projeto de um sistema de automação de uma célula de manufatura ...

MODELAGEM DE CÉLULA DE
MANUFATURA DIDÁTICA EM REDES
DE PETRI
Rafael Alison de Souza Holanda (UFERSA)
Alexandre Henrique Soares de Oliveira (UFERSA)
Talisson Davi Noberto Xacier (UFERSA)
Andre Pedro Fernandes Neto (UFERSA)
David Custodio de Sena (UFERSA)
A presente pesquisa trata da aplicação de um método de modelagem,
em redes de Petri, do processo produtivo de uma célula de manufatura,
desenvolvida por Curzel (2006), para fins didáticos. Essa modelagem
ocorreu, de forma sistemática, atravvés das seguintes etapas:
identificação de todos os componentes da célula; descrição, em riqueza
de detalhes e sob a ótica dos sistemas a eventos discretos, de todas as
etapas do processo produtivo; desenvolvimento de um fluxograma
ilustrativo do processo; enumeração de todos os estados do sistema e,
por fim, modelagem do processo através das redes de Petri. A fim de
demonstrar a validade da rede desenvolvida para esse sistema, foi
utilizada uma metodologia de análise da rede denominada, por
Cardoso e Valette (1997), de “análise por enumeração de marcações”
para constatar a existência das seguintes propriedades: limitabilidade,
vivacidade e reiniciabilidade. Por conseguinte este trabalho retrata
que o processo do sistema de manufatura, também pode ser modelado
em redes de Petri, atingindo-se um alto nível de compreensão de
comportamento deste e ampliando, dessa forma, o seu horizonte de
aplicações didáticas.
Palavras-chaves: Redes de Petri, célula de manufatura didática,
rocesso produtivo, modelagem
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
2
1. Introdução
No final do século XX e início do século XXI, por meio de ferramentas computacionais,
tornou-se possível a modelagem de diversas variáveis em sistemas discretos, como os de
manufatura e controle de tráfego, que se caracterizam como sistemas complexos. É possível
modelar tais sistemas através de ferramentas de simulação, que são cada vez mais difundidas,
para a análise e compreensão dos problemas sistêmicos e metodológicos dos processos. Para
Petri (1962), um dos meios de simulação bastante eficiente para uma modelagem analítica, de
processos a eventos discretos, são os sistemas de comunicação entre autômatos. Segundo
Murata (1989), tal sistema, denominado redes de Petri, é uma ferramenta de modelagem
gráfica e matemática. Sua característica principal consiste no suporte para análise de inúmeras
propriedades e problemas associados aos sistemas concorrentes. Dessa forma tem-se que as
redes de Petri oferecem um ambiente uniforme para a modelação, análise formal e simulação
de sistemas a eventos discretos, permitindo uma visualização simultânea de sua estrutura e
comportamento (BARROS, 2001).
De acordo com Telles (2007), “sistemas discretos são sistemas de estados discretos baseados
em eventos, isto é, a evolução dos estados depende somente da ocorrência de eventos
discretos assíncronos”. A maioria dos sistemas flexíveis de manufatura, devido ao seu caráter
discreto no tempo, podem ser modelados como um Sistema a Eventos Discretos (CURY,
2001). Portanto, para uma célula de manufatura com processos a eventos discretos, a
utilização da modelagem através das redes de Petri possibilita uma análise comportamental
desse tipo de sistema.
2. Objetivos
A pesquisa foi desenvolvida com o objetivo principal de realizar uma modelagem, em redes
de Petri, do processo executado por uma célula de manufatura didática, bem como
desenvolver o fluxograma deste e demonstrar que o modelo desenvolvido possui as “boas
propriedades” da rede de Petri propostas por Cardoso e Valette (1997).
3. Justificativa
Curzel (2006), propôs a modelagem de uma célula de manufatura didática, desenvolvida por
ele, utilizando a teoria dos autômatos. Através dessa, pode-se realizar experimentos práticos
que, em escala reduzida, reproduzem células de manufatura existentes nas indústrias
(CURZEL, 2006). Já Bouzon et al. (2004), desenvolveu uma plataforma para ensino de
sistemas a eventos discretos denominado CEBE - Célula de Envasilhamento de Bebidas – em
que um dos objetivos é servir de suporte para modelagem em sistemas autômatos e em redes
de Petri. Desta forma foi identificada uma oportunidade de aperfeiçoar o trabalho de Curzel,
através da modelagem do seu sistema em redes de Petri que possibilita a estruturação, de
forma organizada, de sistemas concorrentes, de forma gráfica e matemática, conforme
proposto em Bouzon.
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
3
4. Metodologia
Segundo Marconi e Lakatos (2003), o método é o conjunto de atividades sistemáticas e
racionais que, com maior segurança e economia, permite alcançar o objetivo – conhecimentos
válidos e verdadeiros – traçando o caminho a ser seguido, detectando os erros e auxiliando as
decisões do cientista. Portanto a metodologia desta pesquisa consistirá em:
- Descrever os componentes da célula e as etapas do processo;
- Elaborar um fluxograma do processo, do ponto de vista da movimentação do objeto a
ser manufaturado;
- Elaborar a rede de Petri do sistema, baseando-se na análise prévia dos estados de
máquina;
- Analisar a rede, através da construção da árvore de estados, constatando a existência ou
não de determinadas propriedades da rede.
A figura 1 a seguir demonstra o fluxograma das atividades propostas:
Figura 1 – Fluxograma da metodologia; Fonte: Autoria própria
5. Redes de Petri
5.1 Conceito de redes de Petri
Para Cardoso e Valette (1997), “a rede de Petri é um modelo matemático com representação
gráfica”. Dentre os campos de atuação para essa teoria destacam-se os sistemas de
comunicação, manufatura, logísticos e sistemas discretos de forma geral. O formalismo
matemático associado às Redes de Petri possibilita a verificação de propriedades dos sistemas
modelados permitindo a análise do sistema-alvo modelado (LINO e SZTAJNBERG, 2007).
5.2 Composição da rede
As redes de Petri são compostas por dois tipos de nós que são interligados através de setas
denominadas arcos. De acordo com Barros (2001), “os elementos dos dois conjuntos em que
Metodologia
Revisar bibliografia
Descrever os componentes
Elaborar fluxograma
Elaborar rede
Analisar rede
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
4
se podem dividir os nós que compõe uma rede de Petri denominam-se, respectivamente,
lugares e transições, em que os lugares encontram-se ligados às transições, e estas aos lugares,
através de arcos dirigidos”. Para Marranghello (2005), são três os elementos básicos que
formam a estrutura topológica das redes de Petri, quais sejam: estados, ações, e relação de
fluxo detalhados a seguir:
- O lugar (ou estado) pode ser interpretado como uma condição, um estado parcial, uma
espera, um procedimento, um conjunto de recursos, um estoque ou uma posição geográfica
num sistema de transporte;
- A transição (ou ação) é, segundo Cardoso e Valette (1997), associada a um evento que
ocorre no sistema, como o evento iniciar a operação. Entretanto Marranghello (2005),
afirma que as ações (ou transições) são usadas para modelar os componentes ativos dos
sistemas, ou seja, os eventos que levam o sistema de um estado para outro;
- As relações de fluxo (ou arcos) são utilizadas para especificar de que maneira as
transições irão evoluir os estados do sistemas;
- A ficha, é definida por Cardoso e Valette (1997), como um indicador que atribui o
significado de que a condição associada ao lugar é verificada. A ficha pode representar um
objeto, uma posição no espaço ou ainda o indicador de um estado de máquina ativado; se
uma ficha encontra-se, por exemplo, num lugar denominado “luz ligada”, isso indica que a
luz está ligada, entretanto se esta posição estiver vazia pressupõe-se que a luz não está
ligada. Dessa forma tem-se que a distribuição de fichas (tokens) pelos lugares de uma
determinada rede determina o estado do sistema modelado.
5.3 Dinâmica da rede
As redes de Petri possuem um comportamento dinâmico, ou seja, através delas é possível
representar a evolução de estados de um sistema pela execução de suas transições. A essa
execução dar-se o nome de “disparo”.
O disparo de uma transição consiste de dois passos: retirar da as fichas dos lugares de entrada,
indicando que esta condição não é mais verdadeira após a ocorrência do evento, e depositar
fichas em cada lugar de saída, indicando que estas atividades estarão, após a ocorrência do
evento, sendo executadas (CARDOSO e VALETTE, 1997).
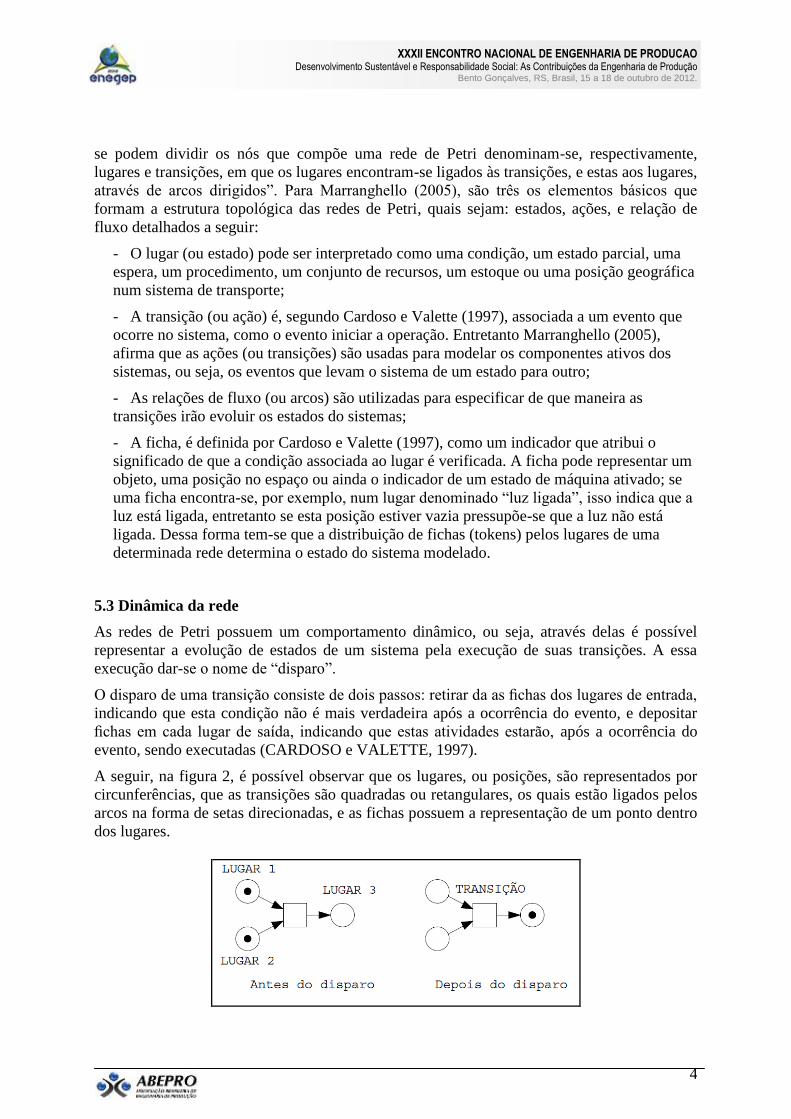
A seguir, na figura 2, é possível observar que os lugares, ou posições, são representados por
circunferências, que as transições são quadradas ou retangulares, os quais estão ligados pelos
arcos na forma de setas direcionadas, e as fichas possuem a representação de um ponto dentro
dos lugares.
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
5
Figura 2 – Disparo em redes de Petri; Fonte: Autoria própria
Percebe-se que, antes do disparo os lugares 1 e 2 possuem fichas indicando que estão
ativados. Após o disparo apenas o lugar 3 possui fichas indicando que 1 e 2 deixaram de ser
válidos após a validação do lugar 3 pela transição. A rede acima será considerada “marcada”
se a determinação das posições iniciais das fichas forem necessárias para a correta modelagem
do sistema.
5.4 Propriedades das redes marcadas
Segundo Marranghello (2005), denomina-se rede marcada a estrutura topológica da rede
associada ao conjunto de marcas, ou seja, é a rede com a designação de fichas iniciais para as
posições. Para Cardoso e Valette (1997), a limitabilidade, a vivacidade de a reiniciabilidade
são as boas propriedades de uma rede de Petri marcada e na maior parte do tempo, deseja-se
que a rede construída possua, simultaneamente, todas essas boas propriedades. Segundo Lino
e Sztajnberg (2007), tais propriedades podem ser definidas como:
- Limitabilidade: uma rede é limitada se para todo conjunto das marcações acessíveis, a
partir de uma marcação inicial, o número de fichas em qualquer lugar da rede não exceder
K (inteiro); uma rede é segura se em todos os seus lugares o número de fichas não exceder
a K=1;
- Vivacidade: uma rede é viva quando todas as transições são vivas, ou seja, para toda
marcação alcançável, existe uma sequência de disparos tal, que a mesma torne-se
habilitada;
- Reiniciabilidade: Uma rede é reiniciável quando, para o qualquer marcação de estados
possível existir uma sequência de disparos que faça a rede evoluir até a marcação inicial.
Em geral, se a rede não possui as boas propriedades é porque a modelagem esta errada e deve
ser revista (CARDOSO e VALETTE, 1997).
6. Descrição dos componentes da célula e das etapas do processo A célula de manufatura didática concebida por Curzel (2006), é composta dos seguintes itens:
a) Dois robôs manipuladores (Eshed Robotech Scorbot ER4pc com 5 graus de
liberdade);
b) Uma mesa giratória (Intelitek Rotary Table);
c) Uma esteira com sensor (Intelitek Conveyor ASSV);
d) Uma mesa de experimentos (Intelitek Experiment Table);
e) Uma estação de teste (Sensor foto elétrico do tipo dark on/ dark light).
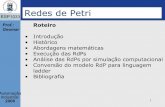
Conforme a figura 3 a seguir, é possível visualizar toda a disposição dos equipamentos citados
anteriormente
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
6
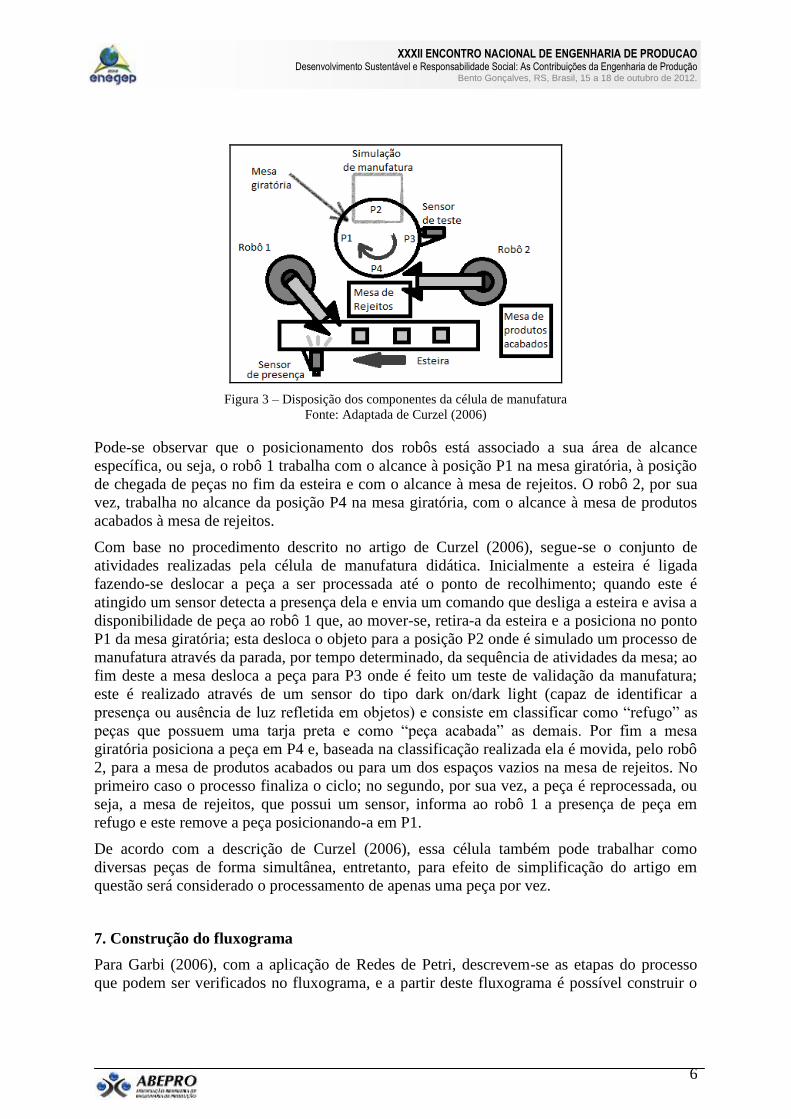
Figura 3 – Disposição dos componentes da célula de manufatura
Fonte: Adaptada de Curzel (2006)
Pode-se observar que o posicionamento dos robôs está associado a sua área de alcance
específica, ou seja, o robô 1 trabalha com o alcance à posição P1 na mesa giratória, à posição
de chegada de peças no fim da esteira e com o alcance à mesa de rejeitos. O robô 2, por sua
vez, trabalha no alcance da posição P4 na mesa giratória, com o alcance à mesa de produtos
acabados à mesa de rejeitos.
Com base no procedimento descrito no artigo de Curzel (2006), segue-se o conjunto de
atividades realizadas pela célula de manufatura didática. Inicialmente a esteira é ligada
fazendo-se deslocar a peça a ser processada até o ponto de recolhimento; quando este é
atingido um sensor detecta a presença dela e envia um comando que desliga a esteira e avisa a
disponibilidade de peça ao robô 1 que, ao mover-se, retira-a da esteira e a posiciona no ponto
P1 da mesa giratória; esta desloca o objeto para a posição P2 onde é simulado um processo de
manufatura através da parada, por tempo determinado, da sequência de atividades da mesa; ao
fim deste a mesa desloca a peça para P3 onde é feito um teste de validação da manufatura;
este é realizado através de um sensor do tipo dark on/dark light (capaz de identificar a
presença ou ausência de luz refletida em objetos) e consiste em classificar como “refugo” as
peças que possuem uma tarja preta e como “peça acabada” as demais. Por fim a mesa
giratória posiciona a peça em P4 e, baseada na classificação realizada ela é movida, pelo robô
2, para a mesa de produtos acabados ou para um dos espaços vazios na mesa de rejeitos. No
primeiro caso o processo finaliza o ciclo; no segundo, por sua vez, a peça é reprocessada, ou
seja, a mesa de rejeitos, que possui um sensor, informa ao robô 1 a presença de peça em
refugo e este remove a peça posicionando-a em P1.
De acordo com a descrição de Curzel (2006), essa célula também pode trabalhar como
diversas peças de forma simultânea, entretanto, para efeito de simplificação do artigo em
questão será considerado o processamento de apenas uma peça por vez.
7. Construção do fluxograma
Para Garbi (2006), com a aplicação de Redes de Petri, descrevem-se as etapas do processo
que podem ser verificados no fluxograma, e a partir deste fluxograma é possível construir o
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
7
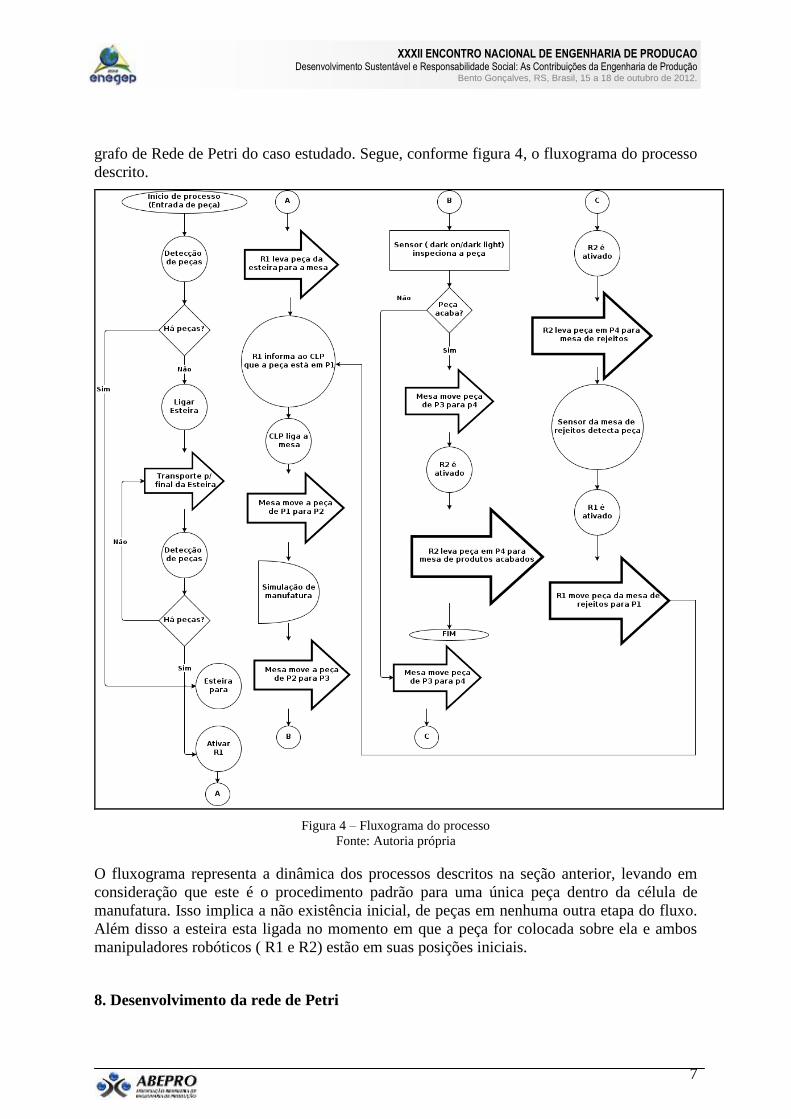
grafo de Rede de Petri do caso estudado. Segue, conforme figura 4, o fluxograma do processo
descrito.
Figura 4 – Fluxograma do processo
Fonte: Autoria própria
O fluxograma representa a dinâmica dos processos descritos na seção anterior, levando em
consideração que este é o procedimento padrão para uma única peça dentro da célula de
manufatura. Isso implica a não existência inicial, de peças em nenhuma outra etapa do fluxo.
Além disso a esteira esta ligada no momento em que a peça for colocada sobre ela e ambos
manipuladores robóticos ( R1 e R2) estão em suas posições iniciais.
8. Desenvolvimento da rede de Petri
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
8
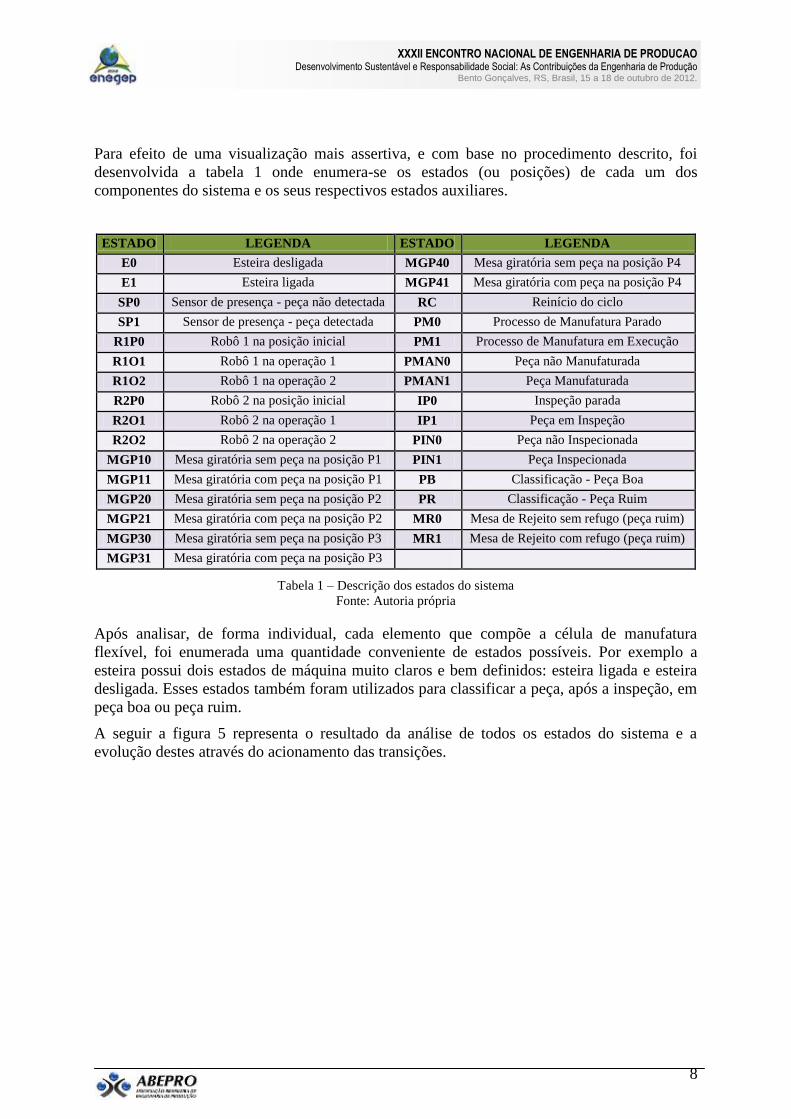
Para efeito de uma visualização mais assertiva, e com base no procedimento descrito, foi
desenvolvida a tabela 1 onde enumera-se os estados (ou posições) de cada um dos
componentes do sistema e os seus respectivos estados auxiliares.
ESTADO LEGENDA ESTADO LEGENDA
E0 Esteira desligada MGP40 Mesa giratória sem peça na posição P4
E1 Esteira ligada MGP41 Mesa giratória com peça na posição P4
SP0 Sensor de presença - peça não detectada RC Reinício do ciclo
SP1 Sensor de presença - peça detectada PM0 Processo de Manufatura Parado
R1P0 Robô 1 na posição inicial PM1 Processo de Manufatura em Execução
R1O1 Robô 1 na operação 1 PMAN0 Peça não Manufaturada
R1O2 Robô 1 na operação 2 PMAN1 Peça Manufaturada
R2P0 Robô 2 na posição inicial IP0 Inspeção parada
R2O1 Robô 2 na operação 1 IP1 Peça em Inspeção
R2O2 Robô 2 na operação 2 PIN0 Peça não Inspecionada
MGP10 Mesa giratória sem peça na posição P1 PIN1 Peça Inspecionada
MGP11 Mesa giratória com peça na posição P1 PB Classificação - Peça Boa
MGP20 Mesa giratória sem peça na posição P2 PR Classificação - Peça Ruim
MGP21 Mesa giratória com peça na posição P2 MR0 Mesa de Rejeito sem refugo (peça ruim)
MGP30 Mesa giratória sem peça na posição P3 MR1 Mesa de Rejeito com refugo (peça ruim)
MGP31 Mesa giratória com peça na posição P3
Tabela 1 – Descrição dos estados do sistema
Fonte: Autoria própria
Após analisar, de forma individual, cada elemento que compõe a célula de manufatura
flexível, foi enumerada uma quantidade conveniente de estados possíveis. Por exemplo a
esteira possui dois estados de máquina muito claros e bem definidos: esteira ligada e esteira
desligada. Esses estados também foram utilizados para classificar a peça, após a inspeção, em
peça boa ou peça ruim.
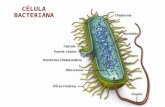
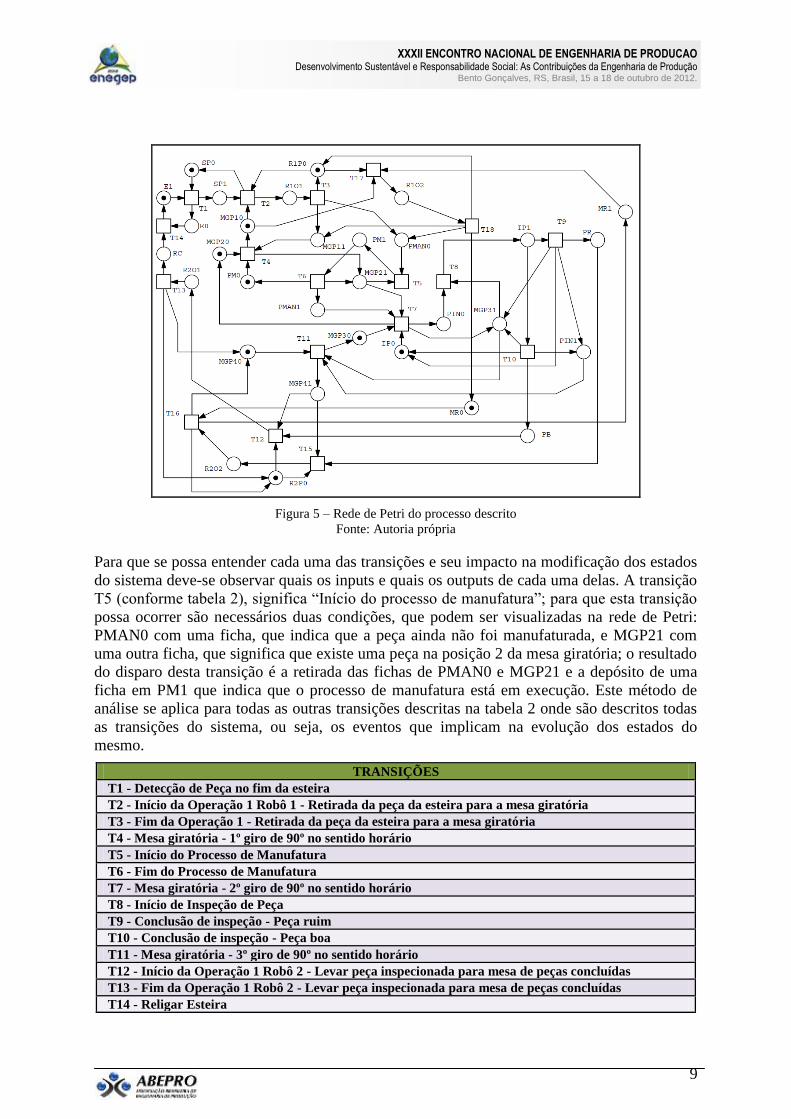
A seguir a figura 5 representa o resultado da análise de todos os estados do sistema e a
evolução destes através do acionamento das transições.
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
9
Figura 5 – Rede de Petri do processo descrito
Fonte: Autoria própria
Para que se possa entender cada uma das transições e seu impacto na modificação dos estados
do sistema deve-se observar quais os inputs e quais os outputs de cada uma delas. A transição
T5 (conforme tabela 2), significa “Início do processo de manufatura”; para que esta transição
possa ocorrer são necessários duas condições, que podem ser visualizadas na rede de Petri:
PMAN0 com uma ficha, que indica que a peça ainda não foi manufaturada, e MGP21 com
uma outra ficha, que significa que existe uma peça na posição 2 da mesa giratória; o resultado
do disparo desta transição é a retirada das fichas de PMAN0 e MGP21 e a depósito de uma
ficha em PM1 que indica que o processo de manufatura está em execução. Este método de
análise se aplica para todas as outras transições descritas na tabela 2 onde são descritos todas
as transições do sistema, ou seja, os eventos que implicam na evolução dos estados do
mesmo.
TRANSIÇÕES T1 - Detecção de Peça no fim da esteira T2 - Início da Operação 1 Robô 1 - Retirada da peça da esteira para a mesa giratória T3 - Fim da Operação 1 - Retirada da peça da esteira para a mesa giratória T4 - Mesa giratória - 1º giro de 90º no sentido horário T5 - Início do Processo de Manufatura T6 - Fim do Processo de Manufatura T7 - Mesa giratória - 2º giro de 90º no sentido horário T8 - Início de Inspeção de Peça T9 - Conclusão de inspeção - Peça ruim T10 - Conclusão de inspeção - Peça boa T11 - Mesa giratória - 3º giro de 90º no sentido horário T12 - Início da Operação 1 Robô 2 - Levar peça inspecionada para mesa de peças concluídas T13 - Fim da Operação 1 Robô 2 - Levar peça inspecionada para mesa de peças concluídas T14 - Religar Esteira
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
10
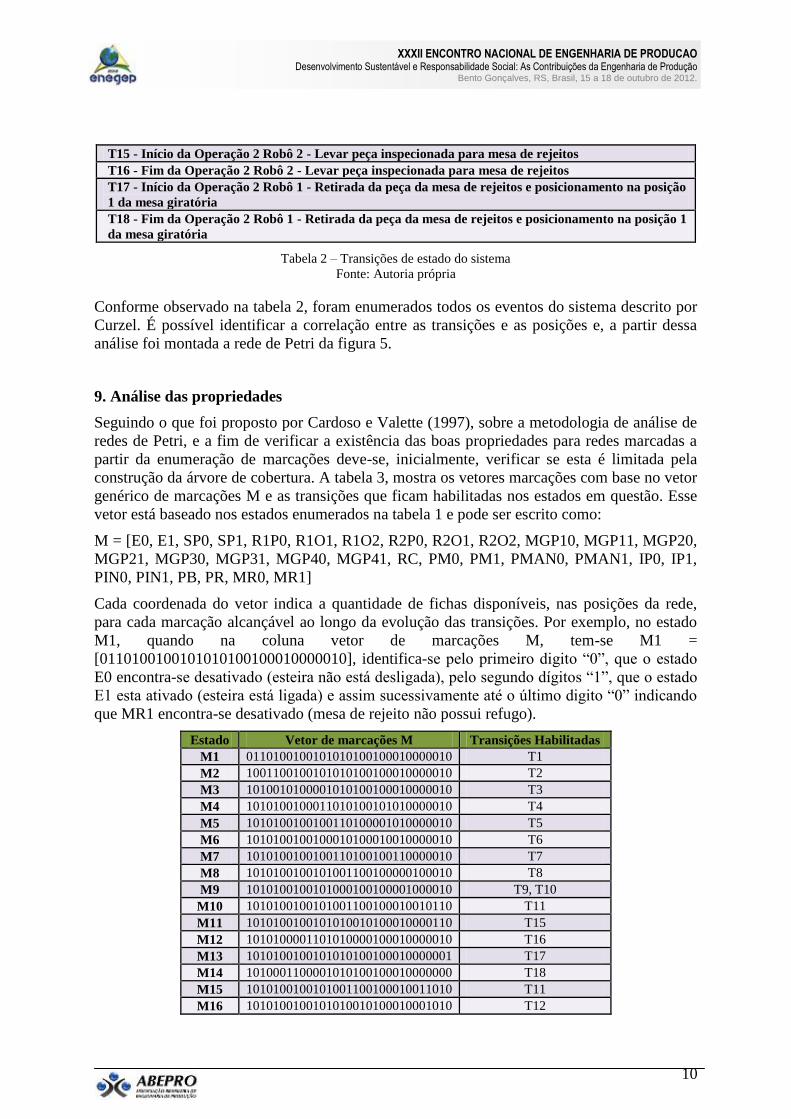
T15 - Início da Operação 2 Robô 2 - Levar peça inspecionada para mesa de rejeitos T16 - Fim da Operação 2 Robô 2 - Levar peça inspecionada para mesa de rejeitos T17 - Início da Operação 2 Robô 1 - Retirada da peça da mesa de rejeitos e posicionamento na posição
1 da mesa giratória T18 - Fim da Operação 2 Robô 1 - Retirada da peça da mesa de rejeitos e posicionamento na posição 1
da mesa giratória
Tabela 2 – Transições de estado do sistema
Fonte: Autoria própria
Conforme observado na tabela 2, foram enumerados todos os eventos do sistema descrito por
Curzel. É possível identificar a correlação entre as transições e as posições e, a partir dessa
análise foi montada a rede de Petri da figura 5.
9. Análise das propriedades
Seguindo o que foi proposto por Cardoso e Valette (1997), sobre a metodologia de análise de
redes de Petri, e a fim de verificar a existência das boas propriedades para redes marcadas a
partir da enumeração de marcações deve-se, inicialmente, verificar se esta é limitada pela
construção da árvore de cobertura. A tabela 3, mostra os vetores marcações com base no vetor
genérico de marcações M e as transições que ficam habilitadas nos estados em questão. Esse
vetor está baseado nos estados enumerados na tabela 1 e pode ser escrito como:
M = [E0, E1, SP0, SP1, R1P0, R1O1, R1O2, R2P0, R2O1, R2O2, MGP10, MGP11, MGP20,
MGP21, MGP30, MGP31, MGP40, MGP41, RC, PM0, PM1, PMAN0, PMAN1, IP0, IP1,
PIN0, PIN1, PB, PR, MR0, MR1]
Cada coordenada do vetor indica a quantidade de fichas disponíveis, nas posições da rede,
para cada marcação alcançável ao longo da evolução das transições. Por exemplo, no estado
M1, quando na coluna vetor de marcações M, tem-se M1 =
[0110100100101010100100010000010], identifica-se pelo primeiro digito “0”, que o estado
E0 encontra-se desativado (esteira não está desligada), pelo segundo dígitos “1”, que o estado
E1 esta ativado (esteira está ligada) e assim sucessivamente até o último digito “0” indicando
que MR1 encontra-se desativado (mesa de rejeito não possui refugo).
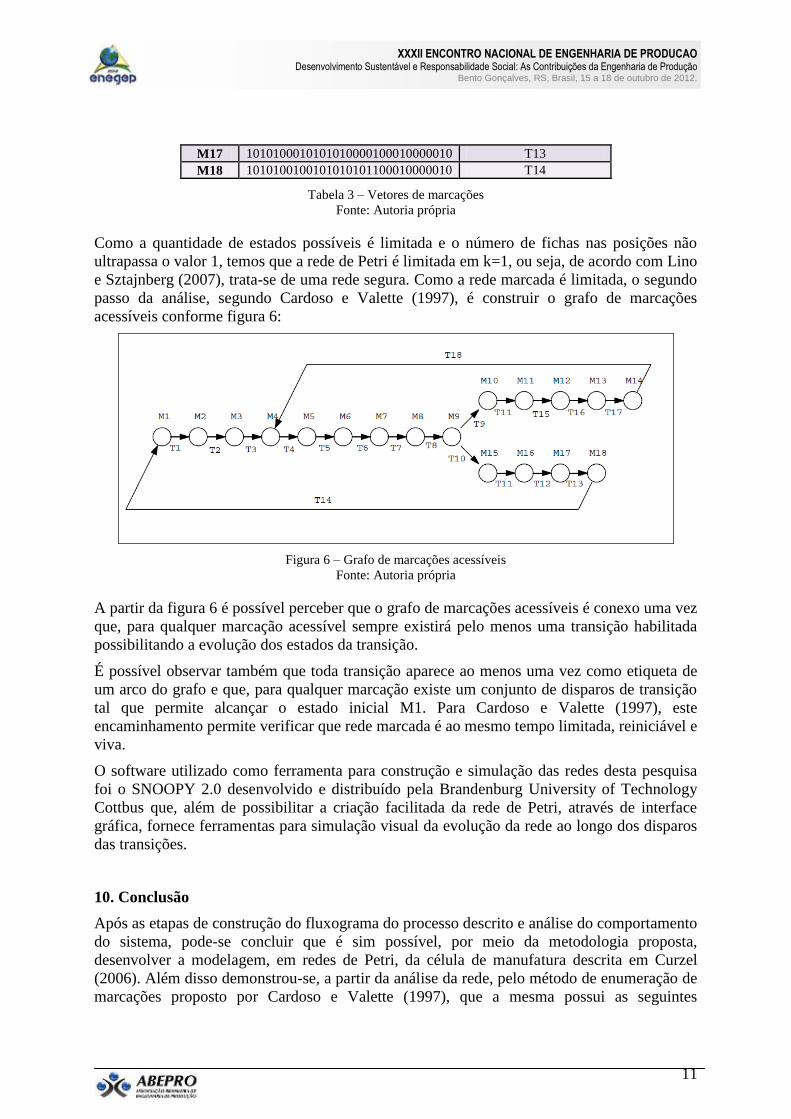
Estado Vetor de marcações M Transições Habilitadas
M1 0110100100101010100100010000010 T1 M2 1001100100101010100100010000010 T2 M3 1010010100001010100100010000010 T3 M4 1010100100011010100101010000010 T4 M5 1010100100100110100001010000010 T5 M6 1010100100100010100010010000010 T6 M7 1010100100100110100100110000010 T7 M8 1010100100101001100100000100010 T8 M9 1010100100101000100100001000010 T9, T10
M10 1010100100101001100100010010110 T11 M11 1010100100101010010100010000110 T15 M12 1010100001101010000100010000010 T16 M13 1010100100101010100100010000001 T17 M14 1010001100001010100100010000000 T18 M15 1010100100101001100100010011010 T11 M16 1010100100101010010100010001010 T12
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
11
M17 1010100010101010000100010000010 T13 M18 1010100100101010101100010000010 T14
Tabela 3 – Vetores de marcações
Fonte: Autoria própria
Como a quantidade de estados possíveis é limitada e o número de fichas nas posições não
ultrapassa o valor 1, temos que a rede de Petri é limitada em k=1, ou seja, de acordo com Lino
e Sztajnberg (2007), trata-se de uma rede segura. Como a rede marcada é limitada, o segundo
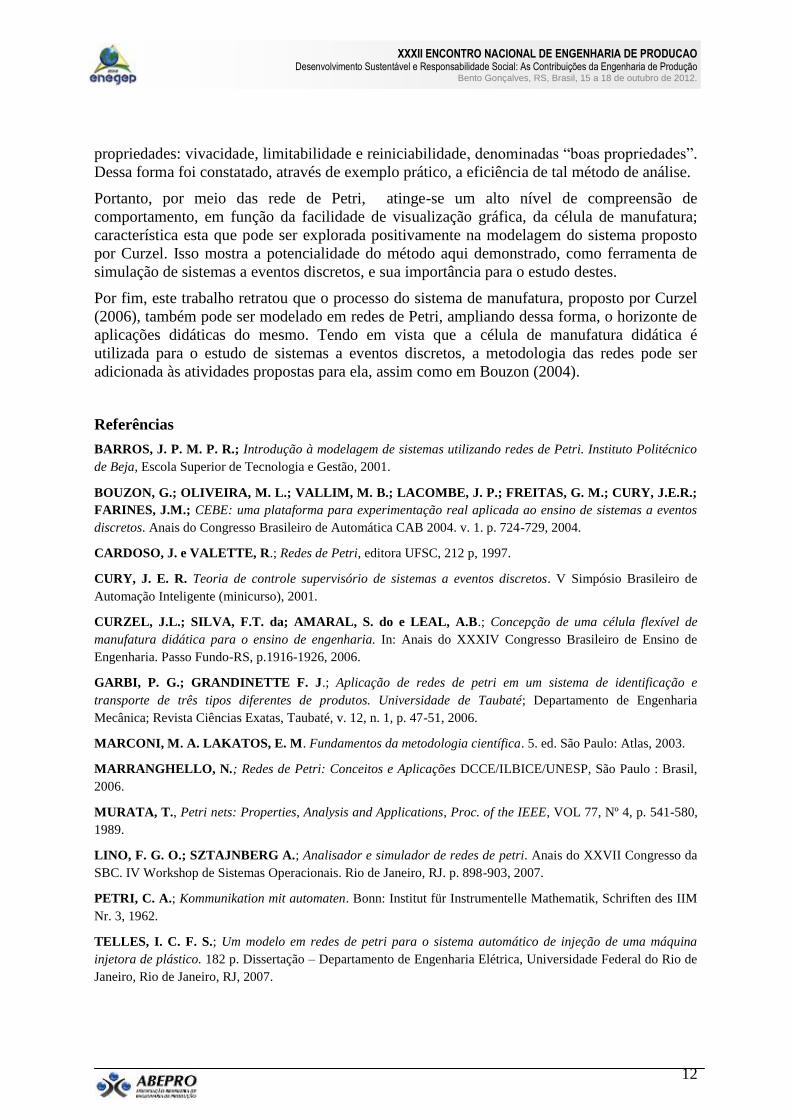
passo da análise, segundo Cardoso e Valette (1997), é construir o grafo de marcações
acessíveis conforme figura 6:
Figura 6 – Grafo de marcações acessíveis
Fonte: Autoria própria
A partir da figura 6 é possível perceber que o grafo de marcações acessíveis é conexo uma vez
que, para qualquer marcação acessível sempre existirá pelo menos uma transição habilitada
possibilitando a evolução dos estados da transição.
É possível observar também que toda transição aparece ao menos uma vez como etiqueta de
um arco do grafo e que, para qualquer marcação existe um conjunto de disparos de transição
tal que permite alcançar o estado inicial M1. Para Cardoso e Valette (1997), este
encaminhamento permite verificar que rede marcada é ao mesmo tempo limitada, reiniciável e
viva.
O software utilizado como ferramenta para construção e simulação das redes desta pesquisa
foi o SNOOPY 2.0 desenvolvido e distribuído pela Brandenburg University of Technology
Cottbus que, além de possibilitar a criação facilitada da rede de Petri, através de interface
gráfica, fornece ferramentas para simulação visual da evolução da rede ao longo dos disparos
das transições.
10. Conclusão
Após as etapas de construção do fluxograma do processo descrito e análise do comportamento
do sistema, pode-se concluir que é sim possível, por meio da metodologia proposta,
desenvolver a modelagem, em redes de Petri, da célula de manufatura descrita em Curzel
(2006). Além disso demonstrou-se, a partir da análise da rede, pelo método de enumeração de
marcações proposto por Cardoso e Valette (1997), que a mesma possui as seguintes
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
12
propriedades: vivacidade, limitabilidade e reiniciabilidade, denominadas “boas propriedades”.
Dessa forma foi constatado, através de exemplo prático, a eficiência de tal método de análise.
Portanto, por meio das rede de Petri, atinge-se um alto nível de compreensão de
comportamento, em função da facilidade de visualização gráfica, da célula de manufatura;
característica esta que pode ser explorada positivamente na modelagem do sistema proposto
por Curzel. Isso mostra a potencialidade do método aqui demonstrado, como ferramenta de
simulação de sistemas a eventos discretos, e sua importância para o estudo destes.
Por fim, este trabalho retratou que o processo do sistema de manufatura, proposto por Curzel
(2006), também pode ser modelado em redes de Petri, ampliando dessa forma, o horizonte de
aplicações didáticas do mesmo. Tendo em vista que a célula de manufatura didática é
utilizada para o estudo de sistemas a eventos discretos, a metodologia das redes pode ser
adicionada às atividades propostas para ela, assim como em Bouzon (2004).
Referências
BARROS, J. P. M. P. R.; Introdução à modelagem de sistemas utilizando redes de Petri. Instituto Politécnico
de Beja, Escola Superior de Tecnologia e Gestão, 2001.
BOUZON, G.; OLIVEIRA, M. L.; VALLIM, M. B.; LACOMBE, J. P.; FREITAS, G. M.; CURY, J.E.R.;
FARINES, J.M.; CEBE: uma plataforma para experimentação real aplicada ao ensino de sistemas a eventos
discretos. Anais do Congresso Brasileiro de Automática CAB 2004. v. 1. p. 724-729, 2004.
CARDOSO, J. e VALETTE, R.; Redes de Petri, editora UFSC, 212 p, 1997.
CURY, J. E. R. Teoria de controle supervisório de sistemas a eventos discretos. V Simpósio Brasileiro de
Automação Inteligente (minicurso), 2001.
CURZEL, J.L.; SILVA, F.T. da; AMARAL, S. do e LEAL, A.B.; Concepção de uma célula flexível de
manufatura didática para o ensino de engenharia. In: Anais do XXXIV Congresso Brasileiro de Ensino de
Engenharia. Passo Fundo-RS, p.1916-1926, 2006.
GARBI, P. G.; GRANDINETTE F. J.; Aplicação de redes de petri em um sistema de identificação e
transporte de três tipos diferentes de produtos. Universidade de Taubaté; Departamento de Engenharia
Mecânica; Revista Ciências Exatas, Taubaté, v. 12, n. 1, p. 47-51, 2006.
MARCONI, M. A. LAKATOS, E. M. Fundamentos da metodologia científica. 5. ed. São Paulo: Atlas, 2003.
MARRANGHELLO, N.; Redes de Petri: Conceitos e Aplicações DCCE/ILBICE/UNESP, São Paulo : Brasil,
2006.
MURATA, T., Petri nets: Properties, Analysis and Applications, Proc. of the IEEE, VOL 77, Nº 4, p. 541-580,
1989.
LINO, F. G. O.; SZTAJNBERG A.; Analisador e simulador de redes de petri. Anais do XXVII Congresso da
SBC. IV Workshop de Sistemas Operacionais. Rio de Janeiro, RJ. p. 898-903, 2007.
PETRI, C. A.; Kommunikation mit automaten. Bonn: Institut für Instrumentelle Mathematik, Schriften des IIM
Nr. 3, 1962.
TELLES, I. C. F. S.; Um modelo em redes de petri para o sistema automático de injeção de uma máquina
injetora de plástico. 182 p. Dissertação – Departamento de Engenharia Elétrica, Universidade Federal do Rio de
Janeiro, Rio de Janeiro, RJ, 2007.