
ESTUDO DA EVOLUÇÃO DO DANO POR FADIGA EM … · Moreira e Flávio Vasconcelos. À toda a equipe...
113
UNIVERSIDADE FEDERAL DO CEARÁ PROGRAMA DE MESTRADO EM ENGENHARIA DE TRANSPORTES ESTUDO DA EVOLUÇÃO DO DANO POR FADIGA EM MISTURAS ASFÁLTICAS Thiago Grangeiro Loureiro Dissertação submetida ao Programa de Mestrado em Engenharia de Transportes da Universidade Federal do Ceará, como parte dos requisitos para a obtenção do título de Mestre em Ciências (M.Sc.) em Engenharia de Transportes ORIENTADOR: Prof. Dr. Jorge Barbosa Soares, Ph.D. Fortaleza 2003
Transcript of ESTUDO DA EVOLUÇÃO DO DANO POR FADIGA EM … · Moreira e Flávio Vasconcelos. À toda a equipe...

UNIVERSIDADE FEDERAL DO CEARÁ
PROGRAMA DE MESTRADO EM ENGENHARIA DE TRANSPORTES
ESTUDO DA EVOLUÇÃO DO DANO POR FADIGA
EM MISTURAS ASFÁLTICAS
Thiago Grangeiro Loureiro
Dissertação submetida ao Programa de Mestrado em Engenharia de Transportes da Universidade Federal do Ceará, como parte dos requisitos para a obtenção do título de Mestre em Ciências (M.Sc.) em Engenharia de Transportes
ORIENTADOR: Prof. Dr. Jorge Barbosa Soares, Ph.D.
Fortaleza
2003
FICHA CATALOGRÁFICA
REFERÊNCIA BIBLIOGRÁFICA
LOUREIRO, T.G. (2003). Estudo da Evolução do Dano por Fadiga em Misturas Asfálticas.
Dissertação de Mestrado, Programa de Mestrado em Engenharia de Transportes,
Universidade Federal do Ceará, Fortaleza, CE, 98fl.
CESSÃO DE DIREITOS
NOME DO AUTOR: Thiago Grangeiro Loureiro
TÍTULO DA DISSERTAÇÃO DE MESTRADO: Estudo da Evolução do Dano por Fadiga
em Misturas Asfálticas.
Mestre/2003
É concedida à Universidade Federal do Ceará permissão para reproduzir cópias
desta dissertação de mestrado e para emprestar ou vender tais cópias somente para
propósitos acadêmicos e científicos. O autor reserva outros direitos de publicação e
nenhuma parte desta dissertação de mestrado pode ser reproduzida sem a autorização por
escrito do autor.
Thiago Grangeiro Loureiro
Rua Padre Luiz Figueira, 320
60150-120 – Fortaleza/CE - Brasil
LOUREIRO, THIAGO GRANGEIRO
Estudo da Evolução do Dano por Fadiga em Misturas Asfálticas. Fortaleza,
2003.
XVIII, 98fl., Dissertação (Mestrado em Engenharia de Transportes) – Programa de
Mestrado em Engenharia de Transportes, Centro de Tecnologia, Universidade
Federal do Ceará, Fortaleza, 2003.
1. Transportes – Dissertação 3. Ensaio de Fadiga
2. Critério de Ruptura 4. Mistura Asfáltica
CDD 388

ESTUDO DA EVOLUÇÃO DO DANO POR FADIGA EM MISTURAS ASFÁLTICAS
Thiago Grangeiro Loureiro
DISSERTAÇÃO SUBMETIDA AO CORPO DOCENTE DO PROGRAMA DE
MESTRADO EM ENGENHARIA DE TRANSPORTES DA UNIVERSIDADE
FEDERAL DO CEARÁ COMO PARTE DOS REQUISITOS NECESSÁRIOS À
OBTENÇÃO DO GRAU DE MESTRE EM CIÊNCIAS EM ENGENHARIA DE
TRANSPORTES.
Aprovada por:
Prof. Jorge Barbosa Soares, Ph.D. (Orientador) Prof. José Soares de Andrade Junior, Ph.D. (Examinador Interno) Profa. Laura Maria Goretti da Motta, D.Sc. (Examinador Externo)
FORTALEZA, CE – BRASIL
SETEMBRO DE 2003

iv
DEDICATÓRIA
Aos meus pais, Ronald e Carísia, pelo apoio e incentivo durante todo o curso.
Ao meu avô Stênio pelos exemplos de vida e perseverança nas horas
mais difíceis dessa caminhada.
Aos meus irmãos Felipe, Flaviano e Stênio que sempre
acreditaram no meu potencial.
DEDICO.
v
AGRADECIMENTOS
Gostaria de agradecer em especial o incentivo e motivação durante todo o período em que
estive envolvido neste curso de mestrado ao meu irmão e professor Felipe Loureiro e ao
meu orientador e professor Jorge Barbosa Soares.
Agradeço também:
Ao Engenheiro da COPPE Ricardo Gil pela contribuição dada ao alterar o sistema de
aquisição de dados sem o qual não seria possível a realização deste trabalho. Ao
companheiro de mestrado Marcelo Luna pela ajuda dada à obtenção do programa usado no
ajuste de curvas da pesquisa.
Aos Engenheiros do Laboratório de Mecânica dos Pavimentos da UFC Daniel Aldigueri e
Everton Parente.
Aos colegas de mestrado Alvaro Boavista, Felipe Freitas, Heider Augusto, André
Theophilo, André Barbosa, José Iran, Jorge Pinheiro, Kamilla Vasconcelos, Heberton
Moreira e Flávio Vasconcelos.
À toda a equipe (pesquisadores, laboratoristas, alunos de graduação e alunos de mestrado)
do LMP que contribuíram de alguma maneira para a conclusão do curso.
Aos professores do Programa de Mestrado em Engenharia de Transportes – PETRAN,
pelas aulas ministradas.
À Fundação Cearense de Apoio ao Desenvolvimento Científico e Tecnológico – FUNCAP,
pelo suporte financeiro.
Aos meus amigos que não são da área de engenharia de transportes, mas que sempre
acreditaram na minha capacidade.

vi
Resumo da Dissertação submetida ao PETRAN/UFC como parte dos requisitos para a obtenção do título de Mestre em Ciências (M.Sc.) em Engenharia de Transportes.
ESTUDO DA EVOLUÇÃO DO DANO POR FADIGA
EM MISTURAS ASFÁLTICAS
Thiago Grangeiro Loureiro
Setembro/2003
Orientador: Prof. Jorge Barbosa Soares, Ph.D.
O ensaio de vida de fadiga em misturas asfálticas realizado tradicionalmente nos
laboratórios no Brasil apresenta algumas inconsistências no que diz respeito à modelagem
da evolução do dano. Especificamente, destaca-se o fato do material sofrer dano
progressivo ao longo do carregamento repetido do ensaio, afetando assim sua rigidez e
conseqüentemente o estado de tensões no mesmo. Neste trabalho é feita uma análise da
evolução do dano em diferentes misturas asfálticas. Realizou-se o ensaio de fadiga por
compressão diametral a tensão controlada, permitindo que se obtivesse os valores de
deformação em cada aplicação de carga até momentos antes da ruptura completa da
amostra. Um limite de deformação da ordem de cinco vezes o valor da deformação inicial
foi obtido através da avaliação do gráfico número de golpes por deformação de tração para
o CBUQ, enquanto que para uma mistura com agregado-borracha produzido pelo processo
seco e outra pelo processo úmido, este limite foi da ordem de seis vezes. Os resultados
obtidos nas misturas com adição de fresado não apresentaram o mesmo limite em todos os
níveis de tensão aplicados.

vii
Abstract of Thesis submitted to PETRAN/UFC as a partial fulfillment of the requirements for the degree of Master of Science (M.Sc.) in Transportation Engineering.
STUDY OF DAMAGE EVOLUTION OF HMA
ON DIAMETRAL FATIGUE TEST
Thiago Grangeiro Loureiro
September/2003
Advisor: Prof. Jorge Barbosa Soares, Ph.D.
The present study investigates the fatigue life test typically performed in Brazil to
characterize asphalt mixtures. Damage evolution is interpreted by analyzing a parameter
other than the number of load cycles to failure. The controlled diametral compression
fatigue test was used, and the tension strain was measured for every load cycle up until a
moment prior to failure. A strain level limit of approximately five times the initial strain
was obtained from the number of cycles versus tension strain graph for the HMA
investigated, for a mixture with rubber-aggregate produced with the dry process and a
mixture with rubber-aggregate produced with the wet process, this limit was approximately
six times, whereas for mitures with recycled material, this limit was not contant for each
stress level.
viii
SUMÁRIO
CAPÍTULO 1..............................................................................................................................1
INTRODUÇÃO..........................................................................................................................1
1.1. PROBLEMA DE PESQUISA .............................................................................................5
1.2. OBJETIVOS ........................................................................................................................6
1.2.1. Objetivo Geral.........................................................................................................6 1.2.2. Objetivos Específicos .............................................................................................6
1.3. ESTRUTURA DO TRABALHO ........................................................................................7
CAPÍTULO 2..............................................................................................................................8
REVISÃO BIBLIOGRÁFICA ...................................................................................................8
2.1. FORMAS DE CARREGAMENTO ....................................................................................8
2.1.1. Fadiga à Tensão Controlada (TC)............................................................................8 2.1.2. Fadiga à Deformação Controlada (DC) .................................................................12 2.1.3. Ensaio Intermediário..............................................................................................14
2.2. ENSAIOS DE FADIGA ....................................................................................................15
2.2.1. Compressão Diametral...........................................................................................15 2.2.2. Flexão em Vigas ....................................................................................................18 2.2.3. Flexão em Amostras Trapezoidais.........................................................................19 2.2.4. Weel Tracking Test (WTT) ...................................................................................20 2.2.5. Asphalt Pavement Analyzer (APA).......................................................................21
2.3. CRITÉRIOS DE RUPTURA POR FADIGA....................................................................23
2.3.1. Energia Dissipada ..................................................................................................24 CAPÍTULO 3............................................................................................................................30
METODOLOGIA.....................................................................................................................30
3.1. MATERIAIS......................................................................................................................30
3.1.1. CBUQ ....................................................................................................................30 3.1.2. Misturas com asfalto borracha...............................................................................33 3.1.3. Misturas com material fresado...............................................................................36
3.2. MÉTODOS ........................................................................................................................38
3.3. DEFINIÇÃO DO CRITÉRIO DE RUPTURA..................................................................42
ix
CAPÍTULO 4............................................................................................................................46
RESULTADOS ........................................................................................................................46
4.1. CBUQ ................................................................................................................................46
4.1.1. Ensaios de Caracterização .....................................................................................46 4.1.2. Proposição de Análise da Fadiga ...........................................................................48 4.1.3. Deformação de Tração Crítica...............................................................................50
4.2. MISTURA COM ASFALTO BORRACHA .....................................................................51
4.2.1. Ensaios de Caracterização da Mistura ...................................................................51 4.2.2. Novo Critério para Curva de Fadiga......................................................................53 4.2.3. Deformação de Tração Crítica...............................................................................54
4.3. MISTURAS COM MATERIAL FRESADO ....................................................................56
4.3.1. Ensaios de Caracterização da Mistura ...................................................................56 4.3.2. Novo Critério para Curva de Fadiga......................................................................58 4.3.3. Deformação de Tração Crítica...............................................................................59
CAPÍTULO 5............................................................................................................................62
CONCLUSÕES ........................................................................................................................62
5.1. RECOMENDAÇÕES E SUGESTÕES.............................................................................63
REFERÊNCIAS BIBLIOGRÁFICAS .....................................................................................65
ANEXO I ..................................................................................................................................71
EXEMPLOS DE CURVA PARA OS VALORES DE DEFORMAÇÃO DE TRAÇÃO NO
CBUQ ................................................................................................................................71
ANEXO II.................................................................................................................................77
EXEMPLOS DE CURVA PARA OS VALORES DE DEFORMAÇÃO DE TRAÇÃO
NAS MISTURAS COM BORRACHA.............................................................................77
ANEXO III ...............................................................................................................................86
EXEMPLOS DE CURVA PARA OS VALORES DE DEFORMAÇÃO DE TRAÇÃO
NAS MISTURAS RECICLADAS ....................................................................................86
x
LISTA DE FIGURAS
Figura 1.1: Corpo de prova rompido no ensaio de fadiga por compressão diametral ............2
Figura 1.2: Relação tensão por deformação para ensaios de fadiga em misturas asfálticas...3
Figura 1.3: Ensaio de fadiga por compressão diametral.........................................................5
Figura 2.1: Representação das tensões no centro da amostra .................................................9
Figura 2.2: Representação dos parâmetros de distância nas equações 2.4 e 2.5 ..................11
Figura 2.3: Exemplo de modelo de fadiga no ensaio por compressão diametral .................16
Figura 2.4: Equipamento usado no ensaio de carga repetida por compressão diametral .....17
Figura 2.5: Ensaio de fadiga realizado por flexão em viga à deformação controlada .........18
Figura 2.6: Ensaio de fadiga realizado por flexão em amostras trapezoidais.......................20
Figura 2.7: Ensaio de fadiga realizado pelo WTT ...............................................................21
Figura 2.8: Curva de fadiga obtida pelo APA .....................................................................22
Figura 2.9: Ensaio de fadiga realizado pelo APA.................................................................23
Figura 2.10: Critério de ruptura com base na taxa de energia dissipada .............................27
Figura 2.11: Critério com base na Taxa de Energia ............................................................28
Figura 2.12: Tensão e deformação unidos pelo mesmo critério ..........................................28
Figura 3.1: Localização do trecho experimental na Av. Washington Soares .......................31
Figura 3.2: Perfil do trecho experimental da Av. Whashington Soares, .............................31
Figura 3.3: Curva granulométrica do trecho experimental da Av. Washington Soares ......32
Figura 3.4: Curva granulométrica dos agregados utilizados na mistura com borracha........35
Figura 3.5: Curvas granulométricas das amostras de borracha ............................................36
Figura 3.6: Corpos de prova usados na escolha do teor ótimo .............................................39
Figura 3.7: Ensaio de RT ......................................................................................................40
Figura 3.8: Ensaio de carga repetida para cálculo do MR....................................................42
Figura 3.9: Deslocamento do corpo de prova em cada golpe...............................................44
Figura 3.10: Crescimento da deformação específica de tração com o número de golpes ....45
Figura 3.11: Fração do erro padrão com o número de golpes ..............................................45
Figura 4.1: Curvas de fadiga com critério de ruptura convencional.....................................47
Figura 4.2: Crescimento da deformação de tração para diferentes níveis de tensão ............49

xi
Figura 4.3: Curva tensão de tração por deformação de tração .............................................51
Figura 4.4: Curvas de fadiga com critério de ruptura convencional.....................................52
Figura 4.5: Crescimento da deformação de tração para diferentes níveis de tensão ............55
Figura 4.6: Curva diferença de tensões por deformação de tração.......................................56
Figura 4.7: Curvas de fadiga com critério de ruptura convencional.....................................57
Figura 4.8: Crescimento da deformação específica de tração com o número de golpes ......60
Figura 4.9: Fração do erro padrão com o número de golpes ................................................60
Figura 4.10: Crescimento da deformação de tração para diferentes níveis de tensão ..........61
Figura I.1: Exemplo de curva para 10%RT ..........................................................................71
Figura I.2: Erro padrão para 10%RT ....................................................................................72
Figura I.3: Exemplo de curva para 20%RT ..........................................................................72
Figura I.4: Erro padrão para 20%RT ....................................................................................73
Figura I.5: Exemplo de curva para 30%RT ..........................................................................73
Figura I.6: Erro padrão para 30%RT ....................................................................................74
Figura I.7: Exemplo de curva para 40%RT ..........................................................................74
Figura I.8: Erro padrão para 40%RT ....................................................................................75
Figura I.9: Exemplo de curva para 50%RT ..........................................................................75
Figura I.10: Erro padrão para 50%RT ..................................................................................76
Figura II.1: Exemplo de curva para 20%RT.........................................................................77
Figura II.2: Erro padrão para 20%RT...................................................................................78
Figura II.3: Exemplo de curva para 30%RT.........................................................................78
Figura II.4: Erro padrão para 30%RT...................................................................................79
Figura II.5: Exemplo de curva para 40%RT.........................................................................79
Figura II.6: Exemplo de curva para 40%RT.........................................................................80
Figura II.7: Exemplo de curva para 50%RT.........................................................................80
Figura II.8: Erro padrão para 50%RT...................................................................................81
Figura II.9: Exemplo de curva para 20%RT.........................................................................81
Figura II.10: Erro padrão para 20%RT.................................................................................82
Figura II.11: Exemplo de curva para 30%RT.......................................................................82
Figura II.12: Erro padrão para 30%RT.................................................................................83
Figura II.13: Exemplo de curva para 40%RT.......................................................................83

xii
Figura II.14: Erro padrão para 40%RT.................................................................................84
Figura II.15: Exemplo de curva para 50%RT.......................................................................84
Figura II.16: Erro padrão para 50%RT.................................................................................85
Figura III.1: Exemplo de curva para 20%RT .......................................................................86
Figura III.2: Erro padrão para 20%RT .................................................................................87
Figura III.3: Exemplo de curva para 30%RT .......................................................................87
Figura III.4: Erro padrão para 30%RT .................................................................................88
Figura III.5: Exemplo de curva para 40%RT .......................................................................88
Figura III.6: Erro padrão para 40%RT .................................................................................89
Figura III.7: Exemplo de curva para 20%RT .......................................................................90
Figura III.8: Erro padrão para 20%RT .................................................................................90
Figura III.9: Exemplo de curva para 30%RT .......................................................................91
Figura III.10: Erro padrão para 30%RT ...............................................................................91
Figura III.11: Exemplo de curva para 40%RT .....................................................................92
Figura III.12: Erro padrão para 40%RT ...............................................................................92
Figura III.13: Exemplo de curva para 20%RT .....................................................................93
Figura III.14: Erro padrão para 20%RT ...............................................................................93
Figura III.15: Exemplo de curva para 30%RT .....................................................................94
Figura III.16: Erro padrão para 30%RT ...............................................................................94
Figura III.17: Exemplo de curva para 40%RT .....................................................................95
Figura III.18: Erro padrão para 40%RT ...............................................................................95
Figura III.19: Exemplo de curva para 20%RT .....................................................................96
Figura III.20: Erro padrão para 20%RT ...............................................................................96
Figura III.21: Exemplo de curva para 30%RT .....................................................................97
Figura III.22: Erro padrão para 30%RT ...............................................................................97
Figura III.23: Exemplo de curva para 40%RT .....................................................................98
Figura III.24: Erro padrão para 40%RT ...............................................................................98
xiii
LISTA DE TABELAS
Tabela 3.1: Granulometria da mistura deste estudo e do trecho experimental .....................32
Tabela 3.2: Especificações e resultados dos ensaios no CAP do trecho experimental ........33
Tabela 3.3: Classificação e características do CAP 50/60 ...................................................34
Tabela 3.4: Características do AR-75...................................................................................34
Tabela 3.5: Características do ligante asfalto-borracha e os valores da especificação ........36
Tabela 3.6: Granulometria dos materiais usados na moldagem da mistura com fresado.....37
Tabela 3.7: Características dos três Agentes Rejuvenescedores ..........................................38
Tabela 4.1: Resultados de MR e RT.....................................................................................47
Tabela 4.2: Equações e parâmetros estatísticos das curvas ajustadas...................................49
Tabela 4.3: Parâmetros mecânicos das misturas estudadas .................................................52
Tabela 4.4: Coeficientes obtidos nos modelos de fadiga......................................................53
Tabela 4.5: Equações e parâmetros estatísticos na mistura a seco e processo úmido ..........53
Tabela 4.6: Valores de deformação de tração crítica e inicial paras os processos a seco e
úmido ...............................................................................................................54
Tabela 4.7: MR e RT nas misturas com material fresado e na de comparação ....................57
Tabela 4.8: Coeficientes dos modelos de fadiga apresentados nas misturas com fresado e na
mistura de comparação ....................................................................................57
Tabela 4.9: Equações e parâmetros estatísticos das curvas ajustadas...................................58
Tabela 4.10: Deformação crítica e inicial para as misturas com fresado e de comparação..59
xiv
LISTA DE SÍMBOLOS, NOMENCLATURA E ABREVIAÇÕES
SÍNBOLOS
∆σ - Diferença de Tensões de Compressão e Tração
So - Módulo de Rigidez por Flexão
σt - Tensão de Tração
εt - Deformação Recuperável
σc - Tensão vertical de Compressão
Ud - Densidade de Energia de Deformação
εn - Erro Residual
εp - Erro Padrão
NOMENCLATURAS
∆Ε - Variação da Energia Dissipada
DE - Energia Total Dissipada até o Ciclo i
NC(TR) - Número N até o Trincamento
ABREVIAÇÕES
APA - Asphalt Pavement Analyzer
CAP - Cimento Asfáltico de Petróleo
CENPES - Centro de Pesquisa da Petrobras
COPPE - Coordenação dos Programas de Pós-Graduação em Engenharia
CPB - Center Point Loaded Beam
DC - Deformação Controlada
DET - Departamento de Engenharia de Transportes
DNER - Departamento Nacional de Estradas de Rodagem
DNIT - Departamento Nacional de Infraestrutura de Transportes
FEC - Fator de Equivalência de Carga
xv
FLC - Fator Laboratório-Campo
FM - Fator de Modo
IPR - Instituto de Pesquisas Rodoviárias
ISC - Índice Suporte Califórnia
LMP - Laboratório de Mecânica dos Pavimentos
LVDT - Linear Variable Diferencial Transducer
MR - Módulo de Resiliência
RT - Resistência à Tração
SHRP - Strategic Highway Research Program
TC - Tensão Controlada
UFC - Universidade Federal do Ceará
UFRJ - Universidade Federal do Rio de Janeiro
USACE - United States Army Corps of Engineers
WTT - Weel Tracking Test
1
CAPÍTULO 1
INTRODUÇÃO
O primeiro passo no dimensionamento de pavimentos é a estimativa do volume de
tráfego e das suas características. Entre essas características, uma das mais importantes
devido à grande quantidade de projetos executados pelo método de dimensionamento do
Departamento Nacional de Estradas de Rodagem (DNER) é a estimativa do número de
eixos simples equivalentes de 8,2t que serão aplicados sobre um antigo ou novo pavimento,
em um determinado período (número N).
No método empírico de dimensionamento do DNER (SOUZA, 1966), as espessuras
das diversas camadas de um pavimento são calculadas a partir do ensaio de Índice Suporte
Califórnia (ISC) e do número N. Calcula-se o número N a partir de fatores de equivalência
de carga (FEC) empíricos originados do Corpo de Engenheiros dos Estados Unidos
(USACE) (TURNBULL et al., 1962). Estes fatores foram determinados com base em
experimentos com pavimentos sob condições de carregamento e temperatura diferentes
daquelas encontradas em nosso país. Por outro lado, no método de dimensionamento
mecanístico proposto por MOTTA (1991), calculam-se tensões e deformações que
solicitam a estrutura, comparando-as com tensões e deformações admissíveis advindas de
ensaios laboratoriais e de equações mecanístico-empíricas. A diferença de tensões de
compressão e tração na fibra inferior do revestimento (∆σ) podem ser calculadas através de
programas como o FEPAVE2 (SILVA, 1995) sendo usadas como entrada de dados no
ensaio de fadiga para cálculo do número de solicitações admissíveis.
O ensaio laboratorial de vida de fadiga tradicionalmente realizado no Brasil é feito
por compressão diametral à tensão controlada (TC), sendo a carga aplicada numa
freqüência de 1 Hz através de equipamento pneumático (PINTO, 1991; CERATTI, 1991;
RODRIGUES, 1991; MEDINA, 1997; BENEVIDES, 2000). O ensaio em compressão
2
diametral gera um estado biaxial de tensão em um corpo de prova cilíndrico Marshall
convencional. Detalhes da distribuição de tensões e deformações neste ensaio, inclusive
levando em consideração a presença do friso de carga, são discutidos em FALCÃO e
SOARES (2002a). No decorrer do ensaio de fadiga, a deformação de tração aumenta até o
rompimento completo da amostra, como mostra a Figura 1.1. Este tipo de ensaio é
compatível com a caracterização de materiais de revestimentos asfálticos mais espessos em
decorrência da predominância de absorção das tensões pelo revestimento com relação às
camadas subjacentes (PINTO, 1991; HUANG, 1993).
Figura 1.1: Corpo de prova rompido no ensaio de fadiga por compressão diametral
No caso do ensaio à deformação controlada (DC), a simulação corresponde a
revestimentos mais delgados uma vez que nestes há maior contribuição das subcamadas na
absorção das tensões solicitantes. Segundo HUANG (1993), em revestimentos com
espessuras inferiores a 5 cm, não acontece um decréscimo suficiente na rigidez,
quantificada pelo módulo de rigidez por flexão (So) (SHRP, 1994a), de modo a causar uma
variação no nível de deformação durante o carregamento. Neste ensaio, a deformação é
mantida constante enquanto que a tensão inicial no corpo de prova diminui até o fim do
ensaio. Alguns autores admitem que o limite de ruptura acontece quando ocorre a redução
em 50% do S0 inicial da mistura (EPPS e MONISMITH, 1969; PRONK, 1990;
TAYEBALI et al., 1993). A Figura 1.2 apresenta as relações entre tensão e deformação

3
para os dois tipos de ensaios abordados.
σ
ε
= C onst.ε
0
L og
0
ε
ε σ=
L og N 0
E
L og N
L og
0
= C onst.
L og
σ
σ
= E .σ ε
L og
R uptura
N ão R om pe
= D ecrescenteσ
L og N
= C rescenteε
L og N
T ensão C ontro lada
D eform ação C ontro lada
Figura 1.2: Relação tensão por deformação para ensaios de fadiga em misturas asfálticas
No método mecanístico de dimensionamento de pavimentos usado em MOTTA
(1991) e BENEVIDES (2000), o ∆σ é considerado o principal fator desencadeador do
trincamento por fadiga do revestimento no pavimento em campo, quando se trata de utilizar
como critério resultados de laboratório obtidos com ensaios à TC em compressão diametral.
As tensões calculadas servem de entrada de dados nas curvas de fadiga geradas a partir do
número de golpes de carga até a ruptura para diversos níveis de ∆σ. Relaciona-se então o
número N determinado a partir do tráfego previsto com o número de golpes em laboratório
por um fator laboratório-campo (FLC) que consiste na relação entre o número N até um
determinado nível de trincamento (NC(TR)) obtido através do monitoramento de trechos
durante seu tempo de serviço e o número de aplicações de carga em laboratório no ensaio
de fadiga.
PINTO (1991) mostrou diferenças importantes entre o FLC para ensaios a flexão e a
compressão diametral, em função da porcentagem de área trincada que se admite ao final
da vida do pavimento, e ainda questões ligadas ao tempo de aplicação da carga e à

4
freqüência. Mesmo para os ensaios a flexão, que são menos severos que o de compressão
diametral, precisa-se de um FLC, pois outros fatores não são plenamente considerados nos
ensaios. Pode-se ressaltar a não consideração do envelhecimento da mistura e da progressão
do dano no material durante o ensaio, além de aspectos presentes no campo não simulados
em laboratório como variação térmica, presença de cargas estocásticas, a ocorrência do
fenômeno de recuperação de trincas em virtude da ausência de cargas em alguns períodos e
ainda a dificuldade de obter o número N (KIM et al., 1990, 1995, 1997; RODRIGUES,
1991; KIM e LEE, 1995; LEE e KIM, 1998; LITTLE et al., 1999; BALBO, 2000).
Muitos estudos vêm sendo realizados com o objetivo de avaliar o momento em que
a mistura começa a perder de forma acelerada sua rigidez, ou seja, a mistura atinge um
limite a partir do qual será iniciado o processo acelerado do dano (DIJK, 1975;
PHANDNAVIS e SWANMINATHAN, 1997; GHUZLAN e CARPENTER, 2000;
CARPENTER et al., 2003). Estes estudos geralmente consideram ensaios à DC. Há ainda
diversos estudos sobre evolução do dano realizados em outras formas de ensaios de fadiga
ou até outras interpretações do surgimento e crescimento das trincas (DIJK, 1975; PRONK,
1990; PINTO, 1991; RODRIGUES, 1991; TAYEBALI et al., 1992; BRAZ, 1997). Dentre
eles, o ensaio por flexão de viga com aplicação de carga no centro do corpo de prova é o
mais usado no estabelecimento de critérios de ruptura.
No presente trabalho, procura-se investigar a evolução do dano no ensaio de fadiga
por compressão diametral à TC através da obtenção de valores de deformação de tração em
cada ciclo de carregamento. O ensaio foi realizado em diferentes tipos de misturas
betuminosas: i) numa mistura em concreto betuminoso usinado a quente (CBUQ) usada em
um trecho experimental com volume médio de tráfego (RODRIGUES et al., 1995; VIANA
et al., 1996; SOARES et al., 1999); ii) numa mistura com asfalto-borracha produzida pelo
processo seco e com granulometria dentro da faixa C do DNER; iii) outra mistura com
asfalto borracha produzido por processo úmido; e iv) num CBUQ com diferentes teores de
material fresado. Ressalta-se a importância deste tipo de ensaio por ser o tipo de ensaio de
fadiga mais utilizado e o único a ser usado no dimensionamento mecanístico de pavimentos
flexíveis no Brasil (ver Figura 1.3).

5
Figura 1.3: Ensaio de fadiga por compressão diametral
1.1. PROBLEMA DE PESQUISA
FALCÃO e SOARES (2002a, 2002b) mostraram relações entre tensão de tração
solicitante na estrutura simulada e resistência à tração determinada em laboratório
( )RTt /σ superiores a 50% nos revestimentos investigados em BENEVIDES (2000). Para
estes níveis de tensão de tração solicitante, o número de aplicações de carga que conduz à
ruptura o material, em laboratório, é pequeno, o que não corresponde ao grande número de
aplicações de carga observados em campo sem maior desenvolvimento de dano no
revestimento no período de projeto. As relações entre tensões chegam a ser três vezes maior
do que as respectivas relações entre a deformação de tração solicitante e a deformação
crítica ( )ct εε / .
Este tipo de resultado evidencia a importância de se estabelecer um critério de
ruptura que defina o momento em que a mistura começa a apresentar valores de
deformação específica de tração que indiquem o fim da vida de fadiga da mistura. De
acordo com CARPENTER et al. (2003), o limite de ruptura no CBUQ é observado quando
6
a mistura começa a apresentar as primeiras microtrincas. Os mesmos autores observaram
que para níveis de deformação inferiores a 70 × 10-6, a vida de fadiga da mistura não é
afetada e, portanto, a mistura resiste ao trincamento por fadiga durante o período de projeto.
Isso indica que o limite de ruptura é válido para determinados níveis de deformação sendo,
portanto, necessário o estabelecimento em laboratório de critérios de ruptura específicos
que possam ser relacionáveis com deformações medidas em corpos de prova retirados de
campo ou ainda no próprio pavimento em campo.
Estas considerações mencionadas motivaram a investigação do ensaio de fadiga a
partir de valores de deformação ao invés de tensões solicitantes. De qualquer modo ainda
assim tem-se que ter um FLC, pois outros fatores continuam a não estar plenamente
considerados nos ensaios (como os levantados anteriormente) e também porque parte do
FLC vem da imprecisão da determinação do número N que representa o tráfego real.
O problema, portanto, é estabelecer um critério de ruptura no ensaio de fadiga
realizado por tensão controlada que não seja o de ruptura total. Esse critério deve se
aproximar ao máximo do momento em que ocorrem as primeiras trincas na mistura gerando
um decréscimo na rigidez suficiente para definir um estado crítico de ruptura.
1.2. OBJETIVOS 1.2.1. Objetivo Geral
O presente estudo tem como objetivo geral definir um critério de ruptura no ensaio
de fadiga à tensão controlada por compressão diametral que não seja o de ruptura completa
da amostra.
1.2.2. Objetivos Específicos
a) Determinar como os valores de deformação específica de tração se
desenvolvem considerando os diferentes níveis de carga em laboratório;
7
b) Definir um valor de deformação crítica de ruptura que indique o fim da vida
de fadiga sob o critério de aumento brusco da deformação e queda da rigidez
de misturas para os diferentes níveis de carga aplicados;
c) Determinar como os valores de deformação crítica variam em diferentes
tipos de misturas asfálticas (convencional, com ligante modificado por
borracha e reciclado).
1.3. ESTRUTURA DO TRABALHO
Neste Capítulo 1 foi feita uma introdução do tema abordado, discutido o problema
de pesquisa e ainda foram colocados os objetivos a serem alcançados.
No Capítulo 2 é apresentada uma revisão bibliográfica dos tipos de ensaios de
fadiga dando ênfase ao ensaio por compressão diametral investigado no presente estudo.
Destacam-se ainda os vários critérios de ruptura usados nos diferentes tipos de ensaio de
fadiga, dando ênfase ao critério desenvolvido através da energia dissipada.
No Capítulo 3 é discutida a metodologia na seleção dos agregados, tipo de ligante e
fíler, dosagem executada, ensaios realizados e ainda a forma de determinar o critério de
ruptura proposto.
No Capítulo 4 é feita uma análise estatística dos resultados dos ensaios de fadiga
realizados para a definição do critério de ruptura das misturas estudadas. Apresentam-se
ainda os resultados dos ensaios de módulo de resiliência e resistência à tração das misturas
em questão.
No Capítulo 5 são apresentadas as conclusões do estudo e recomendações para
futuras pesquisas.

8
CAPÍTULO 2
REVISÃO BIBLIOGRÁFICA
Neste capítulo é apresentada uma revisão bibliográfica sobre os tipos de ensaio de
fadiga e os critérios de ruptura utilizados quando do uso destes ensaios. Divide-se o
capítulo em três itens principais: a) formas de carregamento; b) tipos de ensaios de fadiga e
c) critérios de ruptura por fadiga.
2.1. FORMAS DE CARREGAMENTO
Este item faz uma revisão das formas de carregamento usadas na determinação dos
modelos de fadiga e é dividido em três subitens: a) fadiga à tensão controlada; b) fadiga à
deformação controlada e c) ensaio intermediário.
2.1.1. Fadiga à Tensão Controlada (TC) O ensaio de fadiga à TC caracteriza-se por uma tensão gerada por um carregamento
pneumático, hidráulico ou eletromagnético que solicita um corpo de prova cilíndrico ou
prismático. Procura-se com a freqüência de aplicação de carga, simular a passagem da roda
de um veículo em uma determinada seção do pavimento em campo. HUANG (1993)
explica que o ensaio à TC é aplicável a pavimentos com espessuras superiores a 15 cm
enquanto PINTO (1991) admite espessuras superiores a 10 cm, pois a mistura vai perdendo
sua rigidez com o número de aplicações de carga e, portanto, sofrendo maiores
deformações com o tempo.
MONISMITH (1958) foi um dos primeiros a definir a vida de fadiga (N) como
sendo o número total de aplicações de carga necessário à fratura completa da amostra
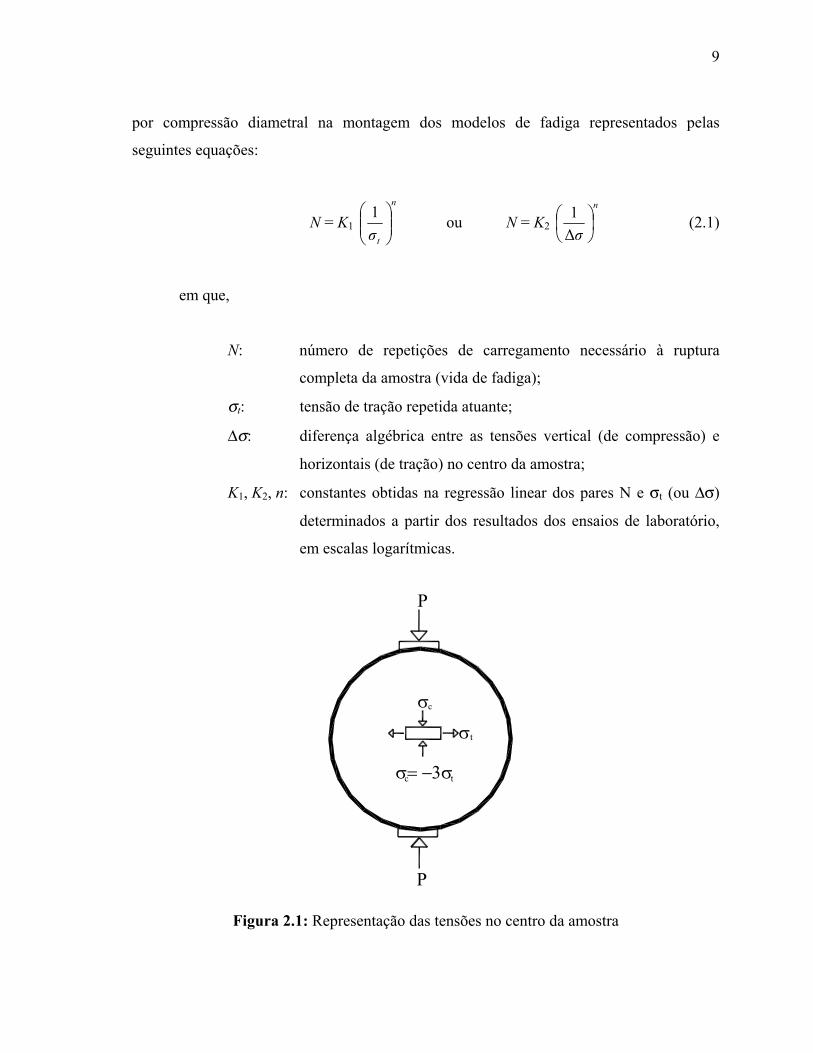
conforme mencionado anteriormente. A Figura 2.1 ilustra os parâmetros usados no ensaio
9
por compressão diametral na montagem dos modelos de fadiga representados pelas
seguintes equações:
N = K1 n
tσ
1 ou N = K2 n
σ
∆1 (2.1)
em que,
N: número de repetições de carregamento necessário à ruptura
completa da amostra (vida de fadiga);
σt: tensão de tração repetida atuante;
∆σ: diferença algébrica entre as tensões vertical (de compressão) e
horizontais (de tração) no centro da amostra;
K1, K2, n: constantes obtidas na regressão linear dos pares N e σt (ou ∆σ)
determinados a partir dos resultados dos ensaios de laboratório,
em escalas logarítmicas.
P
P
σ
σ
σ= −3σc t
c
t
Figura 2.1: Representação das tensões no centro da amostra

10
Para o cálculo dos valores de σt ou ∆σ, utilizam-se as equações deduzidas por
HONDROS (1959). Estas equações são válidas para o cálculo de tensões normais geradas
quando a solicitação se dá através de um carregamento radial uniformemente distribuído.
São elas:
−+
−+−
−= α
y`y`
y`αy`α)y`(
πtP,y)(σ x tan
11arctan
2cos212sen10 2
2
42
2
(2.2)
−+
−+−
−−= α
αα
πσ tan
`1`1arctan
`2cos`212sen)`1(),0( 2
2
42
2
yy
yyy
tPyy (2.3)
em que,
P: força aplicada por unidade de espessura do cilindro (P = 2pt);
p: pressão uniformemente distribuída na área de contato friso-
cilindro;
2t: largura do friso;
α: arcsen t/R; e
y`: y/R.
FROCHT (1948) apresentou as equações 2.4 e 2.5 como forma simplificada para o
cálculo das tensões que se desenvolvem no corpo de prova. As Equações 2.4 e 2.5 são
definidas com base nos parâmetros mostrados na Figura 2.2.
( ) ( )
−
++
−−=
drxyR
rxyR
πtPσ x
124
2
2
41
2
(2.4)
( ) ( )
−
++
−−=
drxyR
rxyR
πtPσ y
124
2
3
41
3
(2.5)
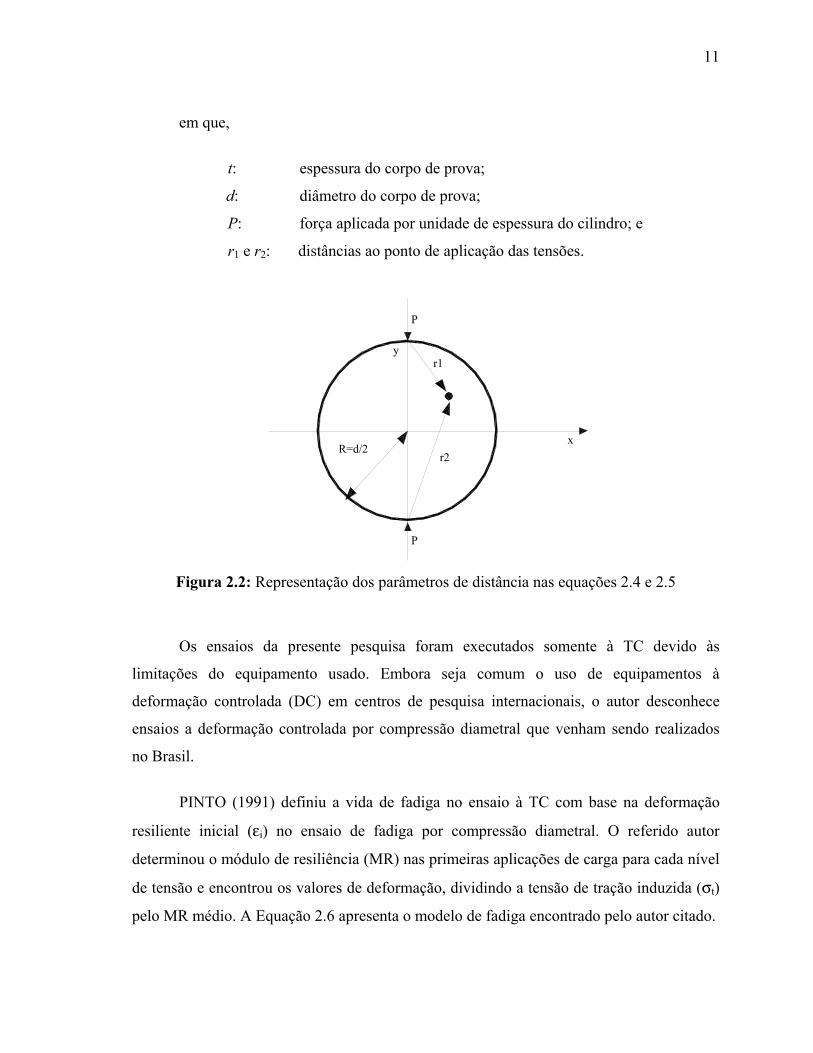
11
em que,
t: espessura do corpo de prova;
d: diâmetro do corpo de prova;
P: força aplicada por unidade de espessura do cilindro; e
r1 e r2: distâncias ao ponto de aplicação das tensões.
R=d/2
P
r2x
yr1
P
Figura 2.2: Representação dos parâmetros de distância nas equações 2.4 e 2.5
Os ensaios da presente pesquisa foram executados somente à TC devido às
limitações do equipamento usado. Embora seja comum o uso de equipamentos à
deformação controlada (DC) em centros de pesquisa internacionais, o autor desconhece
ensaios a deformação controlada por compressão diametral que venham sendo realizados
no Brasil.
PINTO (1991) definiu a vida de fadiga no ensaio à TC com base na deformação
resiliente inicial (εi) no ensaio de fadiga por compressão diametral. O referido autor
determinou o módulo de resiliência (MR) nas primeiras aplicações de carga para cada nível
de tensão e encontrou os valores de deformação, dividindo a tensão de tração induzida (σt)
pelo MR médio. A Equação 2.6 apresenta o modelo de fadiga encontrado pelo autor citado.

12
6628 110211
,
iε,N
×= − (2.6)
em que,
N: número de aplicações de carga; e
εi: deformação resiliente inicial. Pinto concluiu que a deformação inicial é um importante critério na definição da
resistência da mistura quanto á fadiga. Essa afirmação reforça a necessidade de se
determinar critérios de ruptura com base na deformação de tração.
2.1.2. Fadiga à Deformação Controlada (DC)
Diferentemente do ensaio de fadiga à TC onde a tensão aplicada é constante, o ensaio
à DC se baseia na manutenção da mesma deformação até o final do ensaio. Neste segundo,
precisa-se estabelecer um critério de ruptura específico já que o ensaio é caracterizado por um
decréscimo na tensão solicitante e, portanto, não existe claramente um momento de ruína
completa do corpo de prova. Os critérios utilizados tem sido a redução em 40% e 50% da
carga inicial aplicada (PINTO 1991; NF P 98-261-1, 1993), 50% do módulo de rigidez
inicial por flexão (S0) ou da tensão inicial (PRONK e HOPMAN, 1990; TAYEBALI et al.
1992, 1993).
HUANG (1993) explica que este tipo de ensaio é aplicável apenas a pavimentos com
espessuras inferiores a 5 cm. Isto porque nestes revestimentos, as deformações são regidas
pelas camadas subjacentes e, portanto, a diminuição no módulo de rigidez do revestimento não
é considerável no dimensionamento.
MONISMITH (1998) conclui que o ensaio a deformação controlada a partir da flexão
de viga bi-apoiada com aplicação de carga no terço médio da viga (third-point loading) é mais
13
compatível com o conceito de propagação de trincas e com os modelos de trincamentos por
fadiga desenvolvidos no projeto do Strategic Highway Research Program (SHRP).
CERATTI (1991) utilizou um equipamento semelhante ao usado por Monismith,
porém realizou somente ensaios de fadiga com solo-cimento. Ainda no trabalho do referido
autor, concluiu-se que o limite de ruptura para as misturas analisadas esteve mais adequado
ao parâmetro densidade de energia.
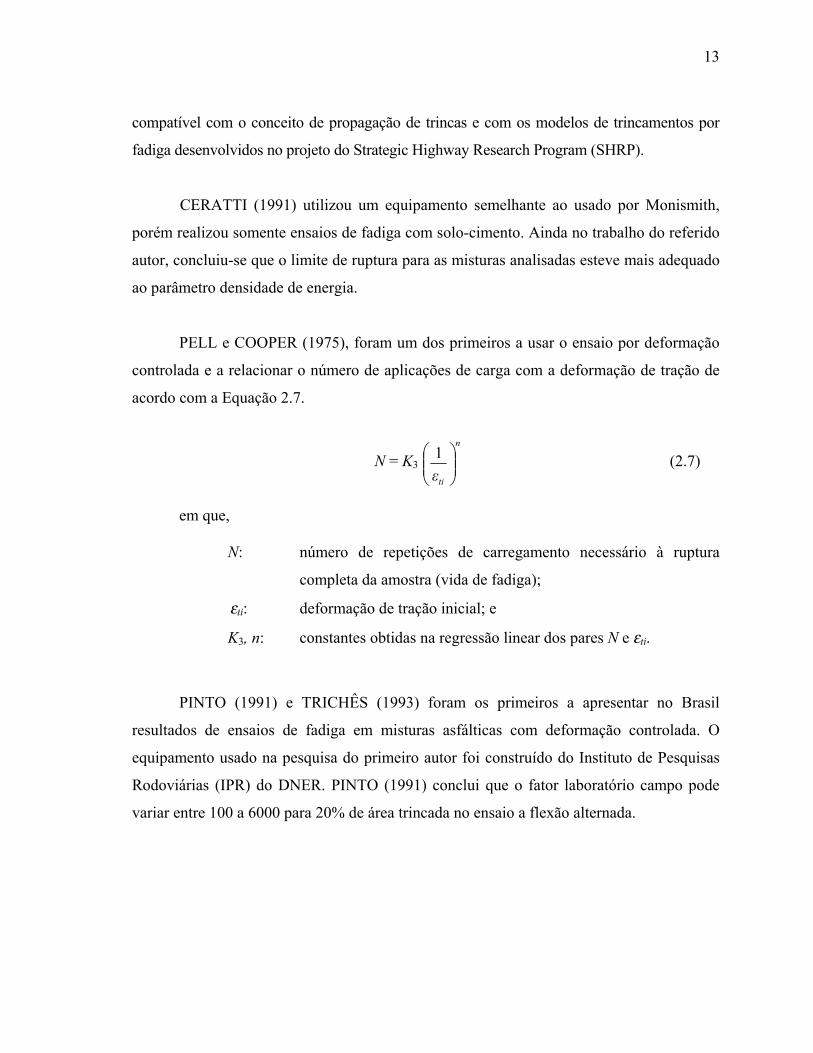
PELL e COOPER (1975), foram um dos primeiros a usar o ensaio por deformação
controlada e a relacionar o número de aplicações de carga com a deformação de tração de
acordo com a Equação 2.7.
N = K3
n
tiε
1 (2.7)
em que,
N: número de repetições de carregamento necessário à ruptura
completa da amostra (vida de fadiga);
εti: deformação de tração inicial; e
K3, n: constantes obtidas na regressão linear dos pares N e εti.
PINTO (1991) e TRICHÊS (1993) foram os primeiros a apresentar no Brasil
resultados de ensaios de fadiga em misturas asfálticas com deformação controlada. O
equipamento usado na pesquisa do primeiro autor foi construído do Instituto de Pesquisas
Rodoviárias (IPR) do DNER. PINTO (1991) conclui que o fator laboratório campo pode
variar entre 100 a 6000 para 20% de área trincada no ensaio a flexão alternada.
14
2.1.3. Ensaio Intermediário
MONISMITH e DEACON (1969) definiram um tipo de ensaio considerado como
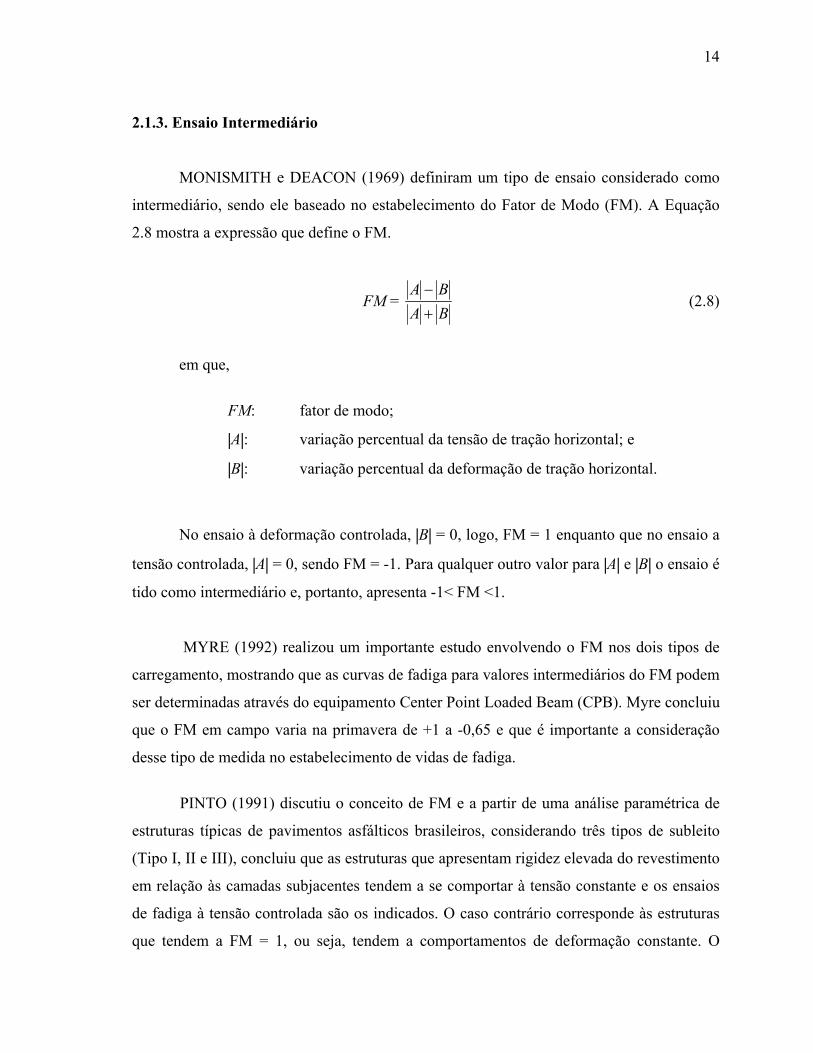
intermediário, sendo ele baseado no estabelecimento do Fator de Modo (FM). A Equação
2.8 mostra a expressão que define o FM.
FM = BABA
+−
(2.8)
em que,
FM: fator de modo;
|A|: variação percentual da tensão de tração horizontal; e
|B|: variação percentual da deformação de tração horizontal.
No ensaio à deformação controlada, |B| = 0, logo, FM = 1 enquanto que no ensaio a
tensão controlada, |A| = 0, sendo FM = -1. Para qualquer outro valor para |A| e |B| o ensaio é
tido como intermediário e, portanto, apresenta -1< FM <1.
MYRE (1992) realizou um importante estudo envolvendo o FM nos dois tipos de
carregamento, mostrando que as curvas de fadiga para valores intermediários do FM podem
ser determinadas através do equipamento Center Point Loaded Beam (CPB). Myre concluiu
que o FM em campo varia na primavera de +1 a -0,65 e que é importante a consideração
desse tipo de medida no estabelecimento de vidas de fadiga.
PINTO (1991) discutiu o conceito de FM e a partir de uma análise paramétrica de
estruturas típicas de pavimentos asfálticos brasileiros, considerando três tipos de subleito
(Tipo I, II e III), concluiu que as estruturas que apresentam rigidez elevada do revestimento
em relação às camadas subjacentes tendem a se comportar à tensão constante e os ensaios
de fadiga à tensão controlada são os indicados. O caso contrário corresponde às estruturas
que tendem a FM = 1, ou seja, tendem a comportamentos de deformação constante. O
15
ensaio de fadiga executado à deformação controlada se aplicaria a estes casos. O limite
entre os dois comportamentos para as estruturas simuladas por Pinto é em torno de 6 cm de
revestimento quando o subleito é de boa qualidade (Tipo I).
2.2. ENSAIOS DE FADIGA
Este item faz uma revisão dos diferentes tipos de ensaio de fadiga existentes. Uma
descrição do equipamento de carga repetida por compressão diametral utilizado nesta
pesquisa é apresentada. 2.2.1. Compressão Diametral
O ensaio consiste na aplicação de um carregamento com duração de 0,1 segundo
para 0,9 segundo de intervalo para representar o tempo de intervalo entre a aplicação de
uma roda e outra. Neste tipo de ensaio a freqüência pode variar entre 1 e 15 Hz, sendo o
corpo de prova sujeito a um estado bi-axial de tensões (KHOSLA e OMER, 1985; PINTO,
1991).
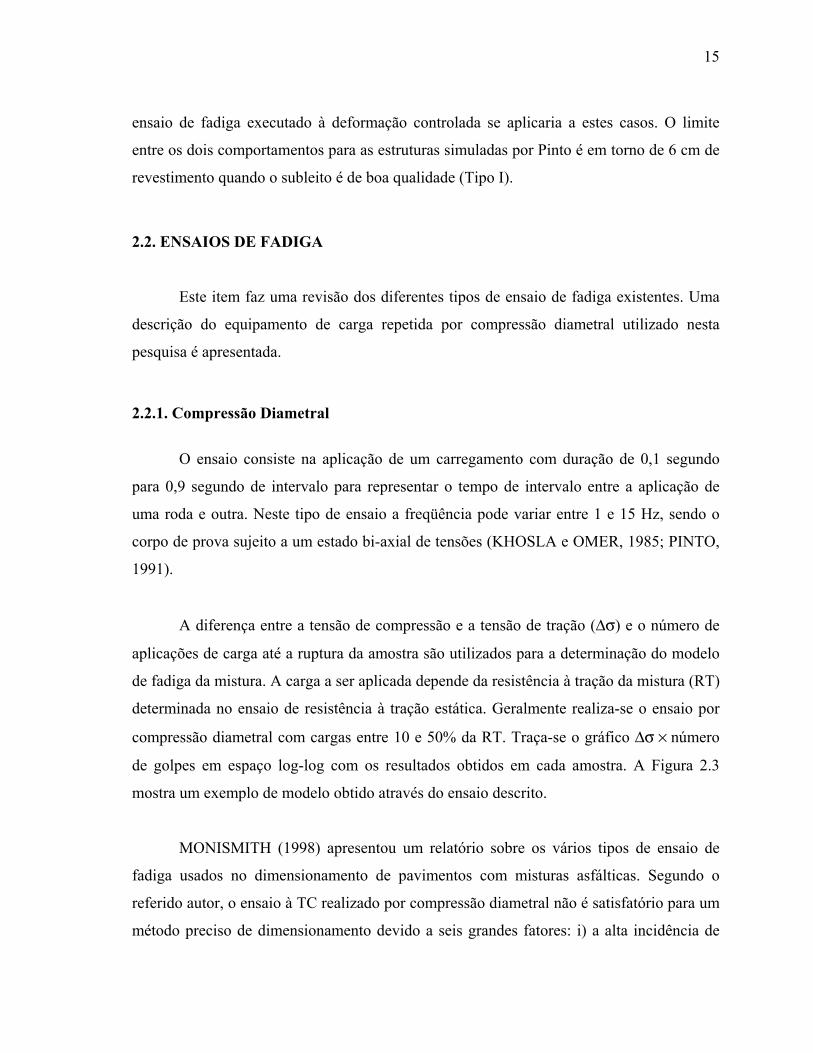
A diferença entre a tensão de compressão e a tensão de tração (∆σ) e o número de
aplicações de carga até a ruptura da amostra são utilizados para a determinação do modelo
de fadiga da mistura. A carga a ser aplicada depende da resistência à tração da mistura (RT)
determinada no ensaio de resistência à tração estática. Geralmente realiza-se o ensaio por
compressão diametral com cargas entre 10 e 50% da RT. Traça-se o gráfico ∆σ × número
de golpes em espaço log-log com os resultados obtidos em cada amostra. A Figura 2.3
mostra um exemplo de modelo obtido através do ensaio descrito.
MONISMITH (1998) apresentou um relatório sobre os vários tipos de ensaio de
fadiga usados no dimensionamento de pavimentos com misturas asfálticas. Segundo o
referido autor, o ensaio à TC realizado por compressão diametral não é satisfatório para um
método preciso de dimensionamento devido a seis grandes fatores: i) a alta incidência de
16
inaceitáveis tipos de fratura, ou seja, acontece formação de cunhas de diferentes tipos e
tamanhos em cada ensaio; ii) concentração de tensões nos frisos de carga; iii) limitações
nas condições para carregamento à TC; iv) o inconstante estado biaxial de tensão; v) a
impossibilidade de inverter os campos de tensão e vi) a confusa influência de deformações
permanentes na resistência dos corpos de prova durante o ensaio.
10
100
1000
10000
100000
0,1 1,0 10,0
Diferença de tensões, ∆σ (MPa)
Núm
ero
de G
olpe
s
Figura 2.3: Exemplo de modelo de fadiga no ensaio por compressão diametral
Segundo SOUZA (1991) apud RODRIGUES (1991), a presença de tensões
cisalhantes durante o ensaio por compressão diametral gera deformações permanentes que
dificultam a interpretação dos modelos de fadiga. No entanto, o ensaio realizado por
compressão diametral tem a vantagem de usar os mesmos corpos de prova usados no
projeto de misturas no ensaio Marshall dando assim uma dinâmica maior ao procedimento
de dimensionamento de pavimentos. Além disso, segundo PINTO (1991), esse ensaio é o
que mais se aproxima das condições de solicitação produzidas na fibra inferior das camadas
de revestimento. ADEMILA e KENNEDY (1976) em um estudo detalhado sobre o ensaio
de fadiga realizado por compressão diametral concluiu que este tipo de ensaio é satisfatório
na determinação das características das misturas asfálticas.

17
O equipamento localizado no Laboratório de Mecânica dos Pavimentos (LMP) do
Departamento de Engenharia de Transportes da Universidade Federal do Ceará (DET/UFC)
usado na presente pesquisa, similar ao existente na COPPE/UFRJ, é composto pela
seguinte aparelhagem: 1) regulador de pressão para aplicação de carga vertical repetida; 2)
válvula de transmissão de carga vertical; 3) cilindro de pressão e pistão de carga; 4)
dispositivo mecânico digital timer para controle do tempo de abertura da válvula e
freqüência de aplicação de carga vertical e 5) sistema de aquisição de dados composto por
um computador PENTIUM III.
O equipamento usado para determinação da vida de fadiga é o mesmo usado no
ensaio de módulo de resiliência. A diferença está apenas na não utilização do transdutor
mecânico-eletromagnético tipo LVDT (Linear Variable Diferencial Transducers) e do
suporte para fixação do LVDT (ver Figura 2.4). No entanto, caso seja utilizado o critério de
ruptura baseado na deformação específica de tração para definição da vida de fadiga, é
necessário a utilização desses dois acessórios.
Figura 2.4: Equipamento usado no ensaio de carga repetida por compressão diametral
18
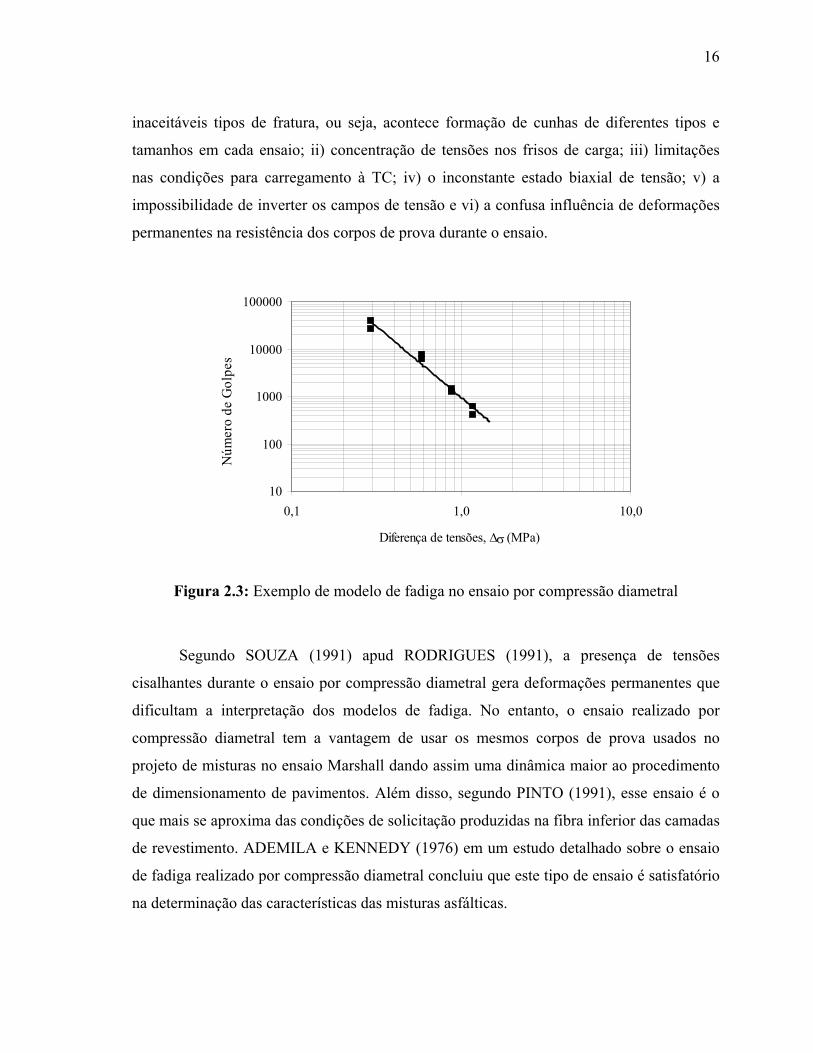
2.2.2. Flexão em Vigas O ensaio realizado com flexão em vigas é o mais usado nos Estados Unidos e
caracteriza-se por um equipamento composto por um LVDT localizado no centro de uma
amostra prismática de 30,48 cm de comprimento, 7,62cm de altura e 7,62 cm de espessura e
um sistema de aplicação de carga servo-hidráulico ou servo-pneumático que aplica uma carga
senoidal que varia de 1 a 25 Hz de freqüência a uma temperatura de 30o (CERATTI, 1991;
PINTO, 1991; TRICHÊS, 1993; CHUZLAN e CARPENTER; 2003). A Figura 2.5 apresenta
o esquema do equipamento usado no ensaio.
Figura 2.5: Ensaio de fadiga realizado por flexão em viga à deformação controlada
(MONTEIRO, 2003)
O ensaio consiste na aplicação de uma carga vertical nos dois terços médios da viga
através de duas garras presas por duas hastes e geralmente com 10,16 cm de distância entre
si. No ensaio a tensão controlada, conta-se o número de golpes até a ruptura completa da

19
viga, enquanto que no ensaio a deformação controlada o critério de ruptura mais utilizado é
o de redução em 50% da deformação de tração inicial.
A leitura dos valores de deformação de compressão e de tração é feita através de
transdutores do tipo strain gages colocados nas faces inferior e superior da amostra
enquanto que a leitura de deflexão pode ser feita através de um LVDT acoplado no centro
médio superior do corpo de prova.
2.2.3. Flexão em Amostras Trapezoidais Desenvolvido na França, o ensaio de fadiga através da flexão em amostras
trapezoidais é ainda o ensaio mais utilizado pela escola francesa. O ensaio caracteriza-se
pela aplicação de uma força na menor extremidade do corpo de prova através de um
sistema eletromagnético capaz de gerar uma deformação elástica constante.
O critério de ruptura convencional é definido quando a força inicial é reduzida pela
metade, sendo a vida de fadiga da mistura definida com sendo o número de aplicações de
carga correspondente ao final do ensaio.
A norma francesa NF P 98-261-1 (1993) indica uma freqüência de aplicação de
carga de 25 Hz e um corpo de prova trapezoidal com dimensões 56 mm na base maior, 25
mm na base menor, 250 mm de altura e 25 mm de espessura. A Figura 2.6 apresenta o
equipamento do LCPC em Nantes (MOMM, 1998).
O modelo de fadiga é definido pelo gráfico número de golpes por nível de
deformação de tração. A norma especifica ainda que se deve colocar no gráfico os valores
de deformação relativo a 106 golpes e que se deve usar como critério de aceitação dos
resultados o valor de 95% de intervalo de confiança para a variância do número de golpes
em cada ensaio.

20
Figura 2.6: Ensaio de fadiga realizado por flexão em amostras trapezoidais
2.2.4. Weel Tracking Test (WTT) DIJK (1975) explica que o ensaio denominado de weel tracking test foi criado para
suprir a deficiência em se repetir o efeito da carga aplicada pela roda no pavimento em
campo nos ensaios de fadiga existentes em laboratório. O ensaio procura chegar mais perto
de um modelo que explique mais realisticamente o início do trincamento e de sua
propagação em campo.
O equipamento é composto por uma roda acoplada numa máquina que aplica um
carregamento em uma placa produzida com mistura asfáltica. O alcance da passagem do
pneu é de 60 cm e a largura da placa é de 50 cm enquanto que a espessura pode variar de
fica entre 5 a 12 cm conforme indica a Figura 2.7. Duas câmeras fotográficas são colocadas
nos dois lados da placa para que se possa estabelecer uma correlação entre o início da
propagação das trincas e o nível das deformações em função do número de passagens do
pneu.

21
Figura 2.7: Ensaio de fadiga realizado pelo WTT (SWEDISH NATIONAL ROAD
TRANSPORT RESEARCH INTITUTE, 2003)
2.2.5. Asphalt Pavement Analyzer (APA)
O APA é um equipamento de carga de roda capaz de realizar ensaios de deformação
permanente e de fadiga e vem sendo usado na caracterização de misturas betuminosas
brasileiras através do Centro de Pesquisa da PETROBRAS (CENPES). O procedimento do
ensaio de fadiga consiste em submeter corpos de prova prismáticos ou cilíndricos a um
carregamento contínuo de rodas de aço que entram em contato direto com uma viga em
direção vertical. O deslocamento do afundamento da trilha de roda é medido a cada
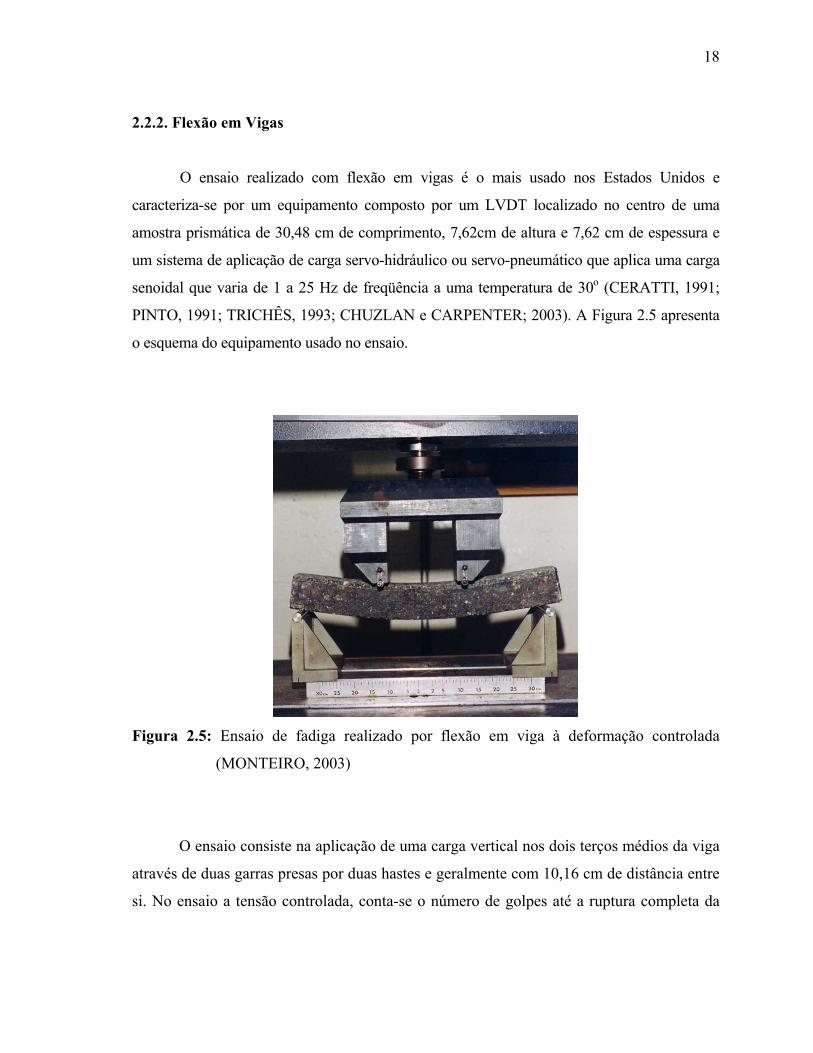
passagem da roda de aço. Um sistema de aquisição de dados traça um gráfico deslocamento
× número de passadas. A Figura 2.8 mostra o gráfico de um ensaio realizado (SÁ et al.,
2000). O limite de ruptura do corpo de prova é definido quando ocorre uma interrupção
brusca do crescimento dos deslocamentos provocando uma reta em direção ao eixo das
abscissas.
A temperatura do ensaio pode ser ajustada de 5 a 30o C, sendo possível utilizar até
três corpos de prova ao mesmo tempo, molhados ou secos. A Figura 2.9 mostra o
equipamento especificado. A norma da PTI (1998) indica que se deve envelhecer as
amostras por 120 horas em estufa numa temperatura de 85oC e realizar o ensaio a uma
22
temperatura de 25ºC. Ainda não existe um critério definido para o fim do ensaio de fadiga
sendo, no entanto, a deflexão de 1 mm na amostra após N ciclos de operação adotada em
pesquisas no Brasil (SÁ et al., 2000). O sistema que indica o fim do ensaio de fadiga é
composto por um fio colado na parte inferior da viga e conectado a um circuito elétrico. À
medida que a viga vai trincando, o fio tende a se fechar informando, portanto, ao contador
de ciclos. Assim que a terceira viga se rompe, o ensaio termina (LAI, 1996).
Figura 2.8: Curva de fadiga obtida pelo APA (SÁ et al., 2000)
O equipamento foi dimensionado para simular reais condições de campo, já que a
pressão das mangueiras de borracha que ficam em contato com o corpo de prova pode ser
calibrada entre 100 e 120 psi (7 e 8,44 kgf/cm²), simulando a pressão dos pneus dos
veículos em campo. No ensaio a deformação permanente, o cilindro de borracha deve
permanecer em contato com a amostra durante 8000 ciclos de passagem das rodas de metal
para a medição final do deslocamento.

23
Figura 2.9: Ensaio de fadiga realizado pelo APA
Existem ainda outros tipos de ensaio de fadiga, porém pouco difundidos e realizados
com o objetivo de dimensionamento em campo. Entre eles podem-se ressaltar dois: i)
ensaio com amostras cilíndricas em torção e ii) ensaio de tração uniaxial. No primeiro,
aplica-se um esforço de torção em uma amostra cilíndrica que gera um valor de deformação
de tração constante. No segundo, aplica-se um esforço de tração direta que através de uma
freqüência superior a 25 Hz, gera-se um valor de deformação constante.
2.3. CRITÉRIOS DE RUPTURA POR FADIGA
O estabelecimento de um critério de ruptura que possa indicar o momento em que a
mistura asfáltica começa a apresentar crescimento rápido do dano no ensaio de fadiga é um
importante objeto de pesquisa atual em misturas betuminosas. Critérios diferentes têm sido
arbitrariamente definidos e variam com o tipo de carregamento utilizado no ensaio, TC ou
DC. Por exemplo, no ensaio à TC tem sido utilizado como critério a ruptura completa
(PINTO, 1991), o limite de 90% na redução do módulo complexo E* (MAMLOUK e
SAROFIM, 1988) e o aumento em 100% da deformação inicial (DIJK, 1975; ROWE,
24
1993). No ensaio à DC, a redução em 40% da carga inicial aplicada foi adotada por PINTO
(1991), 50% do módulo de rigidez inicial por flexão (S0) ou da tensão inicial foram
adotados por PRONK e HOPMAN (1990) e TAYEBALI et al. (1992, 1993).
Considera-se possível que haja um critério de definição de final do ensaio de fadiga
que aproxime os resultados de ensaios realizados à TC e DC de forma que nem seja a
ruptura total do corpo de prova como no ensaio à TC e nem o descarregamento completo
no ensaio de DC. De qualquer forma, esta busca passa pelo entendimento mais adequado
do fenômeno de fadiga e da sua representação e modelagem.
O estado de tensões nos ensaios de laboratório também difere do estado gerado no
campo pelas rodas múltiplas dos veículos, o que leva alguns autores a proporem o uso de
invariantes de tensões ou deformações de forma a eliminar a dependência direcional.
PINTO (1991), RODRIGUES (1991) e CERATTI (1991) utilizaram o invariante densidade
de energia de deformação (Ud) para expressar os resultados de ensaios à TC.
A partir do momento em que se conhece o número de golpes necessário para se
atingir esse critério específico, pode-se desenvolver um método de dimensionamento mais
coerente com a degradação da mistura em campo. Apresentam-se a seguir as formas até
então estudadas de se determinar o acúmulo de dano da mistura em laboratório.
2.3.1. Energia Dissipada
O conceito de energia dissipada tem sido utilizado para a definição de limites de
ruptura no ensaio de fadiga à DC. No entanto, não se tem chegado a um consenso de como
se utilizar a energia dissipada para definir um único critério que possa unir os dois tipos de
carregamento, DC e TC. Segundo DIJK (1975), QUEDEVILLE (1971) foi quem primeiro
apresentou o conceito de energia dissipada, porém em betume puro. DIJK et al. (1972),
usando o trabalho desenvolvido por Quedeville, definiram o conceito de energia dissipada
em misturas asfálticas conforme a Equação 2.9.

25
Wi = iiiεπσ φsen (2.9)
em que ,
Wi: energia dissipada no golpe i;
σi: tensão aplicada no golpe i;
εi: deformação de tração no golpe i; e
senφi: ângulo de fase entre os sinais de onda de tensão e de deformação.
A energia dissipada durante todo o ensaio (N golpes) é calculada pelo somatório das
energias em cada ciclo:
Wtot = ∑=
N
iiW
1 (2.10)
em que ,
Wtot: energia total dissipada no ponto de ruptura; e
Wi: energia dissipada no golpe i.
A partir da Equação 2.10, DIJK (1975) definiu a seguinte relação:
Wtot = A × Nz (2.11)
em que,
A, z: coeficientes experimentais usados durante o ensaio; e
N: número de golpes durante o ensaio.
Ainda segundo o referido autor, esta relação seria independente da temperatura de
ensaio, do tipo de carregamento e ainda do tipo de ligante utilizado. Porém, no programa
26
SHRP (1994b) concluiu-se que este tipo de critério era dependente do tipo de carregamento
e da temperatura.
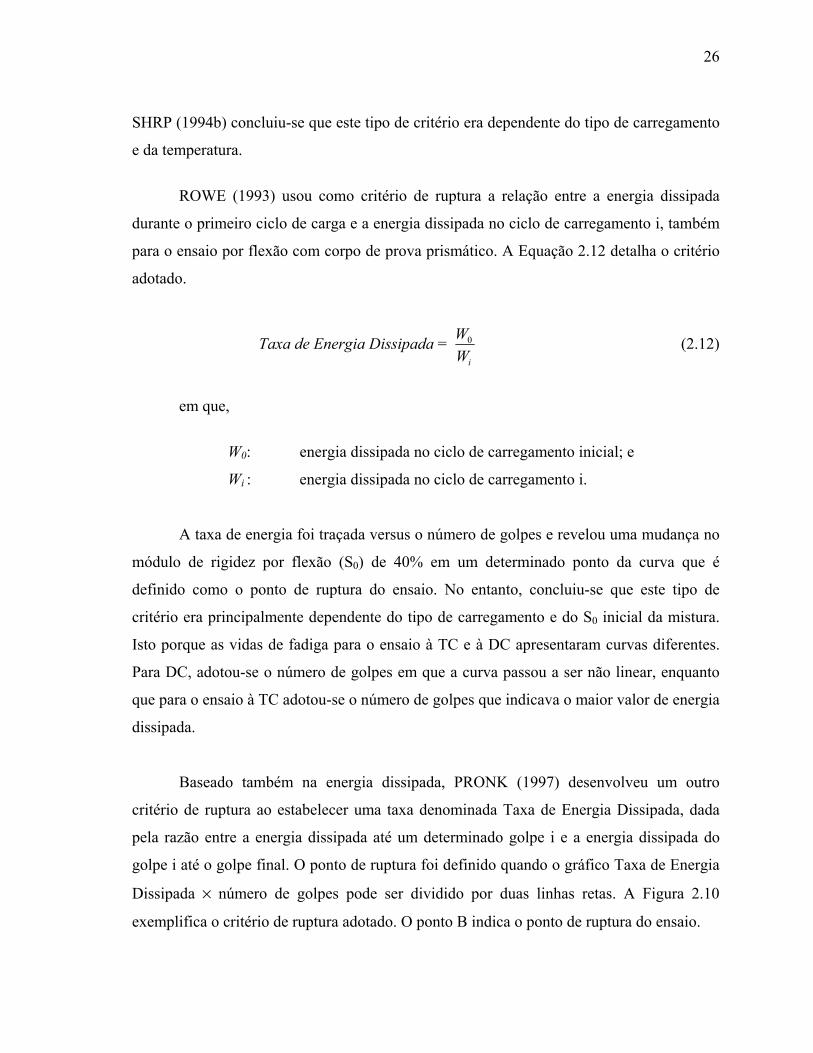
ROWE (1993) usou como critério de ruptura a relação entre a energia dissipada
durante o primeiro ciclo de carga e a energia dissipada no ciclo de carregamento i, também
para o ensaio por flexão com corpo de prova prismático. A Equação 2.12 detalha o critério
adotado.
Taxa de Energia Dissipada = iW
W0 (2.12)
em que,
W0: energia dissipada no ciclo de carregamento inicial; e
Wi : energia dissipada no ciclo de carregamento i.
A taxa de energia foi traçada versus o número de golpes e revelou uma mudança no
módulo de rigidez por flexão (S0) de 40% em um determinado ponto da curva que é
definido como o ponto de ruptura do ensaio. No entanto, concluiu-se que este tipo de
critério era principalmente dependente do tipo de carregamento e do S0 inicial da mistura.
Isto porque as vidas de fadiga para o ensaio à TC e à DC apresentaram curvas diferentes.
Para DC, adotou-se o número de golpes em que a curva passou a ser não linear, enquanto
que para o ensaio à TC adotou-se o número de golpes que indicava o maior valor de energia
dissipada.
Baseado também na energia dissipada, PRONK (1997) desenvolveu um outro
critério de ruptura ao estabelecer uma taxa denominada Taxa de Energia Dissipada, dada
pela razão entre a energia dissipada até um determinado golpe i e a energia dissipada do
golpe i até o golpe final. O ponto de ruptura foi definido quando o gráfico Taxa de Energia
Dissipada × número de golpes pode ser dividido por duas linhas retas. A Figura 2.10
exemplifica o critério de ruptura adotado. O ponto B indica o ponto de ruptura do ensaio.

27
Número de GolpesB A
Taxa
de
Ener
gia
Dis
sipa
da
Figura 2.10: Critério de ruptura com base na taxa de energia dissipada (PRONK, 1997)
GHUZLAN e CARPENTER (2000), continuando a pesquisa iniciada por
CARPENTER e JANSEN (1997), apresentaram uma nova forma de utilizar o conceito de
energia dissipada. A partir dessa nova relação, os referidos autores conseguiram unificar os
dois tipos de carregamento, TC e DC, através da adoção de um mesmo critério. O objetivo
geral deste novo critério incluía também achar uma indicação consistente do nível de
deterioração na amostra em função do comportamento do corpo de prova, acúmulo de dano
e da vida remanescente da mistura para cada golpe aplicado.
O critério adotado foi a relação entre a variação da energia dissipada (∆Ε) entre o
ciclo i e i + 1 e a energia total dissipada até o ciclo i (DE). Essa relação, denominada pelos
autores Taxa de Energia, foi calculada a cada 100 golpes devido às limitações do sistema de
aquisição de dados. A Figura 2.11 mostra a curva ∆Ε/DE × número de golpes de carga
traçada durante um ensaio realizado à TC. O critério de ruptura é definido quando a Taxa
de Energia começa a aumentar rapidamente. Os autores comprovaram ainda que as curvas
Taxa de Energia × número de golpes para o parâmetro à TC e à DC foram semelhantes (ver
Figura 2.12).

28
( E
/DE)
Número de Golpes
50% RIGIDEZ
20000.0E+00
0 1000
5.0E-04
1.0E-03
1.5E-03
3000 4000
∆ 2.0E-03
3.0E-03
3.5E-03
4.5E-03
4.0E-03
Figura 2.11: Critério com base na Taxa de Energia (GHUZLAN e CARPENTER, 2000)
0,001
0,01
0,1
1
1 10 100 1000
Número de Golpes
∆DE/
DE
Tensão controladaDeformação controlada
Figura 2.12: Tensão e deformação unidos pelo mesmo critério (GHUZLAN e
CARPENTER, 2000)
29
Durante os primeiros ensaios de fadiga realizados no Brasil, costumava-se fazer a
medida das deformações elásticas e plásticas durante todo o ensaio à TC. Depois que
ocorreram quebras dos LVDT’s durante estas medições, foi feita a opção por não mais se
fazer leituras ao longo do ensaio por medida de economia, dados os custos instrumentais de
medida. PINTO (1991) mostrou com estas leituras que existe uma fase inicial dos ensaios
de fadiga que ele denominou de “fase de condicionamento” que corresponde a menos de
5% da vida do corpo de prova. Nesta fase há um crescimento das deformações permanentes
com alguma intensidade, sendo seguida de uma fase “estável” que corresponde a
aproximadamente 70% da vida de fadiga e se caracteriza pelo surgimento da primeira trinca
visível na parte externa dos corpos de prova. Em seguida começa a fase de “ruptura”
propriamente dita, que corresponde a 25% da vida de fadiga e se caracteriza por um
crescimento acelerado das deformações elásticas e plásticas e a ruptura total dos corpos de
prova.
30
CAPÍTULO 3
METODOLOGIA
Neste capítulo apresenta-se a metodologia utilizada desde a coleta do material
empregado na produção dos corpos de prova usados na pesquisa até o método de ensaio
usado na definição do critério de ruptura. Tentou-se reproduzir em laboratório a mistura
usada na Av. Washington Soares em Fortaleza, CE, Brasil de maneira que os parâmetros
mecânicos obtidos em laboratório das misturas investigadas chegassem o mais próximo
possível dos valores obtidos com a mistura colocada em campo.
3.1. MATERIAIS Esta seção caracteriza os materiais usados na moldagem das diferentes misturas
usadas na pesquisa. Os agregados e o tipo de ligante são caracterizados em três itens: i)
CBUQ; ii) Misturas com Borracha e iii) Mistura com Fresado.
3.1.1. CBUQ O CBUQ usado para comparação da mistura moldada em laboratório foi o trecho
experimental da Av. Washington Soares (CE 040) que dá acesso à cidade de Fortaleza a
partir do litoral Sul do Ceará, que fica na pista de rolamento leste da avenida e com início
no cruzamento com a Av. Oliveira Paiva (ver Figura 3.1).
O trecho em questão teve sua construção concluída em Novembro de 1995, com
600 m de comprimento e foi dividido em dois sub-trechos para efeito de comparação entre
o CAP 30/45 (400 m) e o CAP 50/60 (200 m) (RODRIGUES et al., 1995; VIANA et al.,
1996; SOARES et al., 1998, 1999). A única diferença nos dois sub-trechos foi o tipo de
31
CAP usado no CBUQ. Na presente pesquisa foi utilizado somente o CAP 50/60. O tráfego
na rodovia é considerado médio e o perfil do pavimento é mostrado na Figura 3.2.
Figura 3.1: Localização do trecho experimental na Av. Washington Soares, Fortaleza, CE
Figura 3.2: Perfil do trecho experimental da Av. Whashington Soares, Fortaleza, CE
32
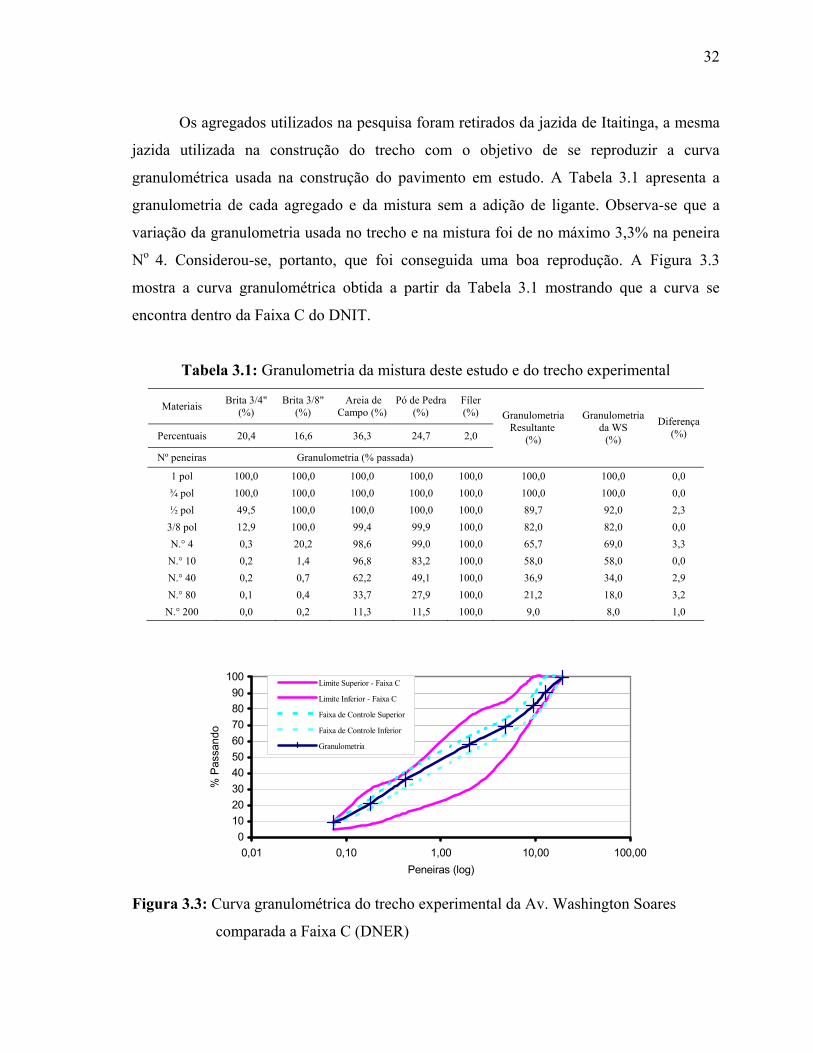
Os agregados utilizados na pesquisa foram retirados da jazida de Itaitinga, a mesma
jazida utilizada na construção do trecho com o objetivo de se reproduzir a curva
granulométrica usada na construção do pavimento em estudo. A Tabela 3.1 apresenta a
granulometria de cada agregado e da mistura sem a adição de ligante. Observa-se que a
variação da granulometria usada no trecho e na mistura foi de no máximo 3,3% na peneira
No 4. Considerou-se, portanto, que foi conseguida uma boa reprodução. A Figura 3.3
mostra a curva granulométrica obtida a partir da Tabela 3.1 mostrando que a curva se
encontra dentro da Faixa C do DNIT.
Tabela 3.1: Granulometria da mistura deste estudo e do trecho experimental
Materiais Brita 3/4" (%)
Brita 3/8" (%)
Areia de Campo (%)
Pó de Pedra (%)
Fíler (%)
Percentuais 20,4 16,6 36,3 24,7 2,0
Nº peneiras Granulometria (% passada)
Granulometria Resultante
(%)
Granulometria da WS
(%)
Diferença (%)
1 pol 100,0 100,0 100,0 100,0 100,0 100,0 100,0 0,0 ¾ pol 100,0 100,0 100,0 100,0 100,0 100,0 100,0 0,0 ½ pol 49,5 100,0 100,0 100,0 100,0 89,7 92,0 2,3
3/8 pol 12,9 100,0 99,4 99,9 100,0 82,0 82,0 0,0 N.° 4 0,3 20,2 98,6 99,0 100,0 65,7 69,0 3,3 N.° 10 0,2 1,4 96,8 83,2 100,0 58,0 58,0 0,0 N.° 40 0,2 0,7 62,2 49,1 100,0 36,9 34,0 2,9 N.° 80 0,1 0,4 33,7 27,9 100,0 21,2 18,0 3,2
N.° 200 0,0 0,2 11,3 11,5 100,0 9,0 8,0 1,0
0102030405060708090
100
0,01 0,10 1,00 10,00 100,00Peneiras (log)
% P
assa
ndo
Limite Superior - Faixa C
Limite Inferior - Faixa C
Faixa de Controle Superior
Faixa de Controle Inferior
Granulometria
Figura 3.3: Curva granulométrica do trecho experimental da Av. Washington Soares
comparada a Faixa C (DNER)

33
O CAP utilizado é originado do petróleo venezuelano Bachaquero e foi obtido na
Lubrificantes Nordeste (LUBNOR). A Tabela 3.2 apresenta os dados do CAP 50/60
utilizado na construção da pista. Admitiu-se que o CAP utilizado na pesquisa foi
semelhante ao trecho e, portanto, atendeu as especificações brasileiras regulamentadas pela
Agência Nacional de Petróleo (ANP, 1993).
Tabela 3.2: Especificações e resultados dos ensaios no CAP do trecho experimental
(SOARES et al., 1999)
Características Unidades 50/60 Especificações
50/60 Medido
Penetração, P (25 °C,100 g, 5 s) 0,1 mm 50-60 51 Viscosidade à 60 °C Poise 2.329 Índice de Susceptibilidade Térmica, IS - (-1,5) a (+1) -1,5 Ponto de Fulgor (Cleveland) °C 235 (min) 264 Ductilidade (25 °C,5 cm/min) Cm 60 (min) > 150 Viscosidade Saybolt-Furol à 135 °C Segundos 110 (min) 214 Solubilidade em Tricloroetileno % peso 99,5 (min) 100,0 Variação de Peso, % % 1,0 (max) 0,40 Penetração, % sobre o valor original % 50 (min) 61
3.1.2. Misturas com asfalto borracha
Dois tipos de misturas com borracha foram usadas na pesquisa: i) Mistura produzida
pelo processo úmido e ii) Mistura produzida pelo processo seco. Na primeira foi utilizado
um ligante asfalto-borracha com 20% de borracha e 20% de óleo extensor (AR-75),
enquanto que na segunda foram substituídos 2,5%, em relação ao peso da mistura, de
agregado por borracha de mesma granulometria. Utilizou-se nos dois processos, borracha
com partículas de diâmetros entre 0,42 e 0,074 mm. Os corpos de prova utilizados na
pesquisa foram os mesmos utilizados nos ensaios de fadiga por PINHEIRO et al. (2003).
O CAP utilizado nas misturas de asfalto-borracha é oriundo do petróleo Fazenda
Alegre do Espírito Santo e é classificado por penetração como um CAP 50/60. A Tabela
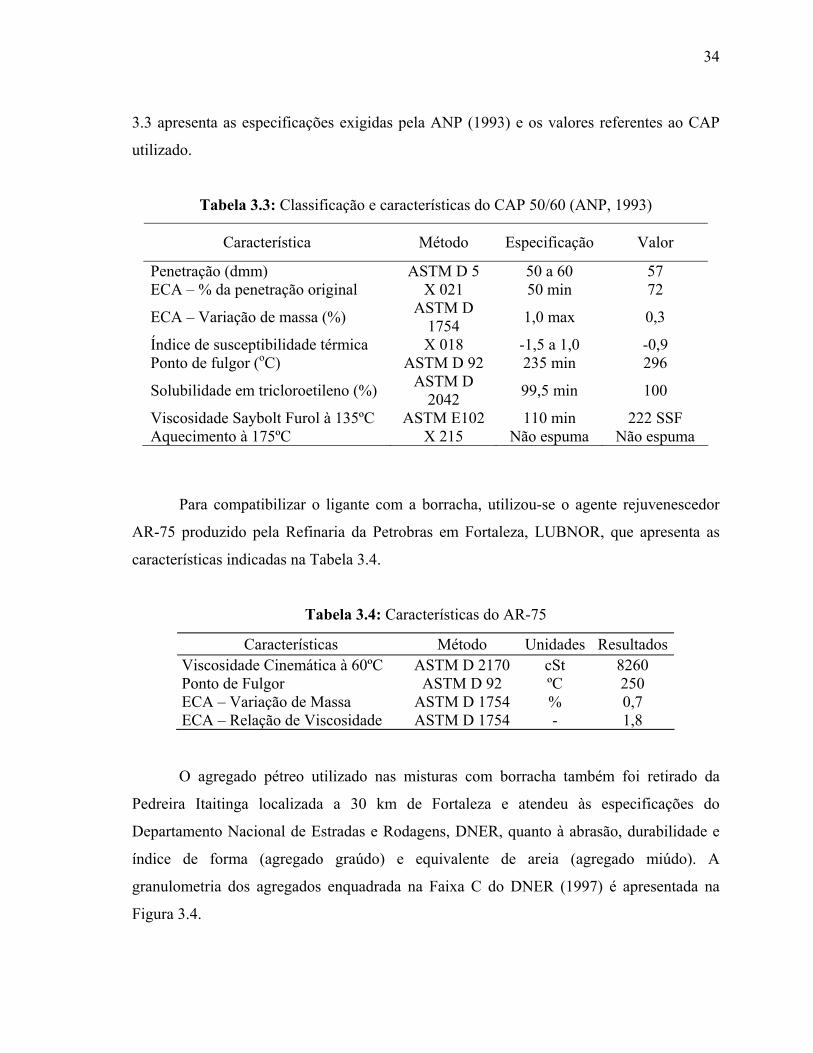
34
3.3 apresenta as especificações exigidas pela ANP (1993) e os valores referentes ao CAP
utilizado.
Tabela 3.3: Classificação e características do CAP 50/60 (ANP, 1993)
Característica Método Especificação Valor
Penetração (dmm) ASTM D 5 50 a 60 57 ECA – % da penetração original X 021 50 min 72
ECA – Variação de massa (%) ASTM D 1754 1,0 max 0,3
Índice de susceptibilidade térmica X 018 -1,5 a 1,0 -0,9 Ponto de fulgor (oC) ASTM D 92 235 min 296
Solubilidade em tricloroetileno (%) ASTM D 2042 99,5 min 100
Viscosidade Saybolt Furol à 135ºC ASTM E102 110 min 222 SSF Aquecimento à 175ºC X 215 Não espuma Não espuma
Para compatibilizar o ligante com a borracha, utilizou-se o agente rejuvenescedor
AR-75 produzido pela Refinaria da Petrobras em Fortaleza, LUBNOR, que apresenta as
características indicadas na Tabela 3.4.
Tabela 3.4: Características do AR-75
Características Método Unidades Resultados Viscosidade Cinemática à 60ºC ASTM D 2170 cSt 8260 Ponto de Fulgor ASTM D 92 ºC 250 ECA – Variação de Massa ASTM D 1754 % 0,7 ECA – Relação de Viscosidade ASTM D 1754 - 1,8
O agregado pétreo utilizado nas misturas com borracha também foi retirado da
Pedreira Itaitinga localizada a 30 km de Fortaleza e atendeu às especificações do
Departamento Nacional de Estradas e Rodagens, DNER, quanto à abrasão, durabilidade e
índice de forma (agregado graúdo) e equivalente de areia (agregado miúdo). A
granulometria dos agregados enquadrada na Faixa C do DNER (1997) é apresentada na
Figura 3.4.

35
0102030405060708090
100
0,01 0,10 1,00 10,00 100,00
Peneiras (log)
% p
assa
ndo
Limite Superior - Faixa C
Limite Inferior - Faixa C
Faixa de controle superior
Faixa de controle inferior
Granulometria
Figura 3.4: Curva granulométrica dos agregados utilizados na mistura com borracha
A borracha utilizada nesta pesquisa é a raspa de pneus oriunda do processo de
renovação ou recauchutagem. As amostras de borracha foram coletadas de várias
renovadoras em Fortaleza. A Figura 3.5 apresenta a granulometria das raspas obtidas em
três renovadoras diferentes.
Realizaram-se ainda outros ensaios na busca de qualificar o ligante modificado com
borracha com o objetivo de comparar os resultados com os parâmetros encontrados na
especificação da ASTM 6114 (1997) para ligantes modificados com borracha reciclada de
pneu. A Tabela 3.5 apresenta os valores encontrados no ligante estudado e os especificados.

36
0
20
40
60
80
100
0,0 0,1 1,0 10,0 100,0
Peneira (log)
Renovadora X
Renovadora Y% p
assa
ndo
Figura 3.5: Curvas granulométricas das amostras de borracha
Tabela 3.5: Características do ligante asfalto-borracha e os valores da especificação ASTM
6114 (1997)
Características Especificação Ligante estudado
max. 5.000 Viscosidade aparente, 175 oC (cP)
min. 1.500 3.500
max. 75 Penetração, 25 oC, 100g, 5s (dmm)
min. 25 79,0
Ponto de amolecimento (oC) min 57,2 59,3
Ponto de fulgor (oC) min >232,2 >270
3.1.3. Misturas com material fresado
O material fresado foi retirado do revestimento da Av. Eng. Santana Júnior e teve
sua granulometria determinada com e sem ligante asfáltico, através de peneiramento de
acordo com o método DNER-ME 83/98. A Tabela 3.6 apresenta a granulometria referente

37
ao material retirado diretamente da pista, fresado sem ligante, areia de campo e britas 3/4” e
3/8”. As amostras usadas nos ensaio de fadiga da presente pesquisa foram as mesmas
usados em LIMA (2003) e, portanto uma caracterização mais detalhada dos materiais
usados pode ser obtida no referido trabalho.
Tabela 3.6: Granulometria dos materiais usados na moldagem da mistura com fresado
Peneiras % que passa pol mm Fresado Fresado sem ligante Areia de campo Brita 3/8” Brita 3/4”
1 1/2 38,1 100,0 100,0 100,0 100,0 100,0 1 25,4 100,0 100,0 100,0 100,0 100,0
3/4 19,1 100,0 100,0 100,0 100,0 99,6 1/2 12,5 79,3 97,0 99,9 99,9 72,2 3/8 9,5 62,4 93,4 87,5 87,5 55,9
No 4 4,8 34,4 83,8 24,2 24,2 40,6 No 10 2,0 16,9 70,7 6,1 6,1 31,1 No 40 0,42 6,2 44,2 3,7 3,7 18,1 Nº 80 0,18 2,0 24,4 2,4 2,4 10,2
No 200 0,074 0,8 10,8 1,2 1,2 4,5
Foram realizados também ensaios de abrasão Los Angeles obtendo-se para a brita
3/4 e para o material fresado valores de 48,9 e 40,2%, respectivamente. A Norma DNER
ES 313/97 indica um limite de aceitação do ensaio de 40%. Constatou-se, portanto que a
brita 3/4 e o material fresado estavam fora do limite aceitável, no entanto LIMA (2003)
admitiu a possibilidade da presença do ligante no material fresado ter diminuído a
desagregação das partículas menores, influenciando diretamente no resultado do ensaio.
No que diz respeito ao agentes rejuvenescedor usado na confecção dos corpos de
prova, foram caracterizados três tipos produzidos na LUBNOR porém usado apenas o AR-
75 por motivo de disponibilidade. A Tabela 3.7 apresenta os valores obtidos. Observou-se
através da viscosidade destes materiais que o AR-75 e o AR-250 têm baixa viscosidade a
60ºC. O AR-500 apresenta o maior valor de viscosidade entre os três ARs analisados. O
CAP utilizado foi o mesmo especificado na seção 3.1.1 relativo ao CBUQ e, portanto,
considerado como dentro das especificações.
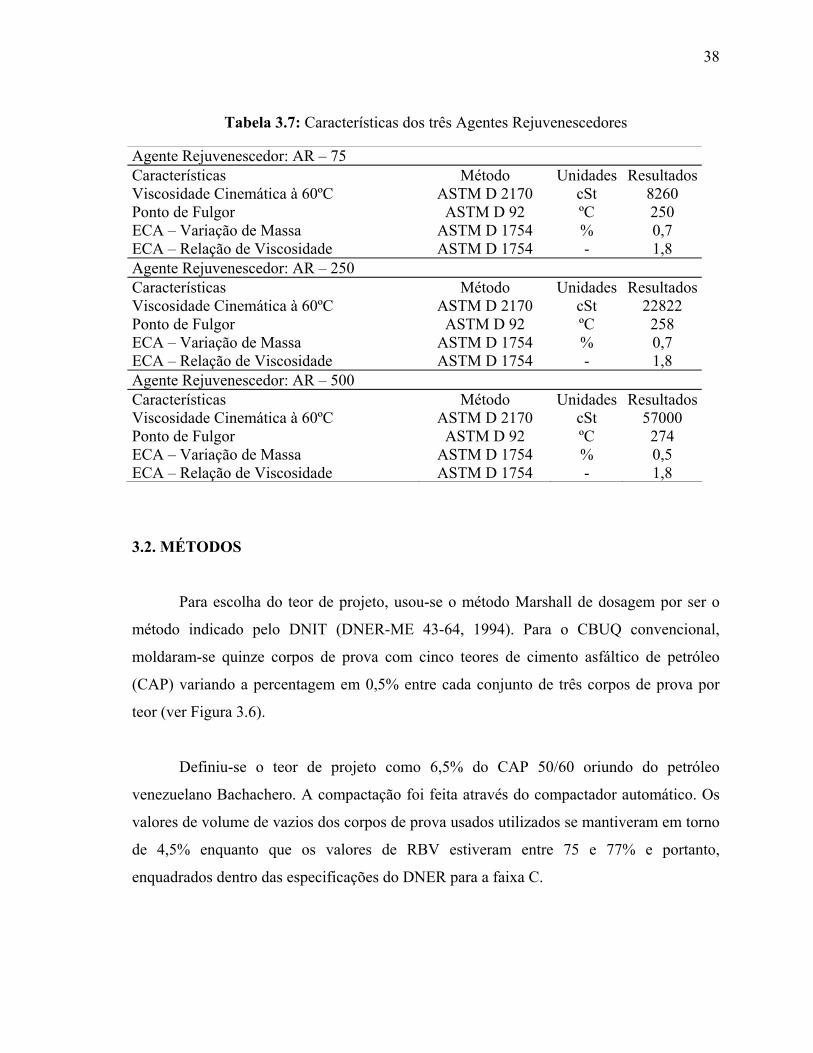
38
Tabela 3.7: Características dos três Agentes Rejuvenescedores
3.2. MÉTODOS Para escolha do teor de projeto, usou-se o método Marshall de dosagem por ser o
método indicado pelo DNIT (DNER-ME 43-64, 1994). Para o CBUQ convencional,
moldaram-se quinze corpos de prova com cinco teores de cimento asfáltico de petróleo
(CAP) variando a percentagem em 0,5% entre cada conjunto de três corpos de prova por
teor (ver Figura 3.6).
Definiu-se o teor de projeto como 6,5% do CAP 50/60 oriundo do petróleo
venezuelano Bachachero. A compactação foi feita através do compactador automático. Os
valores de volume de vazios dos corpos de prova usados utilizados se mantiveram em torno
de 4,5% enquanto que os valores de RBV estiveram entre 75 e 77% e portanto,
enquadrados dentro das especificações do DNER para a faixa C.
Agente Rejuvenescedor: AR – 75 Características Método Unidades Resultados Viscosidade Cinemática à 60ºC ASTM D 2170 cSt 8260 Ponto de Fulgor ASTM D 92 ºC 250 ECA – Variação de Massa ASTM D 1754 % 0,7 ECA – Relação de Viscosidade ASTM D 1754 - 1,8 Agente Rejuvenescedor: AR – 250 Características Método Unidades Resultados Viscosidade Cinemática à 60ºC ASTM D 2170 cSt 22822 Ponto de Fulgor ASTM D 92 ºC 258 ECA – Variação de Massa ASTM D 1754 % 0,7 ECA – Relação de Viscosidade ASTM D 1754 - 1,8 Agente Rejuvenescedor: AR – 500 Características Método Unidades Resultados Viscosidade Cinemática à 60ºC ASTM D 2170 cSt 57000 Ponto de Fulgor ASTM D 92 ºC 274 ECA – Variação de Massa ASTM D 1754 % 0,5 ECA – Relação de Viscosidade ASTM D 1754 - 1,8
39
Figura 3.6: Corpos de prova usados na escolha do teor ótimo
Na obtenção do ligante asfalto-borracha utilizou-se um agitador mecânico com
controle digital de rotação entre 50 rpm e 2400 rpm e uma hélice naval de capacidade de
agitação de até 60 litros de água. O ligante asfalto-borracha é composto por CAP, óleo
extensor (AR-75) e borracha de pneu, nas proporções de 60%, 20% e 20%,
respectivamente.
A produção do ligante seguiu as seguintes etapas apresentadas por PINHEIRO et
al. (2003): (i) colocação do beaker com o ligante e o AR-75 na manta aquecedora e
manutenção de uma temperatura de 160 oC por 5 minutos, enquanto era feita a adição da
borracha a uma rotação de 500 rpm; (ii) elevação da temperatura para 190 oC com um
tempo de reação de 55 minutos a uma rotação de 1000 rpm. Pinheiro adotou este
procedimento com base no procedimento seguido por ODA (2000).
Com relação ao processo usado na produção das misturas com material fresado,
foram produzidas três tipos de misturas: i) CBUQ com 10% de fresado; ii) CBUQ com
30% de fresado e iii) CBUQ com 50% de material fresado.

40
Por ser bastante simples e necessário para a realização dos ensaios de fadiga e
módulo de resiliência (MR) por compressão diametral, realizou-se o ensaio de resistência à
tração estática indireta, através de uma carga aplicada a deformação controlada em um
corpo de prova Marshall. A norma DNER-ME 138/94 apresenta a Equação 3.1 para cálculo
do valor da RT:
HDπ
FRT×××
×=
1002 (3.1)
em que,
RT: resistência à tração por compressão diametral (MPa);
F: carga de ruptura (N);
D: diâmetro do corpo de prova (cm); e
H: altura do corpo de prova.
O ensaio consiste na aplicação de uma carga geradora de um deslocamento vertical
de compressão numa velocidade constante de 0,8 + 0,1 mm/s (ver Figura 3.7).
Figura 3.7: Ensaio de RT

41
FALCÃO e SOARES (2002a) mostraram que no ensaio de resistência à tração o
corpo de prova geralmente rompe inicialmente próximo aos frisos onde as deformações são
maiores e não no meio do corpo de prova onde as tensões são superiores. Isto indica a
necessidade de experimentos de fadiga tipo DC.
Realizaram-se também, ensaios de MR para efeito de caracterização da mistura.
Este parâmetro é definido como a relação entre a tensão de tração ( tσ ), que solicita
dinamicamente na direção normal ao plano diametral vertical do corpo de prova usado no
ensaio Marshall e a deformação recuperável ( tε ) relativa à tensão aplicada (ver Equação
3.2).
MR =
t
t
εσ
(3.2)
O procedimento realizado seguiu a norma DNER-ME 133/94 que indica a seguinte
seqüência de aplicações de carga: 500 ciclos para cada corpo de prova onde se registram
apenas os 10 ciclos anteriores aos 300, 400 e 500 ciclos. A média obtida nos ciclos
registrados define o valor do deslocamento recuperável para o cálculo do MR. A norma
indica ainda que se deve rotacionar o corpo de prova em 90o e repetir o ensaio para efeito
de validação do resultado (ver Figura 3.8).
A partir dos deslocamentos recuperáveis obtidos, calculou-se o MR de acordo com
Equação 3.3:
)2692,0µ9976,0(H100d
FMRR
+×= (3.3)
em que,
MR: módulo de resiliência (MPa);

42
F: carga vertical repetida aplicada diametralmente no corpo de
prova (N);
dR: deslocamento elástico ou resiliente correspondente à carga
aplicada (mm);
H: altura do corpo de prova (mm); e
µ: coeficiente de Poisson.
Figura 3.8: Ensaio de carga repetida para cálculo do MR
3.3. DEFINIÇÃO DO CRITÉRIO DE RUPTURA O critério de ruptura no ensaio de fadiga por compressão diametral à TC foi
definido com base na obtenção do gráfico deformação específica de tração, determinada a
partir da razão deslocamento plástico no diâmetro central pelo diâmetro original × número
de golpes aplicados. Não se dispõe neste momento do ensaio à DC no laboratório onde a
pesquisa foi realizada.

43
A partir de estudos recentes sobre limite de ruptura em misturas, com base em
valores de deformação específica de tração limite (CARPENTER et al., 2003), procurou-se
estabelecer um valor de deformação crítica seguindo a linha de pesquisa de FALCÃO e
SOARES (2002a), porém, no ensaio de fadiga ao invés de no ensaio de resistência.
Portanto, adaptou-se o ensaio de fadiga comumente usado no Brasil por PINTO (1991),
CERATTI (1991) e MOTTA (1991) para que fossem calculados os valores de deformação
específica de tração plástica para cada golpe aplicado até momentos antes da ruptura
completa do corpo de prova. A Equação 3.4 e a Figura 3.9, de forma esquemática, mostram
como se chegou aos referidos valores de deformação com base nos valores de
deslocamento obtidos por um LVDT em cada golpe.
( )( )1
1
−
−
+−
=i
iit LD
LLε (3.4)
em que,
Li: Deslocamento plástico do diâmetro horizontal do corpo de prova no
golpe i;
Li-1: Deslocamento plástico do diâmetro do corpo de prova no golpe i - 1;
e
D: Diâmetro do corpo de prova.
Ensaiaram-se três corpos de prova para cada um dos seguintes níveis de tensão: 10,
20, 30, 40 e 50% da tensão de ruptura obtida no ensaio de resistência à tração estática e
obtiveram-se os resultados de deformação específica de tração e número de golpes até a
ruptura em cada ensaio. De posse dos resultados obtidos em cada nível de tensão, achou-se
a curva que melhor representasse a evolução do crescimento da deformação (exemplo na
Figura 3.10). Utilizou-se o programa Table Curve 2D V5.01 (2002) que faz o ajuste para
mais de 8000 tipos de curvas diferentes e que apresenta as melhores curvas com base em
parâmetros estatísticos como o R2 e o teste F. Definiu-se o parâmetro R2 como o melhor
indicativo de aderência da curva. Em seguida analisou-se o teste F para análise de variância
e o teste T para avaliar o nível de significância dos coeficientes para 95% de confiança.
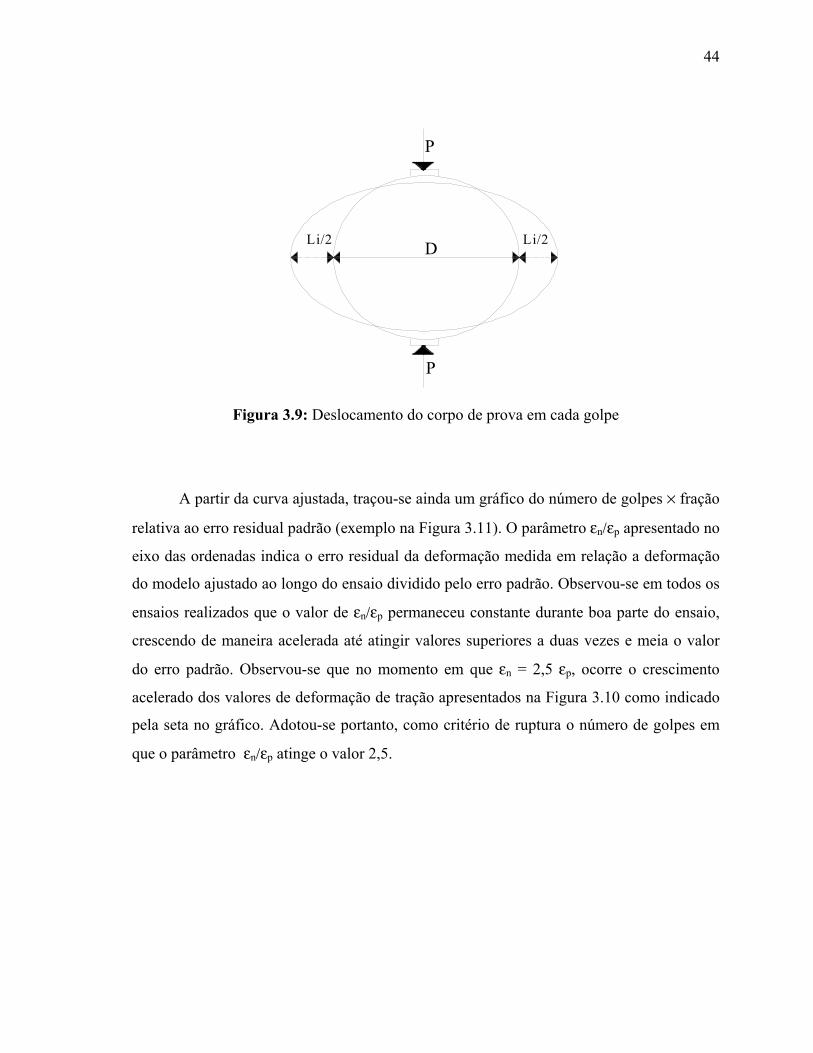
44
Li/2 Li/2D
P
P
Figura 3.9: Deslocamento do corpo de prova em cada golpe
A partir da curva ajustada, traçou-se ainda um gráfico do número de golpes × fração
relativa ao erro residual padrão (exemplo na Figura 3.11). O parâmetro εn/εp apresentado no
eixo das ordenadas indica o erro residual da deformação medida em relação a deformação
do modelo ajustado ao longo do ensaio dividido pelo erro padrão. Observou-se em todos os
ensaios realizados que o valor de εn/εp permaneceu constante durante boa parte do ensaio,
crescendo de maneira acelerada até atingir valores superiores a duas vezes e meia o valor
do erro padrão. Observou-se que no momento em que εn = 2,5 εp, ocorre o crescimento
acelerado dos valores de deformação de tração apresentados na Figura 3.10 como indicado
pela seta no gráfico. Adotou-se portanto, como critério de ruptura o número de golpes em
que o parâmetro εn/εp atinge o valor 2,5.
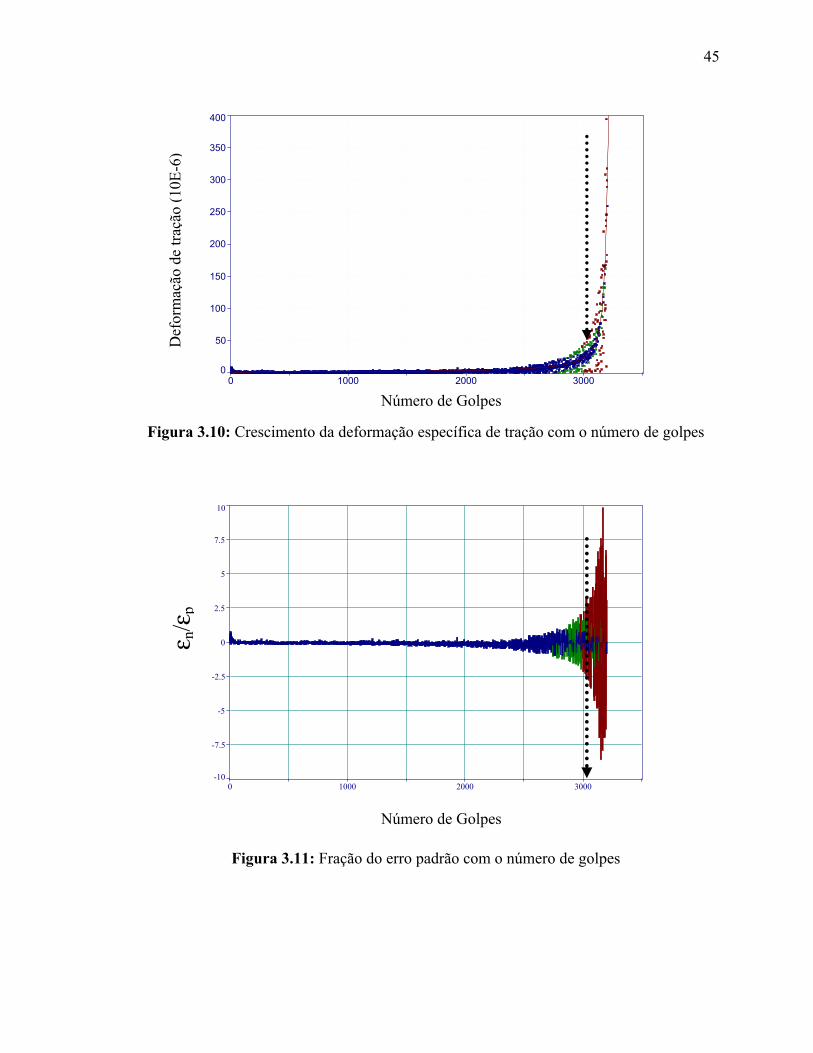
45
0 1000 2000 30000
50
100
150
200
250
300
350
400
Figura 3.10: Crescimento da deformação específica de tração com o número de golpes
0 1000 2000 3000-10
-7.5
-5
-2.5
0
2.5
5
7.5
10
Figura 3.11: Fração do erro padrão com o número de golpes
ε n/ ε
p D
efor
maç
ão d
e tra
ção
(10E
-6)
Número de Golpes
Número de Golpes

46
CAPÍTULO 4
RESULTADOS
Apresentam-se neste capítulo os resultados de MR, RT e de vida de fadiga pelo método
convencional e pelo método proposto no Capítulo 3. Uma análise estatística é feita para a
definição de cada curva definida além de uma discussão sobre o valor de deformação de
tração crítica em cada mistura ensaiada. Divide-se o Capítulo em três subitens: i) CBUQ; ii)
misturas com borracha e iii) mistura com material fresado.
4.1. CBUQ Divide-se esta seção em três itens para maior entendimento dos resultados obtidos:
i) ensaios de caracterização das misturas onde são apresentados os valores de MR, RT e a
curva de fadiga convencional; ii) curva de fadiga investigada e iii) deformação de tração
crítica.
4.1.1. Ensaios de Caracterização
O MR da mistura de CBUQ convencional apresentou valores em torno de 3900 a
4100 MPa, enquanto que a resistência à tração foi de 0,94 MPa. Estes resultados mostram
que a mistura apresenta valores compatíveis com os resultados apresentados em SOARES
et al. (2000), para misturas em CBUQ com o CAP oriundo do petróleo Bachaquero. A
Tabela 4.1 apresenta os resultados de MR e RT e a média.
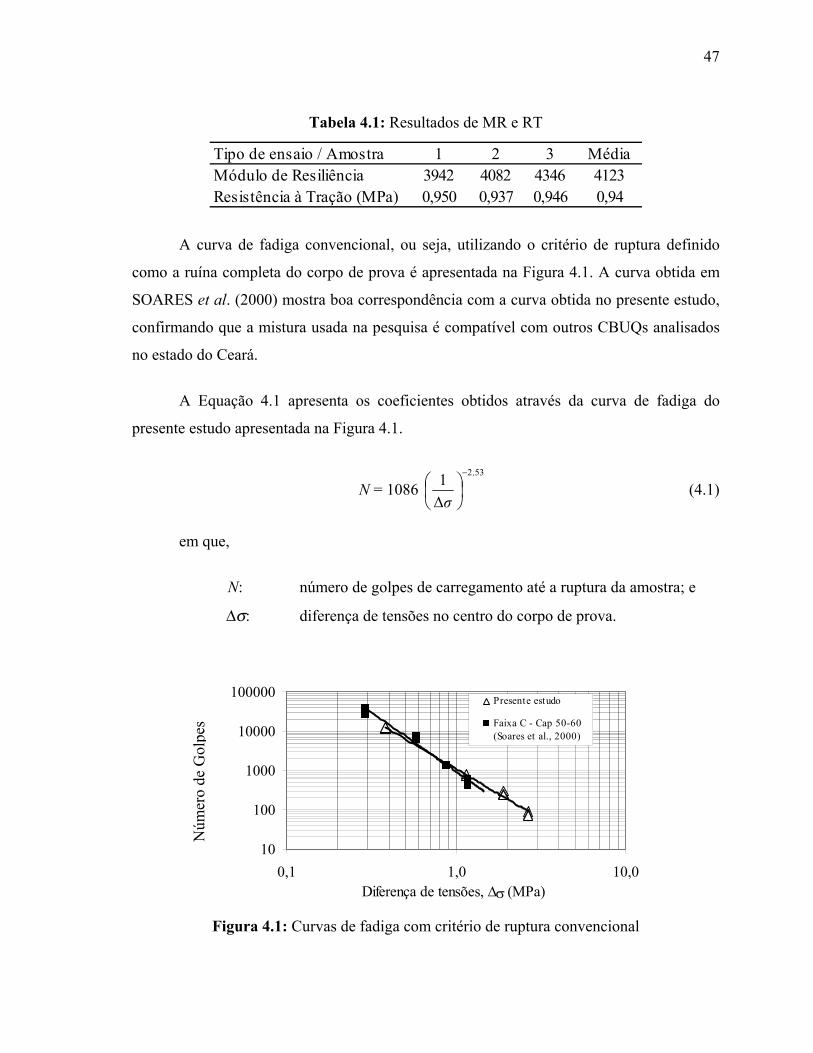
47
Tabela 4.1: Resultados de MR e RT
A curva de fadiga convencional, ou seja, utilizando o critério de ruptura definido
como a ruína completa do corpo de prova é apresentada na Figura 4.1. A curva obtida em
SOARES et al. (2000) mostra boa correspondência com a curva obtida no presente estudo,
confirmando que a mistura usada na pesquisa é compatível com outros CBUQs analisados
no estado do Ceará.
A Equação 4.1 apresenta os coeficientes obtidos através da curva de fadiga do
presente estudo apresentada na Figura 4.1.
N = 1086 532
∆1 ,
σ
−
(4.1)
em que,
N: número de golpes de carregamento até a ruptura da amostra; e
∆σ: diferença de tensões no centro do corpo de prova.
10
100
1000
10000
100000
0,1 1,0 10,0Diferença de tensões, ∆σ (MPa)
Presente estudo
Faixa C - Cap 50-60(Soares et al., 2000)
Figura 4.1: Curvas de fadiga com critério de ruptura convencional
Tipo de ensaio / Amostra 1 2 3 MédiaMódulo de Resiliência 3942 4082 4346 4123Resistência à Tração (MPa) 0,950 0,937 0,946 0,94N
úmer
o de
Gol
pes

48
4.1.2. Proposição de Análise da Fadiga A forma de representação da curva de fadiga investigada é caracterizada pelo
gráfico deformação de tração × número de golpes. A partir dos valores de deformação de
tração medidos em laboratório, obteve-se um modelo de curva para o ensaio de fadiga por
compressão diametral. As equações das curvas de fadiga investigadas ajustadas com seus
respectivos coeficientes para cada nível de tensão são apresentadas na Tabela 4.1. Observa-
se a predominância da curva exponencial considerando o parâmetro R2 e o teste F com 95%
de confiança. Em cada nível de tensão, observou-se a predominância de uma curva
característica escolhida com base no melhor R2. A Tabela 4.2 apresenta os parâmetros
estatísticos usados como critério de seleção da curva representativa de cada nível de tensão.
Verifica-se que os valores do R2 ajustado variaram entre 0,78 e 0,86 mostrando uma boa
aderência aos pontos de deformação. É importante observar, que a partir de um valor de
deformação crítica, a variância passa para valores muito maiores, o que explica valores de
R2 não tão próximos de 1 (NETER et al., 1990).
A Figura 4.2 apresenta as curvas ajustadas (log-log) para cada nível de tensão
solicitado. O gráfico deformação × número de golpes mostra o crescimento a partir de um
nível de deformação crítica em cada nível de tensão onde a curva passa a crescer de forma
acelerada. Verifica-se que as três curvas obtidas em cada nível de tensão apresentam
aproximadamente as mesmas deformações, tanto iniciais como de ruptura. BALBO (2000)
concluiu que o número de golpes utilizado como parâmetro de ruptura no ensaio de fadiga
por compressão diametral apresenta incertezas da ordem de 47 vezes, considerando a
variação estatística encontrada nos ensaios de resistência a tração. Acredita-se que os
resultados apresentados na Figura 4.2 indicam que a vida de fadiga obtida através do
parâmetro deformação de tração possa diminuir tais incertezas.
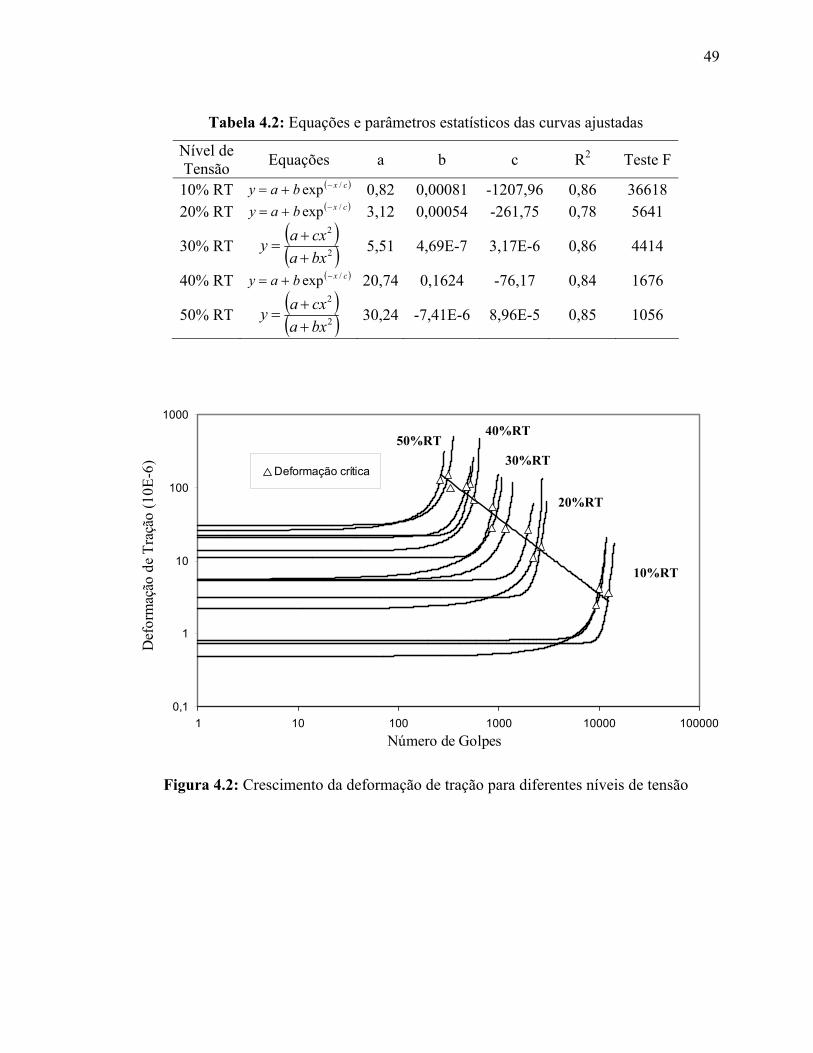
49
Tabela 4.2: Equações e parâmetros estatísticos das curvas ajustadas
Nível de Tensão Equações a b c R2 Teste F
10% RT ( )cxbay /exp −+= 0,82 0,00081 -1207,96 0,86 36618 20% RT ( )cxbay /exp −+= 3,12 0,00054 -261,75 0,78 5641
30% RT ( )( )2
2
bxacxay
++
= 5,51 4,69E-7 3,17E-6 0,86 4414
40% RT ( )cxbay /exp −+= 20,74 0,1624 -76,17 0,84 1676
50% RT ( )( )2
2
bxacxay
++
= 30,24 -7,41E-6 8,96E-5 0,85 1056
0,1
1
10
100
1000
1 10 100 1000 10000 100000Número de Golpes
Def
orm
ação
de
Traç
ão (1
0E-6
)
Deformação crítica
Figura 4.2: Crescimento da deformação de tração para diferentes níveis de tensão
10%RT
20%RT
30%RT
40%RT 50%RT
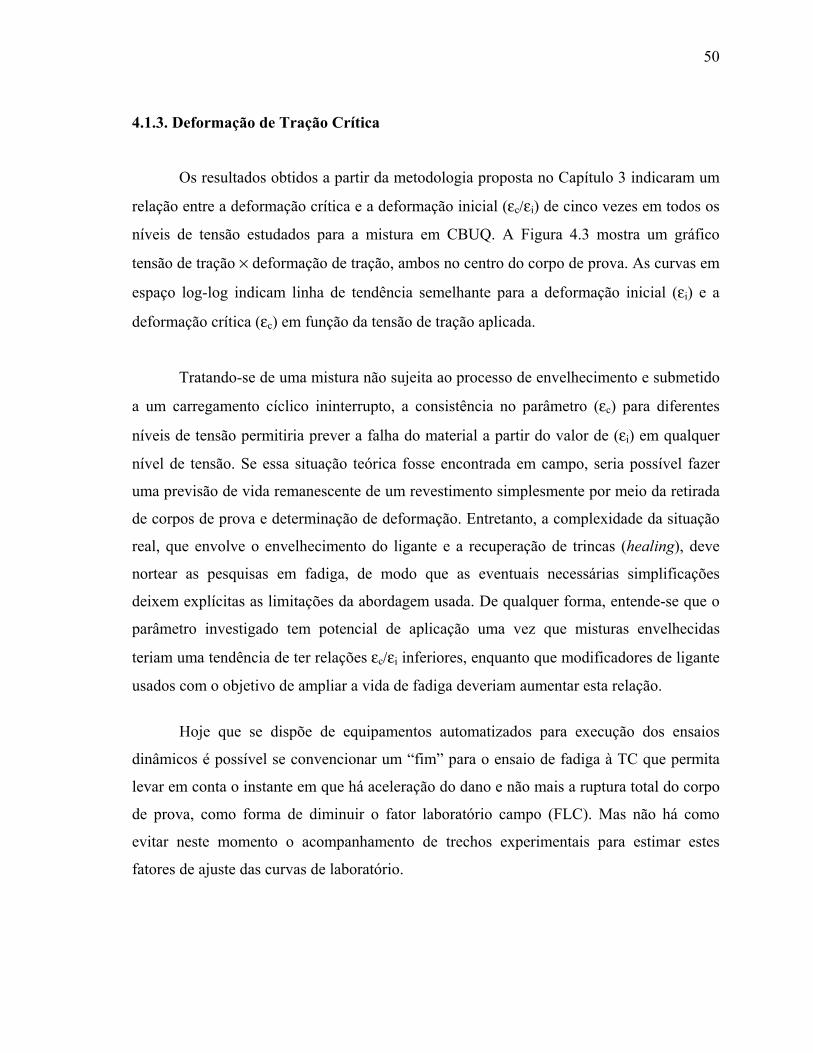
50
4.1.3. Deformação de Tração Crítica
Os resultados obtidos a partir da metodologia proposta no Capítulo 3 indicaram um
relação entre a deformação crítica e a deformação inicial (εc/εi) de cinco vezes em todos os
níveis de tensão estudados para a mistura em CBUQ. A Figura 4.3 mostra um gráfico
tensão de tração × deformação de tração, ambos no centro do corpo de prova. As curvas em
espaço log-log indicam linha de tendência semelhante para a deformação inicial (εi) e a
deformação crítica (εc) em função da tensão de tração aplicada.
Tratando-se de uma mistura não sujeita ao processo de envelhecimento e submetido
a um carregamento cíclico ininterrupto, a consistência no parâmetro (εc) para diferentes
níveis de tensão permitiria prever a falha do material a partir do valor de (εi) em qualquer
nível de tensão. Se essa situação teórica fosse encontrada em campo, seria possível fazer
uma previsão de vida remanescente de um revestimento simplesmente por meio da retirada
de corpos de prova e determinação de deformação. Entretanto, a complexidade da situação
real, que envolve o envelhecimento do ligante e a recuperação de trincas (healing), deve
nortear as pesquisas em fadiga, de modo que as eventuais necessárias simplificações
deixem explícitas as limitações da abordagem usada. De qualquer forma, entende-se que o
parâmetro investigado tem potencial de aplicação uma vez que misturas envelhecidas
teriam uma tendência de ter relações εc/εi inferiores, enquanto que modificadores de ligante
usados com o objetivo de ampliar a vida de fadiga deveriam aumentar esta relação.
Hoje que se dispõe de equipamentos automatizados para execução dos ensaios
dinâmicos é possível se convencionar um “fim” para o ensaio de fadiga à TC que permita
levar em conta o instante em que há aceleração do dano e não mais a ruptura total do corpo
de prova, como forma de diminuir o fator laboratório campo (FLC). Mas não há como
evitar neste momento o acompanhamento de trechos experimentais para estimar estes
fatores de ajuste das curvas de laboratório.
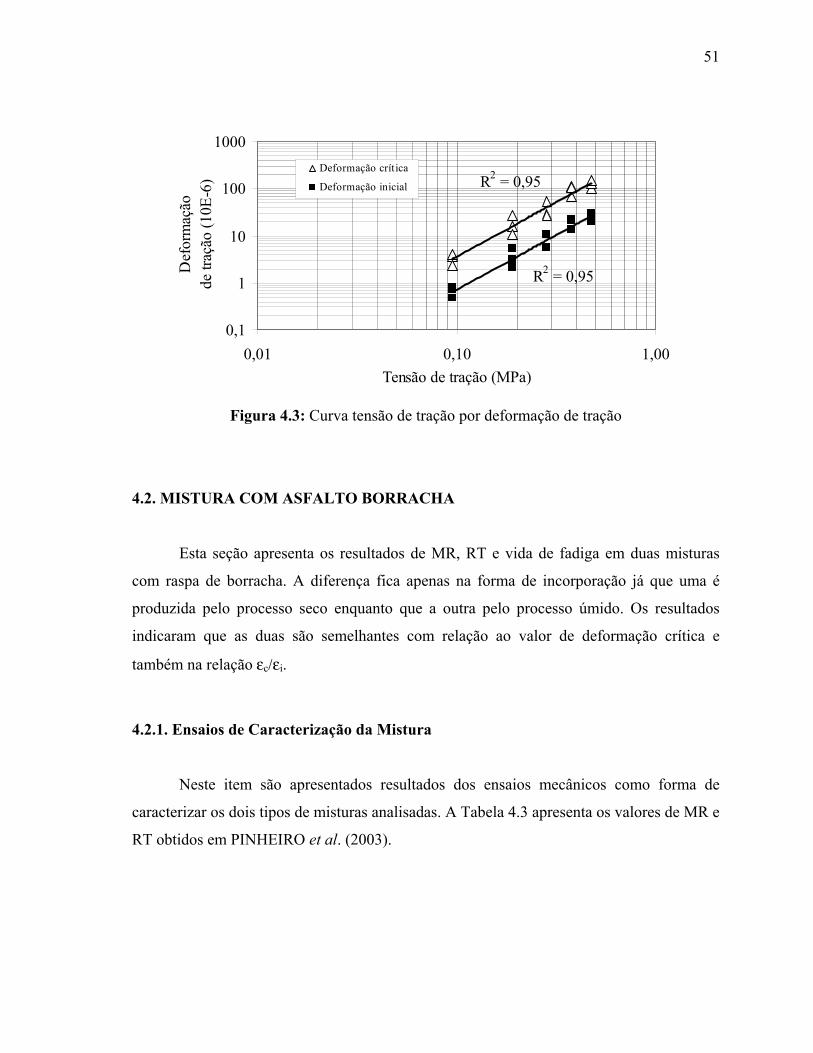
51
R2 = 0,95
R2 = 0,95
0,1
1
10
100
1000
0,01 0,10 1,00Tensão de tração (MPa)
Def
orm
ação
de
traçã
o (1
0E-6
)
Deformação crít ica
Deformação inicial
Figura 4.3: Curva tensão de tração por deformação de tração
4.2. MISTURA COM ASFALTO BORRACHA Esta seção apresenta os resultados de MR, RT e vida de fadiga em duas misturas
com raspa de borracha. A diferença fica apenas na forma de incorporação já que uma é
produzida pelo processo seco enquanto que a outra pelo processo úmido. Os resultados
indicaram que as duas são semelhantes com relação ao valor de deformação crítica e
também na relação εc/εi.
4.2.1. Ensaios de Caracterização da Mistura Neste item são apresentados resultados dos ensaios mecânicos como forma de
caracterizar os dois tipos de misturas analisadas. A Tabela 4.3 apresenta os valores de MR e
RT obtidos em PINHEIRO et al. (2003).
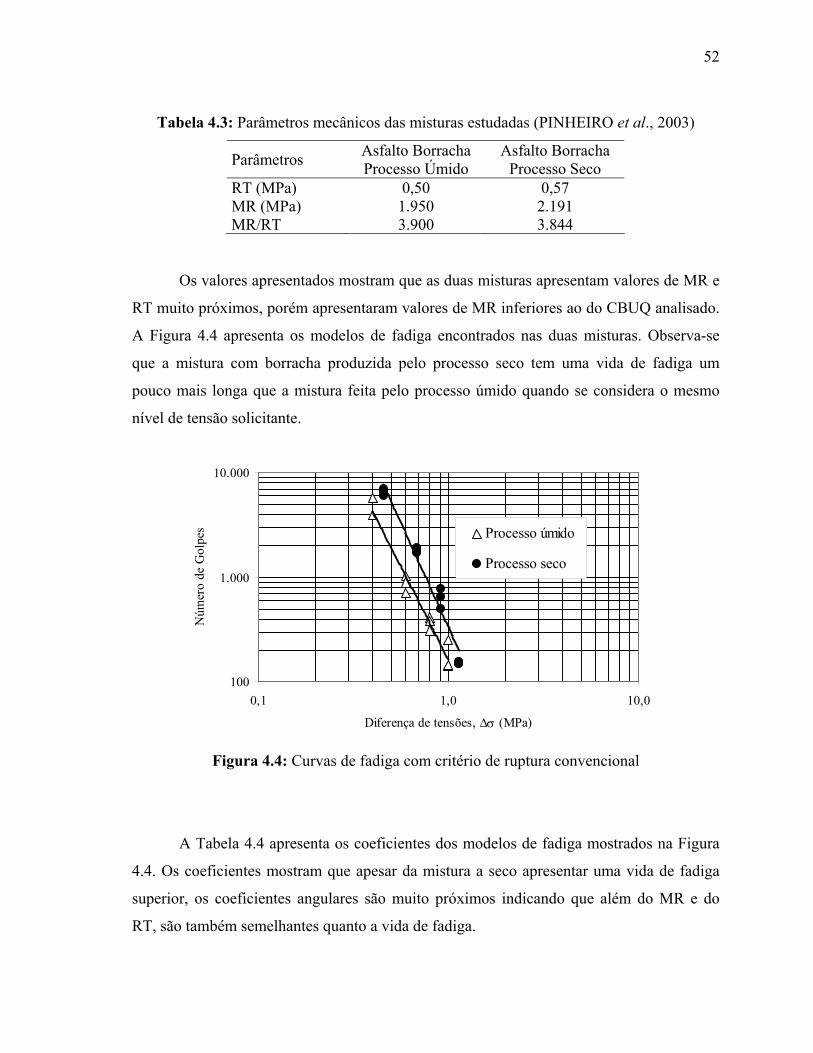
52
Tabela 4.3: Parâmetros mecânicos das misturas estudadas (PINHEIRO et al., 2003)
Parâmetros Asfalto Borracha Processo Úmido
Asfalto Borracha Processo Seco
RT (MPa) 0,50 0,57 MR (MPa) 1.950 2.191 MR/RT 3.900 3.844
Os valores apresentados mostram que as duas misturas apresentam valores de MR e
RT muito próximos, porém apresentaram valores de MR inferiores ao do CBUQ analisado.
A Figura 4.4 apresenta os modelos de fadiga encontrados nas duas misturas. Observa-se
que a mistura com borracha produzida pelo processo seco tem uma vida de fadiga um
pouco mais longa que a mistura feita pelo processo úmido quando se considera o mesmo
nível de tensão solicitante.
100
1.000
10.000
0,1 1,0 10,0
Diferença de tensões, ∆σ (MPa)
Núm
ero
de G
olpe
s Processo úmido
Processo seco
Figura 4.4: Curvas de fadiga com critério de ruptura convencional
A Tabela 4.4 apresenta os coeficientes dos modelos de fadiga mostrados na Figura
4.4. Os coeficientes mostram que apesar da mistura a seco apresentar uma vida de fadiga
superior, os coeficientes angulares são muito próximos indicando que além do MR e do
RT, são também semelhantes quanto a vida de fadiga.
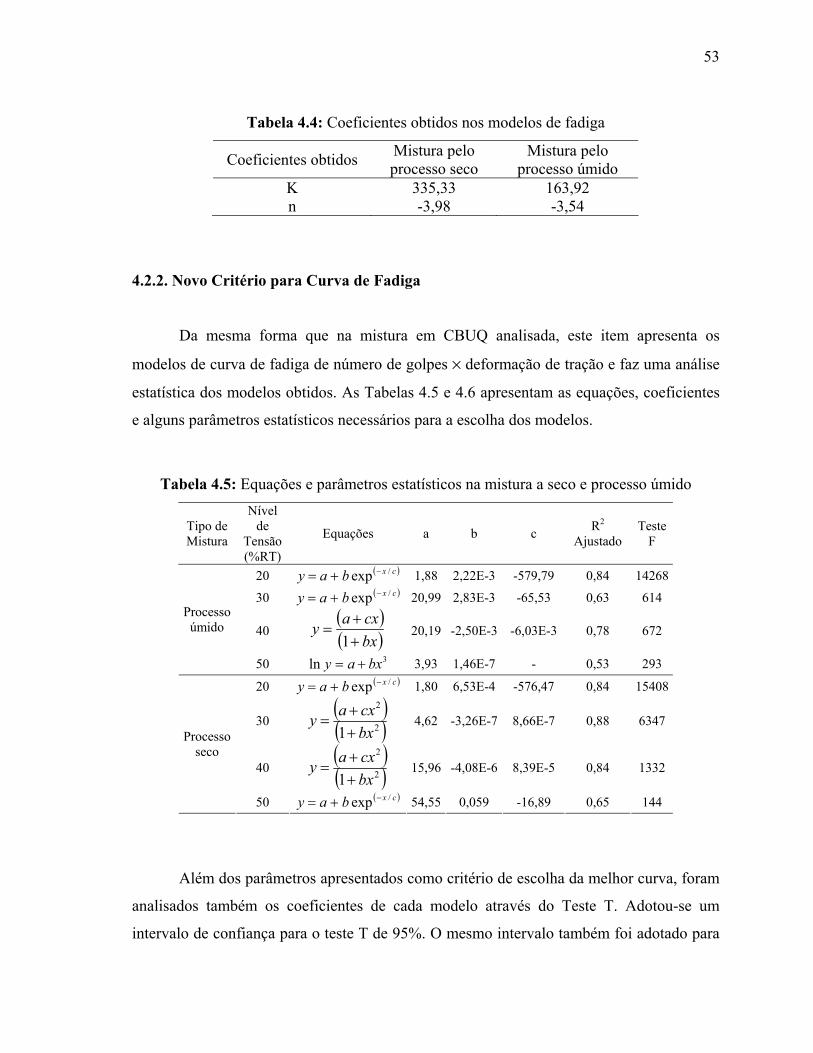
53
Tabela 4.4: Coeficientes obtidos nos modelos de fadiga
Coeficientes obtidos Mistura pelo processo seco
Mistura pelo processo úmido
K 335,33 163,92 n -3,98 -3,54
4.2.2. Novo Critério para Curva de Fadiga Da mesma forma que na mistura em CBUQ analisada, este item apresenta os
modelos de curva de fadiga de número de golpes × deformação de tração e faz uma análise
estatística dos modelos obtidos. As Tabelas 4.5 e 4.6 apresentam as equações, coeficientes
e alguns parâmetros estatísticos necessários para a escolha dos modelos.
Tabela 4.5: Equações e parâmetros estatísticos na mistura a seco e processo úmido
Tipo de Mistura
Nível de
Tensão (%RT)
Equações a b c R2 Ajustado
Teste F
20 ( )cxbay /exp −+= 1,88 2,22E-3 -579,79 0,84 14268
30 ( )cxbay /exp −+= 20,99 2,83E-3 -65,53 0,63 614
40 ( )( )bx
cxay++
=1
20,19 -2,50E-3 -6,03E-3 0,78 672 Processo úmido
50 3ln bxay += 3,93 1,46E-7 - 0,53 293
20 ( )cxbay /exp −+= 1,80 6,53E-4 -576,47 0,84 15408
30 ( )( )2
2
1 bxcxay
++
= 4,62 -3,26E-7 8,66E-7 0,88 6347
40 ( )( )2
2
1 bxcxay
++
= 15,96 -4,08E-6 8,39E-5 0,84 1332
Processo seco
50 ( )cxbay /exp −+= 54,55 0,059 -16,89 0,65 144
Além dos parâmetros apresentados como critério de escolha da melhor curva, foram
analisados também os coeficientes de cada modelo através do Teste T. Adotou-se um
intervalo de confiança para o teste T de 95%. O mesmo intervalo também foi adotado para

54
o teste F apresentado nas Tabelas 4.5 e 4.6. Os parâmetros apresentados indicaram que os
modelos encontrados explicaram bem os valores de deformação medidos nos ensaios,
porém, os ensaios com 50% do nível de tensão na mistura produzida por processo úmido
apresentou um valor de R² ajustado de 0,53. Outros modelos explicaram melhor os pontos
obtidos no entanto, os coeficientes obtidos não foram significativos.
4.2.3. Deformação de Tração Crítica Neste item são apresentados os valores de deformação de tração crítica e iniciais
para cada modelo de curva obtido nos diferentes níveis de tensão de tração estudados. A
Tabela 4.6 apresenta os valores de deformação e o parâmetro εc/εi obtido para 20, 30, 40 e
50% da resistência à tração nas misturas à seco e pelo processo úmido.
Tabela 4.6: Valores de deformação de tração crítica e inicial paras os processos a seco e
úmido
Processo Seco Processo Úmido Nível de
Tensão εc
(×10-6)
εi
(×10-6) εc/εi
εc
(×10-6)
εi
(×10-6) εc/εi
20% 1,3 7,6 5,8 1,9 14,3 7,5
30% 4,6 27,6 6.0 21,0 83,0 3,9
40% 16,0 95,7 6,0 20,0 121,0 6,0
50% 54,6 337,8 6,2 51,0 255,0 5,0
Os resultados apresentados na Tabela 4.6 mostram que o parâmetro εc/εi pode ser
um bom indicativo para a mistura produzida por processo seco, já que em todos os níveis
de tensão estudados o parâmetro esteve próximo de 6. Com relação a mistura realizada pelo
processo úmido, o parâmetro εc/εi variou entre os níveis de tensão indicando que esta
relação não pode ser considerada como uma característica da mistura porém teve uma
média de 5,6, próxima de 6. Acredita-se que a explicação está na heterogeneidade do

55
ligante durante a mistura com borracha. A Figura 4.5 apresenta o gráfico deformação de
tração × número de golpes nas duas misturas em escala log-log juntamente com a linha de
tendência que indica a deformação crítica em cada mistura.
1
10
100
1000
1 10 100 1000 10000
Número de Golpes
Deformação crítica(Processo úmido)
Deformação crítica(Processo seco)
Figura 4.5: Crescimento da deformação de tração para diferentes níveis de tensão
A Figura 4.5 mostra que o modelo deformação de tração × número de golpes
apresenta uma linha de deformação crítica bastante próxima para as duas misturas em todos
os níveis de tensão o que não ocorre com o número de golpes que vem tradicionalmente
sendo adotado como parâmetro indicador da vida de fadiga. A Figura 4.6 apresenta o
gráfico diferença de tensão × deformação de tração já discutido na seção 4.1.3 deste
capítulo. Pode-se concluir que apesar da mistura produzida pelo processo úmido não
apresentar um valor consistente de εc/εi a linha de tendência passa pela média dos valores,
indicando um valor em torno de 5,8.
20%RT
30%RT
40%RT 50%RT
Def
orm
ação
de
Traç
ão (1
0E-6
)
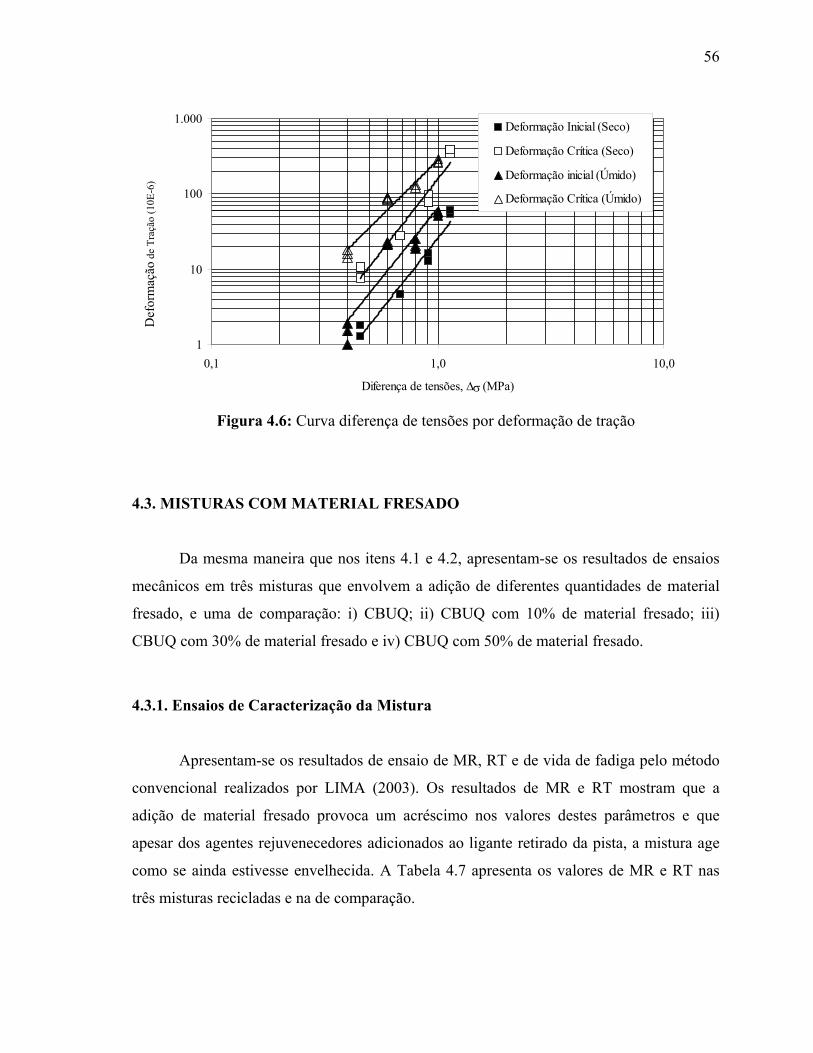
56
1
10
100
1.000
0,1 1,0 10,0
Diferença de tensões, ∆σ (MPa)
Deformação Inicial (Seco)
Deformação Crítica (Seco)
Deformação inicial (Úmido)
Deformação Crítica (Úmido)
Figura 4.6: Curva diferença de tensões por deformação de tração
4.3. MISTURAS COM MATERIAL FRESADO Da mesma maneira que nos itens 4.1 e 4.2, apresentam-se os resultados de ensaios
mecânicos em três misturas que envolvem a adição de diferentes quantidades de material
fresado, e uma de comparação: i) CBUQ; ii) CBUQ com 10% de material fresado; iii)
CBUQ com 30% de material fresado e iv) CBUQ com 50% de material fresado.
4.3.1. Ensaios de Caracterização da Mistura
Apresentam-se os resultados de ensaio de MR, RT e de vida de fadiga pelo método
convencional realizados por LIMA (2003). Os resultados de MR e RT mostram que a
adição de material fresado provoca um acréscimo nos valores destes parâmetros e que
apesar dos agentes rejuvenecedores adicionados ao ligante retirado da pista, a mistura age
como se ainda estivesse envelhecida. A Tabela 4.7 apresenta os valores de MR e RT nas
três misturas recicladas e na de comparação.
Def
orm
ação
de
Traç
ão (1
0E-6
)
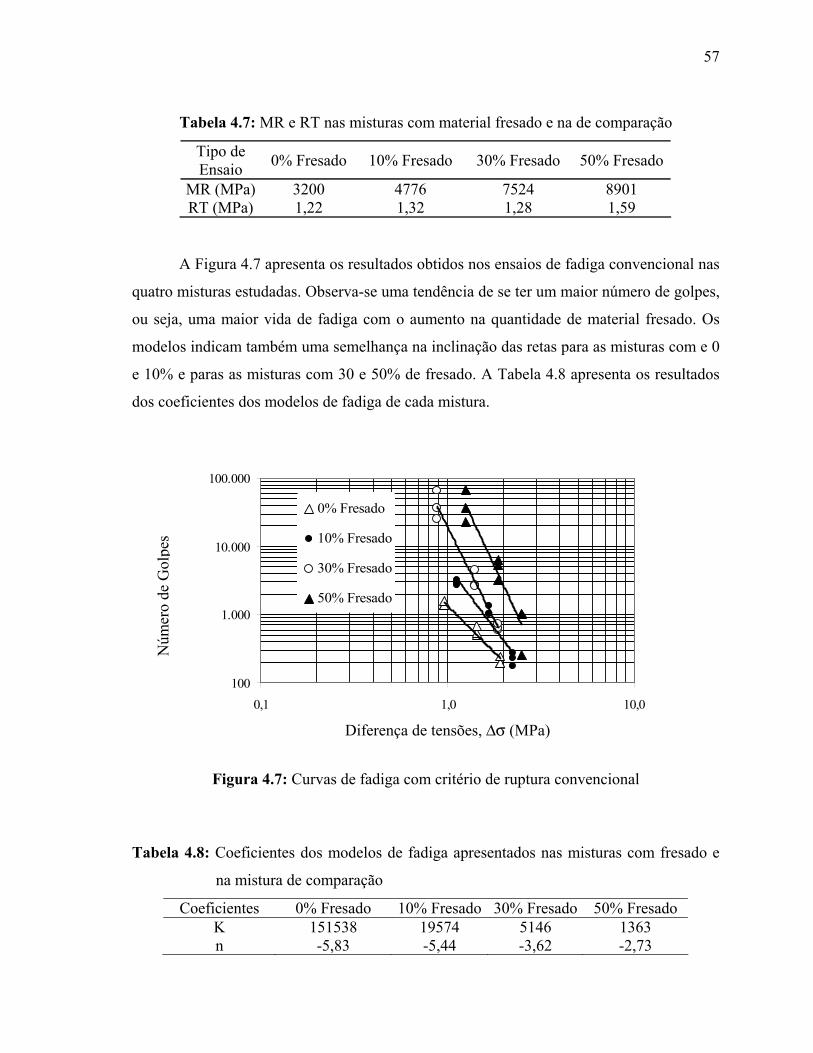
57
Tabela 4.7: MR e RT nas misturas com material fresado e na de comparação
Tipo de Ensaio 0% Fresado 10% Fresado 30% Fresado 50% Fresado
MR (MPa) 3200 4776 7524 8901 RT (MPa) 1,22 1,32 1,28 1,59
A Figura 4.7 apresenta os resultados obtidos nos ensaios de fadiga convencional nas
quatro misturas estudadas. Observa-se uma tendência de se ter um maior número de golpes,
ou seja, uma maior vida de fadiga com o aumento na quantidade de material fresado. Os
modelos indicam também uma semelhança na inclinação das retas para as misturas com e 0
e 10% e paras as misturas com 30 e 50% de fresado. A Tabela 4.8 apresenta os resultados
dos coeficientes dos modelos de fadiga de cada mistura.
100
1.000
10.000
100.000
0,1 1,0 10,0
0% Fresado
10% Fresado
30% Fresado
50% Fresado
Figura 4.7: Curvas de fadiga com critério de ruptura convencional
Tabela 4.8: Coeficientes dos modelos de fadiga apresentados nas misturas com fresado e
na mistura de comparação
Coeficientes 0% Fresado 10% Fresado 30% Fresado 50% Fresado K 151538 19574 5146 1363 n -5,83 -5,44 -3,62 -2,73
Núm
ero
de G
olpe
s
Diferença de tensões, ∆σ (MPa)
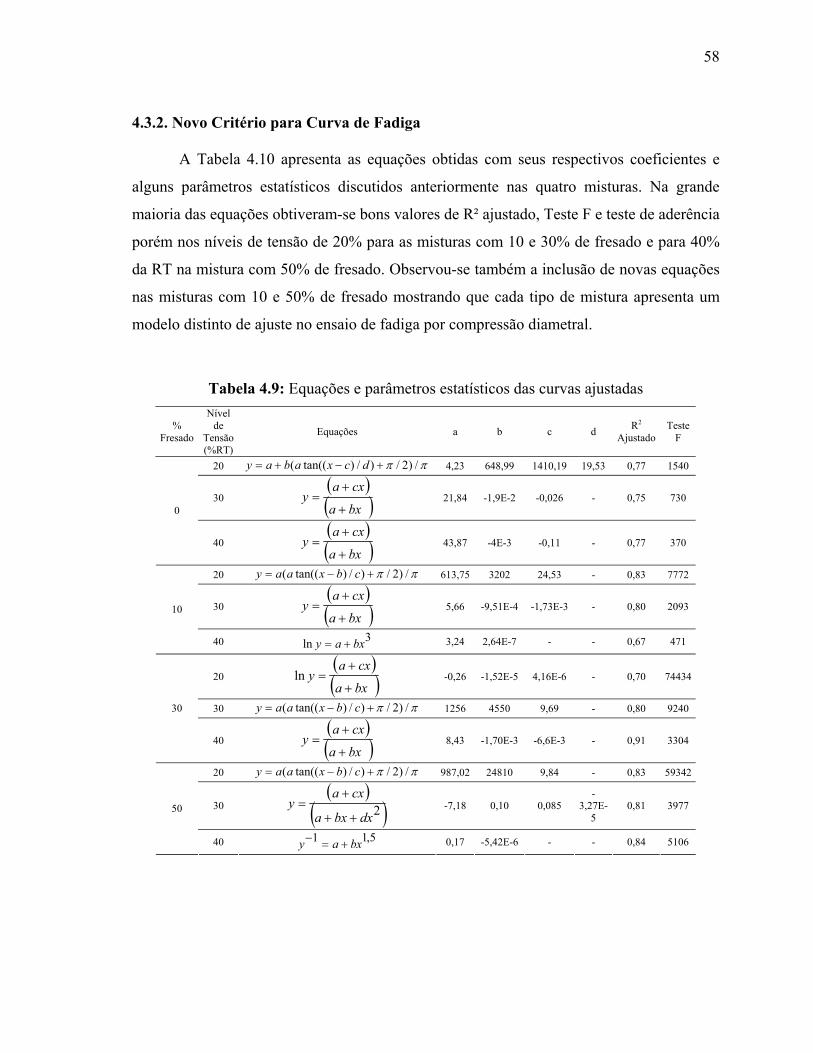
58
4.3.2. Novo Critério para Curva de Fadiga A Tabela 4.10 apresenta as equações obtidas com seus respectivos coeficientes e
alguns parâmetros estatísticos discutidos anteriormente nas quatro misturas. Na grande
maioria das equações obtiveram-se bons valores de R² ajustado, Teste F e teste de aderência
porém nos níveis de tensão de 20% para as misturas com 10 e 30% de fresado e para 40%
da RT na mistura com 50% de fresado. Observou-se também a inclusão de novas equações
nas misturas com 10 e 50% de fresado mostrando que cada tipo de mistura apresenta um
modelo distinto de ajuste no ensaio de fadiga por compressão diametral.
Tabela 4.9: Equações e parâmetros estatísticos das curvas ajustadas
% Fresado
Nível de
Tensão (%RT)
Equações a b c d R2 Ajustado
Teste F
20 ππ /)2/)/)tan((( +−+= dcxabay 4,23 648,99 1410,19 19,53 0,77 1540
30 ( )( )bxa
cxay
+
+= 21,84 -1,9E-2 -0,026 - 0,75 730
0
40 ( )( )bxa
cxay
+
+= 43,87 -4E-3 -0,11 - 0,77 370
20 ππ /)2/)/)tan((( +−= cbxaay 613,75 3202 24,53 - 0,83 7772
30 ( )( )bxa
cxay
+
+= 5,66 -9,51E-4 -1,73E-3 - 0,80 2093 10
40 3ln bxay += 3,24 2,64E-7 - - 0,67 471
20 ( )( )bxa
cxay
+
+=ln -0,26 -1,52E-5 4,16E-6 - 0,70 74434
30 ππ /)2/)/)tan((( +−= cbxaay 1256 4550 9,69 - 0,80 9240 30
40 ( )( )bxa
cxay
+
+= 8,43 -1,70E-3 -6,6E-3 - 0,91 3304
20 ππ /)2/)/)tan((( +−= cbxaay 987,02 24810 9,84 - 0,83 59342
30 ( )
( )2dxbxa
cxay
++
+= -7,18 0,10 0,085
-3,27E-
5 0,81 3977 50
40 5,11 bxay +=− 0,17 -5,42E-6 - - 0,84 5106
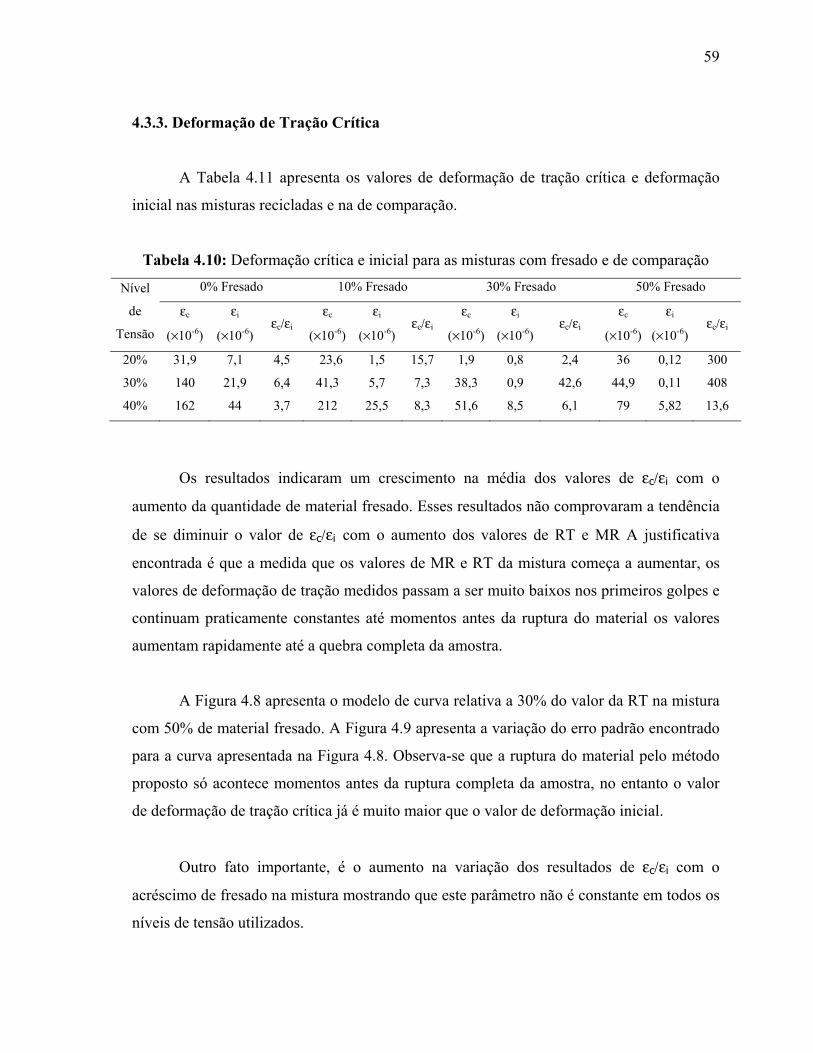
59
4.3.3. Deformação de Tração Crítica A Tabela 4.11 apresenta os valores de deformação de tração crítica e deformação
inicial nas misturas recicladas e na de comparação.
Tabela 4.10: Deformação crítica e inicial para as misturas com fresado e de comparação 0% Fresado 10% Fresado 30% Fresado 50% Fresado Nível
de
Tensão
εc
(×10-6)
εi
(×10-6) εc/εi
εc
(×10-6)
εi
(×10-6) εc/εi
εc
(×10-6)
εi
(×10-6) εc/εi
εc
(×10-6)
εi
(×10-6) εc/εi
20% 31,9 7,1 4,5 23,6 1,5 15,7 1,9 0,8 2,4 36 0,12 300
30% 140 21,9 6,4 41,3 5,7 7,3 38,3 0,9 42,6 44,9 0,11 408
40% 162 44 3,7 212 25,5 8,3 51,6 8,5 6,1 79 5,82 13,6
Os resultados indicaram um crescimento na média dos valores de εc/εi com o
aumento da quantidade de material fresado. Esses resultados não comprovaram a tendência
de se diminuir o valor de εc/εi com o aumento dos valores de RT e MR A justificativa
encontrada é que a medida que os valores de MR e RT da mistura começa a aumentar, os
valores de deformação de tração medidos passam a ser muito baixos nos primeiros golpes e
continuam praticamente constantes até momentos antes da ruptura do material os valores
aumentam rapidamente até a quebra completa da amostra.
A Figura 4.8 apresenta o modelo de curva relativa a 30% do valor da RT na mistura
com 50% de material fresado. A Figura 4.9 apresenta a variação do erro padrão encontrado
para a curva apresentada na Figura 4.8. Observa-se que a ruptura do material pelo método
proposto só acontece momentos antes da ruptura completa da amostra, no entanto o valor
de deformação de tração crítica já é muito maior que o valor de deformação inicial.
Outro fato importante, é o aumento na variação dos resultados de εc/εi com o
acréscimo de fresado na mistura mostrando que este parâmetro não é constante em todos os
níveis de tensão utilizados.
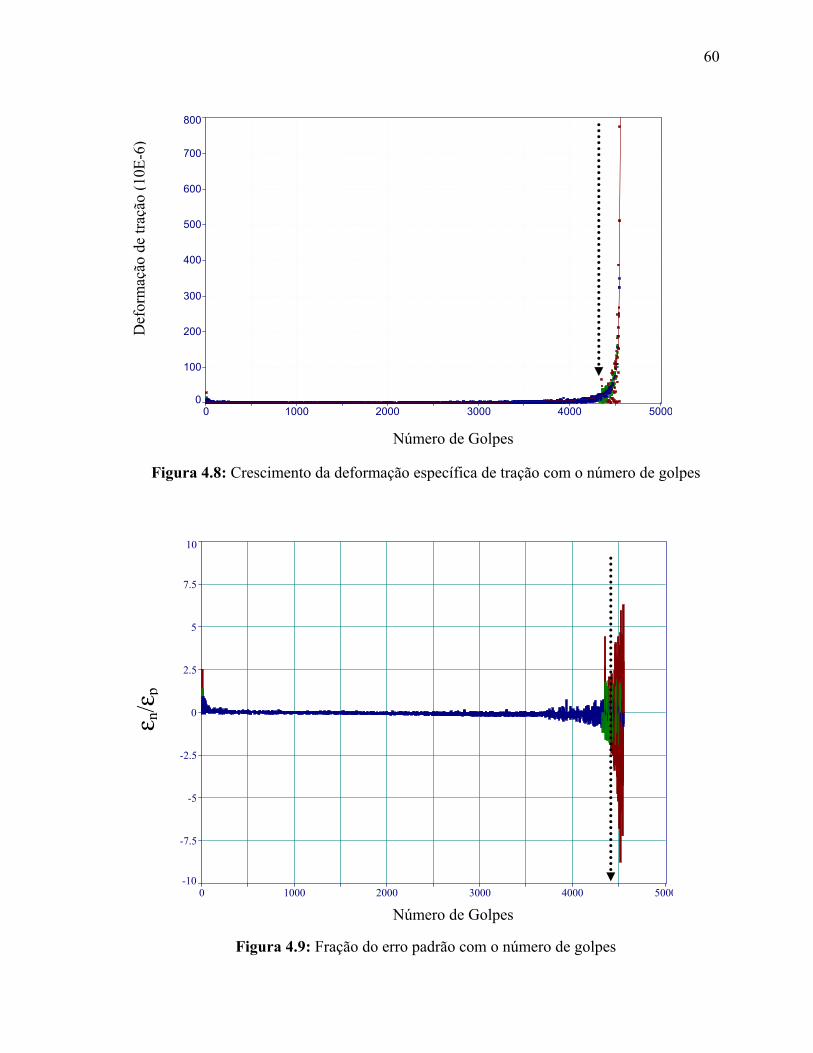
60
0 1000 2000 3000 4000 50000
100
200
300
400
500
600
700
800
Figura 4.8: Crescimento da deformação específica de tração com o número de golpes
0 1000 2000 3000 4000 5000-10
-7.5
-5
-2.5
0
2.5
5
7.5
10
Figura 4.9: Fração do erro padrão com o número de golpes
ε n/ ε
p
Número de Golpes
Número de Golpes
Def
orm
ação
de
traçã
o (1
0E-6
)
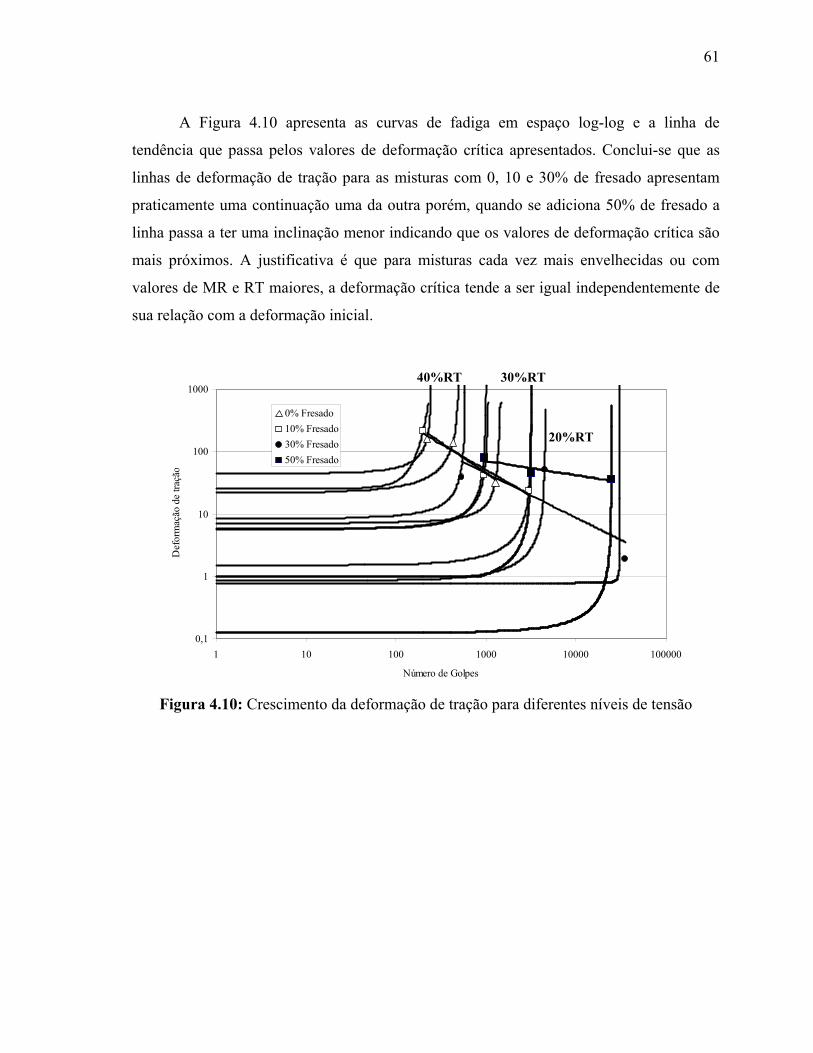
61
A Figura 4.10 apresenta as curvas de fadiga em espaço log-log e a linha de
tendência que passa pelos valores de deformação crítica apresentados. Conclui-se que as
linhas de deformação de tração para as misturas com 0, 10 e 30% de fresado apresentam
praticamente uma continuação uma da outra porém, quando se adiciona 50% de fresado a
linha passa a ter uma inclinação menor indicando que os valores de deformação crítica são
mais próximos. A justificativa é que para misturas cada vez mais envelhecidas ou com
valores de MR e RT maiores, a deformação crítica tende a ser igual independentemente de
sua relação com a deformação inicial.
0,1
1
10
100
1000
1 10 100 1000 10000 100000
Número de Golpes
Def
orm
ação
de
traçã
o
0% Fresado10% Fresado30% Fresado50% Fresado
Figura 4.10: Crescimento da deformação de tração para diferentes níveis de tensão
40%RT
20%RT
30%RT
62
CAPÍTULO 5
CONCLUSÕES
Os resultados do presente estudo mostraram que o parâmetro εc/εi pode ser um bom
indicativo da vida de fadiga de misturas asfálticas, já que os valores deste parâmetro foram
consistentes para todos os níveis de tensão estudados no CBUQ da Av. Washington Soares.
Nas misturas com adição de borracha o parâmetro εc/εi apresentou uma variação nos níveis
de tensão porém tiveram uma média semelhante. Verifica-se a existência de modelos de
curva para cada nível de tensão mostrando que a partir de valores iniciais de deformação de
tração, pode-se ter uma estimativa do valor da deformação crítica para diferentes tipos de
mistura.
No que diz respeito à análise estatística, a não constância da variância dos erros
residuais indica que todos os modelo estudados são válidos somente até o critério de
ruptura adotado. Isto deixa claro que a contagem do número de golpes até a ruptura do
material não é um bom indicativo da vida de fadiga da mistura estudada, conforme vem
sendo comumente praticado. Os resultados de R² ajustado, teste F e teste P mostraram que
todos os modelos de curva de fadiga propostos explicaram bem os valores de deformação
de tração obtidos em cada ensaio.
As relações encontradas para o parâmetro εc/εi de 5 para o CBUQ e 6 para o asfalto
borracha produzido por processo seco e úmido indicam uma tendência de misturas com
módulos de resiliência maiores terem uma relação cada vez menor do parâmetro εc/εi. A
partir deste novo parâmetro, pode-se fazer uma estimativa da vida restante de um
pavimento através da evolução do parâmetro em campo já que com o envelhecimento da
mistura ocorre um aumento no módulo de resiliência do material.
63
Os resultados das misturas com incorporação de material fresado por sua vez, não
indicaram a mesma consistência do parâmetro εc/εi observada nas misturas em CBUQ e
com asfalto borracha. No entanto, o tipo de curva observada na mistura com 30% e 50% de
material fresado onde se espera que a mistura está mais próxima de uma mistura
envelhecida pelos valores de MR e RT, apresentaram um valor de deformação inicial muito
baixo que se mantiveram constantes até aproximadamente 95% do número de golpes. Estes
valores justificam o aumento no parâmetro εc/εi para até 200.
No que diz respeito às incertezas no número de aplicações causadas pelas variações
dos resultados nos ensaios de RT, pode-se concluir que elas serão eliminadas considerando
o novo critério de ruptura adotado no estudo. A justificativa é que para todos os níveis de
tensão aplicados a relação εc/εi é constante em cada mistura demonstrando que qualquer
que seja o valor do RT obtido, o parâmetro εc/εi será o mesmo.
Os ensaios de fadiga realizados com o CBUQ em vários níveis de material fresado
teoricamente indicam que quanto maior a percentagem de fresado na mistura maior será a
vida de fadiga já que o número de golpes aumentou. No entanto é preciso observar os
valores de deformação de tração crítica, pois para os níveis de tensão de 40 e 30% do RT a
deformação de crítica foi superior nas misturas com menor quantidade de fresado. Isto
indica que a deformação crítica de trincamento do CBUQ com 50% de fresado é menor que
com 10% fresado.
5.1. RECOMENDAÇÕES E SUGESTÕES
A partir dos resultados e conclusões obtidas na presente pesquisa recomenda-se a
realização da metodologia apresentada em misturas diferentes das apresentadas como o
SMA e a areia asfalto usinada a frio (AAUF). Ensaios em amostras retiradas de campo
também são importantes para verificar a tendência do parâmetro εc/εi de diminuir em
misturas com valores de MR mais elevados.
64
O cálculo e a medição em campo de deformações a partir de programas como o
FEPAVE2 e o SADISTIC são importantes para efeito de comparação com os valores
observados em laboratório. O estabelecimento de critérios de ruptura com base em valores
de energia dissipada no ensaio de fadiga por compressão diametral poderá trazer grande
contribuição para a definição correta da vida de fadiga de qualquer mistura.
Ensaios de fadiga com outros níveis de tensão são importantes para confirmação de
que o limite de ruptura definido apartir de valores de deformação de tração independe do
nível de tensão gerado. Estudos que possam relacionar o crescimento das trincas com os
valores de deformação de tração obtidos seriam interessantes, pois poderiam desenvolver
um elo entre as escalas micro e macro na mecânica da fratura.
A aplicação de cargas e freqüências diferentes das usualmente aplicadas são de
suma importância na simulação das reais condições do pavimento em campo. A realização
de ensaios em misturas envelhecidas em laboratório também são necessárias para estudar a
mudança do parâmetro εc/εi através de equipamentos como o vaso de pressão PAV
(Pressure Aging Vassel). Outra sugestão é a realização em misturas em diferentes
temperaturas.
Ensaios com LVDTs com precisão superior aos utilizados também são necessários
para se obter valores de deformação precisos. Recomenda-se também realizar ensaios à DC
com o objetivo de verificar, a partir do histórico de tensões, um novo tipo de critério de
ruptura que valide o critério adotado à TC.

65
REFERÊNCIAS BIBLIOGRÁFICAS ADEDIMILA, A.S. e KENNEDY, T.W. (1976) Repeated-Load Indirect Tensile
Characteristics of Asphalt Mixtures. Transortation Resarch Record, Number 595, Washington D.C., 1976.
ANP (1993) Portaria DNC 5 de 18 de fevereiro, Agência Nacional de Petróleo. ASTM (1997) D 6114 – Standard Specification for Asphalt-Rubber Binder. American
Society for Testing Materials. BALBO, J.T. (2000) Fatos, Mitos e Falácias sobre os Modelos Esperimentais de Fadiga.
32a Reunião Anual de Pavimentação. Brasília, DF. BRAZ, D. (1997) Tomografia Computadorizada no Estudo da Mecânica da Fratura em
Misturas Asfálticas. Tese de Doutorado. COPPE, RJ. BENEVIDES, S.A.S. (2000) Análise Comparativa dos Métodos de Dimensionamento de
Pavimentos Asfálticos – Empírico do DNER e Resiliência da COPPE/UFRJ em Rodovias do Ceará. Tese de Mestrado, COPPE/UFRJ, Rio de Janeiro, RJ, Brasil.
CARPENTER, S.H.; GHUZLAN, K.A. e SHEN, S. (2003) A Fatigue Endurance Limit for
Highway and Airport Pavements, Proceedings Highway Research Board, Washington, DC.
CARPENTER, S.H. e JANSEN, M. (1997) Fatigue Behavior Under New Aircraft Loading
Conditions. Preceedings Airfield Pavement Conference, ASCE, Nova York, p. 259-271.
CERATTI, J.A.P. (1991) Estudo do Comportamento a Fadiga de Solos Estabilizados com
Cimento para Utilização em Pavimentos. Tese de Doutorado, COPPE/UFRJ, Rio de Janeiro, RJ, Brasil.
CHATTI, K. e LEE, H. (2003) Comparison OF Mechanistic Fatigue Prediction Methods
for Asphalt Pavements. Greece. COLLINS, R.; BROCK, J.D. e LYNN, C. (1998) Performance related testing with asphalt
pavement analyser. Technical Paper T – 137. DIJK, W. V.; MOREAUD, H.; QUEDEVILLE, A. e UGÉ, P. (1972) The Fatigue of
Bitumen and Bituminous Mixes. Proceedings of the Third International Conference on the Structural Desingn of Asphalt Pavements, London, v. 1, p. 354.
66
DIJK, W.V. (1975) Practical Fatigue Characterization of Bituminous Mixes. Proceedings of Journal of the Association of Asphalt Paving Technologists, AAPT, vol. 44, p 38-74.
DNER (1997) Especificações Gerais para Obras Rodoviárias do DNER, ES 313/97.
Pavimentos Flexíveis. Departamento Nacional de Estradas de Rodagem, vol. III/IV. DNER (1998) Método de Ensaio. Determinação da Granulometria. DNER-ME 83/98.
Departamento Nacional de Estradas de Rodagem. Ministério dos Transportes, Brasil. DNER (1994) Método de Ensaio. Determinação do Módulo de Resiliência de Misturas
Betuminosas. DNER-ME 133/94. Departamento Nacional de Estradas de Rodagem. Ministério dos Transportes, Brasil.
DNER (1994) Método de Ensaio. Misturas Betuminosas. Determinação da Resistência à
Tração por Compressão. DNER-ME 138/94. Departamento Nacional de Estradas de Rodagem. Ministério dos Transportes, Brasil.
DNER (1994) Método de Ensaio. Misturas Betuminosas. Ensaio Marshall para Misturas
Betuminosas. DNER-ME 43-64. Departamento Nacional de Estradas de Rodagem. Ministério dos Transportes, Brasil.
EPPS, J.A. e MONISMITH, C.L. (1969) Influence of Mixture Variables on the Flexural
Fatigue Properties of Asphalt Concrete. Journal of the Association of Asphalt Paving Technologists, Vol. 38.
FALCÃO, M.F.B. e SOARES, J.B. (2002a) Considerações Sobre o Ensaio de Compressão
Diametral no Estudo de Materiais de Pavimentação. XVI Congresso de Pesquisa e Ensino em Transportes, ANPET, Natal.
FALCÃO, M.F.B. e SOARES, J.B. (2002b) Discussão Sobre os Modos de Ruptura
Observados no Ensaio de Compressão Diametral. XVI Encontro de Asfalto do Instituto Brasileiro de Petróleo e Gás, IBP, Rio de Janeiro.
FROCHT, M.M. (1948). Photoelasticity. Vol. II, John Wiley & Sons, Inc., New York, NY. GHUZLAN, K.A. e CARPENTER, S.H. (2000) Energy-Derived, Damage-Based Failure
Criterion for Fatigue Testing. Transportation Research Board, Washington DC, Estados Unidos.
GHUZLAN, K.A. e CARPENTER, S.H. (2003) Traditional Fatigue Analysis of Asphalt
Concrete Mixtures. Transportation Research Board, Washington, DC, Estados Unidos.
HONDROS, G. (1959) The Evaluation of Poisson`s Ratio and the Modulus of Materials of
a Low Tensile Resistence by Brasilian (Indirect Tensile) Test with Particular
67
Reference to Concrete. Australian J. Appl. Sci., 10(3). HUANG, Y.H. (1993) Pavement Analysis and Design. New Jersey, Prentice Hall Inc. KHOSLA, N.P. e OMER, M.S. (1985) Characterization of Asphaltic Mixtures for
Prediction of Pavement Performance. Transportation Research Record, Number 1034, Whashington, DC, Estados Unidos.
KIM, Y.R. e LEE, Y.C. (1995) Interrelationships Among Stiffnesses of Asphalt-Aggregate
Mixtures. Journal of the Association of Asphalt Paving Technologists, AAPT, vol. 64, p. 575-609.
KIM, Y.R.; WHITMOYER, S.L. e LITTLE, D.N. (1995) Healing in Asphalt Concrete
Pavements: Is it Real? Proceedings Highway Research Board, Washington, DC, Estados Unidos.
KIM, Y.R.; LEE, H.J. e LITTLE D.N. (1997) Fatigue Characterization of Asphalt Concrete
Using Viscoelasticity and Continuum Damage Theory. Journal of the Association of Asphalt Paving Technologists, AAPT, vol. 66, p. 520-574.
KIM, Y.R.; LITTLE, D.N. e BENSON, F.C. (1990) Chemical and Mechanical Evaluation
on Healing Mechanism of Asphalt Concrete. Journal of the Association of Asphalt Paving Technologists, AAPT, v. 59.
LAI, J. (1996) Evaluation of Fatigue Properties of Asphalt Mixtures Designed by
Tradicional and Superpave Precedures. Report Georgia DOT Research Project 9603. Georgia Departament of Transportation.
LEE, H. e KIM, Y.R. (1998) Viscoelastic Continuum Damage Model of Asphalt Concrete
with Healing. Journal of Engineering Mechanics, v. 124, No. 11. LIMA, A.T. (2003) Caracterização Mecânica de Misturas Asfálticas Recicladas à Quente.
Tese de Mestrado. PETRAN, UFC, CE. LITTLE, D.N.; LYTTON, R.L.; WILLIAMS, D. e KIM, R.Y. (1999) An Analysis of the
Mechanism of Microdamage Healing Based on the Application of Micromechanics First Principles of Fracture and Healing. Journal of the Association of Asphalt Paving Technologists, AAPT, v. 68.
MAMLOUK, S.M. e SAROFIM, R.T. (1988) Modulus of Asphalt Mixtures – An
Unresolved Dilemma. Transportation Research Board, Washington, DC, Estados Unidos.
MEDINA, J. (1997) Mecânica dos Pavimentos, ed 1. Rio de Janeiro, Editora UFRJ.
68
MONISMITH, C.L. (1958) Flexibility Characteristics of Aphaltic Paving Mixtures. Proceedings Association of Asphalt Paving Technologists. Vol. 27.
MONISMITH, C.L. (1998) Asphalt Concrete: An Extraordinary Material for Engineering
Applications. Thirtieth Henry M. Shaw Lecture in Civil Engineering. Department of Civil Engineering, College of Engineering North Carolina State University Raleigh, North Carolina.
MONISMITH, C.L. e DEACON, J.A. (1969) Fatigue of Asphalt Paving Mixture.
Proceedings American Society of Civil Engineers. Nova York, Estados Unidos. p. 317-346.
MONTEIRO, S.A. (2003) Aplicação da Mecânica da Fratura no Trincamento no Concreto
Asfáltico Utilizado em Pavimentos Rodoviários. Tese de Doutorado, UNB, Brasília, DF, Brasil.
MOTTA, L.M.G. (1991) Método de Dimensionamento de Pavimentos Flexíveis; Critério
de Confiabilidade e Ensaios de Cargas Repetidas. Tese de Doutorado, COPPE/UFRJ, Rio de Janeiro, RJ, Brasil.
MYRE, J. (1992) Fatigue of Asphalt Materials for Norwegian Conditions. Seventh
International Conference on Asphalt Pavements. Nottingham University, U.K. NETER, J.; WASSERMAN, W. e KUTNER, M.K. (1990) Applied Linear Statistical
Models: Regression, Analysis of Variance and Experimental Designs. Ed. IRWIN. NF P 98-261-1 (1993) Essais relatifs aux chaussées. Détermination de la résistance en
fatigue des mélanges hydrocarbonés. Partie 1: Essai par flexion à amplitude de flèche constante.
ODA, S. (2000) Análise da Viabilidade Técnica da Utilização do Ligante Asfalto-Borracha
em Obras de Pavimentação, Tese de Doutorado, EESC, São Carlos, SP, Brasil. PELL, P.S. e COOPER, K.E. (1975) The Effect of Testing and Mix Variables on the
Fatigue Performance of Bituminous Materials. Proceedings of Journal of the Association of Asphalt Paving Technologists. AAPT, v. 44, p. 1-37.
PHADNAVIS, D.G. e SWAMINATHAN, C.G. (1997) The Response of a Bituminous
Mixture at Failure to different loading conditions, Proceedings of Australian Road Research, v. 7, n 2.
PINHEIRO, J.H.M.; SOARES, J.B. e LEITE, L.F.M. (2003) Caracterização de Misturas
Asfálticas com Borracha Produzidas pelo Processo Úmido e Seco. Enviado para avaliação para o XVII Congresso de Pesquisa e Ensino em Transportes, ANPET, Rio de Janeiro.
69
PINTO, S. (1991) Estudo do Comportamento à Fadiga de Misturas Betuminosas e Aplicação na Avaliação Estrutural de Pavimentos. Tese de Doutorado, COPPE/UFRJ, Rio de Janeiro, RJ, Brasil.
PRONK, A.C. (1997) Comparison of 2 and 4 Point Fatigue Tests and Healing in 4 Point
Dynamic Bending Test Based on the Dissipated Energy Concept. Proceedings of the Eighth International Conference on Asphalt Pavements, Seattle, Washington. p 987-994.
PRONK, A.C. e HPMAN, P.C. (1990) Energy Dissipation: The Leading Factor of Fatigue.
In Highway Research: Sharing the Benefits: Proceedings of a Conference of the United States Strategic Highway Research Program, London, p. 255-267.
PTI (1998) Superpave beams properties tested in APA. Manual do equipamento APA. QUEDEVILLLE, A. (1971) Enrobés Bitumieux, Fatigue du Film de Liant. Revue Generale
des Routes et des Aerodromes, No. 461. RODRIGUES, R.M. (1991) Estudo do Trincamento por Fadiga. Tese de Doutorado,
COPPE/UFRJ, Rio de Janeiro, RJ. RODRIGUES, G.F.; VIANA, M.A. e VASCONCELOS, J.A.G. (1995) Trecho
Experimental/CE: Uma abordagem da especificação SHRP para o Nordeste do Brasil. IX Congresso de Pesquisa e Ensino em Transportes, ANPET, São Carlos, v.1, p. 109-113.
ROWE, G. M. (1993) Performance of Asphalt Mixtures in the Trapezoidal Fatigue Test.
Proceedings Journal of the Association of Asphalt Paving Technologists, AAPT, v. 62, p. 344-384.
SOARES, J.B., MOTTA, L.M.; NÓBREGA, L.M., LEITE, L.M., PAIVA, J.A.A. e
NOBRE Jr., E.F. (1998) Estudo Comparativo de Cimentos Asfálticos de Petróleo na Pista Experimental do Ceará. XII Congresso de Pesquisa e Ensino em Transportes, ANPET, Fortaleza, Ceará, v. 1, p. 590-601.
SOARES, J.B.; MOTTA, L.M. e LEITE, L.M. (1999) Quatro Anos de Observação da Pista
Experimental do Ceará. XIII Congresso de Pesquisa e Ensino em Transportes, ANPET, São Carlos.
SOARES, J.B.; MOTTA, L.M.; PAIVA, J.A. e BRANCO, J.V.C. (2000) Propriedades
Mecânicas de Misturas Asfálticas com Variação de Granulometria e de CAP. 15o Encontro de Asfalto, IBP.
SÁ, F.; MARQUES, G.; MORO, J; LEITE, L.; LIBERATORI, L. e CONSTANTINO, R.
(2000) Avaliação Acelerada do Desempenho de Pavimentos pelo APA. 15o Encontro de Asfalto, IBP.

70
SHRP (1994a) Stiffness of Asphalt-Aggregate Mixes. Strategic Highway Research
Program A-388, National Research Council, Washington, D.C. SHRP (1994b) Fatigue Response of Asphalt-Aggregate Mixes. Strategic Highway
Research Program A-404, National Research Council, Washington, D.C. SILVA, P. (1995) Contribuição para o Aperfeiçoamento do Emprego do Emprego do
Programa FEPAVE2 em Estudos e Projetos de Pavimentos Flexíveis, Tese de Mestrado, COPPE/UFRJ, Rio de Janeiro, RJ.
SOUZA, M.L. (1966) Método de Projetos de Pavimentos Flexíveis. MVPO/DNER, 1. ed.,
Rio de Janeiro, 24p. SOUZA, J. (1991) Analysis of Some Laboratory Testing Systems for Asphalt Aggregate
Mixtures. 70th Annual Meeting of the Transportation Research Board, Whashington, DC, Estados Unidos.
SWEDISH NATIONAL ROAD TRANSPORT RESEARCH INTITUTE (2003)
www.vti.se/nordic/1-00mapp/100sv1.html TABLE CURVE 2D VERSION 5.01 (2002) Automated Curve Fitting and Equation
Discovery. Systat Software Inc. TAYEBALI, A.A.; ROWE, G.M. e SOUZA, J.B. (1992) Fatigue Response of Asphalt-
Aggregate Mixtures. Proceedings Journal of the Association of Asphalt Paving Technologists, AAPT, v. 61, p. 333-360.
TAYEBALI, A.A.; DEACON J.A.; COPLANTZ J.S. e MONISMITH C.L. (1993)
Modeling Fatigue Response of Asphalt-Aggregate Mixtures. Proceedings Journal of the Association of Asphalt Paving Technologists, AAPT, v. 62, p. 285-421.
TRICHÊS, G. (1993) Concreto compactado a rolo para aplicação em pavimentação. Estudo
do comportamento na fadiga e proposição de metodologia de dimensionamento. Tese de Doutorado. Instituto Tecnológico da Aeronáutica, São José dos Campos.
TURNBULL, W.J.; FORSTER, C.R. e AHLVIN, R.G. (1962) Design of flexible
pavements considering mixed loads and traffic volume. International Conference on the Structural Design of Asphalt Pavements Proceedings. University of Michigan, Ann Arbor, Estados Unidos.
VIANA, M.A.; SILVEIRA, M.A.; VASCONCELOS, J.A.G.; CHAVES, F.J.; BRANCO,
V.J.; LIMA, J.F.P.; PAIVA, J.A.A.; RODRIGUES, G.F.; LEITE, L.M.; TONIAL, I. e MOTTA, L.M.G. (1996) Trecho Experimental/Ce: Monitoramento do Pavimento que Testa a Aplicação da Especificação SUPERPAVE na Região Nordeste. 13o Encontro de Asfalto, IBP.
71
ANEXO I
EXEMPLOS DE CURVA PARA OS VALORES DE
DEFORMAÇÃO DE TRAÇÃO NO CBUQ
Este anexo é composto dos exemplos de curva obtidos em cada ensaio de fadiga
realizado no CBUQ da Washington Soares. São apresentados somente os resultados dos
modelos de curva apresentados nos resultados da pesquisa, ou seja, os modelos de curva
escolhidos como padrão de cada nível de tensão, porém foram realizados três ensaios pra
cada nível de tensão.
0 2500 5000 7500 10000 125000
5
10
15
20
25
30
0
5
10
15
20
25
30
Figura I.1: Exemplo de curva para 10%RT
Número de Golpes
Def
orm
ação
de
traçã
o (1
0E-6
)

72
0 2500 5000 7500 10000 12500-10
-7.5
-5
-2.5
0
2.5
5
7.5
10
Figura I.2: Erro padrão para 10%RT
0 1000 2000 30000
25
50
75
100
125
Figura I.3: Exemplo de curva para 20%RT
ε n/ε
p
Número de Golpes
Número de Golpes
Def
orm
ação
de
traçã
o (1
0E-6
)

73
0 1000 2000 3000-10
-7.5
-5
-2.5
0
2.5
5
7.5
10
Figura I.4: Erro padrão para 20%RT
0 500 1000 1500
50
100
150
200
250
çç
0
5
2
2
Figura I.5: Exemplo de curva para 30%RT
Número de Golpes
Número de Golpes
Def
orm
ação
de
traçã
o (1
0E-6
) ε n
/εp
74
0 500 1000 1500-10
-7.5
-5
-2.5
0
2.5
5
7.5
10
Figura I.6: Erro padrão para 30%RT
0 200 400 6000
50
100
150
200
250
300
350
400
Figura I.7: Exemplo de curva para 40%RT
Número de Golpes
Número de Golpes
Def
orm
ação
de
traçã
o (1
0E-6
) ε n
/εp
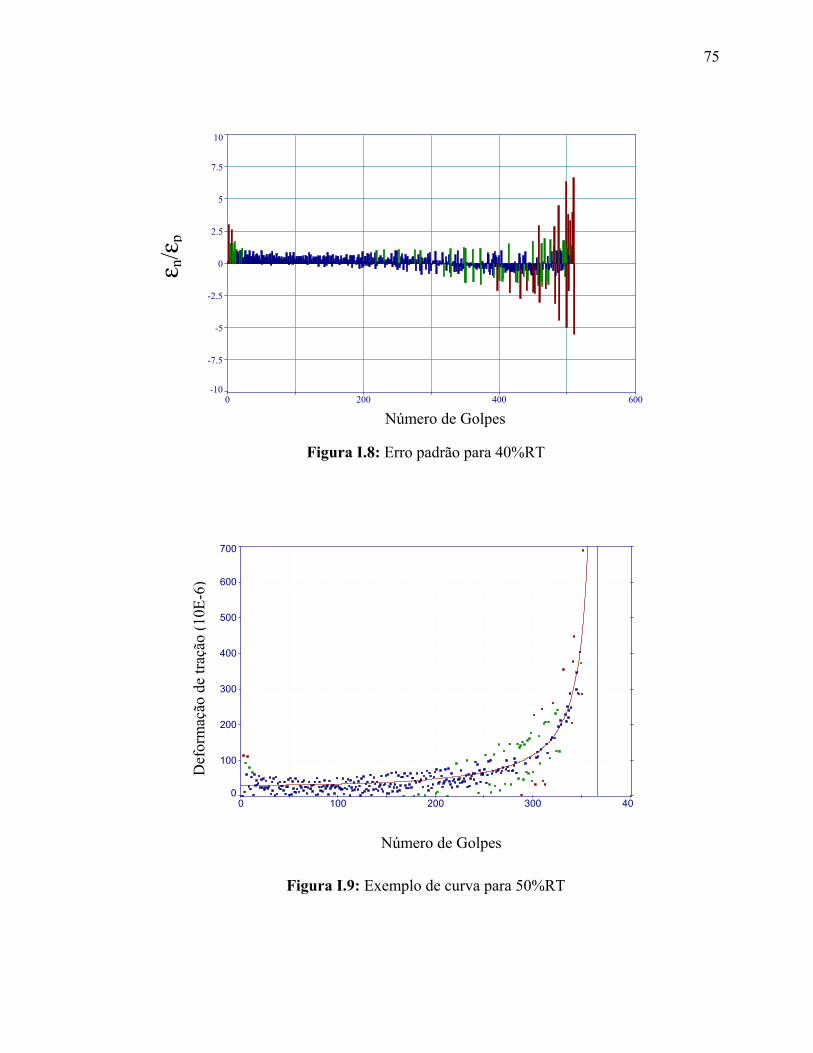
75
0 200 400 600-10
-7.5
-5
-2.5
0
2.5
5
7.5
10
Figura I.8: Erro padrão para 40%RT
0 100 200 300 40Nú d G l
0
100
200
300
400
500
600
700
Figura I.9: Exemplo de curva para 50%RT
Número de Golpes
Número de Golpes
Def
orm
ação
de
traçã
o (1
0E-6
)
ε n/ε
p
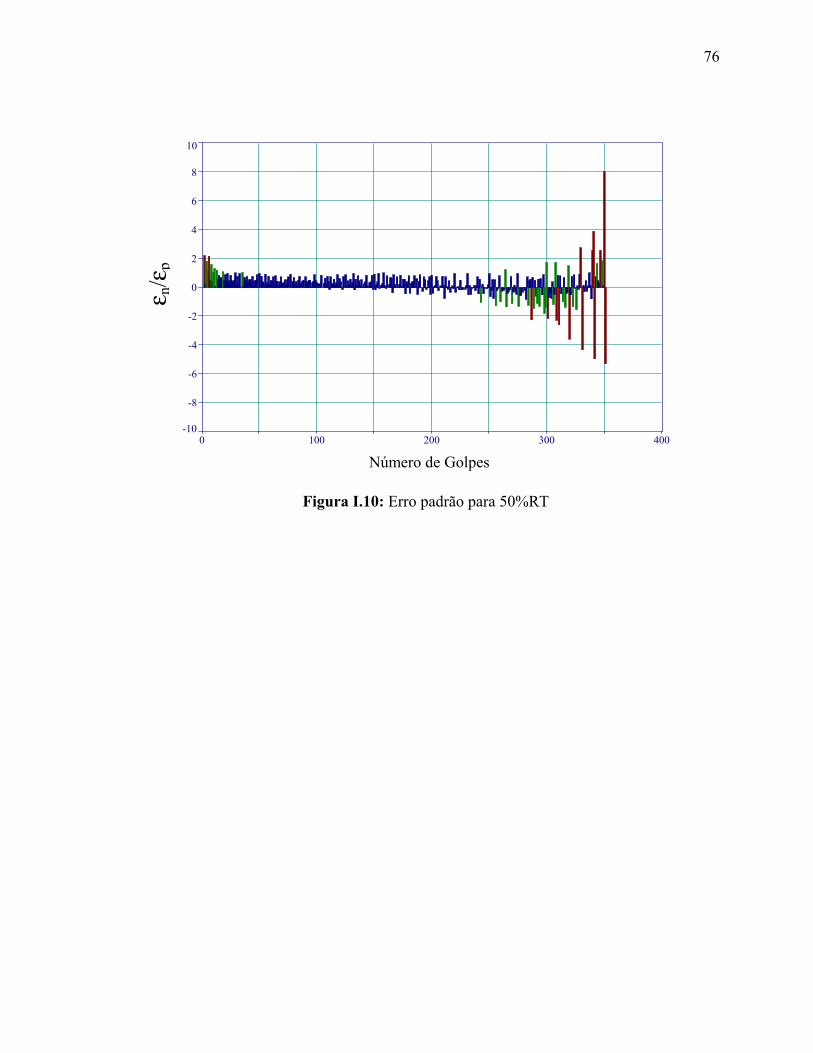
76
0 100 200 300 400-10
-8
-6
-4
-2
0
2
4
6
8
10
Figura I.10: Erro padrão para 50%RT
Número de Golpes
ε n/ε
p
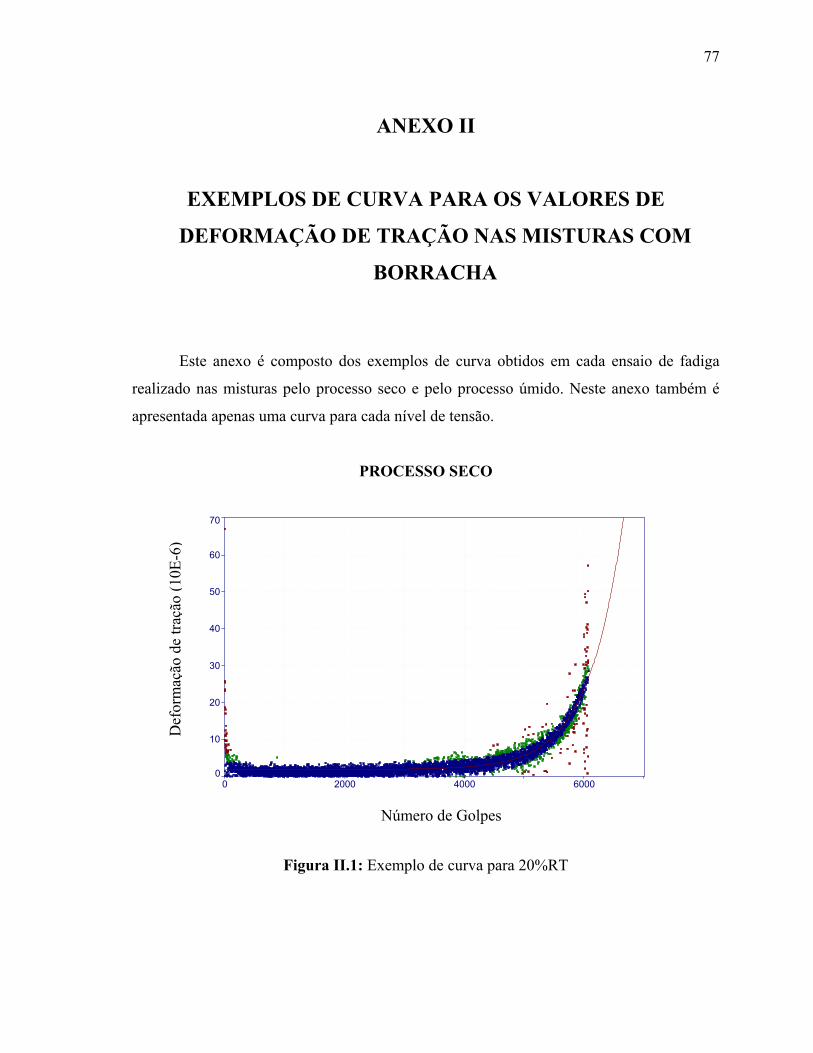
77
ANEXO II
EXEMPLOS DE CURVA PARA OS VALORES DE
DEFORMAÇÃO DE TRAÇÃO NAS MISTURAS COM
BORRACHA
Este anexo é composto dos exemplos de curva obtidos em cada ensaio de fadiga
realizado nas misturas pelo processo seco e pelo processo úmido. Neste anexo também é
apresentada apenas uma curva para cada nível de tensão.
PROCESSO SECO
0 2000 4000 60000
10
20
30
40
50
60
70
Figura II.1: Exemplo de curva para 20%RT
Número de Golpes
Def
orm
ação
de
traçã
o (1
0E-6
)
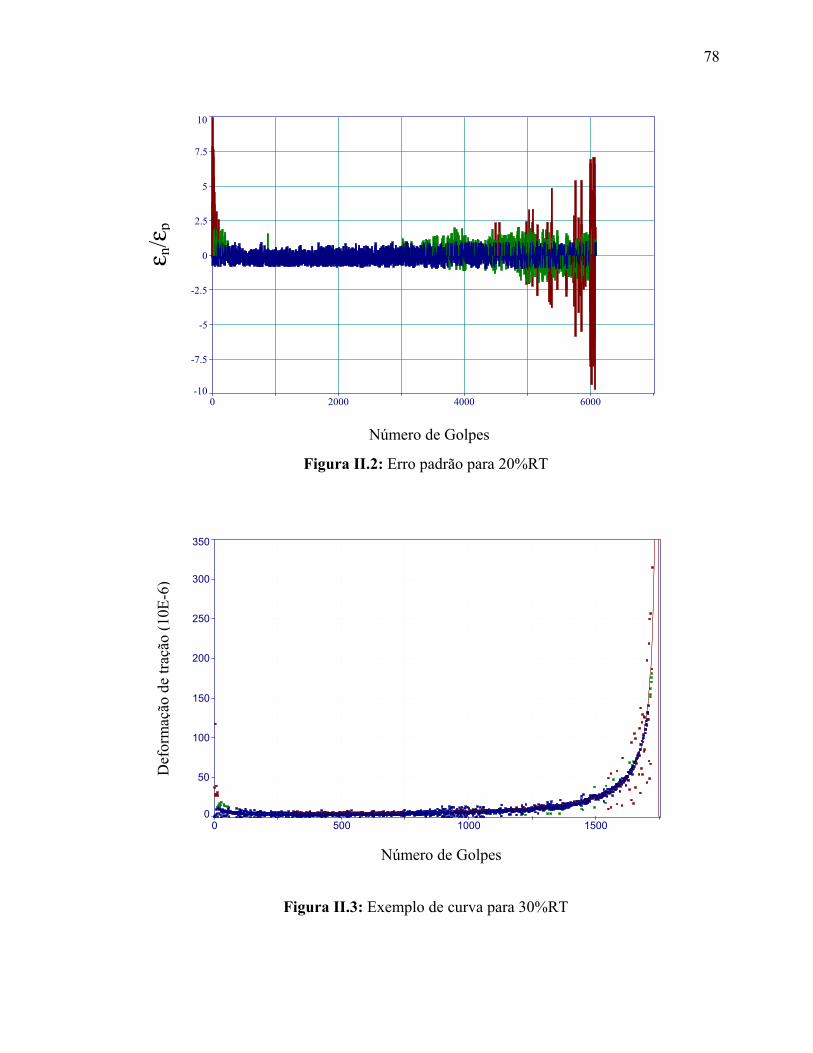
78
0 2000 4000 6000-10
-7.5
-5
-2.5
0
2.5
5
7.5
10
Figura II.2: Erro padrão para 20%RT
0 500 1000 15000
50
100
150
200
250
300
350
Figura II.3: Exemplo de curva para 30%RT
Número de Golpes
Número de Golpes
Def
orm
ação
de
traçã
o (1
0E-6
) ε n
/εp

79
0 500 1000 1500-10
-7.5
-5
-2.5
0
2.5
5
7.5
10
Figura II.4: Erro padrão para 30%RT
0 100 200 300 400 5000
100
200
300
400
500
600
700
Figura II.5: Exemplo de curva para 40%RT
Número de Golpes
Número de Golpes
Def
orm
ação
de
traçã
o (1
0E-6
) ε n
/εp
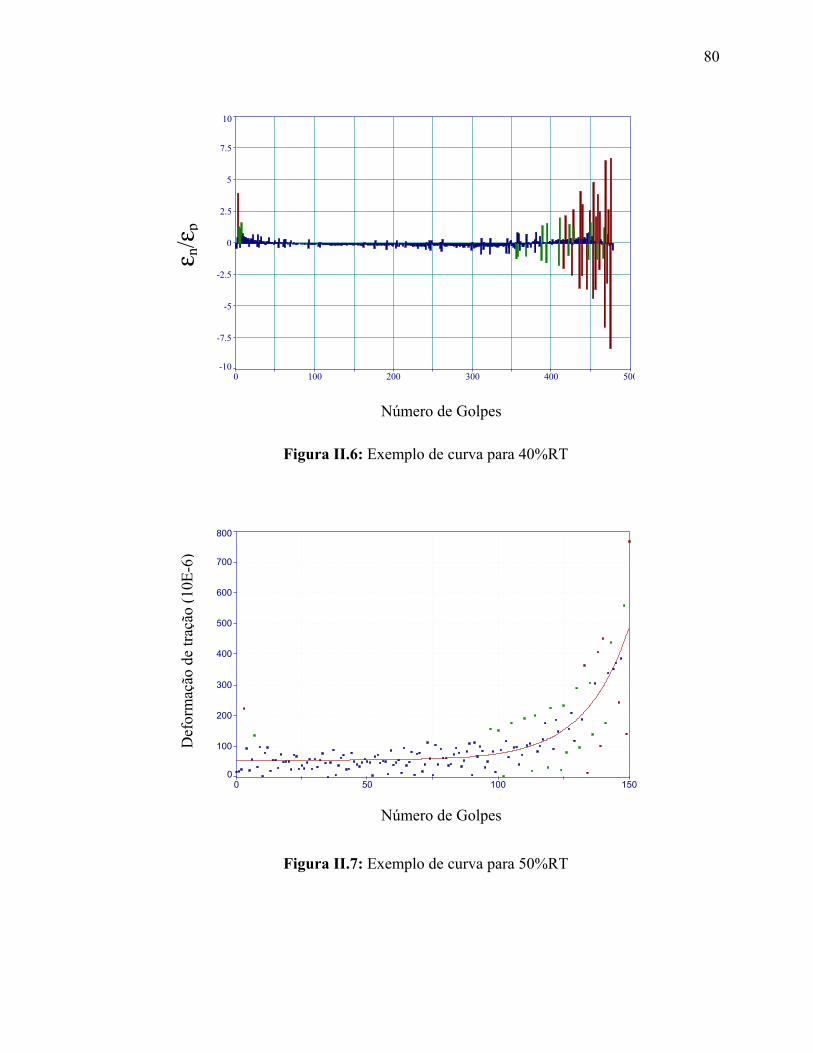
80
0 100 200 300 400 500-10
-7.5
-5
-2.5
0
2.5
5
7.5
10
Figura II.6: Exemplo de curva para 40%RT
0 50 100 1500
100
200
300
400
500
600
700
800
Figura II.7: Exemplo de curva para 50%RT
Número de Golpes
Número de Golpes
Def
orm
ação
de
traçã
o (1
0E-6
) ε n
/εp
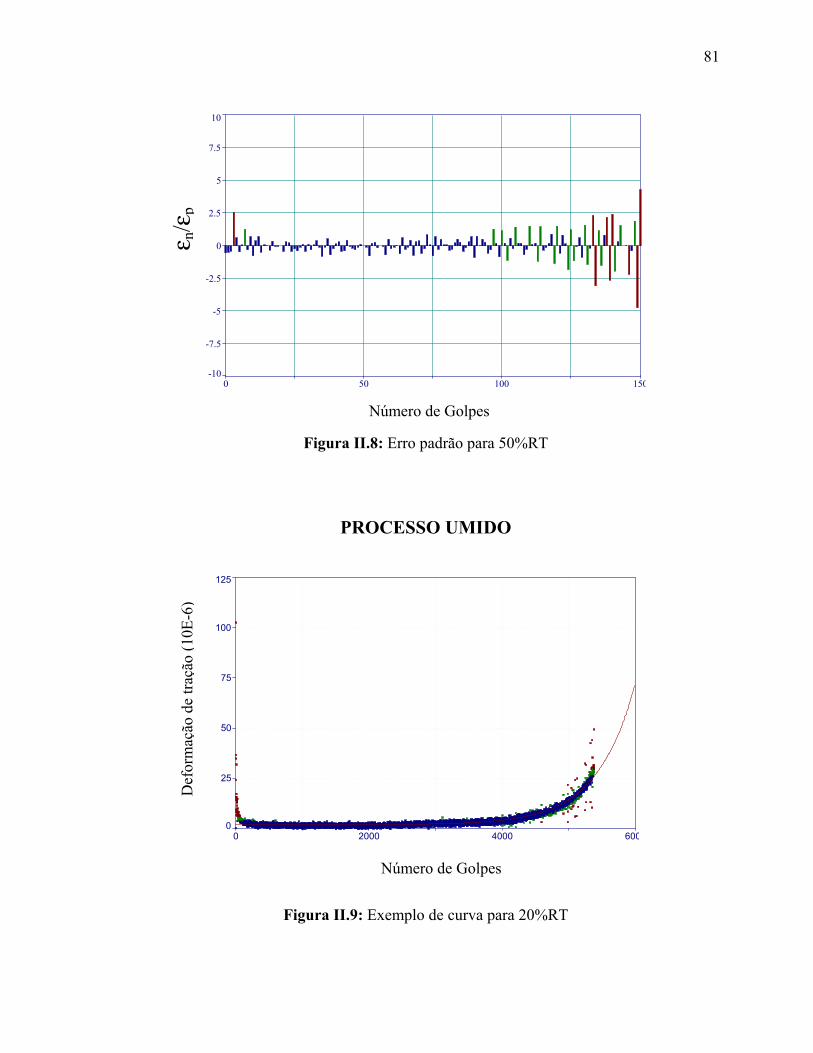
81
0 50 100 150-10
-7.5
-5
-2.5
0
2.5
5
7.5
10
Figura II.8: Erro padrão para 50%RT
PROCESSO UMIDO
0 2000 4000 6000
25
50
75
100
125
Figura II.9: Exemplo de curva para 20%RT
Número de Golpes
Número de Golpes
Def
orm
ação
de
traçã
o (1
0E-6
) ε n
/εp
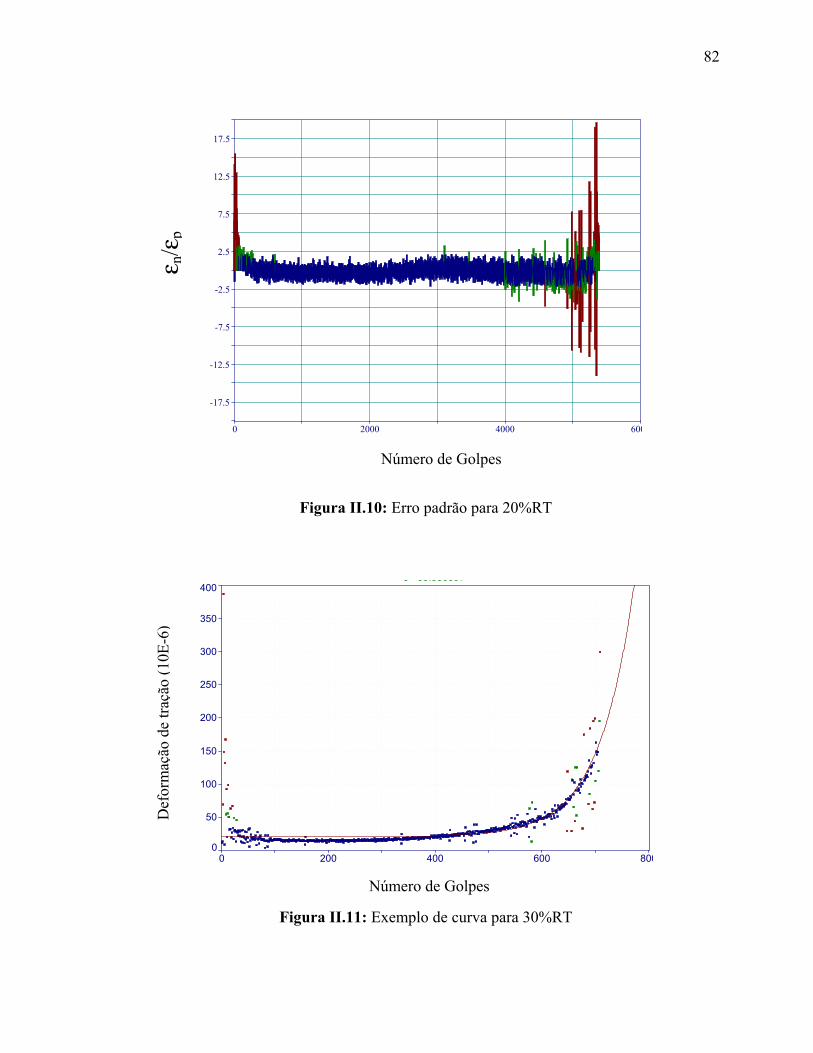
82
0 2000 4000 600
-17.5
-12.5
-7.5
-2.5
2.5
7.5
12.5
17.5
Figura II.10: Erro padrão para 20%RT
c 65.530597
0 200 400 600 8000
50
100
150
200
250
300
350
400
Figura II.11: Exemplo de curva para 30%RT
Número de Golpes
Número de Golpes
Def
orm
ação
de
traçã
o (1
0E-6
) ε n
/εp
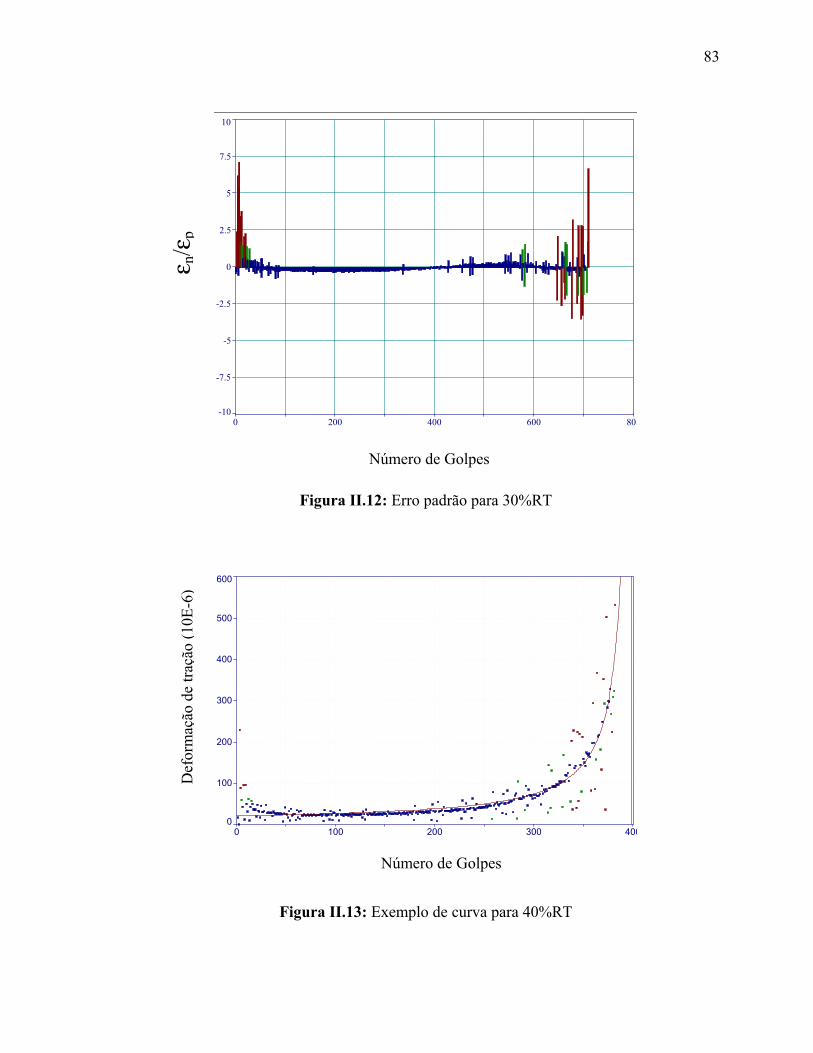
83
0 200 400 600 80-10
-7.5
-5
-2.5
0
2.5
5
7.5
10
Figura II.12: Erro padrão para 30%RT
0 100 200 300 4000
100
200
300
400
500
600
Figura II.13: Exemplo de curva para 40%RT
Número de Golpes
Número de Golpes
Def
orm
ação
de
traçã
o (1
0E-6
) ε n
/εp
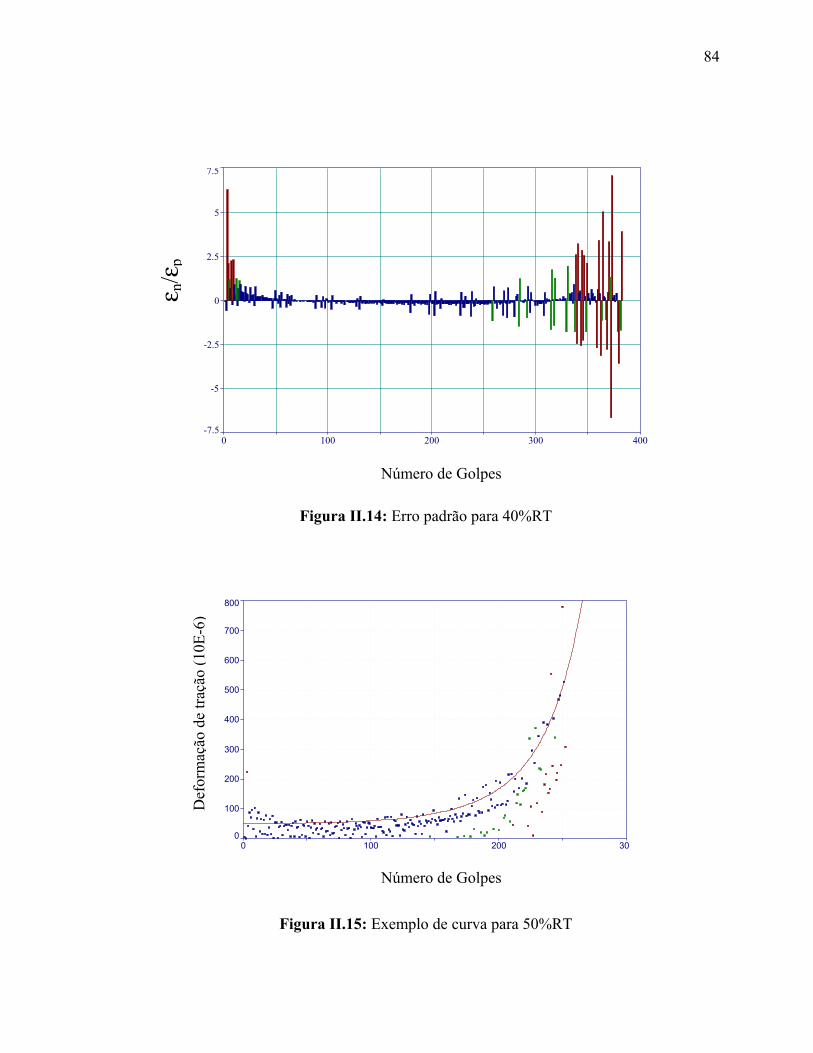
84
0 100 200 300 400-7.5
-5
-2.5
0
2.5
5
7.5
Figura II.14: Erro padrão para 40%RT
0 100 200 300
100
200
300
400
500
600
700
800
Figura II.15: Exemplo de curva para 50%RT
Número de Golpes
Número de Golpes
Def
orm
ação
de
traçã
o (1
0E-6
)
ε n/ε
p
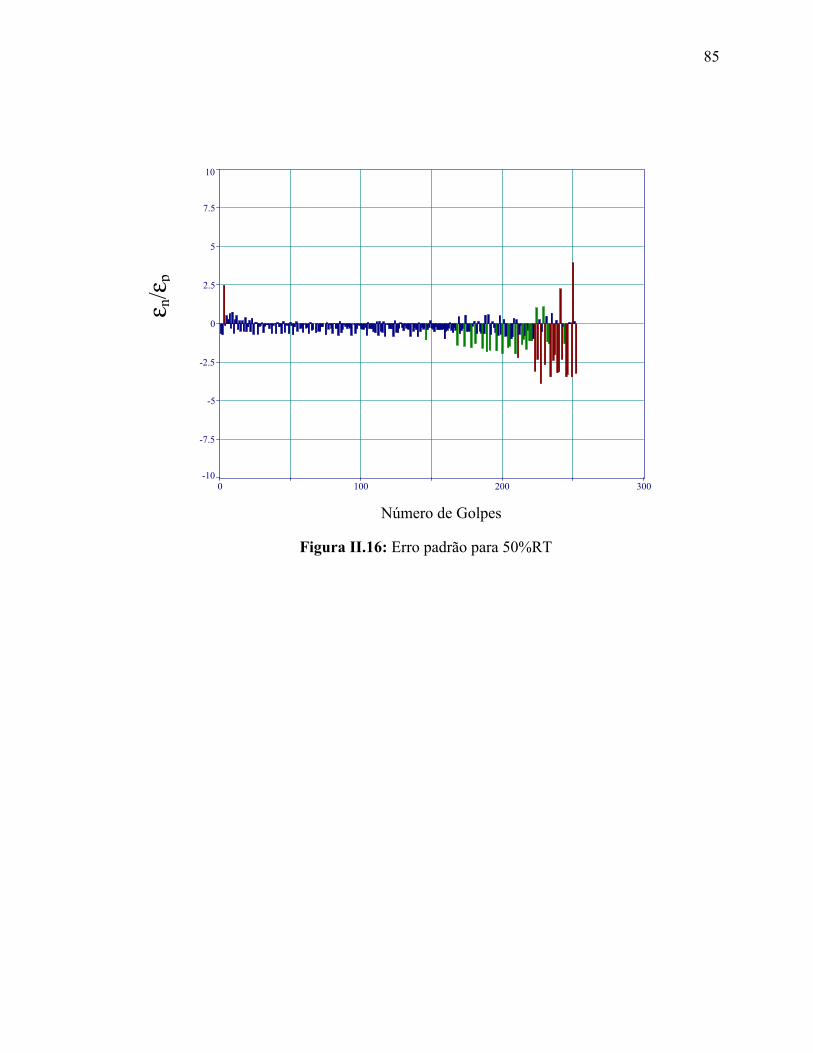
85
0 100 200 300-10
-7.5
-5
-2.5
0
2.5
5
7.5
10
Figura II.16: Erro padrão para 50%RT
Número de Golpes
ε n/ε
p

86
ANEXO III
EXEMPLOS DE CURVA PARA OS VALORES DE
DEFORMAÇÃO DE TRAÇÃO NAS MISTURAS
RECICLADAS
Este anexo é composto dos exemplos de curva obtidos em cada ensaio de fadiga
realizado nas misturas com diferentes teores de fresado.
MISTURA SEM FRESADO
0 500 1000 15000
50
100
150
200
250
300
350
400
450
500
Figura III.1: Exemplo de curva para 20%RT
Número de Golpes
Def
orm
ação
de
traçã
o (1
0E-6
)
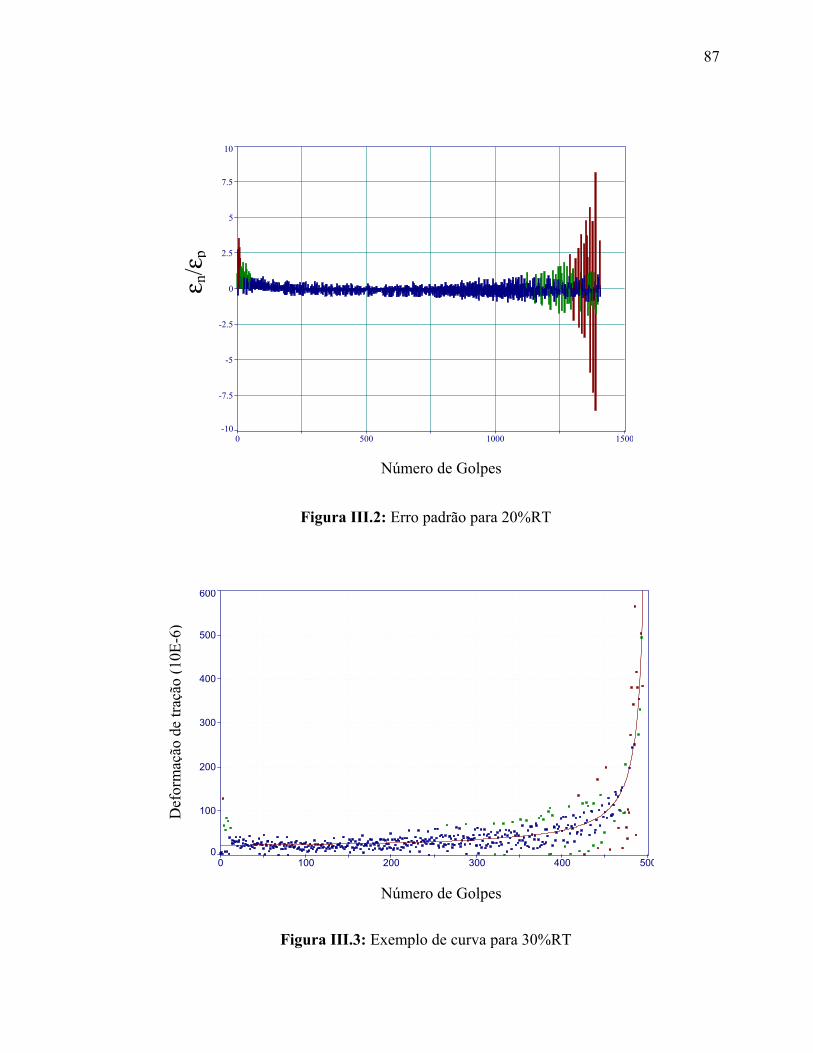
87
0 500 1000 1500-10
-7.5
-5
-2.5
0
2.5
5
7.5
10
Figura III.2: Erro padrão para 20%RT
0 100 200 300 400 5000
100
200
300
400
500
600
Figura III.3: Exemplo de curva para 30%RT
Número de Golpes
Número de Golpes
Def
orm
ação
de
traçã
o (1
0E-6
) ε n
/εp

88
0 100 200 300 400 500-10
-7.5
-5
-2.5
0
2.5
5
7.5
10
Figura III.4: Erro padrão para 30%RT
0 50 100 150 200 2500
250
500
750
1000
1250
Figura III.5: Exemplo de curva para 40%RT
Número de Golpes
Número de Golpes
Def
orm
ação
de
traçã
o (1
0E-6
) ε n
/εp

89
0 50 100 150 200 250-10
-7.5
-5
-2.5
0
2.5
5
7.5
10
Figura III.6: Erro padrão para 40%RT
Número de Golpes
ε n/ε
p
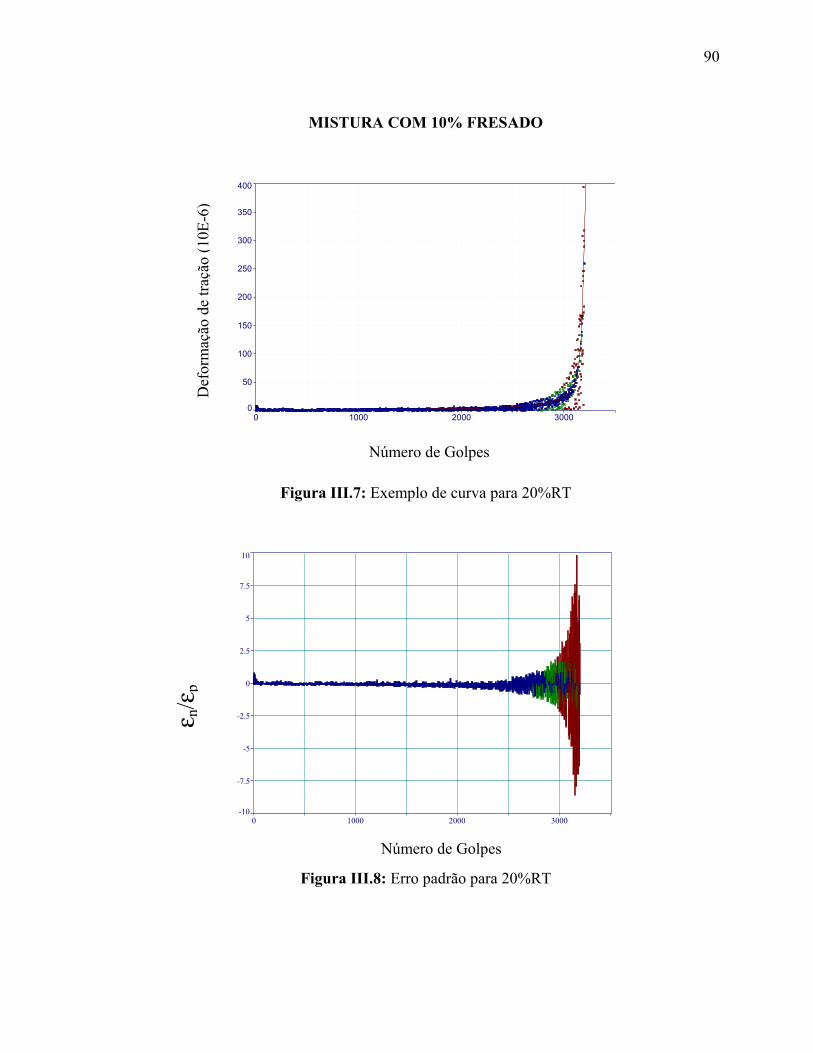
90
MISTURA COM 10% FRESADO
0 1000 2000 30000
50
100
150
200
250
300
350
400
Figura III.7: Exemplo de curva para 20%RT
0 1000 2000 3000-10
-7.5
-5
-2.5
0
2.5
5
7.5
10
Figura III.8: Erro padrão para 20%RT
Número de Golpes
Número de Golpes
Def
orm
ação
de
traçã
o (1
0E-6
) ε n
/εp
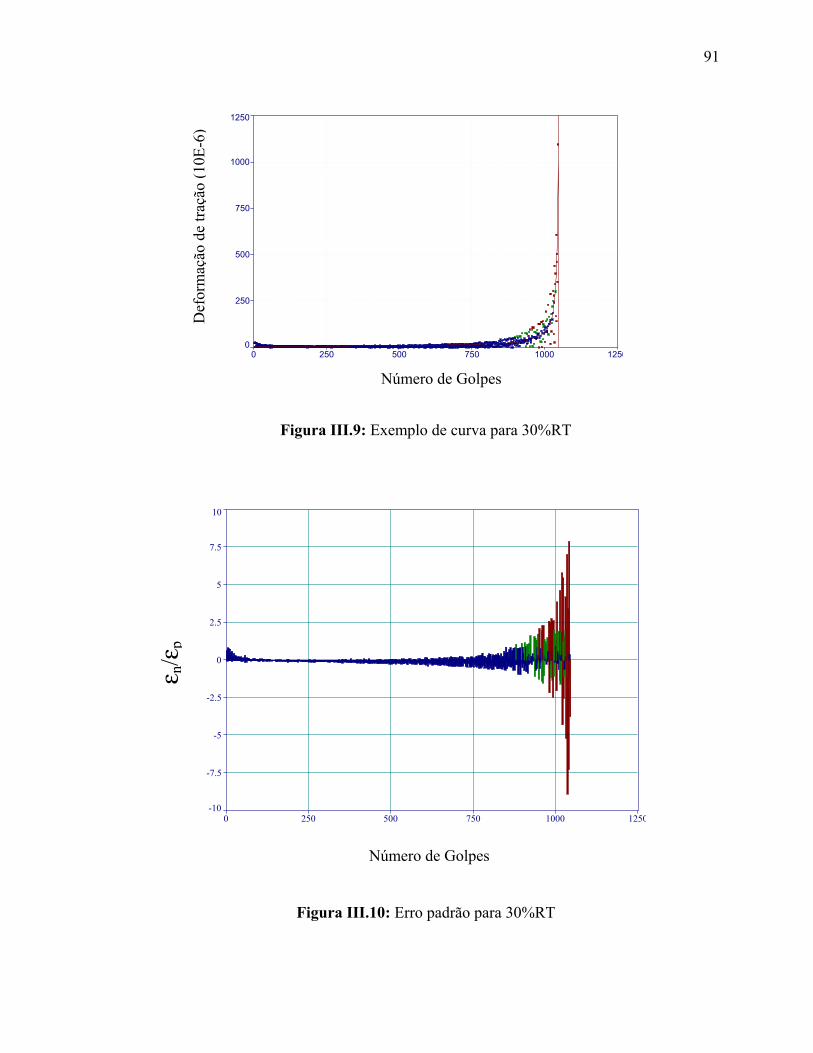
91
0 250 500 750 1000 12500
250
500
750
1000
1250
Figura III.9: Exemplo de curva para 30%RT
0 250 500 750 1000 1250-10
-7.5
-5
-2.5
0
2.5
5
7.5
10
Figura III.10: Erro padrão para 30%RT
Número de Golpes
Número de Golpes
Def
orm
ação
de
traçã
o (1
0E-6
)
ε n/ε
p

92
0 50 100 150 200 2500
100
200
300
400
500
600
700
800
Figura III.11: Exemplo de curva para 40%RT
0 50 100 150 200 250-10
-7.5
-5
-2.5
0
2.5
5
7.5
10
Figura III.12: Erro padrão para 40%RT
Número de Golpes
Def
orm
ação
de
traçã
o (1
0E-6
) ε n
/εp
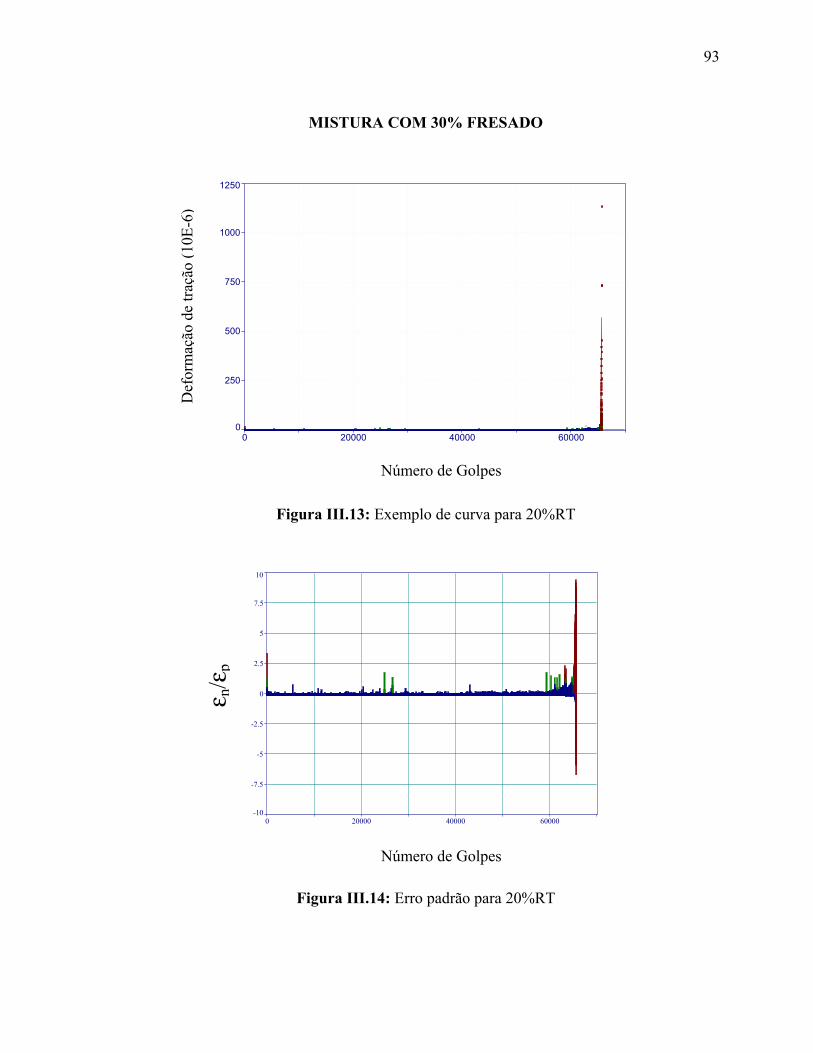
93
MISTURA COM 30% FRESADO
0 20000 40000 600000
250
500
750
1000
1250
Figura III.13: Exemplo de curva para 20%RT
0 20000 40000 60000-10
-7.5
-5
-2.5
0
2.5
5
7.5
10
Figura III.14: Erro padrão para 20%RT
Número de Golpes
Número de Golpes
Def
orm
ação
de
traçã
o (1
0E-6
)
ε n/ε
p
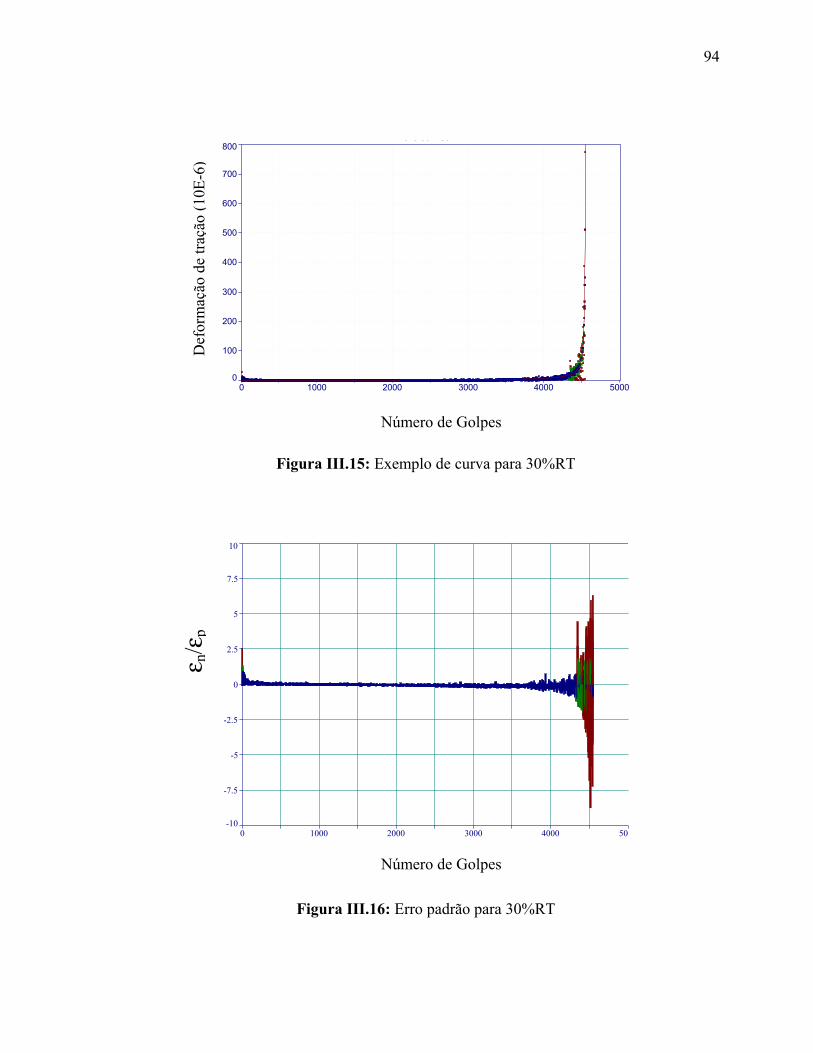
94
c 9 69 80
0 1000 2000 3000 4000 50000
100
200
300
400
500
600
700
800
Figura III.15: Exemplo de curva para 30%RT
0 1000 2000 3000 4000 50-10
-7.5
-5
-2.5
0
2.5
5
7.5
10
Figura III.16: Erro padrão para 30%RT
Número de Golpes
Número de Golpes
Def
orm
ação
de
traçã
o (1
0E-6
) ε n
/εp

95
0 200 400 600
250
500
750
1000
1250
1500
Figura III.17: Exemplo de curva para 40%RT
0 200 400 60-10
-7.5
-5
-2.5
0
2.5
5
7.5
10
Figura III.18: Erro padrão para 40%RT
Número de Golpes
Número de Golpes
Def
orm
ação
de
traçã
o (1
0E-6
) ε n
/εp
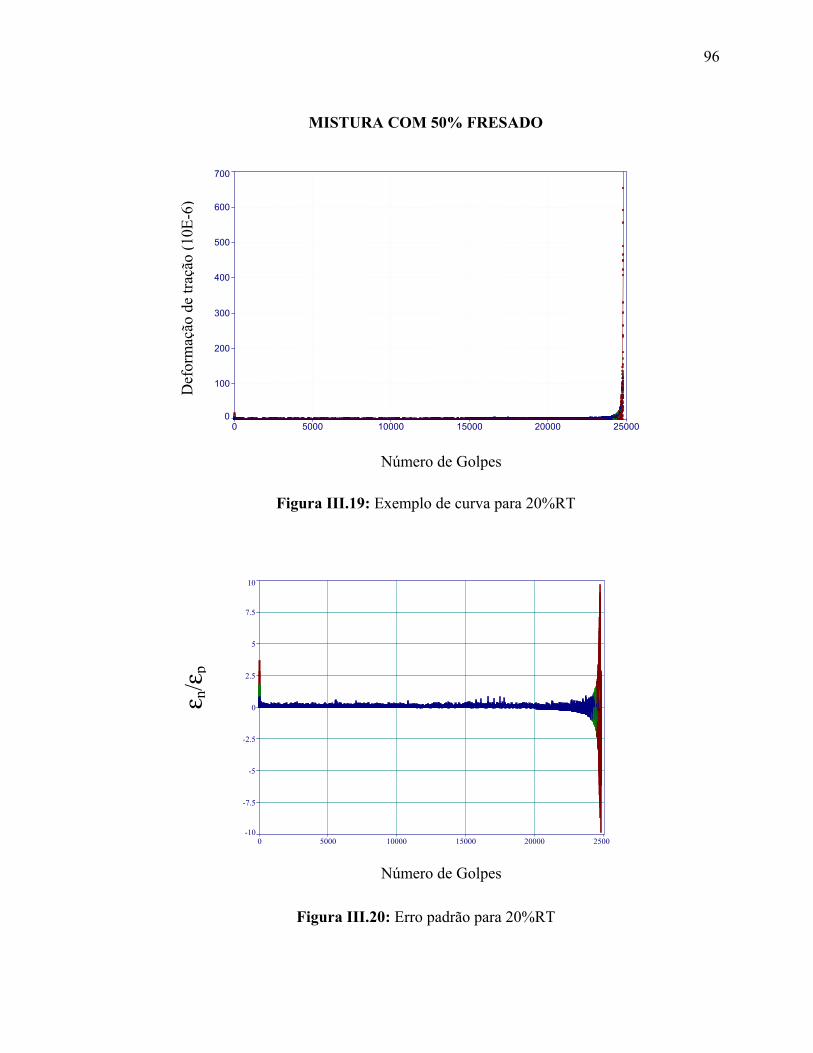
96
MISTURA COM 50% FRESADO
0 5000 10000 15000 20000 250000
100
200
300
400
500
600
700
Figura III.19: Exemplo de curva para 20%RT
0 5000 10000 15000 20000 25000-10
-7.5
-5
-2.5
0
2.5
5
7.5
10
Figura III.20: Erro padrão para 20%RT
Número de Golpes
Número de Golpes
Def
orm
ação
de
traçã
o (1
0E-6
) ε n
/εp

97
0 1000 2000 30000
250
500
750
1000
1250
1500
Figura III.21: Exemplo de curva para 30%RT
0 1000 2000 3000-10
-7.5
-5
-2.5
0
2.5
5
7.5
10
Figura III.22: Erro padrão para 30%RT
Número de Golpes
Número de Golpes
Def
orm
ação
de
traçã
o (1
0E-6
) ε n
/εp

98
0 200 400 600 800 10000
250
500
750
1000
1250
1500
1750
Figura III.23: Exemplo de curva para 40%RT
0 200 400 600 800 100-10
-7.5
-5
-2.5
0
2.5
5
7.5
10
Figura III.24: Erro padrão para 40%RT
Número de Golpes
Número de Golpes
Def
orm
ação
de
traçã
o (1
0E-6
) ε n
/εp


















