enegep2010_TN_STO_113_745_16344
13
MAPEAMENTO DO FLUXO DE VALOR: UMA ANÁLISE DA SUA UTILIZAÇÃO E RESULTADOS EM UMA EMPRESA DO RAMO DE AR CONDICIONADO Thiago Morais Menezes (UNISINOS) [email protected] Jonatas Campos Martins (URI) jonatascm@gm ail.com Este estudo avalia a viabilidade na util ização do mapeamento do fluxo de valor em uma empresa de condicionador de ar. O mapeamento do fluxo de valor é uma ferramenta que busca criar fluxo nos processos de materiais e informações. Apresentamm-se uma revisão bibliográfica sobre o Sistema Toyota de Produção, os princípios da Mentalidade Enxuta e dos procedimentos empregados na utilização desta ferramenta, buscando identificar as proposições básicas que nortearam as an álises. A metodologia a ser empregada utiliza a abordagem qualitativa através de estudos de casos, conduzidos pela estratégia exploratória de investigação a partir da definição dos elementos teóricos. Os dados coletados do estudo de caso foram confrontados com a literatura, o que permitiu uma análise robusta da aplicabilidade da ferramenta na linha de montagem estudada. Palavras-chaves: Mapeamento de Fluxo de V alor, Mentalidade Enxuta, Sistema Toyota d e Produção XXX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO Maturidade e desafios da Engenharia de Produção: competitividade das empresas, condições de trabalho, meio ambiente . São Carlos, SP, Brasil, 12 a15 de outubro de 2010.
Transcript of enegep2010_TN_STO_113_745_16344

7/25/2019 enegep2010_TN_STO_113_745_16344
http://slidepdf.com/reader/full/enegep2010tnsto11374516344 1/12

7/25/2019 enegep2010_TN_STO_113_745_16344
http://slidepdf.com/reader/full/enegep2010tnsto11374516344 2/12
2
1. Introdução
A dinâmica do mercado global e a constante mudança do comportamento do consumidoralteraram a forma das organizações se posicionarem no mercado. Para uma empresa crescersustentavelmente não basta apenas fornecer produtos e serviços de alta qualidade, entregarseus produtos rapidamente ou possuir preços baixos. Atualmente, os clientes estão buscandotodos estes elementos, qualidade, baixo custo, personalização e entregas ágeis, em uma únicaoferta.
Este cenário global atual foi vivenciado pela Toyota ao final da II Guerra Mundial em 1945,quando, segundo Shingo (1996), a Toyota retomou os seus planos de se tornar uma grandemontadora de veículos. Neste período, a produtividade dos trabalhadores americanos eraaproximadamente dez vezes superior à produtividade da mão-de-obra japonesa, o quesomente poderia ser explicado pela existência de perdas. Além disto, o mercado japonêsdemandava uma grande quantidade e variedade de veículos.
A alternativa encontrada pela Toyota foi reduzir custos através da eliminação de perdas, aqual é realizada através de uma análise detalhada da cadeia de valor. Para Womack e Jones(1998), a cadeia de valor é o conjunto de todas as ações específicas necessárias para se levarum produto específico a passar pelas três tarefas gerenciais críticas em qualquer negócio: atarefa de solução de problemas que vai da concepção até o lançamento do produto, passando
pelo projeto detalhado e pela engenharia, a tarefa do gerenciamento da informação, que vai dorecebimento do pedido até a entrega, seguindo um detalhado cronograma, e a tarefa detransformação física, que vai da matéria-prima ao produto acabado na mão do cliente.
Este diferente sistema de produção despertou a curiosidade de organizações do mundo inteiro.Buscando dirimir as dúvidas das empresas ocidentais sobre como implantar o Sistema Toyotade Produção, chamado também de produção enxuta, Womack e Jones (1998) sugeriramalguns passos para esta mudança: encontrar um agente de mudança, fornecer conhecimento aeste agente, aproveitar uma crise como alavanca da mudança, mapear as cadeias de valor daempresa e iniciar com uma atividade importante e visível o mais rápido possível. Os autoresreforçam ainda que a análise da cadeia de valor permite identificar que quase sempre existemtrês tipos de ações durante um fluxo de valor: etapas que criam valor, etapas que não criamvalor e são inevitáveis e etapas que não criam valor e devem ser eliminadas.
Mike Rother e John Shook em 1999 lançaram o livro Aprendendo a Enxergar para orientar asorganizações no mapeamento de fluxo de valor. Segundo Womack e Jones apud Rother e
Shook (1999), a ferramenta foi concebida através dos conhecimentos e experiências de Rothere Shook em empresas em que ajudaram a introduzir fluxos enxutos de valor.
A questão fundamental é a possibilidade de generalização da aplicação de uma ferramenta, pois os sistemas produtivos variam em função do produto ou serviço que a empresa produz,da indústria e da região que está inserida, entre outros fatores. Com base nestequestionamento, surge a pergunta que norteará a pesquisa: a ferramenta de mapeamento dofluxo de valor cumpre com os seus objetivos quando aplicada em uma manufatura decondicionador de ar?
2. Mentalidade enxuta
Segundo Womack e Jones (1998), a empresa pioneira na utilização do sistema degerenciamento chamado produção enxuta foi a Toyota, a qual foi liderada pelo executivo

7/25/2019 enegep2010_TN_STO_113_745_16344
http://slidepdf.com/reader/full/enegep2010tnsto11374516344 3/12
3
Taiichi Ohno e conhecida como Sistema Toyota de Produção. Conforme Shingo (1996), parase entender este sistema é fundamental a compreensão da função produção como um todo. Oautor a define como uma rede de processos e operações, onde os processos são as
transformações da matéria-prima em produto acabado e as operações são os trabalhosrealizados para efetivar estas transformações. Esta relação entre os processos e operações
pode ser melhor observada na Figura 1.
Figura 1 – A estrutura da produção
Fonte: Adaptado de Shingo (1996, p. 38)
Shingo (1996) complementa a importância do entendimento da função produção ao definirque para haver melhorias significativas no processo de produção devem ser feitas análisesseparadas entre os fluxos de produto (processo) e o fluxo de trabalho (operação).
Quanto ao processo, cinco elementos de processos podem ser identificados no fluxo detransformação de matéria-prima em produtos: processamento, inspeção, transporte, espera do
processo e espera do lote.
Quando às operações, pode-se classificar cada elemento de trabalho em operações de setup eoperações principais.
É importante salientar que, para a melhoria dos fluxos de materiais e informações, é a análiseda função processo, descrita por Shingo, que produzirá impacto significativo e direto.Entretanto, para que algumas otimizações no processo sejam realizadas, a função operação
precisa ser melhorada para fornecer sustentação.
A análise detalhada da cadeia de valor, a qual inclui a função processo e função operação, permite identificar, segundo Ohno (1997), as perdas do sistema. Ohno (1997) propõe aseguinte classificação de perdas: perda por superprodução, perda por espera, perda portransporte, perda no próprio processamento, perda por estoque, perda por movimentação e
perda por fabricação de produtos defeituosos.
3. Princípios da mentalidade enxuta

7/25/2019 enegep2010_TN_STO_113_745_16344
http://slidepdf.com/reader/full/enegep2010tnsto11374516344 4/12
4
Womack e Jones (1998) definem o pensamento enxuto também como sendo uma forma defazer mais com menos, alinhando-se cada vez mais às necessidades dos clientes. Os resultadossão menores esforços humanos, menos equipamentos, menos tempo, menos espaço e mais
satisfação dos consumidores. Womack e Jones (1998) concluem que a Mentalidade Enxuta pode ser resumida em cinco princípios: determinação precisa do valor por produto,identificação da cadeia de valor de cada produto, fazer com que o valor flua de maneiracontínua, permitir que o cliente puxe o que deve ser produzido e a busca pela perfeição.
3.1. Valor
De acordo com Womack e Jones (1998), o ponto de partida para a mentalidade enxuta é aespecificação de valor sob o ponto de vista do consumidor. Para os autores, a idéia de valor sófaz sentido quando expressa em relação a um produto específico que atenda às necessidadesdo cliente a um preço específico em um momento específico. Esta definição de valor éimportante para o estabelecimento do custo-alvo, o qual está baseado no princípio do não-
custo do Sistema Toyota de Produção citados neste capítulo. Womack e Jones (1998)argumentam que ao definir os preços de vendas baseados nos custos dos produtos as empresascometem um equivoco. Os preços devem ser estabelecidos com valores que as empresasacreditam que o mercado poderá aceitar e, depois, fazer a análise de trás para frente para asdefinições de custos-alvo.
3.2. Cadeia de Valor
Segundo Womack e Jones (1998), a cadeia de valor é o conjunto de todas as ações específicasnecessárias para levar um produto a passar por três tarefas que ocorrem: da concepção até olançamento do produto, do recebimento do pedido do cliente até a entrega e do recebimentoda matéria-prima ao produto acabado na mão do cliente.
Ao se analisar essas tarefas são possíveis identificar três tipos de ações: atividades queagregam valor, atividades que não agregam valor e são indispensáveis e atividades que nãoagregam valor. Womack e Jones (1998) comentam que durante muitos anos, ao invés dasempresas estarem voltadas para estas análises, a atenção gerencial concentrou-se nogerenciamento de processos, departamento e empresa, supervisionando produtos e nãocadeias. Os autores sugerem que a análise da cadeia de valor seja feita através de mapas.Segundo os autores, a vantagem é que se identifiquem as atividades necessárias para projetar,
pedir e produzir produtos e serviços, e, por conseqüência localizem-se as perdas para que possam ser eliminadas.
3.3. Fluxo
Depois de eliminadas as etapas que não agregam valor, Womack e Jones (1998) sugerem,como próximo passo para a Mentalidade Enxuta, a criação de fluxo nas atividades querestaram. O objetivo é que os produtos fluam na cadeia desde a matéria-prima até o produtoacabado, sem movimentos inúteis, sem interrupções, sem lotes e sem filas. Womack e Jones(1998) definem três etapas para criação de fluxo: focalizar o objeto real e jamais deixar queeste objeto se perca; ignorar as fronteiras das tarefas, funcionais, departamentais e deempresas; e repensar as práticas e ferramentas de trabalho específicas, eliminando retrofluxos,sucata e interrupções de todos os tipos.
3.4. Produção Puxada
Segundo Womack e Jones (1998) puxar a produção significa que um processo somente deve produzir quando o processo seguinte solicitar, em outras palavras, um processo não deve

7/25/2019 enegep2010_TN_STO_113_745_16344
http://slidepdf.com/reader/full/enegep2010tnsto11374516344 5/12
5
produzir sem que o processo cliente faça um pedido. Para os autores esta capacidade de projetar, programar e fazer exatamente o que o cliente quer quando quer, significa que se podem jogar fora as projeções de vendas e fazer apenas o que os clientes dizem que precisam.
3.5. Busca da perfeição
Womack e Jones (1998) defendem que, à medida que as organizações começam a utilizar os primeiros quatro princípios – especificação de valor, identificação da cadeia de valor, criaçãode fluxo e puxar a produção – , a perfeição passa a não parecer uma idéia utópica. Para osautores, a busca da perfeição nada mais é do que a eliminação constante de todo e qualquerdesperdício identificado. Esta busca pode ser realizada como duas abordagens distintas:incremental e radical.
A abordagem incremental, segundo Womack e Jones (1998), é a eliminação constante das perdas, onde são realizadas pequenas melhorias sucessivamente. Já a outra abordagem, trata-se uma mudança radical no fluxo de valor de toda a cadeia. Para os autores, as empresasdeveriam utilizar as duas abordagens, pois todas as etapas de uma cadeia de valor podem sermelhoradas isoladamente, bem como toda a cadeia pode ser melhorada substancialmenteatravés de uma mudança radical.
4. Mapeamento do fluxo de valor
A ferramenta mapeamento do fluxo de valor, apresentada por Rother e Shook, ajuda aentender o fluxo de material e informações na medida em que o produto segue o fluxo devalor. Segundo Rother e Shook (1999), o processo de mapeamento pode ser explicado daseguinte maneira: siga a trilha da produção de uma família de produto de porta-a-porta da
planta, do consumidor ao fornecedor, e desenhe o mapa dos seus fluxos de material e
informação. O fluxo de materiais refere-se ao movimento de material dentro da fábrica, já ofluxo de informação diz para cada processo o que e quando fazer alguma atividade com omaterial.
Embora melhorar o fluxo de material seja o principal objetivo na eliminação das perdas,Rother e Shook (1999) afirmam que o fluxo de informação precisa ser tratado com a mesmaimportância, pois ambos devem trabalhar sincronizados.
Para Guinato (1996) e Rother e Shook (1999), os principais benefícios da ferramenta são:
Auxílio na identificação das atividades que agregam valor e que não agregam valor(perdas);
Facilidade na identificação de fontes de desperdício ao longo do fluxo de valor;
Permite a visualização das decisões sobre o fluxo, de modo que possam ser discutidas;
Reúne os conceitos e técnicas da Mentalidade Enxuta; Forma a base de um plano da implementação do fluxo enxuto; Demonstra as relações entre fluxo de material e fluxo de informação; Descreve como uma planta deve operar para criar fluxo.
O mapeamento do fluxo de valor, de acordo com Rother e Shook (1999) deve conter as etapasde seleção da família de produtos, desenho do estado atual, desenho do estado futuro e planode implementação do estado futuro. Uma vez implementado o estado futuro, o mesmo passa aser o atual e um novo futuro deve ser definido, Figura 2.

7/25/2019 enegep2010_TN_STO_113_745_16344
http://slidepdf.com/reader/full/enegep2010tnsto11374516344 6/12
6
Figura 2 – Etapas do Mapeamento do Fluxo de ValorFonte: Adaptado de Rother e Shook (1999, p. 9)
Uma família de produto pode ser classificada pelo tipo de tecnologia, pela capacidade do
produto, pelo mercado, entre outras classificações, entretanto para Rother e Shook (1999),uma família é um grupo de produtos que passam por etapas semelhantes de processamento eutilizam equipamentos comuns nos seus processos.
Selecionada a família de produto, o próximo passo é desenhar o estado atual. Segundo Rothere Shook (1999), o desenho do mapa atual pode ser realizado em diferentes níveis: apenas um
processo, diversos processos, uma empresa e entre várias empresas. O mapa do estado atualrepresenta o fluxo da cadeia de valor em regime, incluindo o fluxo de material e deinformação iniciando e finalizando no cliente da cadeia.
Além dessas informações, o mapa permite a medição de alguns indicadores de desempenho:tempo de atravessamento, tempo de ciclo e tempo de valor agregado. Segundo Kaplan e
Norton (1997) o tempo se tornou uma importante arma competitiva. Para os autores, acapacidade de atender com rapidez e confiabilidade às necessidades dos clientes é quasesempre essencial para a conquista e retenção de negócios.
Desenhado o mapa atual, a etapa seguinte é a definição do mapa do estado futuro, ou seja, adefinição de uma cadeia de valor enxuta. Para tal tarefa, Rother e Shook (1999) lançam mãode sete procedimentos baseados no Sistema Toyota de Produção, a saber:
Produza de acordo com o seu takt time: takt time é a freqüência com que se deve produziruma peça ou produto. Esta está baseada no ritmo das vendas e, portanto, sincroniza oritmo da produção com o ritmo da venda.
Desenvolva um fluxo contínuo onde possível: fluxo contínuo significa produzir uma peçade cada vez, de modo que cada item seja passado imediatamente de um processo ao outro
sem nenhuma parada.
Use supermercado para controlar a produção: quando estabelecer um fluxo contínuo nãofor possível, deve-se utilizar o sistema kanban para controlar a produção. Entretanto,quando manter estoque para todos os tipos de peças não for prático, outras duas formas decontrolar o estoque entre dois processos podem ser utilizadas: FIFO (“First in, first out”) e
o “puxado seqüenciado”.
Defina o processo puxador: quando o fluxo de valor estiver produzindo com sistema defluxo contínuo e/ou com sistema puxado, a programação do cliente poderá ser enviada a
somente um processo da cadeia, chamado de processo puxador.

7/25/2019 enegep2010_TN_STO_113_745_16344
http://slidepdf.com/reader/full/enegep2010tnsto11374516344 7/12
7
Nivele o mix de produção: nivelar o mix é distribuir a produção de distintos produtosuniformemente durante um período de tempo.
Nivele o volume de produção: nivelar o volume de produção significa liberar e retirarsomente um pequeno e uniforme incremento de trabalho no processo puxador.
Faça “toda parte todo dia”: os procedimentos 5 e 6 de nivelamento tratavam apenas do
processo puxador. Este procedimento se refere aos processos anteriores, nos quais devemser desenvolvidas as habilidades de trabalhar com lotes cada vez menores.
O desenho do mapa futuro permite visualizar como o valor irá fluir até o cliente, bem como adefinição do seu plano de implementação. Uma vez concretizada as ações, o fluxo de valor dafamília de produto selecionada estará com menos perdas e melhor fluxo. Em outras palavras,a cadeia estará mais enxuta.
5. Método de pesquisa
A pesquisa teve como delineamento o estudo de caso que segundo Gil (1996, p.58) “é
caracterizado pelo estudo profundo e exaustivo de um ou de poucos objetos de maneira que permita o seu amplo e detalhado conhecimento”.
O estudo de caso foi de natureza exploratória, o qual é definido como sendo “um tipo de
pesquisa que tem como principal objetivo o fornecimento de critérios sobre a situação- problema enfrentada pelo pesquisador e sua compreensão” (MALHOTRA, 2001, p. 106).
Mattar (1997, p.80) complementa esta teoria quando diz que “a pesquisa exploratória visa
prover o pesquisador de um maior conhecimento sobre o tema ou problema de pesquisa em perspectiva”. Segundo os autores acima, este tipo de pesquisa possibilitará uma melhor
abordagem do problema, com o objetivo de torná-lo mais visível aos “olhos” do pesquisador e
da empresa.A pesquisa exploratória teve o caráter de natureza qualitativa, pois para Roesch (1999) estetipo de pesquisa é mais apropriado quando o objetivo do estudo é a proposição de planos, etambém oportunizará uma análise profunda das situações de seu contexto.
6. A empresa
A empresa escolhida para este estudo está situada na região metropolitana do estado do RioGrande do Sul e é líder no mercado de condicionadores de ar. Os processos desta empresa secaracterizam basicamente por linhas de montagem antecedidas por processos de fabricação.Uma ampla gama de produtos e famílias é produzida nesta empresa, possuindo genericamente
duas diferentes estratégias de produção: algumas cadeias produzem para estoque com base emuma previsão mensal de vendas, já outras cadeias produzem sob encomenda.
O estudo foi realizado em uma linha de montagem que produz para estoque. Nesta linha de produto são manufaturados aproximadamente sete diferentes famílias de produto. A principaldiferença entre as mesmas não se refere à seqüência e quantidade de atividades, mas sim aosdiferentes tempos de produção.
Um fator determinante para a escolha da referida empresa é a sua experiência emmapeamento de fluxo de valor. Isso foi fundamental para reduzir os efeitos dos possíveis errosde utilização da ferramenta nas análises e conclusões do estudo.
7. Estudo de caso

7/25/2019 enegep2010_TN_STO_113_745_16344
http://slidepdf.com/reader/full/enegep2010tnsto11374516344 8/12
8
O caso aqui apresentado ocorreu em abril de 2006, fazendo parte de um workshop demapeamento de fluxo de valor. O workshop teve trinta e duas horas em quadro dias decapacitação teórico-prática dos conceitos da Mentalidade Enxuta e da ferramenta de
mapeamento de fluxo de valor. O evento foi conduzido por um profissional com longaexperiência em diversos países, o que permitiu a correta utilização da ferramenta.
A família de produto selecionada para o estudo corresponde a 30% do volume produzido emsua linha de montagem. A demanda de todas as famílias produzidas nessa linha somava 820unidades por dia, o que significa que a cada 36,1 segundos (takt time) um condicionador de ardeve ser produzido.
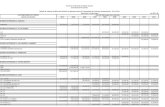
O mapa do estado atual da família de produto selecionada foi desenhado, Figura 3, incluindoo fluxo de material e de informação.
Para cada caixa de processos foram coletadas três informações:
C/T: corresponde ao tempo de ciclo;
TWC: é o período de tempo de processamento de cada processo;
PL/T: é o tempo de atravessamento, ou lead time.
Além destas informações a respeito dos processos também foram coletadas as quantidades deoperadores em cada caixa de processo, os quais totalizavam vinte e um.
O lead time total deste processo é de 74.233,5 segundos, composto por 512,5 segundos deatividades agregadoras de valor e 73.721 segundos de tempos do fluxo que não agregam valorao cliente. Uma taxa, considerando o período de valor agregado em relação ao lead time, foicalculada para melhor compreensão dos fatos, chegando a um valor de 0,6%. Este valor
significa que 0,6% do período, entre o início da produção e o término, agregam valor aocliente. O volume total de unidade em espera seja de lote ou de processo é de 8.770.
Dentro do processo de coleta de informações do fluxo de material, foram identificadas as perdas por esperas através dos triângulos amarelos representados na figura. Percebe-se que osmaiores estoques estão no início da cadeia, isto ocorre em função das seis caixas de processosrepresentadas a direita do mapa estarem posicionadas em uma linha de montagem e as duascaixas de processos representadas do lado esquerdo serem operações envolvendo máquinas.
Quanto ao fluxo de informação, os dados foram coletados pelo grupo junto a área comercial eárea de planejamento e controle da produção. Também foram realizadas entrevistas com osfuncionários do chão de fábrica para validação dos dados obtidos. Foi constatado que o cliente
dessa família de produto envia seus pedidos mensalmente e as entregas são realizadasmensalmente. A programação da produção é realizada através do MRP, o qual é processadotrês vezes por semana. Um planejamento de produção semanal é enviado para a expedição e
para o início da linha de montagem. As ordens de compras são enviadas diariamente, porémuma previsão mensal é disponibilizada para que o fornecedor se “prepare”. O fornecedor
efetua entregas duas vezes ao dia e possui um tempo de 1 dia para entrega.

7/25/2019 enegep2010_TN_STO_113_745_16344
http://slidepdf.com/reader/full/enegep2010tnsto11374516344 9/12
9
Figura 3 – Mapa do Estado AtualFonte: Disponibilizado pela empresa
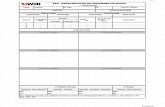
Além do mapa, um estudo dos tempos incluindo a análise de agregação e não agregação devalor, das atividades cada operador, foi realizado no sentido de identificar perdas na função-operação. Na Figura 4, esse estudo pode ser visualizado, onde se utilizou na sua coleta de
dados três classificações para os elementos de trabalho. O “VA time” corresponde a parcelasde atividades que agregam valor sob o ponto de vista do cliente, os “NVA time” são os
períodos de trabalho que não agregam valor e “Walk” são as atividades de caminhada feitas
pelos operadores. Nessa figura pode ser facilmente visualizado que os tempos de cadaoperador estão abaixo do takt time.

7/25/2019 enegep2010_TN_STO_113_745_16344
http://slidepdf.com/reader/full/enegep2010tnsto11374516344 10/12
10
Figura 4 – Estado Atual do balanceamentoFonte: Disponibilizado pela empresa
Na análise do estado futuro, a principal alteração foi a redistribuição das tarefas entre osoperadores. A Figura 5 clarifica como ficaram distribuídos os tempos pelos operadores após
as mudanças propostas. Além disto, percebe-se na figura que houve uma redução de cincooperadores para a produção desta família de produto. Também está representada neste gráficouma oportunidade que o grupo não solucionou através da estrela vermelha. Esta diferençaentre as operações e o takt time deve-se ao fato de serem atividades cujos elementos detrabalho são únicos, não podendo ser redistribuídos.
Figura 5 – Estado futuro do balanceamentoFonte: Disponibilizado pela empresa

7/25/2019 enegep2010_TN_STO_113_745_16344
http://slidepdf.com/reader/full/enegep2010tnsto11374516344 11/12
11
O mapa do fluxo de valor sofreu grandes alterações em relação ao estado atual, conformeFigura 6. As alterações propostas pela equipe permitiram a eliminação de todas as perdas porespera. Estas alterações ocorreram na medida em que a sincronização da linha ocorreu.
Duas operações foram posicionadas paralelamente a linha para que o lead time tivesse umamaior redução. Um sistema kanban para abastecimento da linha contendo 50 unidadestambém foi sugerido. Quanto ao fluxo de informação e programação não ocorrerammudanças.
O lead time do fluxo de valor proposto passou para 2243,8 segundos, obtendo uma redução deaproximadamente 85% em relação ao estado atual.
Figura 6 – Mapa do estado futuroFonte: Disponibilizado pela empresa
Após a definição do mapa do estado futuro, um plano de implementação foi desenvolvido. Nesse plano foram contempladas todas as ações necessárias para realizar a mudança do estadoatual da cadeia de valor para o estado futuro enxuto. Responsáveis e prazos para cada ação
também foram definidos no plano de implementação.Durante o processo de implantação, percebeu-se que as principais mudanças não poderiamocorrer. O estudo fora realizado na família de produto que possuía o menor tempo de ciclo.Reduzir o número de operadores da linha e produzir com um tempo de ciclo maior,impossibilitaria a linha de montagem atender a demanda das demais famílias de produto.Além desse fato, as mudanças físicas necessárias tornariam o fluxo de valor das demaisfamílias de produto menos enxuto.
8. CONCLUSÕES
A aplicação da ferramenta de mapeamento de fluxo de valor possibilitou à empresa adiscussão e análise das atividades que agregam valor aos clientes e aquelas que não agregam
valor. Permitiu também a compreensão de qual seria o fluxo de valor ideal para a família de produto analisada, bem como mensurar o tempo de atravessamento e o tempo de ciclo.

7/25/2019 enegep2010_TN_STO_113_745_16344
http://slidepdf.com/reader/full/enegep2010tnsto11374516344 12/12
12
No caso estudado, a ferramenta não foi eficaz à mudança da cadeia. Foi evidenciado que, paratornar a cadeia de valor mais enxuta, seriam necessários estudos das demais famílias de
produto que compartilham os mesmos recursos. Somente após essas análises, atingir o mapa
do estado futuro seria factível. Possibilitar o estudo de uma família de produto por vez é acaracterística da ferramenta de mapeamento do fluxo de valor que impossibilitou a melhoriada cadeia.
Sugere-se para estudos futuros a aplicação da ferramenta considerando as diversas famílias de produto de uma linha de montagem e a avaliação dos resultados das técnicas de nivelamentode carga e mix.
9. REFERÊNCIAS BIBLIOGRÁFICAS
GUINATO, Paulo. Sistema Toyota de Produção: mais do que simplesmente just-in-time. Caxias do Sul: UCS,
1996. GIL, Antonio. Como elaborar projetos de pesquisa. 3 ed. São Paulo, 1996.
HINES, Peter; TAYLOR, David. Enxugando a empresa: um guia para implementação. 1 .ed. São Paulo:IMAM, 2000.
KAPLAN, Robert S., NORTON, David P. A estratégia em ação – Balanced Scorecard. 8 .ed. Rio de Janeiro:Campus, 1997.
MALHOTRA, Naresh K. Pesquisa de marketing: uma orientação aplicada. 3 ed. Porto Alegre: Bookman, 2001.
MATTAR, Fuze Naijib. Pesquisa de Marketing: Metodologia, Planejamento. São Paulo: Atlas 1999.
OHNO, Taiichi. O Sistema Toyota de Produção – Além da Produção em Larga Escala. 1 .ed. Porto Alegre:Bookman, 1997.
ROESCH, Sylvia Maria Azevedo. Projetos de Estágio e de Pesquisa em Administração: guias para estágio,trabalhos de conclusão, dissertação e estudos de caso. 2 ed. São Paulo: Atlas, 1999)
ROTHER, Mike, SHOOK, John. Aprendendo a Enxergar – mapeando o fluxo de valor para agregar valor eeliminar desperdício. São Paulo: Lean Institute Brasil, 1999.
SHINGO, Shigeo. O Sistema Toyota de Produção – Do ponto de vista da engenharia de produção. 2 .ed. PortoAlegre: Bookman, 1996.
WOMACK, James P., JONES, Daniel T. Mentalidade Enxuta nas Empresas – Elimine Desperdício e CrieRiqueza. 4 .ed. Rio de Janeiro: Campus, 1998.
WOMACK, James P., JONES, Daniel T. Soluções Enxutas – Como as empresas e clientes conseguem juntoscriar valor e riqueza. Rio de Janeiro: Campus, 2006.
YIN, Robert K. Estudo de Caso: Planejamento e Método. 3. ed.São Paulo: Bookmam, 2005.