LIGAÇÃO E PROGRAMAÇÃO DE MÓDULO DE FURAÇÃO COM SISTEMA DE ... · de precisão, pois trata,...
12
Anais do XVI Encontro de Iniciação Científica e Pós-Graduação do ITA – XVI ENCITA / 2010 Instituto Tecnológico de Aeronáutica, São José dos Campos, SP, Brasil, 20 de outubro de 2010 LIGAÇÃO E PROGRAMAÇÃO DE MÓDULO DE FURAÇÃO COM SISTEMA DE AVANÇO Juliano Augusto de Bonfim Gripp Instituto Tecnológico de Aeronáutica - ITA Rua H8-C, nº 328, Campus do CTA. CEP: 12228-462, São José dos Campos – SP - Brasil Bolsista PIBIC-CNPq [email protected] Emília Villani Instituto Tecnológico de Aeronáutica – ITA (CCM) Praça Marechal Eduardo Gomes, 50, Vila das Acácias. CEP: 12228-900, São José dos Campos – SP - Brasil [email protected] Carlos Eduardo Oliveira da Silva Instituto Tecnológico de Aeronáutica – ITA (CCM) Praça Marechal Eduardo Gomes, 50, Vila das Acácias. CEP: 12228-900, São José dos Campos – SP - Brasil [email protected] Resumo. O projeto apresentado enquadra-se como parte da solução para o problema de usinagem (furação) industrial de precisão, pois trata, em linhas gerais, do controle computacional e instalação de um sistema de furação provido de uma broca com rotação ajustável sobre um atuador linear com avanço e recuo ajustáveis. Tal sistema foi programado usando o software LabVIEW e interfaces do fabricante National Instruments, objetivando a operação do sistema de forma autônoma mediante entrada de parâmetros intervenientes do furo desejado, como velocidade de rotação da broca, profundidade do furo, dentre outros, em chapas de fuselagem de aeronaves. Palavras chave: Efetuador Robótico, Robótica, Automação, Controle, Eletro-mandril, LabVIEW. 1. Introdução Os robôs industriais são amplamente utilizados nas indústrias de manufaturas automotivas, eletrônicas, farmacêuticas, alimentícias, entre outras atualmente. Entretanto, no estudo mostrado por Summers (2005) a penetração destes robôs na indústria aeronáutica ainda não é tão grande. Se por um lado, a fabricação de peças primárias para construção de aeronaves conta com um dos parques industriais mais modernos da atualidade utilizando-se de máquinas de comando numérico de última geração, por outro lado, a montagem estrutural das aeronaves, principalmente a partir da junção dos seguimentos de fuselagens, é em sua imensa maioria executada de forma manual. Desde seu início, a montagem estrutural de aeronaves tem optado pelo uso de ferramentais de grande porte e baixa flexibilidade, mas que conseguem garantir precisão na montagem de segmentos de fuselagem de massa relativamente elevada comparada com as demais indústrias onde o uso dos robôs industriais é bastante difundido. Nas últimas décadas, a crescente pressão global para melhoria de desempenho na cadeia de operações do mercado aeronáutico tem pressionado estas indústrias a melhorarem seus processos industriais. Um estudo recente apresentado por Cibiel et al (2006) elegeu a operação de furação e instalação de prendedores como o melhor processo para ser automatizado utilizando robôs industriais, dentre as diferentes tarefas executadas manualmente na indústria aeronáutica. Esse projeto envolve a programação de rotinas de controle, por meio do software LabVIEW, que executam diversos comandos e efetuam leituras de dados a fim de interagir com um sistema de furação (usinagem). Esse sistema é constituído basicamente por um eletro-mandril (spindle) posicionado sobre guias que permitem o avanço e recuo desse motor elétrico por meio de servomotores, cujos parâmetros de deslocamento, velocidade, aceleração, dentre outros,são ajustáveis pelo usuário. Todo sistema interage por meio de interfaces específicas (do fabricante National Instruments) para trocas de dados adequadas ao projeto. Além da programação, outras partes importantes do projeto dizem respeito à ligação dos componentes, elaboração de circuitos auxiliares de testes, integração de sistemas (como sistemas auxiliares de refrigeração do eletro-mandril, lubrificação, controle de temperatura, dentre outros). O objetivo principal do projeto é desenvolver um sistema de controle de um módulo de furação por meio de LabVIEW capaz de efetuar furos precisos em chapas com parâmetros definidos, e promover a interação deste sistema com sistemas auxiliares. Outro ponto fundamental é avaliar se o LabVIEW atende às necessidades do projeto e se os dados colhidos ao final do projeto são aceitáveis e confirmam o propósito do projeto. Por fim, o aprofundamento em métodos de controle, estudo a respeito de componentes do projeto e ambientação sistemas eletrônicos fazem parte também dos objetivos principais do trabalho.
Transcript of LIGAÇÃO E PROGRAMAÇÃO DE MÓDULO DE FURAÇÃO COM SISTEMA DE ... · de precisão, pois trata,...
Anais do XVI Encontro de Iniciação Científica e Pós-Graduação do ITA – XVI ENCITA / 2010
Instituto Tecnológico de Aeronáutica, São José dos Campos, SP, Brasil, 20 de outubro de 2010
LIGAÇÃO E PROGRAMAÇÃO DE MÓDULO DE FURAÇÃO COM
SISTEMA DE AVANÇO
Juliano Augusto de Bonfim Gripp Instituto Tecnológico de Aeronáutica - ITA
Rua H8-C, nº 328, Campus do CTA. CEP: 12228-462, São José dos Campos – SP - Brasil
Bolsista PIBIC-CNPq
Emília Villani Instituto Tecnológico de Aeronáutica – ITA (CCM)
Praça Marechal Eduardo Gomes, 50, Vila das Acácias. CEP: 12228-900, São José dos Campos – SP - Brasil
Carlos Eduardo Oliveira da Silva Instituto Tecnológico de Aeronáutica – ITA (CCM)
Praça Marechal Eduardo Gomes, 50, Vila das Acácias. CEP: 12228-900, São José dos Campos – SP - Brasil
Resumo. O projeto apresentado enquadra-se como parte da solução para o problema de usinagem (furação) industrial
de precisão, pois trata, em linhas gerais, do controle computacional e instalação de um sistema de furação provido de
uma broca com rotação ajustável sobre um atuador linear com avanço e recuo ajustáveis. Tal sistema foi programado
usando o software LabVIEW e interfaces do fabricante National Instruments, objetivando a operação do sistema de
forma autônoma mediante entrada de parâmetros intervenientes do furo desejado, como velocidade de rotação da
broca, profundidade do furo, dentre outros, em chapas de fuselagem de aeronaves.
Palavras chave: Efetuador Robótico, Robótica, Automação, Controle, Eletro-mandril, LabVIEW.
1. Introdução
Os robôs industriais são amplamente utilizados nas indústrias de manufaturas automotivas, eletrônicas,
farmacêuticas, alimentícias, entre outras atualmente. Entretanto, no estudo mostrado por Summers (2005) a penetração
destes robôs na indústria aeronáutica ainda não é tão grande. Se por um lado, a fabricação de peças primárias para
construção de aeronaves conta com um dos parques industriais mais modernos da atualidade utilizando-se de máquinas
de comando numérico de última geração, por outro lado, a montagem estrutural das aeronaves, principalmente a partir
da junção dos seguimentos de fuselagens, é em sua imensa maioria executada de forma manual.
Desde seu início, a montagem estrutural de aeronaves tem optado pelo uso de ferramentais de grande porte e baixa
flexibilidade, mas que conseguem garantir precisão na montagem de segmentos de fuselagem de massa relativamente
elevada comparada com as demais indústrias onde o uso dos robôs industriais é bastante difundido.
Nas últimas décadas, a crescente pressão global para melhoria de desempenho na cadeia de operações do mercado
aeronáutico tem pressionado estas indústrias a melhorarem seus processos industriais. Um estudo recente apresentado
por Cibiel et al (2006) elegeu a operação de furação e instalação de prendedores como o melhor processo para ser
automatizado utilizando robôs industriais, dentre as diferentes tarefas executadas manualmente na indústria aeronáutica.
Esse projeto envolve a programação de rotinas de controle, por meio do software LabVIEW, que executam diversos
comandos e efetuam leituras de dados a fim de interagir com um sistema de furação (usinagem). Esse sistema é
constituído basicamente por um eletro-mandril (spindle) posicionado sobre guias que permitem o avanço e recuo desse
motor elétrico por meio de servomotores, cujos parâmetros de deslocamento, velocidade, aceleração, dentre outros,são
ajustáveis pelo usuário. Todo sistema interage por meio de interfaces específicas (do fabricante National Instruments)
para trocas de dados adequadas ao projeto. Além da programação, outras partes importantes do projeto dizem respeito à
ligação dos componentes, elaboração de circuitos auxiliares de testes, integração de sistemas (como sistemas auxiliares
de refrigeração do eletro-mandril, lubrificação, controle de temperatura, dentre outros).
O objetivo principal do projeto é desenvolver um sistema de controle de um módulo de furação por meio de
LabVIEW capaz de efetuar furos precisos em chapas com parâmetros definidos, e promover a interação deste sistema
com sistemas auxiliares. Outro ponto fundamental é avaliar se o LabVIEW atende às necessidades do projeto e se os
dados colhidos ao final do projeto são aceitáveis e confirmam o propósito do projeto. Por fim, o aprofundamento em
métodos de controle, estudo a respeito de componentes do projeto e ambientação sistemas eletrônicos fazem parte
também dos objetivos principais do trabalho.
Anais do XVI ENCITA, ITA,20 de outubro de 2010
,
2. Ferramenta Multifuncional
O sistema analisado está inserido em um projeto mais abrangente de interesse conjunto do ITA e da indústria
Aeronáutica Brasileira, denominado “EFIP” (Efetuador de Furação e Inserção de Prendedores), no qual a ferramenta
multifuncional (end-effector) está inserida no extremo de um braço mecânico industrial. O robô é responsável pelo
correto posicionamento daquela ferramenta multifuncional, enquanto esta mede alguns pontos de referência, efetua a
furação, aplica o selante e coloca prendedores.
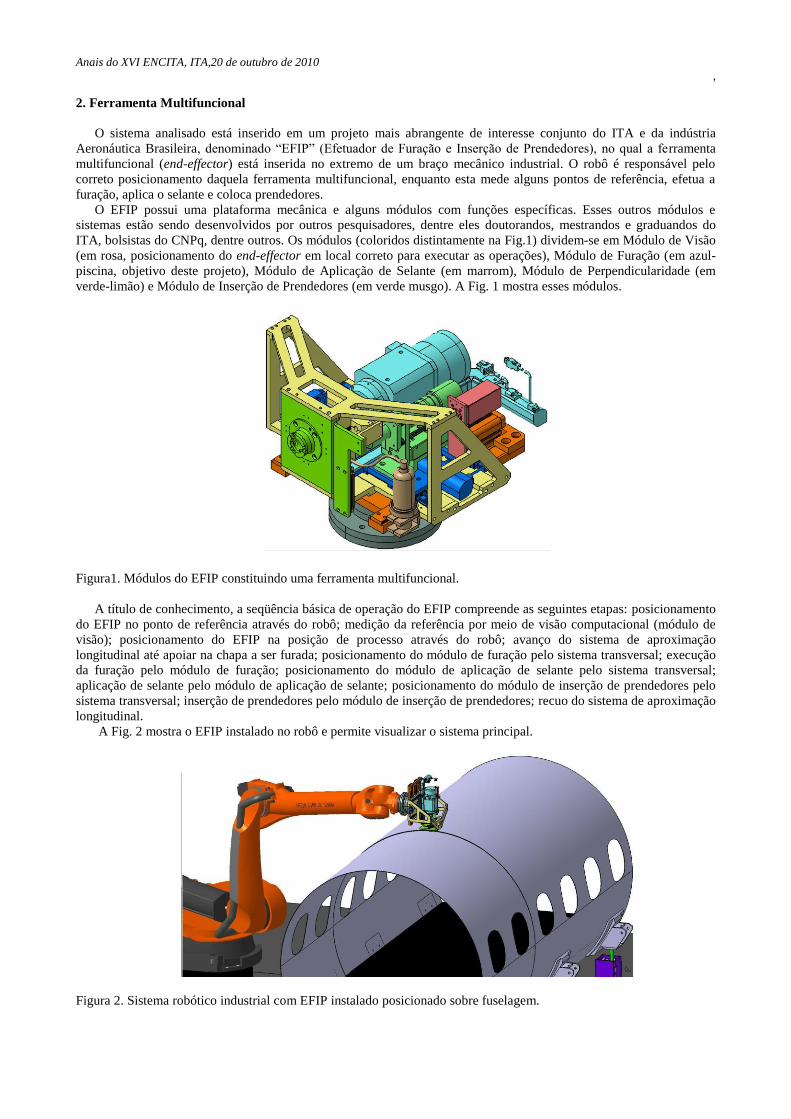
O EFIP possui uma plataforma mecânica e alguns módulos com funções específicas. Esses outros módulos e
sistemas estão sendo desenvolvidos por outros pesquisadores, dentre eles doutorandos, mestrandos e graduandos do
ITA, bolsistas do CNPq, dentre outros. Os módulos (coloridos distintamente na Fig.1) dividem-se em Módulo de Visão
(em rosa, posicionamento do end-effector em local correto para executar as operações), Módulo de Furação (em azul-
piscina, objetivo deste projeto), Módulo de Aplicação de Selante (em marrom), Módulo de Perpendicularidade (em
verde-limão) e Módulo de Inserção de Prendedores (em verde musgo). A Fig. 1 mostra esses módulos.
Figura1. Módulos do EFIP constituindo uma ferramenta multifuncional.
A título de conhecimento, a seqüência básica de operação do EFIP compreende as seguintes etapas: posicionamento
do EFIP no ponto de referência através do robô; medição da referência por meio de visão computacional (módulo de
visão); posicionamento do EFIP na posição de processo através do robô; avanço do sistema de aproximação
longitudinal até apoiar na chapa a ser furada; posicionamento do módulo de furação pelo sistema transversal; execução
da furação pelo módulo de furação; posicionamento do módulo de aplicação de selante pelo sistema transversal;
aplicação de selante pelo módulo de aplicação de selante; posicionamento do módulo de inserção de prendedores pelo
sistema transversal; inserção de prendedores pelo módulo de inserção de prendedores; recuo do sistema de aproximação
longitudinal.
A Fig. 2 mostra o EFIP instalado no robô e permite visualizar o sistema principal.
Figura 2. Sistema robótico industrial com EFIP instalado posicionado sobre fuselagem.

Anais do XVI ENCITA, ITA,20 de outubro de 2010
,
Alguns outros equipamentos como o sistema de refrigeração, de lubrificação (nebulizador de óleo), de limpeza
(aspirador de cavaco), além de válvulas pneumáticas e outros equipamentos foram ocultados para melhor visualização
do projeto global.
O sistema robótico industrial (alaranjado na Fig. 2) é da fabricante alemã “KUKA Roboter”. Em particular o
sistema usado nesse projeto é o modelo “KUKA KR210 L100-2K S2000”. Esse robô possui 1515 kg ao todo (sem
contar o controle), 6 eixos de rotação (graus de liberdade), controle remoto, suporta até 100 kg de carga no extremo do
braço (payload), mas um total de até 500 kg de carga distribuída. Esse equipamento foi adquirido dentro das
especificações necessárias e instalado no Laboratório de Automação para Montagem Estrutural (LAME), no ITA, para
ser utilizado em diversos experimentos e testes, dentre eles o EFIP.
2.1. Módulo de Furação
O módulo de furação pode ser dividido basicamente em duas partes: sistema de furação e sistema de
movimentação. O sistema de furação é formado pelo eletro-mandril, suporte de ferramenta e ferramenta (broca), já o
sistema de movimentação é formado por guias lineares de movimentação, caixa de redução de velocidade e servo-
motor. Sistemas auxiliares como refrigeração, lubrificação, limpeza e outros também fazem parte do sistema, mas são
tratados em separado, pois não estão presos à ferramenta multifuncional, mas sim em solo, devido ao peso e dimensões
desses equipamentos. O eletro-mandril, responsável pelo giro da ferramenta, é do fabricante brasileiro “Tecnodrill”, e o
equipamento utilizado é “ETA-18/2.5”. A Fig. 3 mostra uma vista em perspectiva do sistema.
Figura 3. Módulo de Furação.
Esse eletro-mandril possui cerca de 12 kg, é projetado para trabalhar na faixa de 5.000 a 18.000 RPM (rotações por
minuto), tem uma potência máxima de 2,5 kW, exige lubrificação por graxa permanente e refrigeração líquida, além de
possuir eixo com troca automática. Possui internamente um cone HSK-32 (35 mm) e pinça ER-16 (diâmetro de 1/4” da
haste da ferramenta); mancais duplos, batimento menor que 0,003mm. A tensão de rede à qual o eletro-mandril está
ligada é trifásica de corrente alternada, ligado a 380 V. A Fig. 3 detalha ainda alguns itens como orifícios de entrada e
saída de líquido refrigerante, nos quais tubos de conexão pneumática ligam-se a um sistema do mesmo fabricante
(“Tecnodrill”) que controla a temperatura em uma faixa adequada, além do orifício de sucção dos resíduos provenientes
do desgaste da placa que adentram ao sistema.
A Tab. 1 traz mais algumas especificações comparativas fornecidas pelo fabricante deste aparelho que devem ser
ressaltadas.
Tabela 1. Valores comparativos para levantamento de curvas características do eletro-mandril.
Parâmetros do eletro-mandril Caso 1 Caso 2
Freqüência (Hz)
Potência (kW)
Potência de Pico (kW)
Voltagem (V)
Corrente (A)
Velocidade angular (RPM)
400
1,2
2,1
165
7,0
11.500
1000
2,5
5,0
380
6,5
29.600
Há uma fórmula que permite relacionar aproximadamente a freqüência da tensão de entrada (em Hz) no eletro-
mandril com a rotação da broca (em RPM). A Equação (1) traz esta fórmula, que leva em consideração ainda o número
de pares de pólo (PP) presentes no motor elétrico, que no caso são 2 (dois pares ou quatro pólos neste caso).

Anais do XVI ENCITA, ITA,20 de outubro de 2010
,
pp
FN s
*60 (1)
Por exemplo, com uma freqüência “F = 400 Hz” de entrada no eletro-mandril, a rotação teórica deste seria de
aproximadamente Ns = (60*400)/2 = 12.000 RPM. Na prática, devido a alguns fatores externos, como atrito e outros, a
velocidade de rotação pode atingir valores um pouco inferiores (observa-se o valor de 11.500, conforme a Tab. 1). A Fig. 4 apresenta algumas curvas características levantadas em função dos dados fornecidos pelo fabricante que e
permitem avaliar a relação entre os parâmetros (por exemplo, potência do motor, voltagem, velocidade de rotação,
dentre outros) através da relação linear entre as grandezas, se analisadas em uma faixa de freqüências adequada.
Figura 4. Curvas características do eletro-mandril em função da freqüência da tensão de entrada (AC).
O funcionamento completo do módulo de furação engloba várias funções, como zerar a posição do eixo do sistema
de movimentação para referência, mover o sistema de movimentação para a posição recuada, executar o processo de
furação e executar a troca da ferramenta, dentre outras. Todo o sistema de controle é baseado no envio e recebimento de
sinais digitais (por exemplo, sentido de movimento, Liga/desliga aparelhos) e analógicos (por exemplo, controle suave
de rotação, leitura de corrente no mandril).
A função de zerar a posição do eixo do sistema de movimentação é feita pelo software de controle através da
atribuição do valor zero à posição que o sistema de movimentação se encontra. Na seqüência, para executar a função
de movimentação para a posição recuada, o software de controle deve efetuar as atividades abaixo. As funções
implementadas e que fazem parte deste trabalho seguem abaixo:
Habilitar o movimento do conversor de freqüência (Yaskawa);
Selecionar a direção de movimentação, que no caso é o de recuo;
Enviar pulsos ao conversor de freqüência para executar a movimentação, onde a quantidade de pulsos
determina a posição que o sistema irá avançar, e a freqüência dos pulsos determina a velocidade de
deslocamento do sistema;
Após o conversor de freqüência enviar os pulsos necessários para atingir a posição zero já determinada
anteriormente, o mesmo envia um sinal de posição alcançada (retorno para o software);
Desabilitar o movimento do conversor de freqüência (Yaskawa).
Para a função do processo de furação, o software de controle deve:
Selecionar e enviar ao conversor de freqüência (Siemens) a rotação do eletro-mandril desejada;
Enviar ao conversor de freqüência (Siemens) um sinal de liga;
Habilitar o movimento do conversor de freqüência (Yaskawa);
Selecionar a direção de movimentação de avanço;
Enviar pulsos ao conversor de freqüência (Yaskawa) para movimentar o sistema em avanço rápido;
Receber do conversor de freqüência (Yaskawa) o sinal de posição alcançada;
Ligar sistema de aspiração;
Ligar sistema de lubrificação por névoa de óleo;
Enviar pulsos ao conversor de freqüência (Yaskawa) para movimentar o sistema em avanço lento;
Receber do conversor de freqüência (Yaskawa) o sinal de posição alcançada;
Desligar o sistema de lubrificação por névoa de óleo;
Ligar o sistema de limpeza da broca;
Selecionar a direção de movimentação de recuo;
Enviar pulsos ao conversor de freqüência (Yaskawa) para movimentar o sistema em recuo rápido;
Receber do conversor de freqüência (Yaskawa) o sinal de posição alcançada;
Desligar o sistema de aspiração;
Anais do XVI ENCITA, ITA,20 de outubro de 2010
,
Desligar o sistema de limpeza da broca;
Desligar o conversor de freqüência (Siemens);
Desabilitar o conversor de freqüência (Yaskawa).
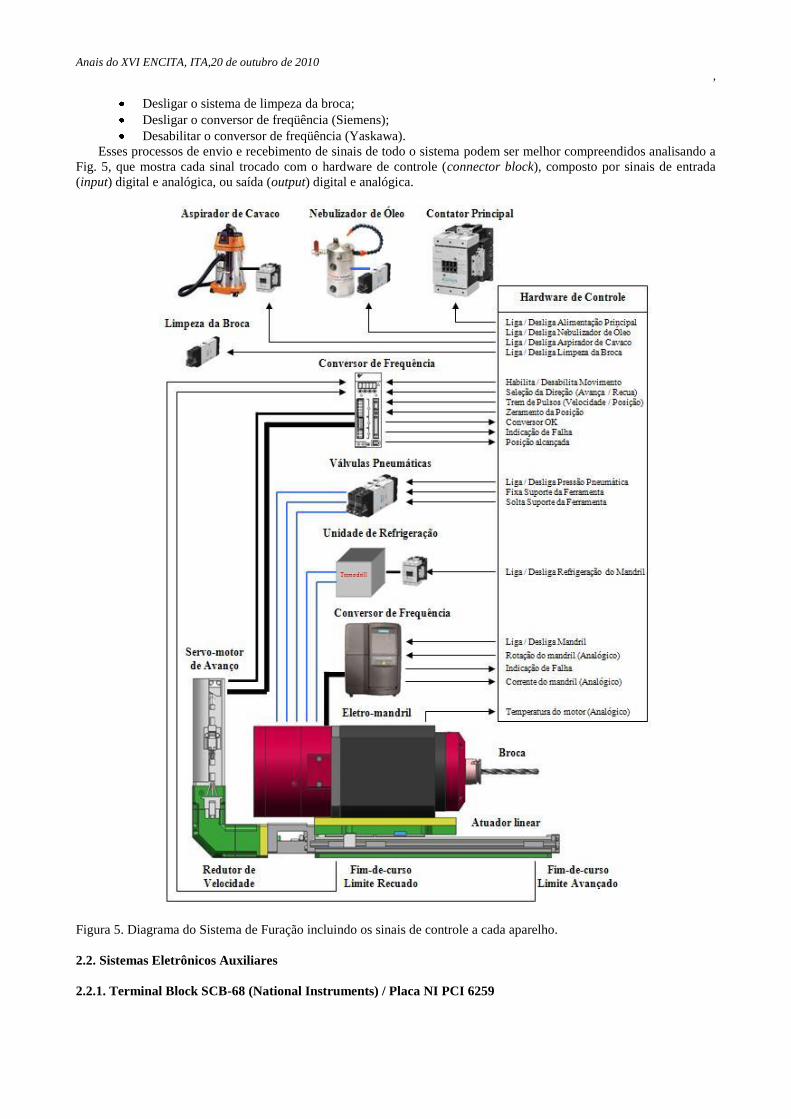
Esses processos de envio e recebimento de sinais de todo o sistema podem ser melhor compreendidos analisando a
Fig. 5, que mostra cada sinal trocado com o hardware de controle (connector block), composto por sinais de entrada
(input) digital e analógica, ou saída (output) digital e analógica.
Figura 5. Diagrama do Sistema de Furação incluindo os sinais de controle a cada aparelho.
2.2. Sistemas Eletrônicos Auxiliares
2.2.1. Terminal Block SCB-68 (National Instruments) / Placa NI PCI 6259
Anais do XVI ENCITA, ITA,20 de outubro de 2010
,
O Terminal (ou connnector) Block modelo SCB-68 trata-se basicamente de um hardware ligado ao computador
industrial do laboratório por meio de um cabo específico (SHC68-68-EPM) que contém 68 pinos de conexão elétrica
com diferentes funções, previamente definidas pela placa PCI interna ao computador. O NI SCB-68 trabalha com sinais
de entrada e saída, em particular aparelhos de aquisição de dados (data acquisition – DAQ) e cada pino representa uma
“porta” de comunicação com circuitos externos, que dependendo da placa PCI instalada no computador, pode
desempenhar diferentes funções. A descrição das portas necessárias à parametrização por meio de software é descrita a
seguir.
Outro componente do sistema que produz a interface entre os comandos computacionais e o bloco de conexão é a
placa do tipo PCI, modelo NI 6259, da fabricante “National Instruments”. Esta placa é inserida na placa-mãe de um
computador industrial, e por meio de um cabo específico, liga-se ao terminal SCB-68 externo. A configuração da placa
é: 32 analog inputs (com resolução de 16 bits); 4 analog outputs (com resolução de 16 bits); taxa de transferência
máxima de 2.8 MS/s (MegaSamples/second ou 1.000.000 amostras por segundo); faixa de ±10V para analog output; 48
digital I/O (input/output) configuráveis.
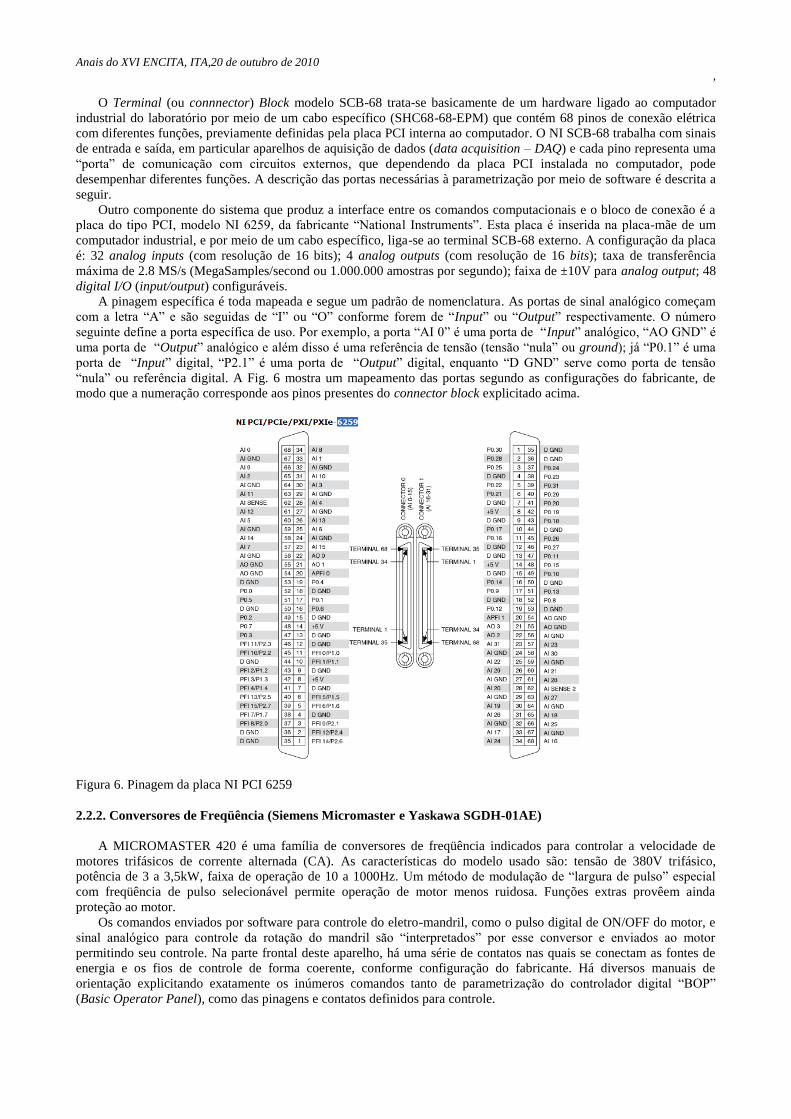
A pinagem específica é toda mapeada e segue um padrão de nomenclatura. As portas de sinal analógico começam
com a letra “A” e são seguidas de “I” ou “O” conforme forem de “Input” ou “Output” respectivamente. O número
seguinte define a porta específica de uso. Por exemplo, a porta “AI 0” é uma porta de “Input” analógico, “AO GND” é
uma porta de “Output” analógico e além disso é uma referência de tensão (tensão “nula” ou ground); já “P0.1” é uma
porta de “Input” digital, “P2.1” é uma porta de “Output” digital, enquanto “D GND” serve como porta de tensão
“nula” ou referência digital. A Fig. 6 mostra um mapeamento das portas segundo as configurações do fabricante, de
modo que a numeração corresponde aos pinos presentes do connector block explicitado acima.
Figura 6. Pinagem da placa NI PCI 6259
2.2.2. Conversores de Freqüência (Siemens Micromaster e Yaskawa SGDH-01AE)
A MICROMASTER 420 é uma família de conversores de freqüência indicados para controlar a velocidade de
motores trifásicos de corrente alternada (CA). As características do modelo usado são: tensão de 380V trifásico,
potência de 3 a 3,5kW, faixa de operação de 10 a 1000Hz. Um método de modulação de “largura de pulso” especial
com freqüência de pulso selecionável permite operação de motor menos ruidosa. Funções extras provêem ainda
proteção ao motor.
Os comandos enviados por software para controle do eletro-mandril, como o pulso digital de ON/OFF do motor, e
sinal analógico para controle da rotação do mandril são “interpretados” por esse conversor e enviados ao motor
permitindo seu controle. Na parte frontal deste aparelho, há uma série de contatos nas quais se conectam as fontes de
energia e os fios de controle de forma coerente, conforme configuração do fabricante. Há diversos manuais de
orientação explicitando exatamente os inúmeros comandos tanto de parametrização do controlador digital “BOP”
(Basic Operator Panel), como das pinagens e contatos definidos para controle.

Anais do XVI ENCITA, ITA,20 de outubro de 2010
,
O Conversor Yaskawa modelo SGDH-01AE, da família SIGMA II, é uma plataforma que abrange 30 watts a 55
kW e tensão de entrada de 110, 230 (usada neste caso) e 480 VAC. O amplificador Sigma II pode ser definido por
torque, velocidade ou posição de controle. Um controlador de um único eixo e uma variedade de módulos de interface
de rede pode ser ligado ao amplificador para a maior flexibilidade possível. Através de ligações específicas, efetuou-se
o controle do movimento por meio de comandos atuantes nas portas definidas. Um trem de pulso é enviado às portas 7
e 8 (“PULS CW”) com número de pulsos (relacionado ao deslocamento) e freqüência (relacionada à velocidade)
definidos pelo usuário (por meio de rotina em LabVIEW®); O sentido do movimento (avanço ou recuo) é indicado por
um sinal digital nas portas 11 e 12 (“SIGN CCW”); O comando de ON/OFF do servo é feito por sinal digital nas portas
47 e 40 (“SERVO ON”); e a indicação de posição alcançada é recebida por sinal digital nas portas 25 e 26. Demais
comandos podem ser aplicados (como controles especiais do trem de pulso) ou indicações recebidas (como indicações
de sensor de fim de curso atingido), mas por simplicidade trabalhou-se apenas com esses comandos primordiais. Apesar
disso, o acréscimo desses outros segue o mesmo princípio dos comandos básicos.
3. Sistemas de Controle
3.1. Controle da rotação
O primeiro sistema de análise é o controle da rotação do eletro-mandril. A Fig. 7 mostra o painel frontal da VI de
controle. Pode-se observar na primeira coluna à esquerda um botão de acionamento do spindle, e um botão de
desligamento geral da rotação. Na segunda coluna há um velocímetro para acompanhamento da rotação (em RPM) que
é calibrado na faixa de atuação do motor: 5000 a 19367 RPM (a proporção para programação é feita com base nas
relações de 10V:650Hz:19367rpm assim como 2,57V:167,15Hz:5000rpm, sendo o primeiro valor a tensão na porta
“ao0”, o segundo valor a freqüência da tensão, e o terceiro o valor da rotação da broca). A velocidade angular desejada
é facilmente inserida pelo usuário na caixa abaixo do velocímetro. Testes mostraram valores praticamente iguais (5
algarismos significativos) aos comandados por meio de software quando medidos por meio de tacômetro
No centro do painel há alguns parâmetros de controle previamente configurados, mas que podem ser ajustados pelo
usuário. Na parte inferior há dois indicadores, sendo o da esquerda indicador da tensão na porta de saída analógica do
MM-420 (portas 12 e 13, valor de 0 a 10V), e o da direita de corrente no motor. Deve-se ressaltar que na saída
analógica do MM-420 a saída é uma corrente de 0 a 20mA, portanto coloca-se um resistor de 500Ω para efetuar uma
leitura de 0 a 10V sobre o resistor. A proporção usada é 0V:0A assim como 10V:6,5ª, porém há um fator de correção
empírico que precisou ser acrescentado para efetuar a leitura correta da corrente sobre o motor.
Figura 7. Painel Frontal do controle da rotação.
À direita há uma série de botões de comando digital que seguem exatamente o mesmo princípio do comando de
ON/OFF do spindle, e foram colocados de modo ilustrativo. Para ligá-los efetivamente, basta definir uma porta de
digital output como foi feito com o botão de ON/OFF do spindle e ligar de forma conveniente ao hardware, tendo em
Anais do XVI ENCITA, ITA,20 de outubro de 2010
,
vista que fisicamente o acionamento deste botão irá gerar uma ddp de 0 ou 5V entre pinos do connector block, portanto
é necessário um circuito auxiliar com relé para chavear, por exemplo, a refrigeração, aspirador, etc. A leitura da
temperatura também é feita utilizando uma proporção específica obtida do termistor do aparelho a ser monitorado,
semelhante à leitura de corrente no motor.
A Fig.8 mostra o diagrama de blocos do controle da rotação (botões de sistemas auxiliares não estão ligados,
apenas indicados, para não sobrecarregar a figura).
Figura 8. Diagrama de Blocos do controle da rotação.
Figura 9. Diagrama de Blocos do controle da rotação (detalhe dos casos “false” nas caixas de “case”)
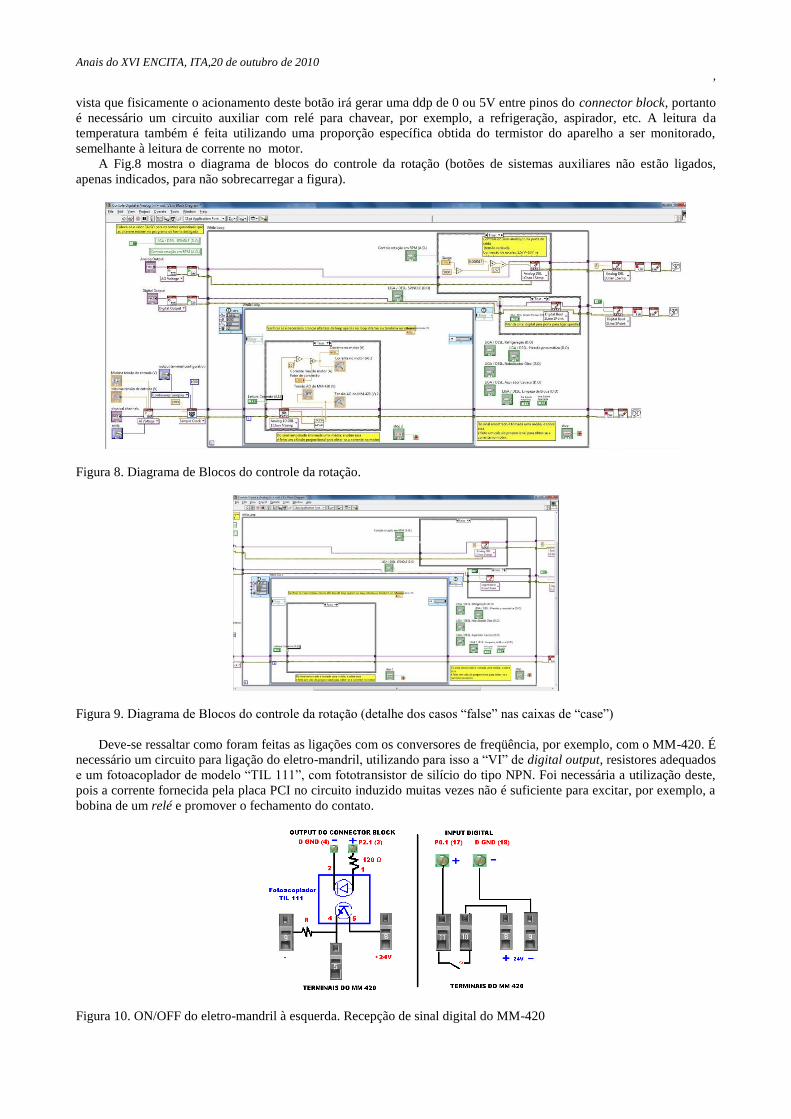
Deve-se ressaltar como foram feitas as ligações com os conversores de freqüência, por exemplo, com o MM-420. É
necessário um circuito para ligação do eletro-mandril, utilizando para isso a “VI” de digital output, resistores adequados
e um fotoacoplador de modelo “TIL 111”, com fototransistor de silício do tipo NPN. Foi necessária a utilização deste,
pois a corrente fornecida pela placa PCI no circuito induzido muitas vezes não é suficiente para excitar, por exemplo, a
bobina de um relé e promover o fechamento do contato.
Figura 10. ON/OFF do eletro-mandril à esquerda. Recepção de sinal digital do MM-420

Anais do XVI ENCITA, ITA,20 de outubro de 2010
,
A solução foi utilizar um sistema de chaveamento óptico que requer baixas tensões para acionar um LED e excitar
um componente fotosensível que promove o fechamento do circuito (Fig. 10). Além disso, não há contato físico entre
as duas porções do circuito.
Tendo em vista que a corrente máxima no conversor nos terminais do MM-420 é de 100mA, podemos estimar o
valor da resistência “R” conforme a equação Eq. (2). Para não sobrecarregar o circuito, poderia tomar, por exemplo,
uma corrente de segurança correspondente a 50% ou menos do valor máximo suportado. Porém, é necessário levar em
consideração que a potência dos resistores comuns do laboratório é de 0,125W aproximadamente, portanto suportam
uma corrente máxima dada pela Eq. (3).
max*5.0
24
cii
UR (2)
AV
PotI 0052,0
24
125,0 (3)
A título de prototipagem e segurança, deve-se tomar uma corrente ainda menor, por exemplo, 3mA, portanto
R=(24V/0,003A) = 8000Ω ou 8kΩ.
3.2. Controle da Posição
Após diversos testes de sucesso do controle da rotação por meio da VI criada, conforme explicitado na seção
anterior concentrou-se a atenção no desenvolvimento do controle de posicionamento do eletro-mandril. Para tanto,
desenvolveu-se uma rotina em LabVIEW® que envia um trem de pulsos configurável para definir os parâmetros do
movimento, sinais digitais que definem o sentido do movimento e o acionamento do servomecanismo, e lêem-se sinais
digitais indicativos de falha ou posição atingida.
Figura 11. Painel Frontal do controle de posição.
Na Fig. 11 pode-se observar o painel frontal do sistema. Na coluna à esquerda há os parâmetros configuráveis do
trem de pulsos: canal de comunicação, que no caso é do tipo “counter” (por exemplo, ctr0 na placa PCI 6259), pois é
uma porta específica para isso, capaz de trabalhar com freqüências elevadas; estado ocioso (idle state) em baixa (low);
proporção de 50% de nível alto e 50% de nível baixo (ciclo efetivo em alta, ou duty cicle); sem atraso inicial (initial
delay). Abaixo há um campo de inserção dos fatores de conversão, no caso obtidos experimentalmente. Através dos
testes conseguiu-se perceber que 2000 pulsos implicam um deslocamento de 1mm, enquanto trens de 2000 Hz
implicam velocidade de 1mm/s. A partir desses fatores pode-se efetuar movimentos com a velocidade e a distância
desejados.

Anais do XVI ENCITA, ITA,20 de outubro de 2010
,
Os parâmetros do movimento são inseridos pelo usuário na caixa verde central. É possível escolher de quanto a
ferramenta vai deslocar, e com qual velocidade, dentro dos limites físicos do aparelho (havia uma distância de
aproximadamente 5,4 cm entre os sensores de fim de curso no equipamento usado). Para efetuar o deslocamento, é
preciso que o botão LIGA/DESLIGA Servo esteja ligado. Posteriormente, para efetuar o movimento, basta clicar em
“Avança” ou “Recua”, que um trem de pulsos com a configuração desejada é enviada ao servomecanismo. Se os botões
de “Alarme” e “Posição alcançada” estiverem ligados os LEDs indicarão se algum evento como erro (vermelho) ou
posição alcançada corretamente (verde) ocorrerem.
Figura 12. Diagrama de Blocos do controle da posição
Figura 13. Diagrama de Blocos do controle da posição (detalhe dos casos “false” nas caixas de “case”)
Tabela 2. Dados colhidos em testes de posicionamento e tempo de deslocamento do eletro-mandril Avanço
(5mm no
LabVIEW)
Recuo
(5mm no
LabVIEW)
∆t (s) p/
∆x de
20mm
x1 (cm) x2 (cm) ∆x(cm) x1 (cm) x2 (cm) ∆x(cm)
5,39
4,90
4,42
3,92
3,42
2,94
4,90
4,42
3,92
3,42
2,94
2,45
0,49
0,48
0,50
0,50
0,48
0,49
3,44
3,93
4,41
4,9
5,39
5,88
3,93
4,41
4,9
5,39
5,88
6,37
0,49
0,48
0,50
0,50
0,48
0,49
4,03
4,13
4,12
4,04
4,03
4,06
3,96
4,05
A partir dos dados da Tab.2, obtêm-se com incerteza de décimo de milímetro o valor médio de 0,49cm para o
deslocamento (quando comandado 5mm no LabVIEW®), tanto no avanço como no recuo. Para avanço, o desvio

Anais do XVI ENCITA, ITA,20 de outubro de 2010
,
padrão foi de 0,009cm, e para recuo, desvio padrão de 0,004cm. O tempo médio medido com cronômetro foi de 4,05s
(desvio padrão de 0,05s), o que implica também uma velocidade com incerteza de décimo de mm/s: 4,93mm/s.
Vale ressaltar que o experimento prático foi realizado em outro equipamento semelhante ao EFIP, mas com
pequenas diferenças, pois na época de testes o EFIP estava sendo montado no arranjo final e não podia ser testado
diretamente. Diante disso a precisão da almejada, da ordem de dezenas de micrometros no posicionamento ficou
comprometida. Uma das diferenças relevantes é que o servo-motor usado nos testes é montado no sistema por meio de
um conjunto de polias e correia dentada. A elasticidade da correia compromete em parte a precisão do movimento
devido à pequena deformação, efeito chamado backlash (folga entre roldanas ou correias, ou ainda recuo devido à
elasticidade de um material quando retorna à posição relaxada após movimentação). Esse efeito já era previsto em
projeto, e segundo o fabricante, com os equipamentos do EFIP, esse efeito é ordem de 4 arcmin (4°/60).
Outro ponto a levar em conta é a imprecisão do comando por meio de software que tem apenas 1 número
significativo. Não foi, a princípio, inserido um comando com maior precisão, pois os testes foram feitos em outro
equipamento, mas isso pode ser facilmente alterado pelo programador a fim de melhorar a precisão. Por fim,
imprecisões nas medidas, feitas com paquímetro, ainda são causas de eventuais erros. Resultados mais precisos
certamente seriam obtidos no sistema de avanço final do EFIP, com os componentes do conjunto especificados.
Outra observação é feita com relação aos resultados da velocidade. O erro obtido deve-se principalmente aos erros
experimentais de tomada das medidas de tempo, que foi feita por meio de cronômetro, sujeita à percepção do
observador. Não foi utilizado equipamento mais acurado para as tomadas de tempo (como sensores laser), pois não
havia disponibilidade no laboratório. O comando de velocidade por software também utilizava 1 algarismo
significativo. Outro detalhe é que a velocidade não é constante, pois há estágio de aceleração, estabilização, e
desaceleração, tudo em um curto deslocamento. Ainda assim os resultados de posicionamento e velocidade foram bons
e corresponderam aos comandos previstos, apesar de não atingir a precisão prevista com o sistema do EFIP completo,
da ordem de dezenas de micrometro no posicionamento.
4. CONCLUSÕES
Os sistemas básicos de controle dos sinais analógicos e digitais através do LabVIEW® foram feitos de modo
coerente e resultaram em sucesso nos diversos testes aos quais foram submetidos, sempre sujeitos a implementações de
melhoria e otimização. O sistema geral de controle em LabVIEW® é adequado às necessidades do projeto e
posteriormente, com a composição das rotinas independentes desenvolvidas, pôde gerenciar intuitiva e seguramente o
sistema conforme requerido. A programação gráfica naquele software é um ponto forte de agilidade no
desenvolvimento do projeto, pois evita problemas pequenos de programação e concentra as atenções nas rotinas e
seqüência de atividades.
Conseguiu-se interligar todo o sistema conforme planejado no diagrama da Fig. 5, no qual o software é capaz de
gerenciar cada um dos componentes do EFIP de modo lógico. As atividades da primeira fase do trabalho concentraram-
se na pesquisa e no planejamento dos sistemas necessários para cumprir certas tarefas, em especial a ligação do motor,
refrigeração do eletro-mandril, bem como sistemas auxiliares a estas funções. As atividades relacionadas ao movimento
do eletro-mandril sobre o atuador linear, controle da rotação da broca, e controle de outros sistemas auxiliares, como
sistemas de limpeza e lubrificação foram abordados posteriormente com sucesso.
O objetivo, de modo geral foi cumprido, através do desenvolvimento de sistema de controle de um módulo de
furação por meio de LabVIEW capaz de efetuar furos precisos em chapas com parâmetros definidos, e promover a
interação deste sistema com sistemas auxiliares. Os dados colhidos ao final não puderam ser testados especificamente
no EFIP, mas em sistema semelhante, de modo que os dados obtidos foram bons mas poderiam ser ainda mais precisos
se testados no sistema do EFIP. Ainda assim os dados finais do projeto foram aceitáveis e confirmaram o propósito do
projeto.
Portanto, o trabalho seguiu as metas estipuladas e apresentou bons resultados, obtendo sucesso em diversos testes e
protótipos construídos. O apoio de infra-estrutura dos laboratórios do ITA, em especial o LAME, contribuiu para o
avanço do projeto.
5. AGRADECIMENTOS
Deseja-se agradecer as seguintes pessoas e/ou entidades:
Carlos Eduardo Oliveira da Silva, por apresentar ao bolsista esse projeto abrangente, desafiador, pela
disponibilidade em orientar o aluno e pelo apoio no desenvolvimento do projeto;
Carlos César Aparecido Eguti, pela paciência e disponibilidade em tirar eventuais dúvidas, fornecimento de
material de apoio ao projeto, e auxílio técnico e teórico nas atividades;
Emília Villani, pela viabilização da implantação da bolsa PIBIC e pelo apoio no projeto;
Centro de Competência e Manufatura (CCM), pela infra-estrutura oferecida, tanto na sede como no
Laboratório de Automação e Montagem Estrutural (LAME), pelas pessoas de alto nível intelectual dispostas a
ajudar e pela oportunidade de engajamento em diferentes ramos da engenharia;

Anais do XVI ENCITA, ITA,20 de outubro de 2010
,
Instituto Tecnológico de Aeronáutica (ITA), pela oportunidade de aprendizado, pela base de conhecimentos, e
pelo apoio de infra-estrutura (Laboratórios, Biblioteca);
CNPq, que através do suporte financeiro tornou possível a execução desse trabalho, contribuindo para a
formação de jovens pesquisadores brasileiros.
Demais pessoas que acreditaram no meu trabalho e me incentivaram.
6. REFERÊNCIAS
Alciatore, D.G., Histand, M.B., 2003, “Introduction to Mechatronics and Measurement Systems”, Ed. McGraw Hill, 2ª
ed., Nova Yorque, Estados Unidos da América.
Anjos, J.M.S.., 2010, “Modelagem e verificação de uma proposta de arquitetura de controle de um efetuador robótico
baseada em LabVIEW”, IV Congresso Nacional de Engenharia Mecânica – Campina Grande, Paraíba, Brasil, 10p.
Bitter, R., Mohiuddin, T. and Nawrocki, M.,2001, “LabVIEW Advanced Programming Techniques”, Ed. CRC Press,
Estados Unidos da América.
Cibiel, C. and Prat, P., 2006, “Automation for the Assembly of the Bottom Wing Panels on Stringers for the A320”,
SAE Transactions 2006-01-3143.
Fairchild Semiconductor, “Phototransistor Optoisolator”, Datasheet TIL 111.
Full Gauge Controls, “Termostato Digital”, Datasheet TIC-17RGTi.
Johnson, G. W., Jennings, R., 1994, “LabVIEW Graphical Programming”, Practical Aplication in Instrumentation and
Control”, Ed. Series Editor, Estados Unidos da América.
KUKA, “Technical Data”, Datasheet KR210 L100-2K S2000.
Metaltex, “Relé Miniatura”, Datasheet AT1RC-5V.
National Instruments, <http://www.ni.com/labview>, acessado inicialmente em 08/2009.
National Instruments, “NI 625x Specifications”, Datasheet Placa NI PCI 6259.
National Instruments, “SCB-68 User Guide”, Datasheet 68-pin Shielded Desktop Connector Block (NI SCB-68).
Summers, M., 2005, “Robot Capability Test and Development of Industrial Robot Positioning System for the
Aerospace Industry”, SAE Transactions Vol. 114, Part. 1, pp. 1108-1118.
Siemens, “Operating Instructions”, User Documentation – Micromaster 420 0.12kW-11kW, V1.2.
Taub, H., 1982, “Eletrônica Digital”, Ed. McGrawHill, Vol. Único, São Paulo, Brasil.
Tocci, R.J., 2004, “Sistemas Digitais”, Princípios e Aplicações, Ed. Prentice Hall, Vol. Único, São Paulo, Brasil.
Tecnodrill, “Eletromandril 2,5 kW HSK 32”, Dimensões e especificações básicas.
Yaskawa, “Sigma-II User Manual”, Datasheet Sigma II Series Servo System.