OMU_17
44
Sandvik Coromant do Brasil 1 1. 2004 Publicação da Divisão Coromant da Sandvik do Brasil ISSN 1518-6091 RG. BN 217.147
-
Upload
omundodausinagem -
Category
Documents
-
view
226 -
download
5
description
O Mundo da Usinagem 17
Transcript of OMU_17

Sandvik Coromant do Brasil 1
1. 2004Publicação da Divisão Coromant da Sandvik do Brasil
ISSN 1518-6091 RG. BN 217.147

O Mundo da Usinagem2
Todo ano novo é o momen-to ideal para reprogramaçõese planos de mudanças. No in-tuito de continuar, cada vezmais, representando o setor, arevista O Mundo da Usinagemintroduziu algumas alteraçõesque, espera-se, facilitarão etornarão mais eficaz sua lei-tura e aproveitamento.
Assim é que as antigas se-ções Usinabilidade e Fluidos deCorte foram englobadas na novaseção Produtividade. As repor-tagens, que visavam apresentardiversos modelos de gestão em-presarial de sucesso, serão apre-sentadas sob a seção Gestão
Empresarial. A seção Notas & Novas foi subs-tituída por Movimento , que terá, a partir dopróximo número, a conotação de divulgar,com antecedência, eventos e realizações dosetor, para que o leitor possa se programara fim de assisti-los, caso seja de seu interes-se. Finalmente, em Contatos, o leitor en-contrará o elenco das referências necessá-rias para se comunicar com autores e em-presas que tenham figurado naquele nú-mero específico da revista.
O desejo de aprimorar-se cada vez maise servir de fórum de debates para questõesda engenharia e da manufatura permaneceabsoluto. O presente número enfatiza a po-sição de apoio ao relacionamento entre em-presa e universidade, apresentando contri-buições de professores e a lunos de
renomadas escolas de engenharia e, tam-bém, de empresas como Blaser e Aços VIC.
Apresentamos,igualmente, nesta edi-ção, interessantes cases de usinagem. Umdeles com a Alstom Brasil sobre usinagempesada e um outro do Arsenal de Guerrado Rio de Janeiro, sobre furação profunda.Na seção Empreendedores fomos até aMECAT – Goiás, onde a inovação os levoua uma projeto de máquinas que racionali-zou custos e desbancou a concorrência nocampo da industrialização de sucos.
Assim pretendemos continuar, entre amanutenção das experiências positivas einovações que as consolidem e enfatizem.Esperamos continuar contando com o apoioe as sugestões de nossos leitores.
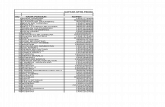
Índice...............................................................................................
Ponto de VistaA importância da pesquisa aplicada para odesenvolvimento industrial do país
SuprimentosLogística: Enfoque em Sistemas de Transporte (Modais)
EmpreendedoresDo bagaço da laranja sobrou muita história
ProdutividadeMicrobiologia e fluidos para usinagem
ProdutividadeAços Ressulfurados de Corte Fácil
Gestão EmpresarialDez Toneladas de Cavacos
Gestão EmpresarialArsenal de Guerra do Rio de Janeiro
Pesquisa & DesenvolvimentoFuração com fresa de topo usando estratégiahelicoidal em aço endurecido AISI H13
OTSOkuma inaugura filial em Manaus
Página da AbeproO ENCEP 2004 será no Espírito Santo
Movimento
Contatos
....................................pág. 04
.............pág. 06
............................pág. 12
....................................pág. 16
..........................................pág. 19
...................................................pág. 22
......................................pág. 26
...................................pág. 30
.........................................pág. 36
....................................pág. 38
............................................................................pág. 42
.........................................................................pág. 40

Sandvik Coromant do Brasil 3
Av. das Nações Unidas, 21.732Santo Amaro - São Paulo - SP
CEP 04795-914
Cláudio José CamachoDiretor - Coromant
Caros amigos,O Mundo da UsinagemPublicação trimestral da DivisãoCoromant da Sandvik do Brasil S.A.ISSN 1518-6091 RG.BN 217.147
e-mail:
SANDVIK DO BRASILPresidente: José Viudes Parra
DIVISÃO COROMANTDiretor CoromantCláudio José Camacho
Gerente de Marketing e TreinamentoFrancisco Carlos Marcondes
Coordenadora de MarketingHeloisa Helena Pais Giraldes
Assistente de MarketingCibele Aparecida Rodrigues dos Santos
Conselho EditorialNivaldo L. Coppini, Adriano Ventura,José Carlos Maciel, Roberto Saruls,Francisco C. Marcondes ,Antonio Borges Netto, Marlene Suanno,Tadeu B. Lins, Heloisa H. P. Giraldes,Aryoldo Machado, José Edson Berninie Fernando G. de Oliveira
Coordenadora da publicaçãoVera Lúcia Natale
Editoria:Depto. de Marketing da Divisão CoromantResponsável:Francisco C. Marcondes
Jornalista responsávelHeloisa Helena Pais Giraldes MTB 33846
Gerente de contasThaís AmeidaTel.: (11) 5696-5589Cel.: (11) 9909-8808
FotógrafosMike Amat;Elizabeth C. ScaloneMadison José Souza Santana
Criação, Ilustração,Editoração: Arte Gráfica
Revisor: Fernando Sacco
Fotolito: Digigraphic
Gráfica: GraphBox-Caran
Tiragem: 9.000 exemplares
Todo início de um novo ano reforçamos em nóso desejo de cumprir todas as promessas, de implementare colocar em prática todos projetos que fizemos. Emnossa vida particular, por exemplo, normalmente,planejamos o início de um regime alimentar. Tambémprometemos ser mais organizados, reservar mais tempopara nós mesmos e para a família, iniciar aquele cursode idiomas que faz tanta falta, ingressar naquele grupode trabalho voluntário, etc,etc,etc...
Em nossa vida profissional, assim como na pessoal,também estabelecemos novas metas e planejamos váriasações e tudo com o intuito de nos trazer mais progresso enos fazer mais bem sucedidos em nossa carreira: umplanejamento mais adequado para que possamos agir deuma forma pró-ativa no atendimento aos nossos clientesinternos e externos; aquela organização em nossosdocumentos para que possamos achá-los no momento queprecisarmos sem que, com isso, tenhamos que deixarnossos colaboradores “malucos”; a implantação daquelenovo processo de produção que aumentará nossaprodutividade; aquela redução de custo de produção queaumentará nossa lucratividade, e assim por diante.
O que existe de comum entre nossos planospessoais e profissionais é que, em geral, somos bastanteambiciosos, e se atingirmos a maior parte daquilo queplanejamos e prometemos, certamente teremos maissucesso do que nos anos anteriores.
Pois bem, estamos aqui escrevendo para a primeiraedição de 2004 de O Mundo da Usinagem, o que significaque já estamos terminando o primeiro trimestre do ano; enos perguntamos: o que já fizemos?
Nosso momento é extremamente positivo,com sinais claros de um crescimento lento, masprogressivo. Esta é a hora de agir rapidamente paranão perder as oportunidades que o mundo estáoferecendo ao Brasil, oportunidades estas que nãoaparecem sempre. Nosso país está ávido de idéiase ações que possam nos tornar mais competitivosno cenário mundial e com isso ratificar nossacondição de país economicamente viável e decrescimento contínuo.
Coloquemos, pois, em prática nossas
idéias e planos que é a única forma de atingirmos
nossos objetivos.Caso precise de uma ajuda na área de
ferramentas para usinagem, conte conosco!
Um grande abraçoe uma excelente leitura!
O que existede comum entre
nossos planospessoais e
profissionais é que, em
geral, somosbastante
ambiciosos, e seatingirmos amaior partedaquilo que
planejamos eprometemos,
certamenteteremos mais
sucesso do quenos anos
anteriores.

O Mundo da Usinagem4
Prof. Dr. Olívio Novaski,Depto. de Engenharia de Fabricação da Faculdade deEngenharia Mecânica - UNICAMP-SP.
A ntes de se comentarsobre o tema acima, é interessan-te verificar o que significa a pa-lavra “pesquisa”: “ato ou efeitode pesquisar. Indagação ou bus-ca minuciosa para averiguação darealidade. Investigação e estudominudentes e sistemáticos, com o fimde descobrir ou estabelecer fatos ouprincípios relativos a um campo qual-quer do conhecimento.” (DicionárioAurélio). Acredita-se que, para otema em questão, o conceito emitálico (marcado pelo autor des-te artigo) é o que mais se aplica. Com esta conceituação, a pala-vra pesquisa, no Brasil, fosse elaacompanhada do termo aplicadaou não, era associada aos Centrosde Pesquisas, mais especificamen-te às Universidades. Por bom tem-po esteve, de fato, mais restrita aomeio acadêmico, com pouca ounenhuma interface com o meioindustrial, salvo alguns esforçosisolados. De maneira geral, omeio acadêmico se encapsulavaem si mesmo e as indústrias, que-rendo respostas imediatas às suasquestões, se desiludia com as ten-tativas de aproximação.
Os profissionais das Empre-sas, envolvidos com a rotina diá-
A ria, não dispunham de tempo paraquestões mais complexas ou, paraser mais exato, para pesquisar. As-sim, salvo honrosas exceções, haviauma dicotomia entre o que a Uni-versidade pesquisava e o que a In-dústria precisava.
Foi por esta época que os órgãosoficiais apoiaram os pesquisadoresbrasileiros a se especializarem noexterior, gerando, como conseqüên-cia, uma pós-graduação forte e umaequipe de pesquisadores de primei-ra linha, de sorte que, hoje, já nãohá necessidade tão grande de finan-ciar, por exemplo, um doutoradointeiro no exterior.
Todavia, ao contrário do queacontece nos países chamados de Pri-meiro Mundo, a maior parte destepessoal tem ido para as Universida-des e Centros de Pesquisas, com umaínfima parcela sendo absorvida pelomeio industrial. Muitos dos profis-sionais titulados possuem mais o per-fil de pesquisador do que o de pro-fessor, mas ainda não há, ou é muitotímida, uma política de absorção des-ta mão de obra, pelas corporações.
No meio de tudo isto, algumaspolíticas industriais importantesocorreram, de sorte que, de um ins-tante para outro, as empresas en-contraram fortes competidores ex-ternos e a sobrevivência daquelasaqui instaladas exigia esforços
O Mundo da Usinagemconvidou o Prof. Dr. Olívio Novaski paraescrever a seus leitores e com elescompartilhar sua ampla experiência deprofissional com dezenas de publicaçõesno Brasil e no exterior.

Sandvik Coromant do Brasil 5
O lançamento dediversos cursos de
pós-graduação, emparceria, tem sido um sucesso, assimcomo o Mestrado
Profissional
O lançamento dediversos cursos de
pós-graduação, emparceria, tem sido um sucesso, assimcomo o Mestrado
Profissional
emergenciais. Assim, o que pareciaimpossível começou a ocorrer : umaprocura, por parte das Empresas,de soluções prontas das Universi-dades que, também, desprovidas deconhecimentos mais práticos, nãopodiam responder da maneirarequerida. Mas, o fato positivo éque o sentimento, usando umapalavra talvez um tanto forte parao momento, de repulsa de ambasas partes começou a se dissolver,devido também à atribuição derecursos cada mais escassos dosórgãos oficiais às Universidades eCentros de Pesquisa.
O cenário apontava, de um lado,para entidades necessitadas de re-cursos e, de outro, para empresascom recursos e ávidas por outrosmeios de conhecimento ou de apro-fundamento do conhecimento. Per-cebeu-se que existia uma interfaceque podia ser explorada e a somató-ria de conhecimentos só apontavapara ganhos, pois equipes compe-tentes e bem informadas existiamde parte a parte, faltando um iní-cio de relacionamento e uma trocamaior de experiências.
É a sobrevivência da própriaEconomia, das Empresas e das Uni-versidades, ou seja, deste sistema,que fez com que começasse a ocor-rer uma relação mais profissionalentre os diversos atores. A própriaproposta do atual Ministro da Edu-cação para as Universidades Públi-cas, principalmente as Federais,contempla uma autonomia maioràs mesmas, fazendo que se desen-volva a criatividade de seus mem-bros para a captação de recursos,que somente serão conseguidosatravés de parcerias.
No mundo da usinagem, feliz-mente, sempre houve uma coope-ração mais forte entre Empresas eInstituições de Pesquisa. Fabrican-tes de matéria-prima, ferramentas,máquinas e de componentes sem-pre estiveram ao lado das pesqui-
sas aplicadas e trabalhos desenvol-vidos. Temas importantes emusinabilidade, análise de desempe-nho de ferramentas, otimização edesenvolvimento de processos eoutros, de há muito são feitos emparceria. Os trabalhos práticos sem-pre envolveram ferramentas, má-quina e material, que sem a colabo-ração e interesse em temas conjun-tos, seriam difíceis de serem desen-volvidos. Por outro lado, semprehouve, de certa forma, uma pesqui-sa, como definido pelo Aurélio, porparte destes segmentos, conduzida
pelas organizações. Melhorias dosprocessos de usinagem, avaliação dealternativas de usinagem, etc., sem-pre estiveram na pauta, principal-mente dos fabricantes de ferramen-tas, frente aos seus clientes, ou seja,a pesquisa feita pelas Empresas.
Outrossim, há necessidadefreqüente dos profissionais ligadosàs empresas se reciclarem, e de ou-tros se formarem, para se ter, emprimeira instância, uma equipe dealto padrão e, em segunda instân-cia, esta equipe de alto padrão co-meçar a desenvolver novos produ-tos e serviços de maneira perma-nente, pois somente com equipesassim é que se consegue pensar emdesenvolvimento, capacitando equalificando a mão-de-obra, para se
ter equipes capazes de se lançar aosdesafios. De novo, a relação Em-presas/Instituições de Ensino pas-sa a ter um papel de suma impor-tância, lançando programas deensino condizentes com ambas aspartes, em parceria.
O lançamento de diversos cur-sos de pós-graduação, em parce-ria, tem sido um sucesso, assimcomo o Mestrado Profissional, di-rigido aos profissionais já atuan-tes, permitindo uma troca de ex-periências enriquecedora. Aos pou-cos as corporações começam a ab-sorver e, em alguns casos, a exigirpessoas tituladas. Um sinal de quehá uma premência para se fazerpesquisa aplicada, com mais ênfa-se, também em outras áreas do co-nhecimento, além da usinagem.
O espírito empreendedor e odesenvolvimento de produtos e ser-viços inovadores passam, obrigato-riamente pela base do conhecimen-to, adquirido e desenvolvido emInstituições voltadas para o desen-volvimento aplicado.
Resta saber se, em função dacondução da Economia e dos Ne-gócios do País, ter-se-á uma mão-de-obra qualificada, em profusão,que será explorada nos moldesatuais, por falta de oportunidades(que o reporte quem tentou abriruma empresa), ou se as condiçõespermitirão que esta mão-de-obrautilize o seu potencial, fortalecen-do a base da Economia, que são aspequenas e as microempresas, comprodutos e serviços diferenciados.
Da mesma forma, a procura eo investimento das grandes cor-porações em pessoas mais qualifi-cadas, embora ainda de maneiratímida, aponta para a necessida-de de se desenvolver cada vezmais produtos regionalizados ecustomizados.
Esperamos que tudo apontepara uma oportunidade maiorpara todos.

O Mundo da Usinagem6
GESTÃO LOGÍSTICA
O Conselho de Gestão deLogística (CLM – Council of LogisticsManagement, organismo interna-cional sediado em Illinois, nos Es-tados Unidos) descreve o termoGestão de Logística como sendoo processo de planejamento, im-plementação e controle eficiente,fluxo efetivo e estocagem de bense relação de informações, do pon-to de origem ao ponto de consu-mo, para o atendimento dos re-quisitos do cliente (CLM, 1991).
Nesse sentido, GREEN(1991)afirma que a logística surge paraincluir todo o suporte necessáriopara a introdução de um novoproduto ou mudanças signi-ficantes em um produto existen-te. Normalmente, isso requer trei-namento, desenvolvimento de téc-nicas de publicidade e aquisiçãode peças sobressalentes, ferra-mentas especiais e equipamentosde testes. Logística, então, torna-se o processo de oferecer a quan-tidade adequada de um determi-nado item, no local em que esteitem é solicitado, no tempo certo. A gestão de uma atividade delogística integrada tem se torna-do a tarefa de garantir que estesobjetivos sejam atingidos dentro
dos limites de recursos aceitáveis.A logística não está confinada
apenas às operações de manu-fatura. Ela é relevante em organi-zações, incluindo governo, insti-tuições como hospitais e escolas,prestadoras de serviços como va-rejistas, bancos e organizações deserviços financeiros (LAMBERT etalii,1998). Algumas das muitasatividades abrangidas pela lo-gística aparecem na Figura 1, quedependem de entradas como fa-tores humanos, naturais, financei-ro e recursos de informação. Osfornecedores entregam (providen-ciam) os materiais brutos, produ-tos semi-acabados (forjados, per-filados, etc.) e acabados (rolamen-to, motor elétrico, etc.) os quais
Prof. Dr. Antonio BatocchioDepto.de Engenharia de Fabricação da Faculdade de Engenha-ria Mecânica da UNICAMP-SP.Prof. Dr. Rogério MonteiroFaculdade de Tecnologia da Zona Leste, Centro Paula Souza,São Paulo-SP.

Sandvik Coromant do Brasil 7
são modificados pelos gestores delogística em material bruto, inven-tário em processo e bens finais.
Ações da gestão, providenciama estrutura para atividades lo-gísticas por meio do planejamento,implementação e controle. As saí-das dos sistemas logísticos são: (1)vantagem competitiva em tempo,em espaço utilizado ou em movi-mentação eficiente até o cliente e(2) oferta de diversos serviçoslogísticos, serviços esses que setransformam em propriedade daorganização (LAMBERT et alii,1998).
O transporte representa umdos elementos mais importantesna composição dos custos logís-ticos de uma empresa. SegundoBALLOU(1998), o transporte é ca-paz de absorver entre 33,3 e 66,6%dos custos logísticos totais. Surge,então, a necessidade de se enten-der os fundamentos do transportee sua influência no desempenhologístico da empresa.
IMPORTÂNCIA DO SISTEMADE TRANSPORTE
Um sistema de transporte efi-ciente e de baixo custo contribuipara aumentar a competitividadeda empresa no mercado, reduzirpreços dos produtos comer-cializados e melhorar a economiade escala na produção. Com rela-ção à economia de escala, o siste-ma de transporte interfere naconfiabilidade do recebimento dematéria-prima e componentes dosfornecedores e na confiabilidadede entrega de produtos acabadosaos clientes e mercados consumi-dores, em bom estado e nos tem-pos pré-determinados.
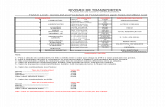
A escolha do modo de trans-porte deve considerar algumascaracterísticas básicas, tais como:(1) preço do serviço de transpor-te, (2) rapidez e variabilidade, (3)versatilidade, (4) riscos de perdase danos decorrentes da modalida-de escolhida (Monteiro, 2002).

O Mundo da Usinagem8
O Ministério do Desenvolvimen-to Indústria e Comércio Exterior(MDIC, 2002) classifica o Sistemade Transporte quanto à forma em:
Modal: envolve apenas uma mo-dalidade (ex.: Rodoviário);
Intermodal: envolve mais deuma modalidade (ex.: Rodoviárioe Ferroviário);
Multimodal: envolve mais deuma modalidade, porém, regidopor um único contrato;
Segmentados: envolve diversoscontratos para diversos modais;
Sucessivos: quando a mercado-ria, para alcançar o destino final,necessita ser transbordada paraprosseguimento em veículo da mes-ma modalidade de transporte (re-gido por um único contrato).
Todas as modalidades têm suasvantagens e desvantagens. Algumassão adequadas para um determina-do tipo de mercadorias e outrasnão. Segue descrição suscinta dosdiversos modais.
TIPOS DE MODAIS
los pertencem a terceiros. Trata-sedo sistema de transporte mais uti-lizado no país, apesar de registrarelevado custo operacional e exces-sivo consumo de óleo diesel. Possuigrande flexibilidade operacional,permitindo acessos a pontos isola-dos. Apresenta grande compe-titividade para o transporte de car-gas dispersas, isto é, não concentra-das na origem ou no destino e o decurtas distâncias, onde seu maiorcusto operacional é compensadopela eliminação de transbordos.
O transporte rodoviário naAmérica do Sul é regido pelo Con-vênio sobre Transporte Internacio-nal Terrestre entre Brasil, Argen-tina, Bolívia, Chile, Paraguai, Uru-guai e Peru, firmado em Santiagodo Chile, 1989. Esse convênio re-gulamenta os direitos e obrigaçõesno tráfego regular de caminhõesem viagens entre os países consig-natários (MDCI, 2002).
No Brasil algumas rodovias ain-da apresentam estado de conser-vação ruim, aumentando os custoscom manutenção dos veículos.Além disso, a frota é antiga e su-jeita a roubo de cargas.
VANTAGENSAdequado para curtas e médiasdistâncias;Simplicidade no atendimentodas demandas e agilidade noacesso às cargas;Menor manuseio da carga e me-nor exigência de embalagem;O desembaraço na alfândegapode ser feito pela própria em-presa transportadora.
DESVANTAGENSCusto de fretes mais elevados emalguns casos;Menor capacidade de carga en-tre todos os outros modais;
O transporte rodoviário apre-senta baixo custo inicial de implan-tação, exigindo apenas a constru-ção do leito, uma vez que os veícu-
Menos competitivo para longasdistâncias;Com relação à segurança notransporte rodoviário de cargas,tecnologias com rastreamentode veículos por satélite, bloqueioremoto de combustível, entreoutras tecnologias, estão sendoutilizadas por empresas do setorde transporte, visando reduzir osriscos de transporte. Ocorre queessas tecnologias possuem eleva-dos custos de aquisição, de ma-neira que grande parte da frotarodoviária de carga encontra-seà margem dessas inovações.
O transporte ferroviário pos-sui um custo de implantação ele-vado, não apenas pela exigênciade leitos mais elaborados, comotambém pela aquisição simultâ-nea do material rodante, consti-tuído de locomotivas e vagões.Apresenta baixo custo operacio-nal e pequeno consumo de óleodiesel, em relação ao transporterodoviário. Não apresenta gran-de flexibilidade, operando atravésde pontos fixos, caracterizados
adequadas para um determinado tipo de mercadorias e outras não.Todas as modalidades têm suas vantagens e desvantagens. Algumas

Sandvik Coromant do Brasil 9
por estações e pátios de carga, sendomuito competitivo no transporte decargas com origem e destinos fixose para longas distâncias, onde ostransbordos realizados na origem eno destino são compensados pelomenor custo do transporte.
O transporte ferroviário naAmérica do Sul também é regidopelo Convênio sobre Transporte In-ternacional. O transporte ferroviá-rio é adequado para o transportede mercadorias agrícolas, derivadosde petróleo, minérios de ferro, pro-dutos siderúrgicos, fertilizantes,entre outros.
VANTAGENSAdequado para longas distânciase grandes quantidades de carga;Menor custo do transporte.
DESVANTAGENSDiferença na largura das bitolas;Menor flexibilidade no trajeto;Necessidade maior de transbordo.
lização privilegia materiais fluidos,tal como gases, líquidos e sólidosgranulares. O sistema apresenta ele-vado custo de implantação e baixocusto operacional. Possui pequenaflexibilidade, operando apenasentre pontos fixos, que são as es-tações de bombeamento e recalque.No entanto, o transporte dutoviárioregistra muita competitividade parao transporte em alta velocidade degrandes quantidades de fluidos.
VANTAGENSAlta confiabilidade pois possuipoucas interrupções;Pouco influenciado por fatoresmeteorológicos.
DESVANTAGENSNúmero limitado de serviços ecapacidade.
O transporte marítimo apresen-ta baixo custo de implantação e deoperação. Apesar de limitado àszonas costeiras, registra grandecompetitividade para longas distân-cias. Necessita de transporte com-plementar, o que pode torná-lo ina-dequado para algumas rotas. Otransporte marítimo é o modal mais
O transporte hidroviário apre-senta baixo custo de implantação,quando da ocorrência de uma vianatural. Tal custo, no entanto, au-menta bastante se houver necessi-dade de construção de canais, bar-ragens e eclusas, por exemplo. Seucusto operacional, pequeno em viasperenes de grande calado, aumen-ta de maneira sensível em vias debaixo calado e de utilização sazonal,onde não é possível operar em pe-ríodos de seca. Apresenta baixa ve-locidade operacional e alcance limi-
utilizado no comércio internacional.Possibilidade de navegação interioratravés de rios e lagos.
VANTAGENSMaior capacidade de carga;Carrega qualquer tipo de carga;Menor custo de transporte.
DESVANTAGENSNecessidade de transbordo nosportos;Longas distância dos centros deprodução;Menor flexibilidade nos serviçosaliado a freqüentes congestiona-mentos nos portos.
O transporte dutoviário é feitoatravés de tubos (dutos), baseando-se na diferença de pressão. Sua uti-
um determinado tipo de mercadorias e outras não.Todas as modalidades têm suas vantagens e desvantagens. Algumas são

O Mundo da Usinagem10
tado ao curso natural da via utiliza-da. Atinge excelente competi -tividade quando satisfeitas as condi-ções de via natural, perene e degrande calado.
VANTAGENSCustos de perdas e danos sãoconsiderados baixos.
DESVANTAGENSCostuma ser mais lento que omodo ferroviário;Disponibilidade e confiabilidadesão fortemente influenciadas pe-las condições meteorológicas.
1) Ferro – Rodoviário2) Ferro – Hidroviário3) Ferro - Aeroviário4) Ferro – Dutoviário5) Rodo - Aéreo6) Rodo – Hidroviário7) Rodo – Dutoviário8) Hidro – Dutoviário9) Hidro – Aéreo10) Aero – Dutoviário
Referências BibliográficasBALLOU, R. H., Business Logistics Management, 4a edição, Prentice Hall,New Jersey, 1998.
CLM, 1991, Council of Logistics Management, www.clm1.org
GREEN, L. L., Logistics Engineering, Willey-Interscience, New York, 1991.
LAMBERT, D. M., STOCK, J. R. e ELLRAM, L. M., Fundamentals of LogisticsManagement, Boston, Irwin - McGraw-Hill, 1998.
MONTEIRO, R., Proposta de um Modelo de Apoio à Tomada de DecisãoBaseado em Fatores Críticos de Sucesso. Tese de Doutorado, Faculdade
de Engenharia Mecânica da UNICAMP, Campinas, São Paulo, 2002.
MDCI, Ministério do Desenvolvimento, Indústria e Comércio Exterior
http://www.mdic.gov.br/comext/depla/doc/logistica.PDF acessado em 2002.
O transporte aeroviário apre-senta baixo custo de instalação eelevado custo operacional. Re-gistra grande flexibilidade e per-mite o acesso a pontos isolados dopaís, com alta velocidade opera-cional. É o meio ideal para o trans-porte de mercadorias de grandevalor e de materiais perecíveis emsituações excepcionais. Algumasdessas situações são catástrofes,guerras e epidemias. Devido a seuelevado custo operacional, o trans-porte aéreo não é apresentadocomo alternativa, limitando-sesua utilização a casos específicos.É o transporte adequado paramercadorias de alto valor agre-gado, pequenos volumes ou comurgência na entrega.
VANTAGENSÉ o transporte mais rápido;Não necessita embalagem maisreforçada (manuseio mais cui-dadoso);Os aeroportos normalmente es-tão localizados mais próximosdos centros de produção.
DESVANTAGENSMenor capacidade de carga;Valor do frete mais elevado emrelação aos outros modais.
SERVIÇOS MULTIMODAIS
A utilização de mais de um modode transporte vem crescendo nosúltimos anos. BALLOU(1998) apre-senta dez combinações para ostransportes multimodais:
Sabe-se que nem todas essascombinações mostram-se práticas. A
alternativa de equipamento maispopular é o contêiner, empregadoem muitas das companhias mul-timodais. O contêiner é uma gran-de caixa para acondicionamento decarga, em geral de dimensões e for-mato padronizados, que pode sertransferido para todos os modais detransporte de superfície, comexceção dos dutos.
Com a carga em contêiners, osremanejamentos de pequenas unida-des de carga nos pontos de transfe-rência intermodal são realizadoscom baixos custos, viabilizando o ser-viço porta-a-porta por caminhões.
Ao longo do processo logístico,surgem inúmeros fluxos de merca-dorias entre pontos diversos da redelogística. Nos pontos de transição deum fluxo para outro, como, porexemplo, da manufatura e transfe-rência ou entre a transferência e adistribuição física, surge a necessi-dade de manter o produto estocadopor um certo período de tempo.
A estocagem tem um papel im-portante no desenvolvimentoeconômico da rede logística.
O tempo de permanência damercadoria num depósito ou ar-mazém depende muito dos obje-tivos gerais das empresas.

Sandvik Coromant do Brasil 11

O Mundo da Usinagem12
O que ninguém se-quer desconfia é que talresultado é fruto de umainovação tecnológica,surgida há mais de umadécada e patenteada noBrasil e nos Estados Uni-dos, hoje presente em70% das indústrias de cí-tricos no mundo todo.Trata-se do equipamentoTurbo-Filtro, inteiramen-te concebido por AttilioTurchetti, diretor do gru-po MECAT, cuja fábricaestá situada em Abadia deGoiás, no estado de Goiás.
O PRODUTO – SUACONCEPÇÃO,
CARACTERÍSTICAS EBENEFÍCIOS DE USO
A experiência inicial de AttilioTurchetti como empresário, aqui noBrasil, foi marcada pela produçãode equipamentos em geral, para asindústrias de cimento, mineração efabricação de filtros-prensa paratratamento de efluentes nas empre-sas de laticínios.
Tendo observado que o meca-nismo de filtração para separaçãodos sólidos em líquidos era umelemento crítico para o processo,pensou logo em fazer um meca-nismo preliminar separador con-tínuo, a fim de padronizar o flu-xo para o filtro-prensa.
Desta idéia de separador contí-nuo inicial surgiu, em 1987, umembrião de Turbo-Filtro, com oprimeiro sendo utilizado em umlaticínio, no processo de fabrica-ção de queijo para filtrar o soro
depois da calhação, retirando to-Vera L.Natale
O

Sandvik Coromant do Brasil 13
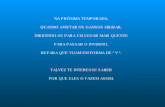
Vários modelos de Turbos-Filtro em fase final de montagem.
Da esquerda para a direita: Rogério Narvae Lima, diretor da Kaymã, distribuidorSandvik Coromant; Eng. Sergio Soares da Silva, gerente de produção MECAT;Marcionil Borges de Faria, gerente industrial MECAT e Wenderlayne da Silva, ope-rador de Fresadora CNC.
das as partículas sólidas residuais.A partir deste momento , a
MECAT iniciou uma série de pes-quisas de campo em cada produtoonde havia a necessidade de sepa-rar os sólidos e microsólidos insolú-veis em suspensão em um líquido.
Em 1993, depois de sete anosde testes e de contínua evolução doequipamento, um Turbo-Filtroaprovado pelas maiores multina-cionais produtoras de sucos cítri-cos revoluciona a fase do processode finalização na fabricação dosuco de laranja.
A principal peculiaridade do Tur-bo-Filtro é o uso de tecido técnico sin-tético no lugar de chapa perfuradano corpo filtrante. Outra peculiari-dade é a turbulência como dinâmicado produto a ser processado.
Hoje, a turbo-filtração é atecnologia mais utilizada nas in-dústrias de sucos cítricos em es-cala industrial, e esta tecnologiaestá encontrando um campo deação na produção de álcool e açú-car, de amidos e no pré-tratamen-to de efluentes industriais comconteúdo de microsólidos insolú-veis em suspensão.
O Turbo-Filtro é um equipa-mento que exige uma fabricaçãode alta qualidade, sendo todos oscomponentes de aço inox comacabamento para uso alimentício.
Devido às enormes solicita-ções suportadas pelos elementosdo Turbo-Filtro durante o proces-so dos produtos, as partes mecâ-nicas exigem um altíssimo graude precisão e por isso a usinagemda MECAT é dotada de moder-nas máquinas de comando nu-
mérico, com pessoal constante-mente atualizado na escolha e nouso da ferramenta.
Para o gerente, o cérebro e ocoração do Turbo-Filtro são, jus-tamente, o modo e o meio de fil-tração: a separação efetiva do só-lido e do líquido é realizada poruma dinâmica de turbulência eem circuito fechado, em contra-posição à filtração estática e inter-mitente empregada antes. Dessaforma, o produto a ser filtradonão perde calor, por não tercontato atmosférico, e assim evi-tam-se eventuais contaminações,conservando-se ainda as proprie-dades do que está sendo filtrado.
O tecido sintético também con-tribui para agregar valor ao pro-duto por ser de fácil limpeza e nãoesmagar nenhuma fibra, dada suarespectiva elasticidade, conferin-do assim maior eficácia de filtra-ção. Sua assepsia é garantida porum sistema de limpeza, moni-torado por um software , o qualemite vários jatos – de água e soda– que opera com duração máxi-ma de dois minutos e evita, atra-

O Mundo da Usinagem14
Attilio Turchetti, diretor do grupo MECAT.
vés de um sistema automático dedrenos, a mistura entre o produtoprocessado e o produto de limpe-za. Além disso, o software controla avazão e o sistema de segurança doprocesso. Devido basicamente adois fatores principais, ou seja, à fle-xibilidade do produto que podeservir à microfiltração de qualquertipo de fibra em suspensão em umdeterminado efluente como toma-te, cana de açúcar, cevada, laticíniosetc., desde que se especifique amicragem do meio filtrante; bemcomo à toda estrutura fabril de quedispõe a MECAT, que mantém sem-pre em estoque as partes “estraté-gicas” do equipamento, a empresaconsegue atender os clientes em umtempo médio de quinze dias a ummês. A MECAT faz questão de fri-sar que é inovador também o fatode fazer parte do preço de vendado produto a garantia de um anode manutenção do mesmo.
Hoje a MECAT conta com 07modelos e 14 patentes (de concei-
to e equipamento,sendo nove delas bra-sileiras e quatro defe-ridas pelos EUA).
TRAJETÓRIA NOBRASIL – UMA
GESTÃOEMPRESARIALARROJADA
Turchetti, italiano,residente no Brasil hámais de vinte anos, édiplomado em tecno-logia industrial peloInstituto GuglielmoMarconi de Forli, Itá-lia, com ênfase em me-talurgia e usinagem.No período em que
trabalhou como executivo daDiemme S.A., uma das maiores em-presas fabricantes de Filtros-Pren-sa, Belt Press e Sistemas de Trata-mento de Efluentes Industriais eUrbanos, também estudou, na dé-cada de 70, na Societé Belge deFiltration, da Universidade de Liège,na Bélgica. Teve assim oportunida-de de aplicar, na prática, as teoriasaprendidas no referido curso.
Logo depois de chegar ao Bra-sil decide fundar, em 1983, na ci-dade de Goiânia, a C.M.T. paramanufatura de equipamentos emgeral como já pontuamos. Em 1989,a C.M.T passa a se chamar MECATe se transfere para sua sede própria,com 3.600 m2 de área construída,em Abadia de Goiás, GO.
Desde a concepção do Turbo-Filtro, a empresa só vem crescen-do, inclusive no mercado global.Hoje, já se fala no Grupo MECATconstituído pelas seguintes unida-des: a MECAT Filtrações Industri-ais, com sede em Goiânia, dedica-
se a projetos, fabricação e vendas;a MECAT Services, em Bebedouro(próximo de clientes de laranja eálcool), responsabiliza-se pelo re-lacionamento industrial, marketing,testes, supervisão operacional,start-up, assistência técnica em ga-rantia, preventiva e interventiva,além de assistência técnica pós-garantia; e por fim a MECAT USAque se ocupa de venda, leasing, ven-da de serviços para assistência téc-nica e manutenção específica emgeral, nos Estados Unidos.
O escritório dos Estados Unidossurgiu depois de venderem um Tur-bo-Filtro modelo PONEY ao Cen-tro de Pesquisa Cítrica de LakeAlfred, na Flórida/EUA, em agostode 2000. O motivo do interesse dosEUA deve-se ao nosso suco cítricoser mais saboroso que o americanoe de coloração mais próxima do na-tural e também porque acreditaramser o Turbo-Filtro o principal res-ponsável pela qualidade superiordo referido suco, já que participade quase todas as etapas do proces-so, como assinala o gerente indus-trial Marcionil de Faria.
A principal meta da MECAT,agora, é ser cada vez mais reco-nhecida como produtora de equi-pamentos para microfiltração, ouseja, onde houver microfibras/micro-sólidos em suspensão numlíquido que precisem ser filtra-dos, a MECAT quer estar presen-te. Por enquanto, a área deatuação já foi ampliada para osetor sucro-alcooleiro.
No Brasil, a empresa vende paratoda a região de Araraquara (regiãoprodutora de cítricos e cana), alémde Sergipe, Bahia, Paraná e Goiáspor exemplo; exporta para os EUA,América Central (Costa Rica,Belize), Espanha e Uruguai, além

Sandvik Coromant do Brasil 15
Fresa R390 da Sandvik Coromant usinando base em aço inox.
de estar em tratativas com os Emi-rados Árabes e a África.
SOBRE O ESPÍRITOEMPREENDEDOR
A filosofia de vendas da empre-sa é transferir tecnologia para o clien-te e em vários níveis: direcional, ge-rencial e operacional, tudo sedi-mentado por meio de várias visitasde caráter industrial, técnico e fi-nanceiro. A MECAT apresentacomo a alma de seu marketing, o seupróprio equipamento, deixando,muitas vezes, o Turbo-Filtro umasafra inteira no cliente para queseja testado.
A declaração de Turchetti é , nes-se sentido, proveitosa: “Temos queter uma tecnologia inovadora, quedeve ser consolidada ou difundida,além de assimilada pelo cliente. Oretorno que vale é o teste práticopara você mostrar que pode obter opay-back, ou o retorno sobre o inves-timento e também que a tuatecnologia é melhor do que a exis-tente”, enfatiza.
Tal afirmação consolida o espí-rito arrojado do fundador daMECAT, perfeitamente alinhado àsmodernas gestões empresariais.
Convicto que, em sua empresa,“cada um é gerente do que faz”, poistreinou, à sua moda simples, diretae pragmática, seus trinta funcioná-rios para a fabricação específica doTurbo-Filtro, Turchetti caminha fe-liz e orgulhoso por sua fábrica co-mentando cada detalhe de sua obra.Obra essa nascida de seu espíritoempreendedor, ou no sentido lato desua vocação pela técnica - do gregotechné, “arte”, “habilidade” - quesempre o impeliu e ainda impele aodesejo de conceber inovações ecolocá-las em prática, a fim de que
possam aprimorar, aperfeiçoar algo.Na frente do pátio em que os
Turbo-Filtros são montados, está umgrande campo de girassóis paraatrair e alimentar as ararinhas ver-des, pássaros da região. Afinal decontas, como declara: “temos quecuidar do nosso meio, da natureza”.
Isso evidencia claramente suapreocupação em propiciar meiospara o crescimento, o fazer prospe-rar, o progredir ou, enfim, o desen-volvimento positivo de algo, mesmosem ser diretamente ligado às ne-cessidades da manufatura.
UMA PEQUENA CONTRIBUIÇÃO E UM GRANDE PRIVILÉGIO
Há alguns anos a SandvikCoromant lançou no mercado oslogan acima e agora o retoma nes-sa matéria com toda a propriedade.
Marcionil Borges de Faria, geren-te industrial, com 15 anos deMECAT, comenta satisfeito o valorde se falar uma mesma língua ou,em outras palavras, a de se ter umparceiro que também queira somarempenho, transferir know-how, paracitarmos alguns dos pontos maisimportantes: “Desde o princípio fi-cou claro, para nós, que o nosso for-necedor de ferramentas iria nos tra-
zer soluções, nos deixando maistempo livre para a gente se dedicarao nosso negócio, que é a fabrica-ção de filtros. Quando a MECATdecidiu adquirir a sua primeirafresadora CNC, nós chamamos oRogério, da Kaymã, para ferramentarnossa máquina. E desde então nãotivemos mais problemas”, frisa.
Rogério Narvae Lima, diretor daKaymã, distribuidor autorizadoSandvik Coromant na região Cen-tro-Oeste, com dez anos de exis-tência, corrobora a afirmação do ge-rente: “Nosso objetivo não é ven-
der a pastilha, mas a estabilidadedo processo, o bom funcionamentoda máquina, a qualidade da peçafinal. A caixinha com as pastilhasacaba sendo uma conse-qüência. Nosso obje-tivo principal é le-var soluçõesao cliente”,completa odiretor daKaymã.

O Mundo da Usinagem16
Suas funções na circulaçãode materiais da natureza são muitodiversas e está comprovado que,sem eles, não poderíamos sobrevi-ver. Na verdade, nós não só convi-vemos com eles, nós precisamosdeles. Também existem alguns de-les que, para nós, são fatais. Epide-mias mataram milhões de pessoasno passado, existem no presente econtinuarão a existir no futuro.
Os microorganismos têm umataxa de reprodução muito alta que,ao contrário do que acontece comos seres humanos, contribui paraque eles se adaptem sem muita di-ficuldade às alterações do meio-ambiente. Devido a isso, os antibió-ticos festejados como remédios mi-lagrosos estão perdendo o seu efei-to. Tipos resistentes de bactérias es-tão se difundindo e levam a novasepidemias que exigem a descober-ta de novos remédios e vacinas. Naverdade, os microorganismos habi-tavam a Terra muitos milhões deanos antes de nós e o farão aindaapós nosso desaparecimento.
Heinz HuberBlaser Swisslube do Brasil Ltda.
MICROORGANISMOS EANTIBIÓTICOS
Na Terra existem incontáveis ti-pos de bactérias e continuamentesurgem novos tipos. Somente umapequena parte (cerca de 10.000)está descrita adequadamente(BERGEY, 1964). A maior partedelas é totalmente inofensiva aosseres humanos. O corpo humano éhabitado, segundo estimativas, poraproximadamente 100 trilhões debactérias. Sobre a nossa pele, nacavidade bucal, no intestino, vivemmilhões de bactérias que constitu-em seu próprio micromundo. Só nacavidade bucal existem de 200 a300 tipos de bactérias.
O ser humano aprendeu a con-viver bastante bem com elas, tendomesmo surgido relações simbióticas.Dessa maneira, por exemplo, a co-nhecida Escherichia Coli forma, nointestino, a importante vitamina K.Em um ser humano saudável, ocor-re um equilíbrio estável entre os mi-cróbios e o sistema imunológico.
Os antibióticos não matam so-mente os microorganismos do tipoincômodo, que provocaram a doen-
ça, mas também danificam toda aflora restante de micróbios. Nos se-res humanos isso pode conduzir aperturbações da digestão, diarréiaou mesmo a uma infestação pormicroorganismos indesejáveis (porexemplo, fungos) que não reagemaos antibióticos. As substâncias quí-micas agressivas destroem a floraexistente de bactérias e com isso abarreira de proteção por elas cria-da contra a entrada de estranhos. Anossa própria flora natural nos pro-tege de microorganismos nocivos edessa forma de possíveis infecções.
A AÇÃO DOS M ICRÓBIOSDA ÁGUA
Após a excursão pela MedicinaHumana, apresentamos os parale-los com os Fluidos para Usinagemmiscíveis em água. No concentra-do não há bactérias, elas se ani-nham na emulsão, trazidas especi-almente pela água de preparação.Afirma-se sempre que os microor-ganismos destroem a emulsão ecausam problemas de saúde.
No entanto, isso não é válido
S

Sandvik Coromant do Brasil 17
para todos os Fluidos de Usinagem.Com uma formulação adequada,forma-se nesse material um equilí-brio entre os diversos tipos de bac-térias. Eles se compõem principal-mente dos inócuos micróbios daágua (do grupo Pseudomonas), quenão causam doenças e não tem efei-to negativo na preparação e estabi-lidade das emulsões. Eles se repro-duzem até atingirem de 1 a 100milhões/ml. A partir daí há umequilíbrio no desenvolvimento. Avantagem da existência dessa po-pulação é que o micróbio patogê-nico, isto é, o causador de doenças,não tem condição de se desenvol-ver nesse ambiente. Os micróbiosda água formam aqui, como as bac-térias no ser humano sadio, umaespécie de proteção contra os tiposindesejados. Após uma adição debiocida, da mesma forma comoem uma aplicação de antibióticosnos seres humanos, com freqüên-cia aparecem diferentes tipos defungos e, estes sim, podem trazerproblemas técnicos.
BARREIRA DE PROTEÇÃODESTRUÍDA
Com adições muito fracas oumuito freqüentes de biocida, for-mam-se micróbios resistentes e aquantidade de biocida precisa seraumentada por não apresentarmais os mesmos resultados. Emconseqüência, novos tipos debiocida precisam ser continuamen-te desenvolvidos.
Os biocidas não agem somentesobre os microorganismos nasemulsões. A população natural debactérias nas mãos dos operadorestambém é afetada negativamente.Também aqui as bactérias deixamde formar a sua barreira protetora.As conseqüências são eczemas e o
aparecimento de fungos. Precisa-mos nos perguntar se há realmen-te alguma vantagem no uso perma-nente de biocida nas emulsões parausinagem, tanto em termos daqualidade do produto quanto dasaúde humana.
Nas publicações sobre Fluidospara Usinagem miscíveis em água,menciona-se sempre uma limitaçãode um número total de micróbiosde 10 mil até 100 mil micróbios/mlpara proteção dos operadores dasmáquinas. Para manter os valoresassim baixos é necessário a adiçãode biocida. Por outro lado, é fre-qüente o alerta de que a adição debiocida em máquinas com reserva-tórios individuais de emulsão émuito arriscada. Tal fato é melhorou diferente, no caso de equipamen-tos alimentados por sistemas cen-tralizados? Afinal de contas, o quesignifica essa contagem total demicróbios? Será que isso significaque, com essa limitação, haverá me-nos geradores de doenças do quecom 1 milhão, 10 milhões, ou mes-mo 100 milhões? Dependendo dotipo de micróbio, pode haver umpotencial de risco maior para o serhumano em um número de 10 mildo que em 100 milhões.
Obrigatoriamente surge a per-gunta: a quem atende essa limita-ção repetida há décadas? Ela real-mente resulta de uma preocupaçãocom a saúde das pessoas? Não seria
muito mais importante controlar asvariedades aninhadas, principal-mente onde ocorre o controle atra-vés de biocidas, já com possíveis va-riedades resistentes?
Os Sindicatos de Classe, porexemplo na Alemanha, não mais seguiam por esse valor de 1.000.000micróbios/ml. Atualmente há mui-to poucas emulsões no mercado quepermanecem estáveis com um nú-mero natural de micróbios de1.000.000 ou mais micróbios/ml,sem conseqüências negativas.
Fluidos para Usinagem, cuja for-mulação está ajustada de tal formaque eles podem ser usados sembiocida, não são só analisados cons-tantemente quanto ao número to-tal de micróbios, mas também quan-to as variedades. Existe, portanto,um controle regular no qual as di-versas alterações são abrangidas.Enquanto não houver conhecimen-tos mais seguros, tanto sobre a for-mação de bactérias em Fluidos paraUsinagem quanto sobre os efeitosdos biocidas sobre o ser humano,deveríamos reconhecer que existemfluidos mis-cíveis em água que semantém estáveis por muitos anoscom uma flora natural de micróbi-os, sem adição de biocida. Segundoos conhecimentos científicos atuais,estes últimos não apresentam ne-nhum risco maior à saúde, em com-paração com aqueles que tem a flo-ra manipulada [4].
Referências Bibliográficas(1) BERGEY’s Manual of Systematic Bacteriology, 1964.
(2) BURKHARDI, F., Mikrobiologische Diagnostik (Diagnóstico Microbiológico).Thieme Verlag,1992.
(3) PELEZAR,M.J., CHAN, E.C.S., KRIEG, N.R., Microbiology. International Edi-tion, 1993.
(4) Landesgesundheitsamt (Centro Estadual de Saúde Pública),Stuttgart,1992, (co-municação pessoal).
(5) SCHLEGEL,H.G., Allgemeine Mikrobiologie (Microbiologia Geral). Thieme Ver-lag, 1985 .

O Mundo da Usinagem18

Sandvik Coromant do Brasil 19
Eng. Fábio TroianiDiretor Industrial da Aços Vic Ltda
Surgiram, nesse período, osprimeiros aços ressulfurados produ-zidos pela Belgo-Mineira e osressulfurados ao chumbo pelaMannesmann (“Chumbaloy”).
A Siderúrgica Aparecida (depoisincorporada à Villares), a Acesita,na década de 70 e, mais recente-mente, a Piratini (com aços aobismuto) também passaram a pro-duzir aços de corte fácil.
Os aços ressulfurados de corte fá-cil são ligas ferro-carbono (combaixo ou médio teor de carbo-no) às quais se adicionam, basi-camente, enxofre (S) e man-ganês (Mn) para melhorar suausinabilidade, ou seja, aumen-tar a vida das ferramentas, di-minuir o esforço de corte, aumen-tar as velocidades de trabalho e me-lhorar o acabamento (rugosidade)das superfícies usinadas.
As ligas de ferro com baixo teorou médio teor de carbono norma-lizadas são estruturas formadas por“grãos” cristalinos de dois tipos:
- ferrita: praticamente ferro puro,portanto bastante mole e dúctil.
- perlita: estruturas compostaspor lamelas (lâminas) alternadasde ferrita e cementita (Fe3C – durae frágil) com teor médio de 0,80%de carbono, mais dura e menosdúctil que a ferrita.
Quando adicionamos enxofree manganês ao aço, ambos secombinam formando MnS (Sulfeto
de Manganês) que torna-se, nasolidificação, uma inclusão nãometálica, frágil, distribuída namatriz metálica.
As partículas de MnS facilitam ausinagem basicamente por doismecanismos:
às velocidades de corte utilizadasnos aços comuns.
Obtemos significativo incremen-to de usinabilidade no aço adicio-nando chumbo (Pb) e/ou bismuto(Bi), metais de baixo ponto de fu-são não miscíveis ao ferro, que jun-tam-se às inclusões de sulfeto e me-lhoram a lubrificação da aresta cor-tante da ferramenta.
Os ressulfurados comercialmenteproduzidos apresentam as seguintes
faixas de composição percentual:C: 0,08-0,55; Si: 0,00-0,35; P:0,00-0,12; Mn: 0,30-1,65; S:0,08-0,35; Pb: 0,15-0,35.
Quando aumentamos aporcentagem de MnS, melho-
ramos a usinabilidade mastambém incrementamos a fra-
gilidade do aço, sua tendência atrincas (principalmente nos carbo-nos mais altos) e crescem as difi-culdades de laminação.
Na usinabilidade, a composiçãoe a quantidade de inclusões têm im-portância equivalente à sua formae distribuição no aço. Evidentemen-te busca-se distribuição homogênea(pouca segregação) para que tenha-mos precisão e acabamento unifor-mes, bem como furos centrados.
A utilização recente de lingota-mento contínuo, na fabricação doaço, favorece a homogeneidade einibe a formação de macro sulfetosindesejáveis. Controla-se o teor deoxigênio do aço líquido com oobjetivo de adequar a forma dosulfeto na solidificação.
Na década de 60, o desenvolvimento da indústria automobilística,aliada à política de substituição de importações, induziu o
crescimento e sofisticação do parque produtivo nacional
a) O cavaco, ao invés de contí-nuo, torna-se fracionado em con-seqüência da fragilidade das inclu-sões MnS, viabilizando a produçãoseriada em máquinas automáticas.
b) A aresta da ferramenta temsua vida prolongada pois é lu-brificada pelo MnS.
Em relação à mesma liga Fe-C,a presença do MnS nos permiteproduzir peças usinadas mais com-plexas, mais precisas e com melhoracabamento, trabalhando com ve-locidades de corte, em máquinas deprodução seriada, muito superiores
S

O Mundo da Usinagem20
A adição de teores mínimos detelúrio (Te), selênio (Se) ou cálcio(Ca) contribuem para obtenção deinclusões esféricas de MnS quetransformar-se-ão em elipsóides nalaminação a quente, ou seja, a for-ma ideal para tais inclusões.
Além dos controles citados, pro-cura-se também minimizar a presen-ça dos elementos de liga residuais(Cr,Ni,Mo,V,W, etc.) que endurecemo aço, bem como a quantidade deóxidos (silicatos, aluminatos) prove-nientes da desoxidação do aço líqui-do, pois são altamente abrasivos.
O processo de trefilação consis-te em deformar plasticamente umabarra ou fio metálico fazendo-opassar (a frio) por um orifíciocônico (fieira) de diâmetro menor.Obtemos assim precisão dimensio-nal maior, bom acabamento super-ficial e encruamento do metal. Atrefilação melhora a usinabili -dade dos aços de corte fácil debaixo carbono (os mais usados) poiso encruamento endurece a ferritatornando-a menos plástica (maisfrágil). Na tabela abaixo temos umacomparação dos índices de usinabi-
lidade dos aços mais usados.Os aços ressulfurados trefilados
(ou descascados) com diâmetros en-tre 4 e 50 mm representam a quasetotalidade do consumo no Brasil.
A usinabilidade insatisfatória,normalmente interpretada como“dureza elevada” deve-se geralmen-te à morfologia e distribuição dossulfetos inadequadas; em segundolugar, a residuais ou óxidos em ex-cesso e raramente (quando o aço foradquirido de fornecedor confiável)à composição química incorreta.
Aços de desempenho insatis-fatório em um tipo de usinagem po-dem apresentar-se bons em outroprocesso. Sulfetos muito grandes oupor demais alongados prejudicama usinabilidade e são geradores detrincas (particularmente nos açosde médio carbono).
Os elevados teores de enxofre (eportanto de inclusões) implicam emfragilização do material, desqua-lificando os aços ressulfurados parapeças de responsabilidade. Nestescasos, tiveram grande evolução osaços (especialmente ligados) comusinabilidade melhorada através da
otimização das variáveis me-talúrgicas, inclusive adição dechumbo ou bismuto mas com bai-xos teores de enxofre.
A usinagem é processo onerosoe representa cerca de 15% do custode um automóvel, justificando a bus-ca permanente por materiais (prin-cipalmente aços) com usinabilidademelhorada. O desenvolvimento demateriais alternativos (termoplás-ticos, microfundidos, sinterizados),bem como a sofisticação de proces-sos, como a estampagem a frio depeças cada vez mais complexas e ausinagem em altíssima velocidadenos equipamentos CNC modernostêm diminuído a importância dosaços de corte fácil.
As múltiplas alternativas e acompetitividade fazem com queapenas a solução mais eficaz pre-valeça, de modo que os açosressulfurados de corte fácil conti-nuarão evoluindo mas serão utili-zados (como os demais materiais)onde sua vantagem for inconteste,pois a sobrevivência na sociedadeglobalizada é privilégio dos maiseficientes (ou mais fortes).
SAE %C %Mn %S %Pb USINABILIDADE
1010102010351045107010901212121312L14
12L14Te11371144432043406150862052100
0,08 - 0,130,18 - 0,230,32 - 0,380,43 - 0,500,65 - 0,750,85 - 0,980,13 max0,13 max0,15 max0,15 max0,32 - 0,390,40 - 0,480,17 - 0,220,38 - 0,430,48 - 0,530,18 - 0,230,98 - 1,10
0,30 - 0,600,30 - 0,600,60 - 0,900,60 - 0,900,60 - 0,900,60 - 0,900,70 - 1,000,70 - 1,000,85 - 1,150,85 - 1,151,35 - 1,651,35 - 1,650,45 - 0,650,60 - 0,800,70 - 0,900,70 - 0,900,28 - 0,45
0,05 max0,05 max0,05 max0,05 max0,05 max0,05 max0,16 - 0,230,24 - 0,330,26 - 0,350,26 - 0,350,08 - 0,130,24 - 0,330,05 max0,05 max0,05 max0,05 max0,025 max
--------
0,15 – 0,350,18 – 0,35
55656555554510013518020070807045456030

Sandvik Coromant do Brasil 21

O Mundo da Usinagem22
fabricação de rotoresPelton é cercada de dificuldades, acomeçar pela própria matéria-pri-ma utilizada, o aço inoxidável fun-dido, que é um material de difícilusinabilidade.
Outra dificuldade para a fabri-cação desse tipo de equipamento éa exigência quanto à integridade domaterial e qualidade do acabamen-to superficial, sem contar as dificul-dades naturais desse tipo de peçade grande porte, como dificulda-de de acesso, etc.
Um grupo de funcionários daAlstom Brasil, da unidade deTaubaté-SP, porém, encarou o de-safio de desenvolver um proces-so de usinagem para produzir orotor a partir de um bloco for-jado de aço inoxidável. E os re-sultados foram muito além dosatisfatório.
Já foram produzidos doisrotores pelo novo processo,com ganhos sensíveis do se-gundo em relação ao pri-meiro. Para que se tenhauma idéia da extensão do
trabalho, basta dizer que obloco forjado é entregue na fá-
brica pesando 14,8 toneladas (2,5m de diâmetro e 420 mm de altu-ra) e, após usinado, restam apenas5,6 toneladas. Quase 10 toneladas
AA
DeFato Comunicações

Sandvik Coromant do Brasil 23
Rotor Pelton em fase final de fabricação.
Fresa R390 da Sandvik Coromant usinando uma concha do Rotor Pelton.
são removidas (62%), com ausinagem, exigindo cerca de 800horas de máquina. “Em breve, es-peramos reduzir bastante esse tem-po de usinagem”, diz o supervisorde Engenharia Industrial, JoséRoberto Pires.
Ele nos elucida, ainda, que mui-tos técnicos da área da usinagempodem estranhar uma operaçãoque exija 800 horas de máquina.“Aqui, 400, 500 horas são comuns.As peças são únicas, não temos lo-tes de peças. Em geral, são um oudois rotores por encomenda. E osprojetos quase nunca são iguais,talvez porque os rios sejam diferen-tes, assim como as vazões e a ener-gia que vão gerar”, explica.
Marcio Oliveira, Superinden-tende de Engenharia, conta que aempreitada teve início a partir deconcorrência vencida pela AlstomBrasil para o fornecimento de dois
rotores para a Usina General JoséAntonio Paez, da Venezuela. O con-trato - de US$ 450 mil - foi assina-do em 2002. O desafio de desen-volver o processo de fabricação pormeio da usinagem buscou solucio-nar problemas recorrentes, em es-
pecial no que se refere a prazos,provocados pelo material fundido.
“Para este componente, a obten-ção do fundido apresenta algunsproblemas, e o desenvolvimento defornecedores se torna demorado edispendioso, sendo que é comumrecebermos o fundido com algunsproblemas metalúrgicos. E, claro,temos de fornecer ao cliente den-tro de um padrão”, conta Oliveira,acrescentando que as dificuldadescomeçam já no prazo de entrega damatéria-prima.
Embora próximo do perfil finalda peça, o material fundido nessetipo de peça exige que o acabamen-to seja realizado por esmerilhagem,com a retirada de até 500 kg porprocesso manual, com todos os pro-blemas que essa árdua operaçãoenvolve (dificuldade de acesso, pesodo equipamento, excesso de ruído,geração de cavacos da esmeri-lhagem, etc.). Não raras vezes, ain-da, tem-se de recorrer ao desbastepor eletrodo de carvão (goivagem),que é ainda mais agressiva que aesmerilhagem.
As imperfeições metalúrgicas domaterial fundido, as quais são de-

O Mundo da Usinagem24
Da esquerda para direita: Luiz Fernando de Oliveira, operador Alstom de máquinapesada; Luiz Américo Costa, programador Alstom de máquina CNC; José RobertoPires, supervisor Alstom de engenharia industrial; Admir Breve, técnico Alstom deferramentas; José Carlos Sávio de Souza, engenheiro Alstom de métodos e proces-sos e Álvaro Diniz , vendedor técnico da Sandvik Coromant.
tectadas pelos ensaios nãodestrutivos, obrigam a constantesretrabalhos. “Assim, não conseguí-amos fazer o planejamento de nos-sos prazos com precisão”, relata.
Essa soma de fatores motiva-ram a equipe a desenvolver o pro-cesso para trabalhar com maté-ria-prima forjada. “O forjado émuito mais homogêneo, pois suabase mecânica é muito melhorque a do fundido”, lembra JoséC. Sávio de Souza, engenheiro deMétodos e Processos.
Pires enumera as vantagens:“com o forjado, a primeira vanta-gem já se dá no prazo de forneci-mento da matéria-prima, que émenor, permitindo um melhorplanejamento do tempo de fabri-cação e, melhor, não se têm sur-presas depois da usinagem”.
Produzida a peça, os ensaiossão realizados por exigência da
norma, e a ocorrência de defei-tos praticamente não existe.
PROCESSO
Usinar rotores não chega a sernovidade para a Alstom. Já há al-gum tempo, a unidade utiliza oprocesso para fabricar as pás dosrotores modelos Francis e Kaplan.
Em Taubaté, entre outros exem-plos, já foram produzidos rotorespara Itaipu, de 300 toneladas, epara Tucuruí, de 240 toneladas.
Mas não se trata de uma simplesadaptação. O rotor Pelton tem ca-racterísticas distintas, que dificultamo processo, em especial no que serefere ao acesso, tanto no modomanual quanto através da máquina.
Esse foi um dos obstáculosenfrentados pela equipe. LuizAmérico Costa, técnico de Métodose Processos, responsável pela pro-
gramação da fresadora Waldrich,do tipo portal e de cinco eixos,onde a peça é usinada, conta queeste foi o programa mais compli-cado e demorado em que traba-lhou. “Para fazer este programagastei em torno de 300 horas, qua-se um mês e meio”, diz, acrescen-tando que foram necessárias outras80 horas ao lado da máquina, paraa otimização do programa.
Foi também um longo períodode escolha e definição do fer-ramental, pois 60% das ferramen-tas utilizadas são especiais, entrebarras de mandrilar e fresas.
Admir Breve, técnico de Ferra-mentas da Alstom, conta que ausinagem total do rotor consomecerca de 390 pastilhas de metal duro,sendo que a substituição das ferra-mentas e a opção pelas fresas detopo R390 da Sandvik Coromant esuas respectivas pastilhas, promoveua redução do consumo de pastilhasna usinagem do segundo rotor.
Em sua opinião, porém, o maisimportante foi o melhor escoamen-to dos cavacos na operação de aca-bamento, possibilitado pela fresaR390 da Sandvik Coromant. Coma fresa anterior, os cavacos estavamaderindo à ferramenta, principal-mente nas regiões de mais difícilacesso da peça.
Pires se diz satisfeito com os re-sultados obtidos até aqui. Ele con-ta que, a princípio, existiam dúvi-das sobre ser possível usinar a peçatotalmente, devido à dificuldade deacesso em alguns pontos. Essa ques-tão já foi superada e, agora, a pre-ocupação é a de reduzir o tempode fabricação e, conseqüentemen-te, o custo de produção, paraviabilizar a produção por usinagem.“Já ganhamos bastante tempo noperíodo pós-usinagem, descartan-do o esmerilhamento. Agora, temos

Sandvik Coromant do Brasil 25
Uma das principais empresas domundo em infra-estrutura para ener-gia e transporte, a Alstom atua nosmercados de geração e conversãode energia, transporte metrô-ferro-viário e naval. Com faturamento glo-bal superior a 20 bilhões de euros,emprega mais de 100 mil pessoasem 70 países.
No Brasil, está presente em cin-co Estados e no Distrito Federal,com 10 unidades, entre fábricas,centros de serviços e escritórios. Afábrica de Taubaté, certificada pe-las normas ISO 9000 - versão 2000e ISO 14001, é especializada nafabricação de turbinas hidráulicas,geradores e equipamentos hidro-mecânicos. Instalada em terreno de821.329 m², com área construída de81.500m², emprega 980 pessoas.
Alstom: empresa global
consciência de que é preciso evo-luir na operação de usinagem, oque será obtido com o desenvolvi-mento de novas ferramentas,otimização do processo e até mes-mo com os operadores se tornan-do mais confiantes ao apertar obotão da máquina, elucida”.
O supervisor lembra que há qua-tro anos, quando foi introduzidaa usinagem na fabricação das pásFrancis e Kaplan, o tempo deusinagem era o dobro do atual.“Vamos chegar lá também no casodos rotores Pelton”, acredita. “Es-sas duas peças - embora atendamtodos os padrões - são tratadas in-ternamente como protótipos. Járeduzimos em 30% o tempo deprodução da primeira para a se-gunda, mas vamos reduzir aindamais”, diz confiante.
Pires pondera que a redução docusto de produção, e o conseqüentealcance de uma boa relação custo xbenefício, será fundamental paratrazer para o Brasil a produção de
Rotores Pelton: alta queda, baixa vazão
O rotor Pelton é utilizadoem usinas hidroelétricascom duas características:alta queda, baixa vazão.
Instaladas em rios de bai-xa vazão, obtém-se a forçanecessária para geração deenergia devido à altura dequeda da água.
No Brasil, esse tipo de usi-na é rara, sendo mais co-muns em regiões como a dosAndes. O rotor Pelton é o quemais se assemelha às anti-gas rodas d´água. Já as tur-binas Francis, são do tipomédia queda e média vazão,
enquanto a Kaplan é voltadapara usinas de baixa quedae alta vazão.
No caso específico dorotor que será fornecido àusina venezuelana, levou-seem consideração as caracte-rísticas do local de instala-ção da usina. A água é muitoabrasiva, fator agravado pelaaltura da queda. Qualquerimperfeição na peça pode,portanto, provocar a reduçãode sua vida útil.
Esse fator também pesoumuito na escolha do mate-rial forjado.
rotores que hoje são produzidos emoutras unidades do grupo pelo pro-cesso manual. Ele lembra que, devi-do à qualidade do material forjado,a peça será mais resistente e de mai-or vida útil em campo, detalhe im-portante numa usina, tendo em vis-
Fábrica da Alstom em Taubaté-SP.
ta as dificuldades de manutenção esubstituição dos rotores.
“Ainda não fizemos uma divul-gação oficial para o grupo. Preten-demos fazê-la em breve”, concluio supervisor de Engenharia Indus-trial, José Roberto Pires.

O Mundo da Usinagem26
Estratégia nacional, tecnologia global
...a fabricação de
No ano de 2000, o Arse-nal de Guerra do Rio de Janeiro,tradicional organização fabril doExército Brasileiro, lançou, pormeio de edital de licitação “global”,como assim chamaram, uma solici-tação bem intrigante ao mercado:procuravam uma empresa que pu-desse ser co-responsável por todoo projeto de usinagem do tubo deum novo armamento, o MorteiroMédio Antecarga 81 (Mrt Me Acg81). Quinze empresas se candida-taram e apenas três delas compa-receram. O que poderia ser tão de-safiador ou até mesmo “assustador”nesse processo licitatório à procurade um sole supplier?
O primeiro fator era muito pro-vavelmente por se tratar de requi-sição de um órgão governamental,diretamente ligado à estratégia dedefesa nacional, em que o zero de-feito, mais do que uma meta, é con-dição sine qua non para se atender à
rigoríssima fiscalização militar.De fato, a fabricação de uma
arma nacional implicitamente indi-ca a capacitação tecnológica do país,revelando o quanto se está, ou não,preparado para o mundo global.
Em segundo lugar, por ser umprojeto complexo: não bastava ape-nas fornecer ferramentas para ausinagem do tubo mas auxiliar namontagem de todo o aparato ne-cessário para a realização das ope-rações de usinagem, i.e. furaçãoprofunda e usinagem externa; má-quina adequada para tal, sistema defixação da ferramenta, sistema derefrigeração, treinamento, orienta-ção, enfim, um real serviço de pós-venda. E, por fim, mas não menosimportante, fazer tudo isso comuma só máquina, que fosse capazde realizar ambas as operações deusinagem, evitando-se a compra dedois equipamentos, mesmo porqueisso demandaria mais recursos, nãodisponíveis na época.
O objetivo da fabricação nacio-nal do morteiro era fazê-lo no tipomonobloco para melhor perfomance.
Esse tipo de arma tinha antesum furo passante, ou vazado, sen-do que a culatra era roscada porfora do tubo. O intuito de torná-lamonobloco decorre do fato que as-sim se consegue uma pressão maiorna região da culatra e, portanto, oprojétil pode ser lançado a uma dis-tância maior. Além disso, o tubo an-terior pesava 20 quilos e os enge-nheiros tinham que reduzir tal peso.Ao tornar a arma mais leve, o infan-te, que a carregará em combate, ga-nha alguns quilômetros a mais, alémde facilidade no manuseio.
Desse modo, para reduzir o pesodo tubo, os engenheiros tinham que
N
Vera L. Natale

Sandvik Coromant do Brasil 27
Morteiro Médio Antecarga 81 Brasileiro noCampo de Provas de Marambaia.
uma arma nacional implicitamente indica a capacitaçãotecnológica do país...
reduzir a espessura da parede domesmo, sem comprometer a segu-rança de uso da peça.
Os engenheiros da Divisão deEstudos do Arsenal se viram assimimpelidos a dedicarem, em um pri-meiro momento, maior tempo coma engenharia do produto do quecom a de processo em si.
O trabalho de engenharia doprocesso foi dividido com a empre-sa vencedora do processo lici-tatório, a Toolset, um dos distribui-dores autorizados da SandvikCoromant no Rio de Janeiro, comvinte e cinco anos de existência. Umdos pontos que pesou muito favo-ravelmente, foi o fato do distribui-dor Sandvik Coromant conseguircotar, já desde o início, todos ositens do projeto.
Tal ponto se tornou até mesmofundamental, pois os engenheirosdo Arsenal já tinham saído antes acampo para fazer uma investigaçãoprévia sobre quem poderia enfren-tar tal empreitada, encontrandoinúmeras dificuldades inclusivepara uma simples cotação.
Primeira etapa vencida, o desa-fio maior foi então comprovar, naprática, a capacidade de solucionaro problema referido.
Embora de difícil usinagem, omaterial escolhido foi o aço SAE4340 da Villares Metals, 44-48 HRC,refundido a arco sob vácuo (V.A.R.)e tratado termicamente por melhoratender aos quesitos de segurança.O método de refusão significa quedepois de fundido o lingote, o açopassa por uma câmara a vácuo para
ser refundido, confe-rindo ao mesmo umamicroestrutura maisrefinada, com menorgrau de impureza,tornando-o portantomais resistente.
A máquina adqui-rida para a usinagemdo tubo do MorteiroMédio Antecarga 81,no final de 2000, porindicação da SandvikCoromant, foi curio-samente um tornoexclusivo para roscapetrolífera, o ROMIATOC 9.
Juraj Bacic, espe-cialista em furaçãoprofunda, há mais detrinta anos traba-lhando na SandvikCoromant e que par-ticipou ativamente do projeto, ex-plica que tal indicação contemploudois aspectos: “A Sandvik Coromantrecomendou tal máquina por ela terduas placas de fixação, assim a peçapode ficar dentro do cabeçote dotorno e conseqüentemente não énecessário ter um torno extrema-mente longo. A Coromant tam-bém assistiu o Arsenal no proje-to do bloco-suporte de fixação edo bloco-suporte da bucha-guia,construídos, respectivamente, pelaROMI e pela Bromberg, os quaisforam especialmente desenhadospara a ferramenta Ejector queusinaria a peça em questão”.
Como dito antes, o torno se
adequou às necessidades do pro-jeto, ou seja, realizar ambas asoperações de usinagem envolvidasno processo, que são a furação pro-funda e a usinagem externa.
Para tanto, a Divisão de Estudos,por intermédio do engenheiroEgydio Carvalho, projetou e ge-renciou a construção de um circui-to hidráulico paralelo de refrigera-ção especial, que consiste em umtanque para depósito e filtração doóleo (no caso óleo mineral RATAKMS 139 FUCHS, 1200l) e bombacentrífuga Jacuzzi 10MC4-T 10 cv.A empresa que fabricou o tanquefoi a Indústria Bromberg, especi-alizada em projetos industriais.

O Mundo da Usinagem28
Visão parcial da área de usinagem no Arsenal de Guerra do Rio de Janeiro.
Tubo do morteiro Antecarga 81 usinado no Brasil.
O comprimento de furação to-tal é de 1200 mm e a espessura dotubo de 2,5mm. O primeiro furo érealizado com a CoroDrill 800-24Ø 60,40 mm e na sequência sãousadas cabeças alargadoras Ejector424-31 de diâmetros variados, to-das elas com pastilhas intercam-biáveis que substituíram de vez ascom pastilhas soldadas, usadas an-teriormente, acarretando maioragilidade ao processo. Primeiro uti-liza-se uma cabeça alargadoraEjector de Ø 71 mm, depois de Ø81 mm e por fim a cabeça de Ø 81,4mm com pastilha especial de raiode 14 mm, para usinar o calibre daarma, fazendo a configuração geo-métrica da câmara de deflagraçãoda carga de projeção da munição,ou o raio de fundo do tubo. As ca-beças de corte foram chanfradaspara não perder o óleo.
Durante os testes, um dos gran-des problemas foi a quebra de ca-vacos - havia fitas de até 2 m. Issofoi solucionado com um um estudocriterioso dos parâmetros de cortee troca, sempre que necessário, dasferramentas usadas por outras quemelhor se adaptassem ao processo.Algumas pastilhas tiveram que ser
reprojetadas com um quebra-cava-cos mais estreito.
Vale também ressaltar o impor-tante desempenho do bedameCoroCut na geometria RM paracópia das aletas (rosca externa) e danova classe K05A para tor-neamento externo da parede finado tubo e com alta dureza.
Valter Fraga, diretor da Toolset,afirma que já há dez anos haviapercebido que na tríade “produto,qualidade e serviços”, o último pon-to era de fato o diferencial. Da épo-ca em que era funcionário na filial
carioca da SandvikCoromant, isso no fi-nal da década de se-tenta, diz ter aprendi-do muito, tanto doponto de vista técni-co quanto administra-tivo. Ele também trazconsigo o legado decriar identidade coma empresa que traba-lha: “Você deve seidentificar com oproduto, com a em-presa, e formar a tuamarca, a tua presen-ça no cliente, aten-
dendo às necessidades, ou aindaotimizando os processos dele, nãoimporta se ele é grande ou peque-no: ele é cliente”, enfatiza.
Bacic, da Sandvik Coromant,acrescenta: “Tudo no processo eradifícil, mas mais difícil era fazer ofuro em si, pois o material é muitoduro. Ainda bem que tivemos achance e a credibilidade do Arse-nal para estarmos lá desde o iní-cio do processo e assim pudemostransferir a eles todo o nossoknow-how na área de furação pro-funda, mostrando bem a filosofia daCoromant, ou seja, a de semprebuscar soluções, não simplesmentevender ferramentas”.
O Capitão Egydio Carvalho,engenheiro mecânico e de arma-mento, há dez anos servindo emArsenais de Guerra (Rio de Janei-ro e São Paulo) e encarregado doprojeto, comenta oportunamenteque “o trabalho de nossa área dePesquisa e Desenvolvimento é mui-to estimulante. Acreditar no suces-so de um empreendimento destanatureza, onde há a parceria entreo estado e empresas privadas, visan-do o know-how a ser adquirido coma fabricação de um armamento ge-

Sandvik Coromant do Brasil 29
“NossoSonho é
Exportar”
nuinamente brasilei-ro, é ter a certeza deque os recursos públi-cos, mesmo que es-cassos no que diz res-peito à segurança na-cional, são bem em-pregados”. E ele rei-tera, confiante, a po-sição de Bacic: “Nóspercebemos logo doinício que o conceito da Sandvik,representada pelo Valter da Toolsete pelo Bacic, da Sandvik, não eravender. O conceito da Sandvik foi ode trazer soluções. A Sandvik entrou,não como fornecedora de ferramen-tas, mas para fazer o tubo da armajunto com a gente”.
Depois de três anos de inten-so trabalho e inúmeros try-outstodo o aparato desejado para ausinagem do tubo do MorteiroAntecarga 81, a ser fabricado in-teiramente e pela primeira vezno Brasil, está pronto e aptopara atuação plena.
Uma bancadacom ferramentas sópara furação profun-da é o elemento maisrecentemente inte-grado ao espaço queo Arsenal pretendetransformar em umcentro de excelênciaem furação profun-da no Rio de Janei-
ro, disponibilizando-o para prestarserviços de usinagem a terceiros.
Percebe-se o valor, não apenas dainovação tecnológica pura e sim-plesmente mas, sobretudo, das so-luções práticas que ela pode propor-cionar. Entusiasta, o Capitão Enge-nheiro Militar Egydio Carvalho de-clara: “Trabalhamos para dominaro conceito de fabricação de arma-mento e aumentar a autonomia denosso Exército”. E acrescenta: “Nos-so sonho é exportar a arma”.
Fica evidente que o Arsenal deGuerra do Rio de Janeiro realmentetem total condição de fazê-lo.
Da esquerda para a direita: Tenente Coronel José Carlos dos Santos, Diretor doArsenal; Capitão Egydio Carvalho Souza Caria, encarregado do projeto do Morteiro81; Juraj Bacic, consultor técnico Sandvik Coromant; 1o Sargento Edvaldo de Oli-veira Chaves Filho, mecânico operador CNC; 3º Sargento Marcos André MoraisRangel, operador auxiliar CNC ; Soldado Márcio da Silva Alencar, operador auxiliarCNC; Valter Fraga, Diretor da Toolset, distribuidor Sandvik Coromant; SoldadoWilson Pereira de Souza, operador auxiliar CNC e Soldado Robson da Silva Oliveira,operador auxiliar CNC.

O Mundo da Usinagem30
Durante o século XX, devido ao desenvolvimento de novos produtos, os materiais de fabricação mecânica evoluíram, tornando-se cada vezmais difíceis de usinar. Por outro lado, na busca intensa do aumento da produtividade, a indústria moderna sempre objetiva custos e temposde produção cada vez menores, a fim de que a atividade seja rentável em mercados competitivos. Frente a essa realidade, a pesquisa denovas estratégias de usinagem tem sido uma tendência atual para aumentar a produtividade com a possibilidade de se obter ótimaqualidade superficial, possivelmente eliminando processos subseqüentes. Esse trabalho apresenta um estudo sobre o processo de furaçãoem aço-ferramenta endurecido, utilizando-se fresamento de topo com estratégia helicoidal de usinagem. O material usinado é o aço AISIH13 endurecido e um sistema CAD/CAM foi usado para gerar os programas NC. Uma alternativa a esta estratégia foi também utilizada.
1.INTRODUÇÃO
O recente desenvolvimento demáquinas-ferramenta com eixo-ár-vore de alta rotação, CNC’s velozese grande estabilidade dinâmica,combinado com novas ferramentase sistemas de fixação, têm criadocondições para obtenção de peçasusinadas a partir de aços endureci-dos com excelente qualidade di-mensional, de forma e baixos valo-res de rugosidade superficial. Furoscom grandes diâmetros, comoaqueles com diâmetro acima de 20mm, sempre foram um desafio, es-
pecialmente quando são usinadosem aços com dureza acima de 45HRc. Dificuldades adicionais apa-recem no processo quando peque-nas tolerâncias dimensionais e geo-métricas, além de boa qualidade su-perficial, são exigidas. Dentro des-se contexto, o fresamento de topocom interpolação helicoidal podeser uma alternativa viável para ausinagem de furos com tolerânciasmuito estreitas no diâmetro, naforma e na qualidade superficial.
Freqüentemente, durante a pro-dução de furos de grandes diâme-tros, com tolerâncias muito estrei-tas, o processo adotado é a furaçãoem cheio, seguida de abertura dodiâmetro e usinagem final pormandrilamento (WEIKERT et alii,
2002). O fresamento de topo heli-coidal, o qual exige a interpolaçãosimultânea em três eixos, pode serusado como alternativa ao man-drilamento. O furo pode ser abertoem cheio, e acabado pelo mesmoprocesso, modificando-se as condi-ções de usinagem. Para que as tole-râncias fechadas possam seralcançadas, a máquina deve ter umbom controle de posição dos eixos.Somente máquinas capazes deposicionamento muito preciso po-dem produzir furos com tolerânci-as na ordem de milésimos de milí-metro. Adicionalmente, a estabili-dade dinâmica da máquina-ferra-menta deve ser capaz de ofereceruma usinagem sem vibrações, paraque o acabamento superficial seja
Prof. Dr. Reginaldo Teixeira CoelhoHugo Martinelli WatanukiRicardo Arai
Escola de Engenharia de São Carlos – EESC – USP
O Mundo da Usinagem30

Sandvik Coromant do Brasil 31
compatível com as exigências. Comoa interpolação exige a movimenta-ção simultânea de três eixoscartesianos da máquina, o programaCNC deve ser propriamente geradopor um software de CAM – ComputerAided Manufacturing. Nessa estraté-gia de interpolação, o software nor-malmente produz a trajetória da fer-ramenta através de pequenos seg-mentos de reta, no espaço 3D, den-tro de uma faixa de tolerânciaadmissível em torno do cilindro ide-al. Este valor de tolerância, usadopelos programas CAM, nem sempreé transparente ao usuário.
A melhor chance de se obter su-cesso em uma seqüência de fabrica-ção como a citada, está na utiliza-ção de um centro de usinagem dealta velocidade (HSM – High SpeedMachining) e com fresas de metalduro recobertas com material resis-tente a altas temperaturas e àabrasão (como (TiAl)N, TiCN, etc).Nesta aplicação os valores de tole-rância dimensional são baixos e al-guns reportam uma rugosidade su-perficial de aproximadamente 0,4µm Ra (NG et alii, 2000) e 0,18 µmRa (DEWES et alii, 1997) e vida daferramenta tão longa quanto aque-la necessária para usinar um com-primento de cerca de 9 m deInconel 718 a 150 m/min, um dosmateriais mais difíceis de usinar(SHARMAN et alii, 2001).
Neste trabalho, o processo defresamento de topo foi usado comooperação de desbaste e de acaba-mento, mudando-se as condições deusinagem em uma máquina-ferra-menta que oferece uma excelenteprecisão no posicionamento. Explo-ra, ainda, a possibilidade de seusinar furos de boa qualidade emaço-ferramenta endurecido anali-sando os valores de circularidade erugosidade superficial. Os furos fo-
ram usinados utilizando-se fresas detopo tanto no desbaste quanto noacabamento. Uma placa de aço AISIH13, com espessura de 22 mm, en-durecida para 52 HRc, foi utilizadacomo corpo de prova.
2.TRABALHO EXPERIMENTAL
2.1. MÁQUINAS E EQUIPAMENTOS
Centro de usinagem de alta ve-locidade Hermle C800U, com24.000 rpm, velocidade máxima deavanço de 35 m/min com comandoCNC Siemens 840D. A fixação daferramenta foi feita através de umporta-ferramenta hidromecânicopelo sistema CoroGripTM.
Os valores de rugosidade nadireção axial foram medidos atra-vés de um rugosímetro portátilTaylor-Robson modelo Surtronic 3Pe na direção radial pelo FormTalysurf - Rank Taylor Hobson. Osvalores de erro de circularidade fo-ram medidos utilizando-se umamáquina Talyround 250. A mediçãoda circularidade de alguns furos foifeita por uma máquina de medir atrês coordenadas Mitutoyo Bright,modelo BRT-M 507, uma vez que aposição de alguns furos no corpo deprova não permitiam a medição namáquina Talyround.
2.2. FERRAMENTAS
Fresa para Desbaste
Fresa de topo inteiriça de metalduro com 20 mm de diâmetro, trêsarestas de corte, código R216.13-20030-BS20P 1020 com reco-brimento de TiCN. A figura 1(a)mostra o aspecto da ferramenta.
Fresa para Acabamento
Fresa de topo de 20 mm de diâ-metro, oito arestas de corte, có-digo R215.28-20045EAC38H1010 com recobrimento de
(TiAl)N. A figura 1(b) mostra oaspecto da ferramenta.
2.3. CORPO DE PROVA
O corpo de prova utilizado foiuma placa de 22 mm de espessura deaço AISI H13, temperado e revenidopara 52 HRc. A figura 2 mostra o cor-po de prova após os experimentos
2.4. P ROCEDIMENTO EXPERIMENTAL
Todos os quatro furos foram ini-cialmente usinados com a fresa detopo de desbaste utilizando-seinterpolação helicoidal, cuja estra-
Sandvik Coromant do Brasil 31
Figura 1 – Ferramentas utilizadas nasoperações de desbaste e acabamento.(a) desbaste código R216.13-20030-BS20P 1020 com recobrimento de TiCN.(b) acabamento R215.28-20045EAC38H1010 com recobrimento de (TiAl)N.
Figura 2 - Corpo de prova após a usinagemde dois furos de 38 mm de diâmetro e doisfuros de 50 mm de diâmetro.
tégia é mostrada na figura 3, obti-da pelo CAM PowerMillTM. Ausinagem de acabamento tambémutilizou a estratégia helicoidal e foidividida em duas etapas: a primei-ra consistia na remoção de 0.1 mmda parede do furo e a segunda naremoção de 0.05 mm da parede,

O Mundo da Usinagem32
zação de ar comprimido comofluido de corte.
As medições da rugosidade su-perficial na direção axial foramfeitas em pontos da geratriz do furocom um cut-off ajustado para 0,8mm. As medições de rugosidadesuperficial na direção paralela àsmarcas de usinagem foram feitas emuma parcela da circunferência dofuro e seus resultados são apresen-tados em forma de gráfico.
A medição da circularidade foi
feita em diversos pontosao longo da circunferên-cia do furo. Nas tabelas fo-ram usados valores médi-os para rugosidade ecircularidade.
Por último, testou-seuma estratégia de acaba-mento gerada por progra-mação manual, usando-seos comandos G2 e G3, de-vido à simplicidade e faci-
lidade de programação manual,neste caso.
A Figura 4 mostra um esquemada estratégia usada. Nesta estratégiaa ferramenta avança até a profundi-dade final do furo, toca a parede atéa profundidade de usinagem final eentão inicia o comando G2/G3, sin-cronizando as velocidades nos eixosX e Y simultaneamente.
Neste caso, não há excessivasacelerações e desacelerações aolongo da trajetória. As condiçõesde corte também foram as mesmasdescritas acima.
3. R ESULTADOS E D ISCUSSÕES
3.1 Furos com 38 mmde diâmetro
A tabela 2 e a figura 5 mostramos resultados obtidos nos dois fu-ros de 38 mm após a operação deacabamento usando-se somente ainterpolação helicoidal.
Estes primeiros resultadosobtidos demonstram a capaci-dade da operação em obter fu-ros com boa qualidade superfi-cial e de circularidade devido aum posicionamento preciso damáquina-ferramenta.
Os resultados dos diâmetrosmostram, no entanto, uma di-ferença entre o fundo e o topodo furo maior do que a espera-da. Tal fato indica que a fresade topo ficou submetida a uma
Diâmetro doFuro (mm)3850
Velocidade decorte (m/min)2525
Passo vertical(mm/volta)0,50,5
Avanço(mm/dente)0,050,08
Velocidadede Avanço (mm/min)6095
Tabela 1 - Parâmetros de corte utilizados nas operações.
Figura 5 – Perfil típico de rugosidade superficial no furo de 38 mm dediâmetro na direção radial planificado.
Diâmetro ( Topo – fundo)
37.981 – 37.946 mm
Circularidade ( Topo – fundo)
19 – 14 µm
Rugosidade axial
0,24 µm
Tabela 2 – Resultados dos furos de 38 mm de diâmetro.
Figura 3 – Interpolação com estratégiahelicoidal.
Figura 4 – Estratégia de fresamento de furoem acabamento usando-se G2/G3.
deixando o furo no diâmetro finalpretendido. Os furos foram entãoavaliados quanto à circularidade erugosidade superficial nas direçõesradial e axial.
A tabela 1 mostra os parâmetrosde corte utilizados no desbaste(alguns indicados pelo fabrican-te da ferramenta).
Os parâmetros de corte utili-zados no desbaste foram mantidosno acabamento. Todo o processode usinagem foi feito com a utili-

Sandvik Coromant do Brasil 33
força de flexão durante a ope-ração de desbaste.
Como o raio do furo é menorque o diâmetro da fresa de topo ea estratégia helicoidal executauma trajetória em rampa (uma vezque a ferramenta move-se simul-taneamente em três eixos), apóso centro da ferramenta completara primeira revolução, o ângulo decontato entre a ferramenta e omaterial é menor do que 180º naextremidade da fresa de topo.
O esforço de corte não é unifor-me, uma vez que a resistência aoavanço da ferramenta não é cons-tante ao longo da circunferênciadescrita pelo centro da ferramen-ta. Conseqüentemente, a resultan-te de forças na extremidade da fresaé direcionada, preferencialmente,para o centro do furo.
Tal fato ocasionou uma forçade flexão, elevada o suficientepara produzir um furo maiscônico do que o esperado.
Embora tenha-se continuadocom a operação de acabamento, aforma cônica do furo não pôde serremovida a contento. Decidiu-se,assim, começar novamente, comum furo cujo raio fosse maior queo diâmetro da fresa.
3.2. Furos com 50 mm de diâmetro
A figura 6 mostra o perfil dofuro usinado e a tabela 3 e a figura7 mostram os resultados obtidos.
Os furos de 50 mm de diâme-tro foram desbastados deixandoum pequeno tarugo no centro, oqual poderia ser eliminado emoutra operação.
O fato do raio desses furos sermaior que o diâmetro da ferra-menta reduziu significantementea conicidade para aproximada-mente 4 mm numa profundidadede 13 mm. Quando o contato en-
tre a extremidade da fresa detopo e o material da placa é de180º, a direção da força de flexãoé predominantemente tangenteao círculo descrito pelo centro daferramenta.
Tal fato minimiza a conicidade,embora ainda exista uma peque-na conicidade na operação de des-baste, a qual pode ser minimizadapela operação de acabamento.
A operação de acabamento con-duziu a um erro de circularidade de4,60 mm e a uma ondulação ao re-dor de todo o furo, cuja amplitudeapresenta a mesma magnitude do
erro. Essa ondulação é resultado daestratégia helicoidal de usinagemutilizada para o acabamento.
Como a estratégia escolhidaaproximou a trajetória helicoidalpor retas, dentro da tolerânciaestabelecida, a máquina teve queacelerar e desacelerar em curtos es-paços. Essa variação de aceleraçãolevou a vibrações que resultaram emuma superfície toda facetada.
Caso essa ondulação, causadapor vibração, seja removida usan-do um filtro de circularidade pas-sa-altas, para 20 ondulações porrevolução, o erro de circularidade
Figura 6 – Perfil do furousinado em desbaste eacabamento utilizando-sea estratégia helicoidal.
Diâmetro ( Topo – fundo)
50.018 – 50.014 mm
Circularidade ( Topo – fundo)
4,47 – 4,60 µm
Rugosidade axial
0,34 µm
Tabela 3 - Resultados obtidos nos furos de 50 mm de diâmetro.
Figura 7 – Típico perfil de rugosidade superficial do furo de 50 mm de diâmetro nadireção radial planificado.

O Mundo da Usinagem34
medido pode ser reduzido paraperto de 3 mm. Pode-se dizer queesse erro é devido somente àsinterpolações da máquina.
O valor médio de rugosidadesuperficial na direção axial nos fu-ros de 50 mm de diâmetro foi de0,34 mm, o que pode ser considera-do como um valor muito baixo parauma operação com fresa de topo.
3.3. Acabamento Utilizando-sea estratégia com G2/G3
Nesta estratégia de interpo-lação os movimentos da máquinasão sincronizados pelo próprioCNC, de forma que as variaçõesde aceleração não são sentidas, anão ser no início e fim do furo.
Mesmo assim, a circularidadee a rugosidade resultaram meno-res que a estratégia helicoidal,aproximada pelos pequenos seg-mentos de reta. A Figura 8 mos-tra o perfil do furo obtido.
Os valores de rugosidade des-te tipo de interpolação tambémresultaram baixos, sendo tipica-mente em torno de 0,41µm nadireção axial.
CONCLUSÃO
Os primeiros resultados obti-dos na experimentação com dife-rentes estratégias de interpolação,para fabricação de furos de gran-de diâmetro em aço temperado,permitem as seguintes conclusões:
O melhor resultado em termosde erro de circularidade foi de3,75 µm nos furos cujos raios sãomaiores que o diâmetro da ferra-menta (50 mm) usando-se estra-tégia com interpolação circularG2/G3. Neste caso, a rugosidadesuperficial foi da ordem de 0,41µm na direção axial.
Na direção axi-al dos furos, valo-res de rugosidadesuperficial da or-dem de 0,24 µmforam obtidos.
Na direção pa-ralela às marcasde usinagem, osvalores de rugo-sidade ficaram emtorno de 0,5 µm,principalmentedevido a ondula-ções oriundas devibrações da má-quina, causadaspela estratégiade interpolaçãoadotada.
O fresamento helicoidal é ca-paz de produzir furos de gran-des diâmetros com tolerânciasestreitas de forma e diâmetro ecom bom acabamento superfi-
Figura 8 – Perfil do furo de 50 mm obtido através deinterpolação circular G2/G3.
Referências BibliográficasDEWES, R.C., ASPINWALL,D.K., 1997, “A Review of Ultra High SpeedMilling of Hardned Steels”, Journal of Materials Processing Technology,n°. 69, pp. 1-17.
NG, E.-G., LEE, D.W., SHARMAN, A.R.C., DEWES, R.C.,ASPINWALL,D.K.,2000, “High Speed Ball Nose End Milling of Inconel718”, Annals of the CIRP, Vol. 49/1/2000, pp. 41-46.
SHARMAN, A.R.C., DEWES, R.C., ASPINWALL,D.K., 2001, “Tool lifewhen High Speed Ball Nose end Milling Inconel 718”, Journal ofMaterials Processing Tecnhnology, No 118, pp. 29-35.
WEIKERT, S., RITTER, R., 2002, “Fresamento Circular VersusMandrilamento”, Máquinas e Metais, No 435 , pp. 48-55.
Os autores agradecem à Delcam/Seacam, à Sandvik Coromant pe-
las parcerias em software e ferramentas de corte e à FAPESP, peloapoio financeiro no desenvolvimento desta investigação.
AGRADECIMENTOS
cial, especialmente utilizando-sefresas de topo de diâmetro me-nor do que os raios do furo a serproduzido, no desbaste, e a es-tratégia de interpolação circular,no acabamento.

Sandvik Coromant do Brasil 35

O Mundo da Usinagem36
Com investimento da ordem US$200 mil, a Okuma Latino Americana Comércio Ltda.inaugurou filial em Manaus (AM) no dia 3 de fevereiro de 2004.
Alcino Junqueira Bastos, gerente geral da Okuma Latino Americana.
om isso, o cliente da com-panhia poderá receber atendi-mento mais ágil quando necessi-tar de peças de reposição para asmáquinas-ferramenta da tradici-onal fabricante japonesa e man-ter os benefícios fiscais concedi-dos às empresas instaladas naZona Franca de Manaus.
A nova unidade permite ao cli-ente se beneficiar da agilidade (jáque a Okuma mantém estoque na
filial manauara para pronto aten-dimento) e dos benefícios fiscais,porque naquela região, “pratica-mente só há incidência do ICMSde 7%”, explica Alcino JunqueiraBastos, gerente geral da OkumaLatino Americana.
De acordo com Bastos, a dife-rença dos custos de internação paraSão Paulo e para a Zona Franca deManaus é considerável. Sobre opreço FOB nos EUA, há um acrés-cimo da ordem de 45% em São Pau-lo contra apenas 14% em Manaus,
somando-se o valor do frete e dosimpostos e taxas.
Antes da abertura da filial, casoo usuário necessitasse de peças dereposição e quisesse adquirí-lasmantendo o direito aos benefíciosfiscais, teria de fazer a importaçãodireta dos Estados Unidos (ou doJapão) o que poderia significar aperda de agilidade. Se houvesseurgência, a peça teria de ser leva-da de São Paulo (SP), onde oOkuma Latino Americana mantémestoque devidamente desembara-çado. Nessa hipótese, o preço se-ria maior, porque os impostos etaxas incidentes sobre os produtosimportados já teriam sido recolhi-dos e a Okuma teria de repassá-los ao cliente.Dessa forma, conju-gar agilidade e benefício fiscal erapraticamente impossível.
A Okuma é uma das poucas dosegmento de importação de máqui-nas operatrizes – senão a única – aabrir uma filial em Manaus. “Temoso dever de dar todo o suporte ne-cessário e da melhor maneira, ondequer que o cliente esteja”, justifica
DeFato Comunicações
CC

Sandvik Coromant do Brasil 37
Okuma dobra a base instalada em três anos
Bastos, acrescentando que em bre-ve a Okuma manterá um técnicoresidente naquela região. A baseinstalada da Okuma em Manaussupera os 100 equipamentos.
Além de a empresa ver o supor-te como um dever, outro aspecto re-levante foi o fato de os benefíciosfiscais para a Zona Franca deManaus terem sido estendidos até2023. Com isso, novos empreendi-mentos tendem a surgir, sem con-tar que as empresas já instaladasdeverão investir em ampliações.Dados da Administração da Sufra-ma (CAS) confirmam a tendência:em 2003 foram aprovados 207projetos que somam mais de US$ 2bilhões em investimentos, um volu-me quase 70% maior que o de 2002.
Clientes da Okuma também ra-tificam a tendência. A Moto Hondada Amazônia, por exemplo, já anun-ciou investimento de US$ 30 mi-lhões. Só na primeira fase, que será
concluída até dezembro de 2004, acapacidade produtiva será amplia-da de 750 mil motocicletas/ano para1 milhão motocicletas/ano em 2004.
É de se esperar que outros usuári-os das máquinas Okuma façam o
mesmo. Além disso, ter uma filial emManaus pode representar um diferen-cial importante, porque ao investir emmáquinas-ferramenta, as empresascostumam considerar a qualidade doatendimento pós-vendas.
A Okuma Latino Americana Co-mércio Ltda. instalada em São Pau-lo (SP) desde 1997 é subsidiária daOkuma Corporation, com sede noJapão e filiais em vários países,como Alemanha, Taiwan, China eEUA. A unidade brasileira, que sereporta à filial dos EUA, é a respon-sável pelos negócios do grupo emtoda a América do Sul. Atualmente,a base instalada da Okuma no con-tinente sul-americano é de mais de1000 máquinas. “Em 2000, a baseda Okuma no Brasil somava cercade trezentas e poucas máquinas,recorda Alcino Junqueira Bastos,Gerente geral da Okuma LatinoAmericana. Para ele, o crescimentode mais de 100% nos últimos trêsanos decorre do reconhecimento dotrabalho realizado e também dascaracterísticas técnicas que diferen-ciam os equipamentos da marca.
De acordo com Bastos, a Okuma
é uma empresa que, por buscar qua-lidade diferenciada, é uma das pou-cas do segmento que fabrica inter-namente seus próprios encoders,motores elétricos, CNCs entre ou-tros. “A busca pela qualidade é tal,que a estrutura dos fundidos da basedas máquinas Okuma é rasqueteadamanualmente.”
A Okuma, fundada em 1898 emNagoya, no Japão, tornou-se conhe-cida mundialmente pelos tornos.Hoje, fabrica também centros deusinagem e retíficas. No Brasil, em-bora o número de tornos instaladosainda seja maior, o volume de vendasde centros de usinagem tem supera-do o de tornos nos últimos três anos.O fato é que no Brasil há fabricantesde tornos que oferecem principalmen-te modelos mais simples, com preçose condições de financiamento compe-titivos, via Finame.
No caso dos centros de usina-
gem, embora exista fabricação naci-onal, a relação custo/benefício dasmáquinas Okuma, para Bastos, é ex-tremamente favorável. Já a demandapor retíficas é menor em todo o mun-do, porque a evolução dos tornos ecentros de usinagem tem permitidoacabamento com qualidade suficien-te para se suprimir a operação deretífica em vários processos.
A Okuma oferece centros deusinagem horizontais com pallets de400 x 400 mm a 1.000 x 1.000 mm,standard, e centros de usinagem verti-cais dos mais variados portes, que po-dem usinar desde próteses dentáriasa peças de grande porte para a in-dústria automobilística. Em tornos,oferece modelos que possibilitam fa-zer desde um eixo de relógio até orosqueamento de tubos de oleodutos.A empresa oferece ainda retíficas uni-versais, angulares e cilíndricas-planasem diversos modelos e portes.
Saguão de entrada da filial Okuma em Manaus-AM.

O Mundo da Usinagem38
ABEPRO - Associação Brasileira de Engenharia de Produção - Universidade Metodista dePiracicaba - Faculdade de Engenharia e de Produção - Programa de Pós Graduação
Rod. Santa Bárbara-Iracemápolis - Km 1 - Cep: 13450-000 Santa Bárbara d´Oeste - SPsite: www.abepro.org.br e-mail: [email protected] Tel: (0xx19) 3124-1767, 3454-2238
Para saber todas as ativida-des desenvolvidas pelaABEPRO, acesse o sitewww.abepro.org.br e se esti-ver interessado em recebernossos boletins, cadastre-sena página da Associação e fi-que informado sobre defesasde dissertações, cursos eeventos direcionados à comu-nidade de Engenharia de Pro-dução. Quem quiser dar su-gestões de notícias mande ume-mail para [email protected],ou [email protected]
Para adquirir os Anais dosENEGEPs realizados nos anosde 1981 a 2002 acesse o site daassociação, ou mande um e-mailpara [email protected], se preferir, pelo telefone(19) 3454-2238.
Saiba mais sobre a Abepro:
O ENCEP 2004 será no Espírito Santo
O nono Encontro Nacionalde Coordenadores de Cursosde Engenharia de Produção(ENCEP) vai acontecer de 26a 28 de maio em Vila Velha-ES, organizado pelo CentroUniversitário Vila Velha (UVV)e pela ABEPRO.
O objetivo do ENCEP é criaroportunidades para que coorde-nadores de cursos de Engenha-ria de Produção do Brasil pos-sam debater questões funda-mentais relativas aos aspectosdo ensino, da pesquisa e do re-lacionamento com a sociedadeque atua nesta importante áreadas engenharias.
O público alvo é formado porcoordenadores de cursos de gra-duação e pós-graduação em En-genharia de Produção, além deengenheiros de empresas.
Para a edição de 2004, es-tão previstas as presenças depersonalidades dos organismosde regulamentação, avaliação ede fomento de ensino e pesqui-sa, da ABEPRO e UVV, além dopresidente da Companhia Side-rúrgica de Tubarão (CST). Nostrês dias do evento muitasatividades serão desenvolvidas.No dia 26 haverá palestra sobre“Gestão de Coordenação deCurso”, seguida de debates euma mesa redonda sobre “Ges-tão de Cursos de EP”.
A grande novidade, entretan-to, e que consta na programaçãodos demais dias, é o debate so-
bre os assuntos acima menciona-dos sob o contexto das mudançasocor r idas no MEC, CAPES eINEP neste segundo ano do Go-verno Lula.
Confira outras abordagens so-bre temas fundamentais para odesenvolvimento da Engenhariade Produção:
Sob as perspectivas criadaspelas diretrizes curriculares de en-sino de engenharia ocorreu osurgimento de cursos de Enge-nharia de Produção com caracte-rísticas atuais e muito diferentesdaqueles oferecidos com base nalegislação anterior. Várias ques-tões ainda permanecem sem res-posta quando se discute a habili-tação do “Engenheiro de Produ-ção” diante do sistema CONFEA/CREA.Esse tema será abordadocom todas as particularidades queo assunto permite e merece.
A oportunidade de debates en-tre a empresa e a universidadeinterfere diretamente na formaçãode um bom profissional, aspectoa ser especialmente consideradoneste ENCEP, procurando-seavançar ainda mais com relaçãoaos dois ENCEPs anteriores, comas atividades, em um dos dias doevento, sendo desenvolvidas nasinstalações da CST, com a pre-sença de outras empresas por elaespecialmente convidadas paraeste momento.
Para o presidente da ABEPRO,Prof. Dr. Nivaldo Lemos Coppini,o ENCEP vem registrando resul-
tados positivos a cada ano, sem-pre com um excelente e crescen-te volume de participantes devidoa dois fatores: primeiro, o interes-se dos coordenadores de cursosem participar de debates relacio-nados com a Engenharia de Pro-dução e, segundo, devido ao cres-cimento espetacular de cursos deEngenharia de Produção no Bra-sil e suas respostas positivas, pormeio de participações efetivas, emrelação às atividades desenvolvi-das pela ABEPRO.
A programação preliminar doENCEP 2004 já está pronta: confiraem breve no site da associação.

Sandvik Coromant do Brasil 39

O Mundo da Usinagem40
Em meados de 2002, a orga-nização denominada Cluster deAlta Tecnologia de São Carlos,que reúne várias empresas da ci-dade de São Carlos, lançou ofici-almente no mercado um novoproduto que foi desenvolvido emparceria com pesquisadores darede Instituto Fábrica do Milênio— IFM — (Ver O Mundo daUsinagem 2003-3).
O produto é uma plataformaque permite a construção de por-tais corporativos que, além de faci-litar a comunicação institucional,servem como instrumento de tra-balho e auxiliam o gerenciamentodo conhecimento da organização.O produto permite: publicação avan-çada de conteúdo, busca avançada,criação de espaços para comunida-des de prática, criação de espaços detrabalho para times de projeto e fer-ramentas de e-Learning, entre ou-tras, tudo isso de maneira integradacom ferramentas para a criação desites, intranets e extranets cor-porativas. O cluster é formado por7 empresas do Parque de AltaTecnologia de São Carlos, entre elas
suas fundadoras Radium Systems,SV Consultoria e MZO Interativa,que desenvolveram a plataformaem parceria com o Grupo de En-genharia Integrada do Núcleo deManufatura Avançada (EI/NUMA), um dos nós da rede IFM.
A parceria foi bastante provei-tosa para todos os seus membrose deverá ser mantida. Ela permi-tiu que os conhecimentos acumu-lados pelo grupo de engenhariaintegrada, na área de sistemaspara gestão do conhecimento, pu-dessem ser transferidos rapida-mente para o mercado e fossempotencializados pela experiênciaem desenvolvimento de sistemastrazida pelas empresas parceiras.
ARCANO: Um Novo Instrumento deGerenciamento de Trabalho.

Sandvik Coromant do Brasil 41
A Deb’Maq realizou, nos dias15,16 e 17 de janeiro, sua conven-ção anual de vendas, onde o Sr.Ronaldo da Silva Ferreira (TécnicoOTS da Sandvik Coromant)palestrou sobre a finalidade e fun-cionalidade do departamento OTS,confirmando e fortalecendo comisto a parceria entre as duas empre-sas, Sandvik Coromant e Deb’Maq.Discutiram-se também as estratégi-as de vendas para 2004 e a situa-ção da empresa, que vem crescen-do a passos largos, tanto no merca-
do interno, quanto no externo. Fa-lou-se do sucesso obtido pela Uni-dade de Difusão Tecnológica, monta-da sobre um caminhão, em projetode levar tecnologia de ponta pelointerior do país, que conta com oapoio da Sandvik Coromant, entreo de outras empresas. As expectativaspara 2004 são as melhores, pois a che-gada do caminhão tem sidoprestigiada até por prefeitos e demaisautoridades dos locais visitados, mos-trando assim que ainda existem mui-tos mercados a serem explorados.
A DHB Componentes Automoti-vos inaugurou, em Porto Alegre, suanova fábrica, para produção deválvuIas hidráulicas. Com a fabri-cação local desse componente, o me-canismo de direção hidráulica - umdos principals produtos do portfólioda empresa - pula de 30% para 90%de Indice de nacionalização.
0 empreendirnento de US$ 10milhões faz da DHB a pioneira naprodução de válvulas hidráulicas noBrasil. Instalada em um espaço de2 mil m2, a nova unidade gera 80empregos diretos e vai trabalharcom uma meta fabril de 700 mil vál-vulas por ano. “Além de um saltono processo produtivo, ela vai pro-porcionar a independência da va-riação cambial, maior competiti-vidade e redução dos custos de fa-bricação”, declara Carlos Francisco
Realizar-se-á, de 23 a 26 de mar-ço, no EXPOVILLE, Joinville-SC,a segunda edição de um encontrode muito sucesso. A primeira feiracontou com a participação de 8520visitantes que percorreram osstands de expositores representati-vos de um largo espectro de ativi-dades industriais, como DaimlerChrysler, Arno, Gerdau, Multibrás,Denso do Brasil, Moto Honda,Volkswagen, Audi, Maihle-MMG,Bosch Rexroth, Scania, Weg,Siemens, Volvo do Brasil, Eckele,
Consultech, AAM, Astra, ZenDello, Ford, Electrolux, Gestamp,Huhtamaki, Tritec, Renault, Gru-po Delga, Fiat e outros. Nesta se-gunda edição, simultaneamente àFeira, ocorrerão ainda eventos pa-ralelos, como o Seminário de Téc-nologia Aplicada à Ferramentariae Modelação, no auditório daExpoville, organizado pelo SenaiJoinville e o de Metal-mecânica -Plástico - Subcontratação, na mes-ma data, organizado peloSindimec de Joinville.
Zanetti, diretor de Desenvolvimen-to de Novos Negócios.
Além de contar com a recu-peração do mercado interno, aempresa acredita na ampliação dasexportações, que representam hoje23% do faturamento, podendo che-gar a cerca de 30% nos próximosanos. A empresa já exporta para oMéxico, Estados Unidos, Argenti-na e Irã, e pretende atingir tambémos mercados europeu e africano.
Para 2004, a companhia projetauma evoluçao de 44% em seus ganhos,atingindo R$ 230 milhões. Esse incre-mento deriva de um novo contrato es-tabelecido com a Ford - que envolve ofornecimento de componentes paratoda a linha de veículos de passeio na-cionais da montadora - além das esti-mativas de crescimento da produçãonacional de automóveis em 2004.
DHB nacionaliza fabricação de válvulas
2a. Feira de Ferramentaria e Modelação

O Mundo da Usinagem42
Mar
Abr
Mai
Jun
Jul
Ago
Set
Out
Nov
Mês TBU TFR UMM EAFT EAFF OUT OUF TUA TGU
15 e 16
12 e 13
30 e 31
20 e 21
29 e 30
21 e 22
27 e 28
19, 20,21 e 22
18, 19,20 e 21
4, 5 e 6
22, 23 e 24
14, 15e 16
29, 30 e 31
26, 27 e 28
28, 29e 30
13, 14e 15
23, 24,25 e 26
02, 03,04 e 05
03, 04,05 e 06
12, 13 e 14
Técnicas Básicas de Usinagem (14 horas em 2 dias)
Técnicas de Furação e Roscamento com macho(14 horas em 2 dias)
Usinagem de Moldes e Matrizes (28 horas em 4 dias)
Escolha e Aplicação de Ferramentas paraTorneamento (21 horas em 3 dias)
Escolha e Aplicação de Ferramentas paraFresamento (21 horas em 3 dias)
Otimização da Usinagem em Torneamento(28 horas em 4 dias)
Otimização da Usinagem em Fresamento(28 horas em 4 dias)
Técnicas para Usinagem Automotiva(28 horas em 4 dias)
Técnicas Gerenciais para Usinagem(21 horas em 3 dias)
O leitor de O Mundo daUsinagem pode entrar em contatocom os editores pelo e-mail:[email protected]
FALE COM ELES
Anunciantes
Blaser Swisslube do BrasilSão Paulo-SPTel. (11) 5049 2611
Faculdade de Engenharia Mecânica/Depto. de Engenharia de Fabricação-UNICAMPCampinas-SPTel. (19)3788-3092/3299
Aços VICSão Paulo-SPTel. (11) 6166-2127
Faculdade de Tecnologia da ZonaLeste, Centro Paula SouzaSão Paulo-SPTel. (11) 3327-3000
Faculdade de Engenharia deSão Carlos – USP
Tel. (16) 273-9267
Mecat Filtrações IndustriaisAbadia de Goiás-GoTel. (62) 503-1155
Arsenal de Guerra do Rio de JaneiroRio de Janeiro-RJTel. (21) 2580-1668
Okuma Latino AmericanaSão Paulo-SPTel. (11)3846-6645
Alstom BrasilTaubaté-SPTel. (12) 225-3057/3151
Aços Romam.........................pág.11
Deb’Maq..................................... 39
Ergomat.......................................18
Kabel Schlepp..............................29
MD do Brasil................................43
Romi.......................................pág.35
SKA...............................................40
Technifor........................................41
Villares Metals..............................21
Amazonas-AM: MSC, Manaus, Tel: (092) 613 2350; Ceará-CE: Ferrametal, Fortaleza,Tel: (085) 287 4669; Pernambuco-PE:Recife Tools, Recife,Tel: (081) 3268 1491; Bahia-BA: Sinaferrmaq, Lauro de Freitas, Tel: (071) 379 5653; Espírito Santo-ES:Hailtools, Vila Velha,Tel: (027) 3349 0416; Mato Grosso do Sul-MS: Kaymã, Campo Grande, Tel: (067) 321 3593; Minas Gerais-MG: Escândia, Belo Horizonte, Tel: (031) 3295 3274; Sandi, Belo Horizonte,Tel: (031) 3295 2957; Tecnitools, Belo Horizonte,Tel: (031) 3295 2974; Tungsfer, Ipatinga, Tel: (031) 3825 3637; Rio de Janeiro-RJ: Jafer, Rio de Janeiro, Tel: (021) 2270 4835;Machfer, Rio de Janeiro, Tel: (021) 2560 0577; Toolset, Rio de Janeiro, Tel: (0xx21) 2290 6397; Trigon, Rio de Janeiro, Tel: (021)2270 4566; São Paulo-SP: Atalanta, São Paulo,Tel: (011) 3837 9106; Cofast, Santo André, Tel: (011) 4997 1255; Cofecort,Araraquara Tel: (016) 3333 7700; Comed, Guarulhos Tel: (011) 6442 7780 / 6409 1440; Diretha, São Paulo, Tel: (011) 6163 0004;Maxvale, S.José dos Campos, Tel: (012) 3941 3013; Mega Tools, Campinas, Tel: (019) 3243 0422; PS Ferramentas, Bauru, Tel:(014) 3234 4299; Pérsico, Piracicaba, Tel: (019) 3421 2182; Paraná-PR: Gale, Curitiba, Tel: (041) 339 2831; Oliklay, Curitiba, Tel:(041) 327 2718; PS Ferramentas, Maringá, Tel: (044) 265 1600; Santa Catarina-SC: GC, Joaçaba, Tel: (049) 522 0955; Repatri,Criciúma, Tel: (048) 433 4415; Thijan, Joinville, Tel: (047) 433 3939; Logtools, Joinville, Tel: (047) 422 1393; Rio Grande do Sul-RS:Arwi, Caxias do Sul, Tel: (054) 223 1388; Consultec, Porto Alegre, Tel: (051) 3343 6666; F.S., Porto Alegre, Tel: (051) 3342 2366.
Sandvik Coromant e seus Distribuidores
Sandvik Coromant, atendimento ao cliente : 0800 - 559698
Sandvik CoromantPrograma de Treinamento 2004
Mais informações sobre os cursos, acesse www.cimm.com.br

Sandvik Coromant do Brasil 43

O Mundo da Usinagem44