REVISTA GESTÃO EM ENGENHARIA - DIVISÃO DE …cge/RGE/ARTIGOS/v02n01a03.pdf · adequado princípio...
14
Revista Gestão em Engenharia, São José dos Campos, v.2, n.1, p.27-40, jan./jun. 2015 27 CGE REVISTA GESTÃO EM ENGENHARIA ISSN 2359-3989 homepage: www.mec.ita.br/~cge/RGE.html Otimização do número de cavidades de moldes para injeção de termoplásticos utilizando programação linear Luis Umbelino dos Santos *1 , Rodrigo Arnaldo Scarpel 2 e Luís Gonzaga Trabasso 2 1 SENAI – Serviço Nacional de Aprendizagem Industrial – Departamento Regional de São Paulo/SP, Av. Paulista, 1313 - 1° andar - Cerqueira César, São Paulo/SP, Brasil 2 Instituto Tecnológico de Aeronáutica - Praça Marechal Eduardo Gomes, 50 - São José dos Campos/SP, Brasil RESUMO: O Presente artigo buscou a construção de um modelo de otimização para suportar o processo decisório relacionado à definição do número de cavidades de moldes para injeção de termoplásticos. Foram analisados dados de uma empresa produtora de peças plásticas, referentes à produção de uma peça utilizada em geladeiras. Aplicou-se a abordagem de Pesquisa Operacional (PO), utilizando modelos de otimização com Programação Linear (PL). As análises mostraram que somente um dos três moldes construídos, o de quatro cavidades, precisaria ter sido fabricado. Os estudos realizados indicam que a aplicação da PL para a otimização da produção de peças plásticas é muito útil. Palavras-chave: Otimização de recursos. Peças plásticas. Pesquisa operacional. *Autor correspondente: [email protected]
Transcript of REVISTA GESTÃO EM ENGENHARIA - DIVISÃO DE …cge/RGE/ARTIGOS/v02n01a03.pdf · adequado princípio...

Revista Gestão em Engenharia, São José dos Campos, v.2, n.1, p.27-40, jan./jun. 2015
27
CGE
REVISTA GESTÃO EM ENGENHARIA
ISSN 2359-3989
homepage: www.mec.ita.br/~cge/RGE.html
Otimização do número de cavidades de moldes para injeção de termoplásticos utilizando programação linear
Luis Umbelino dos Santos*1, Rodrigo Arnaldo Scarpel2 e Luís Gonzaga Trabasso2
1SENAI – Serviço Nacional de Aprendizagem Industrial – Departamento Regional de São Paulo/SP, Av. Paulista, 1313 - 1° andar - Cerqueira César, São Paulo/SP, Brasil 2Instituto Tecnológico de Aeronáutica - Praça Marechal Eduardo Gomes, 50 - São José dos Campos/SP, Brasil
RESUMO: O Presente artigo buscou a construção de um modelo de otimização para suportar o processo decisório relacionado à definição do número de cavidades de moldes para injeção de termoplásticos. Foram analisados dados de uma empresa produtora de peças plásticas, referentes à produção de uma peça utilizada em geladeiras. Aplicou-se a abordagem de Pesquisa Operacional (PO), utilizando modelos de otimização com Programação Linear (PL). As análises mostraram que somente um dos três moldes construídos, o de quatro cavidades, precisaria ter sido fabricado. Os estudos realizados indicam que a aplicação da PL para a otimização da produção de peças plásticas é muito útil.
Palavras-chave: Otimização de recursos. Peças plásticas. Pesquisa operacional.
*Autor correspondente:

Santos et al.
Revista Gestão em Engenharia, São José dos Campos, v.2, n.1, p.27-40, jan./jun. 2015
28
Optimization of thermoplastic injection mold cavities number using linear programming
ABSTRACT: The present paper aims to build an optimization model to support decision-making by setting the number of mold cavities for injection of thermoplastics. Data from a company producing plastic parts were analyzed, considering the production of a part used in refrigerators. An Operational Research approach (OR) was applied using Linear Programming (LP) optimization models. The analyzes show that only one of the three constructed molds, the four wells one, would need to have been manufactured. Studies indicate that the application of LP for optimizing the production of plastic parts is very useful. Keywords: Resource optimization. Plastic parts. Operational research.
1 INTRODUÇÃO
Os componentes poliméricos, especialmente os termoplásticos, têm aplicações em diversas áreas, pois estão presentes desde em escovas de dente, canetas e peças de cozinha, até dispositivos de implantes médicos utilizados na área cardiológica. Tradicionalmente, os plásticos são muito utilizados nos setores de embalagens, utilidades, automobilística, construção civil, elétrica e eletroeletrônica. Sendo que, além de novas aplicações, a utilização dos plásticos é feita com sucesso na substituição de materiais tradicionais, como madeira, metais ferrosos e não ferrosos e vidros.
Aproximadamente 70% dos produtos fabricados no mundo são transformados poliméricos (FUH et al. 2004). Entre as diversas opções de processos de transformação de polímeros, destaca-se o processo de injeção de termoplásticos, para o qual são necessários, basicamente uma máquina injetora de plástico, matéria-prima (polímero) e um molde. O molde, que é uma ferramenta composta pelos sistemas de formação do produto, de alimentação, de resfriamento e extração, deve permitir o preenchimento da geometria do produto moldado, assegurando a reprodutibilidade dimensional, de ciclo para ciclo, facilitar o resfriamento do polímero e promover a extração da(s) peça(s).
Os decisores, desde a fase de planejamento do projeto de um novo molde, precisam propor e selecionar, para cada um dos sistemas, o mais adequado princípio de solução de projeto para cada função, respeitando as especificações técnicas do produto a ser injetado, as características do processo de injeção e as metas econômicas da produção do produto.
A capacidade produtiva de um molde (por unidade de tempo) é diretamente proporcional ao seu número de cavidades, ou seja, a quantidade de peças injetadas a cada ciclo de injeção. Podendo ser única (uma só cavidade, o que significa uma peça injetada por ciclo), por exemplo, um molde para injeção de um balde doméstico ou múltiplas cavidades (normalmente número par, podendo variar de duas a 128 cavidades), por

Santos et al.
Revista Gestão em Engenharia, São José dos Campos, v.2, n.1, p.27-40, jan./jun. 2015
29
exemplo, em molde para injeção de tampas para cosméticos. Naturalmente, quanto maior o número de cavidades de um molde, maior o tamanho do molde, maior volume de injeção e, portanto, maior porte de máquina injetora é requerido.
Os custos de produção de componentes poliméricos injetados são compostos, principalmente, pelos custos do molde, da matéria-prima (polímero), da hora-máquina e da hora-homem. A produtividade de um molde depende de seu número de cavidades. Harada (2004) aborda que o número de cavidades depende do custo da peça e da produção necessária num certo período. Apesar disso, na prática, sabe-se que, a decisão pelo número adequado de cavidades para um novo molde e seus consequentes desdobramentos, na maior parte das vezes, é tomada com base em produtos similares, sem análises de decisões adequadas.
Dessa forma, o presente trabalho teve como objetivo construir um modelo de otimização para simular condições de produção do produto moldado, buscando suportar o processo decisório relacionado à definição do número de cavidades do molde, visando a minimização do custo de unitário de produção.
2 REFERENCIAL TEÓRICO
2.1 Molde para injeção de termoplásticos
O molde pode ser considerado como uma estrutura, formada por um conjunto de placas e seus acessórios, chamada de porta molde, onde são inseridos sistemas, os quais permitem que o molde cumpra as suas funções, as quais estão descritas na Tabela 1.
Tabela 1 – Sistemas funcionais de um molde de injeção.
Funções do molde de Injeção Sistemas funcionais
Controlar a forma, as dimensões e o acabamento superficial da
peça moldadaCavidades e Machos (Postiços de Formação do Produto)
Manter o alinhamento entre as duas metades do molde,
garantindo a repetibilidade da forma e das dimensões da peçaCentragem e Guiamento
Guiar e controlar o fluxo do polímero fundido, desde o bico da
máquina injetora, até a entrada do material na(s) cavidade(s)Alimentação
Permitir que o ar e outros gases existentes nas cavidades possam
sair, evitando falhas de injeção e produtos defeituososVentilação (Saída de gases)
Controlar a temperatura do molde para solidificação do material
e auxiliar na redução do tempo de ciclo de injeçãoResfriamento
Possibilitar a retirada da peça (solidificada) do molde Extração Fonte: Adaptado de Harada (2004).
A complexidade de um molde para injeção de termoplásticos é
diretamente proporcional à complexidade do produto a ser injetado. Também, é bastante influenciada pelo número de cavidades, que regula o número de produtos injetados em cada ciclo de injeção, e pelo tipo de sistema de alimentação, que pode ser convencional ou por câmara quente. De modo
Santos et al.
Revista Gestão em Engenharia, São José dos Campos, v.2, n.1, p.27-40, jan./jun. 2015
30
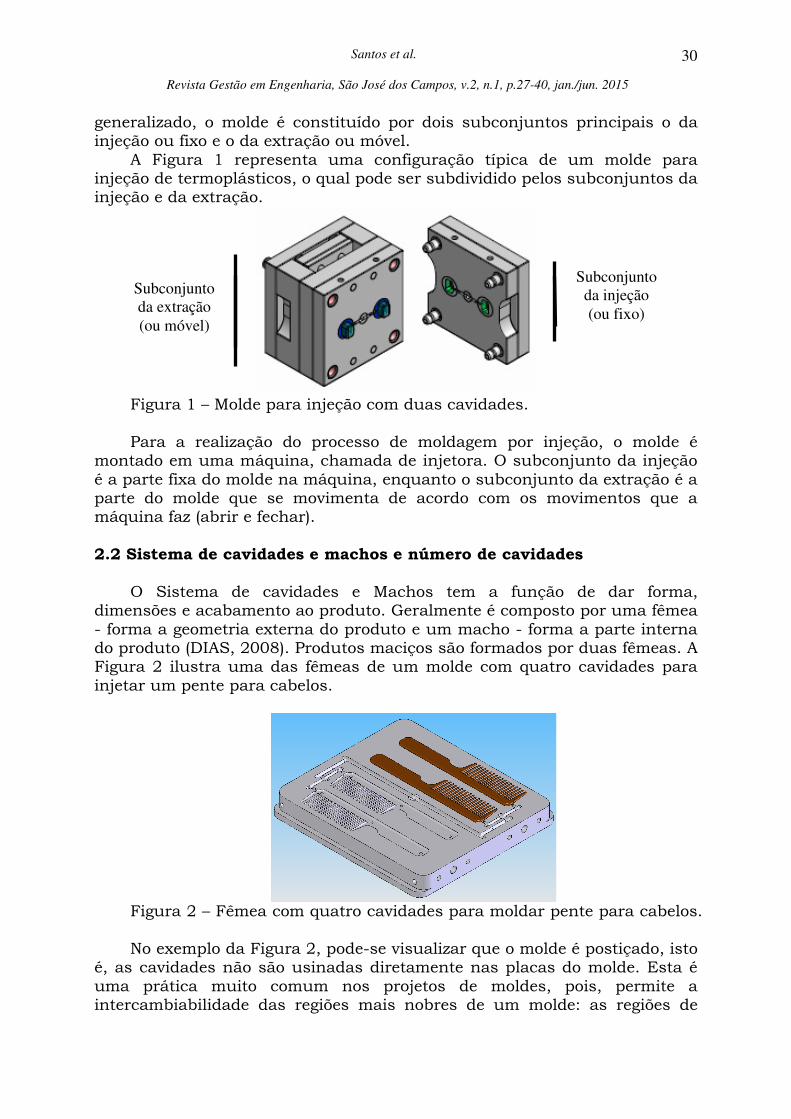
generalizado, o molde é constituído por dois subconjuntos principais o da injeção ou fixo e o da extração ou móvel.
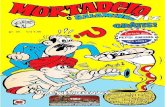
A Figura 1 representa uma configuração típica de um molde para injeção de termoplásticos, o qual pode ser subdividido pelos subconjuntos da injeção e da extração.
Figura 1 – Molde para injeção com duas cavidades. Para a realização do processo de moldagem por injeção, o molde é
montado em uma máquina, chamada de injetora. O subconjunto da injeção é a parte fixa do molde na máquina, enquanto o subconjunto da extração é a parte do molde que se movimenta de acordo com os movimentos que a máquina faz (abrir e fechar).
2.2 Sistema de cavidades e machos e número de cavidades
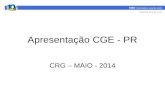
O Sistema de cavidades e Machos tem a função de dar forma, dimensões e acabamento ao produto. Geralmente é composto por uma fêmea - forma a geometria externa do produto e um macho - forma a parte interna do produto (DIAS, 2008). Produtos maciços são formados por duas fêmeas. A Figura 2 ilustra uma das fêmeas de um molde com quatro cavidades para injetar um pente para cabelos.
Figura 2 – Fêmea com quatro cavidades para moldar pente para cabelos. No exemplo da Figura 2, pode-se visualizar que o molde é postiçado, isto
é, as cavidades não são usinadas diretamente nas placas do molde. Esta é uma prática muito comum nos projetos de moldes, pois, permite a intercambiabilidade das regiões mais nobres de um molde: as regiões de
Subconjunto
da injeção
(ou fixo)
Subconjunto
da extração
(ou móvel)

Santos et al.
Revista Gestão em Engenharia, São José dos Campos, v.2, n.1, p.27-40, jan./jun. 2015
31
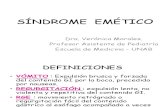
formação do produto. A Figura 3 representa um molde com uma cavidade, o qual não possui ‘Postiços de Formação do Produto’ – que significa qualquer parte do molde que seja responsável por formar, parcial ou integralmente, o produto moldado.
Figura 3 – Molde com uma cavidade com usinagem direta nas placas. Para qualquer um dos três exemplos de moldes produtos citados, o
número de cavidades poderia ser diferente. O ideal é que o molde tenha um número de cavidades que permita o atendimento da produção ao menor custo possível.
Dias (2008) aborda que, além de fatores como a demanda estimada e o tamanho do lote, outros, como a geometria, a qualidade e o custo da peça e, ainda, os aspectos construtivos do molde e as informações sobre a máquina injetora devem ser considerados.
O número de cavidades do molde influencia as suas dimensões básicas (comprimento e largura), implicando no custo do molde. Basicamente, pode ser determinado através da previsão de demanda produtiva da peça injetada ou da capacidade de plastificação da máquina injetora disponível (SACCHELLI, 2007).
Diante do exposto, o presente trabalho buscou conceber um modelo de otimização, a partir da abordagem da pesquisa operacional, com base na previsão de demanda do produto injetado, utilizando a programação linear.
2.3 Pesquisa Operacional (PO) e Programação Linear (PL)
Segundo Loesch e Hein (1999), a Pesquisa Operacional (PO) possibilita a representação de um sistema organizado através de um modelo e, por meio da experimentação, descobre-se a melhor forma de operá-lo, resultando na proposição de um conjunto de alternativas de ação, através da previsão e comparação de valores de eficiência e de custos.
A PO é uma ciência, que utiliza técnicas matemáticas, e também uma arte, pois a elaboração do modelo matemático depende da criatividade e da experiência dos profissionais (TAHA, 2008).
De acordo com Oliveira et al. (2010), as empresas que utilizam a Pesquisa Operacional e desenvolvem modelos de tomada de decisão estão na

Santos et al.
Revista Gestão em Engenharia, São José dos Campos, v.2, n.1, p.27-40, jan./jun. 2015
32
frente das concorrentes. Os gestores de pequenas, médias ou grandes empresas, têm a difícil missão de tomarem decisões no seu dia a dia. Assim, torna-se importante ao tomador de decisão a adoção de métodos quantitativos, evitando-se a utilização, somente, da intuição e experiência.
Segundo Andrade (2011), a Programação Linear (PL) é uma das mais eficazes ferramentas para organização de transportes, determinação de políticas de estoque, problemas de produção e misturas de componentes, entre outros. Ragsdale (2011) aborda que, no ambiente comercial competitivo e, com os recursos mundialmente limitados, indivíduos ou empresas precisam decidir como usar melhor os recursos, o que, geralmente, envolve a alocação dos mesmos de modo a maximizar os lucros ou minimizar os custos.
Conforme Lachtermacher (2009), a PL é um problema de programação matemática. E, de acordo com Taha (2008), possui três componentes básicos: as variáveis de decisão, as quais se procura determinar; o objetivo, o qual é necessário otimizar e as restrições, que a solução deve satisfazer.
A PL pode ser utilizada na resolução de problemas que envolvem praticamente qualquer número de variáveis, mas sem a visualização ou obtenção de gráficos. Problemas de PL podem ser resolvidos por meio de pacotes de planilhas, tornando a resolução relativamente simples. O software Excel (2010) possui ferramentas de otimização de planilhas, chamadas Solver. O principal desafio é garantir que a formulação do problema de PL seja feita corretamente e transferida de maneira precisa para o computador (RAGSDALE, 2011).
3 MATERIAL E MÉTODOS
O presente artigo buscou analisar dados de uma empresa produtora de peças plásticas injetadas, principalmente, para a linha branca - geladeiras, fogões, microondas, freezer, etc. A empresa, cuja identificação não pode ser revelada a pedido do representante que forneceu as informações, está instalada em Itapevi, na Região Metropolitana de São Paulo. Os dados foram obtidos através de entrevista não estruturada com o colaborador da empresa, que consultou documentos (como notas fiscais e fichas de processo) para fornecer as respostas.
Os dados são referentes à produção de uma peça plástica que funciona como uma moldura/acabamento da parte inferior de uma porta de geladeira. A empresa possui três moldes diferentes para o mesmo produto, pois os mesmos foram construídos em momentos diferentes, conforme demanda da empresa/parceira consumidora (cliente) da peça em questão.
O primeiro molde, com apenas uma cavidade, foi construído para a produção de um lote piloto, para testes e verificação da aceitação do produto no mercado. Após a aprovação/validação do produto, foram injetados novos lotes em caráter de ‘produção comercial’, conforme pedidos do cliente. Mas, devido à incapacidade de atender a um aumento da demanda, ocorreu a construção de um novo molde com duas cavidades. Ainda, após novo aumento na procura por itens da área branca, devido, principalmente a

Santos et al.
Revista Gestão em Engenharia, São José dos Campos, v.2, n.1, p.27-40, jan./jun. 2015
33
incentivos fiscais para o setor, construiu-se o terceiro molde, este com quatro cavidades.
Os investimentos em ferramentas de produção, como os moldes, são relativamente altos. Por isso, em condições ideais, a partir de previsões de demanda, é possível determinar qual o número adequado de cavidades do molde que, ao mesmo tempo, atenda à demanda e minimize os custos de produção. Então, para auxiliar na obtenção de respostas, aplicou-se a abordagem de Pesquisa Operacional (PO) para suportar o processo decisório, utilizando modelos de otimização com programação linear. Para isso, usufruiu-se do suplemento Solver, uma ferramenta para otimização e solução de equações do Microsoft Excel (2010).
Na Tabela 2, pode-se verificar os custos, de acordo com o número de cavidades do molde: da matéria-prima (Material/Peça) por unidade produzida e do molde. Em relação aos aumentos no custo da matéria-prima por peça, os mesmos ocorrem devido a um maior índice de desperdício do material ou maior custo de recuperação de resíduos quando ocorre o aumento do número de cavidades.
Tabela 2 – Custos conforme o número de cavidades.
Número de cavidades Material/Peça Molde
1 0,11R$ 29.000,00R$
2 0,12R$ 53.500,00R$
4 0,14R$ 97.480,00R$ Na Tabela 3, verifica-se, de acordo com o número de cavidades do molde,
os tempos de ciclos, correspondentes às etapas necessárias para a formação e extração do produto moldado para cada molde. Ou seja, o molde que tem uma única cavidade, produz uma peça a cada 39 segundos; enquanto o molde que tem duas cavidades, produz duas peças a cada 44 segundos; e por fim, o molde que possui quatro cavidades, produz quatro peças a cada 47 segundos.
Tabela 3 – Tempo de ciclo de injeção (segundos).
Número de cavidades Ciclo (s)
1 39
2 44
4 47
O custo da hora-homem que, de acordo com as informações obtidas através da entrevista com o colaborador da empresa, não varia se o tipo de molde ou máquina injetora variar, é de R$12,00.
A Tabela 4 contém o custo da hora-máquina, conforme a especificação da máquina injetora. Além de outras características importantes a “Força de fechamento” dada em toneladas e a “Capacidade de injeção” dada em gramas, exprimem o porte de uma máquina injetora. Sendo que, invariavelmente, quanto maior o porte da máquina maior o custo operacional.

Santos et al.
Revista Gestão em Engenharia, São José dos Campos, v.2, n.1, p.27-40, jan./jun. 2015
34
Tabela 4 – Custo da hora-máquina.
Força de fechamento Capacidade de injeção hora-máquina
60 ton 93g 26,00R$
150 ton 184 33,80R$
180 ton 296 47,40R$
A Tabela 5 mostra que, devido a restrições de ordem técnica, cada molde, conforme o seu número de cavidades, deve funcionar em uma máquina de porte específico. Por exemplo, o molde que possui quatro cavidades deve funcionar na máquina injetora de 180 toneladas, a qual possui 296 gramas de capacidade de injeção (referente à máxima massa que pode ser injetada por ciclo de injeção).
Tabela 5 – Máquina injetora indicada para cada molde.
Força de fechamento Capacidade de injeção Número de cavidades
60 ton 93g 1
150 ton 184 2
180 ton 296 4
A Tabela 6 mostra os custos despendidos com os recursos (molde, hora-máquina, hora-homem e matéria-prima), balanceados para cada hora de produção. Ainda, de acordo com as informações obtidas em entrevista com o representante da empresa estudada, a vida útil estimada para qualquer um dos moldes é de 48 meses de produção. Também, sabe-se que o setor de injeção de plástico da empresa trabalha em dois turnos diários equivalentes a 16 horas de trabalho. Dessa forma, estima-se que, considerando-se 22 dias úteis mensais, as horas disponíveis para produção são 352 horas mensais. Então, a vida útil esperada do molde é de 16.896 horas. Portanto, o ‘custo de amortização’ do molde (custo do molde por hora) foi calculado da seguinte forma: custo do molde dividido pelas horas de vida útil do mesmo.
Tabela 6 – Tabela geral de dados (agregados) do problema.
Recursos 1 2 4
Custo do molde 29.000,00R$ 53.500,00R$ 97.480,00R$
Custo da Hora-máquina 26,00R$ 33,80R$ 47,40R$
Custo da Hora-homem 12,00R$ 12,00R$ 12,00R$
Custo do material por peça 0,11R$ 0,12R$ 0,14R$
Tempo de ciclo (segundos) 39 44 47
Peças moldadas por hora 92 164 306
Custo do material por hora 10,15R$ 19,64R$ 42,89R$
Custo do molde por hora 1,72R$ 3,17R$ 5,77R$
Número de cavidades do molde
Valores por hora de produção

Santos et al.
Revista Gestão em Engenharia, São José dos Campos, v.2, n.1, p.27-40, jan./jun. 2015
35
Pode-se verificar na Tabela 7 a quantidade de peças produzidas e o período de produção (em meses) para cada molde, até a ocasião da coleta de dados fornecidos pelo representante da empresa. Ocorre que, na prática, uma vez que um novo molde (com mais cavidades) é construído, testado e aprovado, o mesmo passa a ser utilizado na produção, fazendo com que os outros moldes se tornem inativos.
Tabela 7 – Quantidade de peças produzidas e número de meses de produção.
Cavidades Meses Produção Média mensal
1 6 18.000 3.000
2 12 164.500 13.708
3 9 635.000 70.556 Ainda, em virtude do produto em questão ter se tornado uma parte
padrão para diferentes modelos de geladeira, a empresa, acreditando na experiência de gestores da área de produção, espera que a demanda média do produto para os próximos três anos varie entre 50.000 e 100.000 peças por mês.
4 RESULTADOS E DISCUSSÃO 4.1 Custos
A Tabela 8 apresenta o custo por unidade produzida da peça, conforme o molde que foi utilizado na produção, considerando a utilização efetiva de cada ferramenta até o momento da coleta dos dados.
Tabela 8 – Custo por unidade produzida, de acordo com o molde utilizado.
Tipo de moldeProdução
total
Produção
horária
Horas
totais
Custo
Molde
por Peça
Máquina Homem MaterialCusto
TotalCusto total
Custo por
unidade
produzida
Custo por
unidade
produzida
1 cavidade 18.000 92 195 1,61R$ 26,00R$ 12,00R$ 10,15R$ 48,15 9.390,00R$ 0,52R$ 2,13R$
2 cavidades 164.500 164 1.005 0,33R$ 33,80R$ 12,00R$ 19,64R$ 65,44 65.781,72R$ 0,40R$ 0,73R$
4 cavidades 635.000 306 2.073 0,15R$ 47,40R$ 12,00R$ 42,89R$ 102,29 212.010,63R$ 0,33R$ 0,49R$
Custos por hora de produção Desconsiderando molde (R$)
Observa-se, a partir da Tabela 8, uma fotografia da diferença do custo por unidade produzida, conforme o molde utilizado na produção. E, considerando que os moldes com uma e com duas cavidades estão inativos, isso se configura como desperdício de recursos, o que é completamente inadequado para o tão competitivo mercado atual. Pois, a não utilização dos moldes implica em não oportunizar a diluição do custo do ferramental pela quantidade produzida.
A Tabela 9 apresenta o custo unitário do produto, supondo que cada molde produzisse a quantidade máxima de produtos possível, conforme a sua vida útil. Além disso, apresenta o custo unitário para a demanda média prevista (2.700.000 peças) para os próximos três anos. Essa estimativa

Santos et al.
Revista Gestão em Engenharia, São José dos Campos, v.2, n.1, p.27-40, jan./jun. 2015
36
sugere que, caso houvesse um estudo de demanda antes da construção dos moldes, poder-se-ia optar diretamente pelo molde com quatro cavidades, o qual possibilitaria a produção ao menor custo. Tabela 9 – Otimização para a produção máxima possível, utilizando os três moldes.
Variável de
decisão
Produção
horáriaMolde Máquina Homem Material
Custo
horário
Total
Número
Máximo de
Horas
Custo Total para
o Máximo de
Horas
Produção
Máxima
Possível
Custo
unitário do
produto
1 cavidade 92 1,72R$ 26,00R$ 12,00R$ 10,15R$ 49,87 16.896 842.607,38R$ 1.554.432 0,54R$
2 cavidades 164 3,17R$ 33,80R$ 12,00R$ 19,64R$ 68,60 16.896 1.159.112,80R$ 2.770.944 0,42R$
4 cavidades 306 5,77R$ 47,40R$ 12,00R$ 42,89R$ 108,06 16.896 1.825.832,95R$ 5.170.176 0,35R$
Variável de
decisão
Produção
horáriaMolde Máquina Homem Material
Custo
horário
Total
Total de
Horas de
Produção
Custo Total para
o Máximo de
Horas
Produção
Máxima
Possível
Custo
unitário do
produto
2 cavidades 164 3,17R$ 33,80R$ 12,00R$ 19,64R$ 68,60 16.463 1.129.436,24R$ 2.700.000 0,42R$
4 cavidades 306 5,77R$ 47,40R$ 12,00R$ 42,89R$ 108,06 8.824 953.497,32R$ 2.700.000 0,35R$
Custos por hora de produção
Custos por hora de produção
4.2 Otimização considerando a utilização dos três moldes As Variáveis de decisão referem-se às opções de molde que, de acordo
com o seu número de cavidades, determinam a quantidade da produção em determinada unidade de tempo. Assim, as variáveis do modelo foram definidas como:
χ1 = Quantidade de peças produzidas utilizando o molde de uma cavidade
χ2 = Quantidade de peças produzidas utilizando o molde de duas cavidades
χ3 = Quantidade de peças produzidas utilizando o molde de quatro cavidades
Já a Função objetivo do problema visou minimizar o custo de produção do produto injetado, através da análise das variáveis de decisão. Especificamente, deseja-se descobrir qual a quantidade mensal de peças a ser produzida para cada uma das três alternativas, possibilitando o mínimo custo de produção para o produto. Dado que, para a injeção da peça plástica em questão, os custos totais de produção horária de cada molde são R$49,87, R$68,60 e R$108,06 referentes, respectivamente, às produções nos moldes com uma, duas e quatro cavidades, tem-se que, a equação que representa o custo total de produção da peça, através de ⱬ é:
ⱬ = R$49,87χ1 + R$68,60χ2 + R$108,06χ3 Desta forma, a função objetivo que minimiza o custo total de produção é
dada por: Minimizar ⱬ = R$49,87χ1 + R$68,60χ2 + R$108,06χ3 As restrições foram estabelecidas conforme as informações coletadas na
entrevista sobre o caso na empresa. Além da restrição implícita, referente a não negatividade das variáveis χ1, χ2 e χ3, isto é, χ1, χ2, χ3 ≥ 0, também fazem parte do plano de produção da peça em análise as restrições: a) horas

Santos et al.
Revista Gestão em Engenharia, São José dos Campos, v.2, n.1, p.27-40, jan./jun. 2015
37
mensais disponíveis para produção da peça = número de alternativas x horas mensais disponíveis, a qual é produto da carga horária diária e dos dias úteis mensais = 3 x 352. Assim: χ1 + χ2 + χ3 ≤ 1056; b) horas mensais disponíveis para a produção na máquina injetora com capacidade de injeção de 93g: χ1 ≤ 128; c) horas mensais disponíveis para a produção na máquina injetora com capacidade de injeção de 184g: χ1 ≤ 192; d) horas mensais disponíveis para a produção na máquina injetora com capacidade de injeção de 296g: χ1 ≤ 96; e) produção mensal mínima: χ1 + χ2 + χ3 ≥ 50.000; f) produção mensal máxima: χ1 + χ2 + χ3 ≤ 100.000.
Portanto, pretende-se minimizar a função objetivo, sujeitando-a às restrições.
Os resultados apresentados na Tabela 10 correspondem aos valores ótimos para a demanda esperada do produto, considerando a melhor combinação de quantidades produzidas em cada molde, conforme as variáveis de decisão, a função objetivo e as restrições pertinentes.
Tabela 10 – Resolução do problema para a demanda esperada, combinando a utilização dos três moldes.
Solver
Variável de
decisão
Produção
horáriaMolde Máquina Homem Material
Custo
horário
Total
Produção
mensal
Horas de
produção
Mensal
Custo Total
Mensal
1 cavidade 92 1,72R$ 26,00R$ 12,00R$ 10,15R$ 49,87 - 0 -R$
2 cavidades 164 3,17R$ 33,80R$ 12,00R$ 19,64R$ 68,60 20.624,00 125,7560954 8.627,22R$
4 cavidades 306 5,77R$ 47,40R$ 12,00R$ 42,89R$ 108,06 29.376,00 96,0 10.374,05R$
Solver F.O.
1.056 <= 221,76 19.001,27R$
128 <= -
192 <= 125,76
96 <= 96,00
100.000 <=
50.000 >=
Custos por hora de produção
50.000,00 Produção Mensal Mínima
Restrições
Valores otimizados através do Solver do Excel
Horas Mensais Disponíveis
Disponibilidade da Injetora "93g"
Disponibilidade da Injetora "184g"
Disponibilidade da Injetora "296g"
Produção Mensal Máxima
Assim, pode-se verificar, a partir da Tabela 10, que para a minimização do custo mensal total de produção do produto plástico em análise: a) além do molde de quatro cavidades, que corresponde ao único dos três construídos que está ‘ativo’, o molde com duas cavidades também deveria ser utilizado para a produção, implicando na utilização de 125,76 das 192 horas disponíveis para a máquina injetora “184g”; b) a produção total seria de 50.000 peças, sendo 20.624 peças injetadas no molde de duas cavidades e 29.376 peças no molde com quatro cavidades; c) o custo total para a produção das 50.000 peças seria de R$19.001,27. Dessa forma, o custo unitário dessa produção seria R$0,38.
Considerando a Resolução do problema sem a restrição de produção mínima, conforme os resultados da Tabela 11, para otimizar a utilização combinada dos três moldes, observa-se que: a) os três moldes deveriam ser utilizados e, consequentemente, as três máquinas; b) a produção mensal

Santos et al.
Revista Gestão em Engenharia, São José dos Campos, v.2, n.1, p.27-40, jan./jun. 2015
38
máxima seria de 72.640 peças e c) o custo unitário do produto seria de R$0,41.
Tabela 11 – Resolução do problema para a produção de até 100.000 peças.
Solver
Variável de
decisão
Produção
horáriaMolde Máquina Homem Material
Custo
horário
Total
Produção
mensal
Horas de
produção
Mensal
Custo Total
Mensal
1 cavidade 92 1,72R$ 26,00R$ 12,00R$ 10,15R$ 49,87 11.776,00 128 6.383,39R$
2 cavidades 164 3,17R$ 33,80R$ 12,00R$ 19,64R$ 68,60 31.488,00 192 13.171,74R$
4 cavidades 306 5,77R$ 47,40R$ 12,00R$ 42,89R$ 108,06 29.376,00 96,0 10.374,05R$
Solver F.O.
1.056 <= 416,00 29.929,18R$
128 <= 128,00
192 <= 192,00
96 <= 96,00
100.000 <=
50.000 >=
Custos por hora de produção
Restrições
72.640,00 Produção Mensal Mínima
Valores otimizados através do Solver do Excel
Horas Mensais Disponíveis
Disponibilidade da Injetora "93g"
Disponibilidade da Injetora "184g"
Disponibilidade da Injetora "296g"
Produção Mensal Máxima
Já, a Otimização comparativa para a produção de 72.640 peças, considerando somente a utilização do molde com quatro cavidades, verifica-se, com base na Tabela 12, que para produção dessa quantidade de peças, faz-se uso de 237,4 horas na injetora “296g”, implicando numa taxa de ocupação de aproximadamente 67,4% (237,4/352 horas) do total disponível da máquina para o mês. Ainda, quando a produção atende a demanda máxima de 100.000 peças, a taxa de ocupação chega a 93%. E, embora o custo unitário do produto resulte em R$0,35, ou seja, menor que o custo resultante da utilização combinada dos três moldes, provavelmente, estará fazendo isso em detrimento da realocação de outros produtos ou, até da não produção dos mesmos, prejudicando o plano mestre de produção da fábrica.
Na Otimização para a produção máxima prevista, considerando o uso dos três moldes, conforme apresentado na Tabela 13, a solução foi obtida através da alteração das restrições referentes às disponibilidades das três máquinas, supondo que, cada máquina pode ser ocupada em, no máximo, 50% da disponibilidade mensal. Infringindo essa condição, para a produção da demanda máxima de 100.000 peças por mês, combinando a utilização dos três moldes, a injetora ‘184g’ precisaria ser utilizada por 182,6 horas, gerando uma ocupação de 51,8%. Além disso, o custo otimizado seria de R$0,40 por unidade produzida.

Santos et al.
Revista Gestão em Engenharia, São José dos Campos, v.2, n.1, p.27-40, jan./jun. 2015
39
Tabela 12 – Resolução do problema para a produção de 72.640 peças utilizando somente o molde de quatro cavidades.
Solver
Variável de
decisão
Produção
horáriaMolde Máquina Homem Material
Custo
horário
Total
Produção
mensal
Horas de
produção
Mensal
Custo Total
Mensal
1 cavidade 92 1,72R$ 26,00R$ 12,00R$ 10,15R$ 49,87 - 0 -R$
2 cavidades 164 3,17R$ 33,80R$ 12,00R$ 19,64R$ 68,60 - 0 -R$
4 cavidades 306 5,77R$ 47,40R$ 12,00R$ 42,89R$ 108,06 72.640 237,4 25.652,57R$
Solver F.O.
352 <= 237,39 25.652,57R$
128 <= -
192 = -
96 <= 237,39
72.640 =
50.000 >=
Custos por hora de produção
Restrições
Horas Mensais Disponíveis
Disponibilidade da Injetora "93g"
Disponibilidade da Injetora "184g"
Disponibilidade da Injetora "296g"
Produção Mensal Máxima72.640
Produção Mensal Mínima
Valores otimizados através do Solver do Excel Tabela 13 – Resolução do problema para a produção de 100.000 peças, utilizando os três moldes.
Solver
Variável de
decisão
Produção
horáriaMolde Máquina Homem Material
Custo
horário
Total
Produção
mensal
Horas de
produção
Mensal
Custo Total
Mensal
1 cavidade 92 1,72R$ 26,00R$ 12,00R$ 10,15R$ 49,87 16.192 176,0001664 8.777,17R$
2 cavidades 164 3,17R$ 33,80R$ 12,00R$ 19,64R$ 68,60 29.952 182,63438 12.529,23R$
4 cavidades 306 5,77R$ 47,40R$ 12,00R$ 42,89R$ 108,06 53.856 176,0 19.019,11R$
Solver F.O.
1.056 <= 534,63 40.325,51R$
176 <= 176,00
176 <= 182,63
176 <= 176,00
100.000 =
50.000 >=
Valores otimizados através do Solver do Excel
Disponibilidade da Injetora "93g"
Disponibilidade da Injetora "184g"
Disponibilidade da Injetora "296g"
Produção Mensal Máxima100.000
Produção Mensal Mínima
Horas Mensais Disponíveis
Custos por hora de produção
Restrições
5 CONCLUSÕES
Sabe-se que o equilíbrio entre oferta e procura é um enorme desafio para o planejamento da produção, pois, não raro, previsões de demanda não garantem a procura estimada por um produto, o que é perfeitamente aceitável por se tratar de uma previsão, a qual está exposta à aleatoriedade do mercado. Todavia, não tomar como referência nem estudos de previsão é, no mínimo, não estar atento aos desafios contemporâneos, como escassez de recursos e não se importar com os concorrentes, o que pode impulsionar um

Santos et al.
Revista Gestão em Engenharia, São José dos Campos, v.2, n.1, p.27-40, jan./jun. 2015
40
empreendimento ao fracasso. Por isso, antes de se decidir pela construção de um novo molde, é importante que se façam estudos de previsão de demanda e, também, tomando como base produtos similares da empresa, se realizem análises de viabilidade econômica, procurando a minimização dos custos de fabricação da peça plástica injetada.
Os estudos realizados mostraram que a programação linear para a otimização de recursos para a produção de componentes plásticos injetados é muito prática, simples e útil.
REFERÊNCIAS BIBLIOGRÁFICAS
ANDRADE, E. L. Introdução à Pesquisa Operacional: Métodos e Modelos para Análise de Decisões. 4 ed. Rio de Janeiro: LTC, 2011.
DIAS, K. P. Proposta de modelo para a gestão do conhecimento no projeto de moldes de injeção. 2008. Dissertação (Mestrado em Engenharia Mecânica) - Universidade Federal de Santa Catarina, Florianópolis, 2008.
FUH, J. Y. H.; ZHANG, Y. F.; NEE, A.Y.C.; FU, M.W. Computer-Aided Injection Mold Design and Manufacture. New York: Marcel Dekker, 2004.
HARADA, J. Moldes para injeção de termoplásticos: projetos e princípios básicos. São Paulo:Artliber, 2004.
LACHTERMACHER, G. Pesquisa Operacional na tomada de decisões. 4 ed. São Paulo: Pearson Prentice Hall, 2009.
LOESCH, C.; HEIN, N. Pesquisa operacional: fundamentos e modelos. Blumenau: FURB, 1999.
OLIVEIRA, F. F.; SILVEIRA, R. R.; FERREIRA, R. J. P. Pesquisa Operacional como apoio na tomada de decisões em Gestão da Produção. XVII SIMPEP, 2010.
RAGSDALE, C. T. Modelagem e análise de decisão. São Paulo: Cengage Learning, 2011.
SACCHELLI, C. M. Sistematização do processo de desenvolvimento integrado de moldes de injeção de termoplásticos. Tese (Doutorado em Engenharia Mecânica) - Universidade Federal de Santa Catarina, Florianópolis, 2007.
TAHA, H. A. Pesquisa Operacional: uma visão geral. 8. ed. São Paulo:Pearson Prentice-Hall, 2008.