
Metodologia de Análise e Solução de Problemas - abdi.com.br Documento Legislacao/APRESENTAÇÃO...
98
MASP Metodologia de Análise e Solução de Problemas Felipe Morais Menezes, Me. Tito Rossi, Me. Ricardo Gazzana Schneider, Me. Cícero Giordani da Silveira, Me.
Transcript of Metodologia de Análise e Solução de Problemas - abdi.com.br Documento Legislacao/APRESENTAÇÃO...
MASP Metodologia de Análise e
Solução de Problemas
Felipe Morais Menezes, Me.
Tito Rossi, Me.
Ricardo Gazzana Schneider, Me.
Cícero Giordani da Silveira, Me.

Felipe Morais Menezes
• Mestre em Engenharia de Produção e Sistemas pela Unisinos
• Engenheiro de Produção Mecânica pela Unisinos
• Professor desde 2007 em disciplinas de Produção de cursos de graduação, pós-graduação e extensão
• Coordenador dos Cursos de Gestão da Produção e Logística EaD
• Sócio da IMAGO Consultoria – Soluções & Aprendizagem
• Consultor Associado da PRODUTTARE Consultores Associados
• Consultor de empresas desde 2003 em Sistemas Produtivos e Modelagem Empresarial
• Experiência em diversos segmentos.

Cícero Giordani da Silveira
• Possui graduação em Engenharia de Produção – Mecânica (AGO/2008)
• Mestrado em Engenharia de Produção e Sistemas (OUT/2011)
• Professor dos cursos de Engenharia de Produção, Engenharia Mecânica, Engenharia Química e Gestão da Produção Industrial da Universidade FEEVALE e também do curso de Processos Gerenciais da FTEC Faculdades.
• É Instrutor de treinamentos há mais de 11 anos pela Metroquality.
• Trabalhou em grandes empresas como: Grupo SüdMetal – Fundição, Forjaria e Usinagem; DHB – Direções Hidráulicas e Componentes Automotivos, Selenium – Alto Falantes e Maxiforja – Forjaria e Usinagem.
• Mais de 13 anos na área da Qualidade, com ênfase em Gestão da Cadeia de Fornecedores, Desenvolvimento de Produto, Ferramentas da Qualidade, ISO TS 16.949, APQP, PPAP, FMEA, CEP, MASP/PDCA, MSA e Metrologia.

Tito Rossi • Formado em Engenharia Elétrica pela UFRGS, com MBA em Gestão por
Processos pela ESPM
• Mestrado em Engenharia de Produção e Sistemas pela UNISINOS.
• Membro sênior da Associação Americana da Qualidade (ASQ)
• Certificações internacionais pela ASQ: Engenheiro da Qualidade (CQE), Gerente da Qualidade (CMQ/OE), Seis Sigma Black Belt (CSSBB) e Engenheiro de Confiabilidade (CRE)
• Profissional com mais de 17 anos de experiência em cargos técnicos e de gestão em grandes multinacionais.
• Presidente regional da SBQEG (Sociedade Brasileira da Qualidade e Excelência na Gestão)
• Professor universitário
Ricardo Gazzana Schneider • Mestre em Engenharia de Produção pela UFRGS
• Engenheiro Mecânico pela UFRGS
• Formação 6 Sigma (Black Belt)
• Consultor de implementação ISO/TS 16949
• Sócio da Productive Ferramentas da Qualidade
• Professor cursos de extensão em CEP e 6 Sigma ULBRA
• Professor Pós Graduação Feevale
• Consultor Produttare Consultores Associados

Nosso Roteiro...
• Conceitos Básicos de Qualidade
• O ciclo do PDCA
• Metodologia de Análise e Solução de Problemas (MASP)
• Ferramentas da Qualidade

O que é Qualidade?
• Qualidade é adequação ao uso – (Joseph Juran)
• Qualidade é conformidade aos requisitos – (Philip Crosby)
• Qualidade é o grau no qual um conjunto de características inerentes satisfaz requisitos – (ISO 9000:2000)
8
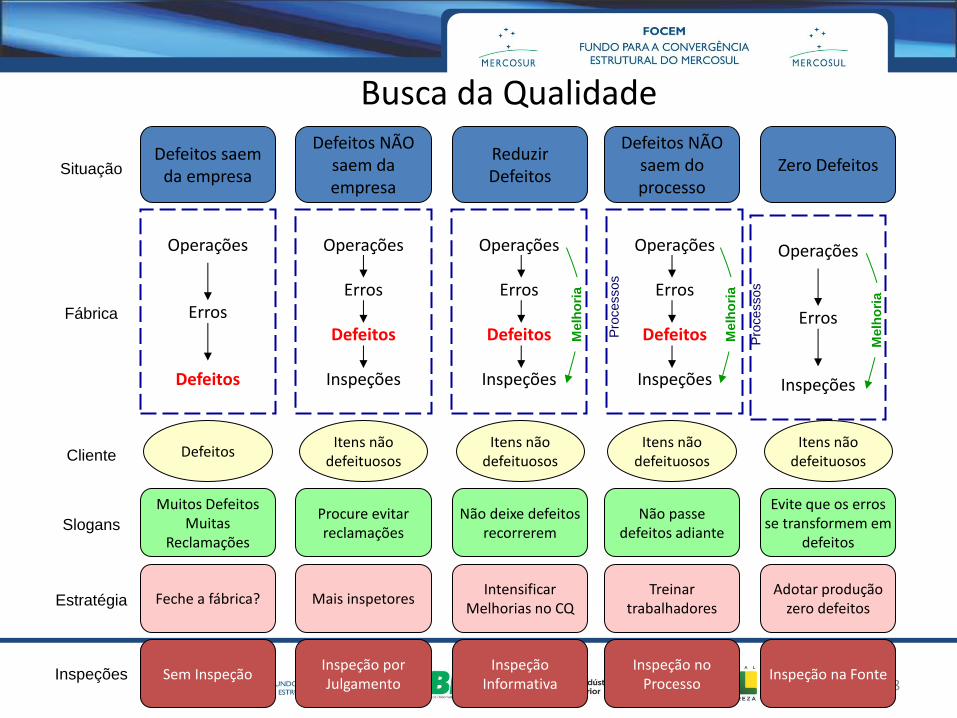
Busca da Qualidade
Defeitos saem da empresa
Defeitos NÃO saem da empresa
Reduzir Defeitos
Defeitos NÃO saem do processo
Zero Defeitos Situação
Fábrica
Operações
Erros
Defeitos
Inspeções
Operações
Erros
Defeitos
Melh
ori
a
Operações
Erros
Defeitos
Inspeções
Melh
ori
a
Operações
Erros
Defeitos
Inspeções
Pro
cessos
Melh
ori
a
Operações
Erros
Inspeções
Pro
cessos
Cliente Defeitos Itens não
defeituosos Itens não
defeituosos Itens não
defeituosos Itens não
defeituosos
Muitos Defeitos Muitas
Reclamações
Procure evitar reclamações
Não deixe defeitos recorrerem
Não passe defeitos adiante
Evite que os erros se transformem em
defeitos
Feche a fábrica? Mais inspetores Intensificar
Melhorias no CQ Treinar
trabalhadores Adotar produção
zero defeitos
Sem Inspeção Inspeção por Julgamento
Inspeção Informativa
Inspeção no Processo
Inspeção na Fonte
Slogans
Estratégia
Inspeções

Detecção e o Custo dos Defeitos C
usto
do
s D
efe
ito
s
Onde Detectado
Na Fonte
No Final da Linha
No Cliente
•Menores atrasos na produção
•Retrabalho (possível refugo)
•Aumento do custo de inspeção
•Atrasos na entrega
•Custos de garantia
•Custos administrativos
•Descontentamento do cliente
•Perda de participação no mercado

O que é um problema?
É um efeito indesejável que envolve qualquer situação que resulte em
insatisfações do cliente ou perdas (resultado) para organização.
CONSEQUÊNCIA:
Para as organizações, tanto a insatisfação do cliente como as perdas,
impactam diretamente no resultado da organização, pois afetam variáveis
relacionadas a custos/despesas, também conhecidas como CUSTO da MÁ
QUALIDADE, portanto, é correto afirmar que:
Problema = Insatisfações + Perdas = CUSTO da MÁ QUALIDADE

O Ciclo PDCA
• O método de solução de problemas é fundamental para que o controle da qualidade possa ser exercido através do PDCA, de modo a:
– Planejar a Qualidade: Estabelecimento de Padrões
– Manter a Qualidade: Manutenção dos Padrões de Qualidade qualidade-padrão; custo-padrão; atendimento-padrão...
– Melhorar a Qualidade: Estabelecimento de Novos Padrões produto/serviço melhor, mais barato, mais fácil manutenção, mais seguro, menor tempo de produção...

O Ciclo PDCA
PDCA Fluxograma Fase Objetivo
P
1 Identificação do Problema Definir claramente o problema
Reconhecer sua importância
2 Observação
Investigar as características específicas do
problema com uma visão ampla e sob
vários pontos de vista
3 Análise Descobrir as causas fundamentais
4 Plano de Ação Elaborar um plano para bloquear as causas
fundamentais
D 5 Ação Bloquear as causas fundamentais
C 6 Verificação Verificar se o bloqueio foi efetivo
? (Bloqueio foi efetivo?)
A 7 Padronização Prevenir contra a reincidência do problema
8 Conclusão Recapitular todo o processo de solução do
problema para trabalho futuro
S N

O Ciclo PDCA
• PDCA (PDSA) no QC Story
8. Conclusão
7. Padronização
6. Verificação
1. Identificação do Problema
2. Observação
3. Análise
4. Plano de Ação
5. Ação
Act
Check/
Study
Plan
Do
Act Plan
Check/
StudyDo
?
S
N 2
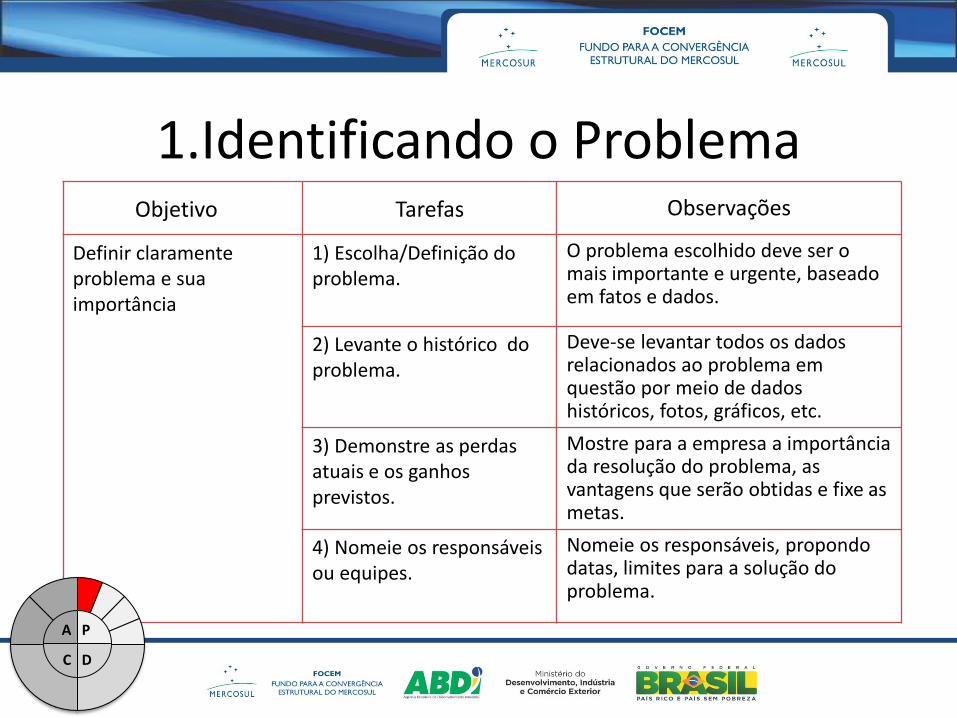
Objetivo Tarefas Observações
Definir claramente problema e sua importância
1) Escolha/Definição do problema.
O problema escolhido deve ser o mais importante e urgente, baseado em fatos e dados.
2) Levante o histórico do problema.
Deve-se levantar todos os dados relacionados ao problema em questão por meio de dados históricos, fotos, gráficos, etc.
3) Demonstre as perdas atuais e os ganhos previstos.
Mostre para a empresa a importância da resolução do problema, as vantagens que serão obtidas e fixe as metas.
4) Nomeie os responsáveis ou equipes.
Nomeie os responsáveis, propondo datas, limites para a solução do problema.
1.Identificando o Problema
P
D C
A
1.Identificando o Problema
• Histórico do Problema
– Sempre, sempre, sempre utilize DADOS históricos
• Quando o problema começou?
• Qual a freqüência do problema?
• Onde ele ocorre? Onde não ocorre?
• Como ele ocorre?
– Existem gráficos ou fotografias disponíveis?
– Esta é a hora de fazer perguntas!!! P
D C
A

1.Identificando o Problema
• Ferramentas:
– Diagrama de Pareto
– Gráfico de Tendência ou Gráfico de Controle
P
D C
A

Priorizar os recursos sobre os problemas que oferecem os maiores potenciais de melhoria;
Segue o princípio de “os poucos vitais e os muitos triviais ou úteis” – 80% dos efeitos vem de 20% das causas potenciais.
Diagrama de Pareto
A B C D
MA
GN
ITU
DE
DO
IMP
AC
TOE
CATEGORIAS ENVOLVIDAS
POUCOS VITAIS
MUITOS TRIVIAIS
17

Auxiliar a equipe a priorizar suas ações sobre as causas que terão o maior impacto se resolvidas;
Demonstrar a importância relativa dos problemas num formato visual, simples e rápida interpretação;
Ajuda na prevenção da “mudança de problemas”, onde as soluções removem algumas causas piorando outras;
O progresso é medido em um formato altamente visível fornecendo incentivo na busca de mais melhorias.
Diagrama de Pareto – Aplicações
18
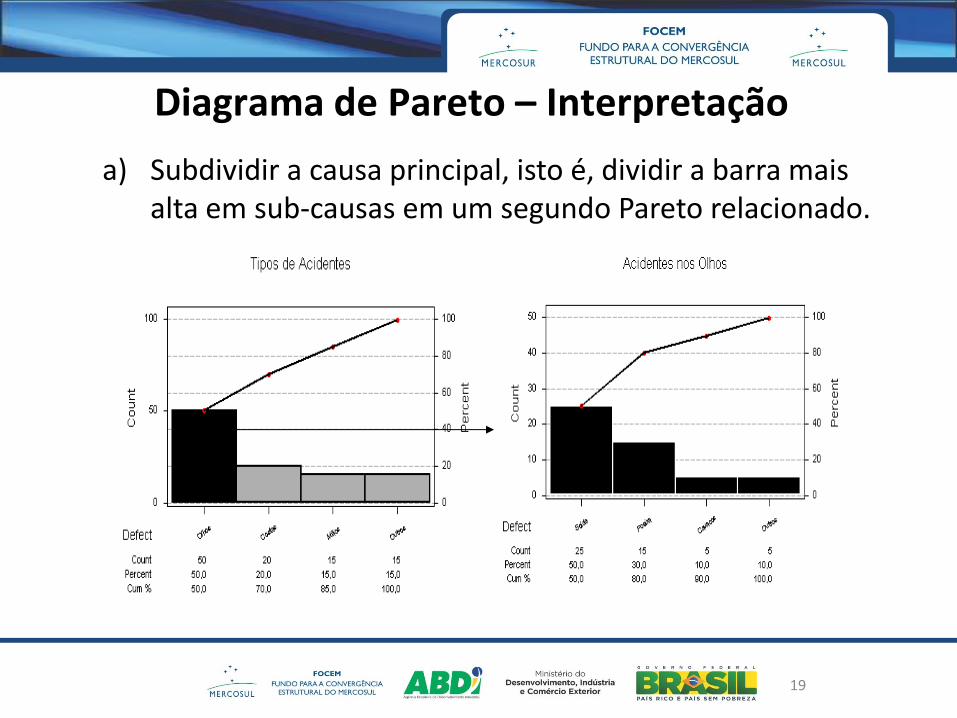
a) Subdividir a causa principal, isto é, dividir a barra mais alta em sub-causas em um segundo Pareto relacionado.
Diagrama de Pareto – Interpretação
19

b) Avaliar os resultados antes e depois de uma mudança, construindo um novo Pareto, desenhado lado a lado com o Pareto original. Também pode ser construído apenas um gráfico com as barra (antes e depois) lado a lado.
Diagrama de Pareto – Interpretação
20
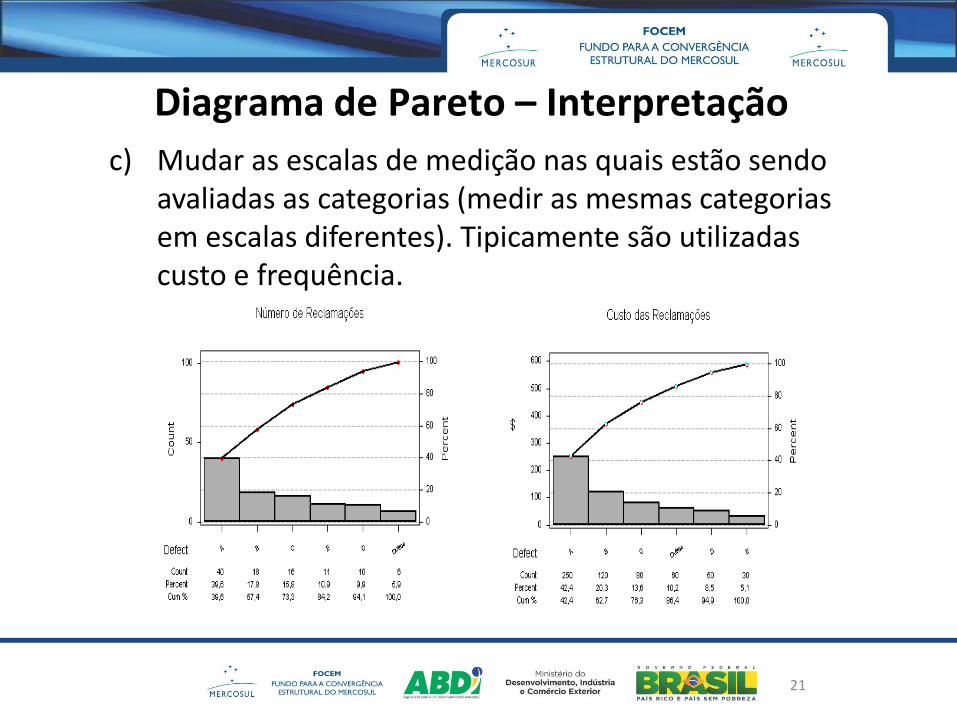
c) Mudar as escalas de medição nas quais estão sendo avaliadas as categorias (medir as mesmas categorias em escalas diferentes). Tipicamente são utilizadas custo e frequência.
Diagrama de Pareto – Interpretação
21
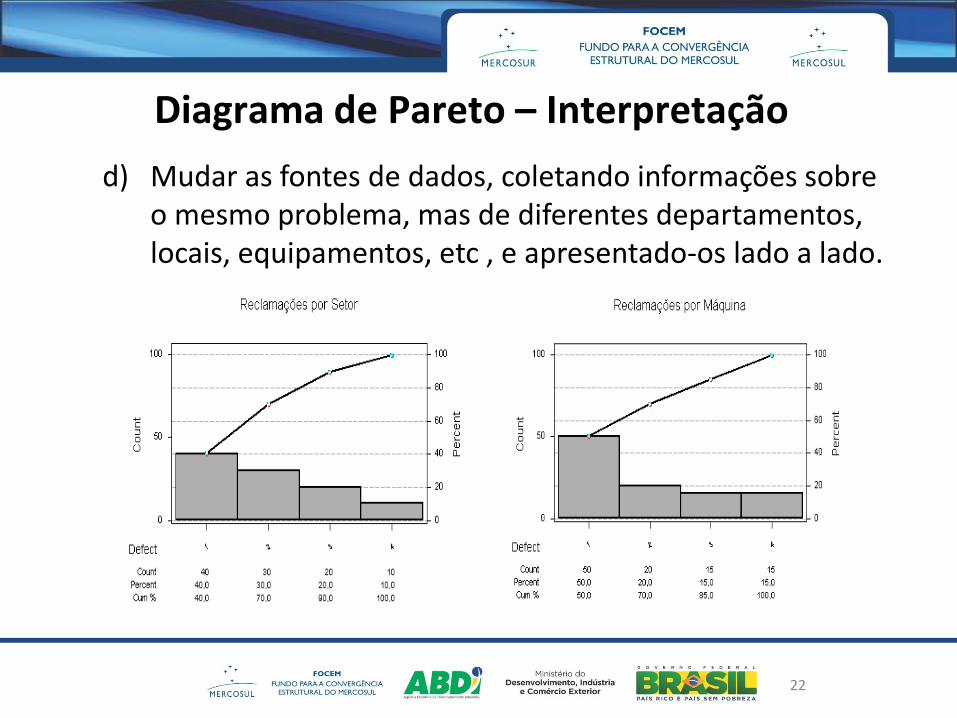
d) Mudar as fontes de dados, coletando informações sobre o mesmo problema, mas de diferentes departamentos, locais, equipamentos, etc , e apresentado-os lado a lado.
Diagrama de Pareto – Interpretação
22

Permitir que a equipe analise as tendências ou padrões de comportamento dos dados (desempenho de um processo) durante um período de tempo.
Gráfico de Tendências
0
1
2
3
4
5
6
7
8
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
Qu
eb
ras
Mês
23

Monitorar processos para detectar tendências, mudanças ou ciclos;
Permitir a equipe comparar o desempenho antes e
depois da implementação de uma solução e medir o seu impacto;
Focalizar sobre as verdadeiras mudanças vitais nos
processos.
Gráfico de Tendências – Aplicações
24

Gráficos de Tendência – Propriedades Estatísticas
Processo sob controle
Apenas causas comuns presentes
Processo fora de controle
Causas comuns e especiais presentes

Gráficos de Tendência – Propriedades Estatísticas

Gráficos de Tendência – Propriedades Estatísticas
Processo Estável (causas comuns)
Processo Instável (causas comuns e causas especiais)
Pontos fora dos limites de controle
7 pontos consecutivos em um lado da linha central
7 pontos consecutivos crescentes ou decrescentes
Muitos pontos próximos aos limites de controle
Muitos pontos próximos a linha central

Objetivo Tarefas Observações
Investigar as características específicas do problema com uma visão ampla e sob vários pontos de vista
5) Descoberta das características do problema por meio da coleta de dados.
Levantar os dados e detalhar o problema estratificando-o por características como:
• local;
• tempo;
• tipo (produtos ou matérias-primas);
• pessoal envolvido;
• aspectos físicos.
6) Descoberta das características do problema por meio de observação no local.
Caracterizar o problema no próprio local da ocorrência para coleta de informações adicionais.
2.Observando...
P
D C
A

2.Observando...
• Descubra as características do problema através da coleta de dados
– Estratifique os dados para ver o problema sob vários pontos de vista :
• Por material: fabricante, comprador, marca, local de produção, data de compra, lote recebido, lote de produção, componentes, pureza, tamanho, códigos, tempo e/ou local de estocagem, etc.
• Por máquina, equipamento ou ferramenta: tipo de máquina, número, modelo, performance, idade, fábrica, linha, ferramenta, tamanho, molde, cavidade, etc.
P
D C
A
2.Observando...
• Continue estratificando:
– Por operador: indivíduo, equipe, grupo, idade, experiência, gênero, etc.
– Por procedimentos ou condições operacionais: temperatura, pressão, velocidade, freqüência de rotação, velocidade da linha, local da operação, iluminação, temperatura do ar, umidade, etc.
– Por medição e inspeção: instrumento, procedimento de medição, local de medição, inspetor, dispositivo de fixação, dispositivo de medição, procedimento de inspeção, local de inspeção, etc.
– Por tempo: tempo, manhã, tarde, noite, dia, semana, mês, período, estação, início (ou final) do turno
P
D C
A

2.Observando...
• E estratifique ainda mais:
– Por ambiente e clima: temperatura do ar, umidade, etc.
– Outro: produto novo x antigo, método de embalagem, método de manuseio, método de transporte, etc.
• Para cada estratificação faça a Análise de Pareto!
P
D C
A
2.Observando...
• Ferramentas:
– Fluxograma de Processo
– Estratificação/ Folha de Verificação
P
D C
A
O objetivo de um fluxograma é fornecer uma representação gráfica dos elementos, componentes ou tarefas associados a um processo.
Os fluxogramas são úteis para o propósito de documentação de um processo, proporcionando o conhecimento das suas etapas e relações de dependência.
Fluxograma
33

Demonstrar complexidades, áreas problemáticas, redundâncias, laços (loops) desnecessários, e onde a simplificação e a padronização são possíveis.
Analisar e comparar os fluxos reais e ideais de processos para identificar oportunidades de melhorias.
Permitir que a equipe obtenha um consenso sobre as etapas do processo a serem examinadas e quais etapas podem impactar na performance do processo.
Identificar áreas onde dados adicionais podem ser coletados e investigados.
Servir como apoio no treinamento para entendimento do processo por completo.
Fluxograma - Aplicações
34
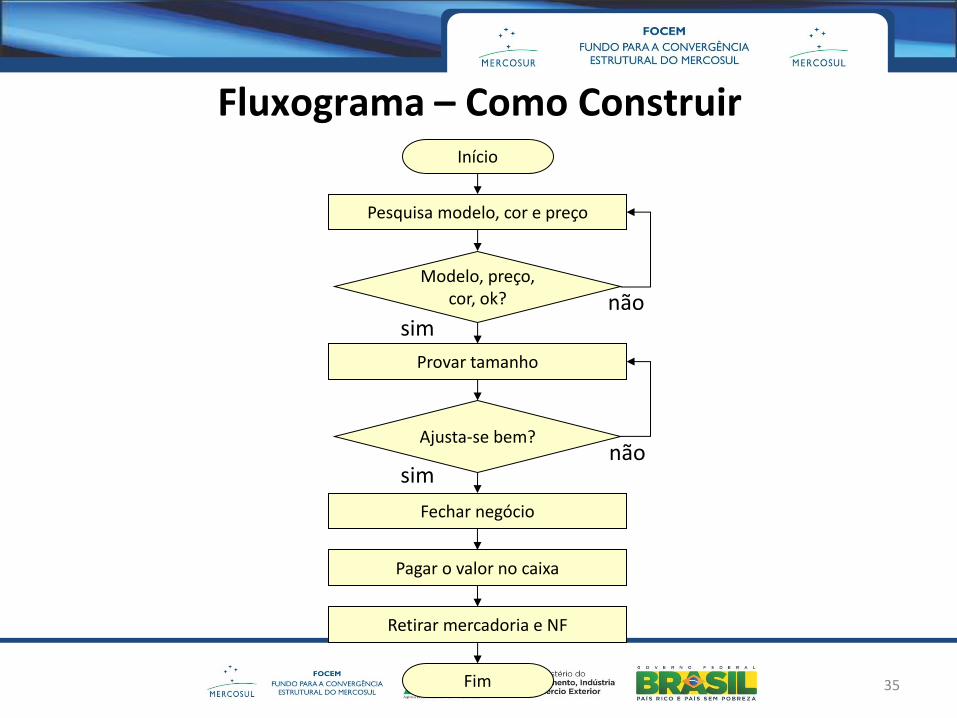
Fluxograma – Como Construir
35
Início
Pesquisa modelo, cor e preço
Modelo, preço, cor, ok?
Provar tamanho
Fechar negócio
Pagar o valor no caixa
Retirar mercadoria e NF
Ajusta-se bem?
Fim
sim
sim
não
não
35

Analisar os dados para buscar oportunidades de melhoria.
É utilizada nos casos cujos dados mascaram os fatos reais. Isto geralmente ocorre quando os dados registrados provêm de diferentes fontes, mas são tratadas igualmente sem distinção.
Estratificação
36

Analisar dados com o objetivo de encontrar oportunidades de melhorias;
Dividir os dados em categorias ou características significativas como o objetivo de direcionar ações corretivas;
Separar os dados de modo a expor padrões latentes;
Buscar origens diferentes e, assim, direcionar a sua solução;
Focalizar os dados em subgrupos para análise dos seus
efeitos;
Pesquisar os caminhos que contribuem com maior
intensidade na identificação de um problema.
Estratificação – Aplicações
37

Estratificação – Como Construir 1. Por material Fabricante, comprador, marca, local de produção, data de
compra, lote recebido, lote de produção, componentes, pureza, tamanho, códigos, tempo de estocagem, local de estocagem, etc.
2. Por máquina, equipamento ou ferramenta Tipo de máquina, número, modelo, performance, idade, fábrica, linha, ferramenta, tamanho, molde, cavidade, etc.
3. Por operador Indivíduo, equipe, grupo, idade, experiência, gênero, etc.
4. Por procedimentos ou condições operacionais
Temperatura, pressão, velocidade, frequência de rotação, velocidade da linha, local da operação, iluminação, temperatura do ar, umidade, etc.
5. Por medição e inspeção Instrumento, procedimento de medição, local de medição, inspetor, dispositivo de fixação, dispositivo de medição, procedimento de inspeção, local de inspeção, etc.
6. Por tempo Tempo, manhã, tarde, noite, dia, semana, mês, período, estação, início (ou final) do turno
7. Por ambiente e clima Temperatura do ar, umidade, etc
8. Outro Produto novo x antigo, método de embalagem, método de manuseio, método de transporte, etc.
38
Permitir que a equipe registre e compile dados coletados de fontes históricas ou de observações realizadas durante a ocorrência dos processos ou fenômenos, permitindo que padrões e tendências possam ser claramente detectados e apresentados.
Folha de Verificação
39

Obter dados de fácil entendimento, por meio de um método simples e eficiente, e que pode ser aplicado em qualquer área para avaliação de desempenho;
Construir, com cada observação, uma figura clara dos
fatos em oposição a opiniões pessoais;
Construir um consenso sobre as definições de cada condição ou evento (cada membro deve buscar e registrar a mesma coisa);
Identificar padrões óbvios nos dados coletados.
Folha de Verificação - Aplicações
40

Retirar o lado subjetivo dos problemas e obter os
dados de maneira consistente;
Detectar tendências no desempenho do processo
e comparar com especificações;
Contribui para compilar e otimizar a posterior
análise dos dados obtidos.
Folha de Verificação - Aplicações
41

(a) Projeto: Atraso na Admissão (c) Nome: se aplicável (e) Turnos: Todos
(b) Localização: Sala de Emergência (d) Datas: 10/3 à 16/03
(f) Motivos (g)Datas (i)Total
10/3 11/3 12/3 13/3 14/3 15/3 16/3
Atraso Laboratório 9 4 6 6 3 12 12 52
Sem leitos disponíveis 2 7 2 4 5 8 3 31
Informações
incompletas dos
pacientes
7 3 1 2 2 4 5 24
(h)Total 33 28 36 30 25 47 38 (j) 237
Exemplo de folha de verificação
Folha de Verificação – Como Construir
42

(j) 23738472530362833(h)Total
24Informações incompletas dos
pacientes
31Sem leitos disponíveis
52Atraso Laboratório
16/315/314/313/312/311/310/3
(i)Total(g)Datas(f) Motivos
(d) Datas: 10/3 à 16/03(b) Localização: Sala de Emergência
(e) Turnos: Todos(c) Nome: se aplicável(a) Projeto: Atraso na Admissão
(j) 23738472530362833(h)Total
24Informações incompletas dos
pacientes
31Sem leitos disponíveis
52Atraso Laboratório
16/315/314/313/312/311/310/3
(i)Total(g)Datas(f) Motivos
(d) Datas: 10/3 à 16/03(b) Localização: Sala de Emergência
(e) Turnos: Todos(c) Nome: se aplicável(a) Projeto: Atraso na Admissão
IIIIIIII IIIIIIII IIIIIIIIIIIIIIII I
IIIIIIII
IIIIIIIII III IIIIIIII II IIIIIIIIIIIIIIII II
II IIIIIIII IIIIIIIIII II IIII III III
IIIIIIII IIIIIIIIII III I IIII IIII
Folha de Registro (Checksheet)
Folha de Verificação – Como Construir
43

X X
X
X
X X
X
X X
Registros de Acidentes Emergência Abril /03
Localização de defeitos ou problemas (Measles Charts)
Folha de Verificação – Como Construir
44
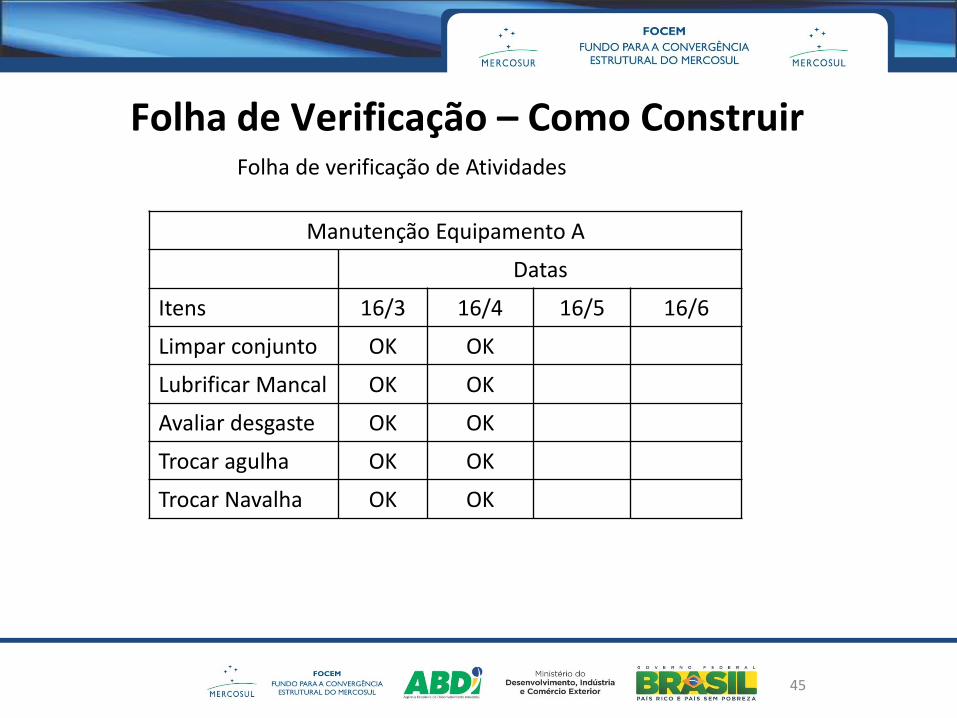
Manutenção Equipamento A
Datas
Itens 16/3 16/4 16/5 16/6
Limpar conjunto OK OK
Lubrificar Mancal OK OK
Avaliar desgaste OK OK
Trocar agulha OK OK
Trocar Navalha OK OK
Folha de verificação de Atividades
Folha de Verificação – Como Construir
45
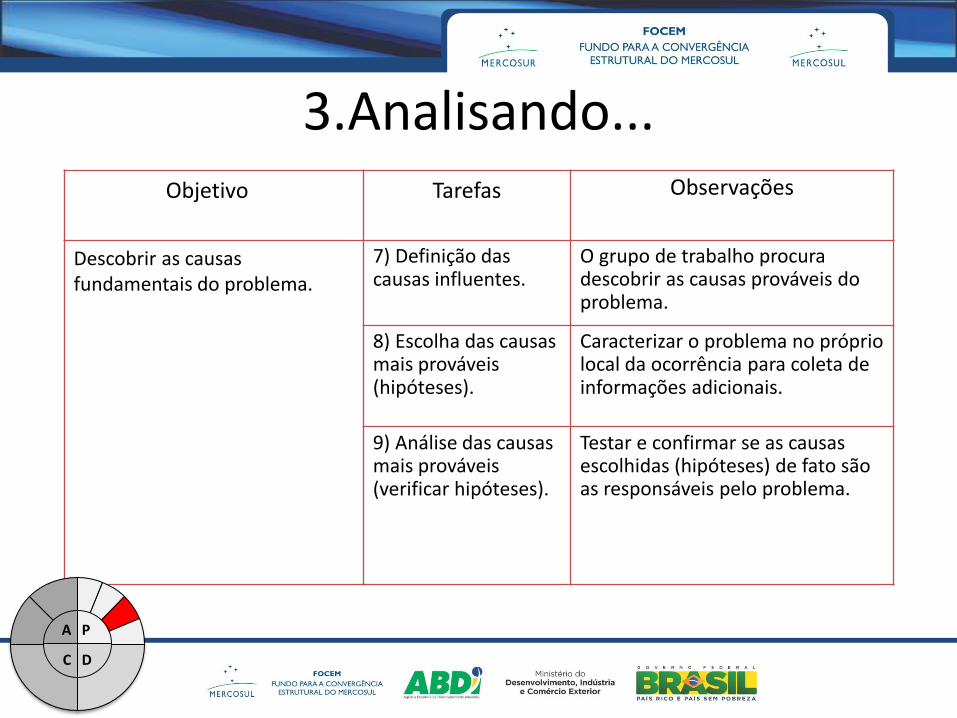
Objetivo Tarefas Observações
Descobrir as causas fundamentais do problema.
7) Definição das causas influentes.
O grupo de trabalho procura descobrir as causas prováveis do problema.
8) Escolha das causas mais prováveis (hipóteses).
Caracterizar o problema no próprio local da ocorrência para coleta de informações adicionais.
9) Análise das causas mais prováveis (verificar hipóteses).
Testar e confirmar se as causas escolhidas (hipóteses) de fato são as responsáveis pelo problema.
3.Analisando...
P
D C
A

3.Analisando...
• Defina as causas principais (influentes)
– Faça Brainstorming
– Se preferir use o método dos “5 Porquês”
– Registre tudo em um diagrama de causa-e-efeito
• Escolha as causas mais prováveis (hipóteses)
• Analise as causas mais prováveis
• Verifique a evolução ao longo do tempo
P
D C
A

3.Analisando...
• Verifique a dispersão dos dados
• Verifique se há relação entre variáveis
• Confirme as causas prováveis
P
D C
A

3.Analisando...
• Ferramentas:
– Brainstorming
– Diagrama de Causa e Efeito / Ishikawa
– Diagrama de Dispersão
– Histograma
– GUT (Gravidade, Urgência e Tendência)
– 5 Porquês
P
D C
A

Estabelecer um método que permita a equipe gerar de modo rápido, criativo e eficaz, um grande número de idéias, relacionados à solução de um problema ou projeto de melhoria.
Brainstorming
50

Encorajar a equipe de trabalho a soltar a criatividade no desenvolvimento de idéias ou linhas de pensamentos, sendo muito útil quando todos estão muito presos a padrões existentes;
Estimular e manter a participação de todos na geração
de idéias, evitando situações de domínio ou omissão excessivas;
Permitir que os membros desenvolvam em conjunto a
sua criatividade, enquanto trabalham na missão.
Brainstorming – Aplicações
51

Diagrama de Causa e Efeito
Sintoma
Sintoma
Raiz do Problema
Investigue a causa profundamente! Se a resposta fosse óbvia, por que estaríamos aqui?

Permitir a equipe identificar, explorar, e graficamente demonstrar em detalhes todas os possíveis fatores (causas) relacionados a um problema ou condição (efeito);
O diagrama dá uma idéia clara das “causas” prováveis que contribuem para um “efeito”. As categorias de causas mais utilizadas são: método, mão-de-obra, material e máquina, meio ambiente e medições (6M);
Também é conhecido como diagrama de espinha de peixe (pelo seu formato), diagrama 4M ou 6M e diagrama de Ishikawa (em homenagem ao seu criador).
Diagrama de Causa e Efeito
53

Capacitar a equipe para focar sobre o conteúdo do problema;
Construir um conhecimento coletivo e consenso da equipe
sobre o problema, formando uma base para os esforços de melhoria;
Focalizar as ações da equipe sobre as causas e não sobre
os sintomas.
Diagrama de Causa e Efeito – Aplicações
54

Diagrama de Causa e Efeito – Como Construir
PROBLEMA A SER RESOLVIDO
MATERIAL MEIO
AMBIENTE
C A U S A S
MÁQUINA
CAUSAS TERCIÁRIAS
CATEGORIAS
MÃO DE OBRA
MEDIÇÃO MÉTODO
CAUSAS SECUNDÁRIAS
CATEGORIAS
Efeito
indesejado:
Problemas
E F E I T O
Efeito desejado:
Característica
55

Diagrama de Causa e Efeito – Como Construir
Café com
gosto ruim
Método Medida Mão de Obra
Máquina Material Meio Ambiente
Preferência Individual
(forte / fraco)
Quantidade de águaElétrico / gás
Fogo aberto
Automático
Manual
Creme / açúcar
Temperatura
Experiência
Atenção
Qtde de café
Qtde de açúcar
Tempo
Com filtro
Sem filtro
UmidadeLimpo
Manchado
Com filtro
Sem filtro
Tipo de Moagem
Marca
Importado
Nacional
56

Diagrama de Causa e Efeito
Derrota em uma
partida esportiva
Saúde Moral
Estratégia Técnica
Alimentação
Quantidade
Nutrição CaloriasDescanso
Sono
Relaxamento
Divertimento
Tempo
Profundidade
Espírito
de luta
Cuidado
Compostura
Calma
Confiança
Dedicação
Orgulho Coragem
Paciência
Experiência
em partidas
Planejamento
Teoria
Regras Bom
senso
Estudo do
adversário
Avaliação
da situação
Informação
AnáliseObservação
Movimento
Velocidade
Força
Trabalho
de equipe
Função
Cooperação
Forma
Exercício
Programa
Quantidade Qualidade
Recomendação
Modelo Repetição

Diagrama de Causa e Efeito
Elevada despesa familiar
EDUCAÇÃO TRANSPORTE SAÚDE
LAZER MORADIA ALIMENTAÇÃO
COLÉGIO
GINÁSTICA
INGLÊS
CARRO
ÔNIBUS
METRÔ
FARMÁCIA
HOSPITAL
DENTISTA
MÉDICO
PLANO DE SAÚDE
CLUBE
CINEMA
TEATRO
VIAGENS
ALUGUEL
CONDOMÍNIO
I P T U
ÁGUA
LUZ
TELEFONE
FEIRA
PADARIA
AÇOUGUE
SUPERMERCADO
RESTAURANTE
Diagrama de dispersão •Quando usar?
– Para identificar quais fatores, dentre vários que tenham influência nas características de qualidade, têm correlação forte com características de qualidade
– Para determinar a faixa ideal para controle de variáveis que influenciem uma característica de interesse
– Para comparar resultados de medições precisas e medições simples, testes destrutivos e não destrutivos, e para escolher características ou métodos substitutos para realizar medições ou experimentos

Fornecer dados para confirmar a hipótese que duas variáveis são relacionadas;
Fornecer informações sobre a força de relação das variáveis;
Suportar a análise de um diagrama de causa e efeito, determinando se existe mais do que apenas um consenso da equipe na relação de uma causa com um efeito.
Diagrama Dispersão – Aplicações
60

Correlação positiva: Um aumento em Y depende de um aumento em X. Se X é controlado, Y está naturalmente controlado. Exemplos: altura x peso e treinamento x performance.
Variável X
Vari
ável Y
Variável X
Vari
ável Y
Diagrama Dispersão – Interpretação
61
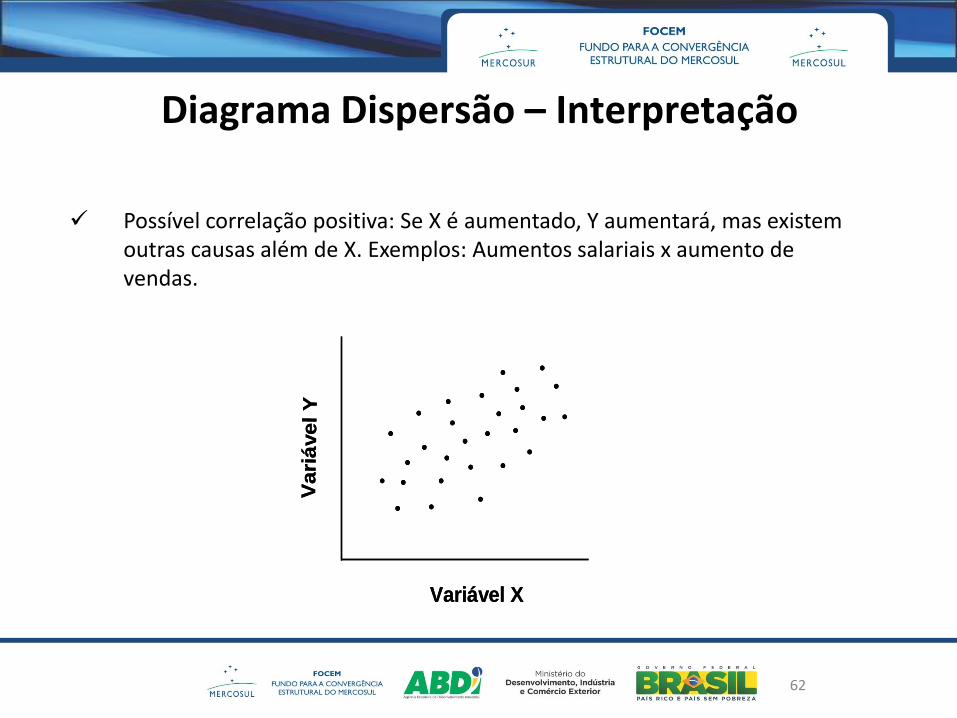
Possível correlação positiva: Se X é aumentado, Y aumentará, mas existem outras causas além de X. Exemplos: Aumentos salariais x aumento de vendas.
Variável X
Vari
ável Y
Variável X
Vari
ável Y
Diagrama Dispersão – Interpretação
62

Nenhuma correlação:Y pode aumentar ou diminuir sem ter nenhuma relação com o que está acontecendo com X. Exemplo: níveis de defeitos x ocupação das máquinas.
Variável X
Vari
ável Y
Variável X
Vari
ável Y
Diagrama Dispersão – Interpretação
63
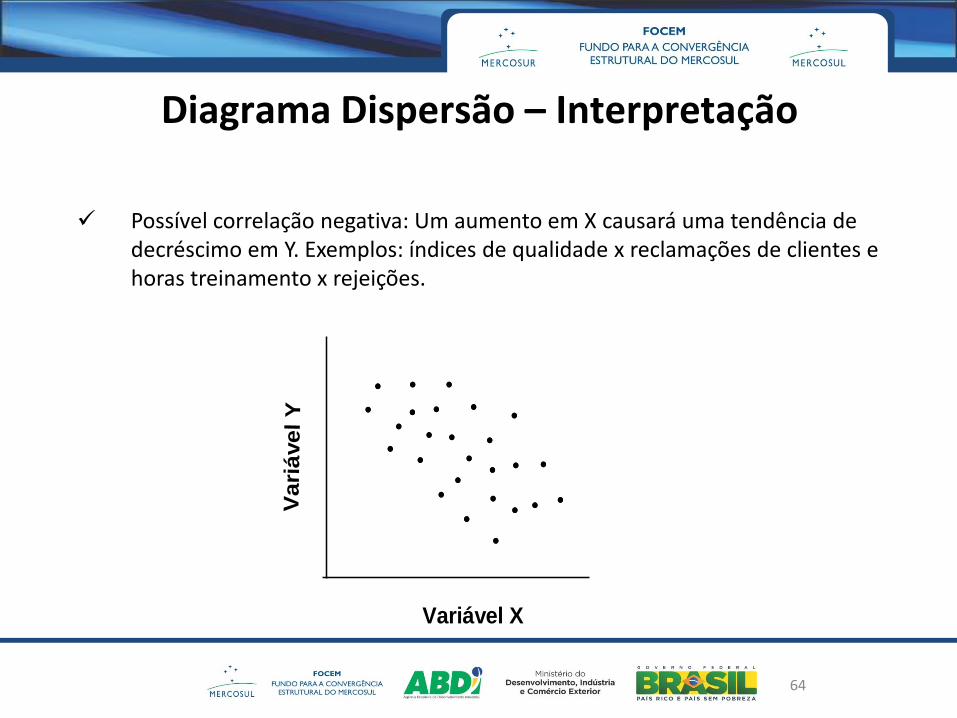
Possível correlação negativa: Um aumento em X causará uma tendência de decréscimo em Y. Exemplos: índices de qualidade x reclamações de clientes e horas treinamento x rejeições.
Variável X
Vari
ável Y
Diagrama Dispersão – Interpretação
64

Correlação negativa: Um aumento em X mostra um decréscimo em Y. Assim como no primeiro exemplo, Y pode ser controlado através de X. Exemplo: vazão de água x temperatura do chuveiro.
Variável X
Vari
ável Y
Diagrama Dispersão – Interpretação
65

Resumir dados que foram coletados de um processo durante um período de tempo, e apresentar graficamente a sua distribuição de freqüências.
Histograma
66

Histograma
• Distribuição Normal
Histograma Curva Normal (Sino)

Histograma
• Variabilidade: Quando fazemos muitas vezes a mesma coisa não significa que estas sejam iguais!
Tempo de
um trajeto
Tudo tem
variação!
Tamanho de uma peça
Pode ser: Grande Ou Pequena
Rendimento Poupança
Bolsa de Ações

Histograma Fontes de Variabilidade:
diferenças na matéria prima
desgaste de ferramentas
temperatura do dia
Setup (troca de turno, operador, lote, matéria prima, regulagem de ferramenta, etc)
mudança de procedimento, etc.
Causas de Variabilidade:
Variações pequenas que estão sempre presente.
Diferenças de dimensão de uma peça para a outra
Variações de magnitude constante Criam variações muito grandes no processo num curto espaço de tempo
Quebra de ferramentas, peças danificadas, etc.
Comuns
Especiais
Apresentar uma grande quantidade de dados que são difíceis de serem interpretados em uma tabela;
Mostrar a freqüência relativa de ocorrência de vários
valores de dados;
Revelar a centralização, dispersão (variação) e forma da distribuição dos dados;
Ilustrar rapidamente a distribuição do conjunto de dados;
Histograma - Aplicações
70

Fornecer informações para previsão de desempenho
futuro dos processos;
Auxiliar a indicar se ocorreu alguma mudança no processo;
Auxiliar a responder a questão: “O processo é capaz de
atender os requisitos do cliente?”
Histograma - Aplicações
71

Histograma
• O histograma mostra se a dispersão é grande ou pequena.
Processo com
BAIXA variação
Processo com
ALTA variação

Histograma • O histograma mostra também onde a
distribuição está localizada
Processo bem
centrado
Processo fora do
centro

Reduzir a variação resulta em poucos defeitos e um alto rendimento do processo.
Histograma – Interpretação
74
LSC
Não Capaz
LIC
Alvo
LSC
No Alvo
LIC
Alvo
Reduzir a dispersão
Centrar o processo
Grande Variabilidade
LSC LIC
Alvo Capaz, mas fora do alvo
Pequena Variabilidade
Pequena Variabilidade

Priorizar ações ou atividades a serem realizadas.
Selecionar variáveis a serem analisadas ou trabalhadas nos projetos de melhoria;
G.U.T.
75

1. Listar as alternativas a serem priorizadas;
G.U.T. – Como Construir
Item a priorizar G U T G x U x T
76

2. Atribuir o grau de gravidade: Representa o DANO ou o PREJUÍZO que a situação acarreta e responde pelo nível desse dano ou prejuízo em cinco casos.
G.U.T. – Como Construir
5 Os prejuízos ou dificuldades são extremamente graves
4 Muito Graves
3 Graves
2 Pouco Gravidade
1 Sem Gravidade
77

3. Atribuir o grau de urgência: Representa o TEMPO de que se dispõe para resolver a questão e responde por duas categorias de tempo: QUANTIDADE E QUALIDADE. A quantidade é a disponibilidade do tempo relacionada a
PRAZO; A qualidade é a disponibilidade do tempo relacionada à
OPORTUNIDADE do momento conjuntural.
G.U.T. – Como Construir
78

3. Atribuir o grau de urgência (cont.) A prioridade de tempo é pesada segundo cinco questões:
G.U.T. – Como Construir
5 É Necessária uma Ação Extremamente Urgente
4 Muito Urgente
3 Urgente
2 Pouco Urgente
1 Sem Urgência
79

4. Atribuir um grau para a tendência Representa o que poderá acontecer SE NADA FOR FEITO a respeito; responde pelos aspectos ou fatores mais desvantajosos da situação; caracteriza-se por cinco perguntas:
G.U.T. – Como Construir
5 Se Nada For Feito o Agravamento da Situação Será Imediato
4 Vai Piorar a Curto Prazo
3 Vai Piorar a Médio Prazo
2 Vai Piorar a Longo Prazo
1 Não vai Piorar ou Pode até Melhorar
80

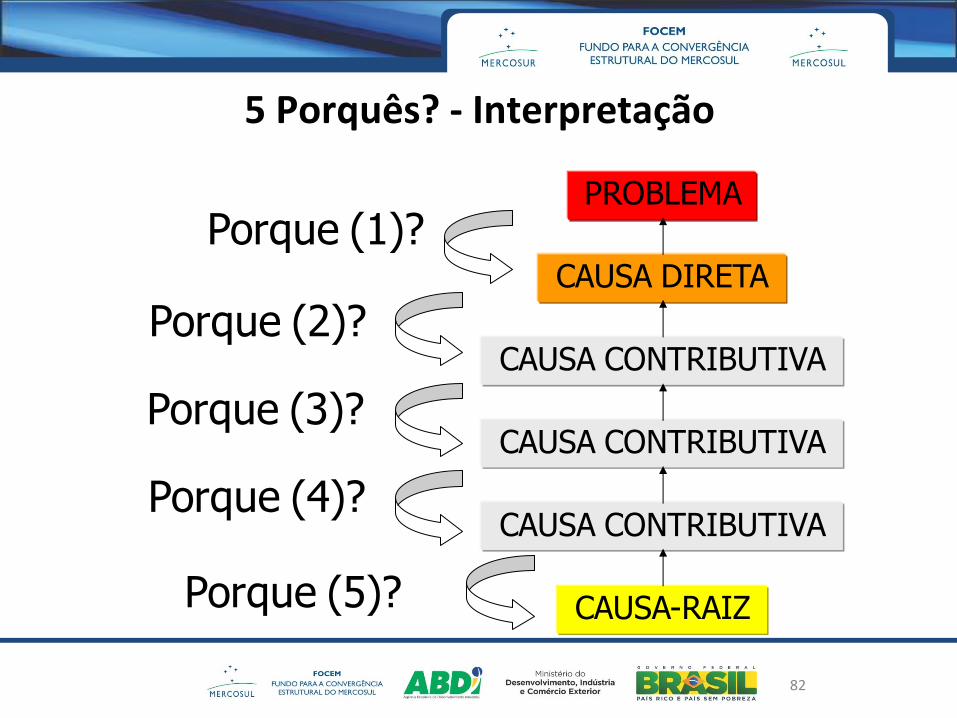
Identificar a causa-raiz de um problema através do questionamento sucessivo de porquês através das suas causa diretas ou contributivas.
5 Porquês?
81
PROBLEMA
CAUSA DIRETA
CAUSA CONTRIBUTIVA
CAUSA CONTRIBUTIVA
CAUSA CONTRIBUTIVA
CAUSA-RAIZ
Porque (1)?
Porque (2)?
Porque (3)?
Porque (4)?
Porque (5)?
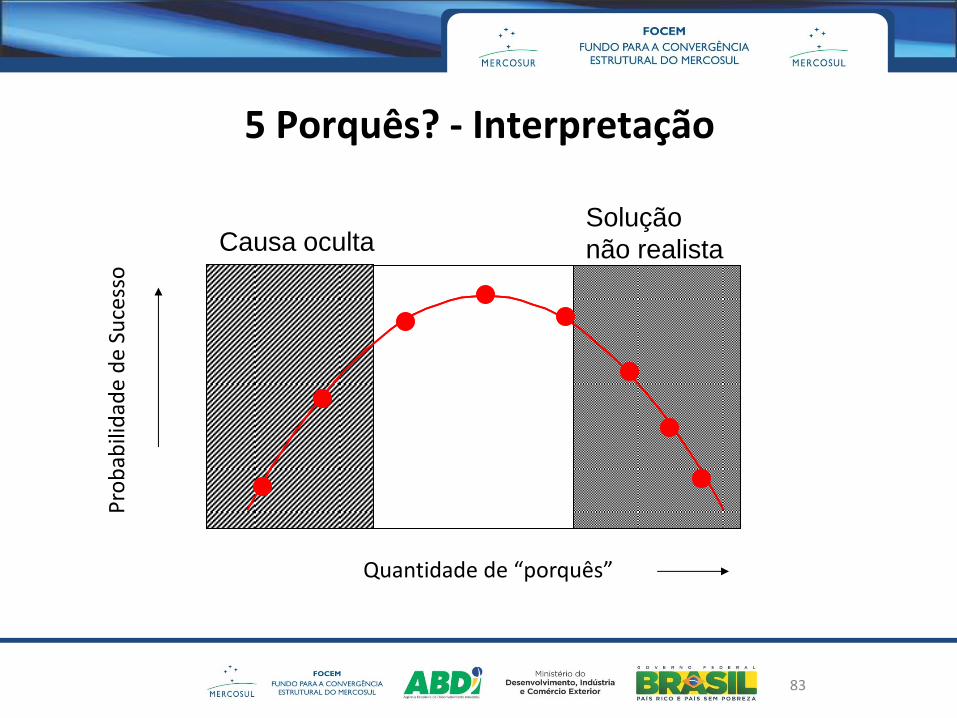
5 Porquês? - Interpretação
82
Quantidade de “porquês”
Pro
bab
ilid
ade
de
Su
cess
o
5 Porquês? - Interpretação
83
Causa oculta Solução
não realista

Técnica dos 5 Porquês • Pergunte “por quê” até chegar à causa raiz
• Por quê houve este problema de montagem? – Porque a dimensão da peça estava fora do especificado.
• Por quê elas estavam fora do especificado? – Porque o processo não tem capabilidade suficiente.
• Por quê o processo não tem capabilidade suficiente? – Porque a variação é alta demais.
• Por quê a variação é alta demais? – Porque a peça não fica bem fixada no dispositivo de usinagem.
• Por quê a peça não fica bem fixada? – Porque o dispositivo apresenta folga em uma fixação.
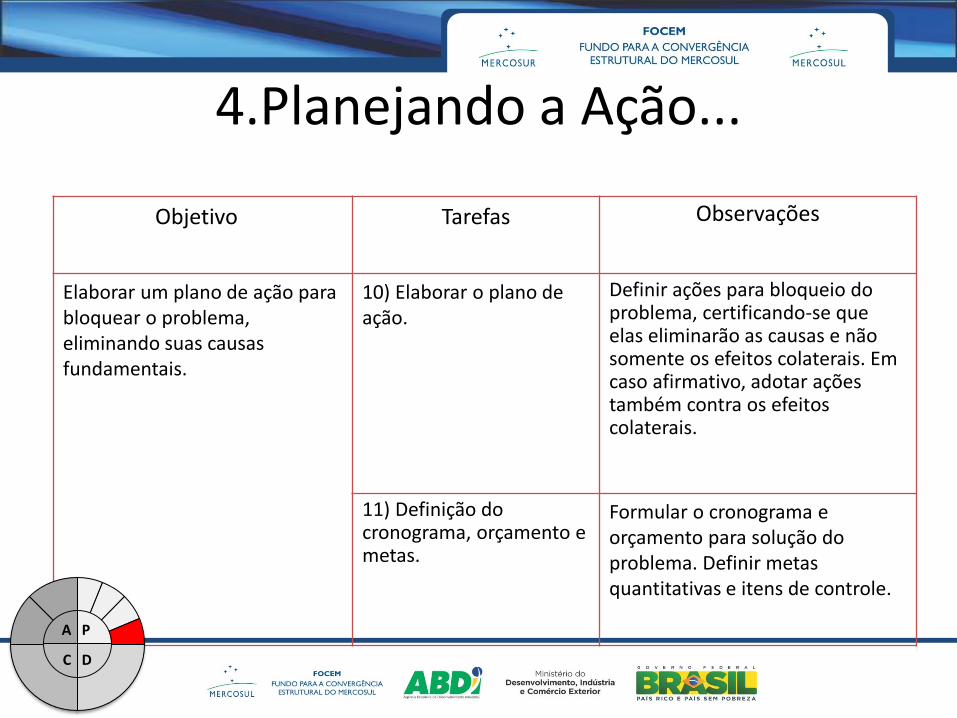
Objetivo Tarefas Observações
Elaborar um plano de ação para bloquear o problema, eliminando suas causas fundamentais.
10) Elaborar o plano de ação.
Definir ações para bloqueio do problema, certificando-se que elas eliminarão as causas e não somente os efeitos colaterais. Em caso afirmativo, adotar ações também contra os efeitos colaterais.
11) Definição do cronograma, orçamento e metas.
Formular o cronograma e orçamento para solução do problema. Definir metas quantitativas e itens de controle.
4.Planejando a Ação...
P
D C
A

4.Planejando a Ação...
• Elabore o plano de ação (5W2H)
– Discuta com todo o grupo envolvido
– Determine a meta, os itens de controle e de verificação
• Ferramentas:
– 5W2H
P
D C
A
Dispor um cronograma de planejamento da execução e/ou de monitoramento de trabalhos ou projetos;
Estabelecer um cronograma de planejamento da implantação de medidas a serem executadas.
5W2H
87

5W2H
1. What: o que deve ser feito ou realizado? 2. Why: porque? 3. Who: quem deverá realizar? 4. When: quando deverá ser realizado? 5. Where: onde será realizado? 1. How: como será realizado? 2. How much: quanto custará?
88

5W2H
QUE? O que faremos?
QUEM?Quem será o responsável pela colocação em prática da solução
adotada? Quem fará cada uma das tarefas ao longo do projeto?
ONDE?Em que local? Em que máquina ou local ou setor a ação será
realizada?
QUANDO?Em que momento o plano será executado? Após a autorização pode-
se iniciar logo?
COMO? De que forma nós procederemos para sermos mais eficientes?
POR QUÊ?É a pergunta indispensável para verificar todas as hipóteses e
constatar que o plano é realista.
QUANTO? Quanto custará para a empresa esta ação ou projeto?
89

Contramedida Responsável Prazo Local Justificativa Procedimento Investimento
O quê? What?
Quem? Who?
Quando? When?
Onde? Where?
Porque? Why?
Como? How?
Quanto? How much?
Reduzir interferência na placa de assinantes
João Abril/2009 Supervisão Evitar propagação de radiointerfe-rência
Trocando placa tipo A por placa tipo B
R$ 100.0
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
5W2H – Como Construir
90
91
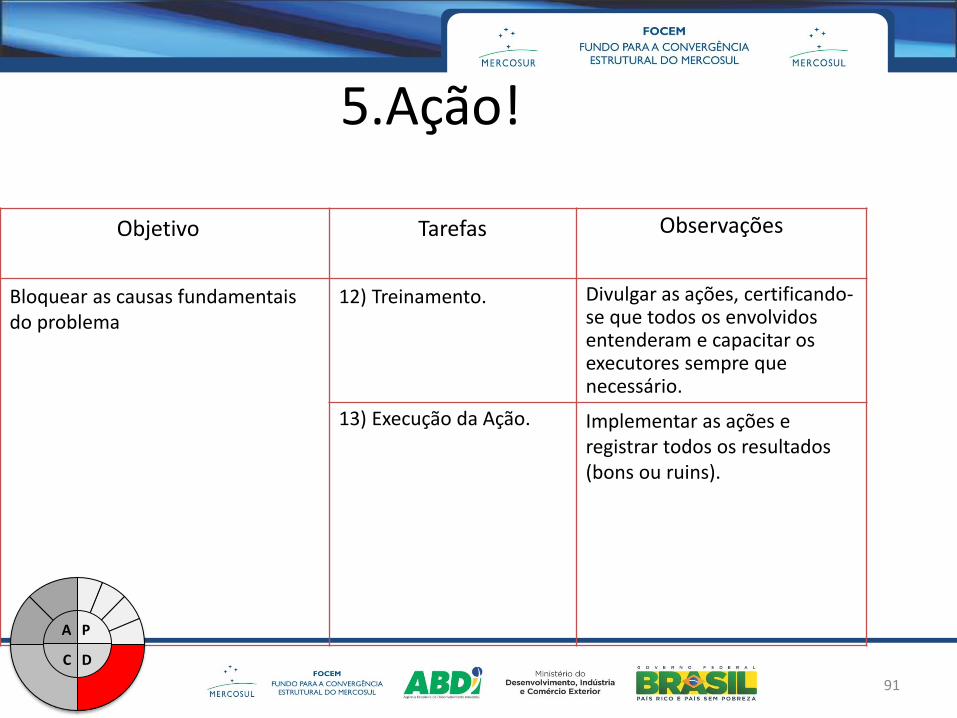
Objetivo Tarefas Observações
Bloquear as causas fundamentais do problema
12) Treinamento. Divulgar as ações, certificando-se que todos os envolvidos entenderam e capacitar os executores sempre que necessário.
13) Execução da Ação. Implementar as ações e registrar todos os resultados (bons ou ruins).
5.Ação!
P
D C
A

5.Ação!
• Elabore Capacitações
– Para divulgar o Plano de Ação
– Algumas ações precisarão de cooperação ativa de outras pessoas - muito cuidado aqui!
• Execução da ação
– Verifique a implementação de cada ação - no local!
– Tudo deve ser registrado
– Lembre de manter vivo o cronograma!
P
D C
A

Objetivo Tarefas Observações
Verificar se o bloqueio foi efetivo e certificar-se que o problema não ocorrerá novamente.
14) Comparação dos resultados e análise dos efeitos secundários.
Utilizar dados antes e depois da ação de bloqueio para a comparação dos resultados. Utilizar o mesmo tipo de apresentação de dados (não mudar de ferramenta).
15) Verificação da continuidade ou não do problema.
Com base nos dados coletados na etapa anterior, verificar se o bloqueio foi efetivo. Se os resultados forem satisfatórios, verificar se todos as ações foram tomadas. Se as ações tomadas não funcionaram, voltar à fase 2 (observação).
6.Verificando...
P
D C
A

6.Verificando...
• Compare os resultados antes e depois
• A redução atingida foi a esperada?
• Qual foi o efeito em $$$?
• Há efeitos secundários?
• Se o problema continua, as ações foram falhas! Faça já algo a respeito!
P
D C
A

Objetivo Tarefas Observações
Previnir o reaparecimento do problema.
16) Elaboração ou alteração do padrão.
Estabelecer o novo procedimento operacional ou revisar o antigo.
17) Comunicação. Por meio de reuniões e circulares, estabelecer a data de início do novo padrão e que áreas serão afetadas.
18) Educação e treinamento.
Transmitir as alterações nos padrões para todos os envolvidos no processo. Definir um responsável para assegurar que o novo padrão seja cumprido. Certificar-se que todos entenderam o novo processo e distribuir os documentos necessários no local de trabalho.
19) Acompanhamento. Fazer verificações periódicas (auditorias) para garantir o cumprimento do padrão.
7.Padronizando...
P
D C
A

7.Padronizando...
• Elabore ou altere o padrão
• Comunique o que foi feito
• Educação e treinamento – compromissos contínuos!
• Acompanhe a utilização do padrão
“O sistema de gestão japonês se resume à uma fórmula: manter e melhorar os padrões. Porquê? Porque não pode haver
melhorias onde não existem padrões.”
(Masaaki Imai)
P
D C
A

Objetivo Tarefas Observações
Recapitular todo o processo de solução do problema para aproveitar em situações futuras.
20) Reflexão: “Relação dos problemas remanescentes”.
Avaliar o que foi feito, questionando: • Houve atrasos ou folgas no cronograma? • Houve participação do grupo? • O grupo era o melhor para solucionar aquele problema? •As reuniões foram produtivas? •A distribuição de tarefas foi bem estruturada? • O grupo utilizou todas as técnicas? • Avaliar os itens pendentes, organizando-se para uma futura aplicação do MASP.
8.Finalizando...
P
D C
A

8.Finalizando... • Relacione os problemas remanescentes
• Planeje o ataque aos problemas remanescentes
• Reflita!
– Atendimento dos prazos
– Profundidade da análise das causas
– Atuação do grupo (formação Ok? produtividade das reuniões...)
– Criou-se conhecimento?
P
D C
A


















