e77676_bcc2e6825b97c439dd716380f65758ee
52
RELÉS DE PROTEÇÃO DEFINIÇÕES E CARACTERÍSTICAS DOS RELÉS DE PROTEÇÃO INDUSTRIAL MEDIDOR DE NÍVEL CIVIL Os cuidados a serem tomados na seleção do instrumento mais adequado. (pág.14) Ano 1 • Número 6 • 2013 Entenda as funções e a atuação dessa disciplina em um projeto de engenharia. (pág.45) ENTREVISTA Nelson Fernandes, fundador da Genpro, fala sobre sua experiência na criação de uma empresa de projetos. [pag.42]
-
Upload
tiago-catuxo -
Category
Documents
-
view
9 -
download
1
Transcript of e77676_bcc2e6825b97c439dd716380f65758ee

RELÉS DE PROTEÇÃODEfiniÇõES E caRacTERíSTicaS DOS RELÉS DE PROTEÇÃO inDuSTRiaL
MEDiDOR DE níVEL ciViLOs cuidados a serem tomados na seleção do instrumento mais adequado. (pág.14)
Ano 1 • Número 6 • 2013
Entenda as funções e a atuação dessa disciplina em um projeto de engenharia. (pág.45)
EnTREViSTa Nelson Fernandes, fundador da Genpro, fala sobre sua experiência na criação de uma empresa de projetos. [pag.42]

2 | engeworld | junho 2013www.netzsch.com.br
Filial São Paulo - SP Filial Minas Gerais - MG Filial Rio Grande do Sul - RS NETZSCH SERVICE NORDESTE Fone: 55 (11) 2134-0300 Fone: 55 (31) 3261-5553 Fone: 55 (51) 3332-1450 Fone: 55 (84) 3213-3212
Fábrica e Filial - PR/SC e Exportação NETZSCH SERVICE CENTRO OESTE Filial Rio de Janeiro - RJ NETZSCH SERVICE BAHIA Fone: 55 (47) 3387-8222 Fone: 55 (62) 3230-2100 Fone: 55 (21) 2531-2262 Fone: 55 (71) 3645-1727
Distribuidor HelifabFone: 55 (19) 3464-5540
®Bomba de Lóbulos TORNADO
Séries T1 e T2 Para Saneamento e Setor Industrial<
<
Vazão: até 1.000m³/hPressão: até 10 bar
®Bomba NEMO
Série Industrial NM<
<
Vazão: entre 0,1m³/h até 500m³/hPressão: até 160 bar
Bomba de Fusos NETZSCH
<
<
<
Vazão: até 620m³/hPressão: até 80 barTemperatura: até 320 ºC
Bomba Pneumáticavazões: de 0,1 até 58m³/hpressões: até 7 bar(Opcional até 13 bar)
Bomba de Lóbulos paraIndústria Alimentíciavazões: até 106 m³/hpressões: até 20 bar
Bomba Dosadora de Membranavazões: até 80 l/hpressões: até 21 bar
Bomba Centrífuga comVedação Magnéticavazões: até 988 l/minpressões: até 16 bar
A NETZSCH do Brasil completa 40 anos de sucesso em constante inovação e atendendo as mais variadas necessidades de seus clientes.Com uma completa linha de produtos, fabricada no Brasil e exportada para as Américas, as Bombas NETZSCH se destinam ao bombeamento dos mais simples aos mais difíceis produtos.Com estruturas variadas atendem vazões de 1 m³/h a 1.000m³/h. No Brasil, as filiais de vendas próprias e os distribuidores exclusivos prestam suporte personalizado, apresentando soluções inovadoras aos desafios de seus clientes.
A Mais Completa e Diversificada Linha de Bombas
Filiais próprias de vendas e serviço em todo o Brasil e peças de reposição originais NETZSCH à pronta entrega.
Bombas de Aliança - A NETZSCH distribui com exclusividade Bombas de alta tecnologia como:

engeworld | junho 2013 | 3
EDiTORiaL
Mercado sinaliza retomada
Sandra L. WajchmanPublisher
RELÉS DE PROTEÇÃODEfiniÇõES E caRacTERíSTicaS DOS RELÉS DE PROTEÇÃO inDuSTRiaL
MEDiDOR DE níVEL ciViLOs cuidados a serem tomados na seleção do instrumento mais adequado. (pág.14)
Ano 1 • Número 6 • 2013
Entenda as funções e a atuação dessa disciplina em um projeto de engenharia. (pág.45)
EnTREViSTa Nelson Fernandes, fundador da Genpro, fala sobre sua experiência na criação de uma empresa de projetos. [pag.42]
A Revista Engeworld é uma publicação mensal e dirigida aos profissionais de projetos da engenharia brasileira
Publisher Sandra L. [email protected]
Editora e Jornalista ResponsávelGabriela Alves (MTB 32.180/SP) [email protected] AlvesColunistasCynthia Chazin Morgensztern,Sérgio Roberto Ribeirode Souza eDaniela Atienza Guimarães
PublicidadeAlex MartinTelefone: (11) 5539-1727Celular: (11) [email protected]
Fernando PolastroTelefone/Fax: (11) 5081-6681Celular: (11) [email protected]
Evandro SiqueiraCelular: (21) [email protected]
Direção de ArteEstúdio LIA / Vitor Gomes
O mês foi marcado pela realiza-ção da 11ª rodada de licitação organizada pela Agência Na-cional do Petróleo (ANP). Esta foi a primeira rodada realizada após cinco anos sem leilões. As
obras de construção do Complexo Petroquími-co do Rio de Janeiro (Comperj) também foram retomadas no último mês, depois da suspensão parcial da decisão judicial que determinou a parada das obras do Comperj. Já a Transpetro anunciou a retomada dos contratos de 12 na-vios que estavam suspensos com o estaleiro Atlântico Sul (EAS).
Com essa aparente retomada, a edição deste mês traz uma gama de artigos que visam auxiliar o público leitor na tomada de decisões. O artigo sobre instrumenta-ção trata da seleção de medidores de nível, abordando importantes aspectos deste instrumento e os principais cuidados a serem tomados na escolha de um sensor. O material técnico sobre elétrica discorre sobre os relés de proteção industrial, suas principais características e os tipos mais comuns usados na indústria. Há ainda um artigo sobre as diferenças entre cabos com pares colados e não colados, que detalha os desempenhos apresentados por cada um deles.
A matéria que dá sequência à série iniciada no começo do ano para tratar das atividades desempenhadas nas diferentes etapas de implantação de projetos expõe ações executadas pela equipe de engenharia civil e, na entrevista deste mês, Nelson Fernandes, um dos fundadores da Genpro, conta sobre sua experiência na criação de uma empresa, retrata aspectos importantes que levam à diferenciação de um bom profissional no mercado de trabalho e fala também sobre os desafios da gestão de uma companhia da área de engenharia de projetos.
Boa leitura!
www.engeworld.com.br

4 | engeworld | junho 2013
caRTa DO LEiTOR
Acabo de receber o n.4 da ENGEWORLD, onde pude tomar conhecimento da publicação e apreciar uma excelente diagramação, conteúdo e preocupação de atendimento das diversas áreas do nosso setor de Engenharia, setor esse que é um dos principais agentes de crescimento do país, mas tão desamparado de publicações de conteúdo dirigido, como é a ENGEWORLD, onde tenho certeza que fará grandes contribuições aos nossos profissionais. Faço votos do sucesso e continuidade desse valoroso trabalho.
Fulvio BertolaniEngenhariaTECHINT Engenharia & Construção S.A.
Uma ótima iniciativa de proporcionar a nós da área de engenharia e projetos, informações técnica sobre diversos assuntos, inclusive muitos deles já ouvimos falar em algum momento, porém não sabemos qual a correta aplicação ou como funcionam. Acho mais interessante ainda porque estou estudando alguns os assuntos abordados na faculdade de engenharia mecânica, como por exemplo a matéria sobre cavitação, e isto agrega conhecimento. Parabéns pelo ótimo trabalho.
Renan MartuscelliProjetista Mecânico/TubulaçãoDEGREMONT BRAZIL
Gostaria de parabenizar a revista Engeworld pelos mais variados assuntos da engenharia industrial.Por meio dela, ampliamos nossos conhecimentos não apenas referente a área que atuamos, mas também nas demais disciplinas.Desde Janeiro de 2013 venho colecionando as revistas e os assuntos são sempre interessantes, contribuindo cada vez mais para nosso desenvolvimento profissional.Parabéns tanto a Engeworld quanto aos anunciantes que confiam na revista.
Luciana Tavares GrangeiroEngª Instrumentação PlenaConsórcio – SPS – TECAB
Caro Leitor, a revista engeworLd tem o enorme prazer em esCutá-Lo. para o envio de CrítiCas, sugestões ou eLogios, entre em nosso site www.engeworLd.Com.br e faça o seu Contato.

engeworld | junho 2013 | 5
06
08
14
30
33
notícias
38 coluna segurança
40 coluna QualiDaDe
42 entrevista
45 civil - Disciplinas De um projeto
50 inFograFiaprocesso - artigo
36 coluna rH
elétrica - artigo
cabeamento estruturaDo
instrumentação - artigo
Medidas de proteção coletiva X equipamentos de proteção individual
encante seu cliente. Vale a pena!
os desafios da criação e gestão de uma empresa de projetos
Aspectos do detalhamento de plantas industriais
os principais tipos de combustíveispanorama do etanol de segunda geração
recrutar engenheiros é uma tarefa fácil ou difícil?
relés de proteção industrial
impacto das solicitações mecânicas sobre o desempenho de cabos com pares colados
seleção do medidor (sensor) de nível
ínDicE

6 | engeworld | junho 2013
nOTíciaS
MT inTerdiTa obras eM plaTaforMas da peTrobras no rsNo último mês de maio o Ministério do Trabalho de Porto Alegre (RS) interditou as obras das plataformas P-58 e P-63 da Petrobras, que estão sendo construídas no Estaleiro Quip, em Rio Grande. A interdição ocorreu após uma fiscalização ter ordenado a parada de elevadores e os trabalhos realizados acima de 12 metros de altura. A P-58 está prevista para ser instalada ao norte do Parque das Baleias e a P-63 no campo de Papa-Terra, ambas na bacia de Campos. Elas são duas de sete plataformas
inTerdição das obras do CoMperj foi parCialMenTe suspensaO juiz Eduardo Ribeiro Filho, da 2ª Vara Federal de Itaboraí, determinou a sus-pensão parcial da decisão judicial que mandou parar as obras de construção do Complexo Petroquímico do Rio de Janeiro (Comperj). A suspensão das obras do Comperj foi uma decisão do juiz federal substituto da 2ª Vara Federal
peTrobras, ToTal e peTra invesTeM Mais eM bloCos da 11ª rodadaA Agência Nacional do Petróleo (ANP) di-vulgou o detalhamento das ofertas feitas por empresas durante a 11ª rodada de licitações - a primeira após cinco anos sem leilões. A Petrobras lidera investimentos previs-tos no programa exploratório mínimo das áreas ofertadas, com total de R$ 1,33 bilhão, seguida pela Total, com R$ 798,8 milhões e a Petra Energia, com R$ 745,5 milhões.Apesar de ter oferecido os maiores lances tanto para bônus como para programa exploratório mínimo, a Petrobras preferiu
deixar a operação de boa parte dos blocos que arrematou para seus sócios. Na Foz do Amazonas, por exemplo, a Petrobras participou de ofertas vencedoras para seis blocos, mas em nenhuma delas apareceu como operadora. O programa exploratório mínimo integrou as propostas das empresas para blocos de petróleo com o mesmo peso do bônus pago por área. O compromisso de uso de conteúdo local também contou para o resultado de cada vencedor.O total de investimentos propostos pelas empresas foi de R$ 6,9 bilhões .Os bônus a serem pagos na assinatura dos contratos somaram R$ 2,82 bilhões.
previstas para entrar em operação este ano para recuperar a produção da empresa, que vem registrando quedas.Uma liminar garantiu o retorno das obras
realizadas acima de 12 metros na P-58. A Quip divulgou por meio de sua assessoria que avalia o laudo de interdição da P-63 para tomar as medidas que julgar pertinente.
de Itaboraí, Eduardo Ribeiro Filho, atendendo a uma ação do Ministério Público Federal (MPF), de 2008, que apontava irregularidades na concessão das licenças ambientais para a constru-ção do complexo, que é vizinho a uma área de proteção ambiental. O MPF alega que a autorização do Instituto Estadual do Ambiente (Inea) não é suficiente para avaliar os impactos e os danos causados na região.

engeworld | junho 2013 | 7Porque toda vida tem um propósito...www.MSAsafety.com
A MSA é conhecida mundialmente pelo alto padrão de qualidade, inovação, serviço ao cliente e confiabilidade. Os produtos e serviços MSA passam por contínua evolução em tecnologia, oferecendo sempre a melhor solução em detecção de gases e chamas nas diversas indústras no Brasil e no mundo.
Detecção de Gases e Chamas MSA
GNBC_Fixos.indd 1 10/05/2013 15:56:16

8 | engeworld | junho 2013
Cesar Arnaldo A. FornacialliEngenheiro elétrico pela FEI, especialista em partidas eletrônicas de motores elétricos e gerente de s na Siemens Ltda.
relés de proTeção indusTrial
O universo dos dispositivos de proteção utilizados na indústria é bastante amplo, sendo composto por relés de sobrecarga
térmicos ou eletrônicos, relé de super-visão de grandezas (tensão, corrente, fator de potência, frequência, velocidade etc.), relé de supervisão de nível, relés de temperatura, relés para termistores para proteção de motores, entre outros mais específicos. Nesse universo, muitos des-tes dispositivos já possuem integrados diversos protocolos de comunicação como Profibus, Profinet, Ethernet, Mod-bus, IO-link, Device-Net etc., satisfazen-do a grande tendência de automação nos mais diversos processos industriais. Mui-tos destes dispositivos também podem ser utilizados em aplicações comerciais e até residenciais.
Os relés podem estar “escondidos” em diversos equipamentos. Um exem-plo bastante comum nas indústrias é o disjuntor. Em sua composição, conside-rando um disjuntor termo-magnético, há a ação de dois relés de proteção, sen-do o relé de sobrecarga para a proteção térmica e o relé de curto-circuito para proteção eletromagnética.
DefiniçãoA norma ABNT NBR IEC 60947-1,
que abrange os dispositivos de manobra e comando em baixa tensão (Parte 1: regras gerais), define, em seu item 2.3.14:
Relé (elétrico): dispositivo elétrico destinado a produzir modificações súbitas e predeterminadas em um ou mais circuitos elétricos de saída, quando certas condições são satisfeitas no circuito de entrada que controlam o dispositivo.
Assim, seja de qual tipo for o relé, este não interrompe o circuito principal, mas faz atu-ar o dispositivo de manobra desse circuito principal. São dispositivos eletrônicos que protegem os sistemas elétricos em geral (monofásicos ou trifásicos, por exemplo)
contra anomalias diversas que podem ocor-rer nos sistemas elétricos, como falta de fase ou sobrecorrente. Sempre que uma anoma-lia acontecer, o relé irá comutar suas saídas de forma a interromper a operação da carga em questão, como motores ou resistências.
CaraCterístiCasOs relés de proteção em geral se carac-
terizam por pequenas dimensões, fácil ligação elétrica e mecânica, parametriza-ção e operações simples. Porém, com o avanço da tecnologia, os relés de proteção têm ganhado diversas funcionalidades, chegando até mesmo a ter sua parametri-zação via software.
Possuem em sua grande maioria circui-tos eletrônicos de alta precisão e grande imunidade contra ruídos. Podem ser mon-tados em trilho DIN (35 mm) ou serem fixados por parafusos. Possuem ainda como sinalização visual frontal, LEDs que indicam o status do aparelho e contatos de saída de grande confiabilidade.
Geralmente possuem um ou dois comu-tadores (saídas), podem operar nas mais diversas tensões de rede, selecionar o tempo
ELÉTRica artigo
relés de Proteção

engeworld | junho 2013 | 9
SOLUÇÕES EM TRANSMISSÃODE POTÊNCIA
Energia Mineração Movimentaçãode Materiais Petróleo & Gás Aplicações EspeciaisSiderurgia
DISCFLEX API DENFLEX NVD VULKARDAN E (freestanding)
ACOPLAMENTOS ELÁSTICOS, ALTAMENTE FLEXÍVEIS, DE LÂMINAS, DE ENGRENAGENS, HIDRÁULICOS
CONTRA RECUO 261
CONTRA RECUOS, EMBREAGENS, FREIOS INDUSTRIAIS, GRAMPOS DE ANCORAGEM, TENAZES (GARRAS) E OUTRAS SOLUÇÕES
EMBREAGEM VNR FREIO A DISCO FEHD
VULKAN do Brasil Ltda. | Rodovia Eng. Constâncio Cintra, km 91 | CEP 13052-200 | Itatiba, SP, BrasilTel. + 55 11 4894-7300 | Fax + 55 11 4894-7329 | E-mail [email protected]
www.vulkan.com
120 ANOS DE QUALIDADE - EMPRESA ALEMÃ COM FABRICAÇÃO LOCAL
Anuncio VULKAN na Engeworld.indd 1 6/6/2013 6:23:11 PM
10 | engeworld | junho 2013
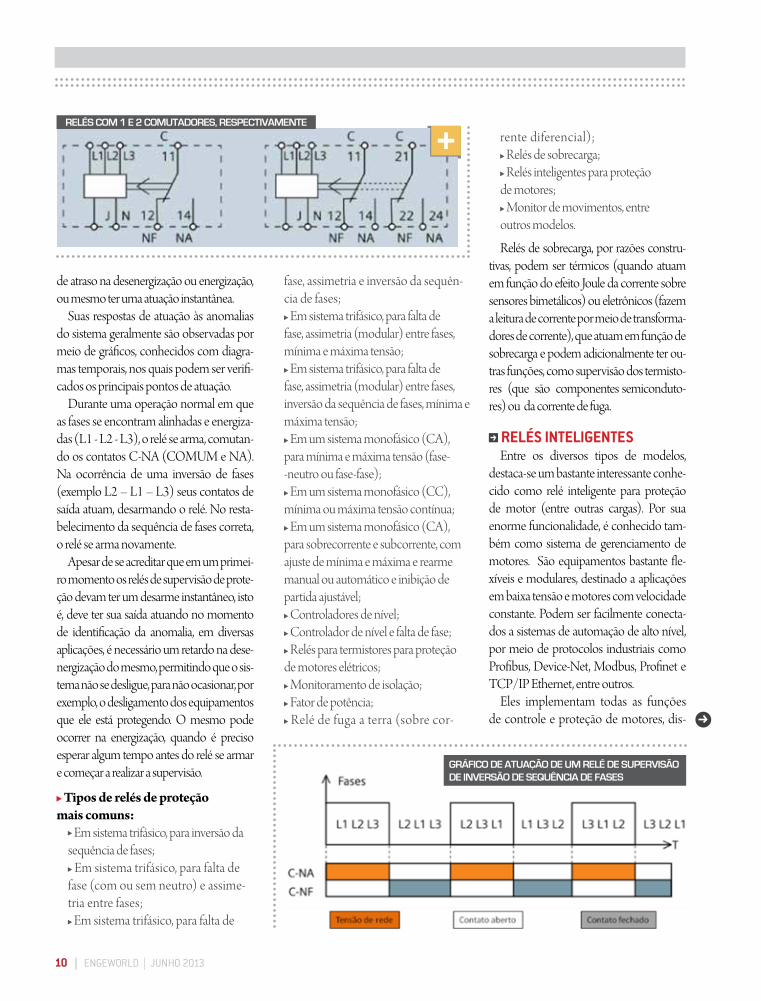
de atraso na desenergização ou energização, ou mesmo ter uma atuação instantânea.
Suas respostas de atuação às anomalias do sistema geralmente são observadas por meio de gráficos, conhecidos com diagra-mas temporais, nos quais podem ser verifi-cados os principais pontos de atuação.
Durante uma operação normal em que as fases se encontram alinhadas e energiza-das (L1 - L2 - L3), o relé se arma, comutan-do os contatos C-NA (COMUM e NA). Na ocorrência de uma inversão de fases (exemplo L2 – L1 – L3) seus contatos de saída atuam, desarmando o relé. No resta-belecimento da sequência de fases correta, o relé se arma novamente.
Apesar de se acreditar que em um primei-ro momento os relés de supervisão de prote-ção devam ter um desarme instantâneo, isto é, deve ter sua saída atuando no momento de identificação da anomalia, em diversas aplicações, é necessário um retardo na dese-nergização do mesmo, permitindo que o sis-tema não se desligue, para não ocasionar, por exemplo, o desligamento dos equipamentos que ele está protegendo. O mesmo pode ocorrer na energização, quando é preciso esperar algum tempo antes do relé se armar e começar a realizar a supervisão.
Tipos de relés de proteção mais comuns:
Em sistema trifásico, para inversão da sequência de fases; Em sistema trifásico, para falta de
fase (com ou sem neutro) e assime-tria entre fases; Em sistema trifásico, para falta de
fase, assimetria e inversão da sequên-cia de fases; Em sistema trifásico, para falta de
fase, assimetria (modular) entre fases, mínima e máxima tensão; Em sistema trifásico, para falta de
fase, assimetria (modular) entre fases, inversão da sequência de fases, mínima e máxima tensão; Em um sistema monofásico (CA),
para mínima e máxima tensão (fase--neutro ou fase-fase); Em um sistema monofásico (CC),
mínima ou máxima tensão contínua; Em um sistema monofásico (CA),
para sobrecorrente e subcorrente, com ajuste de mínima e máxima e rearme manual ou automático e inibição de partida ajustável; Controladores de nível; Controlador de nível e falta de fase; Relés para termistores para proteção
de motores elétricos; Monitoramento de isolação; Fator de potência; Relé de fuga a terra (sobre cor-
rente diferencial); Relés de sobrecarga; Relés inteligentes para proteção
de motores; Monitor de movimentos, entre
outros modelos.
Relés de sobrecarga, por razões constru-tivas, podem ser térmicos (quando atuam em função do efeito Joule da corrente sobre sensores bimetálicos) ou eletrônicos (fazem a leitura de corrente por meio de transforma-dores de corrente), que atuam em função de sobrecarga e podem adicionalmente ter ou-tras funções, como supervisão dos termisto-res (que são componentes semiconduto-res) ou da corrente de fuga.
relés inteligentesEntre os diversos tipos de modelos,
destaca-se um bastante interessante conhe-cido como relé inteligente para proteção de motor (entre outras cargas). Por sua enorme funcionalidade, é conhecido tam-bém como sistema de gerenciamento de motores. São equipamentos bastante fle-xíveis e modulares, destinado a aplicações em baixa tensão e motores com velocidade constante. Podem ser facilmente conecta-dos a sistemas de automação de alto nível, por meio de protocolos industriais como Profibus, Device-Net, Modbus, Profinet e TCP/IP Ethernet, entre outros.
Eles implementam todas as funções de controle e proteção de motores, dis-
relés com 1 e 2 comutadores, resPectivamente
gráfico de atuação de um relé de suPervisão de inversão de sequência de fases

engeworld | junho 2013 | 11

12 | engeworld | junho 2013
ponibilizam dados de operação, diag-nósticos e dados estatísticos, otimizando a conexão entre o sistema de automação e a combinação de partida. Além disso, podem atender a inúmeros requisitos, permitindo a sua integração aos sistemas de gerenciamento de energia da planta.
O sistema ainda inclui ferramentas de sof-tware para a configuração de planta, parame-trização dos equipamentos, diagnósticos e documentação. Hoje, também estão dispo-níveis novas funcionalidades de segurança integradas (SIL 3/PL e). O uso de compo-nentes voltados à segurança vem ganhando muita importância na automação de pro-cessos, pois nas instalações podem ocorrer falhas a qualquer momento, que põem em risco as próprias instalações, pessoas e o meio ambiente e que, por isso, precisam ser protegidas por meio do seu desligamento
seguro. A importância do desligamento se-guro vem crescendo em função das novas normas e regulamentações.
Como vantagens principais deste tipo de equipamento, pode-se citar:
Aumento da capacidade de operação e qualidade do processo; Diminuição dos custos de planeja-
mento, montagem e manutenção; Proteção eletrônica multifuncional
de motores; Dados detalhados de operação, serviço
e diagnóstico; Comunicação industrial por
diversos protocolos; Funções de segurança integradas
(SIL 3/PL e); Por ser modular, são facilmente inte-
grados em CCMs inteligentes.
Relés de monitoramento de corrente para acoplamento direto em partidas de motores
Este novo tipo de relé de monitora-mento de corrente chega ao mercado com um conceito bastante interessante, aproveitando o conceito da chave de partida, no qual ele pode ser instalado em conjunto com o contator. Dessa forma, há uma economia de espaço em painel, além da facilidade de montagem e operação. Sua única limitação seria sua faixa de corrente de operação, pois neste novo conceito ele está “dentro” da chave de partida.
relés inteligentes, modular, Para Proteção de motores
relés de monitoramente de corrente Para acoPlamento em contatores
exemPlo de um sistema de gerenciamento de motores através de relé e seus módulos oPcionais
Algumas de suas características interessantes incluem:
Ajuste analógico ou digital; Controle de sobrecorrente
e subcorrente; Sequência de fases, queda de fase,
e circuito aberto; Monitoramento da corrente ativa
e aparente; Reset automático e manual; Ampla faixa de tensão de operação:
160 a 690 VCA; Diversos tipos de conexão disponíveis; Cargas monofásicas e trifásicas; Ajustes do tempo de atraso.
A seguir estão listadas algumas aplicações possíveis para atender a algumas funções.

engeworld | junho 2013 | 13
protecao_contra_incendio_Draft01_12_abril_13.indd 1 17/05/13 10:37
função anomalias nos sistemas
Sequência de fase Direção de rotação do motor
Falta de fase Queima de fusível / Falha na rede de alimentação / Sobreaquecimento de um motor monofásico
Assimetria entre fases Sobreaquecimento do motor causado por tensões assimétricas ou falta de fase / Redes de alimentação com cargas assimétricas
SubtensãoSobreaquecimento do motor causado por aumento de corrente / Um dispositivo é desligado de forma inesperada /Queda de tensão, especialmente se alimentado por bateria
Sobretensão Proteção de instalações contra sobretensão na rede de alimentação
Sub e sobrecorrente Falta de fase / Quebra de condutores e Sub/sobrepressões em sistema de bombeamento
Fator de potência Carga em vazio, Sub/sobrecarga / Controle de equipamentos de compensação de energia / Quebra de condutores
SobrecargaSobrecarga mecânica na ponta do eixo do motor / Tempo de partida muito alto / Rotor bloqueado / Falta de fase / Desvios excessivos de tensão e frequência da rede
Fuga a terra (monitoramento de isolação)
Monitoração da resistência de isolação para instalações não aterradas /Supervisão em motores, transformadores, cabines primárias, sistemas de distribuição em geral e máquinas
Monitoramento de movimentos
Variações de velocidade em máquinas e equipamentos com movimentos de rotação ou translação
TemperaturaSupervisão de máquinas e equipamentos contra elevações de temperatura, como motores elétricos e transformadores / Partidas pesadas de motores que possam gerar grande aquecimento do mesmo ou até mesmo em altas frequências de manobras.

14 | engeworld | junho 2013
Marco Antonio RibeiroEngenheiro eletrônico pelo Instituto Tecnológico de Aeronáutica (ITA), sócio-diretor da Tek T&C Treinamento e Consultoria, e parceiro e instrutor da Universidade Petrobras, em Salvador-Taquipe.
seleção do Medidor (sensor) de nível
A medição de nível é im-portante para o balanço e inventário de produto, tempo de residência e transferência de custódia
e, também, para os sistemas de alarme e intertravamento. As exigências de preci-são variam mais para nível do que para qualquer outra variável de processo. Al-gumas aplicações requerem uma precisão estabelecida por norma (como a OIML R 85) de, no máximo, ± 3 mm, e há apli-cações nas quais interessa apenas detectar os limites do nível, evitando que o tanque extravase ou fique totalmente vazio.
tanques De armazenagemO termo tanque é comumente usado.
Porém, engenheiros de processo usual-mente reservam a denominação tanque para aplicações de surge ou armaze-nagem. Para equipamento com uma operação de nível, o termo mais geral é vaso, que inclui colunas, cristalizadores, evaporadores, neutralizadores e reatores. Há também quem chame de tanque o recipiente não pressurizado e de vaso o recipiente pressurizado. Neste artigo, os termos vaso e tanque serão intercambiá-veis e terão o mesmo significado prático.
inSTRuMEnTaÇÃO artigo
Tanques de armazenagem de maté-ria-prima e produto requerem medi-ções de nível precisas, com ótima re-solução, sensitividade e repetitividade quando usados para cálculo de inven-tário, transferência de custódia, cargas de bateladas, alimentação contínua e balanço de materiais.
arqueação De tanquePara que um tanque possa ser con-
siderado um container para medição de transferência de custódia, ele pre-cisa ser arqueado. Arquear um tanque é construir uma tabela ou uma curva relacionando o nível ao volume do tan-que. Arquear e calibrar um vaso possui o mesmo significado prático. Quando o tanque possui um formato regular, por exemplo, o de um cilindro vertical, faz-se sua arqueação geométrica, medindo-se o seu diâmetro externo (strapping), as espessuras das suas paredes e a sua altura, e um aplicativo gera várias folhas, corres-pondendo cada centímetro de nível ao volume em litro. Por exemplo, em um tanque (médio) com altura de 15 me-tros e com capacidade de 24 milhões de litros, cada milímetro corresponde a 1.640 litros.
A responsabilidade pela arqueação é do órgão estadual Inmetro, que é fiduci-ário e alega uma incerteza de arqueação de ±0,2%. Todo tanque para transferên-cia de custódia deve ser arqueado a cada dez anos e inspecionado a cada três, quando são verificadas sua inclinação, corrosão e deformação.
Depois de arqueado, o tanque deve ser calculado, considerando as propriedades do fluido (principalmente densidade), temperatura, pressão.
Todo tanque para transferência de custódia deve ser arqueado a cada dez anos e inspecionado a cada três, quando são verificadas sua inclinação, corrosão e deformação

engeworld | junho 2013 | 15

16 | engeworld | junho 2013
Vazão ou níVel para transferênCia De CustóDia
As normas e regulamentos aceitam a vazão e o nível como variáveis para a trans-ferência de custódia e por isso é pertinente perguntar: quando usar vazão ou nível para a transferência de custódia?
A decisão da escolha entre um sistema de medição de vazão em linha e um sistema de medição de nível de tanque se baseia em vários parâmetros, tais como instalação exis-tente, custos de propriedade do sistema e desempenho metrológico.
Toda medição de vazão ou nível possui vantagens e desvantagens. O sistema de medição de vazão operado corretamente oferece altíssima precisão e exatidão. O
sistema de medição de nível operado cor-retamente possui uma incerteza maior, porém, mesmo assim, possui precisão aceitável e atende as exigências de normas (ABNT, OIML, ISO, API).
A escolha entre a medição de nível ou vazão para transferência de custódia é tipi-camente ideológica. Sempre se pensa que a medição de vazão é mais precisa que a de nível e, por isso, deve ser escolhida. Essa crença é questionável. Às vezes, ela se justi-fica pela habilidade da verificação rotineira da rastreabilidade do Inmetro, por meio de provadores e calibrações com água em labo-ratórios externos. A medição de vazão é mais flexível, devido à facilidade de compensação da temperatura referida a 15ºC (ISO 5024) ou 20ºC (RT 01 - ANP/ Inmetro).
As complicações na medição de nível, principalmente para pequenos volumes transferidos, podem incluir problemas com a integridade das válvulas de blo-queio, flexibilidade do fundo do tanque, necessidade de medição de temperatura para transformar volume em massa e para outras compensações, e dificulda-des na medição da temperatura por cau-sa de gradientes horizontais e verticais.
A medição de vazão também tem suas
dificuldades. Os medidores precisam ser dimensionados, instalados e operados corretamente; o sistema de medição precisa ser monitorado continuamen-te; quando pouco assistidos, aparecem erros devido às variações das condições de vazão, desgaste do medidor e defeito do medidor; e o sistema de medição de vazão requer calibrações com períodos curtos, o que é difícil e caro, pois há ne-cessidade de padrão de vazão (exceto placa e deslocamento positivo).
Os tanques são mais robustos e está-veis que os medidores de vazão. A me-dição de vazão é pouco robusta e muito susceptível à instalação (trechos retos, perturbações, vibrações).
Quando considerados os custos de capital e as despesas de operação (incluí-da a despesa de calibração), o sistema de medição de nível de tanque apresenta as seguintes vantagens: os tanques podem ser recalibrados externamente, mesmo em operação; a validade da arqueação é de 10 anos, quando não houver mo-dificações estruturais no tanque, e ele deve ser inspecionado a cada três anos, para verificação de inclinação, corrosão e deformação; as tabelas de arqueação
O sistema de medição de vazão operado corretamente oferece altíssima precisão e exatidão.
medição de nível ou vazão Para transferência de custodia?

engeworld | junho 2013 | 17
O sistema de medição precisa ser calibrado a cada 60 dias, para a medição fiscal.
podem ser verificadas; a vazão precisa ter provador para a calibração in situ e com o fluido do processo. O sistema de medi-ção precisa ser calibrado a cada 60 dias, para a medição fiscal. O provador fixo precisa ser recalibrado a cada cinco anos e o móvel, a cada três anos.
Ao decidir-se entre vazão e nível, é im-
portante considerar o produto transpor-tado, levando em conta a quantidade a ser transferida, o modo como ele é trans-ferido (em batelada ou continuamente), o método de transferência (tubulação, navio, carretas, tambores) e se há varia-ções de temperatura na linha.
A medição de vazão, exceto quando se utiliza medidor com deslocamento posi-tivo, requer grandes trechos retos de tu-bulação, o que significa grandes espaços envolvidos. A medição de nível de tan-que não precisa de espaço adicional, pois tipicamente os medidores são montados no teto ou na parte lateral do tanque.
A medição de vazão requer, além do medidor, acessórios para diminuir erros, proteger os instrumentos, facilitar a leitu-ra, tornar a vazão monofásica e calibrar o medidor. Assim, são usados tubos de
medição (meter run), filtros e painéis lo-cais de leitura, além do painel da sala de controle, retificador de vazão e provador.
A medição de nível pode requerer o uso do tubo acalmador quando o nível tiver muita ondulação e é também conveniente ter indicação local, além da indicação da sala de controle.
Quando são transferidas pequenas quantidades, através de tubulação, de modo contínuo e com variação de tempe-ratura maior que ± 0,1%, a melhor opção é a medição de vazão em linha. Quando são transferidas grandes quantidades, em bateladas, para navios ou carretas e com pe-quena variação de temperatura, a melhor opção é a medição de nível do tanque.
Quando já existe um grande parque de tanques para armazenagem, o adequado é arquear todos eles e fazer a transferên-

18 | engeworld | junho 2013
cia de custódia pela medição de nível. Em um parque de tanques de armazenagem praticamente não há medição de vazão, apenas medição de nível. A medição de vazão é usada em transferência de custódia quando não se tem esse parque de tanques de armazenagem e são transferidas peque-nas quantidades de produto.
DifiCulDaDes apresentaDas na meDição De níVel
Embora pareça fácil medir um compri-mento, quando se entra em detalhes e é preciso fazer medições em tanques com vinte metros de altura, em condições não muito confortáveis (sob chuva ou de ma-drugada), conclui-se que são necessárias várias habilidades e muita experiência para a medição precisa do nível.
O tanque cujo nível do líquido se quer medir pode ser pressurizado ou atmosféri-co. O nível do tanque pressurizado é mais difícil de medir e calibrar que o nível do tan-que aberto para a atmosfera, pois há restri-ções de abertura do tanque para a calibra-ção e são requeridas pernas molhadas de selagem da tomada de pressão diferencial.
Qualquer que seja o sistema de medição de nível escolhido, há problemas gerais que podem afetar todos ou algum sensor.
A principal dificuldade na medição de nível certamente está relacionada à tempera-tura, quando se quer a massa ou volume do conteúdo. A temperatura afeta as dimensões do tanque e o volume do fluido contido nele. Por isso, é exigida por norma a medição da temperatura do tanque no nível alto (85 ± 15%), médio (50 ± 15%) e baixo (20 ± 15%) para as devidas compensações e cor-reções. A temperatura também pode afetar a densidade e a composição do fluido.
Outras dificuldades incluem a não pla-nicidade da superfície livre, por causa de marolas e ondas, e por causa de sólidos em suspensão no líquido; a deposição de par-tículas em boias e deslocadores, alterando seu peso; o entupimento de tomadas de pressão diferencial; incompatibilidade do material do sensor (de contato) com o líquido a ser medido; influência de vi-bração em sensores com peças móveis ou que inclui a frequência na detecção; alte-ração da geometria e corrosão de sensores de contato, como boias e deslocadores.
meDição De níVelNível é a altura de uma coluna líquida ou
de sólidos em pó ou em grãos dentro de um recipiente fechado, pressurizado ou sob pressão atmosférica. É possível se medir dire-tamente o nível contido (innage) ou então o espaço vazio (ullage) e, indiretamente, inferir o valor do nível por subtração.
O objetivo de qualquer sistema automá-tico de medição de nível é fazê-lo de modo preciso, exato, confiável, econômico e segu-ro. O sensor de nível correto para determina-da aplicação é aquele com mais fácil manu-tenção e calibração e maior confiabilidade, que satisfaça as exigências metrológicas de precisão e que realmente meça o que se quer (nível, massa, volume, interface).
esColha Do sensor Os principais parâmetros da
escolha do sistema de medição de nível são:
Unidade de interesse (altura, volume, peso, massa, interface); Tipo do produto (líquido ou
sólido, limpo ou com sujeiras e contaminantes); Medição discreta ou contínua (será
usada apenas uma chave para detectar nível alto ou baixo ou se quer uma indicação contínua do nível? A escolha da chave, que atua somente em um ponto, é mais fácil que a de um sistema de medição contínua de nível); Vaso pressurizado ou sob pressão
atmosférica (é mais fácil fazer a medição de nível e a calibração de um tanque sob pressão atmosférica. A calibração de um sensor de nível em tanque atmosférico é feita manualmente com uma trena. Quando o tanque é pressurizado, ele não pode ser aberto para se jogar a trena. A calibração do medidor automático é feita por meio da posição conhecida de pinos pré-instalados no tanque. Periodicamente, a posição desses pinos deve ser calibrada); Custo de propriedade, que inclui custo
de compra, instalação, manutenção e calibração futura. Geralmente a melhor escolha técnica é a opção mais cara; a calibração certamente é um dos maiores custos de propriedade, mas deve-se considerar se a calibração do sistema pode ser feita no local, sem a retirada do sensor (desejável). É exigido que um sistema automático de nível seja calibrado inicialmente a cada seis meses; Precisão, que está relacionada à
finalidade da medição; Instalação, que considera se o sensor
A medição de vazão é usada emtransferência de custódia quando não se tem esse parque de tanques de armazenagem e são transferidas pequenas quantidades de produto.

engeworld | junho 2013 | 19
um bom projetocomeça com um bom planejamento
www.agsolve.com.br(19) 3318-3510
Monitore chuva, velocidade e
direção dos ventos, temperatura e umidade do ar, radiação solar e
registre incidência de raios com
equipamentos Ag Solve.
anAGS_67x266_jun13_versaoB.indd 1 03/06/2013 11:43:02
está ou não em contato com o líquido a ser medido (uma instalação com sensor externo é mais conveniente, segura e amigável que uma instalação com sensor dentro do tanque, em contato com o líquido); Manutenção, que depende da
instalação e é mais conveniente quando o sistema é externo ao tanque. Sistemas com peças móveis requerem manutenção e calibração mais frequentes que sistemas que não possuem peças móveis.
Nessa seleção, é preciso saber o que é e o que não é importante. Se a instalação já exis-te, deve-se conhecer sua geometria, distân-cias entre nível zero (innage) e zero superior (ullage), posições do sensor e do transmis-sor. Muitos projetistas começam com o fator
custo. A melhor escolha para uma determi-nada aplicação geralmente não é a mais eco-nômica. Por exemplo, o custo de aquisição e instalação de um radar varia de US$ 2.000 (medição operacional) a US$ 20.000 (para transferência de custódia).
O objetivo de qualquer sistema automático de medição de nível é fazê-lo de modo preciso, exato, confiável, econômico e seguro.
medição de nível

20 | engeworld | junho 2013
Quando se tem um processo difícil, com turbulências, espumas, fluido mal compor-tado e/ou vibração, qualquer medidor selecionado terá problema. É comum se usar um medidor para uma aplicação difícil e depois criticar o medidor ou o seu fabri-cante pelo seu mau funcionamento.
Para uma medição de nível confiável é preciso conhecer os parâmetros físi-cos do tanque, as propriedades físicas e químicas do líquido cujo nível se quer medir, as características eletrônicas dos sinais digitais de comunicação e, final-mente, escolher o sistema mais adequa-do às necessidades propostas.
Liptak lista 23 opções de sensores de nível:
1- Borbulhamento2- Capacitância e RF admitância3- Condutividade4- Diafragma5- Pressão diferencial6- Deslocador móvel e imóvel7- Boia8- Laser9- Visor de nível10- Chave de nível a micro-ondas11- Detector óptico (reflexão de luz)12- Radar13- Radiação14- Fitas de resistência elétrica15- Chave de pá rotativa16- Vareta17- Fita de nível18- Sensor termal19- Refletometria no domínio do tempo20- Sensor de diferença de fase21- Ultrassônico 22- Chave vibratória23- Célula de cargaOs medidores favoritos de medi-
ção automática de nível são: visor, boia, pressão diferencial, borbulha-mento (pressão diferencial), deslo-cador, (força de empuxo), capacitivo,
radiação, radar, ultrassônico e laser.
trenaA trena é o medidor manual padrão,
ela deve possuir escala graduada em 1 mm e ser calibrada ou trocada a cada ano, quando em medição de trans-ferência de custódia. A trena é usada para calibrar outros medidores de ní-vel, inclusive o radar. Nesse caso, ela deve ser calibrada ou trocada depois de um determinado número de corri-das de uso.
VisorO visor pode ser um tubo transpa-
rente de vidro pelo qual se pode ver di-retamente o nível. É simples, direto, mas usado apenas para medição operacional.
Boia e esCalaO método mais simples para medir ní-
vel é usar uma boia para determinar o ní-vel do líquido. Este método só é aceito em
É comum se usar um medidor para uma aplicação difícil e depois criticar o medidor ou o seu fabricante pelo seu mau funcionamento.
medição de nível Por boia e régua externa

engeworld | junho 2013 | 21
medições operacionais, principalmente em grandes tanques. Porém, a ANP aceita a medição por boia e régua externa (com graduação mínima de 20 mm) para tan-ques pequenos (menores que 100 m3), desde que o usuário providencie meios de evitar o erro de paralaxe na escala externa.
O sistema de medição de nível com boia, polias e escala também é direto e simples. A boia ou flutuador (float) fica em contato direto com o líquido e é presa por um cabo a um contrapeso, passando por uma polia, acionando o ponteiro de uma grande escala exter-na. A escala é invertida, com o zero em cima e 100% embaixo, posição oposta à da boia.
pressão DiferenCialUm método clássico da medição de
nível de líquido na indústria química e pe-troquímica é por meio da medição da pres-são exercida pela coluna líquida. A pressão hidrostática resultante é proporcional ao valor dessa altura, da densidade do fluido e da aceleração da gravidade local. A pressão hidrostática no início da coluna líquida in-depende do formato do tanque.
Para esta medição, é necessário que a densidade seja constante. Deve-se tomar o cuidado de ter a temperatura também constante, pois a densidade do líquido depende da sua temperatura. Por isso, a medição de nível por pressão diferencial é feita apenas por motivos operacionais e não é usada para medições mais precisas, como transferência de custódia.
A medição de nível de tanque pres-surizado, quando são necessárias duas tomadas físicas da pressão, apre-senta alguns problemas relacionados a faixas com elevação ou supressão de zero, dependendo da densidade do líquido, cujo nível é medido, e da densidade do fluido de enchimento da perna molhada. Deve-se analisar ma-tematicamente as pressões de alta e de baixa, com o tanque em nível zero e em 100%, para determinar a faixa de medição cor-
Deve-se tomar o cuidado de ter a temperatura também constante, pois a densidade do líquido depende da sua temperatura.

22 | engeworld | junho 2013
respondente. Um modo de contornar esse problema é substituir o pote de selagem e a perna molhada por um repetidor pneumáti-co de pressão. O repetidor tem a pressão de saída igual à pressão de entrada, porém é lim-pa e seca. Atualmente, com os transmissores microprocessados e autoconfiguráveis, não há esse tipo de problema.
Há vários tipos de conexões do trans-missor para o tanque: tomadas conven-cionais, com flange plano, com flange com extensão e tomadas com tubo capilar cheio de óleo de selagem. O usuário pode fazer a selagem ou, mais conveniente, embora
mais caro, comprar o transmissor com to-madas prontas com capilar cheio e flanges. A escolha do melhor tipo de montagem depende da temperatura do processo e do tipo de fluido de medição envolvido.
O transmissor de pressão diferencial para medição de nível é um transmis-sor de pressão para medir uma pequena faixa sobre alta pressão diferencial. Ele possui um ressalto de proteção, de modo que o diafragma não se danifica quando toda a pressão estática estiver aplicada a um único lado.
BorBulhamento A medição de nível por borbulha-
mento também se baseia na pressão diferencial. Borbulha-se gás inerte ou ar puro por um tubo de vidro que se apoia no fundo do tanque. Enquanto a pressão da coluna líquida for maior que a pressão aplicada, não há vazão do gás. Quando a pressão fica aproxi-madamente igual à pressão da coluna líquida começa a haver o borbulha-mento do ar ou gás inerte. Neste ponto limite, tem-se a pressão aplicada igual à pressão exercida pela coluna líquida.
Transmite-se esta pressão e tem-se o nível medido. Obviamente a instala-ção prática é muito mais complicada, com rotâmetro de purga, inclinações nas linhas de transmissão, purgador de condensado, chave seletora para aplicação de contrapressão para de-sentupimento do tubo. É um método simples utilizado em medição de nível de tanque aberto.
DesloCaDor imóVelA medição de nível por deslocador se
baseia na lei de Arquimedes (quando um corpo é submerso em um líquido, ele perde peso igual ao peso do líquido deslocado). O sistema de medição de nível por deslo-cador se resume à detecção e medição de um peso que varia com o nível.
Há quem que estranhe o fato de o sensor fixo ser chamado de deslocador. Realmen-te, o sensor está livre, imóvel e não se deslo-ca, mas o líquido ao seu redor se desloca e com o deslocamento do líquido, o desloca-dor perde peso.
O deslocador é suspenso em um trans-missor de nível, que detecta a força (peso) variável. Quando o nível é mínimo, o deslo-cador está imediatamente acima do nível e totalmente fora do líquido. Seu peso é máxi-mo e o sinal transmitido deve corresponder ao zero da escala de medição. Quando o nível sobe, o peso aparente do deslocador diminui, mantendo assim uma relação linear e proporcional entre o peso e o nível do líqui-do. Quando o nível atinge o valor máximo calibrado, o deslocador deve estar totalmen-te submerso. Nessa posição ele apresenta o mínimo peso aparente e o transmissor deve gerar sinal correspondente a 100% do nível.
Os problemas práticos que aparecem e devem ser superados incluem a selagem do sistema detector do transmissor com o tanque de processo, que não
A escolha do melhor tipo de montagem depende da temperatura do processo e do tipo de fluido de medição envolvido.
grande variedade de conexões Para medição da Pressão diferencial

engeworld | junho 2013 | 23

24 | engeworld | junho 2013
deve ter atrito e deve suportar as pres-sões e temperatura do processo e não sofrer corrosão do líquido e, também, o cálculo correto do peso e do tamanho do deslocador. Às vezes, é conveniente adicionar ao sistema uma proteção ao transmissor de modo que o peso do des-locador não lhe seja aplicado por muito tempo; o comprimento do deslocador nunca pode ser menor que o nível a ser medido; a densidade do material do deslocador deve ser sempre maior que a densidade do líquido do tanque (ou o deslocador seria uma boia).
DesloCaDor móVel
fica parcialmente imerso no líquido, per-mitindo a sua aplicação em líquidos com turbulência na superfície e com variações de densidade do produto.
Um circuito integrador com ajuste de tempo permite a medição estável do nível, mesmo com turbulência na superfície do fluido, já que a ação do integrador propor-ciona um nível estável e preciso.
Utiliza-se o princípio de servomeca-nismo para eliminar os efeitos de atrito mecânico que prejudicam a sensibilidade e a precisão do sistema. O eixo do tambor de medição está acoplado a uma balança capacitiva de equilíbrio, a qual mede conti-nuamente o peso aparente do deslocador, que é o seu peso real modificado pela força de empuxo exercida pelo produto sobre o deslocador parcialmente imerso. As varia-ções de nível provocam alterações no peso aparente do deslocador, que são detectadas pela balança capacitiva de equilíbrio pelo deslocamento das placas centrais, varian-do sua capacitância em relação às placas laterais ativas por meio de um circuito ele-trônico com servomotor reversível. Este servomotor está acoplado ao eixo sem fim que aciona a coroa dentada e, consequen-temente, o tambor de medição, de modo a fazer subir ou descer o deslocador até que seja obtida novamente a imersão correta.
A tensão mecânica do fio que sustenta o deslocador é igual à diferença entre o peso do deslocador e o empuxo correspondente ao volume do líquido deslocado pela par-te submersa. Na balança de equilíbrio, as placas centrais são tencionadas por duas molas para contrabalançar a tensão do fio e manter o deslocador em equilíbrio. O peso do deslocador, mesmo quando total-mente imerso, mantém o cabo de medição sempre tencionado. O eixo do servomotor aciona o indicador mecânico de nível inte-gral e o codificador óptico utilizado para transmissão remota de nível e temperatura.
A medição com deslocador móvel apre-
senta precisão compatível com medição de transferência de custódia, porém, a maior dificuldade está na frequente e cara manu-tenção do sistema, que possui muitas peças móveis, frágeis e de mecânica fina. Atu-almente, por causa da manutenção mais frequente, devido ao problema de ruptura do fio que sustenta o deslocador, esses siste-mas estão sendo substituídos pela medição por radar, sem contato com o fluido.
meDiDor CapaCitiVoUm sensor metálico é localizado ver-
ticalmente no tanque e é eletricamente isolado. O sensor e as paredes do tanque formam um capacitor cuja capacitância depende da quantidade de material dentro do tanque (nível) e o meio entre o sensor e a parede. Quando há somente vapor, a ca-pacitância é muito baixa. Ela irá aumentar continuamente quando o material cobrir o sensor. O método é adequado para líqui-dos e sólidos, não possui peças móveis e pode medir nível de fluidos corrosivos. As desvantagens são aplicação limitada pela variação das propriedades elétricas e o fato de poder ser susceptível às incrustações do sensor. A seleção do sensor é crítica prin-cipalmente quando o material cujo nível medido for condutor elétrico.
A capacitância depende diretamente do dielétrico e da área das placas e é inversamen-te proporcional à distância entre as placas do capacitor. Assim, é possível medir o nível de um tanque a partir da medição da capacitân-cia do tanque. Este método pode ser usado para líquido condutor e não condutor, que constitui o dielétrico do capacitor.
meDiDor raDar, ultrassôniCo, laser e raDiatiVo
Sinais com diferentes frequências po-dem ser usados para medição de nível. Essas frequências incluem radar (10 GHz), ultrassom (40 kHz), laser (10
O nome é incorreto, pois, na realidade, o elemento sensor não flutua, mas fica parcialmente submerso no líquido cujo nível está sendo medido.
É possível se medir nível com um des-locador móvel em vez de fixo. Há quem chame o deslocador móvel de flutuador ou boia. O nome é incorreto, pois, na realida-de, o elemento sensor não flutua, mas fica parcialmente submerso no líquido cujo nível está sendo medido.
O medidor de nível utiliza como ele-mento sensor um pequeno deslocador com densidade maior que a do líquido cujo nível é medido. O deslocador é sus-penso por um cabo flexível que se enrola em um tambor de medição com ranhuras. Na condição de equilíbrio, o deslocador

engeworld | junho 2013 | 25
THz) e raios gama (10 ZHz). Estes si-nais diferem entre si não só pela frequên-cia, mas também pelo comprimento de onda, modo de propagação, capacidade de penetrar materiais e a propriedade de ser defletida ou não.
meDiDor raDiatiVoNa medição radiativa de nível, tem-se
uma fonte radiativa na lateral externa do tanque e um detector (ou vários) na outra extremidade. A quantidade de radiação que o detector radiativo alcança depende da quantidade do material que está no ca-minho (nível do produto). É uma medi-ção cara, requer licença governamental e exige procedimentos rigorosos de rastrea-mento do pessoal envolvido na operação próxima do sistema. É um método usado
como última alternativa.A diferença básica entre as radiações
alfa, beta e gama, entre outras caracte-rísticas, é sua capacidade de penetrar em outros materiais. A radiação nucle-ar pode ultrapassar paredes metálicas. Quando o sinal é muito fraco e menos penetrante, é possível usá-lo através de eco ou reflexão.
O sistema de medição de nível por ra-diação nuclear é constituído de fonte de material radioativo (Cs 137 ou Co 60) que se desintegra continuamente, segun-do uma equação exponencial simples e conhecida; detector da radiação, coloca-do dentro do campo radioativo da fonte; e o material cujo nível se quer medir, colo-cado entre a fonte e o detector.
O medidor radiativo tipicamente é
uma fonte de raios gama, os quais têm grande poder de penetração e não são defletidos. São usados os isótopos radia-tivos Cobalto 60 (Co 60) e Césio 137 (Cs 137). Esses isótopos são de
A diferença básica entre as radiações alfa, beta e gama, entre outras características, é sua capacidade de penetrar em outros materiais.

26 | engeworld | junho 2013
baixa potência, sua radiação penetra no líquido ou sólido cujo nível se quer me-dir e é absorvida proporcionalmente ao tamanho do nível e à sua densidade.
A fonte de radiação é construída em um invólucro cerâmico, colocado em uma cápsula com parede dupla de aço inoxidável. A cápsula é contida em uma estrutura construída de modo a per-mitir a saída do raio de radiação através de uma janela muito estreita, enquanto é bloqueada em todas as outras dire-ções por uma blindagem de chumbo. O chumbo é um material especial na ra-diação, pois ele é o fim de linha de todas as cadeias de desintegração de materiais pesados. Há um obturador para fechar a janela quando a fonte estiver fora de ope-ração ou em transporte.
A grande vantagem do sistema de medição radiativo é a possibilidade de se medir nível de sólidos. É um sistema extremamente simples, mas não é muito usado porque existem mal entendidos em relação a ele.
meDiDor De níVel tipo raDar
Na medição de nível por radar tem-se um sinal de onda pulsada transmitida do topo do tanque que atinge a superfície do produto cujo nível se quer medir e é refle-tido de volta para um receptor. A distân-cia é inferida pelo tempo de transmissão. Embora a distância seja relativamente pe-quena, o tempo é a variável que se mede com maior precisão e resolução possível: de 10-9 a 10-10. A precisão típica de me-dição de nível por radar é de ±1 mm.
O sistema de medição de nível com radar usa ondas eletromagnéticas, tipi-camente micro-ondas na faixa de 9 a 10 GHz. Geralmente a medição é contínua e se aplica ao nível do líquido. Rigorosa-mente, o radar mede o não nível (ullage)
e infere o nível (innage).As emissões são de baixa potência,
tipicamente menores que 0,015 mW/cm2, pois as aplicações industriais reque-rem geralmente faixas menores que 30 m, que é uma distância pequena para a técnica de radar. Nesta faixa de energia, não há problemas com saúde, segurança, licença ou considerações de contamina-ção. Os dispositivos envolvidos são os prosaicos transistores e diodos para gerar e detectar as micro-ondas.
O sensor radar é montado no topo do vaso e é dirigido para baixo, perpendicu-
igual à diferença entre o sinal enviado e o refletido. Essa diferença de frequência ou de tempo é diretamente proporcional ao tempo de propagação e, assim, à dis-tância entre o sensor e o nível do líquido.
Os gases que conhecidamente afe-tam a transmissão das ondas de radar são: óxido de propileno, éter etílico, éter propílico, acetaldeído, acetona, metanol, amônia e gás liquefeito de petróleo.
Há fabricantes que utilizam a técnica da frequência modulada (FMCW – fre-quency modulated continuous wave ou onda contínua com frequência modu-lada). O medidor de tanque por radar transmite micro-ondas na direção da superfície do líquido. O medidor trans-mite um sinal com uma frequência va-riando continuamente. Quando o sinal vai para baixo até a superfície do produto e é refletido de volta para a antena, ele é misturado com o sinal que está sendo transmitido no momento.
O sinal transmitido altera levemente a frequência durante o tempo em que ele vai e volta, misturando os sinais transmi-tido e o refletido, resultando em um sinal com baixa frequência. A diferença entre a frequência transmitida e recebida é proporcional à distância até a superfície.
Alguns fabricantes utilizam a técnica de onda guiada, que se baseia na refleto-metria no domínio do tempo, na qual os pulsos eletromagnéticos de alta frequên-cia se propagam através de um guia de onda, que é muito mais eficiente do que a propagação através do ar. Esta técnica pode ser combinada com a amostragem de tempo equivalente para melhorar a precisão da medição. A velocidade da onda eletromagnética é difícil de medir em distâncias pequenas e, por isso, sua precisão é ruim. A amostragem de tem-po equivalente captura o sinal eletro-magnético em tempo real (10-9 s) e o re-
lar à superfície do líquido. Isso faz o sinal ser refletido da fonte para retornar direta-mente para o sensor. O caminho do sinal é afetado pelo tamanho da antena.
O tempo de propagação do sinal refle-tido é medido pelo controle do oscilador (sensor), de modo que ele envia uma frequência linear varrida em uma largura de faixa fixa e tempo varrido. O detec-tor radar é exposto simultaneamente à varredura enviada do radar e ao sinal de retorno refletido, que é uma parte mais velha da varredura do radar. A saída do detector é um sinal de frequência, que é
Quando o sinal vai para baixo até a superfície do produto e é refletido de volta para a antena, ele é misturado com o sinal que está sendo transmitido no momento.

engeworld | junho 2013 | 27
www.ipeasp.com.br
Engenharia de Processos Químicos Aplicada a Projetos de Indústrias
19h00 às 22h30 segundas-feiras
LOCAL DAS AULAS
av fagundes filho 141
térreo-anfiteatro são paulo
CONTEÚDO PROGRAMÁTICO
1. Trocadores de calor
2. Dispositivos de segurança (válvulas de
segurança, discos de ruptura, vents/respiros,
abafadores de chama, purga com gás inerte,
segurança em tancagem, alarmes)
3. Materiais de Construção
4. Corrosão Química e Eletroquímica
5. Água Bruta e seu Tratamento
6. Utilidades: Água de resfriamento / Torres
de resfriamento, Tratamento de Água
e Sistemas de Distribuição de Água
7. Utilidades: Ar comprimido /
Compressores de Ar, Vaso Pulmão
e Sistemas de Distribuição de Ar
8. Utilidades: Vapor / Caldeiras,
Desaeradores, Tratamento de Água
e Sistemas de Distribuição de Vapor
9. Utilidades: Água Desmineralizada /
Desmineralizadores (troca iônica e osmose
reversa) e Sistemas de Distribuição de Água
Fabio Alessio Romano Dionisi
Engenheiro Químico - Mestre pela EPUSP
Diretor de Engenharia para a America
Latinal (Du Pont América Latina)
INFORMAÇÕES
11 3539 0979 | 11 9 8463 5051
29 de julho a 16 de dezembro
constrói em tempo equivalente (10-3 s), que é muito mais preciso e fácil de medir.
As principais dificuldades na medi-ção de nível com radar são a escolha da antena mais apropriada, sendo que a pa-rabólica é a escolha default e as alterna-tivas são antena cônica, antena para gás liquefeito de petróleo e antena para tubo acalmador; o conhecimento das dimen-sões corretas do tanque (ponto de zero superior do tanque, ponto de colocação do radar) e o tipo do líquido cujo nível é medido (limpo, com espuma, se afeta as ondas de radar, se possui marolas).
As principais vantagens da técni-ca de medição de nível com radar incluem a possibilidade de se medir nível de líquidos complexos (tóxicos, perigosos, sanitários); ela não requer licença legal (como o radiativo); é uma medição de sensor sem contato com o fluido; apresenta alta preci-são em faixa de 1,5 a 60 m; a antena pode ser colocada externamente, to-talmente isolada do processo; nenhu-ma recalibração é requerida quando se alteram as condições de processo, pois a mudança do líquido não afeta a velocidade, frequência e o processa-mento do sinal.
A operação do sistema pode tolerar re-
vestimento do sensor, turbulência da su-perfície e espuma no líquido (melhor que laser e ultrassom), mas esta é uma técnica de medição de nível relativamente cara; ela só é aplicada em processo com líquido limpo (alguns líquidos, como amônia e gás liquefeito de petróleo, requerem an-tenas especiais e mais caras), e apresenta problemas na aplicação com sólidos, por causa do fraco sinal de reflexão.
meDiDor ultrassôniCoAs características do som são determina-
das pela temperatura, reflexão, propagação e absorção. A compensação da temperatu-ra na medição de nível é essencial porque a velocidade do som é proporcional à raiz quadrada da temperatura. No caso do ar, ela varia de 0,6 m/s a cada ºC. A velocidade de propagação aumenta com o aumento da temperatura em cerca de 0,2% por ºC.
Para medir o tempo de propagação do eco de um pulso ultrassônico é essencial que alguma energia sônica seja refletida. Líquidos e sólidos com partículas grandes e duras são bons refletores. Material fofo ou sujeira solta são refletores ruins, pois ten-dem a absorver o pulso sônico. Também é importante que a superfície refletora seja plana. Como o ângulo de reflexão é igual ao de incidência, se o pulso sônico é refleti-do de uma superfície inclinada, seu eco não será dirigido de volta para a fonte e o tempo total de propagação não será diretamente proporcional à distância vertical. Superfí-cies irregulares resultam em reflexão difusa, em que apenas uma parte do eco total volta verticalmente para a fonte.
A propagação do som resulta em sua dispersão e perda de intensidade. A intensi-dade do som diminui com o quadrado da distância e, por isso, o eco se torna exponen-cialmente mais fraco quando se aumenta a faixa de calibração do nível. A diminuição da energia sonora é causada pela disper-
Para medir o tempo de propagação do eco de um pulso ultrassônico é essencial que alguma energia sônica seja refletida.

28 | engeworld | junho 2013
referênCias [1] lipták, B. g., Process Measurement and Analysis, 3ª. ed., Butterworth Heinemann, 1995.
[2] mcmillan, g. K .,Essentials of modern measurements and final elements in the process industry, Research Triangle Park, ISA, 2010.1999.
[3] trevathan, V. l ., Guide to the automation body of knowledge, 2nd. Ed., Research Triangle Park, ISA, 2006.
[5] iso 4266-1 Petroleum and Liquid Petroleum Products - Measurement of Level and Temperature in Storage Tanks by Automatic Methods -- Part 1: Measurement of Level in Atmospheric Tanks, 1994.
[7] oiml r85. Automatic Level Gauges for Measuring the Level of Liquid in Fixed Storage Tanks, 1998.
[4] iso 4512., Petroleum and Liquid Petroleum Products -- Equipment for Measurement of Liquid Levels in Storage Tanks – Manual Methods, 2000.
[6] oiml r71., Fixed Storage Tanks. General Requirements, 1985.
são (distância percorrida) e pela absor-ção da substância ao longo do caminho.
Um transmissor ultrassônico está sujeito a interferências que afetam a po-tência do eco. Muitos desses fenôme-nos estão além do controle do fabrican-te de instrumento. O instrumento pode fazer a compensação da temperatura, evitar a condensação, focalizar e ampli-ficar o sinal do pulso, mas é incapaz de alterar a reflexão, propagação ou absor-ção do processo.
Células De CargaHá uma correlação entre o peso lí-
quido do tanque e seu nível. As célu-las de carga sentem o peso do tanque e por meio de uma tabela de calibra-ção, infere-se o seu nível. Células de carga foram consideradas o melhor sensor para a medição de inventários para esses tanques por muito tempo. Como células de carga requerem uma grande engenharia e têm alto custo de instalação para tubulações especiais, suportes e sistemas de calibração, atu-almente são procuradas alternativas que ofereçam melhor desempenho no chão de fábrica.
A precisão de instalação com célula
de carga é de ± 0,25%, quando se tem calibração eletrônica. Balanças que pe-sam caminhões que entram e saem da fábrica e que são usados para encher ou esvaziar tanques de armazenagem em unidades de produção podem ter uma precisão de ± 0,1%. Esta precisão é con-seguida desde que não haja vibração, deflexão ou restrição do movimento do tanque. A vibração pode aparecer de equipamentos vizinhos, agitação, ebulição ou reações gasosas. A deflexão pode ser resultado de vento, calor solar, enchimento, expansão termal da tubu-lação e deslocamento da estrutura. Res-trições em movimento podem ocorrer de tubulação e das conexões de suporte que não são suficientemente flexíveis.
ConClusãoEmbora a medição precisa e confiá-
vel do nível seja fácil quando compara-da à medição de temperatura e vazão,
ela requer cuidados e o conhecimento dos detalhes da aplicação. Para medi-ções mais precisas, como de transfe-rência de custódia, deve-se conhecer totalmente a geometria do tanque para a instalação correta do medidor de ní-vel. A documentação também deve ser atualizada e estar em conformidade com o as built da instalação.
A variedade de sensores e tecno-logias torna mais difícil a escolha do sistema mais adequado. O essencial é saber exatamente o que se quer, ana-lisar as tabelas propostas na literatura especializada e fazer a média ponde-rada dos parâmetros mais relevantes da aplicação real. É preciso saber que mesmo uma medição prosaica de ní-vel, se errada, pode ser catastrófica. Os acidentes ocorridos na usina de Three Mile Island e na refinaria de BP Deer Park foram provocados por medição incorreta de nível.
As células de carga sentem o peso do tanque e por meio de uma tabela de calibração,infere-se o seu nível.

engeworld | junho 2013 | 29
Linha de Vida Horizontal Xenon: A maneira mais versátil e e� ciente de atender a NR-35
Com intuito de ajudar o mercado a atender às novas exigências da NR-35 (Trabalho em Altura), a Honeywell, através da marca Miller, lançou no Brasil sua Linha de Vida Horizontal Permanente Xenon®.
Simples e fácil de instalar, o sistema alia tecnologia à segurança com um bom custo-benefício. Sua versatilidade, permite a instalação em uma gama de edifi cações e estruturas, tanto sobre plataformas como acima da cabeça.
CONFIANÇA: Possui certifi cação EN795;
PRODUTIVIDADE: Suporta três ou mais trabalhadores simultaneamente,
dependendo do local de instalação;
CONFORTO:Trole/Shuttle que passa livremente através dos intermédios sem necessidade de desconexão do trabalhador.
CONHEÇA ALGUNS DE SEUS DIFERENCIAIS:
Acesse o nosso site e assista ao vídeo do produto Xenon®.www.honeywellsafety.com/br
Agende uma visita por parte de um de nossos instaladores ofi ciais através do endereço eletrônico:
anuncio_engeworld.indd 1 04/06/13 11:10

30 | engeworld | junho 2013
caBEaMEnTO ESTRuTuRaDO
Ao contrário dos tradi-cionais cabos com pares não colados, que apre-sentam degradações no seu desempenho quan-
do expostos aos rigores de uma instala-ção típica, os cabos com pares colados apresentam um comportamento estável ao longo de sua vida útil, conforme de-monstram testes de impedância e perda de retorno já realizados em laboratório.
Ao verificar em um catálogo a garan-tia de desempenho de um cabo, espera--se que sua performance permaneça a mesma após sua instalação. Um cabo categoria 5e, apresentando desempe-nho 5e na bobina, mas com caracterís-ticas de categoria 5 após a sua instala-ção, tem pouco valor. Isso pode ocorrer
iMpaCTo das soliCiTações MeCâniCas sobre o deseMpenho de Cabos CoM pares Colados
Belden Indústria e Comércio Ltda
porque durante a instalação os cabos são dobrados, puxados e podem se enroscar ao serem retirados da bobina. Assim, alguns fatores de instalação mu-dam suas propriedades físicas, afetando seu desempenho elétrico.
Configuração Do testePara mostrar os efeitos de uma instala-
ção típica sobre um cabo com pares não colados foram selecionados vários cabos de categorias 5e e 6 de diversos fabrican-tes. Os produtos foram submetidos a testes de desempenho elétrico após sua instalação. Os mesmos testes foram con-duzidos em cabos com pares colados de categorias 5e e 6.
Inicialmente, foram testadas amostras de cabos com 100 metros cada, dire-
tamente retiradas da bobina, sem que tivessem sido expostas a solicitações me-cânicas. Esses testes representam o de-sempenho laboratorial do cabo.
Para simular seu puxamento através de bandejas, eletrodutos, mobiliários, forros e paredes, cada cabo foi passado por curvas e torções controladas, o que replicou a aplicação normal do cabo des-de um armário até uma tomada de esta-ção de trabalho.
Foram enrolados 3 metros de cabo em um loop de serviço, sem muito aperto, a 3,6 metros da extremidade da estação de trabalho. Nesse ponto, a extremidade do cabo foi colocada em uma caixa de saída padrão com um único conector RJ 45 fêmea. Os cabos foram testados nova-mente a fim de identificar mudanças em

engeworld | junho 2013 | 31
Tecnologia Bonded-PairUma patente Belden
Aplicações de ambientes críticos exigem cabos mais robustos para a garantia de alta perfomance na transmissão de sinais.
Pensando nisso, a Belden desenvolveu a Pensando nisso, a Belden desenvolveu a tecnologia Bonded-Pair, também conhecida como Par Colado.
Esta tecnologia consite em conjuntos de Esta tecnologia consite em conjuntos de cabos em pares colados, que evitam a distorção dos sinais e garantem a manutenção consistente do desempenho de sua instalação.
Por isso, escolha a Por isso, escolha a Tecnologia Bonded-Pair para as suas aplicações de missão crítica.
Belden. Você pode confiar.
seu desempenho. Toda a manipulação foi realizada sem violar as especificações de instalação da TIA/EIA 568-B.
Todos os cabos testados comportam--se de acordo com as especificações da norma, quando inicialmente puxados da bobina. Entretanto, quando os cabos sem pares colados foram submetidos ao teste de solicitação mecânica de instalação, seu desempenho degradou-se sensivelmente. Em muitos casos, os cabos com pares não colados ficaram abaixo das especificações e, de fato, não satisfizeram os requisitos.
Por outro lado, os cabos com pares colados mostraram o mesmo nível de de-sempenho, seja para os itens diretamente puxados da bobina ou instalados. Esse é o tipo de comportamento que se deve esperar dos cabos na prática.
impeDânCiaMuito tem sido feito a respeito da
“sintonização” dos sistemas de cabea-mento, em que todos os componentes do canal são “ajustados” para 100 ohms. Idealmente, a impedância de um cabo deve se centrar em 100 ohms. A impe-dância dos cabos com pares não cola-dos, no entanto, se desvia rapidamente de 100 ohms após sua instalação.
Em algumas circunstâncias, a impe-dância desses cabos desviou em até 35 ohms após sua instalação. Essas flutua-
ções estão diretamente relacionadas a uma perda de retorno.
Ao contrário dos cabos com pares não colados, a impedância dos cabos com pa-res colados permaneceu estável em torno de 100 ohms, antes e após sua instalação.
perDa De retornoEm transmissões full-duplex, tal
como o protocolo Gigabit Ethernet, a perda de retorno é uma característica elétrica fundamental porque ambas as extremidades de um par transmitem e recebem sinais simultaneamente. Um cabo com valores sofríveis de perda de retorno pode causar impacto sig-

32 | engeworld | junho 2013
nificativo sobre uma rede ativa, reduzir sua eficiência e elevar as taxas de erro (bit error rate) excessivamente.
Os testes mostraram que, em muitos casos, cabos com pares não colados, que inicialmente satisfaziam os requisitos da norma em relação à perda de retorno na “bobina”, falhavam após a instalação. Os valores de perda de retorno de cabo com pares não colados apresentam queda de mais de 12 dB – o que é 15 vezes pior do que antes da instalação.
Diferentemente dos cabos com pares não colados, os cabos com pares cola-dos exibiram uma pequena mudança nas características de perda de retorno.
neXt e psneXtQuando os condutores de um par
são separados devido às solicitações mecânicas de instalação, tais como puxamento, enrolamento e curvatu-ra, o par ganha características de an-tena, irradiando e recebendo sinais ao mesmo tempo. Quando o par de um cabo recebe o sinal emitido por outro par, tem-se a chamada diafo-nia (Crosstalk). Os desempenhos de NEXT e PSNEXT de um cabo são
importantes devido ao seu impacto negativo nos diversos protocolos em cabos multi-pares.
No teste realizado, os valores de Crosstalk mudavam em até 6 dB (qua-se quatro vezes) nos cabos com pares não colados. Em contraste, os cabos com pares colados demonstraram mudanças insignificantes no desem-penho de Crosstalk “fora da bobina” e após a instalação.
Os cabos UTP ideais devem ser estruturalmente estáveis – especial-mente durante a instalação. No topo da lista das características estruturais, que fornecem ao cabo a consistên-cia e estabilidade desejadas, estão a uniformidade do espaçamento entre condutores e o trançamento dos pares. Quando os condutores de um cabo de pares trançados se separam, a im-pedância se desajusta e os problemas com a perda de retorno e o Crosstalk se acentuam. Para evitar a ocorrência dessa separação e fornecer estabilida-de estrutural, foi desenvolvida a tecno-logia do par colado.
Mesmo quando um cabo com pares colados é dobrado, o espaçamento en-tre os condutores permanece estável. Esse tipo de cabo apresenta inúmeras vantagens e é imune às solicitações típi-cas de instalação do dia a dia, tais como enrolamento, puxamento e torção.
ConsiDerações Um usuário especifica as carac-
terísticas dos componentes de uma rede com base em necessidades e demandas. Se a infraestrutura da rede dita a necessidade de uma camada física que tenha um desempenho de categoria 6, é preciso garantir que, após a instalação, todos os compo-nentes apresentam tal comporta-
mento. Quando o desempenho de um componente de uma rede está comprometido, a operação geral do sistema pode ser prejudicada.
Com base nos estudos realizados, se um usuário especifica um cabo de categoria 6 com pares não colados, ele pode não ter um comportamento de categoria 6 após a instalação. Em outras palavras, o usuário estaria es-pecificando um componente para a infraestrutura que não satisfaz os re-quisitos da rede.
Esses estudos reforçam a necessi-dade de o cabo manter o seu nível de desempenho para compensar fatores invisíveis que podem impedir o bom funcionamento do sistema de cabe-amento (ou seja, patch cords e NICs fora do padrão, práticas de instalação não compatíveis e fatores de ruído, como EMI e RFI). A escolha de um cabo que ofereça o desempenho ne-cessário após a instalação, não apenas “na bobina”, também protege o investi-mento futuro do usuário final e ajuda a garantir que o produto não se torne rapidamente obsoleto – uma possibi-lidade real devido à rapidez com que os sistemas de informação evoluem.

engeworld | junho 2013 | 33
PROcESSO artigo
panoraMa do eTanol de segunda geração
A produção de etanol ver-de, embora com as suas reconhecidas vantagens, esbarra em entraves como limitação de áreas
de plantio e competição com a produ-ção de alimentos. Diante disso, a pro-dução do etanol de segunda geração a partir de resíduos celulósicos normal-mente rejeitados ou subaproveitados surge como uma possível solução.
históriaNa realidade há um precursor desse con-
ceito surgido em uma época de conflito. Em-bora pouco lembrado, o fato é que, devido ao bloqueio comercial imposto pelos aliados durante a II Guerra Mundial, os alemães im-plementaram duas tecnologias de hidrólise ácida de resíduos da madeira: o processo Scholler (ácido sulfúrico diluído) e o proces-so Bergius (ácido clorídrico concentrado).
Foram construídas duas usinas para o processo Bergius e cinco para o processo Scholler, o qual acabou predominando. Es-sas usinas produziam basicamente etanol e ração animal por meio das leveduras, e com o fim do conflito e do embargo comercial, elas perderam sua viabilidade econômica.
Os soviéticos deram continuidade a essa tecnologia e construíram suas pró-prias unidades fabris do tipo Scholler para
Ademar Haruo Yamada Suzi AraiEngenheiro químico da equipe de processo da OEP - Odebrecht Engenharia de Projetos.
Engenheira química com MBA em Gestão Empresarial e Project Management Professional (PMP) da equipe de processo da OEP - Odebrecht Engenharia de Projetos.
o aproveitamento dos resíduos de ma-deireiras localizadas em regiões remotas, chegando a contar com mais de 40 usinas.
Na década de 1980, o Brasil importou uma usina da extinta União das Repúblicas Soviéticas (URSS) para implantar a Coal-bra na cidade de Uberlândia (MG). Não havia, no entanto, como competir econo-micamente com as usinas de cana-de-açú-car e o projeto acabou sendo abandonado.
O ressurgimento desse tipo de tecnolo-gia ocorreu em meio à crescente procura por energia renovável e a preocupações ambientais. Ainda na década de 1980, fo-ram iniciadas pesquisas com enzimas no Brasil, realizadas pela Biobrás S/A, em MG, e pela Pfizer S/A, em SP.
O conceito denominado de etanol de segunda geração envolve o uso de no-vas tecnologias que basicamente substi-tuíram o ácido da hidrólise por enzimas que produzem o mesmo efeito, resul-tando na eliminação dos problemas de corrosão, além de temperaturas e pres-sões mais amenas no processamento.
noVos DesenVolVimentos teCnológiCos
Avanços tecnológicos nas etapas do pré--tratamento e da hidrólise permitiram viabi-lizar comercialmente a produção do etanol de segunda geração. Outro fator crítico para a competitividade da produção de biocom-bustíveis de segunda geração é a escolha da matéria-prima (biomassa), que pode ser pa-lha, bagaço, madeira, sorgo, entre outros.
A biomassa é constituída de lignocelu-lose, que é uma matriz composta principal-mente por celulose, hemicelulose e lignina. A celulose e a hemicelulose podem ser convertidas em açúcares fermentescíveis. A celulose consiste em longas cadeias de mo-léculas de glicose ligadas por um tipo dife-rente de ligação química que é resistente à hidrólise, por isso, há a necessidade do pré--tratamento para romper a estrutura e for-necer o contato da enzima com a celulose.
O pré-tratamento é um dos passos mais caros e importantes do processo de pro-dução do etanol celulósico e tem como objetivo aumentar a digestibilidade

34 | engeworld | junho 2013
enzimática da biomassa.Os métodos de pré-tratamento podem
ser mecânicos, físicos, químicos, físico--químicos, biológicos e diferem significativa-mente uns dos outros. Os principais fatores a serem avaliados na escolha da tecnologia são as condições de reação, eficiência do processo, complexidade, impacto sobre os bioprocessos posteriores.
Atualmente, a tecnologia de explosão a vapor (físico-química) é dominante nas uni-dades comerciais de produção de etanol de segunda geração. A biomassa é tratada com vapor e rapidamente descarregada para um vaso operado sob baixa pressão (geralmen-te a pressão atmosférica). Além do efeito de desestruturação das fibras, a técnica de ex-plosão a vapor também provoca a ruptura das ligações químicas dos componentes da biomassa. Isto ocorre devido à temperatura elevada do meio, a qual supera a energia de ativação das reações.
A hidrólise enzimática é um processo bio-químico de despolimerização. Na hidrólise enzimática da biomassa ocorre quebra da celulose (C6H10O5)n e da hemicelulose em monossacarídeos (xilose, glicose, arabinose, galactose e manose) na presença de enzimas.
Neste caso, a enzima é uma molécula biológica que possibilita que a reação quí-
mica ocorra sob uma velocidade maior do que ela ocorreria sem a sua utilização. Muitas vezes chamadas de catalisadores, as enzimas são produzidas por um organismo vivo, geralmente uma bactéria ou fungo.
A relação custo/benefício da etapa de hi-drólise enzimática é avaliada considerando a conversão, o tempo da reação e a concen-tração de enzima.
As etapas subsequentes à hidrólise do processo do etanol de segunda geração são praticamente idênticas ao processo do eta-nol de primeira geração.
uniDaDes ComerCiais no Brasil e no munDo
Em decorrência dos grandes avanços em pesquisa e desenvolvimento (das en-zimas e do pré-tratamento), e dos resulta-dos das unidades piloto/demonstração, a tecnologia do etanol de segunda geração encontra-se pronta para implantação em escalas comerciais.
Os resultados das unidades piloto/de-monstração das grandes licenciadoras do processo de etanol de segunda geração am-pliaram a possibilidade de implantação das biorrefinarias em escala comercial.
A primeira unidade de etanol celulósico em escala comercial foi inaugurada este ano
na Itália com capacidade para produzir 70 milhões de litros por ano, e usará a palha de trigo como matéria-prima.
O Brasil terá a sua primeira unidade em Alagoas, com o início da operação previsto para 2014, e capacidade para produzir 82 milhões de litros/ano utilizando palha da cana e bagaço como matéria-prima – resídu-os da planta de etanol de primeira geração.
Os Estados Unidos terão sua pri-meira biorefinaria em 2014 utilizando milho e palha para a produção de 113 milhões de litros anuais.
Outro processo extremamente inovador é a conversão dos resíduos sólidos urbanos (RSU) em etanol celulósico, gás natural e eletricidade. Neste processo, separam-se os resíduos orgânicos dos inorgânicos e os ma-teriais recicláveis. Dos materiais orgânicos são extraídos a polpa e o líquido. O líquido é utilizado para a produção de biogás e a polpa é convertida em etanol por hidrólise enzi-mática. Os demais resíduos combustíveis descartados são responsáveis pela geração de energia elétrica. A primeira planta em escala comercial será em Iowa, prevista para 2013 e terá capacidade para produzir 6 mi-lhões de galões por ano de etanol celulósico e 4,5 (equivalente Diesel) milhões de galões de gás natural.
Além do efeito de desestruturação das fibras, a técnica de explosão a vapor também provoca a ruptura das ligações químicas dos componentes da biomassa.

engeworld | junho 2013 | 35
perspeCtiVas para o futuroO Brasil possui características únicas
que tornam o etanol de segunda geração um atrativo para grandes investimentos. O país possui mais de 400 unidades de produção de etanol/açúcar de primeira geração com enorme potencial para incre-mentar a produção de etanol nas unidades existentes utilizando somente o excedente de bagaço e palha (resíduo gerado devido à mecanização da colheita), ou seja, não há necessidade de aumentar a área de plantio de cana-de-açúcar.
Hoje já existem pesquisas pelo desen-volvimento da cana com maior teor de celulose tendo em vista a perspectiva cada vez mais promissora do etanol de segunda geração.
A necessidade mundial de energia cres-ce continuamente. Os altos preços do petróleo, recursos limitados e as preocupa-
ções ambientais estão obrigando governos e empresas a buscarem fontes renováveis de energia para atender à demanda com o mínimo impacto ambiental. A bioenergia, seja o etanol celulósico, o biodiesel ou bio-
gás, é parte da solução. Os biocombustíveis são atualmente uma opção realista para rea-lizar com sucesso comprovado as reduções de emissões de CO2 e a diversificação da matriz energética.

36 | engeworld | junho 2013
cOLuna Rh
reCruTar engenheiros é uMa Tarefa fáCil ou difíCil?
Trabalho com recrutamen-to e seleção de engenhei-ros há mais de 6 anos e isso me inspirou a escre-ver a coluna deste mês.
Comecei a trabalhar em uma empresa de projetos de engenharia em 2007, numa época em que o ramo de atuação estava em plena ascenção. Inicialmente, passei pela delicada etapa que é conhe-cer o perfil da empresa, identificar seus principais focos de atividade e o perfil desejado para cada cargo, enfim, de me inteirar de todos os detalhes para fazer um trabalho de qualidade e conquistar a confiança das pessoas.
Me recordo ainda hoje de quando trabalhei para preencher minha pri-
meira vaga (de engenheiro eletricista). Me sentei com o gestor deste segmen-to de projetos e ele, de pronto, ques-tionou: “Quando terei o profissional comigo?” Por alguns minutos fiquei ressabiada. Além do desafio de encon-trar o profissional esperado, precisava readequar a cultura da empresa para poder instaurar um verdadeiro proces-so de recrutamento e seleção, abran-gendo todas as etapas pertinentes, que se inicia pelo levantamento de perfil e que consiste no amplo entendimento das características e do comportamen-to do profissional requerido.
Outro ponto a ser considerado era a concorrência. Nós abríamos a mesma
vaga aberta por outras quatro ou cinco empresas. Vencidas essas barreiras, por meio da ausculta das necessidades das pessoas e de questionamentos a respei-to dos negócios da empresa aos antigos funcionários da casa, pude compreender as principais dificuldades da área e, tam-bém, suas oportunidades, para ser ágil e assertiva na busca dos profissionais.
O mercado de engenharia de projetos, como muitos outros, é extremamente técnico e específico. As pessoas se co-nhecem por terem trabalhado juntas nas empresas de maior destaque do setor e são indicadas para atividades específicas nas quais o expertise desejado não é lo-calizado facilmente. Dessa forma, expli-
Comecei a trabalhar em uma empresa de projetos de engenharia em 2007, numa época em que o ramo de atuação estava em plena ascenção.

engeworld | junho 2013 | 37
Cynthia Chazin Morgensztern é psicóloga e coach graduada pela Universidade Mackenzie, além de pós-graduada em Gestão Estratégica de Pessoas e com MBA em Gestão Educacional. Possui dois tí-tulos de educação continuada na Faculdade Getúlio Vargas nas áreas de administração e economia e acu-mula 15 anos de experiência na área de Recursos Humanos de empresas nacionais e multinacionais.Site: www.primeirovoce.com E-mail: [email protected]
cito que o método de indicações é mui-to interessante e deve ser utilizado, mas sem passar por cima da etapa de avalia-ção comportamental, que é condição in-dispensável para a uma boa contratação.
Algumas empresas identificaram essa metodologia e as utilizam como regra por meio de “programas de indicações”, oferecendo premiações para aqueles funcionários que indicam profissionais que apresentam êxito nos primeiros três meses de contrato.
Outra forma é a consulta de órgãos de classe, como por exemplo o Conse-lho Regional de Engenharia, que ofere-ce um banco de profissionais que pode
da, das instituições de cursos específicos, que também contemplam um banco de currículos interssantes de ex-alunos e co-locam vagas em seus murais para serem divulgadas aos alunos em curso.
Falando rapidamente da seleção, pos-so dizer que os engenheiros são objeti-vos e não costumam “falar muito”. Assim, a entrevista tende a ser rápida e cabe ao entrevistador habilidoso obter as infor-mações necessárias sem precisar instigar o profissional a se expor.
Devido à dificuldade em entender os conhecimentos técnicos e como forma de agilizar o processo, pode ser interes-
Ressalto a validade de aplicar uma ferramenta de assessment ou avaliação psicológica para obter dados mais precisos do candidato e que não são visíveis em uma entrevista.
ser acessado sem custo pelos empre-gadores. As formas mais básicas de re-crutamento, que são a utilização da in-ternet ou anúncio em jornais, também devem ser praticadas, pois apresentam uma demanda de profissionais interes-santes para a posição.
Também não posso me esquecer das escolas/faculdades de engenharia ou, ain-
sante realizar a entrevista junto ao gestor, dando a ele a responsabilidade de avaliar se o profissional compreende a experiên-cia requerida. Cabe ao selecionador ana-lisar as competências/comportamentos exigidos pela vaga.
Ressalto a validade de aplicar uma fer-ramenta de assessment ou avaliação psi-cológica para obter dados mais precisos do candidato e que não são visíveis em uma entrevista. No final, respondo que não é difícil contratar um engenheiro, basta trilhar o caminho certo e fazer um bom levantamento de perfil logo no iní-cio do processo seletivo.

38 | engeworld | junho 2013
cOLuna SEguRanÇa
Medidas de proTeção ColeTiva
equipaMenTos de proTeção individualx
Há muitas décadas, o Brasil é um dos países campeões no quesito acidentados no traba-lho. A indústria lidera
esse ranking com 104 acidentados por hora. Números esses que redun-dam em gigantescos prejuízos em to-dos os níveis, interferindo na ordem da produtividade do profissional.
Uma solução para a redução desse índice está na constante atuação do engenheiro de segurança do trabalho dentro das empresas e indústrias, onde ele tem a responsabilidade de estabe-lecer estudos técnicos a fim de identi-ficar, reconhecer, avaliar e controlar os riscos existentes nos ambientes de tra-balho, e propor soluções e alternativas para eliminá-los e/ou proporcionar melhorias contínuas.
Nos casos em que os riscos não po-dem ser eliminados, a solução inicial deve tratar os riscos com a implanta-ção de medidas de proteção coletiva (MPC), que são técnicas utilizadas para proteção de segurança enquan-to um grupo de trabalhadores realiza determinada tarefa ou atividade.
As medidas de proteção coletiva devem ser priorizadas, precedendo o uso dos equipamentos de proteção individual (EPIs). O uso de medidas de engenharia para o enclausuramen-to acústico, por exemplo, deve ser a
primeira alternativa a ser indicada em uma situação em que há risco de alto nível de intensidade de pressão sono-ra, para proteger todos os trabalhado-res. Somente quando esta condição não for alcançada, deve-se pensar na utilização de abafadores de ruídos, que são de uso apenas individual.
Algumas das medidas de proteção coletiva que podem ser citadas são as seguintes:
Enclausuramento acústico de fontes de ruído; Exaustores para gases, névoas e
vapores contaminantes; Ventilação dos locais de trabalho; Proteção de partes móveis de máquinas; Sensores em máquinas; Barreiras de proteção em máquinas e
em situações de risco; Corrimãos e guarda-corpos; Fitas sinalizadoras e antiderrapantes
em degraus de escada; Pisos antiderrapantes; Barreiras de proteção contra luminosi-
dade e radiação (solda); Cabines para pintura; Redes de proteção (nylon); Isolamento de áreas de risco; Sinalizadores de segurança (como
placas e cartazes de advertência ou fitas zebradas); Extintores de incêndio; Lava-olhos; Chuveiros de segurança; Primeiros socorros e kits de
primeiros socorros.
A seção IV, que trata do equipa-mento de proteção individual, no ar-tigo 166 da CLT diz que “A empresa é obrigada a fornecer, gratuitamente, equipamento de proteção individu-al adequado ao risco, em perfeito estado de conservação e funciona-
A empresa é obrigada a fornecer, gratuitamente, equipamento de proteção individual adequado ao risco, em perfeito estado de conservação e funcionamento, sempre que as medidas de ordem geral, não ofereçam completa proteção contra os riscos e danos à integridade dos trabalhadores.

engeworld | junho 2013 | 39
Com 10 anos de experiência como engenheira de segurança do trabalho, em empresas de grande porte, Daniela Atienza Guimarães é diretora adjunta da APAEST (Associação Paulista de Engenheiros de Segurança do Trabalho) e docente do curso de Engenharia de Segurança do Trabalho da FEI (Faculdade de Engenharia Industrial).
A Grundfos é um dos maiores fornecedores completos de soluções em bombeamento para edifícios comerciais. Possuimos escritórios locais em 45 países - incluindo o Brasil. Entre em contato conosco e descubra como as nossas soluções sustentáveis e de eficiência energética podem reduzir a sua conta de energia e ao mesmo tempo ajudar o meio ambiente.
Imagine o quanto a escolha das bombas corretas pode reduzir sua conta de energia
As bombas utilizam 10% de toda energia consumida no mundo
GRUNDFOS BRASIL . Av. Humberto A. Castelo Branco, 630 - São Bernardo do Campo - SP
Entre em contato conosco pelo e-mail : [email protected]
1011707_GFS_ASHRAE_AD_210x140mm_GBR.indd 1 11/10/2011 11:13:07 AM
mento, sempre que as medidas de ordem geral, não ofereçam completa proteção contra os riscos e danos à integridade dos trabalhadores”.
A CLT foi regulamentada pela Por-taria 3214 de 8/6/78, e quanto ao EPI, criou-se norma regulamentado-ra NR-06 da referida portaria.
Os equipamentos de proteção individual são divididos em:
Proteção do crânio; Proteção dos olhos e face; Proteção respiratória; Proteção do tronco; Proteção dos membros;
As implicações legais pelo não for-necimento das devidas proteções po-dem dar-se em duas esferas:
Responsabilidade civil: pagamento de indenizações.
Responsabilidade criminal: Julgamento do profissional e da empre-sa pelo não cumprimento da legislação.
Para garantir o cumprimento da legislação vigente, as empresas e indústrias deverão se basear no chamado quadrinômio básico:
Cumprimento dos prazos estabeleci-dos pelo cliente; Conhecimento dos custos em função
dos prazos; Controle da qualidade; Segurança associada à produtividade,
incluindo os trabalhadores nos projetos de engenharia.

40 | engeworld | junho 2013
cOLuna quaLiDaDE
Estou curtindo as minhas merecidas férias anuais, que na verdade ocorrem a cada dois anos, mais ou menos, e um fato interes-
sante me inspirou a escrever esta coluna. Minha agência de viagem, em São
Paulo, reservou alguns dias para mim em uma grande rede de hotéis em Mu-nique, numa unidade próxima ao aero-porto. Todavia, um pequeno problema aconteceu com o GPS do carro aluga-do: ele não “enxergava”, em Munique, o endereço do hotel informado pela agência de viagens.
Para esclarecer o endereço, parei em uma outra unidade do hotel da mesma rede, no centro da cidade, para levantar as informações neces-sárias à localização do hotel. O novo endereço fornecido foi imediatamen-te introduzido no GPS. No entanto, algo interessante ocorreu: imediata-mente após inserir o nome correto da cidade (o hotel, na verdade, não fica-va em Munique), o sistema de GPS informou que o caminho inicialmen-te selecionado demoraria mais tempo do que o previsto, pois havia sido par-cialmente interrompido devido a um pequeno acidente, e perguntou se eu desejaria alterar a rota, o que aceitei.
Contrastando com São Paulo, cida-de na qual vivo e trabalho, o sistema de
mobilidade da Alemanha está anos-luz à frente. Em São Paulo, me considero com sorte quando consigo utilizar o sistema de navegação do meu celular, cuja conexão de dados móveis está constante-mente indisponível.
Esse fato me fez lembrar do modelo de satisfação de clientes proposto no começo dos anos 80 por Noriaki Kano, professor emérito da Universidade de Tóquio. Nesse modelo, conhecido como modelo Kano, ele desafiou a crença de que a melhoria de cada um dos atributos de um pro-duto ou serviço levaria a uma maior satisfação de seus usuários. De fato, o modelo propõe que nem todos os atri-butos de performance de um produto ou serviço têm o mesmo valor para os clientes e que, portanto, alguns atribu-tos geram padrões mais elevados de lealdade e satisfação do que outros.
Em geral, seu modelo propõe que os atributos de qualidade de um pro-duto podem ser classificados em três categorias distintas:
Qualidade esperada: refere-se ao tipo de atributo que não provoca um aumento da satisfação do consumidor quando plenamente atendido, mas causa uma grande insatisfação quando minimamente não atendido;
enCanTe seu ClienTe. vale a pena!

engeworld | junho 2013 | 41
Engenheiro mecânico formado pela Escola de Engenharia Mauá, Sérgio Roberto Ribeiro de Souza tem 28 anos de experiência no desenvolvimento de projetos para Gestão Empresarial, possui Certificação Bkack Belt pela ASQ (American Society for Quality) e é sócio-diretor da Quality Way Consultoria.
Qualidade unidimensional: produzem satisfação na medida em que são atendidos ou insatisfação na medida em que não são atendidos;
Qualidade excitante: produzem grande satisfação, mesmo quando minimamente atendidos e não produzem insatisfação caso não sejam atendidos; são atributos não esperados pelos consumidores.
É nesta última categoria, pelo menos para mim, que o sistema de mobilida-de alemão se encaixou, ou seja, eu es-perava que o GPS apenas me indicasse o caminho (qualidade esperada), mas não tinha qualquer expectativa de que ele identificasse problemas na rota e me sugerisse um caminho alternati-vo (qualidade excitante), o que me deixou positivamente impressionado com o serviço.
Empresas líderes de mercado, em geral, são aquelas que pesquisam, de-senvolvem e tornam disponíveis em seus produtos atributos de qualidade excitante, encantando seus clientes e faz com que eles se disponham a pagar um pouco mais para ter acesso a eles.
Além disso, com o passar do tempo, na medida em que se tornam comuns aos olhos dos consumidores, os atri-
butos de qualidade excitante, passam à categoria de qualidade esperada, fa-zendo com que consumidores exijam que eles sejam incorporados aos pro-dutos e serviços de todos os demais fabricantes/prestadores de serviços.
Assim, pode ser uma prática bas-tante interessante identificar em nos-sos produtos e serviços quais atribu-tos de qualidade ele possui e a qual categoria proposta por Kano eles pertencem e dar a cada um deles o tratamento merecido.
Qualidade excitante: produzem grande satisfação, mesmo quando minimamente atendidos e não produzem insatisfação caso não sejam atendidos; são atributos não esperados pelos consumidores.

42 | engeworld | junho 2013
EnTREViSTa
os desafios da Criação e gesTão de uMa eMpresa de projeTos
Antes de migrar para a área de projetos e forma-tar a Genpro em uma companhia
multidisciplinar de projetos, em 1999, junto a outros dois sócios, o engenheiro químico Nelson Fernandes trabalhou durante cinco anos na Unipar Química. Lá, participou da construção de inúmeras unidades e operou fá-bricas. Sua carreira em projetos começou somente mais tarde, em 1986, quando ingressou na Promon Engenharia. Fernandes
passou pela JP Engenharia até chegar à Ultratec Engenharia no fim dos anos 80. Foi no final da década de 1990 que o enge-nheiro químico teve de enfren-tar uma crise de investimentos no país, que levou muitas das empresas da área de projetos à estagnação de seus negócios.
Em 1999, em resposta à pa-ralisação dos negócios da em-presa para a qual trabalhava, Fernandes e alguns colegas se uniram para criar a Genpro. Apesar da trajetória de sucesso, o engenheiro não se considera
engeWorlD - Qual foi a sua trajetória até a criação da Genpro?
nelson fernanDes - Me formei em engenharia química pela Escola de Engenharia Mauá. Trabalhei de 1981 a 1986 em uma indústria petroquímica, em Mauá, a Unipar Química. Comecei minha carreira profissional na área de operação da fábrica em regime de turno, abrindo e fechando válvulas, e fazendo trabalhos de campo. Nessa fase, parti-cipei de grandes empreendimentos e da construção de novas unidades, mas como em toda a fábrica, depois que ela é projetada, construída e entra em ope-ração, começa a faltar agitação. Resolvi então ir para a área de projetos. Trabalhei por cerca de um ano na Promon Enge-nharia, onde comecei minha formação na área de projetos. Passei mais um ano na JP Engenharia e recebi um novo con-vite para ir para a Ultratec Engenharia. Fui para lá para ocupar um cargo de su-pervisor da área de projetos. Fiquei cer-ca de oito anos lá, seguindo carreira, até que, nos anos 90, quando a engenharia
um empreendedor “por esco-lha própria”. Em entrevista à Engeworld, Nelson Fernandes conta suas experiências e des-mistifica um pouco dos desa-fios ligados à criação de uma empresa.

engeworld | junho 2013 | 43
engeWorlD - Como foi disputar es-paço com concorrentes sólidos até a sua empresa estabelecer seu próprio espaço?nelson fernanDes – Isso foi feito com trabalho de qualidade e um bom network. Não temos um departamen-to comercial formatado nos moldes do mercado. A empresa não procura serviços, ela atende a convites. De certa forma, o mercado sabe quais empresas trabalham bem e quais podem atender à sua necessidade. Hoje, somos convi-dados para muitos trabalhos e fazemos em torno de 400 propostas por ano para projetos de pequeno, médio e grande porte. Essas propostas, com algumas ex-ceções, são definidas pelo preço. Nossa opção é qualidade. Ultimamente tem sido um pouco mais difícil porque os preços de alguns concorrentes tem sido metade dos nossos (e o cliente só sabe-rá se o produto é bom ou ruim durante a montagem), mas alguns clientes nos procuram para fazermos uma proposta aberta. Nela, abrimos o preço de todos os itens para o cliente e negociamos sempre preservando o limite de qualida-de do nosso projeto. Esses clientes prio-rizam qualidade que se traduz em ganho financeiro no fim do empreendimento.
engeWorlD - Você se considera um empreendedor? nelson fernanDes - A palavra em-preendedorismo é extremamente com-plicada, porque às vezes o mercado for-ça você a determinadas situações. Com algum talento e disposição, ainda que mínimos, você segue em frente. Foi o que aconteceu comigo quando formei a Genpro. Me considero empreende-dor, mas acho que o empreendedo-rismo, às vezes não é uma questão de escolha, ele acontece pela falta de
passou por uma fase de total estagnação no país, a Ultratec passou a diminuir e faltavam trabalhos. Juntei o pessoal que trabalhava comigo na Ultratec e resolvi formar a Genpro. Fazíamos trabalhos de pequeno porte, todos precisavam fazer um pouco de tudo, mas a Genpro se estabeleceu no mercado e continuou sempre evoluindo.
engeWorlD - O trabalho de campo desenvolvido na Unipar ajudou você a executar projetos melhores ou ainda ajuda você de alguma maneira? nelson fernanDes - Ajudou e me ajuda muito. O que eu produzo hoje é projeto, é papel, é aquilo que vai ser montado e operado. A experiência de ter participado da montagem de uma indústria e de ter efetivamente operado nos dá outra visão de como fazer um projeto e mostra o que é realmente im-portante e o que é supérfluo, coisas com as quais às vezes se perde muito tempo para ter um ganho final irrelevante. Essa experiência também me deu muita se-gurança em projetos.
Ultimamente tem sido um pouco mais difícil porque os preços de alguns concorrentes tem sido metade dos nossos (e o cliente só saberá se o produto é bom ou ruim durante a montagem)

44 | engeworld | junho 2013
outras possibilidades. Foi o que hou-ve no meu caso e acho que é assim na maioria das vezes, são raros os casos em que um profissional projeta do nada um objetivo e segue esse caminho.
engeWorlD - Quando você olha para o passado, quais foram os principais desafios realmente foram importantes? nelson fernanDes - Não tive que tomar muitas decisões. Os caminhos foram aparecendo e eu fui aproveitan-do as oportunidades. O maior desafio nessa área é ter de lidar com pessoas e não com máquinas, porque é preciso estar sempre sintonizado com as ne-cessidades das pessoas, adquirir a sua confiança e gerar confiança nelas para criar um ambiente saudável. Lidar com pessoas e fazer esse tipo de gestão são coisas que gosto de fazer.
engeWorlD - Onde você acha que sua empresa se destacou para ter hoje a posição que ela tem no mercado? nelson fernanDes - Essa é uma per-gunta fácil. Ela se destacou independen-temente de tamanho do projeto ou em-preendimento por sua forte capacitação técnica, qualidade diferenciada do mer-cado e pela procura constante por novas técnicas de execução, o que inclui a au-tomação de elaboração de projetos por meio de novos softwares e se aproveitan-do de diferentes formas de fazer a mes-ma coisa. Isso motiva os colaboradores, levando-os a sempre procurar a melhor maneira de fazer o trabalho do dia a dia. Sem isso, o trabalho se torna monótono, chato, repetitivo e as pessoas não con-seguem evoluir profissionalmente. Esse tipo de ação é um norteador da compa-nhia, para que os colaboradores estejam motivados e procurem sempre uma qua-lidade acima do mercado na entrega do produto ao cliente.
bom líder. É preciso procurar entre os jovens engenheiros alguém que tenha talento para a liderança, vontade de enfrentar desafios e es-timular isso neles com treinamento e cursos, além de promover essa liderança.
engeWorlD -Você está satisfeito com a posição da empresa no mercado, qual o plano para o futuro? nelson fernanDes - A gente vem acompanhando a evolução de crescimen-to da companhia, que vinha tendo um aumento de cerca de 20% ao ano no fatu-ramento até 2011. Em 2012 houve uma forte retração do mercado e recuamos um pouco. Essa expectativa (de recuo em faturamento) se mantém também para 2013, ou seja, teremos neste ano um cres-cimento inferior ao de 2012, e nesse tipo de companhia (de prestação de serviço), não se define o tamanho que se quer ter, quem define isso é o mercado. Sempre há um efeito sanfona (de crescimento ou de retração) sem muitos problemas. É claro que é preciso abraçar as oportunidades que o mercado oferece. Quem recusa as oportunidades não atende ao mercado e o mercado se esquece dele. Nosso objeti-vo é sempre crescer, mas de forma estru-turada, mantendo padrões de qualidade e respeitando os processos de elaboração de projetos.
engeWorlD -Por que tanta gente tentou esse caminho (o da abertura de uma empresa de projetos) e não teve sucesso? nelson fernanDes – É preciso lidar com pessoas, fazer parte de um time. Nessa área ninguém faz nada sozinho ou de forma desagregada e é preciso es-tar em equilíbrio com a equipe, ouvir o que cada membro dela tem a dizer e es-tar aberto para discutir a melhor forma de executar um serviço. É preciso fazer com que as pessoas se sintam partici-pantes do negócio e ter uma equipe, do alto ao baixo escalão, totalmente alinha-da e ajustada para que todos possam participar da gestão.
engeWorlD -É difícil continuar ajus-tando essa gestão de pessoas conforme uma empresa cresce ou isso independe do tamanho da empresa? nelson fernanDes - É difícil porque requer, cada vez mais, pessoas com talento para a liderança e não que sejam simples-mente excelentes técnicos. Não se criou nas últimas duas ou três décadas líderes nessa área e há uma grande escassez deles no mer-cado; isso acaba sobrecarregando aqueles que têm esse talento. Não dá certo colocar um excelente técnico para ser líder, isso es-traga um bom técnico e não dá a você um

engeworld | junho 2013 | 45
ciViL disciPlinas de um Projeto
aspeCTos do deTalhaMenTo de planTas indusTriais
Rosemary Romano Rafael Mesquita ChavesGerente técnico civil na Toyo-Setal Supervisor civil na Projectus
É difícil determinar quan-do e onde se deu o início da engenharia civil, vis-to que ele se confunde com o próprio início da
história humana. Cavernas executadas por homens para proteção contra o frio, assim como a utilização de troncos para atravessar os rios, demonstram as primeiras práticas primitivas ligadas à engenharia civil.
Com progresso das ciências e a evolução das técnicas, sugiram as pri-meiras grandes construções, como as Pirâmides, a Muralha da China, e estruturas, tais como barragens, aque-
dutos, pontes e os grandes templos desenvolvidos pelos Romanos, que influenciaram o modo de viver das sociedades que as integravam, contri-buindo para o avanço da civilização.
Essa sede pelo desenvolvimento da civili-zação, conquista de território e conhecimen-to, gerou ainda mais avanços nas ciências e tecnologia. Hoje são inúmeros os métodos construtivos, materiais e ferramentas com-putacionais usados para resolver os mais diversos e complexos problemas.
Muitos não sabem, mas o termo en-genharia civil teve sua origem em uma época em que existiam apenas duas
classificações para a engenharia: civil e militar. Esta última era responsável pelo desenvolvimento de catapultas, torres e outros instrumentos usados para combate. A engenharia civil se destinava ao desenvolvimento de for-tificações, pontes, canais, aquedutos e moradias, englobando todas as áreas, e com o tempo, ela se dividiu nas demais disciplinas da engenharia (mecânica, elétrica, química, naval entre outras). Apesar de seu desmembramento, a engenharia civil ainda possui grande amplitude, envolvendo diversas ativi-dades de projeto e construção.
Cavernas executadas por homens para proteção contra o frio, assim como a utilização de troncos para atravessar os rios, demonstram as primeiras práticas primitivas ligadas à engenharia civil.

46 | engeworld | junho 2013
Existem três fases de projeto em um empreendimento de grande porte:• projeto básico;• projeto de pré-detalhamento (FEED);• projeto de detalhamento (e será esta
fase de projeto que será descrita).
Na área industrial, a engenharia civil subdivide-se na seguinte ordem cronológica dentro de um projeto:• geotecnia;• infraestrutura;• estruturas de concreto;• estruturas metálicas;
As funções de cada “subdivisão” são:
GeotecniaAnálise dos relatórios de sondagem,
definição e elaboração do projeto de fundações de todas as estruturas men-cionadas no cálculo estrutural; parecer técnico de solos e fundações contendo todos os possíveis tipos de fundação e indicação da solução mais adequada para o projeto, além da definição das estruturas de contenções de solo.
InfraestruturaElaboração de projeto de movimenta-
ção de terra e locação da obra no terreno; preparação dos projetos de drenagem contaminada, oleosa, pluvial e industrial; realização do projeto do underground do site, no qual devem constar todas as tubulações, bases e estruturas enterradas totalmente integradas e sem a interferência de umas com as outras; produção do projeto de arruamento e pavimentação.
Estruturas de concretoProjeto das estruturas em concreto,
englobando cálculo estrutural e desenhos
para construções de edifícios, galpões, pipe rack, bases para equipamentos, suportes e demais estruturas necessárias para instalações de tanques e/ou equipamen-tos industriais de grande porte, podendo ser usado concreto moldado “in-loco” ou concreto pré-fabricado.
Estruturas metálicasProjeto das estruturas metálicas,
abrangendo cálculo estrutural e de-senhos para construções de edifícios, galpões, pipe racks, suportes e demais estruturas necessárias.
Na engenharia os trabalhos são realizados em conjunto e, se algum componente falhar, o objetivo tende a não ser atingido. Em um projeto industrial a interface e integração são feitas por meio da maquete eletrônica, na qual todas as disci-plinas trabalham ao mesmo tempo, checando interferências e propondo soluções para que no campo, no mo-mento da construção e montagem propriamente dita, tudo se encaixe e a unidade funcione sem problemas.
Cada disciplina é responsável por informações e definições que servem de base para o desenvolvi-mento do projeto civil, conforme mostrado resumidamente a seguir:
Arquitetura – definições arquitetô-nicas das edificações e implantação do empreendimento com base no plano diretor definido no básico (quando pertinente).
Processo – definições de volumes de bacias de contenção, CSAO, cálculo e definições dos diâmetros das linhas, folhas de dados de equipamentos, e de vazão de combate a incêndio.
Tubulação – definição do arranjo de equipamento da unidade (layout),
Na engenharia os trabalhos são realizados em conjunto e, se algum componente falhar, o objetivo tende a não ser atingido.

engeworld | junho 2013 | 47

48 | engeworld | junho 2013
no qual deve constar a locação, orientação e elevações de todos os equipamentos e das estruturas que fazem parte da unidade de processo. Definições dos pipe racks e tubovias, assim como fornecimento dos diagramas de carga de tubulação, e para as linhas críticas (linhas quentes), devem ser fornecidos os esforços com base na análise de flexibilidade da linha.
Mecânica – desenho dimensional dos equipamentos estáticos e dinâmicos, nos quais devem constar todas as informações de esforços (estáticos e dinâmicos) das condições do equipamento vazio, em operação e em teste hidrostático. Devem conter também os detalhes de fixação (chumbadores).
Elétrica – definição do suporte para bandejamento, assim como as cargas gera-das pelos cabos. Fornecimento de detalhes de aterramento, do desenho dimensional dos transformadores e equipamentos elétricos com os pesos informados. Deter-minação do layout das subestações e casas de força, assim como as cargas dos painéis e as aberturas para passagem dos cabos nas lajes e paredes. Definição de encaminha-mento e seção do envelopamento elétrico e da locação das caixas de elétrica.
Instrumentação – verificação dos encaminhamentos dos cabos e eventuais
suportes para instrumentos e definição do encaminhamento e seção dos envelopa-mentos de instrumentação, bem como da locação das caixas de instrumentação.
De uma maneira geral, os prin-cipais inputs que a civil necessita para desenvolver os trabalhos den-tro de uma planta industrial são:
Sondagens/ensaios geotécnicos e le-vantamento planialtimétrico cadastral (topografia) do terreno no qual será implantado o empreendimento (ser-viços de levantamento de campo); Informações do cliente – diretrizes
básicas, incluindo critério de projeto, especificações técnicas, normas e procedimentos internos, definições dos métodos construtivos (construtabilidade). Arranjo de equipamentos – layout
(disciplina de tubulação); Diagrama de carga de tubulação
(disciplina de tubulação) Dados dos equipamentos – dimen-
sionais e pesos (disciplina de mecânica) Implantação e detalhes arquitetôni-
cos das edificações (arquitetura)
Com os dados recebidos, a civil elabora e apresenta os seguintes “entregáveis”:
Geotecnia: Parecer geotécnico Relatório geotécnico Memorial de cálculo
Infraestrutura: Memoriais descritivos Quantitativo de materiais Desenhos de terraplenagem Plantas de underground Plantas de drenagem oleosa, contami-
nada, pluvial e industrial Plantas das instalações hidrossanitárias Plantas de arruamento e pavimentação Memórias de cálculo Maquete eletrônica (quando solicitado
pelo cliente)
Estrutura de concreto: Memoriais descritivos Quantitativo de materiais Metodologia executiva Especificações técnicas/critérios
de projeto Plantas de estaqueamento Desenho das formas de todas as funda-
Definição de encaminhamento e seção do envelopamento elétrico e da locação das caixas de elétrica.

engeworld | junho 2013 | 49
Plantas de todos os níveis das estruturas Desenho com as elevações e cortes da
estrutura Desenho com os detalhes das
principais ligações Desenho de detalhes das placas de base Memórias de cálculo Requisição de material (quando solici-
tado pelo cliente) Maquete eletrônica (quando solicita-
do pelo cliente)
Atualmente os desafios na área industrial são muitos e incluem:
• Minimizar os trabalhos em campo, desenvolvendo e aplicando tecnolo-gias, como a modularização instru-mental, visando à pré-execução fora da unidade de processo. A modula-rização envolve todas as disciplinas fazendo com que o projeto seja
concebido em módulos desde a disci-plina de processos até a civil.• A formação e capacitação dos profissionais que compõem a equipe de engenharia são essenciais para que o profissional não se volte apenas para a atividade de projeto, mas compre-enda e se integre com suprimentos, construção e montagem. Profissionais com conhecimento amplo têm mais chances de executar projetos que não necessitam de ajustes no campo, minimizando os custos do empreen-dimento como um todo.• Os prazos para execução dos projetos tornaram-se cada vez menores. Aliados às frequentes modificações e indefini-ções, eles geram necessidade de forte atuação gerencial. A coordenação e o planejamento devem acompanhar rigo-rosamente as alterações para a garantia dos prazos e dos custos do projeto.• Utilização dos recursos computacio-nais de maneira organizada, eficaz e ra-cional, objetivando minimizar os prazos de execução dos projetos, assim como minorar os materiais utilizados na obra, reduzindo custos do empreendimento.• Utilização de novos materiais objeti-vando redução de custos e facilitação de execução, resultando em redução de prazo da implantação.• Pesquisas para a reutilização de ma-teriais e respeito ao ecossistema fazem parte dos objetivos e desafios.
Os prazos para execução dos projetos tornaram-se cada vez menores.
ções, estruturas, bases de equipamentos e obras de contenção Desenho das armações de todas as
fundações, estruturas, bases de equipa-mentos e obras de contenção Memórias de cálculo Maquete eletrônica (quando solicita-
do pelo cliente)
Estruturas metálicas: Memoriais descritivos Quantitativo de materiais Metodologia executiva Especificações técnicas/critérios
de projeto

infOgRafia
os prinCipais Tipos de CoMbusTíveisOs combustíveis se caracterizam por serem um material cuja a queima é utilizada para produzir calor, energia ou luz.
gasolinaDerivada do petróleo, a gasolina tem em sua composição hidrocarbonetos e diversos compostos de carbono e hidrogênio, enxofre, nitrogênio, além de compostos metálicos, em concentrações não muito elevadas, e é geralmente utilizada em motores endotérmicos. poder calorífico: 11.200 kcal/kg
etanolProduzido a partir de gás natural ou extraído do milho, da soja, babaçu, beterraba, batata e cana-de-açúcar, sendo que as matérias-primas que contêm sacarose são mais econômicas do que as que contêm amido ou celulose, e sua queima é pouco poluente, resultando predominantemente em calor. poder calorífico: 6.500 kcal/kg
BioDiesel O biodiesel é um éster obtido, em geral, da reação de um álcool com um (tri)éster presente ou obtido de biomassa, podendo ser produzido a partir de matérias-primas como óleos vegetais, gordura animal e óleo de fritura. Diferentemente do Diesel, ele não é composto de enxofre e óxidos de nitrogênio, o que reduz a emissão de SO. poder calorífico: ± 9.500 kcal/kg (quando obtido a partir de óleo vegetal)
gás natural Considerado um combustível fóssil, ele é obtido a partir de uma mistura de hidrocarbonetos leves contendo metano, etano e pequenas quantidades de propano, butano, nitrogênio e dióxido de carbono. Sua combustão emite uma quantidade pequena de poluentes e fuligem. poder calorífico: 4.300 kcal/kg
DieselObtido a partir do petróleo, o Diesel é composto por átomos de carbono, hidrogênio e pequenas concentrações de enxofre, nitrogênio e oxigênio. É muito utilizado em motores com combustão interna e em aplicações estacionárias. poder calorífico: 10.700 kcal/kg

engeworld | junho 2013 | 51
Proteja suas imagens com o que há de melhor em tecnologia.
Anúncio_emerson.pdf 1 29/01/2013 18:04:02

52 | engeworld | junho 2013
Anuncio_Engeworld_202x266_0513.indd 1 06/06/2013 12:18:29