FEUP – Faculdade de Engenharia da Universidade do Porto ...foundrygate.com/upload/artigos/fundicao...
33
FEUP – Faculdade de Engenharia da Universidade do Porto DEMM – Departamento de Engenharia Metalúrgica e dos Materiais Fundição II
Transcript of FEUP – Faculdade de Engenharia da Universidade do Porto ...foundrygate.com/upload/artigos/fundicao...
FEUP – Faculdade de Engenharia da Universidade do Porto DEMM – Departamento de Engenharia Metalúrgica e dos Materiais
Fundição II
FEUP – Faculdade de Engenharia da Universidade do Porto DEMM – Departamento de Engenharia Metalúrgica e dos Materiais
Fundição II – Fundição Injectada Nuno Lourenço / Rui Moura 1
Índice I – Definição................................................................................................ 2
II – Processo................................................................................................. 2
III – Metais e ligas para fundição injectada................................................. 4
Ligas de Al....................................................................................... 4
IV – Máquinas para fundição injectada....................................................... 7
Funcionamento das máquinas.......................................................... 9
Dois tipos de máquinas em fundição injectada................................ 10
V – Moldes permanentes usados em fundição injectada............................. 16
Tipo de moldes................................................................................. 17
VI – Parâmetros em fundição injectada....................................................... 19
Temperatura do banho..................................................................... 19
Pressão de injecção.......................................................................... 19
Velocidade de injecção.................................................................... 20
Temperatura do molde..................................................................... 21
Lubrificante...................................................................................... 21
VII – Vantagens do processo....................................................................... 22
VIII – Desvantagens do processo................................................................ 23
IX – Aplicações............................................................................................ 24
X – Comentários.......................................................................................... 26
XI – Bibliografia.......................................................................................... 27
XII – Anexos................................................................................................ 28
FEUP – Faculdade de Engenharia da Universidade do Porto DEMM – Departamento de Engenharia Metalúrgica e dos Materiais
Fundição II – Fundição Injectada Nuno Lourenço / Rui Moura 2
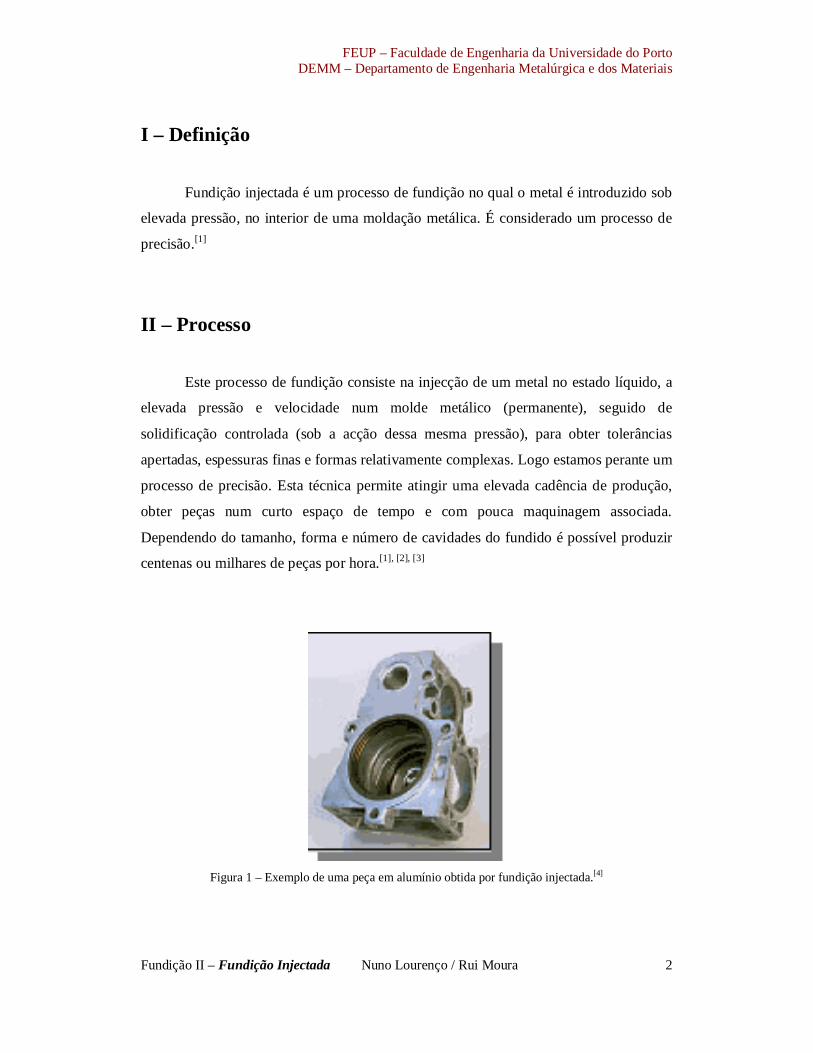
I – Definição
Fundição injectada é um processo de fundição no qual o metal é introduzido sob
elevada pressão, no interior de uma moldação metálica. É considerado um processo de
precisão.[1]
II – Processo
Este processo de fundição consiste na injecção de um metal no estado líquido, a
elevada pressão e velocidade num molde metálico (permanente), seguido de
solidificação controlada (sob a acção dessa mesma pressão), para obter tolerâncias
apertadas, espessuras finas e formas relativamente complexas. Logo estamos perante um
processo de precisão. Esta técnica permite atingir uma elevada cadência de produção,
obter peças num curto espaço de tempo e com pouca maquinagem associada.
Dependendo do tamanho, forma e número de cavidades do fundido é possível produzir
centenas ou milhares de peças por hora.[1], [2], [3]
Figura 1 – Exemplo de uma peça em alumínio obtida por fundição injectada.[4]

FEUP – Faculdade de Engenharia da Universidade do Porto DEMM – Departamento de Engenharia Metalúrgica e dos Materiais
Fundição II – Fundição Injectada Nuno Lourenço / Rui Moura 3
Neste processo fabricam-se peças com pesos entre 50g até 20Kg. A precisão
dimensional obtida varia entre 0,05 – 0,04/25 mm. Relativamente à espessura mínima
possível de obter por este processo é de 2,5mm. Os valores de rugosidade superficial
são muito baixos e variam entre 0,4 a 3,2 µm. Devido às suas características este
processo de moldação aplica-se a uma grande série de peças (normalmente superiores a
5000). [1]
FEUP – Faculdade de Engenharia da Universidade do Porto DEMM – Departamento de Engenharia Metalúrgica e dos Materiais
Fundição II – Fundição Injectada Nuno Lourenço / Rui Moura 4
III – Metais e Ligas para fundição injectada
Os metais mais utilizados em fundição injectada são as ligas de Alumínio,
Zinco, Magnésio e algumas ligas de Cobre.
Das ligas acima referidas as ligas de Alumínio, Zinco e Magnésio são muito
utilizadas, enquanto que só algumas ligas de cobre são produzidas por este processo.[5]
Neste processo de fundição não se obtêm peças de ferro fundido nem de aço.
Devido às suas propriedades, facilidade de processamento e aplicações, as ligas
de Alumínio são as mais utilizadas em fundição injectada, assim convém realizar um
estudo mais aprofundado. [3]
Ligas de Alumínio
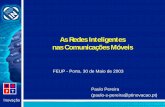
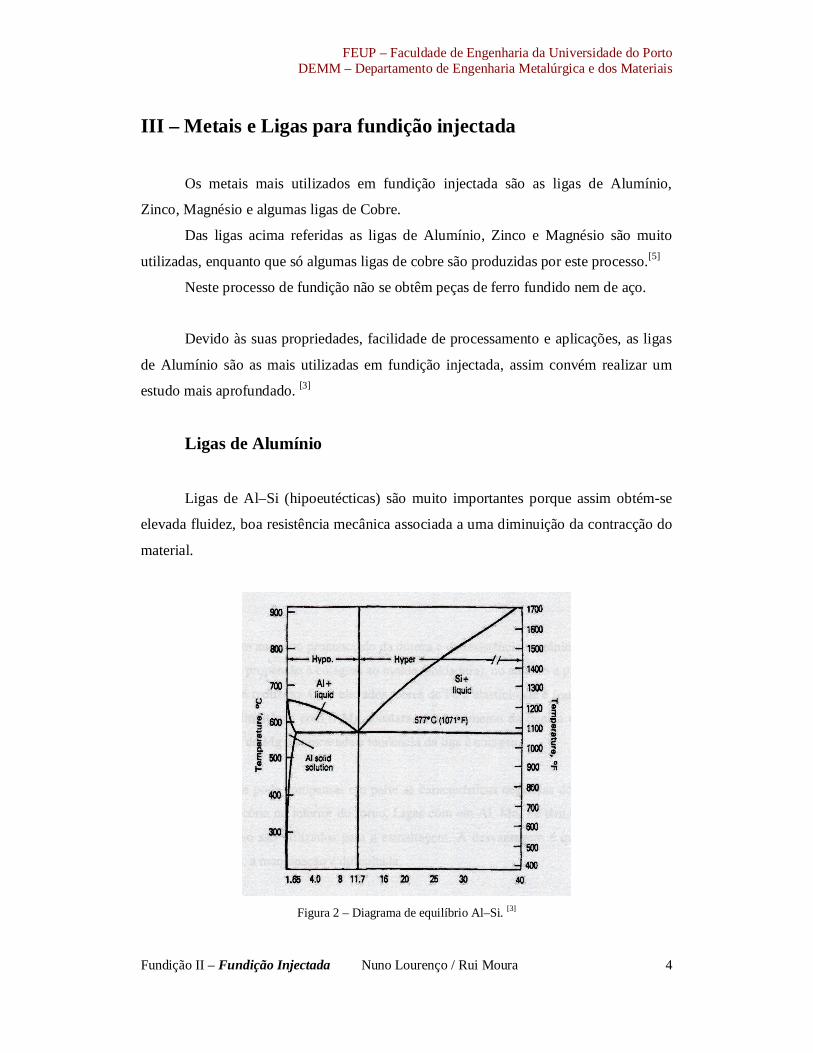
Ligas de Al–Si (hipoeutécticas) são muito importantes porque assim obtém-se
elevada fluidez, boa resistência mecânica associada a uma diminuição da contracção do
material.
Figura 2 – Diagrama de equilíbrio Al–Si. [3]
FEUP – Faculdade de Engenharia da Universidade do Porto DEMM – Departamento de Engenharia Metalúrgica e dos Materiais
Fundição II – Fundição Injectada Nuno Lourenço / Rui Moura 5
O ponto eutéctico das ligas Al–Si está situado para 11,7% de Si. Para ligas
hipereutécticas aumenta-se claramente a resistência ao desgaste.
As ligas de Al–Si–Cu permitem obter peças resistentes de fácil maquinação.
Os elementos de liga mais comuns em fundição injectada são: Si, Cu, Mg, Mn,
Fe, e Zn. [3]
Quando o teor em Si é baixo existe uma elevada aptidão à maquinagem. Para
ligas hipereutéticas (elevados teores de Si), altas taxas de impurezas e peças
com paredes grossas, existe o perigo da formação de cristais de Si que
diminuem o limite elástico, a resistência à tracção e a facilidade de
maquinagem;
O Mg aumenta a resistência mecânica, a resistência à corrosão e a dureza,
associada a uma excelente maquinação. No entanto diminui a fluidez do banho.
Quando associado ao Si estamos perante ligas susceptíveis de sofrerem
tratamento térmico;
O Fe aumenta a dureza e a resistência mecânica. Baixos teores de ferro podem
conduzir à “colagem” ao molde (soldadura). No entanto a partir de 0,6% de Fe
este perigo é baixo. O limite máximo de ferro está associado à diminuição da
elasticidade;
A adição de Mn vai equilibrar o efeito causado pela adição do Fe. O Mn evita a
formação de escória no interior do forno. As ligas de Al-Mn-Fe apresentam
elevado ponto de fusão, sendo usadas para esmaltagem. A maquinagem é
dificultada na presença do Mn associado ao Fe;
O Cu aumenta a capacidade calorífica do banho, aumentando um pouco a
dureza e a resistência. A desvantagem é que teores superiores a 3,8% e
associados ao P aumenta-se a probabilidade da formação de poros e rechupes.
A partir de 0,1% de Cu diminui-se a resistência à corrosão;
FEUP – Faculdade de Engenharia da Universidade do Porto DEMM – Departamento de Engenharia Metalúrgica e dos Materiais
Fundição II – Fundição Injectada Nuno Lourenço / Rui Moura 6
O Zn aumenta a maleabilidade. Para paredes finas (menores de 1,5mm) é
possível adicionar até 2,5% de Zn. Para teores mais elevados aumenta
consideravelmente a dureza e a resistência. No entanto a resistência à corrosão
diminuí a partir de 0,12%. [3]
FEUP – Faculdade de Engenharia da Universidade do Porto DEMM – Departamento de Engenharia Metalúrgica e dos Materiais
Fundição II – Fundição Injectada Nuno Lourenço / Rui Moura 7
IV – Máquinas para Fundição Injectada
Na fundição injectada as coquilhas estão aplicadas nos pratos (um fixo e outro
móvel) de uma prensa de fecho e abertura. Estão associados mecanismos automáticos
de desmoldação e dispositivos de vazamento próprios que nos conduzem para os dois
grandes tipos de máquinas utilizadas neste processo: [1]
Máquinas de câmara quente;
Máquinas de câmara fria.
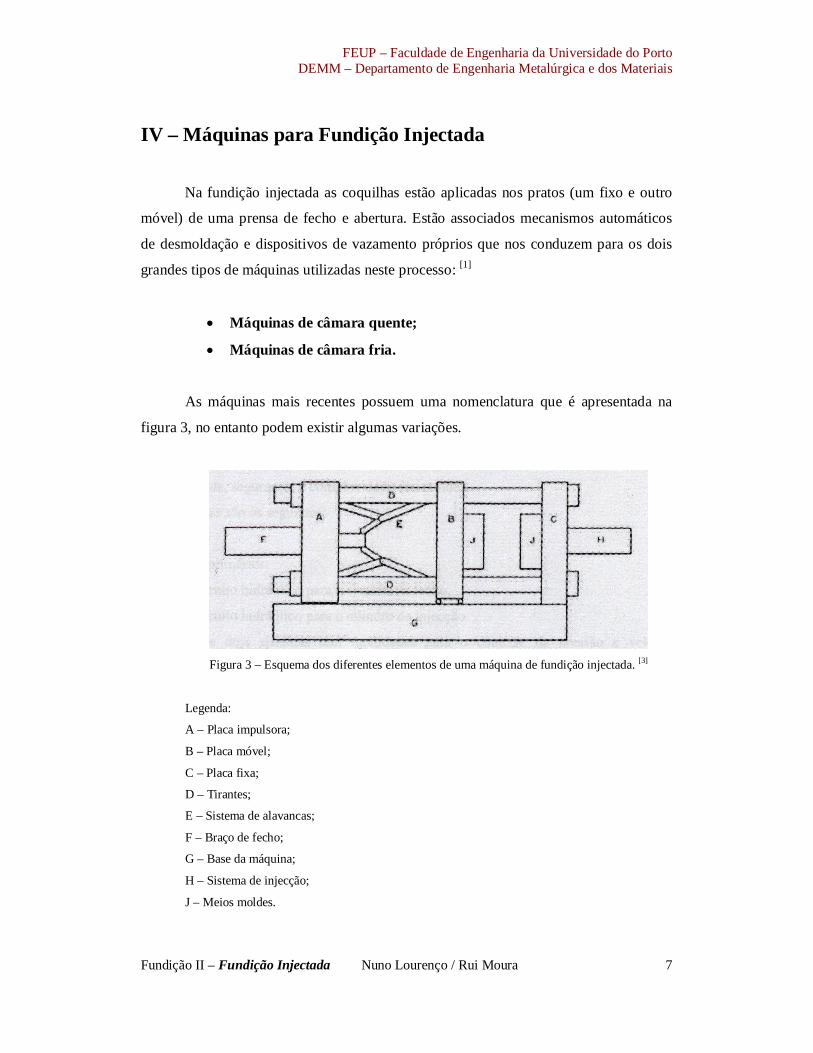
As máquinas mais recentes possuem uma nomenclatura que é apresentada na
figura 3, no entanto podem existir algumas variações.
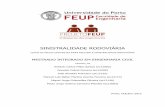
Figura 3 – Esquema dos diferentes elementos de uma máquina de fundição injectada. [3]
Legenda:
A – Placa impulsora;
B – Placa móvel;
C – Placa fixa;
D – Tirantes;
E – Sistema de alavancas;
F – Braço de fecho;
G – Base da máquina;
H – Sistema de injecção;
J – Meios moldes.
FEUP – Faculdade de Engenharia da Universidade do Porto DEMM – Departamento de Engenharia Metalúrgica e dos Materiais
Fundição II – Fundição Injectada Nuno Lourenço / Rui Moura 8
Figura 4 – Sistema de fecho de uma máquina para fundição injectada. [6]
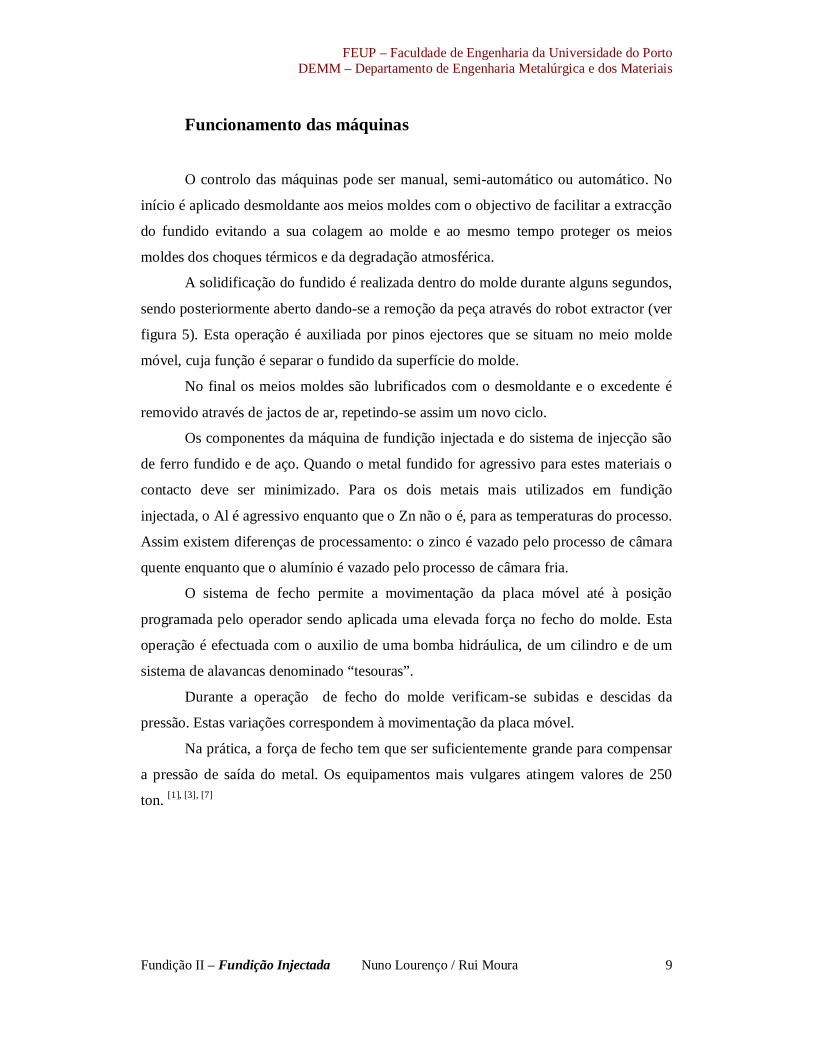
Figura 5 – Exemplo de extractores usados em fundição injectada. [6]
FEUP – Faculdade de Engenharia da Universidade do Porto DEMM – Departamento de Engenharia Metalúrgica e dos Materiais
Fundição II – Fundição Injectada Nuno Lourenço / Rui Moura 9
Funcionamento das máquinas
O controlo das máquinas pode ser manual, semi-automático ou automático. No
início é aplicado desmoldante aos meios moldes com o objectivo de facilitar a extracção
do fundido evitando a sua colagem ao molde e ao mesmo tempo proteger os meios
moldes dos choques térmicos e da degradação atmosférica.
A solidificação do fundido é realizada dentro do molde durante alguns segundos,
sendo posteriormente aberto dando-se a remoção da peça através do robot extractor (ver
figura 5). Esta operação é auxiliada por pinos ejectores que se situam no meio molde
móvel, cuja função é separar o fundido da superfície do molde.
No final os meios moldes são lubrificados com o desmoldante e o excedente é
removido através de jactos de ar, repetindo-se assim um novo ciclo.
Os componentes da máquina de fundição injectada e do sistema de injecção são
de ferro fundido e de aço. Quando o metal fundido for agressivo para estes materiais o
contacto deve ser minimizado. Para os dois metais mais utilizados em fundição
injectada, o Al é agressivo enquanto que o Zn não o é, para as temperaturas do processo.
Assim existem diferenças de processamento: o zinco é vazado pelo processo de câmara
quente enquanto que o alumínio é vazado pelo processo de câmara fria.
O sistema de fecho permite a movimentação da placa móvel até à posição
programada pelo operador sendo aplicada uma elevada força no fecho do molde. Esta
operação é efectuada com o auxilio de uma bomba hidráulica, de um cilindro e de um
sistema de alavancas denominado “tesouras”.
Durante a operação de fecho do molde verificam-se subidas e descidas da
pressão. Estas variações correspondem à movimentação da placa móvel.
Na prática, a força de fecho tem que ser suficientemente grande para compensar
a pressão de saída do metal. Os equipamentos mais vulgares atingem valores de 250
ton. [1], [3], [7]
FEUP – Faculdade de Engenharia da Universidade do Porto DEMM – Departamento de Engenharia Metalúrgica e dos Materiais
Fundição II – Fundição Injectada Nuno Lourenço / Rui Moura 10
Dois tipos de máquinas em fundição injectada
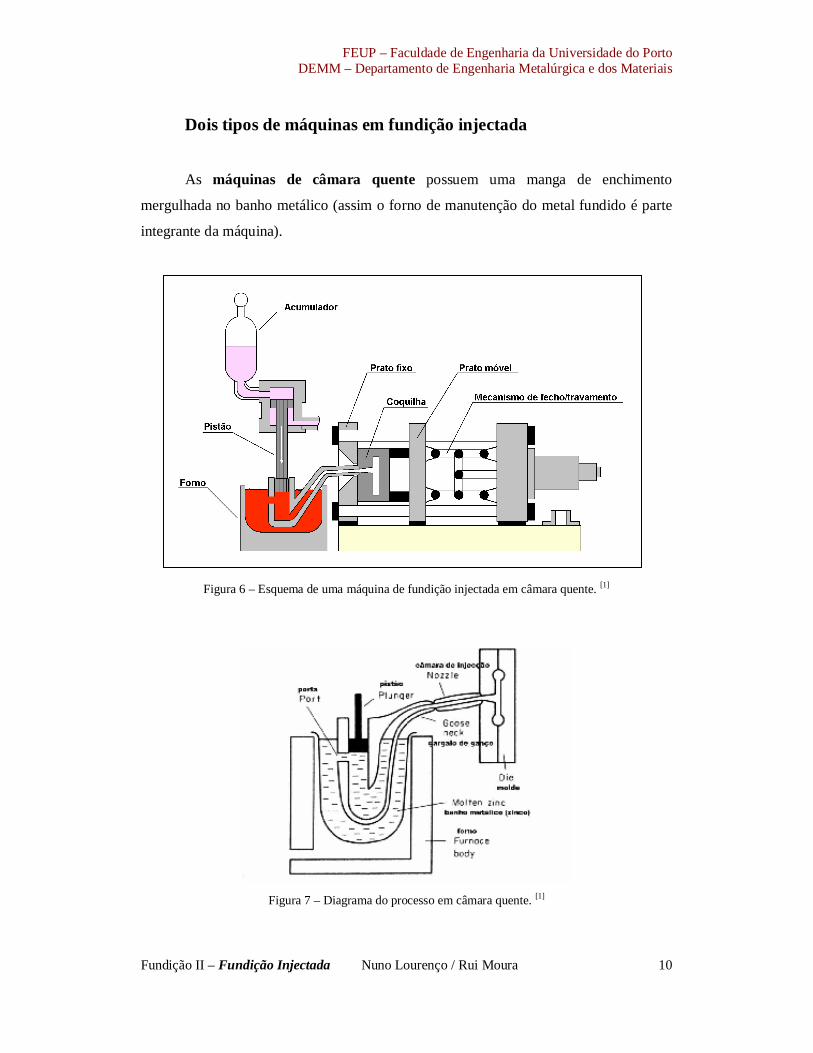
As máquinas de câmara quente possuem uma manga de enchimento
mergulhada no banho metálico (assim o forno de manutenção do metal fundido é parte
integrante da máquina).
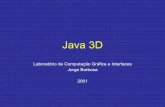
Figura 6 – Esquema de uma máquina de fundição injectada em câmara quente. [1]
Figura 7 – Diagrama do processo em câmara quente. [1]
FEUP – Faculdade de Engenharia da Universidade do Porto DEMM – Departamento de Engenharia Metalúrgica e dos Materiais
Fundição II – Fundição Injectada Nuno Lourenço / Rui Moura 11
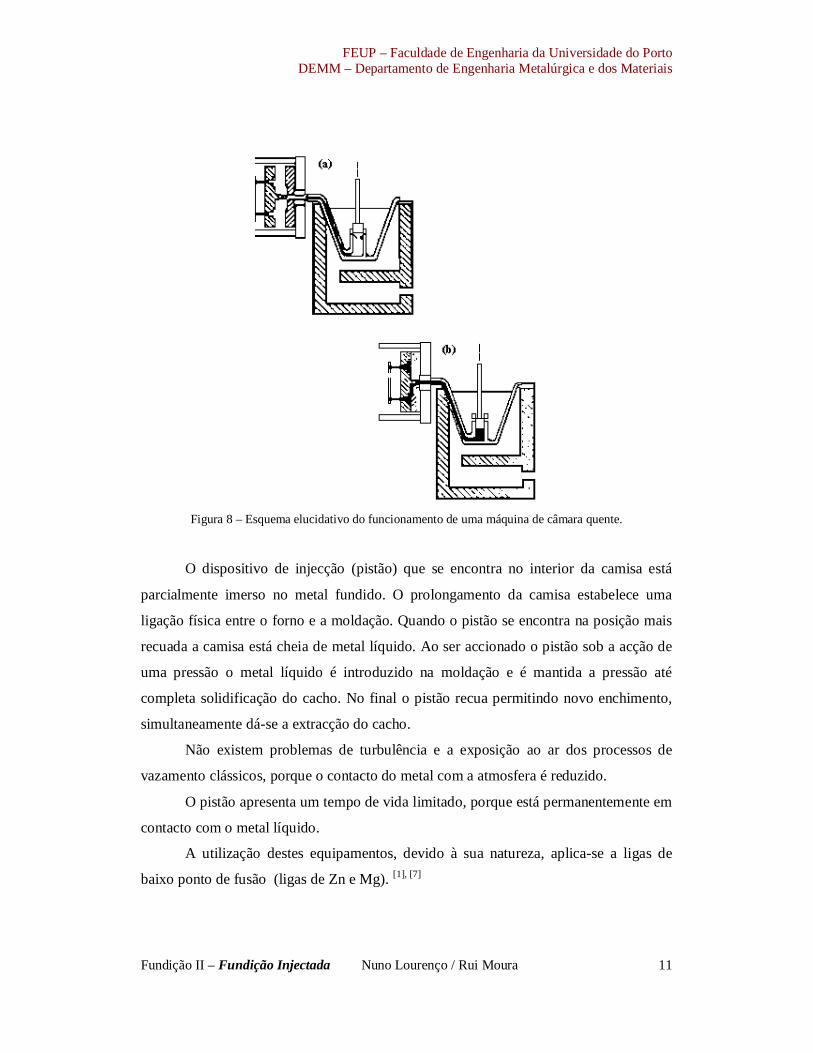
Figura 8 – Esquema elucidativo do funcionamento de uma máquina de câmara quente.
O dispositivo de injecção (pistão) que se encontra no interior da camisa está
parcialmente imerso no metal fundido. O prolongamento da camisa estabelece uma
ligação física entre o forno e a moldação. Quando o pistão se encontra na posição mais
recuada a camisa está cheia de metal líquido. Ao ser accionado o pistão sob a acção de
uma pressão o metal líquido é introduzido na moldação e é mantida a pressão até
completa solidificação do cacho. No final o pistão recua permitindo novo enchimento,
simultaneamente dá-se a extracção do cacho.
Não existem problemas de turbulência e a exposição ao ar dos processos de
vazamento clássicos, porque o contacto do metal com a atmosfera é reduzido.
O pistão apresenta um tempo de vida limitado, porque está permanentemente em
contacto com o metal líquido.
A utilização destes equipamentos, devido à sua natureza, aplica-se a ligas de
baixo ponto de fusão (ligas de Zn e Mg). [1], [7]
FEUP – Faculdade de Engenharia da Universidade do Porto DEMM – Departamento de Engenharia Metalúrgica e dos Materiais
Fundição II – Fundição Injectada Nuno Lourenço / Rui Moura 12
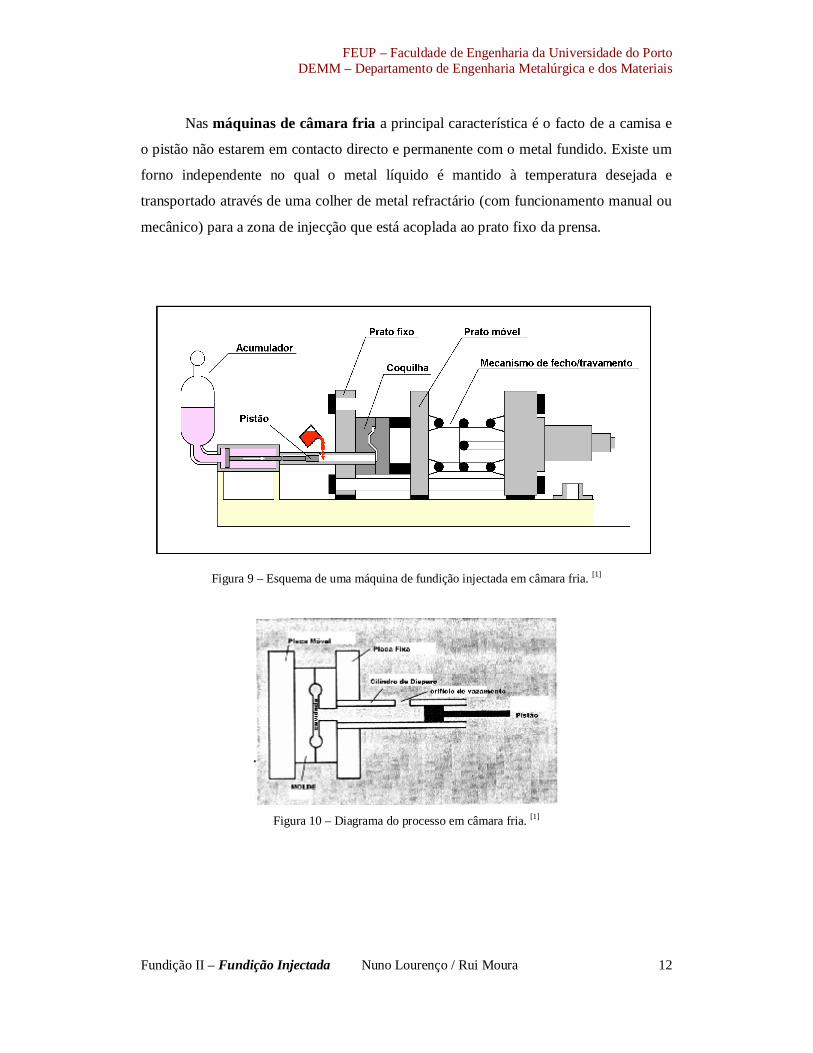
Nas máquinas de câmara fria a principal característica é o facto de a camisa e
o pistão não estarem em contacto directo e permanente com o metal fundido. Existe um
forno independente no qual o metal líquido é mantido à temperatura desejada e
transportado através de uma colher de metal refractário (com funcionamento manual ou
mecânico) para a zona de injecção que está acoplada ao prato fixo da prensa.
Figura 9 – Esquema de uma máquina de fundição injectada em câmara fria. [1]
Figura 10 – Diagrama do processo em câmara fria. [1]
FEUP – Faculdade de Engenharia da Universidade do Porto DEMM – Departamento de Engenharia Metalúrgica e dos Materiais
Fundição II – Fundição Injectada Nuno Lourenço / Rui Moura 13
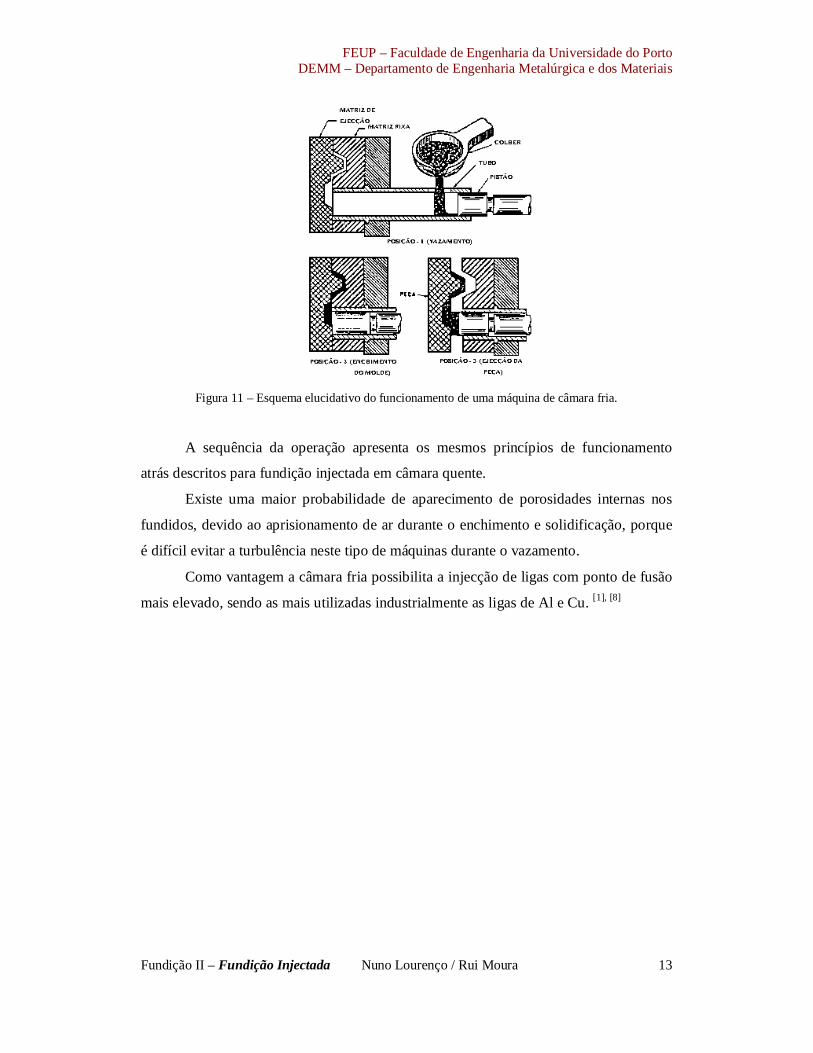
Figura 11 – Esquema elucidativo do funcionamento de uma máquina de câmara fria.
A sequência da operação apresenta os mesmos princípios de funcionamento
atrás descritos para fundição injectada em câmara quente.
Existe uma maior probabilidade de aparecimento de porosidades internas nos
fundidos, devido ao aprisionamento de ar durante o enchimento e solidificação, porque
é difícil evitar a turbulência neste tipo de máquinas durante o vazamento.
Como vantagem a câmara fria possibilita a injecção de ligas com ponto de fusão
mais elevado, sendo as mais utilizadas industrialmente as ligas de Al e Cu. [1], [8]
FEUP – Faculdade de Engenharia da Universidade do Porto DEMM – Departamento de Engenharia Metalúrgica e dos Materiais
Fundição II – Fundição Injectada Nuno Lourenço / Rui Moura 14
Exemplos de máquinas em fundição injectada:
Figura 12 – Máquina de fundição injectada em câmara quente para pressões até 125 ton. [8]
Figura 13 – Máquina de fundição injectada em câmara quente para pressões até 25 ton. [8]
FEUP – Faculdade de Engenharia da Universidade do Porto DEMM – Departamento de Engenharia Metalúrgica e dos Materiais
Fundição II – Fundição Injectada Nuno Lourenço / Rui Moura 15
Figura 14 – Máquina de fundição injectada em câmara fria para pressões até 220 ton. [8]
FEUP – Faculdade de Engenharia da Universidade do Porto DEMM – Departamento de Engenharia Metalúrgica e dos Materiais
Fundição II – Fundição Injectada Nuno Lourenço / Rui Moura 16
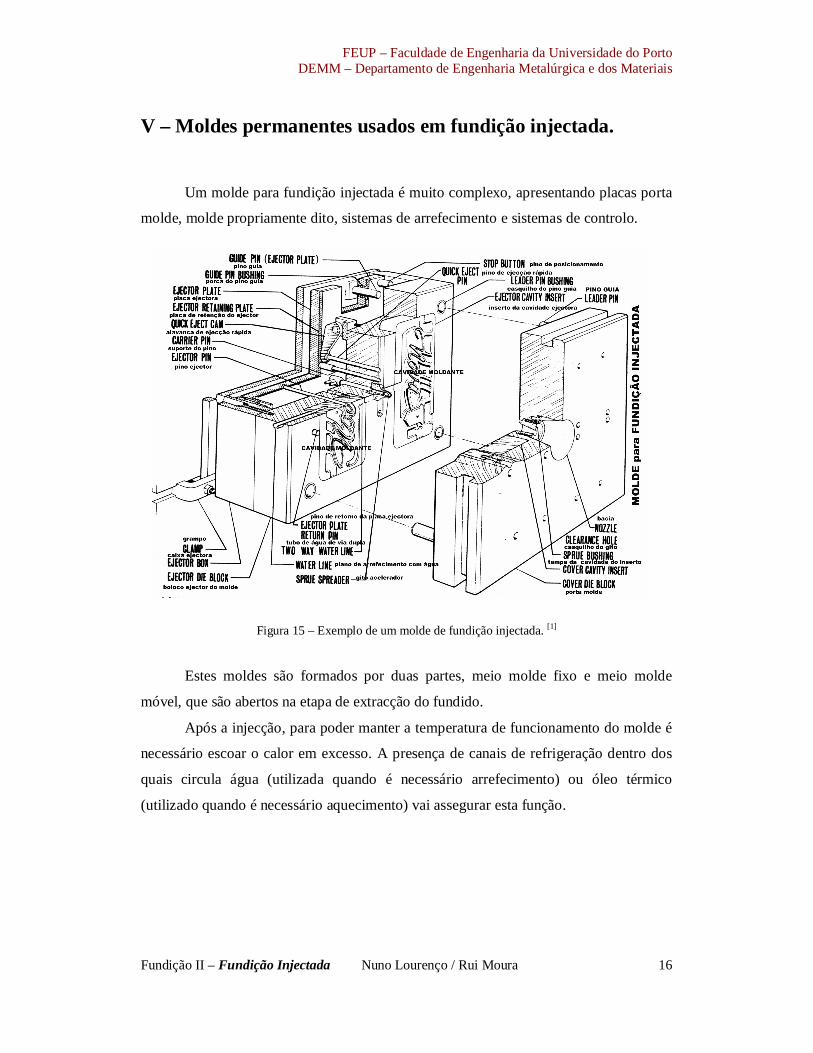
V – Moldes permanentes usados em fundição injectada.
Um molde para fundição injectada é muito complexo, apresentando placas porta
molde, molde propriamente dito, sistemas de arrefecimento e sistemas de controlo.
Figura 15 – Exemplo de um molde de fundição injectada. [1]
Estes moldes são formados por duas partes, meio molde fixo e meio molde
móvel, que são abertos na etapa de extracção do fundido.
Após a injecção, para poder manter a temperatura de funcionamento do molde é
necessário escoar o calor em excesso. A presença de canais de refrigeração dentro dos
quais circula água (utilizada quando é necessário arrefecimento) ou óleo térmico
(utilizado quando é necessário aquecimento) vai assegurar esta função.
FEUP – Faculdade de Engenharia da Universidade do Porto DEMM – Departamento de Engenharia Metalúrgica e dos Materiais
Fundição II – Fundição Injectada Nuno Lourenço / Rui Moura 17
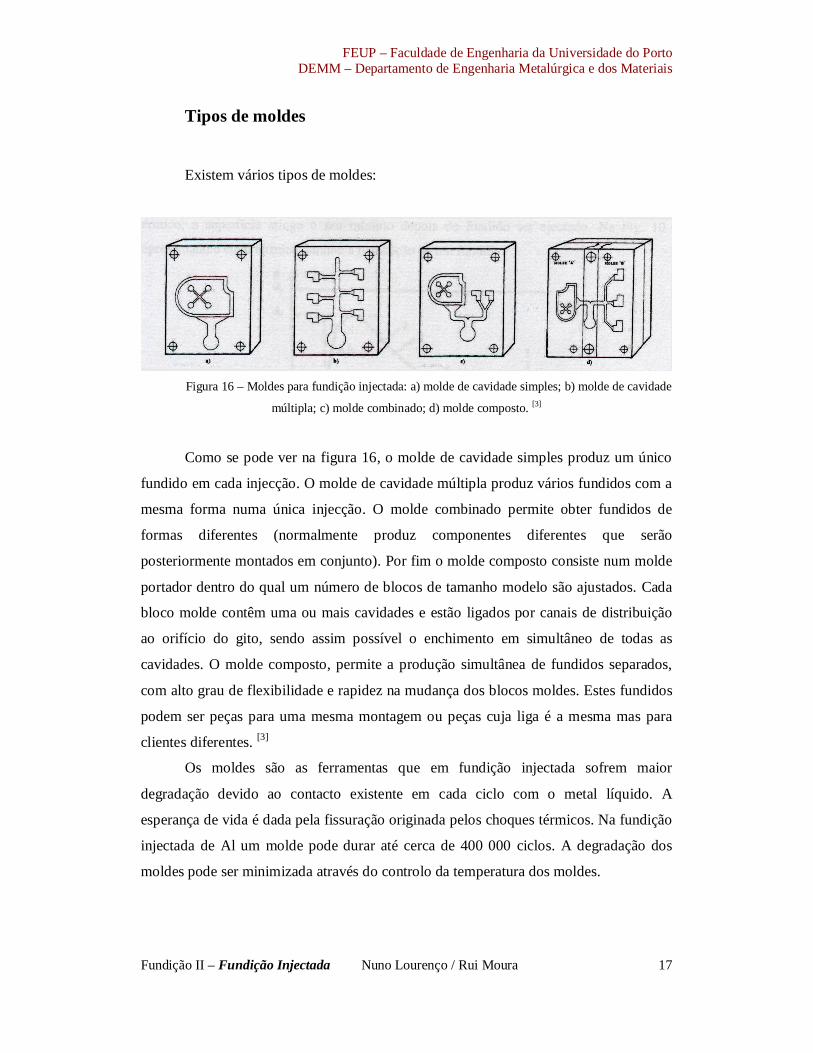
Tipos de moldes
Existem vários tipos de moldes:
Figura 16 – Moldes para fundição injectada: a) molde de cavidade simples; b) molde de cavidade
múltipla; c) molde combinado; d) molde composto. [3]
Como se pode ver na figura 16, o molde de cavidade simples produz um único
fundido em cada injecção. O molde de cavidade múltipla produz vários fundidos com a
mesma forma numa única injecção. O molde combinado permite obter fundidos de
formas diferentes (normalmente produz componentes diferentes que serão
posteriormente montados em conjunto). Por fim o molde composto consiste num molde
portador dentro do qual um número de blocos de tamanho modelo são ajustados. Cada
bloco molde contêm uma ou mais cavidades e estão ligados por canais de distribuição
ao orifício do gito, sendo assim possível o enchimento em simultâneo de todas as
cavidades. O molde composto, permite a produção simultânea de fundidos separados,
com alto grau de flexibilidade e rapidez na mudança dos blocos moldes. Estes fundidos
podem ser peças para uma mesma montagem ou peças cuja liga é a mesma mas para
clientes diferentes. [3]
Os moldes são as ferramentas que em fundição injectada sofrem maior
degradação devido ao contacto existente em cada ciclo com o metal líquido. A
esperança de vida é dada pela fissuração originada pelos choques térmicos. Na fundição
injectada de Al um molde pode durar até cerca de 400 000 ciclos. A degradação dos
moldes pode ser minimizada através do controlo da temperatura dos moldes.
FEUP – Faculdade de Engenharia da Universidade do Porto DEMM – Departamento de Engenharia Metalúrgica e dos Materiais
Fundição II – Fundição Injectada Nuno Lourenço / Rui Moura 18
No interior do molde, a energia sob a forma de calor é conduzida através da liga
e do material do molde para a superfície dos canais de arrefecimento, onde é transmitido
ao fluído que lá circula. O calor absorvido pelo fluído será dissipado na unidade de
controlo de temperatura. A dissipação residual do calor tem lugar no ar circundante, por
radiação do calor e por transmissão através das placas da máquina.
Existe uma fórmula que determina o balanço térmico do molde:
P = Pm – Ps – Pa
Legenda:
P – Quantidade de calor escoado pelo fluído durante a produção;
Pm – Calor introduzido pela liga;
Ps – Calor escoado pelo fluído;
Pa – Calor dissipado pelo molde para o ar circundante.
A temperatura do molde deve ser controlada tendo em consideração os seguintes
factores: a geometria do molde, o calor transportado pelo fluído e a unidade de controlo
de temperatura. [3]
FEUP – Faculdade de Engenharia da Universidade do Porto DEMM – Departamento de Engenharia Metalúrgica e dos Materiais
Fundição II – Fundição Injectada Nuno Lourenço / Rui Moura 19
VI – Parâmetros em fundição injectada
Para optimizar o processo de fundição injectada devemos estudar a influência
dos diferentes factores: qualidade e temperatura do banho metálico, os parâmetros de
injecção da máquina (pressão e velocidade de injecção) e a temperatura de
funcionamento dos moldes e lubrificação.
Temperatura do banho
A temperatura do banho normalmente entre 630 e 680ºC é fundamental para a
diminuição do teor em hidrogénio responsável pela presença de porosidade e pela
formação de carbonetos e óxidos. No caso da temperatura ser demasiado baixa o banho
poderá solidificar antes de se finalizar o enchimento. Pelo contrário se a temperatura for
muito alta, o metal líquido poderá ser agressivo com o material da camisa de disparo e
originar ciclos de fundição longos e choques térmicos de maior intensidade originando
uma maior degradação do molde. [3]
Pressão de injecção
Existem três estágios durante o enchimento da cavidade de moldação, durante os
quais o pistão se desloca a velocidades distintas.
No 1º estágio o pistão empurra o metal líquido no interior da camisa, até
preencher totalmente todo o espaço cilíndrico no seu interior. Nesta fase a pressão
envolvida é baixa.
Após esta fase o metal é injectado muito rapidamente no interior da cavidade por
forma a preenche-la na totalidade – este é o 2º estágio. Verifica-se uma aumento da
pressão a que ocorre esta segunda fase.
FEUP – Faculdade de Engenharia da Universidade do Porto DEMM – Departamento de Engenharia Metalúrgica e dos Materiais
Fundição II – Fundição Injectada Nuno Lourenço / Rui Moura 20
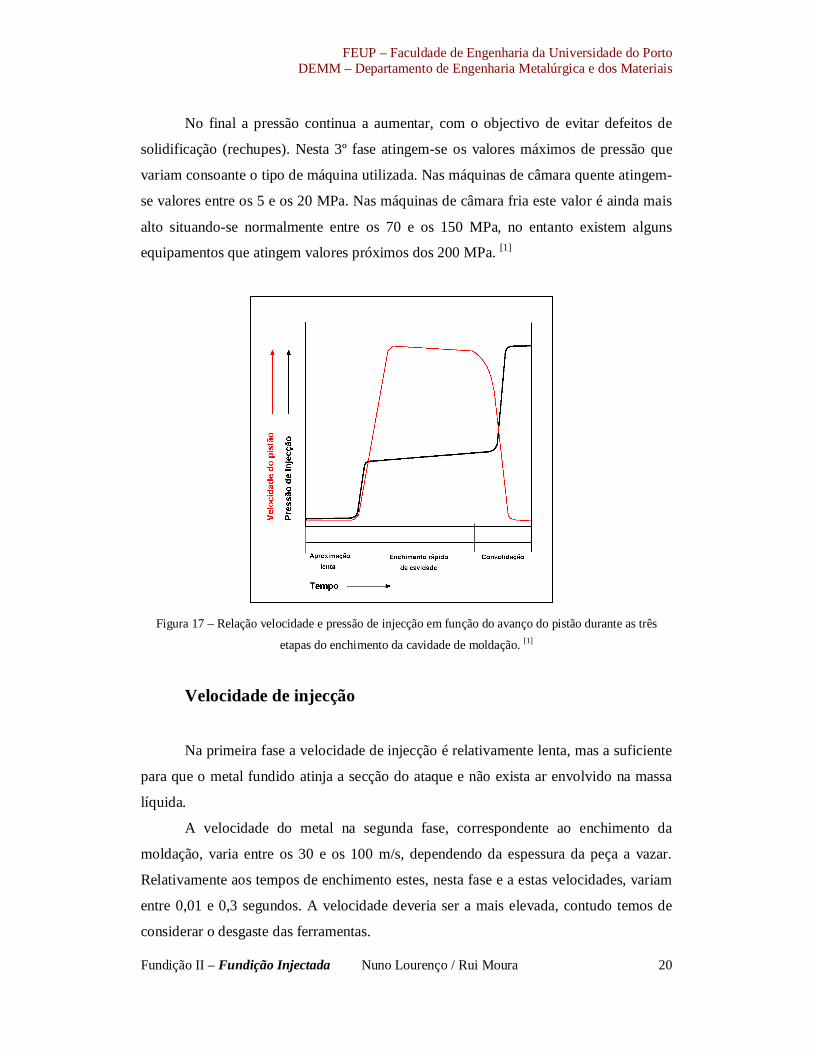
No final a pressão continua a aumentar, com o objectivo de evitar defeitos de
solidificação (rechupes). Nesta 3º fase atingem-se os valores máximos de pressão que
variam consoante o tipo de máquina utilizada. Nas máquinas de câmara quente atingem-
se valores entre os 5 e os 20 MPa. Nas máquinas de câmara fria este valor é ainda mais
alto situando-se normalmente entre os 70 e os 150 MPa, no entanto existem alguns
equipamentos que atingem valores próximos dos 200 MPa. [1]
Figura 17 – Relação velocidade e pressão de injecção em função do avanço do pistão durante as três
etapas do enchimento da cavidade de moldação. [1]
Velocidade de injecção
Na primeira fase a velocidade de injecção é relativamente lenta, mas a suficiente
para que o metal fundido atinja a secção do ataque e não exista ar envolvido na massa
líquida.
A velocidade do metal na segunda fase, correspondente ao enchimento da
moldação, varia entre os 30 e os 100 m/s, dependendo da espessura da peça a vazar.
Relativamente aos tempos de enchimento estes, nesta fase e a estas velocidades, variam
entre 0,01 e 0,3 segundos. A velocidade deveria ser a mais elevada, contudo temos de
considerar o desgaste das ferramentas.
FEUP – Faculdade de Engenharia da Universidade do Porto DEMM – Departamento de Engenharia Metalúrgica e dos Materiais
Fundição II – Fundição Injectada Nuno Lourenço / Rui Moura 21
No final a força de fecho deve ter a capacidade de manter as moldações fechadas
durante a fase de injecção. As máquinas de injecção são referenciadas pela sua força de
fecho. Estes valores estão compreendidos entre 100 e 1000 ton. No entanto existem
equipamentos capazes de atingir forças de 3500 ton. [1]
Temperatura do molde
A temperatura do molde é normalmente de 300ºC, assim influencia
determinadas características do fundido, tais como: superfície de acabamento,
intensidade de choques térmicos (responsáveis pela degradação dos moldes) e o tempo
de ciclo de fundição. [3]
Lubrificante
O ciclo de injecção não é só função da temperatura do molde mas também do
lubrificante associado, porque este além de favorecer a remoção do fundido deve ter a
capacidade de se desvanecer em poucos segundos produzindo assim peças polidas e
prevenindo a formação de crostas na cavidade do molde.
Quando a quantidade de desmoldante não é suficiente existe o perigo de
colagem do fundido ao molde. Se a quantidade for excessiva o lubrificante evaporar-se-
á podendo originar porosidades no fundido.
Além destas considerações o desmoldante deve ter características de aderência
(molhabilidade) ao molde e uma temperatura próxima do funcionamento do molde
porque assim reduz-se os tempos do ciclo e poupa-se uma quantidade significativa de
lubrificante. [3]
FEUP – Faculdade de Engenharia da Universidade do Porto DEMM – Departamento de Engenharia Metalúrgica e dos Materiais
Fundição II – Fundição Injectada Nuno Lourenço / Rui Moura 22
VII – Vantagens do processo
A precisão dimensional é muito importante neste processo. O molde é mais
rígido e preciso e as condições de enchimento explicam os valores de precisão
dimensional atingidos.
A qualidade da superfície é excelente, devido ao elevado grau de acabamento do
molde.
A característica mais evidente das peças fundidas por injecção é a obtenção de
peças leves, devido à diminuição da espessura atingida.
A tolerância dimensional em cada zona do fundido é mais apertada do que é
geralmente possível obter pelos outros processos de fundição. O alto grau de
uniformidade entre fundidos reduz as operações de maquinagem e facilita as operações
de montagem automática.
A larga gama de ligas de Al utilizadas permite obter determinadas características
tais como: excelente resistência à corrosão, possibilidade de decoração por polimento
(mecânico, químico e galvânico) e aptidão a revestimentos.
As características mecânicas das ligas são excelentes e por vezes não são
necessários tratamentos térmicos (resistência à fadiga maior que nos outros processos).
A perda de metal é muito baixa e são reutilizados os canais de distribuição e as
limalhas de maquinação.
Excelente precisão dimensional;
Excelente acabamento superficial;
Possibilidade de obtenção de espessuras muito pequenas;
Elevada produtividade;
Eliminação de muitas operações de maquinagem;
Operação de rebarbagem, em muitos casos, desnecessária.
FEUP – Faculdade de Engenharia da Universidade do Porto DEMM – Departamento de Engenharia Metalúrgica e dos Materiais
Fundição II – Fundição Injectada Nuno Lourenço / Rui Moura 23
VIII – Desvantagens do processo
Apesar da grande produtividade deste processo existe um investimento inicial
em máquinas e ferramentas muito elevado.
Existem materiais que não podem ser produzidos por fundição injectada (ferros
fundidos e aços).
As peças a produzir dependem dos desenhos dos moldes existentes ou possíveis
de produzir.
Devido ao elevado custo associado ao processo, especialmente aos moldes, só se
aplica esta técnica para a produção de uma grande número de peças ou então para peças
de enorme responsabilidade.
Elevado custo do equipamento;
Elevado custo das ferramentas;
Limitações ao tipo de liga vazável;
Limitação quer na dimensão máxima, quer na geometria das peças a obter.
FEUP – Faculdade de Engenharia da Universidade do Porto DEMM – Departamento de Engenharia Metalúrgica e dos Materiais
Fundição II – Fundição Injectada Nuno Lourenço / Rui Moura 24
IX – Aplicações
O principal campo de aplicações deste processo é a indústria automóvel (com uma forte tendência a aumentar o número de peças utilizadas), porque consegue-se obter uma excelente relação tenacidade/peso associada a uma boa qualidade de acabamento.
Indústria automóvel:
o Corpos de carburador;
o Corpos de distribuidor;
o Caixas de velocidade.
Figura 18 – A indústria automóvel tem tendência a utilizar cada vez mais peças obtidas por fundição
injectada.
Indústria eléctrica e electrónica:
o Carcaças de motor;
o Blindagens de candeeiros de Iluminação pública;
o Peças para computadores.
Componentes para a indústria de ferragens.
FEUP – Faculdade de Engenharia da Universidade do Porto DEMM – Departamento de Engenharia Metalúrgica e dos Materiais
Fundição II – Fundição Injectada Nuno Lourenço / Rui Moura 25
a b
c d
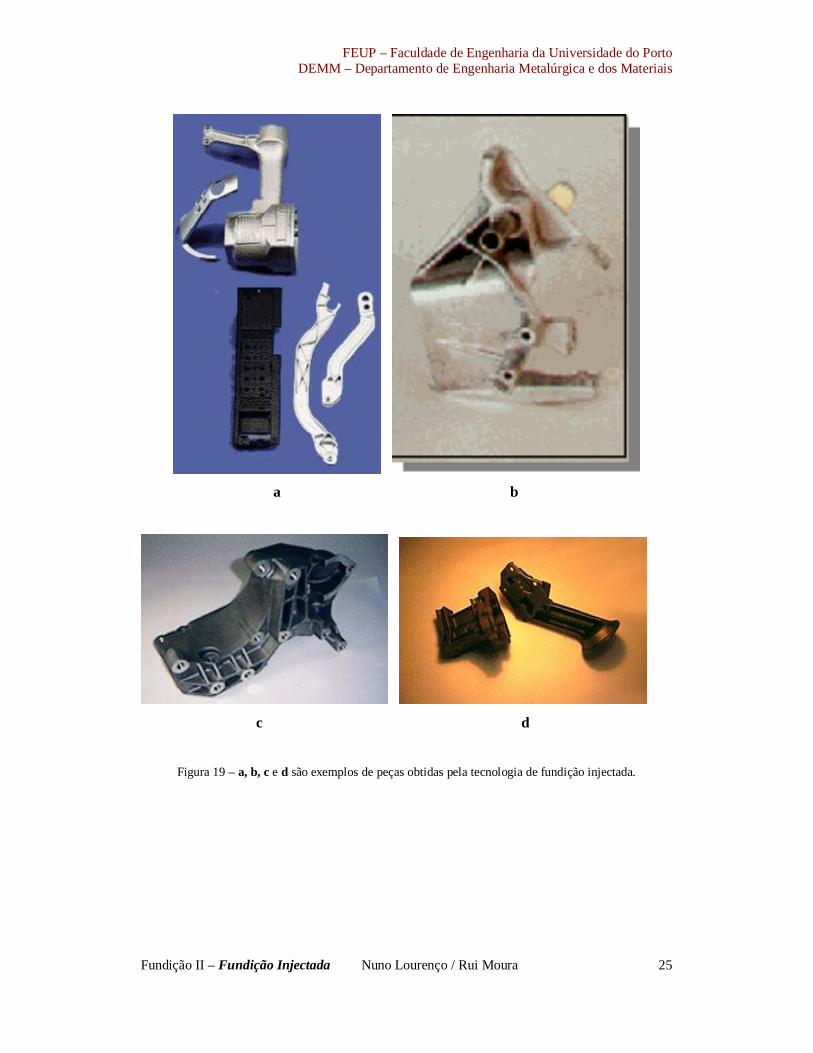
Figura 19 – a, b, c e d são exemplos de peças obtidas pela tecnologia de fundição injectada.
FEUP – Faculdade de Engenharia da Universidade do Porto DEMM – Departamento de Engenharia Metalúrgica e dos Materiais
Fundição II – Fundição Injectada Nuno Lourenço / Rui Moura 26
X – Comentários
Com este trabalho pretende-se demonstrar a capacidade deste processo de
fundição, bem como estudar os parâmetros envolvidos e ou aplicações industriais
conseguidas.
Ao mesmo tempo não nos podemos esquecer das limitações do próprio processo
tendo em atenção as alternativas existentes.
Relativamente aos metais e ligas utilizados existe um constante desenvolvimento
e é de esperar que no futuro seja possível obter peças de outros materiais, por esta
técnica de fundição.
Os parâmetros do processo não devem ser estudados isoladamente, mas sim o
seu conjunto é que nos vai indicar as condições de trabalho óptimas. Com o intuito de
estudar as diferentes variáveis existe um modelo matemático denominado de “método
de Tagushi”, que através de um menor número de experiências e com o auxilio de uma
matriz diagonal (em que as entradas são as próprias variáveis), consegue-se obter um
estudo completo dos efeitos dos vários parâmetros. Assim é possível optimizar o
processo de cada fundição injectada, relativamente aos parâmetros pretendidos.
FEUP – Faculdade de Engenharia da Universidade do Porto DEMM – Departamento de Engenharia Metalúrgica e dos Materiais
Fundição II – Fundição Injectada Nuno Lourenço / Rui Moura 27
XI – Bibliografia
[1] – Prof. Carlos Alberto Silva Ribeiro. Sebenta de Fundição II. FEUP: 2001
[2] – www.delmardie.casting.com/html/die_casting.html
[3] – Moutinho, Jorge David. Parâmetros de controlo do processo de fundição
injectada. Seminário. Porto. FEUP: Fevereiro de 2001.
[4] – www.fundinio.pt/fundpor/page8.html
[5] – www.metalbot.com/die.html
[6] – www.geocities.com/eureka/enterprises/6148/fundinj.htm
[7] – Upton, B.. Pressure DieCasting Part1. Pergamon Press. England: 1982.
[8] – www.coniex.pt/equipamentos/fundicao/urpe.html
FEUP – Faculdade de Engenharia da Universidade do Porto DEMM – Departamento de Engenharia Metalúrgica e dos Materiais
Fundição II – Fundição Injectada Nuno Lourenço / Rui Moura 28
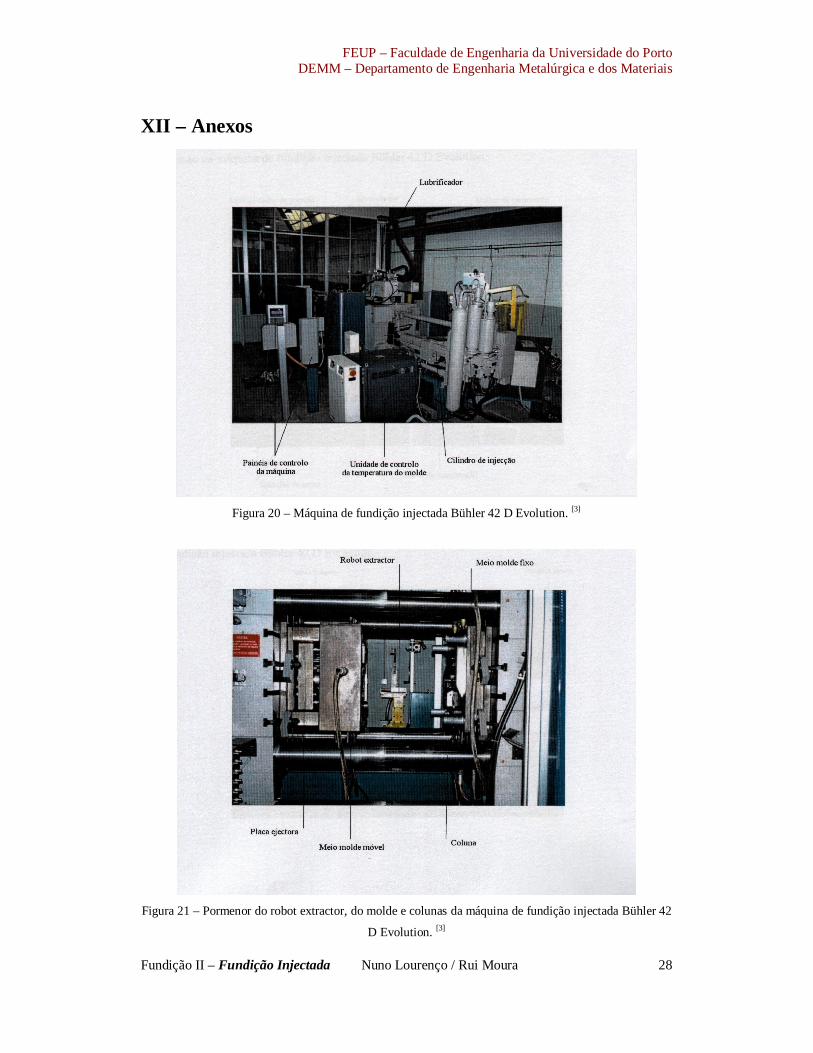
XII – Anexos
Figura 20 – Máquina de fundição injectada Bühler 42 D Evolution. [3]
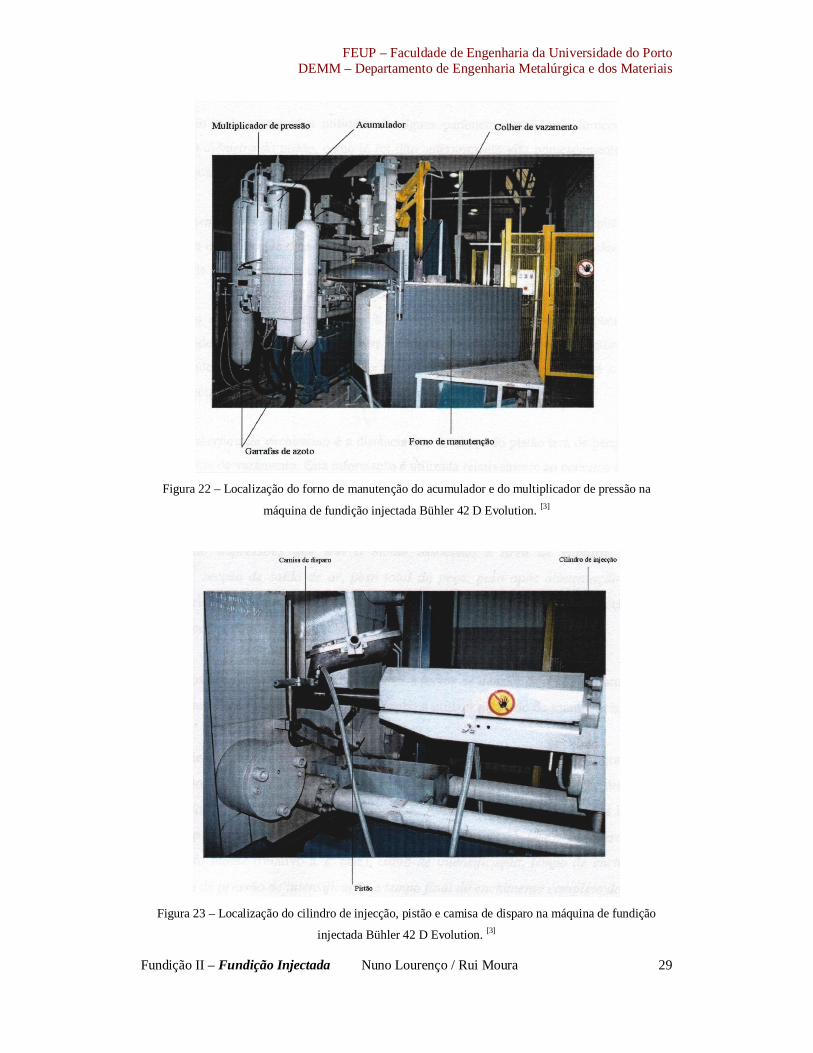
Figura 21 – Pormenor do robot extractor, do molde e colunas da máquina de fundição injectada Bühler 42
D Evolution. [3]
FEUP – Faculdade de Engenharia da Universidade do Porto DEMM – Departamento de Engenharia Metalúrgica e dos Materiais
Fundição II – Fundição Injectada Nuno Lourenço / Rui Moura 29
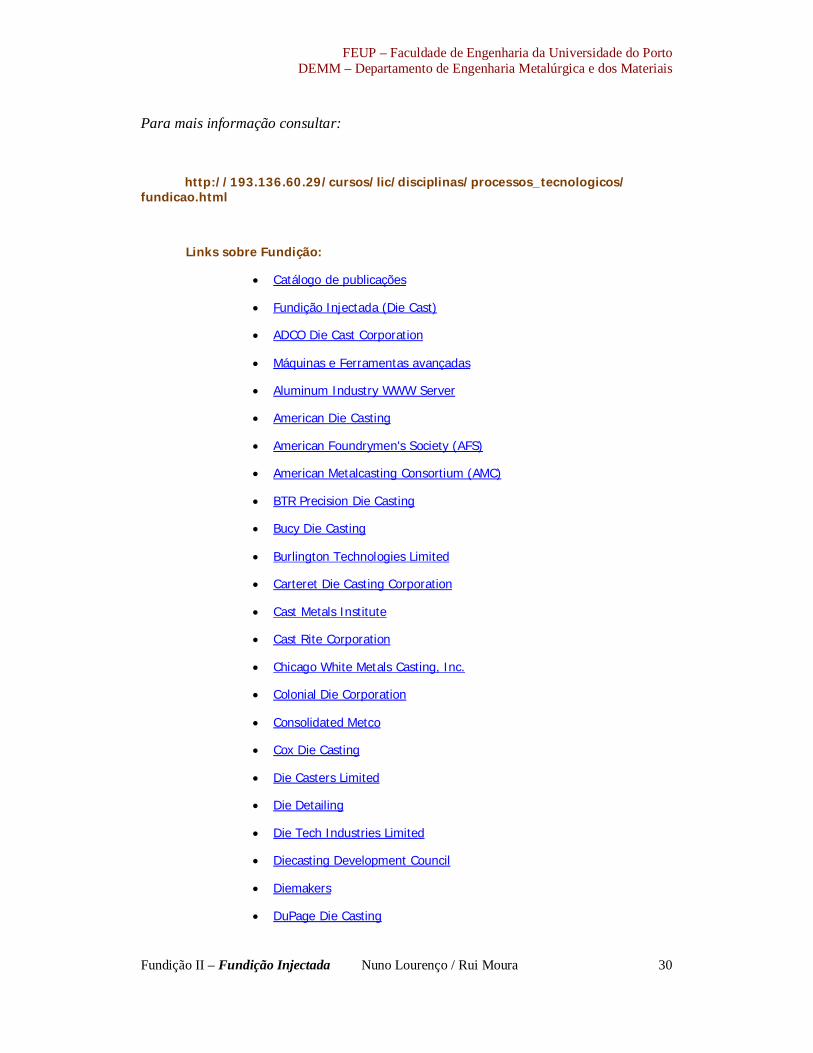
Figura 22 – Localização do forno de manutenção do acumulador e do multiplicador de pressão na
máquina de fundição injectada Bühler 42 D Evolution. [3]
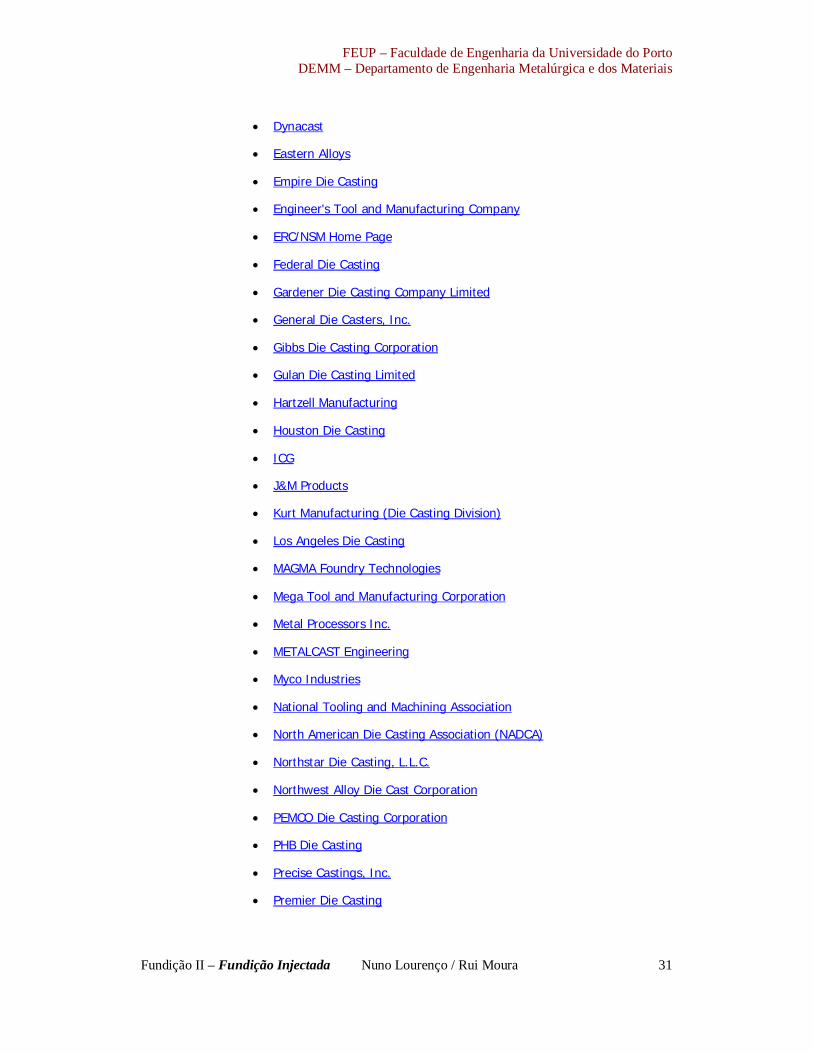
Figura 23 – Localização do cilindro de injecção, pistão e camisa de disparo na máquina de fundição
injectada Bühler 42 D Evolution. [3]
FEUP – Faculdade de Engenharia da Universidade do Porto DEMM – Departamento de Engenharia Metalúrgica e dos Materiais
Fundição II – Fundição Injectada Nuno Lourenço / Rui Moura 30
Para mais informação consultar:
http://193.136.60.29/cursos/lic/disciplinas/processos_tecnologicos/fundicao.html
Links sobre Fundição:
Catálogo de publicações
Fundição Injectada (Die Cast)
ADCO Die Cast Corporation
Máquinas e Ferramentas avançadas
Aluminum Industry WWW Server
American Die Casting
American Foundrymen's Society (AFS)
American Metalcasting Consortium (AMC)
BTR Precision Die Casting
Bucy Die Casting
Burlington Technologies Limited
Carteret Die Casting Corporation
Cast Metals Institute
Cast Rite Corporation
Chicago White Metals Casting, Inc.
Colonial Die Corporation
Consolidated Metco
Cox Die Casting
Die Casters Limited
Die Detailing
Die Tech Industries Limited
Diecasting Development Council
Diemakers
DuPage Die Casting
FEUP – Faculdade de Engenharia da Universidade do Porto DEMM – Departamento de Engenharia Metalúrgica e dos Materiais
Fundição II – Fundição Injectada Nuno Lourenço / Rui Moura 31
Dynacast
Eastern Alloys
Empire Die Casting
Engineer's Tool and Manufacturing Company
ERC/NSM Home Page
Federal Die Casting
Gardener Die Casting Company Limited
General Die Casters, Inc.
Gibbs Die Casting Corporation
Gulan Die Casting Limited
Hartzell Manufacturing
Houston Die Casting
ICG
J&M Products
Kurt Manufacturing (Die Casting Division)
Los Angeles Die Casting
MAGMA Foundry Technologies
Mega Tool and Manufacturing Corporation
Metal Processors Inc.
METALCAST Engineering
Myco Industries
National Tooling and Machining Association
North American Die Casting Association (NADCA)
Northstar Die Casting, L.L.C.
Northwest Alloy Die Cast Corporation
PEMCO Die Casting Corporation
PHB Die Casting
Precise Castings, Inc.
Premier Die Casting
FEUP – Faculdade de Engenharia da Universidade do Porto DEMM – Departamento de Engenharia Metalúrgica e dos Materiais
Fundição II – Fundição Injectada Nuno Lourenço / Rui Moura 32
Prince Machine Corporation
Quadion Corporation (Tool Products)
RCM Industries
Rex-Buckeye Company Inc.
Ryobi Die Casting
Schaufler
Serv-All Die and Tool Company
SIMALEX Custom Pressure Die Casting
Sunbeam Castings
Supreme Tool and Die Company
Talbot Associates, Inc.
Techno Matics Inc.
Técnicas de Moldação
Toccoa Metal Finishing
TVT Die Casting and Manufacturing
Twin City Die Castings Company
Tymac Controls Corporation
Universal Die Casting