
PADRONIZAÇÃO DE PROCESSOS PARA REDUÇÃO DE...
15
PADRONIZAÇÃO DE PROCESSOS PARA REDUÇÃO DE ERROS EM UMA DISTRIBUIDORA: UM ESTUDO DE CASO Caio Reis Ramon (UNAMA ) [email protected] ARTHUR MARINHO SILVA DA SILVA (UNAMA ) [email protected] Rodrigo Rangel Ribeiro Bezerra (UNAMA ) [email protected] Isaias de Oliveira Barbosa junior (UNAMA ) [email protected] No atual cenário do mercado brasileiro, onde as empresas cada vez mais competem entre si em uma árdua luta pela sobrevivência, o erro não pode fazer parte do cotidiano de qualquer empresa. Dito isto, melhorias nos processos refletem diretammente no desempenho das organizações, assim há a necessidade de saber em quais processos precisam de um maior enfoque. O presente projeto tem por objetivo reduzir erros de procedimentos operacionais de distribuição, por meio da padronização de processos. Este trabalho será um estudo de caso em uma empresa localizada na região metropolitana de Belém, responsável pela distribuição de materiais metalúrgicos no estado do Pará. As coletas de dados foram baseadas nos controles diários e históricos da empresa. Como resultado o trabalho apresenta fluxogramas da nova padronização de processos, onde foi comprovado o melhor desempenho através da redução dos erros evidenciados pelos indicadores de desempenho. Palavras-chave: Gestão de Processos, Indicadores de Desempenho, Procedimento Operacional Padrão XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil João Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016.
Transcript of PADRONIZAÇÃO DE PROCESSOS PARA REDUÇÃO DE...
PADRONIZAÇÃO DE PROCESSOS PARA
REDUÇÃO DE ERROS EM UMA
DISTRIBUIDORA: UM ESTUDO DE CASO
Caio Reis Ramon (UNAMA )
ARTHUR MARINHO SILVA DA SILVA (UNAMA )
Rodrigo Rangel Ribeiro Bezerra (UNAMA )
Isaias de Oliveira Barbosa junior (UNAMA )
No atual cenário do mercado brasileiro, onde as empresas cada vez mais
competem entre si em uma árdua luta pela sobrevivência, o erro não pode
fazer parte do cotidiano de qualquer empresa. Dito isto, melhorias nos
processos refletem diretammente no desempenho das organizações, assim
há a necessidade de saber em quais processos precisam de um maior
enfoque. O presente projeto tem por objetivo reduzir erros de
procedimentos operacionais de distribuição, por meio da padronização de
processos. Este trabalho será um estudo de caso em uma empresa
localizada na região metropolitana de Belém, responsável pela
distribuição de materiais metalúrgicos no estado do Pará. As coletas de
dados foram baseadas nos controles diários e históricos da empresa.
Como resultado o trabalho apresenta fluxogramas da nova padronização
de processos, onde foi comprovado o melhor desempenho através da
redução dos erros evidenciados pelos indicadores de desempenho.
Palavras-chave: Gestão de Processos, Indicadores de Desempenho,
Procedimento Operacional Padrão
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016.

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
2
1. Introdução
A atual concorrência no mercado entre as empresas obriga a adaptação destas aos novos modelos
de execução e padronização de processos, que evitam desperdícios e acarretam em perdas de
tempo e qualidade nos serviços ou produtos ofertados. Devido as evidentes perspectivas
negativas que o país se encontra, buscam-se melhorias significativas que apresentem o melhor
custo-benefício de maneira que pouco impacte nas receitas, de modo que permaneçam sempre
competitivas.
A redução de erros tem crucial importância quando se trata de padronização de processos. São
essenciais para as melhorias nos processos de modo a alcançar resultados positivos mais
rapidamente, melhorando o serviço aos clientes e, consequentemente, com menores custos,
buscando sempre a perfeição.
Como afirma Campos (1992), é necessária a devida importância ao gerenciamento de processos,
pois este garante a qualidade na organização. Dito isto, necessita-se padronizar os processos
produtivos, visto que a padronização embasa a melhoria da qualidade. Para Gaither e Frazier
(2002), a padronização de processos é um fator que influencia diretamente na qualidade dos
processos e produto final, reduz os custos, perdas e desperdícios, ao redirecionar a utilização dos
recursos produtivos por meio da redução de variabilidades e desconformidades no processo, de
modo a tornar as operações mais enxutas.
Visto que o procedimento operacional padrão da empresa em questão está ultrapassado e
apresenta falhas, surge o seguinte problema de pesquisa: como reduzir erros de procedimentos na
distribuição de materiais a partir da nova padronização dos processos? Dito isto, como objetivo o
presente trabalho consiste em apresentar uma proposta de melhoramento nos procedimentos
padrões de modo a reduzir erros operacionais. Desta maneira, têm-se como objetivos específicos
propostos: (I) criar planilha para controle dos dados, (II) analisar indicadores de desempenho,
(III) desenvolver e aplicar ferramentas de suporte à padronização, (IV) formular e padronizar
novos processos padrões na distribuição de materiais.
A estruturação deste trabalho está dividida em seis Seções, esta primeira apresenta a introdução.
Em seguida a Seção 2, realiza uma sucinta revisão teórica acerca do tema, reunindo aspectos

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
3
relacionados à logística de distribuição; conceitos de gestão de processos; aborda ainda, a
padronização de processos; por fim, algumas ferramentas que auxiliaram na padronização dos
processos. Na sequência a Seção 3 aborda a metodologia utilizada no trabalho. A Seção 4 e 5
abrangem, respectivamente, o estudo de caso e a análise dos resultados. Por último, a Seção 6
apresenta as considerações finais.
2. Referencial teórico
2.1 Logística de distribuição
Segundo Novaes (2001), o objetivo geral da distribuição física, como meta ideal, é o de levar os
produtos certos para os lugares certos, no momento certo e com o nível de serviço desejado, pelo
menor custo possível.
Logística de distribuição é a relação entre empresa-consumidor, sendo responsável pela
distribuição de um determinado produto ao consumidor, assegurando-lhe que os pedidos sejam
entregues pontualmente, precisamente e por completo.
Fleury et al. (2000) destacam que, o transporte, que faz parte da logística de distribuição, possui
uma das principais funções logísticas sendo também fundamental no desempenho de diversas
dimensões do serviço ao cliente, além de representar a maior parcela dos custos logísticos.
2.3 Gestão de processos
Para Sordi (2008), a gestão de processos busca melhorar os processos de uma determinada
empresa a partir do entendimento dos seus objetivos e das suas necessidades de mercado, no
intuito de agregar informações para planejar as atividades que serão realizadas e para que os
resultados sejam alcançados de forma benéfica e eficaz.
Ainda segundo o autor, o gestor do processo deve ter ampla responsabilidade e autoridade sobre
os processos, e isso engloba algumas características:
Assegurar os recursos necessários para atender ás demandas do processo de negócios
conforme seu projeto em vigor;
Realizar a medição contínua do desempenho de aspectos críticos do processo;
Definir e coordenar as alterações necessárias para a melhoria contínua do processo.

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
4
2.4 Padronização de processos
Para que a gestão dos processos seja empregada, segundo Juran (1997), um meio fundamental
para sua implantação é a padronização, sem esta não há o devido controle, uma vez que as
organizações precisam compreender que a padronização vem complementá-la, pois traz
melhorias relativas à qualidade, aos custos, ao cumprimento de cronogramas e etc.
Segundo apresenta Moura (1999), quando se aplica a padronização, diz-se que a organização
apresenta vantagem competitiva por meio da implementação da cultura do “Fazer certo na
primeira vez”. Para que uma organização consiga disponibilizar produtos e/ou serviços que
atendam plenamente as exigências dos clientes, é necessário que cada um dos componentes da
organização realize suas atividades de acordo com o Procedimento Operacional Padrão (POP).
Para tanto o POP deve conter instruções sequenciais das operações, especificando o responsável
pela execução e a descrição dos procedimentos da tarefa por atividades críticas de operação
(COLENGHI, 1997).
2.5 Ferramentas para padronização
2.5.1 Avaliação de desempenho
Para Pereira (2004), a necessidade de se avaliar o desempenho ocorre dentro de uma organização
com o intuito de se obter metas e parâmetros padrões qualitativos e quantitativos nos processos e
departamentos de todo um sistema existente. Podendo assim, quando necessário, adaptar-se a
mudanças em busca de um objetivo qualquer.
De acordo com Ballou (2011), a tarefa da medida de desempenho é promover informações sobre
o desempenho das atividades logísticas, especialmente quando a variabilidade exceder uma
amplitude aceitável.
2.5.1.1 Indicadores de desempenho
Também conhecidos como KPIs (Key Performance Indicators), os indicadores de desempenho
medem o nível de desempenho de processos. Indicadores são importantes porque nos dão
informações para que possamos decidir em manter, modificar ou até mesmo abortar ações,
atividades, projeto, etc. Isto é, eles servem para mostrar se as estratégias implementadas
funcionaram ou não, se há necessidade de replanejamento. É por isso que a utilização de KPIs no
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
5
gerenciamento de projetos é indispensável, para que haja o efetivo acompanhamento e tomada de
decisões.
Para Faria e Costas (2008), os pedidos completos correspondem as entregas realizadas dentro dos
prazos e atendendo as especificações corretas dos pedidos, que dependendo do tamanho da
empresa, as melhores práticas devem variar entre 90% e 95%. Portanto, o índice do indicador de
desempenho na entrega deve ser maior que 90%, e os erros referente a entrega menores que 10%.
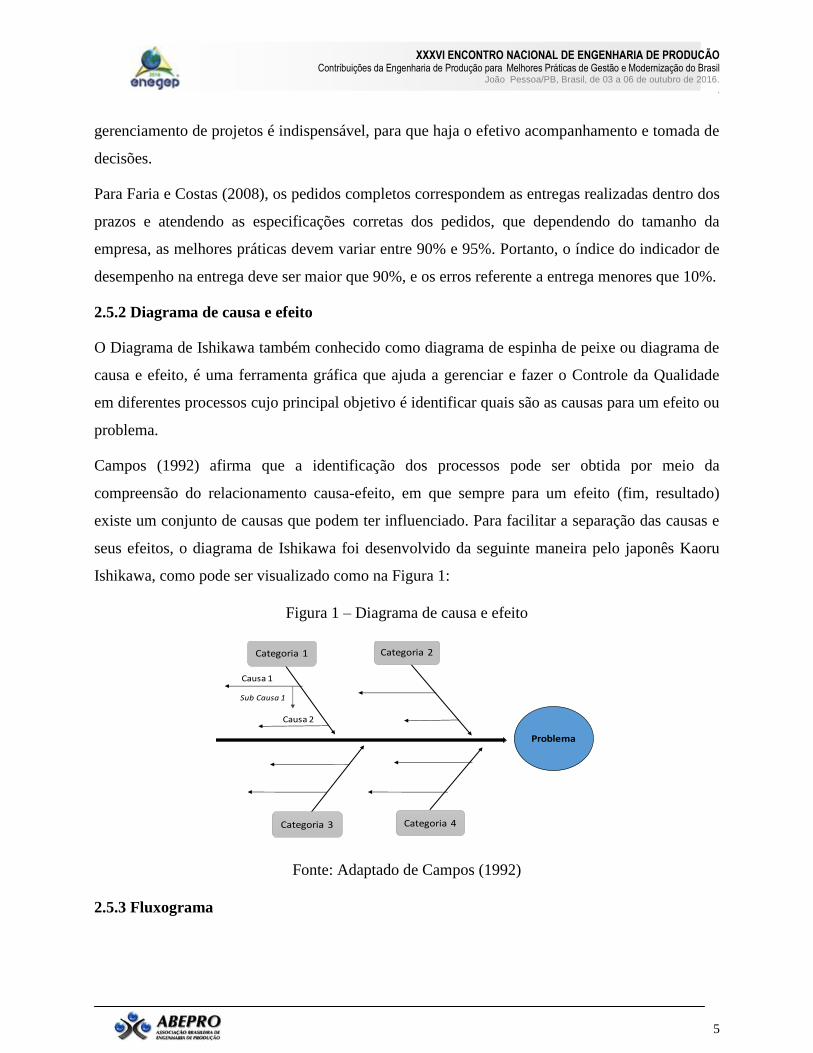
2.5.2 Diagrama de causa e efeito
O Diagrama de Ishikawa também conhecido como diagrama de espinha de peixe ou diagrama de
causa e efeito, é uma ferramenta gráfica que ajuda a gerenciar e fazer o Controle da Qualidade
em diferentes processos cujo principal objetivo é identificar quais são as causas para um efeito ou
problema.
Campos (1992) afirma que a identificação dos processos pode ser obtida por meio da
compreensão do relacionamento causa-efeito, em que sempre para um efeito (fim, resultado)
existe um conjunto de causas que podem ter influenciado. Para facilitar a separação das causas e
seus efeitos, o diagrama de Ishikawa foi desenvolvido da seguinte maneira pelo japonês Kaoru
Ishikawa, como pode ser visualizado como na Figura 1:
Figura 1 – Diagrama de causa e efeito
Sub Causa 1
Causa 1
Causa 2
Problema
Categoria 2Categoria 1
Categoria 4Categoria 3
Fonte: Adaptado de Campos (1992)
2.5.3 Fluxograma

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
6
“Fluxograma é a representação gráfica que apresenta a sequência de um trabalho de forma
analítica, caracterizando as operações, os responsáveis e/ou unidades organizacionais envolvidas
no processo.” (OLIVEIRA, 2011, p. 264).
Oliveira (2011) fala ainda que os fluxogramas procuram mostrar o modo pelo qual as coisas são
feitas; não é a maneira segundo a qual o chefe pensa que as atividades são feitas, mas a forma
pela qual o manual de normas e procedimentos manda que elas sejam feitas. Elas são, portanto,
uma fotografia exata de uma situação real em foco.
3. Metodologia
O delineamento deste trabalho foi inicialmente baseado em pesquisa bibliográfica no âmbito
conceitual acerca do tema. Como desenvolvimento da pesquisa utiliza-se o método de estudo de
caso que foi abordado com objetivo descritivo dos processos no setor de distribuição em uma
distribuidora de produtos metalúrgicos na cidade de Belém – Pa.
O levantamento dos dados se deu com visitas a empresa e entrevistas não estruturadas junto aos
seus colaboradores, que foram facilitados devido à aproximação dos autores com a empresa em
questão formalizando assim, a escolha do local de pesquisa. Inicialmente as visitas tiveram por o
objetivo a ambientação ao espaço de estudo, conhecer os processos, locais de trabalhos,
colaboradores e suas respectivas funções e ainda, identificar os prováveis pontos críticos da
empresa.
A coleta iniciou no mês de setembro de 2015 com o levantamento dos dados provenientes das
inconformidades nas entregas de produtos, com a identificação de seus motivos e quantificação
de ocorrências. De acordo com a análise destes dados, foram identificados os erros com maior
frequência e proposto a mudança do Processo Operacional Padrão – POP da empresa. Por fim a
implementação de um novo fluxograma com a finalidade de assegurar a continuidade correta das
rotinas na distribuição dos produtos.
4. Estudo de caso
4.1 A empresa

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
7
A empresa em questão é uma distribuidora de produtos metalúrgico, localizada em Belém do
Pará, responsável a mais de 20 anos pela distribuição de ferro e aço por toda região metropolitana
de Belém e municípios próximos.
Esta possui duas lojas físicas de vendas imediatas e um centro de distribuição. A comercialização
dos produtos pode ser feita de maneira tradicional, em uma das lojas com os vendedores, via
telefone, ou ainda por chat online. Efetivada a compra, o cliente opta por retirar o produto
pessoalmente na loja, ou usufruir dos serviços de distribuição da empresa, este último quando
escolhido, o pedido é encaminhado para o setor de transporte que fará a roteirização dos veículos,
que conta com uma frota de 8 caminhões, e garante a entrega em até 48 horas.
4.2 Análises do setor de distribuição
A análise e o levantamento de dados do setor de distribuição foram realizados devido a
problemas observados na entrega, na armazenagem e na discordância nos sistemas
informacionais da empresa, evidenciados pelo alto número de inconformidades nas entregas. Por
meio desta análise, foi possível identificar, classificar e quantificar os motivos pelos erros nas
entregas do setor de distribuição. A Tabela 1 apresenta indicadores gerados a partir de coletas
diárias em setembro de 2015, dos motivos que geram não conformidades nessas entregas.
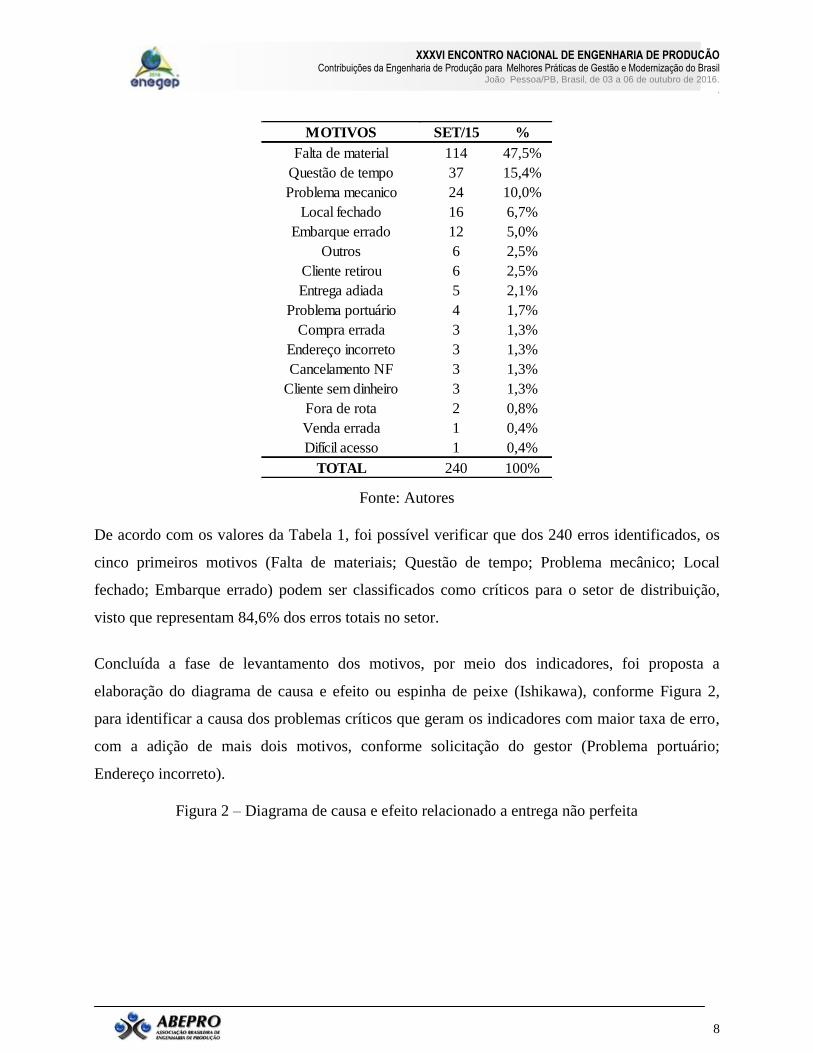
Tabela 1 – Indicadores relacionados a erros de distribuição
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
8
MOTIVOS SET/15 %
Falta de material 114 47,5%
Questão de tempo 37 15,4%
Problema mecanico 24 10,0%
Local fechado 16 6,7%
Embarque errado 12 5,0%
Outros 6 2,5%
Cliente retirou 6 2,5%
Entrega adiada 5 2,1%
Problema portuário 4 1,7%
Compra errada 3 1,3%
Endereço incorreto 3 1,3%
Cancelamento NF 3 1,3%
Cliente sem dinheiro 3 1,3%
Fora de rota 2 0,8%
Venda errada 1 0,4%
Difícil acesso 1 0,4%
TOTAL 240 100%
Fonte: Autores
De acordo com os valores da Tabela 1, foi possível verificar que dos 240 erros identificados, os
cinco primeiros motivos (Falta de materiais; Questão de tempo; Problema mecânico; Local
fechado; Embarque errado) podem ser classificados como críticos para o setor de distribuição,
visto que representam 84,6% dos erros totais no setor.
Concluída a fase de levantamento dos motivos, por meio dos indicadores, foi proposta a
elaboração do diagrama de causa e efeito ou espinha de peixe (Ishikawa), conforme Figura 2,
para identificar a causa dos problemas críticos que geram os indicadores com maior taxa de erro,
com a adição de mais dois motivos, conforme solicitação do gestor (Problema portuário;
Endereço incorreto).
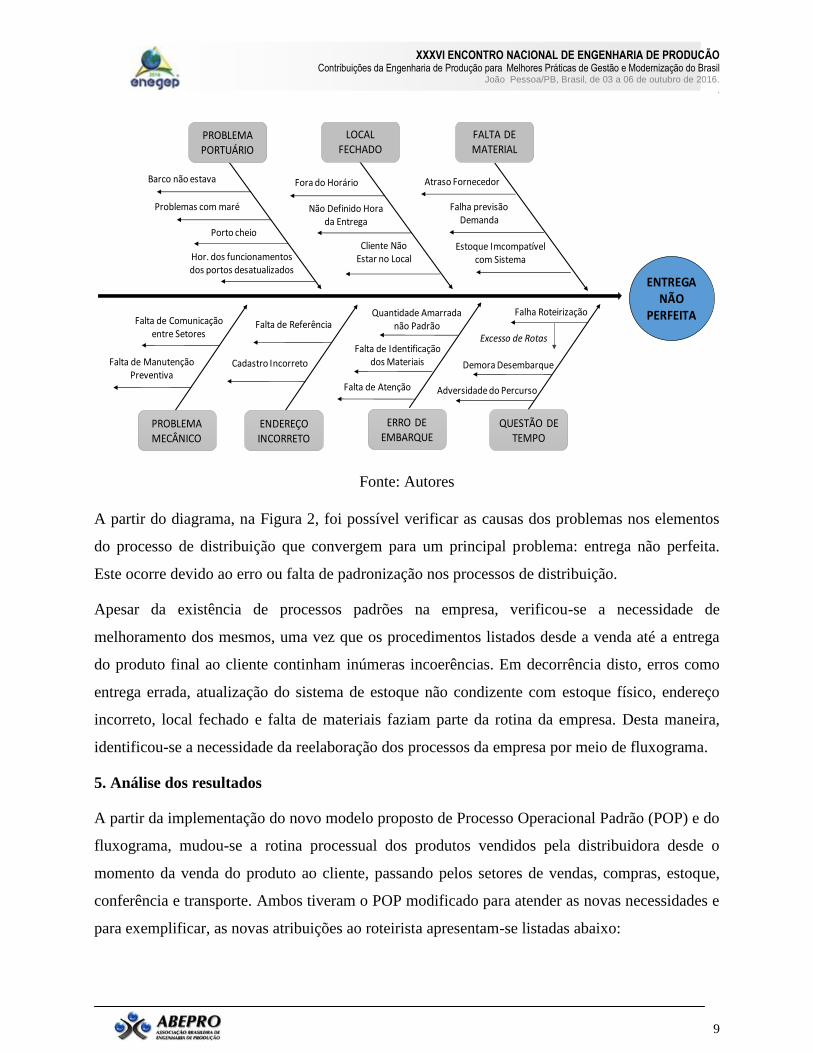
Figura 2 – Diagrama de causa e efeito relacionado a entrega não perfeita
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
9
Falta de Comunicação entre Setores
Falta de Manutenção Preventiva
Falta de Referência
Cadastro Incorreto
Quantidade Amarrada não Padrão
Falta de Identificação dos Materiais
Falta de Atenção
Excesso de Rotas
Falha Roteirização
Demora Desembarque
Adversidade do Percurso
Barco não estava
Problemas com maré
Porto cheio
Hor. dos funcionamentos dos portos desatualizados
Cliente Não Estar no Local
Não Definido Hora da Entrega
Atraso Fornecedor
Falha previsão Demanda
Estoque Imcompatível com Sistema
Fora do Horário
ENTREGANÃO
PERFEITA
FALTA DE MATERIAL
LOCALFECHADO
PROBLEMAPORTUÁRIO
QUESTÃO DE TEMPO
ERRO DE EMBARQUE
ENDEREÇOINCORRETO
PROBLEMAMECÂNICO
Fonte: Autores
A partir do diagrama, na Figura 2, foi possível verificar as causas dos problemas nos elementos
do processo de distribuição que convergem para um principal problema: entrega não perfeita.
Este ocorre devido ao erro ou falta de padronização nos processos de distribuição.
Apesar da existência de processos padrões na empresa, verificou-se a necessidade de
melhoramento dos mesmos, uma vez que os procedimentos listados desde a venda até a entrega
do produto final ao cliente continham inúmeras incoerências. Em decorrência disto, erros como
entrega errada, atualização do sistema de estoque não condizente com estoque físico, endereço
incorreto, local fechado e falta de materiais faziam parte da rotina da empresa. Desta maneira,
identificou-se a necessidade da reelaboração dos processos da empresa por meio de fluxograma.
5. Análise dos resultados
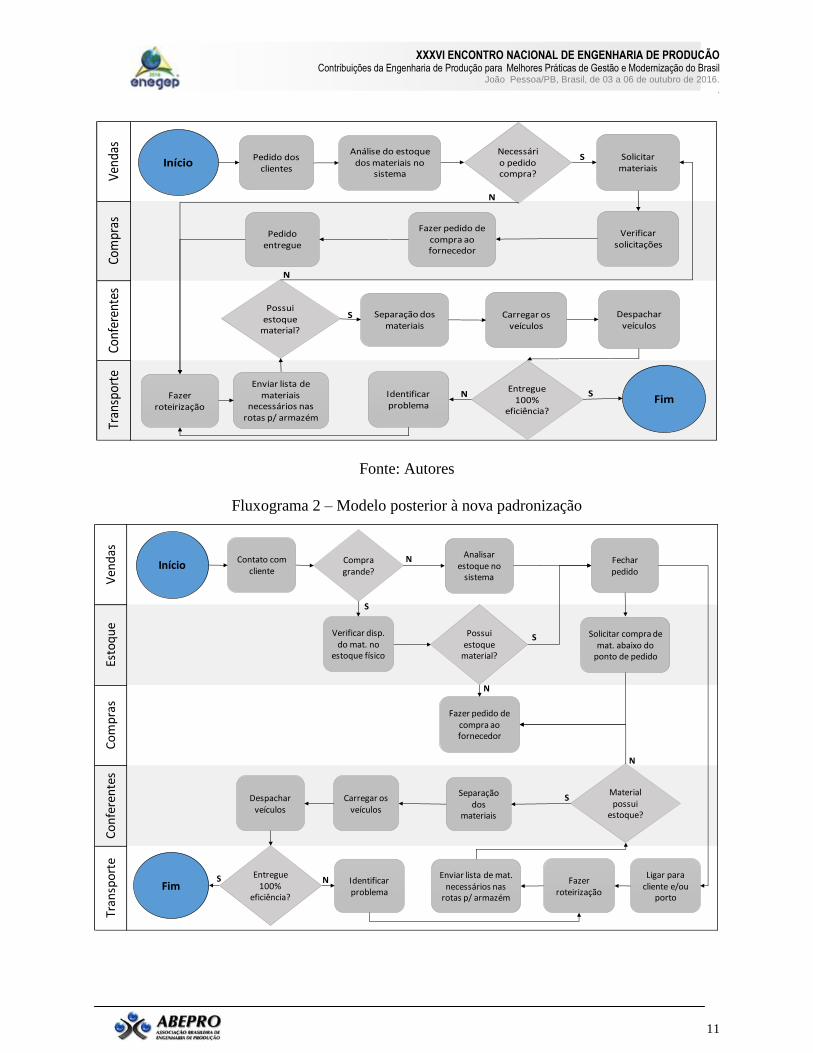
A partir da implementação do novo modelo proposto de Processo Operacional Padrão (POP) e do
fluxograma, mudou-se a rotina processual dos produtos vendidos pela distribuidora desde o
momento da venda do produto ao cliente, passando pelos setores de vendas, compras, estoque,
conferência e transporte. Ambos tiveram o POP modificado para atender as novas necessidades e
para exemplificar, as novas atribuições ao roteirista apresentam-se listadas abaixo:
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
10
Ligar no dia anterior para clientes e confirmar horário de entrega e endereço;
Ligar para os portos e verificar disponibilidade do barco quando necessário;
Limitar número de entregas por rota considerando não exceder horário limite de
expediente;
Programar manutenção preventiva de veículos;
Verificar interesse do cliente em receber entrega parcial ou total dos produtos adquiridos.
A nova proposta de fluxograma procurou preencher lacunas encontradas no antigo fluxo de
atividades da empresa que geravam o agrave de erros. Dentre as mudanças ocorridas, foi
adicionado ao novo fluxograma um encarregado ao setor de estoque, visto que o sistema da
empresa não é confiável, por apresentar falhas na precisão de estoque de materiais, onde o
encarregado começou a participar diretamente do processo de venda do produto, evitando que o
cliente compre bens com insuficiência no estoque. A solicitação de reabastecimento de produto
passou a ser feita a partir do ponto de pedido, não permitindo que o estoque de segurança seja
utilizado como estoque normal dos produtos. Os fluxogramas descritos anteriores (Fluxograma 1)
e posteriores (Fluxograma 2) a nova padronização foram desenvolvidos com base na legenda
representada na Tabela 2.
Tabela 2 – Legenda dos fluxogramas
Símbolo Significado
S/N Sim/Não
Caminho a ser seguido
Começo/Término
Operação
Decisão
Fonte: Adaptado de Oliveira (2011)
Fluxograma 1 – Modelo anterior à nova padronização
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
11
Ven
das
Com
pras
Conf
eren
tes
Tran
spor
te
Necessário pedido compra?
InícioPedido dos
clientes
Análise do estoque dos materiais no
sistema
Fazer roteirização
Enviar lista de materiais
necessários nas rotas p/ armazém
Solicitar materiais
Verificarsolicitações
Fazer pedido de compra ao fornecedor
Pedidoentregue
Possuiestoque
material?
Separação dosmateriais
Carregar os veículos
Despachar veículos
Entregue 100%
eficiência?Fim
Identificarproblema
S
N
S
N
SN
Fonte: Autores
Fluxograma 2 – Modelo posterior à nova padronização
Ven
das
Co
mp
ras
Co
nfe
ren
tes
Tran
spo
rte
Esto
qu
e
Compra grande?
InícioContato com
cliente
Analisar estoque no
sistema
Fazer roteirização
Enviar lista de mat. necessários nas
rotas p/ armazém
Fechar pedido
Fazer pedido de compra ao fornecedor
Material possui
estoque?
Separação dos
materiais
Carregar os veículos
Despachar veículos
Entregue 100%
eficiência?Fim
Identificarproblema
S
S
N
S N
Verificar disp. do mat. no
estoque físico
Possui estoque
material?
Solicitar compra de mat. abaixo do
ponto de pedido
Ligar para cliente e/ou
porto
N
S
N

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
12
Fonte: Autores
De acordo com os levantamentos mensais dos indicadores (Tabela 3), pode-se verificar a redução
nos erros operacionais gradativamente com a implementação dos novos procedimentos citados à
cima, onde de 240 erros totais (30,5%) em setembro, ocorreu apenas 64 erros (8,1%) em março,
alcançando uma redução de 22,4%. Grande parte disto ocorreu devido a redução da maior taxa de
erro, que estava concentrada na falta de material no estoque, este indicador possuía cerca de 114
erros nas distribuições no primeiro mês de análise de dados, este valor reduziu 76,3%, totalizando
apenas 27 erros no mês de março, como pode ser visto na Tabela 3.
Tabela 3 – Indicadores relacionados a erros de distribuição
MOTIVOS SET/15 OUT/15 NOV/15 DEZ/15 JAN/16 FEV/16 MAR/16 TOTAL %
Falta de material 114 71 44 12 27 27 27 322 41,0%
Questão de tempo 37 25 9 21 15 10 3 120 15,3%
Local fechado 16 8 7 12 9 10 7 69 8,8%
Problema portuário 4 4 4 7 14 4 5 42 5,3%
Compra errada 3 5 5 3 5 8 7 36 4,6%
Endereço incorreto 3 3 3 4 12 1 2 28 3,6%
Outros 6 0 1 1 11 6 5 30 3,8%
Embarque errado 12 5 7 1 5 1 3 34 4,3%
Entrega adiada 5 6 1 2 5 0 1 20 2,5%
Venda errada 1 4 3 0 0 4 1 13 1,7%
Cancelamento NF 3 6 3 0 0 0 0 12 1,5%
Cliente sem dinheiro 3 2 0 0 2 1 0 8 1,0%
Duplicidade 0 2 1 0 2 0 0 5 0,6%
Avaria 0 0 0 1 1 1 2 5 0,6%
Problema mecanico 24 0 0 0 3 0 0 27 3,4%
Cliente retirou 6 0 0 1 0 1 0 8 1,0%
Fora de rota 2 0 1 0 0 1 0 4 0,5%
Difícil acesso 1 0 1 0 0 0 1 3 0,4%
TOTAL 240 141 90 65 111 75 64 786
% 30,5% 17,9% 11,5% 8,3% 14,1% 9,5% 8,1% 100%
Fonte: Autores
Sendo assim, a melhor maneira de aferir a evolução do desempenho da distribuidora é por meio
do indicador da entrega perfeita, conforme Tabela 4, que por sua vez demonstra o número de

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
13
entregas programadas, o total efetivo de entregas realizadas com ausência de erro e ainda o total
não entregue.
Tabela 4 – Indicadores de desempenho relacionados a entrega perfeita
Mês/AnoEntregas
Programada
Total
Entregue
Entrega
Perfeita
Total Não
Entregue
Clientes não
Atendidos
set/15 1613 1373 85,1% 240 14,9%
out/15 1393 1252 89,9% 141 10,1%
nov/15 1379 1289 93,5% 90 6,5%
dez/15 1141 1076 94,3% 65 5,7%
jan/16 1344 1233 91,7% 111 8,3%
fev/16 1227 1152 93,9% 75 6,1%
mar/16 1368 1304 95,3% 64 4,7%
TOTAL 9465 8679 91,7% 786 8,3%
Fonte: Autores
A Tabela 4 apresenta a porcentagem das entregas perfeitas em cada mês analisado, demonstrando
o contínuo desempenho devido à aplicação das ferramentas de suporte à padronização dos
processos que permitiu a redução considerável de erros na distribuição.
Em setembro de 2015 somente 85,1% das entregas foram realizadas de maneira perfeita,
consequentemente não atendendo a 14,9% restantes devido ao início nas mudanças dos
processos, deste modo, classificado como abaixo do padrão em melhores práticas para entrega
perfeita (90%).
Ao decorrer os meses após outubro de 2015, com a constante busca pela redução de erros, houve
a diminuição considerável dos índices. Superou no mês de março de 2016 a meta da empresa de
95%, onde atingiu o total de 95,3% de eficiência nas entregas restando apenas 4,7% de clientes
não atendidos.
6. Considerações finais
De acordo com a implementação das ferramentas foi possível identificar os motivos que geravam
erro nas entregas e consequentemente melhorar os procedimentos internos da empresa. Com isto,
a melhoria dos procedimentos padrões pode ser constatada devido ao aumento considerável nos
indicadores de entrega perfeita da empresa, contribuindo para o aumento dos níveis de excelência
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
14
na venda e entrega de produtos em prazo, alcançando o objetivo deste trabalho. As análises
baseadas nos indicadores de desempenho auxiliaram na tomada de decisão, fundamental para
criação do novo fluxograma que foi capaz de preencher as lacunas nos procedimentos e alcançar
resultados esperados.
As ferramentas foram aplicadas de modo a identificar e detalhar as atividades e suas
inconformidades que possibilitaram a alteração nas rotinas de serviço. Obteve-se o maior controle
dos pontos críticos e principalmente a redução do mais elevado indicador de erro na distribuição
devido à falta de materiais. Como resultados, os indicadores de entrega perfeita obtiveram um
aumento de 10,2% a partir da implementação das novas rotinas, superando a meta da empresa ao
totalizar um valor de 95,3% no mês de março de 2016.
Após a exposição do desempenho dos funcionários, a tendência por melhoria na performance de
sua função foi evidente, ocasionando aperfeiçoamento contínuo nas atividades realizadas,
desencadeando progressão coletiva na empresa. Por meio da implementação desta metodologia
de padronização foi possível identificar que qualquer processo sem definição clara das atividades
realizadas, o fracasso torna-se eminente. Devido à alta incidência de problemas a resolução destes
não era realizada de modo a eliminar a causa raiz do problema, neste caso, a repetição do erro
tornava-se inevitável causando desgaste na imagem da empresa e consequente redução no
faturamento.
Referências
BALLOU, R. H. Logística Empresarial: transporte, administração de materiais e
distribuição física. 1 ed. São Paulo. Atlas, 2011.
CAMPOS, V. F. TQC: Controle da qualidade total no estilo japonês. 5 ed. Minas Gerais.
Fundação Christiano Ottoni, 1992.
COLENGHI, V. M. O&M e Qualidade Total: uma integração perfeita. Rio de Janeiro.
Qualitymark, 1997.
FARIA, A. C.; COSTAS, M. F. G. Gestão de Custos Logísticos. 1 ed. São Paulo. Atlas, 2008.
FLEURY, P. F.; WANKE, P.; FIGUEIREDO, K. F. Logística Empresarial. Centro de Estudos
em Logística. São Paulo. Atlas, 2000.

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
15
GAITHER, N.; FRAZIER, G.. Administração da produção e operações. 8 ed. São Paulo.
Pioneira Thomson Learning, 2002.
JURAN, J.M. e GRYNA, F.M. Controle de Qualidade. São Paulo. Makron Books, 1992.
MOURA, J. A. M. Os Frutos da Qualidade: A Experiência da Xérox do Brasil. 3 ed. São
Paulo. Makron Books, 1999.
NOVAES, A. G. Gerenciamento da Logística de Distribuição. Rio de Janeiro. Campus, 2001.
OLIVEIRA, D. P.R. Sistemas, organização e métodos: uma abordagem gerencial. 20 ed. São
Paulo. Atlas, 2011.
PEREIRA, C. F. M. Modelo de avaliação de desempenho logístico para as empresas
distribuidoras e atacadistas. Universidade Federal de Santa Catarina – UFSC. Programa de pós-
graduação em engenharia de produção. Florianópolis, 2004. (Dissertação de Mestrado).
SORDI, J. O. Gestão por processos: uma abordagem da moderna administração. São Paulo.
Saraiva, 2008.


















