Monitoramento da oee
10
Click here to load reader
-
Upload
ana-paula-bittencourt -
Category
Documents
-
view
794 -
download
0
Transcript of Monitoramento da oee

MONITORAMENTO AUTOMÁTICO E
EM TEMPO REAL DA EFICÁCIA
GLOBAL DOS EQUIPAMENTOS (OEE)
COMO PRÁTICA DE APOIO À
MANUFATURA ENXUTA: UM ESTUDO
DE CASO
Edgar Telles de Proença (UFSC)
Dalvio Ferrari Tubino (UFSC)
A identificação dos desperdícios nas operações de manufatura assim
como a guerra para combatê-los vem se tornando comuns em todas as
organizações. A implantação de práticas da manufatura enxuta (ME),
como, por exemplo, a produção em fluxo eem células de fabricação,
tem se mostrado muito eficiente nesta guerra, porém depois da
implantação e estabilização do primeiro estado futuro, fica difícil
enxergar desperdícios mais sutis somente com os indicadores
convencionais do mapeamento. È neste ponto que a implantação do
indicador de Eficácia Global dos Equipamentos (OEE), através de um
monitoramento automático e em tempo real, permite mostrar com
clareza onde estão os novos desperdícios de forma a alavancar ações
complementares para combatê-los, no sentido de atingir estados
futuros mais eficazes. Neste artigo será apresentado um estudo de caso
onde a aplicação do OEE em tempo real foi feita em células de
fabricação em fluxo unitário de componentes metálicos.
Palavras-chaves: Manufatura Enxuta, OEE, Monitoramento em tempo
real
XXX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO Maturidade e desafios da Engenharia de Produção: competitividade das empresas, condições de trabalho, meio ambiente.
São Carlos, SP, Brasil, 12 a15 de outubro de 2010.

2
1. Introdução
Desperdícios são tão freqüentes no dia-a-dia das empresas que muitos deles passam a fazer
parte do cotidiano, de maneira a serem considerados pelas pessoas como algo inerente ao
processo produtivo. Paradas pelos mais variados motivos, quebra de máquinas, troca de
ferramentas, falta de pessoal e tantas outras ocorrências tornam-se tão comuns que acabam
sendo aceitas como normais. A verdade é que, segundo a visão da manufatura enxuta (ME),
são perdas, e que nessas, e em muitas outras situações, o equipamento, célula ou linha não
está produzindo em sua capacidade ideal, deixando assim de cumprir seu principal objetivo.
Uma vez que as empresas de manufatura obtêm seu lucro através da adição de valor aos
materiais para transformá-los em produtos para seus clientes, sendo que esta operação
geralmente é feita através de equipamentos ou máquinas, desde que não se cometa o “pecado”
da super produção, a utilização máxima do potencial instalado em máquinas ou equipamentos
deve ser vista como um fator crítico para o sucesso e sobrevivência da empresa.
Neste artigo será discutido como o monitoramento em tempo real de células concebidas
dentro da estratégia da ME pode contribuir para a melhora do desempenho dessas células,
permitindo a verificação da eficácia de qualquer melhoria implantada dentro destas células,
bem como, o acompanhamento permanente dos resultados das mesmas ao longo do tempo,
prevenindo desperdícios.
2. Revisão bibliográfica
2.1 Manufatura enxuta
O primeiro foco deste artigo é o da manufatura enxuta (ME). A expressão manufatura enxuta
ou, originalmente, lean manufacturing foi cunhada após uma pesquisa de benchmarking em
empresas do ramo automobilístico para denominar aquelas que, no desempenho de suas
atividades, procuravam sempre “fazer cada vez mais com cada vez menos”. Esta pesquisa,
realizada pelo Massachuets Institute of Technology (MIT), resultou em 1992 no livro “A
Máquina que Mudou o Mundo” (WOMACK, J. P. & JONES, D.T. & ROOS, D., 1992), que
relata as práticas encontradas nas organizações de origem japonesa que vinham apresentando
um desempenho superior no mercado mundial. A este conjunto de práticas os autores
chamaram manufatura enxuta e às empresas que os aplicavam de empresas enxutas.
A organização tida como referência neste trabalho, pioneira no uso desta abordagem, e
também criadora de grande parte das práticas enxutas, foi a Toyota Motors Company, cuja
lógica de operacionalização é conhecida como Sistema Toyota de Produção (STP)
(MONDEN, 1984).
A ME pode ser definida, de uma forma mais ampla, como uma estratégia de produção
baseada em um conjunto de práticas, oriundas do Sistema Toyota de Produção, cujo objetivo
é melhorar continuamente o sistema produtivo por meio da eliminação dos desperdícios de
todas as atividades que não agregam valor ao cliente.
Melhorar continuamente significa, por um lado, que nenhum dia deve se passar sem que a
empresa melhore sua posição competitiva, e, por outro, que todos dentro da empresa são
responsáveis por isto e devem trabalhar neste sentido, desta forma, um problema, ou um erro,
acontecido dentro do sistema deve ser visto como uma oportunidade de melhoria para o
sistema produtivo (TUBINO, 2000).
O outro conceito ligado à estratégia de produção da ME é o de eliminação de desperdícios,

3
proposto por Shingo (1996). Desperdício é tudo que não agrega valor e deve, por conseguinte,
ser eliminado via processo de melhoria contínua. São considerados desperdícios a
superprodução, as esperas, os transportes, as movimentações e processamentos
desnecessários, os estoques, a geração de produtos defeituosos e, finalmente, o não
aproveitamento de sugestões dos colaboradores, chamado atualmente de desperdício
intelectual.
2.2 Eficácia global dos equipamentos
O segundo foco deste artigo é o conceito de Eficácia Global dos Equipamentos, ou,
originalmente, Overall Equipment Effectiveness (OEE). O OEE é um indicador que mostra a
diferença entre o ideal e o real, considerando três aspectos: perdas de tempo (paradas) que se
refere a disponibilidade, perdas de velocidade (máquina operando abaixo do ideal) que se
refere a performance, e perdas de qualidade (máquina produzindo peças com defeito)
referente a qualidade.
Geralmente é o indicador utilizado para medir as melhorias implementadas pela manutenção
produtiva total (TPM). Sua utilização permite que as empresas analisem as reais condições da
utilização de seus equipamentos. A medição do OEE pode ser aplicada com diferentes focos.
Para Jonsson e Lesshmmar (1999), com a utilização deste indicador é possível, por um lado,
identificar onde devem ser desenvolvidas melhorias e, por outro, que áreas podem ser
utilizadas como benchmark.
Esta medição também permite quantificar as melhorias implementadas nos equipamentos,
células ou linhas de produção ao longo do tempo. A análise do OEE de um grupo de
máquinas de uma linha de produção ou de uma célula de manufatura permite identificar os
recursos com menores desempenhos, possibilitando, focar esforços nesses recursos.
Segundo Nakajima (1989), o OEE é uma medição que procura revelar os custos escondidos
na empresa. Para Ljungberg (1998), antes do advento desse indicador, somente a
disponibilidade era considerada na utilização dos equipamentos, o que resultava no super-
dimensionamento de capacidade.
Para Nakajima (1989), deve ser buscado como meta um OEE de 85% para os equipamentos.
Empresas que obtiveram OEE superior a 85% ganharam o prêmio TPM Award. Para se obter
esse valor de OEE é necessário que seus índices sejam de: 90% para disponibilidade, 95%
performance e 99% qualidade.
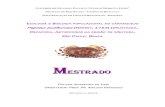
A Figura 1 mostra as fórmulas de cálculo do OEE, as seis grandes perdas do TPM, de que
maneira elas influenciam o índice e as metas de cada uma das dimensões (disponibilidade,
performance e qualidade) para um OEE de 85%.
2.3 Monitoramento de máquina em tempo real
A maioria das empresas possui algum tipo de monitoramento de desempenho de seus
equipamentos críticos. Seja online (feita de maneira automatizada) ou por meios manuais
(onde o operador aponta os eventos em formulários e estes são contabilizados posteriormente
através do reporte destes eventos em algum sistema.
O monitoramento em tempo real tem como principal objetivo coletar, mostrar as informações
de produção enquanto elas estão ocorrendo (paradas de máquina e refugo) e registrá-las em
um banco de dados para futuras pesquisas. As paradas são registradas de forma automática.
Cabe ao operador apenas informar o motivo da parada ou o refugo diretamente no teclado do
CLP instalado na máquina. Com estes dados é possível exibir em forma de gráficos e

4
relatórios todas as informações necessárias para o acompanhamento da produção, sendo que
isto permite aos gestores serem proativos e agirem a tempo de resolver os problemas sem que
estes causem maiores danos aos resultados de suas áreas.
Figura 1 – As seis grandes perdas, sua influência no OEE (Fonte: Adaptada Gotoh e Tajiri (1999))
A Figura 2 mostra o esquema de ligação onde todas as máquinas estão conectadas ao sistema
de monitoramento através da rede corporativa da empresa. Este é o modelo usado no estudo
de caso apresentado neste trabalho.
É claro que alguns cuidados devem ser tomados nas instalações elétricas, lógicas e aquisição
de sinais de produção para se garantir o perfeito funcionamento do sistema, porém, este
assunto não será discutido neste trabalho. O que vale ressaltar é que a instalação elétrica é
feita de modo a não ser possível para o operador burlar o sistema.
Figura 2 – Esquema conexão Ethernet máquinas monitoradas e mestre e banco de dados. (Fonte adaptada
Manual implantação IP64)
CLP de
Monitoramento

5
O sistema funciona basicamente pela instalação de um CLP (controlador lógico programável)
com uma interface (teclado e display) em cada máquina monitorada conforme a Figura 2, e
fará a aquisição, em sua forma mais básica, de dois sinais:
Sinal de produção: Este sinal é referente ao ciclo da peça que está sendo produzida.
Através de cadastros iniciais no sistema, cada peça terá um tempo de ciclo padrão. Durante o
monitoramento este tempo padrão cadastrado é comparado com o tempo real coletado da
máquina. Através deste sinal o sistema mede a “velocidade da máquina” em relação ao ciclo
padrão cadastrado (a performance do OEE). E conta a quantidade de peças produzidas.
Sinal de parada manual: É o sinal decorrente da seleção do modo manual da máquina que
está sendo monitorada.
Através deste sinal o sistema entende que a máquina não está trabalhando em modo
automático e, portanto, a produção não deve ser contada, ou seja, os sinais de ciclo recebidos
serão ignorados. Neste momento na tela do CLP será solicitado o motivo da parada. Caso o
operador não informe o motivo, o sistema assume automaticamente como parada não
informada.
O sistema também entende que a máquina esta parada quando não recebe o sinal de ciclo
dentro dos limites estabelecidos no cadastro. Por exemplo: para peças com ciclos curtos (até
30 segundos), normalmente se espera mais um tempo de ciclo. Se o sinal não chegou o
sistema entende que a máquina está parada. A partir deste momento o CLP solicita o motivo
da parada em sua tela. E todo o tempo entre o último ciclo recebido até o próximo sinal de
ciclo, será considerado como parada. Caso o operador não registre o motivo da parada o
sistema assume automaticamente como parada não informada.
O sistema registrará qualquer parada, por menor que seja. Ou qualquer ciclo fora do padrão.
Com isto a medição do OEE torna-se altamente confiável.
Conforme mostrado na Figura 2, o computador mestre recebe os dados vindo dos CLP
instalados nas máquinas, os organiza e envia para gravação no banco de dados. Que poderão
ser buscados a qualquer momento por relatórios ou na tela do sistema.
3. Estudo de caso
A empresa estudada já monitorava seu desempenho antes da implantação do sistema descrito
neste trabalho. Tratava-se de um sistema “convencional” que fazia seus cálculos baseados em
apenas duas das dimensões controladas pelo OEE, que eram a disponibilidade e a
performance (esta, porém, com outro enfoque). Funcionava da seguinte forma: os operadores
apontavam em cartões: a produção, as paradas e seus motivos. No final de cada turno uma
pessoa recolhia estes cartões e registrava os dados no sistema. Porém, mesmo com altas taxas
de rendimentos (taxas oscilando acima de 75%), começaram a aparecer problemas de
atendimento (característicos de falta de capacidade). O que contrariava os cálculos de
capacidade feitos pela área de planejamento. Foi o que colocou em dúvida a confiabilidade
das informações registras pelo sistema de monitoramento.
Com a dúvida sobre as informações, a Empresa foi levada a buscar novas formas de
monitoramento e assim surgiu a idéia do monitoramento em tempo real, mostrada a seguir.
3.1 Sistema e células monitoradas
O sistema de monitoramento em tempo real escolhido foi o Injet fornecido pela empresa MAP

6
Cardoso.
As células monitoradas (Figura 3) são formadas por três máquinas e quatro postos de
trabalho: um torno automático marca Traub modelo TB60 ou TBF42, uma lixadeira manual,
uma politriz semi-automática e um posto onde o operador coloca a peça polida em um suporte
para o processo galvânico. O processo é one peace flow (faça uma peça, mova uma peça).
Estas células foram montadas dentro da estratégia da ME.
O torno é uma máquina automática e o restante da célula está balanceada para dar
continuidade peça-a-peça na produção, assim o CLP de coleta de dados foi instalado nesta
máquina.
Figura 3 – Células monitoradas com as linhas de percurso dos operadores
Como orientação estratégica de produção focada na ME, as células foram inicialmente
concebidas para trabalhar em 2 turnos. O terceiro turno foi deixado para absorver aumentos
bruscos de demanda que pudessem ocorrer. A demanda aumentou e o terceiro turno teve que
ser ativado em 2007 mesmo contrariando os cálculos de capacidade. E em 2008 a empresa
optou por um piloto utilizando este sistema.
Como parâmetro optou-se por considerar o período integral dos turnos, totalizando 18,75
horas, como segue:
1º Turno: 8,8 + 43 min (almoço) = 9,51 hrs
2º Turno: 8,53 + 43 min (janta) = 9,24 hrs
Desta forma o OEE pelo sistema online será sempre em torno de 8% menor do que o sistema
usado anteriormente, já que este considerava 17,33 horas disponíveis.
Outra diferença é que o sistema anterior considerava as taxas de produções especificadas pela
Engenharia. Estas taxas de produção são encontradas através de um estudo de tempos onde há
varias concessões. Grosseiramente, pelo tipo de máquinas e processo nas células estudadas,
tem-se 7% de concessões durante a cronometragem dos tempos (2% atrasos inevitáveis + 5%
de necessidades pessoais). Este número pode aumentar em função de outros eventos durante o
estudo de tempos que sejam considerados como parte do processo pela pessoa que esteja
realizando o estudo de tempos.
O Injet considera o ciclo real da máquina sem nenhuma concessão que é comparado com um
ciclo padrão cadastrado como dado de entrada, porém o ciclo padrão também está sem

7
concessões. A eficiência de ciclo é medida em relação a este ciclo. As únicas paradas que não
influenciam no OEE são “parada para implantação de novos itens” e “parada de final de
semana”.
O motivo pelo qual o sistema foi configurado para "não perdoar nada" é que se deseja um
OEE que mostre realmente a utilização da máquina em 100% do tempo (que é o que o
indicador literalmente significa: eficácia global do equipamento) em que é possível trabalhar
(que é o tempo em que há pessoas na Fábrica). Uma vez que a máquina não almoça, não se
cansa e nem vai ao banheiro. Em caso de necessidade de aumento de capacidade estas paradas
podem ser administradas através de revezamento de pessoal durante estes períodos.
A Figura 4 mostra os resultados de monitoramento em tempo real das 4 células escolhidas
como piloto da implantação. Embora tenham sido concebidas dentro da estratégia da ME,
conforme já dito, a implantação do monitoramento online nestas células mostrou que o OEE
no inicio do processo estava muito ruim.
2008 Fev Mar Abr Mai Jun Jul Ago Set Out Nov Dez
Fluxo 02 25,88 45,97 31,26 39,30 50,49 44,55 51,72 59,19 51,94 52,57 63,81
Fluxo 03 49,49 45,16 57,73 55,47 50,27 62,63 64,26 67,47 71,89 63,86 58,65
Fluxo 04 40,28 48,37 41,07 53,57 56,49 56,33 64,87 64,77 64,62 53,48 58,02
Fluxo 06 42,73 66,47 60,62 54,35 64,24 70,07 66,17 65,43 71,65 61,42 66,79
Média 39,595 51,4925 47,67 50,67 55,373 58,395 61,755 64,215 65,025 57,8325 61,8175
2009 Jan Fev Mar Abr Mai Jun Jul Ago Set
Fluxo 02 53,71 59,14 60,80 18,43 24,43 61,46 59,34 64,46 66,46
Fluxo 03 48,03 61,57 65,82 74,10 68,94 69,67 69,76 73,99 77,30
Fluxo 04 63,41 64,22 16,23 61,12 71,77 70,94 72,59 73,66 68,87
Fluxo 06 62,47 61,03 71,37 74,04 70,21 69,67 70,42 72,15 75,09
Média 56,905 61,49 53,555 56,92 58,838 67,935 68,028 71,065 71,93
OEE Médio Fluxos 2,3,4 e 6
71,93
39,60
0
10
20
30
40
50
60
70
80
Fev Mar Abr Mai Jun Jul Ago Set Out Nov Dez Jan Fev Mar Abr Mai Jun Jul Ago Set
2008 2009
Figura 4 - Evolução do OEE médio nas células monitoradas.
3.2 Ações implementadas para melhorar o OEE
Com a implantação do novo sistema, os operadores apontavam todas as informações
diretamente no CLP da máquina, eliminando a necessidade das pessoas que recolhiam e
digitavam as informações. Com a disponibilidade destas pessoas a empresa criou uma área de
apoio que foi batizada de “Torre de Controle”. A função destas pessoas, a exemplo da Torre
de Controle de tráfego aéreo, é também de monitorar, só que neste caso é o monitoramento
das máquinas na produção.
Foi reformulada a listagem de motivos de paradas, dividindo estas paradas por áreas de
responsabilidade. Por exemplo: paradas por manutenção, paradas por problemas de produção,
ferramentaria etc. Baseado nestas áreas de responsabilidade foi criada uma cadeia de ajuda de

8
três níveis para cada área de responsabilidade que deveria ser acionada em cada parada de
máquina.
A “Torre de Controle” observa as máquinas trabalhando na tela conforme mostrado na Figura
5.
Figura 5 – Tela do sistema de monitoramento usada pela “Torre de Controle”.
Suponha que uma máquina pare (instantaneamente sua cor na tela muda para vermelha) e o
operador aponte o motivo de manutenção mecânica. Imediatamente a Torre aciona o
mecânico e avisa que a máquina XX está parada por problemas mecânicos. Caso a máquina
não volte a operar em 15 minutos, o supervisor de manutenção é acionado. Se a parada
persistir por mais de 1 hora, o gerente de manutenção será acionado. O mesmo procedimento
é usado para todas as áreas de responsabilidades.
Com a implantação deste procedimento toda a estrutura de apoio e os gestores de produção
passaram a ser proativos, visto que são informados do problema enquanto este está
acontecendo, tendo tempo de agir e solucioná-lo.
Outras ações tais como trabalhos de redução de setup (tempo de troca de ferramenta),
melhorias de processos, pequenas melhorias das próprias máquinas implantadas pela área de
manutenção também colaboraram para melhorar o OEE.
Depois que os operadores concluíram que a idéia do sistema em tempo real com a Torre de
Controle não era de controlá-los para punir e sim para ajudá-los a realizar melhor seu
trabalho, os operadores passaram a ser aliados, visto que todo o resultado do trabalho está
exposto e cada vitória podia ser celebrada. E também observaram um grande respaldo das
áreas de apoio quando acionadas pela torre.

9
Comparando os números de paradas registradas pelo sistema em tempo real com o apontado
manualmente nos cartões pelo sistema anterior se notou que muitas paradas de curta duração
não eram anotadas (terceira grande perda da TPM), porém se somadas ao final dos dois turnos
já não eram tão inexpressivas assim. A observação destas paradas possibilitou várias ações de
melhorias.
4. Considerações finais
Este artigo discutiu como o monitoramento em tempo real de células, via cálculo do OEE,
concebidas dentro da estratégia da ME pode contribuir para a melhora do desempenho dessas
células, permitindo a verificação da eficácia de qualquer melhoria implantada dentro destas
células, bem como, o acompanhamento permanente dos resultados das mesmas ao longo do
tempo, prevenindo desperdícios.
Este trabalho mostrou que mesmo se tendo eliminado grandes desperdícios com a aplicação
da produção em fluxo contínuo, via células, ainda existe muito a melhorar. E o
monitoramento em tempo real via cálculo do OEE foi fundamental para expor onde estavam
estes desperdícios e proporcionar ações de melhoria mais eficazes.
O banco de dados criado no monitoramento do OEE da forma como foi apresentado neste
trabalho, fornece informações precisas sobre cada equipamento ao longo do tempo. Trata-se
do “Mapa do Tesouro” para ações de melhoria sobre os 4Ms do processo (máquina, mão-de-
obra, método, e material), e também do desempenho das próprias áreas de apoio.
As pessoas que estão no dia-a-dia na fábrica não chegam a perceber principalmente as
pequenas paradas de máquinas, diferenças de velocidade, ciclos mais longos e a extensão real
ou duração real das paradas em geral. Tudo isto faz com que estes desperdícios sejam
contabilizados errôneamente com outros motivos, disparando sempre a ações corretivas
erradas e inócuas e assim, levando a falsa conclusão que estes desperdícios são realmente
inerentes ao processo. O monitoramento em tempo real desmistifica tudo isto trazendo as
claras os reais motivos dos desperdícios, desta forma possibilitando ações mais assertivas para
eliminá-los.
6. Referências
GOTOH, F. & TAJIRI,M. Autonomous Maintenance in Seven Steps: Implementing TPM on the Shop Floor. Portland. McGraw Hill, 1992.
LJUNGBERG, O. Measurement of overall equipment effectiveness as a basis for TPM activities. International Journal of Operations & Production Management. Vol. 18, N. 5, 1998
MONDEN, Y. Sistema Toyota de Produção. São Paulo: IMAM, 1984.
NAKAJIMA, S. Introdução ao TPM – Total Productive Maintenance. São Paulo: IMC Internacional
Sistemas Educativos Ltda., 1989.
SLACK, N. Vantagens competitivas em manufatura: atingindo competitividade nas operações industriais. São
Paulo, Atlas, 2002
SHINGO, S. O sistema Toyota de Produção do ponto de vista da Engenharia de Produção. Porto Alegre,
Bookman, 1996.
THE PRODUCTIVITY DEVELOPMENT TEAM, OEE for operators; Shopfloor Series; 1999.
TUBINO, D. F. Sistemas de Produção: a produtividade no chão de fábrica. Bookman, Porto Alegre,

10
2000
TUBINO, D. F; Planejamento e controle de produção: teoria e prática. São Paulo: Atlas, 2007.
WOMACK, J. P. & JONES, D.T. & ROOS, D. A máquina que mudou o mundo. Rio de Janeiro: Campus,
1992.