IMPLANTAÇÃO DO CONCEITO DE TROCA RÁPIDA DE … · Sistemas da Universidade do Estado de Santa...
72
DIOGO WIESE IMPLANTAÇÃO DO CONCEITO DE TROCA RÁPIDA DE FERRAMENTAS NO SETOR DE USINAGEM EM UMA EMPRESA PRODUTORA DE PEÇAS AUTOMOBILÍSTICAS JOINVILLE – SC 2007
-
Upload
trinhthien -
Category
Documents
-
view
213 -
download
0
Transcript of IMPLANTAÇÃO DO CONCEITO DE TROCA RÁPIDA DE … · Sistemas da Universidade do Estado de Santa...

1
DIOGO WIESE
IMPLANTAÇÃO DO CONCEITO DE TROCA RÁPIDA DE
FERRAMENTAS NO SETOR DE USINAGEM EM UMA EMPRESA PRODUTORA DE PEÇAS AUTOMOBILÍSTICAS
JOINVILLE – SC 2007

2
UNIVERSIDADE DO ESTADO DE SANTA CATARINA - UDESC CENTRO DE CIÊNCIAS TÉCNOLÓGICAS - CCT
DEPARTAMENTO DE ENGENHARIA DE PRODUÇÃO E SISTEMAS
DIOGO WIESE
IMPLANTAÇÃO DO CONCEITO DE TROCA RÁPIDA DE FERRAMENTAS NO SETOR DE USINAGEM EM UMA EMPRESA
PRODUTORA DE PEÇAS AUTOMOBILÍSTICAS
Trabalho de graduação apresentado ao Curso de Engenharia de Produção e Sistemas da Universidade do Estado de Santa Catarina, como requisito para a obtenção do título de Engenheiro de Produção e Sistemas. Orientador: Profº. MSc. Nilson Campos
JOINVILLE – SC 2007

3
DIOGO WIESE
IMPLANTAÇÃO DO CONCEITO DE TROCA RÁPIDA DE FERRAMENTAS NO SETOR DE USINAGEM EM UMA EMPRESA
PRODUTORA DE PEÇAS AUTOMOBILÍSTICAS
Trabalho de graduação apresentado ao Curso de Engenharia de Produção e Sistemas da Universidade do Estado de Santa Catarina, como requisito para a obtenção do título de Engenheiro de Produção e Sistemas.
Banca Examinadora Professor: _________________________________________________________
Nilson Campos
Professor: _________________________________________________________
Régis Kovacs Scalice
Professor: _________________________________________________________
Ricardo Kirchhof Unfer
Joinville, 15/05/2007

4
"Para implementar o Sistema Toyota de Produção em
nosso próprio negócio, deve haver uma total
compreensão de perdas. A menos que todas as fontes de
perdas sejam detectadas e eliminadas o sucesso irá
sempre tornar-se apenas um sonho".
(OHNO, 1997)

5
RESUMO
A busca cada vez mais acirrada pela redução dos custos internos de fabricação faz com que as empresas produtoras de insumos desenvolvam cada vez mais tecnologias e métodos otimizados nos processos produtivos internos. Estas metodologias e inovações acarretam diretamente no valor do preço a ser cobrado do cliente, que por sua vez, busca um preço menor pelos produtos que por eles são adquiridos sem perda de qualidade. No entanto, todas estas melhorias não podem ser desenvolvidas sem antes terem sido feitos diversos estudos, para se tornar viável a implantação das mesmas no chão de fábrica. O presente trabalho tem como objetivo apresentar uma melhoria para redução no tempo de setup na usinagem de camisas de cilindro. Este trabalho surgiu com a necessidade do aumento do tempo efetivo de máquina em produção no setor referido, devido a um aumento significativo de demanda do cliente. Com auxílio de pessoas que trabalham no setor e também de literaturas que relatam o tema, foram feitas diversas propostas de melhorias para o processo em questão. Todas estas melhorias foram implantadas para conseguir atender o aumento de demanda, sem aquisição de novas máquinas para estas operações e assim, cada vez mais atender as necessidades do cliente.
PALAVRAS-CHAVE: Redução de setup. Otimizações de processo.

6
LISTA DE ILUSTRAÇÕES
Figura 01 – Torneamento Cilíndrico Externo......................................................... 19
Figura 02 – Torneamento Cilíndrico Interno.......................................................... 19
Figura 03 – Sangramento Axial............................................................................. 19
Figura 04 – Torneamento Cônico Externo............................................................. 19
Figura 05 – Torneamento Cônico Interno.............................................................. 20
Figura 06 – Torneamento de Faceamento............................................................ 20
Figura 07 – Sangramento Radial........................................................................... 20
Figura 08 – Perfilamento Radial............................................................................ 20
Figura 09 – Perfilamento Axial............................................................................... 20
Figura 10 – Torneamento Curvilíneo..................................................................... 20
Figura 11 – Itens necessários para redução de estoque....................................... 24
Figura 12 – Layout da célula de usinagem de camisas de cilindro....................... 42
Figura 13 – Foto de um modelo de camisa........................................................... 42
Figura 14 – Placa com três castanhas.................................................................. 49
Figura 15 – Placa com duas castanhas................................................................. 49
Figura 16 – Relatório da ovalização em uma placa com três castanhas.............. 50
Figura 17 – Fixação da camisa com parte fixa o móvel (regulagem).................... 50
Figura 18 – Projeto da Castanha para todas as peças......................................... 51
Figura 19 – Regiões usinadas nas peças.............................................................. 52
Figura 20 – Ferramenta usinar face superior e diâmetro externo......................... 53
Figura 21 – Ferramenta usinar face inferior.......................................................... 53
Figura 22 – Ferramenta usinar diâmetro interno................................................... 53
Figura 23 – Ferramenta usinar face superior e diâmetro externo......................... 54
Figura 24 – Ferramenta usinar face inferior e diâmetro interno............................ 54
Figura 25 – Dispositivos de controle atuais (máquina).......................................... 55
Figura 26 – Máquina tridimensional utilizada para a medição da peça ................ 55
Figura 27 – Projeto do dispositivo de controle para medição da concentricidade. 56
Figura 28 – Seqüência de usinagem antes das melhorias.................................... 59
Figura 29 – Seqüência de usinagem depois das melhorias.................................. 60
Figura 30 – Dispositivo de medição da concentricidade....................................... 62

7
LISTA DE GRÁFICOS
Gráfico 01 – Esquema gráfico representado no SMED......................................... 26
Gráfico 02 – Bases para a implementação do SMED........................................... 29
Gráfico 03 – Quantidade de Setups Mensais (Célula).......................................... 39
Gráfico 04 – Faturamento por Célula.................................................................... 40
Gráfico 05 – Quantidade de Peças Mensais (Atual).............................................. 41
Gráfico 06 – Quantidade de Peças Mensais (Aumento do Cliente)...................... 41
Gráfico 07 – Quantidade de Preparações Mensais............................................... 44
Gráfico 08 – Tempo Médio de Cada Preparação.................................................. 44
Gráfico 09 – Tarefas mais Demoradas na Preparação......................................... 48
Gráfico 10 – Comparativo entre os tempo de troca de dispositivo antes e depois
das melhorias........................................................................................................
58
Gráfico 11 – Tempo das tarefas relacionadas à troca de ferramentas, antes e
depois das melhorias.............................................................................................
60
Gráfico 12 – Tempo relacionado à medição das peças, antes e depois das
melhorias...............................................................................................................
62
Gráfico 13 – Tempo das preparações após as melhorias..................................... 63
Gráfico 14 – Quantidade de minutos com a máquina parada para realização
das preparações....................................................................................................
64
Gráfico 15 – Valor gasto com máquina parada..................................................... 64
Gráfico 16 – Anexo 01........................................................................................... 71
Gráfico 17 – Anexo 02........................................................................................... 72

8
LISTA DE TABELAS
Tabela 01 – Ferramentas para se tornar uma empresa Lean............................... 22
Tabela 02 – Interfaces em comum entre o JIT e o TQC....................................... 23
Tabela 03 – Seqüência de uma setup tanto na manufatura quanto na prestação
de serviços.............................................................................................................
30
Tabela 04 – Comparativo entre os autores mencionados na revisão
bibliográfica............................................................................................................
34
Tabela 05 – Comparativo da quantidade de máquinas necessárias atualmente
e com o aumento proposto pelo cliente.................................................................
43
Tabela 06 – Cronograma de implantação das melhorias...................................... 57
Tabela 07 – Tabela comparativa entre a quantidade de máquinas necessárias
para à produção das peças antes e depois das melhorias...................................
66
9
LISTA DE ABREVIAÇÕES
CNC – Comando numérico computadorizado
JIT – Just-in-Time
M.O. – Mão de obra
MPT – Manutenção produtiva total
RAP – Registro de acompanhamento de processo
SMED - Single Minute Exchange of Dies
STP – Sistema Toyota de Produção
TPE – Tempo de preparação externo
TPI – Tempo de preparação interno
TQC – Controle de qualidade total
TRF – Troca rápida de ferramenta
WIP – Estoque em processo
3D – Máquina de medição por coordenadas (tridimensional)

10
SUMÁRIO
1. INTRODUÇÃO.................................................................................................. 12
1.1. APRESENTAÇÃO DO TEMA......................................................................... 12
1.2 OBJETIVO GERAL.......................................................................................... 13
1.3 OBJETIVOS ESPECÍFICOS........................................................................... 13
1.4 JUSTIFICATIVA............................................................................................... 13
1.5 DELIMITAÇÃO DO ESTUDO.......................................................................... 14
1.6 METODOLOGIA.............................................................................................. 14
1.7 ESTRUTURA DE TRABALHO........................................................................ 15
2. FUNDAMENTAÇÃO TEÓRICA........................................................................ 16
2.1 USINAGEM...................................................................................................... 16
2.2 TORNEAMENTO............................................................................................. 18
2.3 MANUFATURA ENXUTA................................................................................ 20
2.4 O SISTEMA JUST INTIME……………………………………………………….. 22
2.5 TROCA RÁPIDA DE FERRAMENTAS (TRF)................................................. 25
2.5.1 Proposta metodológica de redução de setup – A filosofia SHINGO............ 27
2.5.2 Proposta metodológica de redução de setup – A filosofia MONDEM (1984)....................................................................................................................
30
2.5.3 Proposta metodológica de redução de setup – A filosofia HAY (1992)........ 31
2.5.4 Proposta metodológica de redução de setup – A filosofia KANNENBERG (1994)....................................................................................................................
32
2.5.5 Proposta metodológica de redução de setup – A filosofia BLACK (1998)... 32
3. METODOLOGIA................................................................................................ 35
4. PESQUISA-AÇÃO........................................................................................... 38
4.1 APRESENTAÇÃO DA EMPRESA................................................................... 38
4.2 FASE DO DIAGNÓSTICO............................................................................... 39
4.3 FASE DE PESQUISA APROFUNDADA......................................................... 47
4.3.1 Melhoria no dispositivo de fixação das camisas (Grupo 01)........................ 48

11
4.3.2 Melhoria nas ferramentas de usinagem das camisas (Grupo 02)................ 52
4.3.3 Melhoria no processo de medição das camisas (Grupo 03)........................ 54
4.4 FASE DA AÇÃO.............................................................................................. 57
4.4.1 Implantação do dispositivo único para as camisas....................................... 57
4.4.2 Implantação de ferramentas em comum para as camisas de cilindro.......... 58
4.4.3 Implantação do dispositivo de controle de concentricidade......................... 61
4.5 FASE DE AVALIAÇÃO.................................................................................... 63
CONCLUSÃO........................................................................................................ 67
REFERÊNCIAS..................................................................................................... 69
ANEXOS................................................................................................................ 71

12
1. INTRODUÇÃO
Na atual realidade, em que todo setor de manufatura industrial sofre efeitos
da globalização dos mercados consumidores, está ocorrendo uma forte concorrência
para a redução dos preços de venda dos produtos produzidos por todos os tipos de
indústrias de transformação. Com esta acirrada competitividade, estudos para
redução de custos internos de fabricação são realizados.
O mercado atual exige baixos preços e também um prazo de entrega cada
vez menor dos produtos e as empresas buscam cada vez mais tornar estas
exigências de seus clientes uma realidade nas empresas para conseguirem um
diferencial competitivo perante suas concorrentes.
Para conseguir um preço mais baixo e um tempo para entrega dos produtos
menor, as empresas precisam investir em técnicas para redução do custo de
fabricação destas peças em diversas frentes para atender os requisitos
especificados pelos clientes, desde simples melhorias produtivas até grandes
transformações em estruturas produtivas.
Atender as necessidades dos clientes é essencial para a manutenção da
empresa no mercado competitivo. Além de atender esta expectativa, o fornecedor
que supera esta barreira esperada pelo cliente, tem uma vantagem muito grande
perante seus concorrentes diretos.
1.1 APRESENTAÇÃO DO TEMA
O tema deste trabalho de conclusão de curso é a redução do tempo de setup
(troca rápida de ferramentas) através de diversas melhorias de processos e também
de métodos de trabalho em uma célula de usinagem (torneamento). A redução deste
tempo de setup de máquinas é essencial para a empresa ser competitiva na
produção de seus produtos, por tratarem-se de comodities (produtos com baixo valor
agregado).
13
1.2 OBJETIVO GERAL
Otimizar o tempo de preparação de ferramentas no processo de torneamento
de camisas de cilindros (célula dedicada para 5 modelos de peças), através de
diversas melhorias realizadas no ambiente produtivo, objetivando reduzir o tempo de
máquina parada entre a troca destes produtos nas máquinas estudadas.
1.3 OBJETIVOS ESPECÍFICOS
Os objetivos específicos deste trabalho são apresentados a seguir:
• Desenvolver uma metodologia de Troca Rápida de Ferramentas (TRF)
baseada nas literaturas lidas;
• Melhorar o tempo de máquina parada para a troca de ferramentas;
• Estudar e avaliar melhorias a serem implantadas durante todo o processo
de setup (gráficos);
• Desenvolver propostas viáveis e em comum acordo com todos os
membros da equipe responsável pelo trabalho;
• Criar uma equipe para futuros trabalhos.
1.4 JUSTIFICATIVA
Existem diversos obstáculos que precisam ser superados dentro de uma
empresa para que a redução na troca de ferramentas seja por completo executada.
Um exemplo prático é a do setup externo, que nada mais é do que a antecipação de
uma atividade ou mais, enquanto a máquina está em produção e somente parar a

14
produção das peças quando estiver tudo feito externamente, com o intuito da
redução do tempo efetivo de máquina parada para a troca de modelos de peça.
Este trabalho, através das diversas melhorias listadas no tópico acima, vai
mostrar a redução de custos de fabricação e também o aumento de produtividade
que são atingidas com a implantação desta filosofia através de uma metodologia
proposta.
Os principais aspectos avaliados para este trabalho acontecer foram: muito
tempo gasto com preparação, máquinas muito caras envolvidas neste processo e
crescente aumento de demanda de todas as peças.
1.5 DELIMITAÇÃO DO ESTUDO
O estudo das melhorias propostas neste trabalho são direcionadas para uma
célula composta por três tornos horizontais com comando numérico
computadorizado (CNC), destinados à usinar camisas de cilindros de diversos
modelos (05 modelos) e tamanhos, fundidas com ferro fundido cinzento e produzidas
para uma empresa fabricante de Motocicletas localizada no Brasil e líder nacional do
segmento.
Nesta célula serão realizadas diversas melhorias para a redução no tempo de
preparação (setup) nas mesmas, visando absorver um aumento de demanda
significativo imposto pelo cliente, sem que haja a necessidade de adquirir novas
máquinas para a produção destes itens, proposta no início levantada pela gerência
da empresa.
1.6 METODOLOGIA
Na empresa onde este trabalho foi realizado, existe a consciência pela
constante otimização de processos tanto na parte tecnológica quanto na área de
qualidade, pois todos sabem que estas melhorias otimizam muito o resultado

15
financeiro da empresa devido a reduções significativas no custo de fabricação
interno.
Por buscar solucionar um problema através de técnicas e conceitos já
estudados, este relatório é tido como uma pesquisa-ação, pois o pesquisador
participa efetivamente do processo de construção de melhorias a serem implantadas
na fábrica. Possui etapas bem claras de desenvolvimento:
• Fase exploratória;
• Fase de pesquisa aprofundada;
• Fase de ação;
• Fase de avaliação.
1.7 ESTRUTURA DE TRABALHO
No primeiro capítulo do trabalho de conclusão de curso são apresentados os
objetivos gerais do trabalho, objetivos específicos, a justificativa da escolha deste
tema, a delimitação do trabalho além dos procedimentos metodológicos aplicados.
O segundo capÍtulo apresenta a revisão da literatura de assuntos referentes
ao tema geral do trabalho como: produção enxuta, troca rápida de ferramentas,
conceitos sobre usinagem e torneamento, padronização e também outros pontos
necessários para um bom entendimento sobre o assunto abordado no trabalho.
O terceiro capítulo relata todas as fases da pesquisa relacionada com o tema
base do trabalho de conclusão do curso. O quarto capítulo relata brevemente a
empresa, local onde ocorreu o estudo, e também todos os passos das melhorias
implantadas relatando todos as dificuldades e sucessos obtidos.
Os demais capítulos apresentam as considerações finais, sugestões para
trabalhos futuros e as referências utilizadas neste trabalho.

16
2. FUNDAMENTAÇÃO TEÓRICA
Neste capítulo serão apresentados conceitos básicos sobre alguns pontos
relevantes do trabalho como: usinagem (ênfase em torneamento), manufatura
enxuta (lean manufacturing), troca rápida de ferramentas e sobre just-in-time.
2.1 USINAGEM
Peças produzidas pelos processos de fundição, conformação ou até mesmo
por soldagem, podem ser produzidas com o dimensional próximo as medidas finais,
porém necessitam de operações complementares para alcançar o dimensional
especificado para suas devidas aplicações. Estas operações de acabamento na
peça para alcançar baixas tolerâncias dimensionais de produtos através de remoção
de excesso de material causado pelos processos de formação do produto chamam-
se operações de usinagem. (DINIZ et al., 2003).
Estes processos de usinagem são divididos em três categorias de acordo com
STEMMER (1992):
• Processos de usinagem por corte da qual as mais usuais são o torneamento e
o fresamento;
• Processos de usinagem por abrasão da qual são utilizados materiais
abrasivos para a retirada de materiais. Ex. retificação e lapidação;
• Processos de usinagem não convencionais. Ex: processo elétrico, químico,
térmico, hidrodinâmico e laser.
As vantagens dos processos de usinagem são:
• Mais precisos que processos de conformação e fundição;
• Podem ser trabalhados para correções posteriores a tratamento térmico;
• Podem gerar superfícies com geometrias especiais;
17
• Para lotes pequenos é mais fácil a produção do lote por usinagem.
E suas desvantagens são:
• Um gasto maior de matéria-prima, energia e tempo de fabricação;
• Não altera a estrutura mecânica da peça e também suas propriedades.
Desde a introdução das primeiras máquinas de usinagem em 1700, estes
processos são indispensáveis para a produção de produtos variados. Segundo
DINIZ et al. (2003), nos dias atuais, máquinas com comandos computadorizados de
altíssimas velocidades de remoção de cavaco já são produzidas e industrializadas
no mundo inteiro.
Um processo de usinagem é basicamente composto pelos seguintes
sistemas: ferramenta, máquina e a peça a ser usinada. O conhecimento profundo de
cada um desses sistemas e o conhecimento da interação entre os mesmos, podem
otimizar muito o tempo envolvido e o dinheiro gasto com a usinagem de um produto
qualquer. O processo mais utilizado de usinagem é o CNC.
O comando numérico - CNC - é hoje, segundo MACHADO (2006):
o processo mais dinâmico de fabricação e o que trouxe maior impacto para a industrial mecânica no século XX, constituindo o maior desenvolvimento para a automatização de máquinas operatrizes de usinagem, além de infinitas outras aplicações possíveis em outras áreas da fabricação e outros processos.
Essa tecnologia começou a ser desenvolvida em 1945 pelo empresário
americano Dr. John T. Parson. Na necessidade de produzir hélices de helicópteros
com maior rapidez e qualidade, Parson desenvolveu um método de posicionamento
para fazer o contorno de difícil geometria das hélices, utilizando o conceito numérico
de coordenadas em fresamento.
Para aprimorar o conceito de comando numérico, foi criado um departamento
de pesquisa e desenvolvimento que, de acordo com MACHADO (2006), foi um dos
primeiros a utilizar as máquinas de cartões perfurados para realizar cálculos de
engenharia aplicada.
Devido ao sucesso da pesquisa, em 1948 o MIT (Massachusetts Institute of
Technology), começou a desenvolver o conceito para aplicação em máquinas
18
operatrizes. Esses novos conceitos tinham como objetivo proporcionar maior
agilidade de produção, possibilidade de usinar peças com alto grau de complexidade
a um baixo custo de fabricação.
Assim, em 1952 surge o primeiro centro de usinagem derivado de uma
fresadora de três eixos (X, Y e Z) conhecida como Hydrotel.
2.2. TORNEAMENTO
O processo de torneamento gera formas cilíndricas em uma peça, com o
auxílio de uma ferramenta de corte usinando com uma única aresta e na maioria dos
casos, a ferramenta é estacionária e a peça que sofre a rotação.
Segundo a norma NBR 206175, os conceitos básicos de torneamento são
descritos abaixo:
Torneamento é um processo mecânico de usinagem destinado a obter superfícies através de rotações com a ajuda de uma ou mais ferramentas monocortantes. Para isso a peça rotaciona em torno do eixo principal de rotação da máquina e a ferramenta se desloca simultaneamente segundo uma trajetória coplanar com o referido eixo. Pode ser dividido em retilíneo ou curvilíneo.
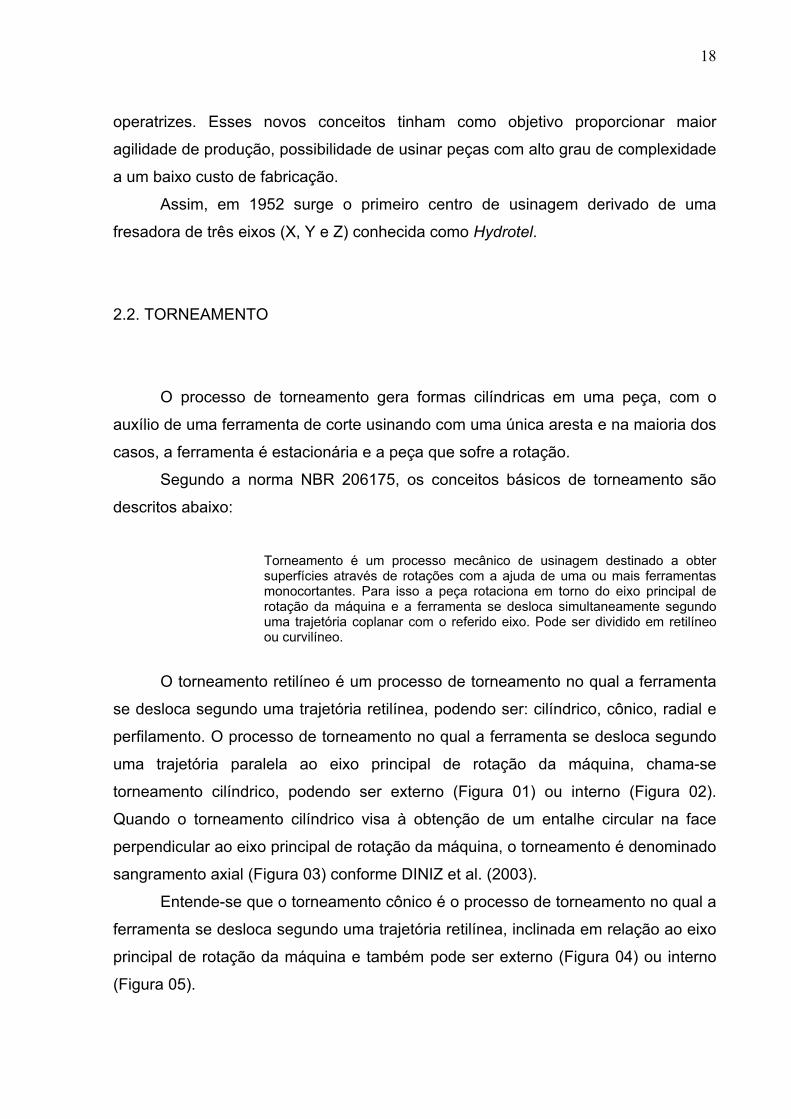
O torneamento retilíneo é um processo de torneamento no qual a ferramenta
se desloca segundo uma trajetória retilínea, podendo ser: cilíndrico, cônico, radial e
perfilamento. O processo de torneamento no qual a ferramenta se desloca segundo
uma trajetória paralela ao eixo principal de rotação da máquina, chama-se
torneamento cilíndrico, podendo ser externo (Figura 01) ou interno (Figura 02).
Quando o torneamento cilíndrico visa à obtenção de um entalhe circular na face
perpendicular ao eixo principal de rotação da máquina, o torneamento é denominado
sangramento axial (Figura 03) conforme DINIZ et al. (2003).
Entende-se que o torneamento cônico é o processo de torneamento no qual a
ferramenta se desloca segundo uma trajetória retilínea, inclinada em relação ao eixo
principal de rotação da máquina e também pode ser externo (Figura 04) ou interno
(Figura 05).

19
No processo de torneamento radial a ferramenta se desloca segundo uma
trajetória retilínea, perpendicular ao eixo principal de rotação da máquina. Quando o
torneamento radial visa à obtenção de uma superfície plana é denominado
faceamento (Figura 06). Quando o torneamento radial visa à obtenção de um
entalhe circular é denominado sangramento radial (Figura 07) conforme DINIZ et al.
(2003).
O perfilamento é um processo de torneamento no qual a ferramenta se
desloca segundo uma trajetória retilínea radial (Figura 08) ou axial (Figura 09),
visando à obtenção de uma forma definida, determinada pelo perfil de uma
ferramenta.
Em relação ao torneamento curvilíneo (Figura 10), entende-se que é o
processo de torneamento no qual a ferramenta se desloca segundo uma trajetória
curvilínea.
Quanto à finalidade, as operações de torneamento também podem ser
divididas em torneamento de desbaste e acabamento. DINIZ et al. (2003).
Em relação aos tipos de torneamento, as figuras abaixo ilustram os mesmos.
Figura 01 – Torneamento Cilíndrico Externo Figura 02 – Torneamento Cilíndrico Interno
Figura 03 – Sangramento Axial Figura 04 – Torneamento Cônico Externo

20
Figura 05 – Torneamento Cônico Interno Figura 06 – Torneamento de Faceamento
Figura 07 – Sangramento Radial Figura 08 – Perfilamento Radial
Figura 09 – Perfilamento Axial Figura 10 – Torneamento Curvilíneo
2.3. MANUFATURA ENXUTA
A manufatura enxuta se fortaleceu Na falta de recursos naturais do Japão
(período pós segunda guerra mundial). Neste período o custo de mão de obra era
elevadíssimo (cerca de 5 vezes maiores que o valor da hora-máquina) e fez com que
os japoneses começassem a estudar o assunto em questão com bastante ênfase.
(SHINGO,1996).
Com todos estes problemas encontrados no Japão, principalmente a
escassez de recursos, muitos estudos foram implantados em indústrias japonesas,

21
sendo que a principal figura foi Taiichi Ohno, que elaborou estudos referentes à
movimentação de um funcionário durante seu expediente de trabalho. Isto teve uma
grande repercussão, pois trouxe grandes melhorias no custo de produção da Toyota
Motors, rompendo diversos paradigmas que circundavam este assunto no mundo
inteiro.
As origens literárias do Sistema Toyota de Produção (STP) encontram-se
calcadas em livros escritos por Shingeo Shingo e Taiichi Ohno. Estas obras relatam
de forma prática a implantação de diversos estudos que, com o passar do tempo,
tornaram-se referência para toda a indústria automobilística mundial. (ANTUNES,
1998)
Para o mais perfeito entendimento do Sistema Toyota de Produção é
necessário à compreensão do funcionamento da produção, que é definida por
SHINGO (1996) como uma rede de processos e operações. O percurso que sofre a
matéria-prima até virar estique intermediário e destes até se tornarem produtos
acabados são definidos como processos, e a ação de fabricação destes produtos
realizados pelo ser humano é denominado operação.
Com este conceito fundamentado é possível fazer o estudo de melhoria de
duas frentes: o processo e as operações. Segundo ANTUNES (1993) este
entendimento permite:
• Compreender a lógica do sistema Toyota de produção;
• Esclarecer um método que possibilita a construção de outros sistemas
complementares ao STP;
• Uma análise dos conceitos de perdas, propostas por Taylor, Ford, Ohno e
Shingo.
Segundo WOMACK & JONES (1996), há cinco pilares principais da
manufatura enxuta. São eles:
• Especificar o valor;
• Identificar a cadeia de valor dos produtos e remover as etapas que geram
desperdícios;
• Fazer com que as etapas que criam valor fluam;

22
• Fazer com que a produção seja “puxada” pela demanda;
• Gerenciar para se buscar a perfeição.
Conforme MIYAKE (1998) expõe na Tabela 01 para se tornar lean uma
empresa precisa melhorar e implantar diversas ferramentas para atingir o efeito
esperado por todos os colaboradores:
Tabela 01 – Ferramentas para se tornar uma empresa Lean
2.4. O SISTEMA JUST-IN- TIME
Para KLIPPEL (2007), OHNO (1997), AMATO (1998) e VOKURKA (2000), o
just-in-time (JIT) se apresenta como principal idéia para produzir somente o que é
necessário, no momento necessário e na quantia exata.
AMATO (1998) relata que: “esta filosofia de produção cerne do sucesso do
modelo japonês de gestão industrial, têm como idéia básica produzir somente o que
for necessário, na quantidade e no momento certo”.
Segundo DAVIS (2001), “o JIT é um conjunto de atividades projetado para
atingir a produção em alto volume, utilizando estoques mínimos de matérias-primas,
estoques intermediários e produtos acabados”.
23
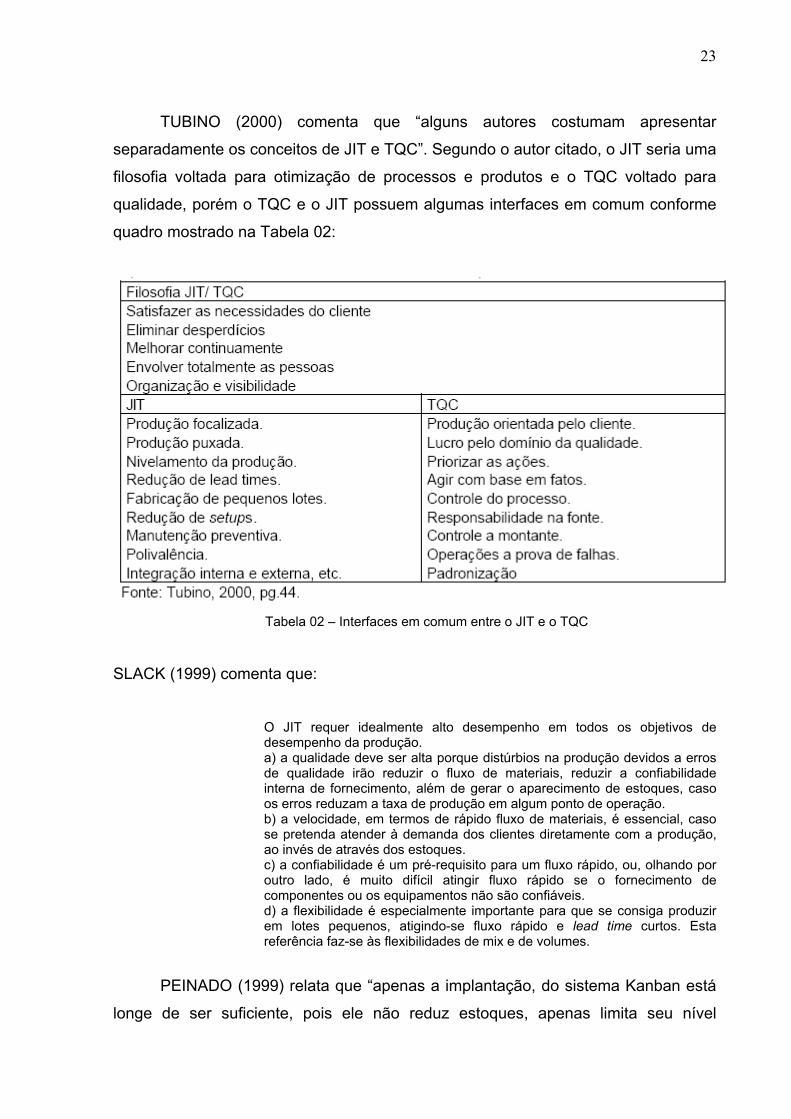
TUBINO (2000) comenta que “alguns autores costumam apresentar
separadamente os conceitos de JIT e TQC”. Segundo o autor citado, o JIT seria uma
filosofia voltada para otimização de processos e produtos e o TQC voltado para
qualidade, porém o TQC e o JIT possuem algumas interfaces em comum conforme
quadro mostrado na Tabela 02:
Tabela 02 – Interfaces em comum entre o JIT e o TQC
SLACK (1999) comenta que:
O JIT requer idealmente alto desempenho em todos os objetivos de desempenho da produção. a) a qualidade deve ser alta porque distúrbios na produção devidos a erros de qualidade irão reduzir o fluxo de materiais, reduzir a confiabilidade interna de fornecimento, além de gerar o aparecimento de estoques, caso os erros reduzam a taxa de produção em algum ponto de operação. b) a velocidade, em termos de rápido fluxo de materiais, é essencial, caso se pretenda atender à demanda dos clientes diretamente com a produção, ao invés de através dos estoques. c) a confiabilidade é um pré-requisito para um fluxo rápido, ou, olhando por outro lado, é muito difícil atingir fluxo rápido se o fornecimento de componentes ou os equipamentos não são confiáveis. d) a flexibilidade é especialmente importante para que se consiga produzir em lotes pequenos, atigindo-se fluxo rápido e lead time curtos. Esta referência faz-se às flexibilidades de mix e de volumes.
PEINADO (1999) relata que “apenas a implantação, do sistema Kanban está
longe de ser suficiente, pois ele não reduz estoques, apenas limita seu nível

24
máximo”. O autor sugere que além da implantação do sistema, há outros itens que
precisam ser analisados para redução dos estoques, conforme é possível visualizar
na Figura 11.
Figura 11 – Itens necessários para redução de estoque
MARTIL (2006) considera o JIT uma filosofia de aplicação no mundo inteiro e
é comumente associado à: produção sem estoques, sem desperdício, melhorias
contínuas de processo e os principais objetivos são:
• Redução do nível de inventário;
• Redução nos tempos de preparação (setup);
• Redução ao tamanho mínimo de lote;
• Liberação para a produção através do conceito de puxar estoques;
• Flexibilidade de manufatura pela redução dos tamanhos de lotes.
MINADEO (2007) comenta que:
O objetivo fundamental do JIT é a manutenção contínua do processo de produção, a
redução dos estoques, e trazer à tona os diversos problemas camuflados pela
existência dos estoques, cujos principais problemas são:a) qualidade; b) quebra de
máquinas; c) preparação de máquinas: quando uma máquina é utilizada para processar
mais de um item, torna-se necessário preparar a máquina para cada mudança. Esta
preparação representa custos referentes ao período inoperante do equipamento, à mão
de obra empregada, à perda de material no início das operações. Custos maiores
exigem rateamento por uma quantidade maior de peças e necessidade de lotes
grandes

25
MINADEO (2007) também escreve que o JIT que é um sistema que objetiva a
contínua busca pela otimização de processos, reduzindo desperdícios, e que todas
as operações que não agregam valor sejam eliminadas, algumas metas que
relacionadas no estudo do JIT estão listadas abaixo:
• Zero de estoques;
• Zero de lead times;
• Zero de tempo de setups;
2.5. TROCA RÁPIDA DE FERRAMENTAS (TRF)
O sistema de troca rápida de ferramentas (TRF) foi desenvolvido no início da
década de 50, onde Shingeo Shingo elaborou um trabalho para otimização de
prensas de estampagem de corpo na empresa Mazda da Toyou Kogyo em
Hiroshima, operação gargalo anteriormente ao estudo. Shingo foi encarregado do
estudo visando à melhoria do processo para melhorar a eficiência das máquinas.
Logo no primeiro dia de estudos do grupo foi verificado por Shingo, no
momento da troca das matrizes da prensa, a falta de um último parafuso para
prender a matriz na máquina. Este parafuso foi localizado pela equipe de preparação
de máquinas quase uma hora mais tarde. Posteriormente, Shingo buscou soluções
para que este problema não ocorresse mais.
Segundo SHINGO (2000), “estabelecemos um processo de seleção
cuidadosa e colocamos os parafusos necessários em caixas específicas. Também
melhoramos o procedimento geral ao realizar todas as atividades possíveis em
setups externos”
Depois deste acontecimento, foi claramente visto que setups precisam ser
divididos em externos e internos e a partir deste caso foi começado a dar mais
importância para o tempo perdido em uma máquina entre o término de produção de
um produto e o início de produção de um outro produto (redução de setup).
Entende-se por setup interno, todas as operações que podem somente ser
realizadas quando a máquina está parada e por setup externo aquelas operações
que podem ser realizadas quando a máquina está em operação.

26
A segunda experiência relacionada a TRF ocorreu na Mitsubishi Heavy
Industries, quando Shingo sugeriu a redução de tempo de setup onde
posteriormente as melhorias, foi alcançado 40% de aumento de produtividade e a
primeira conversão de setup interno em externo conforme relatado por SHINGO
(2000).
O terceiro estudo foi realizado em 1969, numa fábrica de carrocerias da
Toyota Motor Company, onde Shingo e sua equipe separaram o setup em interno e
externo e com isso conseguiu reduzir o tempo de preparação de 4 horas para 90
minutos, em seis meses de trabalhos. Não satisfeita, a direção da empresa colocou
como meta a redução de setup para apenas 3 minutos.
Conforme SHINGO (2000), foi relatada uma proposta para redução da
preparação e o autor citado comentou que “Por um instante fiquei pasmo com o que
foi exigido, com isso pensou: Por que não converter tempo de preparação interno
(TPI) em tempo de preparação externo (TPE)”. Após mais um trimestre a redução foi
conseguida para três minutos.
Depois destas experiências foi criado o conceito SMED (Single Minute
Exchange of Dies), que nada mais é do que o tempo decorrido entre a saída do
último produto A da máquina, até a saída do primeiro produto B com qualidade
conforme mostrado no Gráfico 01.
Gráfico 01 – Esquema gráfico representado no SMED
27
A grande idéia da TRF (troca rápida de ferramentas) é a redução e otimização
dos setups. Na prática, a redução de setups é dividida em estratégias e técnicas
práticas de implantação. Esta divisão parte da proposta de SHINGO (1996, 2000),
designada SMED, comparando-a a idéia de outros autores: MONDEM (1983), HAY
(1992), KANNENBERG (1994) e BLACK (1998).
2.5.1. Proposta metodológica de redução de setup – A filosofia SHINGO.
SHINGO (1996, 2000) define a TRF como, primeiramente, algo estratégico
em uma instituição, posteriormente técnicas práticas de implantação destes
conceitos além de técnicas para análise e apoio as melhorias. Dois grupos de
estratégias são levantados para redução no tempo de troca de ferramentas:
• Estratégias envolvendo habilidades – onde as pessoas que detêm o
conhecimento empírico no processo de preparação da máquina (operador ou
preparador);
• Estratégias envolvendo tamanho do lote – devido aos tempos altos de setup,
empresas preferem fazerem muitas peças em cada preparação (estoque). A
TRF permite a redução dos custos de setups.
Conforme SHINGO (2000) o processo de melhoria de setup é dividido em
quatro etapas:
• Estágio Preliminar – é analisar e estudar toda a operação de setup atual nos
mínimos detalhes com o auxílio dos operadores. Nesta tarefa, algumas
maneiras para abordar esta questão podem ser a cronoanálise da operação,
entrevistas ou até mesmo a filmagem da operação.
• Estágio 1 – são divididas as operações de setup entre internos e externos,
onde o autor menciona a possibilidade de, já neste estágio, o ganho de 30 a
50% de tempo na preparação;
28
• Estágio 2 – são feitas analises para transformar setups internos em externos;
• Estágio 3 – após feitas as divisões de setups externos e internos, são
realizados estudos para otimizar estes tempos de preparação.
Estes estágios mostram que TRF são compostas por duas ações principais:
análise e implantação. Para implantação destas melhorias são utilizadas oito
técnicas:
• Separar operações externas e internas;
• Transformar setup interno em externo;
• Padronizar as operações do setup;
• Utilizar fixadores funcionais ou não usar nenhum fixador;
• Utilizar dispositivos intermediários para eliminar ajustes;
• Utilizar operações paralelas;
• Otimizar operações;
• Mecanizar as operações.
SHINGO (1996) afirma que se o método just-in-time, ponto chave do sistema
Toyota de produção, não teria sido desenvolvido se o TRF não existisse. Para o
autor, o TRF começa primeiramente no ambiente estratégico, e somente depois
entram em cena o desenvolvimento e aplicações dos conceitos com o intuito de
implantar seus conceitos e técnicas. Resumidamente para SHINGO as bases para a
implantação do SMED são mostradas com detalhes no Gráfico 02:

29
Gráfico 02 – Bases para a implementação do SMED
Ainda SHINGO (1996), comenta que o SMED se baseia no fato de que os
setups internos e externos ainda não estejam implantados, e então a primeira etapa
seria analisar o setup e todos os pontos de possíveis ganhos de tempo (esta
operação é muito importante que seja realizada com os operadores e preparadores
envolvidos com o equipamento).
Com este passo feito é separado todos os pontos que podem ser divididos em
setup interno e externo. O próximo ponto é a transformação de todas as etapas
possíveis em setups externos e também a eliminação do maior número possível de
ajustes. Por fim cada operação definida como interna e externa é treinada para ser
com mais facilidade executada.
Ao atingir tais objetivos, consegue-se minimizar o estoque e flexibilizar a
produção a ponto de permitir ajustes de acordo com a modificação da demanda,
fazendo com que seja possível à produção em pequenos lotes.
Na Tabela 03 SHINGO (1996) mostra esquematicamente a seqüência de um
setup tanto na manufatura de produtos quanto na prestação de serviços.

30
Tabela 03 – Seqüência de uma setup tanto na manufatura quanto na prestação de serviços
2.5.2. Proposta metodológica de redução de setup segundo MONDEM (1983).
O modelo proposto pelo autor MODEM (1983), segue o mesmo princípio
abordado por SHINGO, diferenciando as estratégias e técnicas de implantação.
MODEM (1983) define o TRF em três estratégias e seis técnicas.
O autor considera a diferenciação entre preparação interna e externa como o
conceito mais importante para a realização do TRF. Posteriormente a eliminação dos
ajustes, que consomem em média 60% do tempo total do setup interno. Nestes
ajustes, segundo o autor, já deve ser observado nas etapas de projeto. O terceiro

31
passo seria a busca pela padronização das ferramentas (posição diferenciada em
relação a SHINGO), buscando a intercambialidade de ferramentas.
Quanto às técnicas, o autor cita seis como as principais para realização das
melhorias:
• A padronização de função e conversão de setup interno em externo;
• Padronização das peças necessárias do equipamento;
• Utilização de fixadores rápidos;
• Utilização de ferramenta de fixação suplementar;
• Operações paralelas;
• Mecanização.
2.5.3. Proposta metodológica de redução de setup segundo HAY (1992).
O modelo proposto pelo autor HAY (1992) segue técnicas diferenciadas dos
autores citados anteriormente, sendo mais abrangente, iniciando com o
compromisso da alta administração da empresa junto ao projeto o que pelo autor é
considerado um fator crítico para o sucesso da implantação da TRF.
A segunda etapa é a escolha do processo a ser melhorado, sendo nestas
proposta considerada o melhor retorno frente ao impacto potencial da melhoria a ser
atingida. O terceiro passo é a definição da equipe multidisciplinar a ser responsável
pela melhoria a ser desenvolvida.
O quarto passo será a capacitação da equipe com treinamentos sobre
conceitos em TRF, e também todos os objetivos da melhoria que será realizada no
processo. As demais etapas definidas pelo autor são bastante parecidas com as dos
demais autores já mencionados no trabalho, sendo que os principais são: separação
de setup em interno e externo, conversão de setup interno para externo, a
eliminação dos ajustes.
A última etapa é garantir a fluência das operações de setup eliminando os
problemas encontrados na realização das atividades, tais como a falta de
ferramentas, dispositivos ou elementos de fixação.
32
2.5.4. Proposta metodológica de redução de setup – A filosofia KANNENBERG
(1994).
KANNENBERG (1994), da mesma maneira que HAY (1992), propõe um
modelo de implantação da TRF bastante semelhante conforme os pontos listados. O
primeiro passo é a criação de um ambiente favorável para implantação da técnica
começando pelo convencimento da alta direção da empresa. O autor divide seus
métodos nos níveis estratégico, tático e operacional.
No nível estratégico, o autor vê a necessidade de observar a aderência do
método ao sistema produzido em visão em longo prazo. Os três passos propostos
são: a obtenção do comprometimento da alta direção, promover a formação de uma
equipe responsável pelo planejamento e controle da implantação e por fim uma
avaliação do processo produtivo quanto à visão do futuro e crescimento.
No nível tático, é necessário, segundo o autor, a difusão das políticas da
empresa a médio e longo prazo, em especial quanto a investimentos, projetos de
produtos, definição de metas e treinamento.
O nível operacional não difere das técnicas já propostas por SHINGO (1996,
2000) e MONDEM (1983).
2.5.5. Proposta metodológica de redução de setup – A filosofia BLACK (1998).
A abordagem proposta por BLACK (1998), consiste no estudo de tempos e
movimentos aplicados ao problema de redução do tempo de setup. O autor divide
sua metodologia de implantação em sete etapas, destacando os seguintes passos:
1. Diagnosticar a situação vigente (através de estudos de tempos e
movimentos);
2. Separação do setup interno do externo;
3. Migração de atividades para o setup externo
4. Racionalização das atividades internas;

33
5. Análise dos métodos utilizados;
6. Padronização e eliminação de ajustes;
7. Eliminação do setup quando possível.
Assim como os outros autores, BLACK (1998) sugere diversas técnicas
específicas a serem aplicadas para a implementação da redução de setup. Para a
análise do método existente o autor propõe a elaboração de um check-list
objetivando a racionalização da análise. Outras propostas são a utilização de
filmagens, para cálculo de tempos de movimentos.
Na tabela 04 há um comparativo do trabalho desenvolvido por todos os
autores mencionados nesta revisão bibliográfica.

34
Fonte – O autor
Tabela 04 – Comparativo entre os autores mencionados na revisão bibliográfica

35
3. METODOLOGIA DA PESQUISA
A metodologia da pesquisa que será utilizada neste trabalho é a pesquisa-
ação, que se trata de uma pesquisa com base empírica e é realizada em estreita
associação com uma ação ou até mesmo uma resolução de algum problema em
comum, onde o pesquisador e os membros participantes da situação estão
envolvidos de modo a cooperar ou participar das decisões tomadas. (THIOLLENT ,
1997.)
Segundo GIL (2007) seu planejamento tem algumas diferenças básicas em
relação às outras pesquisas existentes, não somente como sua flexibilidade, mas
sobretudo, porque além de todos os aspectos referentes à pesquisa, este modelo
também envolve a ação do pesquisador e dos grupos interessados.
O pesquisador funcionário da empresa na qual foi realizado o trabalho, atua
no setor de engenharia de processos, desenvolvendo atividades no que se diz
respeito a otimizações de processos produtivos em produção e também na
implantação de novos processos produtivos de usinagem de ferro fundido. Durante
toda a elaboração do trabalho o pesquisador coordenou a equipe designada para a
melhoria do tempo de setup nos tornos horizontais CNC, auxiliando na busca pelas
soluções mais viáveis a serem implantadas.
Nas literaturas não há um modelo rígido para os passos a serem seguidos em
uma pesquisa-ação, porém THIOLLENT (1997) relata que existem pelo menos
quatro grandes fases na pesquisa-ação, que podem ser observados e tidos como
um método contínuo. São elas:
• Fase Exploratória – os participantes da pesquisa-ação, começam a desvendar
todos os problemas e determinar possíveis ações futuras;
• Fase de Pesquisa Aprofundada – no qual os problemas são estudados de
uma forma mais intensa com o auxílio de coleta de dados, para a solução
posterior dos mesmos;
• Fase de Ação – é a definição dos objetivos, através de ações práticas
(concretas), aprovadas por todas as partes envolvidas no processo;
36
• Fase de Avaliação – na qual os principais objetivos são: redirecionar os
passos e compilar todos os conhecimentos adquiridos durante todo o
processo da pesquisa-ação.
GIL (2007) considera nove as principais etapas de uma pesquisa ação:
• Fase exploratória;
• Formulação do problema;
• Construção de hipóteses;
• Realização do seminário;
• Seleção da amostra;
• Coleta de dados;
• Análise e interpretação dos dados;
• Elaboração do plano de ação;
• Divulgação dos resultados.
O presente estudo contemplou os seguintes passos, seguindo a metodologia
de THIOLLENT (1997):
• Diagnóstico (Fase Exploratória):
Nesta etapa será determinado as peças que mais influenciam no
faturamento do setor, para saber quais são as máquinas que deverão ser
utilizadas no trabalho. Também são analisadas a quantidade do número de
setups realizados em cada célula e são estudados e levantados todos os
passos para a realização de um setup atualmente na máquina escolhida,
onde os membros da equipe já mencionam possíveis pontos para serem mais
aprofundados no próximo passo (possíveis melhorias). Após estes
levantamentos são feitos estudos mais detalhados para a realização das
melhorias nos pontos com possíveis potenciais de ganho.
• Definição das melhorias e priorização da implantação (Fase de pesquisa
aprofundada):

37
Após o levantamento dos possíveis pontos de melhorias estes são
listados e discutidos, sendo que estas melhorias deverão ser sempre
relacionadas, levantando-se a possibilidade de transformação do setup
interno em um setup externo. São feitas as distinções de melhorias em
imediatas e das que necessitam de algum tempo para a implantação.
Também serão agrupados nas etapas que mais influenciam no tempo total de
preparação da máquina, para que sejam focadas as melhorias.
• Implantação das melhorias definidas (Fase de Ação):
As melhorias são efetivamente colocadas em prática, mostrando todos
os ganhos que estas estarão influenciando no futuro. Nesta fase também
serão feitos todos os treinamentos necessários para que estas otimizações
sejam implantadas com sucesso e utilizadas por todos os colaboradores
envolvidos.
• Avaliação dos resultados (Fase de Avaliação):
Tem como objetivo quantificar e evidenciar os ganhos obtidos com
todas as melhorias implantadas, sendo mostrado de várias formas a
viabilidade das melhorias como: entrevista com os envolvidos, quantificação
em tempo e dinheiro de quanto foi ganho com estas melhorias, isto tudo de
forma bastante clara para que a direção da empresa possa ver um possível
retorno destas melhorias.
38
4. PESQUISA-AÇÃO 4.1. APRESENTAÇÃO DA EMPRESA
A empresa foco da pesquisa-ação é uma indústria metalúrgica, presente na
cidade de Joinville há 59 anos. Hoje é considerada a terceira maior fundição de ferro
fundido do mundo com capacidade produtiva para produzir cerca de 500 mil
toneladas de ferro por ano.
Grande parte da produção da empresa é constituída de componentes
desenvolvidos sob encomenda para o setor automotivo, que engloba caminhões,
ônibus, utilitários, automóveis, tratores e outras máquinas agrícolas. São peças para
sistemas de propulsão, freio, transmissão e direção, e eixo e suspensão, que
suportam e absorvem todos os esforços mecânicos ao longo da vida de um veículo.
A empresa em questão também produz e comercializa conexões de ferro
maleável, granalhas de ferro e aço e perfis contínuos de ferro, produtos que
atendem à indústria da construção civil, a de mármores e granitos e de segmentos
diversos da engenharia industrial, entre outros.
A Usinagem, processo de beneficiamento mecânico, é um setor da empresa
em questão, que compreende, entre outros, operações de torneamento, fresamento,
mandrilamento, furação, rosqueamento e brunimento.
A usinagem, da empresa, está preparada para produzir peças automotivas
usinadas, especialmente blocos e cabeçotes de motor e peças automobilísticas
especiais, sendo assim fornece produtos diretamente à linha de montagem de seus
clientes. Para isso, dispõe de equipamentos modulares de controle numérico, que
funcionam em conceito de células flexíveis e linhas de usinagem.
Atualmente a usinagem da empresa usina apenas cerca de um terço do que é
fundido na mesma. Porém, existe uma grande tendência do mercado das indústrias
automobilísticas em comprar produtos acabados de seus clientes, o que pode fazer
com que a área de usinagem da empresa se torne em um setor com grandes
perspectivas futuras.

39
4.2. FASE DE DIAGNÓSTICO
O setor onde foi realizada a melhoria de redução do tempo de preparação de
máquinas foi na Unidade de Usinagem de Peças, local onde o pesquisador exerce
uma função técnica e também por se tratar do único local na empresa (Usinagem)
onde existam preparações constantes. Nas demais unidades da Usinagem são
produzidos cabeçotes e blocos de motores que trabalham sob o conceito de linha de
produção com a quantidade de setups bastante reduzidos.
O setor estudado possui cerca de 50 máquinas de usinagem onde são
produzidos cerca de 90 modelos diferentes de peças (conceitos de células flexíveis).
Para analisar a célula onde deveria se concentrar o esforço para a redução do
tempo de setup, o pesquisador realizou dois levantamentos para a escolha do
conjunto de máquinas, conforme Gráficos 03 e 04.
Quantidade de Setups Mensais (Célula)
0
2
4
6
8
10
12
14
16
18
20
Camisas Volantes Cubos deRoda
Coletores Munhões Suportes
Célula
Qua
ntid
ade
Gráfico 03 – Quantidade de Setups Mensais (Célula)
Conforme o Gráfico 03, a célula de usinagem de camisas de cilindro é a que
possui o maior número de setups por mês (média), chegando a meses onde o
número de preparações chegou a 21 mudanças de produto.

40
Faturamento por Célula
0,00
100,00
200,00
300,00
400,00
500,00
600,00
Camisas Volantes Munhões Cubos de Roda Coletores Suportes
Células
Fatu
ram
ento
(R$)
Gráfico 04 – Faturamento por Célula
No Gráfico 04 é possível observar, também, que o faturamento mensal da
Unidade é mais influenciado pela célula de Camisas de Cilindro, chegando na casa
dos R$520.000,00 mensais perante valores menores das demais células do setor.
Após estes dois levantamentos terem sido feitos, ainda houve uma outra
indicação de que a célula de usinagem de camisas de cilindro fosse a célula onde a
pesquisa-ação deveria ocorrer. O cliente solicitou um aumento significativo de peças
para início de produção na metade de 2007.
Conforme observa-se nos Gráficos 05 e 06, todos os modelos de peça
sofreram um pedido de aumento do cliente, que tornaram a célula uma restrição
produtiva do setor, pois antes do aumento a produção era realizada no regime de
quatro turnos de trabalho, e após o aumento de demanda, esta célula necessitará de
diversas melhorias para a fabricação destes produtos ou senão precisará da
aquisição de mais um equipamento para a usinagem destes itens e horas extras dos
funcionários.

41
Quantidade de Peças Mensais (Atual)
30000
500
12000
45000
10000
05000
100001500020000250003000035000400004500050000
90.40.002 90.40.011 90.40.016 90.40.022 90.40.023
Código da Peça
Qua
ntid
ade
Gráfico 05 – Quantidade de Peças Mensais (Atual)
Quantidade de Peças Mensais (Aumento do Cliente)
35000
1000
13500
47000
12500
05000
100001500020000250003000035000400004500050000
90.40.002 90.40.011 90.40.016 90.40.022 90.40.023
Código da Peça
Qua
ntid
ade
Gráfico 06 – Quantidade de Peças Mensais (Aumento do Cliente)
Com todos estes indícios a célula camisas de cilindro foi à escolhida para ser
desenvolvido o trabalho de redução do tempo de setup na Usinagem.
A célula de camisas de cilindro é composta por três tornos horizontais CNC,
onde trabalham três operadores por turno e o layout atual da célula pode ser
percebido na figura 12. Nesta célula são produzidos cinco tipos de camisas de

42
cilindro para motocicletas. Na Figura 13 é observado um dos modelos de peça que
são usinadas as faces superiores, inferiores bem como diâmetro externo e interno.
Figura 12 - Layout da célula de usinagem de camisas de cilindro
Figura 13 – Foto de um modelo de camisa
A Tabela 05 mostra a situação em que a célula de usinagem se encontraria
caso não fosse feito nenhuma melhoria na célula, ou seja com três máquinas

43
dedicadas à produção de camisas, consideranda uma eficiência de produção de
85% (consideradas perdas de manutenção e produção). A necessidade da compra
de mais um torno para está operação, não era descartada pela gerência da
empresa.
Situação Atual Código das Peças Quantidade de Peça/ Mês Padrão de Peças/ Hora Horas/ Mês
90.40.002 30000 47 638 90.40.011 500 45 11 90.40.016 12000 40 300 90.40.022 45000 60 750 90.40.023 10000 55 182
Horas Necessárias 1881 Horas de Preparação 45
Horas Disponíveis por Máquina 720 Quantidade de Máquinas 2,68
Situação Após Aumento de Demanda
Código das Peças Quantidade de Peça/ Mês Padrão de Peças/ Hora Horas/ Mês90.40.002 35000 47 745 90.40.011 1000 45 22 90.40.016 13500 40 338 90.40.022 47000 60 783 90.40.023 12500 55 227
Horas Necessárias 2115 Horas de Preparação 45
Horas Disponíveis por Máquina 720 Quantidade de Máquinas 3,00
Tabela 05 – Comparativo da quantidade de máquinas necessárias atualmente e
com o aumento proposto pelo cliente
O primeiro passo para a execução deste trabalho foi a escolha de uma equipe
multidisciplinar para a realização desta tarefa. Esta equipe foi formada pelo
pesquisador (técnico de processos), um preparador de máquinas, um operador de
máquinas, um técnico de qualidade, um mecânico de manutenção e um líder de
atividade.
Esta equipe se reuniu uma vez por semana, durante três meses realizando
toda a análise da situação e como primeira atividade realizou-se um levantamento
da quantidade de preparações que eram realizadas mensalmente nestas três
máquinas. Estes resultados estão mostrados no Gráfico 07.

44
Quantidade de Preparações Mensais
10
12
14
16
18
20
22
jul/06 ago/06 set/06 out/06 nov/06 dez/06 jan/07 fev/07 Média
Mês
Qua
ntid
ade
Gráfico 07 – Quantidade de Preparações Mensais
Após chegar a uma média de quase 18 preparações mensais, foram
analisados os tempos médios gastos pelos preparadores para realizarem estas
tarefas no mesmo período de tempo estudado, ou seja, o tempo de máquina parada
entre a última peça “boa” de um modelo até a primeira peça “boa” do outro modelo
preparado. O Gráfico 08 mostra estes tempos.
Tempo Médio de Cada Preparação
1 2
22
38
54
21
5
0
10
20
30
40
50
60
0:30 à 1:00 1:00 à 1:30 1:30 à 2:00 2:00 à 2:30 2:30 à 3:00 3:00 à 3:30 3:30 à 4:00
Tempo (Horas)
Qua
ntid
ade
de P
repr
açõe
s
Gráfico 08 – Tempo Médio de Cada Preparação

45
Juntamente com este gráfico a equipe também listou as operações realizadas
durante um setup e foi relacionado o tempo médio que foi gasto com cada operação
neste período de tempo (ver Anexo 01).
Após este levantamento realizado, foram feitas reuniões com a equipe para
apontar possíveis melhorias, operação por operação, para que possam ser feitas
otimizações (se possíveis) em cada um dos itens conforme listado abaixo:
Limpar Máquina – trata-se de uma operação necessária, pois após a
usinagem do lote de peças a máquina fica numa condição bastante ruim para o
trabalho da pessoa que vai realizar a preparação, além de que o dispositivo que vai
fixo à máquina para a usinagem da peça não pode conter nenhuma sujeira (cavaco).
Retirar e Guardar Dispositivo e Ferramentas de Corte – estas operações
são necessárias, pois cada um dos cinco modelos de peça possui diferentes
ferramentas e dispositivos. Esta operação trata de retirar este dispositivo e
ferramentas da máquina (com auxílio de instrumentos), colocando sobre um carro de
movimentação e levando-os para as salas onde são guardados estes itens. A
equipe, durante reunião, listou três possíveis melhorias para estas operações:
• Criar um armário próximo à máquina para facilitar o tempo de troca;
• Implantar uma talha sobre as máquinas para agilizar o processo de troca;
• Unificar os dispositivos de fixação.
Buscar e Colocar Dispositivo e Ferramentas de Corte na Máquina - estas
operações consistem em buscar o dispositivo novo que já está montado na sala de
preparações, onde são guardados todos os dispositivos de fixação e ferramentas de
corte que não estão sendo utilizados nas máquinas. Em seguida, o preparador se
desloca até o torno para colocar este dispositivo na máquina através do auxílio de
ferramentas específicas. As propostas de melhorias dadas pela equipe na operação
anterior são as mesmas para estas operações.
Procurar o Programa CNC na Máquina e Presetar as Ferramentas de Corte – estas operações são consideradas pela equipe como essenciais e a
possibilidade de melhorias é bastante restrita. Trata-se de operações onde o

46
preparador busca na memória da máquina o programa CNC correspondente à peça.
Posteriormente, o mesmo seleciona as ferramentas que são utilizadas (três na
maioria das peças) e aproxima das peças para presetar (ajustar à altura) as mesmas
para evitar colisões e erros de usinagem futuros. As melhorias propostas pelos
membros são as seguintes.
• Unificar os programas CNC das peças;
• Unificar as ferramentas de corte para reduzir o tempo do preset das
ferramentas.
Usinar a primeira peça – esta operação é a usinagem da primeira peça do
novo produto que começará a ser fabricado. Esta peça é usinada com cuidado para
que não haja problemas maiores durante a usinagem (colisão ou falta de alguma
usinagem). Esta peça sempre é usinada com o potenciômetro (controle de avanço
da máquina) da máquina com a porcentagem de avanço bastante reduzida para
evitar problemas.
Medir a Peça na Máquina e na Tridimensional – estas peças, por serem de
usinagem simples, possuem diversos calibradores funcionais na própria máquina
para a verificação das medidas especificadas pelo cliente. Estes calibradores são
utilizados durante a produção de peças pelo operador e também na preparação da
máquina pelo preparador, para a regulagem da peça. Porém, existe uma cota que é
a concentricidade (centro do diâmetro interno em relação ao externo) que não possui
instrumento de medição, por este motivo à medição desta característica é controlada
na tridimensional. O grupo, em reunião, apontou as seguintes melhorias para estes
pontos:
• Trazer a sala da tridimensional para próximo da produção;
• Criar um instrumento de medição para controlar a concentricidade na própria
máquina;
• Criar sistema para a medição das peças de preparação com preferência na
tridimensional.

47
Fazer Correções – esta operação é onde o preparador analisa as medições
da peça e corrige a máquina através do comando CNC da máquina. Eles são
corrigidos em dois eixos: o transversal e o longitudinal.
Liberar a Máquina para Produção – esta operação é somente a assinatura
do responsável pela preparação da máquina para comprovar que esta preparação
foi realizada de acordo com todas as características que o produto requisita. Além do
preparador, o auditor da qualidade também assina o RAP (Registro de
Acompanhamento do Processo).
4.3. FASE DE PESQUISA APROFUNDADA
Posteriormente à equipe ter feito todos os levantamentos para ter chegado à
conclusão que a célula das camisas de cilindro é a que possuía os maiores números
de setups mensais, ter sido feito o levantamento dos tempos gastos para cada
operação e finalmente listadas possíveis melhorias que poderiam ser estudadas
para posterior implantação das mesmas, foram listadas as sub-operações mais
significativas quanto à perca de tempo no processo de preparação
Com base no Gráfico 09 foram criados três grandes potenciais de ganho
(grupos de sub-operações) para serem analisados com mais detalhes. Junto estes
grupos são responsáveis por 80% do tempo de preparação.

48
Tarefas mais Demoradas na Preparação
0
5
10
15
20
25
Retirar
Disp
ositiv
o
Guarda
r Disp
ositiv
o
Busca
r N
Tem
po (m
in)
3
G
A partir deste po
irá propor as melhor
melhorados). Foram d
mostrado no gráfico ac
4.3.1. – Melhoria no dis
Os preparadores
antes que a máquina
periódicas mostrou o i
mais este movimento d
Grupo 01
ovo D
ispos
itivo
Retirar
Ferram
enta
de C
orte
Guarda
r Ferr
amen
ta
Busca
r Nov
as
Sub-Operaç
ráfico 09 – Tarefas mais Demorada
nto foi mostrado com detalhe
ias em cada grupo de ati
ivididos em três grandes g
ima.
positivo de fixação das camisa
da área não possuem o hábi
estivesse parada, porém,
nteresse de melhorar esta s
e retirar e guardar dispositivos
Grupo 02
Ferram
entas
ões
s na Preparação
s à maneira com que
vidades (ou pontos
rupos de melhorias
s (Grupo 01)
to de realizarem o set
a equipe em suas
ituação para que não
.
Grupo 0
a equipe
a serem
conforme
up externo
reuniões
existisse

49
Durante o processo atual de usinagem das camisas cada um dos cinco
produtos que são produzidos utilizam um meio de fixação (dispositivo) diferente. A
fixação destas peças são compreendidas da seguinte maneira:
• Uma placa de fixação hidráulica para torno que pode ser de alojamento
para duas ou três castanhas;
• Um jogo de castanhas para fixação da peça com arraste no eixo
longitudinal, também podendo ser de duas ou três castanhas;
Não é possível trabalhar em uma placa de três alojamentos com apenas duas
castanhas e vice-versa. Na Figura 14 é mostrada uma placa hidráulica com
alojamento para três castanhas, já na Figura 15 é mostrada uma placa hidráulica
com alojamento para apenas duas castanhas.
Figura 14 – Placa com três castanhas Figura 15 – Placa com duas castanhas
Dos cinco produtos que são produzidos, dois são fixados em placas com duas
castanhas e três em placas com três castanhas. Esta diferença é porque os últimos
dois modelos que a empresa começou a usinar possuíam a espessura de parede
mais fina e assim a placa de três castanhas consegue atender a especificação de
circularidade do diâmetro interno com mais facilidade. Esta tolerância de
circularidade é de 0,1mm para todas as camisas. (Figura 16).

50
Figura 16 – Relatório da ovalização em uma placa com três castanhas
Outra dificuldade que tornava o processo muito inflexível era que castanhas
de todas as peças eram fixas e assim não existia a possibilidade de regulagem das
mesmas para outros modelos conforme a figura abaixo existe a castanha fixa e a
castanha móvel conforme mostrado na Figura 17.
Parte Móvel
Parte Fixa
Figura 17 – Fixação da camisa com parte fixa o móvel (regulagem)
51
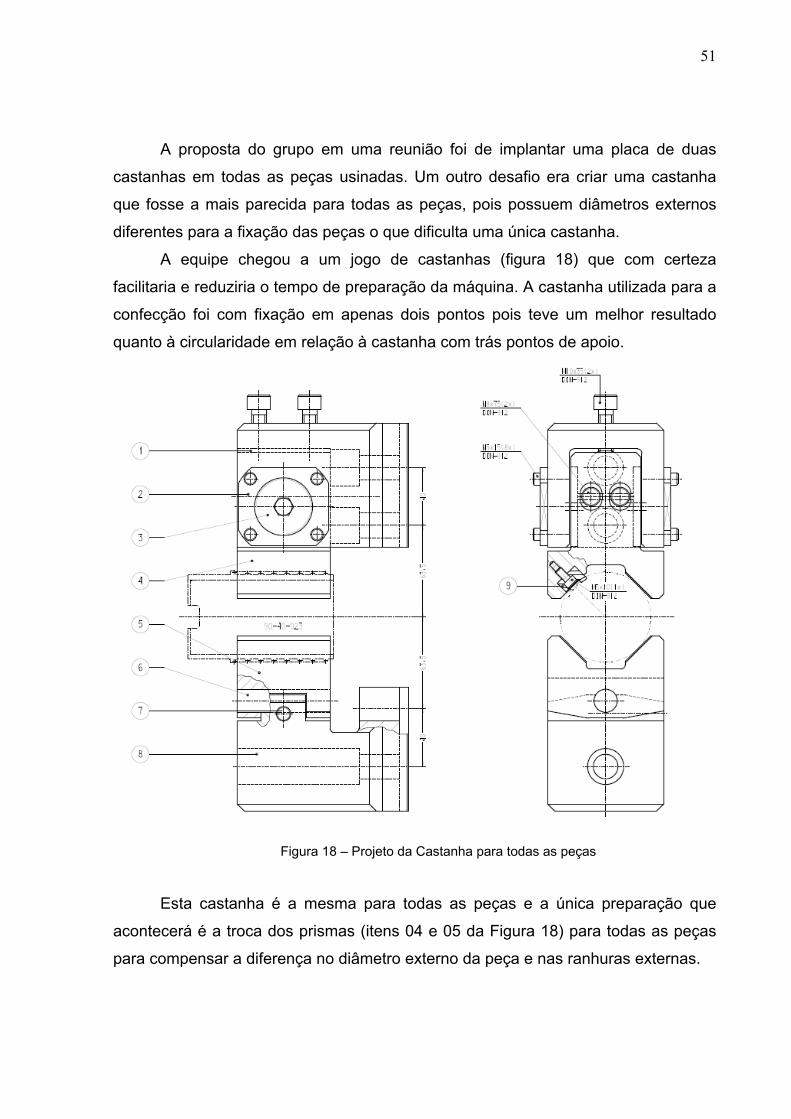
A proposta do grupo em uma reunião foi de implantar uma placa de duas
castanhas em todas as peças usinadas. Um outro desafio era criar uma castanha
que fosse a mais parecida para todas as peças, pois possuem diâmetros externos
diferentes para a fixação das peças o que dificulta uma única castanha.
A equipe chegou a um jogo de castanhas (figura 18) que com certeza
facilitaria e reduziria o tempo de preparação da máquina. A castanha utilizada para a
confecção foi com fixação em apenas dois pontos pois teve um melhor resultado
quanto à circularidade em relação à castanha com trás pontos de apoio.
Figura 18 – Projeto da Castanha para todas as peças
Esta castanha é a mesma para todas as peças e a única preparação que
acontecerá é a troca dos prismas (itens 04 e 05 da Figura 18) para todas as peças
para compensar a diferença no diâmetro externo da peça e nas ranhuras externas.

52
Após ser feita uma reunião com todo o grupo e decidido pela confecção da
castanha a mesma seria colocada na máquina para a redução deste tempo de setup
e também da melhoria significativa na qualidade do produto a ser fabricado.
4.3.2. – Melhoria nas ferramentas de usinagem das camisas (Grupo 02)
Para a usinagem das camisas as ferramentas de corte utilizadas também são
únicas para cada peça. Ou seja, utilizam-se ferramentas para cada camisa de
cilindro.
Existem quatro peças, que são usinadas a face superior, o diâmetro externo
(metade da peça), o diâmetro interno da peça por inteiro e a face inferior. E em
apenas um modelo é usinado a face superior e inferior e também o diâmetro interno
da peça, não precisando ser usinado o diâmetro externo da peça. A figura 19 mostra
com detalhes todas as regiões com são usinadas nas camisas de cilindro.
Diâmetro Externo
Região Bruta
Face Superior
Diâmetro Interno Face Inferior
Figura 19 – Regiões usinadas nas peças
53
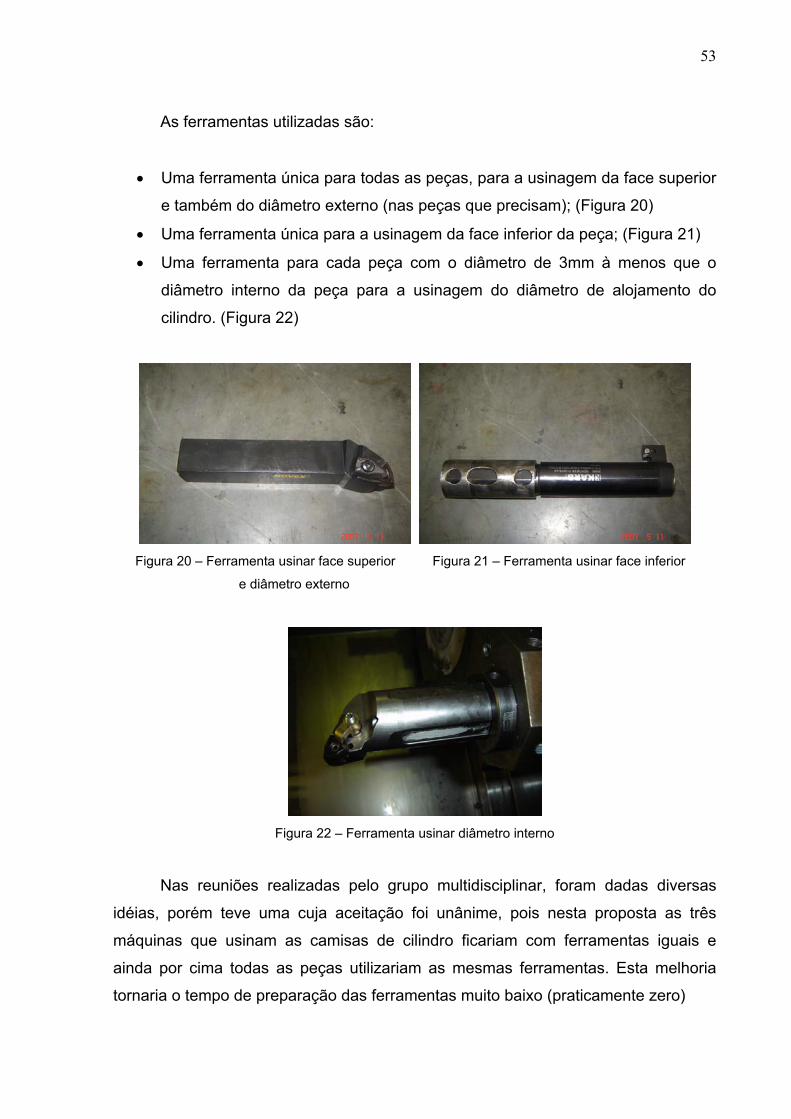
As ferramentas utilizadas são:
• Uma ferramenta única para todas as peças, para a usinagem da face superior
e também do diâmetro externo (nas peças que precisam); (Figura 20)
• Uma ferramenta única para a usinagem da face inferior da peça; (Figura 21)
• Uma ferramenta para cada peça com o diâmetro de 3mm à menos que o
diâmetro interno da peça para a usinagem do diâmetro de alojamento do
cilindro. (Figura 22)
Figura 20 – Ferramenta usinar face superior Figura 21 – Ferramenta usinar face inferior
e diâmetro externo
Figura 22 – Ferramenta usinar diâmetro interno
Nas reuniões realizadas pelo grupo multidisciplinar, foram dadas diversas
idéias, porém teve uma cuja aceitação foi unânime, pois nesta proposta as três
máquinas que usinam as camisas de cilindro ficariam com ferramentas iguais e
ainda por cima todas as peças utilizariam as mesmas ferramentas. Esta melhoria
tornaria o tempo de preparação das ferramentas muito baixo (praticamente zero)

54
As ferramentas foram estudadas e apresentadas à equipe, no final das
discussões e melhorias as ferramentas que seriam confeccionadas para inserção no
processo produtivo seriam apenas duas que usinariam todas as operações de todas
as peças. As ferramentas são:
• Uma ferramenta única para todas as peças, para a usinagem da face superior
e também do diâmetro externo (nas peças que precisam). Esta ferramenta se
manteve a mesma, pois já era uma ferramenta única para todas as peças
(Figura 23);
• Uma ferramenta com o diâmetro de 3mm menor que o menor diâmetro de
peça, sendo que na mesma ferramenta ainda foi feito um alojamento para
mais um inserto que usina a face inferior de todas as peças (Figura 24).
Alojamento
Figura 23 – Ferramenta usinar face superior Figura 24 – Ferramenta usinar face inferior
e diâmetro externo e diâmetro interno
4.3.3. – Melhoria no processo de medição das camisas (Grupo 03)
Todas as camisas usinadas possuem diversos calibradores funcionais (Figura
25) onde o operador faz o controle conforme freqüência estabelecida em plano de
controle. Estes calibradores também são muito importantes na preparação de
máquina, pois os preparadores conseguem verificar se todas as medidas estão de
acordo.
Porém existe uma medida muito importante que é a concentricidade do
diâmetro interno com o externo (diferença de centro de dois diâmetros) com a
tolerância de 0,6mm que não possui nenhum meio de medição a não ser na

55
tridimensional (3D) que está mostrada na Figura 26. Esta medida é importante, pois
já foi motivo de reclamação pelo nosso cliente.
Controle do Diâmetro Interno
Controle da Altura
Controle do Diâmetro Externo
Controle do Chanfro
Figura 25 – Dispositivos de controle atuais (máquina)
Figura 26 – Máquina tridimensional utilizada para a medição da peça

56
A peça ao ser enviada para a tridimensional durante a preparação é um
tempo muito demorado, que durante as reuniões foram buscadas várias alternativas
e a mais bem aceita por todos foi de confeccionar um dispositivo com relógio
comparador para a medição desta característica na própria máquina (Figura 27)
fazendo com que o preparador não precise mais ir até à 3D medir esta característica
(deixando a máquina de medição por coordenadas apenas para medir a freqüência
que é pedida conforme plano de controle durante a produção).
Após projeto deste meio de controle ser feito e aprovado por todos do grupo,
foi confeccionado o mesmo para implantação na célula de usinagem. Este
dispositivo tem o seguinte princípio: ele possui dois alojamentos de forma cônica (um
superior e outro inferior) onde a peça é centrada pelo diâmetro interno e com isso é
avançada uma roldana que é adaptada a um relógio comparador onde no
movimento de giro da peça é visto o maior e menor ponto para a leitura da medida
da peça.
Figura 27 – Projeto do dispositivo de controle para medição da concentricidade

57
Com todas estas melhorias propostas foi elaborado um plano de ação para o
acompanhamento da confecção de todas estas otimizações conforme Tabela 06.
2007 Semana 05 Semana 06 Semana 07 Semana 08 Semana 09 Projeto da castanha Confecção da castanha Aprovação e tryout da castanha Projeto da ferramenta Confecção da ferramenta Aprovação e tryout da ferramenta Projeto do dispositivo de concentricidade Confecção do dispositivo de concentricidade Aprovação e tryout do dispositivo de concentricidade Treinamento dos preparadores
Tabela 06 – Cronograma de implantação das melhorias
4.4. FASE DE AÇÃO
O próximo passo que a equipe realizou foi à implantação prática destas
melhorias nas máquinas, para verificar a real eficácia das mesmas.
4.4.1. Implantação do dispositivo único para as camisas
Conforme descrito estes três dispositivos foram confeccionados (um para
cada torno), e foram preparados na máquina pelos membros da equipe. Após esta
preparação, todos os preparadores envolvidos com a célula (todos os turnos de
produção) receberam um treinamento de como funcionaria o novo sistema de
fixação da peça. Este treinamento foi ministrado na própria máquina.
O funcionamento deste dispositivo permitiu que mais nenhum preparador
precisasse retirar o dispositivo de fixação da máquina, gerando uma rapidez muito
maior no processo de preparação da máquina. No atual ferramental o preparador

58
apenas troca os dois prismas de fixação de cada peça, pois assim a compensação
do diâmetro externo é feita com apenas à retirada de dois parafusos.
Estes prismas das peças que não estão sendo produzidas ficam localizados
sobre uma bancada localizada ao lado da célula produtiva que permite uma
movimentação muito menor do responsável pelo setup.
Depois de implantado e aprovado por todos, foi feito levantamento de tempo
de preparação da troca do dispositivo de um modelo para o outro, conforme Gráfico
10 (período de março à abril de 2007).
Tempo das tarefas relacionadas à troca do dispositivo
2,3 0,5 0,5 1,8
1510
5
20
0,05,0
10,015,020,025,0
RetirarDispositivo
GuardarDispositivo
Buscar NovoDispositivo
Colocar NovoDispositivo na
Máquina
Tarefas
Tem
po (m
in.)
AtualAnterior
Gráfico 10 – Comparativo entre os tempo de troca de dispositivo antes e depois das melhorias
O tempo de preparação conforme mostra o gráfico acima nas operações
relacionadas ao dispositivo de fixação foram na média de 5 minutos durante o
período acompanhado (março e abril de 2007).
4.4.2. Implantação de ferramentas em comum para as camisas de cilindro
No que se diz respeito às ferramentas de corte, foram confeccionadas os
suportes que serão utilizados para a usinagem do diâmetro interno e da face inferior
da peça, sendo que as mesmas foram preparadas nas máquinas para a aprovação
da equipe. Antes da melhorias a seqüência de usinagem está descrita na Figura 28.
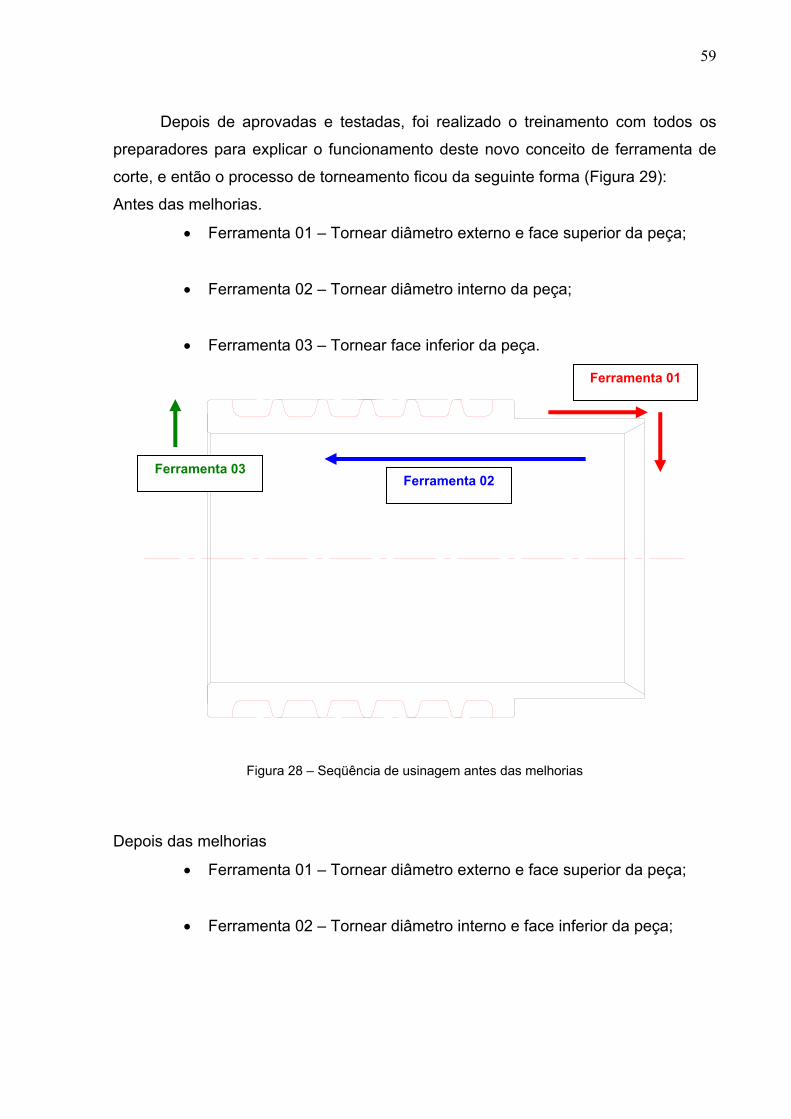
59
Depois de aprovadas e testadas, foi realizado o treinamento com todos os
preparadores para explicar o funcionamento deste novo conceito de ferramenta de
corte, e então o processo de torneamento ficou da seguinte forma (Figura 29):
Antes das melhorias.
• Ferramenta 01 – Tornear diâmetro externo e face superior da peça;
• Ferramenta 02 – Tornear diâmetro interno da peça;
• Ferramenta 03 – Tornear face inferior da peça.
Ferramenta 01
Ferramenta 03 Ferramenta 02
Figura 28 – Seqüência de usinagem antes das melhorias
Depois das melhorias
• Ferramenta 01 – Tornear diâmetro externo e face superior da peça;
• Ferramenta 02 – Tornear diâmetro interno e face inferior da peça;

60
Ferramenta 01
Ferramenta 02
Figura 29 – Seqüência de usinagem depois das melhorias
Com esta melhoria implantada foi realizado o estudo do tempo das
preparações realizadas a partir deste ponto. A média dos tempos está mostrada no
Gráfico 11.
Tempo das tarefas relacionadas à troca de ferramentas de corte
0 0 0 0
10 10
5
10
02468
1012
RetirarFerramenta de
Corte
GuardarFerramenta
Buscar NovasFerramentas
Colocar NovasFerramentasna Máquina
Tarefas
Tem
po (m
in.)
AtualAnterior
Gráfico 11 – Tempo das tarefas relacionadas à troca de ferramentas, antes e depois das melhorias.
Conforme mostrado no gráfico acima é clara a redução de tempo que foi
alcançado com esta melhoria. Na verdade, as operações relacionadas com

61
ferramentas de corte foram eliminadas das tarefas de preparação, pois não existe
regulagem alguma pelo preparador durante a realização do setup sendo que ao
buscar na memória da máquina o programa da peça a ser usinada, as ferramentas
já estão no magazine de ferramentas da máquina.
4.4.3. Implantação do dispositivo de controle de concentricidade
Da mesma forma que as outras melhorias foram implantadas, o dispositivo de
controle para medição de concentricidade (Figura 30) foi aprovado no fornecedor
que confeccionou o mesmo. Após a aprovação, foi trazido para o setor de metrologia
da empresa onde foram feitas as aferições necessárias para o funcionamento
correto do mesmo.
Depois de aferido, foi instalado na máquina e feito um teste de correlação
com a tridimensional para verificá-la se as medidas encontradas no dispositivo eram
as mesmas das encontradas na tridimensional. Este teste foi aprovado segundo a
metrologia da empresa e assim o dispositivo de controle foi liberado para a
produção.
Antes da utilização dele ainda foi realizado um treinamento com todos os
preparadores e operadores de máquinas para entender o funcionamento do mesmo
e saber a característica que este instrumento está medindo.

62
Figura 30 – Dispositivo de medição da concentricidade
Depois de instalado e aprovado, foi feito durante os dois últimos meses a
verificação do tempo que foi alcançado durante um setup com a implantação desta
melhoria, conforme Gráfico 12.
Tempo relacionado à medição das peças (Concentricidade)
2,2 2,2
20 20
0
5
10
15
20
25
Medir na 3D (1ª Amostra) Medir na 3D (2ª Amostra)
Tarefas
Tem
po (m
in.)
AtualAnterior
Gráfico 12 – Tempo relacionado à medição das peças, antes e depois das melhorias
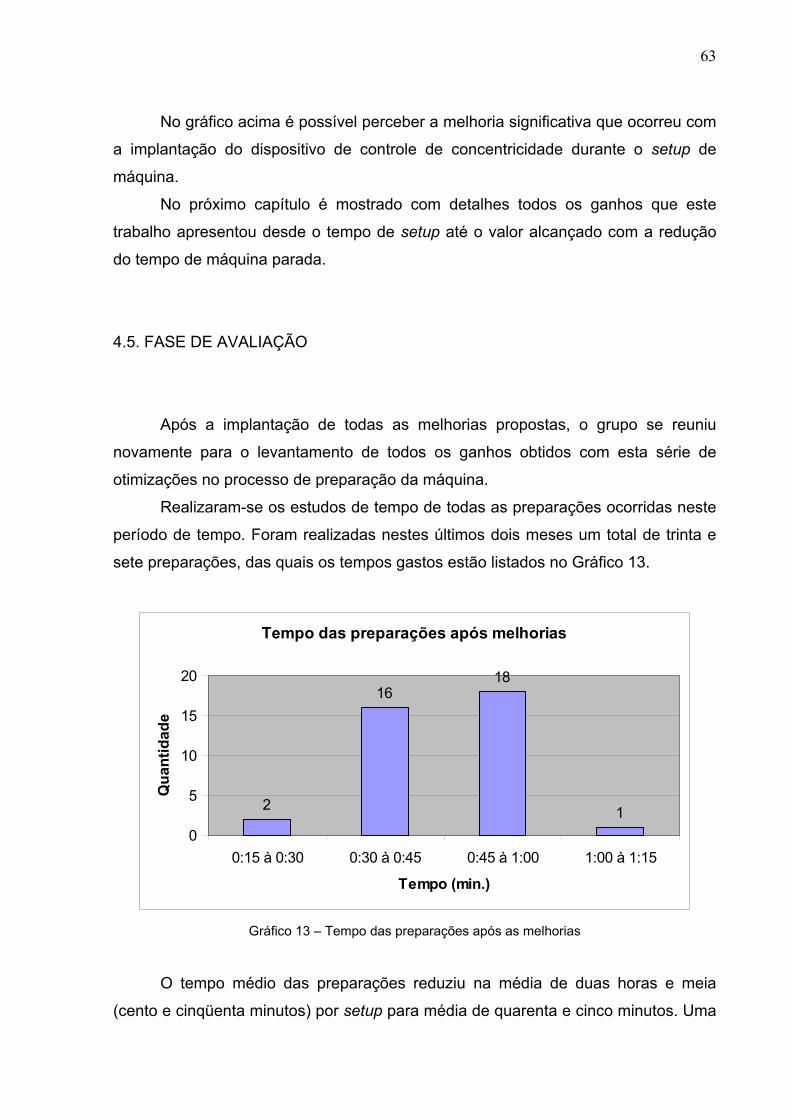
63
No gráfico acima é possível perceber a melhoria significativa que ocorreu com
a implantação do dispositivo de controle de concentricidade durante o setup de
máquina.
No próximo capítulo é mostrado com detalhes todos os ganhos que este
trabalho apresentou desde o tempo de setup até o valor alcançado com a redução
do tempo de máquina parada.
4.5. FASE DE AVALIAÇÃO
Após a implantação de todas as melhorias propostas, o grupo se reuniu
novamente para o levantamento de todos os ganhos obtidos com esta série de
otimizações no processo de preparação da máquina.
Realizaram-se os estudos de tempo de todas as preparações ocorridas neste
período de tempo. Foram realizadas nestes últimos dois meses um total de trinta e
sete preparações, das quais os tempos gastos estão listados no Gráfico 13.
Tempo das preparações após melhorias
2
1618
10
5
10
15
20
0:15 à 0:30 0:30 à 0:45 0:45 à 1:00 1:00 à 1:15
Tempo (min.)
Qua
ntid
ade
Gráfico 13 – Tempo das preparações após as melhorias
O tempo médio das preparações reduziu na média de duas horas e meia
(cento e cinqüenta minutos) por setup para média de quarenta e cinco minutos. Uma
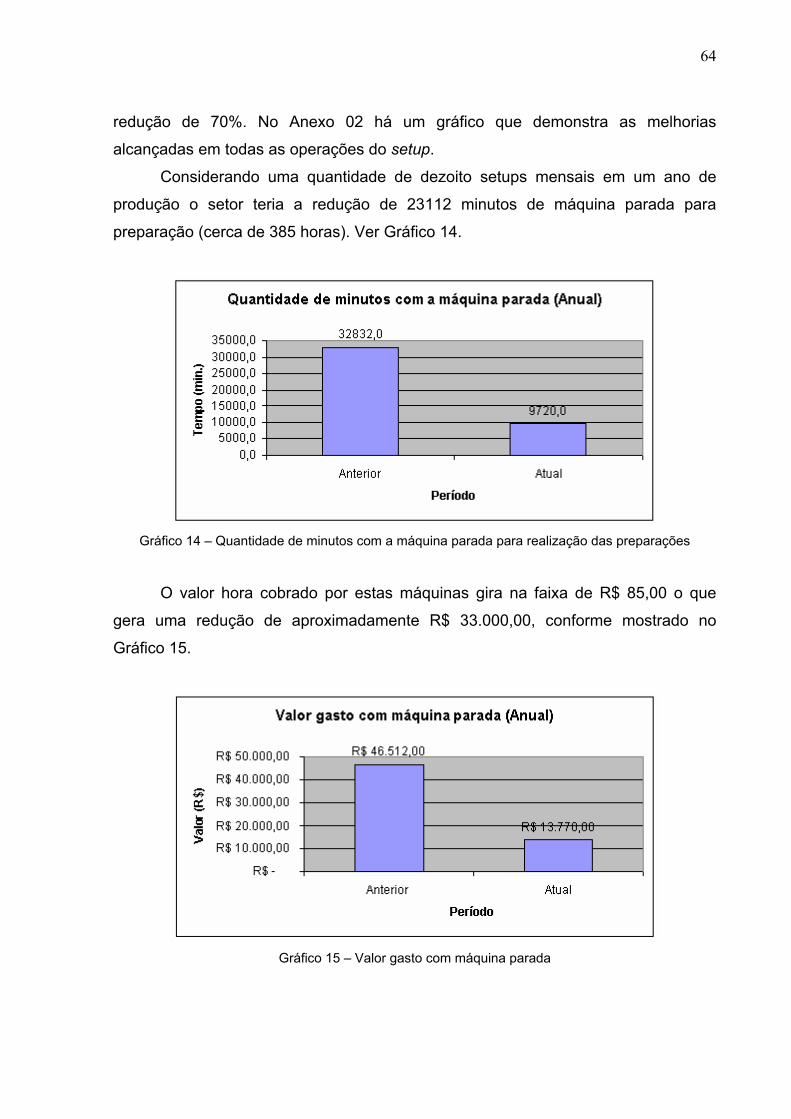
64
redução de 70%. No Anexo 02 há um gráfico que demonstra as melhorias
alcançadas em todas as operações do setup.
Considerando uma quantidade de dezoito setups mensais em um ano de
produção o setor teria a redução de 23112 minutos de máquina parada para
preparação (cerca de 385 horas). Ver Gráfico 14.
Gráfico 14 – Quantidade de minutos com a máquina parada para realização das preparações
O valor hora cobrado por estas máquinas gira na faixa de R$ 85,00 o que
gera uma redução de aproximadamente R$ 33.000,00, conforme mostrado no
Gráfico 15.
Gráfico 15 – Valor gasto com máquina parada

65
Além das melhorias mostradas acima existe uma outra significativa
otimização, que é relacionada com o aumento de demanda proposto pelo cliente,
pois antes do trabalho realizado na preparação das peças tínhamos uma quantidade
de máquinas exatamente igual ao número de máquinas que as peças pedidas pelo
cliente ocupariam (três máquinas).
Após as melhorias no setup o tempo mensal de máquina parada foi reduzido
de 45 horas mensais para apenas 13 horas. Além desta melhoria uma outra redução
foi constatada após a implantação da ferramenta conjugada que usina o diâmetro
interno e a face inferior das camisas de cilindro.
Esta redução foi do tempo de ciclo de usinagem de cada peça pois com a
redução de três ferramentas para apenas duas (uma para usinar a face superior e o
diâmetro externo e a outra para usinar o diâmetro interno e a face inferior), o tempo
de ciclo reduziu em 5%, o que ocasionou um aumento de produção. (Ver Tabela 07).
A quantidade de máquinas que era de 3 máquinas antes do início dos
trabalhos reduziu para 2,82 máquinas o que mostra uma certa ociosidade necessária
para problemas eventuais que possam ocorrer na célula. Com esta melhoria feita, a
idéia da direção de adquirir mais uma máquina para execução desta usinagem foi
desconsiderada.
O valor de um torno horizontal CNC igual aos já utilizados giram na faixa de
R$270.000,00. E com a economia deste valor a empresa pode investir em outros
setores mais necessitados.

66
Tabela 07 – Tabela comparativa entre a quantidade de máquinas necessárias para a produção das
peças antes e depois das melhorias
67
5. COMENTÁRIOS FINAIS BLACK (1998) relata que a implantação do sistema de troca rápida de
ferramentas é um dos alicerces para a implantação e conversão do sistema de
manufatura convencional para um sistema enxuto de produção. O sistema TRF
deixa o sistema mais flexível e mostra os resultados, porém é um programa com
alcance dos seus resultados em médio prazo. A melhoria contínua é promovida
através da participação da ativa do nível operacional, sendo as melhorias
efetivamente implantadas no chão-de-fábrica.
SHINGO (1996, 2000), em sua metodologia mostra a redução do tempo de
setup para valores de um único dígito de tempo. E mostra que todas os conceitos
mostrados devem ser implantados e entendidos de forma bastante clara para
alcançar os objetivos do trabalho.
5.1. CONCLUSÃO
Com implantação de todas as melhorias propostas, a redução do tempo de
preparação foi reduzido drasticamente (70%), porém ainda existem diversas
melhorias que serão listadas no próximo capitulo. Esta pesquisa-ação foi muito
importante para a empresa na qual foi implantada este projeto pois teve diversas
vantagens como:
• Melhoria do tempo de máquina ociosa;
• Melhoria no tempo de ciclo de máquina;
• Utilização das técnicas listadas nas bibliografias utilizadas;
• Facilidade para os preparadores realizarem esta operação;
Este trabalho trouxe diversas facilidades (conforme listadas acima) e, além de
tudo foi conseguido a redução do número de tornos necessários para a usinagem
destas peças o que possibilitou a não aquisição de mais uma máquina para à
usinagem de um adicional pedido pelo cliente.

68
5.2. PROPOSTA DE TRABALHOS FUTUROS
Existem diversas melhorias que ainda precisam ser implantadas e algumas
propostas para outros trabalhos de redução de tempo de preparação estão listados
abaixo:
• Fazer um estudo para a implantação do conceito de troca rápida de
ferramentas na segunda célula com maior número de setups (linha de
volantes de motor);
• Fazer um estudo para a redução dos maiores tempos de preparação após as
melhorias já efetuadas como, por exemplo, a diminuição do tempo para
presetar as ferramentas;

69
REFERÊNCIAS AMATO NETO, J. Gestões de operações. 2.ed. São Paulo, 1998. ANTUNES JUNIOR, J. A. V. A teoria das restrições como balizadoras das ações visando a troca rápida de ferramentas. Revisão Produção vol.03, nº02, pg 73-85, nov/1993. ________ Manutenção produtiva total: uma análise crítica a partir de sua inserção no sistema Toyota de produção. Anais do 18º ENEGEP, 21-25 de setembro, Niterói, 1998. BLACK, J.T. O projeto da fábrica com futuro. Porto Alegre: Bookman, 1998. DAVIS, M.M. et.al. Fundamentos da administração da produção. 3ª ed. Porto Alegre: Artmed, 2001. DINIZ, Anselmo Eduardo et al. Tecnologia da usinagem dos materiais. 3.ed. São Paulo: Artilber, 2003. GIL, A .C.; Como elaborar projetos de pesquisa. 4ª ed. São Paulo: Atlas, 2007. HARMON, R.L.; Reinventando a fábrica: conceitos modernos de produtividade aplicados na prática. Rio de Janeiro: Campus, 1991. HAY, E.J. Any machine set-up time can be reduced 75%. Industrial Engineering, v.19, p.62-67, 1987. ________ Just-in-time. São Paulo: Maltese-Norma, 1992. KANNENBERG, G. Proposta de sistemática para a implantação de Troca Rápida de Ferramentas. Porto Alegre, 1994 – dissertação de Mestrado em Engenharia da Produção – Programa de Pós-Graduação em Engenharia de Produção, Universidade Federal do Rio Grande do Sul. KLIPPEL CONSULTORES ASSOCIADOS. Disponível em www.klippel.com.br Acesso em 20 mar. 2007. MACHADO, A. Descobrimento e aplicação do comando numérico CN. O mundo da usinagem. São Paulo, v.4, n. 28, p.30, Maio/Junho 2006. MARTIL, A.D. Ciclo operacional da gestão de materiais e logística. Disponível em http://www.etcom.ufrgs.br/intranet/disciplinas/ -12k. Acesso em: 20 ago. 2006 McINTOSH, R.I.; CULLEY, S.J.;MILEHAM, A.R. A critical evalution of Shingo´s ‘SMED’ methodology. International Journal of Production Research, v.38, n.11, p.2377-2395, 2000.

70
________Improving Changeover Performance, 2001. MINADEO, R. Just in time. Disp. em http://www.geocities.com/minadeo/TGA/jit.htm Acessado em 14 mar 2007 MIYAKE, D.I. The JIT, TQC and TPM paradigms: contributions for planning integrated aplications in manufacturing firms. Thesis Submitted in Partial Fulfillment of the Requirements for the Degree of Doctor of Philosophy (P.H.D), Departament of Industrial Engineering and Manegement Tokyo Institute Technology, Tokyo, Japan, March 26, 1998. MONDEM, Y. O sistema Toyota de produção. São Paulo: IMAM, 1983. OHNO, T. Sistema Toyota de produção: além da produção em larga escala. Porto Alegre: Bookman, 1997. PEINADO, J. O papel do sistema de abastecimento Kanban na redução dos inventários. Rev. FAE, Curitiba, vol.02, nº02, mai/ago, pg.27-32, 1999. SHINGO, S. Sistemas de produção com estoque zero. Porto Alegre: Bookman 1996. ________Sistema de troca rápida de ferramenta. Porto Alegre: Bookman 2000. SLACK, N. et al. Administração da Produção. São Paulo: Atlas, 1999. STEMMER, G. Erich. Ferramentas de Corte II: brocas, alargadores, ferramentas de roscas, fresas, brochas, rebolos e abrasivos. Florianópolis: Ed. da UFSC, 1992, THIOLLENT, M. Pesquisa-ação nas organizações. São Paulo: Atlas, 1997. TUBINO, D.F., Manual de planejamento e controle da produção. São Paulo: Atlas, 2000. VOKURKA, J.R.; RHONDA, R.L. The role of Just-in-Time in supply chain management. The international journal of logistics management. V.11, n.1, p.91, 2000. WOMACK, J.P., JONES D.T., ROOS D. A máquina que mudou o mundo. Petrópolis, Editora Vozes Ltda., 6ª ed., 1996.

71
ANEXO 01

72
ANEXO 02


![USINAGEM parte 1 junho2016 [Modo de Compatibilidade] · Conformação por Corte ou Usinagem ... USINAGEM Processos Mecânicos de Fabricação Danielle Bond USINAGEM. 3 Danielle Bond](https://static.fdocumentos.tips/doc/165x107/5be30e4f09d3f20f518cce9d/usinagem-parte-1-junho2016-modo-de-compatibilidade-conformacao-por-corte.jpg)