Extrusão - Monoroscas
2
CENNE – Curso de Extensão – Extrusão e Reciclagem 20 Rafael Fernandes Rosca – Coração da extrusora Conceitos básicos A importância das roscas para o bom desempenho da extrusora é fundamental. Suas funções são fundir, homogeneizar e transportar as resinas até o cabeçote, mantendo ao máximo suas propriedades físicas e químicas. Quando operam em boas condições, com design e materiais apropriados para as resinas que vão operar, melhoram consideravelmente o desempenho das extrusoras. Na prática, muitos transformadores não dão a importância necessária, se descuidam e acabam operando com roscas com perfis inadequados e/ou desgastadas. O avanço ocorrido na área da mecatrônica proporcionou um considerável aumento na qualidade e produtividade do setor, eliminando muitas das variáveis até bem pouco tempo existentes. Entretanto, para que o sistema seja ainda mais eficaz, é fundamental que a rosca utilizada seja adequada à matéria prima. A complexidade das novas resinas e a exigência na qualidade dos produtos demanda uma tecnologia de projetos de roscas cada vez mais complexa. Rosca convencional Zona de alimentação Localizada abaixo da entrada do funil, pré-aquece e transporta os grânulos sólidos para a zona de compressão. Profundidade constante; Formato do grão interfere; Temperatura menor; Mais profunda tem melhor alimentação e pior homogeneidade. Zona de compressão/transição Inicia a plastificação do polímero, comprimindo o mesmo devido o aumento do diâmetro do núcleo da rosca. Profundidade diminui linearmente; Compacta o material; Fundi o material por temperatura e cisalhamento; Até 70% da temperatura é gerada pelo cisalhamento. Zona de dosagem/mistura É onde o material se mistura com eventuais pigmentos e a plastificação se completa. Profundidade constante; Homogeneíza a massa fundida; Distribui os aditivos e pigmentos; Bombeia o material para frente. Relação L/D Um dos fatores mais importantes no desenvolvimento das roscas é a relação comprimento útil versus diâmetro – L/D. O mesmo é medido considerando o comprimento útil da rosca dividido pelo diâmetro externo da mesma, ou seja, se temos uma rosca com 3675 mm de comprimento e diâmetro externo de 105 mm obtemos uma relação de L/D 35:1, que por sua vez, corresponde à quantidade necessária para que a rosca seja capaz de plastificar o polímero. Taxa de compressão – h1/h2 É convencionado considerar que a taxa de compressão é um cociente entre a profundidade da seção de alimentação e a profundidade da seção de dosagem, ou seja, relação entre o volume de um filete da rosca no final da zona de alimentação e o volume de um filete da rosca na zona de dosagem. Apesar de amplamente usada não exprime a verdadeira taxa ou relação de compressão e cisalhamento exigida para cada tipo de material (VRC).
-
Upload
rafael-fernandes -
Category
Documents
-
view
287 -
download
6
Transcript of Extrusão - Monoroscas

CENNE – Curso de Extensão – Extrusão e Reciclagem
20 Rafael Fernandes
Rosca – Coração da extrusora Conceitos básicos
A importância das roscas para o bom desempenho da extrusora é fundamental. Suas funções são fundir, homogeneizar e transportar as resinas até o cabeçote, mantendo ao máximo suas propriedades físicas e químicas. Quando operam em boas condições, com design e materiais apropriados para as resinas que vão operar, melhoram consideravelmente o desempenho das extrusoras. Na prática, muitos transformadores não dão a importância necessária, se descuidam e acabam operando com roscas com perfis inadequados e/ou desgastadas. O avanço ocorrido na área da mecatrônica proporcionou um considerável aumento na qualidade e produtividade do setor, eliminando muitas das variáveis até bem pouco tempo existentes. Entretanto, para que o sistema seja ainda mais eficaz, é fundamental que a rosca utilizada seja adequada à matéria prima. A complexidade das novas resinas e a exigência na qualidade dos produtos demanda uma tecnologia de projetos de roscas cada vez mais complexa.
Rosca convencional Zona de alimentação
Localizada abaixo da entrada do funil, pré-aquece e transporta os grânulos sólidos para a zona de compressão.
Profundidade constante;
Formato do grão interfere;
Temperatura menor;
Mais profunda tem melhor alimentação e pior homogeneidade.
Zona de compressão/transição
Inicia a plastificação do polímero, comprimindo o mesmo devido o aumento do diâmetro do núcleo da rosca.
Profundidade diminui linearmente;
Compacta o material;
Fundi o material por temperatura e cisalhamento;
Até 70% da temperatura é gerada pelo cisalhamento.
Zona de dosagem/mistura
É onde o material se mistura com eventuais pigmentos e a plastificação se completa.
Profundidade constante;
Homogeneíza a massa fundida;
Distribui os aditivos e pigmentos;
Bombeia o material para frente.
Relação L/D
Um dos fatores mais importantes no desenvolvimento das roscas é a relação comprimento útil versus diâmetro – L/D. O mesmo é medido considerando o comprimento útil da rosca dividido pelo diâmetro externo da mesma, ou seja, se temos uma rosca com 3675 mm de comprimento e diâmetro externo de 105 mm obtemos uma relação de L/D 35:1, que por sua vez, corresponde à quantidade necessária para que a rosca seja capaz de plastificar o polímero.
Taxa de compressão – h1/h2
É convencionado considerar que a taxa de compressão é um cociente entre a profundidade da seção de alimentação e a profundidade da seção de dosagem, ou seja, relação entre o volume de um filete da rosca no final da zona de alimentação e o volume de um filete da rosca na zona de dosagem. Apesar de amplamente usada não exprime a verdadeira taxa ou relação de compressão e cisalhamento exigida para cada tipo de material (VRC).
CENNE – Curso de Extensão – Extrusão e Reciclagem
21 Rafael Fernandes
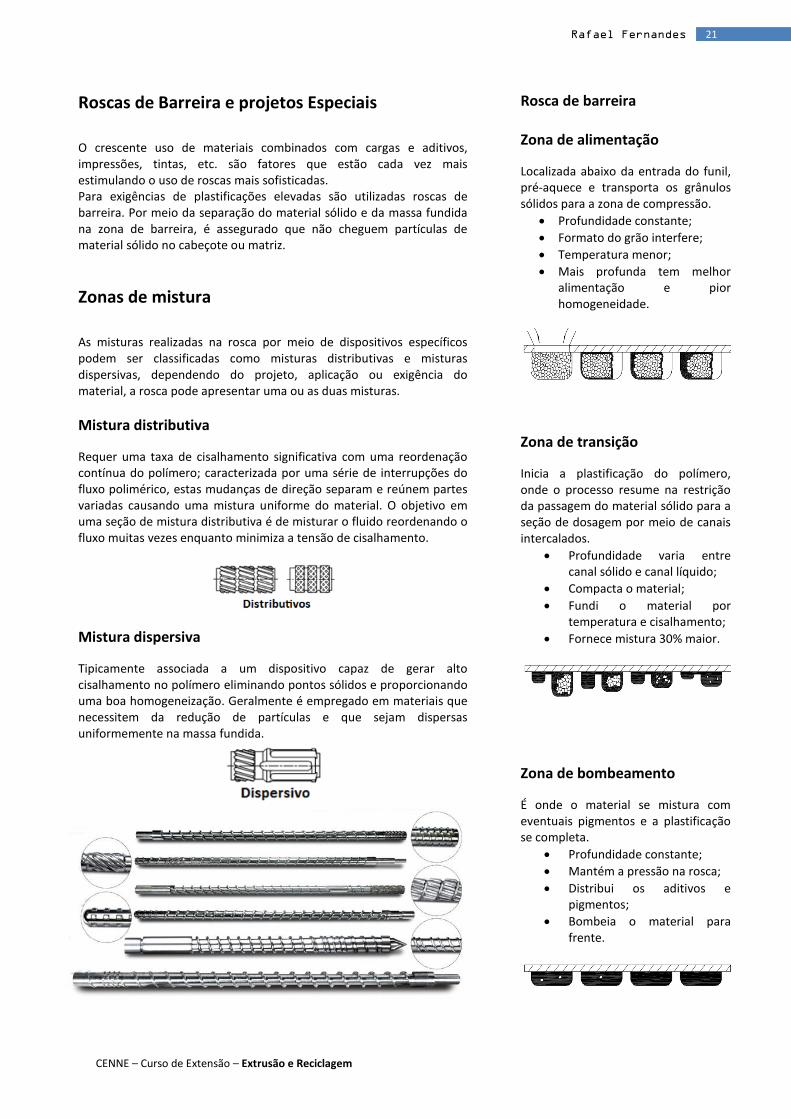
Rosca de barreira Zona de alimentação
Localizada abaixo da entrada do funil, pré-aquece e transporta os grânulos sólidos para a zona de compressão.
Profundidade constante;
Formato do grão interfere;
Temperatura menor;
Mais profunda tem melhor alimentação e pior homogeneidade.
Zona de transição
Inicia a plastificação do polímero, onde o processo resume na restrição da passagem do material sólido para a seção de dosagem por meio de canais intercalados.
Profundidade varia entre canal sólido e canal líquido;
Compacta o material;
Fundi o material por temperatura e cisalhamento;
Fornece mistura 30% maior.
Zona de bombeamento
É onde o material se mistura com eventuais pigmentos e a plastificação se completa.
Profundidade constante;
Mantém a pressão na rosca;
Distribui os aditivos e pigmentos;
Bombeia o material para frente.
Roscas de Barreira e projetos Especiais
O crescente uso de materiais combinados com cargas e aditivos, impressões, tintas, etc. são fatores que estão cada vez mais estimulando o uso de roscas mais sofisticadas. Para exigências de plastificações elevadas são utilizadas roscas de barreira. Por meio da separação do material sólido e da massa fundida na zona de barreira, é assegurado que não cheguem partículas de material sólido no cabeçote ou matriz.
Zonas de mistura
As misturas realizadas na rosca por meio de dispositivos específicos podem ser classificadas como misturas distributivas e misturas dispersivas, dependendo do projeto, aplicação ou exigência do material, a rosca pode apresentar uma ou as duas misturas.
Mistura distributiva
Requer uma taxa de cisalhamento significativa com uma reordenação contínua do polímero; caracterizada por uma série de interrupções do fluxo polimérico, estas mudanças de direção separam e reúnem partes variadas causando uma mistura uniforme do material. O objetivo em uma seção de mistura distributiva é de misturar o fluido reordenando o fluxo muitas vezes enquanto minimiza a tensão de cisalhamento.
Mistura dispersiva
Tipicamente associada a um dispositivo capaz de gerar alto cisalhamento no polímero eliminando pontos sólidos e proporcionando uma boa homogeneização. Geralmente é empregado em materiais que necessitem da redução de partículas e que sejam dispersas uniformemente na massa fundida.