Placas de circuitos - abraci.org.brabraci.org.br/arquivos/Placasdecircuito.pdf · Falhas...
15
Placas de Circuito Impresso abraci Associação Brasileira de Circuitos Impressos
Transcript of Placas de circuitos - abraci.org.brabraci.org.br/arquivos/Placasdecircuito.pdf · Falhas...
Placas de Circuito Impresso
abraciAssociação Brasileira de Circuitos Impressos

1. Rotina típica de Produção de Placas de Circuito Convencional.
Produção e InspeçãoAtiv. Sequenciais / Ativ. Paralelas
Controle do ProdutoItens de C.Q.
Controle Técnico
Qualidade Laminado Controles estoqueAspecto visual Instrumentos (Mecânicos, gráficosAderência Cobre, espessura e ópticos)Estampabilidade
Qualidade DocumentaçãoCoerência informaçãoTestes
Qualidade FerramentalTestes em máquinas
Geração de ciscos de laminado - Afiação lâminas / vida útil / Aspecto visual escovas / ajuste máquinas
Qualidade traçado Instrumentos ópticosDistorções dimensionais Instrumentos gráficosFalhas Exposição telasCura do resist Ajustes impressoras
Sub - corrosãoFalhas corrosão Análise química dos banhosFalhas decapagem Ajustes máquina corrosora
Pista interrompida Separação de scrapCurto circuito Acionamento de auditoria de Resíduos processo.Falhas
Início
Receb. Documentação + Ferrament.
Corte e Limpeza
Qualif. em sub-categ.
Marc. NoLote/ sep.
Transf. de imagem
C. Q.Amostragem
Auditoriade
Processo
N. Q. A.
C. Q.100%
C. Q.Receb. Mat.
Primas
Corrosão
Decapagem
Retrabalho
1

Falhas Espessura de deposição“Queima” (excesso de corrente) / Análise químicatextura (visual) Ajuste máquinasEspessura depositada
Desgaste trilhas Vida útil escovas
Condutividade Instrumentos eletrônicosIsolação Instrumentos gráficos e ópticosDimensões trilhas
Falhas Instrumentos ópticos e gráficosSangramento Ajustes de máquinasAspecto visualCuraAderência
Falhas Ajustes máquinasExcessos
Espessura camadas Ajuste linha galvânicaAnálise química
(Todos os anteriores) visual
Registro posicional Ajustes prensasFalta furos Lubrificação estampoTrincamentosEntupimentos
MetalizaçãoTotalníquel, ouro, estanho
Metalizaçãoseletivaníquel, ouro
Impressão condutiva(auditiva)
Estampagemfuros/ cont.
Impressão M. soldaLegendas
C. Q.Amostragem
C. Q. Audit.
C. Q. Audit.
C. Q. Audit.
Polimento
RetrabalhoRetrabalho
ImpressãoPlating.
ScrapC. Q.100%
2
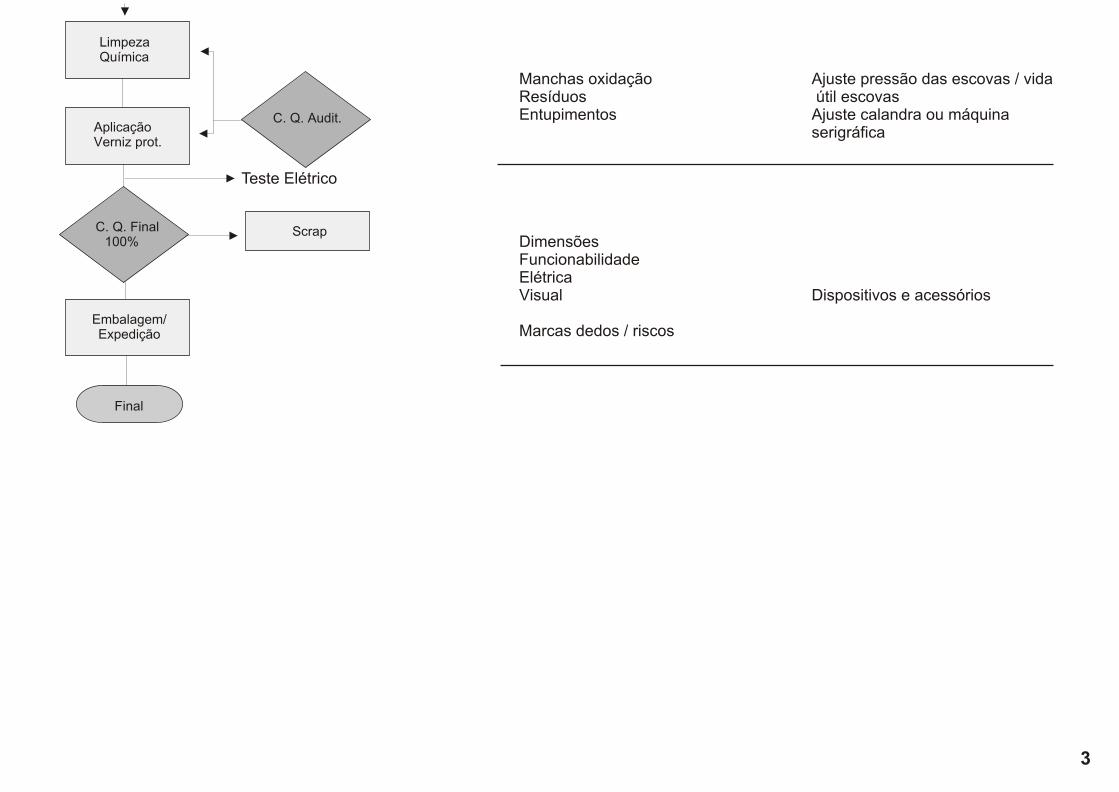
Manchas oxidação Ajuste pressão das escovas / vidaResíduos útil escovasEntupimentos Ajuste calandra ou máquina
serigráfica
DimensõesFuncionabilidadeElétricaVisual Dispositivos e acessórios
Marcas dedos / riscos
LimpezaQuímica
AplicaçãoVerniz prot.
Embalagem/Expedição
Final
Scrap
C. Q. Audit.
C. Q. Final100%
Teste Elétrico
3
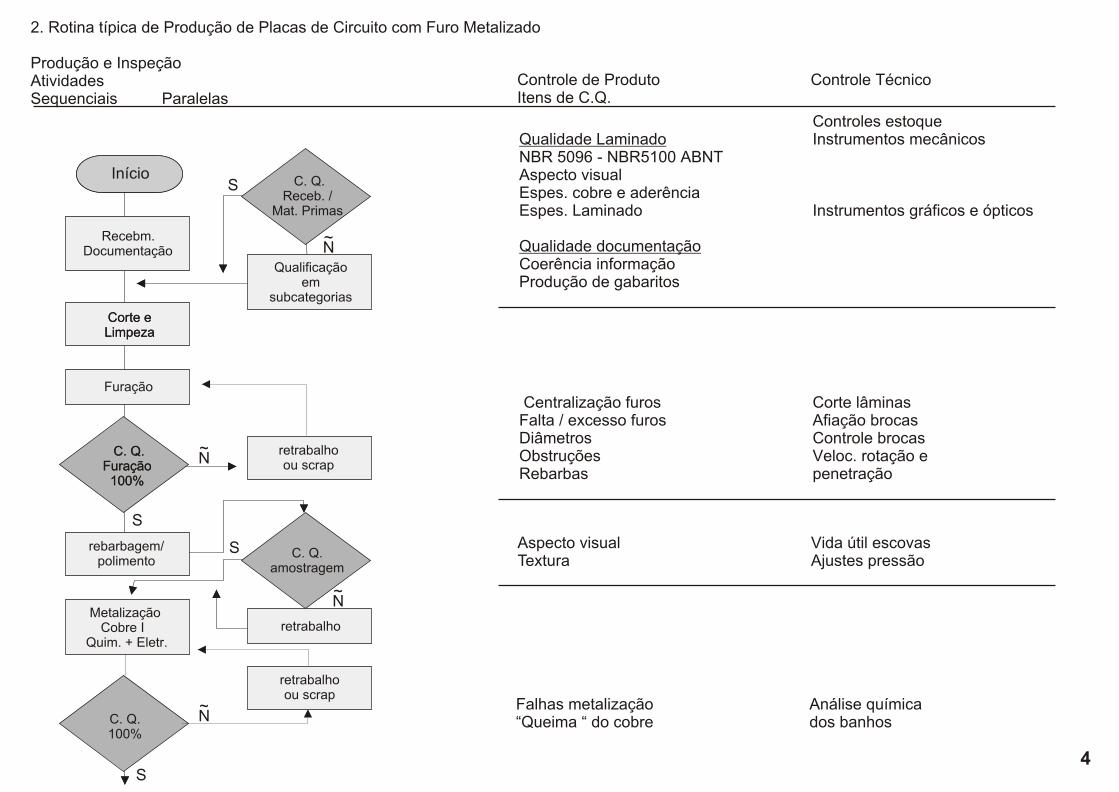
2. Rotina típica de Produção de Placas de Circuito com Furo Metalizado
Produção e InspeçãoAtividadesSequenciais Paralelas
Controle de Produto Controle TécnicoItens de C.Q.
Controles estoqueQualidade Laminado Instrumentos mecânicosNBR 5096 - NBR5100 ABNTAspecto visual Espes. cobre e aderênciaEspes. Laminado Instrumentos gráficos e ópticos
Qualidade documentaçãoCoerência informaçãoProdução de gabaritos
Centralização furos Corte lâminasFalta / excesso furos Afiação brocasDiâmetros Controle brocasObstruções Veloc. rotação e Rebarbas penetração
Aspecto visual Vida útil escovasTextura Ajustes pressão
Falhas metalização Análise química “Queima “ do cobre dos banhos
Início
Recebm. Documentação
Qualificaçãoem
subcategorias
Metalização Cobre I Quim. + Eletr.
Corte eLimpezaCorte eLimpeza
retrabalhoou scrap
retrabalhoou scrap
rebarbagem/polimento
Furação
retrabalho
C. Q. Furação100%
C. Q. Furação100%
C. Q. Receb. /
Mat. Primas
C. Q.100%
C. Q.amostragem
S
S
S
S
N~
N~
N~
N~
4
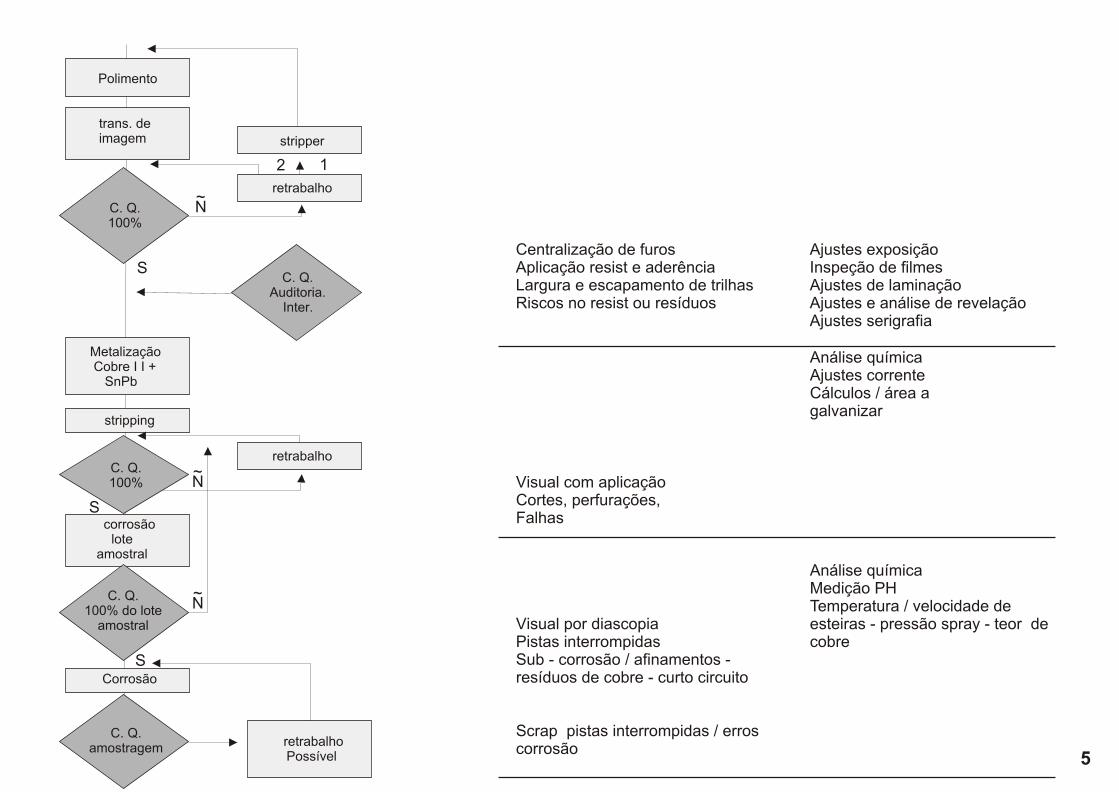
Centralização de furos Ajustes exposiçãoAplicação resist e aderência Inspeção de filmesLargura e escapamento de trilhas Ajustes de laminaçãoRiscos no resist ou resíduos Ajustes e análise de revelação
Ajustes serigrafia
Análise químicaAjustes correnteCálculos / área a galvanizar
Visual com aplicaçãoCortes, perfurações,Falhas
Análise químicaMedição PHTemperatura / velocidade de
Visual por diascopia esteiras - pressão spray - teor de Pistas interrompidas cobreSub - corrosão / afinamentos - resíduos de cobre - curto circuito
Scrap pistas interrompidas / erros corrosão
Polimento
trans. de imagem
C. Q.100%
C. Q.100% do lote
amostral
C. Q.Auditoria.
Inter.
C. Q.100%
Metalização Cobre I I + SnPb
corrosãolote
amostral
retrabalho Possível
stripping
stripper
Corrosão
C. Q.amostragem
retrabalho
retrabalho
N~
N~
N~
S
S
S
2 1
5

Análise quimica
Ajustes parâmetrosRefusora
Cortes, afinamentosExcessos metálicosDesmolhagem, cobre Exposto - condições do laminado - desfolhamento, scrap das pistas Ajustes politrizfora tolerância Vida útil escovas
Visual IdemAderência e cura Trans. de imagem + parâmetros Soldabilidade cura das tintas
Ajustes estufa
Visual c/ ampliação Afiação fresasPor diascopia e episcopia Conferência medidas Dimenional (amostragem) - Gabaritosdiâmetro furos - ranhuras, posição furos fixação ensaios laboratório físico e químico mediçãode camadas soldabilidade etc.
Metalização Níquel + ouro
Refusão SnPb
C. Q.100%
C. Q.100%
polimento
embalagem
contornamento
impressão M. solda legendas
final
retrabalho Possível
C. Q.amostragem
retrabalho
scrap
N~
N~
Teste Elétrico
6
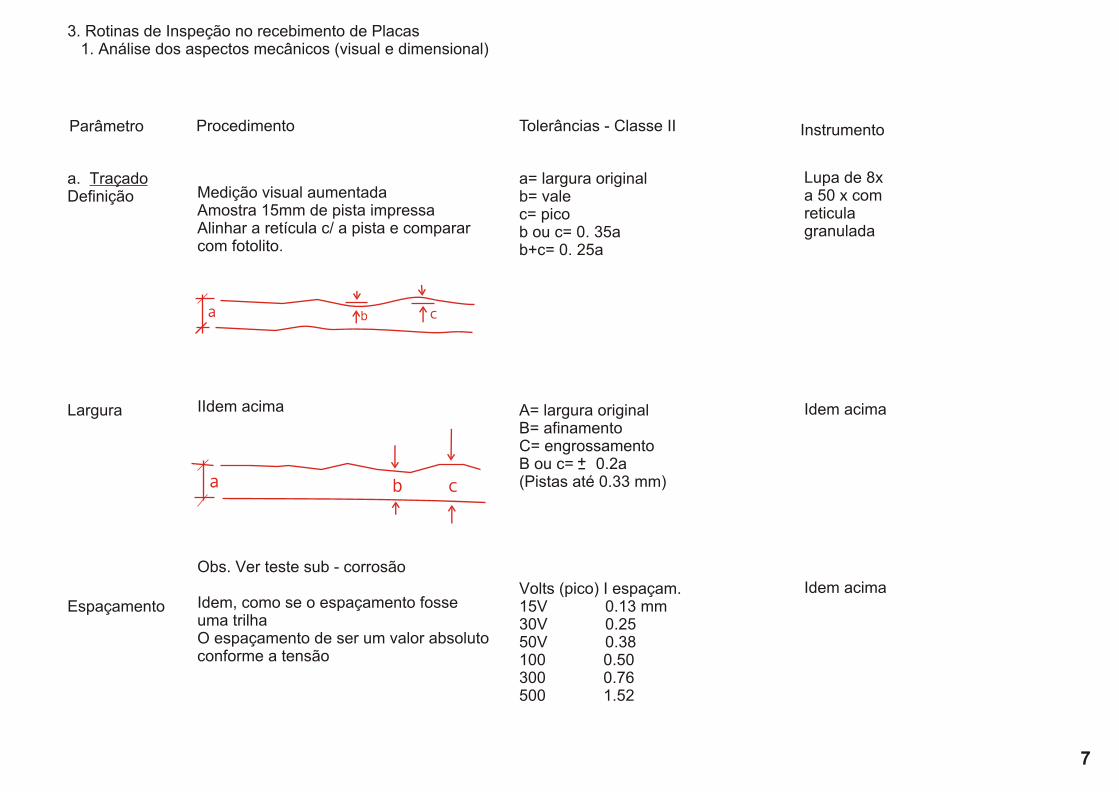
3. Rotinas de Inspeção no recebimento de Placas 1. Análise dos aspectos mecânicos (visual e dimensional)
Parâmetro Procedimento Tolerâncias - Classe II Instrumento
Medição visual aumentadaAmostra 15mm de pista impressaAlinhar a retícula c/ a pista e comparar com fotolito.
IIdem acima
Obs. Ver teste sub - corrosão
Idem, como se o espaçamento fosse uma trilhaO espaçamento de ser um valor absoluto conforme a tensão
a. TraçadoDefinição
Largura
Espaçamento
a= largura originalb= valec= picob ou c= 0. 35ab+c= 0. 25a
A= largura originalB= afinamentoC= engrossamentoB ou c= 0.2a(Pistas até 0.33 mm)
Volts (pico) I espaçam.15V 0.13 mm30V 0.2550V 0.38100 0.50300 0.76500 1.52
Lupa de 8xa 50 x comreticula granulada
Idem acima
Idem acima
a b c
a b c
+-
7
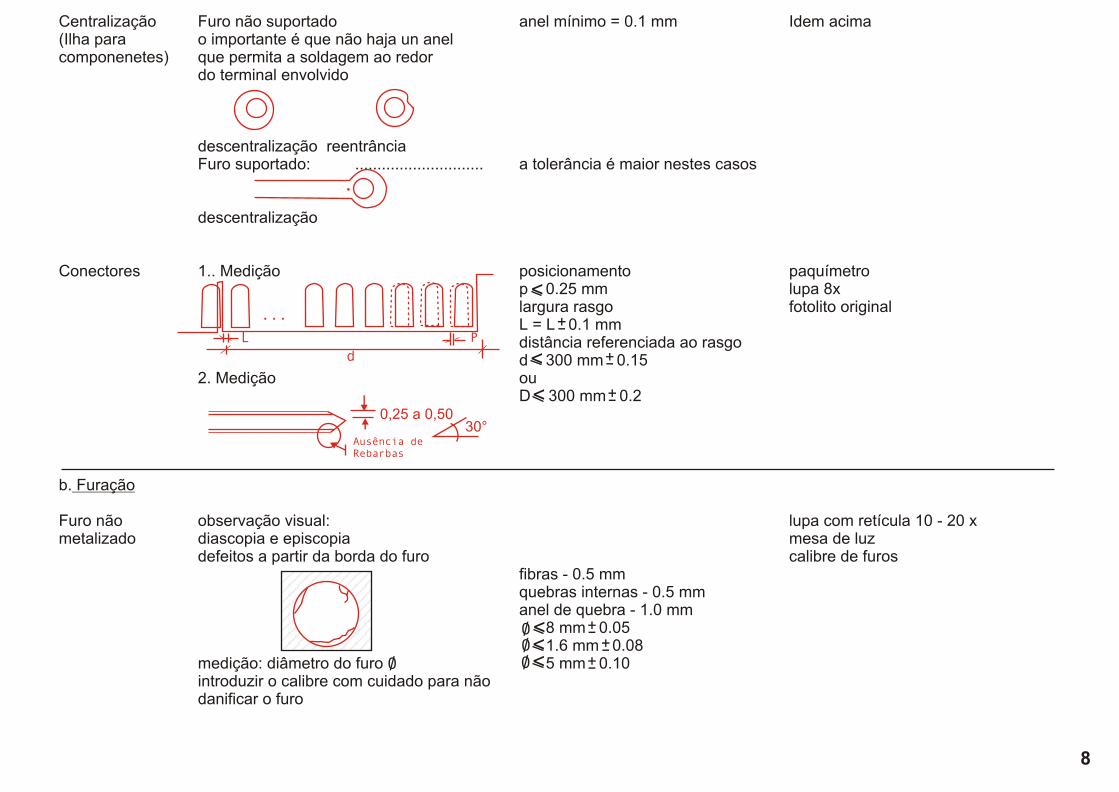
Centralização(Ilha para componenetes)
Conectores
b. Furação
Furo não metalizado
Furo não suportadoo importante é que não haja un anelque permita a soldagem ao redordo terminal envolvido
descentralização reentrânciaFuro suportado: .............................
descentralização
1.. Medição
2. Medição
observação visual:diascopia e episcopiadefeitos a partir da borda do furo
medição: diâmetro do furointroduzir o calibre com cuidado para não danificar o furo
anel mínimo = 0.1 mm
a tolerância é maior nestes casos
posicionamentop 0.25 mmlargura rasgoL = L 0.1 mmdistância referenciada ao rasgod 300 mm 0.15ouD 300 mm 0.2
fibras - 0.5 mmquebras internas - 0.5 mm anel de quebra - 1.0 mm 8 mm 0.05 1.6 mm 0.08 5 mm 0.10
Idem acima
paquímetrolupa 8xfotolito original
lupa com retícula 10 - 20 xmesa de luzcalibre de furos
..
30°0,25 a 0,50
Ausência deRebarbas
d
......
L P+-
+-
+-
+-+-
+-0/
0/0/0/
<
<
<
<<<
8

Furos metalizados
deslocamentodo furo
C. Superfície Metálica
sub corrosão(undercut e overhang)
observação visual e medição
obs.: idem p/ superfície trilhas
medir a diferença c/ o original (aplica - se a furos referentes aos terminais de um mesmo componente ou posicionamento para inserção automática)Para furos acima de 5 mm pode - se permitir tolerâncias maiores.
medição do fator de ataque: razão espessura cobre e corrosão lateral
obs.: independente de afinamento eventual
max. 03 falhas por furoárea de falhas 10% da área de parede do furomax. dimensão da falha 0.25 % esp. da placa trincas não 8 mm 0.08 ou 1.6 mm 0.1 ou 5 mm 0.2
placa 300 mm:t = 0.10placas 300 mm:t= 0.15
fator 11 / 2 oz u 151 oz u 302 oz u 50
microscopio 20 x com retícula + lupa prismáticamesa de luz calibre de furos
fotolito original + lupa com escala
teste destrutivomicroscópio projetor + corte metalografico
t
Cobre I
U euf =
e
Sm Pb cobre II
BASE
+-
+-+-
<0/<0/<0/
<+-
+-
>
>
9
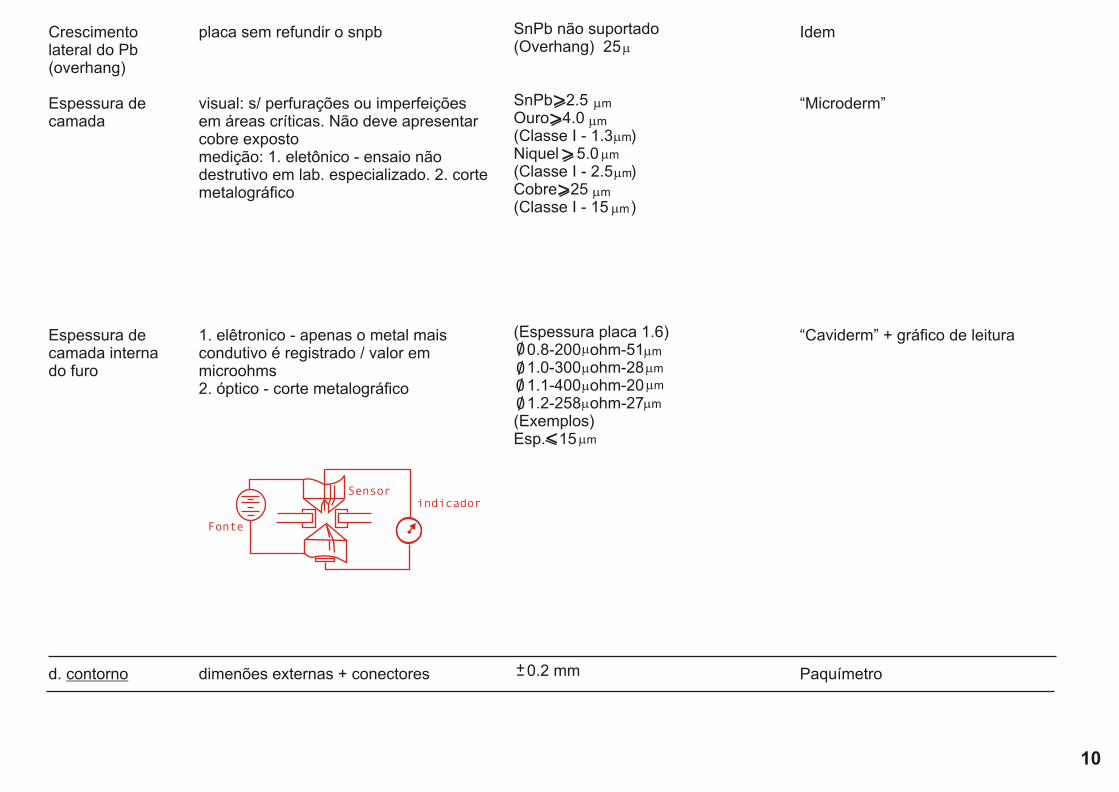
Crescimento lateral do Pb (overhang)
Espessura de camada
Espessura de camada interna do furo
d. contorno
placa sem refundir o snpb
visual: s/ perfurações ou imperfeiçõesem áreas críticas. Não deve apresentar cobre exposto medição: 1. eletônico - ensaio não destrutivo em lab. especializado. 2. corte metalográfico
1. elêtronico - apenas o metal mais condutivo é registrado / valor em microohms2. óptico - corte metalográfico
dimenões externas + conectores
SnPb não suportado(Overhang) 25
SnPb 2.5Ouro 4.0(Classe I - 1.3 )Niquel 5.0(Classe I - 2.5 )Cobre 25(Classe I - 15 )
(Espessura placa 1.6) 0.8-200 ohm-51 1.0-300 ohm-28 1.1-400 ohm-20 1.2-258 ohm-27(Exemplos)Esp. 15
0.2 mm
Idem
“Microderm”
“Caviderm” + gráfico de leitura
Paquímetro
..Fonte
Sensorindicador
m
m
m
m
m
m
m
>>
>
>
m
m
m
m
m<
+-
0/0/0/0/
10
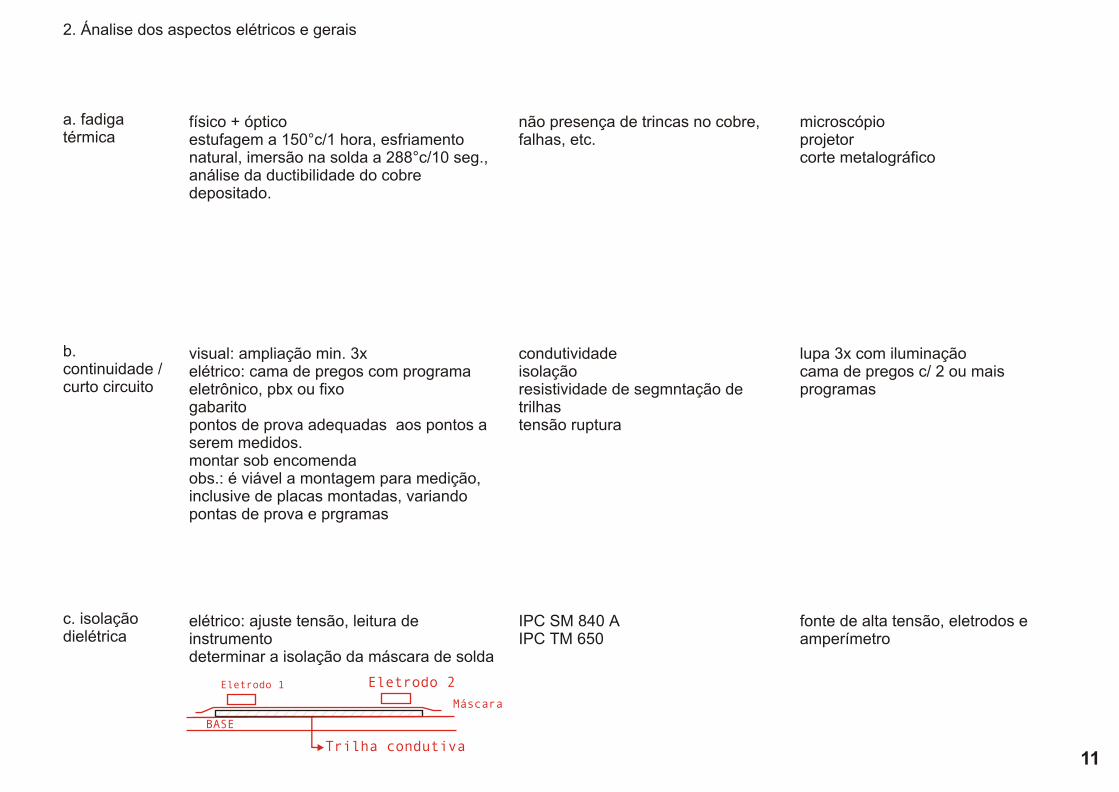
2. Ánalise dos aspectos elétricos e gerais
a. fadiga térmica
b. continuidade / curto circuito
c. isolação dielétrica
físico + ópticoestufagem a 150°c/1 hora, esfriamento natural, imersão na solda a 288°c/10 seg., análise da ductibilidade do cobre depositado.
visual: ampliação min. 3x elétrico: cama de pregos com programa eletrônico, pbx ou fixo gabaritopontos de prova adequadas aos pontos a serem medidos.montar sob encomendaobs.: é viável a montagem para medição, inclusive de placas montadas, variando pontas de prova e prgramas
elétrico: ajuste tensão, leitura de instrumentodeterminar a isolação da máscara de solda
não presença de trincas no cobre, falhas, etc.
condutividadeisolaçãoresistividade de segmntação de trilhastensão ruptura
IPC SM 840 AIPC TM 650
microscópio projetorcorte metalográfico
lupa 3x com iluminação cama de pregos c/ 2 ou mais programas
fonte de alta tensão, eletrodos e amperímetro
Trilha condutiva
Eletrodo 2
Máscara
Eletrodo 1
BASE
11

3. Ánalise dos aspectos Físico - Químicos
a. legenda
contraste
legibilidade
centralização
permanência
b. metalização
visual: não deve se confundir com trilhas condutivas
os ímbolos e números devem oferecer leitura correta
posição correta
aderência: fita adesiva, trecho 2 x ½ pol.( 3m scotch nº 810), fixar bem, arrancando prpendicularmente.repetir teste após soldagem e limpezaresitência química: imersão por duas horas noss fluxos e nos solventes para limpeza do mesmo após oldagemobservação visual: combinar com o teste anterioreletricidade
aderência: fita adesiva,++trecho 2 x ½ pol., fixar bem arrancamento perpendicularamostra sem máscara de solda
cor adequada a base onde é aplicada
traços 0.3 mm 0.05 h caracteres =1,5 mm
0.5 mm
nenhum segmento de tinta aderido a fita
todas as características acima, apó a imersão e teste com fita adesiva
não condutor
Nenhum segmento metálico. Se houver, verificar “overhang”
olho nu
olho nu
fotolito + lupa
fita adesiva
becker com solvente
Fita adesiva
Procedimentos Tolerância Instrumentos
+-
+-
12

C. empenamento e torção
d. máscara
centralização ou sangramento
Empenamento : apoiar a placa sobre o desempeno dos dois lados havendo flecha, colocar diferentes pinos até o diâmetro coincidir com a flecha (ler o diâmetro)
Torção: apoiar a placa sobre o desempeno de maneira a 3 vértices ficarem apoiados. Medir a altura do quarto vértice conforme acima
Medir menor distância da máscara ao furo metalizado
1= maior dimensão da placa (comp. ou largura)diam.= d esp. laminado d = % 11 mm .............. 1.5%1.6 mm............ 1,0%2.4 mm............ 0.7%3.2 mm............ 0.5%tabela para duas faces, furo metalizado
d 0.13 mm( mesma especificação anel mínimo)
desempeno + pinos padrão
lupa com escala
“Desempeno”
pino
Pino “desempeno”
<<<<
<
13
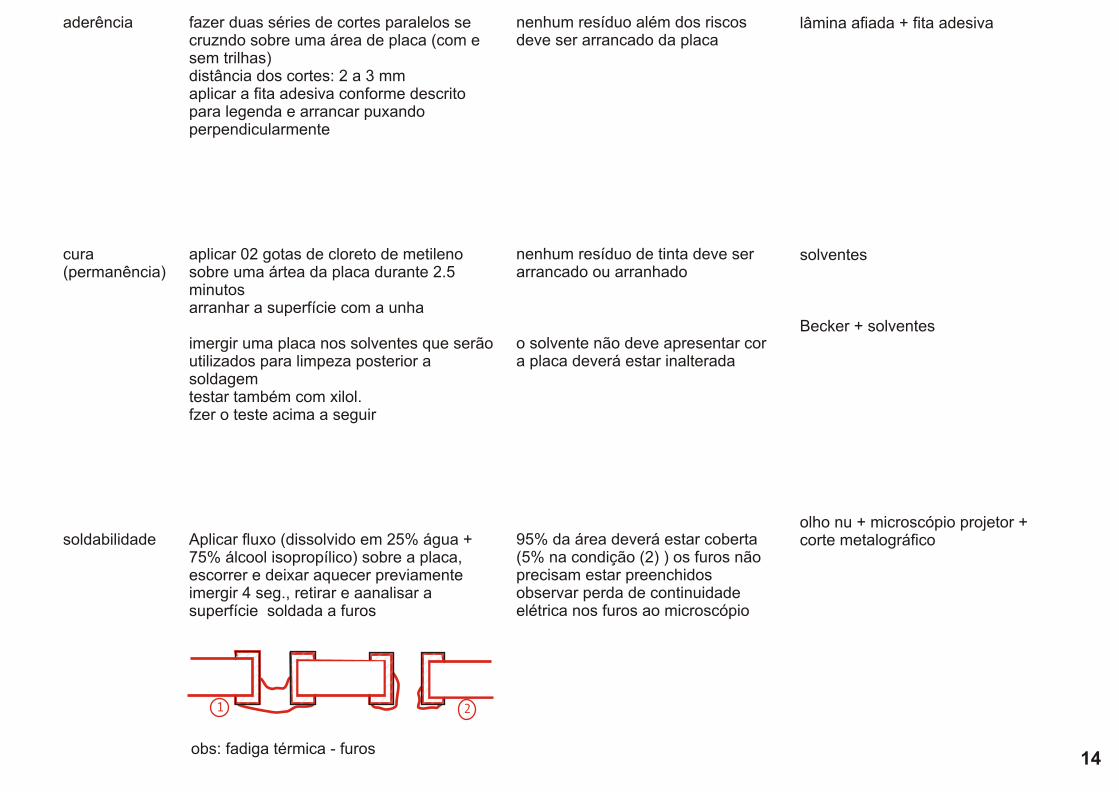
aderência
cura (permanência)
soldabilidade
fazer duas séries de cortes paralelos se cruzndo sobre uma área de placa (com e sem trilhas) distância dos cortes: 2 a 3 mmaplicar a fita adesiva conforme descrito para legenda e arrancar puxando perpendicularmente
aplicar 02 gotas de cloreto de metileno sobre uma ártea da placa durante 2.5 minutos arranhar a superfície com a unha
imergir uma placa nos solventes que serão utilizados para limpeza posterior a soldagem testar também com xilol.fzer o teste acima a seguir
Aplicar fluxo (dissolvido em 25% água + 75% álcool isopropílico) sobre a placa, escorrer e deixar aquecer previamenteimergir 4 seg., retirar e aanalisar a superfície soldada a furos
nenhum resíduo além dos riscos deve ser arrancado da placa
nenhum resíduo de tinta deve ser arrancado ou arranhado
o solvente não deve apresentar cor a placa deverá estar inalterada
95% da área deverá estar coberta (5% na condição (2) ) os furos não precisam estar preenchidos observar perda de continuidade elétrica nos furos ao microscópio
lâmina afiada + fita adesiva
solventes
Becker + solventes
olho nu + microscópio projetor + corte metalográfico
1 2
obs: fadiga térmica - furos 14