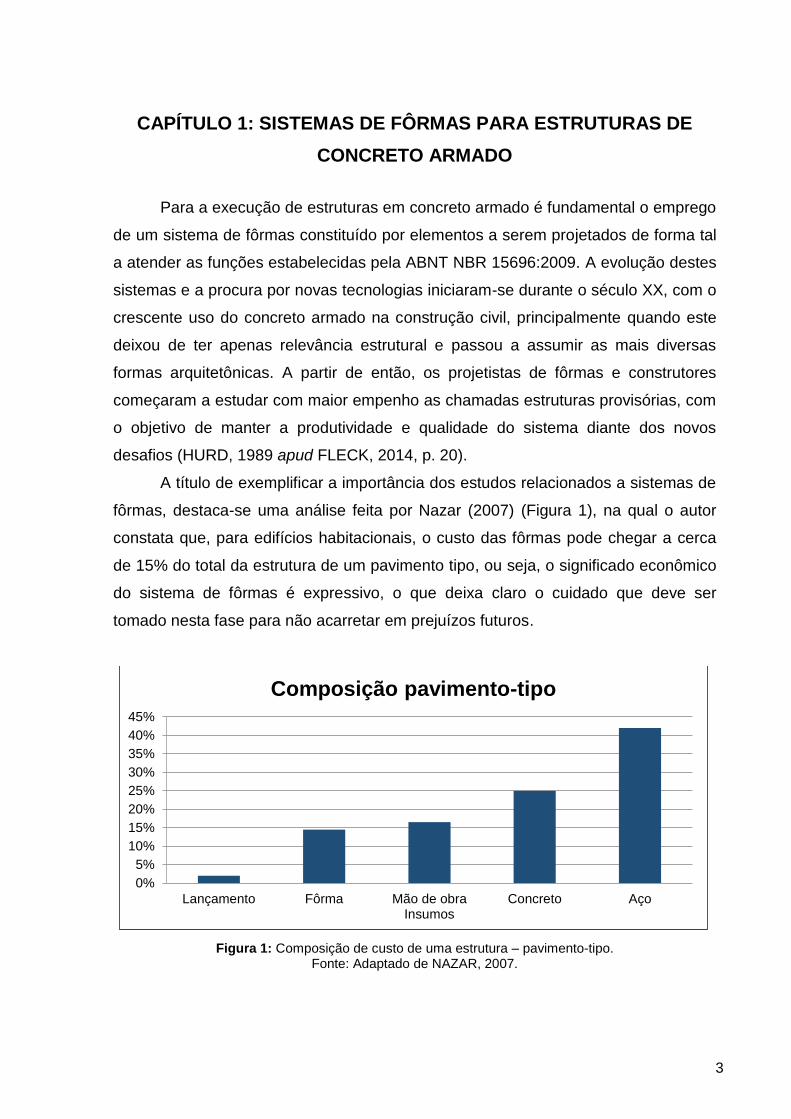
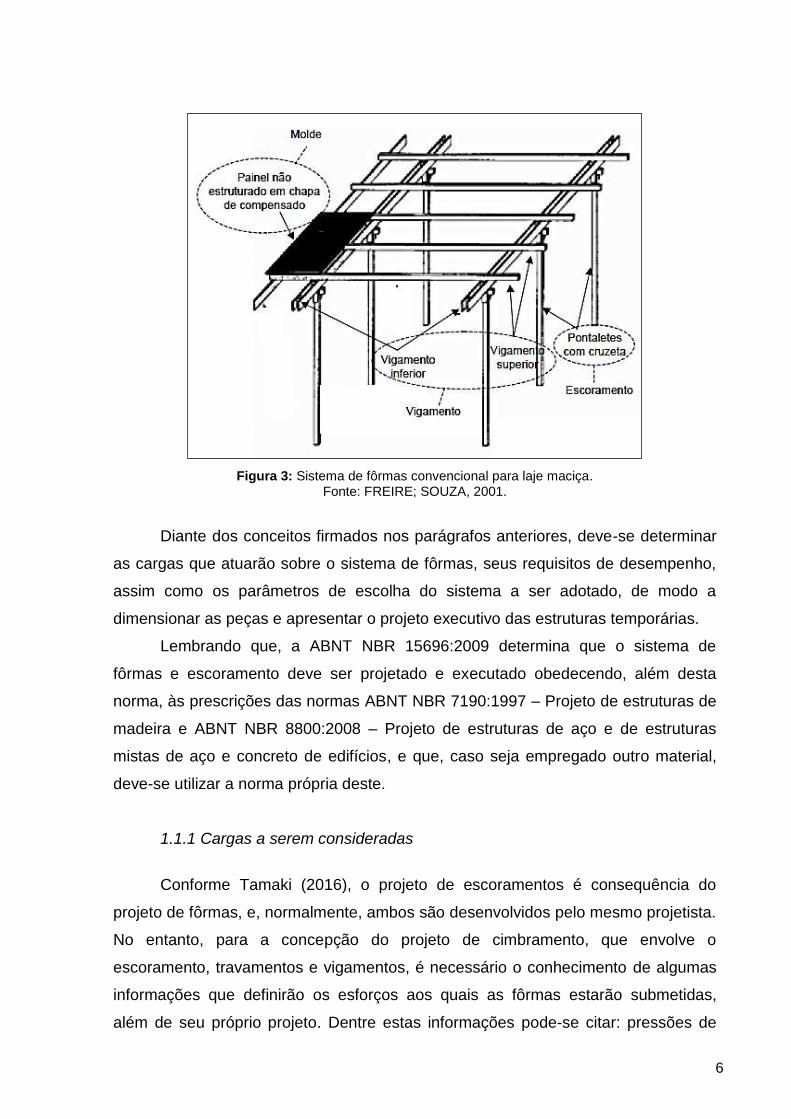
Pela Figura 2 observa-se uma visão geral de um sistema de fôrmas
convencional com o objetivo de exemplificar os seus componentes. E na Figura 3,
observa-se com maior clareza, uma representação gráfica simplificada de um
sistema de fôrmas convencional para lajes maciças.
Figura 2: Sistema de fôrmas convencional. Fonte: CRISTIANI, 1995 apud FREIRE; SOUZA, 2001, p. 11.
Observa-se no exemplo da Figura 3 que o molde da laje é apoiado sobre um
conjunto de vigas dispostas umas sobre as outras formando uma trama, porém há
situações em que basta um vigamento único.
6
Figura 3: Sistema de fôrmas convencional para laje maciça. Fonte: FREIRE; SOUZA, 2001.
Diante dos conceitos firmados nos parágrafos anteriores, deve-se determinar
as cargas que atuarão sobre o sistema de fôrmas, seus requisitos de desempenho,
assim como os parâmetros de escolha do sistema a ser adotado, de modo a
dimensionar as peças e apresentar o projeto executivo das estruturas temporárias.
Lembrando que, a ABNT NBR 15696:2009 determina que o sistema de
fôrmas e escoramento deve ser projetado e executado obedecendo, além desta
norma, às prescrições das normas ABNT NBR 7190:1997 – Projeto de estruturas de
madeira e ABNT NBR 8800:2008 – Projeto de estruturas de aço e de estruturas
mistas de aço e concreto de edifícios, e que, caso seja empregado outro material,
deve-se utilizar a norma própria deste.
1.1.1 Cargas a serem consideradas
Conforme Tamaki (2016), o projeto de escoramentos é consequência do
projeto de fôrmas, e, normalmente, ambos são desenvolvidos pelo mesmo projetista.
No entanto, para a concepção do projeto de cimbramento, que envolve o
escoramento, travamentos e vigamentos, é necessário o conhecimento de algumas
informações que definirão os esforços aos quais as fôrmas estarão submetidas,
além de seu próprio projeto. Dentre estas informações pode-se citar: pressões de
7
concreto nas fôrmas, assim como sua consistência; velocidade e sequência de
concretagem; cargas atuantes e sobrecargas de trabalho.
Além destes dados, é fundamental informar o tipo de solo do local de
implantação da obra, já que o escoramento é um transmissor de esforços entre as
peças a serem concretadas e o solo, até que o concreto atinja sua resistência final.
Sendo assim, o dimensionamento de todo o cimbramento deve considerar cargas
permanentes e variáveis, as características do concreto e esforços devido ao vento,
obedecendo aos preceitos da ABNT NBR 15696:2009.
A referida norma define claramente na Seção 4.2, situada nas páginas 3 e 4,
as recomendações aplicáveis ao dimensionamento de fôrmas, escoramentos e
reescoramentos, ou escoramentos remanescentes, para estruturas de concreto.
Barros, Melhado, Araújo (2006), SH Fôrmas, Escoramentos e Andaimes (2008) e
ABNT NBR 15696:2009 citam as seguintes prescrições:
a) quanto às ações permanentes:
peso próprio das fôrmas e cimbramentos,
peso de todos os elementos estruturais a serem escorados, como lajes e
vigas por exemplo, considerando o peso próprio do concreto e do aço,
pressão do concreto fresco sobre as fôrmas horizontais e verticais;
b) quanto às ações variáveis:
esforços resultantes do método de lançamento do concreto sobre a estrutura
provisória,
carregamentos pontuais ou irregulares, devido ao uso de algum equipamento
especial, por exemplo,
sobrecarga de trabalho na execução dos serviços de lançamento,
adensamento e acabamento do concreto, na qual deve-se considerar as
cargas de equipamentos, pessoas, mangueiras e vibradores, entre outros
elementos utilizados no processo de concretagem,
impacto do lançamento do concreto ou causado por máquinas utilizadas no
processo, principalmente quando a altura de lançamento for maior que a
estabelecida pela norma,
pressões de vento conforme prescrições da norma ABNT NBR 6123:1988 –
Forças devidas ao vento em edificações.
8
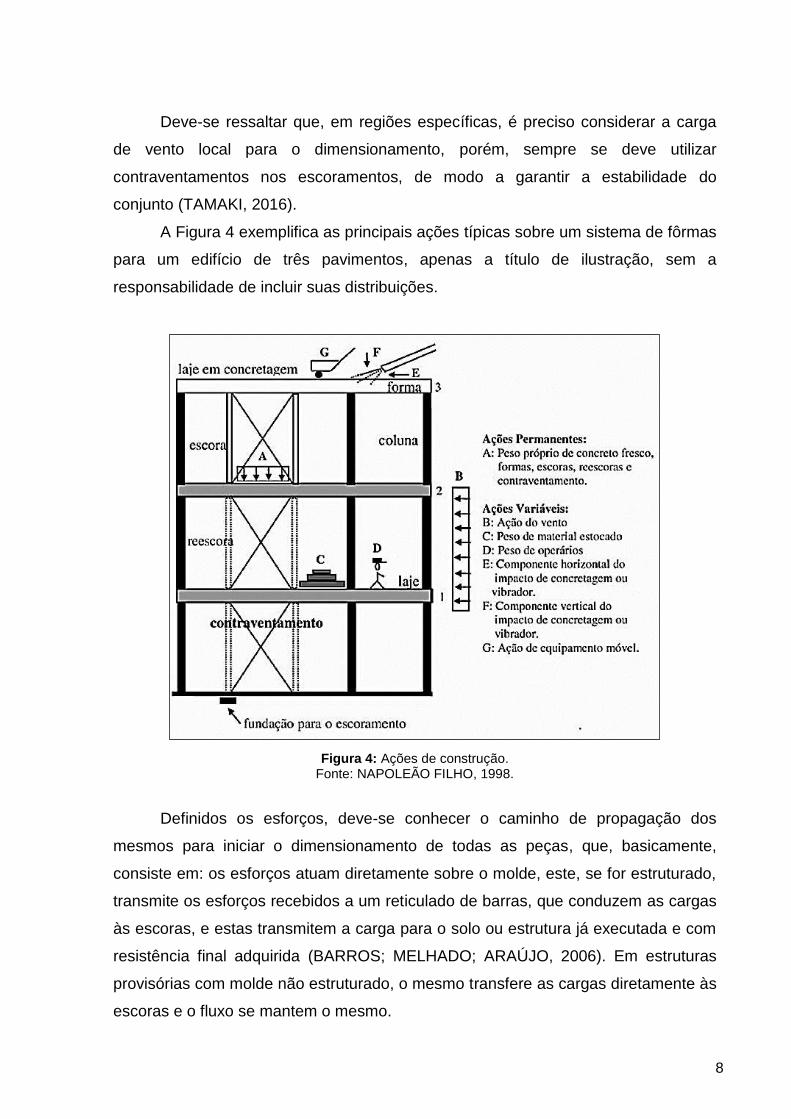
Deve-se ressaltar que, em regiões específicas, é preciso considerar a carga
de vento local para o dimensionamento, porém, sempre se deve utilizar
contraventamentos nos escoramentos, de modo a garantir a estabilidade do
conjunto (TAMAKI, 2016).
A Figura 4 exemplifica as principais ações típicas sobre um sistema de fôrmas
para um edifício de três pavimentos, apenas a título de ilustração, sem a
responsabilidade de incluir suas distribuições.
Figura 4: Ações de construção. Fonte: NAPOLEÃO FILHO, 1998.
Definidos os esforços, deve-se conhecer o caminho de propagação dos
mesmos para iniciar o dimensionamento de todas as peças, que, basicamente,
consiste em: os esforços atuam diretamente sobre o molde, este, se for estruturado,
transmite os esforços recebidos a um reticulado de barras, que conduzem as cargas
às escoras, e estas transmitem a carga para o solo ou estrutura já executada e com
resistência final adquirida (BARROS; MELHADO; ARAÚJO, 2006). Em estruturas
provisórias com molde não estruturado, o mesmo transfere as cargas diretamente às
escoras e o fluxo se mantem o mesmo.

9
1.1.2 Requisitos de desempenho
O sistema construtivo como um todo é composto por vários subsistemas
interdependentes, que visam atender as necessidades do empreendimento. O
sistema de fôrmas é um deles, sendo aquele que inicia todo o processo e é tomado
como referência para os demais. Tal peculiaridade faz com este subsistema seja
responsável por estabelecer e padronizar o grau de excelência exigida para a
edificação. Portanto, devido a esta característica, o sistema de fôrmas interfere,
fortemente, no prazo, custo e qualidade do projeto em execução (ASSAHI, 2016).
Diante disso, para que a execução da estrutura provisória e as atividades
subsequentes a ela sejam eficientes, o sistema de fôrmas deve atender aos
requisitos de desempenho listados a seguir (BARROS; MELHADO; ARAÚJO, 2006):
resistência mecânica à ruptura: apresentar resistência suficiente para suportar
todos os esforços determinados pela ABNT NBR 15696:2009;
resistência à deformação: além de resistir aos esforços sem entrar em colapso,
as fôrmas devem possuir rigidez suficiente para manter a geometria dos
elementos estruturais prevista no projeto, ou seja, a deformação deve ser
controlada e limitada;
estanqueidade: deve ser estanque, de forma a evitar a perda de água e de finos
de cimento ao longo da concretagem;
regularidade geométrica: proporcionar geometria compatível com as
determinadas no projeto, pois qualquer redução nas dimensões de um elemento
estrutural podem interferir significativamente na sua resistência mecânica;
textura superficial adequada: de acordo com as exigências do projeto,
principalmente nos locais em que o concreto ficará aparente;
estabilidade dimensional: o sistema de fôrmas deve ser capaz de manter as
dimensões previstas em projeto durante todo processo de concretagem;
possibilitar o correto posicionamento da armadura: a fôrma não deve apresentar
qualquer detalhe de montagem, que se torne um anteparo, e impeça a instalação
da armadura no local especificado pelo projeto;
baixa aderência ao concreto: de modo a simplificar o processo de desforma,
diminuindo os riscos de deteriorar a superfície da estrutura de concreto;
facilitar o correto lançamento e adensamento do concreto;

10
não influenciar nas características do concreto: ser de material tal, que não
absorva água, de forma a não comprometer o processo de hidratação do
cimento;
segurança: apresentar resistência suficiente que garanta a segurança dos
operários e da própria estrutura a ser erguida;
economia: o sistema de fôrmas deve ser projetado considerando materiais
passíveis de serem reaproveitados o maior número de vezes, de fácil montagem
e desforma.
Resumidamente, os itens relacionados acima descrevem os principais
requisitos de um sistema de fôrma para que ele garanta a qualidade da estrutura, o
prazo de execução da obra e o custo total do empreendimento, estimados na etapa
de planejamento (BARROS; MELHADO; ARAÚJO, 2006).
1.1.3 Escolha do sistema
Definidas as cargas atuantes e conhecendo-se os requisitos necessários a
um sistema de fôrmas, deve-se escolher o sistema mais apropriado para cada
situação. Tal escolha deve ser definida entre o projetista e o construtor, já que este
último é quem estará por dentro dos prazos, custos e logística da obra.
A escolha do sistema a ser utilizado, pode se dizer que, é a etapa mais
importante em um projeto de fôrmas e escoramentos. A seleção da alternativa
correta, que deve ser estudada de forma personalizada para cada empreendimento,
acarretará em um bom desempenho na fase de execução da estrutura.
De acordo com Barros, Melhado e Araújo (2006), deve-se considerar os
seguintes parâmetros para a escolha do sistema de fôrmas a ser projetado:
especificações quanto ao acabamento superficial do concreto;
características do projeto estrutural, como repetição da geometria dos elementos,
modulações e vãos;
cronograma e sequência de execução da estrutura;
disponibilidade de materiais regionais ou viabilidade de transporte de sistema
industrializado;
viabilidade de equipamento para movimentação vertical e horizontal das fôrmas;

11
espaço para produção das fôrmas em canteiro, assim como local adequado para
armazená-las;
porte do empreendimento e suas repetições dentro de uma mesma empresa, que
pode sugerir, por exemplo, a vantagem ou não de se investir em um jogo de
fôrmas próprio e industrializado ou em um segundo jogo de fôrmas para acelerar
a obra.
Tais princípios podem ser sintetizados pela Figura 5.
Figura 5: Principais itens de influência na definição do sistema de fôrmas. Fonte: LOTURCO, 2016.
Assim como Barros, Melhado e Araújo (2006), Loturco (2016) exemplifica
alguns parâmetros de escolha, como, por exemplo, a facilidade de recebimento e
transporte interno do sistema de fôrma adotado, em função do peso e dimensão das
peças. Ademais, os responsáveis pela escolha do sistema estrutural provisório,
devem considerar a durabilidade do material, de forma que ele atenda a quantidade
mínima de reutilizações muitas vezes previstas em projeto.
Apesar de dignar-se apenas como um acessório temporário para moldagem
da estrutura, o sistema de fôrmas deve ser avaliado de forma abrangente. O seu
estudo deve contemplar desde a certificação ambiental dos materiais e insumos
empregados, os procedimentos de segurança do trabalho nas etapas de montagem
e desforma, até a capacidade de compatibilização do projeto por parte do fornecedor
e o prazo para entrega dos materiais na construção (LOTURCO, 2016).
Diante dos parâmetros citados, percebe-se que todos eles influenciam direta
ou indiretamente na esfera econômica de qualquer empreendimento. Para elucidar a
12
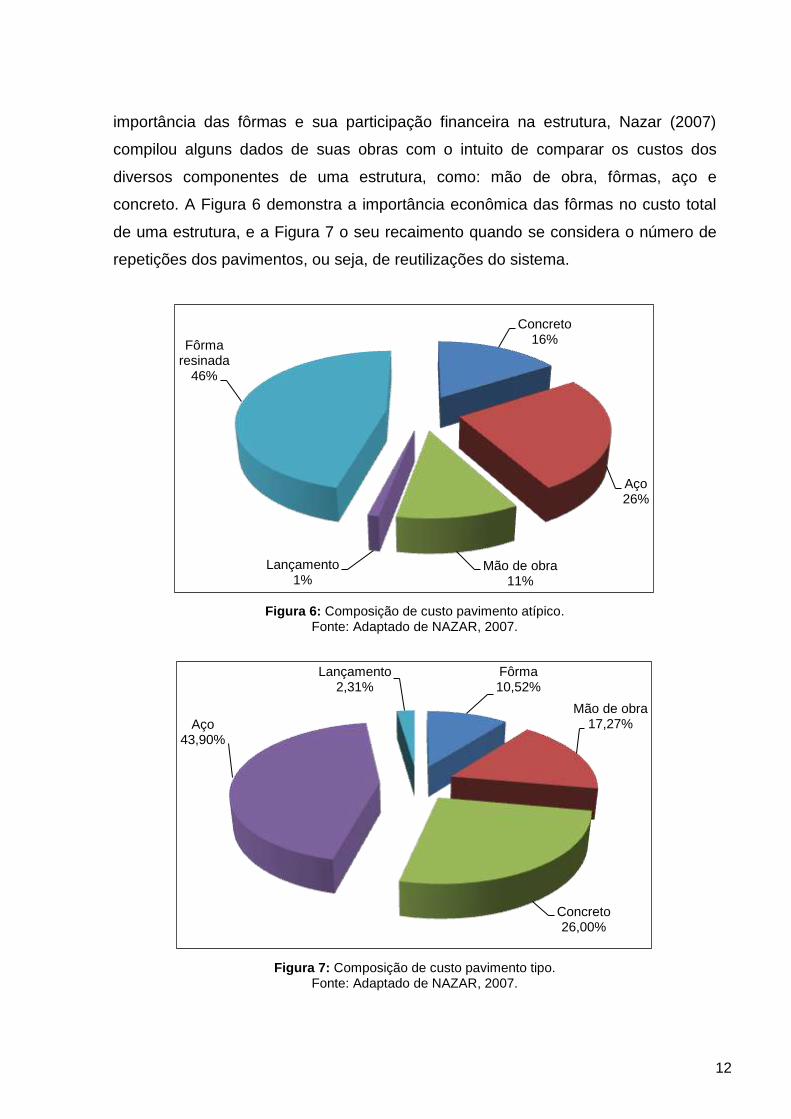
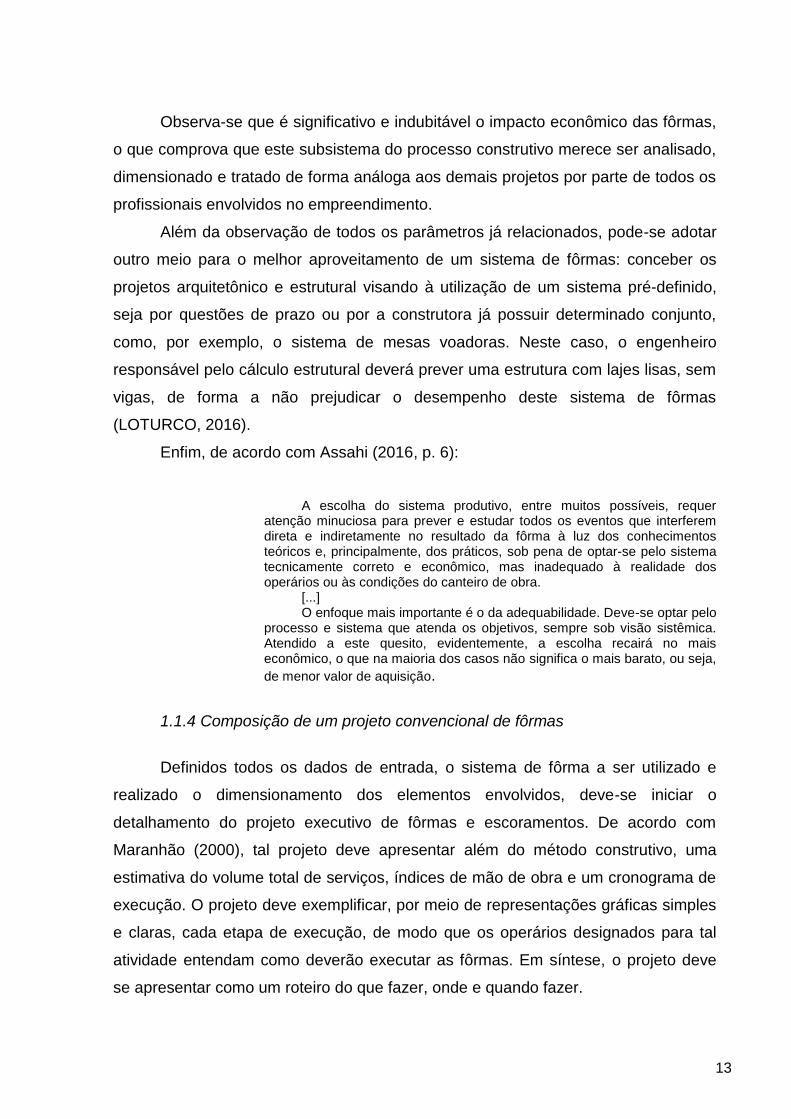
importância das fôrmas e sua participação financeira na estrutura, Nazar (2007)
compilou alguns dados de suas obras com o intuito de comparar os custos dos
diversos componentes de uma estrutura, como: mão de obra, fôrmas, aço e
concreto. A Figura 6 demonstra a importância econômica das fôrmas no custo total
de uma estrutura, e a Figura 7 o seu recaimento quando se considera o número de
repetições dos pavimentos, ou seja, de reutilizações do sistema.
Figura 6: Composição de custo pavimento atípico. Fonte: Adaptado de NAZAR, 2007.
Figura 7: Composição de custo pavimento tipo. Fonte: Adaptado de NAZAR, 2007.
Concreto 16%
Aço 26%
Mão de obra 11%
Lançamento 1%
Fôrma resinada
46%
Fôrma 10,52%
Mão de obra 17,27%
Concreto 26,00%
Aço 43,90%
Lançamento 2,31%
13
Observa-se que é significativo e indubitável o impacto econômico das fôrmas,
o que comprova que este subsistema do processo construtivo merece ser analisado,
dimensionado e tratado de forma análoga aos demais projetos por parte de todos os
profissionais envolvidos no empreendimento.
Além da observação de todos os parâmetros já relacionados, pode-se adotar
outro meio para o melhor aproveitamento de um sistema de fôrmas: conceber os
projetos arquitetônico e estrutural visando à utilização de um sistema pré-definido,
seja por questões de prazo ou por a construtora já possuir determinado conjunto,
como, por exemplo, o sistema de mesas voadoras. Neste caso, o engenheiro
responsável pelo cálculo estrutural deverá prever uma estrutura com lajes lisas, sem
vigas, de forma a não prejudicar o desempenho deste sistema de fôrmas
(LOTURCO, 2016).
Enfim, de acordo com Assahi (2016, p. 6):
A escolha do sistema produtivo, entre muitos possíveis, requer atenção minuciosa para prever e estudar todos os eventos que interferem direta e indiretamente no resultado da fôrma à luz dos conhecimentos teóricos e, principalmente, dos práticos, sob pena de optar-se pelo sistema tecnicamente correto e econômico, mas inadequado à realidade dos operários ou às condições do canteiro de obra.
[...] O enfoque mais importante é o da adequabilidade. Deve-se optar pelo
processo e sistema que atenda os objetivos, sempre sob visão sistêmica. Atendido a este quesito, evidentemente, a escolha recairá no mais econômico, o que na maioria dos casos não significa o mais barato, ou seja,
de menor valor de aquisição.
1.1.4 Composição de um projeto convencional de fôrmas
Definidos todos os dados de entrada, o sistema de fôrma a ser utilizado e
realizado o dimensionamento dos elementos envolvidos, deve-se iniciar o
detalhamento do projeto executivo de fôrmas e escoramentos. De acordo com
Maranhão (2000), tal projeto deve apresentar além do método construtivo, uma
estimativa do volume total de serviços, índices de mão de obra e um cronograma de
execução. O projeto deve exemplificar, por meio de representações gráficas simples
e claras, cada etapa de execução, de modo que os operários designados para tal
atividade entendam como deverão executar as fôrmas. Em síntese, o projeto deve
se apresentar como um roteiro do que fazer, onde e quando fazer.
14
A ABNT NBR 15696:2009 define na Seção 4.1.2, situada na página 3, os
elementos constituintes dos projetos de fôrmas e escoramentos, sendo eles:
especificação dos materiais utilizados;
especificação das cargas admissíveis dos equipamentos utilizados;
definição clara e exata do posicionamento de todos os elementos;
definição das cargas nas bases de apoio;
critérios adotados para o dimensionamento das fôrmas, relativos a etapa de
concretagem (pressão, consistência, velocidade e altura de lançamento, vibração
do concreto, etc.);
detalhamento com plantas, cortes, vistas e demais detalhes, de tal forma que não
fiquem dúvidas para a correta execução da montagem.
Além disso, esta norma determina que, quando forem utilizados
equipamentos industrializados, que necessitam de um tipo específico de montagem
para atender a suas cargas admissíveis, podem ser anexados ao projeto de fôrma
e/ou escoramento manuais de instrução e montagem e catálogos técnicos. Tal
questão fica a critério do responsável técnico da obra.
Maranhão (2000) explica detalhadamente a composição de um projeto de um
sistema fôrmas convencional, sendo constituído por:
relatório explicativo: descrição de todos os dados do projeto, assim como tabelas
com os quantitativos de materiais empregados e suas respectivas referências e
dimensões. Também explica a utilização das plantas auxiliares e a sequência de
execução do projeto;
desenhos dos painéis de pilares e vigas: desenhos anexos ao projeto com o
detalhamento das peças lineares e dos painéis, por meio de representações
gráficas em planta e elevação, mostrando os recortes necessários;
desenhos dos garfos para vigas: detalhamento de suas dimensões e indicação
da viga a qual cada um se refere;
planta de paginação dos painéis de lajes: desenhos que identificam cada chapa
com uma numeração, a ser utilizada no plano de corte, de forma a facilitar a
montagem de determinado pavimento. Tal numeração auxilia também na locação
dos furos para a passagem das instalações;
plano de corte: representação dos recortes de pilares, vigas e lajes. Também
apresenta uma lista de montagem que auxilia a identificar os recortes de cada

15
elemento e separá-los de modo a facilitar a utilização das plantas de montagem.
Além disso, este plano indica o aproveitamento esperado, considerando o
desconto da serra;
planta de locação de longarinas, transversinas, escoras e faixas para
reescoramento de lajes: representação dos espaçamentos entre longarinas,
transversinas e escoras. Mantem-se a numeração das lajes conforme a utilizada
no projeto estrutural. Representam-se as posições das longarinas e transversinas
que devem ser vinculadas, por meio de linhas de cotagem, de um lado ao outro
da laje, e as escoras e faixas de reescoramento, com cotagem do espaçamento
entre elas;
planta de montagem dos painéis de vigas e pilares: os desenhos dos painéis são
inseridos nesta planta, mantendo a mesma nomenclatura e dimensões,
mostrando a posição de cada painel, de acordo com as dimensões do elemento
estrutural;
planta de locação dos garfos, escoras e reescoramento das vigas: as peças
lineares detalhadas devem estar cotadas e locadas nesta planta, de forma a
facilitar a marcação das posições destes elementos nos painéis de fundo das
vigas.
É importante observar a presença de todos estes itens em um projeto de
fôrmas e escoramentos de modo a garantir o bom entendimento e execução do
mesmo.
1.2 Execução
No processo de execução das fôrmas, tem-se alguns pontos principais a
serem observados, como (YAZIGI, 2009):
adoção de contraflechas, caso indicado em projeto;
sobreposição de pilares;
nivelamento de lajes e vigas;
condições de escoramento suficientes;
furos e shafts para passagem de instalações;
limpeza e estanqueidade das fôrmas; e
16
estabilidade dimensional, com a constatação de que não há desvios que afetem
o nível, esquadro ou prumo dos elementos a serem concretados.
Um procedimento interessante, de modo a assegurar a correta execução, é a
construção de um protótipo com um vão de laje, pilar e viga, mostrando
gradativamente os passos e as boas práticas envolvidos na montagem do sistema,
expondo a importância de cada componente aos operários. Tal atividade permite
ainda uma troca de experiências entre os profissionais que projetam e aqueles que
executam, podendo gerar sugestões e críticas construtivas visando aumentar a
produtividade do processo (TAMAKI, 2016).
1.2.1 Materiais
Diversos tipos de materiais são usados para a fabricação dos componentes
dos sistemas de fôrmas. Um dos primeiros materiais a ser empregado neste
subsistema da construção civil, e que até hoje ainda é muito utilizado, apesar de
nem sempre ser vantajoso, é a madeira, formando os sistemas de fôrmas com
moldes em chapas de madeira compensada, ou madeira industrializada, de acordo
ABNT NBR 15696:2009, e com a estrutura do molde e escoramento em madeira
serrada, ou madeira em bruto, nomenclatura adotada pela mesma norma
(FAJERSZTAJN; LANDI, 1992).
Segundo Nazar (2007), o uso de fôrmas metálicas ou somente a estruturação
metálica, na época de sua publicação, eram empregados apenas em locais
específicos, como reservatórios, muros de arrimo, fundações e ocasionalmente em
pilares, lajes e vigas. Atualmente, vê-se com maior frequência o uso de fôrmas
metálicas para lajes, sistemas metálicos de travamento para vigas e pilares, e
principalmente o uso de escoramento metálico, por permitir adaptações a diversas
alturas e com isso um maior número de reutilizações.
Com o crescimento da construção industrializada e repetitiva, tornou-se usual
o emprego de sistemas de fôrmas metálicas, de aço ou alumínio, ou mistas, ou seja,
com todos os componentes metálicos ou com moldes de chapa de madeira
compensada e cimbramento e acessórios metálicos. Porém, além da combinação
destes dois materiais, existem os sistemas de fôrmas híbridos, que atendem a
soluções específicas com o emprego de papelão, plásticos, chapas de PVC
(Policloreto de Vinila), fibra de vidro, isopor e outros materiais alternativos,
17
substituindo os materiais tradicionais ou em conjunto com os mesmos. Tais sistemas
são utilizados, por exemplo, na concretagem de lajes nervuradas, nas quais
costuma-se utilizar blocos de isopor, cerâmicos ou de concreto (FAJERSZTAJN;
LANDI, 1992; MORIKAWA, 2003).
A determinação do material a ser empregado envolve a análise de alguns dos
itens já mencionados relativos a escolha do sistema de fôrma a ser adotado. Por
exemplo, em relação ao acabamento superficial do concreto: para superfícies de
concreto aparente, recomenda-se o uso de madeira compensada plastificada ou
moldes metálicos; já para superfícies que receberão um acabamento, pode-se
utilizar o compensado resinado ou mesmo tábuas de madeira (YAZIGI, 2009).
Se a opção escolhida for o sistema de fôrmas de madeira, Yazigi (2009) cita
as condições em que devem se apresentar as peças para que estejam aptas a
serem empregadas para esta finalidade. Por exemplo: é importante que as peças de
madeira serrada de coníferas não apresentem defeitos como desvios dimensionais,
nós, fendas, perfurações por insetos, dentre outras irregularidades, para que possam
ser empregadas como pontaletes, sarrafos e tábuas. Já quanto as chapas de
madeira compensada, deve-se verificar se há algum defeito na superfície, se o
número de lâminas está adequado a espessura da chapa, se o material é resistente
à ação da água, se não há desvios de esquadro, além de outros itens, de modo a
certificar que o material não apresenta nenhum defeito sistemático que possa
comprometer o seu desempenho ao ser empregado em um sistema de fôrmas para
concreto.
Para estes sistemas deve-se considerar o uso de pregos de carpinteiro ou de
marceneiro e o dimensionamento deve ser feito considerando as prescrições da
ABNT NBR 7190:1997.
Além disso, para adoção de um sistema de fôrma convencional de madeira,
deve-se providenciar condições adequadas de armazenamento dos componentes no
canteiro de obras. O local deve ser fechado, coberto, protegido da ação da água. As
chapas devem ser empilhadas na posição horizontal, sobre pontaletes, de forma a
evitar o contato com o piso e deformações excessivas. Lembrando que, quando
armazenadas sobre lajes da estrutura, deve-se verificar junto ao projetista a
consideração desta sobrecarga de execução. Os componentes devem ser
numerados e posicionados de forma a facilitar a sua localização em momento

18
oportuno. Já as peças metálicas devem estar protegidas de ações que possam
provocar corrosão (YAZIGI, 2009).
Como dito anteriormente, o uso de sistemas de fôrmas de madeira vem
perdendo lugar no mercado para os sistemas industrializados. A fabricação de
fôrmas de madeira no canteiro e a utilização de toras de eucalipto como escoras são
exemplos, hoje, de sistemas rudimentares, que impactam na produtividade e
viabilidade de um empreendimento. O que se tem feito de forma a ainda aproveitar a
madeira para este fim, sem comprometer os índices da obra, é utilizando-a apenas
para a função de molde, e descartando os obsoletos pontaletes de eucalipto,
adotando no lugar os escoramentos metálicos. Na realidade, com a percepção da
importância do sistema de fôrmas, tem crescido a busca por sistemas pré-moldados,
como mesas voadoras, fôrmas metálicas, fôrmas plásticas, que são opções
interessantes quando analisadas com antecedência e consideradas para a
concepção do projeto (LOTURCO, 2016).
Enfim, a opção por um ou outro material está associada às mesmas questões
relativas a escolha do sistema, principalmente ao tempo de execução da obra, ao
número de utilizações, ao nível de solicitação das peças, ao espaço disponível no
canteiro de obras, as condições de transporte devido a localização da obra e a
disponibilidade de mão de obra especializada para a execução, de acordo com o
tipo de sistema (NAZAR, 2007).
1.2.2 Produção
Entende-se como produção de um sistema de fôrmas a execução de duas
etapas: montagem e desmontagem, ou desforma. Entre estas duas etapas ocorre o
processo de concretagem da estrutura, que, apenas após atingir a resistência final
de projeto, permitirá a completa desforma. Considerando estes três momentos,
descreve-se a seguir alguns cuidados a serem tomados para se obter êxito no
resultado final do sistema.
1.2.2.1 Montagem de fôrmas e escoramentos
A ABNT NBR 15696:2009 determina que deve-se utilizar um projeto
específico de fôrmas e escoramentos para a execução de toda a montagem das

19
estruturas provisórias. É importante que a obra tenha conhecimento de todo o
processo desde o seu início, por meio de uma descrição do método a ser seguido
para montar e remover as estruturas auxiliares, passando pelos requisitos de
manuseio, ajuste e eventual contraflecha premeditada.
A montagem das fôrmas e do escoramento deve ser feita pensando nas
etapas seguintes, de modo a não interferir nas propriedades do concreto e facilitar a
retirada dos diversos elementos componentes do sistema. Por exemplo, deve-se
utilizar de hastes reguláveis, cunhas, caixas de areia ou outros dispositivos
adequados para apoio do escoramento, pois assim será possível remover o
elemento sem submeter a estrutura a impactos, sobrecargas ou outros danos (ABNT
NBR 15696:2009).
Ainda sobre os apoios do escoramento, deve-se tomar as medidas
necessárias para evitar recalques no solo ou base de apoio que possam ser
prejudiciais a estrutura. Para tal, pode-se prever o uso de lastro, piso de concreto ou
pranchões para corrigir as irregularidades da superfície de apoio e melhorar
distribuição das cargas. Lembrando que, é imprescindível o dimensionamento das
bases de apoio das fôrmas e/ou escoramentos pelo responsável técnico da obra
(ABNT NBR 15696:2009).
Quanto às aberturas para passagem das instalações através de vigas ou
outros elementos estruturais, devidamente verificadas pelo projetista estrutural,
deve-se embutir caixas na fôrma, com a dimensão do furo necessário, para garantir
o espaço (YAZIGI,2009). Assim como essas caixas, todo e qualquer elemento
inserido nas fôrmas, como: barras de ancoragem, tirantes, tubulações e afins, devem
ser posicionados dentro da seção do elemento, desde que se obedeça as seguintes
recomendações (ABNT NBR 15696:2009):
fixá-los de modo a assegurar o seu posicionamento durante a concretagem, e
verificar se esta posição não impede que o lançamento e adensamento do
concreto fresco sejam executados de forma adequada;
não interferir nas característica estruturais da peça, preservando a sua geometria
durante a concretagem;
ser de material tal que não reaja de forma adversa com o concreto e seus
componentes ou com as armaduras;
20
não prejudicar a durabilidade do elemento estrutural e nem mesmo o seu
desempenho funcional, seja ele relacionado a cor ou textura.
Além disso, a mesma norma citada acima recomenda evitar o uso de
elementos perdidos de fôrmas ou outros dispositivos, e que caso seja necessário,
estes devem ser previstos em projeto e tratados de forma a garantir a durabilidade
do material. A título de exemplo, no caso de ser algum material metálico, deve-se
providenciar proteção contra corrosão.
Yazigi (2009) menciona ainda algumas técnicas que podem ser utilizadas
para se obter um melhor acabamento das peças e garantir a correta geometria do
elemento estrutural. Por exemplo, para se obter uma superfície continua mesmo
quando um elemento é concretado em várias etapas, a fôrma da concretagem
seguinte deve recobrir a superfície concretada anteriormente, de forma a evitar o
aparecimento de protuberâncias comuns em emendas de concretagem. Esta
questão pode ser ilustrada por um pilar externo, que se ergue por vários pavimentos,
e que não se deseja que as juntas de concretagem sejam evidentes. Já para o
controle da geometria das peças, seja o nivelamento de lajes e vigas, prumo de
pilares e execução de contraflechas, pode-se usar de acessórios como níveis de
bolha, linhas de náilon e aparelhos a laser para verificar se é necessário algum
ajuste na altura das escoras, por exemplo. Além disso, deve-se verificar o esquadro
das peças, o que pode ser facilmente determinado por meio de medidas diagonais.
Verificadas todas as condições de geometria da estrutura provisória, assim
como sua estanqueidade e propriedade de todos os materiais, deve-se aplicar,
quando necessário, um produto que facilite a posterior desforma das peças. Cada
material tem o seu desmoldante específico que deve ser aplicado exclusivamente na
fôrma antes da colocação da armadura. Tal produto formará uma fina camada entre
o concreto e a fôrma impossibilitando a aderência entre eles, o que favorecerá a
remoção das fôrmas sem danificar a superfície das mesmas ou do concreto. Porém,
deve ser aplicado com cautela, evitando excessos ou espaços sem sua aplicação,
além de não se apresentar como resíduo na superfície do concreto ou causar
alterações que impliquem em prejuízos no acabamento da estrutura (ABNT NBR
15696:2009; YAZIGI, 2009).
Vale ressaltar que, para sistemas de fôrmas industrializados devem ser
seguidas as instruções do fabricante.
21
1.2.2.2 Concretagem
Antes de iniciar o processo de concretagem, as fôrmas devem ser vistoriadas
para garantir que a montagem satisfez todas as informações do projeto. Portanto,
deve-se assegurar que as dimensões e posição de cada elemento da fôrma, assim
como os escoramentos, estejam corretas e permitam o tráfego de equipamentos e
operários com segurança para o início da concretagem (ABNT NBR 15696:2009).
Além disso, deve-se verificar as condições de limpeza geral da fôrma e
estanqueidade das juntas, providenciando aberturas provisórias próximas ao fundo
de elementos verticalizados, como pilares, paredes e vigas estreitas e altas, para
facilitar a limpeza permitindo o escoamento da água. É importante, inclusive, que
após a limpeza, as fôrmas feitas de materiais que absorvem umidade sejam
saturadas para tornar mínima a perda de água do concreto. Caso a fôrma seja para
uma estrutura de concreto aparente, a superfície deve ser tratada de modo a
alcançar o acabamento requerido em projeto (ABNT NBR 15696:2009).
Certificadas as condições da fôrma, pode-se dar início a concretagem
seguindo todas as recomendações da ABNT NBR 14931:2004, lembrando-se que a
ABNT NBR 15696:2009 ressalta alguns cuidados essenciais constantes nessa
norma que devem ser rigorosamente observados: no lançamento, evitar o acúmulo
de concreto de modo a impedir excessos de sobrecargas não previstos em projeto; e
no manuseio das tubulações de bombeamento do concreto, posicioná-las de forma
tal que sejam fixadas a pilares já concretados, caso necessário, porém nunca
fixadas às fôrmas ou ao escoramento.
1.2.2.3 Desforma e retirada de escoramentos
De acordo com a ABNT NBR 15696:2009, a sequência de remoção das
fôrmas e escoramentos deve respeitar o comportamento da estrutura em serviço. É
necessário que o responsável pela obra determine, previamente, um plano de
desforma com o objetivo de garantir a segurança e o desempenho da estrutura
recém-executada. Lembrando que, o procedimento deve ser efetuado sem causar
choques a estrutura.
Segundo Yazigi (2009), o concreto já deve ter passado por um processo de
cura inicial para que então a comece a desforma. A ordem e tempo de retirada de
22
cada peça são determinados pelas normas técnicas pertinentes e pelo projeto
estrutural. No entanto, o autor cita como exemplo a seguinte sequência que é
costumeiramente utilizada em obras de menor porte: retira-se as fôrmas laterais
após 3 (três) dias da concretagem, porém com especial atenção as laterais de vigas
e pilares que são partes integrantes do sistema de cura destes elementos; com 14
(quatorze) dias remove-se as fôrmas inferiores, conservando as escoras
remanescentes espaçadas de acordo com o projeto; e com 21 (vinte e um) dias
efetua-se a desforma total da estrutura. Este ciclo pode ser reduzido quando são
utilizados concretos com cimento de alta resistência inicial, nos quais são
alcançadas mais rapidamente as características de resistência e deformação.
Sabe-se que, usualmente, os construtores trabalham com um ciclo executivo
de uma laje a cada 7 (sete) dias, porém quando é utilizado concreto convencional, a
estrutura não tem resistência suficiente para suportar o seu peso próprio logo após
esta desforma tão rápida. Essa função fica a cargo do escoramento remanescente
posicionado de acordo com as orientações do projetista estrutural, já que é este
profissional que sabe a porcentagem de carga que pode ser transmitida para as
lajes inferiores e os seus pontos de aplicação. O escoramento remanescente deve
ser montado antes da retirada das demais escoras. Um erro recorrente nos canteiros
tem sido a remoção de todos os apoios na retirada das fôrmas inferiores e a
remontagem do escoramento residual. Tal prática faz com que a estrutura seja
submetida a esforços aos quais ela ainda não está apta a suportar, e desobedece a
recomendação da ABNT NBR 15696:2009 de aplicação lenta e gradual dos esforços
na estrutura (TAMAKI, 2016).
Quanto ao tempo para remoção de todo o escoramento, apesar de várias
publicações informarem que o concreto atinge sua resistência aos 28 (vinte e oito)
dias, é fundamental aguardar os resultados dos rompimentos dos corpos de prova
que são enviados pela empresa de controle tecnológico. Estes dias, além dos 28,
gastos pela empresa para análise e envio dos dados, devem ser contabilizados para
o correto dimensionamento do escoramento (TAMAKI, 2016).
A ABNT NBR 15696:2009 determina que todo o processo de desforma deve
ser acompanhado pelo responsável técnico da obra, o qual deve avaliar o
comportamento da estrutura no que diz respeito às flechas, comparando-as com o
plano de desforma e informando ao projetista da estrutura qualquer diferença.
23
1.3 Manifestações patológicas em função de falhas no sistema de fôrmas
Segundo Cánovas (1988), muitas vezes, fôrmas mal executadas são a causa
de algumas manifestações patológicas no concreto, que podem, inclusive, acometer
sua própria estrutura, ocasionando vazios, ondulações e deformações, ou efeitos
que alterem a sua aparência, como mudança de coloração, nítidas principalmente
nos concretos aparentes. O autor resume algumas falhas no sistema de fôrmas que
podem ser a causa destes dois tipos de anormalidades – variação de cor e
irregularidades da estrutura:
a) variações de cor em superfícies:
presença de impurezas nas fôrmas que podem contaminar o concreto, como
madeiras muito frescas ou devido ao uso de desmoldantes inadequados,
utilização de materiais não homogêneos que podem ocasionar diferença de
absorção das superfícies da fôrma,
juntas não estanques permitindo perdas de argamassa;
b) irregularidades superficiais:
bolhas de ar devido ao adensamento incorreto do concreto na região de
encontro com a fôrma originando alvéolos na superfície da estrutura,
segregação do concreto ou perda de argamassa pelas juntas causando
cavidades em forma de ninhos de pedras,
cavidades na própria superfície da fôrma implicando em ondulações na
superfície da estrutura,
aderência do concreto a fôrma provocando destacamentos no momento da
desforma,
oxidação de armaduras superficiais motivando o destacamento do concreto
por expansão do aço,
falta de alinhamento, verticalidade ou prumo das fôrmas gerando peças
deformadas,
deformações do sistema de fôrmas sob a carga do concreto fresco, etc.
Além das causas já citadas, existem outras provenientes de descuidos na
execução, que poderiam ser eliminadas com a fiscalização de todas as fases
mencionadas no item 1.2.2 deste trabalho. Napoleão Filho (1998), em suas
pesquisas, encontrou casos que vão muito além de manifestações patológicas
24
relativas a irregularidades superficiais da estrutura devido a falhas no sistema de
fôrmas. O autor fez um levantamento de alguns colapsos ocorridos durante a
execução de estruturas, e constatou que cerca de 50% dos casos observados foram
causados por cargas de impacto sobre o sistema de escoramento durante a
concretagem e a remoção prematura de escoras.
Considerando que o projeto do sistema de escoramento atende a todos os
requisitos da norma pertinente e condições da obra, para se evitar tais acidentes,
deve-se inspecionar e revisar permanentemente o sistema no decorrer da
construção do edifício. Nesta revisão deve-se averiguar os seguintes dados:
cronograma de instalação e remoção de escoras e escoramentos remanescentes,
idade do concreto de cada laje, sistema de contraventamento, esforços devido a
fase construtiva e distribuição dos mesmos entre as lajes, e resistências do concreto
e material do escoramento (NAPOLEÃO FILHO, 1998).
Outros fatores que podem levar a ruína da estrutura em construção estão
relacionados a recalques na fundação temporária das escoras e desalinhamento
vertical das mesmas. Tais problemas alteram a distribuição de cargas entre escoras,
sobrecarregando algumas e aliviando outras, podendo ocasionar deslocamentos
horizontais da laje, na falta de contraventamento do pavimento, ou até mesmo o
colapso da estrutura (NAPOLEÃO FILHO, 1998).

25
CAPÍTULO 2: COMPARAÇÃO ENTRE OS SISTEMAS DE FÔRMAS
CONVENCIONAL E TOPEC® SH PARA LAJES MACIÇAS
2.1 Relato da pesquisa
Diante dos fatores e características que influenciam na escolha do sistema de
fôrmas a ser adotado em determinado empreendimento, vistos na revisão
bibliográfica, fez-se uma análise qualitativa exploratória, por meio de uma pesquisa
de mercado sobre os sistemas de fôrmas convencional e Topec® SH empregados
para a concretagem de lajes maciças, com o objetivo de determinar para qual
situação cada um deles é mais favorável.
2.2 Metodologia
Com a finalidade de buscar subsídios teóricos, a revisão da literatura procurou
estabelecer uma fundamentação sobre sistemas de fôrmas para estruturas de
concreto armado, com enfoque nas etapas de projeto e execução, por meio de
pesquisa em literatura publicada. Esta formou a estruturação conceitual do trabalho
e sustentou o desenvolvimento da pesquisa de mercado e comparação conclusiva.
A obtenção dos dados se deu através do levantamento de informações e
especificações técnicas no Manual e Catálogo da empresa SH, para fôrmas Topec®,
e em outros tipos de publicações, como dissertações e tabelas de composições de
preços para orçamentos, para sistemas de fôrmas convencionais.
Em presença destes dados, foram indicadas proposições para exemplificar
em que tipo de estrutura cada um destes sistemas é mais indicado, de acordo com
os fatores e características determinantes consolidados na revisão bibliográfica.
2.3 Levantamento
2.3.1 Sistema de fôrmas convencional
Para efeito deste trabalho, será considerado como sistema de fôrmas
convencional para a concretagem de lajes maciças, aquele fabricado em obra,
26
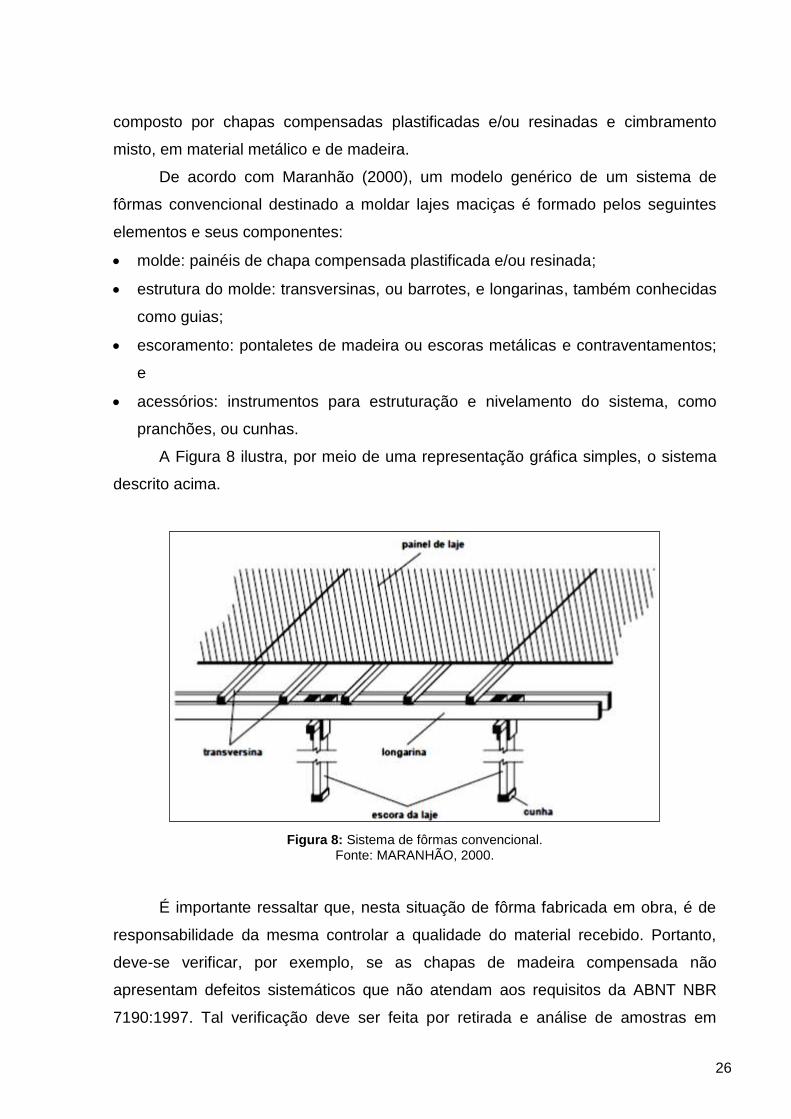
composto por chapas compensadas plastificadas e/ou resinadas e cimbramento
misto, em material metálico e de madeira.
De acordo com Maranhão (2000), um modelo genérico de um sistema de
fôrmas convencional destinado a moldar lajes maciças é formado pelos seguintes
elementos e seus componentes:
molde: painéis de chapa compensada plastificada e/ou resinada;
estrutura do molde: transversinas, ou barrotes, e longarinas, também conhecidas
como guias;
escoramento: pontaletes de madeira ou escoras metálicas e contraventamentos;
e
acessórios: instrumentos para estruturação e nivelamento do sistema, como
pranchões, ou cunhas.
A Figura 8 ilustra, por meio de uma representação gráfica simples, o sistema
descrito acima.
Figura 8: Sistema de fôrmas convencional. Fonte: MARANHÃO, 2000.
É importante ressaltar que, nesta situação de fôrma fabricada em obra, é de
responsabilidade da mesma controlar a qualidade do material recebido. Portanto,
deve-se verificar, por exemplo, se as chapas de madeira compensada não
apresentam defeitos sistemáticos que não atendam aos requisitos da ABNT NBR
7190:1997. Tal verificação deve ser feita por retirada e análise de amostras em
27
todos os lotes recebidos. Caso sejam constatados desvios dimensionais acima dos
limites tolerados, número de lâminas inadequado à sua espessura, defeitos nas
superfícies ou desvios no esquadro, e comprometimento da propriedade de
resistência a água, as peças devem ser devolvidas (MARANHÃO, 2000).
Além disso, deve-se observar as condições adequadas de estoque do
material no canteiro de obras, satisfazendo as disposições citadas no item 1.2.1
deste trabalho.
2.3.1.1 Descrição
Para a montagem do sistema é importante observar algumas particularidades
relacionadas a montagem de cada um de seus componentes. Por exemplo, na
fabricação dos painéis, deve-se alertar os carpinteiros sobre a perda de material ao
se cortar as chapas, para que este prejuízo, geralmente de 0,5 cm, seja considerado
por eles, de modo a não alterar a dimensão da peça especificada em projeto. Além
dos cuidados com as dimensões dos painéis, deve-se preocupar com a integridade
de suas lâminas ao entrar em contato com água. Portanto, para evitar qualquer
efeito inesperado deve-se aplicar uma tinta selante nas bordas dos mesmos
(MARANHÃO, 2000).
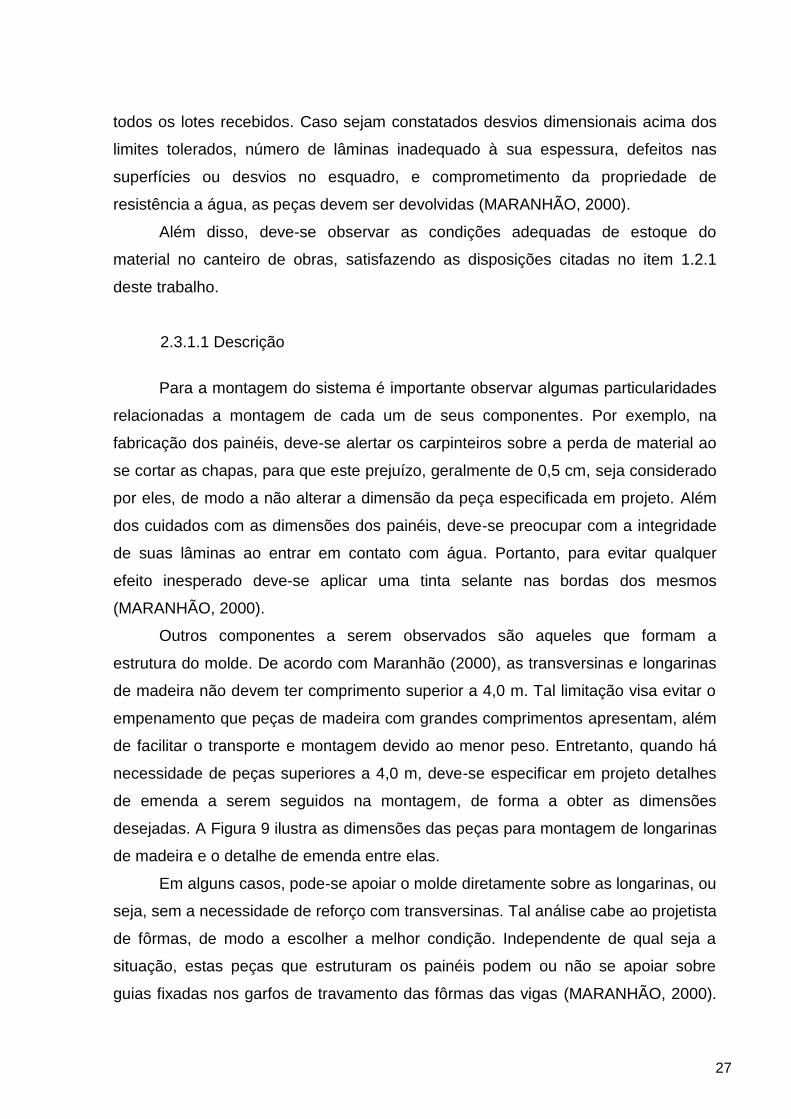
Outros componentes a serem observados são aqueles que formam a
estrutura do molde. De acordo com Maranhão (2000), as transversinas e longarinas
de madeira não devem ter comprimento superior a 4,0 m. Tal limitação visa evitar o
empenamento que peças de madeira com grandes comprimentos apresentam, além
de facilitar o transporte e montagem devido ao menor peso. Entretanto, quando há
necessidade de peças superiores a 4,0 m, deve-se especificar em projeto detalhes
de emenda a serem seguidos na montagem, de forma a obter as dimensões
desejadas. A Figura 9 ilustra as dimensões das peças para montagem de longarinas
de madeira e o detalhe de emenda entre elas.
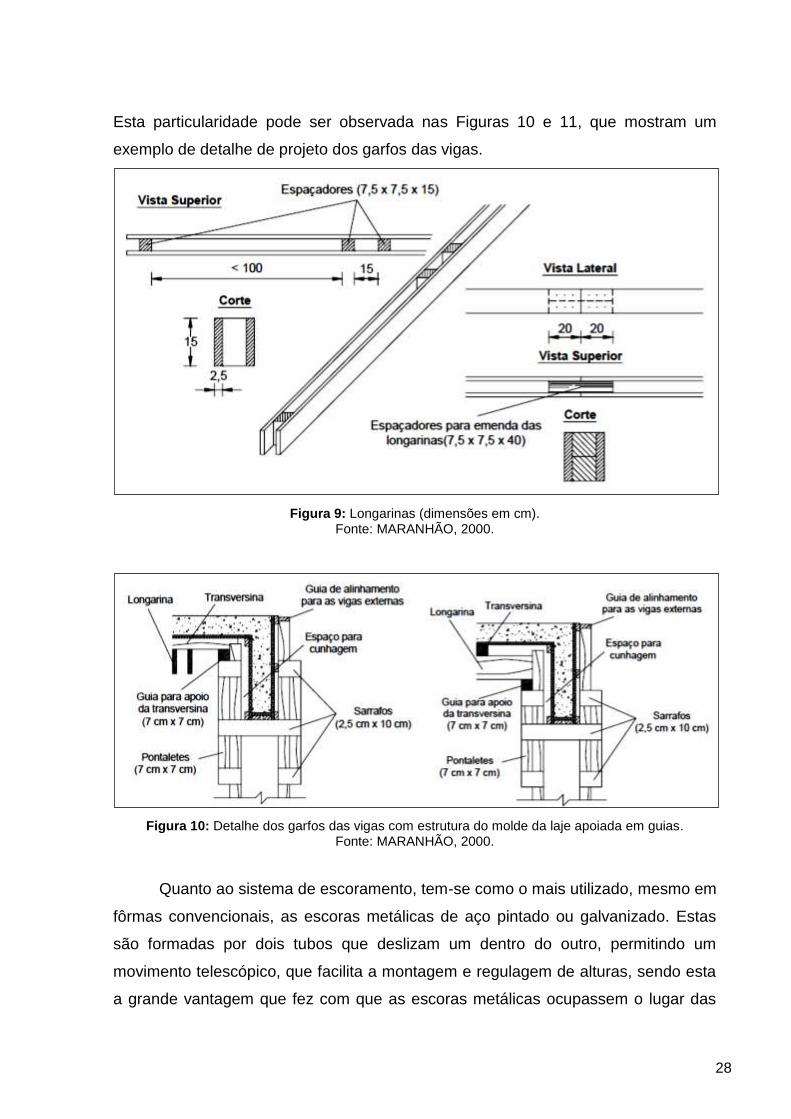
Em alguns casos, pode-se apoiar o molde diretamente sobre as longarinas, ou
seja, sem a necessidade de reforço com transversinas. Tal análise cabe ao projetista
de fôrmas, de modo a escolher a melhor condição. Independente de qual seja a
situação, estas peças que estruturam os painéis podem ou não se apoiar sobre
guias fixadas nos garfos de travamento das fôrmas das vigas (MARANHÃO, 2000).
28
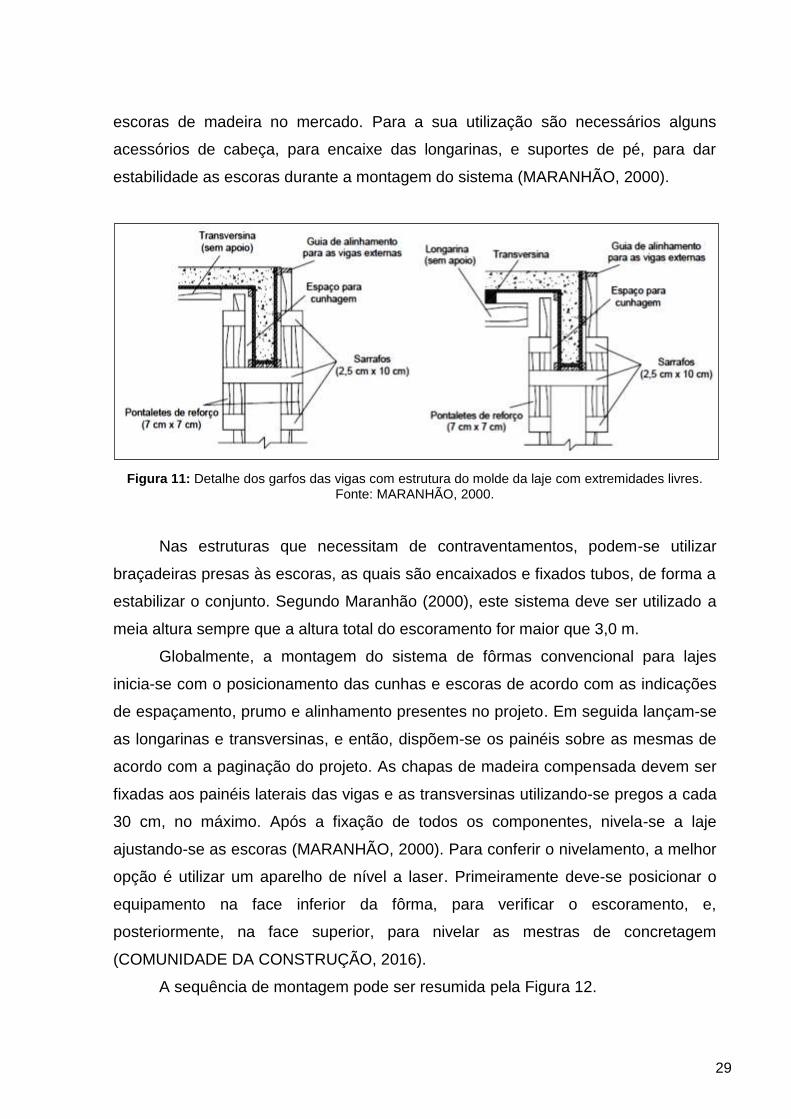
Esta particularidade pode ser observada nas Figuras 10 e 11, que mostram um
exemplo de detalhe de projeto dos garfos das vigas.
Figura 9: Longarinas (dimensões em cm). Fonte: MARANHÃO, 2000.
Figura 10: Detalhe dos garfos das vigas com estrutura do molde da laje apoiada em guias. Fonte: MARANHÃO, 2000.
Quanto ao sistema de escoramento, tem-se como o mais utilizado, mesmo em
fôrmas convencionais, as escoras metálicas de aço pintado ou galvanizado. Estas
são formadas por dois tubos que deslizam um dentro do outro, permitindo um
movimento telescópico, que facilita a montagem e regulagem de alturas, sendo esta
a grande vantagem que fez com que as escoras metálicas ocupassem o lugar das
29
escoras de madeira no mercado. Para a sua utilização são necessários alguns
acessórios de cabeça, para encaixe das longarinas, e suportes de pé, para dar
estabilidade as escoras durante a montagem do sistema (MARANHÃO, 2000).
Figura 11: Detalhe dos garfos das vigas com estrutura do molde da laje com extremidades livres. Fonte: MARANHÃO, 2000.
Nas estruturas que necessitam de contraventamentos, podem-se utilizar
braçadeiras presas às escoras, as quais são encaixados e fixados tubos, de forma a
estabilizar o conjunto. Segundo Maranhão (2000), este sistema deve ser utilizado a
meia altura sempre que a altura total do escoramento for maior que 3,0 m.
Globalmente, a montagem do sistema de fôrmas convencional para lajes
inicia-se com o posicionamento das cunhas e escoras de acordo com as indicações
de espaçamento, prumo e alinhamento presentes no projeto. Em seguida lançam-se
as longarinas e transversinas, e então, dispõem-se os painéis sobre as mesmas de
acordo com a paginação do projeto. As chapas de madeira compensada devem ser
fixadas aos painéis laterais das vigas e as transversinas utilizando-se pregos a cada
30 cm, no máximo. Após a fixação de todos os componentes, nivela-se a laje
ajustando-se as escoras (MARANHÃO, 2000). Para conferir o nivelamento, a melhor
opção é utilizar um aparelho de nível a laser. Primeiramente deve-se posicionar o
equipamento na face inferior da fôrma, para verificar o escoramento, e,
posteriormente, na face superior, para nivelar as mestras de concretagem
(COMUNIDADE DA CONSTRUÇÃO, 2016).
A sequência de montagem pode ser resumida pela Figura 12.

30
Figura 12: Sequência de montagem do sistema de fôrmas convencional. Fonte: CEHOPS, 2016.
A situação da fôrma para o recebimento do concreto, assim como o processo
de concretagem e as condições para iniciar a desforma são as mesmas descritas no
item 1.2.2 deste trabalho.
Já a desforma, de acordo com Fleck (2014), deve ser feita de forma gradual,
já que é preciso manter algumas escoras e as faixas de painéis posicionadas sobre
elas, chamadas de faixas reescoramento. Analisando uma situação em que
concreta-se uma laje a cada 7 (sete) dias, e considerando que o concreto atingirá a
resistência especificada em projeto em 28 (vinte e oito) dias após a concretagem,
conclui-se que essas peças da faixa de reescoramento devem ser fabricadas em
quantidade adicional para que não prejudique o cronograma de execução dos
pavimentos seguintes.
31
Ainda relativo ao processo de desforma, devem ser tomadas algumas
precauções para evitar danificações nas peças, como por exemplo, utilizar rede,
cordas ou cavaletes de apoio sob a laje, de modo a amortecer a queda dos painéis.
Outra importante recomendação é evitar o uso da ferramenta conhecida como pé-
de-cabra para desprender os painéis. Lembrando que a retirada dos painéis inicia-se
pela abertura de desforma que deve ser prevista no projeto e executada na
montagem (COMUNIDADE DA CONSTRUÇÃO, 2016).
Por fim, limpa-se todos os painéis, verifica-se a integridade de todas as peças
e efetua-se as recuperações necessárias para que o sistema possa ser reutilizado.
2.3.1.2 Vantagens e Desvantagens
Segundo Maranhão (2000), os sistemas de fôrmas convencionais com chapas
compensadas e/ou resinadas ainda são muito utilizados por possibilitarem a
concretagem de estruturas de diversos formatos. Além disso, é um material de baixo
peso específico, o que facilita a sua movimentação dentro do canteiro. Quando
associado a componentes metálicos para o cimbramento da estrutura provisória,
este sistema passa a ter um horizonte maior de reutilizações.
Outra vantagem deste sistema é sua acessibilidade às empresas de menor
porte, que possuem empreendimentos que não absorvem o custo do aluguel de
equipamento industrializado, já que a produtividade da obra não é alta o suficiente
para que ele possa ser devolvido rapidamente. Nestes casos, portanto, o sistema de
fôrma de madeira fabricado em canteiro é mais interessante.
Entretanto, este sistema necessita de uma maior quantidade de mão de obra,
e que esta seja especializada para a correta fabricação e execução das fôrmas de
madeira. De acordo com Costa (2014), tal requisito pode se tornar uma vantagem
para aquelas empresas que querem manter em seu quadro de funcionários aqueles
capacitados para esta atividade. Portanto, para essas, o sistema de fôrmas
convencional continua sendo uma boa opção, já que uma equipe especializada, que
passou por diversos treinamentos, pode tornar este sistema competitivo por elevar o
índice de produtividade na execução desta etapa do empreendimento. Estima-se
que o índice de mão de obra, em situações típicas de projeto, para a fabricação,
montagem e desforma dos painéis, transversinas e longarinas seja cerca de 2,0
32
hh/m², considerando um carpinteiro e um ajudante, para apenas uma utilização do
sistema.
Porém, este índice pode ser reduzido, chegando a cerca de 0,7 hh/m², quando
as fôrmas são aproveitadas por pelo menos doze vezes. Já o índice de
produtividade esperado para montagem e desmontagem de escoramentos metálicos
é cerca de 0,2 hh/m², totalizando em 2,2 hh/m² para um pavimento atípico ou 0,9
hh/m² para um mínimo de 12 pavimentos tipos, por exemplo (TCPO, 2008).
Em relação as desvantagens deste sistema de fôrmas, pode-se citar o grande
número de resíduos gerados no canteiro de obras devido ao corte de chapas e
pontaletes, e ao descarte de peças que não têm mais condições de serem
reutilizadas. Esse processo de fabricação, inclusive, requer espaço no canteiro,
portanto, se este for muito pequeno, talvez seja inviável o uso deste tipo de sistema
(MORIKAWA, 2003).
Outro ponto a ser considerado é a corrente falta de projeto executivo para
este método, que muitas vezes é desenvolvido baseado na experiência dos
profissionais que estão executando o sistema. Tal prática é muita das vezes a
responsável pelo aumento do custo com as fôrmas em empreendimentos.
Além do maior número de operários, são necessárias mais ferramentas
manuais, como: martelo, serrote, furadeira, etc., além de máquinas como serra
circular de bancada, de modo a agilizar o processo de fabricação, diminuindo o
esforço humano, e dar melhor acabamento as fôrmas para que estas atendam aos
requisitos relativos a aparência do concreto definidos no projeto (MARANHÃO,
2000).
Este sistema, embora ainda seja muito utilizado, não passou por grandes
avanços tecnológicos, fazendo com que o convencional muitas vezes perca em
vantagens para os sistemas de fôrmas industrializados.
2.3.2 Sistema de fôrmas Topec® SH
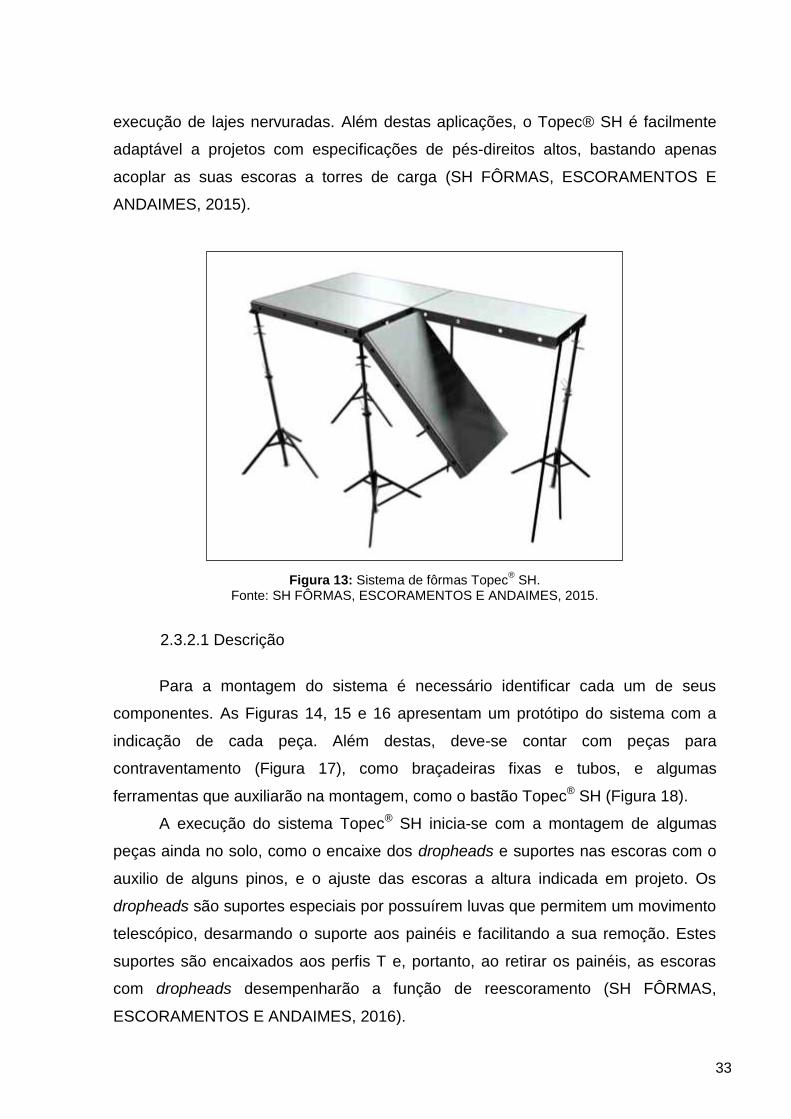
O sistema de fôrmas Topec® SH destina-se a concretagem de lajes planas,
protendidas ou não, sendo composto por painéis de chassi de alumínio, forrados
com compensado plastificado ou placa de polipropileno com fibra de vidro, e escoras
(Figura 13). Quando combinado com cubetas de polipropileno ou material de
enchimento previamente definido, este sistema pode ser utilizado inclusive para a
33
execução de lajes nervuradas. Além destas aplicações, o Topec® SH é facilmente
adaptável a projetos com especificações de pés-direitos altos, bastando apenas
acoplar as suas escoras a torres de carga (SH FÔRMAS, ESCORAMENTOS E
ANDAIMES, 2015).
Figura 13: Sistema de fôrmas Topec® SH.
Fonte: SH FÔRMAS, ESCORAMENTOS E ANDAIMES, 2015.
2.3.2.1 Descrição
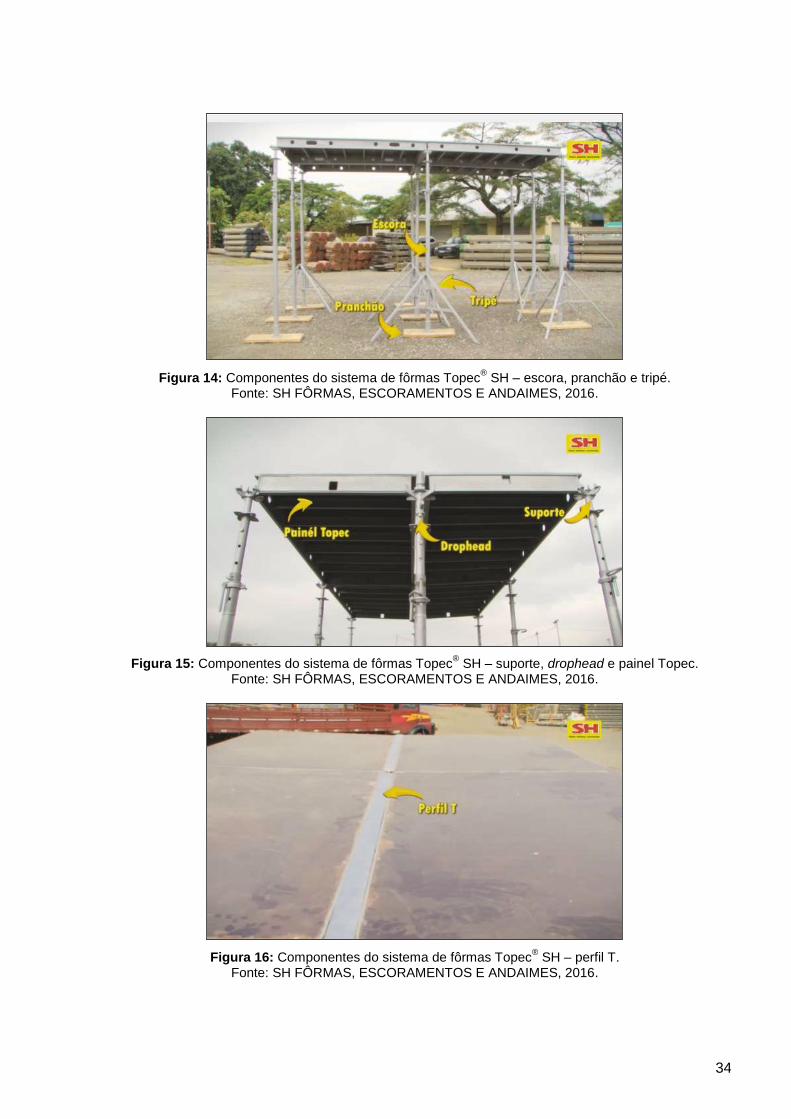
Para a montagem do sistema é necessário identificar cada um de seus
componentes. As Figuras 14, 15 e 16 apresentam um protótipo do sistema com a
indicação de cada peça. Além destas, deve-se contar com peças para
contraventamento (Figura 17), como braçadeiras fixas e tubos, e algumas
ferramentas que auxiliarão na montagem, como o bastão Topec® SH (Figura 18).
A execução do sistema Topec® SH inicia-se com a montagem de algumas
peças ainda no solo, como o encaixe dos dropheads e suportes nas escoras com o
auxilio de alguns pinos, e o ajuste das escoras a altura indicada em projeto. Os
dropheads são suportes especiais por possuírem luvas que permitem um movimento
telescópico, desarmando o suporte aos painéis e facilitando a sua remoção. Estes
suportes são encaixados aos perfis T e, portanto, ao retirar os painéis, as escoras
com dropheads desempenharão a função de reescoramento (SH FÔRMAS,
ESCORAMENTOS E ANDAIMES, 2016).
34
Figura 14: Componentes do sistema de fôrmas Topec® SH – escora, pranchão e tripé.
Fonte: SH FÔRMAS, ESCORAMENTOS E ANDAIMES, 2016.
Figura 15: Componentes do sistema de fôrmas Topec® SH – suporte, drophead e painel Topec.
Fonte: SH FÔRMAS, ESCORAMENTOS E ANDAIMES, 2016.
Figura 16: Componentes do sistema de fôrmas Topec® SH – perfil T.
Fonte: SH FÔRMAS, ESCORAMENTOS E ANDAIMES, 2016.
35
Figura 17: Componentes do sistema de fôrmas Topec® SH – contraventamento.
Fonte: SH FÔRMAS, ESCORAMENTOS E ANDAIMES, 2016.
Figura 18: Componentes do sistema de fôrmas Topec® SH – bastão Topec
® SH.
Fonte: SH FÔRMAS, ESCORAMENTOS E ANDAIMES, 2016.
Com todas as peças que necessitam de montagem prévia montadas e
ajustadas, deve-se distribuir os pranchões no terreno de acordo com as posições
definidas no projeto. Este acessório serve de base para o escoramento, promovendo
uma melhor distribuição da carga para a base de apoio do sistema (SH FÔRMAS,
ESCORAMENTOS E ANDAIMES, 2016).
Em seguida, posiciona-se as primeiras escoras e tripés, sendo estes últimos
responsáveis por proporcionar uma maior estabilidade as escoras durante a
montagem do sistema. Estabilizados os apoios, confere-se a distância entre eles e o
alinhamento dos suportes e dropheads para que estes possam receber os painéis
Topec®. A princípio encaixa-se apenas um lado do painel nas escoras já montadas e
eleva-se o outro lado com o auxílio do bastão Topec® SH para facilitar o encaixe das

36
próximas escoras. Deve-se repetir esse processo sucessivamente, montando
sempre um novo painel ao lado de um já montado (SH FÔRMAS,
ESCORAMENTOS E ANDAIMES, 2016).
Os painéis Topec® possuem dimensões pré-definidas, e caso os projetos
arquitetônico e estrutural não tenham sido concebidos de forma paginada para a sua
utilização, será necessária a execução de arremates. A SH Fôrmas, Escoramentos
e Andaimes (2015) indica o uso de chapas de aço nos casos onde o concreto não
será aparente, já nas estruturas com a indicação de acabamento refinado, a
empresa fabrica perfis sob medida usando compensado e sarrafos. A determinação
de quantos arremates e suas dimensões para a fabricação é de fácil definição, já
que a empresa que fornecerá o sistema de fôrmas será quem elaborará o projeto da
mesma (SH FÔRMAS, ESCORAMENTOS E ANDAIMES, 2015).
Montados os painéis e conferido o nivelamento do molde, que pode ser
ajustado na própria escora, posiciona-se os perfis T nos espaços deixados pelos
dropheads. Estes perfis devem ser encaixados em cima dos suportes como indicado
na Figura 19.
Figura 19: Encaixe dos perfis T nos dropheads. Fonte: SH FÔRMAS, ESCORAMENTOS E ANDAIMES, 2016.
A sequência de montagem pode ser resumida pela Figura 20.
Nas estruturas que necessitam de contraventamentos, podem-se utilizar
braçadeiras presas às escoras, as quais são encaixados e fixados tubos, de forma a
estabilizar o conjunto.
37
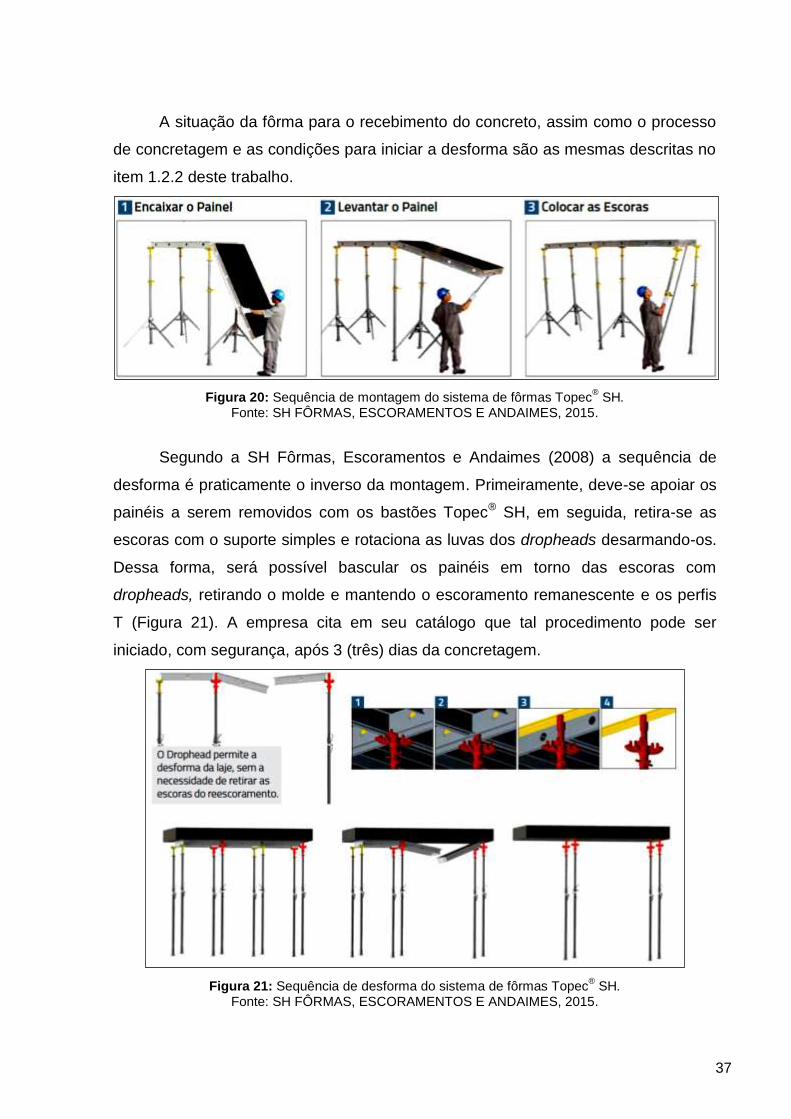
A situação da fôrma para o recebimento do concreto, assim como o processo
de concretagem e as condições para iniciar a desforma são as mesmas descritas no
item 1.2.2 deste trabalho.
Figura 20: Sequência de montagem do sistema de fôrmas Topec® SH.
Fonte: SH FÔRMAS, ESCORAMENTOS E ANDAIMES, 2015.
Segundo a SH Fôrmas, Escoramentos e Andaimes (2008) a sequência de
desforma é praticamente o inverso da montagem. Primeiramente, deve-se apoiar os
painéis a serem removidos com os bastões Topec® SH, em seguida, retira-se as
escoras com o suporte simples e rotaciona as luvas dos dropheads desarmando-os.
Dessa forma, será possível bascular os painéis em torno das escoras com
dropheads, retirando o molde e mantendo o escoramento remanescente e os perfis
T (Figura 21). A empresa cita em seu catálogo que tal procedimento pode ser
iniciado, com segurança, após 3 (três) dias da concretagem.
Figura 21: Sequência de desforma do sistema de fôrmas Topec® SH.
Fonte: SH FÔRMAS, ESCORAMENTOS E ANDAIMES, 2015.
38
2.3.2.2 Vantagens e Desvantagens
De acordo com a SH Fôrmas, Escoramentos e Andaimes (2008), os sistemas
de fôrmas tipo deck proporcionam ótimos resultados relativos ao aumento da
produtividade e acabamento das estruturas. A montagem não requer grande
quantidade de mão de obra e nem mesmo que ela seja especializada, isso faz com
que os custos diretos de um empreendimento sejam reduzidos. Estima-se que o
índice de mão de obra em situações típicas de projeto seja 0,3 hh/m².
Os painéis de compensado são bem protegidos e têm maior vida útil, sendo
que os da versão Topec® SH Premium, com placa de polipropileno com fibra de
vidro, duram cerca de 20 vezes mais que os do sistema comum. Além disso, os
painéis são leves, o que permite rapidez e eficiência no transporte e montagem do
equipamento (SH FÔRMAS, ESCORAMENTOS E ANDAIMES, 2015).
Segundo o mesmo autor, o sistema permite a montagem de lajes sem o uso
de qualquer ferramenta especial e com a garantia de menor desperdício de
materiais, sem a necessidade de cortes, pregos e emendas, promovendo um
canteiro de obras mais limpo. Porém, nem sempre o desperdício é eliminado devido
a necessidade de execução de arremates em determinados projetos. No entanto, de
posse dos desenhos de fôrma elaborados pelo projetista estrutural, a empresa
fornecedora do sistema disponibiliza o serviço de dimensionamento e detalhamento
do mesmo, facilitando a compatibilização e desenvolvimento de cada projeto de
forma personalizada.
Outro ponto a favor do Topec® SH, é referente ao seu sistema de
escoramento. Com o uso dos dropheads, as escoras remanescentes não perdem
contato com a superfície concretada em momento algum, dizimando assim as
deformações lentas (SH FÔRMAS, ESCORAMENTOS E ANDAIMES, 2008).
Por fim, é importante ressaltar a adaptabilidade deste sistema a projetos com
pavimentos de pé-direito alto, ou mesmo para a execução de determinados
pavimentos antes do imediatamente inferior a ele, seja por questões de logística ou
prazo da obra, como exemplificado por Costa (2014).
Em relação as desvantagens deste sistema de fôrmas, pode-se citar o
acabamento imperfeito da superfície da laje após a desforma, devido as marcas nas
emendas entre os painéis. Tal efeito é consequência de qualquer sistema modular
(SH FÔRMAS, ESCORAMENTOS E ANDAIMES, 2008).
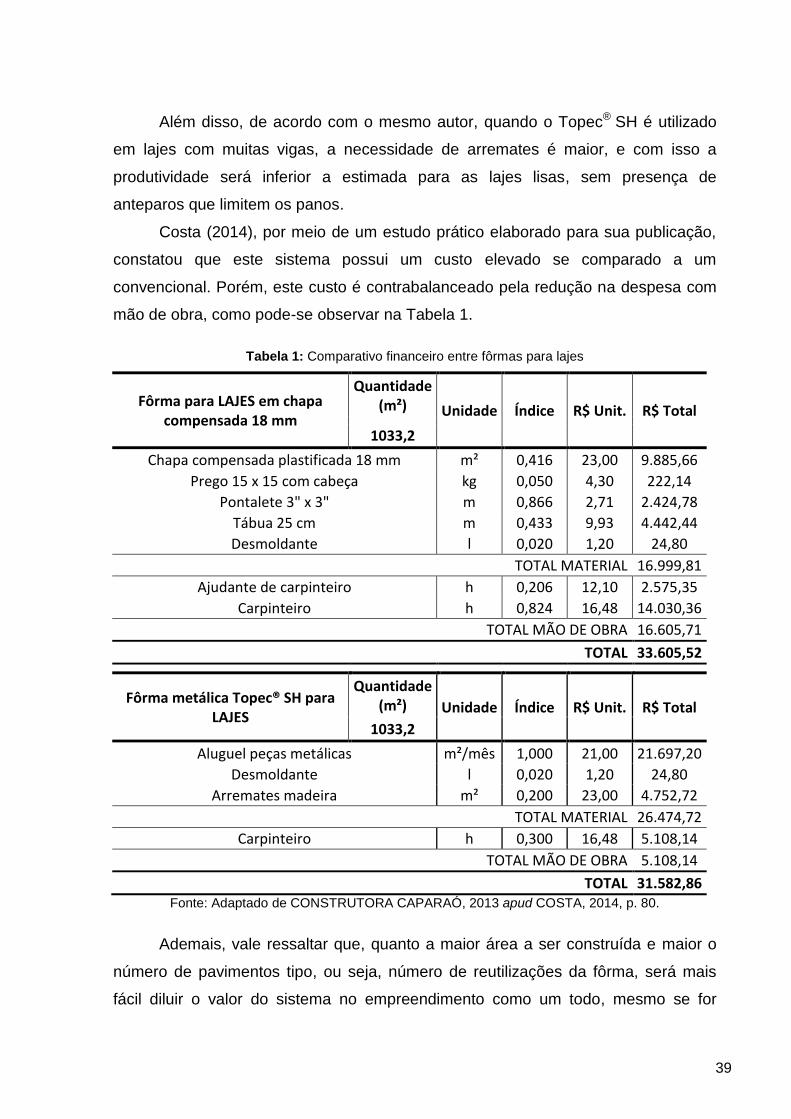
39
Além disso, de acordo com o mesmo autor, quando o Topec® SH é utilizado
em lajes com muitas vigas, a necessidade de arremates é maior, e com isso a
produtividade será inferior a estimada para as lajes lisas, sem presença de
anteparos que limitem os panos.
Costa (2014), por meio de um estudo prático elaborado para sua publicação,
constatou que este sistema possui um custo elevado se comparado a um
convencional. Porém, este custo é contrabalanceado pela redução na despesa com
mão de obra, como pode-se observar na Tabela 1.
Tabela 1: Comparativo financeiro entre fôrmas para lajes
Fôrma para LAJES em chapa compensada 18 mm
Quantidade (m²) Unidade Índice R$ Unit. R$ Total
1033,2
Chapa compensada plastificada 18 mm m² 0,416 23,00 9.885,66
Prego 15 x 15 com cabeça kg 0,050 4,30 222,14
Pontalete 3" x 3" m 0,866 2,71 2.424,78
Tábua 25 cm m 0,433 9,93 4.442,44
Desmoldante l 0,020 1,20 24,80
TOTAL MATERIAL 16.999,81
Ajudante de carpinteiro h 0,206 12,10 2.575,35
Carpinteiro h 0,824 16,48 14.030,36
TOTAL MÃO DE OBRA 16.605,71
TOTAL 33.605,52
Fôrma metálica Topec® SH para
LAJES
Quantidade (m²) Unidade Índice R$ Unit. R$ Total
1033,2
Aluguel peças metálicas m²/mês 1,000 21,00 21.697,20
Desmoldante l 0,020 1,20 24,80
Arremates madeira m² 0,200 23,00 4.752,72
TOTAL MATERIAL 26.474,72
Carpinteiro h 0,300 16,48 5.108,14
TOTAL MÃO DE OBRA 5.108,14
TOTAL 31.582,86 Fonte: Adaptado de CONSTRUTORA CAPARAÓ, 2013 apud COSTA, 2014, p. 80.
Ademais, vale ressaltar que, quanto a maior área a ser construída e maior o
número de pavimentos tipo, ou seja, número de reutilizações da fôrma, será mais
fácil diluir o valor do sistema no empreendimento como um todo, mesmo se for
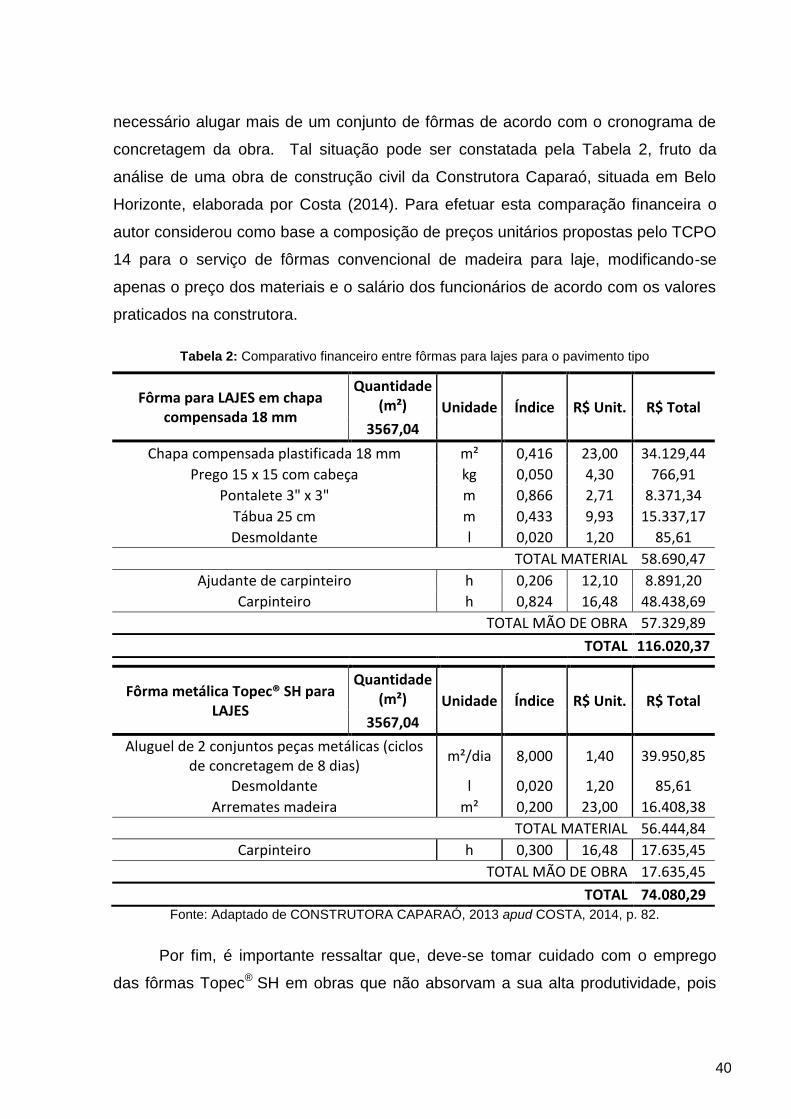
40
necessário alugar mais de um conjunto de fôrmas de acordo com o cronograma de
concretagem da obra. Tal situação pode ser constatada pela Tabela 2, fruto da
análise de uma obra de construção civil da Construtora Caparaó, situada em Belo
Horizonte, elaborada por Costa (2014). Para efetuar esta comparação financeira o
autor considerou como base a composição de preços unitários propostas pelo TCPO
14 para o serviço de fôrmas convencional de madeira para laje, modificando-se
apenas o preço dos materiais e o salário dos funcionários de acordo com os valores
praticados na construtora.
Tabela 2: Comparativo financeiro entre fôrmas para lajes para o pavimento tipo
Fôrma para LAJES em chapa compensada 18 mm
Quantidade (m²) Unidade Índice R$ Unit. R$ Total
3567,04
Chapa compensada plastificada 18 mm m² 0,416 23,00 34.129,44
Prego 15 x 15 com cabeça kg 0,050 4,30 766,91
Pontalete 3" x 3" m 0,866 2,71 8.371,34
Tábua 25 cm m 0,433 9,93 15.337,17
Desmoldante l 0,020 1,20 85,61
TOTAL MATERIAL 58.690,47
Ajudante de carpinteiro h 0,206 12,10 8.891,20
Carpinteiro h 0,824 16,48 48.438,69
TOTAL MÃO DE OBRA 57.329,89
TOTAL 116.020,37
Fôrma metálica Topec® SH para
LAJES
Quantidade (m²) Unidade Índice R$ Unit. R$ Total
3567,04
Aluguel de 2 conjuntos peças metálicas (ciclos de concretagem de 8 dias)
m²/dia 8,000 1,40 39.950,85
Desmoldante l 0,020 1,20 85,61
Arremates madeira m² 0,200 23,00 16.408,38
TOTAL MATERIAL 56.444,84
Carpinteiro h 0,300 16,48 17.635,45
TOTAL MÃO DE OBRA 17.635,45
TOTAL 74.080,29 Fonte: Adaptado de CONSTRUTORA CAPARAÓ, 2013 apud COSTA, 2014, p. 82.
Por fim, é importante ressaltar que, deve-se tomar cuidado com o emprego
das fôrmas Topec® SH em obras que não absorvam a sua alta produtividade, pois
41
qualquer tempo ocioso do sistema na obra pode elevar os custos do mesmo (SH
FÔRMAS, ESCORAMENTOS E ANDAIMES, 2008).
2.4 Análise
Diante dos fatores e características que influenciam na escolha do sistema de
fôrmas a ser adotado, vistos na revisão bibliográfica, e comparando-os com as
particularidades dos sistemas convencional e Topec® SH, apresentadas no item 2.3
deste trabalho, procurou-se determinar as situações em que cada um destes
sistemas seriam a melhor solução. Para isso, foram analisados, separadamente,
alguns fatores determinantes de modo a exemplificar algumas hipóteses que
representassem a utilização de cada sistema com êxito.
Tipologia da edificação
Definida pelo projeto arquitetônico, a edificação pode ter diversas formas, das
mais simples, com simetrias e lados relativamente parecidos, às mais complexas,
com geometria rebuscada e vários recortes.
As fôrmas convencionais de madeira propiciam o molde de qualquer
geometria, desde aquelas retilíneas, àquelas com elementos em curva. Porém,
devem ser empregados alguns equipamentos para se efetuar cortes e nivelamentos,
de modo a garantir a configuração desejada.
Já as fôrmas Topec® SH são inviáveis para projetos sinuosos ou com muitos
recortes. Por ser um sistema modular, o ideal é que sejam utilizadas em projetos
concebidos de acordo com a modulação dos seus painéis.
Tipo de estrutura
A concepção do projeto estrutural, entre lajes lisas, cogumelo ou com vigas,
por exemplo, implicará na definição por um ou outro sistema de fôrmas.
As lajes lisas são a melhor situação para o uso do sistema Topec® SH. Porém
os fornecedores deste sistema devem ser envolvidos na etapa de concepção do
projeto estrutural, para que o calculista entenda as modulações dos painéis e
empenhe-se em adequar a geometria dos elementos estruturais às dimensões dos
42
módulos. Se tal compatibilização for seguida a risca, o sistema industrializado pode
se tornar viável mesmo em estruturas com vigas.
No entanto, quando a estrutura composta por lajes com vigas é definida sem
considerar o uso do sistema modular, pode-se prever que serão necessários muitos
arremates, e portanto, este sistema não proporcionará uma boa relação custo-
benefício. Neste caso, o sistema de fôrmas convencional é mais vantajoso, por
permitir a adequação dos painéis de madeira a qualquer dimensão do projeto
estrutural.
Altura do edifício
De acordo com o número de pavimentos-tipo, pode ser necessário o emprego
de materiais com maior vida útil, que permitam o número de reutilizações mais
próximo da necessidade do empreendimento.
Por mais que a tipologia da arquitetura e da estrutura permita o emprego do
sistema Topec® SH, se for um edifício com poucos pavimentos e repetições, este
sistema, que é apto a inúmeras reutilizações com uma baixa manutenção, se torna
desvantajoso ao comparar seu custo com a produtividade desempenhada.
Já os sistemas convencionais, mesmo que a princípio tenham uma menor
vida útil, são mais vantajosos em edifícios de pequenas alturas. Os compensados
têm passado por processos de proteção que garantem a integridade da superfície
em contato com o concreto e da fixação entre as laminas, desde que manuseados
de forma correta, evitando qualquer impacto.
Portanto, a princípio, o Topec® SH deve ser estudado para obras mais altas,
com maior número de reutilizações, que absorvam o seu custo; e o sistema
convencional deve ser a primeira opção para obra simples de pequeno porte.
Logística
O espaço no canteiro de obras e a disponibilidade de equipamentos, assim
como a altura da edificação, também limitam a escolha do tipo de fôrma a ser
utilizado.
Quando se decide pelo sistema convencional, em que a fôrma será fabricada
em obra, deve-se prever espaço necessário para a instalação de equipamentos,
43
execução do serviço e armazenamento do material. Tal escolha influencia
diretamente no projeto do canteiro, que considera a disposição dos materiais em
cada uma das etapas da obra.
Observa-se, portanto, que se o espaço for reduzido, o sistema convencional
trará certas dificuldades para o processo construtivo. Neste caso, recomenda-se o
uso do sistema industrializado. Porém, deve ser tomado o cuidado para que o
sistema Topec® SH seja entregue à obra no momento de sua utilização, evitando
estoques intermediários e tempo ocioso do equipamento alugado.
Além disso, a decisão depende também dos equipamentos que a obra tem a
disposição. O Topec® SH não necessita de nenhum equipamento especial para
transporte ou montagem e desmontagem, porém pode-se prever dispositivos para
organizar os vários componentes e facilitar o seu deslocamento até o próximo local a
ser concretado. Já o sistema convencional deve ser fabricado considerando o tipo
de movimentação: quando manual, espera-se peças menores e em maior
quantidade; quando há disponibilidade de equipamentos, como gruas e guindastes,
é possível a fabricação de painéis maiores já estruturados.
Produtividade
A principal análise com a relação à produtividade refere-se ao custo de novas
tecnologias diante da redução de mão de obra proporcionada. Como novas
tecnologias entende-se os sistemas industrializados como o Topec® SH. Como
observado, o sistema não necessita de grande número de operários e nem mesmo
que eles sejam especializados. Já o sistema convencional precisa de uma maior
quantidade de mão de obra e que ela seja treinada naquela atividade. Por exemplo,
para a fabricação das fôrmas é imprescindível um bom carpinteiro para que se
obtenha um sistema de qualidade.
Além disso, como dito anteriormente, a produtividade está relacionada com a
tipologia da edificação e tipo de estrutura. Para edifícios com panos pequenos de
lajes, com concentração de vigas e elementos curvos, o sistema convencional será
mais produtivo por se adaptar a qualquer geometria. No entanto, quando o projeto
foi concebido considerando a modulação dos painéis Topec® SH, com uma estrutura
com um número reduzido de vigas, a produtividade do sistema industrializado é
insuperável.
44
Ademais, para se obter uma boa produtividade em ambos os sistemas é
necessário planejar o empreendimento, determinando o ritmo de execução da
estrutura, assim como a sequência das atividades. Isto permitirá que os materiais
para a confecção das fôrmas sejam entregues de acordo com o cronograma,
evitando assim operários específicos com tempo ocioso; ou mesmo que sistemas
industrializados alugados percam sua alta produtividade por estarem parados,
diminuindo o número de reutilizações mensais, por exemplo.
Viabilidade econômica
Pode-se dizer que o custo é o fator principal na escolha do sistema de fôrmas.
Porém, antes de rejeitar ou aceitar uma opção de acordo com o seu valor, deve-se
ter em mente que nem sempre o menor preço é o mais econômico. Como já
exemplificado, escolher um sistema analisando apenas um ou outro fator não
garante que ele proporcionará o melhor desempenho e por consequência será o
mais econômico. A análise deve ser feita de forma global.
No entanto, uma questão que influencia diretamente na viabilidade econômica
de determinado sistema está relacionada à disponibilidade de material no mercado e
localização da obra. A madeira está disponível em praticamente qualquer região,
portanto, em obras mais distantes o sistema convencional pode ser mais vantajoso,
já que o custo do frete do sistema industrializado pode elevar significativamente o
seu valor.
A princípio, o sistema convencional é geralmente mais barato devido ao
material empregado, porém, quando se analisa os demais custos envolvidos, como
mão de obra e tempo de execução, percebe-se que seu valor aumenta e ainda pode
ser majorado pelo menor índice de reaproveitamento do material.
Já quando, após analisar todos os fatores, decide-se por fôrmas
industrializadas, devem ser ponderados os custos de locação e aquisição dos
equipamentos. Para aquisição, este sistema é bem mais caro que o de madeira,
entretanto, tal compra pode valer a pena se a construtora, por exemplo, tiver a
possibilidade de reaproveitar o conjunto de fôrmas em várias obras. Já a locação, é
a melhor opção quando o empreendimento é personalizado, porém, permite um alto
índice de reaproveitamento do sistema, diluindo o valor do aluguel.
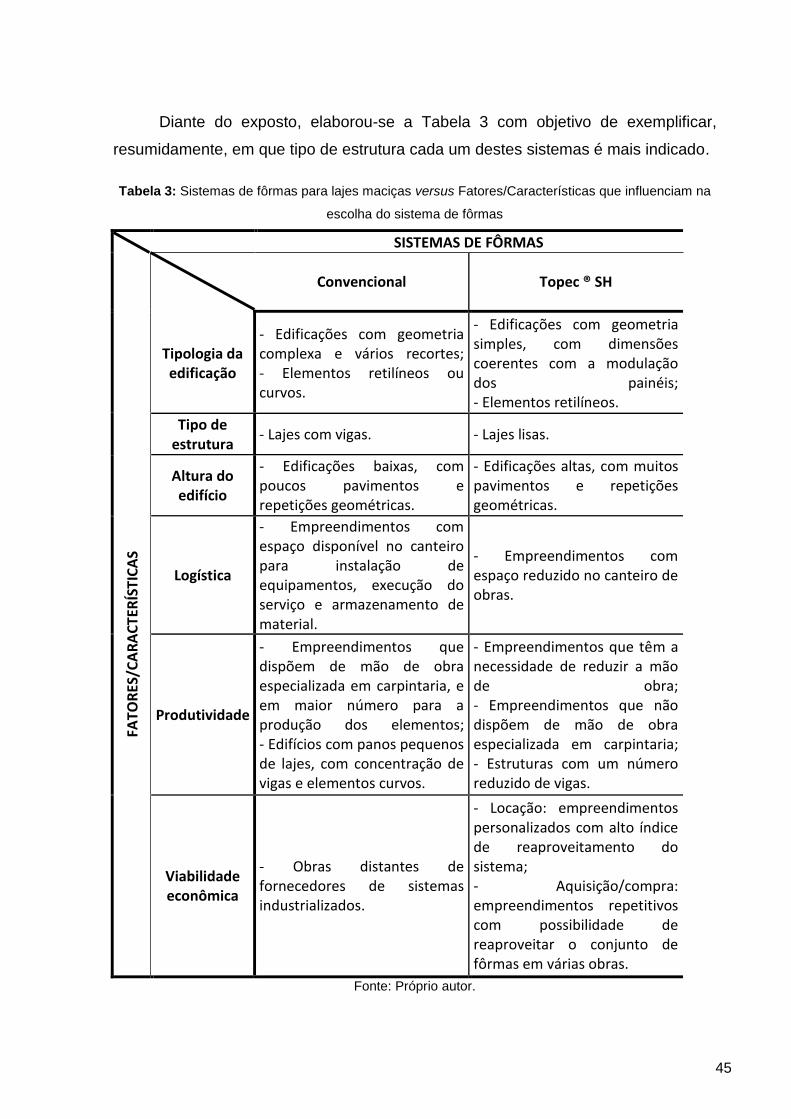
45
Diante do exposto, elaborou-se a Tabela 3 com objetivo de exemplificar,
resumidamente, em que tipo de estrutura cada um destes sistemas é mais indicado.
Tabela 3: Sistemas de fôrmas para lajes maciças versus Fatores/Características que influenciam na
escolha do sistema de fôrmas
SISTEMAS DE FÔRMAS
Convencional Topec ® SH
FATO
RES
/CA
RA
CTE
RÍS
TIC
AS
Tipologia da edificação
- Edificações com geometria complexa e vários recortes; - Elementos retilíneos ou curvos.
- Edificações com geometria simples, com dimensões coerentes com a modulação dos painéis; - Elementos retilíneos.
Tipo de estrutura
- Lajes com vigas. - Lajes lisas.
Altura do edifício
- Edificações baixas, com poucos pavimentos e repetições geométricas.
- Edificações altas, com muitos pavimentos e repetições geométricas.
Logística
- Empreendimentos com espaço disponível no canteiro para instalação de equipamentos, execução do serviço e armazenamento de material.
- Empreendimentos com espaço reduzido no canteiro de obras.
Produtividade
- Empreendimentos que dispõem de mão de obra especializada em carpintaria, e em maior número para a produção dos elementos; - Edifícios com panos pequenos de lajes, com concentração de vigas e elementos curvos.
- Empreendimentos que têm a necessidade de reduzir a mão de obra; - Empreendimentos que não dispõem de mão de obra especializada em carpintaria; - Estruturas com um número reduzido de vigas.
Viabilidade econômica
- Obras distantes de fornecedores de sistemas industrializados.
- Locação: empreendimentos personalizados com alto índice de reaproveitamento do sistema; - Aquisição/compra: empreendimentos repetitivos com possibilidade de reaproveitar o conjunto de fôrmas em várias obras.
Fonte: Próprio autor.
46
CONSIDERAÇÕES FINAIS
A busca por soluções que atendam da melhor forma as necessidades dos
diversos subsistemas do setor da construção civil tem sido tema de inúmeros
estudos. Dentre estes subsistemas pode-se citar os sistemas de fôrmas necessários
para a moldagem das estruturas em concreto armado. Apesar de constituírem uma
estrutura provisória, este subsistema é de suma importância, já que é a etapa que
inicia todo o processo, sendo referência para as atividades subsequentes. A sua
execução interfere diretamente no grau de excelência da edificação, o que pode
refletir no prazo, custo e qualidade do empreendimento.
Diante da revisão bibliográfica, pôde-se perceber que é fundamental a
elaboração de um projeto executivo de fôrmas. Porém, vê-se que nem sempre são
realizados estudos para a determinação do melhor tipo de fôrma a ser adotado para
um empreendimento, considerando que cada obra é exclusiva e tem suas
particularidades.
Este trabalho teve como objetivo esclarecer os fatores e características a
serem analisados para a escolha do sistema de fôrmas, e conclui-se que alguns
pontos cruciais a serem observados são: a concepção arquitetônica da nova
edificação; o tipo de estrutura definido pelo projetista; a altura do edifício e o número
de pavimentos tipos; a logística do canteiro de obras, no que diz respeito a sua
localização e espaço; a produtividade esperada para esta etapa, definida pelo
cronograma estabelecido no planejamento do empreendimento; além da viabilidade
econômica de cada solução, que só pode ser determinada através de uma análise
global de todos os fatores.
Quanto a avaliação dos sistemas convencional de fôrmas e do sistema
industrializado Topec® SH para a concretagem de lajes maciças, percebeu-se que,
para estruturas recortadas, de geometria complexa e compostas por panos de lajes
e vigas, o sistema convencional seria a melhor solução por se adaptar aos diversos
formatos. Já para lajes lisas, paginadas, concebidas de acordo com as dimensões
dos painéis do sistema modular Topec® SH, o sistema industrializado pode trazer
inúmeras vantagens, como limpeza do canteiro, redução de mão de obra e alta
produtividade. No entanto, compreende-se que não basta que a forma do
empreendimento possibilite o uso de sistemas industrializados, além disso, este
47
deve ter dimensão tal que absorva a produtividade do equipamento escolhido para
que compense o investimento despendido em aluguel ou aquisição.
Portanto, conclui-se que, não há como determinar o melhor sistema de fôrmas
para um projeto se não analisando simultaneamente todos os fatores observados
neste trabalho. Tal análise seria mais clara tomando como base uma obra específica
para elaborar um estudo de ambos os sistemas e acompanhar as suas execuções,
de forma a especificar indicadores de qualidade e produtividade, por exemplo, que
possam imprimir o desempenho de cada sistema para uma mesma situação de
serviço.
48
REFERÊNCIAS BIBLIOGRÁFICAS
ASSAHI, Paulo Nobuyoshi. Sistema de Fôrma para estrutura de concreto. Disponível em: < http://www.deecc.ufc.br/Download/TB736_construcao%20de%20edificios/Estruturas%20de%20Concreto%20Armado_agosto%20de%202005/Texto%20Paulo%20Assahi%20-%20SISTEMAS%20DE%20F%d4RMAS.pdf>. Acesso em: 5 jul. 2016.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 6123: Forças devidas ao vento em edificações. Rio de Janeiro, 1988.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 7190: Projeto de estruturas de madeira. Rio de Janeiro, 1997.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 8800: Projeto de estruturas de aço e de estruturas mistas de aço e concreto de edifícios. Rio de Janeiro, 2008.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 14931: Execução de estruturas de concreto – Procedimento. Rio de Janeiro, 2004.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 15696: Fôrmas e escoramentos para estruturas de concreto – Projeto, dimensionamento e procedimentos executivos. Rio de Janeiro, 2009.
BARROS, Mercia Maria S. Bottura de; MELHADO, Silvio Burrattino; ARAÚJO, Viviane Miranda. Recomendações para a Produção de Estruturas de Concreto Armado em Edifícios. 89f. Apostila de aula (Graduação em Engenharia Civil) – Escola Politécnica da Universidade de São Paulo, São Paulo, 2006.
CÁNOVAS, Manuel Fernández. Defeitos de Execução. In: ______. Patologia e Terapia do Concreto Armado. São Paulo: Pini, 1988. p.111-137.
COMPANHIA ESTADUAL DE HABITAÇÃO E OBRAS PÚBLICAS DE SERGIPE. Escoramentos em Edificações. Disponível em: <http://187.17.2.135/orse/esp/ES00062.pdf>. Acesso em: 01 ago. 2016.
COMUNIDADE DA CONSTRUÇÃO – Sistemas à base de cimento. Estrutura de Concreto: Fôrmas – práticas. Disponível em: < http://www.comunidadedaconstrucao.com.br/sistemas-construtivos/3/formas-praticas/execucao/52/formas-praticas.html>. Acesso em: 01 ago. 2016.
49
CONSTRUTORA CAPARAÓ S.A. Disponível em: <http://www.caparao.com.br/>. Acesso em: 10 de dezembro de 2013. In: COSTA, Carlyne Pomi Diniz. Fôrmas para construção civil e suas aplicações. 98f. Monografia (Especialização em Construção Civil) – Escola de Engenharia da Universidade Federal de Minas Gerais, Belo Horizonte, 2014. p. 80-82.
COSTA, Carlyne Pomi Diniz. Fôrmas para construção civil e suas aplicações. 98f. Monografia (Especialização em Construção Civil) – Escola de Engenharia da Universidade Federal de Minas Gerais, Belo Horizonte, 2014.
CRISTIANI, J.E.R. Fôrmas de madeira para concreto armado em edifícios de andares múltiplos. São Paulo: 1995. 107p. Dissertação (Mestrado) – Escola Politécnica, Universidade de São Paulo. In: FREIRE, Tomás Mesquita; SOUZA, Ubiraci Espinelli Lemes de. Classificação dos sistemas de fôrmas para estruturas de concreto armado. Boletim Técnico da Escola Politécnica da Universidade de São Paulo, São Paulo, n. 296, 2001. p. 11.
FAJERSZTAJN, Hermes; LANDI, Francisco Romeu. Fôrmas para Concreto Armado - Aplicação para o Caso do Edifício. Boletim Técnico da Escola Politécnica da Universidade de São Paulo, São Paulo, n. 60, 1992.
FLECK, Verônica Chaves. Sistemas de fôrmas: análise comparativa entre os sistemas fôrmas voadoras e convencional na execução de estruturas em concreto armado. 79f. Monografia (Graduação em Engenharia Civil) – Escola de Engenharia da Universidade Federal do Rio Grande do Sul, Porto Alegre, 2014.
FREIRE, Tomás Mesquita; SOUZA, Ubiraci Espinelli Lemes de. Classificação dos sistemas de fôrmas para estruturas de concreto armado. Boletim Técnico da Escola Politécnica da Universidade de São Paulo, São Paulo, n. 296, 2001.
HURD, M. K. Formwork for Concrete. 5th ed. Detroit: American Concrete Institute, c1989. In: FLECK, Verônica Chaves. Sistemas de fôrmas: análise comparativa entre os sistemas fôrmas voadoras e convencional na execução de estruturas em concreto armado. 79f. Monografia (Graduação em Engenharia Civil) – Escola de Engenharia da Universidade Federal do Rio Grande do Sul, Porto Alegre, 2014. p. 20.
LOTURCO, Bruno. Produtividade moldada: Importância das fôrmas usadas para moldagem de estruturas de concreto extrapola função técnica. Revista Téchne, São Paulo, n. 228, p. 16-19, mar. 2016.
50
MARANHÃO, George Magalhães. Fôrmas para Concreto: subsídios para a otimização do projeto segundo a NBR 7190/97. 188f. Dissertação (Mestrado em Engenharia de Estruturas) – Escola de Engenharia de São Carlos da Universidade de São Paulo, São Carlos, 2000.
MORIKAWA, Mauro Satoshi Materiais alternativos utilizados em fôrmas para concreto armado. 137f. Dissertação (Mestrado em Engenharia Civil, na área de concentração em Edificações) – Faculdade de Engenharia Civil da Universidade Estadual de Campinas, Campinas, 2003.
NAPOLEÃO FILHO, José. Escoramentos. In: CUNHA, Albino Joaquim Pimenta da; LIMA, Nelson Araújo; SOUZA, Vicente Custódio Moreira de. Acidentes estruturais na construção civil. Volume 2. São Paulo: Pini, 1998. p. 123-131.
NAZAR, Nilton. Fôrmas e escoramentos para edifícios: critérios para dimensionamento e escolha do sistema. São Paulo: Pini, 2007.
SANTOS, White José dos. Sistemas de Fôrmas. Notas de aula (Graduação em Engenharia Civil) – Universidade Federal de Minas Gerais, Belo Horizonte, 2016.
SH Fôrmas, Escoramentos e Andaimes. Manual SH de fôrmas para concreto e escoramentos metálicos. São Paulo: Pini, 2008.
SH Fôrmas, Escoramentos e Andaimes. Catálogo de equipamentos. Rio de Janeiro, 2015.
SH Fôrmas, Escoramentos e Andaimes. Como montar a fôrma para lajes Topec® SH. Disponível em: <https://www.youtube.com/watch?v=w5Z0evrHKyU>. Acesso em: 29 jul. 2016.
TAMAKI, Luciana. Apoios temporários: Escoramentos suportam a carga da edificação enquanto o concreto não atinge a resistência. Revista Téchne, São Paulo, n. 228, p. 20-23, mar. 2016.
TCPO. Tabelas de Composições de Preços para Orçamentos. 13. ed. São Paulo: Pini, 2008.
YAZIGI, Walid. Estrutura. In: ______. A Técnica de Edificar. 10.ed. São Paulo: Pini, 2009. p. 235-243.


















