OMU_44
44
O MUNDO DA USINAGEM Publicação da Divisão Coromant da Sandvik do Brasil ISSN 1518-6091 RG BN 217-147 44 RETROFITTING Conheça as vantagens dessa alternativa MÁQUINAS OPERATRIZES mercado em alta aquece revenda CARNAVAL uma indústria que gera alegria e emprego
-
Upload
omundodausinagem -
Category
Documents
-
view
219 -
download
0
description
44 uma indústria que gera alegria eemprego mercadoemalta aquece revenda MÁQUINAS OPERATRIZES CARNAVAL Publicação da Divisão Coromant da Sandvik do Brasil ISSN 1518-6091 RG BN 217-147
Transcript of OMU_44

OMUNDODAUSINAGEM
Publicação da Divisão Coromant da Sandvik do Brasil ISSN 1518-6091 RG BN 217-147
44
RETROFITTING
Conheça as vantagens dessa alternativa
MÁQUINASOPERATRIZESmercado em altaaquece revenda
CARNAVALuma indústriaque gera alegriae emprego


3O Mundo da Usinagem
EDITORIAL
Rasgue suas certezas e expanda o seu universo. A globalização sufoca a todos os que se embebem dos próprios temores.
Um homem nunca será maior que suas próprias convicções. Quem teme, não conhece suficientemente a ordem das coisas
e só o saber pode remediar o que parece não ter solução. Os resultados são proporcionais ao equilíbrio entre a vontade e o saber.
Que encontre aqui o leitor inspiração para tanto.
Rodr
igo
Gam
arra

4 O Mundo da Usinagem
03 EDITORIAL04 ÍNDICE / EXPEDIENTE06 GESTÃO EMPRESARIAL: RETROFITTING PODE SER
BOM NEGÓCIO?12 SUPRIMENTOS: EFEITO CASCATA NO MERCADO DE MÁQUINAS17 INTERFACE: GERENCIAR BEM É DECIDIR CERTO
20 INTERESSANTE SABER: O METAL DURO PASSADO A LIMPO 25 PONTO DE VISTA: IDEAIS E OBJETIVOS: O PODER DA VONTADE30 INTERESSANTE SABER: A INDÚSTRIA DO CARNAVAL E OUTRAS NOTÍCIAS38 NOSSA PARCELA DE RESPONSABILIDADE40 MOVIMENTO42 DICAS ÚTEIS
EXPEDIENTEO MUNDO DA USINAGEM é uma publicação mensal da Divisão Coromant da Sandvik do Brasil S.A.
com circulação de doze edições ao ano, tiragem de 22.300 exemplares, com distribuição gratuita.Av. das Nações Unidas, 21.732 - Sto. Amaro - CEP 04795-914 - São Paulo - SP.Conselho Editorial: Aldeci Santos, Anselmo Diniz, Aryoldo Machado, Edson Truzsco,
Edson Bernini, Eduardo Debone, Fernando de Oliveira, Francisco Marcondes, Heloisa Giraldes,Marlene Suano, Nivaldo Braz, Nivaldo Coppini, Nixon Malveira, Vera Natale.
Editora: Vera NataleEditor Chefe: Francisco MarcondesAssistente de Edição: Michel Sorci
Editor do Encarte Científico: Nivaldo CoppiniJornalista Responsável: Vera Natale - MTB 33847
Propaganda: Gerente de Contas - Thaís Viceconti / Tel: (11) 6335-7558 Cel: (11) 9909-8808Projeto Gráfico: AA Design
Capa e Arte Final: 2 Estúdio GráficoRevisão de Textos: Fernando Sacco
Gráfica: Fabracor
ÍNDICEOMUNDODAUSINAGEMPublicação da Divisão Coromant da Sandvik do Brasil ISSN 1518-6091 RG. BN 217-147
44EDIÇÃO 02 / 2008
CapaFoto: Fresa CoroMill 490 em
operação de faceamento Arquivo AB Sandvik Coromant
OMUNDODAUSINAGEM
Publicação da Divisão Coromant da Sandvik do Brasil ISSN 1518-6091 RG BN 217-147
44
RETROFITTING
Conheça as vantagens dessa alternativa
MÁQUINASOPERATRIZESmercado em altaaquece revenda
CARNAVALuma indústriaque gera alegriae emprego
e-mail: [email protected] ligue: 0800 770 5700
Cia
deFo
to/S
amba
Phot
o
ABSa
ndvi
kCo
rom
ant

6 O Mundo da Usinagem
Otermo inglês retrofittingsignifica voltar a adaptar,atualizar ou modernizar.
Desta forma, fazer o retrofittingde um equipamento significamodernizá-lo, com a aplicaçãode um novo controle numéricocomputadorizado (CNC) e/oucomando lógico programável(CLP ou PLC), de tal modo quepermita controlar o posiciona-mento de eixos lineares ou rota-tivos, de forma individual ou si-multânea, além de controlarconjuntos auxiliares.
Dependendo do nível de mo-dernização que se queira executar,pode-se optar pela simples trocado CNC ou também dos seus ser-voacionamentos ou, ainda, a subs-tituição do acionamento do eixoprincipal. A modernização podetambém envolver trocas ou apli-cações de conjuntos mecânicoscomo fusos, redutores, sistemas
GESTÃO EMPRESARIAL
Retrofittingpode ser
bom negócio?As atividades de retrofitting,manutenção e reforma são distintas e bem caracterizadas,embora possam,em algumas situações, ser desenvolvidas dentro de um mesmo período de intervenção.
de lubrificação e outros. Porém,em princípio, não há conexãocom a reforma mecânica do equi-pamento, desde que esteja emcondições adequadas. Caso con-trário, a operação é tratada de for-ma independente, embora possaser efetuada de forma simultânea.
Já a reforma significa reparar,restaurar, consertar, fazer umequipamento voltar às condiçõesoriginais de uma forma global; ouseja, normalizar um equipamen-to que já apresenta defeitos e des-gastes generalizados em seus con-juntos, como rolamentos, guiasde deslizamento, fusos de esferas,componentes eletroeletrônicos,etc. Isso acarreta folgas, ruídos,imprecisões, descontinuidadesno seu funcionamento. Quandoisso ocorre, é necessário refor-mar o equipamento, para que re-torne às suas condições originaisde funcionamento.
7O Mundo da Usinagem
A manutenção, por sua vez é oato de manter, conservar. Ou seja,refere-se a cuidar do equipamen-to para manter as característicasfuncionais originais, com inter-venções corretivas ou preventivas.
A manutenção preventiva po-de ser efetuada de forma diária,semanal, mensal e anual. Basica-mente consiste em: a) Inspeções utilizando nossossentidos e instrumentos comomedidor de vibrações, termôme-tros, registradores, etc.b) Verificação e/ou substituiçõesde óleos.c) Limpezas que eventualmentepodem ser efetuadas em conjun-to com operador já treinado.d) Substituição de peças que pos-suam tempo de vida útil definidaseja por indicação dos fabricantese/ou histórico de trocas anteriores.
O aquecimento do mercadomundial e brasileiro de máquinas-
ferramenta provoca aumento devendas de serviços de retrofitting,especialmente para máquinas degrande porte e/ou especiais: ho-je os prazos de entrega de uma no-va chegam a superar os 12 meses.No caso de máquinas de menorporte e standard, a opção pelo re-trofit nem sempre é recomenda-da porque a relação de custo/be-nefício tende a não justificar oinvestimento. Porém, às vezes ousuário não tem outra saída.
Uma máquina que passa poruma operação de modernização e re-forma bem executadas, ofereceráuma vida útil que pode compensaramplamente tal reaproveitamento.
Assim, o custo de um retro-fit gira em torno de até 25% deum equipamento novo e o custode uma reforma completa podecustar até 40%. Somando refor-ma mais retrofit teríamos um va-lor de até 65% em relação a uma
máquina nova. O custo é menore o serviço pode ser feito em pra-zo de 6 a 10 meses, consideran-do máquinas de grande porte.Há, porém, aspectos que devemser considerados, como a inevitá-vel parada da máquina, o que exi-ge soluções alternativas para semanter a produção em dia. Háque se levar em conta tambémque, normalmente, as operaçõesde retrofit são pagas praticamen-te a vista. Há uma linha de finan-ciamento do BNDES, mas suautilização por pequenas empresastem sido baixa. Roberto Gimenes,gerente de vendas da Fagor, cal-cula que 80% do valor de um re-trofitting são pagos em até 60 dias.
GRANDES EMPRESASEmpresas de grande porte,
como a brasileira Romi e a mul-tinacional de origem alemãSiemens, também apostam nes-te segmento para alavancar seusnegócios. A primeira decidiu en-trar no ramo em 2007 e prestaserviços em máquinas-ferramen-ta pesadas (com peso superior a10 t) de qualquer marca.
De acordo com Hermes Lago,diretor de comercialização de má-quinas-ferramenta da Romi, a de-cisão de atuar no segmento deretrofitting está alinhada com adecisão estratégica de expandirsuas atividades de fabricação evendas de máquinas pesadas, cu-ja demanda está aquecida porconta dos investimentos que vêm
Arqu
ivo
Fago
r
A Fagor calcula que 80% do valor de um retrofittingsejam pagos em até 60 dias.

8 O Mundo da Usinagem
sendo realizados pelas siderúrgi-cas, indústrias de papel e celulo-se, geração de energia, açúcar e ál-cool, construção naval e outras.
“A expectativa da Romi é queem três anos, dependendo dascondições de mercado e da con-juntura econômica, o negócio de fabricação e venda de máquinas-ferramenta pesadas poderá gerarreceitas líquidas anuais de R$ 50milhões, enquanto o negócio dereforma e retrofit desses produtospoderá alcançar um faturamen-to líquido anual de R$ 15 mi-lhões, totalizando receitas adi-cionais de R$ 65 milhões ao ano”,afirma o executivo.
A Siemens, por sua vez, temo foco mais amplo e seu departa-mento de prestação de serviços deretrofitting, que responde ao ca-nal de usuários finais “end users”da área MC/MT (Motion Control/Machine Tools), da empresa noBrasil, há dois anos realiza refor-mas e atualizações tecnológicas demáquinas de qualquer porte.“Qualquer empresa pode nos pro-curar, pois estamos aptos a aten-der aplicações das mais simples às
mais complexas”, afirma RogérioFrateschi, coordenador do canal.
Cerca de 5% dos CNCs Sie-mens comercializados no Brasilsão destinados ao mercado de re-trofitting, sejam eles realizadospela própria Siemens ou por ter-ceiros. Segundo Frateschi, a atua-ção no segmento não só é umbom negócio em si como, tam-bém, pode atuar de forma cadavez mais próxima ao cliente, pois,no caso brasileiro, essa atuaçãopróxima pode ser também umaimportante ferramenta de vendaspara se conhecer melhor as ne-cessidades dos clientes em ter-mos de investimentos em má-quinas, sejam elas nacionais ouimportadas, quando podem serdivulgadas as vantagens no usodos diversos CNCs disponíveis.
Frateschi elucida que há doistipos de retrofit: um mais simples,em que se troca o CNC e se man-tém os acionamentos antigos e ainterface analógica. Para este tipode retrofit, a Siemens oferece oCNCs Sinumerik 802 D, comADI 4, que é a interface analógi-ca, e o 840 Di. Para aplicações
Arqu
ivo
Rom
i
A expectativa da Romi é queem três anos o negócio de fabricação e vendas demáquinaspesadas poderágerar receitalíquida anual deR$ 50 milhões.


10 O Mundo da Usinagem
Arqu
ivo
Siem
ens
A Siemens afirma que 10% dos CNCscomercializadosno Brasil são destinados aomercado de retrofitting.
mais complexas, em que se subs-tituem a motorização, módulos depotência, servomotores e toda par-te eletrônica, toda a linha de CNCsda empresa é compatível.
CNCsHá, contudo, fabricantes de
CNCs que embora tenham nosegmento de retrofitting uma im-portante fonte de receita atuamsobretudo como fornecedores de comandos – caso da MCS,única fabricante de CNCs noBrasil, e da Fagor, multinacionalde origem espanhola que fabri-ca uma linha completa para au-tomação de máquinas-ferramen-ta. A MCS oferece a linha deCNCs SX 570, Proteo e ProteoMini que são largamente utiliza-das em retrofitting. A empresadestina cerca de 20% da produ-ção a este segmento específico.Complementando a linha deCNCs, a companhia conta comparceiros renomados para for-necer toda linha de produtos ne-cessária à execução de uma atua-lização tecnológica segundo o
executivo de vendas da empresa,Caetano Cesar Paiva.
Já a Fagor oferece três linhasde CNCs que podem ser aplica-dos em retrofitting, com destaquepara o modelo 8055 que, segun-do Gimenes, atende a 90% dasnecessidades neste campo. Alémdeste a empresa oferece outrosmodelos, como o 8035 e o 8070.
Conforme o executivo, o mer-cado de retrofitting responde por50% do faturamento da Fagor noBrasil, considerando apenas ven-das de CNCs. “Acreditamos queeste é um mercado que deve cres-cer 20% em 2008, mantendo o ní-vel de expansão de 2007”, afirma.
Em épocas em que custo e pra-zo são itens cruciais de competiti-vidade, o retrofitting passa a ser, nomínimo, uma alternativa a ser con-siderada quando das decisões rela-tivas a novos investimentos para oaumento da capacidade produtivae só uma análise detalhada poderárevelar o que pode ser mais vanta-joso, comprar novo ou “retrofitar”.
De Fato Comunicações


12 O Mundo da Usinagem
SUPR
IMEN
TOS
Efeito cascata no mercadode máquinas
Pedr
oDê
gelo
Somando-se os resultados,as fabricantes de máquinasoperatrizes nacionais e as
estrangeiras faturaram cerca deR$ 65 bilhões em 2007, quase14% a mais em relação a 2006.Este recente “boom” nas vendasdeste segmento voltou a estimu-lar os negócios de máquinas usa-das ou seminovas.
Não há estatísticas a respeito,já que o mercado de máquinasusadas é pulverizado em milha-res de empresas por todo o Brasil,reunindo desde minúsculas lojasaté fábricas renomadas que tam-bém se dedicam ao segmento,como a paulistana Atlasmaq.
Mas é dado como certo queesse segmento também movi-mentou os seus bilhões em 2006,na esteira das vendas de máqui-nas novas. A previsão é que repi-ta a performance este ano, já queos fabricantes esperam vender
pelo menos 10% a mais doque em 2007.
Trata-se de um fenô-meno recorrente no mer-cado de máquinas, poisnem todas as indústrias
que compram máqui-nas novas o fazemapenas para reforçar a
produção. Muitas apro-veitam os momentosafluentes da economia para substituir algumasmáquinas antigas e assimmelhorar a qualidade do produto, ou para au-mentar a produtividade.
Neste atual momen-to de recuperação eco-
O crescimento das vendas de máquinas operatrizes está turbinando, por ação reflexa, a venda de máquinas usadas no país

13O Mundo da Usinagem
dústrias de menor porte e menoscapitalizadas as principais clien-tes das empresas que comercia-lizam máquinas usadas. Comoas suas congêneres maiores, essasindústrias adquirem máquinastanto para modernizar os seusparques fabris como para aumen-tar a produção.
De maneira geral, quando hásubstituição, as máquinas des-cartadas pelas pequenas indús-trias são também comercializadas.Mas algumas são enviadas para asucata, pois são bem mais anti-gas do que as colocadas à dispo-sição do mercado pelas indús-trias maiores.
Hoje, existem várias modali-dades de venda de máquinas usa-das. A mais comum é a venda online – toda loja ou fábrica que sepreze tem o seu site listando asmáquinas à disposição dos inte-ressados. A vantagem da moda-lidade on line é que a loja faz ape-nas a intermediação da venda,não sendo necessário remover amáquina para a sua sede e depoisenviá-la para o comprador, o queencareceria o preço por causa doduplo frete.
Há subcategorias dentro domercado de máquinas usadas. ABrasif, de Belo Horizonte (MG),é principalmente uma empresa delocação de equipamentos. A em-presa aluga empilhadeiras daHyster e máquinas para constru-ção civil da Case, que as compranovas dos fabricantes. “Depoisque o cliente nos devolve a má-quina, nós a vendemos como se-minova”, explica Fábio Pacheco,
nômica – quando o Brasil voltoua crescer com algum ímpeto de-pois de quase três décadas de se-mi-estagnação – os índices devemestar em 40% de substituição e60% de ampliação, segundo esti-ma Ronaldo da Silva Ferreira, su-pervisor de atendimento de fa-bricantes de máquinas da Sandvik.
ATUALIZAÇÃO“As indústrias estão aprovei-
tando este período também pa-ra atualizar tecnologicamente osseus parques fabris”, diz Ferreira.“É um investimento mais de lon-go prazo, mais estratégico, masque traz efeitos positivos tam-bém para a produção atual”.
Dado que a idade média dasmáquinas brasileiras é hoje ape-nas um pouco maior do que a eu-ropéia, a maioria das máquinasantigas está indo para o merca-do, por intermédio de firmas es-pecializadas em compra e vendade máquinas usadas. São pou-cas, ainda, as indústrias que as re-vendem diretamente, via leilões,por exemplo.
“O nosso negócio sempremelhora quando o mercado demáquinas novas está aquecido”,atesta Cleide Moraes, proprietá-ria da FCTec, uma tradicionalfabricante de extrusoras e injeto-ras de plástico de Diadema (SP)que também se dedica à comer-cialização de máquinas usadas.Informa que nesses momentosde expansão da economia, oscompradores de usadas tambémaparecem em boa quantidade.
São, principalmente, as in-

14 O Mundo da Usinagem
gerente de vendas de seminovosda empresa.
As máquinas importadas tam-bém começam a participar do mer-cado de usados. A Athena, deJoinville (SC), é especializada nes-se nicho. “Uma máquina usada dealta tecnologia adquirida no exte-rior pode custar 40% a menos doque uma máquina nacional no-va”, diz Hélio Rosa Jr., diretor téc-nico da Athena. “São ainda umpouco mais caras do que algumasmáquinas novas chinesas, mas sãoincomparáveis com essas em ter-
mos tecnológicos, de produtivida-de e durabilidade”.
De qualquer maneira, a exem-plo das compras de máquinas equaisquer outros equipamentosnovos, que exigem pesquisa de pre-ço e condições de pagamento, acompra de máquinas usadas impli-ca no investimento de um bomcapital e o fechamento do negóciorequer atenção e planejamento.
Alberto MawakdiyeJornalista
Rua Piratininga é referência do mercadoLocalizada em São Paulo, a
rua Piratininga é o principal pon-to de venda de máquinas usadasdo Brasil. Existem ali cerca de 150lojas ou fábricas/revendedoras.Nos anos 1940, a rua dedicava-seà venda de sucata automotiva ecomeçou a desenvolver a sua vo-cação atual nos anos 1960.
“Atendemos até empresas
que precisam de máquinas mui-to específicas”, diz Carlos AlbertoPereira, assistente comercial daR. Martins, que existe há quase 30anos. “Entre esperar que algumaindústria desenvolva a máquina, oque sempre é demorado, e vir pro-curar um equipamento parecido naPiratininga, o empresário não cos-tuma hesitar”.
Pedr
oDê
gelo


Interface.qx 2/22/08 3:23 PM Page 16

17O Mundo da Usinagem
Gerenciar bem é decidircerto em primeira mão
INTE
RFAC
E
ABSa
ndvi
kCo
rom
ant
Oaquecimento do mercadobrasileiro em 2007 e asperspectivas de manuten-
ção desta alta em 2008 têm leva-do muitas empresas a retomar osinvestimentos, principalmenteem equipamentos, visando am-pliar a produção. Como o parqueindustrial brasileiro encontra-setecnologicamente defasado, umaquestão que deve estar na cabe-ça de muitos empresários é o quefazer: comprar máquinas novasou reformar as existentes?
“O ideal é que a decisão sobre
investimentos em maquinário se-ja uma ação planejada e não rea-tiva à demanda do mercado”, co-menta Wilson Pedroni, gerenteIndustrial da Unidade de Insertosda Sandvik Tooling. Em sua opi-nião, ao iniciar o processo de aná-lise de investimentos, a empresa jáprecisa contar com uma estratégiasobre onde pretende chegar: sequer ampliar o mercado interno,se quer expandir para o exterior,etc. “Aí, poderá traçar seus planosde investimento de acordo comsuas ambições e recursos”.
Reconhecendo que vive rea-lidade diferente de muitas empre-sas de pequeno e médio portes,Pedroni informa que na SandvikTooling em geral a primeira op-ção é por equipamentos novos.“O retrofitting, por exemplo, (ve-ja matéria desta edição) só entraem pauta se não há nada de maismoderno no mercado. Isso por-que, em geral, se o serviço não forbem feito, uma máquina retro-fitada dificilmente funcionará tãobem quanto uma nova. Por exem-plo, não irá comportar uma guia
Com o aumento da demanda interna, muitas empresas estão se deparando com este desafio,que envolve inúmeros fatores e variáveis.
Interface.qx 2/22/08 3:23 PM Page 17

18 O Mundo da Usinagem
linear de última geração e ficarálimitada no avanço”, explica.
O gerente lembra porém quea decisão deve estar pautada noaumento da produtividade e,consequentemente, no retornodo investimento, que deve se darno menor prazo possível. “Temoscomo critério o tempo máximode retorno do investimento em36 meses. Se exceder esse prazo,está descartado”, diz, lembrandoque a empresa conta com siste-ma que informa exatamente emquantos meses se dará o retornodo investimento.
Francisco Campos, diretor deProdução de Ferramentas Ro-tativas da Sandvik Tooling, frisaque são inúmeros os fatores quedevem influir na decisão de com-pra ou reforma. O primeiro de-les é avaliar as condições do equi-pamento para saber se ele suportaum retrofitting. Outro é a avalia-ção dos produtos que são fabri-cados na máquina em questão: te-rão continuidade ou têm vidacurta? “É fundamental que se ava-lie também os custos das opçõesenvolvidas e qual o retorno queirão proporcionar”, diz, lembran-do ainda que às vezes uma refor-ma pode gerar um retorno finan-ceiro mais rápido, mas é precisoavaliar se possibilitará a real atua-lização do equipamento, porexemplo, no que se refere à trans-missão de dados.
Por outro lado, existem casosem que um “up grade” (atualiza-ção de comandos ou mecanismos)é quase obrigatório, já que não fo-ram lançadas grandes novidades
Uma avaliação aprimoradade todo o processo focando o au-mento de produtividade, podeidentificar oportunidades para aintrodução de ferramentas espe-ciais, com operações conjugadas,ou quem sabe, ferramentas maisatualizadas em termos de classesde metal duro com geometrias decorte e controle de escoamentodos cavacos mais eficazes, ou ain-da novas estratégias de corte di-retamente ligadas às novas pos-sibilidades em programaçãoCNC, são exemplos de como es-ta otimização poderia ser feita.
Atualmente, existem softwa-res de análises de investimentos,como o TINA (Tools InvestmentAnalyzer), que possibilita fazersimulações de processos e preverresultados que ajudam a encon-trar soluções alternativas a deci-sões, às vezes precipitadas, decompras de novas máquinas.
Ferreira conta que recente-mente fizeram um estudo ondeo emprego de três ferramentasespeciais e a substituição de fer-ramentas antigas por modernas,viabilizou a compra de apenasuma máquina, quando o estudopreliminar feito por um de seusclientes apontava para a necessi-dade de três.
Este é um dos motivos quereforçam a idéia de que é me-lhor investir mais tempo em aná-lise para evitar que o entusiasmopelo novo nos prive de obter bonsresultados com o que já temos ànossa disposição.
De Fato Comunicações
tecnológicas, como ocorre com asretíficas para a produção de bro-cas. “As diferenças entre uma má-quina reformada e uma nova sãomuito pequenas. Isso nos obrigoua criar um programa de retrofittingespecífico para essas máquinas”,diz. No caso dos tornos, por exem-plo, a evolução tem sido significa-tiva nos últimos anos e, em geral,é mais compensador adquirir equi-pamentos novos.
Campos destaca ainda a aná-lise da importância do equipa-mento dentro de uma linha ou cé-lula de produção. “Nós, aqui, porexemplo, temos um parque hete-rogêneo, tanto no que se refere aostipos de máquinas quanto à ida-de das mesmas. Se substituirmosuma máquina-chave de uma cé-lula, como ficará o restante doprocesso? Os demais equipamen-tos irão acompanhá-la no que serefere à qualidade e velocidadede produção ou estaremos apenasmovendo o gargalo para a máqui-na anterior?”, questiona.
OUTRA ALTERNATIVA Entre uma reforma para atua-
lização e a aquisição de uma má-quina nova, existe ainda a opção dese otimizar o processo de produ-ção. Ronaldo Ferreira, supervisordo Departamento de OTS daSandvik Coromant, conta que umaotimização na sequência de opera-ções, a troca de ferramentas obso-letas por soluções mais modernasou simplesmente uma readequaçãodos dados de corte, pode eliminarou reduzir a necessidade de novosinvestimentos em máquinas.
ABSa
ndvi
kCo
rom
ant
Interface.qx 2/22/08 3:23 PM Page 18

Interface.qx 2/22/08 3:23 PM Page 19

20 O Mundo da Usinagem
INTE
RESS
ANTE
SABE
RO metal duropassado a limpo
O metal duro surgiu no iníciodo século XX como substitutoaos aços rápidos que, atéentão, eram os materiais mais adequados à fabricação de ferramentas para processos de usinagem.
ABSa
ndvi
kCo
rom
ant

21O Mundo da Usinagem
Agrande vantagem do metalduro é manter o corte daferramenta vivo por muito
mais tempo, mesmo quando sub-metido à velocidade de trabalhoinúmeras vezes superior ao que su-portaria o aço rápido. O metal du-ro aumentou significativamentea produtividade, por ter a proprie-dade de manter a dureza e assimo fio de corte, mesmo quandomuito aquecido, pois quanto maisrápido se executa uma usinagem,maior o calor gerado na interfa-ce ferramenta-peça.
Processos de usinagem sãoprocessos de corte, que permitemremover excessos de um mate-rial bruto até que este resulte emuma peça pronta, como eixos,engrenagens, polias, carcaças, bu-chas, anéis, etc. que, posterior-mente, irão compor algum enge-nho mecânico, como motores,caixas de câmbio, conjuntos deeixos, redutores, etc. que, por suavez, farão parte de bens duráveiscomo automóveis, ônibus, trato-res, aviões, escadas rolantes, etc.
Nestes processos de corte sãogeradas aparas que costumamoschamar de cavacos. Assim, proces-sos de usinagem, invariavelmente,implicam na geração de cavacos.
Desde o princípio, o metalduro, por ser fruto da metalur-gia do pó, foi desenvolvido emforma de barriletes ou pastilhas,que no começo eram soldadas ahastes ou cabeçotes metálicos pa-ra, deste modo, formar a chama-da ferramenta. Como as soldasnão resistem às altas temperatu-ras geradas na usinagem e por is-
so soltariam as pastilhas duran-te o processo, causando aciden-tes, estas passaram a ser intercam-biáveis e fixadas mecanicamenteaos seus suportes, facilitando oprocesso de troca de uma ferra-menta gasta por uma nova. Paraquem não é do ramo, ocorreumelhoria semelhante à troca danavalha pela lâmina de barbear,que possibilitou a troca de um fiode corte cego por um afiado, commínima perda de tempo.
Hoje é comum encontrar noscatálogos de fornecedores refe-rências sobre o grau de dureza etenacidade das distintas classesde metal duro, incluindo infor-mações sobre os seus materiaisconstituintes. Essas informaçõessão úteis para a escolha e adequa-ção da ferramenta ao processo deusinagem que se deseja executar.
O metal duro é composto decarbonetos metálicos em formade minúsculas partículas que sãoincrustadas em metal ligante. Oscomponentes mais importantessão o carboneto de tungstênio(WC) denominado fase a e o me-tal ligante cobalto (Co) denomi-nado fase b. A fase a determina aresistência ao desgaste, enquantoa fase b determina a tenacidade.
Entre as duas propriedadesexiste uma relação inversamenteproporcional, ou seja, uma altaresistência ao desgaste somentepode ser obtida com a redução datenacidade e vice-versa.
No passado, as classes con-vencionais de metal duro eram li-mitadas quanto ao campo de apli-cação, pois uma classe rica em
fase a, aumentava a resistência aodesgaste mas, ao mesmo tempo,reduzia a tenacidade e vice-ver-sa. Esta relação entre as proprie-dades fazia com que as classesfossem mais específicas, pois umaclasse que usinava bem um deter-minado material não usinava tãobem um outro; se ela se adequas-se bem ao desbaste, não rendia omesmo no acabamento. Uma in-dústria que possuísse uma gran-de diversidade de materiais e quevariasse a usinagem do acaba-mento fino ao desbaste pesado,obrigatoriamente necessitava deuma grande variedade de classese, por consequência, um inven-tário de ferramentas demasiada-mente grande.
A formação dos cavacos va-ria conforme o material usinado.Existem materiais como o ferrofundido que produz cavacos cur-tos e outros, como o aço carbo-no que produz cavacos longos.
Os cavacos curtos causamprincipalmente desgastes fron-tais na face de folga, enquanto oscavacos longos causam particu-larmente craterizações na face desaída da ferramenta. O desgastefrontal se origina de um proces-so predominantemente abrasi-vo. A craterização é provenienteda combinação dos esforços decorte aliada ao atrito e à abrasãoproporcionados pela formaçãodos cavacos. Essa combinação defatores promove altas temperatu-ras na zona de corte que, por suavez, contribuem para a ocorrên-cia dos desgastes.
O material constituinte da

ferramenta, portanto, é desenvol-vido de modo a prevenir desgas-tes que se originam nos processosde formação de cavacos particu-lares a cada tipo de material.
Apesar de o carboneto detungstênio (WC) e o cobalto(Co) serem os componentes maisimportantes, com o tempo, ou-tros componentes foram adicio-nados a essa composição básica.A adição de carbonetos de titâ-nio (TiC), tântalo (TaC) e nió-bio (NbC) denominados fase g,melhoraram muito a performan-ce das ferramentas de metal du-ro, desde quando utilizados pe-la primeira vez no final dos anos60. Sua introdução proporcio-nou maior abrangência dos cam-pos de aplicação das classes atéentão existentes, de forma que asnovas classes passaram a conju-gar propriedades de resistênciaao desgaste e tenacidade ao mes-
22 O Mundo da Usinagem
mo tempo. Com propriedadesmais equilibradas foi possível de-senvolver classes que podiam seadequar a um leque maior deoperações e materiais.
Por serem carbonetos mais es-táveis, os carbonetos de titânio(TiC) foram adicionados para au-mentar a resistência à craterização,enquanto os carbonetos de tânta-lo (TaC) e nióbio (NbC) derammais tenacidade ao metal duro.
Um maior teorde carbonetos
Figura 1: Esquema do processo de fabricação do Metal Duro.
ABSa
ndvi
kCo
rom
ant

sobre o núcleo tenaz permitiuque uma mesma pastilha supor-tasse tanto maiores esforços decorte, característicos das opera-ções de desbaste, quanto as altasvelocidades, necessárias às opera-ções de acabamento.
Apesar de no início os reves-timentos serem simples, a tec-nologia do revestimento evoluiuaté as pastilhas multirrevestidas,com camadas sobrepostas, ondecada uma delas exerce uma fun-ção específica a fim de conter osdiferentes processos de desgas-tes que se desenvolvem durantea usinagem. Uma única pastilhaem uma determinada classe po-de ser aplicável tanto em acaba-mento quanto em desbaste demetais, que podem variar do açoao ferro fundido.
Se por um lado as classes maisabrangentes não são tão eficazesquanto as classes mais específicas,por outro lado não é necessáriomanter um inventário tão volu-moso para dar conta da produ-ção. A adoção de uma ou de ou-tra solução é, portanto, umaquestão de custo versus benefício.
De modo geral, produçõesem massa de uma mesma peçaestão mais para classes específi-cas, enquanto produções caóti-cas, com lotes variados em vo-lume, forma e material de peças,estão mais para as classes demaior abrangência.
Francisco Marcondes Gerente de Marketing e Treinamento
Sandvik Coromant do Brasil
23O Mundo da Usinagem
eleva a dureza da ferramenta e atorna mais adequada para opera-ções de acabamento, que são ope-rações mais leves, executadas emaltas velocidades, pequenas pro-fundidades de corte e avanços re-duzidos exigindo, portanto, mui-to mais da dureza da ferramenta.
Quanto maior o teor de co-balto da ferramenta, mais ela éadequada às operações de des-baste, que são operações executa-das em velocidades de corte maisbaixas, com altas profundidadese avanços maiores. Assim, essasoperações geram grandes esforçossobre a ferramenta e por isso de-mandam maior tenacidade.
Mais tarde, os pesquisadoresdescobriram a possibilidade de serevestir a superfície das pastilhascom finas camadas de fase g. Esterevestimento pode ser obtido tan-to pelo processo CVD (ChemicalVapor Deposition), quanto peloprocesso PVD (Phisical VaporDeposition). Estas camadas, quemedem de 3 a 5 mícrons de es-pessura, proporcionaram maiordurabilidade ao fio de corte, pois
a camada extra-fina e ex-tremamente dura
ABSa
ndvi
kCo
rom
ant

25O Mundo da Usinagem
PONTODEVISTA
Ideais eObjetivos:
o poder daVontade
Pedr
oDê
gelo
Perde-se no tempo qual cultura alojou,pela primeira vez, a máxima “quereré poder”. Mas ela passou a ter força
propulsora nos anos de 1940-1950, duran-te o grande desenvolvimento americanodo pós-guerra, que privilegiou ainda maiso ideal do “self made man”.
Assim, o homem que se faz a si mes-mo é dono de um forte “querer” que lhepossibilita a obtenção do que quer. A má-xima tomou ainda mais corpo, entre nós,como título da obra do filósofo americanoSidney Bremer: How to get what you Want,que data dos anos 1990, traduzido no Bra-sil, justamente, como “Querer é Poder”.
De maneira geral, tanto estaobra como todas as demais deauto-ajuda, sugerem o estabele-cimento de uma ordem de pre-ferências para bem dirigir os es-forços em se conseguir o que sepretende obter:• estabelecer objetivos e planos de
ação;• organizar os esforços;• perseverança e superação de con-
tratempos;• pensamento positivo e direcio-
nado;• atitude mental positiva e con-
trole emocional;• formação de hábitos sadios;• orçamento equilibrado;• coragem;• a arte de conversar;• dignidade;• paciência;• concentração.
Com a complexidade domundo moderno, a lista deveriaaumentar ainda mais, já que acompetição, em função de me-lhor treinamento e melhor “cur-riculum”, capacidade para tra-balhar em grupo, ser pró-ativo,
A primeira é do filósofo Sê-neca, que viveu no ano I depoisde Cristo, foi professor e conse-lheiro político do ImperadorNero sob ordens de quem, em 65dC foi obrigado a cometer suicí-dio. Atreveu-se muito, atreveu-sesempre e não hesitou em pagarcom a própria vida pelo seu atre-vimento de pensar e ser crítico.
A segunda é de Abraham Lin-coln, presidente americano assas-sinado em 1865, maior defensordos direitos dos negros escravosno século XIX. Percebia suas fa-lhas na condução da política e,descontente, rapidamente as con-sertava e tornava suas medidas asreais modeladoras da sociedade,até ser detido por um desconhe-cido desvairado, que o assassinoudurante um espetáculo teatral.
Temos muitas outras máxi-mas de pessoas notáveis e milha-res de depoimentos de pessoas co-muns, que seguiram seus sonhos,perseveraram e conseguiram con-cretizá-los. Nosso dia-a-dia estárepleto de exemplos espantososde superação, determinação e va-
etc. etc, que permeiam todas asiniciativas e carreiras.
Cabe-nos, contudo, analisare dosar, a cada dia, duas velhas ejamais esquecidas verdades, enun-ciadas, a primeira por um filóso-fo de Roma antiga e a segundapor um político americano doséculo XIX:
“as coisas não são difíceis. Tornam-se difíceis porque
não nos atrevemos”
e
“minha grande preocupação não é se você falhou
mas se você está consoladocom sua falha”.


28 O Mundo da Usinagem
dirigirmos e concentrarmos nos-sos esforços, como um lápis bemafinado para traçar uma linhabem definida.
É opinião entre psicólogos eespecialistas em auto-ajuda que osesforços de melhoria não devemse concentrar na obtenção de bensmateriais específicos, como acompra da casa própria ou de umcarro novo. Isso porque a respon-sabilidade pelo pagamento do
compromisso tornaa pessoa angustiadae aflita, na maioriadas vezes tão insegu-ra em relação à per-da do emprego queela deixa de ousar,com medo de desa-gradar, e torna-se rea-tiva, distanciando-seda pró-atividade tão
desejável em todas as empresas!Pelo contrário, a pessoa deve
investir seriamente em suas capa-cidades e em seu desempenho notrabalho, acumulando seus ga-nhos e transformando-os nos de-sejados bens materiais apenasquando estiver garantido pelo me-nos a metade de seu pagamento.
Planejamento, rigor de me-tas e paciência são princípios deação que beneficiam, antes demais nada, a própria pessoa. Quedaí decorram melhorias de pro-dução em seu trabalho é justa-mente isso, uma decorrência. Ofoco inicial e principal deve sersempre o ser humano.
Marlene SuanoDepto.de História – FFLCH/USP
lor na condução de situações ex-cepcionais. No entanto, no pla-nejamento de nossas vidas, seagraciados com saúde e uma cer-ta dose de tranquilidade, comoplanejarmos nossos objetivos emelhorarmos nossos caminhos?
A resposta está já contida naprópria pergunta: como planejar-mos? O planejamento é o eixo dequalquer melhoria. Em nossotrabalho, alinhar diante de nós to-dos seus passos, en-tendendo o que po-deremos fazer paramelhorar nosso de-sempenho é o inícionão apenas de umamelhoria localizadacomo, até, de umnovo negócio!
Há alguns anosum funcionário demultinacional, ocupando cargojúnior, percebeu a importância doinglês e, para diminuir os custosde um professor particular, juntouum grupo de colegas e contratouum professor, com o plano de do-minarem a língua em 6 meses.Não apenas atingiram o objetivoinicial no período desejado comohoje, passados 5 anos, ele adminis-tra 20 grupos de aprendizado deinglês em firmas situadas na regiãode Campinas-SP e comprou duasescolas de línguas, que atualmen-te oferecem cursos de imersão aempresários, médicos e demaisprofissionais.
Ou seja, direcionar o foco deinteresse com precisão e estabe-lecer metas dentro de prazo de-terminado é maneira prática de

30 O Mundo da Usinagem
INTE
RESS
ANTE
SABE
RA Indústria
do CarnavalHá movimento, no Rio de Janeiro,instando as autoridades municipais a determinar uma data fixa para o Carnaval, já que a data flutuante da festa é umfator de perdas financeiras.
Carnavalescos e presidentes de entidades co-mo a ABIH – Associação Brasileira da Indús-tria Hoteleira – e a ABAV – Associação Bra-
sileira de Agências de Viagens – do Rio de Janeiro,temiam que o movimento fosse, em 2008, pelo me-nos 30% menor, em função da data ser próximademais da passagem de ano.
Embora sabedores do componente religioso dafesta, os defensores do Carnaval pré-fixado achamque é tempo de vê-lo como um espetáculo gera-dor de empregos e de divisas para a cidade. Estaseria a maior ingerência da vida civil sobre a tra-dição religiosa em tempos modernos. Será a “in-dústria do Carnaval” assim tão poderosa?
Os números são impressionantes. As ativida-des são inúmeras, da confecção de fantasias, en-feites, adereços e carros alegóricos, e empregam,formal ou informalmente, milhares de pessoas. Amais antiga festa popular da humanidade, surgi-da de festas pagãs da Grécia e Roma antigas, ho-je é, no Brasil, uma poderosa indústria, que se co-loca em movimento a partir da 4ª Feira de cinzas,com a desmontagem e aproveitamento dos carrosalegóricos do desfile apenas encerrado.
Dois pólos equilibram a indústria do Carnaval:sua produção propriamente dita, desenvolvida nos La
lode
Alm
eida
/Fol
haIm
agem

nelas, tão bem estudada quantono Rio de Janeiro.
O Carnaval paulistano em-pregou, em 2007, mais de 25mil pessoas, segundo a SPTuris– São Paulo Turismo – empresaque administra o Sambódromodo Anhembi. Desde 2003 o pro-jeto SP Sampa, entre a Prefeitura,Sebrae e a Liga das Escolas deSamba, vem investindo não ape-nas na estrutura de recepção aocarnavalesco como, também, nacapacitação de trabalhadores pa-ra o evento.
Mas a pujança da máquinacarioca ofusca todas as demais. Asatividades do carnaval estão pre-sentes ao longo do ano todo, no“barracão” de cada escola, onderodas de samba servem não só co-mo o necessário treinamento pa-ra enfrentar a avenida como, tam-bém, arrecada com ingressos evenda de bebidas aos milharesde turistas, boa parte da manu-tenção das escolas.
A participação das verbas pú-blicas vêm se restringindo cadavez mais à necessária e devida
31O Mundo da Usinagem
famosos barracões das escolas ea cidade que se movimenta e al-tera para receber os turistas e foliões, oferecendo hotéis, res-taurantes, lembranças de todaespécie, deslocamentos, passeiosguiados, etc., além dos direitosde transmissão televisiva para to-do o mundo. Sobra trabalhotambém para as forças da or-dem, sobretudo em relação a ati-vidades envolvendo menores.
A Secretaria de Desenvolvi-mento Econômico do Rio deJaneiro estima que o Carnavaldo Rio dê cerca de R$ 1 bilhãode receita anualmente, exportaR$ 1 milhão em fantasias e re-cebe de 300 a 400 mil turistas,que geram receita de US$ 200milhões. Salvador, Recife e SãoPaulo, também apresentam nú-meros consideráveis, embora aindústria do carnaval não esteja,
O Carnaval do Rio de Janeiro gera cerca de R$ 1 bilhão de receita anualmente, exporta R$ 1 milhão em fantasias e recebe de 300 a 400 mil turistas.
Will
iam
deM
oura
/Ag.
OGl
obo

manutenção dos serviços públi-cos. A contabilidade é complica-da e a melhor até agora disponí-vel é a do Carnaval do ano 2000,quando patrocinadores colabora-ram com 28,3 milhões de reais,a prefeitura do Rio investiu di-retamente 6,7 milhões de reais eturistas e carnavalescos movi-mentaram 373 milhões de reais,sendo que 36,4 milhões forampara a rede hoteleira.
A Secretaria de Desenvol-vimento Econômico do Rio deJaneiro, entre 2002 e 2004, emcooperação com o Centro Cul-tural Cândido Mendes, identifi-cou os gargalos na indústria doCarnaval e aumentou a capacita-ção e número dos trabalhadoresformais do setor. Além da Cân-dido Mendes, a UniversidadeVeiga de Almeida (UVA) abriu,em 2007, inscrições para o cur-so superior de tecnologia emDesign de Carnaval, que tem porobjeto a criação carnavalesca (ade-reços, alegorias, fantasias, maque-tes e esculturas).
A Universidade Estácio de Sátambém participa do filão, coor-denando, junto com a Liga dasEscolas de Samba do Rio deJaneiro (LIESA), a Faculdade doCarnaval, com a primeira turmaformada em 2006, onde o alunoestuda História do Carnaval, Co-municação e Expressão, Sociolo-gia e Legislação do Carnaval,Cultura Brasileira, MatemáticaFinanceira, etc. A mesma LIESAe o Sebrae-RJ apontam que deve-se formar, também, contadores eespecialistas em contratos e com-
pradores de matérias-primas. Cadauma das 14 escolas do primeirogrupo contratam, em média, 500pessoas a partir de abril de cadaano, para a elaboração do Carna-val seguinte, gerando aproximada-mente 7 mil empregos diretos.
A partir daí, o efeito cascataé notável, pois a importação dematerial para fantasias, adereçose carros alegóricos gera outrostantos milhares de postos de tra-balho. A gripe aviária está con-tribuindo para conter as impor-tações de penas e plumas e asproduções devem recorrer a ou-tros elementos.
Em 2005, o Sebrae-RJ e aAssociação Comercial do Rio deJaneiro assinaram acordo paraestudar o agenciamento econô-mico do Carnaval carioca, no-meando o trabalho de “Econo-
32 O Mundo da Usinagem

mia do Carnaval – Estudo doPólo Carnavalesco de Madureirae da Cadeia Produtiva no Estadodo Rio de Janeiro”, base para avalorização do pequeno empreen-dedor carioca.
Assim, as antigas cooperati-vas artesanais cedem lugar a tra-balhadores qualificados por cur-sos públicos, da Secretaria deTrabalho e Renda do RJ, quecertificou os primeiros 420 emjaneiro último. Como parte doPlano Territorial de QualificaçãoProfissional (Planteq-2007), cur-sos de Fantasias e Adereços fo-ram oferecidos nos barracões e ateliês de 13 escolas de sambado Rio de Janeiro, Niterói, Ni-lópolis e São Gonçalo . Segundoo secretário estadual de Trabalhoe Renda, Alcebíades Sabino,80% dos trabalhadores qualifi-
cados já foram contratados pe-las escolas.
Por outro lado, a inovaçãotecnológica é uma tônica do Car-naval. A diversidade dos materiaisempregados e as engenhosas so-luções dos carros alegóricos incor-poram soluções inovadoras demateriais, como novas resinas eligas, recursos elétricos e efeitosvisuais. O Carnaval de São Pauloem 2008 contou com uso de fi-bra ótica, como já vem ocorren-do no Rio há alguns anos.
É bastante claro, portanto, queesta indústria não se limita a pae-tês e lantejoulas! O negócio é bilionário e a ABDI – Agência Bra-sileira de Desenvolvimento Indus-trial – trabalha para o fortalecimen-to da cadeia produtiva do Carnaval,por acreditar em sua capacidadede ampliar-se qual mancha de óleopelos demais ramos da economia.
Não é de se estranhar, portan-to, o movimento para estabeleceruma data fixa para o Carnaval, li-berando-o das oscilações do calen-dário religioso que, na realidade,nada mais fez que tentar domes-ticar as festas pagãs. A discussãoficará, sem dúvida, bem animada,sobretudo quando tivermos osíndices do Carnaval deste ano.
Equipe OMU
FONTES: Sebrae-RJ, Sebrae-SP,
Revista do Empresário da Associação
Comercial do Rio de Janeiro:
http://www.imprensa.rj.gov.br,
ABDI: Agência Brasileira de
Desenvolvimento Industrial:
http://www.abdi.com.br
33O Mundo da Usinagem
Cia
deFo
to/S
amba
Phot
o


notíciasIN
TERE
SSAN
TESA
BER Escurecimento Global pode
ser pior que o Aquecimento?
Muitas pesquisas, nos anos 90, indica-vam que a luminosidade na Terra es-tava diminuindo: Irlanda, Ártico,
Antártida e Japão estavam ficando mais es-curos. Mas pode-se mesmo falar em “escu-recimento global”?
O primeiro cientista a tratar do aqueci-mento global em uma publicação foi o geó-grafo Atsumu Ohmura, do Instituto Federalde Tecnologia da Suíça, em 1989. A ilumi-nação natural de nosso planeta depende daradiação que o atinge. Ohmura descobriuque ela caíra quase 10% nos 30 anos ante-riores à sua pesquisa.
Em 2001 S.Cohen e G.Stanhill publica-ram a comparação dos registros de raios so-
lares em Israel há 50 anos e na data da pes-quisa: a queda fora de 22%. Ampliaram a pes-quisa para outras partes do mundo e verifi-caram que entre os anos de 1958 e 1992, aradiação solar que chegava à terra diminuírade 0,23 a 0,32% ao ano. Foi Stanhill a cu-nhar o termo “escurecimento global” masseu alarme não mereceu a atenção da comu-nidade científica.
Mas outros cientistas e com outro méto-do, os climatologistas australianos G. Farquhare M. Roderick, neste mesmo ano publicavam,na conceituada revista Science, o resultado docruzamento dos dados do escurecimento glo-bal com taxas de evaporação, confirmando asconclusões de Stanhill. De fato, a taxa de eva-
poração também caíra e a partir daíos climatologistas passaram a seinteressar pelo fenômeno.
Em 2005, outro artigo naScience, de M.Wild, cientista at-mosférico do Instituto Federal deTecnologia da Suíça, apontavaum escurecimento global até osanos 1990, devido à poluição, apartir de quando houve um au-mento de luminosidade, graças aocombate à poluição atmosférica.
A queima de material orgâni-co (madeira, petróleo e carvão) eusinas energéticas produzem,além de gases invisíveis como odióxido de carbono, principal res-ponsável pelo Efeito Estufa, tam-bém minúsculas partículas depoeira e outros poluentes. O queconhecemos como “poluição at-mosférica” reflete a luz solar de
volta ao espaço e muda as proprie-dades ópticas das nuvens.
Várias outras pesquisas vem sesucedendo sobre o tema, uma dasúltimas publicadas datando de2006, por pesquisadores do Labo-ratório Nacional do Noroeste doPacífico em Washington, notan-do que diminuiu de 3,7 watts porjarda2 (a jarda2 equivale a cerca de92 cm2) a quantidade de luz che-gando à China. De maneira ge-ral, todas apontam que a radiaçãosolar que chegou ao solo diminuiucerca de 3% em cada década aolongo dos últimos 50 anos, em-bora tenha sido menor nos EUA(10%) e bem maior no territórioda antiga União Soviética(30%),implicando em mudanças na ve-getação e no clima.
A pesquisadora Rachel Pin-
ker, da Universidade de Mary-land, também nos Estados Uni-dos, tem feito estudos baseadosem imagens de satélites e argu-menta que os números sugeremque algo esteja acontecendo, sónão existem dados suficientes pa-ra saber o que é. “Isto pode sero nível dos poluentes, mas tam-bém pode ser a interação de nu-vens de aerosol ou instrumentosdiferentes que estão fazendo asleituras”, disse em reportagempara o ABC News em 2006.
Há muitas questões em aber-to. Acompanhe o debate: www.carbonobrasil.com.
FONTE: www.carbonobrasil.com
Por Paula Scheidt, CarbonoBrasil
com informações da BBC Brasil, The
Guardian, N.Y. Times e ABC News.

Amaioria dos estudos sobre produtivida-de em usinagem tem por base experi-mentos e análises estatísticas, pois con-
ferem maior credibilidade aos resultados.Contudo, existe uma série de pré-requisitosque, uma vez obedecidos, proporcionam ní-veis razoáveis de produtividade, mesmo quan-do a produção for caótica, com lotes irregu-lares, às vezes de uma única peça, a qual seráproduzida uma só vez, o que inviabiliza es-tudos estatísticos. Analogicamente, não im-porta se alguém vai pilotar um caminhão ouuma Ferrari, antes de entrar na pista é neces-sário ser habilitado, saber que é preciso afi-velar o cinto de segurança, verificar retrovi-sores, ajustar a distância do banco, etc.
Produtividade em usinagem implica ne-cessariamente na perfeita adequação das di-versas variáveis, que podem limitar o desem-penho do conjunto produtivo. É essencialconsiderar certos princípios, para que umamáquina possa usinar peças, o mais rapida-mente possível, sem produzir resultados eco-nomicamente indesejáveis.
É fato consumado que os estados de con-servação da máquina, da ferramenta, dos sis-temas de fixação e também a qualidade es-trutural do material a ser usinado, tantoquanto a motivação e a perícia da mão-de-obra, interferem diretamente no desempenhodos processos. Portanto, antes que se partapara a execução de qualquer operação, estu-do ou experimento, é imprescindível verifi-car se algumas condições mínimas estão sen-do atendidas.
Todo profissional que pretenda usinar ou
RESPONSABILIDADENO
SSAP
ARCE
LADE
Independência correlativa
38 O Mundo da Usinagem
Adria
naEl
ias
estudar usinagem deve antes passar por um trei-namento básico de enfoque prático, ondetambém se obtenha noções teóricas elemen-tares sobre o tema, pois um simples compo-nente mal ajustado, uma ferramenta minima-mente fora do centro de referência, uma classede metal duro ou geometria de corte menosapropriada a um certo material, comprome-te todo o resultado de uma operação.
Em resumo, as oportunidades de me-lhoria começam nos pequenos detalhes, quesó a prática faz aflorar mas, por outro lado,não se aperfeiçoa a prática sem o estudo sis-temático e, por este motivo, sou um ferre-nho defensor da simbiose entre teoria e prá-tica, universidade e empresa, por maisparadoxal que possam parecer, pois quandoa teoria na prática é outra, é porque não seestá aplicando a teoria correta e assim a sim-biose não emplaca.
Francisco Marcondes Gerente de Marketing e Treinamento
Sandvik Coromant do Brasil

MOVIMENTO
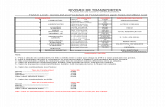
SANDVIK COROMANT - PROGRAMA DE TREINAMENTO 2008Mês TBU TBU TFR UMM EAFT EAFF OUT OUF TUCAS TGU DPUC
Noturno Diurno
Mar 10, 11 e 12
Abr 07 e 08 28 e 29 14, 15 e 16
Mai
Jun 9, 10, 11 e 12 02, 03 e 04 16, 17 e 18
Jul 21 e 22 14, 15 e 16 30/06, 01, 02, e 03 28 e 29
Ago 11, 12, 13 e 14 04, 05 e 06 18, 19, 20 e 21
Set 01 e 02 22 e 23 29, 30 e 01/10 15 e 16
Out 20 e 21 13, 14, 15 e 16 27, 28 e 29
Nov 03, 04, 05 e 06 10, 11 e 12
Dez 01 e 02
TBU - D - Técnicas Básicas de Usinagem (Diurno - 14 horas em 2 dias)
TBU - N - Técnicas Básicas de Usinagem (Noturno - 14 horas em 4 dias - das 19h00 às 22h30)
TFR - Técnicas de Furação e Roscamento com fresa de metal duro - (14 horas em 2 dias)
EAFT - Escolha e Aplicação de Ferramentas para Torneamento (21 horas em 3 dias)
UMM - Usinagem de Moldes e Matrizes (28 horas em 4 dias)
EAFF - Escolha e Aplicação de Ferramentas para Fresamento (21horas em 3 dias)
OUT - Otimização da Usinagem em Torneamento (28 horas em 4 dias)
OUF - Otimização da Usinagem em Fresamento (28 horas em 4 dias)
TUCAS - Tecnologia para Usinagem de Componentes Aeroespaciais e Superligas (14 horas em 2 dias)
TGU - Técnicas Gerenciais para Usinagem (21 horas em 3 dias)
DPUC - Desenvolvimento de Processos para Usinagem Competitiva (14 horas em 2 dias) - CURSO NOVO


42 O Mundo da Usinagem
DICASÚTEIS
ANUNCIANTES NESTA EDIÇÃOO Mundo da Usinagem 44
OMUNDODAUSINAGEM
ARWI Tel: 054 3026 8888Caxias do Sul - RSATALANTA TOOLS Tel: 011 3837 9106São Paulo - SPCOFAST Tel: 011 4997 1255 Santo André - SPCOFECORT Tel: 016 3333 7700 Araraquara - SPCOMED Tel: 011 6442 7780 Guarulhos - SPCONSULTEC Tel: 051 3343 6666 Porto Alegre - RSCOROFERGS Tel: 051 3337 1515Porto Alegre - RSCUTTING TOOLS Tel: 019 3243 0422 Campinas - SPDIRETHA Tel: 011 6163 0004 São Paulo - SPESCÂNDIA Tel: 031 3295 7297 Belo Horizonte - MGFERRAMETAL Tel: 085 3287 4669 Fortaleza - CEGALE Tel: 041 3339 2831 Curitiba - PRGC Tel: 049 3522 0955 Joaçaba - SCHAILTOOLS Tel: 027 3320 6047 Vila Velha - ESJAFER Tel: 021 2270 4835 Rio de Janeiro - RJKAIMÃ Tel: 067 3321 3593 Campo Grande - MSMACHFER Tel: 021 3882-9600 Rio de Janeiro - RJ
SANDVIK COROMANT - DISTRIBUIDORES
SANDVIK COROMANT - Atendimento ao cliente 0800 559698
MAXVALE Tel: 012 3941 2902 São José dos Campos - SPMSC Tel: 092 3237-4949 Manaus - AMNEOPAQ Tel: 051 3527 1111Novo Hamburgo - RSPS Tel: 014 3312 3312 Bauru - SPPS Tel: 044 3265 1600 Maringá - PRPÉRSICO Tel: 019 3421 2182 Piracicaba - SPPRODUS Tel: 015 3225 3496 Sorocaba - SPRECIFE TOOLS Tel: 081 3268 1491 Recife - PEREPATRI Tel: 048 3433 4415 Criciúma - SCSANDI Tel: 031 3295 5438 Belo Horizonte - MGSINAFERRMAQ Tel: 071 3379 5653 Lauro de Freitas - BATECNITOOLS Tel: 031 3295 2951 Belo Horizonte - MGTHIJAN Tel: 047 3433 3939 Joinville - SCTOOLSET Tel: 021 2290-6397 Rio de Janeiro - RJTRIGON Tel: 021 2270 4566 Rio de Janeiro - RJTUNGSFER Tel: 031 3825 3637 Ipatinga - MG
Agie-Charmilles. . . . . . . . . . . . . . . . . . . . . . . . . . . 27
Alcântara Machado . . . . . . . . . . . . . . . . . . . . . . . . 19
Arwi . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28
Blaser Swisslube. . . . . . . . . . . . . . . . . . . . . . . . . . 22
CIMM . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40
Cross Hueller. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 39
Deb’Maq . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 05
Diadur . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 36
Dormer . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24
Dynamach. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
Esab . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 09
Hanna . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 08
HDT. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26
Intertech . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
Kabelschlepp. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
Kone . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
MachSystem . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
MarktEvents . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 34
Mori Seiki . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
Romi . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 41
Sanches Blanes. . . . . . . . . . . . . . . . . . . . . . . . . . . 13
Sandvik Coromant . . . . . . . . . . . . . . . . . . . . . 29 e 44
Selltis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 02
Stamac . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33
TAG . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 43
Turrettini . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 37
Vitor Buono . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 32
HGF
Com
unic
ação
O leitor de O Mundo da Usinagempode entrar em contato com os editores pelo e-mail:[email protected] ligue: 0800 770 5700
FALE COM ELESAthena: Hélio Rosa Jr.: tel: 47 3025 2989Brasif: 11 2136 8300 CNC Service: 19 3463 6311FACTec: 11 4044 8579Fagor: 11 5694 0822Francisco Campos: 11 5660 3003MCS: 11 4191 4771R Martins: 11 3207 2522Ronaldo Ferreira: 11 5696 5680Siemens: 11 3908 1760Wilson Pedroni: 11 5696 5561


Imagine que você precise melhorar uma tecnologia que já é a melhor do mercado.
Uma tarefa sem dúvida desafiadora.Mas é exatamente essa a tarefa dos designers no
mundo todo: melhorar aquilo que já é ótimo. Podem ser carros, aviões, tocadores de mp3 ou...classes de pastilhas.
No nosso caso, o desafio foi melhorar ainda mais o desempenho das nossas pastilhas, já líderes de mercado.
A nova geração de pastilhas devia ser mais rápida, mais segura e mais previsível. Além de mais durável.
Aí está ela à direita.E à esquerda está uma das pessoas que conseguiu
melhorar ainda mais essa tecnologia.Um herói da indústria.
Para mais informações sobre a nova geração de pastilhas, visite www.coromant.sandvik.com/br
Heróis da indústria.