Engenharia de Produção IMPLANTAÇÃO DE FERRAMENTAS...
71
Engenharia de Produção IMPLANTAÇÃO DE FERRAMENTAS INDUSTRIAIS: PROCESSOS DE ENGENHARIA DE PRODUÇÃO APLICADOS EM AMBIENTES HOSPITALARES Carla Mazzo Fernando Canton Kaique Fabrício Franco Lucas Costa Possebon Itatiba 2015
Transcript of Engenharia de Produção IMPLANTAÇÃO DE FERRAMENTAS...

Engenharia de Produção
IMPLANTAÇÃO DE FERRAMENTAS INDUSTRIAIS:
PROCESSOS DE ENGENHARIA DE PRODUÇÃO APLICADOS
EM AMBIENTES HOSPITALARES
Carla Mazzo
Fernando Canton
Kaique Fabrício Franco
Lucas Costa Possebon
Itatiba
2015
Engenharia de Produção
IMPLANTAÇÃO DE FERRAMENTAS INDUSTRIAIS:
PROCESSOS DE ENGENHARIA DE PRODUÇÃO APLICADOS
EM AMBIENTES HOSPITALARES
Carla Mazzo RA: 002201100191
Fernando Canton RA: 002201100888
Kaique Fabricio Franco RA: 002201100377
Lucas Costa Possebon RA: 002201100188
Trabalho de Conclusão de Curso apresentado à avaliação da banca, do Curso de Engenharia de Produção da Universidade São Francisco, sob a orientação do Prof. Esp. Fábio Hitoshi Masunaga, como exigência parcial para conclusão do curso de graduação. Orientador: Prof. Esp. Fábio Hitoshi Masunaga
Itatiba
2015

AGRADECIMENTOS
Primeiramente a Deus, razão pela qual existimos e por guiar nossos caminhos.
Aos nossos pais e companheiros, por nos apoiar e dar forças nos momentos que mais
precisamos e pela paciência a nós destinada.
Aos professores do curso de Engenharia de Produção da Universidade São Francisco,
em especial aos orientadores prof. Esp. Fábio Hitoshi Masunaga e profa. Dra. Elaine Marques
que contribuíram pessoal e academicamente para que esse momento fosse possível e o
fizessem verdadeiro.
Ao Hospital Santa Casa de Misericórdia de Itatiba, em especial aos funcionários que
tiveram paciência e compreenderam a situação, sempre dispostos a nos auxiliar.
RESUMO
A aplicação de ferramentas próprias aos sistemas produtivos tem sido recentemente
explorada no setor de serviços. Para tanto, devem-se fazer adequações de ferramentas, como
5S, trabalho padronizado, e manutenção produtiva total. Este trabalho objetivou a aplicação
dessas ferramentas em uma lavanderia industrial hospitalar. A metodologia utilizada baseou-se
num estudo de caso que visou melhorias na lavanderia da Santa Casa de Misericórdia de
Itatiba. Através da adequação de ferramentas, como 5S, padronização de processos e
documentação de procedimentos foi possível a resolução de vários problemas do setor, que
poderão permitir, através de uma mudança cultural mais efetiva, que outros setores do hospital
também possam passar por melhorias.
PALAVRAS CHAVES: ambiente hospitalar, melhorias, 5S, lavanderia hospitalar.
ABSTRACT
The application of tools adequate to productive systems has been recently explored in
the services sector. However, some adaptations need to be done in the tools like 5S,
standardized work and total productive maintenance. This work had as objective the application
of this tools at a hospital industrial laundry. The utilized methodology was based in a case study
which pursued improvements at the Santa Casa de Misericordia de Itatiba hospital laundry.
Throughout the adaptation of tools and processes mentioned before it was possible to resolve
several problems in the sector that will allow, throughout a more effective cultural change, that
other departments of the hospital can be also improved.
KEY WORDS: hospital environment, improvements, 5S, hospital laundry.
LISTA DE FIGURAS
Figura 1 – Evolução dos conceitos Lean através de diversos setores ao longo do tempo.
(FABRI, 2011). ............................................................................................................................ 5
Figura 2 – Layout da Lavanderia do Hospital Santa Casa de Misericórdia de Itatiba ................. 27
Figura 3 – Setor área limpa, antes da implantação. ................................................................... 28
Figura 4 – Setor área suja, antes da implantação. ..................................................................... 28
Figura 5 – Cronograma de manutenção preventiva. .................................................................. 30
Figura 6 – Check list de manutenção das lavadoras. ................................................................ 31
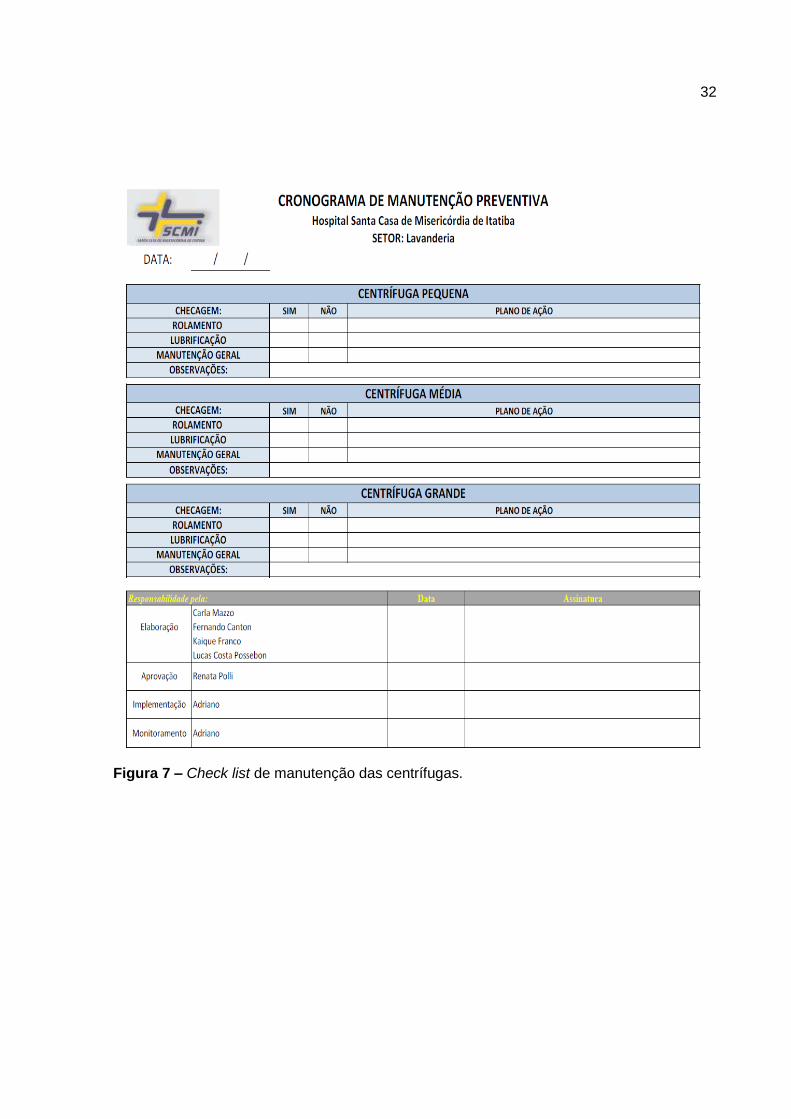
Figura 7 – Check list de manutenção das centrífugas. .............................................................. 32
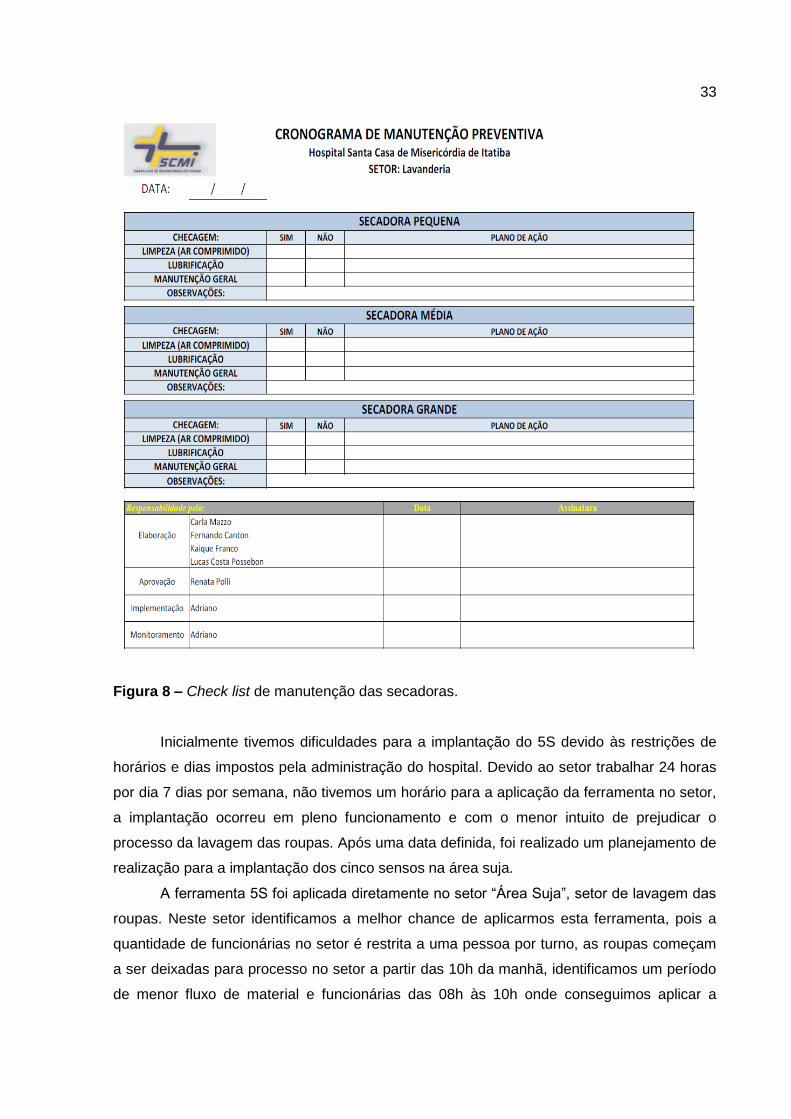
Figura 8 – Check list de manutenção das secadoras. ............................................................... 33
Figura 9 – EPI’s usado e recipiente de álcool sem utilização..................................................... 35
Figura 10 – Hamper e cadeira de rodas encontradas no setor de área suja. ............................. 35
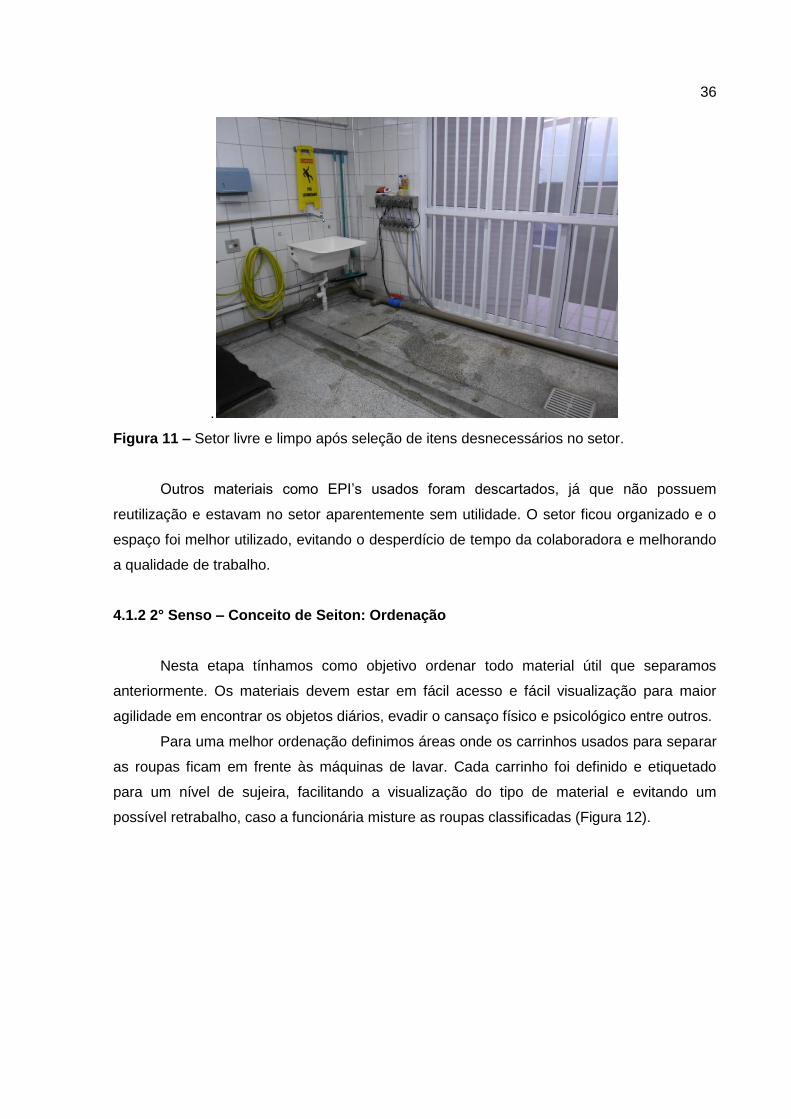
Figura 11 – Setor livre e limpo após seleção de itens desnecessários no setor. ....................... 36
Figura 12 – Máquina de lavar sem definição de localização para o carrinho e carrinho sem
identificação de material ............................................................................................................ 37
Figura 13 – Máquina de lavar com setor identificado e carrinho identificado com classificação do
material. .................................................................................................................................... 38
Figura 14 – Setor demarcado para localização dos carrinhos em frente as lavadoras. ............. 38
Figura 15 – Carrinho identificado com classificação de material. ............................................... 39
Figura 16 – Carrinho destinado e identificado para cobertores e colchões. E área classificada
para localização deste carrinho. ................................................................................................ 39
Figura 17 – Localização e identificação do local onde as luvas devem ser armazenadas. ........ 40
Figura 18 – Recipientes e baldes sem localização definida e sem identificação. ....................... 40
Figura 19 – Baldes e recipientes identificados e localização identificada e estabelecida. .......... 41
Figura 20 – Lixeiras sem identificação na área suja. ................................................................. 41
Figura 21 – Lixeiras organizadas e identificadas na área suja. .................................................. 42
Figura 22 – Área utilizada para lavar panos de chão e armazenamento de itens para limpeza do
setor. ......................................................................................................................................... 42
Figura 23 – Área de limpeza organizada e materiais em seus lugares. ..................................... 43
Figura 24 – Recipiente para material de limpeza identificado. ................................................... 43
Figura 25 – Local definido e identificado para colaboradoras deixarem os materiais a serem
lavados. ..................................................................................................................................... 44
Figura 26 – Material deixado para lavagem na área suja. ......................................................... 44
Figura 27 – Hampers no setor sem utilização, obstruindo acesso a caixa para descarte de
material infectante. .................................................................................................................... 45
Figura 28 – Setor organizado e apenas itens selecionados para utilização, acesso a caixa para
descarte de material infectante. ................................................................................................. 45
Figura 29 – Setor área suja após a implementação da ferramenta 5S. ..................................... 46
Figura 30 – Setor área suja após a implementação da ferramenta 5S. ..................................... 47
Figura 31 – Procedimentos para a área suja, página 1.............................................................. 48
Figura 32 – Procedimentos para a área suja, página 2.............................................................. 49
Figura 33 – Procedimentos para a área limpa, página 1. ........................................................... 50
Figura 34 – Procedimentos para a área limpa, página 2. ........................................................... 51
Figura 35 – Balança analógica. ................................................................................................. 53
Figura 36 – Balança digital, melhoria contínua. ......................................................................... 53
Figura 37 – Hamper – carrinho de separação. .......................................................................... 54
Figura 38 – Mesa de trabalho da líder. ...................................................................................... 55
Figura 39 – Armários – identificação das roupas ....................................................................... 56
Figura 40 – Armários – parte superior vaga ............................................................................... 56
Figura 41 – Cavalete de madeira. ............................................................................................. 57
LISTA DE TABELAS
Tabela 1 – Número de requerimentos da ISO 9001 (Fonte: ISO, 2015). ..................................... 7
Tabela 2 – Principais vantagens e desvantagens da TPM (VILAS BOAS, 2005). ...................... 12
Tabela 3 – Os cinco Sensos e suas respectivas traduções para o português (SOUZA E OTTO
NAU, 2013). .............................................................................................................................. 23
SUMÁRIO
1 INTRODUÇÃO ......................................................................................................... 1
2 REVISÃO BIBLIOGRÁFICA ..................................................................................... 2
2.1 Produção Enxuta – Lean Manufacturing ................................................................ 2
2.1.1 Princípios da Produção Enxuta........................................................................ 3
2.2 Lean Healthcare .................................................................................................... 5
2.3 Ferramentas utilizadas no projeto da Santa Casa de Misericórdia de Itatiba ......... 6
2.4 Sistemas de Gestão da Qualidade ........................................................................ 6
2.5 Total Quality Control .............................................................................................. 8
2.6 TPM – Total Productive Maintenance .................................................................... 9
2.6.1 Tipos de manutenção .................................................................................... 12
2.6.2 Perdas produtivas.......................................................................................... 13
2.6.3 Os pilares da TPM ......................................................................................... 13
2.6.4 Exigências para a TPM ................................................................................. 15
2.6.5 Avaliação da TPM ......................................................................................... 15
2.7 Ferramenta “5S” .................................................................................................. 17
2.7.1 O que é? ....................................................................................................... 17
2.7.2 A Ferramenta ................................................................................................ 17
2.7.2.1 1° Senso – Conceito de Seiri: Utilização ..................................................... 18
2.7.2.2 2º Senso – Conceito de Seiton: Ordenação ................................................ 19
2.7.2.3 3º Senso – Conceito de Seisou: Limpeza ................................................... 20
2.7.2.4 4º Senso – Conceito de Seiketsu: Padronização e Saúde .......................... 21
2.7.2.5 5º Senso – Conceito de Shitshuke: Autodisciplina ...................................... 22
3 METODOLOGIA ..................................................................................................... 24
3.1 Delineamento do estudo ................................................................................... 24
3.2 Cenários do estudo .......................................................................................... 24
3.3 Etapas do estudo ............................................................................................. 24
3.3.1 1ª etapa: Liberação do Hospital ..................................................................... 24
3.3.2 2ª etapa: Identificação da área de atuação .................................................... 24
3.3.3 3ª etapa: Análise e desenvolvimento ............................................................. 25
3.3.4 4ª etapa: Visita técnica com foco em trabalho padronizado ........................... 25
3.3.5 5ª etapa: Visita técnica com foco em TPM ..................................................... 25
3.3.6 6ª etapa: Visita técnica com foco em 5S ........................................................ 25
3.3.7 7ª etapa: Implementação dos sensos descarte e organização ...................... 25
3.3.8 8ª etapa: Implementação dos sensos limpeza e padronização ...................... 25
3.3.9 9ª etapa: Implementação do senso de melhoria contínua .............................. 25
3.4 Medições das melhorias ...................................................................................... 26
3.5 Cronograma ........................................................................................................ 26
4 RESULTADOS E DISCUSSÕES ............................................................................ 27
4.1 Área Suja ............................................................................................................ 27
4.1.1 1° Senso – Conceito de Seiri: Utilização ........................................................ 34
4.1.2 2° Senso – Conceito de Seiton: Ordenação .................................................. 36
4.1.3 3º Senso – Conceito de Seisou: Senso de Limpeza ...................................... 46
4.1.4 4º Senso – Conceito de Seiketsu: Padronização e Saúde ............................. 47
4.1.5 5º Senso – Conceito de Shitshuke: Autodisciplina ......................................... 52
5 CONCLUSÃO ......................................................................................................... 58
6 REFERÊNCIAS BIBLIOGRÁFICAS ........................................................................ 59
7 APÊNDICE ............................................................................................................. 61
1
1 INTRODUÇÃO
A gestão hospitalar consiste em administrar recursos, considerando os
procedimentos como etapas individuais, que refletem em resultados singulares, e somadas
resultam em um serviço. Com o passar dos anos e o avanço da industrialização, a
competitividade tornou-se eminente entre o mundo fabril, e para se destacar em meio a esse
mercado foi necessário desenvolver técnicas e ferramentas de produção que, dentre
diversas vantagens, permitem o aumento da produtividade e a redução dos desperdícios
visando a melhoria contínua do processo industrial. Introduzindo essas ferramentas no
gerenciamento de hospitais encontram-se as diretrizes e os caminhos passíveis de
alterações, visando a maximização dos recursos e melhorias dos resultados.
Ao analisar o setor de lavanderia do hospital foi observado um potencial de melhoria
através da aplicação das ferramentas de gestão industrial como 5S, trabalho padronizado e
Manutenção Produtiva Total (TPM). Tendo uma visão macro dos processos hospitalares foi
constatado que as ferramentas devem ser aplicadas em fases, pois se trata de uma rede de
informações complexa.
O 5S é uma ferramenta japonesa baseada em cinco sensos: SEIRI, SEITON, SEISO,
SEIETKSU e SHITSUKE, que trazidos para o português referem-se a senso de descarte,
senso de organização, senso de limpeza, senso de padronização e senso de autodisciplina.
Os quais tem por objetivo tornar o ambiente de trabalho organizado, limpo, disciplinado,
eficaz e produtivo (MORILHAS, NASCIMENTO e FEDICHINA, 2013).
O trabalho padronizado consiste em estabelecer padrões de trabalho a fim de
garantir resultados uniformes e possibilitando a melhoria contínua (MORILHAS,
NASCIMENTO e FEDICHINA, 2013).
Manutenção Produtiva Total (TPM) é uma técnica aplicada em máquinas produtivas
que visa eliminar as paradas não planejadas, resultando em maior desempenho e
segurança no trabalho. Para garantir um resultado satisfatório à técnica, é requerido o
comprometimento de todos os envolvidos (MORILHAS, NASCIMENTO e FEDICHINA,
2013).
Através dos métodos acima citados, buscou-se a melhoria contínua dos serviços e
melhor aproveitamentos dos recursos disponíveis na lavanderia da Santa Casa de
Misericórdia de Itatiba, possibilitando a expansão da aplicação dos métodos aos demais
setores do hospital, resultando em um melhor atendimento aos usuários.
2
2 REVISÃO BIBLIOGRÁFICA
2.1 Produção Enxuta – Lean Manufacturing
Na década de 1950, com o Japão todo devastado pela 2ª Guerra Mundial, todos se
viram na necessidade de se organizar para um novo recomeço. A fim de minimizar os
custos e potencializar as mudanças, uma vez que o capital estava escasso em função da
destruição de suas principais cidades, fez-se necessário a alteração de culturas evitando-se
principalmente os desperdícios (WOMACK; JONES e ROOS, 1992).
Nas indústrias não era diferente, empresas cada vez mais “quebradas” procuravam
formas de se safar da crise total, como consequência dessas instabilidades no país, a
Toyota encontrava sérias dificuldades em permanecer no mercado. No entanto, com a
experiência de 3 meses na fábrica Rouge da Ford, localizada em Detroit e na época o maior
e mais eficiente complexo fabril do mundo, o engenheiro japonês da Toyota Eiji Toyoda viu
que poderia ajudar e pensou em uma maneira para mudar de vez essa situação. Para isso,
Eiji Toyoda e Taiichi Ohno, o seu “gênio da produção”, desenvolveram um novo modelo de
produção com abordagem focada na análise de problemas e busca de melhorias e soluções
para o processo produtivo, com ênfase na redução de custos e eliminação de desperdícios,
pois observaram que o sistema de produção em massa, o qual era utilizado nas empresas
automobilísticas até o momento, jamais se adequaria à realidade do Japão. Dessa maneira,
surgiu o Sistema de Produção Toyota e, finalmente, a produção enxuta ou Lean
Manufacturing (WOMACK; JONES e ROOS, 1992).
Entretanto, o Sistema de Produção Toyota (STP) demorou alguns anos para ser
realmente conhecido e utilizado por outras empresas, conforma afirma Ohno (1997, p.9):
“[...] O Sistema Toyota de Produção foi concebido e sua implementação
começou logo após a Segunda Guerra Mundial. Mas ele não tinha atraído a
atenção da indústria japonesa até a primeira crise do petróleo no outono de
1973. Os gerentes japoneses, acostumados à inflação e às altas taxas de
crescimento, se viram subitamente confrontados com crescimento zero e
forçados a lidar com decréscimos de produção. Foi durante essa
emergência econômica que eles notaram, pela primeira vez, os resultados
que a Toyota estava conseguindo com a sua implacável perseguição à
eliminação do desperdício. Eles começaram a enfrentar o problema de
introduzir o sistema nos seus próprios locais de trabalho” (OHNO, 1997, p.9)
3
O mundo já havia mudado, as indústrias não mais vendiam tudo que produzissem
mas sim o que realmente os consumidores quisessem, os valores sociais mudaram.
Empresas que antes produziam em alta escala, passaram ao sistema de produção múltiplo,
em pequenas quantidades, o que gerou a necessidade de adequação dos sistemas de
produção para sistemas mais econômicos, que evitassem os desperdícios e focassem as
necessidades dos consumidores, o STP (OHNO, 1997).
No Brasil, a utilização do STP foi mais tardia, somente em meados de 1980 teve
início a adoção das técnicas japonesas nas indústrias. Embora não completamente
entendidas, algumas primeiras tentativas foram bem sucedidas. Os diversos planos
econômicos, a alta inflação, o mercado protegido, impossibilitou a adoção efetiva por essas
novas técnicas (ANTUNES et al.,2008).
Entretanto, em 1990, houve nova desnacionalização da indústria e grandes
investimentos em capacidade foram feitos, nas escolas especializadas na formação de
engenheiros já eram oferecidas as teorias de STP, e assim a indústria brasileira passou a
conhecer essas novas práticas japonesas (ANTUNES et al.,2008).
Inicialmente aplicado em ambientes de manufatura automobilística, o SPT passou a
ser utilizado em outros ambientes, com as mesmas premissas criadas por Eiji Toyoda e
Taiichi Ohno. Unindo-se a pesquisas que mostravam que o Pensamento Lean poderia ser
aplicado em diversos ambientes, muitas publicações concluíram que colocando em prática
alguns princípios básicos do pensamento enxuto, consegue-se reduzir os desperdícios
durante a elaboração e execução de um projeto, obra ou serviço, sempre com foco em
maximizar o valor para o cliente final, ou seja, economiza-se tempo, recursos e força de
trabalho, aumentando-se a qualidade do serviço e a satisfação dos clientes (BUZZI e
PLYIUK, 2011).
2.1.1 Princípios da Produção Enxuta
Segundo Womack e Jones (1996), a Produção Enxuta apresenta cinco princípios
básicos que visam deixar a empresa mais flexível e capaz de responder a real necessidade
do cliente. São eles:
1 – Identificar o que é valor para o cliente: a primeira coisa a se fazer é saber o que o
cliente espera de cada produto, assim, é possível trabalhar para que os processos que
fazem com que o produto adquira tais características sejam feitos da melhor maneira
possível e os demais sejam eliminados ou otimizados, para que não se gaste recursos com
coisas que o cliente não valoriza;
2 – Identificar a cadeia de valor de cada produto: segundo Nazareno (2008), a cadeia
de valor é o conjunto de todas as atividades para se levar um produto específico a passar
4
pelas tarefas de desenvolvimento, de gerenciamento da informação e da transformação
física propriamente dita. Esse princípio é a sequência lógica que vem após a identificação
do que é valor para o cliente;
3 – Criar o fluxo contínuo: em outras palavras, fazer com que os processos
necessários para a elaboração do produto fluam suavemente, sem interrupções. O ideal da
Produção Enxuta é que os processos sejam realizados todos em sequência, fazendo um
produto por vez, de forma que o lote de transferência de produtos de um processo para o
seguinte seja unitário.
4 – Criar a produção puxada: o objetivo desse princípio é deixar que o cliente, seja
interno ou externo, puxe os produtos que ele necessite. O ideal desse princípio é produzir
aquilo que o cliente deseja comprar, na hora e na quantidade correta, deixando de lado
conceitos de previsão presentes na produção “empurrada”.
5 – Buscar a perfeição: este princípio nada mais é do que tornar os quatro princípios
anteriores um hábito na busca da melhoria contínua. Apesar de simples, esse princípio é
muito importante para que se mantenha o que foi conseguido e que seja possível melhorar
cada vez mais.
Com o sucesso na implantação desse modelo de gestão no setor automotivo nos
anos 1940, então, por volta dos anos 1980 esses conceitos foram estendidos a demais
setores de manufatura, conhecido como Lean Manufacturing, em seguida, no início dos
anos 1990, o ideal foi inserido na gestão de serviços, denominando-se Lean Thinking, e,
somente após o ano 2000, essas técnicas começaram a ser utilizadas em serviços de
saúde, realizadas na gestão de hospitais, o que passou a ser chamado de Lean Healthcare
(FABRI, 2011), conforme observado na Figura 1.

5
Figura 1 – Evolução dos conceitos Lean através de diversos setores ao longo do tempo.
(FABRI, 2011).
2.2 Lean Healthcare
A transição do método para a área de saúde é idêntica a original, com as devidas
adaptações às organizações de serviços de saúde. Com a transição dos conceitos do Lean
para a área de saúde surgiu o Lean Healthcare (Figura 1), sendo este conceito aplicado
somente após o ano 2000 (FABRI, 2011).
A primeira especulação concreta sobre o potencial do Lean nos serviços de saúde foi
publicado pela NHS Modernisation Agency em 2011, uma agência que visa a modernização
do sistema nacional de saúde da Inglaterra (FABRI,2011 apud SOUZA, L, 2009).
De acordo com Fabri (2011) apud Souza, L. (2009), a mesma NHS Modernisation
Agency publicou um segundo trabalho sobre esse tema, abordando sobre a otimização do
fluxo de pacientes em um hospital de médio porte dos Estados Unidos e outra mencionou
bons resultados em aplicações tanto clínicas quanto não clínicas, também nos Estados
Unidos.
Recentemente, o número de publicações sobre a aplicação do Lean em ambientes
de saúde vem aumentando, e cada vez com maior frequência. Diversas publicações sobre a
utilização desses conceitos em ambientes de saúde são transmitidas. Os próprios hospitais
já aplicam tais conceitos em sistemas produtivos. Atualmente, os maiores esforços voltados
a essa área são provenientes de quatro países: Inglaterra, Austrália, Estados Unidos e
Canadá (FABRI, 2011).
No Brasil, há carência de publicações sobre o assunto, entretanto, resultados
positivos da aplicação da metodologia Lean em hospitais podem ser analisados no trabalho
6
de Cunha, Campos e Rifarachi (2011). Os autores conseguiram padronizar processos,
reduzir o lead-time do maquinário, criar um fluxo contínuo, aumentar a produtividade da
lavanderia e eliminar os desperdícios (CUNHA; CAMPOS e RIFARACHI, 2011).
2.3 Ferramentas utilizadas no projeto da Santa Casa de Misericórdia de Itatiba
Para este trabalho foram utilizadas as seguintes ferramentas e conceitos:
Trabalho Padronizado;
TPM (Total Productive Manutenance);
Ferramenta 5S;
Esses itens serão apresentados com maiores detalhes a seguir.
2.4 Sistemas de Gestão da Qualidade
O atual momento do mercado deixou de considerar qualidade como um fator
diferencial ou que faça a empresa ter qualquer tipo de vantagem competitiva com suas
concorrentes. Hoje, qualidade é fator impreterível para as empresas, dessa forma, qualquer
gestão que não esteja direcionada para qualidade como um dos pilares de sustentação está
fatalmente destinada ao fracasso independente do ramo de atuação (CAMPOS, 1994).
A implementação de um Sistema de Gestão da Qualidade (SGQ) visa contribuir para
que sejam alcançados determinados objetivos, como uma abordagem sistemática das
atividades que possam afetar a qualidade do produto, o privilégio de atividades de
prevenção em oposição às atividades de inspeção e a possibilidade de evidenciar se a
qualidade foi alcançada (PIRES, 2006).
O Sistema de Gestão da Qualidade é constituído basicamente por um compilado de
procedimentos, processos e sub-processos que visam orientar com o detalhamento
requerido às execuções de atividades, bem como associar as responsabilidades a esses
documentos (PIRES, 2006).
Visto que até meados do final da década de 80, todos os referenciais de qualidade
não eram reconhecidos ou não possuíam um aceite universal, não havia uma orientação no
processo de implementação de um sistema de qualidade. Desse modo cabia ao gestor optar
por alguma abordagem (Deming, Juran, Feigenbaum, etc.) ou utilizar alguma norma
nacional ou setorial. Desse modo a falta de padronização causava uma divergência dos
resultados (PIRES, 2006).
7
Como resposta a necessidade de criação de documentos universais e de consenso
para implementação de um SGQ é desenvolvida em 1987 a família de normas ISO 9000.
Atualmente está em valia a norma ISO 9000:2005 relativa a termos e vocabulário, a norma
ISO 9001:2008 relativa aos requisitos dos sistemas de gestão da qualidade e a norma ISO
9004:2009 relativa às linhas de orientação (PIRES, 2006).
Através da implementação e manutenção do Sistema de Gestão da Qualidade pode-
se conseguir o sucesso de uma organização e proporcionar um continuo aumento de
desempenho. A norma ISO 9001:2008 tem constituído o referencial por excelência para a
implementação de SGQ nas organizações. Douglas et. al (2003) afirmam que a certificação
ISO 9001 leva à melhoria da qualidade.
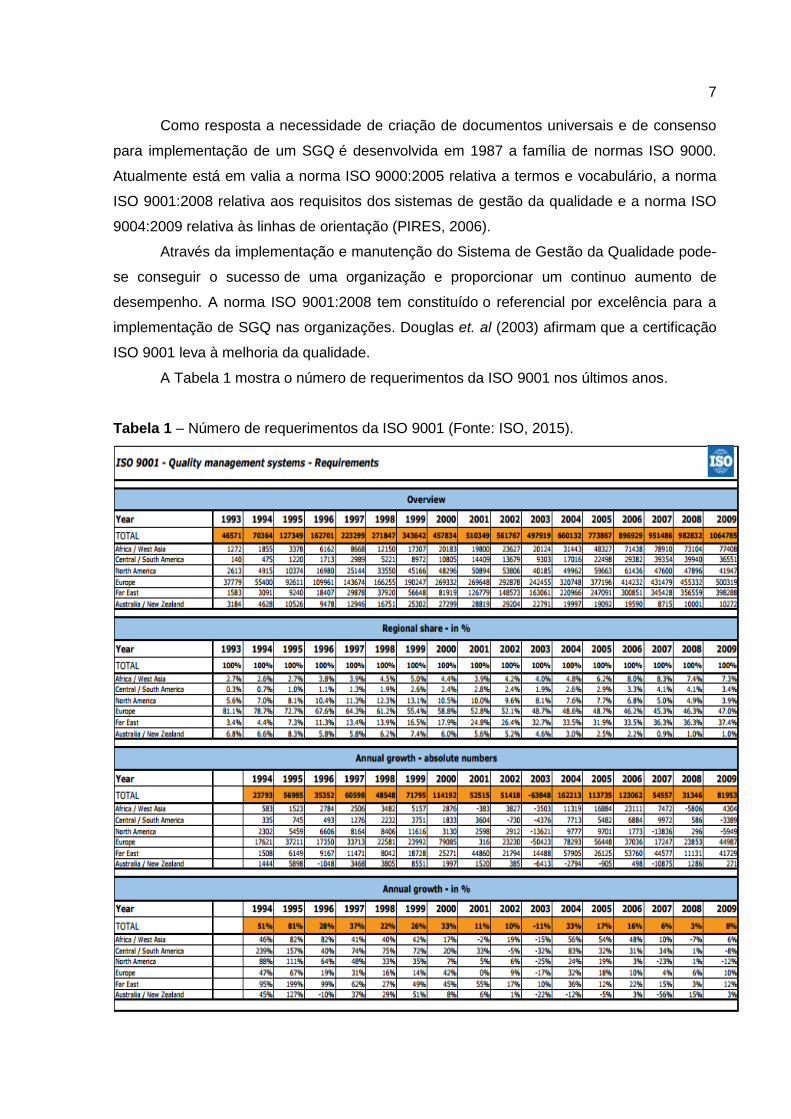
A Tabela 1 mostra o número de requerimentos da ISO 9001 nos últimos anos.
Tabela 1 – Número de requerimentos da ISO 9001 (Fonte: ISO, 2015).

8
2.5 Total Quality Control
T.Q.C. (Total Quality Control) é um sistema administrativo que representa o controle
da qualidade total. Ele se originou em ideias americanas após a segunda guerra mundial, e
depois disso foi aperfeiçoado no Japão. Posteriormente, a ideia se expandiu
rapidamente por outros locais (CAMPOS, 1994).
A importância da implementação desse sistema de gestão nas organizações pode
ser justificada por alguns princípios básicos. Dentre esses princípios podemos destacar
alguns como:
Atender às necessidades do cliente, seja esse uma pessoa ou um processo;
Agir em função de uma maior eficiência e produtividade desse modo garantir
que a empresa se mantenha forte e competitiva no mercado;
Criar procedimento das atividades e desse modo identificar os problemas
críticos da organização e ajudar a reduzir custos;
Criar sequências definidas e padronizadas de atividades, visando um método
de evitar ocorrência de problemas (CAMPOS,1994).
Esse sistema de gestão implica na inserção de uma série de novos conceitos que
acarretam em uma vasta quantidade de mudanças organizacionais, desde alterações no
processo produtivo como, por exemplo, alteração nos métodos de trabalho e ambiente de
trabalho, até abruptas paradas de atividades casuais, com fim de integrar de modo coeso a
organização a novos conceitos formando uma nova filosofia com novas atitudes e novas
posturas (CAMPOS,1994).
Vicente Falconi Campos (1994), em seu livro T.Q.C. - Controle da Qualidade Total
(no estilo japonês) aborda, em várias frases, a necessidade da implantação do T.Q.C., em
especial para a sobrevivência da organização.
Entre seus enunciados estão as seguintes frases que analisaremos neste primeiro
momento:
“Qualidade é uma questão de vida ou morte.”
“Sua empresa só sobreviverá se for a melhor no seu negócio.”
“Qualidade é mudança cultural. É preciso que as pessoas sintam a ameaça de morte
da empresa, ainda que ela possa estar num horizonte de 5 a 10 anos.”
Claramente o autor busca enfatizar a importância da aplicação desse modelo para
sobrevivência das empresas com a força aplicada nas palavras pelo autor, levam os
gestores a não se questionar pela necessidade e aplicar o plano mesmo em alguns casos o
mesmo sendo contrário a política cultural da empresa. Outros autores que dissertam sobre o
tema tem a mesma filosofia (CAMPOS, 1994).
9
A T.Q.C. direciona seus esforços para um processo de modelagem dos indivíduos,
de modo a guiar para que todos executem as tarefas de um mesmo modo de um modo que
gere satisfação ao trabalhador, exista uma comunicação aberta e possibilidade de
desenvolvimento (CAMPOS, 1994).
Essas atividades do regime da qualidade total produzem um ambiente produtivo.
(CAMPOS, 1994).
Quanto maior a produtividade de uma empresa, mais útil ela é para a sociedade, pois
está atendendo às necessidades de seus clientes a um baixo custo. O seu lucro decorrente
é um prêmio que a sociedade lhe paga pelo bom serviço prestado e um sinal que deve
crescer e continuar a servir bem (CAMPOS, 1994).
O objetivo dessa modelagem do sistema e das pessoas enfatiza as coisas que
proporcionam um local de trabalho realmente agradável, produtivo e seguro,
mas também atacam as coisas que atacam diretamente a produtividade como, por
exemplo, desperdício, desordem indisciplina (CAMPOS, 1994).
Para que todos esses conceitos funcionem é necessário coesão entre empresa e as
pessoas. Elas são fundamentais e as responsáveis para que haja a qualidade:
[...] A solução dos problemas da empresa, ou seja, a melhoria dos
resultados da empresa (já que o problema é “resultado indesejado”) deve
ser feito de forma metódica e com a participação de todos, todos devem
estar envolvidos na solução de algum problema da empresa (CAMPOS,
1994, p. 60)
[...] A área de abrangência do Programa de Qualidade Total é ampliada
consideravelmente quando se considera a necessidade de garantir o
envolvimento de todas as pessoas e setores nos esforços feitos para
direcionar os produtos e serviços da empresa para o pleno atendimento do
cliente. (PALADINI, 1997, p. 62)
[...] O processo de rompimento é um processo de mudança da própria
maneira de pensar e requer determinação. É preciso que todas as pessoas
da empresa mudem sua maneira de pensa. (CAMPOS, 1994, p. 25)
O envolvimento dos dois lados amplia a abrangência e eficiência do processo, as
citações mostram o foco nas pessoas e a necessidade que todas entendam e se
comprometam, requer muito determinação e principalmente mudar o modo das pessoas
pensarem.
2.6 TPM – Total Productive Maintenance
10
Com o intuito de aumentar a confiabilidade dos equipamentos, saber as causas das
avarias e dos defeitos, aumentar a produtividade e diminuir o tempo gasto com
manutenções corretivas, foi desenvolvida uma metodologia chamada TPM (Total Productive
Maintenance) que trazida para o português resulta em Manutenção Produtiva Total – MPT,
que compreende em um conjunto de atividades de manutenção visando aumentar a
eficiência e produtividade dos equipamentos de uma fábrica (VILAS BOAS, 2005).
A MPT propõe a alcançar a zero perda dos equipamentos e reduzir os custos de
manutenção. Dentre os métodos de atividades desenvolvidos pela MPT, os dois principais
são: a conscientização de todos envolvidos sobre a importância das manutenções diárias
dos equipamentos e o estudo detalhado de funcionamento de cada equipamento visando o
aumento da produtividade, o melhor aproveitamento dos recursos, os ganhos de qualidade e
a redução com despesas de manutenção (VILAS BOAS, 2005).
A Sigla TPM é proveniente do inglês e significa Total Productive Maintenance, que
trazida para o português transforma-se em MPT – Manutenção Produtiva Total (VILAS
BOAS, 2005).
A TPM é uma metodologia que se propõe a eliminar as perdas dos equipamentos
proporcionando uma maior competitividade da empresa reduzindo os custos com
manutenção dos equipamentos com medidas simples e aplicadas diariamente, como:
limpeza das máquinas, medidas de prevenção e lubrificação. É de grande importância que o
operador esteja apto a trabalhar no seu devido posto e, para isso as empresas investem em
treinamentos e capacitações dos funcionários para que o trabalho seja padronizado e as
tarefas pertinentes a cada funcionário estejam adequadas a cada função (VILAS BOAS,
2005).
Esta técnica baseia-se em uma perspectiva a longo prazo, pois o desenvolvimento
das capacidades dos funcionários e o fortalecimento da cultura da empresa são quesitos
que levam um grande tempo para serem desenvolvidas e fortalecidos dentro de um
empresa, como dito por Takahashi e Osada (2002, p. 8):
“[...] Muitos operários se treinados do gerenciamento orientado para o
equipamento, com uma perspectiva de cinco a dez anos, provariam seu
valor não só através de sua contribuição para a melhoria de produtividade
da empresa, mas também dar-lhe-iam “força” para competir com outras
empresas. Ao contrário do que acontece com tecnologias adquiridas
externamente, o aprimoramento da capacidade dos operários, desenvolvido
a partir de estruturas base, e o fortalecimento concomitante da cultura da
empresa não são fáceis de conseguir. Por isso, a MPT, baseada numa
11
perspectiva a longo prazo, é considerada um dos métodos eficazes para
transformar o conteúdo qualitativo de uma fábrica.
“Nem todas as máquinas antigas necessariamente vão gerar produtos com
baixa qualidade, sendo assim as pessoas deixam de fazer as manutenções
necessárias nos equipamentos, e acabam reduzindo sua vida útil para a
fábrica. Outro ponto é conhecer a capacidade máxima de cada equipamento
antes de despendê-lo e substituí-lo por outro com uma capacidade maior, a
utilização do equipamento deve ser estudada e compreendida para que
todos os recursos e capacidade da máquina sejam usados, neste mesmo
ponto temos a importância da mão de obra qualificada em cada
equipamento, com treinamentos e parametrização dos operadores,
diminuindo o tempo de aprendizado, aumentando a eficiência e
produtividade e desenvolvendo métodos para a manutenção e
aperfeiçoamento do equipamento” (TAKAHASHI e OSADA, 2002, p.8)
Durante o passar dos anos o desenvolvimento tecnológico entrou nas áreas fabris e
com o intuito de diminuir os processos e aumentar a produtividade, a automatização
industrial fez com que surgisse a necessidade de um programa de manutenção desses
equipamentos, pois por mais confiável que os novos equipamentos sejam, ainda estão
sujeitos a uma deterioração sob condições de uso extremo, como dito por Takahashi e
Osada (2002, p. 31).
“[...] um número significativo de empresas optou pela introdução parcial de
robôs sofisticados, visando reduzir o número de etapas operacionais.
Infelizmente o desempenho desses robôs foi prejudicado por pequenas,
porém frequentes, paralisações. Antes que os departamentos de produção
e manutenção pudessem enfrentar os problemas, os robôs foram retirados
das fábricas discretamente. Na verdade, embora os modelos recentes
sejam muito melhores, tanto em termos funcionais quanto de confiabilidade,
ainda estão sujeitos a deterioração sob uso condições de uso intenso.
Portanto é evidente que, depois de um certo tempo, a qualidade da
manutenção e do gerenciamento influenciam significativamente no índice de
utilização dessas inovações tecnológicas.” (TAKAHASHI e OSADA, 2002,
p.31)
A implementação das metas da TPM deve ser cuidadosamente estudada e
desenvolvida a partir de estudos feitos sob as reais condições sobre melhoria da
produtividade relevantes para o gerenciamento e funcionamento de cada fábrica, suas
características devem ser ajustadas a cada empresa e serem pertinentes a cada tipo de
12
produto, gerando no final resultados factíveis aos planos da empresa para melhoria da
produtividade e redução dos custos (VILAS BOAS, 2005).
A falta de um plano de manutenção pode gerar causas negativas nas máquinas
como falta de qualidade ou quebras, ocasionando perda de produção (VILAS BOAS, 2005).
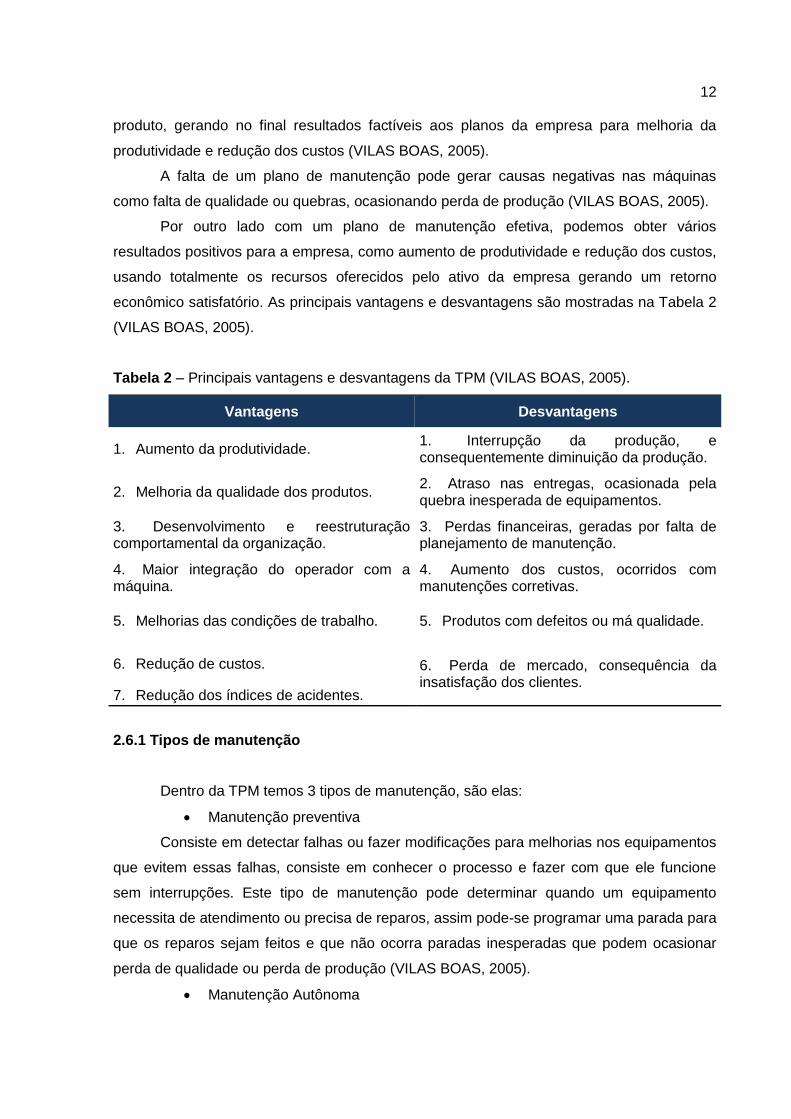
Por outro lado com um plano de manutenção efetiva, podemos obter vários
resultados positivos para a empresa, como aumento de produtividade e redução dos custos,
usando totalmente os recursos oferecidos pelo ativo da empresa gerando um retorno
econômico satisfatório. As principais vantagens e desvantagens são mostradas na Tabela 2
(VILAS BOAS, 2005).
Tabela 2 – Principais vantagens e desvantagens da TPM (VILAS BOAS, 2005).
Vantagens Desvantagens
1. Aumento da produtividade. 1. Interrupção da produção, e consequentemente diminuição da produção.
2. Melhoria da qualidade dos produtos. 2. Atraso nas entregas, ocasionada pela quebra inesperada de equipamentos.
3. Desenvolvimento e reestruturação comportamental da organização.
3. Perdas financeiras, geradas por falta de planejamento de manutenção.
4. Maior integração do operador com a máquina.
4. Aumento dos custos, ocorridos com manutenções corretivas.
5. Melhorias das condições de trabalho. 5. Produtos com defeitos ou má qualidade.
6. Redução de custos. 6. Perda de mercado, consequência da insatisfação dos clientes.
7. Redução dos índices de acidentes.
2.6.1 Tipos de manutenção
Dentro da TPM temos 3 tipos de manutenção, são elas:
Manutenção preventiva
Consiste em detectar falhas ou fazer modificações para melhorias nos equipamentos
que evitem essas falhas, consiste em conhecer o processo e fazer com que ele funcione
sem interrupções. Este tipo de manutenção pode determinar quando um equipamento
necessita de atendimento ou precisa de reparos, assim pode-se programar uma parada para
que os reparos sejam feitos e que não ocorra paradas inesperadas que podem ocasionar
perda de qualidade ou perda de produção (VILAS BOAS, 2005).
Manutenção Autônoma
13
Consiste na manutenção de pequenos reparos feitos pelo próprio operador da
máquina, contribuindo assim para aumentar a eficiência dos equipamentos e melhorias nas
máquinas quando possíveis, o principal aspecto deste tipo de manutenção são os cuidados
no dia-a-dia de cada equipamento evitando sua deterioração e tratando possíveis defeitos
em seu estágio inicial (VILAS BOAS, 2005).
Manutenção Preditiva
Consiste em monitorar e verificar certas condições dos equipamentos a fim de
antecipar a identificação de um problema futuro (VILAS BOAS, 2005).
2.6.2 Perdas produtivas
Para que uma máquina tenha uma grande eficiência, esta deve trabalhar em sua
capacidade máxima durante o maior tempo possível, em outra palavras podemos dizer que
se eliminarmos as suas paradas, teremos a maior eficiência de uma máquina, dentre as
maiores paradas podemos citar 6 como as maiores perdas de um equipamento, são elas:
(VILAS BOAS, 2005)
1. Quebra de máquina – um dos maiores fatores que influenciam na perda de eficiência
é a quebra de máquina, que pode ser classificada como quebra, onde o equipamento
para de exercer sua função ou quebra de função, onde o equipamento reduz sua
capacidade produtiva original.
2. Perda por produto defeituoso – quando o equipamento gera um produto defeituoso
onde o mesmo é considerado descartado.
3. Perda por ajustes – perda feita para ajustagem das máquinas ou mudança de linha.
4. Redução do ciclo – perda de velocidade da máquina, quando o equipamento não
produz a quantidade em sua capacidade máxima devido à qualidade do produto ou
defeitos mecânicos.
5. Perda por queda do rendimento – perda gerada desde o início da operação até a
estabilização do processo. Há vários fatores que influenciam nesta perda que
tendem a não ser percebidas.
6. Perda por pequenas paradas – são paradas momentâneas geradas por produtos
defeituosos ou peças emperradas, mas que interferem na produtividade total do
equipamento.
2.6.3 Os pilares da TPM
14
Para o controle e diminuição das 6 maiores perdas dos equipamentos implementam-
se as 8 atividades designadas como “8 pilares de sustentação do desenvolvimento da TPM”.
As oito atividades são: (VILAS BOAS, 2005):
1. Manutenção autônoma – consiste em melhoria da eficiência do equipamento, através
do desenvolvimento da capacitação, dos conhecimentos e das habilidades do
operados sobre o seu equipamento.
2. Melhorias individuais – conscientização decorrente das falhas dos equipamentos,
minimizando as falhas e os defeitos com o mínimo custo.
3. Melhorias específicas – maximização da disponibilidade física do equipamento,
zerando as manutenções não programadas e minimizando a manutenção
programada, aumento o índice de eficiência de cada equipamento (OEE = Overall
Equipment Effectiveness).
A partir do OEE é possível quantificar se a utilização do equipamento está sendo
plena ou se poderia estar sendo mais bem aproveitada.
O OEE é representado por 3 termos que relacionam as perdas,
%Disponibilidade=Termo de operação / Tempo programado para operar
%Desempenho = Produção real / Produção ideal
%Qualidade = (Produtos bons – Produtos defeituosos) / Produtos bons
Sendo assim o OEE pode ser definido pela equação 1.
OEE = %Disponibilidade X %Desempenho X % Qualidade (1)
4. Educação e Treinamento – desenvolver habilidades e conhecimentos dos
operadores da manutenção e produção através de treinamento.
5. Manutenção da Qualidade – compreender atividades que excluam defeitos de
qualidade nos equipamentos, para que possam ser mantidas as perfeitas condições
nos produtos processados.
6. Controle inicial – consolidar toda a sistemática para levantamento das imperfeições e
incorporações de melhorias mantendo as condições de Zero defeito.
7. Controle administrativo – eliminar as perdas administrativas, tornando as
informações claras e objetivas.
8. Meio Ambiente, higiene e segurança – eliminar toda e qualquer perda relativa ao
meio ambiente, higiene e segurança, garantindo a preservação da saúde, bem estar
dos funcionários e do meio ambiente.
15
2.6.4 Exigências para a TPM
Para que todos os quesitos deem resultados são necessárias algumas exigências,
porém o ponto principal é que todos os colaboradores da fábrica estejam envolvidos,
principalmente a alta gerência, pois são eles que determinam os rumos da fábrica, suas
prioridades e suas atividades. Como dito por Takahashi e Osada (2002, p.21) os principais
requisitos são:
“(1) criar equipamentos com o maior rendimento possível; (2) definir uma
MP total que leve em conta todo o tempo de vida do equipamento; (3)
manter a motivação através de atividades de pequenos grupos
independentes; (4) abordar o planejamento, a utilização e a manutenção do
equipamento e (5) contar com a participação de toda a empresa, dos altos
executivos aos operários.”
Segundo Takahashi e Osada (2002, p. 21) tais exigências garantem o desempenho
dos seguintes procedimentos:
“1. Tornar o investimento na fábrica e nos equipamentos o mais eficaz
possível em termos de custos.
2. Promover os engenheiros com habilidade para o trabalho com as
inovações técnicas das linhas de montagem contínuas e dos processos
baseados nos equipamentos, promover e manter os engenheiros com
domínio da eficiência do ciclo de vida e sua aplicabilidade econômica
orientados para o sistema e com habilidade para aprimorá-lo.
3. Desenvolver uma grande base de operários capazes de compreender e
lidar com procedimentos básicos de manutenção da fábrica e com as
operações da produção.”
2.6.5 Avaliação da TPM
As atividades empreendidas pela TPM devem ser registradas através de dados
gerenciais. Esses dados devem ser analisados pela gerência e servirão para definir as
próximas escolhas e determinar as próximas etapas, os dados também podem servir de
“inspiração” para os operários como um estímulo a melhorar na próxima etapa. Os dados
gerenciais têm dois objetivos: 1º tornar possível que o pessoal da alta gerência e
supervisores tenha conhecimento se os problemas podem ser resolvidos diretamente pelo
pessoal envolvido e qual medida deve ser adotada. 2º Permitir que a alta gerência analise
16
os dados, aprovando ou repreendendo os operários se assim necessário (TAKAHASHI e
OSADA, 2002).
Os dados gerenciais possuem uma propriedade de causas e efeitos, quando
acontece um erro, é preciso buscar suas causas para evitar que tal erro se repita
(TAKAHASHI e OSADA, 2002).
É preciso que cada operador tenha plena consciência de sua meta dentro da MPT,
as metas precisam estar bem definidas e claras para todos, para que uma meta gerencial
seja atingida os operários precisam aceitar a filosofia de que cada um é responsável pelas
suas atitudes, como diz Takahashi e Osada (2002, p. 305).
“[...] A participação de todos os operários é necessária para atingir as metas
da gerência. Portanto, as palavras devem ser transformadas em atitudes. A
chave para o sucesso é lembrar sempre de continuar o que foi começado. O
conceito de “Minhas responsabilidades de MP” tem um lembrete implícito a
todos os operários: cada indivíduo deve se sentir responsável e participar
da MPT.”
Dentre os itens avaliadores, devem ser selecionados os seguintes:
P (produção)
Q (qualidade)
C (custo)
S (segurança e prevenção da poluição)
M (moral)
É importante lembrar que não apenas devem ser apresentados os itens avaliadores
quantitativos, devem ser analisados também itens que meçam o nível de esforço aplicado
em cada atividade. As avaliações devem ser realizadas em termos de realizações, pois as
circunstâncias e as dificuldades nos ambientes de trabalho mudam de acordo com as
operações e apenas as avaliações quantitativas não poderiam julgar se o ambiente de
trabalho está melhorando ou se está sendo conduzido na direção correta. Takahasi e Osada
(pág. 310)
“Quanto mais descemos na hierarquia da empresa, mais forte o nosso
sentimento de que os esforços devem ser avaliados com maior cuidado.
Isso ocorre por que o objetivo principal é inspirar nas pessoas o desejo de
dizer “vamos trabalhar mais” e dar-lhes estímulo. Essa é a essência da
avaliação do impacto e efeito.”
17
2.7 Ferramenta “5S”
2.7.1 O que é?
Atualmente, as ferramentas industriais estão sendo reconhecidas e ganham espaço
por promoverem satisfação, capacidade, produtividade, redução de custos e eficácia em
processos e procedimentos dos mais distintos segmentos, como, por exemplo, em
indústrias, estoques, hospitais, bancos, entre outros. A busca pelo lucro é uma jornada
incessante e é por esse motivo que a aplicação de melhorias se torna comum. É uma
questão de sobrevivência (SOUZA e OTTO NAU, 2013).
Hoje, mundialmente conhecida, a ferramenta chamada “5S”, ou “5 sensos” foi criada
com um intuito fixo, a uniformização de um país destruído na segunda guerra mundial –
Japão - no final da década de 30 início da década de 40 (SOUZA E OTTO NAU, 2013).
A guerra teve duração de sete anos (1939 – 1945) ocasionando umas das maiores
destruições já vistas pela humanidade. Diante desse cenário, os sensos foram colocados
em prática. Segundo Abrantes (1998), o programa 5S foi criado pela equipe do professor
Kaoru Ishikawa, em maio de 1950. O professor Kaoru Ishikawa era graduado em química e
em engenharia e ao decorrer de sua vida profissional mostrou-se um ícone em gestão e
implantação da qualidade total.
2.7.2 A Ferramenta
O programa foi desenvolvido no ano de 1950, no Japão, após o país estar totalmente
destruído e com um cenário pós-guerra alarmante. Essa ferramenta dispõe não somente em
limpeza e organização, mas o reaproveitamento de materiais, recursos e mão-de-obra,
desenvolvendo e conduzindo a melhor disposição do trabalho em equipe e locais destinados
pré-estabelecidos para os utensílios em questão, como afirma Souza e Otto Nau (2013. p.
8): “Porém, o 5S não se resume apenas em limpeza e organização de área, mas também é
incluída a diminuição do desperdício (tanto de material quanto de mão de obra), trabalho em
equipe, local pré-determinado para cada coisa.”
Conforme colocação anterior, Kaoru Ishikawa foi reconhecido na gestão e
implantação da qualidade total, implicando na ferramenta por ele desenvolvida. O programa
5S dispõe de atividades que elevam a potencialidade de reconhecimento de uma empresa,
por exemplo, servindo de alavanca de qualidade e o sucesso pela instituição praticada
(SOUZA e OTTO NAU, 2013).
A sigla “5S” foi estabelecida através de 5 sensos transparecidos em japonês,
demonstrados a seguir (SOUZA E OTTO NAU, 2013):
18
Seiri;
Seiton;
Seisou;
Seiketsu;
Shitshuke;
Cada senso tem um significado, não apenas para seguir as siglas estipuladas, mas
por representarem mudanças de comportamento, hábitos e rotinas cotidianas profissionais,
conforme descrito por Souza e Otto Nau (2014, p. 8): “Foram chamados de sensos não
apenas para manter o nome de 5s, mas sim porque geram uma enorme mudança
comportamental. Requerem mudanças de hábitos realizados durante uma vida toda de
trabalho.”
2.7.2.1 1° Senso – Conceito de Seiri: Utilização
Para este primeiro senso, é tratado o segmento de utilização, ou seja, julgar o que é
necessário e de uso, do que não é necessário, e assim, dar o devido destino para o mesmo.
É de extrema importância essa primeira etapa de verificação dos materiais ou
equipamentos, ou então ao que se usa no ambiente, pois através dessa seleção é possível
aplicar o gerenciamento de utilidade (PEREIRA e DANTAS, 2011).
O ideal é estimular a capacidade do ser humano e a análise de espaço para que
cada coisa esteja certa em seu lugar de acordo com os recursos disponíveis. Para tanto, as
empresas que adotaram essa ferramenta utilizam de conceitos como (PEREIRA e DANTAS,
2011):
Manter o necessário no local de trabalho;
Separar somente o necessário;
Evitar o desperdício;
Local mais organizado e melhor qualidade de trabalho.
Nessa etapa é possível observar benefícios, como liberação de espaço físico,
reciclar bens da natureza, dar oportunidades para pessoas se realocarem de maneira que
sejam melhores utilizadas, evitar burocracias e visivelmente a redução de custos, como
destaca Pereira e Dantas (2011, p. 12): “Os Benefícios do Senso de Utilização são a
liberação de espaços físicos, reciclagem de recursos escassos na natureza, realocação de
pessoas que não estejam sendo bem utilizadas, combate ao excesso de burocracia,
diminuição de custos e outros”.
19
Com essa aplicação é possível verificar e implantar uma nova filosofia para uma
nova cultura, assim como afirmam Pereira e Dantas (2011, p. 12) “Essa arrumação começa
a dar sentido à filosofia de uma nova cultura.” Portanto, torna-se possível um ambiente
profissional satisfatório e uma empresa organizada (PEREIRA e DANTAS, 2011).
2.7.2.2 2º Senso – Conceito de Seiton: Ordenação
Nesta etapa considera-se “cada coisa em seu lugar”, ou seja, após feito o descarte
para possibilitar um campo mais livre e visível, os equipamentos ou objetos de trabalho são
ordenados em locais pré-estabelecidos para que fiquem com acesso fácil, pois, por ordem,
os materiais mais utilizados são os de primeira vista (PEREIRA E DANTAS, 2011).
De acordo com Pereira e Dantas (2011), para a aplicação desse senso, durante a
implantação deve ser difundida uma ordenação dos objetos facilitando a utilização dos
recursos, reduzindo o tempo de procura e o fácil acesso para que os mesmos sejam
guardados sem dificuldade.
Seguindo o mesmo conceito, para essa etapa também existem conceitos que as
empresas aplicam para os colaboradores, como (PEREIRA e DANTAS, 2011):
Os objetos devem ser posicionados nos locais pré-estabelecidos;
Os materiais de mais uso, nos locais mais visíveis;
Por teoria, encontrar os objetos em até 30 segundos;
Controle do uso de equipamentos e documentos necessários;
Redução de riscos dos colaboradores.
Como cada etapa possui um benefício, para esse senso os pontos positivos são:
agilidade para encontrar os objetos de uso diário, evadir o cansaço físico e psicológico,
benfeitoria no fluxo de pessoas e matérias, presteza em resgates caso necessário,
qualidade de vida profissional e pessoal, entre outros fatores influentes (PEREIRA e
DANTAS, 2011).
Pode-se citar como exemplo que quando os objetos, ferramentas, equipamentos e
outros pertences de trabalho são devidamente alocados nos lugares corretos existe a
facilidade na rotina. Sendo assim, nessa etapa é necessário que os itens também sejam
identificados, isso implica na melhor administração do estoque, ou seja, quando o material é
de fácil visualização, há a praticidade de acompanhar quando o item está acabando e o
melhor momento para repor, caso necessário, conforme afirma Pereira e Dantas (2011, p.
13):
20
“Após organizar e separar o útil do inútil é necessário arrumar e ordenar
todo o material. Nesta etapa, é importante classificar todos os materiais
conforme sua necessidade de uso, aqueles usados com maior frequência
devem ficar sempre mais acessíveis do que os utilizados raramente. É
importante que todos os materiais e objetos sejam identificados, rotulados e
etiquetando para que qualquer pessoa que necessite possa encontrar com
facilidade e rapidez. Esta etapa auxilia também administração do estoque,
pois os materiais são identificados com facilidade e se torna mais prático e
rápido saber quando está acabando determinado item, evitando faltas ou
excessos.”
2.7.2.3 3º Senso – Conceito de Seisou: Limpeza
O ato de limpar abrange várias formas de entendimentos, tais como limpar um
objeto, limpar uma casa, limpar a caixa de entrada do e-mail, etc. E é seguindo esse
conceito que o senso de limpeza não necessariamente se restringe apenas a limpar o
objeto, equipamento, mesa, enfim, mas sim em promover o bem estar do ambiente
permanecendo limpo (PEREIRA e DANTAS, 2011).
Segundo Pereira e Dantas (2011), é necessário jogar limpo consigo mesmo, e
apontar os motivos da má limpeza agindo para prevenir e eliminar todo e qualquer tipo e
traço de sujeira, pois é assim o ambiente ideal de trabalho.
É importante ressaltar que em uma empresa séria que utiliza essa ferramenta,
transmita os principais passos para seus colaboradores, idealizando o fato de manter limpo,
pois, mais importante que limpar é não sujar, conhecer equipamentos e documentos
também é relevante devido o fato: “Você faz bem aquilo que você conhece e gosta”
(PEREIRA e DANTAS, 2011).
Para este ponto, a limpeza é relevante tanto para os colaboradores que fazem e
utilizam dela como para pessoas de fora, uma visita, pessoas de outros setores e que
trabalham próximo ao local. É confortante e de bem-estar ter um ambiente limpo e propício
para qualquer situação (PEREIRA e DANTAS, 2011).
Para que esse senso funcione e traga resultados é necessário que o colaborador
esteja ciente de suas atividades e que haja conscientização para que o ambiente
profissional fique livre de sujeiras. É fato, se sujar o colaborador precisa limpar e se não
sujar o ambiente permanece limpo, ocasionando redução de tempo desperdiçado
superficialmente e custos desnecessários, conforme expões Pereira e Dantas (2011, p. 14):
21
“Nada mais importante para a realização de um trabalho do que a limpeza.
Um ambiente limpo proporciona segurança, conforto e torna o ambiente
mais agradável tanto para as pessoas que ali trabalham como para as que
circulam pela área. Esta etapa consiste na conscientização dos funcionários
a não sujarem o ambiente e segundo se sujar, limpar. Se cada um contribuir
com a limpeza do local de trabalho muitos desperdícios de tempo e dinheiro
serão evitados. Usou, limpe e guarde.”
2.7.2.4 4º Senso – Conceito de Seiketsu: Padronização e Saúde
A palavra saúde possui vários significados, assim como é considerado no quarto
senso. Para este caso em especifico, saúde alia-se a qualidade de vida do ser humano.
Quando o colaborador está satisfeito é possível verificar melhora de humor e motivação, e
isso implica em condições favoráveis de trabalho, tornando o ambiente sadio e de certa
forma limpo, pois um ambiente onde existam pessoas saudáveis e dispostas a gerenciarem
aquilo que lhes foi imposto, consequentemente terá um impacto positivo (PEREIRA e
DANTAS, 2011).
Para tanto, quando há saúde, satisfação, comprometimento e motivação, o
colaborador promove um comportamento ético, ambiente saudável em relações humanas e
respeito reciproco em todas as atividades realizadas, conforme dito por Pereira e Dantas
(2011, p. 14): “Significa, ainda, ter comportamento ético, promover um ambiente saudável
nas relações interpessoais, sejam elas sociais, familiares ou profissionais, cultivando um
clima de respeito mútuo nas diversas relações.”
Uma empresa pode colaborar com esse desenvolvimento saudável interpessoal
atuando em incentivos à higiene e saúde pessoal, segurança do trabalho, comprometimento
e assegurando a qualidade de vida no ambiente profissional. É imposto aos funcionários
para que criem hábitos saudáveis respeitando os demais colaboradores que também fazem
parte do quadro (PEREIRA e DANTAS, 2011).
Outro ponto a ser considerado é a eliminação de hábitos alimentares durantes a
jornada de trabalho, propriamente dito no local onde o colaborador possui o posto. O
acúmulo de alimentos no local de trabalho pode gerar má impressão e ocasionar pragas,
devido serem considerados ímãs de atração. Não descartando a proibição do ato de fumar
dentro das dependências do local de trabalho, além de descumprir a Lei 13.541/2009 já
estabelecida, o cheiro forte pode incomodar outros colaboradores e pode ser prejudicial à
saúde, considerando que outros colaboradores podem ter problemas em respirar toxinas e
isso pode ocasionar um desastre físico-mental no colaborador. Em outras palavras, Pereira
e Dantas (2011, p. 14) afirma: “Todos devem cuidar da aparência e higiene pessoal, pois
22
transmitem a imagem da empresa. Devem-se eliminar hábitos de comer e beber no local de
trabalho ou fumar (o que já é proibido por Lei).”
A questão de padronização é óbvia dependendo ao ponto em que se olha. Esta
etapa interliga-se com as etapas anteriormente concluídas. De fato está relacionada com
equipamentos, utensílios e objetos limpos, arrumados, e devidamente identificados
(PEREIRA e DANTAS, 2011).
Além de todas as questões levantadas, a padronização auxilia na redução de
desperdício, aproveitamento de tempo e mão de obra e gerenciamento de qualidade dos
processos (PEREIRA e DANTAS, 2011).
2.7.2.5 5º Senso – Conceito de Shitshuke: Autodisciplina
O quinto e último senso trata-se de disciplinar, acompanhar e manter os outros
sensos padronizados e organizados. Para que a implantação dessa ferramenta seja eficaz e
mostre resultados, essa etapa é fundamental, pois deve-se seguir procedimentos, padrões e
principalmente ter responsabilidade. Essa ferramenta é praticada e demonstra resultados
maiores à medida que o colaborador vai evoluindo, pois só se fixa e faz direito aquilo que é
insistido a fazer (PEREIRA e DANTAS, 2011).
Essa etapa demonstra qual colaborador realmente entendeu e pratica a ferramenta
dos 5S. Para empresa ou qualquer outro órgão de trabalho que aplica essa ferramenta, é
necessário motivar os colaboradores, como tomar uma iniciativa, cumprir os padrões
técnicos e éticos da instituição, praticar com frequência os quatro primeiros sensos, possuir
bons hábitos, disciplina moral e ética (PEREIRA e DANTAS, 2011).
Essa etapa possui um diferencial em relação a vantagens. Conforme dito
anteriormente quando é feito aquilo que se gosta e se conhece, o resultado é positivo,
portanto, o colaborador disposto a realizar os sensos com motivação, responsabilidade e
praticá-lo para que outras pessoas sejam influenciadas a realizá-lo, pode ter um destaque e
reconhecimento, visto ser uma ferramenta que em determinada etapa pode oferecer
oportunidades para ser melhor aproveitado (PEREIRA e DANTAS, 2011).
Porém, como para toda regra existe uma exceção, para implantar a ferramenta 5S é
necessário um planejamento, tanto operacional, quanto gerencial. Coordenar uma equipe
requer algumas instruções e avaliações para verificação de aceitação em comum. Após a
reunião, é necessário o comprometimento de líderes preparados para que comandem uma
equipe para uma boa implantação e um bom resultado. Toda ferramenta industrial analisa
um bom planejamento, e é dessa forma que a ferramenta dos 5S é feita. Para que todos
tenham motivação e comprometimento, a liderança deve ser passada para outros membros
da equipe, portanto, garantindo participação e responsabilidade de todos. É valido ressaltar
23
que para cada etapa seja realizada uma auditoria, possibilitando a avaliação,
desenvolvimento, participação e resultados ao que se deseja alcançar (PEREIRA e
DANTAS, 2011).
Ao final, é importante alertar a equipe sobre o real intuito da ferramenta, que é
eliminar desperdícios, usar o necessário, reduzir custos, aumentar a produtividade e em
consequência, elevar a eficiência e eficácia (PEREIRA e DANTAS, 2011).
Considerando que a ferramenta é vista como um plano de melhoria contínua, é
interessante que os mais envolvidos recebam uma premiação (PEREIRA e DANTAS, 2011).
O quinto senso, de disciplina, de todos é mais complexo, porém, o mais eficaz, pois é
nessa etapa que a ferramenta realmente demonstra resultado, é uma obrigação. Pode-se
usar de alicerce ferramentas industriais produtivas que auxiliem nessa implantação, como
PDCA, KANBAM, entre outros (PEREIRA e DANTAS, 2011).
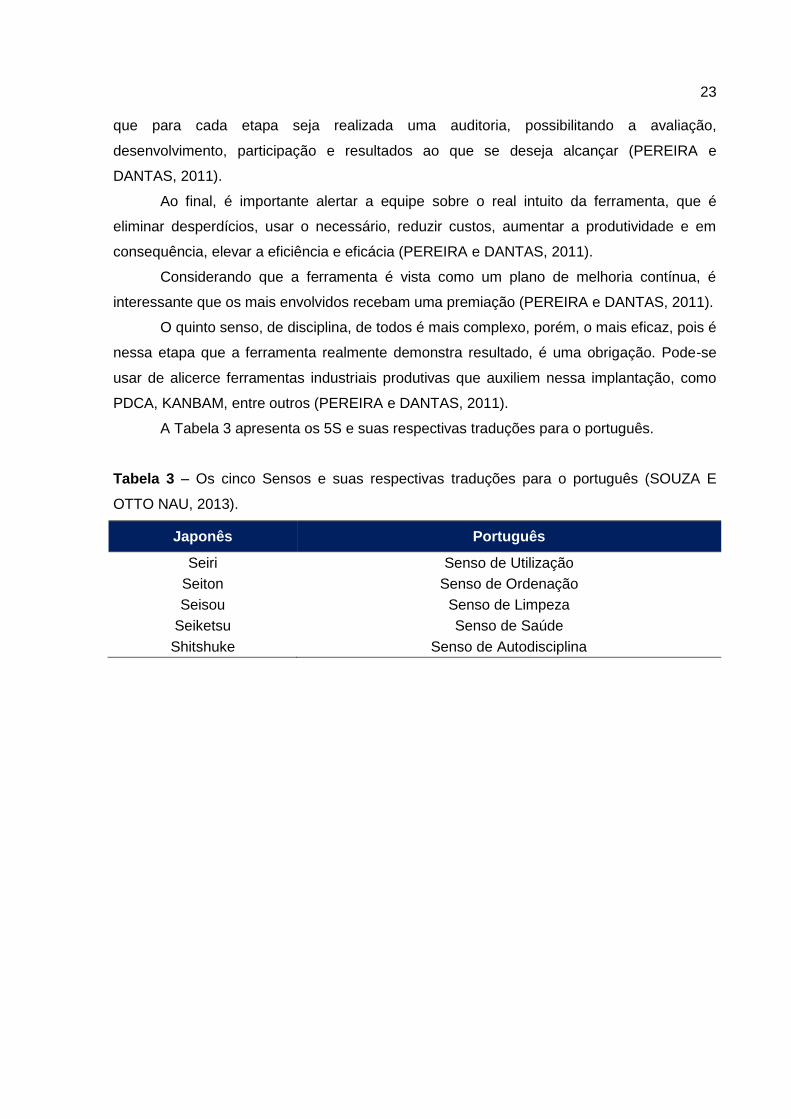
A Tabela 3 apresenta os 5S e suas respectivas traduções para o português.
Tabela 3 – Os cinco Sensos e suas respectivas traduções para o português (SOUZA E
OTTO NAU, 2013).
Japonês Português
Seiri Senso de Utilização
Seiton Senso de Ordenação
Seisou Senso de Limpeza
Seiketsu Senso de Saúde
Shitshuke Senso de Autodisciplina
24
3 METODOLOGIA
3.1 Delineamento do estudo
Este trabalho será desenvolvido na forma de um estudo de caso. Para tanto, a
seguir, descreveremos o cenário de estudo e metodologia que será empregada.
3.2 Cenários do estudo
O trabalho foi desenvolvido no setor de lavanderia da Santa Casa de Misericórdia de
Itatiba, o qual é gerido pelo hospital. O setor é divido em turnos, sendo eles manhã, tarde e
noite, operando com o objetivo de processar todo material sujo decorrente do uso hospitalar.
O setor é responsável pela higienização de cerca de 1.000 quilos de material sujo
por dia, processados em 3 equipamentos: lavadoras, centrifugas e secadoras. O maquinário
encontra-se divido em duas áreas: “área suja”, recebimento de materiais contaminados para
posterior lavagem e “área limpa”, centrifugação, secagem e alocação dos materiais prontos
para o uso.
O setor de lavanderia conta com gestor, supervisor, líder e uma equipe multifuncional
de 18 colaboradores, além do suporte da área de manutenção.
3.3 Etapas do estudo
O estudo foi desenvolvido em etapas, das quais são:
3.3.1 1ª etapa: Liberação do Hospital
Nesta etapa foi realizada reunião com a diretoria da Santa Casa, visando autorização
para execução do trabalho nas dependências da instituição. O processo foi aceito e
posteriormente dado início a segunda etapa.
3.3.2 2ª etapa: Identificação da área de atuação
Foi realizada uma visita técnica para observação de todas as áreas do hospital, a fim
de identificar quais setores eram passiveis de melhoria através de ferramentas industriais.
Após analisado concluiu-se que o setor de lavanderia era propício para a implementação do
projeto.
25
3.3.3 3ª etapa: Análise e desenvolvimento
Após análise, foram definidas as ferramentas a serem utilizadas e aplicadas no setor
de lavanderia: trabalho padronizado, TPM, 5S. Para sequenciar o trabalho desenvolveu-se
um cronograma a partir de estudos das necessidades do hospital, e do tempo necessário
para implementação de cada ferramenta.
3.3.4 4ª etapa: Visita técnica com foco em trabalho padronizado
Conversar com a responsável pelo setor, visando a verificação dos métodos de
trabalho e funcionamento dos equipamentos e desenvolver todos os processos relacionados
a trabalho padronizado.
3.3.5 5ª etapa: Visita técnica com foco em TPM
Conversar com o responsável pela manutenção do hospital, visando coletar dados a
respeito do funcionamento e manutenção dos equipamentos utilizados no setor e
desenvolver as atividades relacionadas à TPM.
3.3.6 6ª etapa: Visita técnica com foco em 5S
Conversar com as colaboradoras e com a líder a fim de explicar e implementar os
conceitos do 5S e desenvolver um plano de atividades relacionados à ferramenta.
3.3.7 7ª etapa: Implementação dos sensos descarte e organização
Visita técnica para execução dos sensos de descarte e organização conforme
conceitos 5S.
3.3.8 8ª etapa: Implementação dos sensos limpeza e padronização
Visita técnica para execução dos sensos de limpeza e padronização conforme
conceitos 5S.
3.3.9 9ª etapa: Implementação do senso de melhoria contínua
Visita técnica para execução do senso de melhoria contínua conforme conceitos 5S.

26
3.4 Medições das melhorias
As medições das melhorias serão realizadas através de acompanhamentos e
discussões com os colaboradores envolvidos diretamente nos processos diários da
lavanderia. A implantação das ferramentas TP e TPM trará melhorias a longo prazo, com a
criação de procedimentos de trabalho e cronogramas de manutenção, já a ferramenta 5S
trará melhorias visuais imediatas, e a longo prazo a mesma sugere uma redução dos
tempos de processo e redução de desperdício.
3.5 Cronograma
O cronograma de atividades contém as etapas desenvolvidas. Vide apêndice 1.
27
4 RESULTADOS E DISCUSSÕES
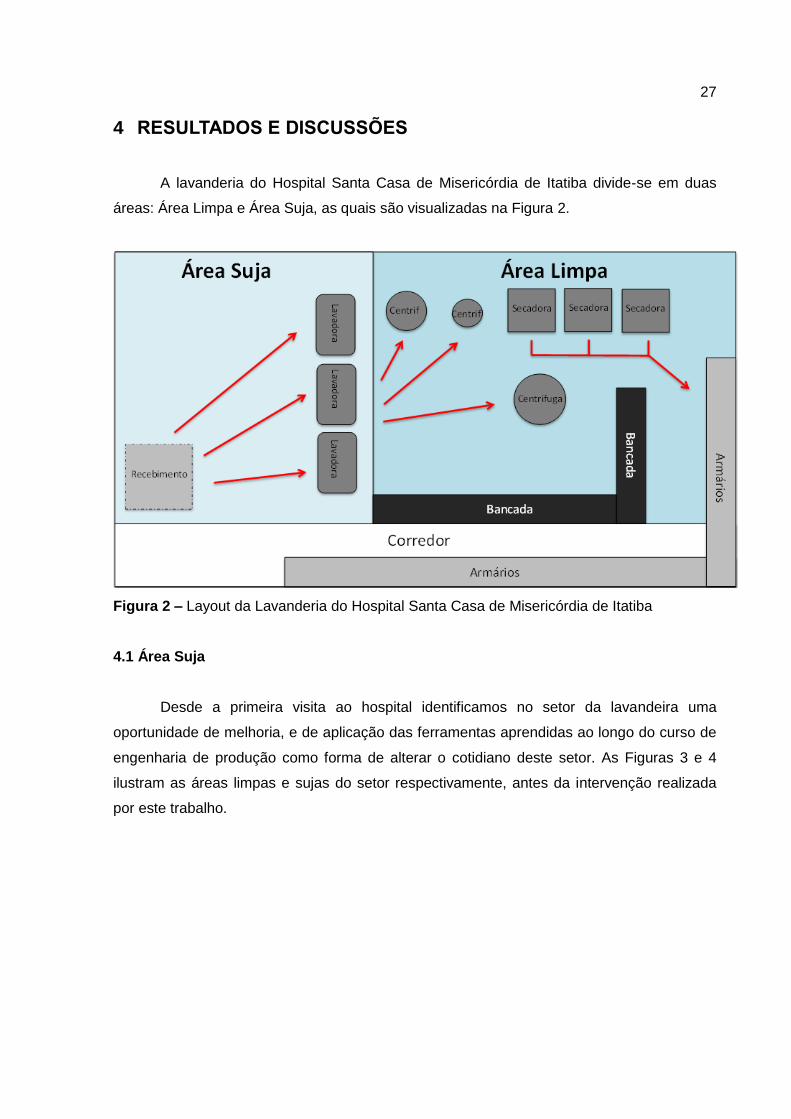
A lavanderia do Hospital Santa Casa de Misericórdia de Itatiba divide-se em duas
áreas: Área Limpa e Área Suja, as quais são visualizadas na Figura 2.
Figura 2 – Layout da Lavanderia do Hospital Santa Casa de Misericórdia de Itatiba
4.1 Área Suja
Desde a primeira visita ao hospital identificamos no setor da lavandeira uma
oportunidade de melhoria, e de aplicação das ferramentas aprendidas ao longo do curso de
engenharia de produção como forma de alterar o cotidiano deste setor. As Figuras 3 e 4
ilustram as áreas limpas e sujas do setor respectivamente, antes da intervenção realizada
por este trabalho.

28
Figura 3 – Setor área limpa, antes da implantação.
Figura 4 – Setor área suja, antes da implantação.
Diante dos problemas observados, como desorganização, escassez de espaço e
poluição visual, partiu-se para a escolha das ferramentas a aplicar, levando-se em conta as
oportunidades de melhoria encontradas, assim como a disponibilidade de tempo e espaço
para aplicá-las.
29
Visando um maior controle e uma maior facilidade para treinamentos futuros, vimos
na ferramenta de Trabalho Padronizado uma oportunidade de melhoria. Seguindo um
cronograma previamente estipulado, fizemos visitas a fim de entender os processos para na
sequência criar documentos de controle das etapas realizadas pelos colaboradores. Assim
foi criado o procedimento operacional para a Área Suja – local de recebimento do material
hospitalar, que atua nos processos de separação do material (Sujeira leve, pesada e muito
pesada) e lavagem do mesmo, e para a Área Limpa – local destinado a secar, guardar e
separar o material limpo para o uso nos diversos setores do hospital.
Dando sequência ao trabalho, verificamos a necessidade de organizar os
cronogramas de manutenção como também criar “check list’s” para auxiliar na manutenção
preventiva dos equipamentos, que de um modo geral apenas são tratados após a quebra,
que impossibilita o uso, e reduz significativamente os recursos do setor.
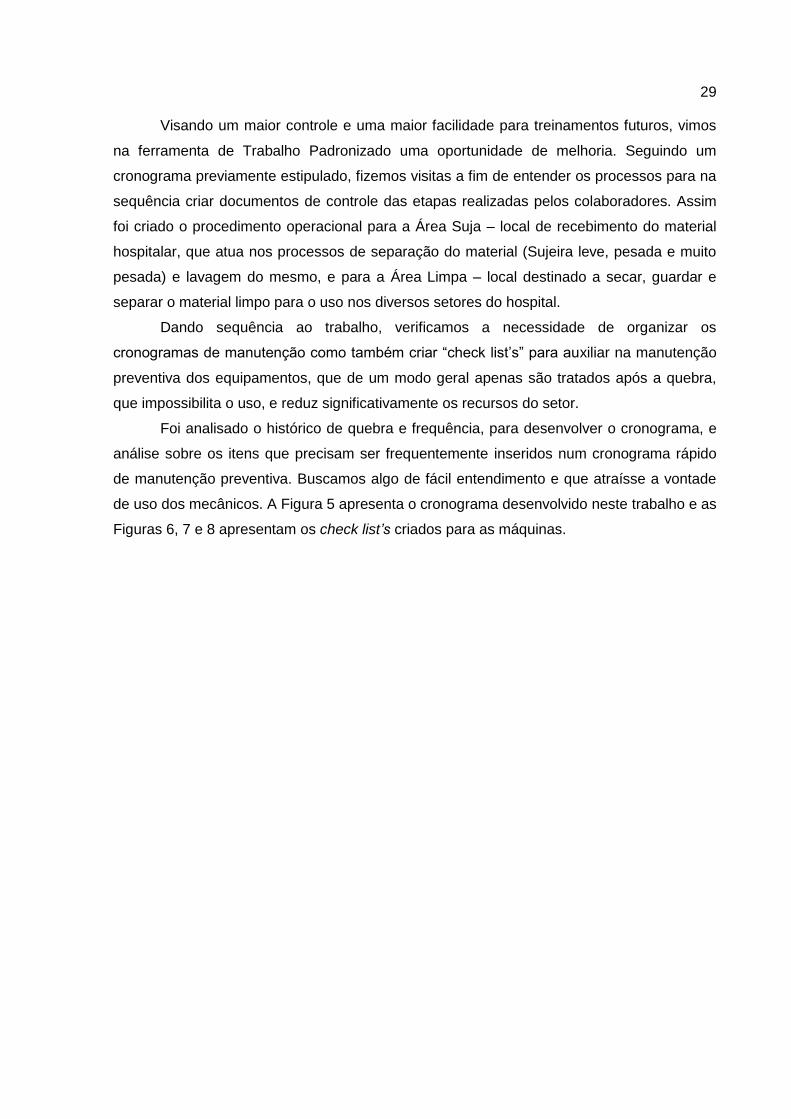
Foi analisado o histórico de quebra e frequência, para desenvolver o cronograma, e
análise sobre os itens que precisam ser frequentemente inseridos num cronograma rápido
de manutenção preventiva. Buscamos algo de fácil entendimento e que atraísse a vontade
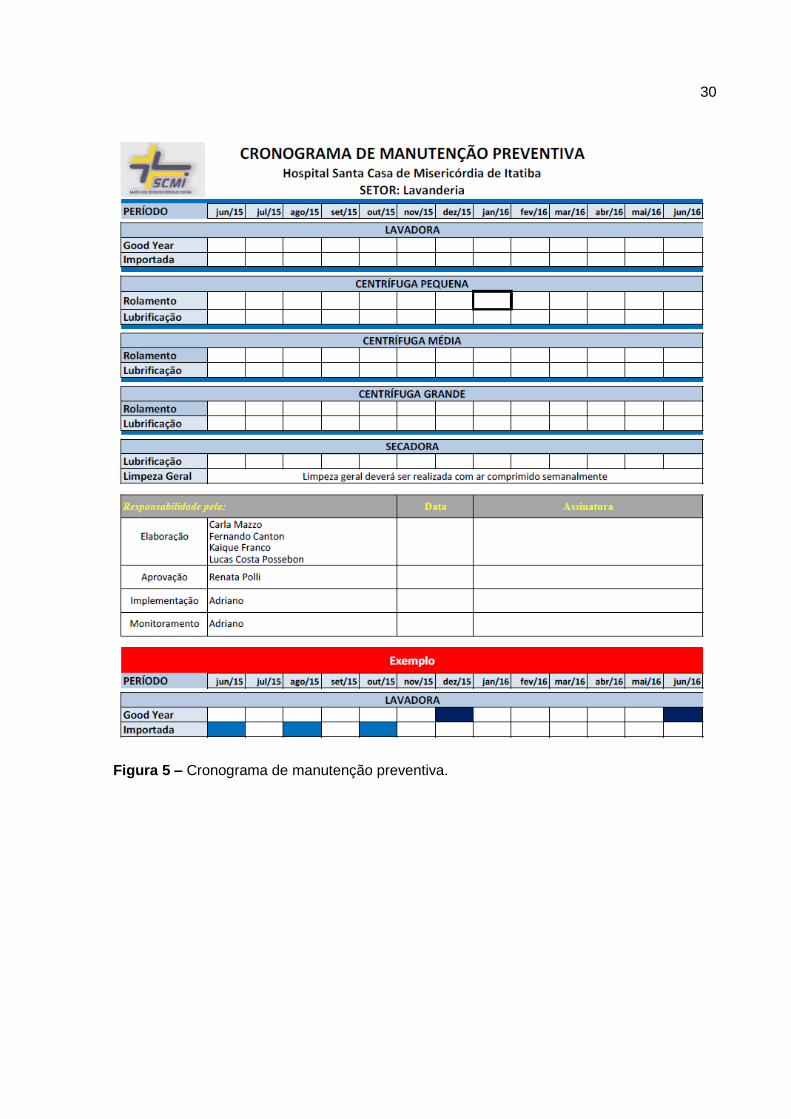
de uso dos mecânicos. A Figura 5 apresenta o cronograma desenvolvido neste trabalho e as
Figuras 6, 7 e 8 apresentam os check list’s criados para as máquinas.
30
Figura 5 – Cronograma de manutenção preventiva.
31
Figura 6 – Check list de manutenção das lavadoras.
32
Figura 7 – Check list de manutenção das centrífugas.
33
Figura 8 – Check list de manutenção das secadoras.
Inicialmente tivemos dificuldades para a implantação do 5S devido às restrições de
horários e dias impostos pela administração do hospital. Devido ao setor trabalhar 24 horas
por dia 7 dias por semana, não tivemos um horário para a aplicação da ferramenta no setor,
a implantação ocorreu em pleno funcionamento e com o menor intuito de prejudicar o
processo da lavagem das roupas. Após uma data definida, foi realizado um planejamento de
realização para a implantação dos cinco sensos na área suja.
A ferramenta 5S foi aplicada diretamente no setor “Área Suja”, setor de lavagem das
roupas. Neste setor identificamos a melhor chance de aplicarmos esta ferramenta, pois a
quantidade de funcionárias no setor é restrita a uma pessoa por turno, as roupas começam
a ser deixadas para processo no setor a partir das 10h da manhã, identificamos um período
de menor fluxo de material e funcionárias das 08h às 10h onde conseguimos aplicar a
34
ferramenta. O setor é de grande importância para a lavanderia, pois todo o material
processado passa por este setor e é onde o material recebe as primeiras tratativas:
Pesagem do material.
Todo material recebido é deixado no setor, a funcionária do setor da área suja então
pesa o material e anota no controle.
Separação do material.
O material então é separado por classificações de sujeira:
- Leve – Material deixado após o uso aparentemente com pouca sujeira.
- Pesada – Material usado e retirado com maior quantidade de sujeira como água,
remédio, sujeira corporal, restos de comida entre outros.
- Muito pesada – Material usado e retirado com grande quantidade de sujeira e
contaminantes como sangue, urina, fezes, fluidos corporais entre outros.
Outros tipos de materiais como colchões e cobertores são separados e,
posteriormente lavados.
Foram identificados no setor vários carrinhos para separação do material em
diversos lugares e sem identificação, material sem identificação, itens como cadeira de
rodas e hampers sem necessidade no setor e desorganização em questão a alguns itens
para a preparação dos materiais.
Os cinco sensos foram aplicados apresentando os resultados mostrados na
sequência.
4.1.1 1° Senso – Conceito de Seiri: Utilização
Nesta etapa o objetivo principal foi a retirada de materiais que não tivessem utilidade
no setor a fim de manter apenas o necessário. Em alguns lugares localizamos materiais sem
utilização e ocupando espaço desnecessário na área, atrapalhando o processo e atrasando
algumas movimentações de materiais. As Figuras 9 e 10 ilustram algumas oportunidades de
alteração que foram encontradas.

35
Figura 9 – EPI’s usado e recipiente de álcool sem utilização.
Figura 10 – Hamper e cadeira de rodas encontradas no setor de área suja.
Os materiais desnecessários foram retirados do setor e alocados cada um em seu
devido lugar, facilitando a movimentação de outros itens necessários e destinando os itens
para locais que os mesmo serão úteis, como pode ser observado na Figura 11.
36
.
Figura 11 – Setor livre e limpo após seleção de itens desnecessários no setor.
Outros materiais como EPI’s usados foram descartados, já que não possuem
reutilização e estavam no setor aparentemente sem utilidade. O setor ficou organizado e o
espaço foi melhor utilizado, evitando o desperdício de tempo da colaboradora e melhorando
a qualidade de trabalho.
4.1.2 2° Senso – Conceito de Seiton: Ordenação
Nesta etapa tínhamos como objetivo ordenar todo material útil que separamos
anteriormente. Os materiais devem estar em fácil acesso e fácil visualização para maior
agilidade em encontrar os objetos diários, evadir o cansaço físico e psicológico entre outros.
Para uma melhor ordenação definimos áreas onde os carrinhos usados para separar
as roupas ficam em frente às máquinas de lavar. Cada carrinho foi definido e etiquetado
para um nível de sujeira, facilitando a visualização do tipo de material e evitando um
possível retrabalho, caso a funcionária misture as roupas classificadas (Figura 12).
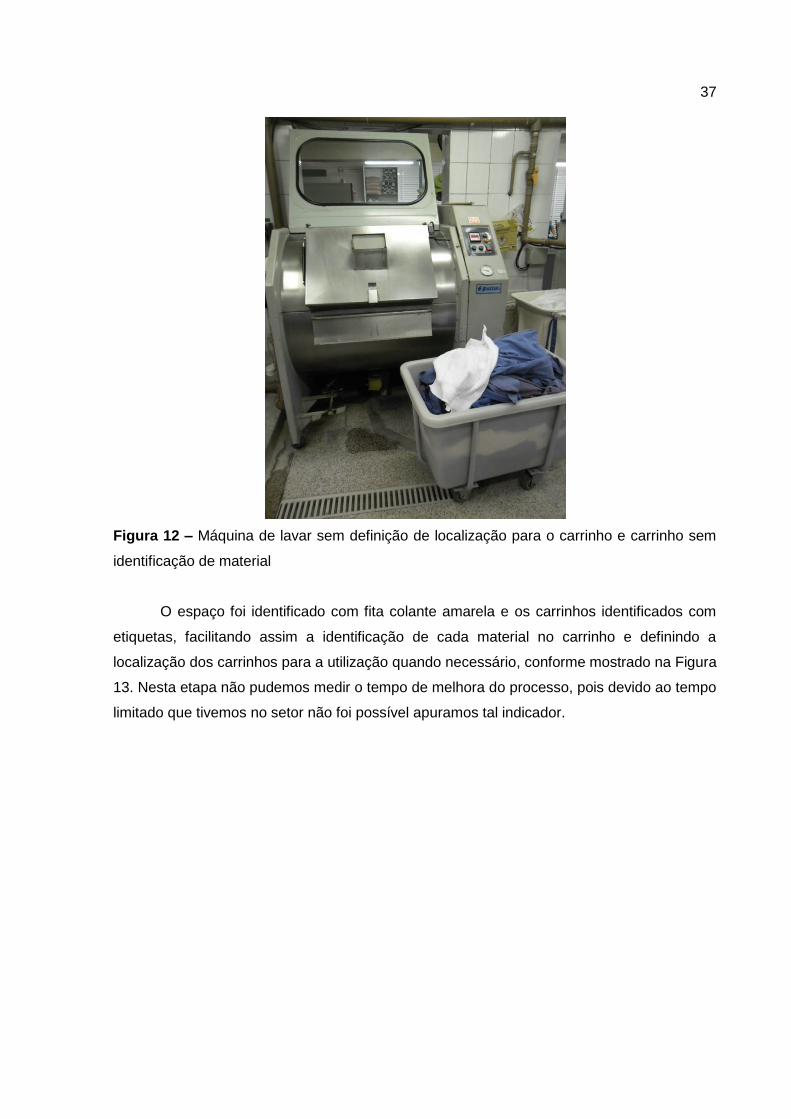
37
Figura 12 – Máquina de lavar sem definição de localização para o carrinho e carrinho sem
identificação de material
O espaço foi identificado com fita colante amarela e os carrinhos identificados com
etiquetas, facilitando assim a identificação de cada material no carrinho e definindo a
localização dos carrinhos para a utilização quando necessário, conforme mostrado na Figura
13. Nesta etapa não pudemos medir o tempo de melhora do processo, pois devido ao tempo
limitado que tivemos no setor não foi possível apuramos tal indicador.
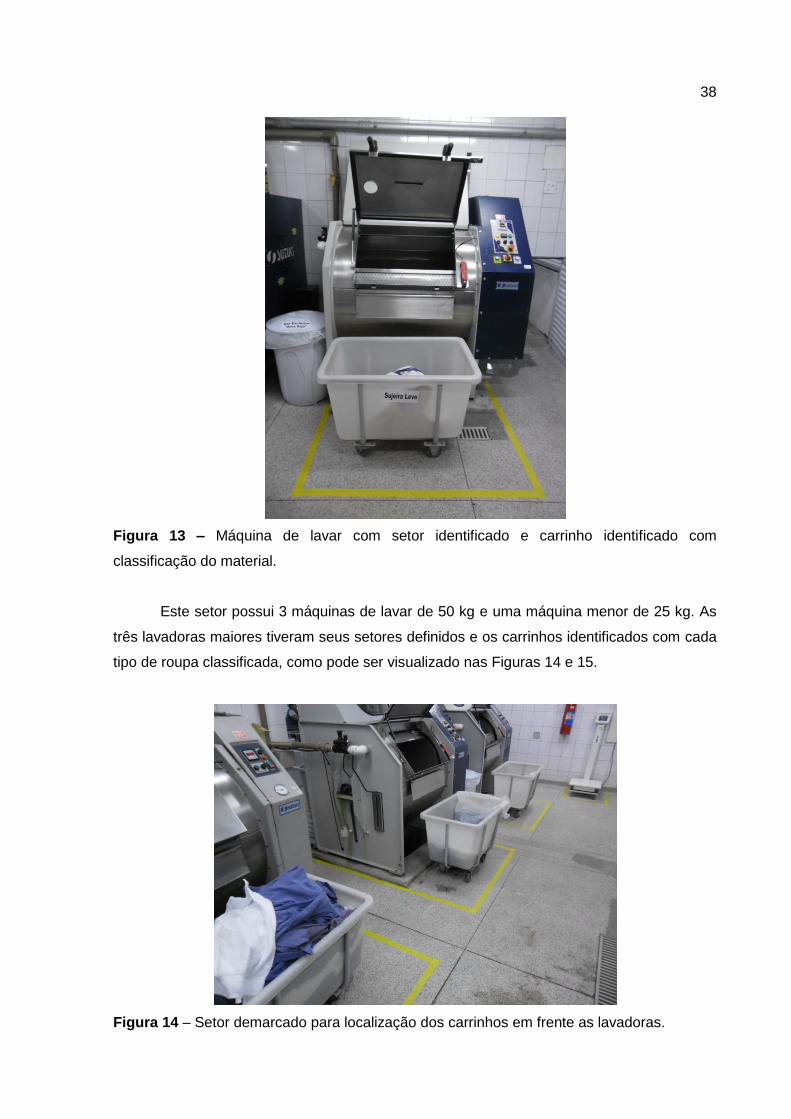
38
Figura 13 – Máquina de lavar com setor identificado e carrinho identificado com
classificação do material.
Este setor possui 3 máquinas de lavar de 50 kg e uma máquina menor de 25 kg. As
três lavadoras maiores tiveram seus setores definidos e os carrinhos identificados com cada
tipo de roupa classificada, como pode ser visualizado nas Figuras 14 e 15.
Figura 14 – Setor demarcado para localização dos carrinhos em frente as lavadoras.
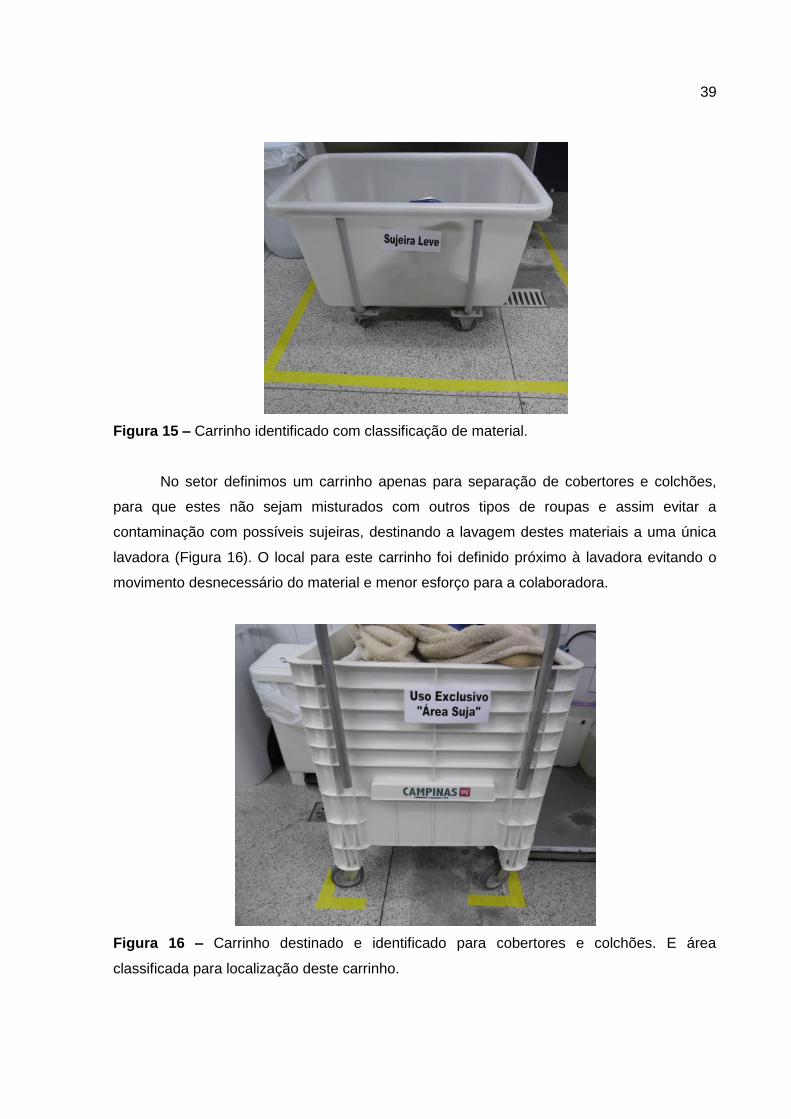
39
Figura 15 – Carrinho identificado com classificação de material.
No setor definimos um carrinho apenas para separação de cobertores e colchões,
para que estes não sejam misturados com outros tipos de roupas e assim evitar a
contaminação com possíveis sujeiras, destinando a lavagem destes materiais a uma única
lavadora (Figura 16). O local para este carrinho foi definido próximo à lavadora evitando o
movimento desnecessário do material e menor esforço para a colaboradora.
Figura 16 – Carrinho destinado e identificado para cobertores e colchões. E área
classificada para localização deste carrinho.

40
Materiais de utilização comum como luvas, baldes e recipientes foram identificados e
suas localizações definidas para facilitar sua utilização e organização, Figuras 17, 18 e 19.
Figura 17 – Localização e identificação do local onde as luvas devem ser armazenadas.
Figura 18 – Recipientes e baldes sem localização definida e sem identificação.
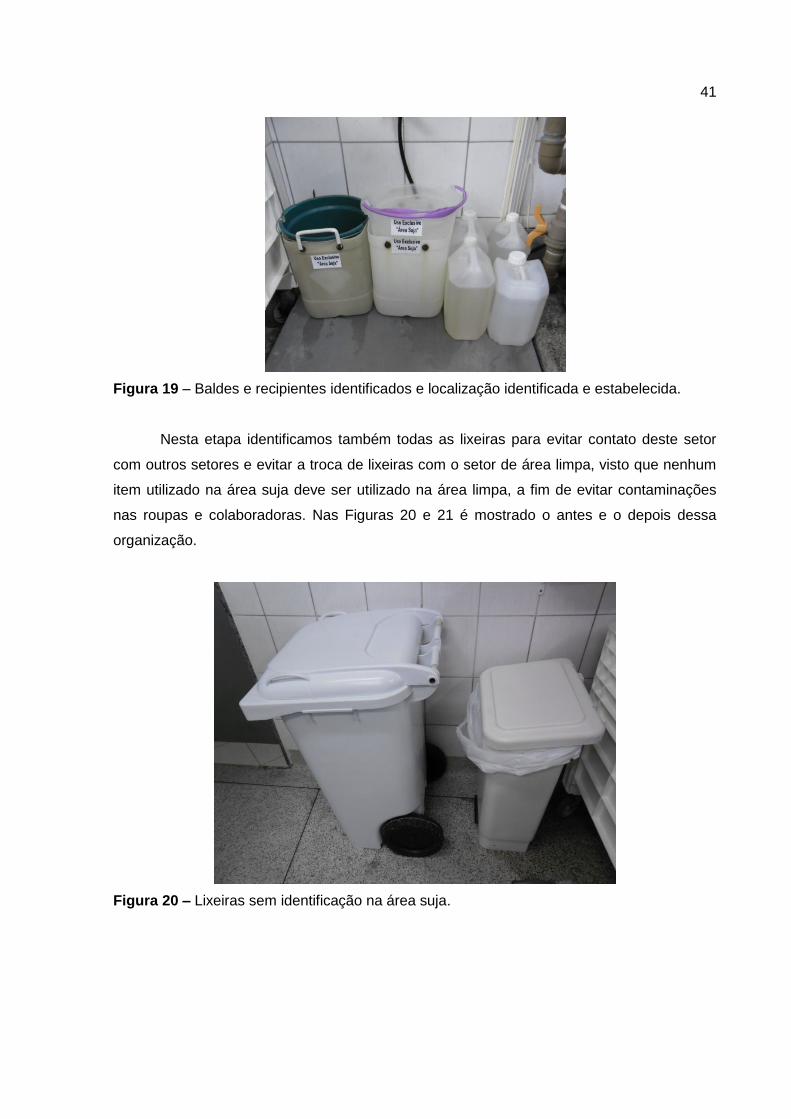
41
Figura 19 – Baldes e recipientes identificados e localização identificada e estabelecida.
Nesta etapa identificamos também todas as lixeiras para evitar contato deste setor
com outros setores e evitar a troca de lixeiras com o setor de área limpa, visto que nenhum
item utilizado na área suja deve ser utilizado na área limpa, a fim de evitar contaminações
nas roupas e colaboradoras. Nas Figuras 20 e 21 é mostrado o antes e o depois dessa
organização.
Figura 20 – Lixeiras sem identificação na área suja.
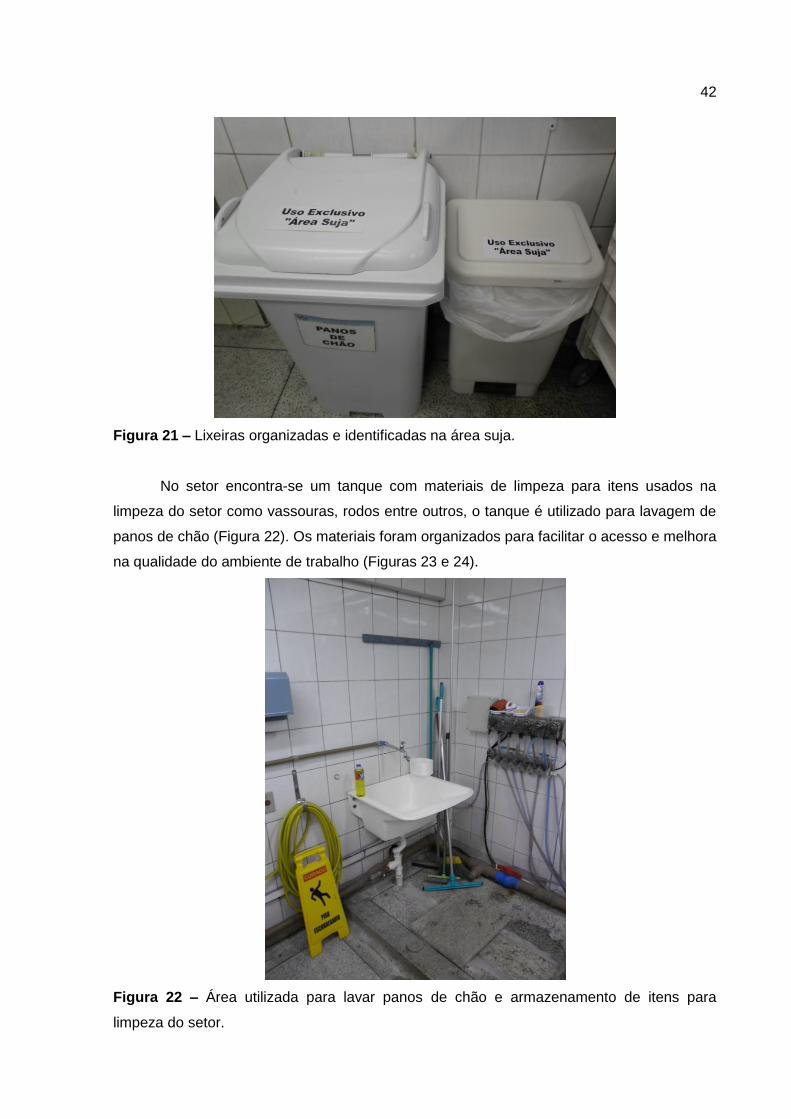
42
Figura 21 – Lixeiras organizadas e identificadas na área suja.
No setor encontra-se um tanque com materiais de limpeza para itens usados na
limpeza do setor como vassouras, rodos entre outros, o tanque é utilizado para lavagem de
panos de chão (Figura 22). Os materiais foram organizados para facilitar o acesso e melhora
na qualidade do ambiente de trabalho (Figuras 23 e 24).
Figura 22 – Área utilizada para lavar panos de chão e armazenamento de itens para
limpeza do setor.
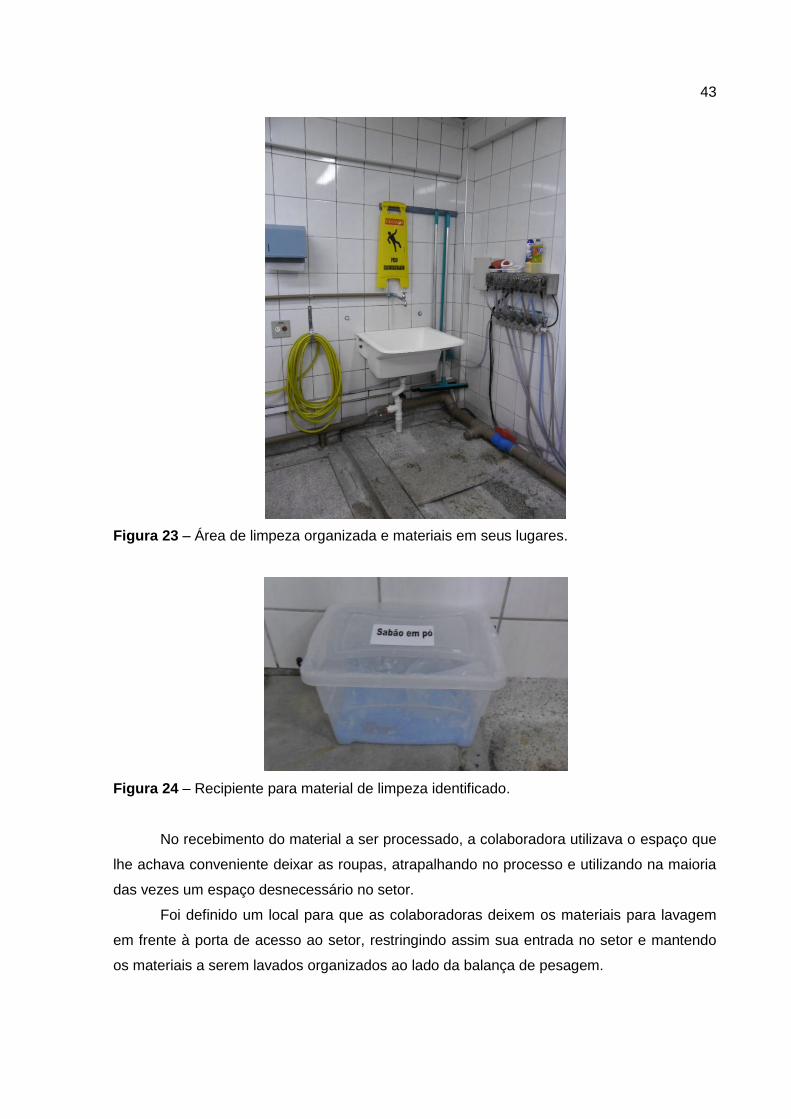
43
Figura 23 – Área de limpeza organizada e materiais em seus lugares.
Figura 24 – Recipiente para material de limpeza identificado.
No recebimento do material a ser processado, a colaboradora utilizava o espaço que
lhe achava conveniente deixar as roupas, atrapalhando no processo e utilizando na maioria
das vezes um espaço desnecessário no setor.
Foi definido um local para que as colaboradoras deixem os materiais para lavagem
em frente à porta de acesso ao setor, restringindo assim sua entrada no setor e mantendo
os materiais a serem lavados organizados ao lado da balança de pesagem.

44
Esta ordenação de localização é muito importante para evitar que o material deixado
fique espalhado pelo setor atrapalhando na movimentação das colaboradoras e dos
materiais em lavagem, Figuras 25 e 26.
Figura 25 – Local definido e identificado para colaboradoras deixarem os materiais a serem
lavados.
Figura 26 – Material deixado para lavagem na área suja.
Todos os hampers que estavam sem utilização e ocupando espaço desnecessário
dificultando a movimentação das colaboradoras e dos materiais foram retirados do setor.
Após a retirada dos hampers e carrinhos sem utilização o espaço no setor ficou organizado
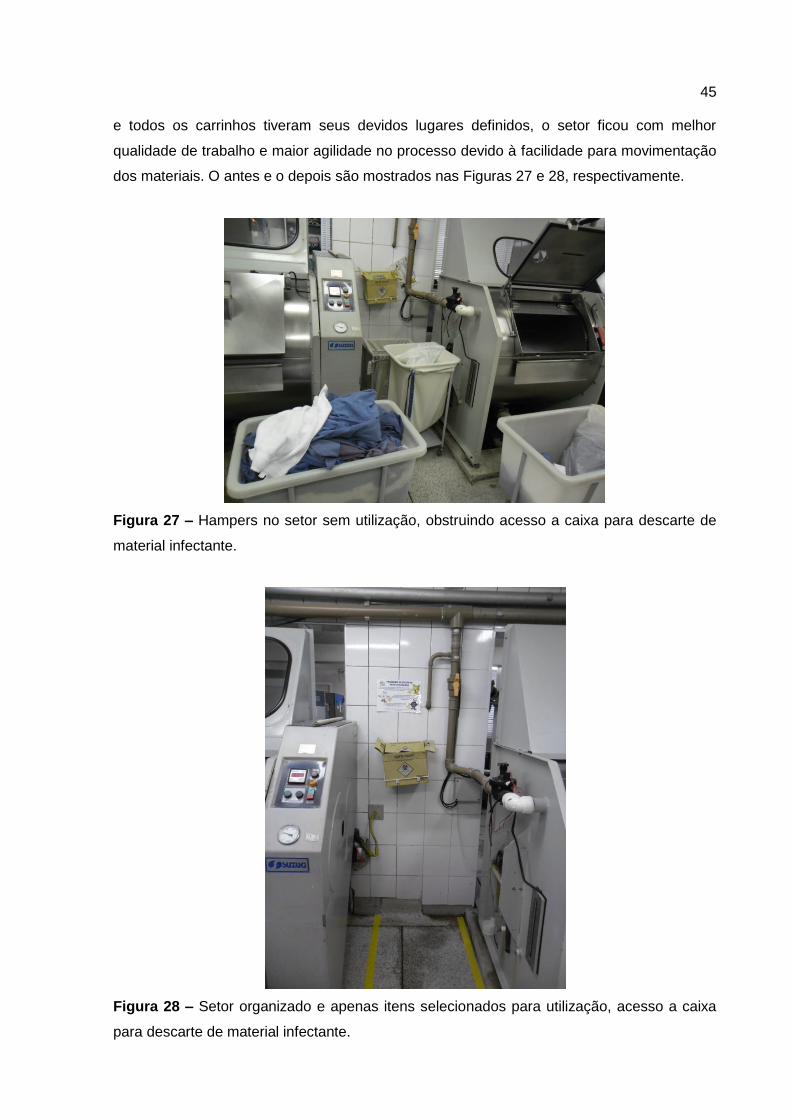
45
e todos os carrinhos tiveram seus devidos lugares definidos, o setor ficou com melhor
qualidade de trabalho e maior agilidade no processo devido à facilidade para movimentação
dos materiais. O antes e o depois são mostrados nas Figuras 27 e 28, respectivamente.
Figura 27 – Hampers no setor sem utilização, obstruindo acesso a caixa para descarte de
material infectante.
Figura 28 – Setor organizado e apenas itens selecionados para utilização, acesso a caixa
para descarte de material infectante.
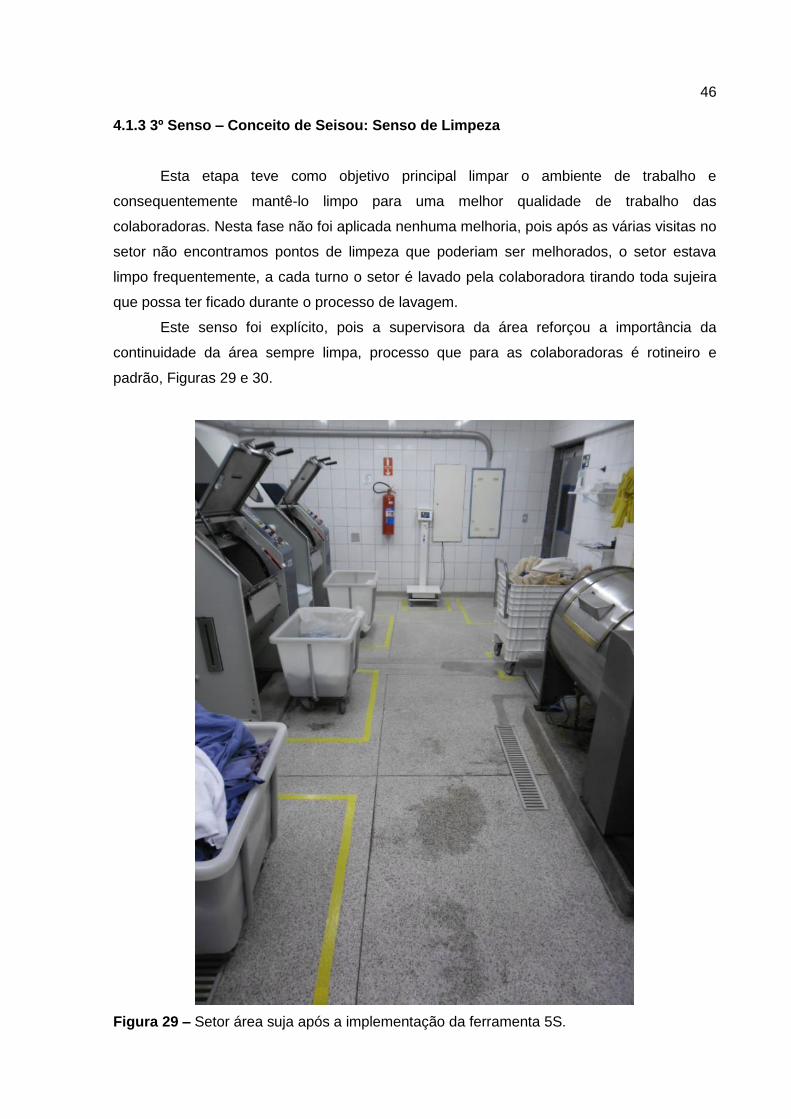
46
4.1.3 3º Senso – Conceito de Seisou: Senso de Limpeza
Esta etapa teve como objetivo principal limpar o ambiente de trabalho e
consequentemente mantê-lo limpo para uma melhor qualidade de trabalho das
colaboradoras. Nesta fase não foi aplicada nenhuma melhoria, pois após as várias visitas no
setor não encontramos pontos de limpeza que poderiam ser melhorados, o setor estava
limpo frequentemente, a cada turno o setor é lavado pela colaboradora tirando toda sujeira
que possa ter ficado durante o processo de lavagem.
Este senso foi explícito, pois a supervisora da área reforçou a importância da
continuidade da área sempre limpa, processo que para as colaboradoras é rotineiro e
padrão, Figuras 29 e 30.
Figura 29 – Setor área suja após a implementação da ferramenta 5S.
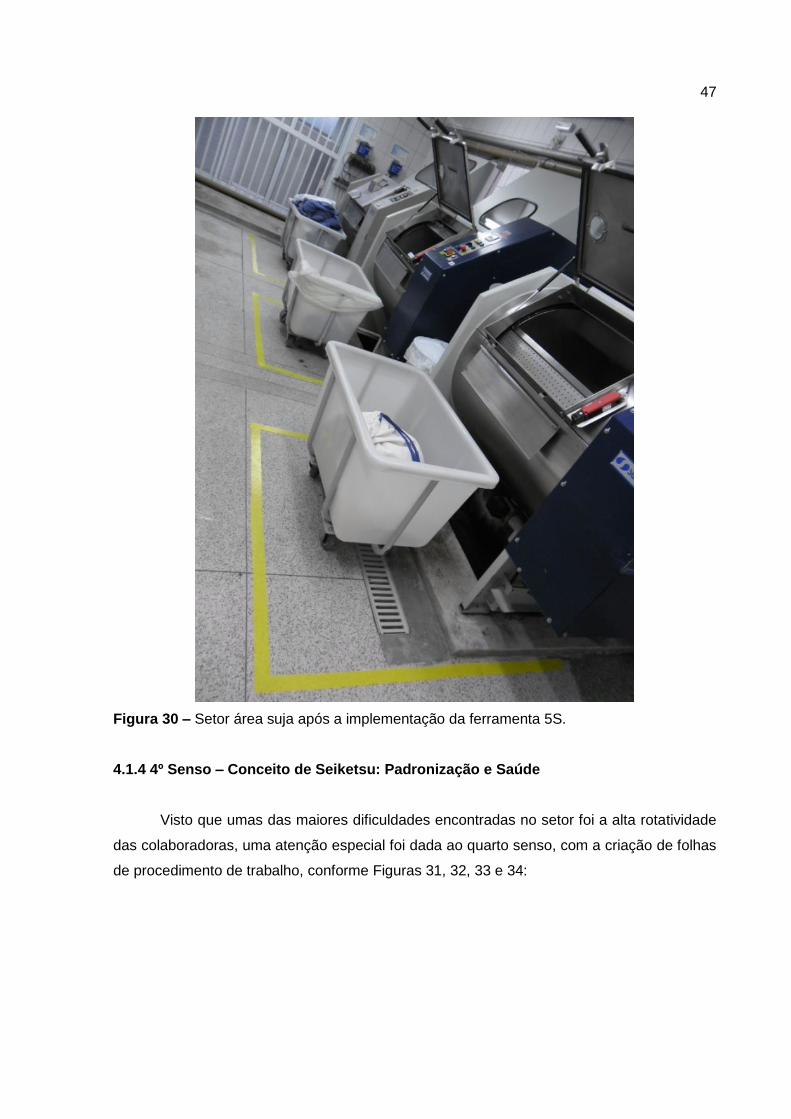
47
Figura 30 – Setor área suja após a implementação da ferramenta 5S.
4.1.4 4º Senso – Conceito de Seiketsu: Padronização e Saúde
Visto que umas das maiores dificuldades encontradas no setor foi a alta rotatividade
das colaboradoras, uma atenção especial foi dada ao quarto senso, com a criação de folhas
de procedimento de trabalho, conforme Figuras 31, 32, 33 e 34:
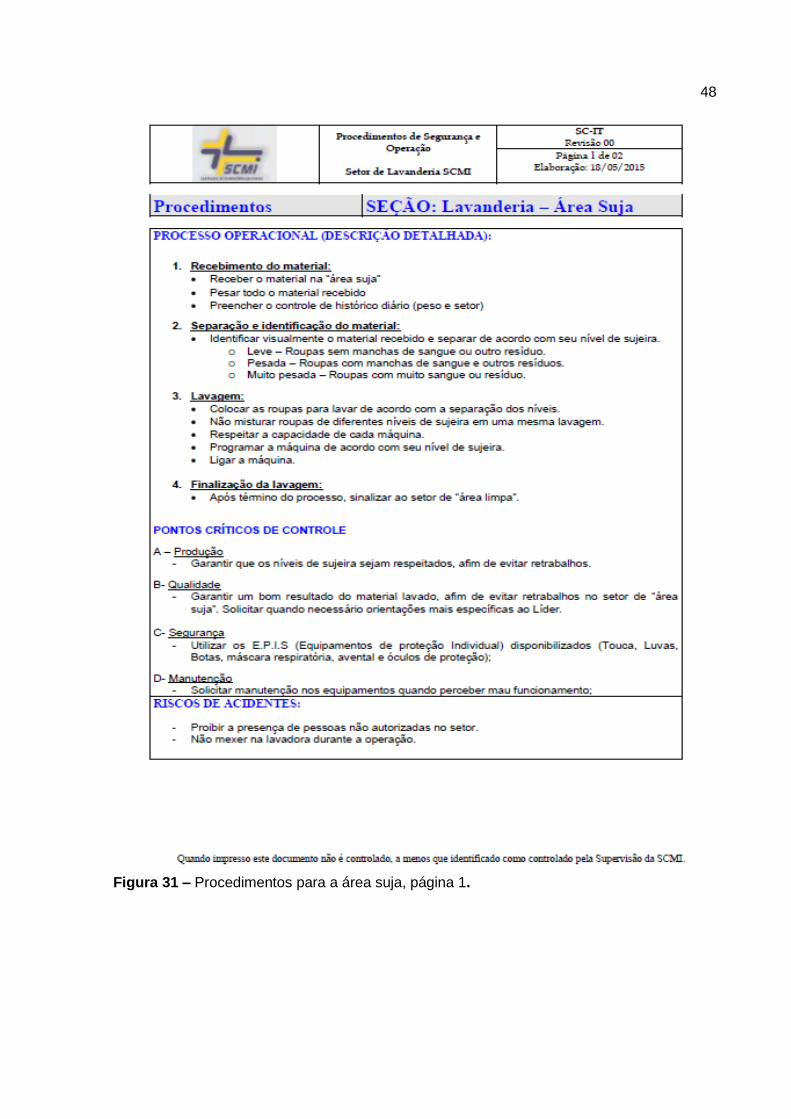
48
Figura 31 – Procedimentos para a área suja, página 1.
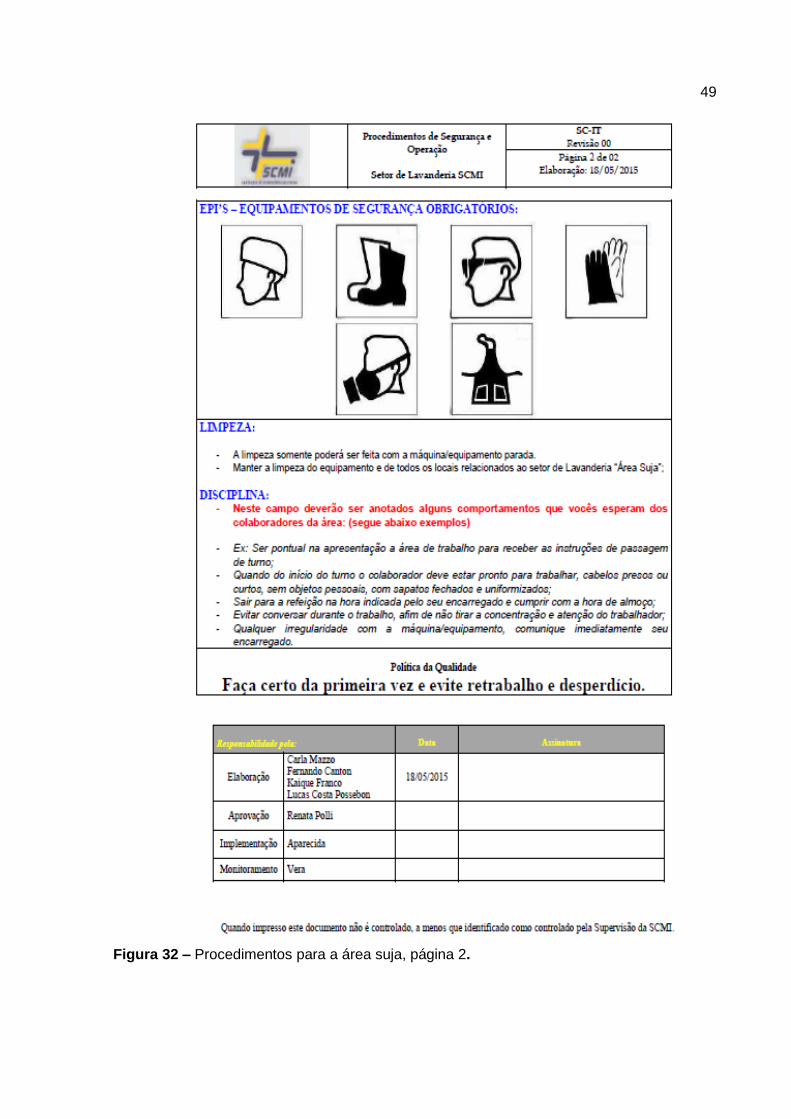
49
Figura 32 – Procedimentos para a área suja, página 2.
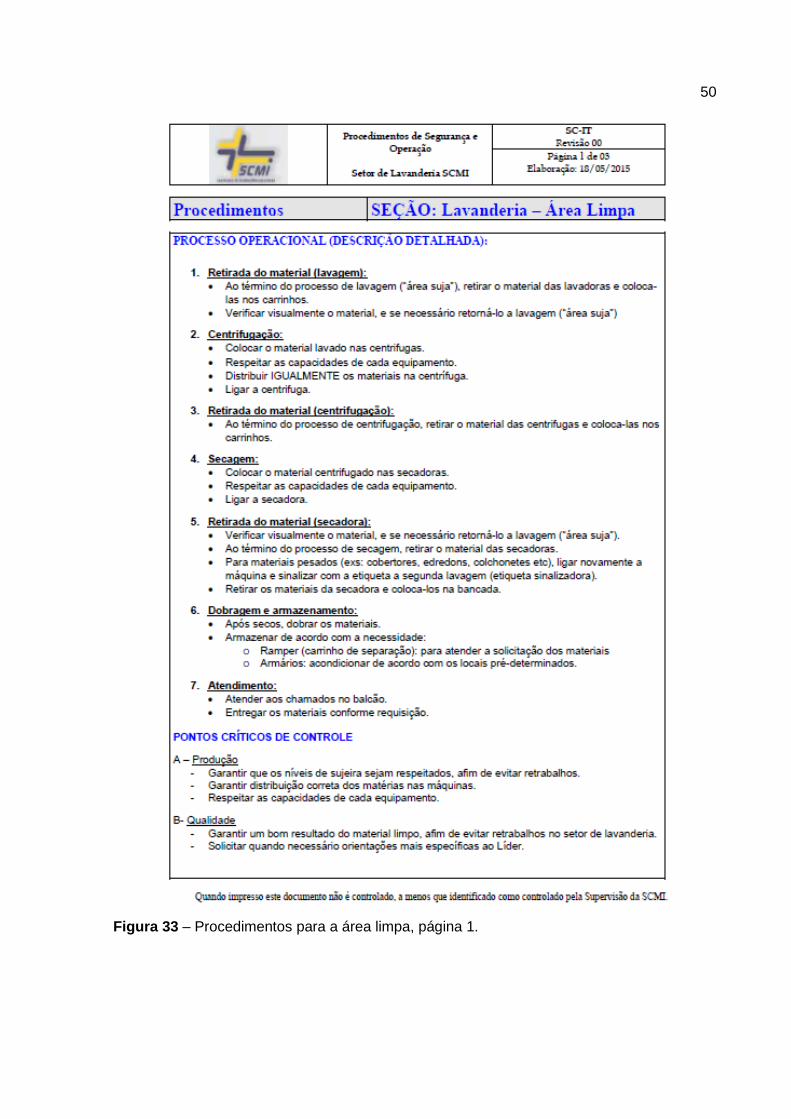
50
Figura 33 – Procedimentos para a área limpa, página 1.
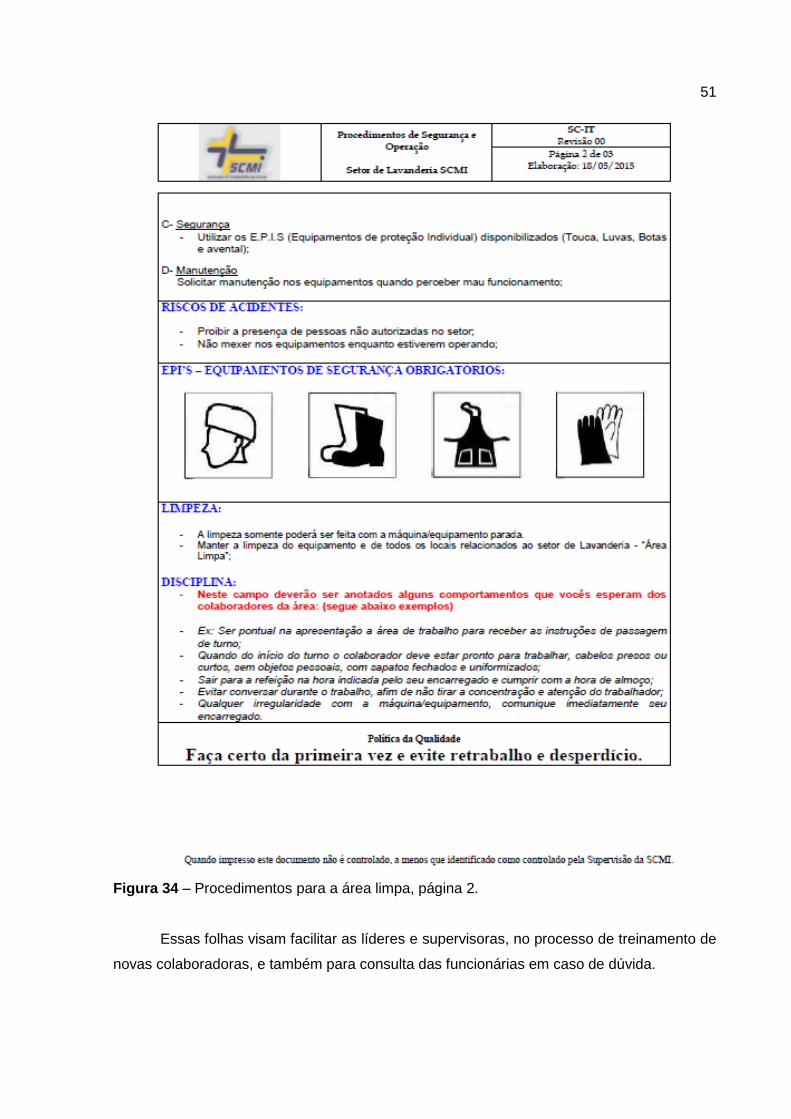
51
Figura 34 – Procedimentos para a área limpa, página 2.
Essas folhas visam facilitar as líderes e supervisoras, no processo de treinamento de
novas colaboradoras, e também para consulta das funcionárias em caso de dúvida.
52
Durante as visitas foi notado que cada colaboradora tinha um método diferente na
execução das etapas, e a intenção é que todas realizem da forma mais eficiente possível os
processos.
Os procedimentos foram divididos em 2: um para a área limpa e outro para área suja,
seria possível também criar um procedimento para cada equipamento ou tarefa, porém não
seria viável já que as colaboradoras gravitam dentro das tarefas que precisam ser
realizadas, ou seja, todos fazem tudo.
Este senso foi explícito, a supervisora da área que por questões de hierarquia
repassou a importância da manutenção de todas as modificações realizadas para as
colaboradoras e se comprometeu a auditar o setor diariamente.
4.1.5 5º Senso – Conceito de Shitshuke: Autodisciplina
Esta etapa consiste em colocar em prática todos os sensos anteriores e manter a
organização e melhora realizada nos setores. Para isso foi realizado um pequeno
treinamento sobre a ferramenta 5S com a supervisora e a líder da lavanderia explicando a
importância da ferramenta e a consequente melhora na eficiência e eficácia que terão
posteriormente. As auditorias no setor serão realizadas conforme cronograma e
posteriormente passadas a supervisora para a continuidade do processo.
4.1.5.1 Propostas para Melhoria Contínua
Como melhoria contínua foi trocada a balança usada para pesar as roupas para
processo assim que chegam na área suja, esta melhoria foi realizada pela Santa Casa como
sugestão feita em visitas anteriores. A troca possibilita uma medição mais precisa da massa,
assim como facilita o processo e o torna mais rápido, pois a balança não precisa de ajustes
manuais, Figuras 35 e 36.

53
Figura 35 – Balança analógica.
Figura 36 – Balança digital, melhoria contínua.
Como propostas para manutenção e melhoria continua do setor de lavanderia, foram
observados e levantados dados com sugestões de aperfeiçoamento a serem implantadas ao
longo do tempo para serem analisadas e autorizadas pela equipe responsável pelo hospital.
Com as sugestões impostas é possível alterar significativamente o custo benefício em
relação a tempo x operação.
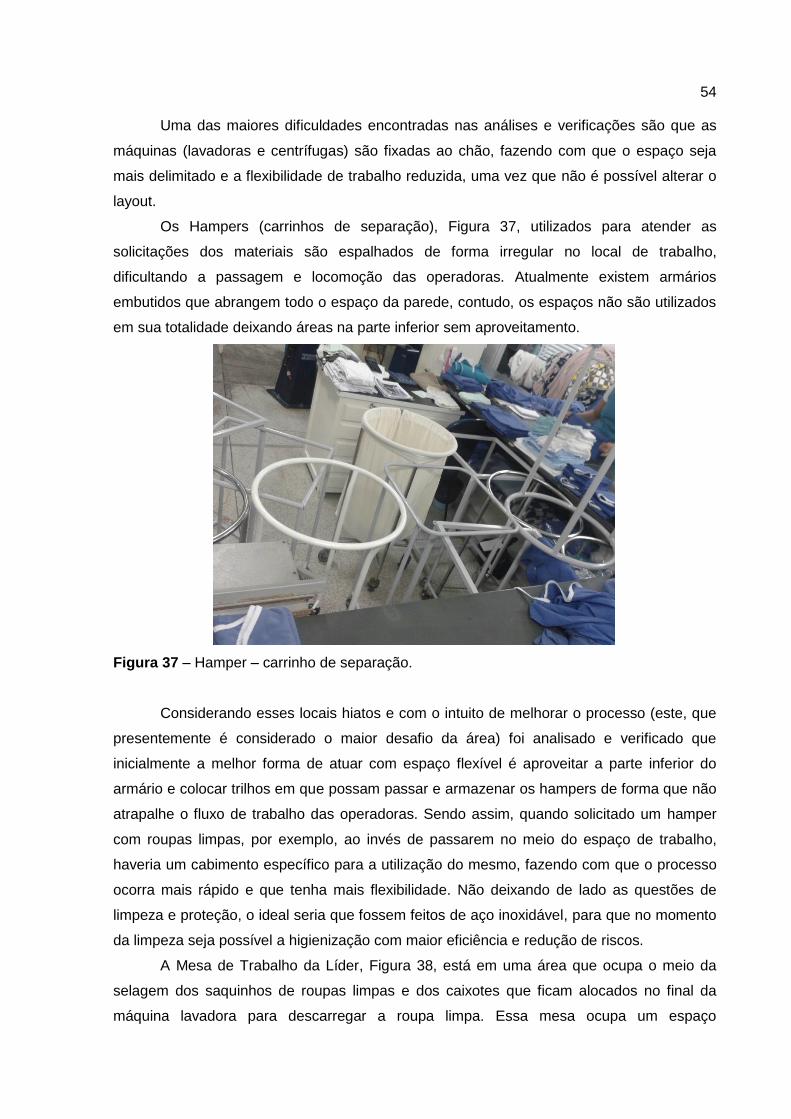
54
Uma das maiores dificuldades encontradas nas análises e verificações são que as
máquinas (lavadoras e centrífugas) são fixadas ao chão, fazendo com que o espaço seja
mais delimitado e a flexibilidade de trabalho reduzida, uma vez que não é possível alterar o
layout.
Os Hampers (carrinhos de separação), Figura 37, utilizados para atender as
solicitações dos materiais são espalhados de forma irregular no local de trabalho,
dificultando a passagem e locomoção das operadoras. Atualmente existem armários
embutidos que abrangem todo o espaço da parede, contudo, os espaços não são utilizados
em sua totalidade deixando áreas na parte inferior sem aproveitamento.
Figura 37 – Hamper – carrinho de separação.
Considerando esses locais hiatos e com o intuito de melhorar o processo (este, que
presentemente é considerado o maior desafio da área) foi analisado e verificado que
inicialmente a melhor forma de atuar com espaço flexível é aproveitar a parte inferior do
armário e colocar trilhos em que possam passar e armazenar os hampers de forma que não
atrapalhe o fluxo de trabalho das operadoras. Sendo assim, quando solicitado um hamper
com roupas limpas, por exemplo, ao invés de passarem no meio do espaço de trabalho,
haveria um cabimento específico para a utilização do mesmo, fazendo com que o processo
ocorra mais rápido e que tenha mais flexibilidade. Não deixando de lado as questões de
limpeza e proteção, o ideal seria que fossem feitos de aço inoxidável, para que no momento
da limpeza seja possível a higienização com maior eficiência e redução de riscos.
A Mesa de Trabalho da Líder, Figura 38, está em uma área que ocupa o meio da
selagem dos saquinhos de roupas limpas e dos caixotes que ficam alocados no final da
máquina lavadora para descarregar a roupa limpa. Essa mesa ocupa um espaço
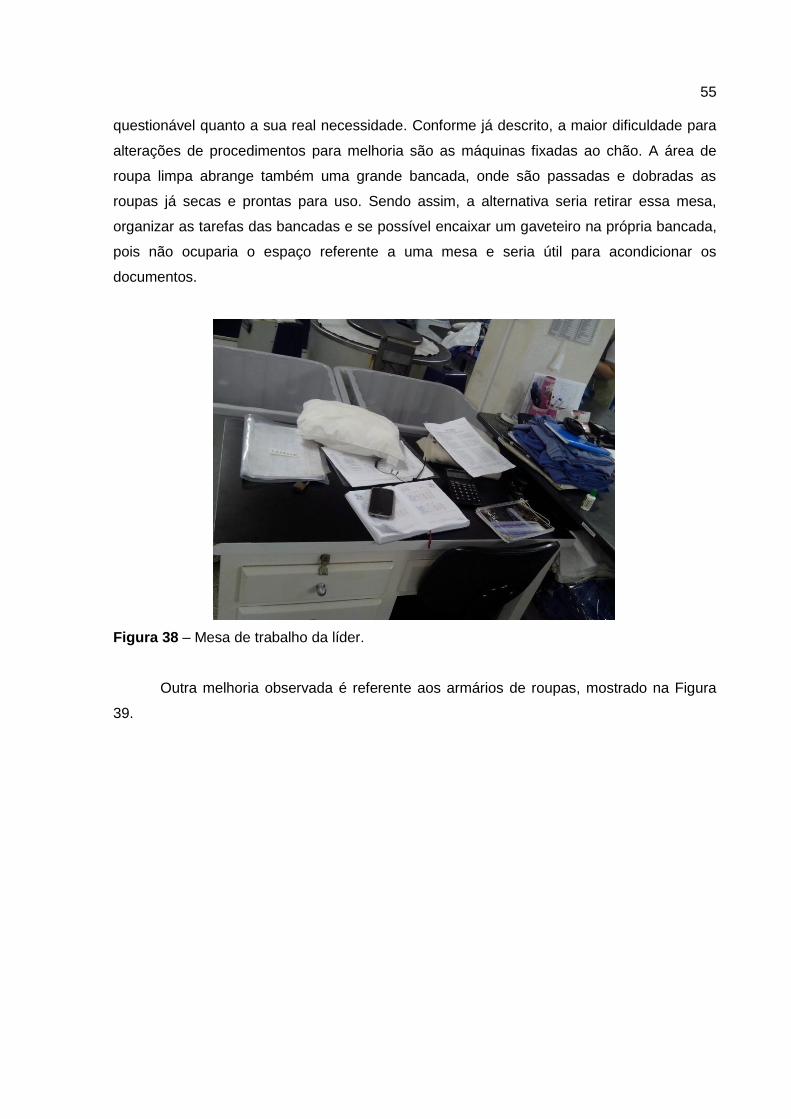
55
questionável quanto a sua real necessidade. Conforme já descrito, a maior dificuldade para
alterações de procedimentos para melhoria são as máquinas fixadas ao chão. A área de
roupa limpa abrange também uma grande bancada, onde são passadas e dobradas as
roupas já secas e prontas para uso. Sendo assim, a alternativa seria retirar essa mesa,
organizar as tarefas das bancadas e se possível encaixar um gaveteiro na própria bancada,
pois não ocuparia o espaço referente a uma mesa e seria útil para acondicionar os
documentos.
Figura 38 – Mesa de trabalho da líder.
Outra melhoria observada é referente aos armários de roupas, mostrado na Figura
39.
56
Figura 39 – Armários – identificação das roupas
Dentro dos armários algumas roupas são separadas e identificadas, entretanto, não
é um habito comum e generalizado. O ideal seria separar e identificar todos os itens, uma
vez que essa política é adotada para algumas áreas. Com pequenas etiquetas a
identificação ficaria prática e bem separada, cada coisa em seu devido lugar, pois algumas
regiões dos armários podem ficar sem acomodação de roupas, Figura 40.
Figura 40 – Armários – parte superior vaga
Perto do espaço que utilizam para passarem as roupas existem alguns colchões que
são, na maioria das vezes, dobrados e suspensos por uma corda, deixando o ambiente mais
pesado e com ar de bagunçado. Visando a liberação de espaço e melhoria no aspecto da
área de trabalho poderiam ser utilizadas as áreas cabíveis superiores dos armários para
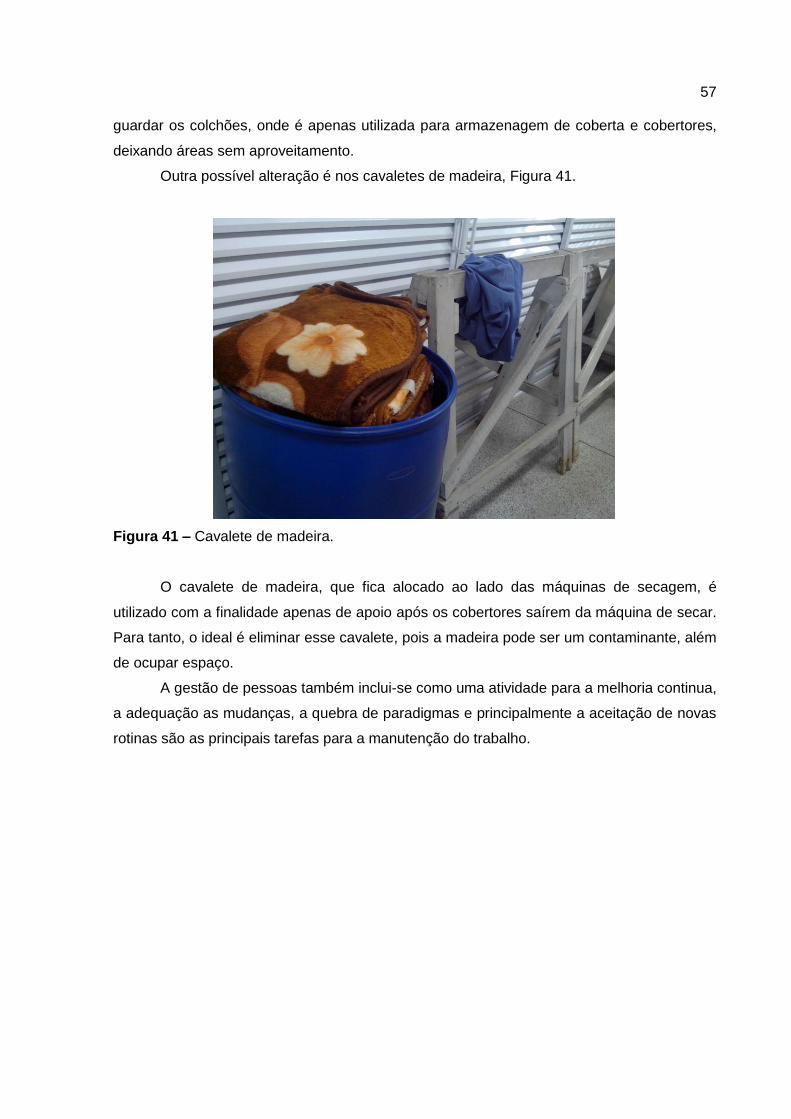
57
guardar os colchões, onde é apenas utilizada para armazenagem de coberta e cobertores,
deixando áreas sem aproveitamento.
Outra possível alteração é nos cavaletes de madeira, Figura 41.
Figura 41 – Cavalete de madeira.
O cavalete de madeira, que fica alocado ao lado das máquinas de secagem, é
utilizado com a finalidade apenas de apoio após os cobertores saírem da máquina de secar.
Para tanto, o ideal é eliminar esse cavalete, pois a madeira pode ser um contaminante, além
de ocupar espaço.
A gestão de pessoas também inclui-se como uma atividade para a melhoria continua,
a adequação as mudanças, a quebra de paradigmas e principalmente a aceitação de novas
rotinas são as principais tarefas para a manutenção do trabalho.
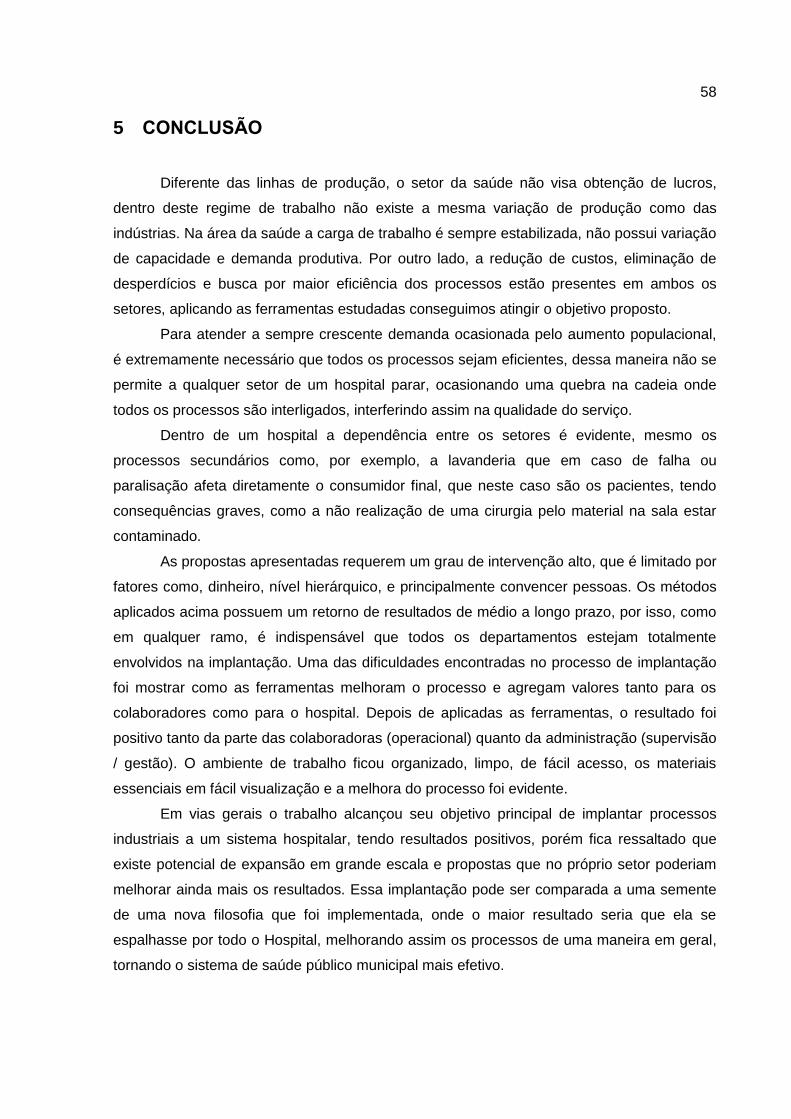
58
5 CONCLUSÃO
Diferente das linhas de produção, o setor da saúde não visa obtenção de lucros,
dentro deste regime de trabalho não existe a mesma variação de produção como das
indústrias. Na área da saúde a carga de trabalho é sempre estabilizada, não possui variação
de capacidade e demanda produtiva. Por outro lado, a redução de custos, eliminação de
desperdícios e busca por maior eficiência dos processos estão presentes em ambos os
setores, aplicando as ferramentas estudadas conseguimos atingir o objetivo proposto.
Para atender a sempre crescente demanda ocasionada pelo aumento populacional,
é extremamente necessário que todos os processos sejam eficientes, dessa maneira não se
permite a qualquer setor de um hospital parar, ocasionando uma quebra na cadeia onde
todos os processos são interligados, interferindo assim na qualidade do serviço.
Dentro de um hospital a dependência entre os setores é evidente, mesmo os
processos secundários como, por exemplo, a lavanderia que em caso de falha ou
paralisação afeta diretamente o consumidor final, que neste caso são os pacientes, tendo
consequências graves, como a não realização de uma cirurgia pelo material na sala estar
contaminado.
As propostas apresentadas requerem um grau de intervenção alto, que é limitado por
fatores como, dinheiro, nível hierárquico, e principalmente convencer pessoas. Os métodos
aplicados acima possuem um retorno de resultados de médio a longo prazo, por isso, como
em qualquer ramo, é indispensável que todos os departamentos estejam totalmente
envolvidos na implantação. Uma das dificuldades encontradas no processo de implantação
foi mostrar como as ferramentas melhoram o processo e agregam valores tanto para os
colaboradores como para o hospital. Depois de aplicadas as ferramentas, o resultado foi
positivo tanto da parte das colaboradoras (operacional) quanto da administração (supervisão
/ gestão). O ambiente de trabalho ficou organizado, limpo, de fácil acesso, os materiais
essenciais em fácil visualização e a melhora do processo foi evidente.
Em vias gerais o trabalho alcançou seu objetivo principal de implantar processos
industriais a um sistema hospitalar, tendo resultados positivos, porém fica ressaltado que
existe potencial de expansão em grande escala e propostas que no próprio setor poderiam
melhorar ainda mais os resultados. Essa implantação pode ser comparada a uma semente
de uma nova filosofia que foi implementada, onde o maior resultado seria que ela se
espalhasse por todo o Hospital, melhorando assim os processos de uma maneira em geral,
tornando o sistema de saúde público municipal mais efetivo.
59
6 REFERÊNCIAS BIBLIOGRÁFICAS
ANTUNES, J.; ALVAREZ, R.; KLIPPEL, M.; BORTOLOTTO, P. PELLEGRIN, I.
Sistemas de produção: conceitos e práticas para projeto e gestão da produção enxuta.
Porto Alegre: Bookman, 2008.
BUZZI, D.; PLYTIUK, C. Pensamento enxuto e sistemas de saúde: um estudo da
aplicabilidade de conceitos e ferramentas Lean em contexto hospitalar. Revista Qualidade
Emergente, Curitiba, V.2, N.2, P.18-38, 2011.
CAMPOS, V. F. T.Q.C. Controle da Qualidade Total (no estilo japonês). 5ed. Rio de
Janeiro: Bloch Editores S.A., 1994.
CUNHA, A. M. C. A.; CAMPOS, C.E.; RIFARACHI, H.H. C.. Aplicabilidade da
metodologia Lean em uma lavanderia hospitalar. O Mundo da Saúde, v. 35, n. 5, p. 311-
318, 2011
DOUGLAS, A., COLEMAN, S. e ODDY, R. The case for ISO 9000. The TQM
Magazine, v. 15, n. 5, p. 316-324, 2003.
FABRI, Bruno Pinto Ferraz. Lean Healthcare: um levantamento de oportunidades de
ganho em um hospital brasileiro. 2011. 100 P. Monografia (Bacharel em...). São Paulo:
Escola de Engenharia de São Carlos, Universidade de São Paulo, 2011.
ISO, org. Disponível em: <http://www.iso.org/iso/survey2009.pdf>. Acesso em 15
maio 2015.
MORILHAS, L. J.; FEDICHINA, M. A. H. Análise para a melhoria da gestão de
operações na área hospital: Um estudo à partir da utilização da filosofia Lean Healthcare.
In: ANAIS DO XVI SIMPOSIO DE ADMINISTRAÇÃO DA PRODUÇÃO LOGÍSTICA E
OPERAÇÕES INTERNACIONAIS, 2013, São Paulo. Anais do SIMPOI 2013. Disponível em:
<http://www.simpoi.fgvsp.br/arquivo/2013/artigos/E2013_T00427_PCN97683.pdf>. Acesso
em: 06 mar. 2015.
OHNO, T. O Sistema Toyota de Produção: além da produção em larga escala.
Porto Alegre: Bookman,1997.
60
PALADINI, E. P. Qualidade Total na Prática: Implantação e Avaliação de Sistemas
de Qualidade Total. 2 ed., São Paulo: Editora Atlas S.A, 1992.
PEREIRA, Ana Karla Esteves e DANTAS, Daniela.5S: A Essência da Ordenação.
Revista Científica do UNISALESIANO – LINS, São Paulo, 2011. Disponível em:
<http://www.salesianolins.br/universitaria/artigos/no5/artigo4.pdf>. Acesso em: 04 abr. 2015.
PIRES, A. Ramos (2006). Qualidade - sistemas de gestão da qualidade. 3ª Edição,
2ª Reimpressão. Lisboa: Edições SílaboLda, 2206.
SOUZA, J.; NAU, R. O. Programa 5 S: Maiêutica – Curso de Engenharia de
Produção, Centro Universitário Leonardo Da Vinci – Uniasselvi. MAIÊUTICA – CURSO DE
ENGENHARIA DE PRODUÇÃO, 2013, Blumenau. Disponível em:
<https://publicacao.uniasselvi.com.br/index.php/ENG/article/view/565/237.pdf>. Acesso em:
04 abr. 2015.
TAKAHASHI, Yoshikazu e OSADA Takahashi. TPM/MPT: manutenção produtiva
total. IMAM, 2002.
VILAS BOAS, Adriano Toledo. Gestão da Manutenção Produtiva Total: Conceitos
e Etapas de Implementação – MG. 2005. Dissertação (Graduação em engenharia de
controle e automação) – UFOP. Ouro Preto, 2005. Disponível em:
<http://www.em.ufop.br/cecau/monografias/2005/ADRIANO%20TOLEDO.pdf>. Acesso: 17
maio 2015.
WOMACK, J. P.; JONES, D. T. Lean Thinking: Banish Waste and Create Wealth
in Your Corporation. Cidade: Simon & Schuster, 1996.
WOMACK, J. P.; JONES, D. T. ROOS, D. A Máquina que Mudou o Mundo.
Campus, Rio de Janeiro, 1992.
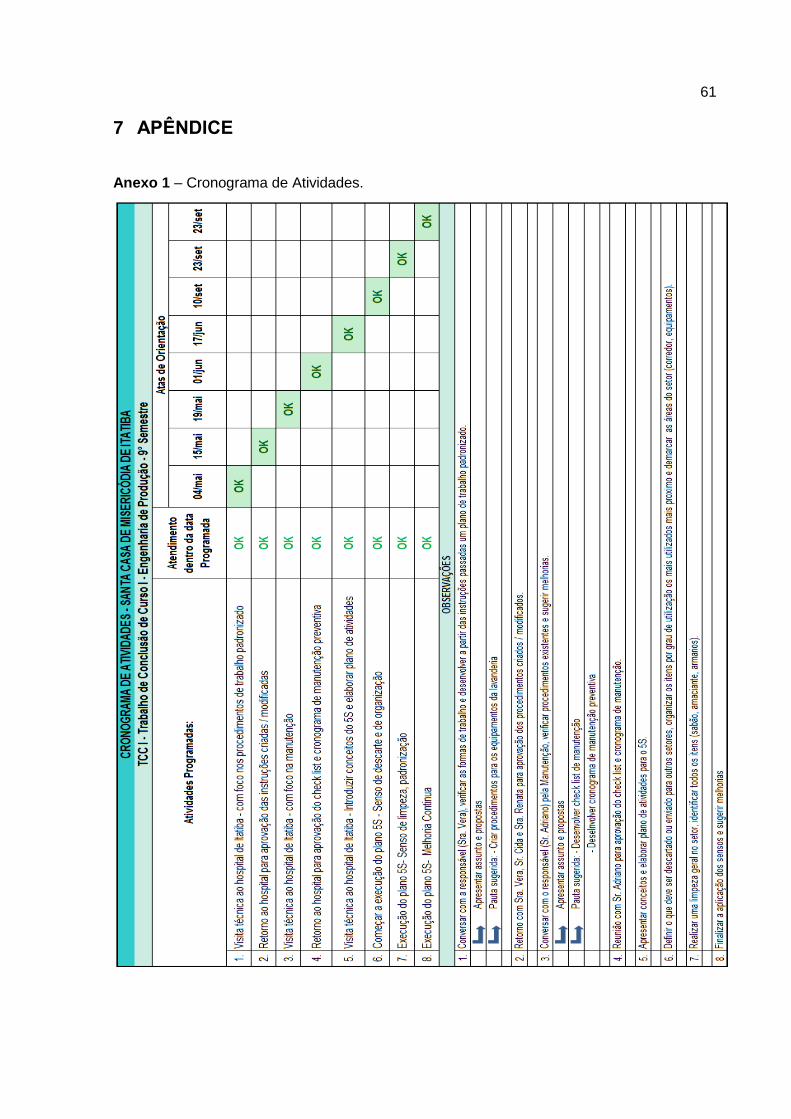
61
7 APÊNDICE
Anexo 1 – Cronograma de Atividades.