SINTONIA DO CONTROLADOR DE NÍVEL DE UM SILO DE DOSAGEM DE...
43
UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ PROGRAMA DE PÓS-GRADUAÇÃO DEPARTAMENTO ACADÊMICO DE ELETRÔNICA ESPECIALIZAÇÃO EM AUTOMAÇÃO INDUSTRIAL BRUNO MARIN SINTONIA DO CONTROLADOR DE NÍVEL DE UM SILO DE DOSAGEM DE COMBUSTÍVEL EM UM FORNO DE CLÍNQUER MONOGRAFIA DE ESPECIALIZAÇÃO CURITIBA 2009
Transcript of SINTONIA DO CONTROLADOR DE NÍVEL DE UM SILO DE DOSAGEM DE...

UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ
PROGRAMA DE PÓS-GRADUAÇÃO
DEPARTAMENTO ACADÊMICO DE ELETRÔNICA
ESPECIALIZAÇÃO EM AUTOMAÇÃO INDUSTRIAL
BRUNO MARIN
SINTONIA DO CONTROLADOR DE NÍVEL DE UM SILO DE
DOSAGEM DE COMBUSTÍVEL EM UM FORNO DE
CLÍNQUER
MONOGRAFIA DE ESPECIALIZAÇÃO
CURITIBA 2009
BRUNO MARIN
SINTONIA DO CONTROLADOR DE NÍVEL DE UM SILO DE
DOSAGEM DE COMBUSTÍVEL EM UM FORNO DE
CLÍNQUER
Monografia de conclusão do curso de Especialização em Automação Industrial do Departamento Acadêmico de Eletrônica da Universidade Tecnológica Federal do Paraná apresentada como requisito parcial para obtenção do grau de Especialista em Automação Industrial. Professor Dr. Sérgio Leandro Stebel
CURITIBA 2009
BRUNO MARIN
SINTONIA DO CONTROLADOR DE NÍVEL DE UM SILO DE
DOSAGEM DE COMBUSTÍVEL EM UM FORNO DE
CLÍNQUER
Esta Monografia foi julgada e aprovada como requisito parcial para a obtenção do grau de Especialista em Automação Industrial no Programa de Pós-graduação em Automação Industrial da Universidade Tecnológica Federal do Paraná.
Curitiba, 30 de outubro de 2009
Prof. M.Sc. Guilherme Alceu Schneider
Coordenador do Curso de Especialização em Automação Industrial
BANCA EXAMINADORA
Prof. Dr. Sérgio Leandro Stebel Universidade Tecnológica Federal do Paraná Orientador
Prof. M.Sc. Guilherme Alceu Schneider Universidade Tecnológica Federal do Paraná
Prof. M.Sc. Simone Massulini Acosta Universidade Tecnológica Federal do Paraná
RESUMO MARIN, Bruno. Sintonia do controlador de nível de um silo de dosagem de combustível em um forno de clínquer. 2009. 42 f. Monografia (Especialização em Automação Industrial) - Programa de Pós-Graduação em Automação Industrial, UTFPR. Curitiba, 2009. O desenvolvimento da presente pesquisa, de natureza científica aplicada e com trabalho em campo, foi motivado pelo acompanhamento dos efeitos gerados no processo de fabricação de clínquer para produção de cimento pelo controlador Proporcional-Integral-Derivativo (PID) responsável pelo controle de nível do silo pulmão de combustível (coque) de um forno de clínquer. Trabalhar com uma grande variação no peso deste silo significa gerar instabilidade na injeção de combustível causando a formação de monóxido de carbono (CO) dentro do forno devido à queima incompleta. Quanto maior a formação de CO, maior a formação de colagens dentro da torre de ciclones, o que por sua vez, pode causar o entupimento de ciclones com interrupção na operação do forno e a limitação operacional devido ao ventilador de exaustão da torre de ciclones não conseguir realizar a tiragem necessária. O controlador teve sua estrutura avaliada e para sua sintonia foi empregado o método de Ziegler-Nichols com auxílio do software Matlab®. O resultado final tem por objetivo demonstrar a necessidade de uma correta sintonização dos controladores PIDs de uma planta de clinquerização, o que impacta diretamente em sua produtividade. Palavras-Chaves: PID Sintonia Controle de nível Clinquerização

ABSTRACT MARIN, Bruno. Tuning of a fuel tank level controller into a clinker kiln. 2009. 42 f. Monografia (Especialização em Automação Industrial) - Programa de Pós-Graduação em Automação Industrial, UTFPR. Curitiba, 2009. This applied research, with work in field methods, was motivated by the effects of a Proportional-Integral-Derivative (PID) controller which is responsible for keeping the little fuel (petcoke) tank level stable into a clinker kiln for cement production. Working with tank level variation means to generate instability in the fuel injection that forms carbon monoxide (CO) inside the kiln caused by incomplete burn. The bigger the CO formation, the bigger the ring formation inside the cyclone tower which may interrupt the gas way, causing a kiln stop or reducing its production as consequence of cyclone tower fan work limitation. The PID performance was evaluated and Ziegler-Nichols method was applied in the software Matlab® to correct its tuning. The final result aims to demonstrate the necessity of a right tuning of a clinkering plant PID controller that affects the productivity in a straight way. Keywords: PID tuning Level Control Clinkering
LISTA DE FIGURAS
Figura 1 – Fluxograma do processo de injeção de coque ...................................................... 10 Figura 2 – Exemplo de um processo estável ......................................................................... 14 Figura 3 – Trocador de calor ................................................................................................ 15 Figura 4 – Resposta a um degrau de um processo estável ..................................................... 16 Figura 5 – Exemplo de um processo instável ........................................................................ 18 Figura 6 – Resposta a um degrau de um processo instável .................................................... 19 Figura 7 – Linha de produção de cimento ............................................................................. 25 Figura 8 - Esquema que representa a estrutura interna de um PID paralelo alternativo .......... 27 Figura 9 - Instrução PID dentro do CLP ............................................................................... 28 Figura 10 - Interface de configuração do PID no supervisório .............................................. 28 Figura 11 - Interface de configuração do PID dentro do CLP ............................................... 29 Figura 12 - Gráfico mostrando o funcionamento da banda morta .......................................... 29 Figura 13 - Gráfico que mostra o teste em malha aberta ....................................................... 30 Figura 14 - Simulador no Matlab em malha aberta ............................................................... 31 Figura 15 – Resposta do sistema simulado em malha aberta a um degrau de 30% na MV. .... 32 Figura 16 - Simulador no Matlab.......................................................................................... 32 Figura 17 – Resposta oscilatória do sistema, com amplitude constante ................................. 33 Figura 18 – Resposta do sistema ao teste com parâmetros obtidos a partir de Z&N .............. 34 Figura 19 – Resultado do PID sintonizado no Simulink ........................................................ 35 Figura 20 – Situação do processo antes da alteração nos parâmetros do PID......................... 36 Figura 21 – Gráfico do momento da alteração da sintonia do PID que controla o nível do silo pulmão de combustível do forno .......................................................................................... 37 Figura 22 – Resultado prático da sintonia do PID que controla o nível do silo pulmão de combustível do forno após alteração dos parâmetros ............................................................ 38

LISTA DE TABELAS
Tabela 1 – Parâmetros de resposta a um degrau de um processo estável ............................... 17 Tabela 2 – Parâmetros de resposta a um degrau de um processo instável .............................. 19 Tabela 3 – Parâmetros do PID conforme regra do ajuste de Ziegler-Nichols para processos estáveis e instáveis ............................................................................................................... 23 Tabela 4 - Parâmetros para sintonização por Z&N................................................................ 33 Tabela 5 - Parâmetros gerados pelo método de Z&N ............................................................ 33
SUMÁRIO
1 INTRODUÇÃO ............................................................................................................. 8 1.1 TEMA ............................................................................................................................8 1.1.1 Delimitação do tema ................................................................................................... 10 1.2 PROBLEMA E PREMISSAS ..................................................................................... 10 1.3 OBJETIVOS ............................................................................................................... 11 1.3.1 Objetivo geral ............................................................................................................. 11 1.3.2 Objetivos específicos .................................................................................................. 11 1.4 JUSTIFICATIVA ....................................................................................................... 12
2 CONTROLADOR PID ............................................................................................... 13 2.1 PROCESSOS DESCONTÍNUOS E PROCESSOS CONTÍNUOS ............................... 13 2.2 PROCESSOS ESTÁVEIS E PROCESSOS INSTÁVEIS ............................................. 13 2.2.1 Processo Estável ......................................................................................................... 13 2.2.2 Processo Instável ........................................................................................................ 17 2.3 O CONTROLE PID .................................................................................................... 20 2.3.1 Ação Proporcional ...................................................................................................... 20 2.3.2 Ação Integral .............................................................................................................. 20 2.3.3 Ação Derivativa .......................................................................................................... 21 2.4 ESTRUTURA INTERNA DOS CONTROLADORES PID ......................................... 21 2.5 LEVANTAMENTO DA FUNÇÃO DE TRANSFERÊNCIA DE UM PROCESSO
INSTÁVEL ................................................................................................................ 22 2.6 MÉTODO DE SINTONIA DE ZIEGLER-NICHOLS ................................................. 22
3 METODOLOGIA E RESULTADOS......................................................................... 24 3.1 VISÃO BÁSICA DO PROCESSO DE FABRICAÇÃO DE CIMENTO ...................... 24 3.2 ESTUDO DO PROCESSO.......................................................................................... 25 3.3 ESTUDO DO PID INSTALADO ................................................................................ 26 3.4 PROCEDIMENTO EXPERIMENTAL ....................................................................... 30 3.4.1 Levantamento da função de transferência .................................................................... 30 3.4.2 Simulação em malha aberta ......................................................................................... 31 3.4.3 Sintonia do controlador ............................................................................................... 32 3.5 RESULTADOS .......................................................................................................... 35 3.5.1 Antes ...........................................................................................................................35 3.5.2 Durante ...........................................................................................................................36 3.5.3 Depois ...........................................................................................................................37
4 CONCLUSÕES ........................................................................................................... 39 4.1 SUGESTÕES DE TRABALHOS FUTUROS ............................................................. 39
REFERÊNCIAS ................................................................................................................. 41
8
1 INTRODUÇÃO
1.1 TEMA
O forno de clínquer é parte vital dentro do processo de fabricação do cimento, que nada
mais é que “o mais importante material de construção, com vastíssimo campo de aplicação,
incluindo desde a construção civil de habitações, estradas e barragens, a diversos tipos de
produtos acabados, como telhas de fibrocimento, pré-moldados, caixas d’água e outros”
(BNDES, 1995, p. 1). É no forno que acontecem as reações químicas que transformarão a
matéria-prima no principal componente do cimento portland, o clínquer.
Assim como a produção do cimento portland como um todo, a produção do clínquer ou
clinquerização é caracterizada como um processo contínuo e pode ser obtido basicamente a
partir de dois processos: via seca ou via úmida. A diferença principal entre os dois reside no
fato de que, no processo de via úmida, a matéria-prima é preparada em pasta, com adição de
água. A forma mais utilizada é a de via seca, por ser mais moderna e proporcionar razoável
economia no consumo de combustível quando comparada a de via úmida (BNDES, 1995).
Quanto ao controle, a clinquerização é considerada um processo termoquímico que pode
ser operado manualmente de modo satisfatório (SELLITTO, 2002). Entretanto, na busca por
otimizar o processo, atualmente emprega-se no controle de um forno de clínquer uma
combinação de um controlador baseado em lógica fuzzy – “que emula matematicamente o
raciocínio humano” (GUIA, 2008, p. 5) – e controladores Proporcional-Integral-Derivativo
(PID).
Segundo Campos e Teixeira (2006, p. 23), o controlador PID é o algoritmo de controle
mais tradicional na indústria em geral. Este fato deve-se principalmente à sua disponibilidade
e à facilidade em ajustar seus parâmetros de forma a obter um bom resultado. E, de acordo
com Aström e Hägglund (2006, p. 1), “em controle de processos, mais de 95% dos
controladores em malha fechada são do tipo PID”.
Com a migração da tecnologia pneumática e elétrica para digital, o controlador PID está
presente no mercado por intermédio de diversos fabricantes. A implementação na indústria
varia com cada um deles, mas a essência é sempre a mesma; podem estar na forma de
componentes de software em controladores lógico programáveis (CLP) e em sistemas digitais
de controle distribuído (SDCD) (ARRUDA et al. 2008).

9
Na indústria, segundo Van Overschee e De Moor (2000), 30% dos PIDs operam em
manual, 80% não estão corretamente sintonizados, 30% deles são muito instáveis,
normalmente devido ao parâmetro integral muito alto, e 25% utilizam os parâmetros
configurados pelo fabricante, ou seja, nunca foram sintonizados.
Arruda et al. (2008, p.2) explicam que em boa parte dos casos o problema está na
própria sintonia do PID e é causado por:
ausência de conhecimento dos operadores e engenheiros de processo;
adoção de métodos de sintonia genéricos, os quais em muitos casos não são
compatíveis com as características do processo em análise;
grande variedade de estruturas de controladores PIDs existentes, o que acaba
levando a erros na aplicação das regras de sintonia.
Simplificadamente, um PID calcula o erro, que é a diferença entre a variável de
processo (medida) e o set-point. De acordo com o valor do erro, o controlador manda um sinal
para o elemento final de controle com o objetivo de zerar este desvio (CAMPOS; TEIXEIRA,
2006).
Para sintonia correta de PIDs, em primeiro lugar é fundamental uma boa identificação
do sistema em questão. De acordo com Campos e Teixeira (2006, p.12), a identificação nada
mais é que o ajuste estatístico de um modelo do processo a partir de dados experimentais.
Após a identificação, empregam-se métodos conhecidos para sintonia do controlador.
Berto et al. (2004, p. 479) define como os mais utilizados:
curva de reação do processo proposta por Cohen & Coon;
método heurístico de Ziegler e Nichols, baseado na obtenção de uma oscilação
sustentada na variável de processo;
metodologia de Aström & Hägglund, que é uma modificação de Ziegler e
Nichols.
Por fim, como o objetivo final é a estabilidade da malha de controle, a sintonia deve
fazer com que todos os pólos da função de transferência do sistema em malha fechada tenham
a parte real negativa (CAMPOS; TEIXEIRA, 2006).
Analisando tais informações, observa-se quão importante é a sintonia correta de um
controlador PID para a indústria atual. E, baseado nisto, esta pesquisa procura comprovar que
uma sintonia bem feita resulta de fato em ganhos para um processo químico.
10
1.1.1 Delimitação do tema
O presente trabalho está focado em empregar métodos conhecidos e descritos na
literatura para a resolução de um problema específico encontrado em uma linha de produção
de clínquer de uma cimenteira localizada na região metropolitana de Curitiba.
1.2 PROBLEMA E PREMISSAS
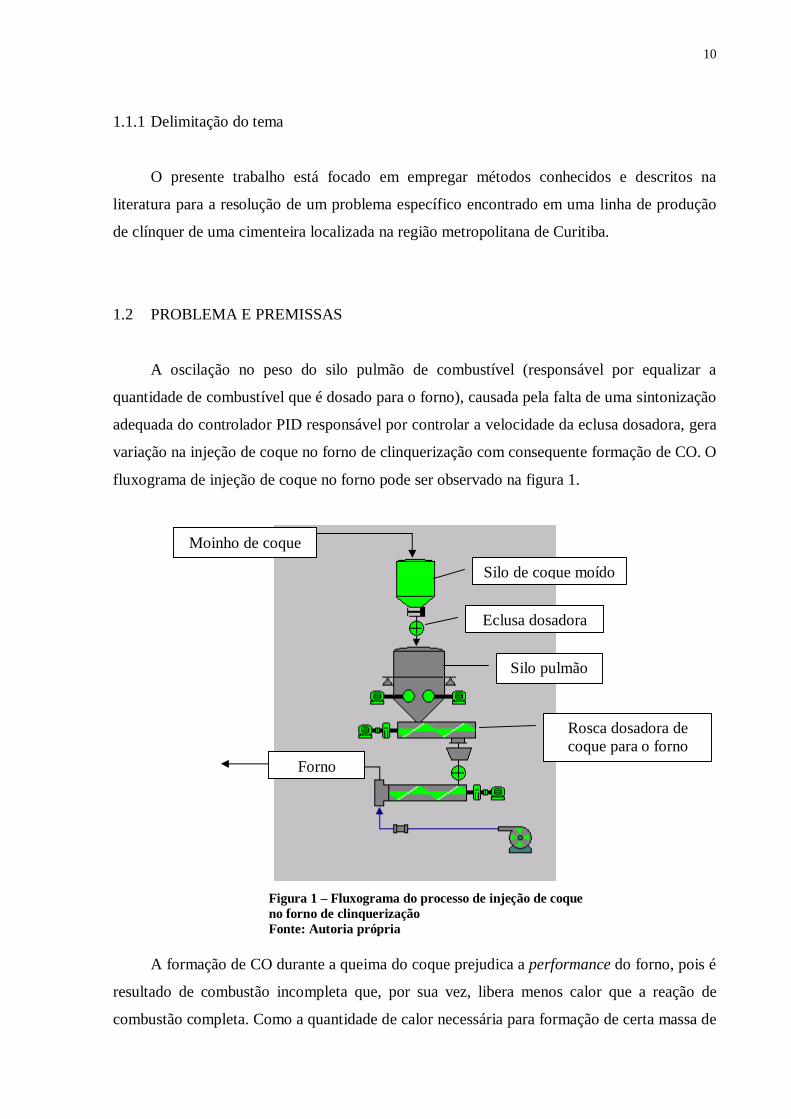
A oscilação no peso do silo pulmão de combustível (responsável por equalizar a
quantidade de combustível que é dosado para o forno), causada pela falta de uma sintonização
adequada do controlador PID responsável por controlar a velocidade da eclusa dosadora, gera
variação na injeção de coque no forno de clinquerização com consequente formação de CO. O
fluxograma de injeção de coque no forno pode ser observado na figura 1.
Figura 1 – Fluxograma do processo de injeção de coque no forno de clinquerização Fonte: Autoria própria
A formação de CO durante a queima do coque prejudica a performance do forno, pois é
resultado de combustão incompleta que, por sua vez, libera menos calor que a reação de
combustão completa. Como a quantidade de calor necessária para formação de certa massa de
Silo de coque moído
Eclusa dosadora
Silo pulmão
Rosca dosadora de coque para o forno
Moinho de coque
Forno

11
clínquer é fixa, menos calor gerado pelo maçarico significa que é necessário injetar-se mais
combustível no forno, elevando assim o seu consumo térmico.
Durante a análise em busca da resolução do problema de formação de CO no forno foi
utilizada a ferramenta de análise de anomalias “cinco porquês” para chegar-se à causa raiz
(CAMPOS, 2004). São eles:
Por que ocorre a formação de CO no forno?
Porque varia a quantidade de combustível injetada no forno.
Por que varia a quantidade de combustível injetada no forno?
Porque ocorre variação no peso do silo pulmão de coque, responsável
pela dosagem de combustível no forno.
Por que ocorre variação no peso do silo pulmão de coque?
Porque o controlador não consegue manter a variável de processo no set-
point (peso do silo).
Por que o controlador não consegue manter a variável de processo no set-point?
Porque o sistema está instável.
Por que o sistema está instável?
Porque o controlador não está corretamente sintonizado.
Acredita-se que fazendo uma correta sintonia do PID em questão, é possível resolver-se
os problemas descritos anteriormente a partir da estabilidade do peso do silo de coque.
1.3 OBJETIVOS
1.3.1 Objetivo geral
Sintonizar o controlador PID responsável pelo controle do peso do silo pulmão de
combustível.
1.3.2 Objetivos específicos
Estudar o PID instalado.
12
Determinar qual o tipo do PID e suas características (unidades dos controladores
e qual seu tempo de amostragem).
Levantar a função de transferência do controlador.
Colocar o processo em malha aberta, gerando degraus no elemento final de
controle a fim de identificar a função de transferência do processo.
Escolher o modelo que seja mais adequado para este tipo de processo.
Simular o sistema em malha fechada no software Simulink (Matlab).
Testar os vários tipos de sintonia, com definição da melhor.
Testar na prática os parâmetros encontrados.
Monitorar o processo para verificação se o resultado ficou dentro do esperado.
1.4 JUSTIFICATIVA
Faz parte das responsabilidades de um engenheiro de processos buscar a maior
produtividade possível do equipamento que está sob sua responsabilidade. Diante disso,
destaca-se a importância de se conseguir um bom desempenho dos controladores do processo,
principalmente dos controladores contínuos, caso dos PIDs.
Alcançar o objetivo proposto significa melhorar a produtividade do forno e evitar
desligamentos de eletrofiltro, causados por excesso de formação de CO durante a queima, e
que provocam excesso de emissão de material particulado para atmosfera.
Além disso, o sucesso deste trabalho pode comprovar a teoria encontrada na literatura e
abrir a possibilidade de replicação das ações para outros PIDs existentes no próprio processo e
em outros fornos.
13
2 CONTROLADOR PID
Para entender o conceito de Controlador PID, em primeiro lugar são apresentadas as
definições de processos contínuos, descontínuos, estáveis e instáveis. Na sequência, ao entrar
em PID propriamente dito, explica-se como funcionam as ações proporcional, integral e
derivativa. Para finalizar, mostra-se como levantar a função de transferência de um tipo de
processo instável.
2.1 PROCESSOS DESCONTÍNUOS E PROCESSOS CONTÍNUOS
Processos descontínuos são os processos em batelada, normalmente utilizados quando a
produção é pequena ou quando, por razões de segurança, exige-se que sejam operados com
pequenas quantidades, como no caso da fabricação de explosivos (SHREVE; BRINK, 1977).
Em processos de grande escala, o processamento contínuo é preferido, pois reduz o
custo por unidade produzida e esta redução representa um fator econômico fundamental na
opção por um ou outro tipo de processo.
Em contrapartida, os processos contínuos necessitam de uma instrumentação de
processo que não apenas registre, por exemplo, temperatura, pressão e volume, mas que
também faça a correção automática dos desvios indesejáveis a partir de um sistema eficiente
de controle (SHREVE; BRINK, 1977).
2.2 PROCESSOS ESTÁVEIS E PROCESSOS INSTÁVEIS
A resposta de um processo a um determinado estímulo define-o como estável ou
instável (OLIVEIRA, 1999).
2.2.1 Processo Estável
Um processo é dito estável quando, após um degrau na Variável Manipulada (MV), a
Variável de Processo (PV) se altera, mas estabiliza em um novo patamar após certo tempo.
14
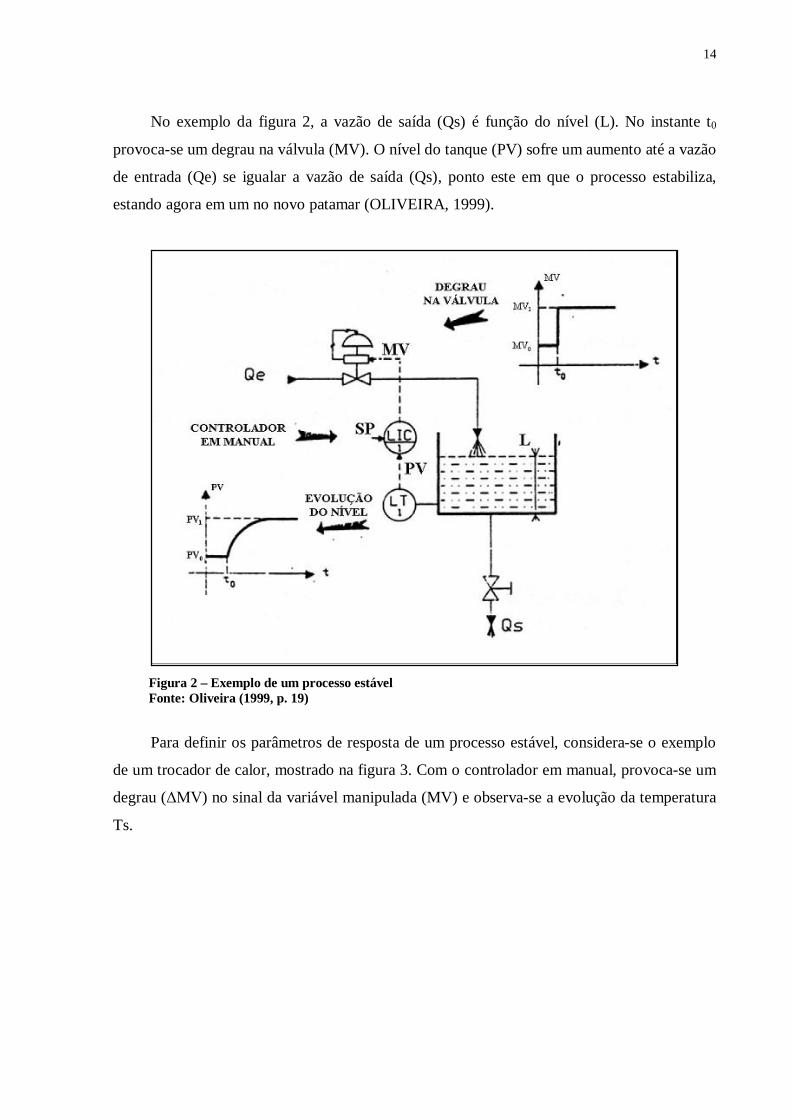
No exemplo da figura 2, a vazão de saída (Qs) é função do nível (L). No instante t0
provoca-se um degrau na válvula (MV). O nível do tanque (PV) sofre um aumento até a vazão
de entrada (Qe) se igualar a vazão de saída (Qs), ponto este em que o processo estabiliza,
estando agora em um no novo patamar (OLIVEIRA, 1999).
Figura 2 – Exemplo de um processo estável Fonte: Oliveira (1999, p. 19)
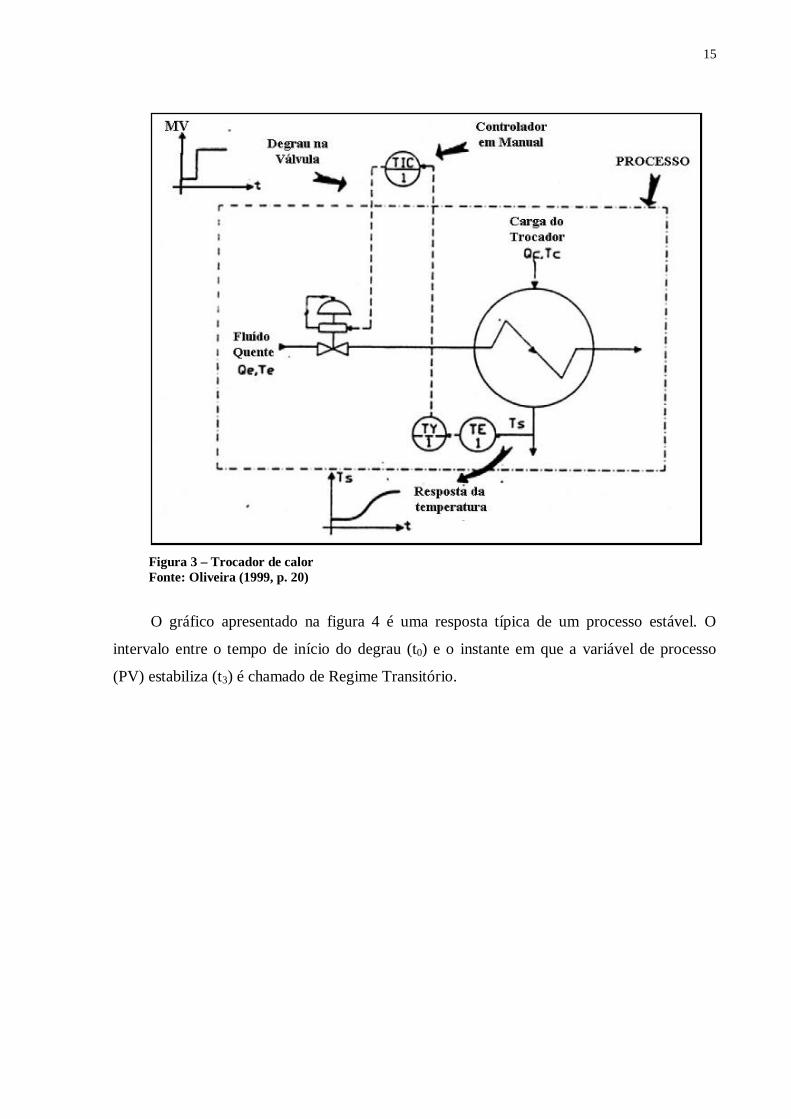
Para definir os parâmetros de resposta de um processo estável, considera-se o exemplo
de um trocador de calor, mostrado na figura 3. Com o controlador em manual, provoca-se um
degrau (ΔMV) no sinal da variável manipulada (MV) e observa-se a evolução da temperatura
Ts.
15
Figura 3 – Trocador de calor Fonte: Oliveira (1999, p. 20)
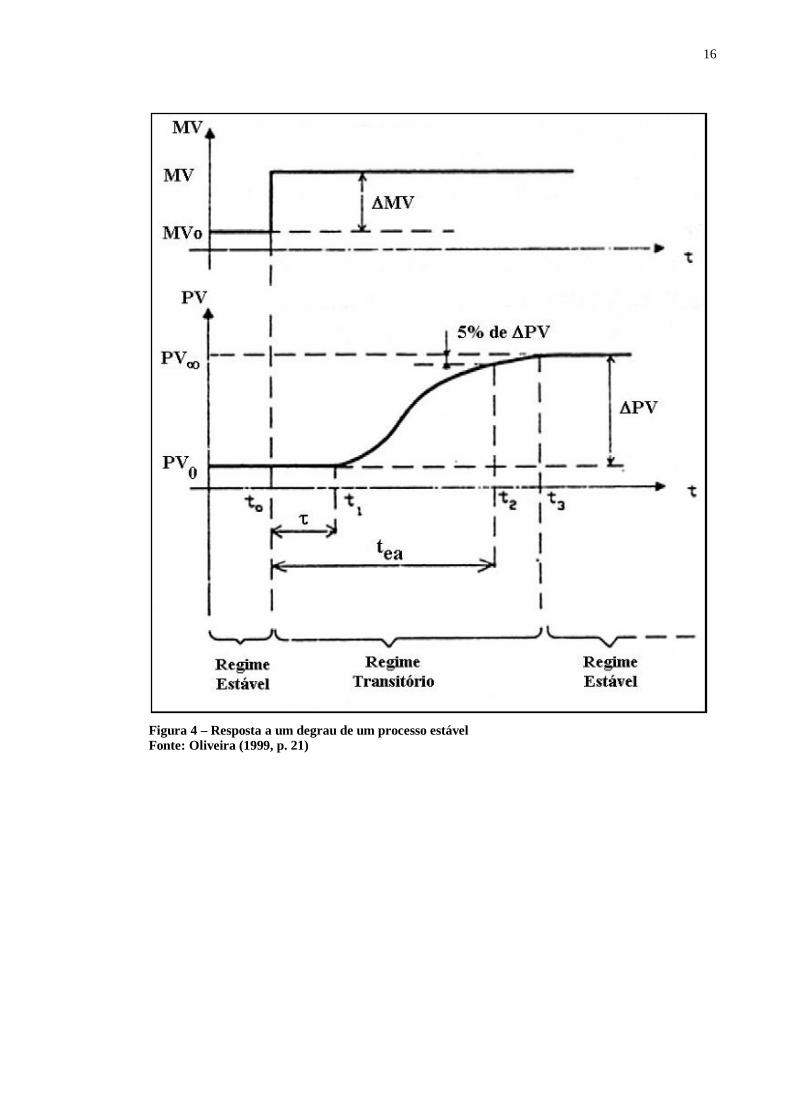
O gráfico apresentado na figura 4 é uma resposta típica de um processo estável. O
intervalo entre o tempo de início do degrau (t0) e o instante em que a variável de processo
(PV) estabiliza (t3) é chamado de Regime Transitório.
16
Figura 4 – Resposta a um degrau de um processo estável Fonte: Oliveira (1999, p. 21)
17
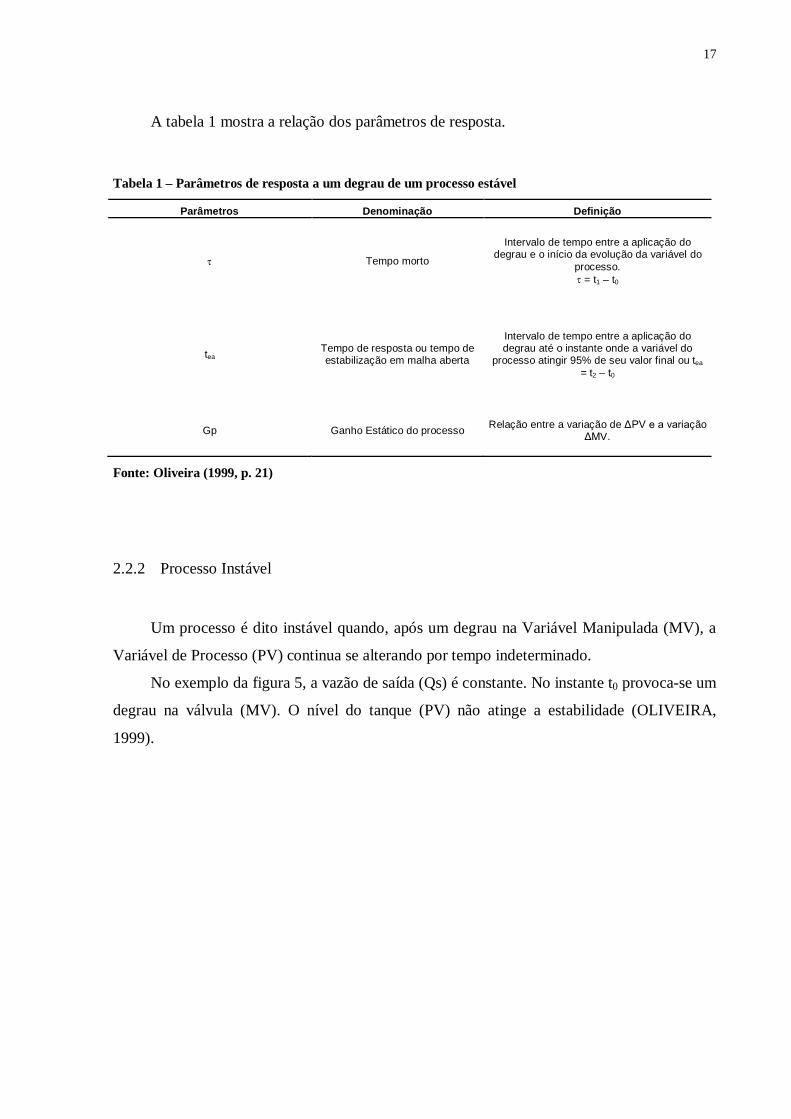
A tabela 1 mostra a relação dos parâmetros de resposta.
Tabela 1 – Parâmetros de resposta a um degrau de um processo estável
Parâmetros Denominação Definição
Tempo morto
Intervalo de tempo entre a aplicação do degrau e o início da evolução da variável do
processo. = t1 – t0
tea Tempo de resposta ou tempo de estabilização em malha aberta
Intervalo de tempo entre a aplicação do degrau até o instante onde a variável do
processo atingir 95% de seu valor final ou tea = t2 – t0
Gp Ganho Estático do processo Relação entre a variação de ΔPV e a variação ΔMV.
Fonte: Oliveira (1999, p. 21)
2.2.2 Processo Instável
Um processo é dito instável quando, após um degrau na Variável Manipulada (MV), a
Variável de Processo (PV) continua se alterando por tempo indeterminado.
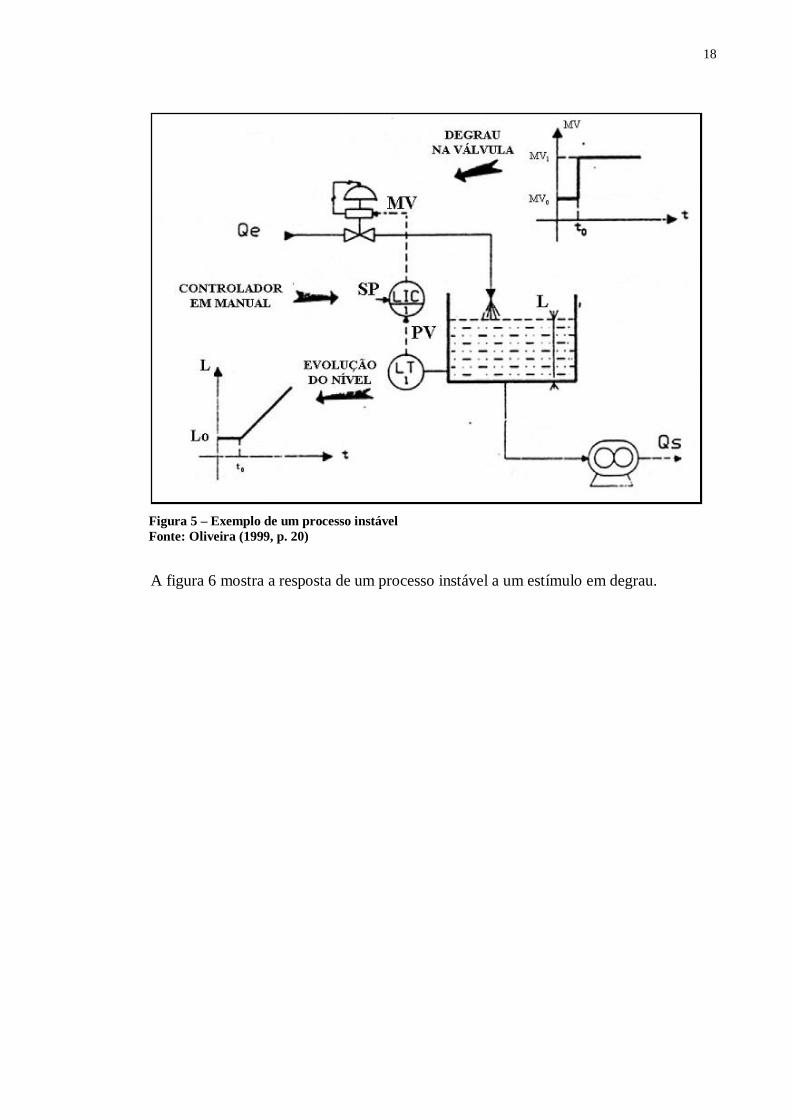
No exemplo da figura 5, a vazão de saída (Qs) é constante. No instante t0 provoca-se um
degrau na válvula (MV). O nível do tanque (PV) não atinge a estabilidade (OLIVEIRA,
1999).
18
Figura 5 – Exemplo de um processo instável Fonte: Oliveira (1999, p. 20)
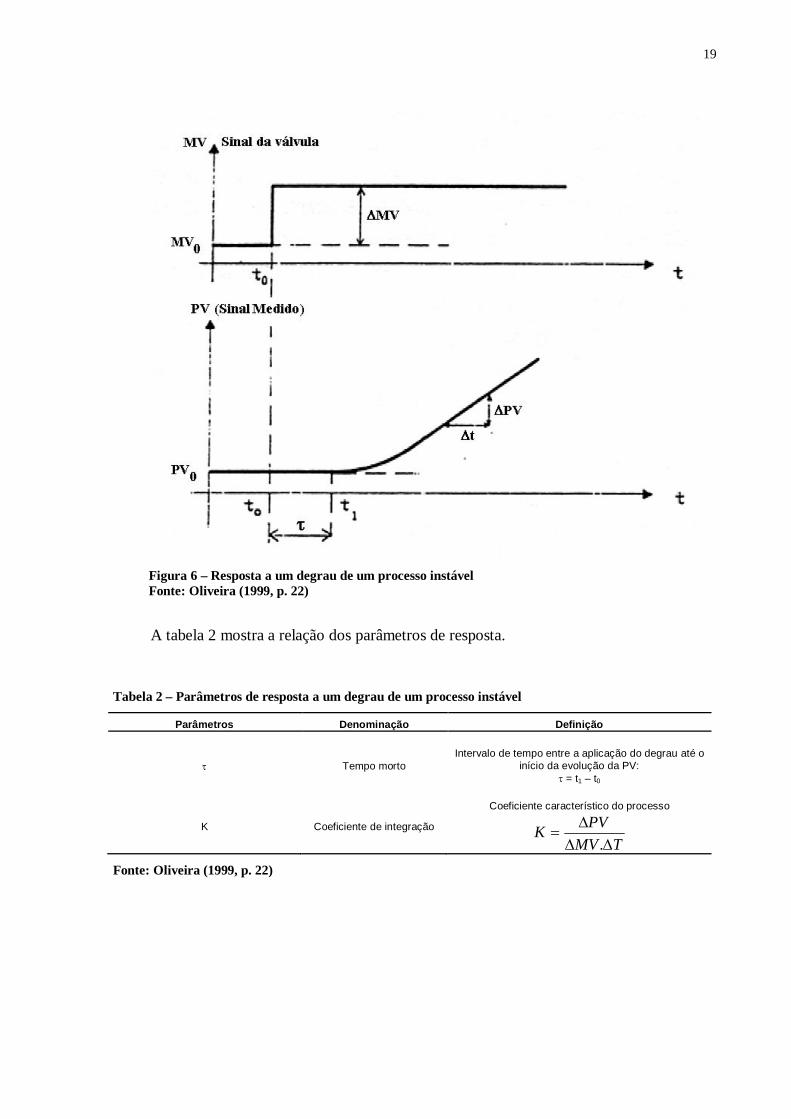
A figura 6 mostra a resposta de um processo instável a um estímulo em degrau.
19
Figura 6 – Resposta a um degrau de um processo instável Fonte: Oliveira (1999, p. 22)
A tabela 2 mostra a relação dos parâmetros de resposta.
Tabela 2 – Parâmetros de resposta a um degrau de um processo instável
Parâmetros Denominação Definição
Tempo morto Intervalo de tempo entre a aplicação do degrau até o
início da evolução da PV: = t1 – t0
K Coeficiente de integração
Coeficiente característico do processo
TMVPVK
.
Fonte: Oliveira (1999, p. 22)
20
2.3 O CONTROLE PID
O algoritmo de um PID paralelo alternativo pode ser definido pela equação (2.1):
dt
tdeTdeT
teKptu d
t
i
0
1. , (2.1)
onde:
u – Sinal de controle
e – erro (PV-SP ou SP-PV)
Kp – Ganho proporcional
Ti – Tempo integral
Td – Tempo derivativo
O sinal de controle nada mais é que a soma de três termos: o primeiro é o coeficiente
proporcional do erro; o segundo é o coeficiente integral do erro; e o terceiro é o coeficiente
derivativo do erro (ASTRÖM; HÄGGLUND, 2006) (CAMPOS; TEIXEIRA, 2006).
2.3.1 Ação Proporcional
A ação de controle proporcional é, como o próprio nome a define, proporcional ao valor
do erro (ASTRÖM; HÄGGLUND, 2006). Neste caso a equação (2.1) do PID se transforma na
(2.2).
buteKptu )(. , (2.2)
onde ub é o sinal de saída inicial, ou seja, se o erro for igual a 0, o sinal de saída do
controlador irá manter o elemento final de controle na mesma posição (OLIVEIRA, 1999).
2.3.2 Ação Integral
A principal função da ação integral é ter certeza que a variável de processo coincide
com o set-point. Apenas com a ação proporcional, quase sempre existe um pequeno erro –
quando ocorre um distúrbio qualquer no processo – chamado de off-set. Com a ação integral,
esse erro provocará sempre um aumento ou uma diminuição na variável manipulada, sem
importar qual o seu tamanho (ASTRÖM; HÄGGLUND, 2006).

21
Assim, a relação matemática entre o sinal de erro e de controle na ação integral é
representada pela equação (2.3).
dtteT
tui
1 , (2.3)
2.3.3 Ação Derivativa
O objetivo da ação derivativa é melhorar a estabilidade do sistema em malha fechada,
através da adição de um caráter antecipativo ou preditivo ao sistema. Com isso, o sistema
responde de forma mais rápida às excitações de entrada, diminuindo a diferença de tempo
entre o momento em que o controlador percebe o erro e o momento em que toma uma ação
para corrigi-lo (ASTRÖM; HÄGGLUND, 2006) (LIMA, 2008).
Na ação derivativa, a relação matemática entre o sinal de erro e de controle é dada pela
equação (2.4).
tedtdTtu d (2.4)
2.4 ESTRUTURA INTERNA DOS CONTROLADORES PID
De acordo com cada fabricante, a estrutura interna do controlador pode variar. Além
disso, o próprio usuário pode configurá-lo de acordo com sua necessidade.
Os controladores podem ser:
Proporcional.
Proporcional + integral em série.
Proporcional + integral em paralelo.
Proporcional + derivativo em série.
Proporcional + derivativo em paralelo.
PID em série, com ação derivativa no erro.
PID em série, com ação derivativa na PV (variável de processo).
PID em paralelo, com ação derivativa no erro.
PID em paralelo, com ação derivativa na PV (variável de processo).
22
PID misto, com ação derivativa no erro.
PID misto, com ação derivativa na PV (variável de processo).
2.5 LEVANTAMENTO DA FUNÇÃO DE TRANSFERÊNCIA DE UM PROCESSO
INSTÁVEL
Considere-se o controle de nível de um tanque. Como este sistema é integrador, ou
instável, colocando-se o controlador em manual e diminuindo-se a saída em, por exemplo,
5%, o nível irá subir sem limite. O ganho do integrador pode então ser calculado de acordo
com a equação (2.5), como demonstrado no item 2.2.2 (CAMPOS; TEIXEIRA, 2006).
tuyKVASO
1 , (2.5)
onde:
KVASO – Ganho do sistema (s-1)
y – Variação do nível (%)
u – Variação da variável manipulada (%)
t – Variação do tempo (s)
A partir da equação (2.5) e com a utilização da transformada de Laplace obtém-se a
função de transferência deste tipo de processo, representada pela equação (2.6) (CAMPOS;
TEIXEIRA, 2006).
s
KsUsY VASO (2.6)
2.6 MÉTODO DE SINTONIA DE ZIEGLER-NICHOLS
Como citado no capítulo 1, um dos métodos de sintonia de controladores PID mais
utilizados é o método de Ziegler-Nichols. Este método sugere a execução de um teste com o
processo em malha fechada onde, com valores de Ti= e Td=0, se aumenta o ganho
proporcional (Kp) gradativamente até se obter uma resposta oscilatória com amplitude
constante. Neste ponto, o valor de Kp é chamado de ganho último (KU) e o período de
oscilação constante, de período crítico (PU) (BERTO et al. 2004).

23
De acordo com o método, utiliza-se a tabela 3 para se obter os parâmetros do
controlador.
Tabela 3 – Parâmetros do PID conforme regra do ajuste de Ziegler-Nichols para processos estáveis e instáveis
Controlador Kc Ti Td
P KU.5,0 0
PI paralelo 2,2
KU
KUPU.2 0
PID paralelo 7,1
KU
KUPU.85,0
3,13.PUKU
Fonte: Oliveira (1999, p. 68)
24
3 METODOLOGIA E RESULTADOS
Neste capítulo será abordado o procedimento utilizado no desenvolvimento prático da
pesquisa em questão; desde o estudo inicial da instalação até a verificação dos resultados.
Além disso, será mostrada uma visão geral sobre o processo em que está sendo utilizado o
controlador PID.
3.1 VISÃO BÁSICA DO PROCESSO DE FABRICAÇÃO DE CIMENTO
O cimento moderno, conhecido como cimento portland, é definido como um pó fino
com propriedades aglomerantes, aglutinantes ou ligantes, que endurece sob ação da água
(VOTORANTIM, 2009).
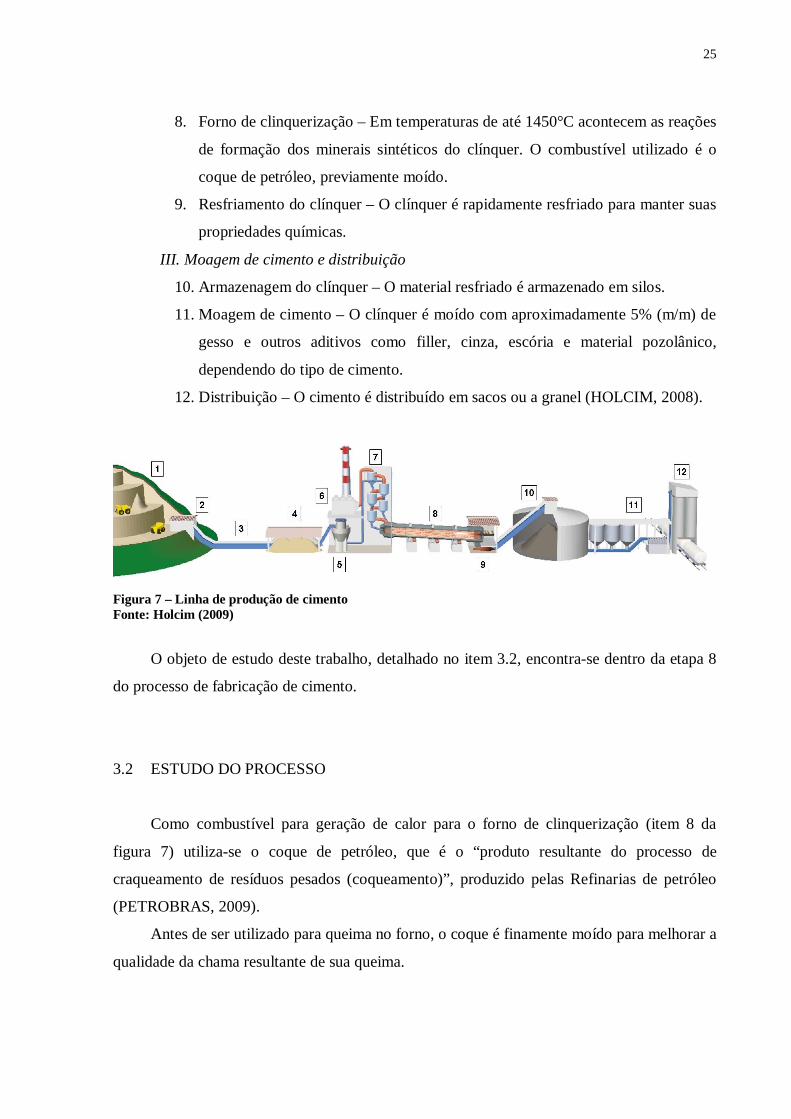
O processo de fabricação de cimento é contínuo, dividido em três partes principais e
pode ser descrito com base na figura 7.
I. Mineração e preparação da matéria-prima
1. Mineração – Calcário e argila são extraídos através de técnicas de perfuração e
desmontagem das rochas.
2. Britagem – O material extraído é diminuído em partículas menores por
compressão ou impacto
3. Transporte – A matéria-prima é então transportada para a planta de produção
através de correias transportadoras, teleférico ou linha férrea.
II. Produção de clínquer
4. Pré-homogeneização – O calcário, a argila e os aditivos são misturados entre si e
homogeneizados.
5. Moagem de Cru – O material homogeneizado é alimentado ao moinho para
secagem e moagem, obtendo-se a farinha.
6. Filtro de pó – Filtros de mangas ou eletrostáticos são utilizados para abater o pó
arrastado pelos gases provenientes do forno de clinquerização e da própria
moagem de cru.
7. Pré-aquecedor (Torre de ciclones) – A farinha é alimentada no forno através do
pré-aquecedor, onde acontece sua secagem e iniciam as reações de
clinquerização.
25
8. Forno de clinquerização – Em temperaturas de até 1450°C acontecem as reações
de formação dos minerais sintéticos do clínquer. O combustível utilizado é o
coque de petróleo, previamente moído.
9. Resfriamento do clínquer – O clínquer é rapidamente resfriado para manter suas
propriedades químicas.
III. Moagem de cimento e distribuição
10. Armazenagem do clínquer – O material resfriado é armazenado em silos.
11. Moagem de cimento – O clínquer é moído com aproximadamente 5% (m/m) de
gesso e outros aditivos como filler, cinza, escória e material pozolânico,
dependendo do tipo de cimento.
12. Distribuição – O cimento é distribuído em sacos ou a granel (HOLCIM, 2008).
Figura 7 – Linha de produção de cimento Fonte: Holcim (2009)
O objeto de estudo deste trabalho, detalhado no item 3.2, encontra-se dentro da etapa 8
do processo de fabricação de cimento.
3.2 ESTUDO DO PROCESSO
Como combustível para geração de calor para o forno de clinquerização (item 8 da
figura 7) utiliza-se o coque de petróleo, que é o “produto resultante do processo de
craqueamento de resíduos pesados (coqueamento)”, produzido pelas Refinarias de petróleo
(PETROBRAS, 2009).
Antes de ser utilizado para queima no forno, o coque é finamente moído para melhorar a
qualidade da chama resultante de sua queima.
26
O coque moído então abastece o silo de coque e este, por sua vez, abastece – através de
uma eclusa – o silo pulmão. Este alimenta coque ao forno através da bomba de coque,
conforme mostrado na figura 1.
Um controlador PID é empregado para fazer o controle do peso do silo pulmão. Este
peso deve permanecer constante para evitar variações na entrada de combustível no forno e,
assim, manter estável a sua queima.
Como explicado anteriormente, manter a queima estável significa a manutenção de uma
temperatura constante na zona de queima do forno e a não formação de monóxido de carbono
(CO) – o que causa esfriamento do forno e, dependendo da concentração, desligamento do
eletrofiltro. Desligamentos de eletrofiltro significam que naquele momento o processo estará
emitindo uma quantidade de material particulado acima do limite exigido no Estado do Paraná
a resolução SEMA 54/06, que é de 70 mg/Nm³ (PARANÁ, 2006).
Além disso, a queima estável contribui para uma boa produção e uma boa qualidade do
clínquer formado.
Este PID tem como variável de controle (PV) o peso do silo pulmão e como elemento
final de controle (MV) a rotação da eclusa.
O processo em questão é caracterizado como contínuo e instável (ou integrador).
3.3 ESTUDO DO PID INSTALADO
O controlador está integrado ao processo através do Controlador Lógico Programável
(CLP) Família 5 (Rockwell-Allen Bradley) e do Sistema Supervisório Wonderware InTouch
HMI. O software de programação é o RSLogix 5 da Rockwell.
A estrutura interna do controlador PID define-o como paralelo alternativo, conforme a
figura 8.

27
Figura 8 - Esquema que representa a estrutura interna de um PID paralelo alternativo
Fonte: Stebel (2008)
A instrução PID está inserida dentro do CLP, figura 9, e utiliza a equação (3.1) como
função de transferência (ROCKWELL AUTOMATION, 1998). A equação (3.1) é equivalente
à equação (2.1), ou seja, corresponde a equação do controlador PID paralelo alternativo.
dtEdKdtEKEKCV dC
t
iCPC 0
, (3.1)
onde:
CV – Saída do controlador
KPC – Ganho proporcional do controlador = 100.PK
KiC – Ganho integral do controlador = iT
610
KdC – Ganho derivativo do controlador = 100.dT
t – Tempo de amostragem
E – Erro = (SP – PV)
SP – Set Point
PV – Variável de processo

28
Figura 9 - Instrução PID dentro do CLP
O bloco de controle do PID pode ser configurado no supervisório, figura 11, onde se
tem acesso apenas a limitação do elemento final de controle, a banda morta e aos parâmetros
Kp (ganho proporcional), Ki (ganho integral) e Kd (ganho derivativo), ou a partir da interface
dentro do CLP, figura 10.
Figura 10 - Interface de configuração do PID no supervisório
29
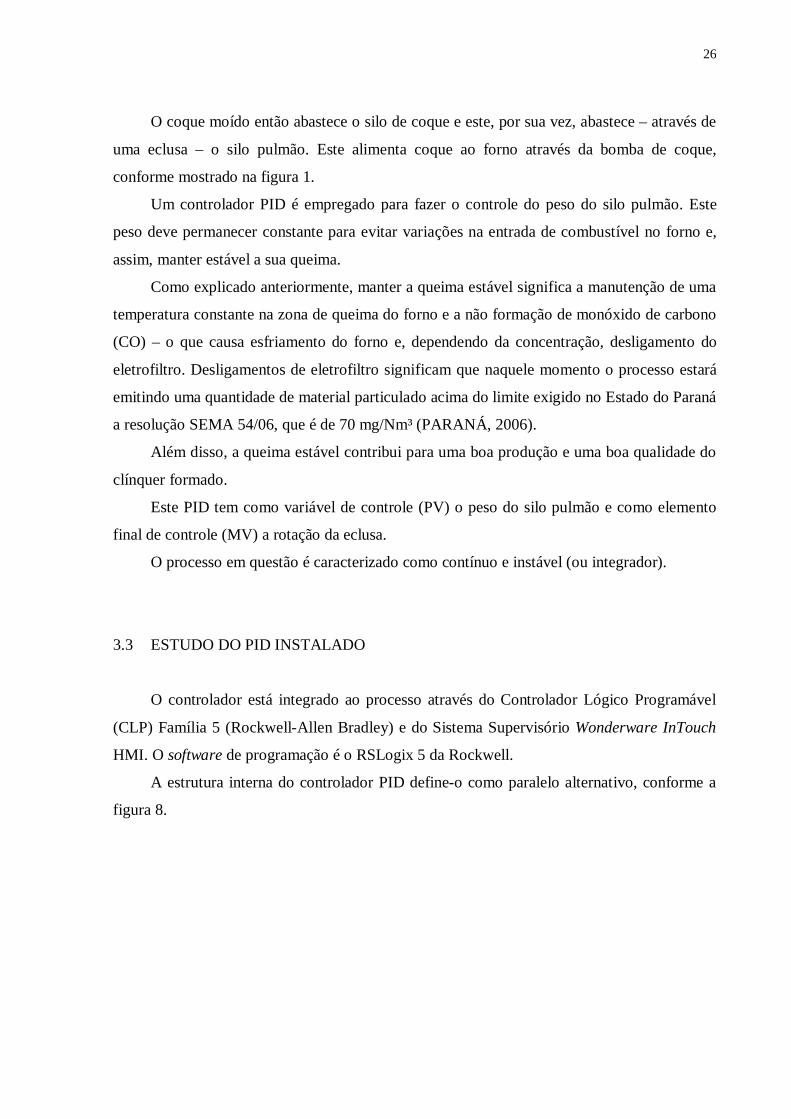
Figura 11 - Interface de configuração do PID dentro do CLP
Dentro do CLP, figura 10, podem ser configurados, entre outros parâmetros, o tipo da
equação do PID, o modo do controlador (automático ou manual), a sua ação (direta ou
reversa), o setpoint, os ganhos proporcional, integral e derivativo e o tempo de amostragem
(Loop Update Time). Neste caso, nota-se que o tempo de amostragem do controlador está
configurado para gerar uma atualização a cada 0,1s.
A ação do controlador é reversa, ou seja, um aumento na variável de processo (peso do
silo) provoca um decréscimo no sinal de saída (CV).
A banda morta está configurada como 0,05% do valor. O valor pode ser de 0 a 4095
para representar 0 a 100%. De acordo com o manual do PID, o ajuste da banda morta permite
selecionar um intervalo, dentro do qual o erro não provoca alteração na variável manipulada
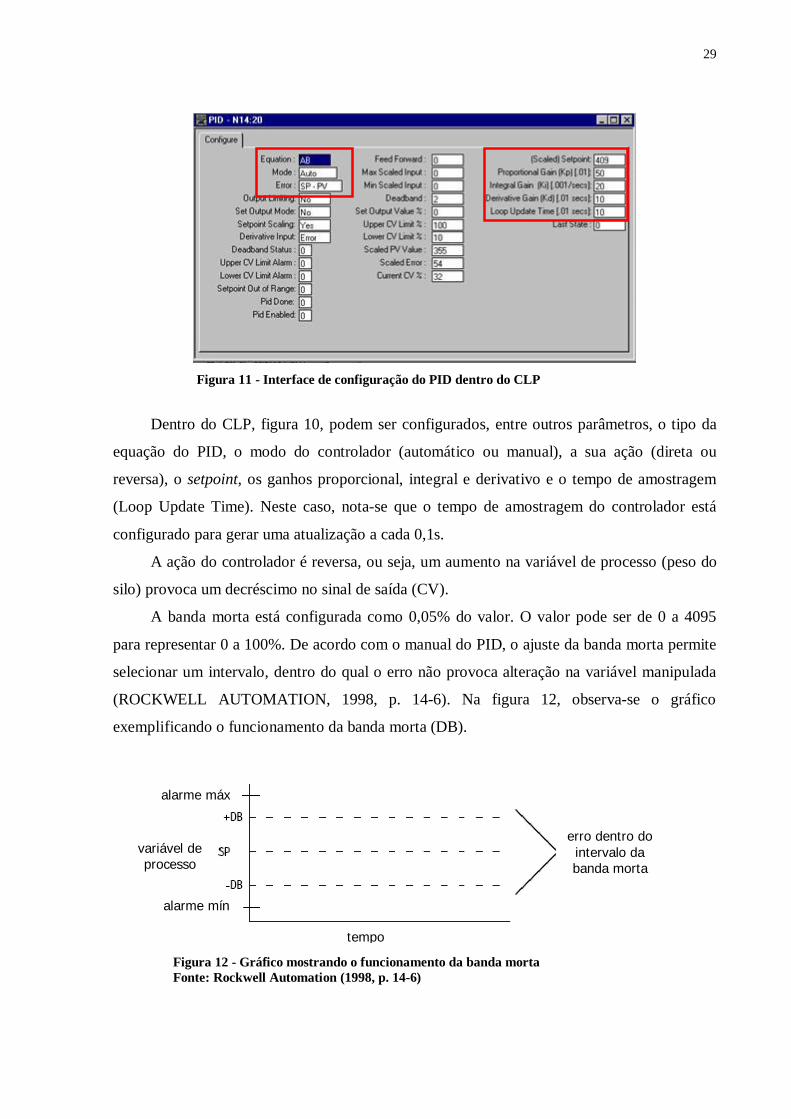
(ROCKWELL AUTOMATION, 1998, p. 14-6). Na figura 12, observa-se o gráfico
exemplificando o funcionamento da banda morta (DB).
Figura 12 - Gráfico mostrando o funcionamento da banda morta Fonte: Rockwell Automation (1998, p. 14-6)
alarme máx
alarme mín
variável de processo
erro dentro do intervalo da banda morta
tempo

30
3.4 PROCEDIMENTO EXPERIMENTAL
3.4.1 Levantamento da função de transferência
O objetivo deste levantamento é a obtenção da função de transferência que representa o
processo de enchimento e esvaziamento do silo pulmão.
Para tanto, inicialmente colocou-se o processo em malha aberta e foram gerados
degraus na MV, como observado na figura 13.
40%
50%
60%
70%
80%
90%
100%
130
761
391
912
2515
3118
3721
4324
4927
55
3061
3367
3673
3979
4285
4591
4897
5203
5509
5815
6121
6427
6733
7039
Tempo (s)
Peso Silo de Coque Rotação Eclusa
Figura 13 - Gráfico que mostra o teste em malha aberta
Em seguida, a partir dos testes e de acordo com a sequência demonstrada no capítulo 2
(item 2.5), foi levantada a função de transferência que representa o processo em questão.
a) Tempo morto – Calculado como o tempo de resposta do processo após a geração
do degrau.
49712901787 TempoMorto s
b) t – Intervalo entre o início do degrau e o fim da análise.
177312903063 t s
c) y – Calculado como a variação do peso do silo (PV) durante o período
considerado.
31
%1010,0484,0584,0 y
d) u – Calculado como a variação da rotação da eclusa (MV) durante o período
considerado.
%30%55%85 u
e) KVASO – Calculado de acordo com a equação 2.5.
1.000188,01773
1%30%101
sstu
yKVASO
Chegando-se finalmente na função de transferência:
ssUsY 000188,0
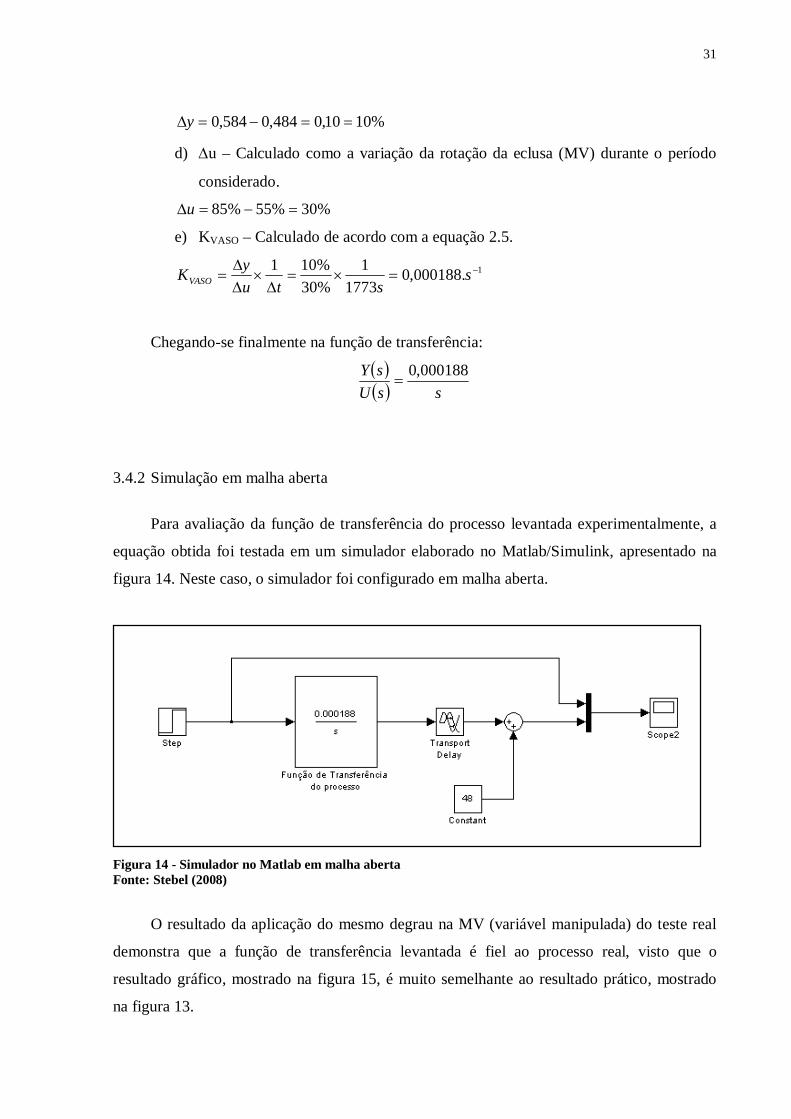
3.4.2 Simulação em malha aberta
Para avaliação da função de transferência do processo levantada experimentalmente, a
equação obtida foi testada em um simulador elaborado no Matlab/Simulink, apresentado na
figura 14. Neste caso, o simulador foi configurado em malha aberta.
Figura 14 - Simulador no Matlab em malha aberta Fonte: Stebel (2008)
O resultado da aplicação do mesmo degrau na MV (variável manipulada) do teste real
demonstra que a função de transferência levantada é fiel ao processo real, visto que o
resultado gráfico, mostrado na figura 15, é muito semelhante ao resultado prático, mostrado
na figura 13.
32
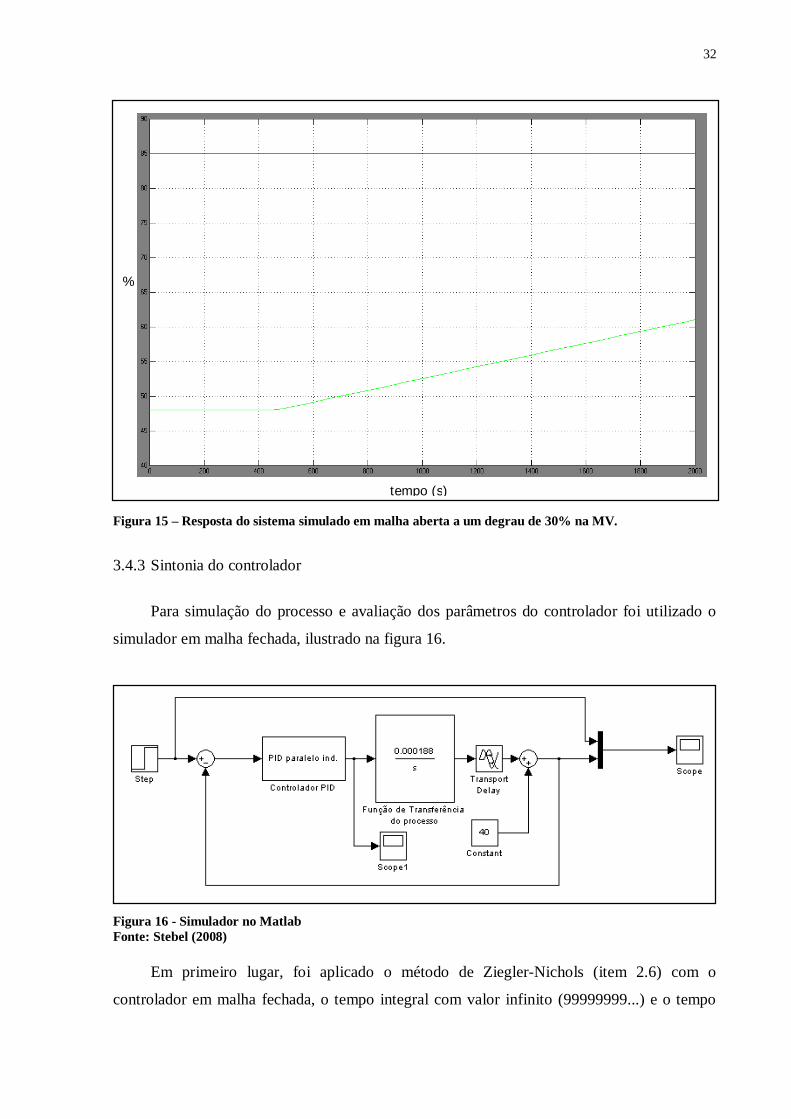
Figura 15 – Resposta do sistema simulado em malha aberta a um degrau de 30% na MV.
3.4.3 Sintonia do controlador
Para simulação do processo e avaliação dos parâmetros do controlador foi utilizado o
simulador em malha fechada, ilustrado na figura 16.
Figura 16 - Simulador no Matlab Fonte: Stebel (2008)
Em primeiro lugar, foi aplicado o método de Ziegler-Nichols (item 2.6) com o
controlador em malha fechada, o tempo integral com valor infinito (99999999...) e o tempo
%
tempo (s)

33
derivativo com valor 0. Foram testados valores de ganho proporcional até chegar-se a uma
resposta oscilatória com amplitude constante, figura 17.
Figura 17 – Resposta oscilatória do sistema, com amplitude constante
Os valores obtidos para o ganho último (KU) e para o período de oscilação (PU) estão
apresentados na tabela 4.
Tabela 4 - Parâmetros para sintonização por Z&N
Ku 22,5 Pu 1850
A partir destes valores e com o auxílio da tabela 3 (parâmetros para o PID paralelo)
obtêm-se os valores de Kp, Ti e Td, mostrados na tabela 5.
Tabela 5 - Parâmetros gerados pelo método de Z&N
Kp 13,2 Ti 69,9 Td 3202
Testando no PID os novos valores de Kp, Ti e Td, chegou-se ao resultado mostrado na
figura 18, onde nota-se ainda a necessidade de novos ajustes nos parâmetros. Para tanto, foi
aplicado o método da tentativa sistemática.
%
tempo (s)
34
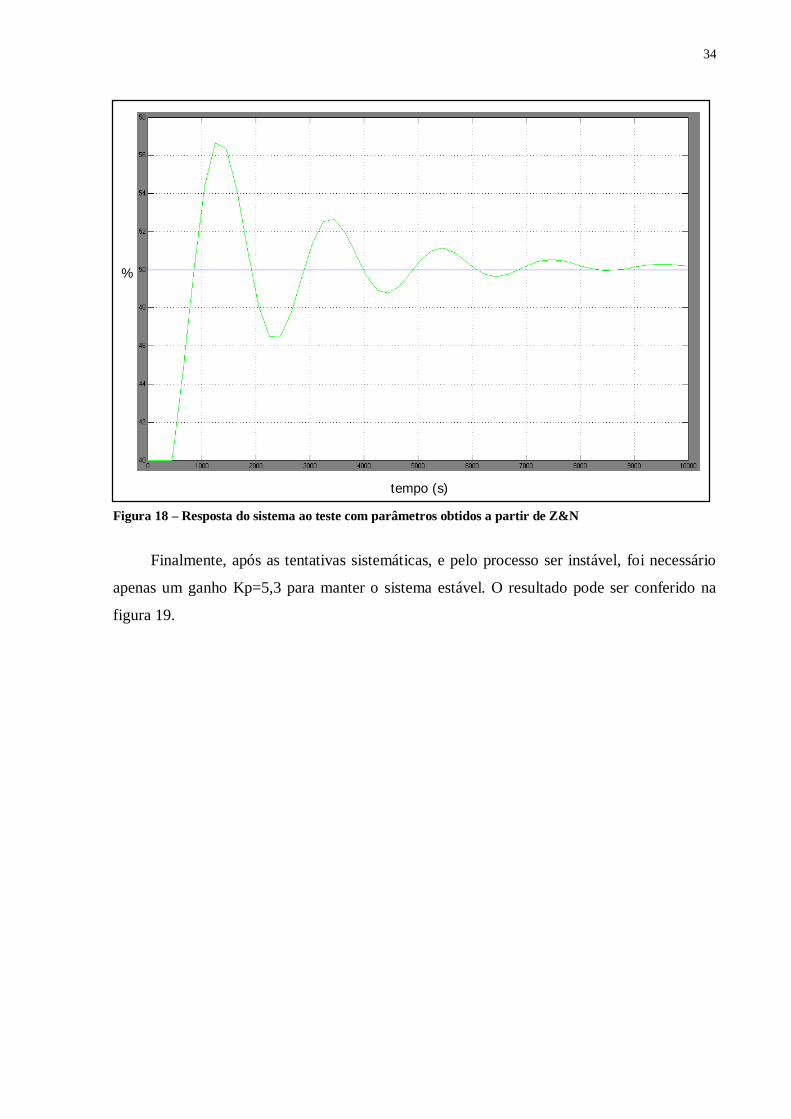
Figura 18 – Resposta do sistema ao teste com parâmetros obtidos a partir de Z&N
Finalmente, após as tentativas sistemáticas, e pelo processo ser instável, foi necessário
apenas um ganho Kp=5,3 para manter o sistema estável. O resultado pode ser conferido na
figura 19.
%
tempo (s)
35
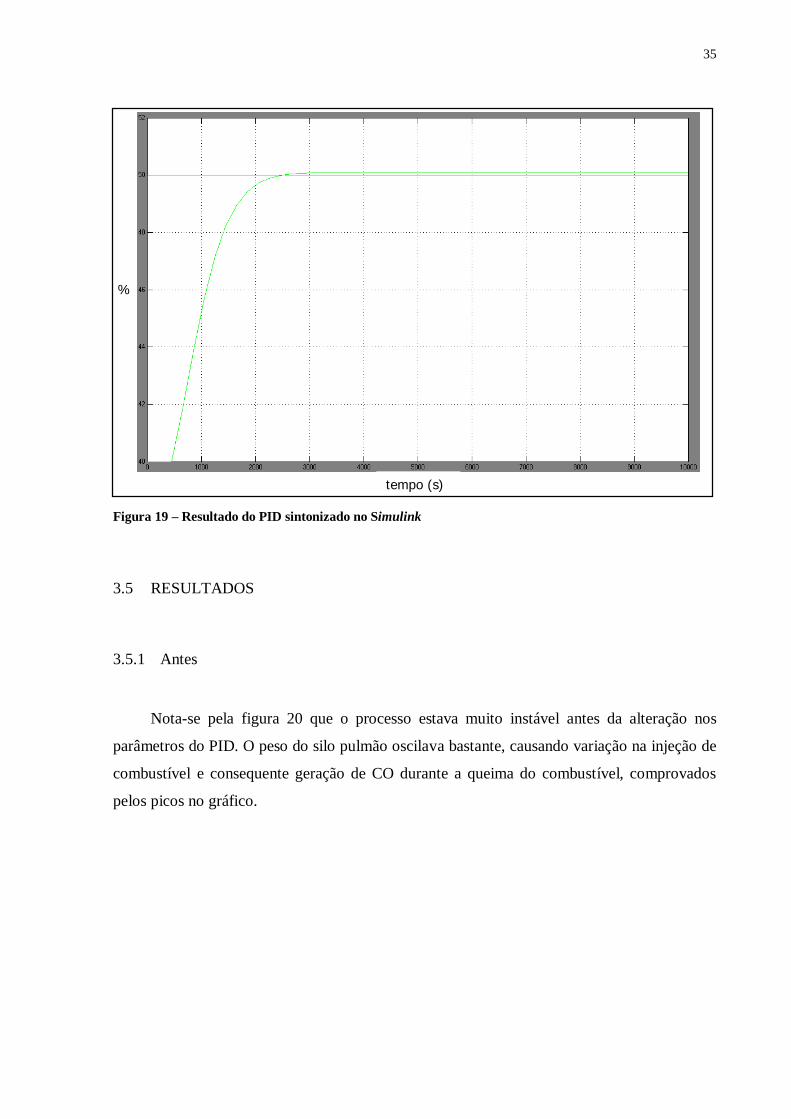
Figura 19 – Resultado do PID sintonizado no Simulink
3.5 RESULTADOS
3.5.1 Antes
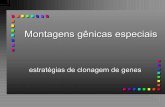
Nota-se pela figura 20 que o processo estava muito instável antes da alteração nos
parâmetros do PID. O peso do silo pulmão oscilava bastante, causando variação na injeção de
combustível e consequente geração de CO durante a queima do combustível, comprovados
pelos picos no gráfico.
%
tempo (s)

36
Figura 20 – Situação do processo antes da alteração nos parâmetros do PID
3.5.2 Durante
No dia 05 de dezembro de 2008, às 08h40min foram alterados os parâmetros do PID
estudado, de acordo com a simulação a partir do método de Ziegler-Nichols.
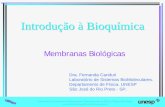
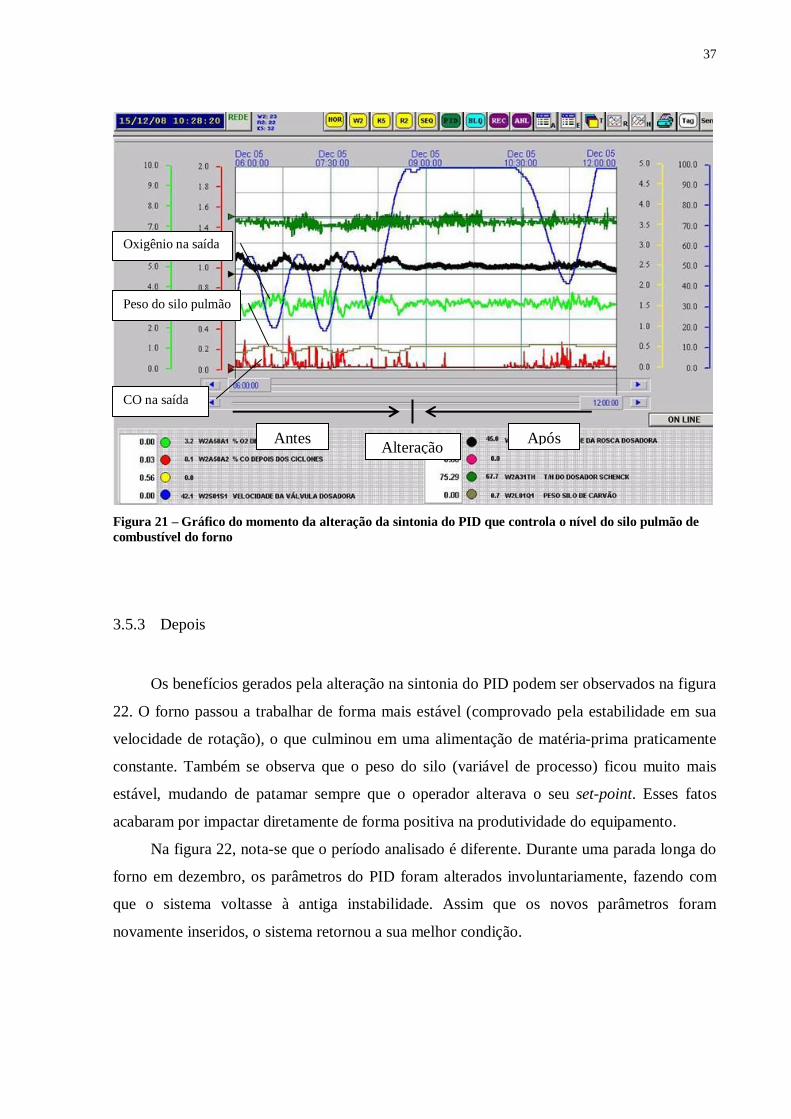
Pela figura 21, observa-se que o resultado foi exatamente o esperado. Após a alteração,
o peso do silo pulmão estabilizou, a indicação de concentração de oxigênio na saída do forno
demonstra que o processo ficou muito mais estável, e os picos de CO diminuíram.
Oxigênio na saída
Peso do silo pulmão
CO na saída
37
Figura 21 – Gráfico do momento da alteração da sintonia do PID que controla o nível do silo pulmão de combustível do forno
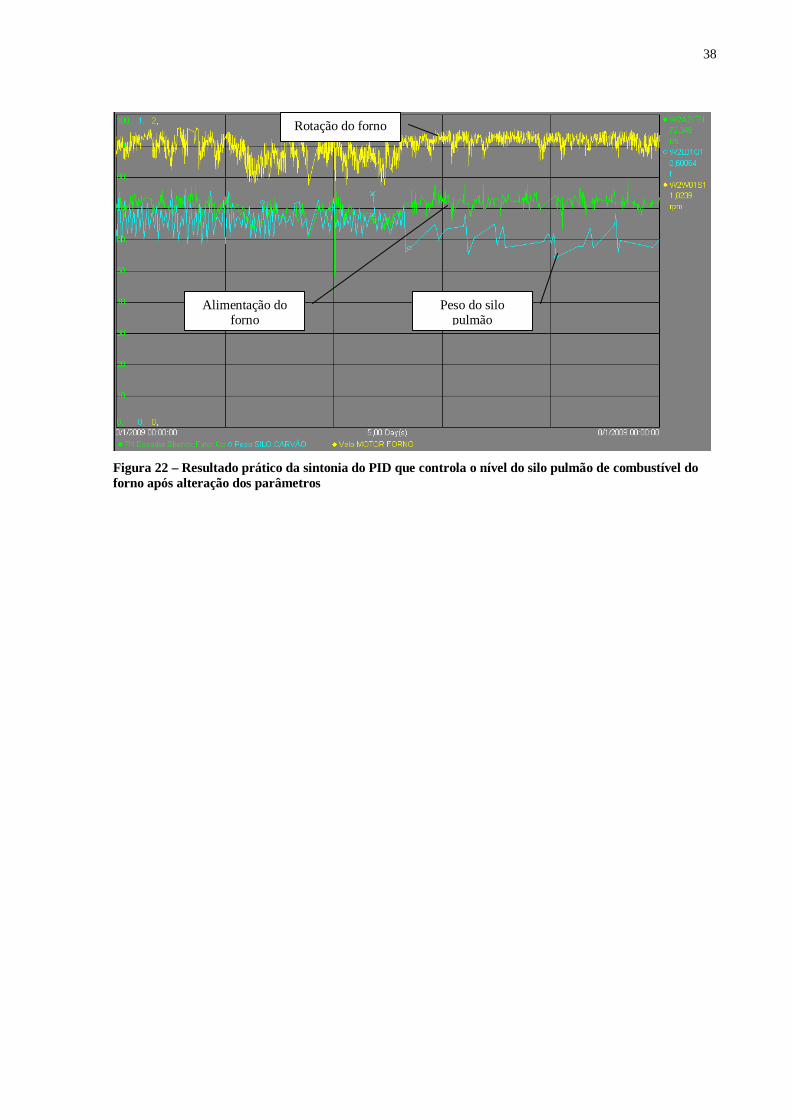
3.5.3 Depois
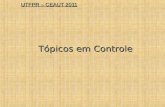
Os benefícios gerados pela alteração na sintonia do PID podem ser observados na figura
22. O forno passou a trabalhar de forma mais estável (comprovado pela estabilidade em sua
velocidade de rotação), o que culminou em uma alimentação de matéria-prima praticamente
constante. Também se observa que o peso do silo (variável de processo) ficou muito mais
estável, mudando de patamar sempre que o operador alterava o seu set-point. Esses fatos
acabaram por impactar diretamente de forma positiva na produtividade do equipamento.
Na figura 22, nota-se que o período analisado é diferente. Durante uma parada longa do
forno em dezembro, os parâmetros do PID foram alterados involuntariamente, fazendo com
que o sistema voltasse à antiga instabilidade. Assim que os novos parâmetros foram
novamente inseridos, o sistema retornou a sua melhor condição.
Oxigênio na saída
Peso do silo pulmão
CO na saída
Antes Após Alteração
38
Figura 22 – Resultado prático da sintonia do PID que controla o nível do silo pulmão de combustível do forno após alteração dos parâmetros
Rotação do forno
Alimentação do forno
Peso do silo pulmão

39
4 CONCLUSÕES
Os objetivos propostos no início da pesquisa foram atingidos. Conforme se destacou na
apresentação dos resultados, foi observado que o forno teve seu rendimento otimizado em
relação aos problemas apresentados antes da sintonia. O principal responsável por tal
resultado foi, sem dúvida, a diminuição na formação de CO na zona de queima, causada, por
sua vez, pela correta sintonização do PID que faz o controle do nível do silo pulmão de
combustível.
Diante dos resultados atingidos, comprova-se que correta sintonia de um PID é
fundamental para um bom rendimento da planta. Uma sintonia ruim pode ser responsável por
uma queda significativa na produtividade do equipamento controlado.
Com este trabalho, também pode ser destacada a importância de realizarem-se
simulações offline, onde é possível analisar o resultado de diferentes combinações de
parâmetros. Dessa forma, consegue-se diminuir ou até eliminar o risco de insucesso na
alteração da sintonia de um controlador PID.
Além disso, o presente trabalho foi uma prova de que a engenharia de controle vem
ganhando a cada dia mais espaço e se tornando fundamental na otimização de plantas
industriais.
Não obstante, mostra também que a equipe de processos deve ir além da zona de
conforto e procurar o ponto de encontro entre a teoria e a prática e entre a pesquisa e a
realidade na busca pela melhor eficiência dos equipamentos de uma planta industrial.
4.1 SUGESTÕES DE TRABALHOS FUTUROS
O poder de replicação da atividade descrita neste trabalho é grande. Apenas na unidade
onde este foi desenvolvido, existem seis fornos, onde o que tem menos conta com um número
de cinco controladores PID instalados.
A sugestão deixada aqui é a de realizar a revisão de todos os controladores PIDs
existentes na planta, priorizando aqueles de pior resultado.
A metodologia utilizada nesta pesquisa para o levantamento da função de transferência
do processo é muito específica para o caso apresentado. Sugere-se então, para esta finalidade,

40
a utilização da ferramenta específica de identificação de sistemas do software Matlab,
indicada na literatura como uma boa opção.
41
REFERÊNCIAS
ARRUDA, Lúcia Valéria R. De et al. Um método evolucionário para sintonia de controladores PI/PID em processos multivariáveis. SBA Controle & Automação, v. 19, n. 1, p.1-17, mar. 2008. ASTRÖM, Karl J.; HÄGGLUND, Tore. Advanced PID control. Research Triangle Park, North Carolina: Instrument Society of America, 2006. BERTO, Maria Isabel; SA, Fabiana Rodrigues de; SILVEIRA JR., Vivaldo. Avaliação de controles PID adaptativos para um sistema de aquecimento resistivo de água. Ciênc. Tecnol. Aliment. 2004, vol.24, n.3, p. 478-485. BNDES (BANCO NACIONAL DE DESENVOLVIMENTO ECONÔMICO SOCIAL). Relatos Setoriais (1995). Disponível em: <http://www.bndes.gov.br/conhecimento/relato/cim.pdf> Acesso em: 27 mai. 2009. CAMPOS, Mario Massa de; TEIXEIRA, Herbert C. G.. Controles típicos de equipamentos e processos industriais. São Paulo: E. Blücher, 2006. CAMPOS, Vicente Falconi. Gerenciamento da rotina do trabalho do dia-a-dia. 8. ed. Belo Horizonte: INDG Tecnologia e serviços, 2004. GUIA de aplicação aborda benefícios da lógica fuzzy... Automation Today, São Paulo, a. 8, n. 23, p. 5, mar. 2008. HOLCIM LTD. Cement Production Process. Disponível em: <http://www.holcim.com/holcimweb/gc/ID/uploads/Cement%20Production%20process.pdf> Acesso em: 12 abr. 2009. LIMA, Carlos Raimundo Erig. Fundamentos de Controle. Especialização em Automação Industrial, Universidade Tecnológica do Paraná, Curitiba: 2008. OLIVEIRA, Adalberto Luiz de Lima. Instrumentação: fundamentos de controle de processos. Espírito Santo: SENAI-CST, 1999. Disponível em: <www.enq.ufrgs.br/cursos/grad/Instrum/Apostila/controle.pdf> Acesso em: 12 abr. 2009.

42
PARANÁ. Resolução SEMA n° 54 de 22 de dezembro de 2006. Disponível em: <http://www.iap.pr.gov.br/arquivos/File/meioambiente/res_054_06.pdf> Acesso em: 04 jul. 2009. PETROBRAS. Espaço conhecer: produtos. Disponível em: <http://www2.petrobras.com.br/EspacoConhecer/Produtos/coque.asp> Acesso em: 16 mai. 2009. ROCKWELL AUTOMATION. Instruction Set Reference Manual PLC-5. Estados Unidos: Rockwell International Corporation, 1998. 372 p. Disponível em: <http://literature.rockwellautomation.com/idc/groups/literature/documents/rm/1785-rm001_-en-p.pdf> Acesso em: 07 nov. 2008. SELLITTO, Miguel Afonso. Inteligência artificial: uma aplicação em uma indústria de processo contínuo. Gestão & Produção. v. 9, n. 3, p. 363-376, dez. 2002. SHREVE, R. Norris; BRINK, Joseph A. Indústrias de processos químicos. 4. ed. Rio de Janeiro: Editora Guanabara Dois S.A., 1977. STEBEL, Sergio Leandro. Notas de aula de sintonia de controladores e estratégias de controle. Especialização em Automação Industrial, Universidade Tecnológica do Paraná, Curitiba: 2008. Van Overschee, P.; De Moor, B.. RaPID: the end of heuristic PID tuning. In: IFAC WORKSHOP ON DIGITAL CONTROL: PAST, PRESENT AND FUTURE OF PID CONTROL, 2000, Terrassa, Espanha. Preprints: CBS S.A., p. 687-692. VOTORANTIM CIMENTOS. Produtos. Disponível em: <http://www.votorantimcimentos.com.br/hotsites/cimento/base.htm> Acesso em: 03 jul. 2009.