ESTUDO SOBRE UM SISTEMA DE AUTOMAÇÃO ... -...
52
UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ PROGRAMA DE PÓS-GRADUAÇÃO DEPARTAMENTO ACADÊMICO DE ELETRÔNICA ESPECIALIZAÇÃO EM AUTOMAÇÃO INDUSTRIAL CELSO GIMENES JUNIOR ESTUDO SOBRE UM SISTEMA DE AUTOMAÇÃO DE UM MISTURADOR DE FERTILIZANTES MONOGRAFIA - ESPECIALIZAÇÃO CURITIBA 2009
-
Upload
phunghuong -
Category
Documents
-
view
213 -
download
0
Transcript of ESTUDO SOBRE UM SISTEMA DE AUTOMAÇÃO ... -...

UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ
PROGRAMA DE PÓS-GRADUAÇÃO
DEPARTAMENTO ACADÊMICO DE ELETRÔNICA
ESPECIALIZAÇÃO EM AUTOMAÇÃO INDUSTRIAL
CELSO GIMENES JUNIOR
ESTUDO SOBRE UM
SISTEMA DE AUTOMAÇÃO DE UM MISTURADOR DE
FERTILIZANTES
MONOGRAFIA - ESPECIALIZAÇÃO
CURITIBA 2009

CELSO GIMENES JUNIOR
ESTUDO SOBRE UM
SISTEMA DE AUTOMAÇÃO DE UM MISTURADOR DE
FERTILIZANTES
Monografia de conclusão do curso de Especialização em Automação Industrial do Departamento Acadêmico de Eletrônica da Universidade Tecnológica Federal do Paraná, apresentada como requisito parcial para obtenção do grau de Especialista em Automação Industrial. Prof. Orientador M.Sc. Guilherme Alceu Schneider
CURITIBA 2009

CELSO GIMENES JUNIOR
ESTUDO SOBRE UM
SISTEMA DE AUTOMAÇÃO DE UM MISTURADOR DE
FERTILIZANTES
Esta Monografia foi julgada e aprovada como requisito parcial para a obtenção do grau de Especialista em Automação Industrial no Programa de Pós-graduação em Automação Industrial da Universidade Tecnológica Federal do Paraná.
Curitiba, ... de .... de .....
Nome do Prof. (a) Coordenador do Programa Coordenador (a) do Programa
BANCA EXAMINADORA
Profª. M.Sc. Guilherme Alceu Schneider Universidade Tecnológica Federal do Paraná Orientador
Prof. Dr. Carlos Raimundo Erig Lima Universidade Tecnológica Federal do Paraná
Prof. M.Sc. Valmir de Oliveira Universidade Tecnológica Federal do Paraná


RESUMO
GIMENES JUNIOR, Celso. Estudo sobre um Sistema de Automação de um Misturador de
Fertilizantes. 2009. 50 p. Monografia (Especialização em Automação Industrial). Departamento
Acadêmico de Eletrônica, Universidade Tecnológica Federal do Paraná - UTFPR, Curitiba, 2009.
Este trabalho descreve o funcionamento de uma máquina misturadora de fertilizantes em um
processo industrial, descreve também a parte estrutural da máquina e também os equipamentos
envolvidos na automatização do sistema. O sistema é uma estrutura SCADA que possui CLP’s
monitorando e comandando sensores e atuadores em campo, e também monitoração e operação
via software de supervisão. A nova proposta consiste na reprogramação dos CLP’s para melhorar
o domínio sobre o processo de automatização onde a máquina opera. O trabalho apresenta esta
nova programação por meio da linguagem GRAFCET, que é uma linguagem gráfica bem
adequada para a documentação dos programas em CLP’s. Ao final são apresentadas as conclusões
destacando as melhorias possíveis com esta nova lógica de programação implantada.
Palavras-chave: Mistura de Fertilizantes; CLP; SCADA.

ABSTRACT
GIMENES JUNIOR, Celso. Study on an Automation System for a Fertilizing Machine.
2009. 50 p. Monografia (Especialização em Automação Industrial). Departamento Acadêmico de
Eletrônica, Universidade Tecnológica Federal do Paraná - UTFPR, Curitiba, 2009.
This work describes the operation of a fertilizing machine in an industrial process, it also
describes the structure and the equipments involved in this system. This system it is a SCADA,
with PLCs, sensors, actuators and supervisory software. And the proposal it is to program the
control in PLCs again to improve the process. The new program it is present in GRAFCET
language, that is a graphic PLC programming language appropriate for modeling the program.
After, this work presents the conclusion that describes the advantages obtained with the new
system control.
Keywords: Fertilizing Machine, PLC; SCADA.

SUMÁRIO
RESUMO ............................................................................................................................. 3
ABSTRACT ......................................................................................................................... 4 SUMÁRIO............................................................................................................................ 5
LISTA DE FIGURAS .......................................................................................................... 6 LISTA DE TABELAS.......................................................................................................... 7
1 INTRODUÇÃO............................................................................................................. 8 1.1 TEMA .......................................................................................................................... 8 1.1.1 Delimitação do tema ..................................................................................................... 8 1.2 OBJETIVOS................................................................................................................. 9 1.2.1 Objetivo geral ............................................................................................................... 9 1.2.2 Objetivo específico ....................................................................................................... 9 1.3 JUSTIFICATIVA ......................................................................................................... 9
2 FUNDAMENTAÇÃO TEORICA .............................................................................. 10 2.1 FERTILIZANTES ...................................................................................................... 10 2.2 PROCESSOS INDÚSTRIAS ...................................................................................... 11 2.3 A MÁQUINA DE MISTURA DE FERTILIZANTES ................................................. 11 2.4 RELAÇÃO DOS EQUIPAMENTOS.......................................................................... 26 2.4.1 Motores ...................................................................................................................... 26 2.4.2 Válvulas Pneumáticas ................................................................................................. 26 2.4.3 Sensores de Posição Magnéticos ................................................................................. 27 2.4.4 Sensores de Giro Indutivos ......................................................................................... 28 2.4.5 Sensores de Nível Capacitivo ...................................................................................... 29 2.4.6 Chaves de Segurança .................................................................................................. 29 2.5 EQUIPAMENTOS DE CONTROLE .......................................................................... 30 2.6 OPERAÇÃO DO SISTEMA....................................................................................... 31 2.7 SISTEMA SCADA (SUPERVISORY CONTROL AND DATA ACQUISITION)......................... 32
3 SOLUÇÕES PROPOSTAS ........................................................................................ 33 3.1 GRAFCET´S DO SISTEMA....................................................................................... 33 3.1.1 O GRAFCET do Sistema de Pesagem......................................................................... 34 3.1.2 O GRAFCET do Sistema de Fluxo de Produto............................................................ 36 3.1.3 O GRAFCET do Sistema de Motores.......................................................................... 40 3.2 SISTEMA SUPERVISÓRIO ...................................................................................... 44 3.3 AS ENSACADEIRAS E O “BIG-BAG” ..................................................................... 47 3.4 OS SENSORES .......................................................................................................... 48 3.5 AS BALANÇAS DE MICRO-NUTRIENTES............................................................. 48
4 CONCLUSÕES ........................................................................................................... 49 5 REFERÊNCIAS BIBLIOGRÁFICAS ....................................................................... 50
LISTA DE FIGURAS Figura 1 – Formação dos fertilizantes....................................................................................... 10 Figura 2 – Máquina de fertilizantes.......................................................................................... 13 Figura 3 – Cilindro duplo do silo.............................................................................................. 14 Figura 4 – Silo e balança........................................................................................................... 15 Figura 5 – Balanças, esteiras e elevador................................................................................... 16 Figura 6 – Elevador e peneiras.................................................................................................. 17 Figura 7 – Misturador............................................................................................................... 18 Figura 8 – “Flap” do “big-bag” ou ensacadeiras...................................................................... 19 Figura 9 – Ensacadeira.............................................................................................................. 20 Figura 10 – GRAFCET da ensacadeira.................................................................................... 21 Figura 11 – Sistema de pesagem do “big-bag”......................................................................... 22 Figura 12 – Sistema completo.................................................................................................. 24 Figura 13 – Sistema de comunicação existente........................................................................ 29 Figura 14 – GRAFCET do sistema de pesagem....................................................................... 33 Figura 15 – GRAFCET do fluxo de produto............................................................................ 36 Figura 16 – GRAFCET do fluxo de produto............................................................................ 37 Figura 17 – GRAFCET do fluxo de partida dos motores......................................................... 38 Figura 18 – GRAFCET do fluxo de partida dos motores......................................................... 39 Figura 19 – GRAFCET do fluxo de partida dos motores......................................................... 40 Figura 20 – GRAFCET do tempo de resposta dos motores...................................................... 41 Figura 21 – Sistema de comunicação proposto........................................................................ 42

LISTA DE TABELAS Tabela 1 – Motores......................................................................................................................... 25 Tabela 2 – Válvulas.........................................................................................................................26 Tabela 3 – Sensores magnéticos......................................................................................................27 Tabela 4 – Sensores de giro indutivos.............................................................................................27 Tabela 5 – Sensores de nível capacitivos........................................................................................ 28 Tabela 6 – Chaves de segurança......................................................................................................28 Tabela 7 – Entradas GRAFCET sistema de pesagem..................................................................... 34 Tabela 8 – Saídas GRAFCET sistema de pesagem.........................................................................34 Tabela 9 – Memórias trocadas com o supervisório GRAFCET sistema de pesagem..................... 34 Tabela 10 – Fluxos.......................................................................................................................... 35 Tabela 11 – Posição das válvulas de fluxo..................................................................................... 36 Tabela 12 – Entradas GRAFCET fluxo de produto 1..................................................................... 37 Tabela 13 – Saídas GRAFCET fluxo de produto 1........................................................................ 38 Tabela 14 – Memórias trocadas com o supervisório GRAFCET fluxo de produto 1.................... 38 Tabela 15 – Entradas GRAFCET fluxo de partida de motores 1.................................................... 41 Tabela 16 – Saídas GRAFCET fluxo de partida de motores 1....................................................... 41 Tabela 17 – Memórias trocadas com o supervisório GRAFCET fluxo de partida de motores 1....42

8
1 INTRODUÇÃO
1.1 TEMA
Ante a crescente necessidade por alimentos, conforme o aumento da população mundial e as
dificuldades em aumentar as áreas de produção, e ainda, considerando-se a preservação ambiental e
a importância em se conter o desmatamento, a manutenção e o aumento da produtividade das áreas
já destinadas à agricultura se tornam imprescindíveis.
Os fertilizantes agrícolas têm papel fundamental neste cenário. Eles são empregados para
suprir as necessidades nutricionais das plantas, quando o solo por si só não tem condições de fazê-lo.
Para cumprir sua função os fertilizantes minerais devem apresentar uma série de características
desejáveis. Conforme Lapido-Loureiro, Francisco Eduardo [2003]
Os fertilizantes minerais são aqueles constituídos por compostos inorgânicos, e são
denominados simples se forem constituídos por um único composto químico, podendo fornecer um
ou mais nutrientes. Os fertilizantes mistos ou misturas são aqueles constituídos por dois ou mais
fertilizantes simples, conforme será visto em definições na seqüência deste estudo, Conforme
decreto n. 4.954, de 14 de janeiro de 2004.
Para se conseguir uma adubação adequada a cada tipo de solo, além de uma análise correta, a
utilização de fertilizantes receitados por um Engenheiro Agrônomo competente e a qualidade e
precisão na mistura deste Fertilizante são de total importância.
As misturas de fertilizantes podem ter diversas formas, desde arcaicas, utilizando-se de
misturadores de concreto, até formas sofisticadas com controle completo sobre essa mistura.
1.1.1 Delimitação do tema
As indústrias de Fertilizantes podem ter várias formas de produção, desde a descarga dos
insumos, passando pela mistura até o ensaque do produto final. Esta monografia tomará por estudo a
mistura e o ensaque de fertilizantes, em uma máquina específica, a qual vem sendo utilizada
recentemente por algumas das maiores indústrias de fertilizantes do país.

9
1.2 OBJETIVOS
1.2.1 Objetivo geral
Estudar uma máquina de mistura de fertilizantes e propor mudanças do sistema SCADA da
máquina.
1.2.2 Objetivo específico
Entender o funcionamento da máquina de mistura de fertilizantes
Pesquisar os pontos a serem melhorados no sistema de mistura de fertilizantes
Avaliar as tecnologias envolvidas no sistema procurando opções para cada etapa e, analisar suas
vantagens;
Projetar uma nova forma de automatização.
1.3 JUSTIFICATIVA
Considerando que as formas de mistura de fertilizantes podem possuir todos os elementos de
controle existentes nas plantas industriais modernas, faz-se necessário um estudo das características
e melhores aplicações das tecnologias existentes, adquirindo-se, assim, domínio de tecnologia e
gerando documentação formal a respeito dos sistemas estudados.

10
2 FUNDAMENTAÇÃO TEORICA
2.1 FERTILIZANTES
Fertilizante é definido como sendo toda substância mineral ou orgânica, natural ou sintética,
fornecedora de um ou mais nutrientes para as plantas. Conforme decreto n. 4.954, de 14 de janeiro
de 2004, seguem as definições:
Fertilizante Mineral: produto de natureza fundamentalmente mineral, natural ou sintético,
obtido por processo físico, químico ou físico-químico, fornecedor de um ou mais nutrientes de
plantas.
Fertilizante Orgânico: produto de natureza fundamentalmente orgânica, obtido por processo
físico, químico, físico-químico ou bioquímico, natural ou controlado, a partir de matérias-primas de
origem industrial, urbana ou rural, vegetal ou animal, enriquecido ou não de nutrientes mineral.
Fertilizante Mineral Simples: produto formado, fundamentalmente, por um composto
químico, contendo um ou mais nutrientes de plantas.
Fertilizante Mineral Misto: Produto resultante da mistura física de dois ou mais fertilizantes
simples, complexos ou ambos.
Fertilizante Mineral Complexo: Produto formado de dois ou mais compostos químicos,
resultante da reação química de seus componentes, contendo dois ou mais nutrientes.
Fig-1 Formação dos Fetilizantes.

11
Mistura de granulados: é um fertilizante composto, produzido pela mistura mecânica de dois
ou mais elementos simples granulados.
Os sistemas de mistura de granulados serão abordados neste trabalho.
2.2 PROCESSOS INDÚSTRIAS
Segundo Alves, José Luiz Loureiro [2005] os processos industriais podem ser divididos em
contínuos e discretos.
Os processos contínuos têm o controle de variáveis contínuas no tempo como sua principal
característica. Normalmente o processo de produção manipula fluidos e seu controle tem por função
manter uma determinada variável dentro de uma faixa de valores específica.
Os processos discretos são baseados no controle de variáveis com estados discretos no tempo,
ligado ou desligado. Seus acionamentos são sistemas de alarme e proteção nestes eventos e sua
produção é por lotes.
A produção de fertilizantes entra na classificação com um processo discreto, sua produção é
feita por lotes de sacos, podendo ter 25kg, 50kg, 500kg ou 1.000kg.
2.3 A MÁQUINA DE MISTURA DE FERTILIZANTES
A composição final do fertilizante é determinada pela sua fórmula, que é receitada por um
agrônomo com base na análise do solo, tipo de produção entre outros.
Todo processo que mistura fertilizante deve conter ao menos as seguintes etapas:
Pesagem;
Peneiramento;
Mistura;
Ensaque.
Normalmente o sistema segue a ordem acima, podendo ter as posições de mistura e
peneiramento invertidas em algumas ocasiões. Alguns sistemas têm etapas adicionais, como adição
de óleos vegetais, micronutrientes ou corantes à mistura. Mas são sistemas auxiliares, não essenciais
à fabricação de fertilizantes, e não serão abordados neste trabalho.
Invariavelmente, o primeiro passo da mistura de fertilizantes é a pesagem dos componentes da
fórmula. Normalmente a quantidade total da fórmula é dividida em bateladas de 1.000 kg, conforme
a capacidade do misturador, e o peso específico do fertilizante a ser misturado. Desta forma, cada
componente é pesado como uma fração do total na fórmula, em função do peso de cada batelada.

12
O peneiramento pode ser executado antes ou depois da mistura, a máquina em questão tem a
peneira antes do misturador em seu fluxo de produção. Este processo é necessário, pois os torrões de
um único componente podem não ser desfeitos durante o processo, vindo a causar danos aos
implementos agrícolas e trazer distorções aos resultados da adubação, por não serem misturados
como o restante da fórmula.
A mistura tem a função de homogeneizar o fertilizante e o seu tempo de duração varia
conforme a quantidade da batelada e a forma de mistura. Alguns sistemas, que se utilizam do
deslocamento do material para fazer uma pré-mistura, podem diminuir o tempo que o produto
permanece no misturador.
O ensaque do produto tem uma relação direta com a comercialização, que pode ser feita em
sacos de 25 e 50 kg e nos chamados “big-bag’s”, que podem conter de 500 a 1000 kg, conforme a
necessidade do cliente. Todos os sacos têm uma etiqueta, contendo: fórmula, lote, data e demais
informações do fabricante. Normalmente a maioria da produção é embalada em sacos de 50 kg, mas
atualmente, por questões ergonômicas, alguns fabricantes estão passando a produzir em sacos de 25
kg.
A figura 2 mostra uma visão geral da máquina que será tratada neste trabalho, guardando as
exatas proporções.

13
Fig-2 Máquina de fertilizantes.

14
A máquina de mistura de fertilizantes acima é formada por dez silos, oito grandes (com
capacidade de 4 ton.) e dois pequenos (capacidade 2 ton.). Os maiores são utilizados para produtos
de grande concentração nas fórmulas de fertilizantes, já os dois pequenos para micro-nutrientes que
tem baixa concentração. A manutenção dos níveis de produtos dos silos é efetuada por uma pá
carregadeira e sua operação é orientada por dois sinalizadores, um vermelho indicador de silo
incompleto e um branco que indica que o silo está sendo utilizado no processo.
Cada um dos silos possui em sua extremidade uma comporta de abertura que despeja o
produto sobre uma balança. Esta comporta tem o seu curso controlado por um cilindro duplo com
duas hastes de tamanhos diferentes. Uma responsável pela maior parte da abertura da comporta e
outra por uma pequena abertura que corresponde a um ajuste no peso da balança. Quando acionadas
as duas válvulas do cilindro duplo a comporta se abre em toda sua extensão. Conforme figura 3:
Fig-3 Cilindro duplo do silo.
Desta forma, no inicio da pesagem as duas válvulas responsáveis pelo cilindro do silo são
energizadas, recolhendo as duas hastes. Quando a balança chega a 90% do valor pedido o sistema
desenergiza a válvula responsável pela maior haste e, quando chega ao total pedido, desenergiza
também a segunda, possibilitando assim maior exatidão na pesagem.
As balanças são formadas por um cone suspenso por quatro células de carga, de 500 kg cada,
ao silo correspondente. Sua altura é regulada para que fique próxima a extremidade da comporta do
silo, procurando assim a menor distância possível entre o material deixar o silo e estar em contato
com a balança (queda livre), pois esta distância provoca um desvio na pesagem. Uma comporta na
extremidade da balança é responsável por esvaziar a balança em cima de uma esteira. Esta comporta
tem seu curso comandado por um cilindro normal, conforme figura 4:

15
Fig-4 Silo e balança.
Os oito conjuntos de silos e balanças maiores são dispostos sobre duas esteiras, quatro em
cada. Estas esteiras se posicionam uma de cada lado de um elevador de canecas de trinta metros de
altura e servem para alimentá-lo. Este elevador tem esta altura para dar espaço ao restante do
processo, conforme Fig-2. Os conjuntos de silos e balanças dos micro-nutrientes, por menores que
são, estão alinhados frontalmente ao elevador entre as esteiras, e suas balanças despejam o material
diretamente no elevador, conforme figura 5:

16
Fig-5 Balanças, esteiras e elevador.
Tal elevador é movimentado por um motor de 25CV e em sua extremidade superior, possui
um “flap” (mecanismo que serve para mudar o fluxo de produto em uma bifurcação).
O referido mecanismo é comandado por um cilindro pneumático, que permite ao operador
direcionar o produto para outro “flap”, que escolhe entre as duas peneiras, ou para a limpeza do
sistema, que é feita por um tubo que retorna o material ao nível do solo, quando o operador desejar
apenas esvaziar as balanças.
O fluxo de processo continua através de uma das duas peneiras, que são formadas por dois
cilindros cada uma, um dentro do outro. O cilindro externo é inteiramente vedado. Já o interno é
inclinado, feito de tela, sendo constantemente rotacionado por um motor de 7,5CV. O produto passa

17
por seu interior e assim é peneirado, caindo em um cone que o direciona para um terceiro “flap”, que
seleciona entre um dos dois misturadores do sistema.
O produto que não passa pela peneira desliza por um tubo para um moinho de 10CV e retorna
à baseo do elevador, conforme figura 6:
Fig-6 Elevador e das peneiras.
Os misturadores têm capacidade para aproximadamente 1800 kg, conforme o peso específico
do material, mas costuma-se trabalhar com 1000 kg por batelada. Eles possuem duas comportas cada
um, para esvaziar o material depois de misturado. Quando o material chega ao misturador encontra
essas comportas fechadas e o motor de 25 CV movimentando as pás internas do misturador. O
motor do elevador tem sua corrente o tempo todo monitorada, permitindo ao sistema saber quando
está com carga total ou sem carga.
O tempo de mistura considera a corrente do motor do elevador para saber em quanto tempo o
misturador estará inteiramente carregado. A partir de carregado, mistura o produto por quinze
segundos. Este tempo só é possível porque o material chega pré-misturado, devido às balanças

18
descarregarem o material em camadas sobre a esteira e a movimentação do produto, enquanto é
transportado pelo elevador.
Fig-7 Misturador.
As pás de do misturador são dispostas conforme a figura 7. A após o tempo de mistura, as
comportas do misturador são abertas por um tempo pré-determinado, suficiente para seu
esvaziamento. Os misturadores podem trabalhar em alternância, o que juntamente com a sincronia
entre os tempos de pesagem, transporte pelas esteiras, pelo elevador e alternância entre as peneiras,
proporcionam uma grande agilidade ao sistema de mistura.
Depois de descarregado do misturador o produto segue para um quarto “flap”, que direciona
para uma esteira que o leva ao silo do “big-bag”, onde será ensacado em embalagens de 1000 kg, ou
para outro “flap” que o direciona para um dos dois silos das ensacadeiras, nas quais é ensacado em
embalagens de 50 kg ou 25 kg. A escolha entre estes dois silos é feita por um quinto “flap”,
conforme figura que segue:

19
Fig-8 “Flap” do “big-bag” ou ensacadeiras.
Os silos das ensacadeiras têm capacidade para 20.000 kg cada e o silo do “big-bag” 40.000 kg.
As ensacadeiras para sacos de 50 kg ou 25 kg possuem um painel de controle independente.
Cada um destes painéis é formado por equipamentos de controle da Siemens: CLP S7-200, uma
expansão EM231, com 4 entradas analógicas, e uma IHM, que pode ser a TD-200 ou uma TD-100.
Os indicadores de pesagem são da Alfa, similares aos das balanças do processo de mistura, com a
diferença de que ao invés de comunicação MODBUS-RTU, os indicadores possuem uma saída
analógica de 4-20 mA.

20
a) Ensacadeiras
O sistema de pesagem das ensacadeiras é semelhante ao de mistura, tendo uma maior precisão
devido às dimensões reduzidas. Sua balança tem capacidade para aproximadamente 100 kg,
conforme o volume do produto, e é suspensa por três células de carga de 50 kg cada.
Depois de realizada a pesagem, o sistema despeja o produto por um tubo em forma de cone,
que tem um saco preso por um cilindro pneumático na outra extremidade conforme figura 9. O
tempo de enchimento do saco varia entre cinco a dez segundos, tempo que deve ser suficiente para
realização de outra pesagem.
21
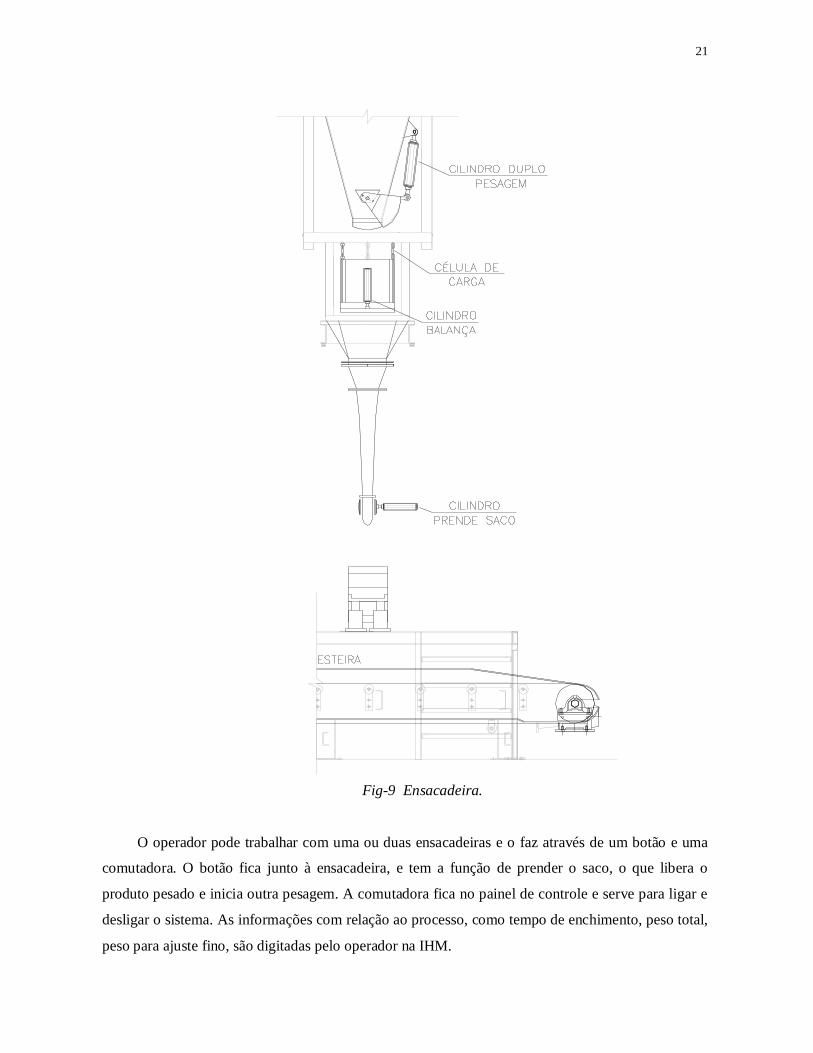
Fig-9 Ensacadeira.
O operador pode trabalhar com uma ou duas ensacadeiras e o faz através de um botão e uma
comutadora. O botão fica junto à ensacadeira, e tem a função de prender o saco, o que libera o
produto pesado e inicia outra pesagem. A comutadora fica no painel de controle e serve para ligar e
desligar o sistema. As informações com relação ao processo, como tempo de enchimento, peso total,
peso para ajuste fino, são digitadas pelo operador na IHM.

22
Este sistema não trabalha com uma relação entre o peso total e o peso para ajuste fino, como
as balanças do sistema de mistura, pois precisa de mais precisão e esta relação pode mudar conforme
ajustes mecânicos da máquina, características do produto e até mesmo umidade relativa do ar, pois
alguns produtos absorvem umidade muito facilmente. Desta forma, a relação entre ajuste fino e peso
total fica a cargo do operador.
Segue o GRAFCET das ensacadeiras:
Fig-10 Grafcet da ensacadeira.
O Grafcet representado na figura 10 mostra o inicio do processo através da comutadora BT0.
Na etapa 1 são acionadas as válvulas V0 e V1, para o enchimento da balança. Quando o peso chega
a um percentual do total, indicado na IHM pelo operador, o COMP1 passa para nível alto,
provocando a transição para a etapa 2. Esta desaciona a válvula de grosso V0 e permanece com a de
ajuste fino, a transição ocorre da mesma forma da etapa anterior, com o comparador COMP2. Na
etapa 3 a válvula de ajuste fino V1 é desenegizada. Essas três etapas são responsáveis pela precisão
da pesagem.
As etapas 4 e 5 acontecem paralelamente as 11, 12 e 13, isto para que o sistema possa iniciar
uma pesagem, enquanto o produto ainda esta no tubo de enchimento do saco.

23
No outro ramo do Grafcet, o botão B2, que será acionado pelo operador, faz a transição da
etapa 10 para a 11, sendo que esta etapa aciona a válvula V3, que prende o saco. De volta ao ramo
inicial do Grafcet, a válvula V3 com nível alto, serve de transição entre a etapa 3 e a 4. Assim a
válvula V2 é acionada liberando o conteúdo da balança, fazendo a transição entre a etapa 11 e 12. A
etapa 12 aciona o temporizador TMP1, que conta o tempo para o enchimento do saco, que é dado
pelo operador através da IHM, e pode variar em função do produto. O nível alto de TMP1 serve de
transição da etapa 12 para a 13, que desaciona a válvula V3, soltando o saco em uma esteira. O
temporizador TMP3 tem a função apenas de fazer a transição entre a etapa 13 e a 10, tendo o seu
tempo fixo no programa.
No ramo inicial, o comparador COMP3 serve de transição entre a etapa 4 e a 5. O valor à ser
comparado é fixo no programa, e deve levar em consideração o tempo de atuação da válvula
pneumática, para se ter a balança vazia, com isso ganhando agilidade. Na etapa 5 a válvula V2 é
desenergizada, fechando a balança, e o temporizador TMP2 é iniciado. Este tem a mesma função de
TMP3 e irá liberar o processo para uma nova pesagem na etapa 1.
b) “Big-bag”
A disposição dos elementos da pesagem para o “big-bag“ esta conforme a figura 11:
Fig-11 Sistema de Pesagem do “big-bag”

24
O sistema de pesagem para o “big-bag” também é formado por um painel de controle
independente. Este painel não possui um CLP, há um indicador de pesagem idêntico ao utilizado no
sistema de mistura. Neste caso são utilizadas funções do indicador, que através de suas saídas, pode
funcionar como uma balança.
O “big-bag” difere do sistema das ensacadeiras por não necessitar de um controle automático
para prender a embalagem. Isto devido a dificuldade de movimentação da embalagem de 1.000 kg.
O enchimento é feito diretamente no caminhão, através de três bicos de descarga que são usados
para a formação da carga do caminhão, sem a necessidade de muitas manobras. O controle da
pesagem e do bico, em que será feita a descarga da balança, é realizado diretamente pelo operador,
no painel.

25
Fig-12 Sistema completo.

26
2.4 RELAÇÃO DOS EQUIPAMENTOS
2.4.1 Motores
O sistema possui em média dezessete motores, podendo variar conforme a forma do transporte
dos sacos até os caminhões. Os motores com potência elevada, de 25 e 50 CV, utilizam chaves de
partida suave (soft-start), considerando-se, além da potência, a possibilidade de uma partida com
carga para os mesmos. Em geral são conforme a tabela 1:
Nº TAG MOTOR CV PARTIDA 01 EL-01 ELEVADOR 50 SOFT-START 02 MI-01 MISTURADOR 01 25 SOFT-START 03 MI-02 MISTURADOR 02 25 SOFT-START 04 TC-01 CORREIA 01 12,5 DIRETA 05 TC-02 CORREIA 02 12,5 DIRETA 06 TC-03 CORREIA 03 12,5 DIRETA 07 MO-01 MOINHO 10 DIRETA 08 PE-01 PENEIRA 01 7,5 DIRETA 09 PE-02 PENEIRA 02 7,5 DIRETA 10 TS-01 COREIA SACOS 01 5 DIRETA 11 TS-02 COREIA SACOS 02 5 DIRETA 12 TS-03 COREIA SACOS 03 5 DIRETA 13 TS-04 COREIA SACOS 04 5 DIRETA 14 TS-05 COREIA SACOS 05 5 DIRETA 15 LE-01 LEVANTE TS-02 5 REVERSORA 16 LE-02 LEVANTE TS-04 5 REVERSORA 17 LE-03 LEVANTE TS-05 5 REVERSORA
Tab-1 Motores.
2.4.2 Válvulas Pneumáticas
Cada um dos conjuntos de silo e balança possui três válvulas solenóides, duas para a abertura
do silo e uma para abertura da balança, totalizando trinta válvulas. Os “flap’s” de direcionamento de
fluxo perfazem mais cinco válvulas, com as duas de abertura dos misturadores, totalizando trinta e
sete válvulas, conforme a tabela 2:

27
Nº TAG VÁLVULA 01 VS-01 BALANÇA-01 02 VS-02 SILO-01 GROSSO 03 VS-03 SILO-01 FINO 04 VS-04 BALANÇA-02 05 VS-05 SILO-02 GROSSO 06 VS-06 SILO-02 FINO 07 VS-07 BALANÇA-03 08 VS-08 SILO-03 GROSSO 09 VS-09 SILO-03 FINO 10 VS-10 BALANÇA-04 11 VS-11 SILO-04 GROSSO 12 VS-12 SILO-04 FINO 13 VS-13 BALANÇA-05 14 VS-14 SILO-05 GROSSO 15 VS-15 SILO-05 FINO 16 VS-16 BALANÇA-06 17 VS-17 SILO-06 GROSSO 18 VS-18 SILO-06 FINO 19 VS-19 BALANÇA-07 20 VS-20 SILO-07 GROSSO 21 VS-21 SILO-07 FINO 22 VS-22 BALANÇA-08 23 VS-23 SILO-08 GROSSO 24 VS-24 SILO-08 FINO 25 VS-25 BALANÇA-09 26 VS-26 SILO-09 GROSSO 27 VS-27 SILO-09 FINO 28 VS-28 BALANÇA-10 29 VS-29 SILO-10 GROSSO 30 VS-30 SILO-10 FINO 31 VS-31 FLAP01 (LIMPEZA - FLAP02) 32 VS-32 FLAP02 (PENEIRA01 - PENEIRA02) 33 VS-33 FLAP03 (MISTURADOR01 - MISTURADOR 02) 34 VS-34 FLAP04 (ESTEIRA BIG-BAG - FLAP05) 35 VS-35 FLAP05 (SILO01 ENSACADEIRAS - SILO02 ENSACADEIRAS) 36 VS-36 COMPORTA MISTURADOR 01 37 VS-37 COMPORTA MISTURADOR 02
Tab-2 Válvulas.
2.4.3 Sensores de Posição Magnéticos
As posições mais importantes dos cilindros, como o estado dos “flap’s” e a abertura das
balanças, são monitoradas por sensores de posição magnéticos. Estes são posicionados diretamente
nos cilindros, que possuem êmbolos metálicos, o que permite o seu perfeito funcionamento.

28
São dez sensores para as balanças onde se monitora apenas a posição de balança aberta, dez
para os “flap’s’ que têm as duas posições monitoradas, mais dois para as comportas dos
misturadores, totalizando vinte e dois sensores, conforme a tabela 3:
Nº TAG SENSOR MAGNÉTICO 01 SPM-01 BALANÇA - 01 (ABERTA) 02 SPM-02 BALANÇA - 02 (ABERTA) 03 SPM-03 BALANÇA - 03 (ABERTA) 04 SPM-04 BALANÇA - 04 (ABERTA) 05 SPM-05 BALANÇA - 05 (ABERTA) 06 SPM-06 BALANÇA - 06 (ABERTA) 07 SPM-07 BALANÇA - 07 (ABERTA) 08 SPM-08 BALANÇA - 08 (ABERTA) 09 SPM-09 BALANÇA - 09 (ABERTA) 10 SPM-10 BALANÇA - 10 (ABERTA) 11 SPM-11 FLAP - 01 (LIMPEZA) 12 SPM-12 FLAP - 01 (FLAP-02) 13 SPM-13 FLAP - 02 (PENEIRA 01) 14 SPM-14 FLAP - 02 (PENEIRA 02) 15 SPM-15 FLAP - 03 (MISTURADOR 01) 16 SPM-16 FLAP - 03 (MISTURADOR 01) 17 SPM-17 FLAP - 04 (FLAP 05) 18 SPM-18 FLAP - 04 (ESTEIRA BIG-BAG) 19 SPM-19 FLAP - 05 (SILO 01 ENSACADEIRAS) 20 SPM-20 FLAP - 05 (SILO 02 ENSACADEIRAS) 21 SPM-21 COMPORTA MISTURADOR 01 ABERTA 22 SPM-22 COMPORTA MISTURADOR 01 FECHADA 23 SPM-23 COMPORTA MISTURADOR 02 ABERTA 24 SPM-24 COMPORTA MISTURADOR 02 FECHADA
Tab-3 Sensores magnéticos.
2.4.4 Sensores de Giro Indutivos
Para prevenir falhas mecânicas nos motores, além da proteção feita pela monitoração da
corrente do motor, realizada pela chave de partida, que pode ter sua ação retardada devido a grande
relação dos redutores empregados, o sistema possui sensores de giro para a monitoração do correto
funcionamento do elevador e das peneiras. Pois estes são os equipamentos em que o produto pode se
acumular e travar a sua rotação. Esses são sensores indutivos que estão instalados na ponta dos eixos
dos equipamentos monitorados, conforme a tabela 4:

29
Nº TAG SENSOR DE GIRO INDUTIVO 01 SG-01 ELEVADOR 02 SG-02 PENEIRA 01 03 SG-03 PENEIRA 02
Tab-4 Sensores de giro indutivos.
2.4.5 Sensores de Nível Capacitivo
Cada silo das balanças tem um sensor capacitivo que informa ao operado quando falta uma
tonelada de produto no silo. Os outros silos, ensacadeiras e “big-bag” têm dois sensores, um para
nível máximo e outro para nível mínimo, conforme a tabela 5:
TAG SENSORES DE NÍVEL CAPACITIVO SNC 1 SENSOR DE NÍVEL CAPACITIVO - SILO BALANÇA 01 SNC 2 SENSOR DE NÍVEL CAPACITIVO - SILO BALANÇA 02 SNC 3 SENSOR DE NÍVEL CAPACITIVO - SILO BALANÇA 03 SNC 4 SENSOR DE NÍVEL CAPACITIVO - SILO BALANÇA 04 SNC 5 SENSOR DE NÍVEL CAPACITIVO - SILO BALANÇA 05 SNC 6 SENSOR DE NÍVEL CAPACITIVO - SILO BALANÇA 06 SNC 7 SENSOR DE NÍVEL CAPACITIVO - SILO BALANÇA 07 SNC 8 SENSOR DE NÍVEL CAPACITIVO - SILO BALANÇA 08 SNC 9 SENSOR DE NÍVEL CAPACITIVO - SILO BALANÇA 09
SNC 10 SENSOR DE NÍVEL CAPACITIVO - SILO BALANÇA 10 SNC 11 SENSOR DE NÍVEL CAPACITIVO - ALTO ENSACADEIRA 01 SNC 12 SENSOR DE NÍVEL CAPACITIVO - BAIXO ENSACADEIRA 01 SNC 13 SENSOR DE NÍVEL CAPACITIVO - ALTO ENSACADEIRA 02 SNC 14 SENSOR DE NÍVEL CAPACITIVO - BAIXO ENSACADEIRA 02 SNC 15 SENSOR DE NÍVEL CAPACITIVO - ALTO BIG-BAG 01 SNC 16 SENSOR DE NÍVEL CAPACITIVO - BAIXO BIG-BAG 01 SNC 17 SENSOR DE NÍVEL CAPACITIVO - ALTO BIG-BAG 02 SNC 18 SENSOR DE NÍVEL CAPACITIVO - BAIXO BIG-BAG 03
Tab-5 Sensores de nível capacitivos.
2.4.6 Chaves de Segurança
As esteiras de transporte de material possuem chaves de segurança, que são cabos estendidos
nas duas laterais das esteiras e, quando puxados, desligam as mesmas, trazendo maior segurança às
operações normais de produção e de manutenção, conforme a tabela 6:

30
TAG CHAVE DE SEGURANÇA CS01 CHAVE DE SEGURAÇA DA ESTEIRA TC01 CS02 CHAVE DE SEGURAÇA DA ESTEIRA TC02 CS03 CHAVE DE SEGURAÇA DA ESTEIRA TC03
Tab-6 Chaves de Seguranças.
2.5 EQUIPAMENTOS DE CONTROLE
O Sistema de Controle é feito pelos seguintes componentes:
- CLP;
- Sistema de Supervisão;
- PC (software supervisório);
- Indicadores de Pesagem.
A figura 13 mostra o Sistema de Comunicação:
Fig-13 Sistema de comunicação existente.
CLP S7-300
ETHERNET
I/O SENSORES MOTORES VÁLVULAS MODBUS-RTU
RS-485
SOFTWARE SUPERVISÓRIO
INDICADORES DE PESAGEM

31
O CLP é da Siemens modelo S7-300 CPU-314, com vinte e quatro entradas, dezesseis saídas
digitais e sete entradas analógicas, com um cartão de memória de 128 kb, um módulo de expansão
SM 232 com trinta e duas saídas digitas, um módulo de expansão SM 231, com trinta e duas
entradas digitais e um módulo de comunicação CP 343-1 LEAN ETHERNET, com dois RJ45.
Esta configuração possibilita a utilização do protocolo MODBUS-RTU, que é usado para a
comunicação com os indicadores de pesagem.
O Sistema de Supervisão utilizado é o WinCC da Siemens. Possui cinco telas que abrangem
todo o processo e seus dados de produção, possibilitando a geração de relatórios de toda a produção.
A comunicação entre o CLP e o PC, onde está instalado o sistema de supervisão, é feita por uma
rede ETHERNET, conforme figura 13.
Os Indicadores de Pesagem possuem comunicação MODBUS-RTU, através de uma rede
RS-485, dos quais são utilizados quatro relés de saída de cada, diminuindo-se assim a quantidade
necessária de saídas do CLP. Sendo duas saídas para as válvulas de pesagem dos silos, no caso do
silo 1 a válvula VS-02 (SILO-01 GROSSO) e VS-03 (SILO-01 FINO). As outras duas servem para
os sinalizadores, um diz ao operador encarregado de manter o nível de produto que o silo está em
uso, e o outro que está faltando uma tonelada de produto. O controle destes relés é feito pelo CLP.
2.6 OPERAÇÃO DO SISTEMA
O operador começa a produção cadastrando no supervisório qual o componente da fórmula se
encontra em cada silo. As fórmulas também serão cadastradas e devem ter no máximo dez
componentes.
A mistura de fertilizantes funciona conforme as ordens de produção geradas pelo setor
comercial. Essas ordens podem ser cadastradas manualmente pelo operador ou enviadas ao banco de
dados do sistema de produção, quando este for interligado a rede do setor comercial. A sequência
das ordens é manipulada pelo operador em função dos caminhões que carregarão o produto ou das
necessidades logísticas do sistema.
Quando o operador “dá início” à produção, o CLP verifica as quantidades de produto
existentes em cada silo, que serão utilizadas para cada receita que será produzida. Caso algum silo
esteja incompleto gera-se uma mensagem e um alarme, caso não, parte o sistema em seqüência
inversa à da produção, mantendo um tempo (2s a 5s) para a resposta dos motores. Na falta da
resposta de algum motor o sistema para os outros motores em forma de cascata, procurando não
enviar produto para o motor com problema, e sinaliza o erro no supervisório. Caso contrário, segue
o sistema de produção.

32
2.7 SISTEMA SCADA (supervisory control and data acquisition)
Segundo Rosário, João Mauricio [2005], um sistema de supervisão industrial pode também ser
chamado de sistema SCADA, tendo definido como:
“(...) uma interface homem-máquina (IHM) amigável o qual utiliza tecnologias de
computação e comunicação que permitem a supervisão e o controle de sistemas automatizados,
efetuando o recolhimento dos dados em ambientes complexos, algumas vezes dispersos
geograficamente (...)”.
Esse sistema, além de demonstrar o processo industrial de forma gráfica ao operador e
possibilitar a atuação do mesmo sobre o processo, deve ser capaz de planejar tarefas, armazenar
dados e gerar relatórios.
Neste estudo considera-se o sistema SCADA como sendo o conjunto do sistema de automação
e controle: CLP’s, sensores, indicadores e softwares de supervisão.

33
3 SOLUÇÕES PROPOSTAS
O presente estudo não teve acesso ao programa do CLP e ao código fonte do software
supervisório. Desta forma, foram desenvolvidos os GRAFCET’s abaixo, para descrever o
funcionamento da máquina e servindo de base para a formulação de programa de CLP do sistema.
3.1 GRAFCET´S DO SISTEMA
O presente estudo irá desenvolver o funcionamento do programa do CLP da máquina, através
da linguagem de programação GRAFCET, que também é conhecida como SFC (sequential function
chat) ou diagrama funcional seqüencial. A norma IEC 61131-3 regulamenta a forma de estruturação
do GRAFCET.
Segundo Alves, José Luiz Loureiro (2005), o GRAFCET foi desenvolvido com regras
baseadas na teoria das Redes de Petri.
O sistema de funcionamento da máquina pode ser demonstrado conforme um conjunto de
GRAFCET’s, que estão divididos entre sistema de pesagem, sistema de fluxo de produto e
sistema de motores. Todos os esquemas funcionam com base em tempos, “setpoint’s” e “bit’s” de
comando, provenientes do sistema de supervisão, que é onde o operador insere os parâmetros de
funcionamento e a sincronia do sistema é programada.
O GRAFCET do Sistema de Pesagem contempla o funcionamento de cada um dos conjuntos
de silos e balanças, tendo estes a estrutura conforme a figura 14 e as tabelas de7 à 9, tanto nas oito
balanças grandes, quanto as duas pequenas.
Já o GRAFCET do Sistema de Fluxo de Produto comanda o funcionamento das válvulas dos
cilindros de posicionamento e das comportas de abertura dos misturadores, conforme tabela 2,
válvulas VS31 a VS37.
Por fim, o GRAFCET do Sistema de Motores ordena a sequência de partidas e, em caso de
falha, a sequência de desligamento dos motores. Considerando, para a partida, a possibilidade de
haver resquícios de produto na linha ou em caso de falha, os fluxos possibilitam uma “limpeza” do
sistema para maior agilidade da manutenção.

34
3.1.1 O GRAFCET do Sistema de Pesagem
Fig-14 GRAFCET sistema de pesagem.

35
ENTRADAS
B1 CONJUNTO EM USO TC-01 CORREIA 01 LIGADA SNC 1 SENSOR DE NÍVEL - SILO BALANÇA 01
Tab-7 Entradas GRAFCET sistema de pesagem.
SAÍDAS
VS-01 BALANÇA-01 VS-02 SILO-01 GROSSO VS-03 SILO-01 FINO
S1 SINALIZADOR EM USO S2 SINALIZADOR FALTA PRODUTO
Tab-8 Saídas GRAFCET sistema de pesagem.
MEMORIAS DO SUPERVISÓRIO
B1 CONJUNTO EM USO TMP-01 SETPOINT - ORDEM DA DESCARGA TMP-03 SETPOINT - TEMPO PARA PESAGEM (GROSSO) CMP-01 SETPOINT - PESO GROSSO CMP-02 SETPOINT - PESO FINO CMP-03 SETPOINT - PESO BALANÇA VAZIA ER-10 ERRO DE PESAGEM CONJUNTO 1
Tab-9 Memórias trocadas com o supervisório, GRAFCET Sistema de Pesagem.
O sistema de pesagem tem como transições iniciais de seu GRAFCET o sinal B1, que é o
comando do supervisório para se iniciar a pesagem e a resposta da correia correspondente ligada.
Os valores de “setpoint” de seus comparadores CMP-01, CMP-02, CMP-03 e de seu
temporizador TMP-01 são definidos pelo Sistema de Supervisão.
O temporizador tem a função de ordenar a descarga dos conjuntos de silo e balança na esteira,
fazendo com que o componente pesado, quando despejado na esteira, caia exatamente sobre o
produto dosado pelo conjunto anterior, possibilitando que o produto comece a se misturar já na
esteira.
O “setpoint” dos comparadores CMP-01 e CMP-02 representam, respectivamente, 90% e
100% do peso do produto contido no referido silo, na fórmula por batelada. Já o CMP-03 tem como
referência o valor com que a balança pode ser considerada vazia. Esse comparador serve como
transição entre as etapas 5 e 6 (comporta da balança aberta e fechada), sendo que essa transição
poderia ser feita por um temporizador, mas se perderia em agilidade do sistema.
Os Sistemas complementares “erro de pesagem” e “sinalizador de silo incompleto” são
utilizados para gerar alarmes para o sistema de supervisão. As três etapas do sistema de “erro de

36
pesagem” controlam a memória de erro, estabelecendo um tempo máximo para a transição entre a
etapa 2 e 3. Já as etapas 10 e 11 sevem como um espelho da situação do sensor de nível do silo
correspondente, quando o conjunto está sendo utilizado.
O GRAFCET da figura 15 representa qualquer um dos dez conjuntos de silo e balança,
devendo-se considerar a esteira correspondente para cada um deles, além de que as memórias do
sistema supervisório deverão ter endereços diferentes.
3.1.2 O GRAFCET do Sistema de Fluxo de Produto.
O sistema de mistura pode ter vários fluxos, conforme as necessidades do operador e o destino
do produto. No que diz respeito à agilidade do processo, o sistema pode trabalhar com as duas
peneiras ou com apenas uma, o mesmo acontece com os misturadores.
A maior rapidez será alcançada quando se utilizar os dois misturadores e as duas peneiras.
Mas, para o caso de manutenção do sistema, existe a possibilidade de funcionamento com apenas
um de cada equipamento.
Já com relação ao destino do material, têm-se três silos de ensaque, dois para sacos de 50 kg e
um para sacos de 1000 kg (big-bag). O operador pode trabalhar com os dois silos das ensacadeiras
de 50 kg ou com apenas um deles. O silo do “big-bag” sempre trabalha como destino único do
produto. Quando se utiliza os dois silos das ensacadeiras o “flap 05” alterna, a cada batelada do
misturador, entre os dois.
As características dos fluxos são dadas pelo operador quando este gera a ordem de produção
no sistema de supervisão. Os fluxos seguem a tabela 10 e as posições as válvulas a tabela 11:
FLUXO MISTURADOR SILO 1 GRAFCET-1 1 BIG-BAG 2 GRAFCET-2 1 ENSAC.1 3 GRAFCET-3 1 ENSAC.2 4 GRAFCET-4 1 ENSAC.1 E 2 5 GRAFCET-5 2 BIG-BAG 6 GRAFCET-6 2 ENSAC.1 7 GRAFCET-7 2 ENSAC.2 8 GRAFCET-8 2 ENSAC.1 E 2 9 GRAFCET-9 1 E 2 BIG-BAG
10 GRAFCET-10 1 E 2 ENSAC.1 11 GRAFCET-11 1 E 2 ENSAC.2 12 GRAFCET-12 1 E 2 ENSAC.1 E 2
Tab-10 Fluxos .

37
TAG VÁLVULA ENERGIZADA DESENERGIZADA VS-31 FLAP 01 LIMPEZA FLAP 02 VS-32 FLAP 02 PENEIRA 01 PENEIRA 02 VS-33 FLAP 03 MISTURADOR 01 MISTURADOR 02 VS-34 FLAP 04 ESTEIRA BIG-BAG FLAP 05 VS-35 FLAP 05 SILO 01 ENSACADEIRAS SILO 02 ENSACADEIRAS VS-36 COMPORTA MISTURADOR 01 FECHADA ABERTA VS-37 COMPORTA MISTURADOR 02 FECHADA ABERTA
Tab-11 Posição das válvulas de fluxo.
O GRAFCET mostrado nas figuras 15 e 16 e tabelas de 12 à 14, representa a movimentação
dos “flap’s” para o fluxo-1. A alternância entre os misturadores foi determinada por fluxos
diferentes, já a das peneiras é em função de um GRAFCET exclusivo, para demonstrar as duas
formas possíveis de se realizar a alternância entre os equipamentos.
Fig-15 GRAFCET fluxo de produto.

38
Fig-16 Grafcet fluxo de produto.

39
ENTRADAS SPM-11 FLAP - 01 (LIMPEZA) SPM-12 FLAP - 01 (FLAP-02) SPM-13 FLAP - 02 (PENEIRA 01) SPM-14 FLAP - 02 (PENEIRA 02) SPM-15 FLAP - 03 (MISTURADOR 01) SPM-16 FLAP - 03 (MISTURADOR 01) SPM-17 FLAP - 04 (FLAP 05) SPM-18 FLAP - 04 (ESTEIRA BIG-BAG) SPM-19 FLAP - 05 (SILO 01 ENSACADEIRAS) SPM-20 FLAP - 05 (SILO 02 ENSACADEIRAS) SPM-21 COMPORTA MISTURADOR 01 ABERTA SPM-22 COMPORTA MISTURADOR 01 FECHADA SPM-23 COMPORTA MISTURADOR 02 ABERTA SPM-24 COMPORTA MISTURADOR 02 FECHADA
IN-EL CORRENTE ELEVADOR
Tab-12 Entradas GRAFCET fluxo de produto-1.
SAÍDAS
VS-31 FLAP 01 VS-32 FLAP 02 VS-33 FLAP 03 VS-34 FLAP 04 VS-35 FLAP 05 VS-36 COMPORTA MISTURADOR 01 VS-37 COMPORTA MISTURADOR 02
Tab-13 Saídas GRAFCET fluxo de produto-1.
MEMORIAS DO SUPERVISÓRIO
MEMORIA SUPERV. P/ SISTEMA MEMORIA SUPERV. P/ SISTEMA B1 FLUXO 1 EM USO B2 FLAP'S POSICIONADOS B7 FLUXO C/ DUAS PENEIRAS B3 ELEVADOR CHEIO B4 ELEVADOR VAZIO
TMP-01 SETPOINT - TEMPO DE DESCARGA ELEVADOR B5 MISTURADOR CHEIO TMP-02 SETPOINT - TEMPO DE MISTURA B6 ERRO COMPORTA MISTURADOR 01 TMP-03 SETPOINT - TEMPO ESVAZIA MISTURADOR TMP-04 SETPOINT - TEMPO DE RESPOSTA COMPORTAS MIST-01 CMP-01 SETPOINT - ELEVADOR CHEIO CMP-02 SETPOINT - ELEVADOR VAZIO CMP-03 SETPOINT - PESO BALANÇA VAZIA
Tab-14 Memórias trocadas com o supervisório, GRAFCET fluxo de produto-1.
O GRAFCET do fluxo de produtos 01, segundo a tabela 10, mostra a movimentação dos
“flap’s”. Neste sistema o destino do material é o silo de ensaque do “big-bag” e se está utilizando
apenas um misturador. Os outros fluxos possuem esquemas de sequência parecidos com o fluxo em

40
questão. Quando se utiliza os dois misturadores é necessário um sistema como o da alternância das
peneiras mostrado no GRAFCET acima.
Também se pode utilizar o esquema do GRAFCET de “erro comporta misturador 01”, para
gerar os erros na movimentação de cada um dos “flap’s” do sistema. O sistema de “localização do
produto” tem uma função essencial, pois monitora a corrente do elevador para coordenar a abertura
da comporta do misturador.
3.1.3 O GRAFCET do Sistema de Motores.
O fluxo de partidas dos motores também pode ter algumas variantes. Quando o destino do
produto é uma das duas ou as duas ensacadeiras, a esteira do “big-bag” não será utilizada. E,
independente do destino da produção, a posição dos componentes nos silo pode determinar a
utilização de uma das duas, ou as duas esteiras TC-01 e TC-02, conforme a formula.
Além do GRAFCET de sequência de ligação dos motores existem mais oito. Um deles é
responsável por desligar o sistema, quando os motores permanecerem ligados, sem haver produção
por um tempo predeterminado. Outro desliga o sistema quando ocorre uma falha, com o intuito de
retirar o material da linha, para poder iniciar o sistema em vazio quando a falha for solucionada. Os
outros seis são responsáveis por sinalizar as falhas na resposta dos motores do sistema, existindo um
para cada motor, conforme figura 21.
Fig-17 GRAFCET fluxo de partida de motores.

41
Fig-18 GRAFCET fluxo de partida de motores.

42
Fig-19 GRAFCET fluxo de partida de motores.
ENTRADAS 01 R-EL-01 RESPOSTA ELEVADOR 02 R-MI-01 RESPOSTA MISTURADOR 01 03 R-MI-02 RESPOSTA MISTURADOR 02 04 R-TC-01 RESPOSTA CORREIA 01 05 R-TC-02 RESPOSTA CORREIA 02 06 R-TC-03 RESPOSTA CORREIA 03 07 R-MO-01 RESPOSTA MOINHO 08 R-PE-01 RESPOSTA PENEIRA 01 09 R-PE-02 RESPOSTA PENEIRA 02
Tab-15 Entradas GRAFCET fluxo de partida de motores -1.
SAÍDAS 01 EL-01 ELEVADOR 02 MI-01 MISTURADOR 01 03 MI-02 MISTURADOR 02 04 TC-01 CORREIA 01 05 TC-02 CORREIA 02 06 TC-03 CORREIA 03 07 MO-01 MOINHO 08 PE-01 PENEIRA 01 09 PE-02 PENEIRA 02
Tab-16 Saídas GRAFCET fluxo de partida de motores -1.

43
MEMORIAS DO SUPERVISÓRIO B1 FLUXO 1 EM USO B2 MOTORES LIGADOS (FLUXO 1) B3 MATERIAL EM TRANSITO B4 MOTORES LIGADOS EM VAZIO B5 ERRO MISTURADOR 1 B6 ERRO MOINHO B7 ERRO PENEIRA 1 B8 ERRO ELEVADOR B9 ERRO CORREIA TRANSPORTADORA 1
TMP-01 SETPOINT - TEMPO MOTORES EM VAZIO TMP-02 SETPOINT - TEMPO RESPOSTA MISTURADOR 1 TMP-03 SETPOINT - TEMPO MOINHO TMP-04 SETPOINT - TEMPO PENEIRA 1 TMP-05 SETPOINT - TEMPO ELEVADOR TMP-06 SETPOINT - TEMPO CORREIA TRANSPORTADORA 1
Tab-17 Memórias trocadas com o supervisório, fluxo de partida de motores.
Fig-21 GRAFCET do tempo para resposta dos motores.

44
3.2 SISTEMA SUPERVISÓRIO
O Sistema de Supervisão deve gerar um banco de dados, compatível com a plataforma
“windows”, tornando a troca de informações entre a produção e a área gerencial e comercial mais
simples. Na área de produção o sistema deverá possuir telas em número suficiente para abranger os
seguintes itens:
Cadastro de clientes;
Cadastro de fórmulas;
Geração de relatórios, com filtros por data, cliente, caminhão, produto etc;
Monitoramento dos equipamentos;
Função manual para os equipamentos;
Criação das ordens de produção;
Ajustes de operação (tempos e parâmetros);
Alarmes;
Login/usuário;
O Cadastro de clientes deve armazenar os dados cadastrais, tais como: endereço, telefone,
CNPJ/CPF etc., e, através do banco de dados do sistema, possibilitar a criação de um histórico.
O Cadastro das fórmulas deverá disponibilizar campos para registro das características
físico-químicas dos componentes de cada delas, juntamente com as datas em que as mesmas foram
utilizadas.
A Geração de relatórios deverá disponibilizar todas as informações do banco de dados, de
forma flexível, e em formatos que simplifiquem a visualização e o manuseio.
A tela onde será feito o Monitoramento dos equipamentos deverá disponibilizar, um
mecanismo que permita a alteração da forma de funcionamento, de cada equipamento entre manual
e automático, conforme a necessidade do operador. A operação em manual é originalmente
recomendada apenas em casos de manutenção, testes e limpeza do sistema.
A Criação das ordens de produção possibilitará ao operador a programação da produção de
todo um turno, ou conforme sua necessidade. Também deverá proporcionar flexibilidade ao
operador, possibilitando a opção de produção da ordem inteira ou uma batelada por vez.
Em cada ordem serão observadas informações, que indicarão ao supervisório a forma de
produção, tais como o cliente final da produção, a fórmula utilizada, a quantidade de material a ser

45
produzida, a quantidade de material no misturador (batelada) e os destinos da produção, que podem
ser quatro:
Silo de ensaque 1;
Silo de ensaque 2;
Silo de ensaque 1 e 2;
Silo de “big-bag”;
Quando o operador indicar como destino, os dois silos de ensaque, o sistema irá alterna uma
batelada para cada silo.
Todas essas informações, inseridas no sistema pela ordem de serviço, serão a base da
formação do banco de dados.
Conforme o nível de integração entre chão de fábrica e setores administrativos, desejado pelo
cliente, a ordem de produção poderá ser digitada pelo operador da máquina ou apenas
disponibilizada pelo sistema. Nesta última hipótese, cabe ao operador apenas posicionar as ordens
em função das necessidades de produção, como ordem dos caminhões, disponibilidade dos
componentes de cada formula etc.
Os Ajustes de operação são os valores que determinam as características da produção.
São os tempos:
Mistura (conforme a quantidade de produto no misturador);
Descarga do misturador;
Para resposta de motores;
Para posicionamento dos “flap’s”.
Contém ainda outros ajustes, que são:
Os pesos para entrada do ajuste fino nas balanças em quilograma.
Os Alarmes serão gerados pelo sistema supervisório com base nas informações de erro do
CLP, conforme os GRAFCET´s de exemplos das figuras 15, 17 e 21. Estes alarmes serão
classificados conforme a importância para o funcionamento do sistema. Com base nesta
classificação, o sistema supevisório apresenta as ações a serem executadas, desde o desligamento
dos motores, obedecendo a uma seqüência conforme o erro, como o exemplo do GRAFCET da

46
figura 20, como a pausa da ordem de produção, até uma simples indicação ao operador. Todo erro
deve ser reconhecido e excluído do campo de alarmes, ficando registrado no banco de dados.
A inserção de Login e Usuário tornar o sistema mais confiável e alguns ajustes de operação
deverão estar liberados somente ao administrador do sistema e ao setor de manutenção.
Além das telas de visualização e a interpretação dos erros, o supervisório será responsável
por boa parte da programação do sistema. É na programação do supervisório que se fará a opção por
quais dos programas dos GRAFCET’s que serão executados no sistema de pesagem, no sistema de
fluxo de produto e no sistema de motores.
Para definir o programa do sistema de pesagem, o supervisório leva em consideração os
produtos que se encontram em cada conjunto silo e balança, e a fórmula que será produzida. Para
definir os programas dos GRAFCET’s que serão utilizados, o supervisório considerará o destino do
produto e também as balanças que participarão do processo. Estas determinam se o supervisório irá
ligar os motores das correias 1 e 2, que serão desligados automaticamente quando em vazio.

47
3.3 AS ENSACADEIRAS E O “BIG-BAG”
As ensacadeiras e o sistema de pesagem do “big-bag” podem ter seus sistemas interligados
ao Sistema de Supervisão:
Fig-21 Sistema de comunicação proposto.
A integração dos sistemas poderia adicionar informações mais confiáveis como número de
sacos e o ritmo de produção por ensacadeira.
Para esta integração do sistema ser realizada, haverá a necessidade de, além da adequação do
sistema de controle e supervisão, a troca de CPU das ensacadeiras ou a adição de um módulo de
comunicação, pois as CPU’s atuais possuem apenas uma porta de comunicação, a qual é usada pela
IHM. O indicador de pesagem do “big-bag” pode manter-se como está.
SOFTWARE SUPERVISÓRIO
INDICADORES DE PESAGEM
CLP S7-300
CLP’S S7-200

48
3.4 OS SENSORES
Os sensores do sistema têm um funcionamento satisfatório, exceto o de nível capacitivo, que
não funciona de forma confiável quando utilizado em produtos com características químicas
diferentes no mesmo silo, além da formação de uma crosta ao redor de seu corpo, que requer
constante manutenção.
Dentre as várias possibilidades encontradas no mercado, o sensor de membrana mostra-se
como uma opção de custo reduzido, com um resultado mais confiável, mas com a desvantagem de
continuar necessitando de manutenção periódica, devido ao acúmulo de produto. O sensor ultra-
sônico estaria livre de manutenção com tanta frequência, mas possui um custo elevado. Um
comparativo mais aprofundado, entre estas duas opções de sensores, deverá levar em conta as reais
necessidades do cliente e a real importância deste controle de nível no processo.
3.5 AS BALANÇAS DE MICRO-NUTRIENTES
As balanças de micro-nutrientes, apesar de suas dimensões reduzidas em relação aos outros
conjuntos de silo e balança quando se precisa de pesos menores que 1 kg, não proporcionam grande
precisão ao sistema. Isto se deve a forma de pesagem, que segue os moldes dos conjuntos maiores.
Esta forma de pesagem poderia ser substituída, retirando-se as comportas da extremidade do
silo e inserindo um tubo com uma “rosca sem fim”. Esta teria a velocidade de seu motor controlada
por um conversor de freqüência, o que traria uma maior precisão ao sistema.

49
4 CONCLUSÕES
Ao término deste estudo foram alcançados os objetivos iniciais e levantadas algumas
questões novas que podem ser objeto de estudos futuros.
Dos objetivos inicias, o entendimento do funcionamento da máquina de fertilizantes foi a
base para o desenvolvimento do trabalho, sendo que para este entendimento foram criados os
diagramas em GRAFCET do capitulo 3. A partir deste ponto, pode-se constatar que muitas das
melhorias que podem gerar maior agilidade e precisão à máquina devem ser acompanhadas de
ajustes mecânicos, como o exemplo das balanças de micro-nutrientes no item 3.5.
Os pontos a serem melhorados foram explanados no capitulo 3, assim como as necessidades
do sistema supervisório, a integração do controle das ensacadeiras ao mesmo, a alteração dos
sensores de nível e das balanças de micro-nutrientes.
O projeto de uma nova forma de automatização do sistema em questão, tem suas bases
apresentadas neste estudo como exemplificado nos GRSFCET’S do capitulo 3. Também são
descritas as funções necessárias para o sistema SCADA, além de uma maior integração dos sistemas
de controle do processo, conforme figura 13.
Além dos objetivos alcançados, acima descritos, foram aprimorados conhecimentos
adquiridos durante o curso de pós-graduação ou mesmo de graduação. E, ainda, este estudo poderá
servir como base para o desenvolvimento de um sistema SCADA novo, para uma máquina de
mistura de fertilizantes, com características estruturais semelhantes.

50
5 REFERÊNCIAS BIBLIOGRÁFICAS ALFA INSTRUMENTOS, site da Alfa Instrumentos Eletrônicos Ltda. Disponível em: <http:// www.alfainstrumentos.com.br>. Acesso em: 22 set. 2009.
ALVES, José Luiz Loureiro. Instrumentação, controle e automação de processos. Rio de Janeiro: LTC, 2005. ANDRA, site da Associação Nacional para Difusão de Adubos. Disponível em: < http:// www.anda.org.br/home.aspx>. Acesso em: 13 set. 2009.
BRASIL. Decreto n. 4.954, de 14 de janeiro de 2004. Aprova o Regulamento da Lei nº 6.894, de 16 de dezembro de 1980, que dispõe sobre a inspeção e fiscalização da produção e do comércio de fertilizantes, corretivos, inoculantes ou biofertilizantes destinados à agricultura, e dá outras providências. Diário Oficial da República Federativa do Brasil. Brasília, DF, 15 jan. 2004. Disponível em: <http:// www.planalto.gov.br/ccivil_03/_Ato2004-2006/2004/Decreto/D4954.htm>. Acesso em: 30 ago. 2009. LAPIDO-LOUREIRO, Francisco Eduardo. Importância e função dos fertilizantes numa agricultura sustentável / Francisco E. lapido Loureiro; Marisa Nascimento. Rio de Janeiro: CETEM/MTC, 2003 Disponível em: <http://www.cetem.gov.br/publicacao/CETEM_SED_53.pdf>. Acesso em: 12 set. 2009. ROSÁRIO, João Maurício. Princípios da mecatrônica. São Paulo: Prentice Hall, 2005. SIEMENS, site da Siemens do Brasil. Disponível em: < http://w1.siemens.com/entry/br/pt/>. Acesso em: 20 set. 2009.











![Grafcet by JAF[1]](https://static.fdocumentos.tips/doc/165x107/5571fcdf4979599169981888/grafcet-by-jaf1.jpg)